
Mapeamento do Fluxo de ValorValor
Prof. Abelardo Alves de Queiroz, PhD
Este material tem como referência bibliográfica a obra:Aprendendo a Enxergar de Mike Rother e John Shook

Mapeando o Estado Atual

Jim Womack fala sobre Mapeamento

Porque o mapeamento de fluxo de valor é uma ferramenta essencial?– Ajuda a visualizar o fluxo mais do que os processos
individuais;
– Ajuda a identificar mais do que desperdícios, ajuda a identificar as fontes de desperdícios;
4
identificar as fontes de desperdícios;
– Mostra a relação entre o fluxo de informações e materiais no sistema de manufatura;
– Junta técnicas e conceitos de manufatura enxuta;
– Forma a base de um plano de implementação, tornando-se referência para a implementação.

Desenhando o mapa do estado atual
Nível deProcesso
Planta única
5
Planta única(porta a porta)
Múltiplas plantas
Várias empresas

Selecionando uma Família de produtos
• O que mapear?– Você não deve tentar mapear tudo.
– Não tente mapear observando desenhos de plantas ou leiautes.
– O mapa do fluxo de valor surge ao se andar pela fábrica.
6
– O mapa do fluxo de valor surge ao se andar pela fábrica.
– Mapear fica mais fácil ao se identificar as etapas de processamento de uma família de produtos
• O que é uma família?– É um grupo de produtos que passa por etapas
semelhantes de processamento
– Que utiliza equipamentos comuns nos processos

Selecionando uma Família de Produtos
XXXXB
XXXA
4321
Equipamentos de fabricação e montagem
XX
XX
8765
7
XXXC
XXXXB
Produtos XXX
XX
XXF
XXXE
XXXD
XXX
XX
XX
G XXXXX

Selecionando Famílias de Produtos
XXXX XXXX XXXXXXXXB
XXXX XXXX XXXXXXXXA
5 3 21
Equipamentos de fabricação e montagem
XXXXXXXX
XXXX
8746
Famíliade Produtos
8
XXXX XXXX XXXXXXXXC
XXXX XXXX XXXXXXXXB
Produtos XXXXXXXX
XXXXXXXX
XXXX XXXXF
XXXXXXXXE
XXXXXXXXD
XXXXXXXX
XXXX
XXXXXXXX
XXXX
XXXXXXXX
G XXXXXXXX XXXX XXXX
de Produtos
Gerente de Fluxo de valor
• A administração das empresas tende a ser por departamentos e funções– E não pelo fluxo, por etapas agregadoras de valor,
por famílias de produto – por negócio
• É difícil encontrar uma pessoa que conheça o • É difícil encontrar uma pessoa que conheça o fluxo completo do material e da informação de um produto
• Vamos chamar esta pessoa de gerente de fluxo de valor – Na Toyota ele é chamado de engenheiro chefe

Gerente de Fluxo de valor
• A melhoria do fluxo de valor acontece pelo kaizen de fluxo– Não cometa o erro de fazer o mapeamento dividindo
entre os administradores das áreas– Da mesma forma não mapeie a empresa, mas o fluxo – Da mesma forma não mapeie a empresa, mas o fluxo
dos produtos dentro da empresa
Dicas para o mapeamento • Sempre colete as informações do estado atual enquanto
caminha junto aos fluxos reais de material e de informação
• Comece com uma rápida caminhada pelo fluxo de valor para
reunir compreensão sobre os processos.
11
• Inicie pela expedição e em seguida nos processos anteriores
• Tenha em mão seu próprio cronômetro e não confie nos
tempos padrão
• Mapeie você mesmo o fluxo completo de valor
• Sempre desenhe a mão com lápis, de preferência em folha
A3.

Empresa: Estamparia ABC
Cliente: Montadora São Jorge.
Desenhando o mapa do estado atual
12
Cliente: Montadora São Jorge.
Produto:
suporte de direção feita de aço estampado
produzido em duas versões: para carros com
direção do lado esquerdo(E) e direito (D).

• O mapa começa pela expedição ao cliente e termina na entrega de matéria-prima pelo fornecedor, mostra:
– o fluxo de informações
Desenhando o mapa do estado atual
13
– o fluxo de informações
– o fluxo de materiais
AçosSão Paulo
Controle daProdução
MRPPedidoDiário
Previsão de6 semanas
Previsão de90/60/30dias
PedidoDiário
MontadoraSão Jorge
Estamparia ABC
Fluxo de Informação

14

Conjunto de dados da “Estamparia ABC”
– Dados da demanda do Cliente• 18400 peças por mês – 12000 do tipo LE e 6400 do tipo LD
• A planta do cliente opera em 2 turnos• Embalagem retornável com 20 bandejas – 10 bandejas por
palete• O cliente faz pedidos em quantidades múltiplas de bandeja
15
• Uma expedição diária é levada para a montadora de caminhão
MontadoraSão Jorge
18400 peças/mês12000 “E”6400 “D”
Bandeja = 20 pçs2 Turnos
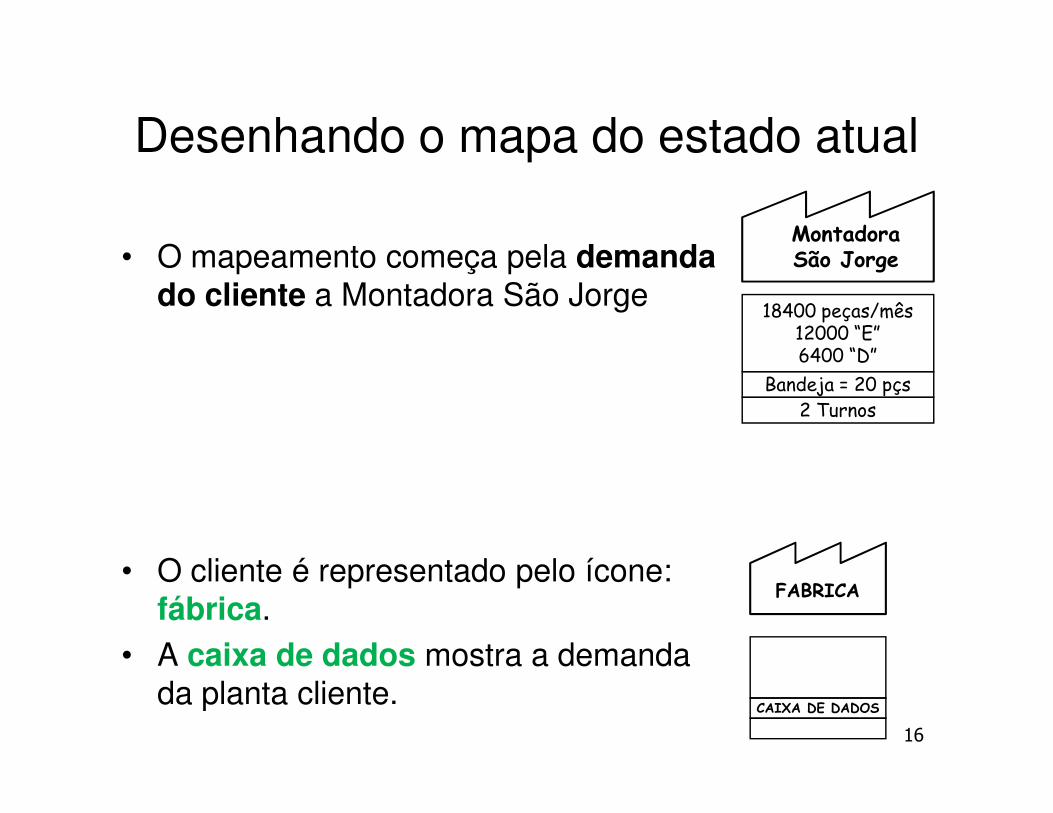
• O mapeamento começa pela demanda do cliente a Montadora São Jorge
MontadoraSão Jorge
18400 peças/mês12000 “E”6400 “D”
Bandeja = 20 pçs2 Turnos
Desenhando o mapa do estado atual
16
• O cliente é representado pelo ícone: fábrica.
• A caixa de dados mostra a demanda da planta cliente.
2 Turnos
CAIXA DE DADOS
FABRICA

• Os processos básicos de produção são desenhados pela caixa de processo. – Deve representar um processo onde o
material está fluindo (estoque/estoque)
Desenhando o mapa do estado atual
17
• Ex.: estação de trabalho, máquina, linha e célula de manufatura..
1
SOLDAGEM 1
3
MONTAGEM
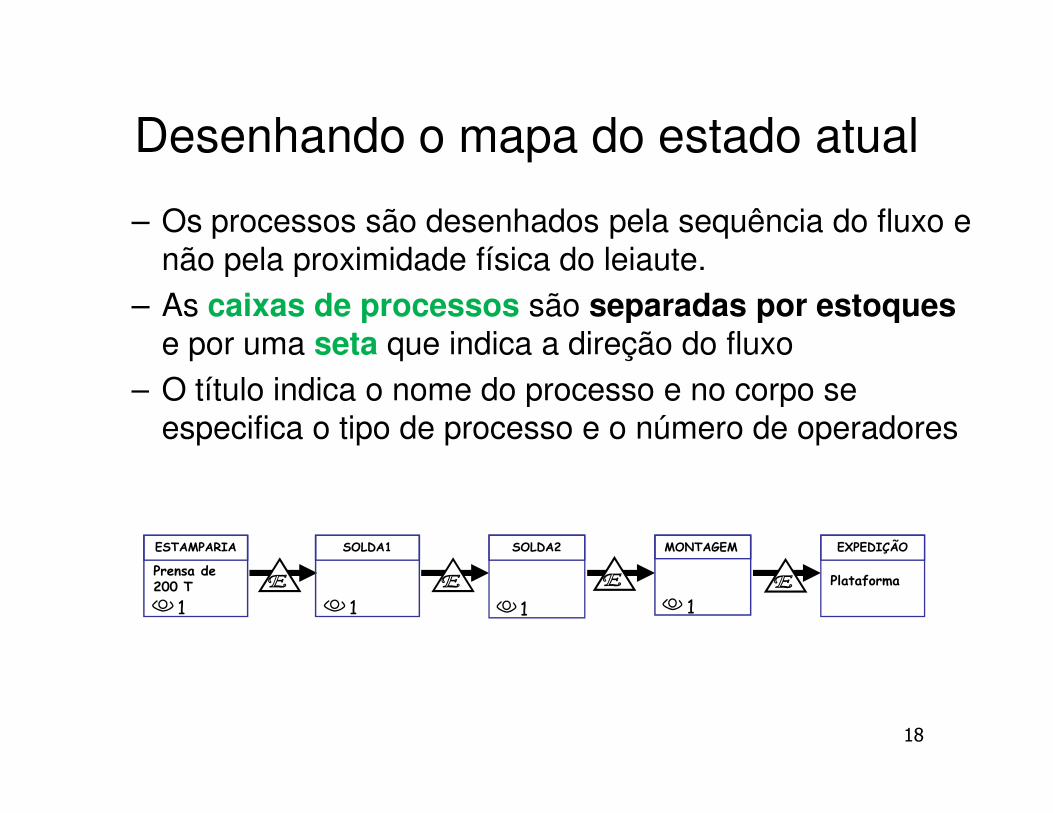
– Os processos são desenhados pela sequência do fluxo e não pela proximidade física do leiaute.
– As caixas de processos são separadas por estoques e por uma seta que indica a direção do fluxo
– O título indica o nome do processo e no corpo se
Desenhando o mapa do estado atual
18
– O título indica o nome do processo e no corpo se especifica o tipo de processo e o número de operadores
1
MONTAGEMSOLDA1
1
SOLDA2
1
ESTAMPARIA
1
Prensa de200 T
EXPEDIÇÃO
Plataforma
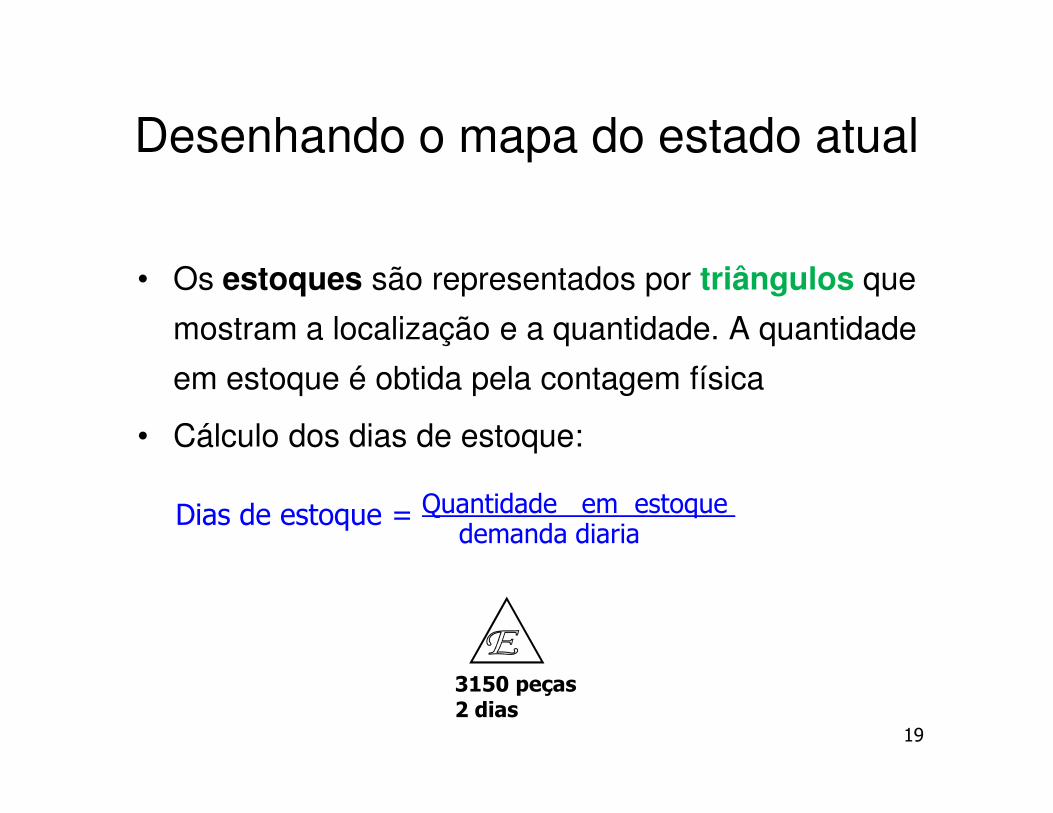
• Os estoques são representados por triângulos que
mostram a localização e a quantidade. A quantidade
em estoque é obtida pela contagem física
Desenhando o mapa do estado atual
19
• Cálculo dos dias de estoque:
Dias de estoque = Quantidade em estoque demanda diaria
3150 peças2 dias

Fluxo de materiais
• O ícone do movimento de material empurrado
• Está associado a lotes de produção• E a ordens de produção centralizadas tipo MRP
20
1
MONTAGEM 1SOLDA2
1
Fluxo de materiais
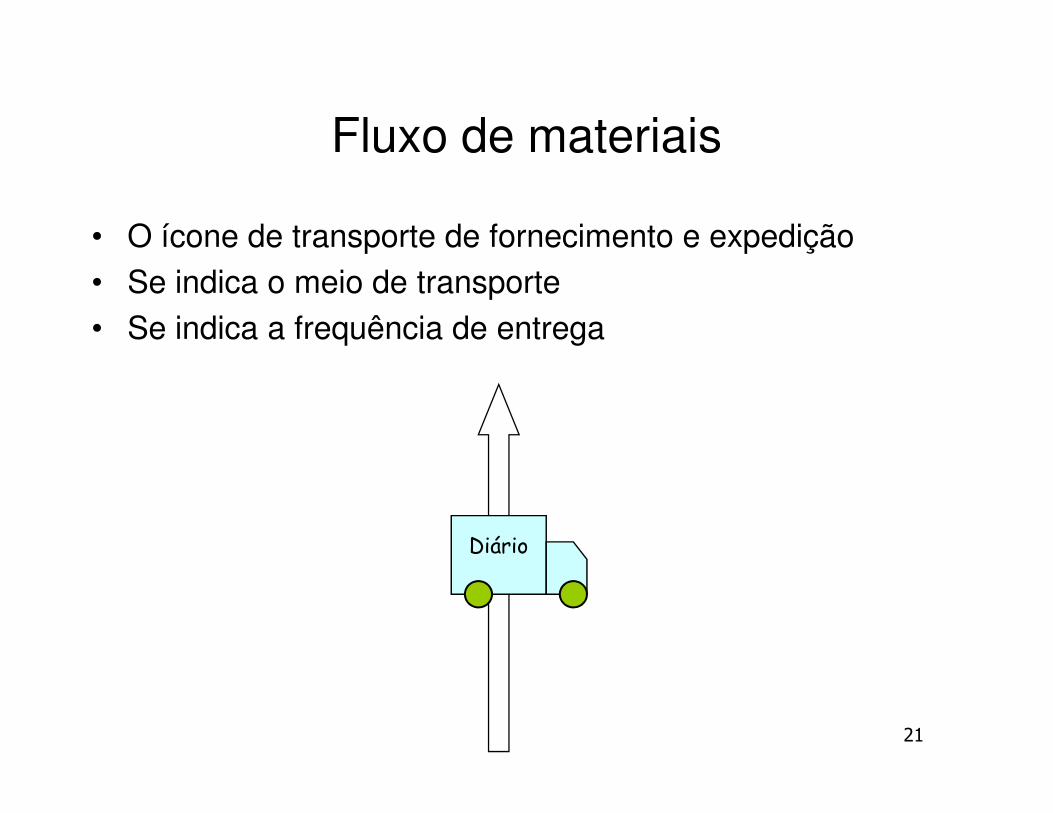
• O ícone de transporte de fornecimento e expedição• Se indica o meio de transporte• Se indica a frequência de entrega
21
Diário

Construindo o MapaMontadoraSão Jorge
18400 pçs/mês12000 “E”6400 “D”
Bandeja = 20 pçs2 Turnos
Diário
22
EXPEDIÇÃO
Plataforma1 1
MONTAGEM 1 MONTAGEM 2SOLDA 2
1 1600 E850 D
1200 E640 D
2700 E1440 D
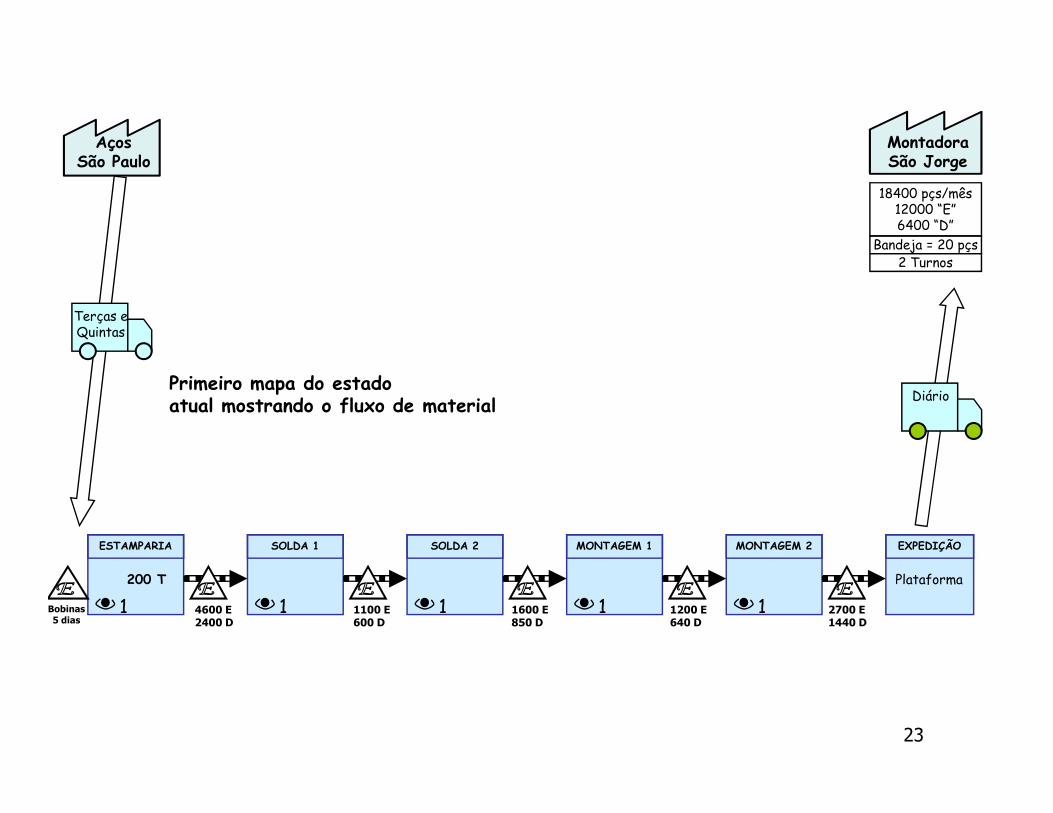
AçosSão Paulo
MontadoraSão Jorge
18400 pçs/mês12000 “E”6400 “D”
Bandeja = 20 pçs2 Turnos
Diário
Terças eQuintas
Primeiro mapa do estadoatual mostrando o fluxo de material
23
EXPEDIÇÃO
Plataforma
ESTAMPARIA
1
200 T
SOLDA 1
1
SOLDA 2
1 1 1
MONTAGEM 1 MONTAGEM 2
2700 E1440 D
1200 E640 D
1600 E850 D
1100 E600 D
4600 E2400 D
Bobinas5 dias
atual mostrando o fluxo de material

Dados de processo usados nas caixas de dados
• T/C Tempo de ciclo;
• TR Tempo de troca;
• Disponibilidade real da máquina (%);
• Tempo de trabalho (XXXs disponíveis);T/C = 1 sTR = 1 hDisponibilidade=85%
ESTAMPARIA
1200 T
24
• Tempo de trabalho (XXXs disponíveis);
• TPT Ciclo de ordens de produção (tempo);
• Número de operadores;
• Tamanho da embalagem;
• Taxa de refugo.
TPT= 2 semanas
Disponibilidade=85%
27600s disponíveis
LOTE 60 Camadas
Refugo = 2%
CORTE DO TECIDO
2

Algumas métricas do Lean
• Tempo de ciclo (T/C)
• Tempo de agregação
(T/C)Tempo de Ciclo
Tempo de Agregação de Valor
25
• Tempo de agregação de valor (TAV)
• Lead Time (L/T)
Lead Time
Lead Time
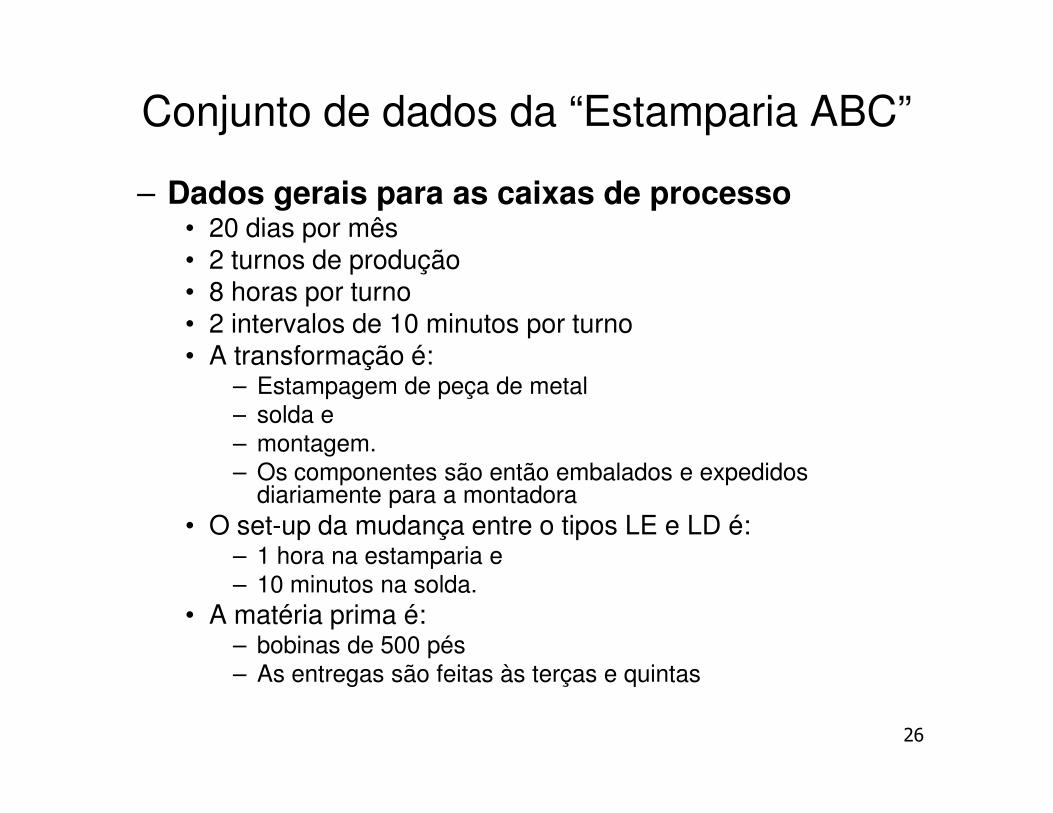
Conjunto de dados da “Estamparia ABC”
– Dados gerais para as caixas de processo• 20 dias por mês• 2 turnos de produção• 8 horas por turno• 2 intervalos de 10 minutos por turno• A transformação é:
– Estampagem de peça de metal– solda e
26
– solda e– montagem. – Os componentes são então embalados e expedidos
diariamente para a montadora• O set-up da mudança entre o tipos LE e LD é:
– 1 hora na estamparia e– 10 minutos na solda.
• A matéria prima é:– bobinas de 500 pés– As entregas são feitas às terças e quintas

Construindo o MapaMontadoraSão Jorge
18400 pçs/mês12000 “E”6400 “D”
Bandeja = 20 pçs2 Turnos
Diário
27
EXPEDIÇÃO
Plataforma1 1
MONTAGEM 1 MONTAGEM 2
2 Turnos
T/C = 62 sTR = 0 Dispon=100%
27600s disp2 Turnos
T/C = 40 sTR = 0 Dispon=100%
27600s disp
SOLDA 2
1
2 Turnos
T/C = 46 sTR = 10 min Dispon=100%
27600s disp
1600 E850 D
1200 E640 D
2700 E1440 D

AçosSão Paulo
MontadoraSão Jorge
18400 pçs/mês12000 “E”6400 “D”
Bandeja = 20 pçs2 Turnos
Diário
Terças eQuintas
Segunda visão do mapa do estadoatual mostrando o fluxo de material
28
EXPEDIÇÃO
Plataforma
TPT= 2 semana
T/C = 1 sTR = 1 hDisponib=85%27600s dispon
ESTAMPARIA
1
200 T
SOLDA 1
1
SOLDA 2
1 1 1
MONTAGEM 1 MONTAGEM 2
2 Turnos
T/C = 39 sTR = 10 minDisponib=100%
27600 s dispon2 Turnos
T/C = 46 sTR = 10 min Disponib=100%
27600 s dispon2 Turnos
T/C = 62 sTR = 0 Disponib=100%
27600 s dispon2 Turnos
T/C = 40 sTR = 0 Disponib=100%
27600 s dispon
2700 E1440 D
1200 E640 D
1600 E850 D
1100 E600 D
4600 E2400 D
Bobinas5 dias
atual mostrando o fluxo de materiale caixa de dados
Fluxo de informações
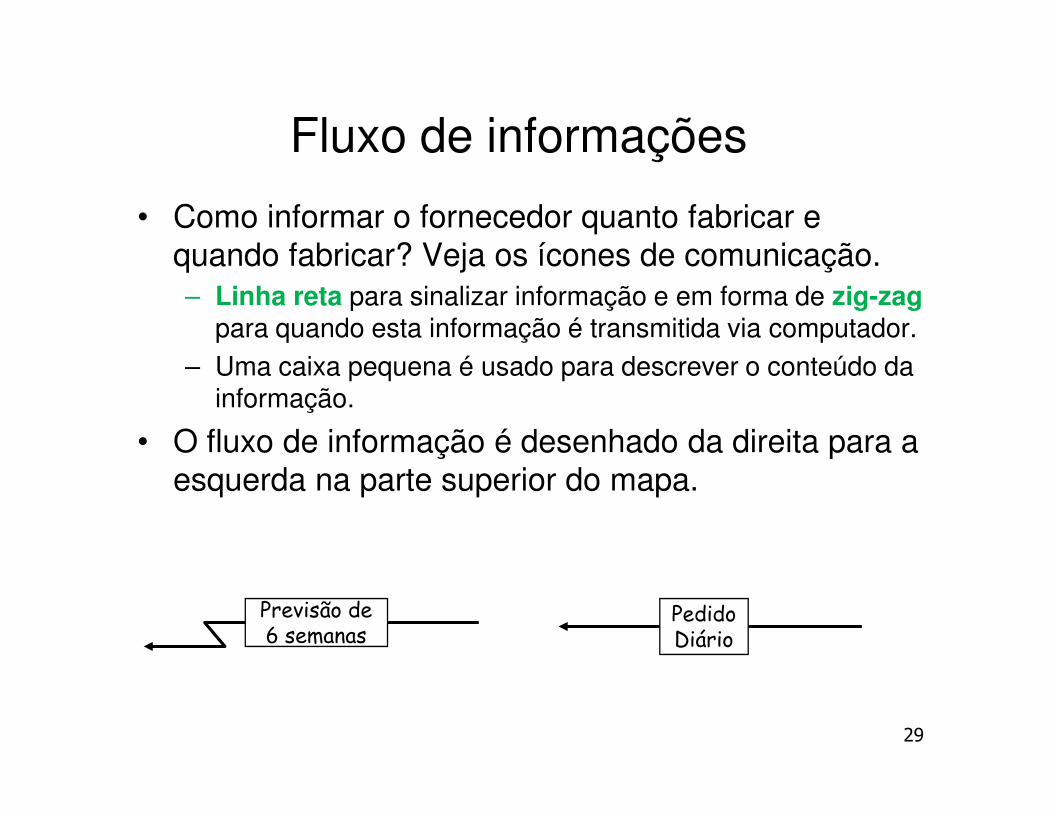
• Como informar o fornecedor quanto fabricar e quando fabricar? Veja os ícones de comunicação.– Linha reta para sinalizar informação e em forma de zig-zag
para quando esta informação é transmitida via computador.– Uma caixa pequena é usado para descrever o conteúdo da
informação.
29
informação.
• O fluxo de informação é desenhado da direita para a esquerda na parte superior do mapa.
PedidoDiário
Previsão de6 semanas

Fluxo de informações
• O de PCP é desenhado com uma caixa de processo, inclui a informação de que a empresa utiliza MRP
para programar as ordens para o chão de fábrica.
30
Controle daProdução
MRP
Vá ver!
Em algumas fabricas os supervisores contam os estoques e fazem ajustes na programaçãoUse o ícone do óculos para representar esta ação
31

Vá ver!
32

AçosSão Paulo
Controle daProdução
MRPPedidoDiário
Previsão de6 semanas
Previsão de90/60/30dias
PedidoDiário
Programação Semanal
MontadoraSão Jorge
18400 pçs/mês12000 “E”6400 “D”
Bandeja = 20 pçs2 Turnos
Diário
Terças eQuintas
Terceira visão do mapa do estadoatual com Fluxo de Informação
33
EXPEDIÇÃO
Plataforma
TPT= 2 semana
T/C = 1 sTR = 1 hDisponib=85%27600s dispon
ESTAMPARIA
1
200 T
SOLDA 1
1
SOLDA 2
1 1 1
MONTAGEM 1 MONTAGEM 2
2 Turnos
T/C = 39 sTR = 10 minDisponib=100%
27600 s dispon2 Turnos
T/C = 46 sTR = 10 min Disponib=100%
27600 s dispon2 Turnos
T/C = 62 sTR = 0 Disponib=100%
27600 s dispon2 Turnos
T/C = 40 sTR = 0 Disponib=100%
27600 s dispon
2700 E1440 D
1200 E640 D
1600 E850 D
1100 E600 D
4600 E2400 D
Bobinas5 dias

A linha de tempo• Desenhe uma linha de tempo embaixo das
caixas de processo e dos triângulos de estoque para registrar o lead time de produção.
MONTAGEM 1
34( Agrega Valor)(Não Agrega Valor)
1,8 dias
11600 E2,7 dias
46 s
2,7 dias
62 s
2 Turnos
T/C = 62 s
TR = 0
Disponib=100%
27600 s dispon

A linha de tempo
180 segundos
40 segundos
Lead Time ao longodo processo
Em alguns casos o lead time ao longo do processo é maior que o tempo de ciclo (que agrega valor)
35
Lead Time total da produção
Tempo de processamento
Lead Timede produção=23,6 dias
Tempo deprocessamento=188 s
Tempo de agregaçãode valor
A linha do tempo termina com o quadro do lead time e tempo de processamento

AçosSão Paulo
Controle daProdução
MRPPedidoDiário
Previsão de6 semanas
Previsão de90/60/30dias
PedidoDiário
Programação Semanal
MontadoraSão Jorge
18400 pçs/mês12000 “E”6400 “D”
Bandeja = 20 pçs2 Turnos
Diário
Terças eQuintas
Quarta visão do mapa do estadoatual com a Linha do Tempo
5 dias 7,6 dias 2 dias1s 46s Tempo de
proces=188s
1,8 dia 2,7 dias 4,5 dias39s 62s 40s
EXPEDIÇÃO
Plataforma
TPT= 2 semana
T/C = 1 sTR = 1 hDisponib=85%27600s dispon
ESTAMPARIA
1
200 T
SOLDA 1
1
SOLDA 2
1 1 1
MONTAGEM 1 MONTAGEM 2
2 Turnos
T/C = 39 sTR = 10 minDisponib=100%
27600 s dispon2 Turnos
T/C = 46 sTR = 10 min Disponib=100%
27600 s dispon2 Turnos
T/C = 62 sTR = 0 Disponib=100%
27600 s dispon2 Turnos
T/C = 40 sTR = 0 Disponib=100%
27600 s dispon
Lead Time=23,6 dias
2700 E1440 D4,5 dias
1200 E640 D2 dias
1600 E850 D2,7 dias
1100 E600 D1,8 dias
4600 E2400 D7,6 dias
Bobinas5 dias

37
Fluxo de Valor Enxuto

O que torna o Fluxo de Valor Enxuto?
• O grande desafio de projetar o estado futuro está na experiência (ter feito muitas vezes)
• Se você não tem a experiência de um sensei, ponha a mão na massa, experimente, tente, ponha a mão na massa, experimente, tente, tente de novo no melhor espírito da melhoria contínua
• Comece com princípios e práticas estabelecidas no lean

O que torna o Fluxo de Valor Enxuto?
• Procure por desperdícios• A fonte mais importante de desperdício é o
excesso de produção (Ohno)excesso de produção (Ohno)• O mapeamento de fluxo de valor futuro ataca
basicamente esse desperdício

Características de um Fluxo de Valor Enxuto
• O que se está tentando fazer na produção enxuta é construir um processo que faz somente o que o próximo processo necessita e quando necessitaquando necessita
• Siga os 7 procedimentos no chão de fábrica, eles lhe guiarão para que você produza apenas o que o processo seguinte necessita.
• Eles lhe ajudarão a projetar o estado futuro

Procedimento 1
Produza de acordo com o tempo takt
• O “takt time” é o tempo com que você deve produzir uma peça para atender a demanda dos clientes.
Takt time= tempo de trabalho disponível por dia demanda de cliente por dia
Caso 1 Caso 2 Caso 3
Tempo de trabalho =
1 turno
7:4027600s
7:4027600s
7:4027600s
Demanda do cliente p/ dia
400 peças 460 peças 500 peças
Takt time 69 s/peça 60 s/peça 56 s/peça
demanda de cliente por dia
• O tempo takt é usado para sincronizar o ritmo de produção com a demanda, com o ritmo das vendas
• Qual é um bom tempo takt?
Procedimento 1Produza de acordo com o tempo takt
• Qual é um bom tempo takt?– A priori ele está regulado pela demanda– Boa configuração do tempo de ciclo para o
takt:• Takt time < 10 s – Trabalho altamente
repetitivo• Takt time > 120 s – Trabalho com dificuldades
para ser padronizado

• Produzir de acordo com o takt pode parecer fácil mas requer:– Fornecer resposta rápida para problemas
Procedimento 1Produza de acordo com o tempo takt
– Fornecer resposta rápida para problemas– Eliminar as causas de paradas de
máquinas– Eliminar tempos de setup em processos
fluxo abaixo como montagem

No rítmo
Procedimento 2
Desenvolva fluxos contínuos onde for possível
• Fluxo contínuo significa: processar uma peça de cada
vez (one-piece-flow)
• É o que acontece nas linhas e nas células

One piece flow
Reduz Transporte
Reduz Manuseio
Reduz Defeitos
Reduz Espera
Reduz Estoque

Use um supermercado para controlar a produção quando o fluxo contínuo não se estende aos processos fluxo acima
• Há pontos onde o fluxo contínuo não é possível e produzir em lotes é necessário devido a:
Procedimento 3Use supermercado entre fluxos contínuos
e produzir em lotes é necessário devido a:– Ciclos muito mais rápidos que o takt (ex.: estamparia
ou injetoras)– Processos em fornos ou lavadoras operando por
bateladas– Processos distantes com transporte longo (indo para
clientes ou para outras unidades)– Processos com intensa flutuação do Lead Time.

• Resista a tentação de programar a produção por previsão de demanda como se faz no MRP
• Faça controle da produção ligando-a a clientes posteriores– Através de sistemas puxados baseados em supermercados
Procedimento 3Use supermercado entre fluxos contínuos

Empurrado vs Puxado
• Empurrar se representa assim:
• E puxar se representa assim (forma mais
49
• E puxar se representa assim (forma mais comum):
Supermercado
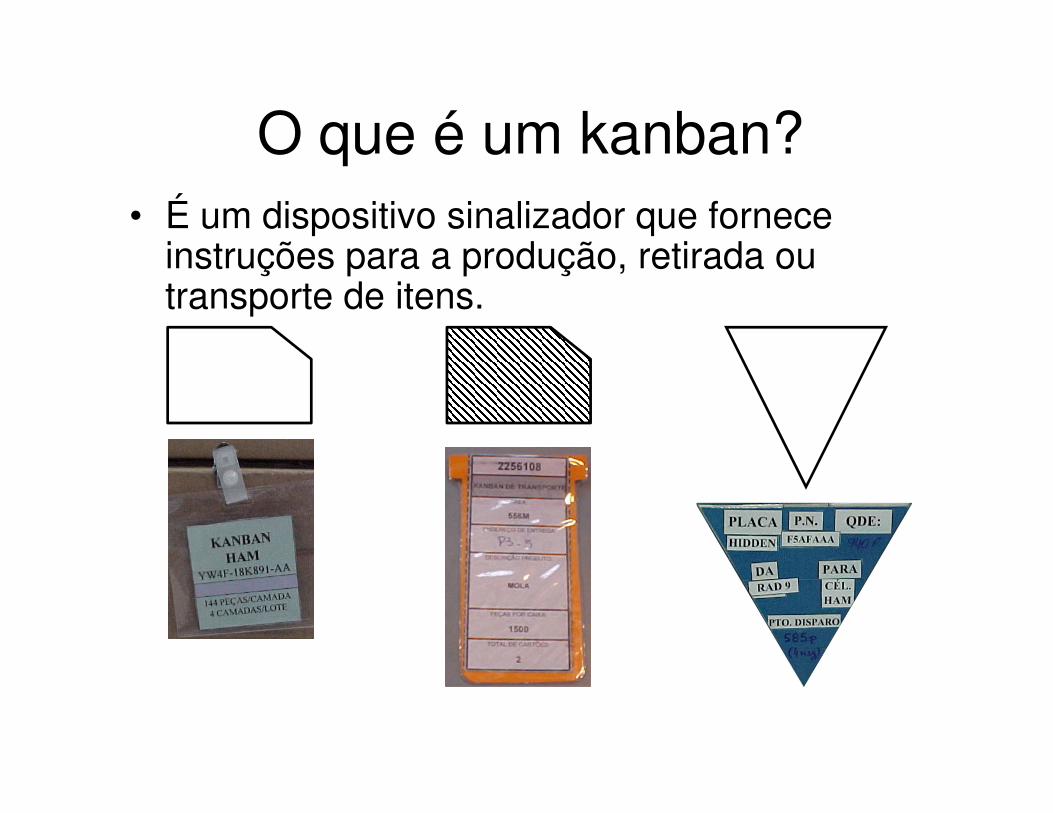
O que é um kanban?• É um dispositivo sinalizador que fornece
instruções para a produção, retirada ou transporte de itens.

Quais as regras do kanban?
• Regra 1: O processo cliente somente retira peças do supermercado quando isto realmente for necessário, isto é, seja para atender a demanda do cliente, seja para repor o seu supermercado;
• Regra 2: O processo fornecedor só pode produzir itens • Regra 2: O processo fornecedor só pode produzir itens dos quais possuir kanbans de produção e nas quantidades definidas nestes;
• Regra 3: Somente peças boas podem ser colocadas em supermercados;
• Regra 4: O número de cartões deve ser progressivamente reduzido... sempre !
O sistema kanban
• Sistema de um cartão: de modo geral é usado quando o supermercado fica próximo do processo cliente, ou a quantidade de peças por caixa é muito grande se comparada ao consumo; (somente Kanban de Produção)
• Sistema de dois cartões: Usado quando o supermercado fica distante do processo cliente (em outro prédio por exemplo).(Kanban de Produção ou de Retirada)

Centro de trabalho A Centro de trabalho B
Supermercado controlado por Supermercado controlado por Supermercado controlado por kanban de cartão único kanban de cartão único kanban de cartão único
Supermercado SupermercadoFluxo de cartão
Fluxo de container

A dinâmica do sistema de um cartão
• O cliente busca uma caixa de peças daquilo que precisa no supermercado do fornecedor. Ele traz a caixa para a sua linha com o kanban de produção.
QUADRO KANBAN
Processo 1
QUADRO KANBAN
SUPERMERCADODO FORNECEDOR
Processo 2
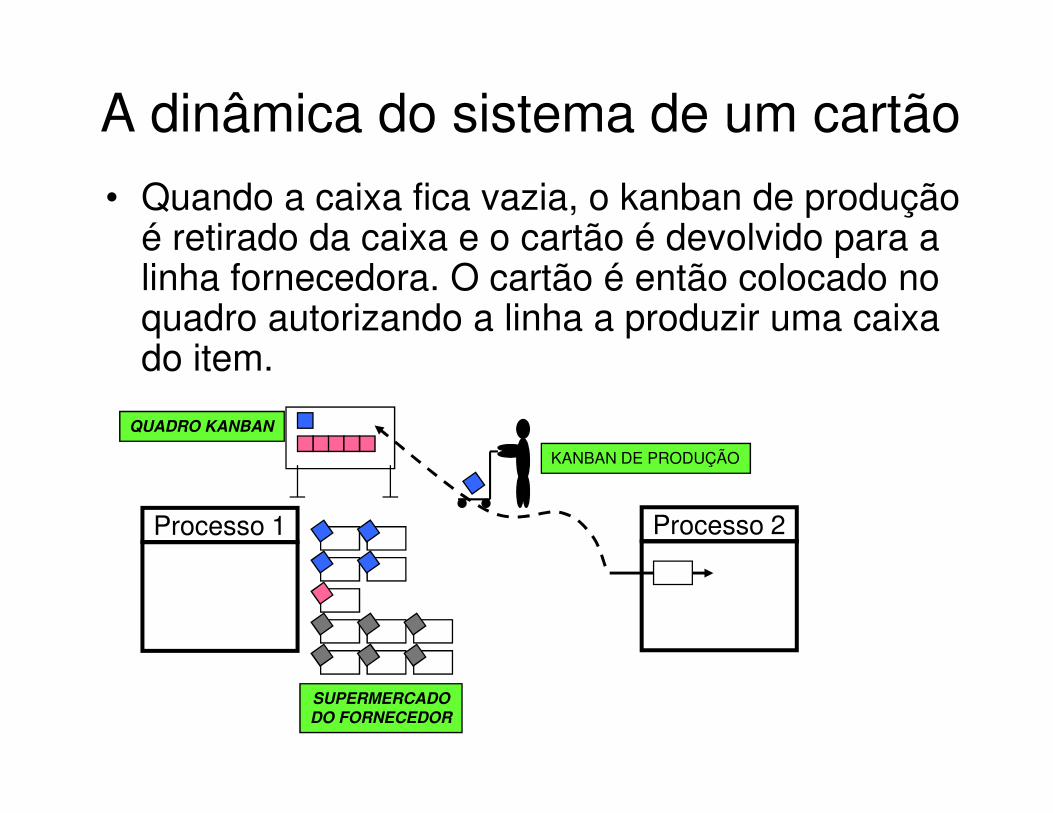
A dinâmica do sistema de um cartão
• Quando a caixa fica vazia, o kanban de produção é retirado da caixa e o cartão é devolvido para a linha fornecedora. O cartão é então colocado no quadro autorizando a linha a produzir uma caixa do item.
Processo 1 Processo 2
QUADRO KANBAN
SUPERMERCADO
DO FORNECEDOR
KANBAN DE PRODUÇÃO

A dinâmica do sistema de dois cartões• O transportador em sua rota recolhe um kanban de retirada do posto
de kanban no supermercado da linha (A). Os cartões de retirada que acompanhavam estas caixas, permitem a compra de peças no supermercado do fornecedor (B). Retira o Kanban de produção do contêiner (C) e coloca no quadro kanban e segue sua rota...
Processo 1 Processo 2
QUADRO KANBAN
SUPERMERCADO
DO FORNECEDOR
SUPERMERCADO
DA LINHA
A
B
CROTA DO TRANSPORTADOR

A dinâmica do sistema de dois cartões
• O kanban de retirada é inserido no contêiner e segue a rota. Ao passar novamente pelo Processo 2 o contêiner é entregue (D).
QUADRO KANBANSUPERMERCADO
Processo 1 SUPERMERCADODO FORNECEDOR
SUPERMERCADODA LINHA
D
Processo 2
ROTA DO TRANSPORTADOR
O quadro kanban
• O quadro mostra claramente o número de cartões de cada item para evitar superprodução.
• Cartões no quadro significa autorização para produzir.
• Prioridade no Quadro Kanban• Prioridade no Quadro Kanban– Um código de cores mostra para a produção qual o
item que deve ser produzido com urgência, o que é prioritário e aqueles que não existe prioridade para se produzir.
Prioridades do quadro kanban
• Faixa Verde– Significado: Não há prioridade de se produzir
• Faixa Amarela– Significado: É prioritário se produzir o item– Significado: É prioritário se produzir o item
• Faixa Vermelha– Significado: Alerta a proteção está sendo
consumida

O dinâmica do quadro kanban
• Os cartões que chegam ao quadro são inseridos primeiramente sobre a faixa verde, depois amarela e por fim a vermelha:
Peça A A10 pçs
A10 pçs
A10 pçs
• Quando as peças vão sendo produzidas os cartões são retirados primeiramente da faixa vermelha, depois da amarela e por fim da verde:
Peça A A10 pçs
A10 pçs
A10 pçs

O quadro kanban

O significado de cada faixa
Faixa Verde: Não há prioridade para se produzir quando só existem cartões sobre a faixa verde.Lo
te d
e P
rodu
ção
Lote
de
Pro
duçã
o
Lote
de
Pro
duçã
o
tempoLo
te d
e P
rodu
ção
Peç
as n
o su
perm
erca
do

O significado de cada faixa
Faixa Amarela: É preciso produzir o item. A linha precisa terminar o que está fazendo, fazer o setup, produzir um contêiner kanban e o
Peç
as n
o su
perm
erca
do
contêiner kanban e o colocar no supermercado.
tempoLead Time

O significado de cada faixa
Faixa Vermelha: Existe para proteger os clientes de eventuais problemas do processo de produção. Só deve ser usada nestes casos.
Peç
as n
o su
perm
erca
do
casos.
tempo
Proteção
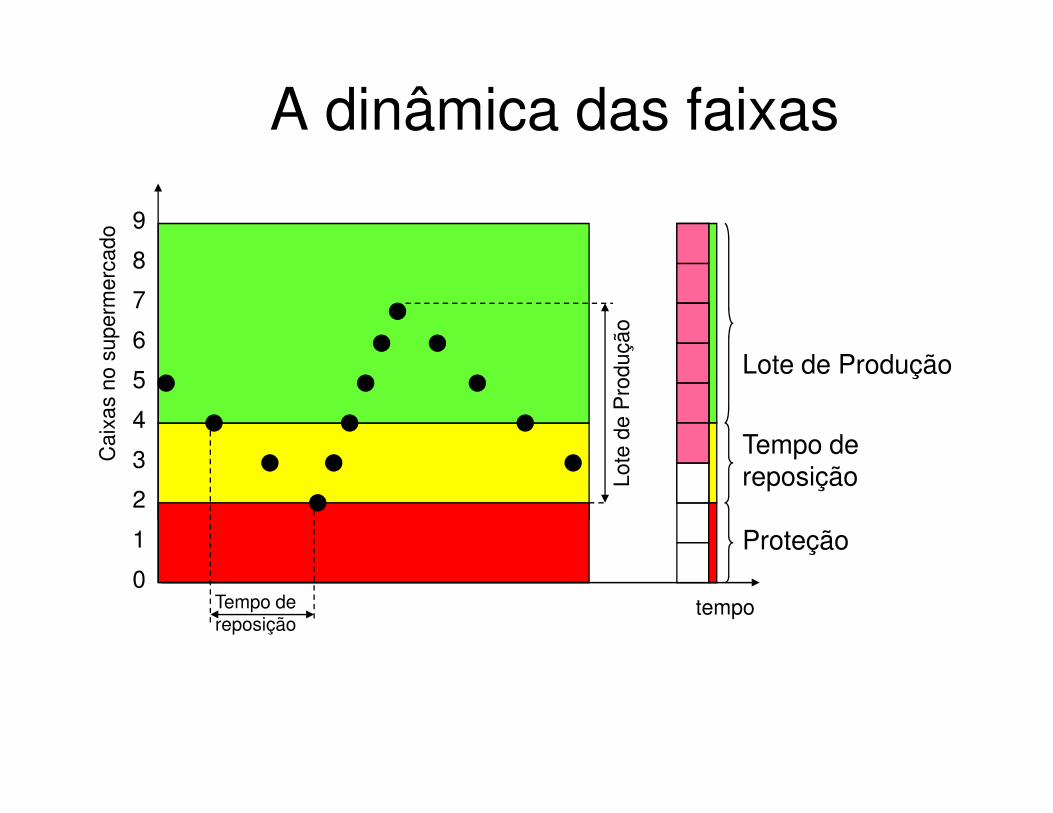
A dinâmica das faixas
Lote
de
Pro
duçã
o
4
5
6
7
8
9
Lote de Produção
Cai
xas
no s
uper
mer
cado
tempoLo
te d
e P
rodu
ção
Tempo dereposição
1
2
3
4
0
Proteção
Tempo de reposição
Cai
xas
no s
uper
mer
cado

O quadro kanban
• Qual item precisa ser produzido?

Fluxo de informação– Kanban de produção – informa um processo fluxo
acima que tipo e em que quantidade o produto deve ser produzido para atender um processo fluxo abaixo
– Kanban chegando em lotes (para o heijunka p/ ex)
– Kanban de sinalização – atende máquinas de produção para grandes lotes como numa prensa
– Kanban de retirada (transporte) – autoriza a movimentação das peças em direção a um processo fluxo abaixo
– Caixa de coleta – usada para guardar o cartão quando o container é retirado
20
20
20
20
o container é retiradoFluxo de materiais
– Supermercado – local onde um estoque padrão predeterminado é mantido para o fornecimento aos processos fluxo abaixo - ele pertence ao fornecedor
– Retirada – autorizada por um cartão de retirada
� FIFO – retirada sequenciada com restrição de quantidade
� Puxada Sequenciada do FIFO – Uma bola ou disco numa calha
FIFO


Quando se tem uma grande variedade de produtos pode não ser viável mantê-los em supermercadoNestes casos se ganha mais fluidez no processo com linhas FIFO.
Procedimento 3Use supermercado entre fluxos contínuos

Supermercado ou FIFO?

• Tente enviar a programação do cliente para um único processo de manufatura o Processo puxador – (pacemaker ).– A maneira como se controla a produção neste
processo define o ritmo para todos os processos anteriores
Procedimento 4Defina o Processo Puxador
anteriores– O puxador é o processo de produção que é
controlado pelos pedidos dos clientes externos
Processo 1 retirada Processo 2 retirada Processo 3 retirada
FLUXO
Processo 4
Cliente
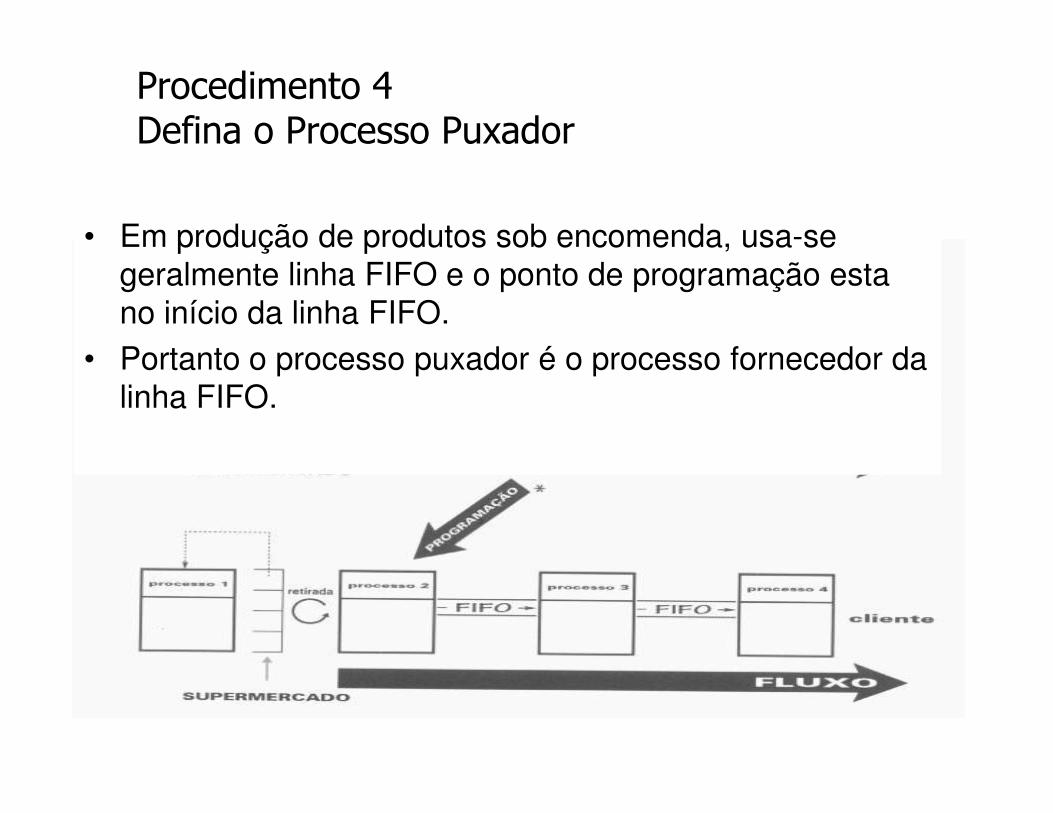
• Em produção de produtos sob encomenda, usa-se geralmente linha FIFO e o ponto de programação esta no início da linha FIFO.
• Portanto o processo puxador é o processo fornecedor da linha FIFO.
Procedimento 4Defina o Processo Puxador
linha FIFO.

Ato puxador!

Procedimento 5Nivele o mix de produção
• Distribua a produção de diferentes produtos uniformemente no decorrer do tempo no processo puxador• Tradicionalmente se julga ser mais fácil e econômico programar
longas corridas e evitar trocas freqüentes.• Isto cria sérios problemas para o resto do fluxo de valor.
• Nivelar o mix de produtos significa:• Distribuir a produção de diferentes itens uniformemente durante um
período de tempo de acordo com o takt timeperíodo de tempo de acordo com o takt time
Fornecedor Injeção PinturaMontagem
FinalCliente
Demanda
100%1 mês
50%2 semanas
25%1 semanas
10%2-3 dias
Amplificação daprogramaçãoEstoque
Transmissão e amplificação da demanda da produção em lotes

• Estabelecer um ritmo de produção consistente ou nivelado cria um fluxo de produção previsível.– Retirada compassada - uma boa prática é:
• liberar uma pequena e consistente quantidade de
Procedimento 6Defina o pitch como unidade de produção
• liberar uma pequena e consistente quantidade de trabalho (5 a 60min) no processo puxador
• e retirar a mesma quantidade de produto acabado.
– Chamamos consistente quantidade de trabalho de “pitch” geralmente relacionada a quantidade de produtos da embalagem.
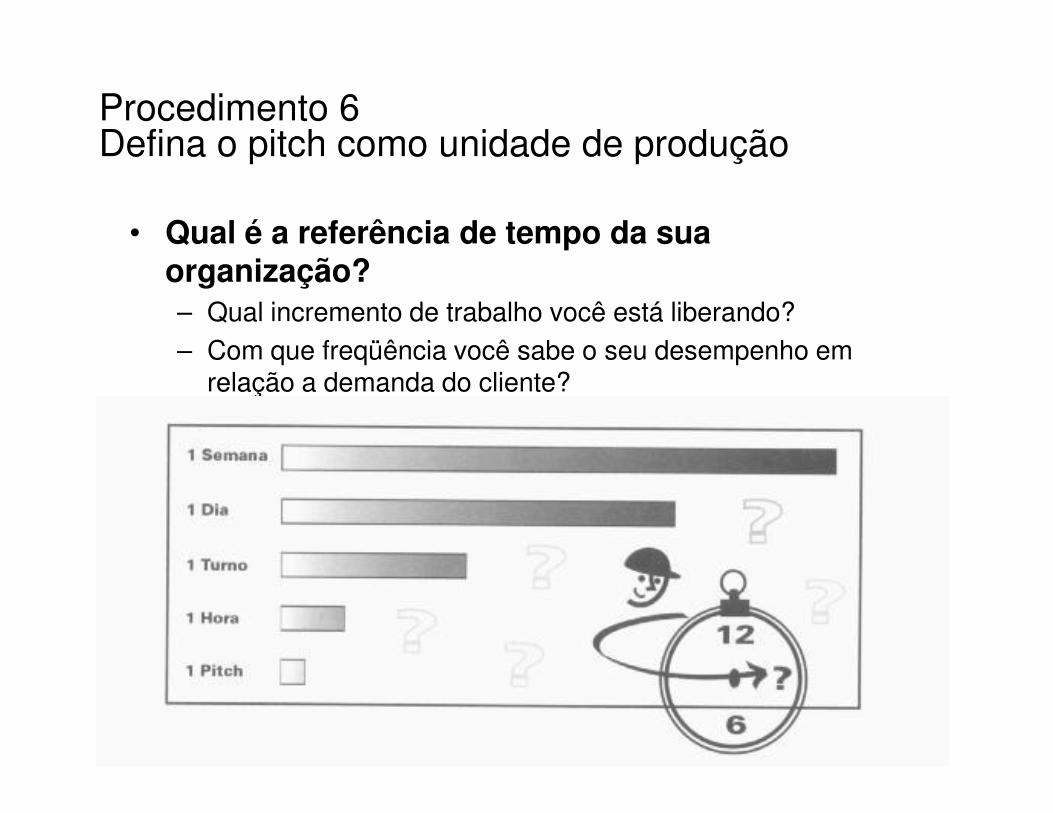
• Qual é a referência de tempo da sua organização?
– Qual incremento de trabalho você está liberando?– Com que freqüência você sabe o seu desempenho em
relação a demanda do cliente?
Procedimento 6Defina o pitch como unidade de produção
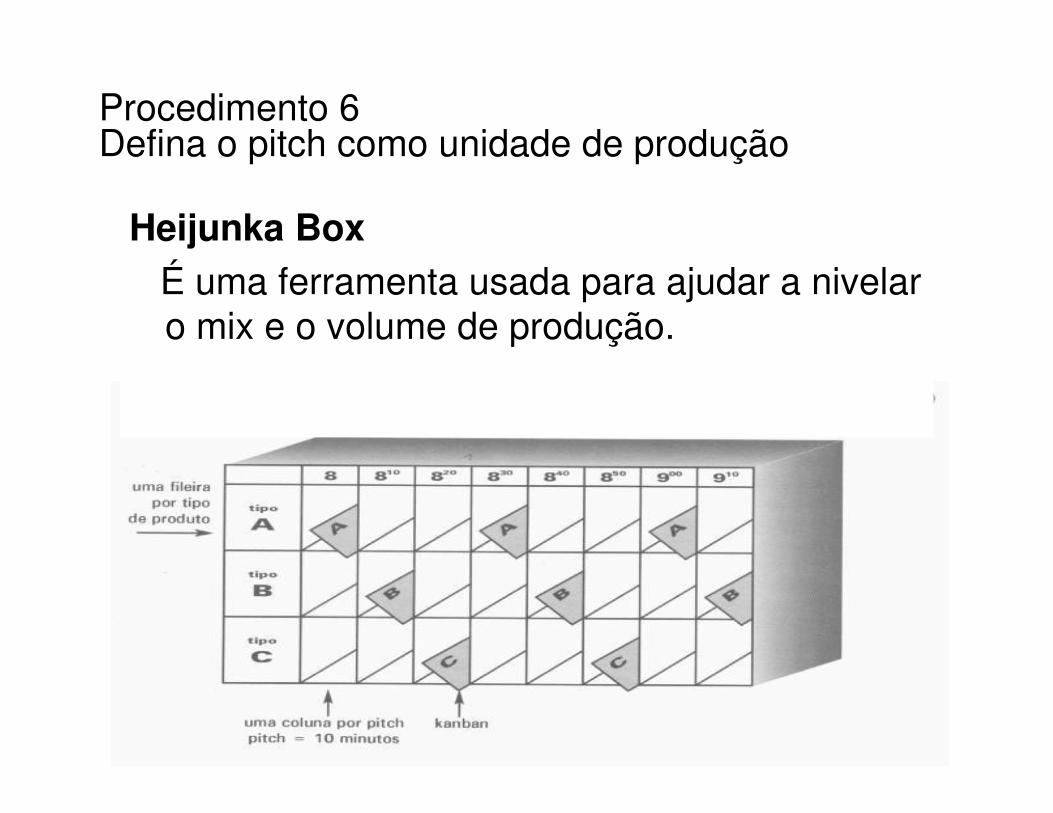
Heijunka Box
É uma ferramenta usada para ajudar a nivelar o mix e o volume de produção.
Procedimento 6Defina o pitch como unidade de produção

Um exemplo de retirada compassada
Procedimento 6Defina o pitch como unidade de produção
Procedimento 7Toda Peça Todo ... - TPT
• Desenvolva a habilidade “TPT” de fazer Todas Peças Todo...dia... turno... e quem sabe, hora.
• Redução do tempo de troca• Redução do tempo de troca– Respostas mais rápidas a mudanças– Menor estoques nos supermercados
• O referencial do TPT é a demanda Pitch
Procedimento 7Toda Peça Todo ... - TPT
• Um método para determinar os tamanhos de lotes nos processos de fabricação é:– a partir do tempo disponível,
– determinar o tempo de operação e
– o restante é o tempo disponível para trocas.
• Por exemplo:– se há 16 horas disponíveis por dia e
– demora 14,5 horas para atender os pedidos
– então há 1,5 horas para trocas.(Um objetivo ideal é usar10% do tempo disponível para ser usado em trocas.)

Mapeando o Estado Futuro

família de produtos
Desenho doestado atual
Desenho doestado futuro
Plano de trabalho

O Mapa do Estado Futuro
• O objetivo de mapear o fluxo de valor é identificar as fontes de desperdícios
• Fábricas com processos e produtos existentes se descobre desperdícios oriundos:– do projeto do produto;– das máquinas, equipamentos e processos;– das máquinas, equipamentos e processos;– de leiautes, da localização...
• A meta é construir uma cadeia de produção– onde os processos são vinculados aos seus clientes– por meio de fluxo contínuo ou puxado.
• Pense: o que podemos fazer com o que temos?

Questões Chave para o Estado Futuro
1 . Qual é o takt time que melhor responde ao cliente?
2. Você produzirá... para um supermercado de
produtos acabados ou diretamente para produtos acabados ou diretamente para expedição?
3. Onde você pode usar fluxo contínuo?
4. Onde precisará introduzir sistemas puxados com supermercados ou com FIFO?

Questões Chave para o Estado Futuro
5. Em que ponto da cadeia produtiva(o processo puxador)você programará a produção?
6. Como nivelará o mix de produção no 6. Como nivelará o mix de produção no processo puxador?
7. Que incrementos de trabalho (pitch) você liberará uniformemente do processo puxador?
8. Quais melhorias de processo serão necessárias para fluir o fluxo de valor?

Questão1
Qual é o takt time da ABC para a família de produtos escolhida?
8:00-0:20=7:40 h27600 seg p/ turno
Tempo de trabalho x turno
ABC
• O tempo takt significa:a ABC precisa produzir um suporte de direção a cada 60s.
60 segundosTakt time=
460 peças
Tempo de trabalho disponível Demanda do cliente
Demanda do cliente

Note:– Tente definir o tempo de ciclo de seu processo
puxador o mais próximo possível do takt time– Uma distância significativa indica problemas
de produção– Quando você compensa os problemas de
Takt time e tempo de ciclo
– Quando você compensa os problemas de produção colocando o ciclo muito mais rápido do que o takt o incentivo para eliminar esses problemas desaparece.
– Se você colocar o tempo de ciclo mais rápido do que o takt cuide e desenvolva um plano para reduzir esta distância

Questão 2
A ABC deveria produzir produtos acabados para um supermercado ou
diretamente para expedição?
• A demanda dos clientes aumenta e diminui com uma certa imprevisibilidade.
• Parece que o melhor é:– começar com um pequeno supermercado inicial e– começar com um pequeno supermercado inicial e– mais tarde aproximar-se do objetivo de produzir para a
expedição.
• A capacidade foi definida para uma previsão é de 30 dias do cliente.
• Os clientes compram bandejas de 20 suportes, que é o kanban.
Note:
Para produtos sob encomenda (usando-se linha FIFO) não se deve criar um supermercado de produtos acabados.

Questão 2
Supermercadoou direto para
Expedição?

Questão 3
Onde a ABC pode introduzir fluxo contínuo?
• Veja o gráfico de balanceamento do operador (GBO);– O ciclo da estamparia é muito rápido
• aproximá-lo do takt da família não é prático
– As duas estações de montagem estão próximas do takt– As duas estações de solda tem tempos muito similares
Trabalho total<165s
Troca na solda<< 10 min
Confiabilidadeda solda
Questão 3
Onde a ABC pode introduzir fluxo contínuo?
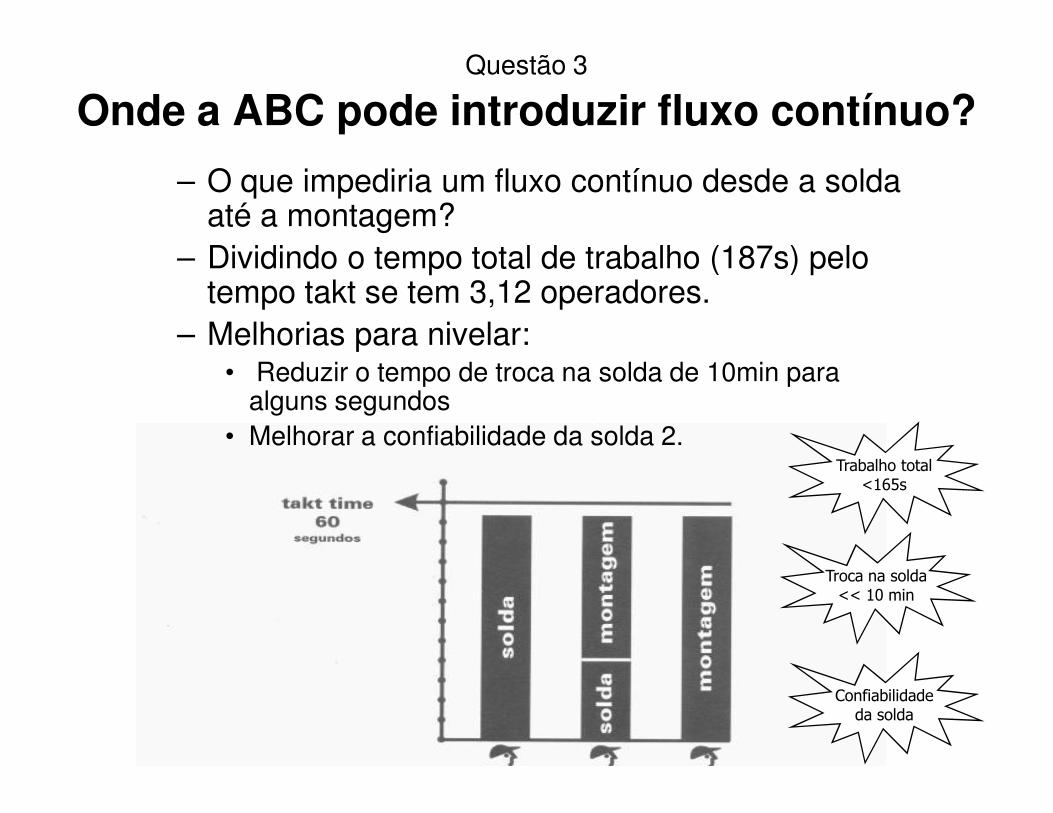
– O que impediria um fluxo contínuo desde a solda até a montagem?
– Dividindo o tempo total de trabalho (187s) pelo tempo takt se tem 3,12 operadores.
– Melhorias para nivelar:• Reduzir o tempo de troca na solda de 10min para
alguns segundosalguns segundos• Melhorar a confiabilidade da solda 2.
Trabalho total<165s
Troca na solda<< 10 min
Confiabilidadeda solda

MontadoraSão Jorge
18400 pçs/mês12000 “E”6400 “D”
Bandeja = 20 pçs2 Turnos
Diário
Questão 3
SOLDA+MONTAGEM
E
D
Takt= 60 sT/C = 55 sTR = 0Disponib=100%2 turnos
EXPEDIÇÃO
Plataforma
20
ESTAMPARIA

Questão 4
Onde usar sistemas puxados com supermercado?
• A ABC decidiu produzir para um supermercado.• Dois supermercados adicionais foram projetados:
– Um para peças estampadas– Um para as bobinas
SOLDA+MONTAGEM
ESTAMPARIABobinas
(na prensa)

Questão 4
Onde usar sistemas puxados com supermercado?
• Peças estampadas– O projeto de um sistema puxado começa com a
necessidade do cliente• O cliente da estamparia é a célula de solda/montagem• Demanda: 600 Suportes D e 320 Suportes E • Contêineres: 60 peças
– Kanban de retirada – movimenta as peças– Kanban de retirada – movimenta as peças– Kanban de produção – aciona a produção

Com um tempo de ciclo de 1 seg. e o tempo de troca de 1 hora quanto tempo a estamparia levaria para produzir 60 peças?
Questão 4
Onde usar sistemas puxados com supermercado?
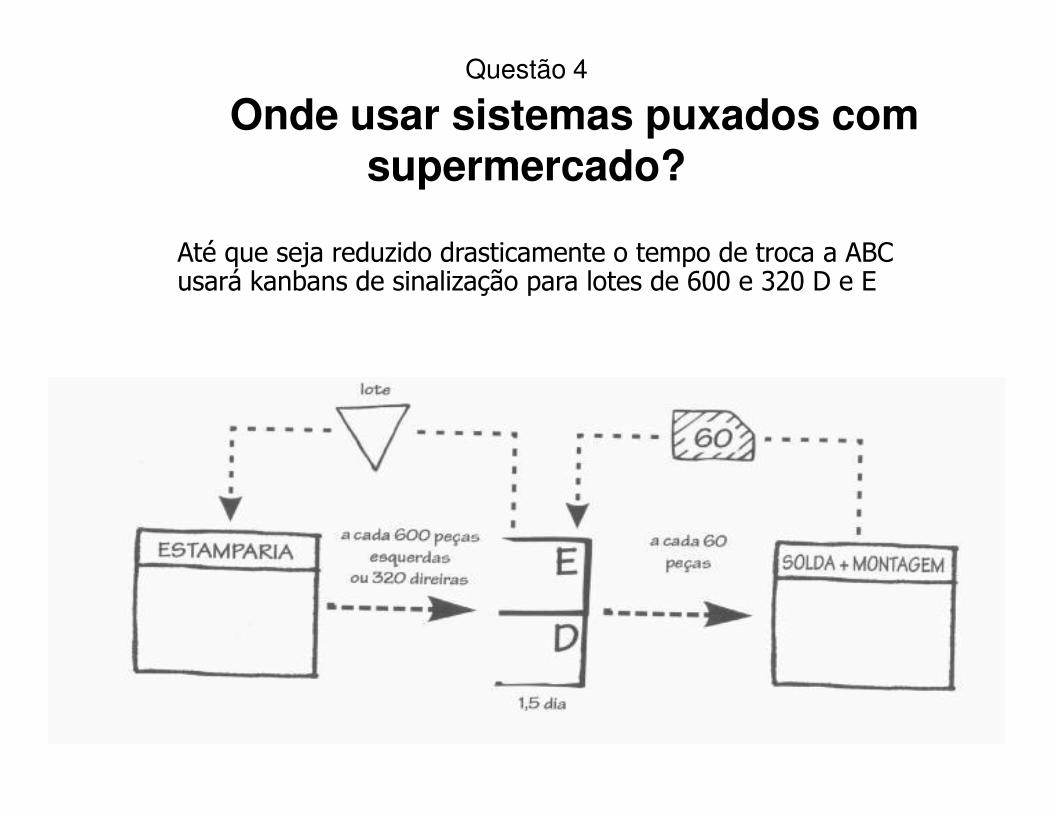
Questão 4
Onde usar sistemas puxados com supermercado?
Até que seja reduzido drasticamente o tempo de troca a ABCusará kanbans de sinalização para lotes de 600 e 320 D e E

• Bobinas– O supermercado está na doca de recebimento das bobinas– O kanban de retirada vai para o controle da produção.– A entrega que era semanal passa para entrega diária no processo
“milk run”
Questão 4
Onde usar sistemas puxados com supermercado?
• O progresso até aqui
Bobinas
Peças
Estampadas
Estoque em
Processo
Produtos
Acabados(S/M)
Lead Time
De Produção
Total de Giros
do Estoque
5 dias
2 dias
7,6 dias 6,5 dias 4,5 dias 23,6 dias
1,5 dia 0 4,5 dias 8 dias
10
30
Antes
Até agora

Como podemos fluir a informação de tal modo que um processo só produza o que o próximo processo precisa?
Anos atrás a Toyota descobriu um método de gerenciar a programação:
• Pare de tentar adivinhar o que o cliente vai querer.• Diminua o lead time da produção
– instale supermercados com pequenos estoques de cada produto– entre os processos que não podem ser ligados diretamente.– entre os processos que não podem ser ligados diretamente.– Isso permitirá que o processo anterior recoloque no
supermercado o que foi retirado.• Em vez de mandar informações do cliente para um sistema
centralizado como MRP– que processa e envia para cada estação de trabalho
• Nivele os pedidos dos clientes e envie-os somente para um lugar (o processo puxador).
– Os pedidos dos clientes serão produzidos» à tempo para liberação » ou para um supermercado.
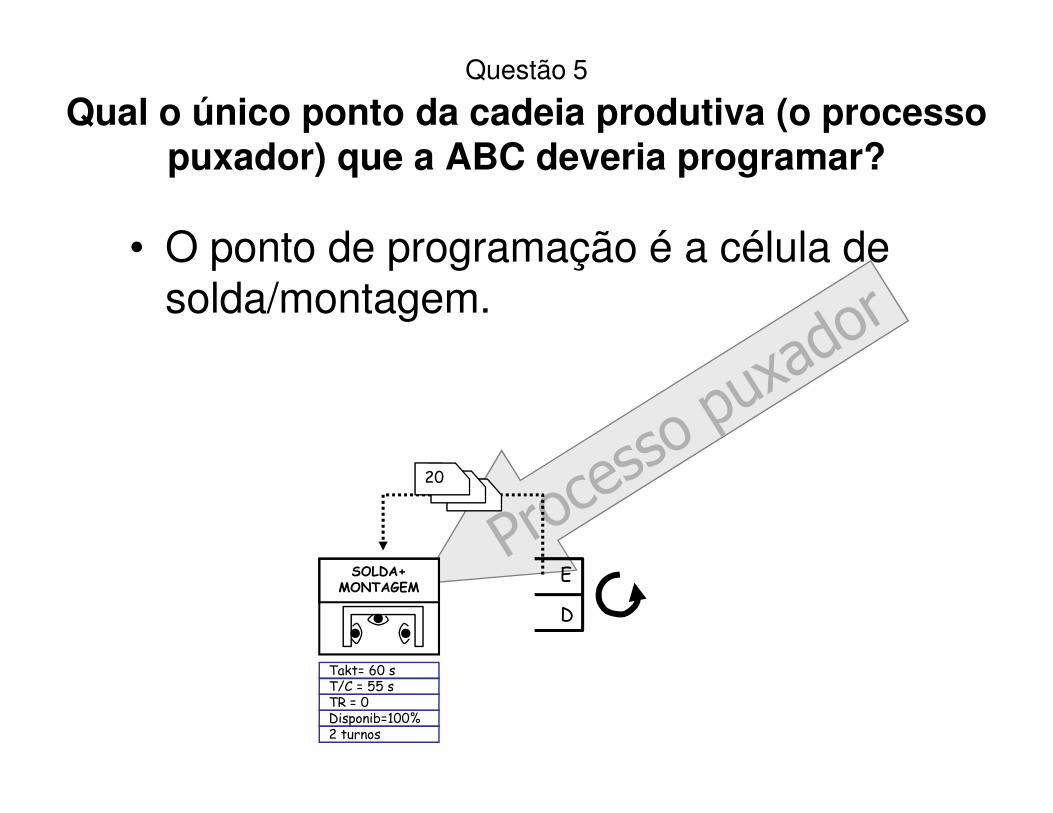
Questão 5
Qual o único ponto da cadeia produtiva (o processo puxador) que a ABC deveria programar?
• O ponto de programação é a célula de solda/montagem.
SOLDA+MONTAGEM
E
D
Takt= 60 sT/C = 55 sTR = 0Disponib=100%2 turnos
20

Processo puxador no escritório

Questão 6
Como a ABC deveria nivelar o mix de produção no processo puxador?
– Cada dia serão expedidas (carregadas no caminhão) 30 bandejas do suporte esquerdo e 16 do direito.
– O normal seria mandar 30 + 16 kanbans para a célula de solda montagem.
• Isto parece fazer sentido porque minimizaria o número de trocas. Você concorda?trocas. Você concorda?
EEEEEEEEEEEEEEEEEEEEEEEEEEEEEEDDDDDDDDDDDDDDDD
1° Turno 2° Turno30+16
� Na perspectiva do fluxo de valor isto significaria:� manter muitas peças estocadas no supermercado
� maior lead time
� ocultar problemas de qualidade
� desperdícios associados ao excesso de produção

– Já num mix mais uniforme teria as vantagens:• Tempo para reagir a flutuações de demanda • Tempo suficiente para reabastecer o que foi retiradoNote: As vantagens se tornariam ainda mais
evidentes com fluxos de valor mais longos e complexos do que o exemplo da ABC
Questão 6
Como a ABC deveria nivelar o mix de produção no processo puxador?
complexos do que o exemplo da ABC
DEEDEEDEEDEEDEEDEEDEEDEEDEEDEEDEEDEEDEEDEEDEED
1° Turno 2° Turno
EEEEEEEEEDDDDEEEEEEEDDDDEEEEEEEDDDDEEEEEEEDDDD
1° Turno 2° Turno8+4
2+1
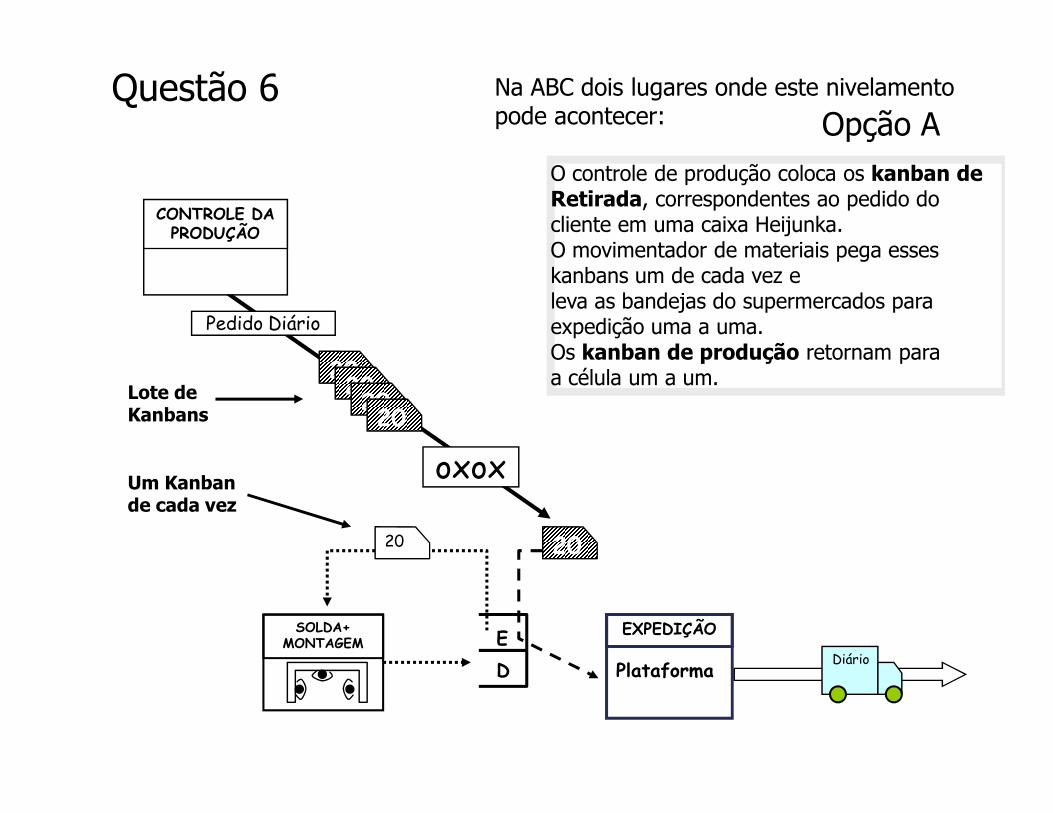
CONTROLE DA PRODUÇÃO
Pedido Diário
20202020
Lote deKanbans
Opção A
O controle de produção coloca os kanban deRetirada, correspondentes ao pedido do cliente em uma caixa Heijunka.O movimentador de materiais pega esseskanbans um de cada vez eleva as bandejas do supermercados paraexpedição uma a uma.Os kanban de produção retornam paraa célula um a um.
Questão 6 Na ABC dois lugares onde este nivelamento pode acontecer:
SOLDA+MONTAGEM E
D
EXPEDIÇÃO
PlataformaDiário
20
oxox
20
2020Kanbans
Um Kanbande cada vez

CONTROLE DA PRODUÇÃO
Lote de
Opção B
O controle de produção envia os pedidos do dia de uma só vez organizadas para o movimentador de materiais. Ele retira as bandeja do supermercado de uma só vez, gerando uma pilha de kanban de produção que são colocados na caixa heijunka.O movimentador de materiais da célula pega estes kanban um de cada vez (20 min) para repor as retiradas do supermercado
Questão 6
Na ABC dois lugares onde este nivelamento pode acontecer:
SOLDA+MONTAGEM
E
D
20
EXPEDIÇÃO
PlataformaDiário
oxox
Pedido Diário
Lote deKanbans
Um Kanbande cada vez
20

Questão 7
Quais os incrementos de trabalho aABC deveria liberar para o puxador?
• Como a ABC fornecerá uma imagem takt?
• Definindo o pitch (20 min).
• O quadro de nivelamento de carga (caixa heijunka) mostra a seqüência.
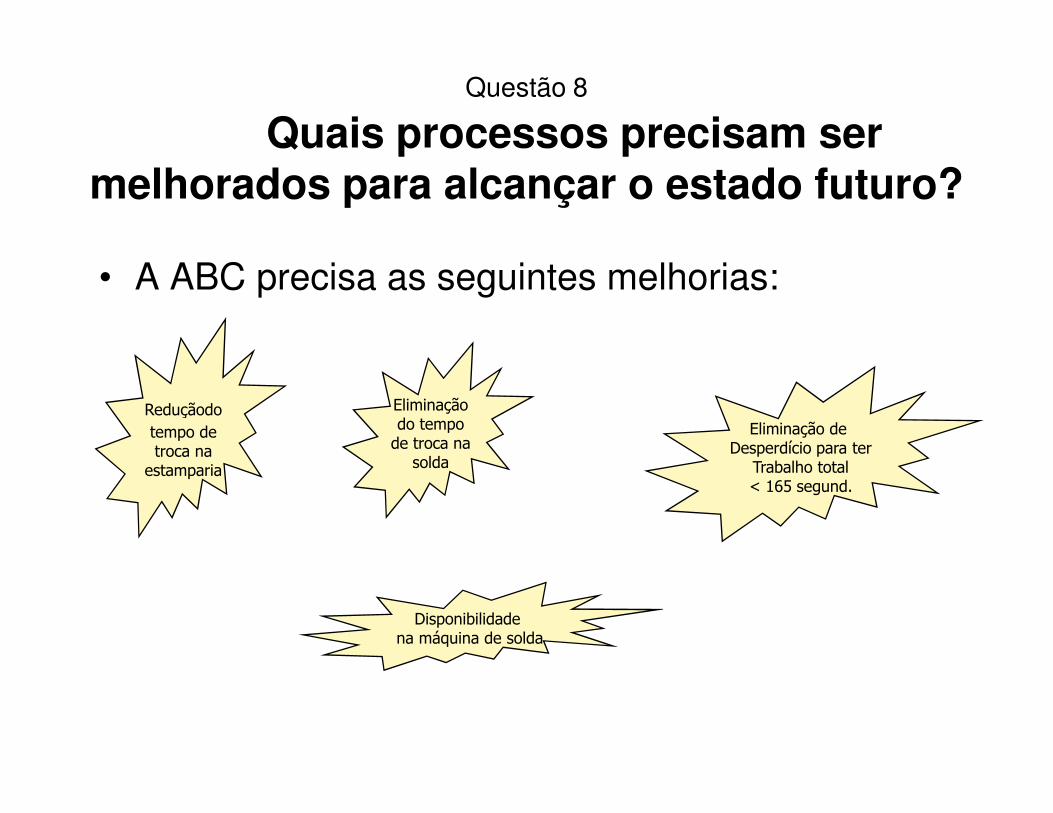
Questão 8
Quais processos precisam ser melhorados para alcançar o estado futuro?
• A ABC precisa as seguintes melhorias:
Reduçãodo Eliminação
1,5 dia
Eliminação de Desperdício para ter
Trabalho total< 165 segund.
Disponibilidadena máquina de solda
Reduçãodo
tempo de troca na
estamparia
Eliminaçãodo tempo de troca na
solda

Kaizen

AçosSão Paulo
Diário
Diário
Controle daProdução
MRP
bob
ina
oxox
Pedido Diário
PedidoDiário
Previsão de6 semanas
Previsão de90/60/30dias
PedidoDiário
MontadoraSão Jorge
18400 pçs/mês12000 “E”6400 “D”
Bandeja = 20 pçs2 Turnos20
202020
Estamparia Solda+Monta
bob
ina
BobinasExpedição
20
E
D
lote bin
PlataformaTrocas
TPT= 1 turnoTR < 10 min
Takt= 60 sT/C = 55 sTR = 0Disponib=100%2 turnos
(na prensa) 1,5 dia2 dias
1,5 dia 1,5 dia 2 dias1s 165s
Lead Timede produção=5dias
Tempo deprocessamento=166s
20
Trabalho total< 165 segund.
Disponibilidadena solda
Troca nasolda

Resumindo
308 dias4,5 dias01,5 dias2 dias
10 23,6 dias4,5 dias6,5 dias7,6 dias5 dias
Total giros de
estoque
Lead time de
produçãoProdutosacabados
WIP:Solda e
Montagem
Peças estam-padas
Bobinas
Melhoria do Lead Time da estamparia ABC
Antes
FluxoContínuo
• Nivelamento na célula solda/montagem• Estampar toda peça todo turno pode ainda melhorar• O processo puxador permite chegar a um estoque de
2 dias, se os clientes nivelassem sua produção poderia reduzir ainda mais
485 dias2 dias01,5 dias1,5 dias
308 dias4,5 dias01,5 dias2 diasContínuo
ComNivelamento

não acabounão acabou
Recommended

















