Embed Size (px)
Citation preview

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 1/94
1
UNIVERSIDADE DO EXTREMO SUL CATARINENSE - UNESC
CURSO DE PÓS-GRADUAÇÃO ESPECIALIZAÇÃO EM GESTÃO DE RECURSOS
NATURAIS
PEDRO EDUARDO DAMINELLI
ESTAÇÃO DE TRATAMENTO DE EFLUENTE: EFICIÊNCIA
CRICIÚMA, JUNHO DE 2008

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 2/94
2
PEDRO EDUARDO DAMINELLI
ESTAÇÃO DE TRATAMENTO DE EFLUENTE: EFICIÊNCIA
Monografia apresentada à Diretoria de Pós-graduação da Universidade do Extremo SulCatarinense - UNESC, para a obtenção do título deespecialista em Gestão de Recursos Naturais.
Orientador: Prof. Dr Marcos Marques da Silva Paula
CRICIÚMA, JUNHO DE 2008

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 3/94
3
Dedico essa obra a minha mãe, esposa e aos meus
filhos a quem eu tento dar meus maiores esforços,
que para mim, ainda são pequenos diante de
tanta gratidão que lhes tenho.
Pedro Eduardo Daminelli

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 4/94
4
AGRADECIMENTOS
À Universidade do Extremo Sul Catarinense – UNESC, pela oportunidade de
realizar a especialização.
À empresa Damyller por ter me dado crédito para mostrar meu potencial e
trabalho para realização deste estudo.
Ao meu orientador Prof. Dr, Marcos Marques da Silva Paula pelo apoio,
disponibilidade, críticas e sugestões relevantes feitas durante sua orientação.
Ao Prof. Dr. Jairo José Zocche do Curso de Ciências Biológicas pela
contribuição no início deste trabalho.
À minha colega do Laboratório da empresa Damyller, Ana Paula Alexandre de
Souza pelo auxílio às coletas e análises.
Aos meus amigos diretores da empresa Damyller que muito contribuem ao
meio ambiente.
À minha amiga e colega do curso de Ciências Biológicas, Giana Remus que
me auxiliou e me apoiou nesta monografia.
À todos aqueles que, de alguma forma, ajudaram na realização desta
monografia.
O meu muito obrigado!

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 5/94
5
“Qualquer coisa que contradiga a experiência e a
lógica deve ser abandonada”.Dalai Lama

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 6/94
6
RESUMO
O processo têxtil é gerador de grande quantidade de despejos altamente poluidores,contendo elevada carga orgânica, cor acentuada e compostos químicos tóxicos aohomem e ao meio ambiente. É importante salientar que durante o processo industrialnem sempre é possível evitar a geração de resíduos. Assim, a minimização dosmesmos levará a uma diminuição de gastos com tratamento e disposição dessesresíduos. O tratamento consiste em utilizar tecnologias para adequar os resíduosaos padrões da Legislação Ambiental antes de serem dispostos no meio ambiente,reduzindo a carga poluidora e minimizando o impacto ambiental. Todas as estaçõesde tratamento de efluente têm suas características especificas de acordo com oefluente gerado pela indústria. Cabe ao administrador condicionar a ETE para que
este efluente tenha um fim adequado as suas condições e características. Destemodo, a empresa Damyller aposta no tratamento de efluentes e preocupa-se com odesenvolvimento de práticas de sustentabilidade, a marca investe em uma estruturade tratamento de efluentes, para torná-la ainda mais sustentável. Este estudo tevecomo foco principal avaliar diversos parâmetros de processos de uma ETE, bemcomo o seu monitoramento por meio de análises e coletas de dados da estação, afim de permitir um rígido controle das características físico-químicas e sua eficiência.O presente trabalho teve por objetivo avaliar a eficiência do tratamento de efluentesgerados na indústria têxtil Damyller, localizada no município de Nova Veneza, SC. Oestudo foi desenvolvido na Estação de Tratamento de Efluente (ETE) e esgotosanitário da empresa. Realizou-se uma vistoria onde foram coletados dados sobre a
eficiência do tratamento e os tipos de efluentes gerados ao longo da cadeiaprodutiva. Calculou-se a eficiência de tratabilidade e redução de carga orgânica. Ospontos amostrais foram a equalização, o físico-químico, a lagoa facultativa e efluentefinal. O estudo foi realizado no período de agosto de 2007 a fevereiro de 2008. Asanálises foram realizadas no laboratório da empresa, exceto aquelas exigidas pelosórgãos ambientais. Os resultados dos vários parâmetros analisados mostraram quea ETE evidencia um excelente desempenho dentro das condições operacionaistestadas, atingindo valores dentro dos limites exigidos pela legislação do CONAMArevelando que o efluente tratado é adequado ao lançamento ao manancial decaptação. Ressalta-se que o sistema deve ser adequadamente operado e controlado
por profissionais competentes, devidamente treinados e conscientes docompromisso ambiental em preservar os recursos naturais.
Palavras-chave: Efluente têxtil; Resíduos industriais, Tratamento de efluentes, ETE.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 7/94
7
LISTA DE ILUSTRAÇÕES
Figura 1. Fotografia aérea do parque fabril da Indústria Têxtil Damyller. Fonte:
Indústria Têxtil Damyller. Fonte: Indústria Têxtil
Damyller....................................................................................................30
Figura 2. Traçado gráfico do pH em relação à data de coleta para o tanque de
equalização (■), físico-químico (■), lagoa facultativa (▲) e efluente final (×)
correspondente ao período de agosto de 2007 a fevereiro de 2008. Fonte:
Pedro Eduardo Daminelli...........................................................................53Figura 3A. Traçado gráfico da cor em relação à data de coleta para o tanque de
equalização (♦) correspondente ao período de agosto de 2007 a fevereiro
de 2008. Fonte: Pedro Eduardo
Daminelli............................................................ ................................ ....54
Figura 3B. Traçado gráfico da cor em relação à data de coleta para o tanque do
físico-químico (♦), lagoa facultativa (■) e efluente final (▲) para o período
de agosto de 2007 a fevereiro de 2008. Fonte: Pedro EduardoDaminelli....................................................................................................55
Figura 4A. Traçado gráfico da turbidez em relação à data de coleta para o tanque de
equalização (♦) correspondente ao período de agosto de 2007 a fevereiro
de 2008. Fonte: Pedro Eduardo
Daminelli....................................................................................................56
Figura 4B. Traçado gráfico da turbidez em relação à data de coleta para o tanque do
físico-químico (■), lagoa facultativa (▲) e efluente final (■) correspomdente
ao períodode agosto de 2007 a fevereiro de 2008. Fonte: Pedro Eduardo
Daminelli....................................................................................................57
Figura 5A. Traçado gráfico da DQO em relação à data de coleta para o tanque de
equalização (♦) correspondente ao período de agosto de 2007 a fevereiro
de 2008. Fonte: Pedro Eduardo
Daminelli....................................................................................................59Figura 5B. Traçado gráfico da DQO em relação à data de coleta para o tanque do

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 8/94
8
físico-químico (♦), lagoa facultativa (■) e efluente final (▲) correspondente
ao período de agosto de 2007 a fevereiro de 2008. Fonte: Pedro Eduardo
Daminelli........... ........................................................................................60
Figura 6A. Traçado gráfico da DBO em relação à data de coleta para o tanque de
equalização (♦) correspondente ao período de agosto de 2007 a fevereiro
de 2008. Fonte: Pedro Eduardo
Daminelli....................................................................................................61
Figura 6B. Traçado gráfico da DBO em relação à data de coleta para o tanque do
físico-químico (♦), lagoa facultativa (■) e efluente final (▲) para o período
de agosto de 2007 a fevereiro de 2008. Fonte: Pedro EduardoDaminelli....................................................................................................61
Figura 7. Traçado gráfico para o percentual de eficiência da cor durante o período de
agosto de 2007 a fevereiro de 2008. Fonte: Pedro Eduardo
Daminelli....................................................................................................63
Figura 8. Traçado gráfico para o percentual de eficiência da turbidez durante o
período de agosto de 2007 a fevereiro de 2008. Fonte: Pedro Eduardo
Daminelli.....................................................................................................64
Figura 9. Traçado gráfico para o percentual da eficiência da DQO durante o período
de agosto de 2007 a fevereiro de 2008. Fonte: Pedro Eduardo
Daminelli....................................................................................................65
Figura 10. Traçado gráfico para o percentual da eficiência da DBO durante o período
de agosto de 2007 a fevereiro de 2008. Fonte: Pedro Eduardo
Daminelli....................................................................................................66

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 9/94
9
LISTA DE TABELAS
Tabela 1. Nota técnica sobre tecnologias de controle para a indústria têxtil, NT 22.
Fonte: Pedro Eduardo Daminelli...............................................................27
Tabela 2. Valores mínimo e máximo dos parâmetros fósforo (P), alumínio (Al),
nitrogênio (N) e cloretos correspondente ao período de agosto de 2007 a
fevereiro de 2008. Fonte: Pedro Eduardo Daminelli..................................62

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 10/94
10
LISTA DE SIGLAS E ABREVIATURAS
DBO – Demanda Bioquímica de Oxigênio
DQO - Demanda Química de Oxigênio
ETE – Estação de tratamento de efluentes
FAU – Formazin attenuation units
OD – Oxigênio Dissolvido

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 11/94
11
SUMÁRIO
1 INTRODUÇÃO ......................................................................................................13
2 REFERENCIAL TEÓRICO....................................................................................19
2.1 A Indústria têxtil........................................................................................................... 19
2.1.2 Processamento têxtil .................................................................................................. 19
2.1.3Natureza do efluente têxtil ......................................................................................... 20
2.1.4 Tratamento dos efluentes têxteis .............................................................................. 21
2.1.5 Corantes têxteis.......................................................................................................... 25
2.1.6 Processo de tratamento ............................................................................................. 26
2.1.7 Parâmetros da legislação referentes aos recursos hídricos.................................... 27
2.2 A indústria têxtil Damyller.......................................................................................... 29
2.2.1 Histórico, caracterização da organização e seu ambiente ..................................... 29
2.2.2 Etapas da geração de efluentes na lavanderia da Damyller.................................. 31
2.2.2.1 Pré-lavagem ............................................................................................................ 32
2.2.2.2 Alvejamento e lavagem .......................................................................................... 32
2.2.2.3 Amaciamento .......................................................................................................... 32
2.2.2.4 Estonagem............................................................................................................... 33
2.2.2.5 Tingimento .............................................................................................................. 33
2.2.2.6 Acabamento ............................................................................................................ 33
2.2.2.7 Resinagem ............................................................................................................... 34
2.2.2.8 Redução................................................................................................................... 34
2.3 O efluente têxtil da Damyller ...................................................................................... 342.4 Composição da Estação de Tratamento de Efluente (ETE) da Damyller............... 35
2.4.1 Esgoto sanitário e doméstico .................................................................................... 36
2.4.2 Caixa de areia ............................................................................................................ 36
2.4.3 Calha Parshall ........................................................................................................... 37
2.4.4 Peneira estárica ......................................................................................................... 37
2.4.5 Tanque de equalização/homogeneização................................................................. 38
2.4.6 Tanque de coagulação/floculação/decantação ........................................................ 392.5 Lagoa de aeração forçada ou facultativa ................................................................... 41

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 12/94
12
2.6 Leito de raízes............................................................................................................... 41
3 OBJETIVOS ...................................................................................................................... 43
3.1 Objetivo geral ............................................................................................................... 433.2 Objetivos específicos .................................................................................................... 43
4 METODOLOGIA.............................................................................................................. 44
4.1 Localização e descrição da área de estudo ................................................................. 44
4.1.1 Área de estudo ........................................................................................................... 44
4.2 Clima ............................................................................................................................. 44
4.3 Pontos amostrais........................................................................................................... 44
4.4 Procedimentos analíticos ..............................................................................................45
4.4.1 pH e temperatura ...................................................................................................... 46
4.4.2 Turbidez ..................................................................................................................... 46
4.4.3 Cor .............................................................................................................................. 47
4.4.4 Oxigênio Dissolvido (OD) ......................................................................................... 47
4.4.5 Sólidos......................................................................................................................... 47
4.4.6 Demanda Química de Oxigênio (DQO) e Demanda Bioquímica de Oxigênio (DBO)
............................................................................................................................................. 484.4.7 Ferro, Fósforo, Alumínio e Nitrogênio .................................................................... 49
4.4.8 Cloretos ...................................................................................................................... 49
4.4.9 Dureza .........................................................................................................................50
4.5. Produtos químicos utilizados no tratamento do efluente têxtil e no esgoto sanitário
............................................................................................................................................. 50
4.5.1 Precipitante químico ................................................................................................. 50
4.5.2 Auxiliar de floculação ............................................................................................... 504.5.3 Correção de pH.......................................................................................................... 51
5 RESULTADOS E DISCUSSÃO....................................................................................... 52
6 CONCLUSÃO.................................................................................................................... 67
REFERÊNCIAS.................................................................................................................... 68
APÊNDICES ......................................................................................................................... 70
ANEXOS................................................................................................................................ 80

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 13/94
13
1INTRODUÇÃO
A água é a base para a vida na Terra, pois todas as formas de vida
existentes dependem dela. Ela mantém a biodiversidade, impulsiona e regula os
ciclos biogeoquímicos e é fundamental para o desenvolvimento e crescimento
sustentável das atividades humanas (TUNDISI, 2008). Este mesmo autor acrescenta
que todos os processos relativos à água estão inter-relacionados e são complexos,
dinâmicos e demandam conhecimento e ações multi e interdisciplinares. Contudo, a
água doce é um prêmio, pois mais de 97% da água do mundo é água do mar,
indisponível para o uso doméstico e industrial. Três quartos da água doce estão
presos em geleiras e nas calotas polares. Lagos e rios são as principais fontes de
água potável, mesmo constituindo em seu conjunto, menos de 0,01% do suprimento
total de água (BAIRD, 2002). O Brasil é rico em recursos hídricos, com 12% da água
doce do planeta, mas a disponibilidade varia de forma acentuada ao longo do
território nacional (TUNDISI, 2008). Estudos realizados ao longo dos anos indicam
que parte deste percentual é encontrado no subsolo, gerando uma reserva de água
denominada mananciais hídricos e abrangendo o centro-sul do Brasil, o nordeste
argentino e outros países como Uruguai e Paraguai (BRANCO, 1997).
Branco (1997) acrescenta que se não houver alterações por fatores
naturais ou antrópicos neste gigantesco manancial de 115 milhões de metros
cúbicos, teremos água para 2500 anos. Atualmente este já está sendo utilizado pela
população dos paises do qual faz parte, e explorado comercialmente devido à ótima
qualidade de água mineral.
Tundisi (2008) diz que a física, a química e a biologia das águas estão
envolvidas de forma permanente e complexa, pois água de baixa qualidade

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 14/94
14
compromete a saúde humana e o desenvolvimento econômico e social, dessa forma
são necessários planejamento e gestão de águas e recursos disponíveis em nosso
país. O desenvolvimento desenfreado das grandes cidades sem um rigoroso
planejamento, leva a um acréscimo da poluição doméstica e industrial, criando
condições ambientais inadequadas levando ao desenvolvimento de doenças,
poluição, aumento da temperatura, contaminação dos lençóis freáticos, entre outros.
Vale salientar que as águas residuais provenientes de processos de fabricação
atingem altos volumes (CESARO, 2007).
O processo têxtil é gerador de grande quantidade de despejos altamente
poluidores, contendo elevada carga orgânica, cor acentuada e compostos químicos
tóxicos ao homem e ao meio ambiente. Estes processos e despejos gerados pela
indústria têxtil variam à medida que a pesquisa e o desenvolvimento produzem
novos reagentes, novos processos e novas técnicas. De acordo com a demanda do
consumo por outros tipos de tecidos e cores, numerosas operações são necessárias
a fim de dar o máximo de propriedades, gerando assim, em cada etapa diferentes
despejos (HASSEMER, 2000). É importante salientar que durante o processo
industrial nem sempre é possível não gerar resíduos, então, a minimização dos
mesmos levará a uma diminuição de gastos com tratamento e disposição desses
resíduos. O tratamento consiste em utilizar tecnologias para adequar os resíduosaos padrões da Legislação Ambiental antes de serem dispostos no meio ambiente,
reduzindo a carga poluidora e minimizando o impacto ambiental (PAWLOWSKI,
1998).
Dentro dessa demanda o setor têxtil apresenta um especial destaque, por
gerar grandes volumes de efluentes, os quais, quando não corretamente tratados,
podem causar sérios problemas de contaminação ambiental. Esses efluentes

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 15/94
15
caracterizam-se por serem altamente coloridos, devido à presença de corantes que
não se fixam na fibra durante o processo de tingimento (KUNZ et al ., 2002).
A indústria têxtil apresenta um panorama bastante favorável ao
crescimento do setor no Brasil. O estado de Santa Catarina destaca-se a nível
nacional no setor, sendo o segundo maior pólo têxtil de produção do Brasil e
respondem por aproximadamente 25% do valor de transformação industrial
catarinense (FIESC, 1996). Apesar de ser uma atividade indispensável, tem sido
considerada de alto impacto ao meio ambiente, principalmente devido à produção de
grandes volumes de rejeitos contendo altas cargas de compostos orgânicos
(CESARO, 2007). Os efluentes gerados pela indústria têxtil apresentam, portanto
uma grande variação na sua composição e a vazão pode variar entre 50 a 400 m3
por tonelada de tecido processado (HASSEMER, 2000).
Existe uma gama de corantes que são empregados em função da matéria
têxtil trabalhada e usados no processo de tingimento e mostram-se altamente
tóxicos à biota aquática (ou podem ser biologicamente transformados para espécies
tóxicas) podendo causar interferência no processo da fotossíntese natural do meio
(CESARO; HASSEMER, 2007, 2000).
Para Hassemer (2000) os auxiliares de fabricação são diversos e tudo isto
torna difícil de estabelecer qual o processo de tratamento a ser dado aos efluentessem efetuar ensaios de grande escala. Hassemer; Raizer; (2000; 1996) corroboram
dizendo que os tratamentos convencionais, entre os quais estão à coagulação-
química e lodos ativados, geram em média de três a cinco quilogramas de lodo por
metro cúbico de efluente tratado. A remoção da cor dos efluentes é um dos maiores
problemas enfrentados pelas indústrias devido à variedade de corantes utilizados no
processamento têxtil.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 16/94
16
Todas as estações de tratamento de efluente têm suas características
especificas de acordo com o efluente gerado pela indústria. Cabe ao administrador
condicionar a ETE para que este efluente tenha um fim adequado as suas condições
e características. Na maioria das indústrias têxteis o efluente gerado agride
diretamente o meio ambiente devido à elevada carga orgânica existente
(CONCHON, 1990). De acordo com Rocha (2005, p. 19) “efluente lançado pela
indústria deve estar dentro das normas estabelecidas pela agência de controle
ambiental para aquele manancial”.
Segundo Branco (1997) com o advento da revolução industrial, verificou-
se um aumento no consumo de matéria-prima e energia para atender a crescente
demanda por bens de consumo. Aliado a este fato, registrou-se o aumento de
cargas poluidoras, decorrente de inúmeros resíduos e efluentes gerados e/ou
lançados ao longo da cadeia produtiva (indústrias) sem o devido tratamento ou com
tratamento inadequado. Neste contexto, muitos destes resíduos e efluentes acabam
por contaminar o solo e conseqüentemente os mananciais hídricos, para Branco
(1997, p. 27) “as interferências nesse processo contínuo por meio de freqüentes e
múltiplos impactos ambientais, podem levar à catástrofe, que seria o desequilíbrio
total da biosfera”.
As cargas poluidoras são nitidamente visíveis na atmosfera terrestre, umavez que as indústrias emitem inúmeros poluentes, geralmente, gasosos. Tais
poluentes são gerados pela queima de combustíveis, na maioria das vezes, fósseis
como é o caso do carvão e do petróleo. O fato se agrava na medida em que estes
poluentes reagem com meio onde são dispersos ocasionando o aquecimento do
nosso planeta ou efeito estufa (BRANCO, 1997).

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 17/94
17
A região sul catarinense é fortemente impactada, devido a atividade
mineradora do carvão sendo esta enquadrada como 14ª zona crítica nacional, pelo
decreto de lei n° 84017 de 21 de setembro de 1979. A capacidade de proteção do
solo, proteção dos mananciais e das rochas “filtrantes” é de suma importância para a
preservação ambiental e fazem parte de domínio e controle das fontes poluidoras,
os órgãos ambientais, tais como: IBAMA (Instituto Brasileiro do Meio Ambiente e dos
Recursos Naturais Renováveis) e FATMA (Fundação do Meio Ambiente), que
através de leis estaduais e federais protegem não só recursos hídricos bem como,
os recursos naturais. Tais órgãos têm por finalidade controlar as atividades
irregulares relacionadas à agricultura e pecuária além dos pólos industriais
(BRANCO, 1997).
Deste modo, a empresa Damyller aposta no tratamento de efluentes e
preocupa-se com o desenvolvimento de práticas de sustentabilidade através de
iniciativas como, por exemplo, embalagens confeccionadas a partir de caixas de leite
longa vida e sobras de papel. Proposta que contribui não só para a preservação do
meio ambiente quanto para a redução do uso dos recursos naturais utilizados na
fabricação do papel. Quanto ao tratamento de efluentes, a marca investe em uma
estrutura de tratamento de efluentes, para torná-la ainda mais sustentável, causando
menos dano possível ao meio ambiente. ETE funciona desde 1989 e já passou porinúmeras modificações para acompanhar o processo de produção de acordo com a
demanda do mercado. Atualmente, todos os efluentes, desde o esgoto até a água
residual da lavagem de jeans passam pelo tratamento. A água obtida após esse
processo, tem pureza de 93%, índice que supera os padrões da legislação em vigor
(GUIA JEANSWEAR, 2008).

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 18/94
18
A pesquisa é um instrumento fundamental e é através dela que o
pesquisador busca novas informações para aprimorar seus conhecimentos. A
pesquisa ainda possibilita desvendar e solucionar os problemas presentes em um
determinado meio e/ou contexto. Para isto, estabelece metodologias e as segue
criteriosamente, uma vez que traça um único objetivo: resolver o problema
“desvendado”. Assim, a pesquisa nada mais é do que o confronto do pesquisador
entre o desejo e a realidade. Nos últimos anos, várias tecnologias vem sendo
desenvolvidas com o intuito de degradar os poluentes presentes nos efluentes
industriais. Dentre as técnicas presentes na literatura para a descoloração das
águas residuais as mais utilizadas são os processos de adsorção, precipitação,
degradações químicas, eletroquímicas, fotoquímicas e biodegradação (CESARO,
2007).
Uma vez que a conservação do ecossistema é fundamental, faz-se
necessário um tratamento adequado e eficiente dos efluentes gerados no processo
produtivo. Assim, este estudo teve como foco principal avaliar diversos parâmetros
de processos de uma ETE bem como o seu monitoramento por meio de análises e
coletas de dados da estação, a fim de permitir um rígido controle das características
físico-químicas e sua eficiência.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 19/94
19
2 REFERENCIAL TEÓRICO
2.1 A indústria têxtil
Em termos de produção e número de trabalhadores que ocupa, a
indústria têxtil é uma das maiores do mundo. As facilidades de produção variam
desde plantas altamente automatizadas até pequenas instalações artesanais, mas
todas se caracterizam por requerer grandes quantidades de água, corantes e
produtos químicos utilizados ao longo de uma complexa cadeia produtiva
(SANIN,1997).
Atualmente os efluentes gerados pelas unidades industriais são tratados
por processos físico-químicos e biológicos convencionais, os quais apresentam bons
resultados na redução carbonácea, porém têm como inconveniente alta produção de
lodo e conseqüentemente, a necessidade de disponibilização de grandes áreas para
implantação do processo de tratamento e de aterros sanitários industriais para a
disposição do lodo. Além disso, esses efluentes caracterizam-se por uma grande
variação de cargas, devido à própria variação do processo industrial que envolve a
seqüência de produção e acabamento têxtil, onde são utilizados corantes,tensoativos, espessantes e produtos químicos diversos que tornam o efluente muito
complexo, geralmente com concentrações de DBO e DQO altas, e com diferentes
características de biodegradação (HASSEMER, 2000).
2.1.2 Processamento têxtil

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 20/94
20
Os produtos têxteis são derivados da manufatura de fibras que podem ser
naturais ou sintéticas. As duas principais fibras naturais são a lã e o algodão. As
principais fibras sintéticas incluem o poliéster, o rayon, o nylon, o poliacrílico e as
poliamidas. As fibras têxteis naturais podem ser classificadas em vegetais e animais,
e as fibras sintéticas classificadas como polímeros naturais ou polímeros sintéticos.
As etapas de um processamento têxtil normalmente são as seguintes: matéria-
prima, preparação da fiação e fiação, tingimento de fios, engomagem, tecelagem,
chamuscagem e desengomagem, mercerização, secagem, tinturaria, lavanderia,
estamparia e a acabamento (HASSEMER, 2000).
2.1.3 Natureza do efluente têxtil
O processamento industrial e os despejos líquidos gerados pela indústria
têxtil variam à medida que a pesquisa e o desenvolvimento produzem novos
reagentes, novos produtos e novas técnicas, e também de acordo com a demanda
do consumo por outros tipos de tecidos e cores. Numerosas operações são
necessárias a fim de dar ao tecido o máximo de propriedades, gerando assim em
cada etapa diferentes despejos (BRAILE; CAVALCANTI, 1991).
A principal origem dos efluentes gerados pelas indústrias têxteis éproveniente dos processos de lavagem ou alvejamento de fibras, de tingimento e de
acabamento. Dado o grau da variedade de fibras, corantes, auxiliares e produtos de
acabamento em uso, esses processos geram efluentes de grande complexidade e
diversidade química (VANDEVIVERE; BIANCHO; VERSTRAETE, 1998). Para
Hassemer (2000) dependendo da origem, os efluentes têxteis variam

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 21/94
21
consideravelmente na cor, no conteúdo de sólidos suspensos e na concentração de
DQO.
A indústria têxtil consome considerável quantidade de água no seu
processo. A água é empregada principalmente nas operações de tingimento e
acabamento nos quais os tecidos são tingidos e processados para o produto final.
Cerca de 100 m3 de água são consumidos em média para cada tonelada de tecido
processado (HASSEMER, 2000). Este mesmo autor acrescenta que considerando o
volume e a composição, o efluente gerado pela indústria têxtil é taxado como o mais
poluidor entre todo o setor industrial.
2.1.4 Tratamento dos efluentes têxteis
A indústria têxtil tem natureza variável em termos de material bruto
utilizado, técnicas empregadas, produtos químicos aplicados, operações e
processos envolvidos. A reflexão desta variação pode ser observada na tratabilidade
do seu efluente. As diferenças na caracterização e tratabilidade dos efluentes têxteis
de diferentes origens não podem ser avaliadas sem dar referência ao processo de
produção destes efluentes, e a única maneira de resolver isto é considerar cada
indústria como um caso em separado (BABUNA; SOYHAN; EREMEKTAR; ORHON,1999).
O tratamento de efluentes têxteis deve ser realizado para garantir um
efluente final dentro dos padrões previstos na Legislação Ambiental, preservando
assim, o meio aquático/solo receptor. A escolha do processo ou da seqüência do
processo de tratamento depende de uma série de fatores, tais como: características
do efluente, qualidade do efluente após tratamento, custo, disponibilidade de área e

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 22/94
22
tecnológica. Os efluentes têxteis apresentam uma variação muito grande na sua
composição devido aos vários tipos de corantes e produtos químicos utilizados, e
isto faz o seu tratamento ser um problema complexo. Para Moraes; Peralta-Zamora;
Esposito; Duran (1996) a importância dos corantes para a civilização humana é
evidente e bem documentada. Antecedentes históricos têm mostrado que a troca de
corantes naturais pelos sintéticos é um fato relativamente recente, e estes são
usados extensivamente em indústria têxtil (MORAES; PERALTA-ZAMORA;
ESPOSITO; DURÁN, 1996). A cor forte é uma característica visual notória do
efluente têxtil devido à descoloração ser parte integrante do processo de tratamento
destes efluentes (HASSEMER, 2000).
Os processos de adsorção removem o corante encontrado nos efluentes,
através da passagem do referido material de amostragem em carvão ativo, sílica gel,
bauxita, resinas de troca iônica, derivados de celulose, entre outros. A utilização de
membranas especiais, também são propostas propiciando uma boa remoção da cor.
Em ambas as técnicas, a metodologia consiste na separação efetiva de moléculas
de corantes com dimensão suficientemente grande para serem separadas do
efluente (GUARATINI et al , 2000). Kunz; Peralta-Zamora; Moraes; Durán (2002) nas
técnicas de biodegradação, a pesquisa está sendo realizada na busca de
microorganismos, fungos ou bactérias, capazes de degradar ou mineralizarcorantes.
Os métodos químicos utilizados no tratamento de efluentes são bastante
variados e dependem, fundamentalmente, das características do efluente. Existem
procedimentos bastante simples, como: neutralização ácido-base, cloração e
precipitação química. Um dos métodos químicos mais utilizados para o tratamento
de água destinada ao consumo humano é a cloração, onde o cloro irá atuar como

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 23/94
23
desinfetante e oxidante, porém a presença de compostos orgânicos na água poderá
levar a formação de compostos organoclorados, podendo o produto final do
tratamento ser mais tóxico que o efluente de origem. Uma das desvantagens
apresentadas por este tipo de metodologia está justamente representada pela
introdução de novas substâncias ao meio, muitas vezes agentes oxidantes
enérgicos (BRITO et al ., 2004 apud CESARO, 2007).
Compostos recalcitrantes ou refratários não são biodegradados pelos
organismos normalmente presentes em sistemas biológicos de tratamento, sendo
lançados nos corpos aquáticos receptores. Devido ao efeito de acumulação, podem
atingir concentrações superiores à dose letal de alguns organismos, como
invertebrados e peixes, levando à ocorrência de morte. Nesse caso, o ozônio e os
processos oxidativos avançados (POAs) relacionados, tais como O3 /UV, O3 /H2O2,
O3 /TiO2, têm servido como alternativa para o tratamento de tais compostos,
mostrando-se bastante eficazes no processo de descontaminação do efluente
(ALMEIDA, et al ., 2004 apud CESARO, 2007).
O ozônio é um agente oxidante poderoso (E0 = 2,08 V) quando
comparado a outros agentes oxidantes conhecidos como H2O2 (E0 = 1,78 V). A
oxidação de poluentes ou efluentes através da ozonização pode ocorrer de maneira
direta ou indireta. A molécula de ozônio reagindo diretamente com outras moléculasorgânicas ou inorgânicas realiza um ataque via adição eletrofílica. O ataque
eletrofílico do ozônio pode acontecer a átomos com uma densidade de carga
negativa (nitrogênio, fósforo, oxigênio ou carbonos nucleofílicos) ou a ligações
duplas ou triplas do tipo carbono-carbono, carbono-nitrogênio e nitrogênio-
nitrogênio. Indiretamente, o ozônio pode reagir através de reação radicalar
(principalmente.OH) que irá promover o ataque. A reação indireta é não seletiva,

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 24/94
24
sendo capaz de promover um ataque aos compostos orgânicos cerca de cem vezes
mais rápido (KUNZ et al ., 2002).
A degradação fotocatalítica utiliza catalisadores e radiação ultra-violeta
visível (UV-VIS) como um processo destrutivo, permitindo uma rápida mineralização
de inúmeras espécies químicas de relevância ambiental (KUNZ et al ., 2002).
Tratando de efluentes líquidos muitas são as tecnologias que estão sendo
desenvolvidas, algumas mencionadas acima, a eletroquímica oferece certas
vantagens na remediação de efluentes aquosos, como a inexistência ou pouca
incidência de odores fortes, a desobrigação de adição de produtos químicos durante
o tratamento, os tempos curtos de detenção do efluente e a fácil automatização
(ANGELIS et al ., 1998 apud CESARO, 2007).
O método convencional de tratamento de águas residuais em indústrias
têxteis consiste na coagulação química, tratamento biológico seguido pela adsorção
em carbono ativado. Esse processo gera uma lama perigosa e volumosa e
posteriormente um problema da eliminação da lama. O tratamento biológico dos
efluentes têxteis mostrou uma degradação baixa devido à presença dos corantes
que possuem alta massa molecular. Muitos trabalhos de pesquisa estão analisando
métodos alternativos da oxidação e, dentre as técnicas propostas, a degradação
eletroquímica se encontra em expansão (ROSELLÓ, 2006 apud CESARO, 2007).Os efluentes têxteis contêm substâncias que são usadas como insumos e
produtos auxiliares durante o processo de tingimento e acabamento, que são
removidos dos tecidos pelas águas de lavagem. Esses poluentes orgânicos podem
dar origem a problemas pelo fato de não serem biodegradáveis e a eliminação deles
é incompleta, e além disso, alguns contaminantes têm um efeito tóxico às bactérias

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 25/94
25
aplicadas no processo de tratamento biológico dos efluentes têxteis (CASTILLO;
BARCELÓ, 2001 apud CESARO, 2007).
As indústrias têxteis causam impacto na qualidade da água, devido ao
grande volume de efluentes gerados e suas propriedades físico-químicas. Esse
impacto é devido a uma ação combinada de uma alta DQO, sólidos em suspensão,
substâncias dissolvidas, pH, cor e toxicidade (ABRAHÃO; SILVA, 2002 apud
CESARO, 2007).
A investigação da remoção da cor de águas residuais de efluentes têxteis,
utilizando bactérias, demonstrou o grande potencial deste tipo de tratamento na
remoção de corante azo. Para baixas condições anaeróbicas, este sistema pode
alcançar remoção total da cor com curto tempo de exposição (PEARCE et al ., 2003
apud CESARO, 2007).
2.1.5 Corantes têxteis
A produção mundial de corantes e pigmentos são estimados entre
750.000 e 800.000 t/ano, sendo que cerca de 26.500 t/ano são consumidas no
Brasil. Desta quantidade, aproximadamente 12% dos corantes orgânicos são
perdidos durante as etapas de produção e processamento. Esta perda érelativamente pequena comparada com outros poluentes, como pesticidas,
solventes e detergentes; porém, é importante enfatizar que a aplicação destes
materiais geralmente envolve diluição, gerando um grande volume de efluente
líquido (CATANHO et al ., 2006 apud CESARO, 2007).
Corantes têxteis são compostos orgânicos que tem por finalidade conferir
a uma certa fibra determinada cor, sob condições de processo pré-estabelecidas. Os

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 26/94
26
corantes têxteis são substâncias que ficam impregnadas as fibras têxteis reagindo
ou não com o material, durante o processo de tingimento (ABIQUIM, 2006 apud
CESARO, 2007).
Zanoni et al ., (2001 apud CESARO, 2007) acrescenta que em média 20
% dos corantes têxteis sejam descartados em efluentes, devido às perdas ocorridas
durante o processo de fixação às fibras. A remoção desses compostos dos rejeitos
industriais, considerando que os corantes não pertencem a uma mesma classe de
compostos químicos, englobando diversas substâncias com grupos funcionais
diferenciados, com grande variedade na reatividade, solubilidade, volatilidade,
estabilidade, por sua vez, requerem métodos específicos para identificação,
quantificação e degradação. Não é possível, remover adequadamente qualquer
corante, adotando apenas um procedimento, e também o uso rotineiro de vários
aditivos químicos, antiespumantes, dispersantes, ajustadores de pH, adicionados
adicionados durante o banho de tintura, dificulta o processo de remoção (ZANONI;
CARNEIRO, 2001 apud CESARO, 2007).
2.1.6 Processo de tratamento
Conforme nota técnica sobre tecnologias de controle para a indústria têxtil(CETESB, 1991), a seqüência do processo de tratamento mais utilizada para
efluentes têxteis, assim como a eficiência de alguns parâmetros conseguida no
tratamento, é apresentada a seguir (Tabela 1).

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 27/94
27
Tabela 1- Nota técnica sobre tecnologias de controle para a indústria têxtil, NT
22.
Faixa de remoção (%)TIPO E UNIDADE DE TRATAMENTO DBO DQO SSt OG Cor
TRATAMENTO PRIMÁRIO
Peneiramento 0 - 5 .. 5% - 20 .. ..
Equalização 0 - 20 .. .. .. ..
Neutralização .. .. .. .. ..
Coagulação química (a remoção dependo dos produtos
químicos e das dosagens utilizadas) 40 - 70 40 - 70 30 - 90 90 - 97 0 - 70
Flotação 30 - 50 20 - 40 50 - 60 90 - 98 ..
Sedimentação primária 5% - 15 .. 15 - 60 .. ..
TRATAMENTO SECUNDÁRIO
Lodos ativados e convencionais + clarificação 70 - 95 50 - 70 85 - 90 0 - 15 A remoçãoAeração prolongada + clarificação 70 - 94 50 - 70 85 - 95 0 -15 de cor em
Lagoa aerada e clarificação 60 - 90 45 -60 85 - 95 0 -10 tratamento
Lagoa aeróbica 50 -80 35 - 60 50 - 60 0 -10 biológico
Filtros biológicos 40 - 70 20 - 40 .. .. não foi
Lodos ativados em dois estágios 90 .. .. .. documentada.
Lodos biológicos em dois estágios 90 .. .. ..
Filtros biológicos de alta taxa + lodos ativados 90 .. .. ..
TRATAMENTO TERCIÁRIO
Coagulação química 40 - 70 40 - 70 30 - 90 90 - 97 0 - 70
Filtração em meio misto 25 - 40 25 - 40 80 .. 80 - 90
Adsorção em carvão ativado 25 - 40 25 - 60 25 - 40 .. 0 - 5
Cloração 0 - 5 0 - 5 .. .. 70 - 80
Ozonização .. 30 - 40 50 - 70 .. ..
Lagoa de polimento 50 .. .. .. ..
Fonte: HASSEMER, M, E. N. Dissertação de Mestrado em Engenharia Ambiental, 2000.
2.1.7 Parâmetros da legislação referentes aos recursos hídricos
A água é um bem de domínio público onde a defesa de seus níveis de
qualidade é primordial para assegurar o seu uso sem prejudicar o bem-estar
humano e o equilíbrio ecológico. É bem estabelecida a noção de que o aporte de
esgotos e rejeitos industriais promove alterações significativas nas características
físico-químicas dos ambientes aquáticos. O impacto do lançamento de efluentes
originados de estações de tratamento em corpos d'água é motivo de grande
preocupação para a maioria dos países. Uma série de legislações ambientais,
critérios, políticas e revisões procuram influir tanto na seleção dos locais de

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 28/94
28
descarga quanto no nível de tratamento exigido para garantir que os impactos
ambientais provocados pela disposição destes efluentes tratados sejam aceitáveis
(CESARO, 2007).
Para tanto a resolução 357 do CONAMA de 15 de março de 2005
determina os padrões de qualidade das águas estabelecendo limites individuais para
cada substância em cada classe de corpo hídrico ou em cada sistema de classes de
qualidade das águas. O artigo 34 da Resolução supracitada rege os parâmetros de
lançamento de efluentes após o devido tratamento. Esses limites poderão ser mais
restritos caso a classe do recurso hídrico que conceber o lançamento exigir, pois o
descarte do efluente não pode provocar a ultrapassagem das condições e padrões
de qualidade da água das respectivas classes, nas condições da vazão de
referência do descarte. Em alguns casos os limites de DBO poderão ser elevados,
caso a capacidade de autodepuração do corpo receptor mostre que as
concentrações mínimas de oxigênio dissolvido, para a classe em questão, não
sejam desobedecidas nas condições de vazão do descarte do efluente. No caso do
lançamento de efluente em solo, este não poderá causar poluição ou contaminação
das águas (CONAMA, 2005).
Vale salientar que os órgãos ambientais federais, estaduais e municipais,
em suas competências podem estabelecer carga poluidora máxima mais restritivado que a estabelecida pela resolução 357 do CONAMA para o lançamento de
substâncias através de normas específicas ou no licenciamento da atividade ou
empreendimento a fim de que a qualidade das águas das respectivas classes não
seja prejudicada e ultrapassada. Nestes casos devem-se atender as condições e
padrões mais restritivos (CONAMA, 2005). Condições e parâmetros devem ser

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 29/94
29
atendidos para lançamento de efluente conforme art. 34 da Resolução 357/2005 do
Conselho Nacional do Meio Ambiente CONAMA (ANEXOS 1 a 12).
2.2 A Indústria Têxtil Damyller
2.2.1. Histórico, caracterização da organização e seu ambiente
Fundada em 13 de março de 1979, a Indústria e Comércio de Confecções
Damyller, cujo nome provém da junção dos sobrenomes Damiani e Cavaller, tem
como objetivo produzir e comercializar peças em jeans . No início sua atuação
restringiu-se a região Sul do país. A partir da década de noventa expandiu-se e hoje
abrange todo o território nacional. Anos depois, em 06 de outubro de 2004 deu seu o
passo inicial conquistando o mercado internacional com a inauguração de sua
primeira loja fora do Brasil, na cidade de Somerville, estado de Massachussets, nos
Estados Unidos. Atualmente possui uma produção de 150 mil peças mensais, sendo
estas comercializadas em suas 62 lojas próprias, distribuídas em 24 estados
brasileiros e uma nos EUA. Seu parque fabril está edificado em 17.000 m2 com uma
área total de 53.000 m2, sendo gerados pela empresa mais de 1.600 empregos
diretos, além dos indiretos. Inserir a diversificação dos produtos, incluindo as
camisas (Figura 1). Organograma da empresa (ANEXO 13).

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 30/94
30
Figura 1. Fotografia aérea do parque fabril da indústria têxtil Damyller.
Fonte: Indústria Têxtil Damyller.
O desenvolvimento dos produtos é aprimorado com base em pesquisas
sobre tendências de moda. As informações vêm de países que há milênios são
formadores de opiniões, mais especificamente França e Itália, através de uma
consultora de modas. Os estilistas costumam realizar viagens à Europa, conhecendo
lojas e visitando feiras em cidades como Paris, Milão e Barcelona. A empresa
preocupa-se com etapas de criação e desenvolvimento de seus produtos,
aperfeiçoando as modelagens, lavagens, acabamento e o design da peça, para isso
investem em um público de atitude jovem e inovadora com faixa etária média de 25
anos de idade, de ambos os sexos.
Com relação à gestão ambiental, a empresa investe na sua própria
Estação de Tratamento de Efluentes Industriais e Sanitários, onde devolve aos rios,
água tratada com eficiência média de 93%. Este valor está dentro das exigências da
5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 31/94
31
Fundação do Meio Ambiente (FATMA) e demais órgãos de proteção ambiental, cujo
valor preconizado é de 80% do valor de remoção de DBO e DQO. Por todo trabalho
de conservação ambiental realizado, a empresa foi homenageada pela FATMA e
pelo Governo do Estado de Santa Catarina, com o troféu FRITZ MÜLLER 2004.
A indústria têxtil Damyller é responsável pela produção de
aproximadamente 200 mil peças/mês. As etapas envolvidas no processamento da
matéria-prima (jeans) podem ser sumarizadas da seguinte forma: recebimento da
matéria-prima, corte, produção, jato e lixado, lavanderia, acabamento, expedição e
comercialização.
Dentre estas, a lavanderia tem um papel muito importante para a
compreensão e comportamento do efluente na ETE. A lavanderia da indústria é
totalmente automatizada, possuindo nove máquinas para a lavação de peças
(estonadeiras e desengomadeiras), oito secadoras e três centrífugas. Existem várias
receitas destinadas a cada máquina, dependendo do tipo de tecido, do processo e
do modelo a ser aplicado.
2.2.2 Etapas da geração de efluentes na lavanderia da Damyller
O efluente da lavanderia é proveniente das seguintes etapas deprocessamento: desengomagem, estonagem com enzima neutra, redução
(descoloração da peça), alvejamento, amaciamento, tingimento, resinagem
(formação de película protetora de fios), acidificação e alcalinização. Diversos
agentes são utilizados na indústria têxtil para conferir cor aos tecidos, destacando-se
principalmente os corantes diretos Arancio C-L, Bruno C-D, Grigio C-G, Nero C,
Rosso C-B2, entre outros (reativo e sulfurosos). Convém ressaltar que outros
5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 32/94
32
corantes podem ser empregados em substituição aos supracitados dependendo de
uma série de fatores, como por exemplo, custo, disponibilidade, tendência da moda,
entre outros. Convém ressaltar que os processos adotados nas etapas descritas a
seguir não estão disponíveis na literatura. Tratam-se de procedimentos específicos
da empresa Damyller.
2.2.2.1 Pré-lavagem
Também denominado de desengomagem, tem por objetivo principal
remover parcialmente ou totalmente a goma aplicada sobre o fio de urdume ou
trama, assim como outros produtos agregados ao acabamento do tecido como
óleos, graxas ou amaciantes. Normalmente usam-se produtos químicos que contém
enzimas alfa-amilase com a verificação constante se está ocorrendo umectação do
tecido para evitar a formação de quebras e vincos.
2.2.2.2 Alvejamento e lavagem
Esse processo consiste em destacar o contraste do fio de trama branco
com o fio de urdume azul, retirando resíduos de corantes e sujeiras de peçaconfeccionada, proporcionando vivacidade e limpeza. Em geral, utiliza-se peróxido
de hidrogênio, alcalinizante, branco óptico, detergentes e estabilizadores. A
temperatura varia de 70° a 90° C, de acordo dom as características desejadas do
produto final.
2.2.2.3 Amaciamento

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 33/94
33
Tem como objetivo proporcionar toque agradável à peça confeccionada.
Normalmente a temperatura utilizada neste processo é de aproximadamente 40°C,
onde são utilizados aditivos como resinas e encorpantes.
2.2.2.4 Estonagem
Nesta etapa ocorre à perda homogênea de cor na roupa, deixando pontos
mais brancos aparecer em sua superfície de forma aleatória. O contraste entre
esses pontos brancos adicionais e a superfície azul normal indica a intensidade da
lavagem. Este processo procura dar aspecto de envelhecimento à peça, é conhecido
por Stone Washed .
2.2.2.5 Tingimento
Processo pelo qual o tecido é tingido em banho, fixado e lavado. Os
efluentes do tingimento são variados devido aos diferentes tipos de corantes
utilizados (diretos, reativos e sulfurosos) e da maneira pela qual são aplicados. São
volumosos, tem forte coloração e alguns podem ser tóxicos e nem sempre
biodegradáveis.
2.2.2.6 Acabamento
Essa é a última fase no processamento do tecido e consiste na aplicação
de gomas e resinas que são secadas e fixadas sob temperaturas controladas a fim
de que o tecido receba o toque solicitado pelo cliente. É executado por meio de
5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 34/94
34
processos mecânicos e químicos. Os efluentes que são oriundos da lavagem das
máquinas e pisos podem conter uréia, formol, trifosfato, amido, óleos e sais de
magnésio.
2.2.2.7 Resinagem
Neste processo adiciona-se resina acrílica para a formação de uma
película protetora dos fios de algodão com o objetivo de proteger contra o
envelhecimento causado pelo processo de Stone Washed.
2.2.2.8 Redução
Este processo é utilizado no clareamento do índigo, principalmente sobre
o elastano. É recomendado para substituir o hipoclorito de sódio por ser tóxico ao
meio ambiente. Utilizam-se aqui redutores ecologicamente corretos que produzem
um contraste pronunciado entre o índigo mais escuro e claro, o que não ocorre
quando o clareamento é efetuado com hipoclorito de sódio. Possui a vantagem de
não atacar o elastano, bem como não diminui a resistência do algodão.
2.3 O efluente têxtil da Damyller
O processo de tratamento utilizado pela empresa é de coagulação
química, onde são utilizados produtos químicos como: sulfato de alumínio para a
coagulação, ácido ou soda cáustica para a correção do pH, polímero Praestol 857
BS como floculante, cal Qualical que é adicionada ao lodo para prensagem em filtro

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 35/94
35
prensa, anti-espumante (WS180K) para remoção de espuma devido à grande
quantidade de detergentes.
2.4 Composição da Estação de Tratamento de Efluente (ETE) da Damyller
A Estação de Tratamento de Efluentes (ETE) funciona da seguinte forma:
a água é coletada através de bombeamento do rio São Bento, e tem como controle
de contenção uma represa no ponto a jusante do descarte da ETE. Após o
bombeamento, passa por um sistema de tratamento que consiste simplesmente
numa pré-cloração. Este procedimento visa à eliminação de eventuais patógenos
presentes. Uma alternativa seria a implantação de uma ETA (Estação de Tratamento
de Água) antes de entrar no depósito, que consiste em uma caixa de água de 244
m3 situada em um ponto estratégico para distribuição na empresa como: incêndio,
esgoto, limpeza, caldeira e lavanderia. Esta distribuição faz parte de um sistema de
recirculação, ou seja, após o uso retornam ao ponto de captação, isto é, o rio.
Destaca-se que uma vez tratada pela ETE, a água apresenta uma excelente
qualidade, o ponto de poder ser reutilizada. Num futuro próximo, pretende-se
trabalhar em sistema fechado.
A capacidade nominal de tratamento da ETE é de 50m3
/h. A águautilizada nas lavagens vai para a ETE que consiste em vários processos como: caixa
de areia, calha parschal, peneira estática, equalização, floculador, decantador, lagoa
de aeração forçada ‘facultativa’, leito de raízes e descarte. A ETE recebe também o
esgoto sanitário e doméstico. Ambos recebem um pré-tratamento antes de chegar
ao tanque de equalização (ANEXO 14).

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 36/94
36
2.4.1 Esgoto sanitário e doméstico
O esgoto sanitário provindo da fábrica passa por um processo físico e
biológico: fossa séptica e filtro anaeróbio. É realizado um pré-tratamento e o esgoto
segue para o tanque de equalização ao tratamento em conjunto com o efluente
industrial. O esgoto doméstico contém grande quantidade de óleos, graxas,
gorduras, ceras, e outros materiais de densidade inferior a da água. É necessária a
remoção da gordura do esgoto que é realizada na caixa de gordura para estes
evitarem problemas às próximas unidades do sistema. Esta caixa tem por finalidade
evitar obstruções dos coletores; evitar aderência nas peças especiais da rede de
esgoto; evitar acúmulo nas unidades de tratamento provocando odor desagradável e
perturbações no funcionamento dos dispositivos de tratamento. A limpeza da caixa
de gordura é realizada uma vez por mês. Anualmente é efetuada uma limpeza geral
em todo o sistema. Toda a limpeza é feita através de um caminhão limpa fossa e o
material coletado, encaminhado a um aterro controlado na cidade de Blumenau,
Santa Catarina. Para Além Sobrinho (1991) o tratamento de esgotos sanitários,
antes do seu lançamento, é uma forma racional e evidente de se evitar o fenômeno
de eutrofização. Costa (2005) acrescenta que o objetivo principal do tratamento de
esgotos é proteger de maneira econômica e socialmente aceitável o meio ambientee a saúde pública.
2.4.2 Caixa de areia
Utilizada para retirar material inerte onde ocorre separação natural por
gravidade. Tem como função separar o efluente dos sólidos decantáveis (areia

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 37/94
37
resultante do desgaste da pedra pomes empregada na estonagem). A areia
decantada segue para o reservatório onde fica armazenada em caixas de cimento
por um período necessário de escoamento, e posteriormente é encaminhada para
ao aterro sanitário Momento na cidade Blumenau, Santa Catarina. É de grande
importância fazer a remoção destas substâncias para proteger a bomba, válvulas de
retenção, registros e canalização evitando entupimentos e abrasão. O efluente
segue para a estação com algumas impurezas como fios e pedras não dissolvidas
totalmente. A medida da caixa é de 1m x 10m, profundidade de 56 cm e volume total
5,6m3.
2.4.3 Calha Parshall
Serve para medir a vazão do efluente a ser tratado que é de 5,0 l/s. A
calha faz a distribuição do efluente no leito da peneira estática, o qual antes de
seguir para o tratamento é encaminhado ao tanque de equalização para o controle
de vazão, temperatura e pH que pode variar de 5,0 a 14,0.
2.4.4 Peneira estática
Tem por função separar os sólidos suspensos (macro sólidos) através de
processo mecânico e manual (vassoura) que remove todos os sólidos depositados
na peneira, tais como fios de algodão e pedra pomes que não foram totalmente
desgastadas no processo. Nesta etapa ocorre o reaproveitamento da pedra, que
após a coleta retorna para lavanderia para uso no processo de estonagem.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 38/94
38
2.4.5 Tanque de equalização/homogeneização
Tem a finalidade de regular a vazão que deve ser constante. É
praticamente impossível operar a estação sem um rígido controle de vazão, pois
variações bruscas impossibilitam o funcionamento adequado de floculadores e
decantadores. Esse tanque faz a homogeneização do efluente tornando uniformes o
pH, a temperatura, a turbidez, os sólidos, a DBO e DQO, a cor entre outros,
mantendo o nível constante ideal para homogeneizar o efluente industrial com os
esgotos.
É necessária a correção do pH no tanque de equalização. Para isso
utiliza-se ácido sulfúrico ou soda cáustica, dependendo do pH inicial. O pH do
efluente pode variar de 4,0 a 12,0. O pH da mistura final deve manter-se entre 6,0 a
9,0 para floculação eficiente. Também, a equalização recebe a água de descarga da
caldeira e da retrolavagem dos filtros de água da caldeira. É injetado ar comprimido
ou mecanicamente para fazer a aeração das bactérias que auxiliam no tratamento
da água. O sistema de aeração funciona continuamente, isto é, 24 horas diárias.
O tanque de equalização aporta o residual líquido proveniente do filtro-
prensa, bem como o esgoto sanitário e o proveniente do refeitório. Os sólidos
remanescentes destes também são tratados adequadamente. Todo material sólidoda indústria é depositado num leito biológico subterrâneo onde é biodegradado com
o passar do tempo. Somente a fração líquida é transferida para o tanque de
equalização. A água do lavador de gases da caldeira também é transferida para este
tanque de equalização. As dimensões do tanque de equalização são de 3,47m altura
x 10m largura, seu volume total é de 700m3, com uma retenção de 2,24 dias. Quanto
a vazão da bomba é de 30m3 /h e a injeção de oxigênio é de 0,48 Kg/kwh.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 39/94
39
2.4.6Tanque de coagulação/floculação/decantação
Apresenta volume total de 360 m3
e retenção de 28 horas. A coagulação e
a floculação são processos físico-químicos unitários usados para agregar pequenos
colóides e partículas dissolvidas em flocos maiores que podem ser facilmente
sedimentados por gravidade e em seguida, removidos (SOBRINHO; THEIM;
ALKHATIB, 1996). Polímeros são usados normalmente como auxiliares para
melhorar o processo de coagulação e conseqüentemente aumentar a velocidade da
sedimentação (TAN et al ., 2000 apud HASSEMER, 2000). O efluente é bombeado
com uma vazão de 36m3 /h para o tanque de floculação e decantação. A seguir, é
dosado o sulfato de alumínio, seguido da adição de um polímero para promover à
coagulação. Isso acontece com o efluente em mistura rápida, pois é nele que o
coagulante provoca a hidrólise, formando hidróxidos. A formação de cátions
desestabilizam as cargas negativas dos colóides e de sólidos em suspensão,
permitindo a aglomeração das partículas e, conseqüentemente, a formação de
flocos. A reação do coagulante em meio alcalino ocorre em curtíssimo espaço de
tempo (em torno de 1 segundo). Assim, esses flocos poderão ser separados da
água por decantação. Antes de acontecer à decantação é necessário fazer a
floculação, sendo que neste processo o lodo vai para o fundo devido à diferença dedensidade do sulfato de alumínio. Para Hassemer (2000) floculação consiste na
agregação das partículas já desestabilizadas, resultante do choque entre as
mesmas, formando partículas maiores e mais densas (microflocos), passíveis de
sedimentação. Ocorre tanto sob condições de agitação rápida quanto lenta. No
tratamento de esgoto sanitário por meio da coagulação-floculação a eficiência de
remoção da DBO situa-se entre 50 e 75% e há remoção quase que total dos sólidos

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 40/94
40
em suspensão. A formação de bons flocos é relacionada à dosagem do coagulante
que sofre influência do pH, temperatura e outros fatores. Isso é avaliado antes da
ETE entrar em funcionamento através dos testes de jarros, obtendo assim a
dosagem ótima de sulfato de alumínio e polímero. Conseqüentemente, tem-se
aumento na velocidade de sedimentação dos flocos e na resistência ao
cisalhamento. Esse teste é realizado no mínimo a cada quatro horas para evitar o
risco de uma má eficiência no tratamento do efluente. Após a formação dos flocos, o
efluente passa para os tanques de decantação que possuem barreiras. À medida
que os flocos em suspensão entram em contato com as barreiras, tendem a
decantar. A homogeneização é durante a circulação do efluente dentro do tanque.
No final da agitação rápida são adicionados os polímeros para acelerar o
crescimento dos flocos e acelerar a decantação. Segundo Hassemer (2000) o
sistema de mistura rápida é uma parte integrante da coagulação, cujo objetivo da
mistura é dispersar rapidamente e uniformemente os coagulantes no meio líquido;
ocorre sob forte agitação e altos gradientes de velocidade, ou seja, da ordem de 350
a 750s-1 (geralmente usado como padrão para a mistura rápida).
O lodo formado a partir da decantação vai para um outro compartimento
abaixo do tanque de floculação/decantação e em seguida para dois tanques com
capacidade de 2500 litros cada onde recebe a cal (6g/l de lodo) para separar o lodoainda mais da água. Os flocos decantados são chamados de lodo industrial que
passam por um processo de desidratação. Primeiramente são enviados para os
tanques de lodo que recebem cal para corrigir o pH e para torná-lo mais compactado
após passar pelo filtro prensa de placas. A torta ou bolacha (lodo tratado pelo filtro
prensa) apresenta uma concentração de matéria seca de 25 a 35%. A prensagem
ocorre em bateladas, com tempo de filtração de até quatro horas para descarregar, a

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 41/94
41
filtração é feito por telas de pano filtrante, a torta é descarregada no tele-entulho
(carrinho) sendo transferidas para caixas de cimento impermeabilizadas no pátio da
empresa onde ficam acondicionadas e cobertas por uma lona de plástico para evitar
o contato com o solo, chuva e ventos. O lodo compactado fica no aguardo de sua
remoção, sendo levado para um aterro sanitário controlado na cidade de Blumenau,
Santa Catarina. A água residual da prensagem e do tanque de lavagem de telas
serigráficas volta ao tanque de equalização para novamente ser tratada.
2.5 Lagoa de aeração forçada ou facultativa
Apresenta as seguintes dimensões: 20m x 60m x 4m de profundidade,
que corresponde a um volume de 4800m3 e retenção de 16 dias. Avolumam-se em
dez dias de contato para estabilidade. Por gravidade recebe a água tratada dos
processos anteriores, porém ainda contém matéria orgânica. A lagoa é parte
biológica do Sistema de Tratamento de Efluente (ETE). Nessa lagoa é insuflado ar
atmosférico para aumentar a DBO (Demanda Bioquímica de Oxigênio) que faz a
retirada dos detergentes e matéria orgânica que não foram removidos totalmente no
processo físico-químico. Ocorrem processos como: anaerobiose (fundo da lagoa)
aerobiose (na superfície). A maioria das indústrias têxteis combinam processosbiológicos e processos físico-químicos de tratamento. Quanto maior a relação
DBO/DQO, menor a biodegradabilidade do efluente (VLYSSIDES; ISRAILIDES,
1997 apud HASSEMER, 2000).
2.6 Leito de raízes

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 42/94
42
A água da lagoa facultativa está apta a ser devolvida ao ambiente, porém
ainda passa para um outro processo chamado de desnitrificação. Este processo
utiliza o Junco como planta, cujas raízes são responsáveis pela absorção de
substâncias nitrogenadas. Estão distribuídas em seis lagoas, sendo quatro delas de
15m x 60m e duas de 10m x 60m. A água passa em sentido horizontal por entre as
lagoas e o junco. Apresentando um volume total de 1518,7m3, retenção de 4,8 dias e
vazão de descarte é de 13m3. Apresenta uma linha de biodiversidade importante que
fazem com que os macro e micro nutrientes importantes para o crescimento de uma
planta precisam ser retirados, como por exemplo, o nitrogênio (N), pois se este
chegar ao rio numa concentração elevada, causando prejuízo as formas de vidas
aquáticas. Neste processo aumenta a OD (oxigênio dissolvido) perante o leito de
raízes. O tempo de residência da água dentro da lagoa para a troca do leito de
raízes é de 12 dias. Do leito de raízes, a água tratada é enviada ao rio São Bento à
montante do ponto de captação. Em ponto a jusante é novamente captada para ser
reutilizada pela empresa nos processos diários.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 43/94
43
3 OBJETIVOS
3.1 Objetivo geral
O presente trabalho teve por objetivo avaliar a eficiência do tratamento de
efluentes gerados na indústria têxtil Damyller, localizada no município de Nova
Veneza, SC.
3.2 Objetivos específicos
Avaliar a eficiência do tratamento de efluentes empregando
análises físico-químicas;
Descrever os processos de um tratamento de efluente;
Identificar os diferentes efluentes gerados em toda a cadeia
produtiva.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 44/94
44
4 METODOLOGIA
4.1 Localização e descrição da área de estudo
4.1.1 Área de estudo
A investigação foi desenvolvida na Estação de Tratamento de Efluente
(ETE) e esgoto sanitário da Indústria Têxtil Damyller localizada no município de
Nova Veneza, Santa Catarina. No local realizou-se uma vistoria onde foram
coletados dados sobre a eficiência do tratamento e os tipos de efluentes que estão
sendo gerados ao longo da cadeia produtiva (indústria).
4.2 Clima
O litoral catarinense apresenta um regime anual de precipitação de certa
forma irregular. Apresenta uma acentuada concentração de chuvas no verão e
ausência de chuvas no inverno (NIMER, 1990).
Segundo o sistema de classificação de Köeppen-Geiger a variaçãoclimática Cfa predomina na região de estudo, caracterizando o clima mesotérmico
úmido do tipo subtropical, sem estação seca definida e com verões quentes
(BETTES JÚNIOR, 2001).
4.3 Pontos amostrais

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 45/94
45
Trabalhou-se com o efluente têxtil da empresa onde foram coletadas
amostras para avaliar os parâmetros físico-químicos presentes no material
amostrado. Em seguida, calculou-se a eficiência de tratabilidade e redução de carga
orgânica.
Os pontos amostrais foram os seguintes: efluente bruto (equalização - A)
físico-químico (floculação/decantação - B), lagoa facultativa (efluente - C) e efluente
final (efluente tratado - D) onde foram realizadas coletas diárias e semanais no
período de agosto de 2007 a fevereiro de 2008. A amostragem foi de acordo com a
NBR 10007 (ABNT, 2004).
4.4 Procedimentos analíticos
A empresa possui um sofisticado laboratório para realização das análises.
Análises também foram efetuadas em outros laboratórios especializados como os do
IPAT- Instituto de Pesquisas Ambientais e Tecnológicas da UNESC. Rotineiramente,
os resultados obtidos na própria empresa foram confrontados com os laudos de
laboratórios independentes. Além de atender as exigências dos órgãos ambientais,
isto serviu como controle interno a fim de comprovar que os procedimentos internos
estão corretos. A fiscalização na indústria é realizada com periodicidade anual pelaFATMA (Fundação do Meio Ambiente) que analisa as condições de tratamento de
efluente. A Damyller envia mensalmente laudos das análises do efluente à FATMA.
Fiscalizada também pelo IBAMA (Instituto Brasileiro de Meio Ambiente) através do
envio de relatórios anuais. As amostras dos efluentes foram coletadas em frasco
coletor apropriado nos quatro pontos amostrais, a saber: no local de estocagem do
efluente bruto (A), físico-químico (B), lagoa facultativa (C) e efluente final (D). Após

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 46/94
46
as coletas, amostras foram encaminhadas ao laboratório da própria empresa para
realização das análises físico-químicas. Diariamente foram efetuados
monitoramentos da lagoa facultativa com análises de pH, temperatura, oxigênio
dissolvido (OD), cor real e aparente e turbidez. Os demais parâmetros foram
analisados semanalmente com monitoramento na equalização, físico-químico, lagoa
facultativa e efluente final, sendo realizadas as análises de pH, temperatura,
oxigênio dissolvido (OD), cor real e aparente, turbidez, sólidos suspensos, DQO,
DBO, cloretos, sólidos sedimentáveis, detergentes, fósforo (P), ferro (Fe), nitrogênio
(N), alumínio (Al) sólidos totais e dureza total. No efluente bruto foi realizado teste de
jarros para determinação das dosagens ótimas dos produtos químicos.
Os procedimentos analíticos utilizados foram realizados conforme
métodos descritos no Standard Methods for the Examination of Water and
wastewater (APHA,1998). Embora sejam métodos consagrados na literatura, os
principais procedimentos serão descritos sucintamente a seguir:
4.4.1 pH e Temperatura
O pH foi determinado com aparelho de bancada (pHmetro) modelo
DIGIMED DM-20 e a temperatura registrada com termo compensador do mesmoaparelho (APHA, 1998).
4.4.2 Turbidez
A turbidez é uma medida de resistência do líquido à passagem da luz,
causada pela presença de materiais em suspensão. Estes materiais podem ser

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 47/94
47
partículas maiores que se depositam, ou partículas menores (partículas coloidais)
que permanecem em suspensão por muito tempo (CESARO, 2007). A turbidez foi
obtida através de leitura instrumental e baseada na FAU em espectrofotometro
modelo DR2010 da HACH conforme descrito no Standard Methods for the
Examination of Water and wastewater (APHA,1998).
4.4.3 Cor
A cor foi determinada por espectroscopia eletrônica com
espectrofotômetro HACH – modelo DR2010. A leitura da absorvância dos efluentes
foi efetuada em comprimento de onda da máxima absorção em 455 nm conforme
descrito no Standard Methods for the Examination of Water and wastewater
(APHA,1998). Hassamer (2000) diz que não existe uma metodologia normatizada
para a determinação da coloração de efluentes industriais, dificultando com isso, a
comparação dos resultados dos estudos relacionados ao tratamento de efluentes
têxteis.
4.4.4 Oxigênio Dissolvido (OD)
O método analítico utilizado foi oxímetro, modelo SL 510D – solar descrito
no Standard Methods for the Examination of Water and wastewater (APHA,1998).
4.4.5 Sólidos
Os testes para a determinação das diversas formas de sólidos (totais,
suspensos e sedimentáveis) são de natureza empírica e não determinam

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 48/94
48
substâncias químicas específicas que têm semelhantes propriedades físicas e
respostas à secagem e à ignição. O método utilizado para a medição dos sólidos
totais foi gravimétrico, sólidos suspensos foram determinados
espectrofotometricamente; sólidos sedimentáveis foram determinados por Cone
Imnhoff descrito no Standard Methods for the Examination of Water and wastewater
(APHA,1998).
4.4.6 Demanda Química de Oxigênio (DQO) e Demanda Bioquímica de Oxigênio
(DBO)
A DBO e a DQO constituem parâmetros muito utilizados em relação à
qualidade dos mais diversos efluentes aquosos. São medidos através do consumo
de oxigênio. A DBO indica a quantidade de oxigênio consumida durante a
degradação bioquímica da matéria orgânica no efluente. Os maiores aumentos em
termos de DBO, num corpo d'água, são provocados por despejos de origem
predominantemente orgânica (JORDÃO, 1990; PESSOA, 2008]). A presença de um
alto teor de matéria orgânica pode induzir à completa extinção do oxigênio na água,
provocando o desaparecimento de peixes e outras formas de vidas aquáticas
(CESARO, 2007).Por outro lado, a DQO indica a quantidade de oxigênio que seria
consumida através de reações químicas de oxidação dos diversos compostos
orgânicos e inorgânicos presentes, sem a intervenção de microrganismos; assim, ela
fornece uma idéia, de maneira indireta, da quantidade de matéria orgânica presente
no efluente (CESARO, 2007).
5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 49/94
49
Na determinação da DBO5, tanto para a solução do corante índigo, quanto
para o efluente A, antes e após a degradação, foi utilizado o método de incubação e
para a DQO, empregou-se o método de refluxo fechado. A determinação da DBO foi
realizada pelo método de incubação de cinco dias, em APARELHO DE DBO -
BODTRACK – HACH conforme Standard Methods For The Examination of Water
and Wastewater (APHA,1998).
A determinação da DQO (total), foi realizada pelo método colorimétrico,
descrito no Standard Methods (APHA,1998). As análises foram realizadas em COD
Reactor da HACH e em espectrofotômetro marca HACH, modelo Cary 1E – UV –
Visible, previamente calibrado. A determinação da DBO foi realizada pelo método
manométrico, modelo BODTRAK descrito no Standard Methods for the Examination
of Water and Wastewater (APHA,1998).
4.4.7 Ferro, Fósforo, Alumínio e Nitrogênio
A determinação destes elementos foi efetuada por colorimetria
empregando espectrofotômetro modelo HACH, método 8008; método 8114
MOLYBDONADATE, método 8012 ALUMINOM, método 10071 TNT PERSULFATE
DIGESTION do Standard Methods for the Examination of Water and wastewater(APHA,1998).
4.4. 8 Cloretos
5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 50/94
50
A determinação do teor de cloretos foi efetuada pelo método
argentométrico do nitrato prata em pH neutro, conforme descrito no Standard
Methods for the Examination of Water and Wastewater (APHA,1998).
4.4.9 Dureza
Este procedimento é aplicado em águas de caldeira e reposição. A
análise foi realizada através do método titulométrico com EDTA do Standard
Methods for the Examination of Water and Wastewater (APHA,1998).
4.5 Produtos químicos utilizados no tratamento do efluente têxtil e no esgoto
sanitário
4.5.1 Precipitante Químico
Empregou-se sulfato de alumínio Al2(SO4)3, pH ótimo de coagulação entre
9,5 e 10,5. A solução é preparada a diluição de 3,75%, podendo ser utilizado na
remoção de cor. Ocorre hidrólise do cátion Al3+ nos processos de coagulação e
floculação. Os produtos de hidrólise deste cátion são os causadores da agregação
das partículas. Sais de alumínio quando adicionados á água nos processos decoagulação se hidrolisam e polimerizam.
4.5.2 Auxiliar de floculação
Polieletrólitos são moléculas de cadeias longas, constituídas de
associações de monômeros (polímeros) orgânicos sintéticos ou naturais, possuindo

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 51/94
51
cargas do tipo catiônica ou aniônica. A solução é preparada em concentrações
baixas em torno de 0,015% devido a sua viscosidade.
4.5.3 Correção de pH
Hidróxido de sódio, NaOH, conhecido como soda cáustica, é utilizado no
ajuste do pH. Empregado na concentração de 1,54%.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 52/94
52
5 RESULTADOS E DISCUSSÃO
Os resultados das análises de pH do efluente tratado revelam que o
mesmo manteve-se num intervalo entre 6,0 e 7,5. Estes valores são adequados para
lançamento no manancial de captação. Segundo Costa (2005), que estudou o
tratamento de esgoto sanitário, relatou valores de pH entre 6,20 e 7,19. Para a ETE
em estudo, ou seja, da empresa Damyller, o pH na entrada do sistema variou entre
6,8 e 7,2.
No ponto de coleta referente ao tratamento físico-químico, os valores de
pH encontraram-se entre 5,8 a 6,2. Contudo, não foram encontrados dados
disponíveis na literatura que possibilitassem comparações com nossos resultados. A
lagoa facultativa apresentou pH entre 6,8 e 7,0. Nos pontos onde o pH se encontrou
fora dos padrões, ou melhor, para pH’s ácidos, utilizou-se soda cáustica a 1,54%
para ajuste do pH do efluente. Barbosa (2005) adicionou cal virgem para este
mesmo procedimento. Para valores de pH acima da neutralidade, isto é, meios
alcalinos, utilizou-se ácido sulfúrico 1,54% para a mesma finalidade. O traçado
gráfico apresentado na Figura 2 corresponde aos valores de pH coletados nos
quatro pontos da ETE no período de agosto de 2007 a fevereiro de 2008.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 53/94
53
3,2
4,7
6,2
7,7
9,2
10,7
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29
Dias de coleta
p H
EQUALIZAÇÃO FISICO-QUIMICO FACULTATIVA EFLUENTE FINAL
Figura 2. Traçado gráfico do pH em relação à data de coleta para o tanque de
equalização (■), físico-químico (■), lagoa facultativa (▲) e efluente final (×)
correspondente ao período de agosto de 2007 a fevereiro de 2008.
Fonte: Pedro Eduardo Daminelli.
Fica evidente a partir do traçado gráfico que os valores de pH para a
lagoa facultativa, físico-químico e efluente final mantém-se relativamente estáveis e
próximos a neutralidade. Para o tanque de equalização, verifica-se uma enorme
variação no pH, com valor mínimo em 3,76 e máximo em 10,75.
Com relação à temperatura dos processos de lavanderia, esta manteve-
se praticamente constante e próxima a temperatura padrão de tratabilidade, ou seja,
inferior a 40º C. No efluente final registrou-se temperatura apropriada para
lançamento no manancial. Adicionalmente, registra-se que este valor atende as
exigências estabelecidas pelo órgão ambiental, no caso, a FATMA. Ainda, segundo
Costa (2005), em trabalho correlato, verificou que a temperatura durante o período
de verão variou entre 21,7°C a 27,2°C, e no inverno se encontrou na faixa de 17,4ºC

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 54/94
54
a 24,1°C. Os valores máximos de temperatura registrados na parte físico-quimica
da estação foi de 27,4º C no mês de fevereiro de 2008, na equalização foi 32º C no
mês de dezembro de 2007. No efluente final, registrou-se 29,7º C no mês de
fevereiro de 2008, na aeração registrou-se 29,6°C no mês de dezembro de 2007. A
relação completa com todos os valores de temperatura dos 4 pontos de coleta da
ETE está disponível nos APÊNDICES A; B; C e D.
Com relação à redução de cor e a turbidez, avaliada por espectroscopia
de UV-visível, verifica-se que a absorbância do efluente bruto (A) apresenta
alterações significativas por se tratar de um efluente industrial. Isto é típico de
processos em que há variações diárias processo produtivo. O traçado gráfico da
Figura 3 ilustra as variações de cor no efluente nos 4 pontos amostrais da ETE. A
partir da figura 3A, verifica-se que a cor para o tanque de equalização oscila entre
870 a 3800, referenciada em relação ao padrão platina-cobalto.
A
0
500
1000
1500
2000
2500
3000
3500
4000
0 5 10 15 20 25 30
Dias de coleta
C o r ( P t C o )
EQUALIZAÇÃO
Figura 3A. Traçado gráfico da cor em relação a data de coleta para o tanque de
equalização (♦) correspondente ao período de agosto de 2007 a fevereiro de
2008.
Fonte: Pedro Eduardo Daminelli.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 55/94
55
Esta larga variação também foi verificada para os valores de pH,
conforme descrito acima. Para os demais pontos de coleta, mostrados na figura 3B,
isto é, físico-químico e lagoa facultativa, verifica-se uma constância na coloração.
Todavia, ao passo que no efluente final o pH mantém-se constante, a coloração não
obedece mesma tendência. Isto pode ser racionalizado da seguinte forma: o
efluente, antes de ser lançado de volta ao manancial hídrico passa pelo leito de
raízes da lagoa de biopolimento. Esta lagoa é habitada por diversas espécies de
aves, com predominância de Anatidae (marreca) e capivaras. Tais animais
promovem a movimentação do leito da lagoa, suspendendo grande quantidade de
material particulado que fica em suspensão no efluente, afetando drasticamente as
características de coloração e principalmente, turbidez (dados apresentados
adiante).
B
0
100
200
300
400
500
600
700
0 5 10 15 20 25 30
Dias de coleta
C o r ( P t C o )
FISICO-QUIMICO FACULTATIVA EFLUENTE FINAL
Figura 3B. Traçado gráfico da cor em relação à data de coleta para o tanque do
físico-químico (♦), lagoa facultativa (■) e efluente final (▲) correspondente ao
período de agosto de 2007 a fevereiro de 2008.
Fonte: Pedro Eduardo Daminelli.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 56/94
56
A turbidez mostrou variação de 0 a 2011 (FAU) apresentados nas figuras
4A e 4B. Hassemer (2000) estudou anteriormente esse mesmo efluente, obtendo
valores de turbidez e cor correspondendo a uma eficiência de remoção entre 86% e
94%, respectivamente. Este mesmo estudo apresentou valores de tubidez e cor para
o efluente bruto de 270 (FAU) e 108 PtCO, respectivamente.
A
0
500
1000
1500
2000
2500
0 5 10 15 20 25 30
Dias de coleta
T u r b i d e z ( F A U )
EQUALIZAÇÃO
Figura 4A. Traçado gráfico da turbidez em relação à data de coleta para o
tanque de equalização (♦) correspondente ao período de agosto de 2007 a
fevereiro de 2008.
Fonte: Pedro Eduardo Daminelli.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 57/94
57
B
0
10
20
30
40
50
60
70
0 5 10 15 20 25 30Dias de coleta
T u r b i d e z ( F A U )
FISICO-QUIMICO LAGOA FACULTATIVA EFLUENTE FINAL
Figura 4B. Traçado gráfico da turbidez em relação à data de coleta para o
tanque do físico-químico (■), lagoa facultativa (▲) e efluente final (■)
correspondente ao período de agosto de 2007 a fevereiro de 2008.
Fonte: Pedro Eduardo Daminelli.
Os resultados das análises de Oxigênio Dissolvido (OD) nos pontos
amostrais foram satisfatórios. Isto sugere que o processo empregado conduz a um
bom grau de oxidação da matéria-orgânica, que é corroborado pelos níveis de DBO
finais, cujos valores encontram-se entre 14 e 0,8 mg/l. O OD medido no ponto físico-
químico variou entre 0,5 a 5,4 mg/l. Na lagoa facultativa, o OD variou de 4,2 a 14
mg/l. Os valores comuns para a saturação do oxigênio na água é 9,02 mg/l a 20º C
(JORDÃO; PESSÔA, [1990 e 2008]). Costa (2005) mediu o OD na última fase de
aeração do ciclo e o OD variou de 0,34 a 6,94 mg/l. No efluente final o OD teve
variação entre 1,2 a 8,7 mg/l. Além, Sobrinho (1991) estudou as concentrações de
oxigênio dissolvido no reator no período aeróbio e os valores de OD variaram entre
3,7 a 4,6 mg/, demonstrando serem adequadas para promover a remoção de
fósforo. No caso da ETE em estudo, a concentração de fósforo apresentou-se em
níveis inferiores à 0,5 mg/l.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 58/94
58
As análises de sólidos totais foram realizadas nos quatro pontos
amostrais e seus valores mantiveram-se relativamente constantes, exceto para o
ponto de equalização. Neste ponto de coleta, os valores estão consideravelmente
acima da média em relação aos demais pontos, cujos valores oscilaram numa ampla
faixa, com valor mínimo de 490 e máximo em 2210 mg/l. Estes resultados estão em
plena concordância com o observado para os demais parâmetros analisados no
ponto de equalização, isto é, pH, cor, turbidez, entre outros. Cabe ressaltar que o
tanque de equalização aporta efluente de composição bastante variável. Sua
principal função é justamente promover uma homogeneização do meio, isto é, a
própria “equalização”. Para o efluente no ponto físico-químico, verificou-se uma
variação entre 410 e 730 mg/l; na lagoa facultativa a variação foi entre 360 e 800
mg/l. Novamente, conforme esperado, a variação para o efluente final foi pequena,
com valores entre 430 e 590 mg/l. Este resultado é mais um indicativo da eficiência
do processo adotado nesta ETE.
Em relação aos sólidos sedimentáveis, somente no tanque de
equalização é que se verificam valores significativos, situados entre 0,3 e 10 ml/l.
Estes valores foram registrados no período de agosto de 2007 a fevereiro de 2008.
Em todos os demais pontos de coleta, os valores foram inferiores a 0,1 ml/l.
Para os sólidos suspensos registraram-se os seguintes valores: entre 137e 1190 na equalização; entre 6 e 42 no físico-químico; entre 3 e 27 na lagoa
facultativa e finalmente, entre 8 e 140 no efluente final.
No período de agosto de 2007 a fevereiro de 2008 a DQO apresentou
para as condições definidas da equalização, variação entre 140 e 650 mg/l, com
valor médio de 395 mg/l (Figura 5A).

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 59/94
59
A
0
250
500
750
1000
1250
0 5 10 15 20 25 30
Dias de coleta
D Q O
EQUALIZAÇÃO
Figura 5A. Traçado gráfico da DQO em relação à data de coleta para o tanque
de equalização (♦) correspondente ao período de agosto de 2007 a fevereiro de
2008.
Fonte: Pedro Eduardo Daminelli.
É importante destacar que o ponto correspondente à coleta de número 15
(13/11/2007) foi desconsiderado para efeitos de análise e interpretação dos
resultados. O valor encontrado (DQO = 1191 mg/l) é totalmente discrepante e não
apresenta nenhuma correlação com os demais parâmetros correspondentes ao
ponto de coleta supra citado. É razoável supor que tenha havido algum erro na
coleta ou no procedimento analítico. Para os demais pontos amostrais registrou-se
variação entre 11 e 150 mg/l. O traçado gráfico da Figura 5B ilustra a DQO para os
demais pontos de coleta. Estes resultados indicam que na equalização o efluente
encontra-se com uma carga de DQO consideravelmente acima dos demais pontos
de coleta.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 60/94
60
B
0
25
50
75
100
125
150
175
0 5 10 15 20 25 30
Dias de coleta
D Q O
FISICO- QUIMICO FACULTATIVA EFLUENTE FINAL
Figura 5B. Traçado gráfico da DQO em relação à data de coleta para o tanque
do físico-químico (♦), lagoa facultativa (■) e efluente final (▲) correspondente
ao período de agosto de 2007 a fevereiro de 2008.
Fonte: Pedro Eduardo Daminelli.
No período de agosto de 2007 a fevereiro de 2008 a DBO na equalização
oscilou entre 106 e 250 mg/l (Figura 6A). No ponto físico-químico entre 13 e 38 mg/l.
Para a lagoa facultativa, uma DBO mínima de 3 mg/l e máxima de 13 mg/l foram
observadas. No efluente final os valores mínimos e máximos foram de 1 mg/l e 14
mg/l, respectivamente. Em relação à equalização, a DBO foi significativamente mais
elevada. Isto se deve a alta concentração de carga orgânica presente no efluente.Nos demais pontos amostrais, a DBO sofre uma redução nitidamente gradativa,
decorrente do fluxo de tratamento utilizado (Figura 6B). Este é mais um indicativo da
ótima eficiência apresentada pelo processo empregado.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 61/94
61
A
0
50
100
150
200
250
300
0 5 10 15 20 25
Dias de coleta
D B O
EQUALIZAÇÃO
Figura 6A. Traçado gráfico da DBO em relação à data de coleta para o tanque
de equalização (♦) correspondente ao período de agosto de 2007 a fevereiro de
2008.
Fonte: Pedro Eduardo Daminelli.
B
0
10
20
30
40
50
60
0 5 10 15 20 25
Dias de coleta
D B O
FISICO QUIMICO LAGOA FACULTATIVA EFLUENTE FINAL
Figura 6B. Traçado gráfico da DBO em relação à data de coleta para o tanque
do físico-químico (♦), lagoa facultativa (■) e efluente final (▲) correspondente
ao período de agosto de 2007 a fevereiro de 2008.
Fonte: Pedro Eduardo Daminelli.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 62/94
62
Como o efluente de equalização recebe a maior carga de poluentes, este
apresentou a maior concentração de íons ferro, cujos valores oscilaram entre 0,11 e
1,25 mg/l. Após os tratamentos do ponto físico-químico e lagoa facultativa, verificou-
se uma diminuição deste elemento. O teor de Fe para o físico-químico variou entre
0,03 e 0,36 mg/l; para lagoa facultativa, entre 0,07 e 0,25 mg/l.
No efluente final registrou-se uma pequena elevação na concentração de
Fe. Isto é devido à presença de animais que movimentam o fundo do leito de raízes,
conseqüentemente, elevando seus níveis, cujos valores registrados variaram entre
0,03 e 0,58 mg/l. Contudo, ressalta-se que estes valores ainda estão dentro dos
limites estabelecidos pela legislação. Infelizmente, não foram encontrados trabalhos
na literatura que permitissem comparar os valores encontrados neste estudo.
Além dos parâmetros de pH, cor, turbidez, DQO e DBO foram realizados
parâmetros químicos. A tabela 2 reporta os valores mínimo e máximo para os par
âmetros fósforo (P), alumínio (AL), nitrogênio (N) e cloretos.
Tabela 2. Valores mínimo e máximo dos parâmetros fósforo (P), alumínio (Al),
nitrogênio (N) e cloretos (Cl-) correspondente ao período de agosto de 2007 a
fevereiro de 2008.
Ponto de coleta ParâmetrosP (mg/l) Al (mg/l) N (mg/l) Cl- (mg/l)
Mín. Máx. Mín. Máx. Mín. Máx. Mín. Máx.Equalização 0,20 5,80 0,00 0,62 2,80 11,20 - -
Físico-químico 0,10 0,40 0,10 0,44 2,10 17,00 20,79 91,47
Lagoa facultativa 0,10 0,50 0,03 0,28 6,20 14,60 49,89 89,60
Efluente final 0,00 0,10 0,02 0,17 2,90 12,90 40,19 55,44* (-) Valor não determinado em função de limitação da técnica analítica empregada (espectrometria
de UV-vis).
Fonte: Pedro Eduardo Daminelli.•

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 63/94
63
Não foi possível efetuar a quantificação de cloretos no tanque de
equalização. Os comprimentos de onda para estes analíticos coincidem com a faixa
espectral dos corantes presentes no efluente, o que causa severa interferência nas
análises. Embora outras técnicas pudessem ser empregadas, nosso principal
objetivo é garantir a eficiência no efluente final.
A dureza na equalização não foi possível analisar da mesma forma que
os detergentes e os cloretos. No físico-químico a variação ficou entre 58,8 e 128
mg/l. Na lagoa facultativa variou entre 65,34 e 148 mg/l; no efluente final a variação
foi entre 49 e 100 mg/l.
A eficiência do processo de tratamento para os pontos físico-químico,
lagoa facultativa e efluente final foi estimada em relação ao ponto de equalização.
Em termos percentuais, pode-se afirmar que a eficiência na análise da cor foi de
92,6% para o físico-químico, 93,6% para a lagoa facultativa e 80,5% para o efluente
final. Estes resultados são sumarizados na Figura 7.
92,6 93,6
80,5
50,0
60,0
70,0
80,0
90,0
100,0
E
f i c i ê n c i a ( % )
Físico-químico Lagoa facultativa Efluente final
Figura 7. Traçado gráfico para o percentual de eficiência da cor durante o
período de agosto de 2007 a fevereiro de 2008.
Fonte: Pedro Eduardo Daminelli.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 64/94
64
O traçado gráfico da figura 8 apresenta a eficiência da turbidez onde o
percentual foi de 96,1% em relação ao tanque de equalização; na lagoa facultativa a
eficiência foi de 95,7% e 86,5% para o efluente final, assim como o gráfico da cor
revela um baixo percentual, o traçado gráfico da turbidez apresenta comportamento
semelhante devido à presença de animais como Anatidae, conhecida pelo nome
popular de marreca e Hidrochoerus hidrochaeris , conhecida por capivara.
96,1 95,7
86,5
50
60
70
80
90
100
E f i c i ê n c i a ( % )
Físico-químico Lagoa facultativa Efluente final
Figura 8. Traçado gráfico para o percentual de eficiência da tubidez durante o
período de agosto de 2007 a fevereiro de 2008.
Fonte: Pedro Eduardo Daminelli.
A eficiência do processo de tratamento na DQO, na parte físico-químico
apresentou percentual de 76,5% em relação a equalização; na lagoa facultativa a
eficiência foi de 84,7% e para o efluente final, 88,6%. Os resultados são
apresentados no traçado gráfico da figura 9.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 65/94
65
76,5084,70 88,60
50
60
70
80
90
100
E f i c i ê n c i a ( % )
Físico-químico Lagoa facultativa Efluente final
Figura 9. Traçado gráfico para o percentual de eficiência da DQO durante o
período de agosto de 2007 a fevereiro de 2008.
Fonte: Pedro Eduardo Daminelli.
Em termos percentuais, a eficiência da DBO no físico-químico foi de
88,1% em relação à equalização; na lagoa facultativa a eficiência foi de 94,5% e
para o efluente final, 97,2%, conforme pode ser visto no traçado gráfico da figura 10.
Verifica-se um comportamento inverso para a DQO e DBO em relação à eficiência
da cor e turbidez. Enquanto os primeiros parâmetros mostram tendência ascendente
na eficiência, os demais parâmetros revelam tendência descendente.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 66/94
66
88,10
94,5097,20
50
60
70
80
90
100
E f i c i ê n c i a ( % )
Físico-químico Lagoa facultativa Efluente final
Figura 10. Traçado gráfico para o percentual de eficiência da DBO durante o
período de agosto de 2007 a fevereiro de 2008.
Fonte: Pedro Eduardo Daminelli.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 67/94
67
8 CONCLUSÃO
Dos resultados obtidos no presente trabalho observou-se que o programa
aplicado no sistema da ETE mostrou-se eficiente para remoção de poluentes.
Os resultados dos vários parâmetros analisados mostraram que a ETE
evidencia um excelente desempenho dentro das condições operacionais testadas,
atingindo valores dentro dos limites exigidos pela legislação do CONAMA.
Diante disso, a metodologia empregada nesse trabalho revela-se
adequada no que tange ao tratamento de efluentes convencionais provenientes de
indústrias têxteis e tinturarias, permitindo seu lançamento ao ambiente sem maiores
prejuízos à saúde pública e aos mananciais.
Finalmente, ressalta-se que o sistema deve ser adequadamente operado
e controlado por profissionais competentes, devidamente treinados e conscientes do
compromisso ambiental em preservar os recursos naturais, bem como permitir aos
empreendedores obterem ganhos econômicos visando o desenvolvimento
sustentável.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 68/94
68
REFERÊNCIAS
ALÉM SOBRINHO, P. Contribuição ao estudo de remoção biológica de fósforo emexcesso, de esgoto sanitário, por modificação do processo de lodos ativadosoperados em bateladas. In: XXVII CONGRESSO INTERAMERICANO DEENGENHARIA SANITÁRIA E AMBIENTAL, Anais...ABES, Porto Alegre, 2000. CDROM.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS - ABNT. NBR 10007:amostragem de resíduos sólidos. Rio de Janeiro, 2004.
BABUNA, F. G.; SOYHAN, B.; EREMEKTAR, G.; ORHON, D. Evaluation ofTreatability for Twi Textile Mill Effluentes. Water Science and Technoloy. v. 40, n.
1, p. 145-152, 1999.BAIRD, c. Química ambiental, 2. ed., Porto Alegre, Bookman, 2002. p 350-580,2002.
BETTES JUNIOR, H. Santa Catarina. Curitiba: Nova Didática, 2001.
BRAILE, P. M.; CAVALCANTI, J. E. W. Manual de tratamento de águas residuáriasindustriais. São Paulo: CETESB, 1991.
BRANCO, Samuel Murgel. O meio ambiente em debate. 26 ed. São Paulo: Ed.
Moderna, 1997. 96 p.CESARO, L. R. Degradação de corantes reativos e efluentes de indústria têxtilatravés da produção de agente oxidante pela eletrólise de cloreto de sódio nomeio reacional. 2007. 99 f. Trabalho de Conclusão de Curso (Tecnólogo emQuímica Ambiental) – Universidade Tecnológica Federal do Paraná, Curitiba.
CONAMA. Conselho Nacional do Meio Ambiente. Resolução n° 357, de 17 de marçode 2005. Diário Oficial da União: 18/03/2005.
CONCHON, J. A. Tratamento de águas residuárias de indústrias têxteis. São Paulo:
CETESB, 1990.COSTA, T. B. Desempenho em reator em batelada seqüencial (RBS) comenchimento escalonado no tratamento de esgoto sanitário doméstico. 2005.105f. Dissertação (Mestrado em Engenharia Ambiental). Universidade Federal deSanta Catarina/UFSC, Florianópolis, 2005.
FIESC – Santa Catarina em Dados – Relatório do setor econômico e estatístico dafundação das indústrias de Santa Catarina. v. 7, Florianópolis, 1996.
GUIA JEANSWEAR. Damyller alinhada com o desenvolvimento sustentável.10 de
abril de 2008.. Disponívelem:<http//www.guiajeanswear.com.br/novo_DESIGN/matéria.asp?id=1801> Acessoem 18 de abril de 2008.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 69/94
69
GUARATINI, C. C. I. e ZANONI, M. V. B. Corantes têxteis, Química Nova,v.23 n.1, São Paulo, Jan./Fev, 2000.
HAMESSER, M. E. N. Tratamento de efluente Têxtil – processo físico-químico
com ozônio e floculação em meio granular. 2000. 151 f. Dissertação (Mestradoem Engenharia Ambiental) – Universidade Federal de Santa Catarina, Florianólpolis,2000.
JORDÃO, E. P.; PESSÔA, C. A. Tratamento de esgotos domésticos. Rio deJaneiro: SENAI/ABES, [1990 e 2008]. 679 p.
KUNZ, A., PERALTA-ZAMORA, P., MORAES S. G. de e DURÁN, N. Novastendências no tratamento de efluentes têxteis. Química Nova, v.25 n.1,São Paulo, jan./fev. p.78-82, 2002.
MORAES, S. G.; PERALTA-ZAMORA, P.; ESPOSITO, E.; DURÁN, N. I ReuniãoNacional de Microbiologia aplicada ao meio ambiente. Anais... FAPESP. Campinas,Agosto (29 -31) v. 1, p. 121-128, 1996.
NIMER, E. Clima. In: Geografia do Brasil: Região Sul. Rio de janeiro: IBGE, 1990. v.2, p. 151-187.
RAIZER, E. Uma nova realidade para a engenharia química. Revista Profissional.n. 0, v. 1, 1996.
ROCHA, J. C.; ROSA, A. H. CARDOSO, A. A. Introdução à Química Ambiental.Porto Alegre: Bookman, 2005. 580 p.
SANIN, L. B. B. A Indústria têxtil e o meio ambiente. Revista Tecnologia e MeioAmbiente. Congresso da FLAQT – Caracas, p. 13-34, 1997.
SOBRINHO, J. A. H.; THIEM, L. T.; ALKHATIB, E. A. Optimizing submerged jetfloculator performance. Journal AWWA, p. 81-92, 1996.
Standard Methods for the Examionation of Water and Wastwater. 20th Ed., APHA,AWWA, WEF, Washington, DC, 1998.
TUNDISI, J. G. Água para o futuro numa perspectiva global. Dossiê: água potável.Scientific American. Brasil, n. 70, p. 32-47, mar. 2008.
VANDEVIVERE, P. C.; BIANCHI, R.; VERSTRAETE, W. Treatment and reuse ofWastewater from the Textile Wet-Processing Industry: Review of EmergingTechnologies. J. Chem. Technol. Biotechnol. n. 72, p. 286-302, 1998.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 70/94
70
APÊNDICES

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 71/94
APÊNDICE A – Análises realizadas no físico-químico da ETE da empresa Damyller.
Data pH Temp. Cor real Cor apar. Tur. OD S. Susp. DQO DBO Cloretos S. sed. DET. P Fe
º C FAU mg/l mg/l mg/l mg/l SEDM. LAS mg/l mg/l
5,0 - 9,0 <40 PtCo PtCo >4,0 >80% >80% <250 <2,0 <15,0
Dia/mês/2007
1/ago 6,43 18,7 38 71 11 5,4 6 158,9 12,1 55,44 <0,1 0,2 0,19
8/ago 6,26 16,1 39 81 10 4,6 8 40 12,1 52,66 <0,1 0,421 0,1
15/ago 5,97 24,8 45 77 9 4,1 8 33,01 12,8 72,07 <0,1 0,1 0,18
22/ago 6,41 21,3 42 77 9 3,2 6 50,48 34,65 <0,1 0,997 0,1
29/ago 6,01 17,9 77 81 26 3,2 20 64,07 60,98 <0,1 0,2 0,06
5/set 6,05 25,5 62 148 24 3 17 82,52 23,5 45,73 <0,1 1,075 0,1
12/set 6,5 26,5 267 357 59 0,5 42 132,04 58,8 45,73 <0,1 0,4 0,03
19/set 6,03 23,4 168 215 40 1,7 26 88,35 12,6 45,73 <0,1 0,906 0,1 26/set 6,38 18,7 50 121 21 3,6 14 71,84 91,47 <0,1 0,1 0,29
3/out 6,02 23,6 50 123 21 3,1 24 91,26 23 38,8 <0,1 1,053
10/out 6,55 24,7 94 156 24 1,7 14 95,14 27,3 58,21 <0,1 0,1 0,23
17/out 5,86 23,6 53 125 23 2,7 26 104,85 19,7 55,44 <0,1 1,167
24/out 6,31 24,2 66 140 21 2,1 18 134,95 31,1 45,73 <0,1 0,1 0,23
31/out 5,92 26,4 49 106 16 1,8 11 123,3 38,6 29,1 <0,1 1,033
7/nov 6,47 25,8 56 107 1,5 18 151,46 52,1 34,65 <0,1 0,2 0,36
14/nov 5,93 23 38 106 21 2,3 13 97,09 13,3 34,65 <0,1 1,094
21/nov 6,22 26,4 33 99 16 2,1 11 84,46 17,5 51,28 <0,1 0,1 0,07
28/nov 6,08 24,4 34 81 11 1,5 8 97,09 19,1 41,58 <0,1 0,955
5/dez 6,04 25 39 70 9 2,2 7 73,19 <0,1
12/dez 6,11 23,5 38 89 13 2,4 8 54,18 18,2 30,49 <0,1 0,757
19/dez 5,63 26,7 36 88 14 1,6 10 96,96 24,94 <0,1 0,2 0,16

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 72/94
...continuação do apêndice A.
Dia/mês/2008
9/jan 5,76 27,4 27 63 9 0,5 9 148,29 6 32,52 <0,1 1,182
17/jan 5,9 27,4 41 60 8 1,3 7 113,12 37,1 41,58 <0,1 0,1 0,14
23/jan 6,02 25,8 35 92 17 2,7 9 129,4 13,1 36,03 <0,1 0,916
30/jan 6,26 22,6 66 101 13 1,9 9 43,72 70,68 <0,1 0,1 0,07
13/fev 6,23 26,5 53 99 13 2 14 96,01 29,9 20,79 <0,1 1,296
20/fev 6,23 23,8 157 212 26 1,8 17 119,24 6,4 44,35 <0,1 0,1 0,3
27/fev 6,11 26,7 44 82 14 2,3 8 82,33 31,1 27,72 <0,1 1,189
5/mar 6,32 29,7 78 136 22 1 15 118,3 52,66 <0,1 0,2 0,2
*OD (Oxigênio Dissolvido); P (Fósforo); Fe (Ferro); N (Nitrogênio); Al (Alumínio). Fonte: Pedro Eduardo Daminelli.
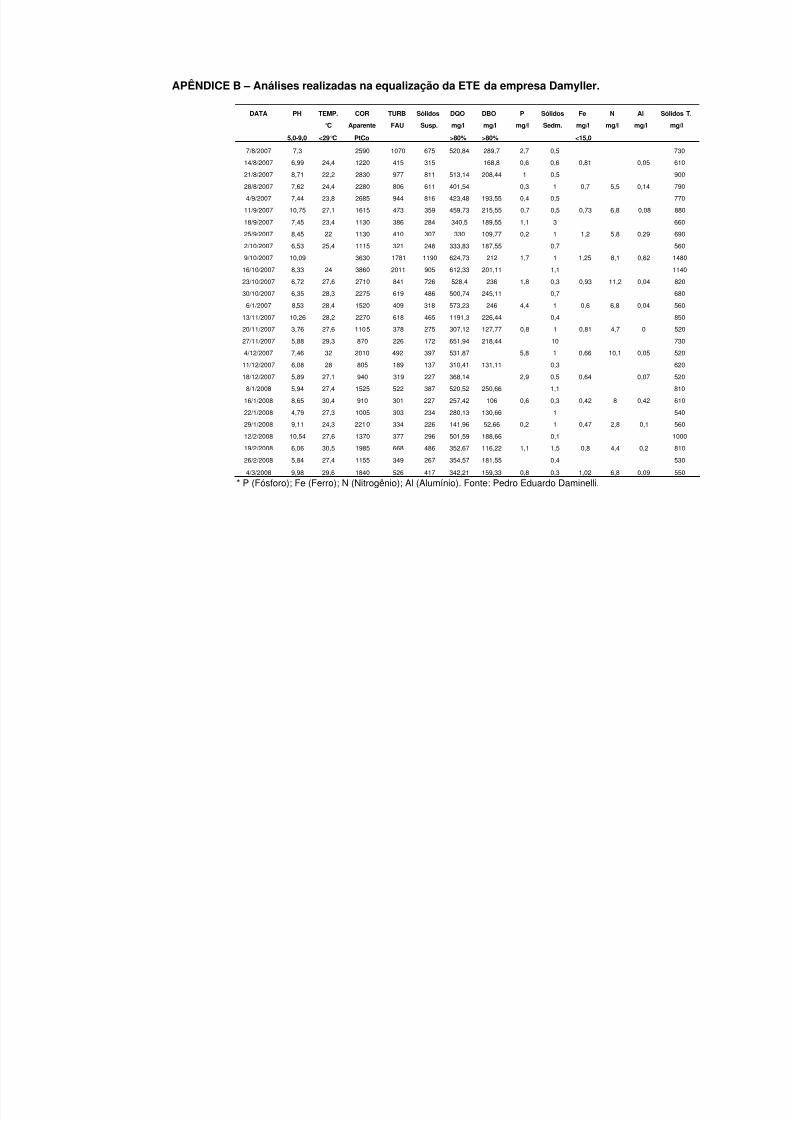
5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 73/94
APÊNDICE B – Análises realizadas na equalização da ETE da empresa Damyller.
DATA PH TEMP. COR TURB Sólidos DQO DBO P Sólidos Fe N Al Sóli
°C Aparente FAU Susp. mg/l mg/l mg/l Sedm. mg/l mg/l mg/l m5,0-9,0 <29°C PtCo >80% >80% <15,0
7/8/2007 7,3 2590 1070 675 520,84 289,7 2,7 0,5
14/8/2007 6,99 24,4 1220 415 315 168,8 0,6 0,6 0,81 0,05
21/8/2007 8,71 22,2 2830 977 811 513,14 208,44 1 0,5
28/8/2007 7,62 24,4 2280 806 611 401,54 0,3 1 0,7 5,5 0,14
4/9/2007 7,44 23,8 2685 944 816 423,48 193,55 0,4 0,5
11/9/2007 10,75 27,1 1615 473 359 459,73 215,55 0,7 0,5 0,73 6,8 0,08
18/9/2007 7,45 23,4 1130 386 284 340,5 189,55 1,1 3
25/9/2007 8,45 22 1130 410 307 330 109,77 0,2 1 1,2 5,8 0,29
2/10/2007 6,53 25,4 1115 321 248 333,83 187,55 0,7
9/10/2007 10,09 3630 1781 1190 624,73 212 1,7 1 1,25 8,1 0,62 1
16/10/2007 8,33 24 3860 2011 905 612,33 201,11 1,1 1
23/10/2007 6,72 27,6 2710 841 726 528,4 236 1,8 0,3 0,93 11,2 0,04
30/10/2007 6,35 28,3 2275 619 486 500,74 245,11 0,7
6/1/2007 8,53 28,4 1520 409 318 573,23 246 4,4 1 0,6 6,8 0,04
13/11/2007 10,26 28,2 2270 618 465 1191,3 226,44 0,4
20/11/2007 3,76 27,6 1105 378 275 307,12 127,77 0,8 1 0,81 4,7 0
27/11/2007 5,88 29,3 870 226 172 651,94 218,44 10
4/12/2007 7,46 32 2010 492 397 531,87 5,8 1 0,66 10,1 0,05
11/12/2007 6,08 28 805 189 137 310,41 131,11 0,3
18/12/2007 5,89 27,1 940 319 227 368,14 2,9 0,5 0,64 0,07
8/1/2008 5,94 27,4 1525 522 387 520,52 250,66 1,1
16/1/2008 8,65 30,4 910 301 227 257,42 106 0,6 0,3 0,42 8 0,42
22/1/2008 4,79 27,3 1005 303 234 280,13 130,66 1
29/1/2008 9,11 24,3 2210 334 226 141,96 52,66 0,2 1 0,47 2,8 0,1
12/2/2008 10,54 27,6 1370 377 296 501,59 188,66 0,1 1
19/2/2008 6,06 30,5 1985 668 486 352,67 116,22 1,1 1,5 0,8 4,4 0,2
26/2/2008 5,84 27,4 1155 349 267 354,57 181,55 0,4
4/3/2008 9,98 29,6 1840 526 417 342,21 159,33 0,8 0,3 1,02 6,8 0,09
* P (Fósforo); Fe (Ferro); N (Nitrogênio); Al (Alumínio). Fonte: Pedro Eduardo Daminelli.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 74/94
APÊNDICE C – Análises realizadas no efluente final da ETE da empresa Damyller.
DATA pH Temper. Cor Cor Turbidez OD Sólidos DQO DBO Cloretos Sólidos Deterg. P Fe N
º C Real Aparente FAU mg/l Suspen. mg/l mg/l mg/l Sedm. LAS mg/l mg/l mg/l 6,0-9,0 <30 PtCo PtCo >4,0 >80% >80% <250 <2,0 <15,0
10/8/2007 7,62 21,8 87 97 10 6,6 10 17,96 1,2 51,28 < 0,1 0,146 0
17/8/2007 6,95 18 85 110 14 4,2 11 11,65 1,3 52,66 < 0,1 0 0,54
24/8/2007 6,95 19,5 64 84 7 5,2 12 11,65 49,89 < 0,1 0,141 0
31/8/2007 7,05 165 62 85 9 5,2 8 18,44 41,58 < 0,1 0,1 0,58 2,9
14/9/2007 6,92 22,3 98 138 17 4,2 13 33,01 6,5 52,66 < 0,1 0 0,31 5,1
21/9/2007 6,9 20,8 152 195 36 3,8 24 35,92 5,6 52,66 < 0,1 0,247 0
28/9/2007 7,03 18,2 94 116 17 3,7 12 32,03 3,1 41,58 < 0,1 0 0,53 5,9
5/10/2007 6,93 21,5 121 71 31 3,4 20 61,16 3,99 55,44 < 0,1 0,327
19/10/2007 6,88 23,2 73 112 16 4,3 13 51,45 6,5 48,51 < 0,1 0,346
26/10/2007 6,95 23,4 67 93 14 3,7 8 90,29 5,5 47,12 < 0,1 0,1 0,43 6,9 9/11/2007 6,9 26,3 88 126 20 3,6 12 73,78 7,8 41,58 < 0,1 0,1 0,39 12,9
19/11/2007 6,96 24,4 113 145 22 3,9 11 82,52 6,1 40,19 < 0,1 0,193
30/11/2007 6,89 23,4 173 330 74 4 50 82,52 54,05 < 0,1 0,121
3/12/2007 7,29 26,2 174 420 103 8
4/12/2007 7,75 29,9 92 284 67 8,7
6/12/2007 7 23,5 107 271 60 5,9
7/12/2007 6,91 22,4 115 298 66 4,3 42 49,43 10,1 44,35 <0,1 0,1 0,56
10/12/2007 7,63 30 123 238 52 7,9
11/12/2007 7 26 90 254 54 3,9
12/12/2007 6,81 23,9 120 281 68 5,7
13/12/2007 6,85 22,7 155 278 63 3,3
14/12/2007 6,9 22,9 134 257 61 5 38 56,08 8,9 56,32 <0,1
19/12/2007 7,09 28,2 103 178 39 6,7
20/12/2007 6,75 25 131 218 48 3,3 30 40,87 42,96 < 0,1 0,1 0,03

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 75/94
...continuação do apêndice C.
7/1/2008 6,65 26,2 243 325 63 2,3
8/1/2008 6,48 25,8 207 259 48 1,9
9/1/2008 6,64 25,7 307 431 94 1,7
10/1/2008 6,65 27,4 286 353 68 2,3
11/1/2008 6,58 28,1 398 612 147 1,7 99 38,97 7,3 37,42 < 0,1 0,063
14/1/2008 6,51 25,7 318 425 72 2,3
15/1/2008 6,63 25,2 352 690 176 1,2
16/1/2008 6,62 28,2 265 354 66 2,7 44 34,22 6,7 37,42 < 0,1 0,048 0,1 0,04
17/1/2008 6,44 27,2 361 885 217 1,7
21/1/2008 6,57 22,2 355 650 138
23/1/2008 6,57 23,8 318 546 126 1,4
24/1/2008 6,91 25,2 262 391 74 1,7
25/1/2008 6,65 25,8 409 830 204 1,4 140 33,27 4,4 42,96 < 0,1 0,04
28/1/2008 6,6 25,1 259 408 8029/1/2008 6,6 23,4 228 309 56
30/1/2008 6,59 23,2 232 323 66 2,6
1/2/2008 6,71 26,2 277 346 67 2,5 45 35,17 30,49 < 0,1 0,89
11/2/2008 6,29 25,1 292 576 123
12/2/2008 6,92 26,3 161 234 44 4,6
13/2/2008 6,54 24,5 299 403 77 2,9
* OD (Oxigênio Dissolvido); P (Fósforo); Fe (Ferro); N (Nitrogênio). Fonte: Pedro Eduardo Daminelli.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 76/94
APÊNDICE D - Análises realizadas na aeração da ETE da empresa Damyller.
DATA pH Temper. COR COR Turbidez OD Sólidos DQO DBO Cloretos Sólidos Deterg. P Fe N
º C Real Aparente FAU mg/l Suspen. mg/l mg/l mg/l Sedm. LAS mg/l mg/l mg6,0-9,0 <30 PtCo PtCo >4,0 >80% >80% <250 <2,0 <15,0
15/8/2007 6,92 22,4 42 59 9 8,6
16/8/2007 6,92 20,9 42 63 11 9,1 6 21,35 5,1 47,12 < 0,1 0,1 0,14
17/8/2007 6,98 19,6 41 54 8 9
20/8/2007 7,09 19,4 35 46 5 9,6
21/8/2007 7,18 18,9 37 52 6 9,4
22/8/2007 7,16 18 48 54 5 9,9
23/8/2007 7,17 19,6 41 58 8 8,4 5 12,62 41,58 < 0,1 0,239 0,1
24/8/2007 7,05 21,2 49 65 11 8,1
27/8/2007 7,16 18,8 45 60 11 8,4
28/8/2007 6,94 18,2 39 58 7 9,4
29/8/2007 6,94 18,5 38 60 7 10
30/8/2007 7,01 18,4 47 65 10 7,7 3 33,98 49,89 < 0,1 0,5 0,11 7
3/9/2007 59 8 9
4/9/2007 7,08 23,2 33 57 5 9,1
5/9/2007 7,08 24,1 33 62 9 7,3
6/9/2007 7,01 24 46 70 10 9,7 5 32,03 9,7 48,51 < 0,1 0,382 0,1
10/9/2007 7,21 26,1 57 181 57 9,4
11/9/2007 7,05 26,5 62 111 23 9,7
12/9/2007 6,9 26,6 59 117 20 8,2
13/9/2007 6,96 26,6 63 102 19 8,4 11 55,34 13,6 51,28 < 0,1 0,1 0,08 8,
14/9/2007 6,98 26,8 79 129 26 7,4
17/9/2007 7,38 23,3 62 88 9 7,9
18/9/2007 6,99 22,4 93 119 15 8
19/9/2007 7,04 24,1 65 89 7 7,7
20/9/2007 7,1 23,5 38 83 10 8,1 8 69,9 13,4 49,89 < 0,1 0,418 0,1
21/9/2007 6,96 22,2 56 83 8 8,3
24/9/2007 7,53 20,9 40 52 4
25/9/2007 7,16 18,7 46 64 6 8,7
27/9/2007 6,95 20 45 68 13 7,6 7 50,48 9,2 55,44 < 0,1 0,2 0,18 1
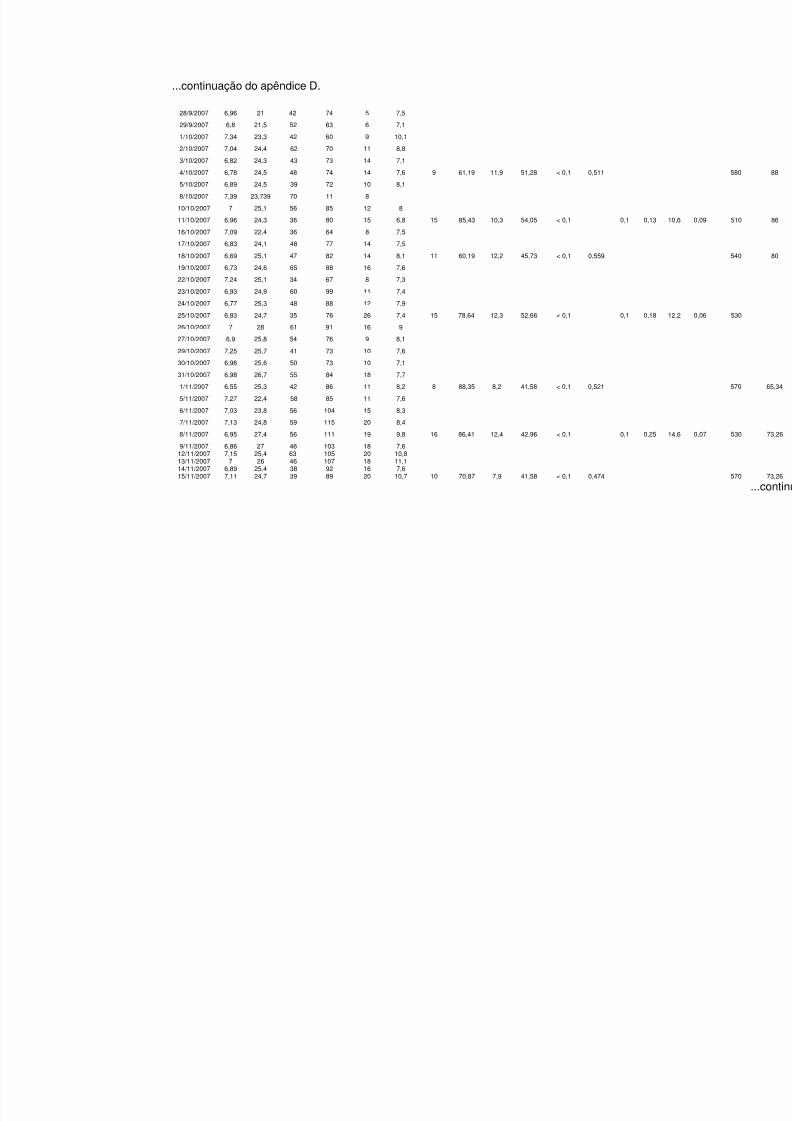
5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 77/94
...continuação do apêndice D.
28/9/2007 6,96 21 42 74 5 7,5
29/9/2007 6,8 21,5 52 63 6 7,11/10/2007 7,34 23,3 42 60 9 10,1
2/10/2007 7,04 24,4 62 70 11 8,8
3/10/2007 6,82 24,3 43 73 14 7,1
4/10/2007 6,78 24,5 48 74 14 7,6 9 61,19 11,9 51,28 < 0,1 0,511
5/10/2007 6,89 24,5 39 72 10 8,1
8/10/2007 7,39 23,739 70 11 8
10/10/2007 7 25,1 56 85 12 8
11/10/2007 6,96 24,3 36 80 15 6,8 15 85,43 10,3 54,05 < 0,1 0,1 0,13 10
16/10/2007 7,09 22,4 36 64 8 7,5
17/10/2007 6,83 24,1 48 77 14 7,5
18/10/2007 6,69 25,1 47 82 14 8,1 11 60,19 12,2 45,73 < 0,1 0,559
19/10/2007 6,73 24,6 65 88 16 7,6
22/10/2007 7,24 25,1 34 67 8 7,3
23/10/2007 6,93 24,9 60 99 11 7,4
24/10/2007 6,77 25,3 48 88 12 7,9
25/10/2007 6,83 24,7 35 76 26 7,4 15 78,64 12,3 52,66 < 0,1 0,1 0,18 12
26/10/2007 7 28 61 91 16 9
27/10/2007 6,9 25,8 54 76 9 8,1
29/10/2007 7,25 25,7 41 73 10 7,6
30/10/2007 6,96 25,6 50 73 10 7,1
31/10/2007 6,98 26,7 55 84 18 7,7
1/11/2007 6,55 25,3 42 86 11 8,2 8 88,35 8,2 41,58 < 0,1 0,521
5/11/2007 7,27 22,4 58 85 11 7,6
6/11/2007 7,03 23,8 56 104 15 8,3
7/11/2007 7,13 24,8 59 115 20 8,4
8/11/2007 6,95 27,4 56 111 19 9,8 16 86,41 12,4 42,96 < 0,1 0,1 0,25 14
9/11/2007 6,86 27 46 103 18 7,612/11/2007 7,15 25,4 63 105 20 10,813/11/2007 7 26 46 107 18 11,114/11/2007 6,89 25,4 38 92 16 7,615/11/2007 7,11 24,7 39 89 20 10,7 10 70,87 7,9 41,58 < 0,1 0,474

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 78/94
...continuação do apêndice D.
16/11/2007 7,05 25,1 46 106 22 10,7
20/11/2007 7,56 26,8 34 98 21 12,3
21/11/2007 7,11 26 46 116 24 10,422/11/2007 7,63 25,3 32 122 29 9 16 79,611 11 45,73 < 0,1 0,1 0,11 9,
26/11/2007 7,7 24,2 33 166 41 10,8
27/11/2007 7,81 27,3 41 156 35 14,3
28/11/2007 7,77 27,1 38 180 42 9,5
29/11/2007 6,69 23,7 44 186 43 8,1 27 92,23 11,9 44,35 <0,1 0,227
30/11/2007 6,59 28,1 58 154 41 14
3/12/2007 6,9 26,2 54 176 44 8,7
4/12/2007 6,88 29,6 37 154 36 9,1
5/12/2007 6,82 27,5 73 175 42 9,4
6/12/2007 6,56 26,1 44 158 32 9,6 21 71,29 9,9 49,89 <0,1 0,5 0,18
7/12/2007 6,94 27,9 47 143 39 10,8
10/12/2007 7,34 25,4 57 175 36 8,8
11/12/2007 6,93 26,9 63 171 39 9,9
12/12/2007 6,69 25 64 171 38 9,1
13/12/2007 6,63 24,3 42 160 37 8,7 22 69,39 13,3 45,73 <0,1 0,397
14/12/2007 6,75 22,3 51 177 38 15
17/12/2007 7,11 26 75 189 43 7,8
18/12/2007 5,52 27,6 28 68 12 8,7
19/12/2007 5,88 26,8 39 77 10 7,6
20/12/2007 6,03 26,5 35 79 12 6 7 37,03 45,73 0,1 0,6 0,1 6,
7/1/2008 6,53 27,1 23 54 9 7,9
8/1/2008 6,55 25,5 33 50 3 5,7
9/1/2008 6,72 26,7 40 47 10 5,810/1/2008 6,94 28,4 29 52 7 6,3 5 38,97 8 40,19 <0,1 0,221
11/1/2008 6,8 29,2 33 35 9 6,1
14/1/2008 6,98 26,8 35 63 9 7,6
15/1/2008 6,89 25,8 35 57 8 6,5
16/1/2008 6,84 27,5 39 70 16 6,817/1/2008 6,6 28,3 40 72 12 4,2
18/1/2008 6,54 26,7 49 76 13 5,2 8 129,2 11,4 45,73 <0,1 0,1 0,22 9,

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 79/94
...continuação do apêndice D.
21/1/2008 6,87 26,7 56 85 12 9,1
22/1/2008 6,81 24,9 38 66 11 5,323/1/2008 6,72 25,7 39 68 9 5,7
24/1/2008 6,58 25,1 34 62 7 6,2 6 46,57 7,4 42,96 <0,1 0,203
25/1/2008 6,82 25,5 39 75 11 6,6
28/1/2008 7,2 25,5 37 116 20 7,5
29/1/2008 6,87 26,1 36 110 19 7,4
30/1/2008 6,86 24,6 34 100 18 7,6
31/1/2008 6,71 25,2 32 80 15 6,7 9 49,43 49,89 <0,1 0,1 0,08 9,
11/2/2008 6,99 26,7 35 123 24 6,4
12/2/2008 6,95 25,1 46 114 23 7,1
13/2/2008 7,01 26 26 108 22 7,6
14/2/2008 6,88 26,7 30 83 17 7,1 9 51,1 7,6 47,12 <0,1 0,144
15/2/2008 6,75 27,7 44 93 21 7,8
18/2/2008 7,25 25,8 32 105 24 6,4
19/2/2008 7 25,9 39 98 20 7,2
20/2/2008 6,86 26 35 92 26 7,1
21/2/2008 6,88 27 44 95 18 4,8 11 52,05 7,9 48,51 <0,1 0,1 0,07 9,
22/2/2008 6,89 26 26 88 21 6,6
25/2/2008 6,27 26,3 37 113 21 7,1
26/2/2008 6,9 27 50 105 20 5,8
27/2/2008 6,83 25,9 37 101 22 5
28/2/2008 6,59 26,4 41 93 18 6 11 54,89 9,4 45,73 <0,1 0,212
29/2/2008 6,69 21,5 49 94 19 4,2
3/3/2008 6,98 26,5 52 88 16 8
4/3/2008 6,89 27,4 56 82 13 5,1
5/3/2008 6,79 27,7 52 74 14 6,5
6/3/2008 6,59 27,4 55 80 15 4,9 8 62,46 9,9 54,05 <0,1 0,1 0,13 8,
* OD (Oxigênio Dissolvido); P (Fósforo); Fé (Ferro); N (Nitrogênio); Al (Alumínio). Fonte: Pedro Eduardo Daminelli.

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 80/94
10
ANEXOS
80

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 81/94
11
ANEXO 1 - Parâmetros da legislação para padrões de qualidade de água doce(classe 1) conforme CONAMA, 2005.
PARÂMETROS VALORES
Clorofila a 10µg.L-1 Densidade de cianobactérias 20.000 cel.mL-1 ou
2mm3.L-1 Fósforo total (ambiente lêntico) 0,020 mg.L-1 P
Fósforo total (ambiente intermediário, comtempo de resistência entre 2 e 40 dias, etributários diretos de ambiente lênticos)
0,025 mg.L-1 P
Fósforo total (ambiente lótico e tributários deambientes intermediários)
0,1 mg.L-1 P
DBO 5 dias a 20°C até 3 mg.L-1 O2 pH 6,0 a 9,0
Turbidez até 40 UNTMateriais flutuantes e espumas não naturais visualmente ausentes
Óleos e graxas visualmente ausentesCorantes (fontes antrópicas) visualmente ausentes
Gosto ou odor visualmente ausentesResíduos sólidos objetáveis visualmente ausentes
Cor verdadeira nível de cor naturalFonte: Artigo 14 -. CONAMA 357, 2005.
81

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 82/94
12
ANEXO 2 – Parâmetros da legislação para padrões de qualidade de água doce(classe 2) conforme CONAMA, 2005.
PARÂMETROS VALORES
Cor verdadeira até 75 mg Pt L-1
Turbidez até 100 UNTDBO 5 dias a 20°C até 5 mg.L-1 O2
OD (em qualquer amostra) não inferior a 5 mg.L-1O2 Clorofila a até 30 µg.L-1
Densidade de cianobactérias até 50000 cel.mL-1 ou 5 mm3 L-1 Fósforo total (ambiente lêntico) 0,030 mg.L-1 P
Fósforo total (ambiente intermediário, comtempo de resistência entre 2 e 40 dias, etributários diretos de ambiente lênticos)
0,050 mg.L-1 P
Fonte: Artigo 15 -. CONAMA 357, 2005.
82

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 83/94
13
ANEXO 3 – Parâmetros da legislação para padrões de qualidade de água doce(classe 1 e 2) (parte 1) conforme CONAMA, 2005.
PARÂMETROS VALOR MÁXIMO
Sólidos dissolvidos totais 500 mg.L-1
Alumínio dissolvido 0,1 mg.L-1 AlAntimônio 0,005 mg.L-1 Sb
Arsênio total 0,01 mg.L-1 AsBário total 0,7 mg.L-1 Ba
Berílio total 0,04 mg.L-1 BeBoro total 0,5 mg.L-1 B
Cádmio total 0,001 mg.L-1 CdChumbo total 0,01 mg.L-1 PbCianeto livre 0,005 mg.L-1 CNCloreto total 250 mg.L-1 Cl
Cloro residual total (combinado + livre) 0,01 mg.L-1Cl
Cobalto total 0,05 mg.L
-1
CoCobre dissolvido 0,009 mg.L-1 CuCromo total 0,05 mg.L-1 Cr
Ferro dissolvido 0,3 mg.L-1 FeFluoreto total 1,4 mg.L-1F
Lítio total 2,5 mg.L-1 LiManganês total 0,1 mg.L-1 MnMercúrio total 0,0002 mg.L-1 Hg
Níquel total 0,025 mg.L-1 NiNitrato 10,0 mg.L-1 NNitrito 1,0 mg.L-1 N
Nitrogênio amoniacal total 3,7 mg.L-1 N, para pH ≤ 7,52,0 mg.L-1 N, para 7,5 < pH ≤ 8,01,0 mg.L-1 N, para 8 < pH ≤ 8,50,5 mg.L-1 N, para pH > 8,5
Prata total 0,01 mg.L-1 AgSelênio total 0,01 mg.L-1 SeSulfato total 250 mg.L-1 SO4
Sulfeto (H2S não dissociado) 0,002 mg.L-1 SUrânio total 0,02 mg.L-1 U
Vanádio total 0,1 mg.L-1 VZinco total 0,18 mg.L-1 Zn
Fonte: Artigo 14 e 15 -. CONAMA 357, 2005
83
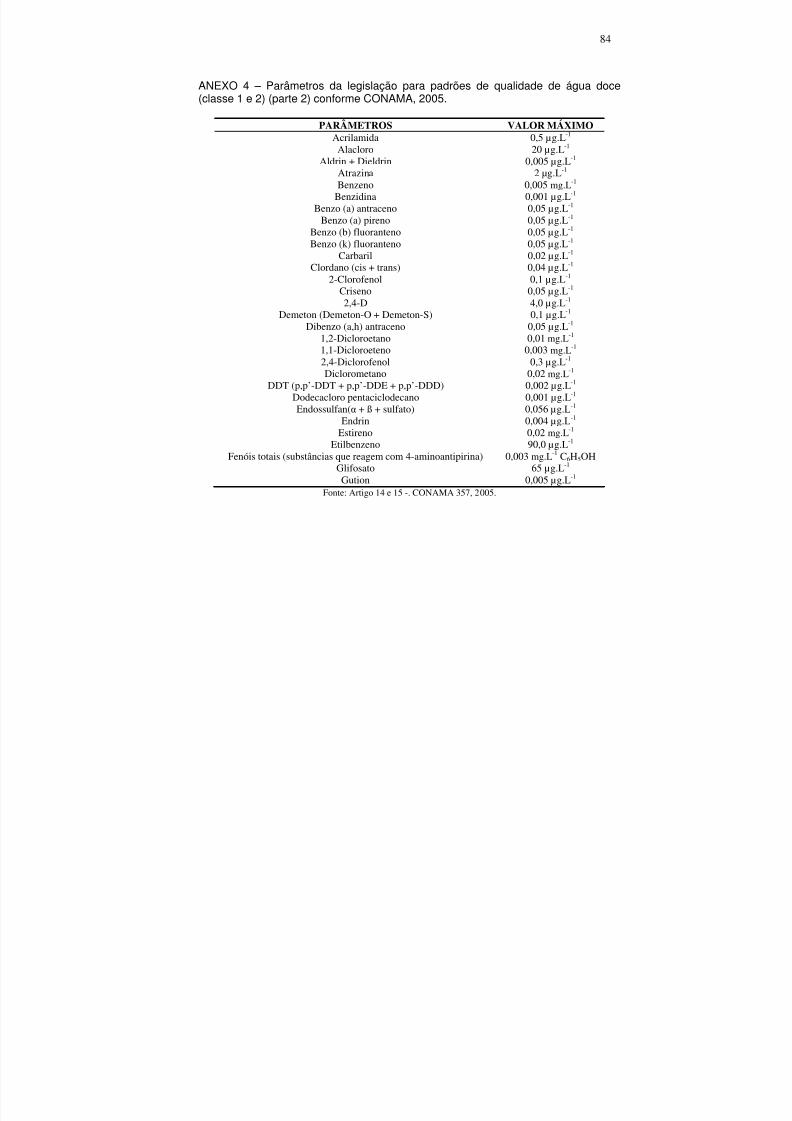
5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 84/94
14
ANEXO 4 – Parâmetros da legislação para padrões de qualidade de água doce(classe 1 e 2) (parte 2) conforme CONAMA, 2005.
PARÂMETROS VALOR MÁXIMO
Acrilamida 0,5 µg.L-1
Alacloro 20 µg.L-1 Aldrin + Dieldrin 0,005 µg.L-1
Atrazina 2 µg.L-1 Benzeno 0,005 mg.L-1
Benzidina 0,001 µg.L-1 Benzo (a) antraceno 0,05 µg.L-1
Benzo (a) pireno 0,05 µg.L-1 Benzo (b) fluoranteno 0,05 µg.L-1 Benzo (k) fluoranteno 0,05 µg.L-1
Carbaril 0,02 µg.L-1 Clordano (cis + trans) 0,04 µg.L-1
2-Clorofenol 0,1 µg.L-1 Criseno 0,05 µg.L-1 2,4-D 4,0 µg.L-1
Demeton (Demeton-O + Demeton-S) 0,1 µg.L-1 Dibenzo (a,h) antraceno 0,05 µg.L-1
1,2-Dicloroetano 0,01 mg.L-1 1,1-Dicloroeteno 0,003 mg.L-1 2,4-Diclorofenol 0,3 µg.L-1 Diclorometano 0,02 mg.L-1
DDT (p,p’-DDT + p,p’-DDE + p,p’-DDD) 0,002 µg.L-1 Dodecacloro pentaciclodecano 0,001 µg.L-1
Endossulfan(α
+ ß + sulfato) 0,056 µg.L
-1
Endrin 0,004 µg.L-1 Estireno 0,02 mg.L-1
Etilbenzeno 90,0 µg.L-1 Fenóis totais (substâncias que reagem com 4-aminoantipirina) 0,003 mg.L-1 C6H5OH
Glifosato 65 µg.L-1 Gution 0,005 µg.L-1
Fonte: Artigo 14 e 15 -. CONAMA 357, 2005.
84

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 85/94
15
ANEXO 5 – Parâmetros da legislação para padrões de qualidade de água doce(classe 1 e 2) (parte 3) conforme CONAMA, 2005.
PARÂMETROS VALOR
MÁXIMOHeptacloro epóxido + Heptacloro 0,01 µg.L-1 Hexaclorobenzeno 0,0065 µg.L-1
Indeno (1,2,3-cd)pireno 0,05 µg.L-1 Lindano(γ -HCH) 0,02 µg.L-1
Malation 0,1µg.L-1 Metolacloro 10 µg.L-1 Metoxicloro 0,03 µg.L-1
Paration 0,04 µg.L-1 PCBs – Bifenilas policloradas 0,001 µg.L-1
Pentaclorofenol 0,009 mg.L-1 Simazina 2,0 µg.L-1
Substâncias tensoativas que reagem com o azul metileno 0,05 mg.L-1LAS2,4,5-T 2,0 µg.L-1
Tetracloreto de Carbono 0,002 mg.L-1 Tetracloroeteno 0,01 mg.L-1
Tolueno 2,0 µg.L-1 Toxafeno 0,01 µg.L-1 2,4,5-TP 10,0 µg.L-1
Tributilestanho 0,063 µg.L-1TBTTriclorobenzeno (1,2,3-TCB + 1,2,4-TCB) 0,02 mg.L-1
Tricloroeteno 0,03 mg.L-1 2,4,6-Triclorofenol 0,01 mg.L-1
Trifluralina 0,2 µg.L-1
Xileno 300 µg.L-1 Fonte: Artigo 14 e 15 -. CONAMA 357, 2005.
85

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 86/94
16
ANEXO 6 – Padrões de qualidades de águas doces (classe 1) para corpos de águaonde haja pesca ou cultivo de organismos para fins de consumo intensivo conformeCONAMA, 2005.
PARÂMETROS VALORMÁXIMO
Arsênio total 0,14 µg.L-1 AsBenzidina 0,0002 µg.L-1
Benzo(a)antraceno 0,018 µg.L-1 Benzo(a)pireno 0,018 µg.L-1
Benzo(b)fluoranteno 0,018 µg.L-1 Benzo(k)fluoranteno 0,018 µg.L-1
Criseno 0,018 µg.L-1 Dibenzo (a,h)antraceno 0,018 µg.L-1 3,3-Diclorobenzidina 0,028 µg.L-1
Heptacloro epóxido + Heptacloro 0,000039 µg.L-1 Hexaclorobenzeno 0,00029 µg.L-1
Indeno (1,2,3-cd)pireno 0,018 µg.L-1 PCBs – Bifenilas policloradas 0,000064 µg.L-1
Pentaclorofenol 3,0 µg.L-1 Tetracloreto de carbono 1,6 µg.L-1
Tetracloroeteno 3,3 µg.L-1 Toxafeno 0,00028 µg.L-1
2,4,6-triclorofenol 2,4 µg.L-1 Fonte: Artigo 14. CONAMA 357, 2005.
86

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 87/94
17
ANEXO 7 – Padrões de qualidades de águas doces (classe 3) (parte 1) conformeCONAMA, 2005.
PARÂMETROS VALOR MÁXIMOClorofila a 60 µg.L-1
Densidade de cianobactérias 100.000 cel.mL-1 ou 10 mm3L-1 Sólidos dissolvidos totais 500 mg.L-1
DBO 5 dias a 20°C até 10 mg.L-1 O2 OD (em qualquer amostra) não inferior a 4 mg.L-1 O2
Turbidez até 100 UNTCor verdadeira até 75 mg Pt L-1
pH 6,0 a 9,0Materiais flutuantes e espumas não naturais visualmente ausentes
Óleos e graxas visualmente ausentesGosto ou odor visualmente ausentes
Corantes provenientes de fontes antrópicas quenão sejam removíveis por processo decoagulação, sedimentação e filtração
convencional
Não permitido
Resíduos sólidos objetáveis visualmente ausentesCloreto total 250 mg.L-1 ClCobalto total 0,2 mg.L-1 Co
Cobre dissolvido 0,013 mg.L-1 CuCromo total 0,05 mg.L-1 Cr
Ferro dissolvido 5,0 mg.L-1FeFluoreto total 1,4 mg.L-1 F
Fósforo total (ambiente lêntico) 0,05 mg.L
-1
PFósforo total (ambiente intermediário, com tempode residência entre 2 e 40 dias, e tributários
diretos de ambiente lêntico)
0,075 mg.L-1 P
Fósforo total (ambiente lótico e tributários deambientes intermediários)
0,15 mg.L-1 P
Fonte: Artigo 16. CONAMA 357, 2005
87

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 88/94
18
ANEXO 8 – Padrões de qualidades de águas doces (classe 3) (parte 2) conformeCONAMA, 2005.
PARÂMETROS VALOR MÁXIMOLítio total 2,5 mg.L-1 Li
Manganês total 0,5 mg.L-1 MnMercúrio total 0,002 mg.L-1 Hg
Níquel total 0,025 mg.L-1 NiNitrato 10,0 mg.L-1 NNitrito 1,0 mg.L-1 N
Nitrogênio amoniacal total 13,3 mg.L-1 N, para pH ≤7,55,6 mg.L-1 N, para 7,5 < pH ≤8,02,2 mg.L-1 N, para 8 < pH ≤8,5
1,0 mg.L-1 N, para pH > 8,5
Prata total 0,05 mg.L-1 AgSelênio total 0,05 mg.L-1 SeSulfato total 250 mg.L-1 SO4
Sulfeto (como H2S não dissociado) 0,3 mg.L-1 SUrânio total 0,02 mg.L-1 U
Vanádio total 0,1 mg.L-1 VZinco total 5 mg.L-1 Zn
Fonte: Artigo 16. CONAMA 357, 2005
88

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 89/94
19
ANEXO 9 – Padrões de qualidades de águas doces (classe 3) (parte 3) conformeCONAMA, 2005.
PARÂMETROS VALOR MÁXIMO
Aldrin + Dieldrin 0,03 µg.L-1
Atrazina 2 µg.L-1 Benzeno 0,005 µg.L-1
Benzo(a)pireno 0,7 µg.L-1 Carbaril 70,0 µg.L-1
Clordano (cis + trans) 0,3 µg.L-1 2,4-D 30,0 µg.L-1
DDT (p,p’-DDT + p,p’-DDE + p,p’-DDD) 1,0 µg.L-1 Demeton (Demeton-O + Demeton-S) 14,0 µg.L-1
1,2-Dicloroetano 0,01 mg.L-1 1,1-Dicloroeteno 30 µg.L-1
Dodecacloro Pentaciclodecano 0,001 µg.L-1
Endossulfan(α+ ß + sulfato) 0,22 µg.L-1 Endrin 0,2 µg.L-1
Fenóis totais (que reagem com 4-aminoantipirina) 0,01 mg.L-1 C6H5OHGlifosato 280 µg.L-1 Gution 0,005 µg.L-1
Heptacloro epóxido + Heptacloro 0,03 µg.L-1 Lindano(γ -HCH) 2,0 µg.L-1
Malation 100,0 µg.L-1 Metoxicloro 20,0 µg.L-1
Paration 35,0 µg.L-1 PCBs – Bifenilas policloradas 0,001 µg.L-1
Pentaclorofenol 0,009 mg.L
-1
Subst. tenso-ativas (reagem com o azul de metileno) 0,5 mg.L-1 LAS2,4,5-T 2,0 µg.L-1
Tetracloreto de carbono 0,003 mg.L-1 Tetracloroeteno 0,01 mg.L-1
Toxafeno 0,21 µg.L-1 2,4,5-TP 10,0 µg.L-1
Tributilestanho 2,0 µg.L-1 TBTTricloroeteno 0,03 mg.L-1
2,4,6-Triclorofenol 0,01 mg.L-1 Fonte: Artigo 16. CONAMA 357, 2005
89

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 90/94
20
ANEXO 10 – Padrões de qualidades de águas doces (classe 4) conforme CONAMA,2005.
PARÂMETROS VALOR MÁXIMOFenóis totais (substâncias que reagem com 4-
aminoantipirina)1,0 mg.L-1 C6H5OH
OD (em qualquer amostra) superior a 2,0 mg.L-1 O2 pH 6,0 a 9,0
Materiais flutuantes e espumas não naturais visualmente ausentesOdor e aspecto não objetáveisÓleos e graxas toleram-se iridescências
Materiais sedimentáveis visualmente ausentesFonte: Artigo 17. CONAMA 357, 2005
90

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 91/94
21
ANEXO 11 – Padrões de lançamentos de efluentes (parte 1) conforme CONAMA,2005.
PARÂMETROS VALOR MÁXIMOpH entre 5 a 9
Materiais sedimentáveis visualmente ausentesÓleos minerais até 20 mg.L-1
Óleos vegetais e gorduras animais até 50 mg.L-1 Materiais flutuantes ausênciaArsênio total 0,5 mg.L-1 AsBário total 5,0 mg.L-1BaBoro total 5,0 mg.L-1B
Cádmio total 0,2 mg.L-1 CdChumbo total 0,5 mg.L-1 PbCianeto total 0,2 mg.L-1 CN
Cobre dissolvido 1,0 mg.L-1 CuCormo total 0,5 mg.L-1CrEstanho total 4,0 mg.L-1 Sn
Ferro dissolvido 15,0 mg.L-1 FeFluoreto total 10,0 mg.L-1 F
Manganês dissolvido 1,0 mg.L-1 MnMercúrio total 0,01 mg.L-1 Hg
Fonte: Artigo 34. CONAMA 357, 2005
91

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 92/94
22
ANEXO 12 – Padrões de lançamentos de efluentes (parte 2) conforme CONAMA,2005.
PARÂMETROS VALOR MÁXIMONíquel total 2,0 mg.L-1 Ni
Nitrogênio amoniacal total 20,0 mg.L-1 NPrata total 0,1 mg.L-1 Ag
Selênio total 0,3 mg.L-1 SeSulfeto 1,0 mg.L-1S
Zinco total 5,0 mg.L-1 ZnClorofórmio 1,0 mg.L-1 Dicloroeteno 1,0 mg.L-1
Fenóis totais (que reagem com 4-aminoantipirina) 0,5 mg.L-1 C6H5OHTetracloreto de carbono 1,0 mg.L-1
Tricloroeteno 1,0 mg.L-1 Fonte: Artigo 34. CONAMA 357, 2005
92

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 93/94
23
ANEXO 13 – Organograma da Indústria Têxtil Damyller.
93

5/14/2018 00003809 - slidepdf.com
http://slidepdf.com/reader/full/00003809 94/94
24
LEITO DE RAÍZES
LAVAÇÃO DE TELASDA SERIGRAFIA
LAVADOR DEGASES
ESTOQUE DELODO
ESGOTODOMÉSTICO
ATERRO SANITÁRIOMOMENTO DE BLUMENAU
RIO SÃO BENTO BAIXOMONTANTE
LAVANDERIA
COLETA PARAÁGUA INDUSTRIAL
RESERVATÓRIODE ÁGUA
INDUSTRIAL
ANEXO 14. FLUXOGRAMA DA ETE DAMYLLER.
L
CAIXA DE AREIA
PENEIRA ESTÁTICA
EQUALIZAÇÃODESCARGA
DE FUNDODA CALDEIRA
COAGULAÇÃOFLOCULAÇÃO
PRENSA LAGOAFACULTATIVA
PEDRA POMES EFLUENTE TRATADO
EFLUENTE BRUTO EFLUENTE DO FÍSICO-QUÍMICO
ÁGUA DO RIO LODO TÊXTIL
94





























