Embed Size (px)
Citation preview

UNIVERSIDADE SÃO FRANCISCO
Curso de Engenharia de Produção
JUNIA AMSTALDEN HASHIMOTO
A IMPLANTAÇÃO DO SISTEMA KANBAN DENTRO DE
UMA INDÚSTRIA DE AUTOPEÇAS
Campinas
2015

JUNIA AMSTALDEN HASHIMOTO – R.A. 004201000052
A IMPLANTAÇÃO DO SISTEMA KANBAN DENTRO DE
UMA INDÚSTRIA DE AUTOPEÇAS
Monografia apresentada ao Curso de
Engenharia de Produção da Universidade São Francisco, como requisito parcial para obtenção do título de Bacharel em Engenharia
de Produção.
Orientador: Profº Especialista: Mario Antônio
Monteiro.
Campinas
2015

JUNIA AMSTALDEN HASHIMOTO
A IMPLANTAÇÃO DO SISTEMA KANBAN DENTRO DE UMA INDÚSTRIA DE AUTOPEÇAS
Monografia apresentada ao Curso de Engenharia de Produção da Universidade São
Francisco, como requisito parcial para obtenção do título de Bacharel em Engenharia de Produção.
Data de aprovação:____/____/____
Banca Examinadora:
Profº Especialista . Mario Antônio Monteiro. (Orientador)
Universidade São Francisco
Profª. y (Examinadora)
Universidade São Francisco
Prof°. Ms. z (Examinador)
Universidade São Francisco

ATA DE ARGUIÇÃO FINAL DA MONOGRAFIA DA ALUNA
JUNIA AMSTALDEN HASHIMOTO
Aos XX dias do mês de XXXXXX do ano de 2015, às XX horas, nas dependências da
Universidade São Francisco, Campus Campinas, reuniu-se a Comissão da Banca
Examinadora, para avaliação da Monografia do Trabalho intitulado “XXX”, apresentada pelo
aluno XXXX, como exigência parcial para conclusão do curso de graduação no Curso de
Engenharia de Produção - Automação e Sistemas, da Universidade São Francisco, Campus de
Campinas. Os trabalhos foram instalados às XX horas pelo Prof. Dr/Ms. XX, Orientador do
candidato e Presidente da Banca Examinadora, constituída pelos seguintes Professores: Prof.
Dr/Ms XX, da Universidade/Empresa XX, e pelo Prof. Dr/Ms XX, da Universidade/Empresa
XX. A Banca Examinadora tendo decidido aceitar a monografia, passou à Argüição Pública
do candidato. Encerrados os trabalhos às XX horas, os examinadores, consideraram o
candidato aprovado e com média final X,X (extenso). E, para constar, eu Prof. Dr/Ms.
(Orientador), lavrei a presente Ata, que assino juntamente com os demais membros da Banca
Examinadora.
Campinas, XX de XXXXXX de 201X.
__________________________________________
Prof Dr/Ms X
Orientador e Presidente
Universidade São Francisco
____________________________________________
Prof. Dr/Ms Y
Universidade São Francisco
__________________________________________
Prof. Dr/Ms Z
Universidade São Francisco

AGRADECIMENTOS
Agradeço a Deus pela minha saúde e família, por ter me proporcionado condições para o
estudo.
Agradeço a diretoria e aos colaboradores da empresa na qual realizei e apliquei meu
estudo de caso, onde se propuseram a ajudar no que fosse necessário.
Ao meu orientador Professor Especialista Mario Antônio Monteiro, pela atenção e pelos
esclarecimentos sobre o tema estudado e pelas orientações dadas para a que a implantação
ocorresse de forma correta. E a Professora Élen Nara Carpim Besteiro pelos auxílios na
finalização do trabalho.
Aos colegas de classe pela convivência e amizades construídas.
A minha mãe, Ana Maria Amstalden e a minha irmã, Heloisa Amtalden Hashimoto,
pelo apoio e companheirismo, pois sem elas esse trabalho não se realizaria.

“ Não ore por fardos mais leves e sim por ombros mais fortes ”
Philips Brooks

RESUMO
Esse trabalho apresenta um estudo de caso realizado em uma empresa do ramo automotivo cuja , o que consequentemente levou a uma melhor satisfação de seus clientes. A implantação
do referido sistema, assim como de qualquer outra técnica, necessita de certas características presentes no ambiente organizacional que serão retratados a fim de demonstrar a importância dessa implementação e as metodologias viáveis para uma empresa automotiva, cuja exigência
de mercado se faz significante.
Palavras-chave: Redução de perdas. Sistema Kanban. Just-in-time.

ABSTRACT
This paper presentes a case realized in air automotive company whose deployment of the
Kanban system resulted in na improvement process, reducing inventory and losses, enhancement of production flow, fast servisse, which consequently brought a butter customer sates faction. This deployment, as well as any other technique, requires certain characteristics
presente in the organizational environment that will be reported to demonstrate the deplayment importance and viable methodologies for na automotive company, whose Market
requirement becomes significant.
Key words: Reduction of losses, Kanban System, Just in time.

LISTA DE FIGURAS
Figura 1 Analogia do quadro kanban com o nível de estoque....................... 19
Figura 2 Painel kanban e peças em estoque.................................................. 20
Figura 3 Movimentação dos contenedores e do kanban de movimento......... 23
Figura 4 Movimentação dos contenedores e do kanban de produção............ 24
Figura 5 Sequência do processo de fabricação do produto X............................... 31
Figura 6 Fluxo do produto x1 na fábrica.............................................................. 33
Figura 7 Painel kanban implantado na fábrica.................................................... 34

LISTA DE QUADROS
Quadro 1 Kanban de movimentação................................................................. 22
Quadro 2 Kanban de Produção.......................................................................... 24
Quadro 3 Modelo de cartão Kaban................................................................... 34

LISTA DE TABELAS
Tabela 1 Demanda x coeficiente de variação...............................................................
32

SUMÁRIO
1 INTRODUÇÃO......................................................................................... 12
1.1 Justificativa................................................. ....... ................. 12 1.2 Questão de Pesquisa.............................................................. 13
1.3 Objetivos............................................................................................... 13 1.4 Hipótese................................................................................................ 13 2 FUNDAMENTOS TEÓRICOS SOBRE O SISTEMA KANBAN........
14
2.1Origem do sistema Kanban................................................................... 14
2.2 Justi-in-time e o kanban........................................................................ 15 2.3 Sistema puxado de produção e o kanban.............................................. 16
2.4 Conceituação sobre o kanban............................................................... 16 2.4.1 As cinco regras do sistema kanban................................................ 17
2.4.2 Princípios do sistema Kanban........................................................ 18 2.5 Componentes do sistema kanban.......................................................... 18 2.6 Funcionamento do painel kanban........................................................ 19 2.7 A movimentação de materiais com o kanban....................................... 21 2.7.1 Cartões de Movimentação............................................................. 21 2.7.2 Cartões de Produção...................................................................... 23
2.8 Quadrado kanban.................................................................................. 25 2.8.1 Dimensionamento de numero de kanbans..................................... 25 2.9 Quadrado kanban.................................................................................. 27 3 METODOLOGIA..................................................................................... 28 4 APRESENTAÇÃO DOS RESULTADOS.............................................. 30 4.1 Estudo de Caso..................................................................................... 30
4.1.1 A empresa...................................................................................... 30
4.1.2 Estado Atual................................................................................... 30
4.1.3 Análise do problema...................................................................... 31
4.1.4 Análise dos Resultados................................................................. 32
5 CONCLUSÃO.......................................................................................... 36
REFERÊNCIAS BIBLIOGRÁFICAS................................................... 37

12
1. INTRODUÇÃO
Para atender as mudanças do mercado, em especial o segmento automotivo cujo nicho
de mercado é extremamente concorrido, é necessário que haja rapidez na entrega, qualidade
do produto e preço competitivo. De acordo com Sipper e Bulfin (1997) dentre as várias
mudanças no mercado, o crescimento na sofisticação do consumo tem sido a mais importante,
visto que os consumidores vêm buscado pontualidade, variedade, baixo custo e alta qualidade.
Desse modo as indústrias devem realizar a difícil tarefa de combinar eficiência com a
variedade e qualidade. Tal flexibilidade nos negócios é uma exigência que as indústrias
devem atender a fim de sobreviverem e prosperarem nesse ambiente (STARR, 1988).
De acordo com Olhager e Wikner (2000), o PCP torna-se uma questão vital na
estratégia para que a indústria consiga sobreviver às mudanças citadas, uma vez que
representa o elo entre o nível estratégico e os níveis abaixo, conseguindo traduzir intenções
estratégicas em planos táticos e operacionais concretos. Desse modo o sistema kanban de
produção, utilizada como ferramenta do PCP, contribui para que sejam eliminadas
superproduções e controlar níveis de estoque na fábrica, tornando a empresa mais
competitiva.
1.1Justificativa
A empresa investigada atua nesse segmento a 25 anos e possui mais de cem produtos
em sua linha, desse modo é preciso que haja um controle eficaz de seu estoque para que haja
rapidez no atendimento ao cliente. A implantação do sistema Kanban dentro de uma indústria
fabricante de autopeças pode auxiliar a empresa nessas questões, pois é uma metodologia de
programação de compras, de produção e de controle de estoques extremamente precisa e ao
mesmo tempo de baixo custo, uma vez que se utiliza de cartões que permitem o controle
visual da posição de estoque de qualquer item.
1.2 Questão de Pesquisa
O Kanban se caracteriza pelo fato de puxar a produção. O estudo tem como objetivo
responder a seguinte questão de pesquisa: Tendo o Kanban como função, acionar o processo
de fabricação apenas quando necessário, minimizar a formação de estoques, liberar material

13
de acordo com o consumo e descobrir problemas no processo, qual a contribuição dessa
ferramenta na indústria de plástico investigada?
1.1 Obje tivos
O objetivo deste trabalho é realizar a implantação do sistema Kanban nesta empresa e
analisar quais os resultados obtidos. Espera-se que essa ferramenta agregue a empresa
benefícios como a redução significativa do estoque, uma vez que opera em Just-in-time,
baixando custos de fabricação pela otimização de recursos, auto controle da produção,
aumento da capacidade de produção pela eliminação de gargalos de produção ou
abastecimento, o alinhamento e sincronização da produção e a diminuição do tempo de
atendimento dos pedidos.
1.2 Hipótese
Esta implantação visa proporcionar a empresa ganhos na produção e principalmente o
aumento na demanda de vendas. Para isso, é necessário fazer o levantamento das ações a
serem tomadas no momento da implantação, o diagnóstico dos dados da empresa, como a
demanda, os fornecedores, estoque de segurança, lote mínimo de produção e feito isso aplicar
e acompanhar a metodologia na linha de produção para por fim identificar e analisar os
resultados obtidos expondo seus ganhos e dificuldades encontradas.

14
2. FUNDAMENTOS TEÓRICOS SOBRE O SISTEMA KANBAN
2.1 Origem do s is tema Kanban
O Sistema Toyota de Produção começou a chamar atenção nos meados dos anos 70,
num período de recessão econômica, quando muitas empresas americanas viram seus lucros
caindo. A Toyota (empresa de automóveis japonesa), porém, continuou apresentando bons
lucros e boas vendas. Para Ribeiro (1999) o sucesso na implantação do sistema Kanban na
produção foi resultado obtido através da experiência adquirida da análise da produtividade
industrial no Japão, com o objetivo de solucionar problemas que levaram as empresas e o País
para uma grave crise no inicio da década de 80.
Esse bom desempenho se deve ao sistema de produção enxuto (ou just-in-time)
desenvolvido pela Toyota a partir dos anos 50. O just-in-time (JIT) é um principio chave
do STP, e pode ser definido como ter a “peça certa no momento certo e na quantidade
certa, e podemos acrescentar no lugar certo” (ROTHER e SHOOK, 1998).
Um pensamento focado no JIT busca produzir ou comprar apenas quando for
necessário e apenas nas quantidades necessárias, tendo com objetivo diminuir custos
relativos à obtenção de estoques, reduzindo o espaço físico ocupado no chão-de-fábrica, e
assim desmascarar problemas causados pelo excesso de produção. Em linhas gerais, a
redução dos estoques intermediários faz aflorar os problemas no fluxo produtivo, como
por exemplo, o desbalanceamento da linha de produção, setups longos, quebra de
máquinas, desperdícios com transporte, entre outros, facilitando a busca por soluções e
motivando a redução de custos frequentemente construída pelos próprios operadores
(SUZAKI, 1987). Desse modo, o Sistema Toyota de Produção desenvolveu uma
ferramenta chamada kanban para coordenar o fluxo de produtos visando o controle e
nivelamento da produção e à minimização dos estoques intermediários e finais (OHNO,
1997).
O criador do kanban, Taiichi Ohno, ex-vice-presidente da Toyota Motor
Company, extraiu sua ideia dos supermercados, onde a mercadoria só é resposta quando é
retirada pelo cliente, isto para assegurar que seja produzida somente a quantidade de itens
necessários por meio do sistema puxado de produção.

15
2.2 Justi-in-time e o kanban
O JIT é uma filosofia baseada na eliminação de desperdícios no processo de
manufatura. Seu objetivo é ter as peças certas no lugar certo, no tempo certo, e exatamente na
quantidade certa. O JIT leva a estoques bem menores, custo mais baixo e melhor qualidade,
quando comparado aos sistemas convencionais.
Embora o JIT no Sistema Toyota de Produção só tenha surgido por volta de 1930, por
Kiichiro Toyota, o sistema kanban iniciou-se por volta de 1950, pois em suma, o kanban é o
método operacional que rege e assegura a produção JIT.
O sistema kanban é um subsistema do JIT usado para controlar os estoques em
processo, a produção e o suprimento de componentes. Segundo Monden (1981), o sistema
kanban é um sistema de informação que controla harmoniosamente a produção dos produtos
necessários, na quantidade necessária e no momento necessário em cada processo da fábrica e
também entre companhias.
Slack (1997), ainda afirma que o Just-in-Time é uma filosofia que é vista como um
sistema total, que visa fornecer diretrizes que incluem todos os funcionários e processos
dentro da organização.
Segundo Oliveira (2005), o sistema kanban pode ser considerado como uma técnica de
controle visual para o balanceamento da produção. O sistema coloca em prática conceitos
inovadores do Sistema Toyota de Produção a fim de melhorar o nivelamento e controle da
produção e a minimizar os estoques intermediários e finais.
O sistema Just-in-Time está concentrado no controle da produção pela utilização do
kanban como ferramenta básica de controle da mesma, entretanto, o Just-in-Time pode ser
aplicado nas áreas de controle de qualidade, compras, lay-out do processo de fabricação, mão-
de-obra multifuncional, padronização dos processos, manutenção e produção mais linear sem
grandes variações de forma a permitir ganhos efetivos em todos os processos associados à
maior eficiência do processo produtivo, em um sistema o qual é informatizado, a informação
é processada e o resultado é visualizado através de painéis distribuídos nas várias células de
fabricação, possibilitando que a evolução da produção possa ser acompanhada por todos.
(MARTINS, BIDIN 2006)
Dessa forma, pode-se dizer que o sistema kanban melhora o planejamento da produção
de acordo com os princípios do Just in Time, produzindo na quantidade certa, no momento
certo aquilo que é necessário.

16
2.3 Sis tema puxado de produção e o kanban
Uma das características distintas do sistema kanban é que ele é um sistema de
produção puxado, ou seja, o material é retirado pelo usuário conforme necessário.
Moura (1996) descreve como principais objetivos do sistema de puxar os
seguintes itens:
- minimizar o inventário em processo;
- minimizar a flutuação de estoque em processo, de modo a simplificar o seu
controle.
- reduzir o lead-time de produção;
- elevar o nível de controle da fábrica através da centralização, dando aos
operadores e supervisores mais autonomia no papel de controle da produção e estoque;
- reagir mais rapidamente à mudança de demanda e
- reduzir defeitos.
2.4 Conce ituação sobre o kanban
O Kanban é uma palavra japonesa que significa “cartão” ou “registro visível”, no
sistema Toyota, o Kanban é entendido como um cartão cuja finalidade e identificar que se
necessita produzir ou entregar peças ou componentes. Para Martins e Laugeni (2001) a
ferramenta Kanban é: um método de autorização da produção e movimentação do material no
sistema JIT.
De modo geral, é um método que reduz o tempo de espera, diminuindo o estoque,
melhorando a produtividade e interligando todas as operações em um fluxo ininterrupto,
eliminando todo o tipo de fila do material e todo o estoque ocioso (Moura, 1996).
Controla-se visualmente todo o processo de produção por meio de cartões de pedido
de trabalho que circulam pela linha de produção. Assim, os operários produzem o que
indica a sequencia dos cartões. Kanban não significa inventário ou estoque zero.
Nas operações de manufatura, que exigem certo volume por operação, é necessário
um número de kanbans acumulados para acionarem a produção.
Segundo Moura (1996) as funções do kanban podem ser resumidas em seis pontos:
- O kanban estimula a iniciativa por parte dos funcionários da área;
- Ele separa as informações necessárias das desnecessárias, alcançando resultados
máximos com um mínimo de informações;

17
- O kanban controla o estoque, visto que ele sempre acompanha as peças ou
materiais, dessa forma o estoque é controlado em termos de números de kanbans em
circulação;
- O kanban simplifica os mecanismos de administração do trabalho, através do
controle de informações e estoque;
- Permite a administração visual do trabalho na área. É possível confirmar
rapidamente de forma visual o estoque.
Além disso, o kanban pode promover melhorias como a mudança do layout para
proporcionar um fluxo de produção contínuo, mudança no equipamento para set-ups mais
rápidos, mudança nos procedimentos de trabalho, redução de refugos e redução do espaço
físico usado, devido a redução de inventários.
Por ser um sistema de informações, ele controla a produção em todos os processos e
descentraliza a responsabilidade e permite dar a autoridade e os métodos para iniciar e
parar a produção apenas quando necessário.
À medida com que as peças são processadas de acordo com o seu programa, o
processo seguinte retira, ou puxa, as peças do processo anterior quando elas são
necessárias. Eles vão até o processo anterior para obter as peças na quantidade necessária
e no momento necessário para a montagem final.
Esse sistema funciona com os cartões kanban, onde nenhuma peça ou lote circula
sem um cartão, do qual indicam todas as especificações da peça e processamento.
2.4.1 As cinco regras do sistema kanban
Segundo Ohno (1997), o kanban apresenta seis regras, a saber:
Regra 1 – O processo subsequente deve retirar, no processo que precede os produtos
necessários e no momento necessário. O material a ser retirado é determinado pelo número de
cartões que estão circulando, dessa forma não deve haver qualquer retirada sem um kanban, e
este deve sempre ser ficado no produto físico;
Regra 2 – O processo precedente deve fazer seus produtos nas quantidades
requisitadas pelo processo subsequente, para evitar o acúmulo ou falta de material em
processo;
Regra 3 – Produtos com defeito não devem ser enviados ao processo subsequente;
Regra 4 – O kanban é usado para adaptar flutuações na demanda;

18
Regra 5 – O número de kanbans deve ser minimizado, pois se o inventário aumenta,
perdas de todos os tipos tendem a aparecer.
2.4.2 Princípios do sistema Kanban
Os 11 princípios básicos do sistema kanban são:
- Eliminação das perdas, onde qualquer coisa além da quantidade mínima
necessária para a produção é considerada desperdício;
- Produção e transporte único. O tamanho ideal do lote é aquele apenas para
atender as necessidades imediatas, deve-se fazer fluir a produção;
- Principio do supermercado. O cliente (processo seguinte) busca o que necessita
no momento exato e na quantidade exata. O processo anterior então repõe somente o que
foi vendido;
- Princípio do momento exato, que seria o Just-in-time;
- Estoque mínimo, onde se deve eliminar o excesso de estoque;
- Qualidade 100%, pois peças com defeito não devem prosseguir;
- Sincronização com Autocontrole, nunca se deve atrasar um programa de
produção, se uma máquina quebrar os processos precedentes e subsequentes devem ser
interrompidos para evitar gargalos e superprodução;
- Mão de obra multifuncional, nunca fazer peças desnecessárias para utilizar uma
máquina ou mão de obra disponível. Desloque os operários para produzir o que for
necessário;
- Contenedor padrão. Cada contenedor deve sempre conter a quantidade
especificada no kanban e suficiente para o consumo no tempo necessário;
- Principio da disciplina. Não facilitar exceções;
- Principio da flexibilidade. Deixar flexível a produção para atender as demandas
de qualquer produto e a qualquer momento.
2.5Componentes do s is tema kanban
Na área de produção do sistema kanban existem vários outros componentes além
dos cartões.

19
O centro de trabalho é onde são realizadas as tarefas através de máquinas ou
trabalhos manuais. Nesses centros de trabalhos podem ser encontrados painéis de kanban
de produção, que é um painel coletor que autoriza o processamento do kanban de
produção.
Podem ser usados também os contenedores, que pode ser qualquer recipiente,
contanto que seja padronizado com um número autorizado de peças. a quantidade de
peças que são dispostas dentro desses contenedores costuma determinar o tamanho do
lote mínimo de produção
Devemos ter a área de entrada e a área de saída. A área de entrada é o local de
estocagem onde se encontra os materiais necessários para produzir as peças da área
seguinte, e a área de saída é local de estocagem dos materiais prontos, onde os produtos
acabados são colocados dentro dos contenedores até ser requisitado pelo processo
seguinte.
2.6 Funcionamento do paine l kanban
O painel de kanbans de produção é um quadro colorido para indicar o fluxo de
consumo de cada item. O quadro é pintado de verde, amarelo e vermelho, de baixo para
cima. Cada seção e/ou célula de fabricação deve ter seu(s) quadro(s) de Kanban. A orientação
é que eles sejam alocados próximos às células produtivas e às áreas de entrada e saída de
material. O quadro serve para priorizar a produção dos itens do centro de trabalho.
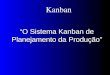
São colocados ganchos para representar quantos cartões possuem cada item. Ver
Figura 1 como exemplo:
Fonte: Adaptação de Moura (1996). Figura 1. Analogia do quadro kanban com o nível de estoque.
Painel Porta Kanban
Controle de estoque
i
Item A
I
item B
I
item C
estoque
máximo
ponto de
pedido
estoque de segurança

20
Como ilustra a Figura 1, verticalmente o painel é dividido em 3 partes: a inferior de
cor verde, a intermediária de cor amarela e a superior de cor vermelha. O número de
cartões de produção de cada peça a igual à quantidade de contenedores e, portanto
determina a quantidade de peças em estoque.
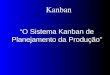
O cartão de produção deve estar em apenas um dos dois lugares: ou junto ao
contenedor cheio de peças prontas ou pendurado no painel kanban, onde o cartão vale
como uma ordem de produção, como mostra a figura 2.
O kanban de produção deverá ser pendurado sempre na primeira posição livre, ou
seja, a contar de baixo para cima.
Enquanto os cartões de produção estiverem na posição verde, significa que há no
estoque quantidade de peças suficiente.
Quando o cartão já estiver sendo pendurado na faixa amarela (obviamente os outros
já foram fixados na verde), o operador deve iniciar a produção desta peça.
Quando um cartão for pendurado na faixa vermelha significa que acabaram todas as
peças prontas e esta deve ser reposta imediatamente. Quanto mais cartões na faixa
vermelha, mais crítica é a situação de necessidade de peça.
A peça que contiver mais cartões é que deve ser priorizada para a produção.
Quando não há nenhum cartão na faixa vermelha, a comparação passa para a faixa
amarela. No entanto se não houver cartões no quadro não há necessidade de produzir
nada. A Figura 2 demonstra um painel kanban vazio, devido ao estoque cheio e a peça D
com dois cartões kanbans, sinalizando o estoque da peça.
Fonte: Moura (1996)
Figura 2. Painel kanban e peças em estoque.

21
a) Colocação do cartão no quadro
Quando o cliente interno retirar um contenedor do estoque para atender uma demanda
do cliente final, deve remover o cartão do contenedor e colocar o cartão no seu local pré-
estabelecido no quadro kanban. Ao colocar o cartão no quadro o cliente está automaticamente
solicitando à seção fornecedora a fabricação do material especificado no cartão.
b) Retirada de cartão do quadro
Cada cartão é equivalente a uma Ordem de Fabricação. A seção fornecedora deve
produzir somente os itens que possuem cartões colocados no quadro, respeitando a quantidade
de cartões desses itens. Para isso é necessário retirar o cartão do quadro, colar no contenedor
correspondente e encaminhar para a área de saída.
2.7A movimentação de materiais com o kanban
Na fábrica que funciona com o sistema kanban, quem determina a produção de todas
as seções é o estágio final da produção, seja ela a montagem ou a expedição, dependendo
de cada caso. O estágio final recebe a informação da necessidade a ser executada, que por
sua vez faz requisição ao setor anterior e este busca as matérias-primas no almoxarifado.
Para Moura (1996) no sistema kanban é necessário se pensar de frente para trás, onde
as ordens de fabricação partem do último posto e vão buscando as peças ou matérias-
primas necessárias no posto anterior.
Para sinalizar as necessidades de produção são utilizados cartões para controlar a
movimentação dos materiais. Nos produtos acabados o cartão recebe o nome de Kanban
de Produção e nas matérias-primas são chamados de Kanban de Movimentação.
2.7.1 Cartões de Movimentação
Os cartões funcionam como um passaporte, onde autorizam a transferência de um
lote mínimo para a estação de trabalho. Esses cartões informar o tipo e a quantidade da
peça e podem ser entendidos como uma requisição de materiais ou uma autorização para
apanhar as peças.
O cartão kanban de movimentação deve conter no mínimo informações como: a
descrição da peça (ex.: número da peça, nome, número da montagem final); tamanho do
contenedor, ou seja, a quantidade de peças que estão dentro do recipiente de estocagem; o

22
número de liberação do kanban, onde indica o contenedor em que o kanban foi anexado e
também o total de contenedores em uso no centro de trabalho; o centro anterior de
trabalho, onde descreve-se o processo precedente e o centro seguinte de trabalho e o
centro seguinte de trabalho (Moura 1996), de acordo com o Quadro 1.
Quadro 1. Kanban de movimentação.
PEÇA N° 33111 Processo Posterior: K123
Locação Estoque: A-12 Capacidade do Contenedor 50 unidades
N° Kanban 1/5 Locação Estoque B-12
Processo Anterior: Y321
Fonte: Adaptado de Moura (1996).
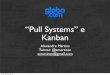
O ciclo de operações do kanban de movimentação funciona da seguinte forma:
- O centro de trabalho que realiza determinada peça esgota seu suprimento de
matérias necessários, dessa forma temos um contenedor vazio, isto autoriza o operador a
suprir um novo contenedor de peças.
- Esse operador, anexa o kanban de movimentação ao contenedor vazio até a área
de saída da operação anterior.
- Na área de saída o operador retira o cartão de movimentação do contenedor
vazio e coloca em um cheio, o operador também retira nesse momento o kanban de
produção do contenedor e coloca no painel de kanban.
- Feito isso, o operador movimenta o contenedor cheio da área de saída até a área
de entrada do centro de trabalho seguinte.
- O centro de trabalho é reabastecido com o novo suprimento de materiais e depois
que este for novamente esgotado o ciclo recomeça novamente.

23
Fonte: Moura (1996)
Figura 3. Movimentação dos contenedores e do kanban de movimento
2.7.2 Cartões de Produção
Autorizam o centro de trabalho a produzir um contenedor de peças para repor o que
foi retirado.
Enquanto o kanban de movimentação circula entre duas estações de trabalho, o de
produção é utilizado apenas no próprio centro de produção que fabrica a peça.
O cartão kanban de produção contém tipicamente cinco informações: a descrição da
peça; o tamanho do contenedor, indicando quantas peças devem ser produzidas; a
descrição do processo; o local de estocagem; as necessidades de materiais, especificando
as quantidades e os componentes da peça.

24
Quadro 2. Kanban de Produção
ESTAÇÃO DE TRABALHO Y321
Nº DA PEÇA 33111
CAPACIDADE CONTENEDOR
50
uni
LOCAÇÃO ESTOQUE B-12
OPERAÇÕES NECESSÁRIAS
MATERIAIS NECESSÁRIOS
MATERIAL Nº 5051
LOCAÇÃO ESTOQUE C-08
PEÇA Nº 33845
LOCAÇÃO ESTOQUE B-03
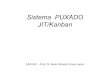
O clico de operações do kanban de produção funciona da seguinte forma:
- O contenedor cheio espera na área de saída. Quando chega um contenedor vazio
com o kanban de movimentação, o contenedor cheio recebe este cartão de movimentação
e é enviado para a área de retirada.
- O operador transporta o contenedor vazio e o cartão de produção até o centro de
trabalho.
- o centro de trabalho carrega o contenedor vazio com peças processadas até que o
contenedor tenha sido preenchido com a quantidade especificada
- O contenedor cheio é transportado até a área de saída e o kanban de produção
volta para o quadro de kanbans de produção.
Fonte: Moura (1996)
FIGURA 4. Movimentação dos contenedores e do kanban de produção.

25
2.8 Quadrado kanban
Além do uso de cartões também é possível elaborar um controle visual do estoque
utilizando métodos de organização com quadrados, ou linhas demarcadas no piso da
fábrica (Moura 1996).
Essas linhas ou quadrados são projetados para que sempre haja uma determinada
quantidade de material neles. Se todos os quadrados estiverem completos, pare, mas se
ainda estiverem incompletos é preciso completá- los.
2.8.1Dimensionamento de numero de kanbans
O dimensionamento do número de kanbans é um procedimento fundamental para o
desenvolvimento do sistema. A quantidade de peças em estoque de cada peça é igual ao
número de kanbans distribuídos para aquela determinada peça. Para definir o número
correto de kanbans a ser utilizado, devem-se levar em consideração as seguintes
variáveis: demanda média diária, lead time, estoque de segurança e capacidade do
contenedor.
Dessa forma o número de cartões pode ser determinado pela fórmula (Moura 1996).
Onde,
n = número de cartões
D = demanda
L = lead time do processo
α = estoque de segurança
A = capacidade do contenedor
O número de cartões kanbans e quantidades estão diretamente relacionados com a
velocidade de consumo na linha e o tempo necessário para reposição (Moura 1996).
Sipper e Bulfin (1997) acrescentam a seguinte fórmula:

26
Onde,
= tempo de processamento por contenedor
= tempo de espera (tempo em que o cartão demora para concluir o ciclo de
circulação entre as estações de trabalho).
Assim,
Onde,
= número de cartões de produção
= número de cartões de requisição
Moura (1996) salienta que para reduzir estoque deve-se concentrar no tempo de
espera, pois apresentam em torno de 40 vezes superior ao tempo de processamento.
Para Louis (1997) se deve calcular o lead time com o maior valor esperado de
demanda para que, se este sofrer um aumento não prejudicar os estoques.
Shingo (1996) também define a seguinte fórmula para o cálculo de
números de kanban:
Onde,
Q = lote de produção
Na fórmula de Shingo (1996) tempos curtos de troca de ferramentas permitem uma
rápida resposta a mudanças, além de proporcionar um ciclo de produção menor. Esse
ciclo de produção é compreendido pelos tempos:
- tempo necessário para enviar o kanban de movimentação ao processo
subsequente;

27
- lapso de tempo de troca do kanban de movimentação pelo kanban de produção;
- tempo necessário para produzir os lotes de fabricação;
- tempo necessário para estocar o lote fabricado;
- tempo necessário de transporte dos itens processados até a linha de montagem.
2.9 Kanban externo
O kanban pode ser usado tanto internamente quanto externamente num fornecedor
para solicitar material.
Para Moura (1996), é possível identificar quatro métodos básicos para puxar a
produção do fornecedor:
-Método de sinais: o fornecedor recebe um contenedor vazio ou um sinal
eletrônico informando a necessidade de peças e o sinal retorna com as peças necessárias.
- Método dinâmico: as necessidades são entregues ao fornecedor de forma regular
- Método de sequencia ou tempo real: é passada para o fornecedor a sequencia real
de montagem e ele fica responsável por entregar o material na hora da montagem.
- Método de Sequência em lotes: a sequencia de produção é agrupada em lotes e o
fornecedor fica responsável por fazer o abastecimento com antecedência.
Para o kanban externo a fórmula a ser emprega para o número de kanbans é:
Onde:
F = frequência de entrega
LT = lead time de transporte

28
3. METODOLOGIA
De acordo com Gil (2008), pode-se definir uma pesquisa como um procedimento
racional e sistemático que tem como objetivo proporcionar respostas aos problemas que são
propostos, na qual são verificados os fatores que interferem nos fatos.
A prática da ciência acontece, em regra com a aplicação do método de pesquisa. Para
Miguel (2012), a quanto a abordagem, as pesquisas podem ser classificadas em:
Pesquisas quantitativas:
Os conceitos da hipótese devem ser mensuráveis e verificados. Transformação de
conceitos em medidas;
Demonstrar relação de causa-efeito na hipótese;
A pesquisa deve dirigir-se para conclusões que possam ser generalizadas além dos
limites restritos da pesquisa;
A pesquisa deve ser capaz de ser replicada.
Pesquisa qualitativa:
O pesquisador analisa os fatos sob a óptica do membro interno da organização;
A pesquisa procura uma profunda compreensão do contexto da situação;
A pesquisa destaca a ordem dos fatos no decorrer do tempo;
Foco da pesquisa é mais desestruturado, flexível;
A pesquisa normalmente adota mais de uma fonte de dados.
Quanto ao tipo, Filippini (1997), divide a pesquisa categorias:
Survey – uso de instrumento de coleta de dados único (em geral um questionário),
aplicado a amostras de grande tamanho, com o uso de técnicas de amostragem e análise e
inferência estatística.
Estudo de caso – análise aprofundada de um ou mais objetos (casos), com o uso de
múltiplos instrumentos de coleta de dados e presença da interação entre pesquisador e objeto
de pesquisa.
Modelagem – uso de técnicas matemáticas para descrever o funcionamento de um
sistema ou de parte de um sistema produtivo.
Simulação – uso de técnicas computacionais para simular o funcionamento de
sistemas produtivos a partir de modelos matemáticos.

29
Estudo de campo – outros métodos de pesquisa (principalmente de abordagem
qualitativa) ou presença de dados de campo, sem estruturação formal do método de pesquisa.
Experimento – estudo da relação causal entre duas variáveis de um sistema sob
condições controladas pelo pesquisador.
Teórico/conceitual – discussões conceituais a partir da literatura, revisões
bibliográficas e modelagens conceituais.
Neste trabalho abordamos um estudo de caso sobre o tema proposto cuja pesquisa tem
caráter quantitativo.
A partir dos estudos feitos baseados em Moura (1996) e Ohno (1997) a implantação do
sistema kanban deve ocorrer de forma que sejam primeiramente compreendidos por todos os
envolvidos, sendo eles diretores, gerentes, supervisores e operários tanto da área de fabricação
como também do PCP, controle de qualidade e manutenção.
A implantação será acompanhada e dirigida pessoalmente por 3 pessoas, gerente,
departamento de pcp e líder de produção, que acompanharão inicialmente um produto piloto.
Para esse produto piloto será preciso coletar dados como: demanda ,revisão do layout, estudo
do lead time, número de cartões necessários e tamanho dos contenedores.
Depois de feita a coleta de dados, será providenciado o painel kanban e os cartões que
acompanharão os produtos.

30
4. APRESENTAÇÃO DOS RESULTADOS
4.1Estudo de Caso
4.1.1. A Empresa
O mercado automotivo é um dos segmentos mais atraentes devido à alta demanda e
venda de carros. Ele se mantém como pilar da economia brasileira movimentando cerca de
23% do PIB. Um relatório divulgado pela FENABRAVE (Federação Nacional da
Distribuição de Veículos Automotores) revela que até outubro de 2011 foram vendidos
2.791.170 de automóveis, o que representa um crescimento de 5,08% em relação ao mesmo
período de 2010. Consequentemente, o aumento na venda de automóveis reflete no setor de
serviços, que passa a ter uma maior demanda para atender. Por esses atrativos esse setor se
torna extremamente concorrido.
A empresa estudada atua no segmento automotivo como fabricante de autopeças na
linha de acessórios e itens de reposição paralela desde 1988. É uma empresa de pequeno porte
localizada em Vinhedo, interior de São Paulo, com mais de 100 produtos em sua linha.
Atende distribuidores de autopeças por todo o Brasil e grandes supermercados.
4.1.2 Estado Atual
Em resultado da forte concorrência e crescimento do setor, a empresa vem enfrentando
dificuldade quanto ao prazo de entrega de seus pedidos.
Atualmente os pedidos de clientes demoram em média 15 dias para serem entregues,
sendo que o ideal é o mais próximo possível de zero dia.
Esse atraso é decorrente de falta de estoque suficiente para atender prontamente os
pedidos, que por sua vez implica na falta de matéria-prima e tempo de produção, o que faz
com que os prazos de entrega ao cliente final se estendam além do desejável.
A empresa possui diversos pontos positivos como o bom relacionamento com clientes
e fornecedores, preza a qualidade de seus produtos e tem bastante tempo de mercado, o que
agrega confiabilidade. Por outro lado a falta de equilíbrio do estoque e o prazo de entrega são
fatores que implicam negativamente na imagem da empresa, fazendo com que até mesmo
diminuam as vendas.

31
4.1.3 Análise do problema
Todo início de mês é feito uma programação de compras de matéria-prima e
necessidade de injeção de acordo com a previsão de vendas com base nos últimos meses,
considerando a sazonalidade do período, por exemplo, em outubro e novembro as vendas
tendem a aumentar decorrente a demanda do final de ano, porém em janeiro as vendas tendem
a cair, pois muitos compradores saem de férias nesse período.
Os clientes da empresa estudada são distribuidores ou grandes mercados de autopeças
e de forma geral, não trabalham com pedidos programados para o mês, os pedidos chegam
conforme o cliente vai necessitando do material e por não terem estoques sempre valorizam a
pronta entrega. A empresa atende desde pequenos distribuidores até os maiores, por isso o
volume de peças de cada pedido varia muito de acordo com o cliente, por exemplo, há
clientes que compram 20 peças do produto X e há clientes que compram 500 peças desse
mesmo produto. O estoque do produto X fica descompensado, pois às vezes há muito no
estoque, ou às vezes não há nada.
A falta desse estoque que é insuficiente provém de um atraso que ocorre na
programação de injeção e também no atraso do fornecedor. Quando o produto X é solicitado
pelo cliente e não há peças suficientes no estoque, é preciso colocar a peça X na programação
de injeção, em seguida injetar e depois mandar o lote de peças para um terceiro que faz o
serviço de cromação, que depois o retorna com as peças cromadas para o setor de montagem e
embalagem que em seguida é encaminhada para a expedição (Figura.5). Esse processo do
recebimento do pedido até o produto pronto pode demorar até 15 dias, se não houver atraso no
fornecedor. Prazo esse muito longo tendo em vista que a necessidade do cliente é imediata.
Fonte: Dados da pesquisa.
Figura 5. Sequência do processo de fabricação do produto X.

32
4.1.4 Análise dos Resultados
Para reduzir o prazo de entrega e a falta de estoque foi sugerida a empresa a
implantação do sistema kanban. Onde será necessário rever o ponto de ressuprimento de cada
produto e o seu estoque de segurança para que não falte material e também não haja
desperdício de estoque.
Baseado nos problemas apresentados foi elaborado um plano de ação para a
implantação do sistema kanban em um produto piloto. Embora não existam limitações para a
implantação do kanban, verificou-se que o sistema é mais eficiente quando as peças possuem
alta rotatividade e pequena variação na demanda.
Para encontrar o melhor produto piloto para a implantação foram selecionados dez
principais produtos da empresa e feita uma planilha com as demandas mensais do ano de
2014, média da demanda mensal, desvio padrão e o coeficiente de variação, conforme
TABELA. Quanto menor o coeficiente de variação, melhor será o resultado da implantação
do sistema kanban.
Tabela 1. Demanda x coeficiente de variação
ITEM CÓD MÉDIA DESV. PADR. C.V.
X1 1010 288,668 0,286
X2 3032 1101,323 0,363
X3 1348 350,586 0,260
X4 1312 441,392 0,336
X5 1068 342,278 0,321
X6 897 333,569 0,372
X7 871 334,727 0,384
X8 766 289,967 0,379
X9 861 403,142 0,468
X10 1081 245,766 0,227
Fonte: Dados da pesquisa.
Na tabela podemos identificar ao menos três produtos de menor coeficiente de
variação, e dentre os três foi selecionado o produto “X1” por ser aquele que apresenta maior
lucratividade á empresa se comparado aos outros três produtos.
O produto piloto escolhido “X1” é uma peça injetada em plástico que após injeção
passa por um processo de cromeação num fornecedor externo que após retornar vai para o

33
setor de montagem e embalagem e em seguida, já o produto final, segue para a expedição,
conforme Figura 6.
Fonte: Dados da pesquisa.
Figura 6: Fluxo do produto x1 na fábrica
A primeira etapa para a implantação é o dimensionamento de número de kanbans onde
levamos em conta dados referentes à demanda, lead time do processo, estoque de segurança e
capacidade do contenedor. Utilizaremos apenas um quadro kanban, que será no início do
processo, com a funcionalidade de disparar a ordem de produção.
Para iniciar o trabalho serão 15 cartões, que correspondem à demanda média mensal.
Foi definido esse total de cartões inicialmente para que a empresa consiga voltar a atender
seus pedidos em dia e paralelo a isso reduzir o lead time do processo e quando isso acontecer,
o número de cartões poderá ser reduzido gradativamente até o mínimo possível, de forma que
o estoque do produto “X1” seja o mínimo, trabalhando com a chegada do produto no
momento exato da necessidade, o Just in time, reduzindo assim perdas no processo.

34
Quadro 3. Modelo de cartão Kaban.
CÓD. 3021 1 de 15
Moldura padrão refletor CR
Locação no estoque: E-16
70 PARES POR CAIXA
Materiais necessários:
140 pçs Moldura padrão
11 kg ABS
280 pçs Refletores vermelhos
280 pçs Refletores laranjas
280 cj Paraf+porca+arruela
70 pçs Lapela moldura
70 pçs Placa PHP Padrão
70 pçs Saco plast 16x50 PP
Fonte: Dados da pesquisa.
O painel kanban foi colocado próximo ao centro de fabricação para a melhor
visualização das necessidades de produção, assim, quando um contenedor tiver todas as suas
peças consumidas, ele deverá ser levado à célula que o produz junto com seu respectivo
cartão afixado no painel de produção.
Fonte: Dados da pesquisa.
Figura 7: Painel kanban implantado na fábrica.

35
Não houve nenhum treinamento específico para a mão‐de‐obra direta, que deveria
entrar em contato com o referido sistema. Apesar disso, todos os funcionários envolvidos no
processo de fabricação foram esclarecidos sobre a importância da técnica que estava sendo
implantada, além de participarem com ideias para melhoria, aumentando assim o
comprometimento com o sucesso da implantação.
Com o sistema kanban implantado esperamos obter resultados significativos quanto ao
equilíbrio do estoque e principalmente a redução do prazo de entrega dos pedidos para o
cliente final. Como consequência desses resultados, após ter o sistema implantado em mais da
metade dos produtos, esperamos obter uma diminuição dos gastos financeiros com matéria-
prima e estoque de produto final parado, além de uma previsão de aumento do faturamento de
no mínimo 20%, devido à pronta entrega dos produtos, índice calculado com base no valor
dos pedidos do mês x pedidos entregues no mês.

36
5. CONCLUSÃO
Ao iniciar o estudo para o processo de implantação na empresa estudada observou-se
que o sistema kanban é uma ferramenta simples, dinâmica e eficaz quando falamos de PCP. O
estudo propõe puxar a produção, reduzindo o inventário em processo, reduzindo o lead time
de produção, oferecer mais autonomia aos operadores e ao encarregado no papel do controle
da produção e possibilitar ao responsável pelo PCP a desempenhar outras funções que antes
não era possível porque o controle da produção ficava todo centrado nela mesmo, funções
estas como o estudo da capacidade de produção, estudo de layout, otimização de processos e
demais assuntos que possam melhorar o processo produtivo da empresa.
Para processos simples, com poucas etapas, chega-se a conclusão de que uma
implantação simples atende as necessidades da empresa, sem precisar utilizar cartões de
movimentação e um quadro para cada etapa do processo.
O custo da implantação foi quase zero, uma vez que o controle todo é feito por meio
visual de cores e cartões e o material para a elaboração do painel já havia na empresa.
O kanban também auxiliou na questão do comprometimento e disciplina por parte dos
funcionários, uma vez que os disparos para a produção do produto “X1” partia do próprio
setor.

37
REFERÊNCIAS BIBLIOGRÁFICAS
FILIPPINI, R. Operations management research: some reflections on evolution, models
and empirical studies in OM. International Journal of Operations and Productions
Management, V.17, n.7, p. 655-70, 1997.
GIL, A. C. Métodos e técnicas de pesquisa social. 6ª ed., São Paulo: Atlas, 2008.
MARCONI, M.M.; LAKATOS, M.A.M. Técnicas de pesquisa: planejamento e execução
de pesquisas, amostragens e técnicas de pesquisa, elaboração, análise e interpretação de
dados. São Paulo: Atlas, 2010.
MARTINS, G; LAUGENI, F. P. Administração da Produção – 2. ed.rev. aum. E atual.
São Paulo: Saraiva 2006.
MARTINS, P. P. P; BIDIN, A. M; O sistema Just-in-Time: uma visão crítica de sua
implementação. XIII SIMPEP – Bauru, SP, Brasil, 6 a 8 de Novembro de 2006. Disponível
em: <http://www.simpep.feb.unesp.br/upload/1149.pdf> Acesso em 5 mai. 2014.
MIGUEL, P.A.C. Metodologia de pesquisa em engenharia de produção e gestão de
operações. 2ª ed., Rio de Janeiro: Elsevier: Abepro, 2012.
MONDEN, Y. Sistema Toyota de produção. São Paulo, IMAM, 1981
MOURA, R. A. Kanban – a simplicidade do controle de produção. 4ª ed., São Paulo:
Instituto de Movimentação e Armazenagem de Materias, IMAM, 1996.
OHNO, T. O Sistema Toyota de Produção. Porto Alegre: Bookman, 1997.
OLHAGER, J.; WIKNER, J. Production planning and control tools, vol 11, n°.3, 2000.
OLIVEIRA, F.E.M. Considerações sobre o Kanban. Revista do Centro de Ciências
Administrativas, Fortaleza, vol. 11, n. especial, p. 103-110, 2005.
RIBEIRO, P. D. Kanban – resultados de uma implantação bem sucedida. 3 ed. Rio de
Janeiro: COP Editora, 1999
ROTHER J. SHOOK, M. Aprendendo a Enxergar. São Paulo. Lean Institute Brasil,
1998
SHINGO, S. O sistema Toyota de Produção do ponto de vista da engenharia de
produção. Porto Alegre: Bookman, 1996.
SIPPER, D.; BULFIN, R. L. Jr. Production,: Planning, Control, and Integration. New
York McGraw-Hill, 1997.
SLACK, et. al. Administração da Produção. São Paulo: Atlas, 1997.
STARR, M. K. Global Competitivenes: Getting the U.S Back on Track. New York W.W.
Norton, 1988.
SUZAKI, K. The New Manufacturing Challenge: techniques for continuos
improvement. New York: Free Press, 1987.