Embed Size (px)
Citation preview

Rua: Claudina Motter MazeraSão João Batista
Fone(48)3265-5312/3265-4906www.imacal.com.br
www.imacal.com.br

Especificações Técnicas:
O consumo de energia:
Faixa de Ajuste de Quantidade: 9.999 peçasFaixa de Ajuste de Comprimento: 9.999mm
Largura máxima da tira em 45º: 60mmVelocidade de corte: De 10 até 60 m/min.Tensão de alimentação: 220 volts / 60HzProgramas: 500Comprimento: 800 mmLargura: 600 mmAltura: 1250 mmPeso: 48 KgAcionamento da navalha e perfurador: válvulas Cilindros PneumáticoPressão de trabalho: 100 libras
0,5 kW
Largura máxima do corte reto: 40mm
MC-05 foi desenvolvida com a intenção de cortar tiras com cortereto e em ângulo, tendo corte quente e corte a frio. Comandadopor um CLP podendo atingir a quantidade de 500 programas,tendo falta de energia todos os programas serão salvos.O corte quente é muito utilizada em corte de alças de sandália,no tamanho q desejar e faz todas as perfurações de acordo coma necessidade e a quantidade que desejar.
1

Máquina com corte frio em grauMC-05
2

1
2
3
4
5
6
7
8
9
10
11
1213
45
11
3

19
24
23
22
21
20
16
18
17
30
29
25
27
28
31
26
28
4

32
33
34
3536
37 38
39
40
41 42
43
44
45
46
47
48
49
50
51
52
5

6
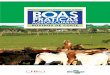
Nº Descrição1 Proteçãode acrilico frontal 26 Motor de passo ak57h/3-1.82 Proteçãode acrilico traseira 27 Eixo da navalha3 Botãoo emergência comtrava - bb2-bd542 28 Conjuntodanavalha
4 CLP CP500 5,55 29 Base do Cilindro compacto 63 x15mm
5 Botão preto de Liga/Desliga DC-200/3 30 Cilindrocompacto 63x 15mm
6 Botao de comando verdemetalico hb2-bc31 31 Prensa Cabo Rosca PG13,5
7 Corpo traseira 32 Manipulo esfera fêmea 030- 8mm
8 manipulo botão 5x15 33 Alavanca
9 Guia detiras 34 Engrenagem do eixo superior
10 Mesa de inox 35 Engrenagem do eixo inferior
11 Corpo dianteiro 36 Suporte esquerdodos eixos
12 Base do sensor 37 Mancal do eixo inferior
13 Chave de acionamento damicro 38 Eixo superior
14 Porta fusível tp ros.5x 20mmpfp-01 39 Rolo doeixo superior
Fusível de vidro20agf - 0,5 a - 5x 20mm 40 Rolo doeixo inferiorFusível de vidro20agf - 5,0 a - 5x 20mm 41 Eixo inferior
15 Corpo esquerdo 42 Suporte direito dos eixos
16 ParafusoGuia do cabeçote 5x15 43 Polia 20 dentes do eixo
17 molade pressão doguia 44 Polia 20 dentes do motor
18 Guia docabeçote 45 Base direita do cabeçote
19 Corpo danavalha 46 Base traseira do cabeçote
20 Base do corpo da navalha 47 Base esquerda do cabeçote
21 Bucha da navalha 48 Mola de pressão dos eixos
22 Disco posicionador 49 Eixo traseiro
23 Engrenagem 18 dentes 50 Suporte da mola depressão
24 Base do suporte do motor de ângulo 51 Motor de passo ak57h/3-1.8
25 Suporte do sensor 52 Suporte da alavanca

Criar um programa
• Pressione e o número correspondente da função.
Selecionar menu de função
• Pressione para cancelar a edição de uma função e
regressar a tela de processo.
• Pressione para confirmar a edição de uma função.
• Todos os programas são criados através de funções.Cada função determina um parâmetro a ser executado.
Função 1, função 2 e função 3
Função 4
• Define até 3 conjuntos de marcações por programa. Todos os conjuntos começam no primeiroponto e terminam no último ponto. Deve-se parâmetrizar a quantidade de pontos (0 à 9999)e o passo (distância) entre cada ponto (0 à 999mm).Exemplo:
• Determina o comprimento entre o último ponto do conjunto1e o primeiroponto do conjunto 2 ( 0 à 999 mm ).
Comprimento entre CJ1 e CJ2
Função 5
• Determina o comprimento entre o último ponto do conjunto 2 e o primeiroponto do conjunto 3 (0 à 999mm).
Comprimento entre CJ2 e CJ3
CONF
ESCRST
ENT
Passo entre
pontos
do CJ1
Passo entre
pontos
do CJ2
Passo entre
pontos
do CJ3
Número de
Pontos do
CJ1
Número de
Pontos do
CJ2
Número de
Pontos do
CJ3
Função 1: Função 2: Função 3:
Esta máquina é composta com uma programação de 500programas que são programáveis da seguinte forma.
7

Função 6
• Determina o comprimento entre o corte inicial e o primeiro ponto do conjunto 1 (0 à 999mm).Exemplo:
Comprimento entre corte inicial e primeiro ponto CJ1
Função 7
• Determina o comprimento entre o último ponto do último conjunto e o centro do corte final (0 à 999mm)Exemplo:
Comprimento entre último ponto e o centro do corte final
Função 8
• Ativa ou desativa a ferramenta de marcação dos pontos dos conjuntos.
Função 9
• Ativa ou desativa a ferramenta de corte das tiras.
MC
-5
Função 10
• Determina o total de pares de tiras (lado esquerdo e lado direito) que serão processados (1 à 9999).
Função 11
• Determina o Ângulo 1- Corte inicial da tira (45º à 135º).Exemplo:
Ângulo 1 - Corte inicial
90º
Ângulo 2 - Corte Final
135º
Função 12
• Determina o Ângulo 2- Corte final da tira (45º à 135º).Exemplo:
Função 13
• Determina a unidade de contagem do processo. Definindo pares, as tiras serão processadas em parescomplementares, caso contrário uma tira única será processada por vez.
8

Programação avançada do MC-5.
• Pressione e o número correspondente da função.
• Pressione para cancelar a edição de uma função
• Pressione para confirmar a edição de uma função.
• Todos os parâmetros avançados são selecionados através de funções da seguinte forma.
CONF
ESCRST
ENT
• Para habilitar o menu da programação avançada segure a tecla ao ligar a maquina.CONF
Função 1
• Determina o número de passos do motor da lâmina para movimentar 90º (100).Motor Lâmina Passos em 90º.
Motor Lâmina Freq. Prt.
• Determina a frequência de partida do motor da lâmina (200Hz).
Motor Lâmina Freq. Mxm.
• Determina a frequência máxima do motor da lâmina (600Hz).Motor Lâmina Freq. Inc.
• Determina a frequência de incremento das rampas de aceleração do motor da lâmina (200Hz).
Função 2
Motor Lâmina Interv.• Determina o intervalo de tempo para executar o incremento da frequência das rampas deaceleração do motor da lâmina (25ms).
Determina o ajuste do motor que puxa a tira.
• Determina o número de passos para tracionar 1 metro de fita.(0 à 9999 tem que ser ajustado na troca e desgaste do rolo de tração da tira.
Motor Fita Freq. Prt.• Determina a frequência de partida do motor da tira (200Hz). Nota: Esta também será a frequênciade traçionamento manual da tira.
Motor Fita Freq. Mxm.
• Determina a frequência máxima do motor da fita (800Hz).
Motor Fita Freq. Inc.
• Determina a frequência de incremento das rampas de aceleração do motor da tira (150Hz).Motor Fita Interv.
• Determina o intervalo de tempo, frequência das rampas de aceleração do motor da tira (15ms).Função 3
• Distância entre a lâmina e o perfurador (sempre colocar a medida quando a maquina é ajustada).Função 4
• Determina o comprimento do refugo ou seja um pedaço que corta ao iniciar a operação (0 à 999mm).
• Determina o tempo de partida do motor da fita (20).
• Determina o tempo de acionamento da navalha de corte (0 à 999).
Função 5Tempo (100=1s) Tmp. part.
Tempo (100=1s) Tmp. Corte.
Tempo (100=1s) Tmp. Marca.• Determina o tempo que perfurador ficara acionado (10).
Função 6• Esta função tem por finalidade limpar todos os programas inseridos pelos usuários da máquina.Todos os parâmetros avançados continuaram íntegros. Para iniciar o processo é necessário inserir umasenha de segurança. Por motivos de segurança, mantenha esta senha restrita ao administrador.
SENHA: [1973]
9

MA
RR
OM
VE
RM
EL
HO
LA
RA
NJA
4 5 6
1 2 3
1X
0,5
0 V
M
1X
0,5
0 P
R
1X
0,5
0 V
M
1X
0,5
0 P
R
1 2 3
4 5 6
MA
RR
OM
VE
RM
EL
HO
LA
RA
NJA
B1 B2
S2
S3
S4
1
1
2
2
3
4
1X
0,5
0 V
M
1X
0,5
0 P
R
1X
0,5
0 P
R
1X
0,5
0 P
R
1X
0,5
0 P
R
1X
0,5
0 P
R
DISCOPOSICIONAMENTO
GILHOTINA
B1 B2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
1
1
S0 S1 S2 S3 S4 S5 S6 S7 + -
SAIDASNPN-1A A
LIM
EN
TAÇ
ÃO
FO
NT
E E
XT
ER
NA
5-24
Vcc
220V
ca22
0Vca
CLPCP50017 18 19 20 21 22 23 24
RS 485AGND B
E0 E1 E2 E3 E4 E5 E6 E7
ENTRADAS
NC FO
NT
E24
Vcc
150m
A(m
áx.)
+ -
22A
WG
AM
AR
ELO
22A
WG
BR
AN
CO
22A
WG
VE
RD
E22A
WG
AM
AR
ELO
22A
WG
BR
AN
CO
22A
WG
VE
RD
E
Y1 Y2
3x0,50 PP
22A
WG
AM
AR
ELO
22A
WG
BR
AN
CO
22A
WG
AM
AR
ELO
22A
WG
BR
AN
CO
22A
WG
VE
RD
E
22A
WG
VE
RD
E
1 2 3 4 5 6 1 2 3 4 5 6
RE
SE
T
GN
D
CLO
CK
(PU
LL-U
P)
DIR
EÇÃO
HA
BIL
ITA
ÇÃ
O
+3
2V
CN2
RE
SE
T
GN
D
CLO
CK
(PU
LL-U
P)
DIR
EÇÃO
HA
BIL
ITA
ÇÃ
O
+3
2V
CN2
SA
IDA
D M
OTO
R P
AS
SO
SA
IDA
C M
OTO
R P
AS
SO
SA
IDA
B M
OTO
R P
AS
SO
SA
IDA
AM
OTO
R P
AS
SO
+24V
cc
GN
D
CN CN1 31 2 1 2 3 4
SA
IDA
D M
OTO
R P
AS
SO
SA
IDA
C M
OTO
R P
AS
SO
SA
IDA
B M
OTO
R P
AS
SO
SA
IDA
AM
OTO
R P
AS
SO
+24V
cc
GN
D
CN CN1 31 2 1 2 3 4
DR 1DRIVER MOTOR
FIT
DR 2DRIVER MOTOR
LÂMINA
1x0
,50 V
ER
ME
LH
O
1x0
,50 P
RE
TO
VE
RM
ELH
O
AZ
UL
AM
AR
EL
O
MA
RR
OM
6
5
4
3 2 1
SM1P.E.
1x0
,50 V
ER
ME
LH
O
1x0
,50 P
RE
TO
MA
RR
Om
AM
AR
EL
o
AZ
UL
VE
RM
ELH
O
6
5
4
3 2 1
SM1P.E.
1x0
,50 V
ER
ME
LH
O
1x0
,50 P
RE
TO
1x0,50+1x0,50PR VM
C210000uF/50V
C110000uF/50V
35A/1000V
D1
1x0,50+ 1x0,50PR AZ/CL
24V/5A
AM
AM
AM
PRVM AZ
T1P.E.
230V
1x1,00+1x1,00PR AZ/CL
F110A
P.E.
L1 N
P.E.
5x1,5
L1L2L3N
P.E.
50 / 60 Hz 220 / 380 V3
L1L2L3N
P.E.
L1 N
F1
P.E.
6A
P.E.
50 / 60 Hz 127 / 220 V3
2x1,00+1x1,00PP VD/AM
2x1,00+1x1,00PP VD/AM
S13
4
DM 1
F20,5A
F36A
EV 1
0,018kW 0,1kW
R1 H1
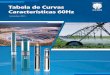
LEGENDAS1 - CHAVE COMANDO GERALS2 - BOTÃO STOPS3 - FIM DE CURSO MÁQUINA COM FITAS4 - BOTÃO STARTDr1 - PLACA DRIVER MOTOR DA FITADr2 - PLACA DRIVER MOTOR DA LÂMINASm1 - MOTOR DA FITASm2 - MOTOR DA LÂMINAD1 - PONTE RETIFICADORAC1,C2 - CAPACITOR ELETRÔNICOT1 TRANSFORMADOR COMANDOEv1- EXAUSTOR DO QUADRO DE COMANDOCPL - CONTROLADOR LÓGICO PROGRAMÁVELB1 - SENSOR DE POSICIONAMENTO GUILHOTINAB2 - SENSOR DO GIRO 90ºY1 - VÁLVULA DA GUILHOTINAY2 - VÁLVULA DO MARCADORR1 - RESISTÊNCIAS DE AQUECIMENTO GUILHOTINAH1 - SINALEIRA RESISTÊNCIA LIGADAF1 - FUSIVEL PROTEÇÃO GERALF2 - FUSIVEL PROTEÇÃO CLP E EXAUSTORF3 - FUSIVEL PROTEÇÃO RESISTÊNCIA
10