Embed Size (px)
Citation preview

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
OTIMIZAÇÃO DO PROCESSO DE EMULSÃO VISANDO O ENCAPSU LAMENTO DE ÓLEO DE LINHAÇA PARA OBTENÇÃO DE TINTAS AUTORREPARA DORAS
Bruna Barros de Mattos Corrêa1*, Fernando Cotting1, Idalina Vieira Aoki1
1Departamento de Engenharia Química, Escola Politécnica da Universidade de São Paulo
Introdução A corrosão gera perdas financeiras consideráveis todos os anos, podendo representar de 2 a até 5% do PIB de cada nação, bem como provocar sérios impactos ambientais ao redor do globo. O setor da indústria química foi aperfeiçoado somente após elevar a temperatura, e a pressão nos seus processos químicos, o que garantia melhores rendimentos, maior velocidade e baixo custo na produção. Essas condições impostas geravam situações mais severas de corrosão, portanto, esse desenvolvimento da indústria só foi possível graças ao crescente uso de materiais resistentes à corrosão [1]. A fim de melhorar a resistência à corrosão dos metais, os sistemas de pintura são largamente empregados na indústria e visam proteger o material metálico através de uma barreira física, que tem a função de inibir a difusão do eletrólito, oxigênio e água para o substrato. Porém, se esta barreira for rompida, mesmo que parcialmente, o revestimento sozinho não consegue impedir a propagação do processo corrosivo. Uma das consequências disso é o descolamento acelerado da pintura e a formação de produtos de corrosão a partir da interface do revestimento do metal [2,3]. Portanto, devido aos frequentes danos mecânicos causados nos revestimentos, os chamados smart coatings foram desenvolvidos e possuem a capacidade de se autorrepararem. Os sistemas de proteção ativa recuperam as propriedades iniciais do substrato revestido quando este é atacado pelo processo de corrosão, esse processo é chamado de self-healing ou autorreparação [4]. Desta forma, microcápsulas contendo inibidores de corrosão ou agentes formadores de filmes têm sido constantemente empregadas, e essas possuem a grande vantagem de não somente proteger as substâncias ativas de interagirem diretamente com a matriz da resina da tinta, mas também de promover uma liberação do material encapsulado de forma controlada [5,6]. Os estímulos para os revestimentos inteligentes podem ser qualquer uma das inúmeras mudanças nas condições do meio ambiente, ou seja, esses revestimentos podem responder ao calor, pressão, pH, impacto, vibrações, patógenos e outros organismos, certas substâncias químicas como materiais corrosivos, umidade, campo elétrico e magnético, luz do sol e radiação UV, entre outros [7]. Para um material ser definido como autorreparador é necessário que o processo de cicatrização ocorra sem intervenção humana. O sistema polimérico é capaz de se autorreparar, protegendo todas as fissuras da corrosão local [8]. Revestimentos funcionais e inteligentes são certamente uma classe de materiais com um amplo interesse tecnológico e possuem uma variedade de aplicações, além de serem uma das mais promissoras alternativas para se desenvolver sistemas de proteção à corrosão de alto desempenho [9]. Neste contexto, o objetivo deste trabalho foi estudar a etapa do preparo da emulsão, utilizando para isto de um planejamento estatístico, a fim de se obter as melhores condições de preparo e estabilização da mesma, para posteriormente otimizar o processo de produção de microcápsulas poliméricas contendo óleo de linhaça como formador de filme em seu núcleo para o efeito de autorreparação em uma tinta alquídica. Após o processo de encapsulamento do formador de filme em uma parede polimérica, as microcápsulas são aditivadas em um primer e aplicadas sobre corpos de prova de aço carbono. Quando este revestimento é danificado pela ação química ou física, as microcápsulas se rompem, liberando o agente reparador no local e, dessa forma, prolongam o tempo de vida útil deste metal revestido.

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
Suryanarayana (2008) e Monica Baptiste-Restrepo (2012) desenvolveram revestimentos autorreparadores com óleos secantes microencapsulados. O óleo de linhaça junto com secantes foi utilizado como agente reparador devido à sua habilidade de formar filmes pela polimerização oxidativa em contato com o oxigênio da atmosfera. Microcápsulas com parede de ureia-formaldeído e óleos secantes em seu núcleo foram sintetizadas por polimerização superficial in-situ [10,11] O objetivo deste trabalho foi a otimização das condições de emulsão para gerar as micelas que servirão de template na produção de microcápsulas poliméricas contendo óleo de linhaça em seu núcleo. As microcápsulas obtidas na melhor condição de emulsificação serão posteriormente adicionadas numa tinta alquídica e aplicadas sobre o aço carbono para analisar o efeito de autorreparação. Materiais e Métodos Primeiramente, foi escolhido um modelo de planejamento fatorial completo, a fim de se obter embasamento estatístico na análise dos resultados obtidos e para que a execução dos experimentos fosse feita de maneira reprodutível e aleatória. As principais vantagens em se utilizar um planejamento do tipo 2k são: a) a análise e interpretação dos seus resultados são relativamente simples; b) o número de ensaios envolvidos na realização desses experimentos, por fator estudado, é relativamente pequeno; c) a região experimental nestes experimentos apesar de restrita, pode indicar tendências e determinar uma direção mais adequada para novos experimentos; d) temos k fatores com dois níveis cada, sendo que os níveis podem ser quantitativos ou qualitativos; e) pode-se incluir novos níveis e/ou novos fatores quando for necessário realizar uma avaliação mais detalhada do estudo [12]. Neste trabalho foram estudados 4 fatores, sendo eles: a porcentagem da fração mássica do tensoativo (3 níveis), o uso ou não de sonda ultrassônica (2 níveis), o uso ou não de cloreto de sódio na formulação (2 níveis), e o uso ou não de dispersor Ultra-Turrax (2 níveis). A Tabela 1 apresenta o as variáveis estudadas e os seus níveis. O projeto fatorial completo apresentou 21x21x21x31 = 24 ensaios conforme mostrado na Tabela 2. Os experimentos foram randomizados utilizando-se o software estatístico Minitab 17.
Tabela 1. Distribuição das variáveis estudadas e seus níveis.
Fatores
Níveis dos Fatores
-1 0 1
A Sonda Ultrassônica Não X Sim
B Dispersor Ultra-Turrax Não X Sim
C NaCl Não X Sim
D Fração Mássica (%) 0,1 0,3 0,5

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
Tabela 2. Planejamento Estatístico dos Experimentos
Ordem Padrão
dos Experimentos
Ordem das Corridas
dos Experimentos A B C D
1 13 -1 -1 -1 -1
2 23 -1 -1 -1 0
3 5 -1 -1 -1 1
4 9 -1 -1 1 -1
5 24 -1 -1 1 0
6 17 -1 -1 1 1
7 7 -1 1 -1 -1
8 18 -1 1 -1 0
9 8 -1 1 -1 1
10 1 -1 1 1 -1
11 10 -1 1 1 0
12 19 -1 1 1 1
13 3 1 -1 -1 -1
14 2 1 -1 -1 0
15 14 1 -1 -1 1
16 15 1 -1 1 -1
17 21 1 -1 1 0
18 11 1 -1 1 1
19 22 1 1 -1 -1
20 16 1 1 -1 0
21 20 1 1 -1 1
22 12 1 1 1 -1
23 4 1 1 1 0
24 6 1 1 1 1
Após a execução do planejamento estatístico, os ensaios foram realizados seguindo-se uma ordem aleatória, e as variáveis resposta analisadas foram o diâmetro médio das micelas e a estabilidade das emulsões através das medidas do potencial zeta. Esse mesmo planejamento estatístico foi feito para três diferentes tensoativos: goma arábica, Pluronic P123 e o Triton X-100, todos não iônicos. Suas estruturas químicas estão ilustradas nas figuras abaixo:

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
Figura 1: Estrutura química da goma arábica.
(Adaptado de JUST PAINT, 2015 [13])
Figura 2: Estrutura química do Pluronic P123 (Poly(ethylene glycol)-block-poly(propylene glycol)-block-
poly(ethylene glycol) (Adaptado de SIGMA-ALDRICH CO. LLC., 2015 [14])
Figura 3: Estrutura química do Triton X-100 (4-(1,1,3,3-Tetramethylbutyl)phenyl-polyethylene glycol, t-
Octylphenoxypolyethoxyethanol, Polyethylene glycol tert-octylphenyl ether) (SIGMA-ALDRICH CO. LLC., 2015 [15])
Os tensoativos não iônicos não possuem cargas verdadeiras, mas apenas concentração de cargas em virtude das ligações polares das moléculas, como pode ser visto nas figuras 1, 2 e 3. Por conta disso, esses tensoativos formam gotículas que não apresentam dupla camada elétrica. Logo, a estabilização das emulsões e dispersões com tensoativos não iônicos ocorre pelo impedimento estérico de suas moléculas, que geralmente apresentam partes polares muito longas [16].
Figura 4: Esquema ilustrativo da estabilização das gotículas de óleo com tensoativo não iônico através
do impedimento estérico. (DALTIN, 2011 [16]).

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
Essa repulsão entre as gotículas por efeito estérico impede a aproximação entre elas e, portanto, sua coalescência. Diante disso, forma-se uma emulsão que pode ser mais ou menos estável, dependendo dos tipos de tensoativos usados, da configuração da camada, da afinidade das partes polar e apolar da molécula pela água e pelo óleo, bem como da relação de peso entre essas partes [16].
1. Preparação da Emulsão A emulsão foi preparada em duas fases distintas. Inicialmente, preparou-se uma solução contendo 10,8 % em massa de óleo de linhaça; 1,5 % de octanoato de cobalto e 0,5 % de octanoato de cálcio, que permanece em agitação magnética até sua completa homogeneização. Feito isso, em um béquer foram pesadas as seguintes substâncias: 81 % em massa de água destilada; 1,4 % de ureia; 0,14 % de cloreto de amônio; 0,14 % de resorcinol; 0,3 % de melamina e os demais, caso haja sal no experimento pesa-se cerca de 2,7 % em massa de cloreto de sódio, e dependendo da porcentagem de fração mássica (0,1 %; 0,3 % ou 0,5 %) prevista para o tensoativo a ser usado no experimento esta também é adicionada à mistura Logo depois, o béquer é colocado sob agitação mecânica a 1200 rpm ou sob agitação com Ultra-Turrax a 5600 rpm, dependendo do ensaio, por cerca de 5 min. Adiciona-se, então, o conteúdo da solução de óleo de linhaça ao béquer sob agitação e a mistura é acidificada com HCl 1,0 mol/L até um pH de aproximadamente 2,5 que é confirmado com o auxílio de um pHmetro. Caso o experimento seja feito com dispersor Ultra-Turrax, a emulsão fica agitando por 30 min; caso seja feito com agitador mecânico, agita-se por 1 h. Depois disso, a emulsão foi analisada no Malvern Mastersizer X para avaliar o diâmetro das micelas; e no Malvern Zetasizer Nano ZS90 foi medido o potencial zeta da emulsão obtida para determinar sua estabilidade. No microscópio óptico foram observadas as características das micelas e por meio da inspeção visual da emulsão num tubo de ensaio, pode-se observar após 5 min e 30 min a separação ou não das fases da emulsão. 2. Polimerização da Emulsão e Obtenção das Microcápsulas Após se ter determinado a melhor condição de preparo da emulsão para um dado tensoativo (isso foi feito por analise estatística dos efeitos das variáveis independentes nas variáveis resposta), repetiu-se o procedimento da obtenção da emulsão, com o acréscimo de que após o tempo de agitação ter transcorrido, adicionava-se 3,5 % em massa de formaldeído, e a emulsão era colocada sob agitação mecânica a 150 rpm com aquecimento a 55 °C, por 4 h. Esperou-se a dispersão de microcápsulas resfriar até a temperatura ambiente e esta foi filtrada a vácuo. Depois de secas em um dissecador à vácuo, as microcápsulas foram inspecionadas através de um microscópio óptico. Resultados e discussão 1. Tratamento Estatístico dos Dados
Primeiramente, analisou-se através do software Minitab 17 as variáveis resposta obtidas com os ensaios planejados estatisticamente para a otimização da emulsão para cada um dos tensoativos estudados. 1.1 Estudo para o tensoativo goma arábica 1.1.1 Resultados para a resposta diâmetro médio

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
A Figura 5 apresenta os efeitos principais das variáveis ou fatores estudados em função da variável resposta diâmetro médio.
Figura 5: Gráfico dos efeitos principais dos fatores estudados em função da resposta diâmetro médio
para o tensoativo goma arábica. O gráfico dos efeitos principais analisa cada um dos fatores estudados individualmente em função da variável resposta. Isso é fundamental para se determinar quais dos fatores terão um impacto maior no preparo e estabilidade da emulsão, que pode ser positivo ou negativo. Na figura 5, temos o gráfico de efeitos principais em função da resposta diâmetro médio no caso da goma arábica como tensoativo, onde se pode perceber que o uso da sonda ultrassônica (fator A) e o uso do dispersor Ultra-Turrax (fator B) foram os mais significativos para se obter micelas com menor valor de diâmetro médio. Na presença desses fatores A ou B, o diâmetro médio ficou em torno de 22 µm. Por conta de se buscar obter os menores valores de diâmetro médio, os efeitos são negativos na resposta (fato mostrado pela inclinação negativa das retas obtidas nos gráficos de efeito da Figura 5). Outro resultado interessante é o fato do uso da sonda ultrassônica apresentar efeito muito parecido com o uso do dispersor Ultra-Turrax sobre o diâmetro médio das micelas, o que pode indicar que como o efeito deles no diâmetro da micela é quase igual, pode-se utilizar um ou outro, e não os dois juntos, pois a combinação de ambos leva a obter diâmetro médio igual. Isso foi constatado num gráfico de interação dos fatores que permite uma análise de como esses fatores se comportam quando combinados entre si, como mostrado na Figura 6. A interação dos fatores A*B resulta no mesmo valor de diâmetro médio.
Figura 6: Gráfico de interação dos fatores estudados em função da resposta diâmetro médio utilizando-
se da goma arábica como tensoativo.
1-1
120
100
80
60
40
20
1-1 1-1 10-1
A
Méd
ia d
o D
iâm
etr
o M
édio
(µ
m)
B C D
Gráfico de Efeitos Principais para Diâmetro Médio (µm)Médias Ajustadas
200
100
0
200
100
0
1-1
200
100
0
1-1 1-1
A * B
A * C B * C
A * D
A
B * D
B
C * D
C
-11
B
-11
C
-10
1
D
Méd
ia d
o D
iâm
etr
o M
éd
io (
µm
)
Gráfico de Interação para Diâmetro Médio (µm)Médias Ajustadas

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
Portanto, na figura 6 temos um gráfico de interação dos fatores em função da resposta diâmetro médio no caso da goma arábica como tensoativo, onde pode-se notar que o efeito de interação que parece estar mais pronunciado é o A*B, que refere-se à interação do ultrassom com o dispersor Ultra-Turrax, e de pronto vemos que na presença concomitante dos dois fatores, o resultado não é diferente do resultado que se obtém na presença de somente um deles. Na presença de ultrassom ou de Ultra-Turrax, o sal cloreto de sódio (fator C) deixa de ter importância, já que pela figura 6 vemos que o sal aumenta o diâmetro médio das micelas, que chega a passar dos 100 µm, o que não é interessante para o experimento, já que as micelas devem estar em uma faixa de diâmetro médio entre 20 µm e 30 µm para que o encapsulamento do óleo de linhaça seja eficiente e as microcápsulas não deteriorem as propriedades de barreira da tinta empregada. Conclui-se que, apesar do sal aumentar a força iônica na emulsão, ele não é significativo na presença de ultrassom ou de Ultra-Turrax e ainda tem um efeito positivo, pois leva ao aumento nos valores médios do diâmetro. Isso pode ser confirmado na figura 5 do gráfico de efeitos principais, onde a presença do sal NaCl de fato eleva o valor médio do diâmetro das micelas. Outra consideração importante é que, quando se adiciona sal e se aumenta a quantidade da fração mássica da goma arábica, o efeito também é positivo, pois isso eleva o diâmetro médio das micelas, o que não é desejado. Quanto maior a quantidade da goma arábica (fator D), maior o valor do diâmetro médio o que também não é desejado. Analisando as figuras 5 e 6, também se pode constatar que a porcentagem de fração mássica de 0,3 % fornece os menores valores de diâmetro médio das micelas e deve ser a quantidade utilizada.
Figura 7: Gráfico de probabilidade normal dos resíduos em função da resposta diâmetro médio
utilizando-se da goma arábica como tensoativo.
Pelo gráfico de probabilidade normal dos resíduos em função do diâmetro médio das micelas para o tensoativo goma arábica, mostrado na Figura 7, pode-se perceber que como os resíduos estão concentrados na região do zero, pode-se afirmar que os ensaios apresentam baixa dispersão dos resultados e os dados obtidos podem ser considerados confiáveis. 1.1.2 Resultados para a resposta potencial zeta da emulsão A Figura 8 apresenta os efeitos das variáveis sobre o potencial zeta das emulsões obtidas. Quanto mais positivo ou negativo o valor do potencial zeta, mais estável será a emulsão.
50250-25-50
99
95
90
80
70
60
50
40
30
20
10
5
1
Resíduos
Perc
entu
al
Gráfico de Probabilidade Normal(resposta é Diâmetro Médio (µm))

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
Figura 8: Gráfico dos efeitos principais dos fatores estudados em função da resposta potencial zeta
utilizando-se da goma arábica como tensoativo.
Figura 9: Gráfico de interação dos fatores estudados em função da resposta potencial zeta utilizando-se
da goma arábica como tensoativo.
Os valores médios obtidos para o potencial zeta estão em torno de – 0,15 mV e, portanto, muito próximos de zero, como pode ser observado nas figuras 8 e 9, o que comprova que a goma arábica é um tensoativo não iônico e, portanto, não possui carga líquida significativa e não atribui carga líquida às micelas formadas. Os dados de verificação de separação de fases revelam que embora o potencial zeta esteja próximo de zero, não se observou separação de fases na emulsão após 30 min de repouso em tubo de ensaio. Na figura 8, podemos ver que os efeitos mais significativos e positivos sobre o potencial zeta são a sonda ultrassônica (fator A) e a presença de sal cloreto de sódio (fator C), enquanto que o fator D (fração mássica do tensoativo goma arábica) apresenta efeito negativo levando a potenciais mais negativos para maiores concentrações do tensoativo. Percebe-se também que a maior fração mássica da goma diminui levemente o potencial zeta enquanto a presença de sal, ultrassom e Ultra-Turrax individualmente aumentam levemente o valor do potencial zeta. Pela figura 9, vemos que apenas a associação da goma arábica e o uso da sonda de ultrassom refletem em um efeito conjunto significativo no qual a menor fração mássica de goma e o uso de ultrassom aumentam o potencial zeta, isso ocorre porque apesar da goma atrair íons Cl e diminuir o potencial zeta, na presença do ultrassom ocorre uma maior movimentação das micelas o que retira os cloretos adsorvidos da superfície das micelas, levando ao aumento do potencial zeta.
1-1
0,1
0,0
-0,1
-0,2
-0,3
-0,4
1-1 1-1 10-1
A
Méd
ia d
o P
ote
ncia
l ze
ta(m
V) B C D
Gráfico de Efeitos Principais para Potencial zeta(mV)Médias Ajustadas
1
0
-1
1
0
-1
1-1
1
0
-1
1-1 1-1
A * B
A * C B * C
A * D
A
B * D
B
C * D
C
-11
B
-11
C
-10
1
D
Méd
ia d
o P
ote
nci
al ze
ta(m
V)
Gráfico de Interação para Potencial zeta(mV)Médias Ajustadas
ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
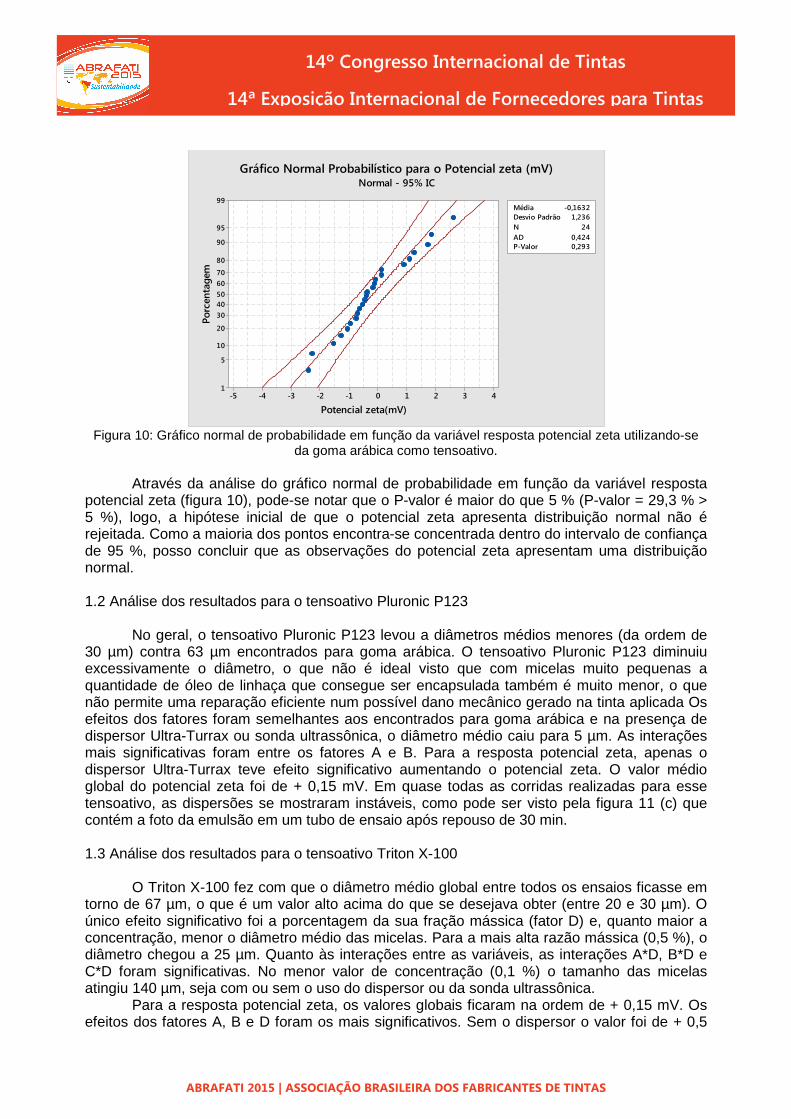
Figura 10: Gráfico normal de probabilidade em função da variável resposta potencial zeta utilizando-se
da goma arábica como tensoativo.
Através da análise do gráfico normal de probabilidade em função da variável resposta potencial zeta (figura 10), pode-se notar que o P-valor é maior do que 5 % (P-valor = 29,3 % > 5 %), logo, a hipótese inicial de que o potencial zeta apresenta distribuição normal não é rejeitada. Como a maioria dos pontos encontra-se concentrada dentro do intervalo de confiança de 95 %, posso concluir que as observações do potencial zeta apresentam uma distribuição normal. 1.2 Análise dos resultados para o tensoativo Pluronic P123 No geral, o tensoativo Pluronic P123 levou a diâmetros médios menores (da ordem de 30 µm) contra 63 µm encontrados para goma arábica. O tensoativo Pluronic P123 diminuiu excessivamente o diâmetro, o que não é ideal visto que com micelas muito pequenas a quantidade de óleo de linhaça que consegue ser encapsulada também é muito menor, o que não permite uma reparação eficiente num possível dano mecânico gerado na tinta aplicada Os efeitos dos fatores foram semelhantes aos encontrados para goma arábica e na presença de dispersor Ultra-Turrax ou sonda ultrassônica, o diâmetro médio caiu para 5 µm. As interações mais significativas foram entre os fatores A e B. Para a resposta potencial zeta, apenas o dispersor Ultra-Turrax teve efeito significativo aumentando o potencial zeta. O valor médio global do potencial zeta foi de + 0,15 mV. Em quase todas as corridas realizadas para esse tensoativo, as dispersões se mostraram instáveis, como pode ser visto pela figura 11 (c) que contém a foto da emulsão em um tubo de ensaio após repouso de 30 min. 1.3 Análise dos resultados para o tensoativo Triton X-100 O Triton X-100 fez com que o diâmetro médio global entre todos os ensaios ficasse em torno de 67 µm, o que é um valor alto acima do que se desejava obter (entre 20 e 30 µm). O único efeito significativo foi a porcentagem da sua fração mássica (fator D) e, quanto maior a concentração, menor o diâmetro médio das micelas. Para a mais alta razão mássica (0,5 %), o diâmetro chegou a 25 µm. Quanto às interações entre as variáveis, as interações A*D, B*D e C*D foram significativas. No menor valor de concentração (0,1 %) o tamanho das micelas atingiu 140 µm, seja com ou sem o uso do dispersor ou da sonda ultrassônica. Para a resposta potencial zeta, os valores globais ficaram na ordem de + 0,15 mV. Os efeitos dos fatores A, B e D foram os mais significativos. Sem o dispersor o valor foi de + 0,5
43210-1-2-3-4-5
99
95
90
80
70
60
50
40
30
20
10
5
1
Média -0,1632
Desvio Padrão 1,236
N 24
AD 0,424
P-Valor 0,293
Potencial zeta(mV)
Po
rcen
tag
em
Gráfico Normal Probabilístico para o Potencial zeta (mV)Normal - 95% IC

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
mV, e com o valor foi de - 0,7 mV, revelando que nessa condição a emulsão seria mais estável (mais distante do valor zero). Na presença da sonda ultrassônica o valor é + 0,3 mV e na ausência é - 0,5 mV. O aumento da concentração do tensoativo leva o potencial a ficar mais positivo. As emulsões não se mostraram estáveis na presença desse tensoativo, como pode ser observado na figura 11 (d) que mostra o tubo de ensaio com a emulsão após 30 min de repouso. 2. Inspeção Visual A escolha das melhores condições de preparo da emulsão para o tensoativo goma arábica através das análises estatísticas também foi confirmada pela observação da estabilidade dessa emulsão em repouso num tubo de ensaio com o decorrer do tempo. A seguir temos as fotos dessa emulsão após 5 min (figura 11 (a)) e 30 min (figura 11(b)).
Figura 11: Fotos da emulsão com tensoativo goma arábica referente à corrida 8 que apresentou o melhor desempenho seguindo os dados estatísticos, após repouso de 5 min (a) e 30 min (b) utilizando-se goma
arábica; e após 30 min com Pluronic P123 (c) e Triton X-100 (d), respectivamente. Através da análise e acompanhamento da estabilidade da emulsão por inspeção visual no tubo de ensaio, como pode ser visto na figura 11 (a) e (b), a emulsão da corrida 8 com o tensoativo goma arábica se apresentou bastante estável depois de finalizada e permaneceu assim ao longo do tempo. Como as melhores respostas foram obtidas para o tensoativo goma arábica, decidiu-se determinar as melhores condições de preparação da emulsão para este tensoativo, através das análises estatísticas e da inspeção visual das emulsões obtidas, a fim de produzir essas microcápsulas e analisar a sua forma e características em microscópio óptico, bem como a eficiência do seu encapsulamento. Concluiu-se que a melhor condição de preparação da emulsão é utilizando-se a goma arábica e nas condições do ensaio número 8, ou seja, utilizando-se 0,3 % da fração mássica do tensoativo, com o dispersor Ultra-Turrax, sem a presença de cloreto de sódio e sem o uso do ultrassom. As microcápsulas foram então preparadas segundo o procedimento já descrito, e após a sua secagem completa, foram analisadas em microscópio óptico, e apresentaram o aspecto mostrado na figura 12.

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
Figura 12: Fotos feitas em microscópio óptico das microcápsulas de óleo de linhaça preparadas, onde (a) mostra o formato esférico das cápsulas e em (b) temos a liberação do óleo de linhaça mostrando que o
encapsulamento foi eficaz. Conclusões O modelo estatístico utilizado para planejar os experimentos ajustou-se bem e foi eficiente para determinar a diferença entre os fatores, seus efeitos, sua interação, e qual o tipo de influência eles exercem (positiva ou negativa) para cada uma das variáveis resposta estudadas, o que justifica o seu emprego. Foi possível determinar, estatisticamente, que o melhor tensoativo utilizado foi a goma arábica, e isso foi confirmado pela inspeção visual da emulsão com o decorrer de 30 min após o seu preparo, mostrando sua maior estabilidade em relação aos demais tensoativos. As melhores condições da emulsificação foram 0,3 % da fração mássica da goma arábica, sem a adição de cloreto de sódio na formulação, sem o uso de ultrassom, e com a agitação feita em dispersor Ultra-Turrax. Obedecendo a essas condições ótimas, foram obtidas com sucesso as microcápsulas poliméricas de ureia-formaldeído contendo óleo de linhaça no seu interior. Referências bibliográficas [1] FONTANA, M. G. Corrosion Engineering . 3ª Ed. Ohio: Mc Graw-Hilt, 1987. [2] FALCÓN, J. M., BATISTA, F. F., AOKI, I. V. Encapsulation of dodecylamine corrosion inhibitor on silica nanoparticles. Electrochimica Acta , v. 124, p. 109-118, 2014. [3] FALCÓN, J. M., SAWCZEN, T., AOKI, I. V. Highly ordered mesoporous silica loaded with dodecylamine for active anticorrosion coatings, 2013. [4] GARCÍA S.J., FISCHER H. R., ZWAAG S. v. d. A critical appraisal of the potential of self healing polymeric coatings. Progress in Organic Coatings , v. 72 , p. 211-221, 2011. [5] DURAN, N.; MATTOSO, L.H.C.; MORAIS, P.C. Nanotecnologia : Introdução, Preparação e Caracterização de Nanomateriais e exemplos de aplicação. São Paulo, S.P.: Artiliber, 2006. [6] WENYAN, L. et al. Microencapsulation of corrosion indicators for smart coatings. NASA, Report / Patent 2011-157, 2011. [7] CHALLENER, C. The Intellegence Behind Smart Coatings. JCT Coatings Tech , p. 50-55, 2006. [8] SELVAKUMARA, N.; JEYASUBRAMANIAN, K.; SHARMILA, R. Smart coating for corrosion protection by adopting nano particles. Progress in Organic Coatings , v. 74, p. 461– 469, 2012. [9] MONTEMOR, M. F. Functional and smart coatings for corrosion protection: A review of recent advances. Surface & Coatings Technology , v. 258, p. 17–37, 2014. [10] SURYANARAYANA, C.; RAO, K. C.; KUMAR, D. Preparation and characterization of microcapsules containing linseed oil and its use in self-healing coatings. Progress in Organic Coatings , v. 63, p. 72-78, 2008.

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
[11] RESTREPO. M. B. Estudo do efeito de autorreparação nos revestimentos aditivados com microcápsulas contendo óleo de linhaça. 2012. Dissertação, USP, São Paulo. [12] BOX, G. E., HUNTER, W., HUNTER, J. S. Statistics for Experimenters : An Introduction to Design, Data Analysis, and Model Building. . Hoboken, N.J.: Wiley-Interscience, 2005. [13] JUST PAINT [2015] Disponível em: http://www.justpaint.org/the-science-behind-qor/, acesso em 09/08/2015. [14] SIGMA-ALDRICH CO. LLC. [2015] Disponível em: http://www.sigmaaldrich.com/catalog/product/aldrich/435465?lang=pt®ion=BR, acesso em 09/08/2015. [15] SIGMA-ALDRICH CO. LLC. [2015] Disponível em: http://www.sigmaaldrich.com/catalog/product/sigma/t8787?lang=pt®ion=BR, acesso em 09/08/2015. [16] DALTIN, D. Tensoativos: Química, propriedade e aplicações. São Paulo: Blucher, 2011.





























