Embed Size (px)
Citation preview

A PROPOSIÇÃO DE ESTRATÉGIAS
PARA ELEVAR A CAPACIDADE DAS
RESTRIÇÕES EM SISTEMAS
PRODUTIVOS: A APLICAÇÃO
INTEGRADA DA TEORIA DAS
RESTRIÇÕES E DO LEAN
MANUFACTURING
Diego Augusto de Jesus Pacheco (UNISINOS)
O presente artigo pretende apontar um conjunto de estratégias que
podem ser adotadas para elevar a capacidade das restrições em
sistemas produtivos, partindo do pressuposto de que a restrição é
interna à fabrica e não está no mercado. Para atingir esse objetivo,
serão revisados os conceitos que fundamentam a Teoria das Restrições
e o Sistema Toyota de Produção, assim como serão apontadas as
ferramentas de operacionalização das duas metodologias supracitadas
que possuem aplicabilidade para o objetivo de elevar a capacidade do
gargalo.
Palavras-chaves: capacidade das restrições,Teoria das Restrições,
Sistema Toyota de Produção
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.

2
1.Introdução
O uso sinérgico da aplicação da Teoria das Restrições (TOC) com o Sistema Toyota de
Produção (STP), vem sendo discutido por alguns autores na literatura de Engenharia de
Produção. Dettmer (2001) indicou os seguintes pontos de similaridade entre as duas
abordagens: i) possuem o objetivo comum de aumentar lucros; ii) o valor é definido pelo
cliente; iii) o fator qualidade é essencial para ambas;iv) preconizam a produção em lotes
menores; v) visam o fluxo contínuo e o aumento da capacidade; vi) buscam a minimização do
inventário; e vii) a participação da força de trabalho cumpre papel relevante no sucesso do
desdobramento do método e das ferramentas. Alguns dos pontos de convergência entre as
duas abordagens, após uma extensa análise realizada por Antunes (1998) são:
a) Têm em seu centro de discussão duas preocupações centrais: a necessidade da
sincronização da produção e do estabelecimento de um processo sistemático de melhorias
contínuas a partir da situação existente;
b) Possuem Técnicas específicas para abordar a problemática da sincronização. No caso da
TOC a lógica do Tambor-Pulmão-Corda e no caso do STP o Kanban;
c) As duas Teorias estão preocupadas com a melhoria contínua dos Sistemas Produtivos. Na
TOC isto aparece no passo 4 (elevar a capacidade das restrições) a partir da análise já feita no
passo 1 da TOC (identificar as restrições). Já o STP é um sistema completamente voltado às
melhorias, já que foi desenvolvido a partir desta perspectiva;
d) Possibilidade de uso sinergético da logística da Teoria das Restrições e dos subsistemas (e
técnicas do STP) para implantar melhorias efetivas nas Empresas consideradas;
e) Sustentam a importância de vencer a inércia para a implantação das novas idéias. Esse
aspecto é considerado um tema central nas duas abordagens;
f) Fazem uma crítica sistemática à utilização da contabilidade de custos tradicional para
efeitos de tomada de decisão gerencial.
Tendo em vista os pontos de convergência supracitados, é viável pensar na unificação das
duas técnicas em discussão orientadas para elevar capacidade de sistemas produtivos. Sendo
assim, o presente artigo irá explorar essa análise visando apresentar um conjunto de possíveis
estratégias de intervenção extraídas das duas abordagens, que podem elevar a capacidade do
recurso gargalo da fábrica ou do sistema.
2.O DNA do Sistema Toyota de Produção (STP)
Ohno (1997, p86.) definiu o STP analisando-o com a Engenharia de Produção: “para mim a
Engenharia de Produção não é uma tecnologia parcial de produção, mas sim uma tecnologia
total de manufatura, atingindo toda a empresa; a engenharia de Produção é um sistema e o
STP é uma Engenharia de Produção ao estilo da Toyota. “Porém, o STP difere-se da
Engenharia de Produção tradicional no seguinte aspecto: o STP é gerador de lucro. Ohno
(1997) avança na análise: “A não ser que a Engenharia de Produção resulte em redução de
custos e aumento de lucros, eu acho que ela não tem sentido algum.” Nas palavras de Ohno, é
claro o objetivo de subordinar a técnica à economia, já que, o STP foi criado a partir de uma
visão econômica da empresa. E nesse sentido é coerente que a empresa mova esforços para
elevar a capacidade e/ou remover as restrições que impedem a geração de lucro.
3
Para Antunes (1998), pode-se analisar conceitualmente a construção do STP a partir de três
fases inter-relacionadas: i) Base Conceitual da Construção do Sistema Toyota de Produção; ii)
O Sistema Toyota de Produção em si, constituído de diversos Subsistemas; e iii) As Técnicas
de Operacionalização do Sistema Toyota de Produção.
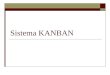
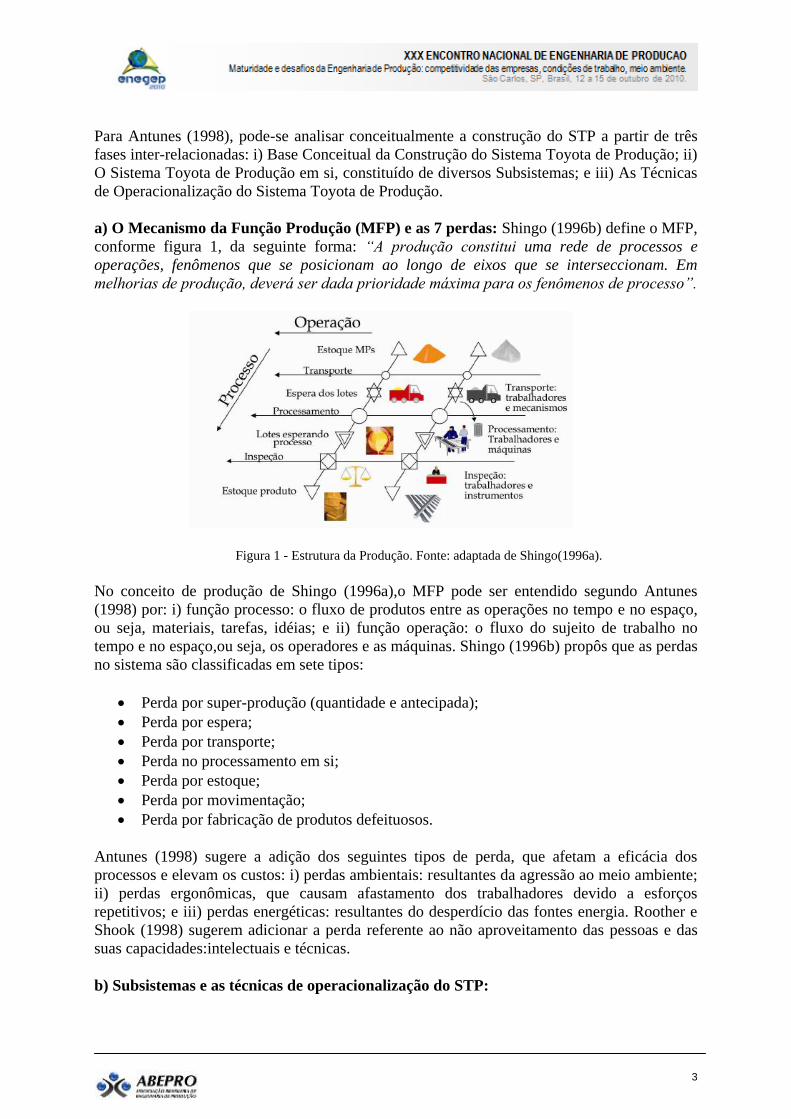
a) O Mecanismo da Função Produção (MFP) e as 7 perdas: Shingo (1996b) define o MFP,
conforme figura 1, da seguinte forma: “A produção constitui uma rede de processos e
operações, fenômenos que se posicionam ao longo de eixos que se interseccionam. Em
melhorias de produção, deverá ser dada prioridade máxima para os fenômenos de processo”.
Figura 1 - Estrutura da Produção. Fonte: adaptada de Shingo(1996a).
No conceito de produção de Shingo (1996a),o MFP pode ser entendido segundo Antunes
(1998) por: i) função processo: o fluxo de produtos entre as operações no tempo e no espaço,
ou seja, materiais, tarefas, idéias; e ii) função operação: o fluxo do sujeito de trabalho no
tempo e no espaço,ou seja, os operadores e as máquinas. Shingo (1996b) propôs que as perdas
no sistema são classificadas em sete tipos:
Perda por super-produção (quantidade e antecipada);
Perda por espera;
Perda por transporte;
Perda no processamento em si;
Perda por estoque;
Perda por movimentação;
Perda por fabricação de produtos defeituosos.
Antunes (1998) sugere a adição dos seguintes tipos de perda, que afetam a eficácia dos
processos e elevam os custos: i) perdas ambientais: resultantes da agressão ao meio ambiente;
ii) perdas ergonômicas, que causam afastamento dos trabalhadores devido a esforços
repetitivos; e iii) perdas energéticas: resultantes do desperdício das fontes energia. Roother e
Shook (1998) sugerem adicionar a perda referente ao não aproveitamento das pessoas e das
suas capacidades:intelectuais e técnicas.
b) Subsistemas e as técnicas de operacionalização do STP:

4
São os seguintes subsistemas e as técnicas de operacionalização que servem como base de
sustentação do STP (ANTUNES;KLIPPEL,2002) :
- Subsistema de Quebra-Zero: evidencia a importância da utilização da Manutenção
Produtiva Total (1988) no corpo do Sistema Toyota de Produção;
- Subsistema Defeito-Zero: está subordinado ao conceito de autonomação e diferencia as
estratégias de inspeção das técnicas de inspeção;
- Subsistema Operação Padrão: conforme Ohno (1997) “a folha de trabalho padrão
combina efetivamente materiais, trabalhadores e máquinas para produzir eficientemente”;
- Subsistema Troca Rápida de Ferramenta: Shingo inventou o chamado sistema SMED
(Single Minute Exchange of Die and Tools) o que significa na origem do conceito, que o
tempo de preparação de máquinas deve ser completado em no máximo nove minutos e 59
segundos Shingo(1985);
- Subsistema Leiaute celular e produção em fluxo unitário: “a abordagem básica de um
problema de leiaute consiste em reduzir o transporte a zero” Shingo (1996b);
- Subsistema Sincronização e Melhoria Contínua: operacionalizado pelo kanban sob a
ótica da produção puxada;
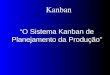
Antunes e Klippel (2002), estabelecem uma importante matriz de inter-relacionamento entre
as 7 Perdas e as técnicas de operacionalização do STP, conforme mostra a figura 2:
INTERAÇÃO
Su
perp
rod
ução
Tra
nsp
ort
e
Pro
cessam
en
to
Pro
du
tos d
efe
itu
oso
s
Esto
qu
es
Mo
vim
en
to
Esp
era
Quebra-Zero
Defeito-Zero Interação FORTE
Troca Rápida de
Ferramentas Interação MODERADA
Operação-Padrão Interação FRACA
Layout celular e produção
em fluxo unitárioNenhuma Interação
Sincronização (Kanban) e
Melhoria Contínua
Figura 2 – Subsistemas e as 7 Perdas do STP. Fonte: adaptada de Antunes e Klippel (2002).
1.1 Lean Manufacturing
Segundo Ghinato (1996) o Sistema Toyota de Produção (Toyota Production System – STP)
tem sido, mais recentemente, referenciado como “Sistema de Produção Enxuta”. O termo
“Lean” foi cunhado originalmente no livro “A Máquina que Mudou o Mundo” de Womack,
Jones e Roos (1992), como resultado de um amplo estudo sobre a indústria automobilística
mundial realizada pelo MIT(Massachusetts Institute of Technology, EUA), no qual
evidenciou-se as vantagens no uso do STP. O estudo evidenciou,entre outras questões, que o

5
STP proporcionava expressivas diferenças em relação à produtividade, qualidade,
desenvolvimento de produtos e explicava o sucesso da indústria japonesa na época. Nesse
sentido, os 5 princípios do Lean, segundo Womack e Jones (1996) são:
1. Precisamente especificar o valor por produto específico;
2. Identificar o fluxo de valor para cada produto;
3. Faça o valor fluir sem interrupções;
4. Puxar;
5. Buscar a perfeição.
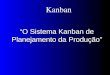
Os cinco elementos necessários para suportar e manufatura do sistema Lean (fluxo de
manufatura, organização, métricas, logística e controle do processo) e seus componentes para
operacionalização, segundo Feld (2001) estão detalhados na figura 3. Esses elementos servem
como sustentaçao do modelo do lean manufaturing.
FLUXO DE MANUFATURA LOGÍSTICA CONTROLE DO PROCESSO
Avaliação de produto e quantidade Previsão de demanda Manutanção Produtiva Total
Mapeamento dos Processos Mix de produção Poka-yoke
Análises de rotina (processos,volumes,tarefas) Nível de atendimento Troca Rápida de Ferramentas
Calculo de Takt time Manuseio flexível Instruções de Trabalho
Balanceamento da carga de trabalho Kanban Melhoria contínua
Dimensionamento do Kanban Classificação ABC para manuseio Paradas de produção
Leiaute celular Alinhamento cliente/fornecedor 5 S's
Trabalho padrão Regras operacionais
Fluxo unitário de peças
MÉTRICAS ORGANIZAÇÃO
Entregas no tempo certo Produto focado, multifuncionalidade
Lead time do processo Desenvolvimento de gerentes Lean
Custo total Matriz de habilidades do funcionários
Qualidade yield Formação (sensibilização Lean,métricas,melhoria contínua)
Giro de inventário Plano de comunicação
Utilização da área física/espaço Regras e responsabilidades claras
Distâncias percorridas
Produtividade
Figura 3- Elementos e sub-elementos para de estruturação do Lean. Fonte: Feld (2001).
3. Teoria das restrições (TOC)
A Teoria das Restrições pode ser entendida a partir dos seguintes componentes
(ANTUNES,1998; COX & SPENCER 2002):
a) Uma abordagem Logística e de Operações, que envolve os seguintes métodos: i) Os cinco
passos envolvendo o foco na melhoria dos processos; ii) O processo de programação da
produção envolvendo o gerenciamento via a lógica TPC (Tambor, Pulmão e Corda) e o
gerenciamento dos pulmões no sistema produtivo;e iii) A análise dos sistemas produtivos
adotando a classificação V-A-T;
b) A proposição de um Sistema de Indicadores de Performance, que passa pela: i) Definição
dos Ganhos, Inventários e Despesas Operacionais da Empresa; ii) Definição do mix de
produtos que deverá ser produzido visando maximizar os resultados; e iii) A lógica dos
Ganhos por dia e dos Inventários por dia;

6
c) E por fim, a TOC pode ser entendida como um Processo de Pensamento visando à solução
de problemas, que envolve as seguintes técnicas: i) Os diagramas de efeito-causa-efeito, que
são: a Árvore da Realidade Atual, Árvore da Realidade Futura, Árvore dos Pré-Requisitos e
Árvore de Transição; ii) O método da Evaporação das Nuvens;
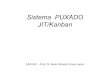
Para Cox & Spencer (2002), as definições gerais da TOC e suas ferramentas podem ser
expressas de acordo com a figura 4.
Figura 4- Definições gerais da TOC. Fonte: Cox & Spencer (2002).
A discussão desse artigo para elevar a acapacidade irá abordar e detalhar, dentre as técnicas
supracitadas na figura 4, os 5 passos de focalização e o método TPC da TOC.
3.1 Os cinco passo da TOC para melhoria de processos
Passo 1: identificar a(s) restrição(ões) do sistema. Elas podem ser internas ou externas à
empresa. Quando a demanda total de um dado mix de produtos é maior do que a capacidade
da fábrica diz-se que se teme um gargalo de produção. Todavia, quando a capacidade de
produção é superior à demanda de produção a restrição é externa ao sistema produtivo, ou
seja, a restrição está relacionada com o mercado e ao desempenho da área comercial da
empresa.
Passo 2: explorar da melhor forma possível a(s) restrição(ões) do sistema. Se a restrição é
interna à fábrica, a melhor decisão consiste em maximizar o ganho no(s) gargalo(s). Se for
externa ao sistema em um dado tempo, não existem gargalos na fábrica e o ganho estará
limitado pelas restrições do mercado e ao desempenho das vendas da empresa.
Passo 3: subordinar todos os demais recursos à decisão tomada no passo 2. A lógica deste
passo, independentemente da restrição ser externa ou interna, consiste em reduzir ao máximo
TEORIA DAS RESTRIÇÕES
Logística
Processo de
focalização
em 5 etapas
Processo de programação
da Produção
Gerenciamento de
pulmões
TPC-Tambor-
Pulmão-Corda
Gerenciamento
de pulmões
Ganho
Inventário
Despesas
Operacionais
Decisões sobre
mix de produtos
Processo de Pensamento e
Solução de Problemas
Diagramas
ECE
Auditoria
ECE
Diagrama
de Nuvens
Árvore da Realidade Atual
Ramo Negativo
Árvore da Realidade Futura
Árvore da Pré-requisitos
Árvore de Transição
Ganho Dólar/dia
Inventário Dólar/dia
TEORIA DAS RESTRIÇÕES
Logística
Processo de
focalização
em 5 etapas
Processo de programação
da Produção
Gerenciamento de
pulmões
TPC-Tambor-
Pulmão-Corda
Gerenciamento
de pulmõesTPC-Tambor-
Pulmão-Corda
Gerenciamento
de pulmões
Ganho
Inventário
Despesas
Operacionais
Decisões sobre
mix de produtos
Processo de Pensamento e
Solução de Problemas
Diagramas
ECE
Auditoria
ECE
Diagrama
de Nuvens
Árvore da Realidade Atual
Ramo Negativo
Árvore da Realidade Futura
Árvore da Pré-requisitos
Árvore de Transição
Auditoria
ECE
Diagrama
de Nuvens
Árvore da Realidade Atual
Ramo Negativo
Árvore da Realidade Futura
Árvore da Pré-requisitos
Árvore de Transição
Ganho Dólar/dia
Inventário Dólar/dia

7
os inventários e as despesas operacionais e ao mesmo tempo garantir o ganho teórico máximo
do sistema de produção.
Passo 4: elevar a capacidade da(s) restrição(ões). Se o gargalo for interno é necessário
aumentar sua capacidade produtiva. Isso pode ser feito através de mudanças de leiaute,
compra de equipamentos, redução da variabilidade, redução de setup, etc. Nesse passo, o
Sistema Toyota de Produção (OHNO,1997) apresenta uma série de ferramentas e técnicas de
melhoria que podem ser usadas, que não serão discutidas por não ser o foco da análise. Já a
variabilidade pode ser entendida e melhorada a partir da ótica da Factory Physics (cap. 7 e 8).
No entanto, se as restrições forem externas são necessárias ações diretamente vinculadas ao
aumento da demanda no mercado ou à política de preços; obtidas através de ações de
marketing, alteração no preço dos produtos ou criação de novos produtos, por exemplo.
Passo 5: voltar ao passo 1 para não deixar que a inércia tome conta do sistema. Ao elevar a
capacidade produtiva da restrição o sistema torna-se, a priori, um sistema genérico, o que gera
a necessidade de analisá-lo novamente. Os passos 4 e 5 explicitam o caráter de melhoria
contínua buscada na TOC, com o objetivo de atingir permanente e sistematicamente a meta
global do sistema: “gerar lucro hoje e no futuro”.
3.2 O algorítimo Tambor-Pulmão-Corda (TPC) e o aumento da capacidade
O TPC visa operacionalizar no chão de fábrica os cinco passos de melhoria dos processos da
TOC. Assim sendo, de forma objetiva os elementos da lógica TPC são:
a) Tambor: é o gargalo do sistema, o qual determina sua capacidade produtiva total;
portanto, define o ritmo da produção e restringe a capacidade, ou seja, é o tambor do sistema,
uma vez que dita o seu ritmo de produção.
b) Pulmão: é a proteção colocada antes do tambor pra evitar o impacto da variabilidade,
como quebra de máquinas, variação no tempo de processo, problemas de qualidade ou falta de
matéria prima para produzir. Há três tipos de pulmão que podem ser usados nesse caso:
pulmão de tempo, inventário ou de capacidade.
c) Corda: tem o objetivo de sinalizar a necessidade de entrada de materiais no sistema, para
alimentar o pulmão e o gargalo e de limitar a quantidade de matéria-prima liberada para a
fábrica. A figura 5 mostra de forma esquemática o método TPC.

8
Figura 5 – Método TPC. Fonte: adaptada de Antunes (1998).
3.3 As regras da TOC para sincronização da produção
A OPT (Optimized Production Technology) é uma abordagem criada por Goldratt (1988) para
ajudar as empresas a entender a lógica de programação do método Tambor-Pulmão-Corda,
que foi tranformada em um pacote de software. A contribuição para a discussão do tema da
capacidade neesse estudo, parte da análise e entendimento das idéias e definições
estabelecidas nas 9 regras para sincronização da produção da OPT determinadas por Goldratt.
As 9 regras da OPT são:
Regra 1: Balancear o fluxo do sistema e não sua capacidade;
Regra 2: O nível de utilização de um não gargalo não é determinado pelo seu próprio
potencial, mas sim por outra restrição do sistema;
Regra 3: Utilização e ativação de um recurso não são sinônimos;
Regra 4: Uma hora perdida no gargalo é uma hora perdida em todo o sistema;
Regra 5: Uma hora salva em um não-gargalo é apenas uma miragem;
Regra 6 : Os gargalos governam tanto os Ganhos como os Inventários;
Regra 7: O lote de transferência não deve, e muitas vezes não pode, ser igual ao lote de
processo;
Regra 8: O lote de produção deve ser variável e não fixo;
Regra 9: A programação da produção deve ser estabelecida observando todas as restrições do
sistema simultaneamente e os lead times são resultantes da programação e não podem ser pré-
determinados.
4. Estratégias para elevar a capacidade das restrições internas
A partir da revisão da literatura, as estratégias de intervenção relacionadas a posteriori,
consoante com quarto passo da TOC, se aplicam quando o gargalo é interno à fabrica, ou seja,
quando a demanda total de um dado mix de produtos é maior do que a capacidade da fábrica.
Cabe ressaltar que a aplicação e a análise das estratégias independem da ordem em que estão
justapostas no texto e podem ser adotatas de forma individual e independente ou a partir da
combinação entre elas, de acordo com as necessidades.Segundo (Antunes & Rodrigues, 1998;
9
Umble & Srikanth, 1990;Goldratt, 1990) são essas as principais ações estratégicas para elevar
a capacidade da restrição interna à fábrica.
Estratégia 1: Eliminar todos os períodos de tempo morto no gargalo. Uma hora perdida
no gargalo é uma hora perdida em todo o sistema e por ser gargalo deve operar nas 24 horas
do dia.
Estratégia 2: Melhoria dos tempos de processamento por unidade. Realizar ações de
melhoria contínua nos métodos de trabalho e na melhor utilização possível do potencial dos
equipamentos.
Estratégia 3: Realizar melhorias no sistema de alimentação de máquinas visando
sincronizar a velocidade de alimentação com a velocidade do processamento em si do
recurso.
Estratégia 4: Melhorar o controle de qualidade do sistema. As iniciativas devem assegurar
que: i) não seja processada nenhuma peça defeituosa no gargalo ,que pode ser obtido
adotando uma inspeção 100% imediatamente antes do gargalo; ii) assegurar que todas as
peças que passam pelo gargalo gerem Ganho para a Empresa, ou seja, que a produção de
defeitos e retrabalhos pós-gargalo seja igual a zero.
Estratégia 5: Fazer a subcontratação ou terceirização de trabalho no gargalo. Ou seja,
implica subcontratar ou terceirizar uma parte da produção que anteriormente era feita pelo
gargalo de forma a comprar capacidade adicional (Umble & Srikanth, 1990).
Estratégias 6: Comprar capacidade adicional. Isso pode se dar das seguintes maneiras
básicas: comprando nova(s) máquina(s), contratando novos trabalhadores para o recurso
gargalo, utilizando horas-extras dos trabalhadores no gargalo ou adicionando turnos à
produção.
Estratégia 7: Realocação de parte das operações anteriormente feitas no gargalo para
outras máquinas não-gargalo que estejam operando com sobra de capacidade.O objetivo
desse ponteo consiste em dividir a operação do gargalo em suboperações menores e
redistribuí-las.
Estratégia 8: Efetuar melhoria na manutenção da(s) máquina(s) gargalo(s). O objetivo de
atuar para melhorar a manutenção da(s) máquina(s) gargalo(s) consiste em aumentar o
coeficiente médio de utilização do(s) recurso(s) crítico(s) da Fábrica.
Estratégia 9: Realizar análises e alterações de laiaute. Nesse ponto, sugere-se aplicar os
conceitos da mentalidade enxuta de leiaute celular e simular cenários propostos usando a
técnica da simulacão computacional,para ajudar na tomada de decisão, a aprtir dos resultados
o estudo de simulação.
Estratégia 10: Aplicar o algorítimo Tambor-Pulmão-Corda (TPC). O uso do TPC que
visa operacionalizar no chão de fábrica os cinco passos de melhoria dos processos da TOC
sincroniza o sistema a partir do gargalo e protege a capacidade do gargalo com o uso do
pulmão imediatamente anterior ao tambor.
10
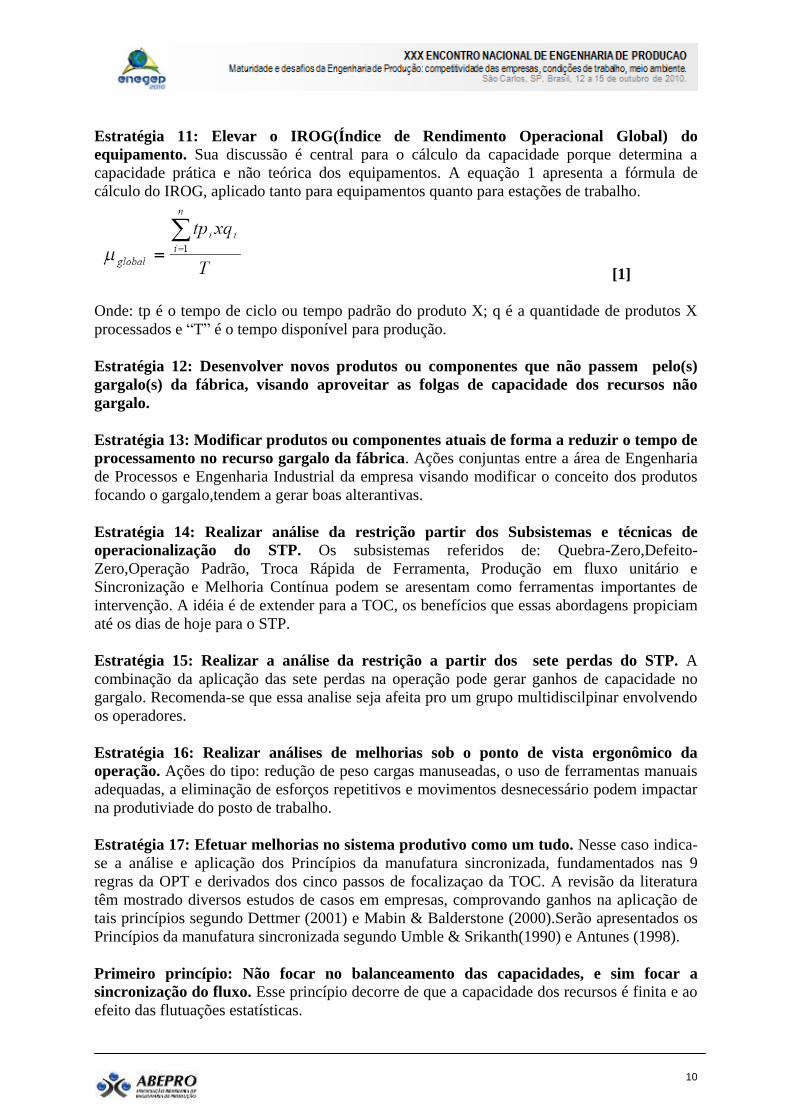
Estratégia 11: Elevar o IROG(Índice de Rendimento Operacional Global) do
equipamento. Sua discussão é central para o cálculo da capacidade porque determina a
capacidade prática e não teórica dos equipamentos. A equação 1 apresenta a fórmula de
cálculo do IROG, aplicado tanto para equipamentos quanto para estações de trabalho.
[1]
Onde: tp é o tempo de ciclo ou tempo padrão do produto X; q é a quantidade de produtos X
processados e “T” é o tempo disponível para produção.
Estratégia 12: Desenvolver novos produtos ou componentes que não passem pelo(s)
gargalo(s) da fábrica, visando aproveitar as folgas de capacidade dos recursos não
gargalo.
Estratégia 13: Modificar produtos ou componentes atuais de forma a reduzir o tempo de
processamento no recurso gargalo da fábrica. Ações conjuntas entre a área de Engenharia
de Processos e Engenharia Industrial da empresa visando modificar o conceito dos produtos
focando o gargalo,tendem a gerar boas alterantivas.
Estratégia 14: Realizar análise da restrição partir dos Subsistemas e técnicas de
operacionalização do STP. Os subsistemas referidos de: Quebra-Zero,Defeito-
Zero,Operação Padrão, Troca Rápida de Ferramenta, Produção em fluxo unitário e
Sincronização e Melhoria Contínua podem se aresentam como ferramentas importantes de
intervenção. A idéia é de extender para a TOC, os benefícios que essas abordagens propiciam
até os dias de hoje para o STP.
Estratégia 15: Realizar a análise da restrição a partir dos sete perdas do STP. A
combinação da aplicação das sete perdas na operação pode gerar ganhos de capacidade no
gargalo. Recomenda-se que essa analise seja afeita pro um grupo multidiscilpinar envolvendo
os operadores.
Estratégia 16: Realizar análises de melhorias sob o ponto de vista ergonômico da
operação. Ações do tipo: redução de peso cargas manuseadas, o uso de ferramentas manuais
adequadas, a eliminação de esforços repetitivos e movimentos desnecessário podem impactar
na produtiviade do posto de trabalho.
Estratégia 17: Efetuar melhorias no sistema produtivo como um tudo. Nesse caso indica-
se a análise e aplicação dos Princípios da manufatura sincronizada, fundamentados nas 9
regras da OPT e derivados dos cinco passos de focalizaçao da TOC. A revisão da literatura
têm mostrado diversos estudos de casos em empresas, comprovando ganhos na aplicação de
tais princípios segundo Dettmer (2001) e Mabin & Balderstone (2000).Serão apresentados os
Princípios da manufatura sincronizada segundo Umble & Srikanth(1990) e Antunes (1998).
Primeiro princípio: Não focar no balanceamento das capacidades, e sim focar a
sincronização do fluxo. Esse princípio decorre de que a capacidade dos recursos é finita e ao
efeito das flutuações estatísticas.

11
Segundo princípio: O valor marginal do tempo no(s) recurso(s) gargalo(s) é igual à taxa
de Ganho dos produtos processados pelo(s) gargalo(s). Ou seja, uma hora ganha no gargalo
representa uma hora ganha em todo o sistema
Terceiro princípio: O valor marginal do tempo em um recurso não gargalo é
negligenciável.Ou seja, o foco são as ações de melhoria deve ser na restrição do sistema.
Quarto princípio: O nível de utilização de um recurso não gargalo é controlado pela
restrição do sistema. Nesse principio, a idéia consiste em que as decisão sobre a utilização
dos recursos não gargalo devem ser feitas analisando o recurso gargalo comreferência.
Quinto princípio: Os recursos devem ser utilizados, não simplesmente ativados. O
conceito de utilização refere-se à ativação de recursos que contribuem positivamente para a
performance da Empresa, ou seja, para gerar Ganhos para a Empresa
Sexto princípio: O tamanho do lote de transferência não necessita ser, e muitas vezes
não deve ser, igual ao lote de processo. O lote de processo é a quantidade de produto
processado em um recurso antes que o mesmo seja mudado para fabricar um outro diferente
produto, ou seja, após a execução do setup. Lote de transferência é a quantidade de unidades
que são retiradas e movimentadas ao mesmo tempo (em um lote) de um recurso para o
recurso seguinte. Utilizar lotes de transferência menores do que os lotes de processo apresenta
consideráveis vantagens : i) ajuda a manter a sincronização da produção; ii) logo após o
gargalo, quanto menor o lote de transferência utilizado menor será o tempo total de
atravessamento dos produtos; iii) quanto menores os lotes de transferência mais rapidamente
serão descobertos os defeitos de qualidade dos produtos ou peças.
Sétimo princípio: O lote em processo deve ser variável. O lote em processo deve ser
variável tanto ao longo do roteiro de fabricação como ao longo do tempo. É razoável supor
que o lote em processo pode variar ao longo do roteiro de fabricação devido ao impacto das
flutuações estatísticas do sistema e das diferentes capacidades das máquinas.
5.Conclusão e trabalhos futuros
O presente artigo buscou apontar um conjunto de estratégias que podem ser adotadas para
elevar a capacidade das restrições em sistemas produtivos, nos quais a restrição é interna à
fabrica, sob a perspectiva da Teoria das Restrições e do Sistema Toyota de Produção. Após
uma objetiva revisão da literatura, foi enumerado um conjunto de 17 estratégias de
intervenção que contribuem com o aumento da capacidade da restrição.É válido ponderar que
as estratégias enumeradas, antes de seram aplicadas no mundo real, necessitam da análise de
duas variáveis importantes: tempo e investimento necessário. Para Antunes (1998) ações
como reduzir os tempos de preparação, para melhorar a alimentação das máquinas e para
evitar os tempos mortos no gargalo necessitam em geral investimentos baixou ou zero. Para
extensão desse estudo sugere-se: i) incluir na discussão a visão da metodologia Seis Sigma e
da Factory Physics, visando trazer novas variáveis de análise atribuindo maior robustez ao
método; ii) discutir e explorar as técnicas para garantir a manutenção dos ganhos de
capacidade; e iii) incluir na discussão os demais itens de análise da TOC (como a análise V-
A-T , o gerenciameno de pulmões e o processo de pensamento).

12
Referências
ANTUNES JR., J.: Em direção a uma teoria geral do processo na administração da produção: uma discussão
sobre a possibilidade de unificação da teoria das restrições e a teoria que sustenta a construção dos sistemas de
produção com estoque zero. Tese (doutorado em Administração de Empresas). Programa de Pós-Graduação em
Administração da UFRGS, Porto Alegre, RS, 1998.
ANTUNES, J.A.V. & RODRIGUES, L.H. Teoria das Restrições: uma análise das ações de melhorias
necessárias para levantar a capacidade das restrições. Revista Produção, Porto Alegre, 1993, v. 3, n. 1, p.73-86.
DETTMER, W. Beyond Lean Manufacturing:Combining Lean and the Theory of Constraints for Higher
Performance. Goal System International. Port Angeles, WA, USA.2001.
FELS, W. M. Lean Manufacturing: Tools, Techniques, and How to Use Them. Boca Raton, FL: St. Lucie Press,
2001.
GOLDRATT, E. M. A Síndrome do Palheiro. NY: The North River Press, 1990.
GOLDRATT, E. M. and FOX E. R. A corrida. NY: The North River Press, 1987.
LIKER, J. K. O Modelo Toyota. Porto Alegre:: Bookman, 2006.
MABIN, V. J., and. BALDERSTONE. S. J. The World of the Theory of Constraints: A Review of the
International Literature. FL: St. Lucie Press, 2000.
OHNO, T. O Sistema Toyota de Produção: além da produção em larga escala. Porto Alegre: Bokmann, 1997.
ROTHER, M. e JOHN, S. Aprendendo a Enxergar: Mapeamento do Fluxo de Valor para adicionar valor e
eliminar os desperdícios. São Paulo-SP, Lean Institute Brasil, 1998.
SHINGO, S. A Revolution in Manufacturing: The SMED System. Productivity Press. Cambridge, MA, 1985.
SHINGO, S. O Sistema Toyota de Produção: Do ponto de vista da engenharia de produção. Porto Alegre:
Bookman, 1996a.
SHINGO, S. Sistemas de Produção com Estoque Zero: O Sistema Shingo para melhorias contínuas. Porto
Alegre: Bookman, 1996b.
UMBLE, M. M. and SRIKANTH, M.L. Synchronous Manufacturing: Principles for World Class Excellence.
South-Western Publishing Company, Cincinnati, Ohio,1990.