RAYANNY MAYARA SILVA MADEIRO
DIMENSIONAMENTO DE VASO SEPARADOR
NATAL/RN
2016
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
CURSO DE GRADUAÇÃO EM ENGENHARIA DE PETRÓLEO
TRABALHO DE CONCLUSÃO DE CURSO
2
RAYANNY MAYARA SILVA MADEIRO
DIMENSIONAMENTO DE VASO SEPARADOR
NATAL/RN
2016
Trabalho de conclusão de curso
apresentado à Universidade Federal do
Rio Grande do Norte - UFRN, como
requisito parcial para obtenção do título
de Graduação em Engenharia de
Petróleo, sob orientação do Prof. Dr.
Lindemberg de Jesus Nogueira Duarte.
4
Dedico este trabalho a minha bisavó,
Dona Diva (in memoriam).
5
AGRADECIMENTOS
A Deus por ter me dado a capacidade, a coragem e a força necessária para ir
em busca dos meus objetivos.
A minha família, principalmente: minha tia-avó Salete que sempre me deu
suporte e minha bisavó, que nos deixou recentemente em especial, a minha eterna
gratidão por tudo que fizeram por mim.
Ao meu orientador, Prof. Dr. Lindemberg de Jesus Nogueira Duarte, pelos
ensinamentos, por toda a orientação geral, pela disponibilidade, pelo apoio e pelo
auxílio durante a graduação.
Aos professores do departamento de Engenharia de Petróleo da UFRN, os
quais foram extremamente importantes para a minha formação e todo o
desenvolvimento da minha vida acadêmica.
Àqueles amigos e colegas que estiveram comigo ao longo dessa jornada.
6
"Procure ser uma pessoa de valor, em vez de procurar ser uma pessoa de sucesso. O sucesso é só consequência."
(Albert Einstein)
7
RESUMO
O sistema produtivo de um campo petrolífero, geralmente, propicia a produção
simultânea de gás, óleo e água, bem como de algumas impurezas. Devido ao
interesse econômico, focado na produção de hidrocarbonetos, há a necessidade de
submeter os fluidos a um processo primário de tratamento, a fim de separá-los e
adequá-los as condições exigidas pelos processos subsequentes. Os vasos
separadores são equipamentos utilizados para separação dos fluidos em
componentes líquido e gasoso. Este trabalho objetiva demonstrar e aplicar uma
metodologia de cálculo para dimensionamento de equipamentos vasos separadores
de óleo e gás, analisando a sensibilidade do modelo utilizado aos parâmetros
operacionais envolvidos. Então, conclui-se que os vasos separadores são
essencialmente importantes para a indústria de petróleo. Portanto, o procedimento
para a determinação de suas dimensões se mostra muito relevante.
Palavras-chave: petróleo, processamento primário, separador, vaso de separação.

8
ABSTRACT
The production system of an oil field generally provides the simultaneous
production of gas, oil and water, as well as some impurities. Due to the economic
interests, focused on the production of hydrocarbons, it is necessary to subject the
fluids to a primary treatment process in order to separate them and adjust them the
conditions required by subsequent processes. The separator vessels are equipment
used for separation of fluids in liquid and gaseous components. This study aims to
demonstrate and apply a calculation method for sizing oil and gas separator vessels
equipment, analyzing the sensitivity of the model used to operating parameters
involved. So, it is concluded that separating vessels are essentially important for the
oil industry. Therefore, the procedure for determining its dimensions is very relevant.
Keywords: petroleum, primary processing, separator, separating vessel.
9
LISTA DE FIGURAS
Figura 1 - Reservatório típico de petróleo...................................................................17
Figura 2 - Fluxograma do processamento primário de fluidos...................................19
Figura 3 - Sistema com separação trifásica e tratamento de óleo.............................20
Figura 4 - Separador bifásico horizontal e suas seções.............................................21
Figura 5 - Separador vertical trifásico.........................................................................24
Figura 6 - Diversos modelos de extrator de névoa.....................................................25
Figura 7 - Forças atuantes sobre uma gotícula líquida na corrente gasosa..............31
Figura 8 - Coeficiente de resistência de uma esfera rígida........................................35
Figura 9 - Extrator de névoa do tipo malha tricotada.................................................39
Figura 10 - Geometria de um vaso separador bifásico vertical..................................41
10
LISTA DE TABELAS
Tabela 1 - Parâmetros operacionais para dimensionamento......................................29
Tabela 2 - Valores típicos para a constante K............................................................36
Tabela 3 – Valores de diâmetro nominal para separador vertical..............................38
Tabela 3 - Critérios para o tempo de retenção do líquido..........................................40
Tabela 5 - Determinações para o separador vertical bifásico....................................43
Tabela 6 - Parâmetros operacionais relacionados com trabalhos anteriores.............45
Tabela 7 - Comparativo com trabalhos anteriores......................................................45
11
LISTA DE SÍMBOLOS E REDUÇÕES
°𝐴𝑃𝐼 – grau API do óleo (adimensional)
𝐴𝑔 – área do vaso (ft²)
𝐴𝑝 – área transversal da partícula (lbf/ft³)
𝐶𝑑 – coeficiente de arrasto da partícula (adimensional)
𝐷 – diâmetro mínimo do vaso (ft)
𝐷𝑝 – diâmetro da gota (ft)
𝐹 - força de arrasto (lbf)
𝑔 – aceleração da gravidade (ft²/s)
ℎ – altura de líquido (ft)
𝐾 – constante dependente do projeto e das condições de separação (ft/s)
L – comprimento do vaso (ft)
𝑄 – vazão de líquido (ft³/s)
𝑄𝑔 – vazão de gás (ft³/s)
𝑄𝐿 – vazão de líquido (bpd)
𝑅𝑒 – número de Reynolds (adimensional)
RGL – razão gás-líquido (scf/stb)
𝑡 – tempo de retenção (s)
𝑉𝑜𝑙 – volume do vaso (ft³)
𝑉𝑔 – velocidade do gás (ft³/s)
𝑉𝑡 – velocidade terminal das gotículas de líquido (ft/s)
𝑊 – diferença de peso entre a corrente líquida e gasosa (lbf)
ẇ - vazão mássica de gás (lbm/s)

12
𝑊𝑝 – peso da partícula (lbf)
Letras gregas
µ - viscosidade do óleo (cP)
ϒ𝑔 – peso específico do gás (lbf/ft³)
ϒ𝐿 – peso específico do líquido (lbf/ft³)
13
SUMÁRIO
1. INTRODUÇÃO.......................................................................................................14
2. OBJETIVOS...........................................................................................................16
2.1 OBJETIVO GERAL..............................................................................................16
2.2 OBJETIVOS ESPECÍFICOS.................................................................................16
3. FUNDAMENTAÇÃO TEÓRICA.............................................................................17
3.1 O PETRÓLEO......................................................................................................17
3.2 PROCESSAMENTO PRIMÁRIO DE PETRÓLEO...............................................18
3.3 SEPARAÇÃO DOS FLUIDOS..............................................................................19
3.4 VASOS SEPARADORES.....................................................................................21
3.4.1 SEPARADORES VERTICAIS............................................................................23
3.4.2 SEPARADORES HORIZONTAIS......................................................................24
3.4.3 EXTRATORES DE NÉVOA...............................................................................25
3.4.4 PRINCIPAIS PROBLEMAS OPERACIONAIS..................................................26
4. METODOLOGIA.....................................................................................................29
4.1 DIMENSIONAMENTO DE VASO SEPARADOR.................................................30
4.1.1 VASO SEPARADOR VERTICAL BIFÁSICO....................................................34
5. RESULTADOS E DISCUSSÕES...........................................................................40
6. CONCLUSÃO.........................................................................................................42
7. REFERÊNCIAS......................................................................................................43
14
1. INTRODUÇÃO
O sistema produtivo de um campo petrolífero, geralmente, propicia a produção
simultânea de gás, óleo e água, bem como de algumas impurezas. Devido ao
interesse econômico, focado na produção de hidrocarbonetos (óleo e gás), há a
necessidade de submeter os fluidos a um processo de tratamento, a fim de separá-
los e adequá-los as condições exigidas pelos processos subsequentes.
O processo de tratamento inicia-se na planta de processamento primário de
petróleo, na qual utilizam-se equipamentos específicos que objetivam a separação
das fases do fluido produzido.
Os fluidos produzidos passam então por separadores, que podem ser bifásicos
ou trifásicos, verticais ou horizontais, atuando em série ou em paralelo. No separador
bifásico, ocorre a separação gás/líquido; no separador trifásico, também ocorre a
separação óleo/água.
Haja vista a grande importância dos vasos separadores na indústria petrolífera,
no que se refere ao processamento e tratamento primário dos fluidos produzidos,
estes equipamentos requerem um dimensionamento adequado para que se tenha um
funcionamento eficaz, visando o melhor desenvolvimento da produção e a viabilidade
econômica dos processos de separação, a fim de atender as necessidades e
especificações operacionais e de mercado. Para isso, devem-se considerar as
condições de atuação nos campos, tanto atuais quanto futuras.
Assim sendo, este trabalho dedicou-se a descrever de maneira resumida e
objetiva quais as principais funções dos separadores, os seus princípios de
funcionamento, bem como as vantagens e as desvantagens associadas a sua
utilização, os problemas operacionais relacionados aos equipamentos em questão e
principalmente, por fim, mostrar uma metodologia para cálculo de dimensionamento
de um modelo de separador específico, aplicando-a a um caso particular, como
exemplo e aplicação prática, para a obtenção e a determinação que atenda melhor ao
caso, caracterizando-o fisicamente.

15
E então, para complementar, realizou-se uma análise a respeito da
sensibilidade do modelo utilizado aos parâmetros operacionais envolvidos e uma
discussão a respeito dos resultados e do desempenho obtidos.
16
2. OBJETIVOS
2.1 OBJETIVO GERAL
O principal objetivo do trabalho apresentado é mostrar e aplicar uma
metodologia de cálculo para dimensionamento de um equipamento vaso separador.
2.2 OBJETIVOS ESPECÍFICOS
Além disso, tem-se:
Descrição do procedimento de cálculo.
Utilização de modelo para obtenção do dimensionamento.
Consideração e análise dos parâmetros operacionais a serem utilizados no
procedimento.
Determinação e análise dos parâmetros geométricos do equipamento:
diâmetro, altura etc.
Observar as especificações necessárias e avaliar o desempenho do separador.
17
3. FUNDAMENTAÇÃO TEÓRICA
3.1 O PETRÓLEO
O petróleo é constituído, basicamente e principalmente, por uma mistura de
compostos químicos orgânicos, chamados de hidrocarbonetos. Quando a mistura
contém uma maior porcentagem de moléculas pequenas, se apresenta no estado
físico gasoso; caso possua moléculas maiores, se apresenta no estado físico líquido,
sob condições normais de temperatura e pressão.
Nos reservatórios de petróleo, também se encontram outras substancias, que
são produzidas juntamente com o petróleo, sendo consideradas impurezas, tais como:
água, sais e sedimentos. E a qualidade do petróleo costuma ser verificada pela
proporção que estes contaminantes se apresentam.
Na Figura 1, tem-se uma ilustração esquemática a respeito da distribuição das
fases dos fluidos no interior de um reservatório típico de petróleo.
Figura 1 – Reservatório típico de petróleo.
Fonte: Petrobras, 2007.
18
Na etapa produtiva, ocorre que as fases presentes no interior do reservatório
não são produzidas de maneira isolada. Isto é, óleo, água e gás se misturam sendo
produzidos em conjunto. Porém, nesta atividade, o que se buscam são o óleo e o gás,
que são os objetivos desejáveis na produção e apresentam valor econômico
considerável.
Dessa forma, existe a necessidade de separação dos fluidos produzidos para
a comercialização ou reutilização, de acordo com os requerimentos e as
especificações.
3.2 PROCESSAMENTO PRIMÁRIO DE PETRÓLEO
Como dito, o petróleo é uma mistura de compostos químicos orgânicos. Na
etapa de produção, ele se apresenta em estado líquido ou gasoso, a depender da sua
composição e das condições de temperatura e pressão existentes. Normalmente, ele
também é produzido em conjunto com a água, advinda dos aquíferos, a partir do
reservatório até a sua chegada na superfície.
Havendo então a necessidade de separação dos fluidos obtidos na produção,
devido ao interesse econômico envolvido na atividade e suas aplicações, tem-se o
processamento primário de petróleo, que consiste, de acordo com Thomas (2001), na
primeira etapa de separação e tratamento dos fluidos produzidos, incluindo os
seguintes processos:
Separação das fases óleo/água/gás;
Tratamento ou condicionamento de hidrocarbonetos, visando a
transferência para as refinarias ou Unidades de Processamento de Gás
Natural (UPGNs);
Tratamento da água produzida para reinjeção ou descarte.
19
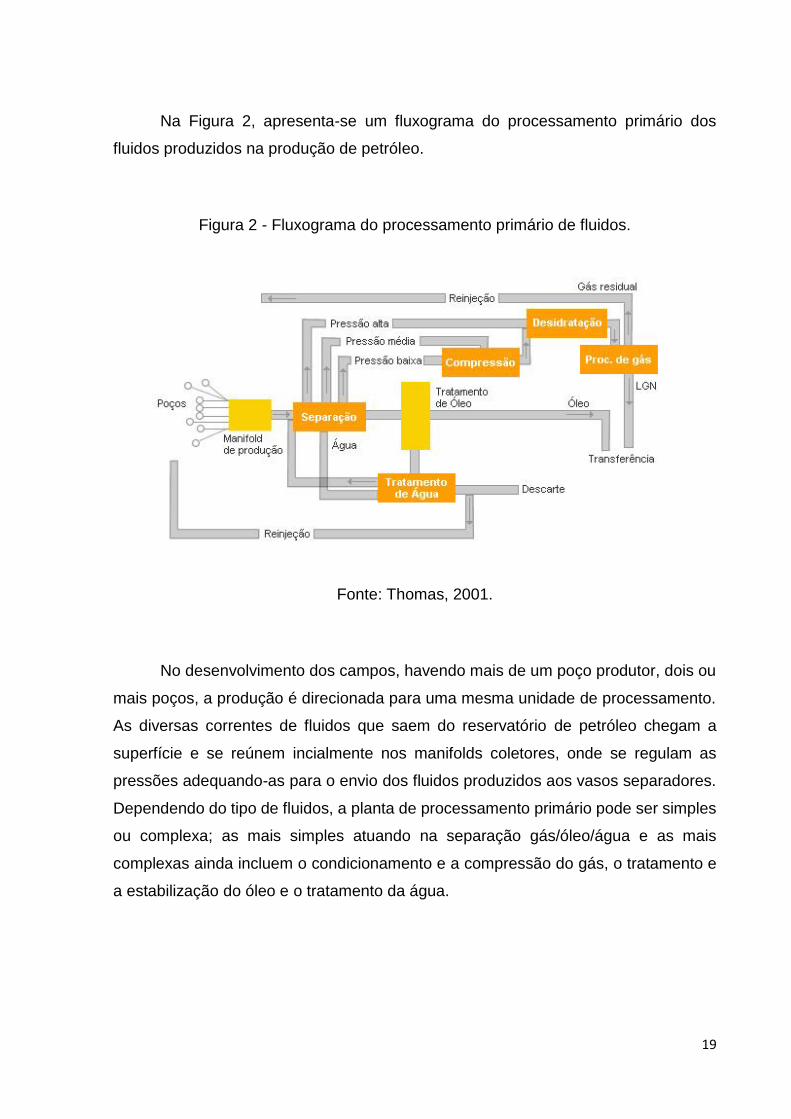
Na Figura 2, apresenta-se um fluxograma do processamento primário dos
fluidos produzidos na produção de petróleo.
Figura 2 - Fluxograma do processamento primário de fluidos.
Fonte: Thomas, 2001.
No desenvolvimento dos campos, havendo mais de um poço produtor, dois ou
mais poços, a produção é direcionada para uma mesma unidade de processamento.
As diversas correntes de fluidos que saem do reservatório de petróleo chegam a
superfície e se reúnem incialmente nos manifolds coletores, onde se regulam as
pressões adequando-as para o envio dos fluidos produzidos aos vasos separadores.
Dependendo do tipo de fluidos, a planta de processamento primário pode ser simples
ou complexa; as mais simples atuando na separação gás/óleo/água e as mais
complexas ainda incluem o condicionamento e a compressão do gás, o tratamento e
a estabilização do óleo e o tratamento da água.
20
3.3 SEPARAÇÃO DOS FLUIDOS
Conforme se expôs, um poço de petróleo, ao longo de sua vida produtiva,
produz simultaneamente água, óleo e gás. Em uma instalação de processamento
primário de petróleo, ocorre, inicialmente, a separação primária dos fluidos
objetivando a distinção e a divisão das fases para encaminhamento ou tratamento
subsequente.
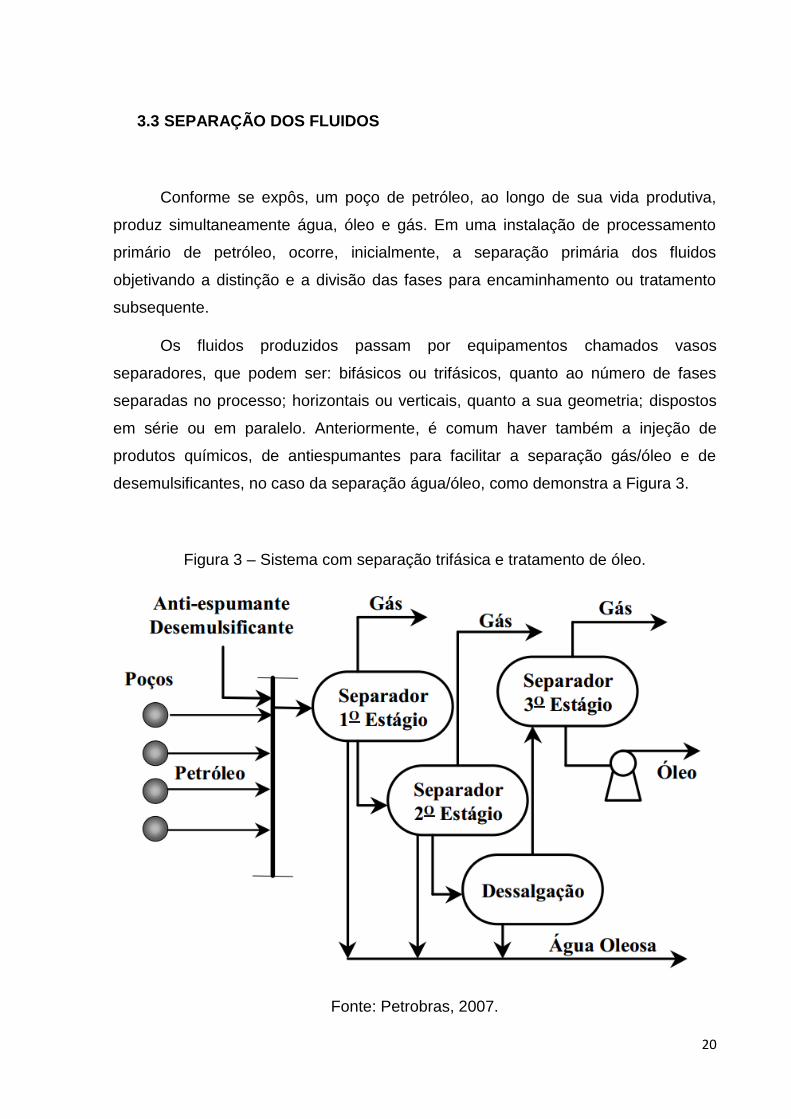
Os fluidos produzidos passam por equipamentos chamados vasos
separadores, que podem ser: bifásicos ou trifásicos, quanto ao número de fases
separadas no processo; horizontais ou verticais, quanto a sua geometria; dispostos
em série ou em paralelo. Anteriormente, é comum haver também a injeção de
produtos químicos, de antiespumantes para facilitar a separação gás/óleo e de
desemulsificantes, no caso da separação água/óleo, como demonstra a Figura 3.
Figura 3 – Sistema com separação trifásica e tratamento de óleo.
Fonte: Petrobras, 2007.
21
A quantidade de estágios necessários para as diferentes configurações
possíveis em um sistema de separação depende da densidade do petróleo produzido
e da qualidade final que se deseja obter na separação dos fluidos. Assim, os óleos de
maior peso passam por um ou dois separadores operando com pressões diversas;
enquanto que os mais leves exigem mais níveis, cerca de três estágios, de pressão
distintas.
3.4 VASOS SEPARADORES
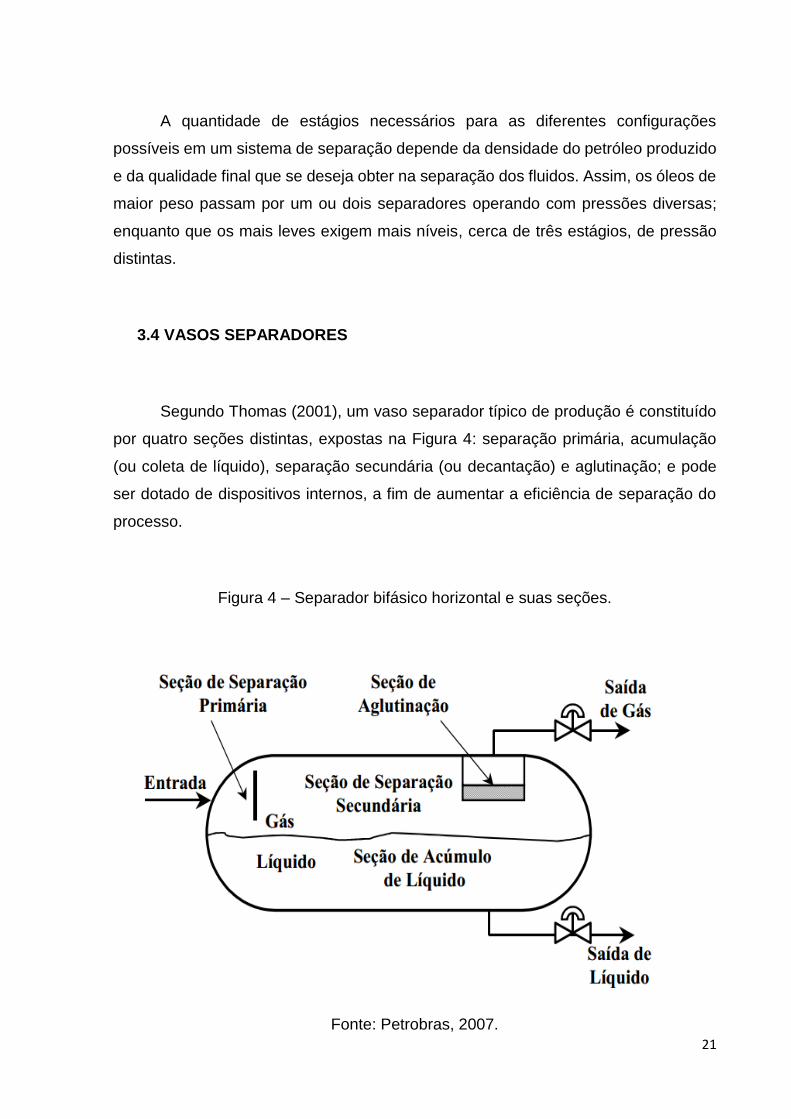
Segundo Thomas (2001), um vaso separador típico de produção é constituído
por quatro seções distintas, expostas na Figura 4: separação primária, acumulação
(ou coleta de líquido), separação secundária (ou decantação) e aglutinação; e pode
ser dotado de dispositivos internos, a fim de aumentar a eficiência de separação do
processo.
Figura 4 – Separador bifásico horizontal e suas seções.
Fonte: Petrobras, 2007.
22
I. Seção de separação primária:
Responsável pela separação de grande parte do volume de líquido, localiza-se
nas proximidades da entrada do vaso separador. O fluido (líquido e gás) adentra com
uma velocidade considerável, choca-se com dispositivos defletores que provocam
uma mudança brusca de velocidade e direção do fluxo ou é dirigido por um difusor
que lhe impõe um movimento giratório, fazendo com que o líquido se desloque para o
fundo do vaso por ação da gravidade, separando-se então do gás. Removendo-se
rapidamente as golfadas e as gotículas de maior diâmetro do liquido, diminui-se a
turbulência e evita-se o retorno deste para a fase gasosa.
II. Seção de acumulação:
Na seção de acumulação, o líquido é coletado e ocorre a separação das bolhas
gasosas que permaneceram dentro do mesmo após a separação primária. Para que
se tenha efetividade, o líquido fica retido por um certo tempo, o chamado tempo de
retenção, que pode variar de 3 a 4 minutos. Depois, o líquido retido no vaso é drenado
com um mecanismo de controle de nível.
III. Seção de separação secundária:
Na parte superior do vaso, ocorre a circulação da corrente gasosa. As gotículas
menores de líquido, arrastadas pelo gás durante a separação primária, então se
separam na separação secundária por meio da ação gravitacional. O mecanismo é o
mesmo da seção de acumulação, sendo bastante influenciado pela turbulência do
gás.
23
IV. Seção de aglutinação:
Essa seção se localiza próxima a saída de gás do separador. Aqui, as gotículas
de líquido, arrastadas pelo gás e que não foram separadas nas seções anteriores, se
aglutinam em meios porosos e são recuperadas. A fim de se reter as pequenas
gotículas de líquido, utilizam-se vários tipos de extratores de névoa na parte superior
do vaso.
Escolha quanto a classificação
Os separadores são fabricados nas formas geométricas horizontal e vertical.
De acordo com a complexidade dos sistemas de separação e as condições
operacionais, é possível determinar o tipo de vaso separador a ser utilizado.
No que se refere ao número de fases, tem-se que: os separadores bifásicos
são empregados na separação de gás e líquido em sistemas mais simples,
encaminhando a mistura de água e óleo para outras instalações; se for necessária a
separação inicial das fases gás, óleo e água, utilizam-se separadores trifásicos.
No que tange a sua forma, a determinação do tipo de separador (horizontal ou
vertical) deve considerar o espaço físico disponível na planta de processamento
primário, se há ocorrência e a quantidade de espuma ou areia, dentre outros fatores.
3.4.1 SEPARADORES HORIZONTAIS
Os vasos separadores horizontais são mais indicados para os casos em que
há uma alta vazão de líquido, devido a proporção de uma maior área para superfície
de contato entre os fluidos, facilitando a separação entre as fases e a liberação do gás
aprisionado. Portanto, são mais eficientes para grandes volumes de fluido e
quantidades de gás dissolvido. A desvantagem é que requer maior espaço para
instalação.
24
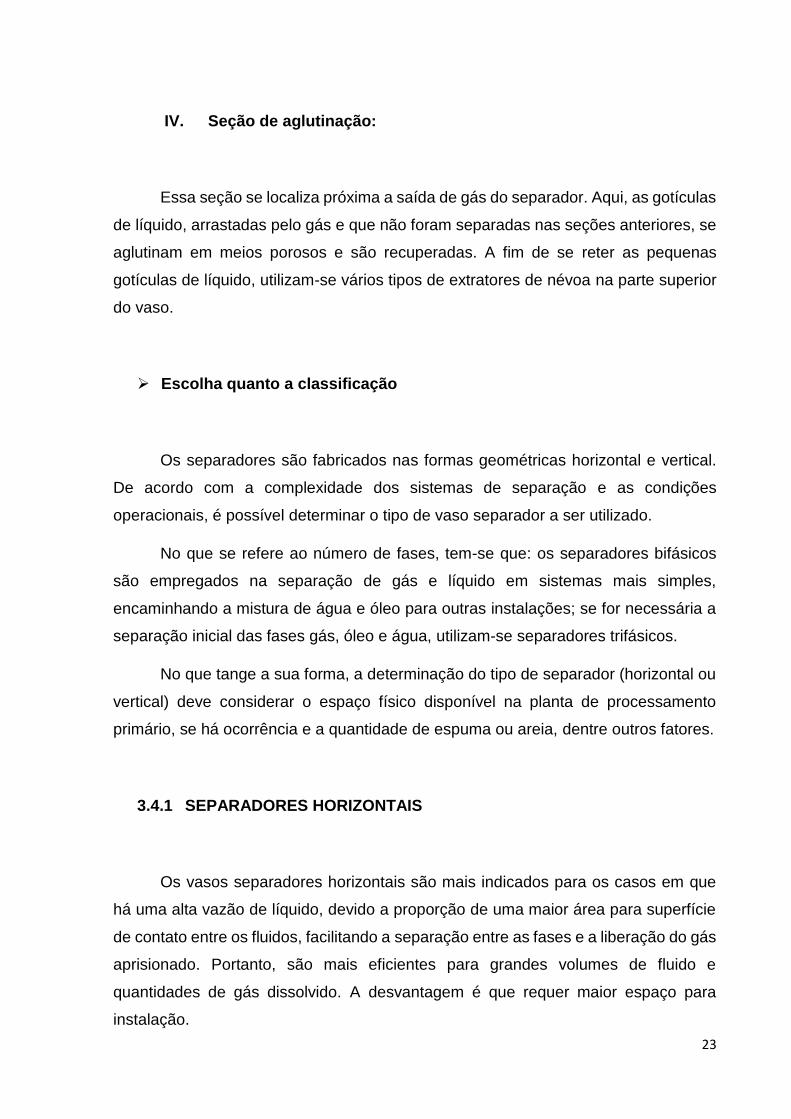
3.4.2 SEPARADORES VERTICAIS
Os separadores verticais costumam ser utilizados nos casos de alta razão gás-
líquido ou para valores baixos de vazão total de gás. A Figura 5 apresenta um
separador vertical trifásico.
Figura 5 – Separador vertical trifásico.
Fonte: Petrobras, 2007.
Além de requer menor área para instalação, sua geometria facilita a remoção
de areia depositada no fundo. Eles absorvem bem as golfadas, pois toda a área da
seção transversal do vaso fica disponível para o escoamento do gás. Quanto ao uso
offshore, apresentam uma desvantagem em relação ao manuseio do equipamento,
devido a sua altura. A utilização de extratores de névoa pode contribuir de maneira
significativa na redução do diâmetro exigido para o vaso.
25
3.4.3 EXTRATOR DE NÉVOA
Os extratores de névoa, Figura 6, são equipamentos utilizados internamente
em vasos separadores de petróleo, próximo a saída de gás, a fim de aumentar a
retenção de pequenas gotículas de líquido; geralmente, contém um dispositivo de
vapor para recipientes de separação de líquido.
Figura 6 – Diversos modelos de extrator de névoa.
Fonte: Munters, 2008.
Os principais benefícios obtidos na sua utilização são:
Redução do tempo de residência necessário para a separação;
Redução do volume, e consequentemente dos custos, associado aos
equipamentos de separação;
Redução acentuada do consumo de glicol, amina ou solventes nas torres de
absorção, secagem e destilação.
26
3.4.4 PRINCIPAIS PROBLEMAS OPERACIONAIS
Mesmo sendo relativamente simples, a separação de fluidos apresenta alguns
problemas operacionais dificultando o processo que, por serem comuns, devem ser
levados em consideração para o dimensionamento de um separador, pois exercem
influência na escolha do tipo de vaso (bifásico ou trifásico) ou ainda na geometria a
ser utilizada. Segundo Thomas (2001) e Petrobras (2007), os principais problemas
são:
Formação de espuma:
A presença de impurezas no líquido que chega ao separador e a queda de
pressão ao longo do escoamento são as principais causas da formação de espuma.
A espuma, além de reduzir drasticamente a área de escoamento do gás, dificulta o
controle de nível no interior do separador ao ocupar um volume que poderia estar
disponível para a coleta de líquido ou decantação, aumenta o arraste de líquido na
saída de gás (LCO – Liquid Carry Over) e também pode ser arrastada pela corrente
de gás ou de óleo morto. Ela promove, consequentemente, o aumento do tempo de
retenção no vaso. Para combater ou evitar esse problema, deve-se aquecer o fluido
ou adotar o uso de antiespumantes, podendo também equipar-se o separador com
um equipamento interno para removê-la.
Produção de areia:
A areia vem com o líquido, eventualmente, provenientes do reservatório. Ela
ocasiona obstrução nos elementos internos do vaso, erosão nas válvulas e se
acumula no fundo do separador, local de onde é removida por jatos de areia e drenos.
Caso a remoção paralela não possa ser feita, deve-se parar a produção para fazer a
limpeza dos sedimentos, o que leva a uma perda de produtividade. A melhor solução
para o caso é evitar a produção de areia dos reservatórios.
27
Obstrução por parafinas:
Quando a temperatura de produção dos fluidos é inferior à temperatura de
aparecimento de cristais (TIAC), os hidrocarbonetos saturados de elevado peso
molecular podem se separar do petróleo e formar as chamadas parafinas. As
parafinas se cristalizam e são arrastadas pelo fluido, chegando então ao vaso
separador. Com a redução das velocidades no interior do vaso, elas se depositam
obstruindo o equipamento, bem como as linhas de transferência. Dessa forma, afetam
as operações de separação. As placas coalescedoras na seção líquida e os extratores
de névoa são particularmente suscetíveis a obstrução. Neste caso, deve-se
considerar extratores alternativos e bocais de admissão de solventes. Para evitar a
deposição de parafinas, é preciso operar a temperaturas superiores à TIAC.
Emulsões:
A emulsão que se forma na interface óleo/água pode ser particularmente
problemática na operação de um separador. Além de causar problemas com o
controle de nível, o acúmulo de emulsão diminui o tempo de retenção efetivo,
resultando em uma redução na eficiência do processo. A adição de calor ou de
produtor químicos minimizam o acúmulo de emulsão, porém estes procedimentos são
preferencialmente aplicados na fase de tratamento do óleo (THOMAS, 2001).
Arraste de óleo pelo gás:
O arraste de óleo pelo gás é um típico problema operacional que se dá devido
a um nível de líquido muito elevado, por conta de uma vazão superior à prevista,
quando há: deterioração de algum componente interno, formação de espuma,
bloqueio na saída de líquido, dimensionamento inadequado ou operação do vaso com
produção superior à projetada. Caso ocorra o arraste de líquido pelo gás, pode ser um
indicativo de baixo nível de líquido ou uma falha no sistema de controle de nível do
28
separador. Para solucionar o indesejável, há que se investigar a causa do mesmo e
então agir sobre ela.
29
4. METODOLOGIA
Os cálculos de dimensionamento para um vaso separador de petróleo
objetivam a determinação do diâmetro e da altura do equipamento a ser utilizado no
processamento primário dos fluidos produzidos.
Para o correto dimensionamento, são necessários alguns parâmetros
operacionais, a fim de garantir que o vaso separador possa atender adequadamente
as exigências do seu campo de atuação.
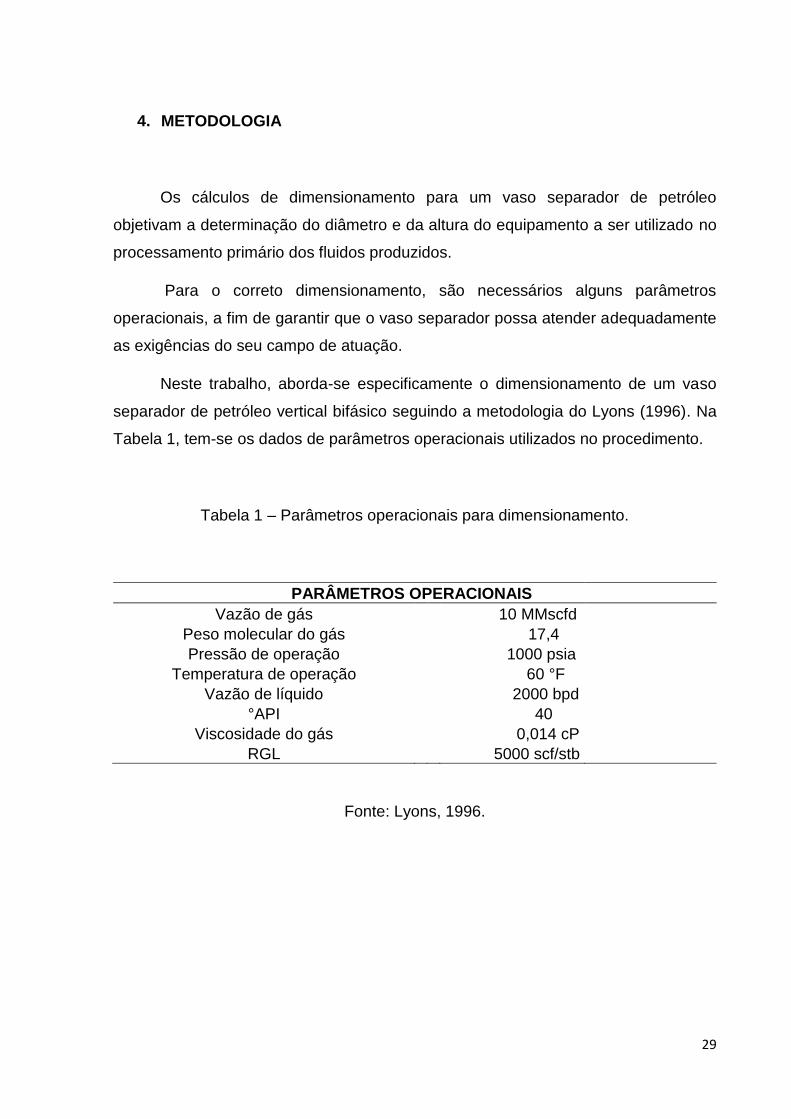
Neste trabalho, aborda-se especificamente o dimensionamento de um vaso
separador de petróleo vertical bifásico seguindo a metodologia do Lyons (1996). Na
Tabela 1, tem-se os dados de parâmetros operacionais utilizados no procedimento.
Tabela 1 – Parâmetros operacionais para dimensionamento.
PARÂMETROS OPERACIONAIS
Vazão de gás 10 MMscfd
Peso molecular do gás 17,4
Pressão de operação 1000 psia
Temperatura de operação 60 °F
Vazão de líquido 2000 bpd
°API 40
Viscosidade do gás 0,014 cP
RGL 5000 scf/stb
Fonte: Lyons, 1996.
30
4.1 DIMENSIONAMENTO DE VASO SEPARADOR
Técnicas práticas para a separação de partículas de líquido no gás são
discutidas. Segundo Lyons, 1996, a fim de conseguir a separação física entre as fases
(gás/líquido ou sólido), utilizam-se três princípios: conservação da quantidade de
momento, decantação e coalescência. Qualquer vaso separador pode aplica-los, um
ou mais princípios, porém, para a ocorrência da separação, é necessário que as fases
líquidas sejam imiscíveis e possuam densidades diferentes.
Quantidade de momento:
Fluidos que possuem densidades distintas apresentam comportamento
dinâmico divergente. Se um fluxo de duas fases, líquida e gasosa, por exemplo, muda
de direção bruscamente - segundo o princípio da conservação da quantidade de
movimento - a mudança não permite que as partículas da fase mais pesada se
adequem a alteração tão rapidamente quanto as partículas mais leves,
proporcionando então a separação entre as mesmas. Por isso, este princípio é
bastante utilizado na separação de fluxos bifásicos.
Ação gravitacional:
Quando a força da gravidade atuante sobre as gotículas de líquido é maior que
a força de arrasto exercida pelo gás que flui ao seu redor, elas então se separam da
fase gasosa, caracterizando a decantação, conforme o balanço de forças disposto na
Figura 7.
31
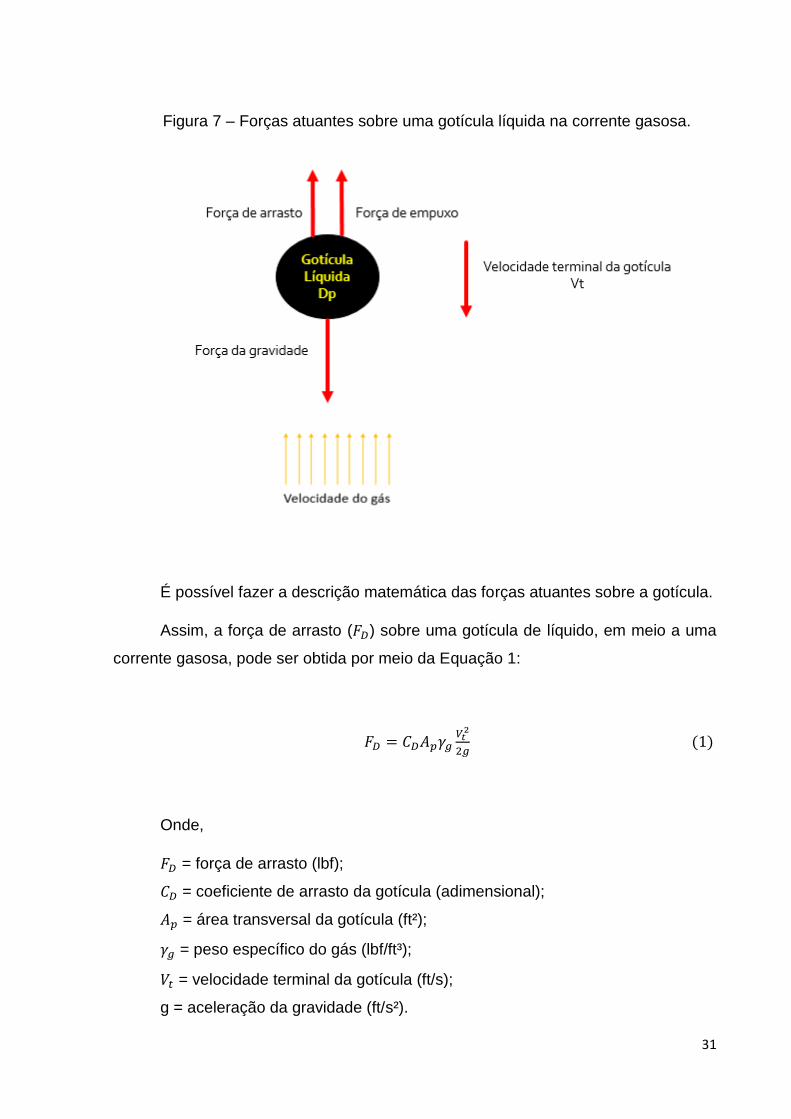
Figura 7 – Forças atuantes sobre uma gotícula líquida na corrente gasosa.
É possível fazer a descrição matemática das forças atuantes sobre a gotícula.
Assim, a força de arrasto (𝐹𝐷) sobre uma gotícula de líquido, em meio a uma
corrente gasosa, pode ser obtida por meio da Equação 1:
𝐹𝐷 = 𝐶𝐷𝐴𝑝𝛾𝑔𝑉𝑡
2
2𝑔 (1)
Onde,
𝐹𝐷 = força de arrasto (lbf);
𝐶𝐷 = coeficiente de arrasto da gotícula (adimensional);
𝐴𝑝 = área transversal da gotícula (ft²);
𝛾𝑔 = peso específico do gás (lbf/ft³);
𝑉𝑡 = velocidade terminal da gotícula (ft/s);
g = aceleração da gravidade (ft/s²).

32
A força de empuxo (𝐹𝑏) pode ser descrita pela Equação 2:
𝐹𝑏 =𝑚𝛾𝑔𝑔
𝜌𝑝= 𝑉𝑝𝛾𝑔𝑔 (2)
Onde,
Fb = força de empuxo (lbf);
𝑉𝑝= volume da partícula (ft³);
𝛾𝑔 = peso específico do gás
g = aceleração da gravidade (ft/s²).
A força da gravidade (𝐹𝑔) é dada pela Equação 3:
𝐹𝑔 = 𝑚𝑔 (3)
Onde,
𝐹𝑔 = força da gravidade (lbf);
𝑚 = massa da partícula (lbm);
g = aceleração da gravidade (ft/s²)
Para partículas esféricas, tem-se a massa (Equação 4) e a área transversal
(Equação 5):
𝑚 = 𝜋𝐷𝑝3𝜌𝑝/6 (4)
𝐴𝑝 = 𝜋𝐷𝑝2/4 (5)
33
Onde,
𝐷𝑝 = diâmetro da gotícula (ft);
A foça resultante (𝐹), Equação 6, será então a soma de todas as forças
atuantes sobre a gotícula:
𝐹 = 𝐹𝑔 − 𝐹𝑏 − 𝐹𝐷 (6)
Considerando a teoria do movimento de corpos livres, podemos escrever a
Equação 7:
𝐹 = 𝑚𝑑𝑉
𝑑𝑡 (7)
Onde,
dV/dt = variação da velocidade em relação ao tempo.
Para determinar a velocidade terminal, uma velocidade de queda constante,
faz-se dv/dt = 0. Então, com essa consideração, resolvendo a Equação 7, a partir das
Equações anteriores, tem-se a Equação 8 para a velocidade terminal da gotícula:
𝑉𝑡 = √4𝑔𝐷𝑝(𝛾𝐿−𝛾𝑔)
3𝛾𝑔𝐶𝐷 (8)
34
Onde,
𝑉𝑡 = velocidade terminal da gotícula (ft/s);
g = aceleração da gravidade (ft/);
𝛾𝐿 = peso específico do líquido (lbf/ft³);
𝛾𝑔 = peso específico do gás (lbf/ft³);
𝐷𝑝 = diâmetro da gotícula (ft);
𝐶𝐷 = coeficiente de arrasto da gotícula (adimensional).
O coeficiente de arrasto é obtido em função da forma das gotículas e o número
de Reynolds do fluxo de gás. Neste caso, consideramos a forma da gotícula uma
esfera rígida e sólida para os fins equacionais. Tem-se o número de Reynolds:
𝑅𝑒 =1,488𝐷𝑝𝑉𝑡𝛾𝑔
𝜇 (9)
Onde,
𝜇 = viscosidade (cP).
Uma vez que estão envolvidos os parâmetros do tamanho da gotícula (𝐷𝑝) e a
velocidade terminal da mesma (𝑉𝑡), torna-se necessária uma solução de tentativa e
erro para a Equação 9. A fim de evitar este procedimento, pode-se utilizar o gráfico do
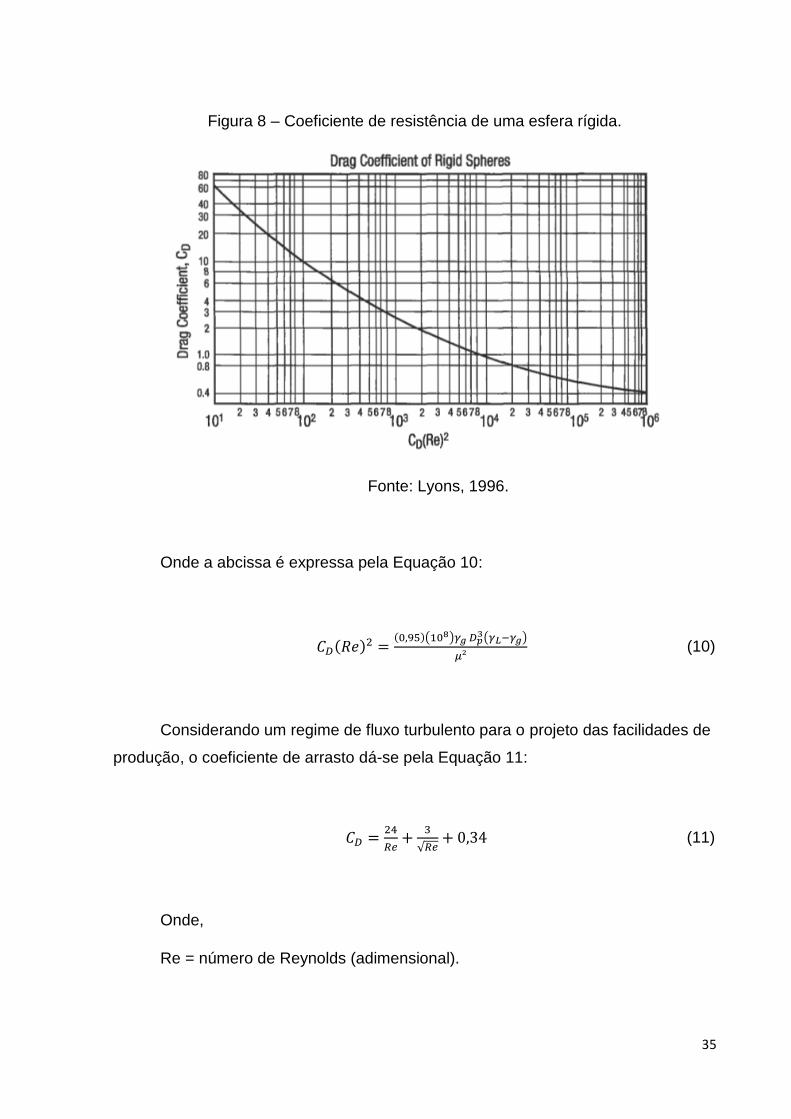
coeficiente de arrasto, Figura 8, apresentado a seguir, como uma função do produto
entre o coeficiente de arrasto e o quadrado do número de Reynolds. Esta técnica
elimina a velocidade da expressão.
35
Figura 8 – Coeficiente de resistência de uma esfera rígida.
Fonte: Lyons, 1996.
Onde a abcissa é expressa pela Equação 10:
𝐶𝐷(𝑅𝑒)2 =(0,95)(108)𝛾𝑔 𝐷𝑝
3(𝛾𝐿−𝛾𝑔)
𝜇² (10)
Considerando um regime de fluxo turbulento para o projeto das facilidades de
produção, o coeficiente de arrasto dá-se pela Equação 11:
𝐶𝐷 =24
𝑅𝑒+
3
√𝑅𝑒+ 0,34 (11)
Onde,
Re = número de Reynolds (adimensional).
36
4.1.1 VASO SEPARADOR VERTICAL BIFÁSICO
O procedimento de cálculo utilizado no dimensionamento de vasos
separadores bifásicos baseia-se na velocidade terminal da gotícula que é a máxima
velocidade instantânea esperada. No caso do separador vertical, para fins práticos, é
escrita conforme a Equação 12:
𝑉𝑡 = 𝐾√(𝛾𝐿−𝛾𝑔
𝛾𝑔) (12)
Onde,
𝑉𝑡 = velocidade terminal da gotícula líquida ou máxima velocidade superficial
admissível do gás (ft/s);
K = uma constante dependente do projeto e das condições de separação
(ft/s).
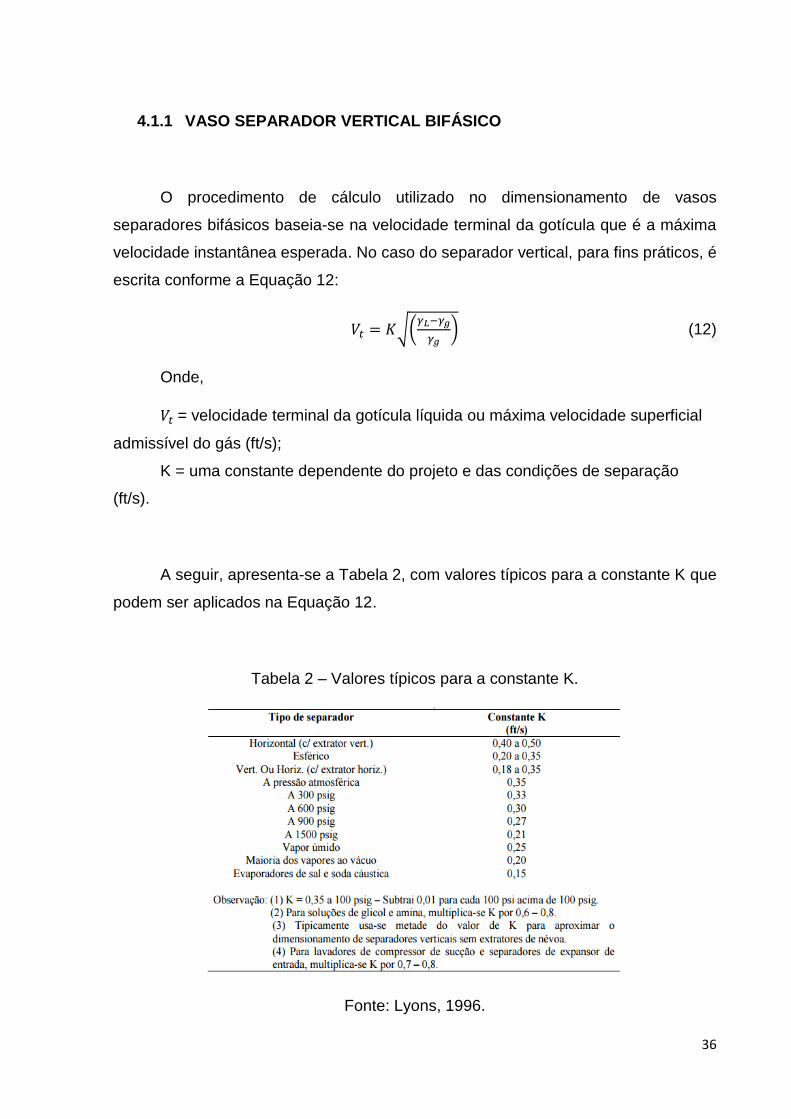
A seguir, apresenta-se a Tabela 2, com valores típicos para a constante K que
podem ser aplicados na Equação 12.
Tabela 2 – Valores típicos para a constante K.
Fonte: Lyons, 1996.
37
Sendo a velocidade do gás dada pela Equação 13:
𝑉𝑔 =𝑄𝐴
𝐴𝑔 (13)
Onde,
𝑄𝐴 = vazão de fluido (ft³/s);
𝐴𝑔 = área do vaso (ft²).
A área do vaso expressa pela Equação 14:
𝐴𝑔 =𝜋
4𝐷² (14)
Onde,
D = diâmetro do vaso (ft).
A vazão de fluido descrita pela Equação 15:
𝑄𝐴 =�̇�
𝛾𝑔 (15)
Onde,
�̇� = vazão mássica (lbm/s)
Admitindo que 𝑉𝑡 = 𝑉𝑔, pois a velocidade terminal deve ser igual a máxima
velocidade de gás admissível, tem-se a Equação 16:
38
𝑄𝐴
𝐴𝑔= 𝐾√(
𝛾𝐿−𝛾𝑔
𝛾𝑔) (16)
Substituindo as Equações 14 e 15 na Equação 16, obtém-se a Equação 17:
�̇�
𝛾𝑔𝜋
4𝐷2
= 𝐾√(𝛾𝐿−𝛾𝑔
𝛾𝑔) (17)
Com essa expressão, é possível encontrar o valor mínimo para o diâmetro do
vaso.
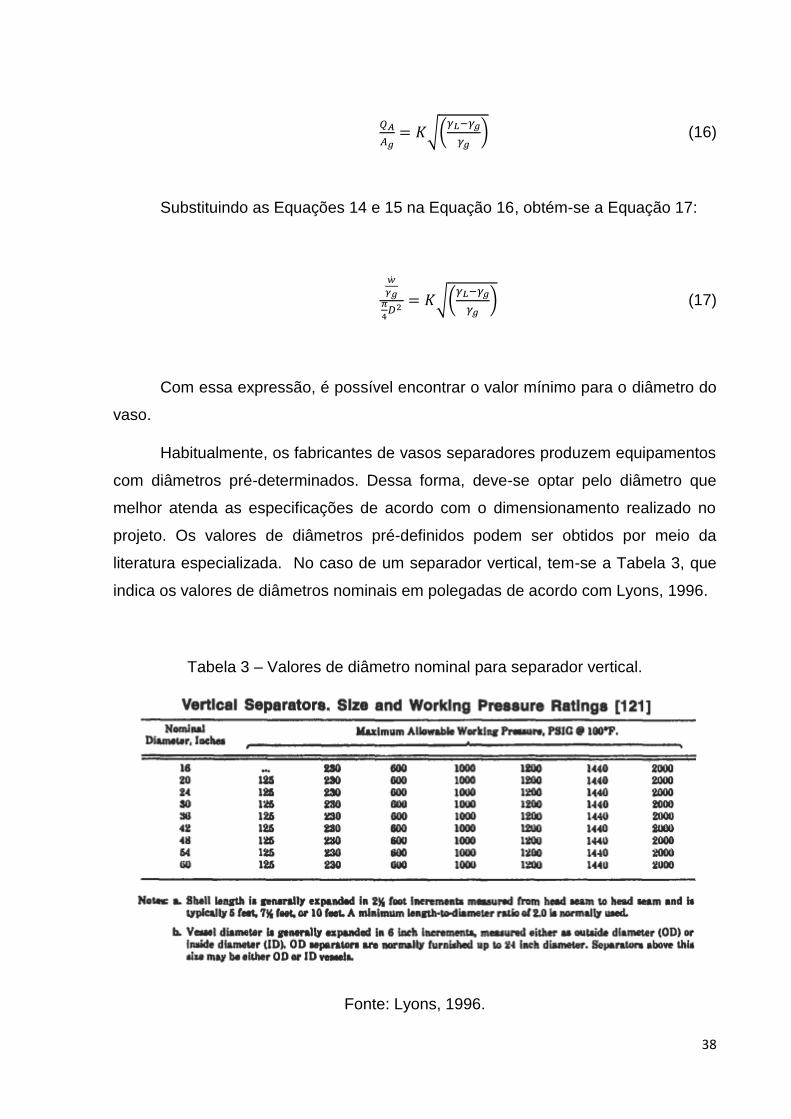
Habitualmente, os fabricantes de vasos separadores produzem equipamentos
com diâmetros pré-determinados. Dessa forma, deve-se optar pelo diâmetro que
melhor atenda as especificações de acordo com o dimensionamento realizado no
projeto. Os valores de diâmetros pré-definidos podem ser obtidos por meio da
literatura especializada. No caso de um separador vertical, tem-se a Tabela 3, que
indica os valores de diâmetros nominais em polegadas de acordo com Lyons, 1996.
Tabela 3 – Valores de diâmetro nominal para separador vertical.
Fonte: Lyons, 1996.
39
Os cálculos para a velocidade superficial máxima admissível, utilizando os
fatores da Tabela 2, consideram que o separador opera com o equipamento extrator
de névoa do tipo malha tricotada, garantindo que as gotículas de líquido com
diâmetros maiores de 10 𝜇m sejam separadas da corrente de gás.
Na sequência, tem-se a Figura 9 que demonstra o extrator de névoa admitido
para o processo de dimensionamento em questão.
Figura 9 – Extrator de névoa do tipo malha tricotada.
Fonte: Omega Separations, 2010.
Em seguida, calcula-se o nível de líquido do vaso (h). Para isso, é necessário
que uma certa quantidade de líquido seja armazenada para a assegurar o equilíbrio
entre as fases líquida e gasosa dentro do vaso de pressão.
O tempo que o líquido é mantido dentro do recipiente é definido como “tempo
de retenção”, onde o líquido assume o fluxo tampão. Assim, o tempo de retenção é o
volume de armazenamento do líquido no recipiente dividido pela vazão de líquido
conforme Equação 18:
𝑡 =𝑉𝑜𝑙.
𝑄 (18)
40
Onde,
T = [s]; Vol. = [ft³] e Q = [ft³/s].
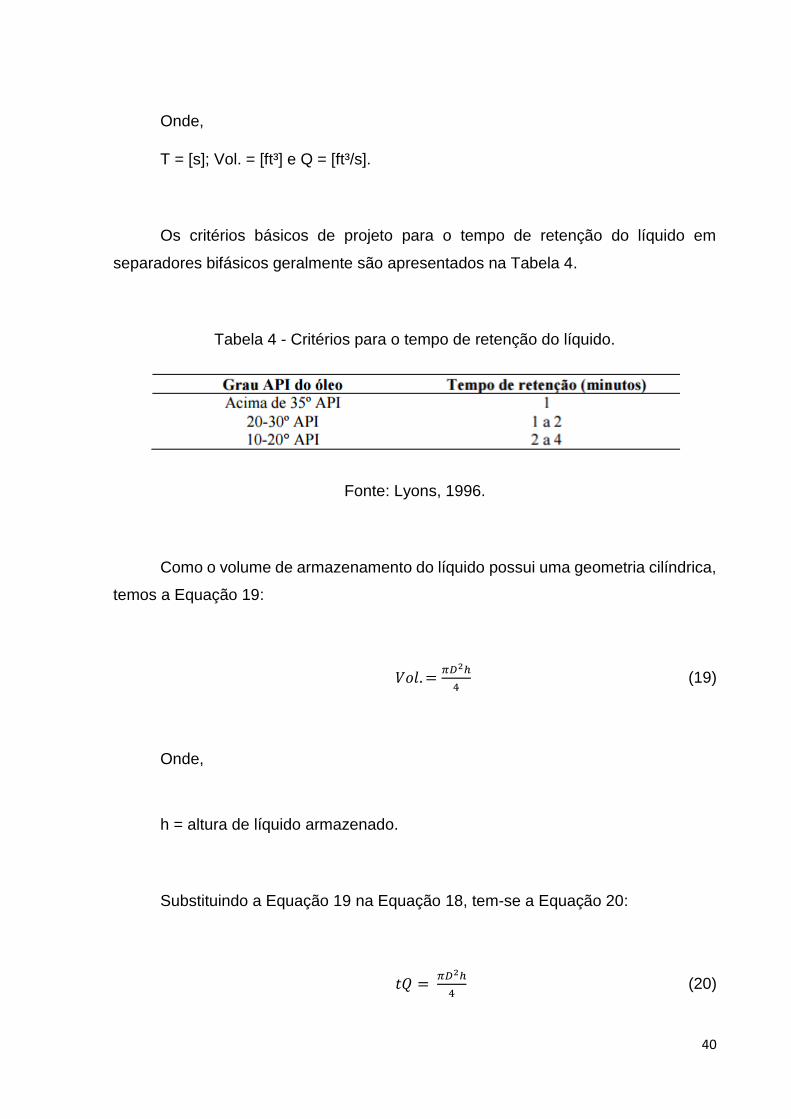
Os critérios básicos de projeto para o tempo de retenção do líquido em
separadores bifásicos geralmente são apresentados na Tabela 4.
Tabela 4 - Critérios para o tempo de retenção do líquido.
Fonte: Lyons, 1996.
Como o volume de armazenamento do líquido possui uma geometria cilíndrica,
temos a Equação 19:
𝑉𝑜𝑙. =𝜋𝐷2ℎ
4 (19)
Onde,
h = altura de líquido armazenado.
Substituindo a Equação 19 na Equação 18, tem-se a Equação 20:
𝑡𝑄 = 𝜋𝐷2ℎ
4 (20)
41
Rearranjando a Equação 20, encontra-se a altura de líquido dada pela Equação
21:
ℎ =4𝑡𝑄
𝜋𝐷² (21)
Onde,
Q = vazão de líquido (ft³/s);
t = tempo de retenção (s);
D = diâmetro do vaso (ft).
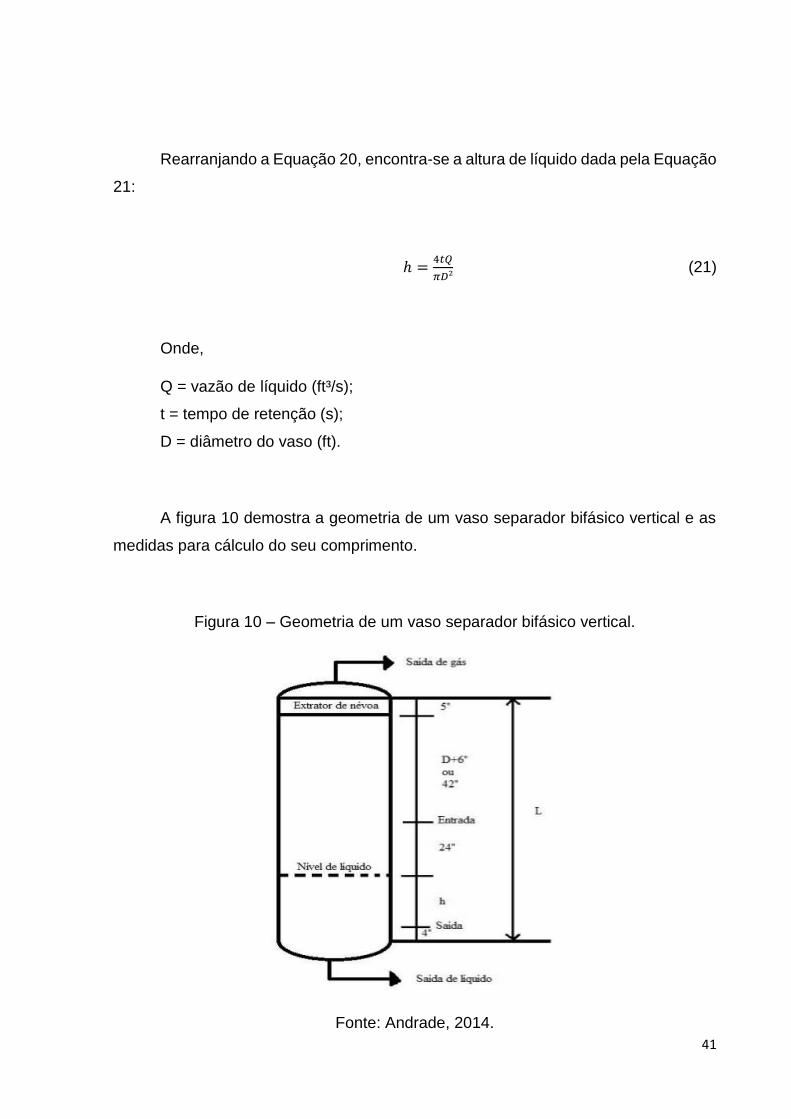
A figura 10 demostra a geometria de um vaso separador bifásico vertical e as
medidas para cálculo do seu comprimento.
Figura 10 – Geometria de um vaso separador bifásico vertical.
Fonte: Andrade, 2014.
42
Agora, é possível calcular o comprimento do vaso separador (L), através da
Equação 22, uma vez que tanto o diâmetro do vaso (D) quanto à altura do volume de
líquido (h) são conhecidos.
L = 42” + 6” + 24” + h + 4” = h + 76” (22)
No processo de dimensionamento de um vaso separador, busca-se uma
proporção entre o diâmetro do vaso separador e o seu comprimento, para isso utiliza-
se a relação L/D. Geralmente, essa proporção deve estar entre 3 e 4. Ao fim, deve-se
verificar se a proporção foi atendida. Caso não, adequam-se os valores finais a fim de
encaixa-los na range sugerida, aumentando levemente uma das dimensões para
garantir a relação proposta.
43
5. RESULTADOS E DISCUSSÕES
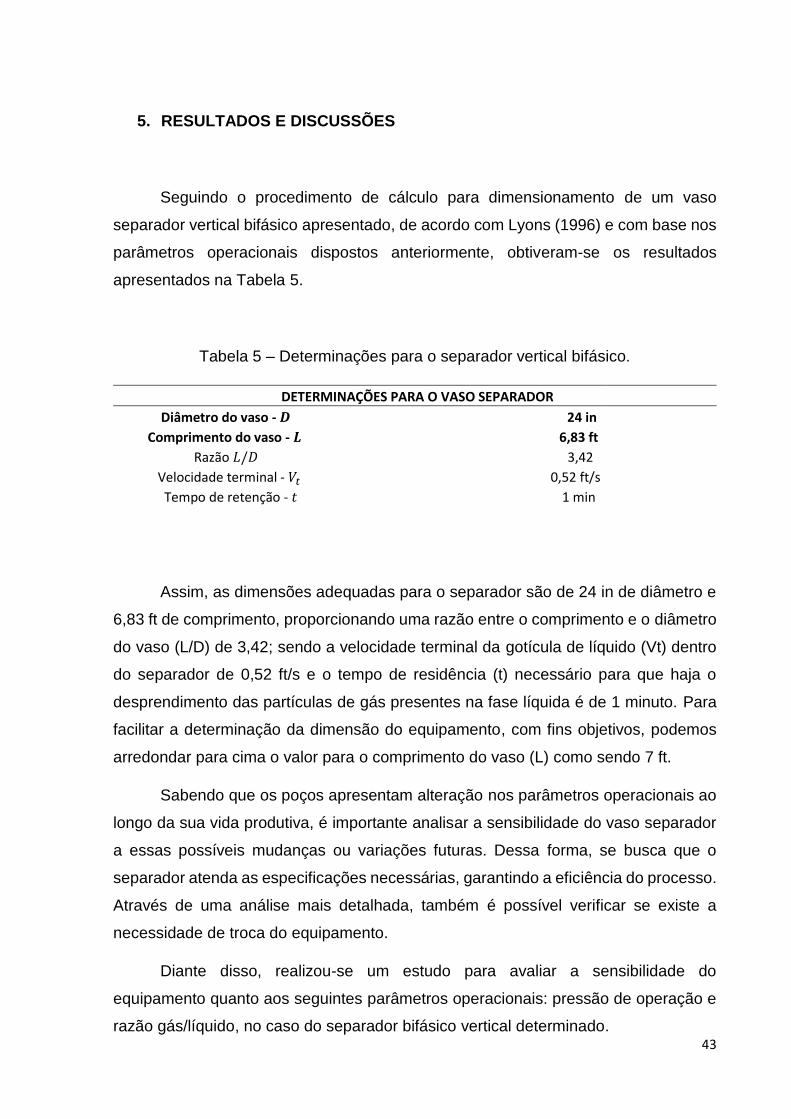
Seguindo o procedimento de cálculo para dimensionamento de um vaso
separador vertical bifásico apresentado, de acordo com Lyons (1996) e com base nos
parâmetros operacionais dispostos anteriormente, obtiveram-se os resultados
apresentados na Tabela 5.
Tabela 5 – Determinações para o separador vertical bifásico.
DETERMINAÇÕES PARA O VASO SEPARADOR
Diâmetro do vaso - 𝑫 24 in
Comprimento do vaso - 𝑳 6,83 ft
Razão 𝐿/𝐷 3,42
Velocidade terminal - 𝑉𝑡 0,52 ft/s
Tempo de retenção - 𝑡 1 min
Assim, as dimensões adequadas para o separador são de 24 in de diâmetro e
6,83 ft de comprimento, proporcionando uma razão entre o comprimento e o diâmetro
do vaso (L/D) de 3,42; sendo a velocidade terminal da gotícula de líquido (Vt) dentro
do separador de 0,52 ft/s e o tempo de residência (t) necessário para que haja o
desprendimento das partículas de gás presentes na fase líquida é de 1 minuto. Para
facilitar a determinação da dimensão do equipamento, com fins objetivos, podemos
arredondar para cima o valor para o comprimento do vaso (L) como sendo 7 ft.
Sabendo que os poços apresentam alteração nos parâmetros operacionais ao
longo da sua vida produtiva, é importante analisar a sensibilidade do vaso separador
a essas possíveis mudanças ou variações futuras. Dessa forma, se busca que o
separador atenda as especificações necessárias, garantindo a eficiência do processo.
Através de uma análise mais detalhada, também é possível verificar se existe a
necessidade de troca do equipamento.
Diante disso, realizou-se um estudo para avaliar a sensibilidade do
equipamento quanto aos seguintes parâmetros operacionais: pressão de operação e
razão gás/líquido, no caso do separador bifásico vertical determinado.
44
Então, analisando os cálculos para dimensionamento com modificação na
pressão de operação, como exemplo: 500 psia, 1000 psia e 1500 psia; mantendo-se
os mesmos os demais parâmetros iniciais, verificou-se que as dimensões do projeto
não necessitam ser alteradas; mesmo que, devido a mudança de pressão, algumas
variáveis tenham sofrido alteração. Admitindo que, usualmente, as dimensões finais
do vaso a serem utilizadas determinam-se com o auxílio de uma tabela de diâmetros
cedida pelo mercado especializado, o vaso separador projetado atende as
especificações.
Embora as dimensões finais do equipamento não tenham sido afetadas, a
variação da pressão interfere no equilíbrio termodinâmico das fases envolvidas. Logo,
é indicado um estudo de caso que considere o comportamento do fluido em função
das mudanças ocorridas nas fases dentro do separador.
Quanto as alterações nas razões de gás/líquido (RGL), observa-se a
necessidade de mudança no comprimento do vaso separador bifásico vertical a fim
de atender a nova condição. Quanto maior a RGL mais alto é o comprimento do vaso
necessário.
Analisando, tem-se que o aumento da vazão de gás em relação a vazão de
líquido consequente eleva o volume de gás a ser separado e escoado dentro do vaso,
fato que implica num espaço maior para a realização do processo; enquanto que se
diminuída a quantidade de gás, o comprimento requerido para o processo de
separação entre as fases é menor, já que a quantidade de gotículas de gás na corrente
de líquido é inferior e a possibilidade de arraste também.
Desta forma, para RGL menores ou igual a considerada no projeto, como 4500
scf/stb ou 5000 scf/stb, o separador atende as especificações e encontra-se
superdimensionado. Para os casos de razão gás/líquido superiores à de projeto (5000
scf/stb), deve-se verificar o caso específico, a saber e identificar o valor máximo de
RGL admitido pelo separador.
45
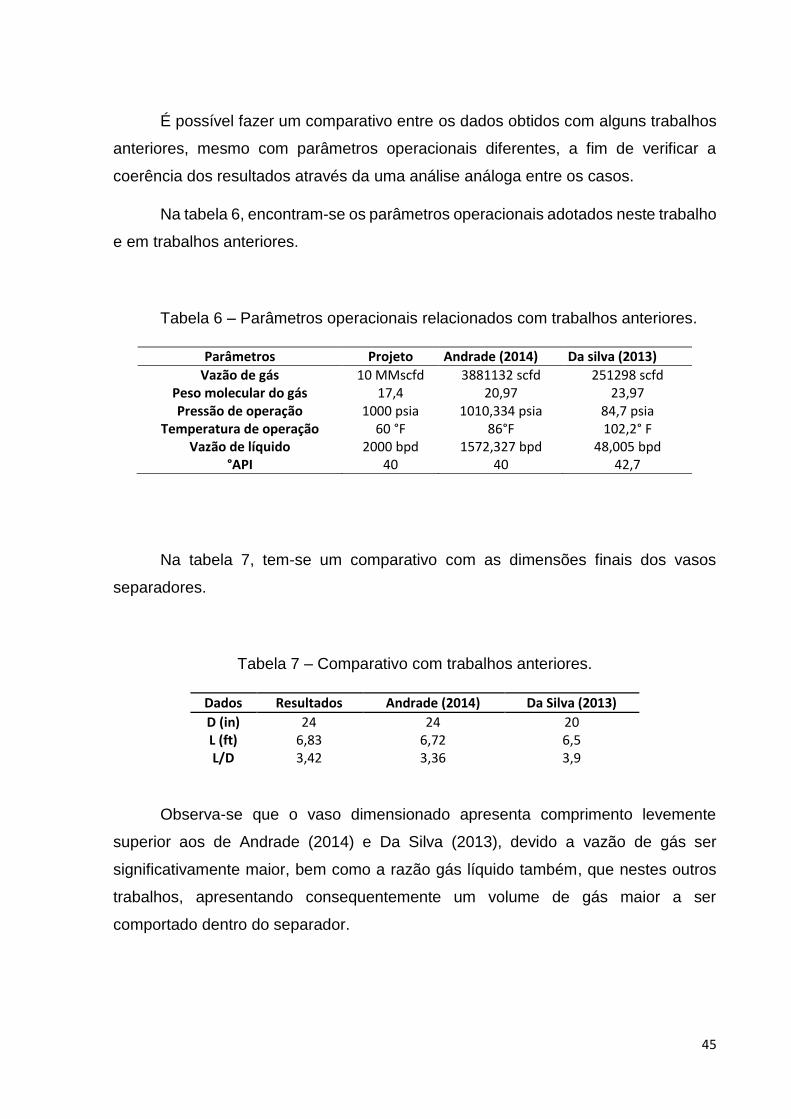
É possível fazer um comparativo entre os dados obtidos com alguns trabalhos
anteriores, mesmo com parâmetros operacionais diferentes, a fim de verificar a
coerência dos resultados através da uma análise análoga entre os casos.
Na tabela 6, encontram-se os parâmetros operacionais adotados neste trabalho
e em trabalhos anteriores.
Tabela 6 – Parâmetros operacionais relacionados com trabalhos anteriores.
Parâmetros Projeto Andrade (2014) Da silva (2013)
Vazão de gás 10 MMscfd 3881132 scfd 251298 scfd Peso molecular do gás 17,4 20,97 23,97 Pressão de operação 1000 psia 1010,334 psia 84,7 psia
Temperatura de operação 60 °F 86°F 102,2° F Vazão de líquido 2000 bpd 1572,327 bpd 48,005 bpd
°API 40 40 42,7
Na tabela 7, tem-se um comparativo com as dimensões finais dos vasos
separadores.
Tabela 7 – Comparativo com trabalhos anteriores.
Dados Resultados Andrade (2014) Da Silva (2013)
D (in) 24 24 20 L (ft) 6,83 6,72 6,5 L/D 3,42 3,36 3,9
Observa-se que o vaso dimensionado apresenta comprimento levemente
superior aos de Andrade (2014) e Da Silva (2013), devido a vazão de gás ser
significativamente maior, bem como a razão gás líquido também, que nestes outros
trabalhos, apresentando consequentemente um volume de gás maior a ser
comportado dentro do separador.
46
6. CONCLUSÃO
O processo de separação primária dos fluidos produzidos é algo muito
significativo dentro da engenharia da indústria de petróleo, seja pelos valores
econômicos dos produtos desejáveis, tanto do óleo quanto do gás; seja pelas
especificações da qualidade dos fluidos processados ou ainda das exigências
ambientais, para o caso do tratamento da água.
Inicialmente, dentro deste processo, os vasos separadores são figuras
essenciais e de extrema importância. Portanto, o procedimento para a determinação
das dimensões deste equipamento se mostra muito relevante.
Apresentaram-se, neste trabalho, as principais características do
processamento primário dos fluidos; bem como dos vasos separadores e seu
funcionamento, atrelado aos principais problemas operacionais relacionados; e
principalmente uma metodologia para cálculo de dimensionamento aplicada, seguida
de uma breve análise quanto a sensibilidade das dimensões do equipamento a alguns
parâmetros operacionais.
Notou-se que as variações na pressão de operação não alteram as dimensões
determinadas para o vaso; ao passo que mudanças na RGL causam impacto nas
dimensões podendo interferir nas especificações necessárias para o separador. Neste
caso, se faz necessário um estudo de caso que preveja as alterações de parâmetro
operacionais futuras e os seus impactos, a fim de evitar a troca de equipamento. Para
trabalhos futuros, indica-se também um estudo do comportamento termodinâmico das
fases do fluido diante de tais variações.
47
7. REFERÊNCIAS
ANDRADE, M. F. Dimensionamento de vasos separadores de petróleo.
Dissertação (Graduação em Engenharia de Petróleo) – Universidade Federal do Rio
Grande do Norte, Natal. 2014.
GÓIS, L. M. N; MATOS, R. L. COMO DIMENSIONAR UM VASO SEPARADOR
LÍQUIDO-VAPOR PARA PROCESSAMENTO PRIMÁRIO DE PETRÓLEO. VII
Congresso Brasileiro de Termodinâmica Aplicada. Salvador, Bahia. 2013.
LYONS, W.C; PLISGA, G.J. Standard Handbook of Petroleum & Natural Gas
Engineering. 2ed.EUA: Elsevier, 1996.
MUNTERS. Mist elimination. 2008.
OMEGA SEPARATIONS. Mist elimination – Company Brochure. 2010.
PETROBRAS – PETRÓLEO BRASILEIRO S. A. Processamento Primário de
Petróleo. Rio de Janeiro, Brasil, 2007.
ROSA, A.J; CARVALHO, R.S; XAVIER, J.A.D. Engenharia de Reservatórios de
Petróleo. 2.ed. Editora Interciência, Rio de Janeiro, 2011.
SILVA, A. L. M. Análise do Equilíbrio-Vapor e Dimensionamento de Vasos
Separadores de Petróleo em Campo Maduros. 2013. 46f. Dissertação (Graduação
em Engenharia de Petróleo) – Universidade Federal do Rio Grande do Norte, Natal.
2013.
THOMAS, J. E., organizador. Fundamentos de engenharia de petróleo. Rio de
Janeiro: Interciência, 2001.
Recommended