Embed Size (px)
Citation preview


I n f o r m a t i v o d a A r m c o d o B r a s i l S . A . - N ú m e r o 1 0 - A n o V - 2 0 0 8
O p
rodu
to q
ue v
ocê
usa
tem
nos
so a
ço.
Conheça oprocesso de
CorteConheça o
processo deCorte

Penetração dafaca superior
Blank
Faca Inferior
Faca Superior
T E C N O L O G I A
• Baixo Carbono e Aços de Alta Resistência
• Médio, Alto Carbono e Aços Ligados
• Alto Carbono Temperado• Flat Wire• Aços Inoxidáveis• Aço Rápido• Aços Pré-revestidos• Bobinas Finas a Frio
e Finas a Quente, Rolos, Chapas e Blanks
E X P E D I E N T EAção é uma publicação da Armco do BrasilS.A. Av. Dr. Francisco Mesquita, 1.575 - VilaPrudente - São Paulo - SP - 03153-002 -Tel.: (11) 3563-6300 • Coordenação Edito-rial: Departamento de Marketing Armco doBrasil S.A. - e-mail: [email protected]• Jornalista Responsável: Fabia Gomes -Mtb: 48.236 • Projeto Gráfico: Martin LuzComunicação [email protected] -Tel.: (11) 3814-0036 • Fotos: Martin LuzComunicação e Fabia Gomes • Fotolito eImpressão: Grafcopy • Tiragem: 2.500exemplares.
O produto que você usa tem nosso aço.
Nós fazemos até o que você não imagina.
Consulte sempre nosso departamento
técnico.Você vai se
surpreender.
corte é um dos métodosmais utilizados no processode manufatura de produtosmetálicos.
Seja manual ou mecanizado, numaetapa intermediária ou de acaba-mento, todo produto metálico apre-senta pelo menos uma etapa desseprocesso que envolve:• Cisalhamento: guilhotinas, tesourase discos rotativos de vários tipos;• Abrasão: discos de corte, serras devários tipos e corte por jato d'água;• Fusão: plasma e corte a laser.Segundo a Norma DIN8588, cortaré um método de separação de ummaterial e definido assim: “O corte éum processo de fabricação em queuma ferramenta com duas lâminasque se movem uma contra a outraprovoca a separação de um materialpor cisalhamento”.
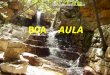
O que é cisalhamento?Cisalhamento é a deformação que
um corpo sofre devido à ação deforças cortantes opostas (figura 1a). Éexecutado colocando-se o material aser cortado entre duas facas de cortede aço especial e, enquanto a facainferior é fixada, a superior é dotadade movimento ascendente e descen-dente, produzindo o esforço cortantepelo movimento descendente da facasuperior, que ao penetrar no materialcortado (Figura 1b), gera:• Uma zona de deformação;• O corte por cisalhamento;• Uma região fraturada com ruptura
por tração;• Uma rebarba.
Corte longitudinal portesouras rotativas
No processo de corte longitudi-nal, a chapa de metal é dividida emduas bordas de corte que são sepa-radas pela folga de corte, pressio-nando o gume (lado afiado da faca)contra o material.
ISO/TS 16949:2002
ISO 9001:2000
ISO 14001:2004
OHSAS 18001:1999
Empresa Amiga da Criança
CorteProcesso de
1a
Esta edição do jornal Ação tem como objetivo detalhar e esclarecer o processo de corte longitudinalpor tesouras rotativas, presentes em indústrias siderúrgicas, centros de serviços, relaminadores evárias unidades metalúrgicas com diversas finalidades.
2
O

3
Tecnicamente aprendemos que omaterial na área de corte se deformaplasticamente quando a plasticidadechega ao seu limite, rompe-se seguindoos gumes de corte das facas. Temosentão a completa separação do materi-al como resultado. Portanto resume-sea duas fases: inicialmente o estágio dedeformação plástica, e na seqüência oestágio em que ocorre a separação domaterial.
Quando o material é cisalhado por umpar de facas circulares, a face superior domaterial é amassada e a faca inferiortransforma-se na rebarba. Conseqüênciado processo de corte que exige um graude controle por interferir nos processossubseqüentes. Vários fatores influem naformação da rebarba como a tolerânciana espessura das ferramentas que formama folga de corte ou a rugosidade nas facesda faca circular. Quanto mais polidasestiverem as faces das facas, menor será aaderência do material. Essa acumulaçãode material nos gumes das facas contribuipara a alteração da folga do corte, crian-do mais rebarba na borda das tiras.
As faces das facas com rugosidadeadequada devem ter Ra 0,30um a0,50um, quando retificados.
Excepcionalmente, para casos deextrema precisão alcança-se Ra 0,05um.O processo de lapidação das facas, alémde fornecer uma superfície melhor doque a retificada, proporciona também a
vantagem de garantir a tolerância deplanicidade.
Folga de corteA folga de corte é de fundamental
importância para a qualidade do corte eformação de rebarba. Podemos definí-lacomo a distância horizontal e verticaldas facas circulares numa montagem.Seu ajuste correto (figura 2) dependeda espessura e resistência do material aser cortado, sendo que deve-se consi-derar também a tolerância específica nalargura da tira. Quando a folga de corteé demasiadamente aberta ou fechadano momento em que o material é sub-metido ao esforço máximo, acontece aruptura. O resultado é uma tira comalto nível de rebarba e uma aparênciamuito feia na borda.
Assim, para corte por cisalhamentocom facas circulares devem ser ajus-tadas as folgas horizontais e verticais.As horizontais variam de uma mon-
Zona de Deformação
Corte por Cisalhamento
Ruptura por Tração
Corte Secundário
Rebarba
RebarbaFolga entre Lâminas
1b
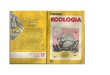
Folga deCorte Correta
Folga deCorte Grande
Folga deCorte Pequena
Diagrama da Folga de Corte para montagem das Facas,observando a Espessura e a Resistência do Material Valorespara pares de facas
Gráfico 1
Gráfico 2
2

4
tagem para outra. Uma boa prática, éadotar inicialmente uma folga igual a8% da espessura da chapa a ser corta-da. Contudo, dependendo da prática,podemos utilizar para materiais debaixa resistência (cobre, latão ealumínio) folgas entre 3% a 5%, àsvezes 7%. No caso dos materiais dealta resistência (Limite de Resistênciaacima de 1000 MPa), utilizam-se fol-gas entre 15% até 30% (gráfico 1).
A folga vertical depende da dureza
do material. Materiais duros exigemfolgas menores que os de dureza maisbaixa. A prática indica que para mate-riais com espessura a partir de 3,00mmas facas não devem ultrapassar a linhazero (gráfico 2), iniciando-se então oprocesso com a folga de corte negativa.Estamos falando do ponto de encontrovertical das facas circulares e do afasta-mento gradativo das mesmas. Porém
tudo depende da boa condição do fer-ramental e do perfeito estado de fun-cionamento dos cabeçotes de corte.Nota: Os gráficos devem ser utilizadoscomo referência, pois não levam emconsideração o estado do equipamen-to, desgastes e o material utilizado.
Princípio básico do corte longitudinal
A montagem do cabeçote de corte eseu bom desempenho depende devários fatores, uma vez que do pontode vista mecânico, o estado demanutenção e conservação do equipa-mento é fundamental, bem como oferramental utilizado no processo.Paralelo a isso, a qualificação profis-sional e um método de trabalho bemdefinido é essencial. Montagem: é um arranjo sincronizadode facas, anéis, espaçadores e folgas,cujo objetivo é alcançar numa deter-minada largura de um material, ocorte ideal isento de riscos, empenolateral, sinuosidades e o menor índicede rebarba possível.Calços: o ajuste da folga normalmenteocorre por meio de calços de plástico.Entretanto, não como práticarecomendada, há empresas que uti-lizam calços como: jornais, revistas,papel vegetal, radiografia e outros
materiais que deixam dúvidas nosresultados obtidos.
Práticas mais modernas e empresasdotadas de alta tecnologia fazem oajuste da folga de corte com anéisespaçadores de aço temperado. Estesanéis possuem precisão dimensionalde 0,01mm e, em caso de extrema pre-cisão de 0,005mm. Lembrando sempreque deve-se observar as tolerânciasdos produtos a serem processados.
Anéis Expulsores: quando cortamosbobinas / rolos de metais, a interferên-cia das facas e o processo de corte queacontece a frio causam tensão nas bor-das. Necessitamos portanto, de umprocesso de expulsão das tiras depoisdo corte. As tiras têm a necessidade deserem guiadas durante a operação decorte e expulsas depois do corte.Alguns dos processos de expulsão são:1)Expulsão com calços de madeira:Antigamente, o sistema de expulsãocom madeira era o mais usual, visto agrande demanda e baixo custo demadeira no Brasil. Os expulsores demadeira não garantem a planicidadedas tiras durante o processo de corte,pois sempre há oscilação da tira “den-tro” da montagem. Também emdesvantagem, temos o tempo depreparação da montagem e a superfí-cie da madeira causando riscos oumarcas nas tiras.2)Expulsão com borracha:Divide-se em dois modos: anel soltode borracha e anel espaçador embor-rachado ou vulcanizado.2.1) Quando anéis expulsores revesti-dos ou vulcanizados são utilizados, ve-rifica-se que o anel não funciona ape-nas como um espaçador, mas tambémcomo uma ferramenta que guia eexpulsa a tira de dentro da montagem.Neste processo as tiras estão constan-temente pressionadas nas bordas emantidas regularmente no seu lugarsem desvios, ao contrário do que acon-tece nos expulsores de madeira. Estes
“Quanto mais polidasestiverem as faces dasfacas, menor será aaderência do material”

anéis são utilizados também, paratransportar individualmente cada tiracortada. No caso são descritos comoanéis de suporte. Posicionam-se nocentro de cada tira, garantindo tam-bém a planicidade. Quando compara-do ao sistema de madeira, o sistema deexpulsão com borracha é vantajoso,principalmente em máquinas que pos-suem velocidade acima de 200m/min.
O revestimento pode ser feito compoliuretano ou borracha, sendonecessário ter resistência à abrasão epropriedades elásticas, com durezavariando entre 70 e 90 shore, con-siderando o tipo de material a ser cor-tado. Hoje é o sistema mais utilizado ecertamente, um dos mais eficientes.Porém existe a necessidade de retificare controlar regularmente seus diâme-tros externos em relação ao diâmetrodas facas para que haja uma expulsãoideal das tiras, sem prejudicar o cortenem a superfície do material.Cuidados que devem ser observados:• Diferentes diâmetros para o lado machoe fêmea ou largura nominal e folga;• O anel expulsor não deve estarexcêntrico;• Deve haver uma folga em ambos os
lados, ficando o revestimento menorque o anel metálico;• O expulsor com diâmetro maior deveser colocado entre as facas ao lado dosgumes que não estão em processo;• O revestimento deve ter cores dife-rentes para os respectivos diâmetros(facilitando o processo de montagem epermitindo um menor índice de errosoperacionais);• A uniformidade do diâmetro externoé essencial;• É necessário haver compensação nodiâmetro externo do anel expulsor dalargura nominal em relação à espessura domaterial a ser processado. Não é permiti-do em hipótese alguma, que o mesmo sejamaior que o diâmetro da faca.2.2)Expulsão com borrachas soltas:O anel solto de borracha é tradicional.Porém tem como vantagem a grandevariedade de espessuras que podemoscortar com a mesma altura devido a suaelasticidade. Dos problemas maiscomuns, a deformação do diâmetrointerno é o mais alarmante, pois aoserem retificados, perdem a uniformi-dade do diâmetro externo, comprome-tendo a qualidade do processo princi-palmente no caso de materiais finos.Alguns cuidados e vantagens dosistema:• São fabricadas em cores ediâmetros diferentes para ocorte, com folga entre 85 a 90shore de dureza e resistência a tem-peraturas de até 100º C;• Por serem mais resistentes, as bor-rachas do corte não podem ter diâmetroexterno superior ao das facas;
• Há necessidade de obter a compen-sação em relação à espessura do materi-al a ser processado, principalmente sefor material de espessura alta;• Por estes fatores (dureza e resistên-cia) pode ser montada de maneira maisjusta, o que oferece maior estabilidadeao corte e melhor planicidade às tiras.3)Expulsão com anéis de aço:Um método muito eficaz e pouco uti-lizado no Brasil são os anéis expul-sadores de aço, os mesmos não são
“As tiras têm a necessidade de serem guiadas durante aoperação de corte e expulsas depois do corte.”

montados diretamente sobre o eixo decorte da tesoura rotativa, trabalhamregulados e não pressionados.Qualidades e vantagens:• Possuem diâmetro interno bemmaior do que o externo do anelespaçador, e o diâmetro externo bemmaior do que a faca;• São montados sobre os anéisespaçadores, guiados e ajustados con-forme a espessura do material por umconjunto de quatro roletes (dois inferi-ores e dois superiores) que giram de formaexcêntrica durante o processo de corte;• Pode e deve ser montado com folgahorizontal justa, principalmente noscasos de materiais finos e recozidos;• É possível trabalhar todo o processode vida útil da faca circular com umaúnica altura e quantidade bem menorque a do processo de borrachas;• Também é possível o revestimentocom uma pequena camada de borrachaou poliuretano, o que dará maior pro-teção à borda e à superfície dodiâmetro externo, a qual deve sempreestar em perfeito estado.4)Facas - Aços Especiais para fabricação:Existem aços que são produzidos es-pecialmente para os fabricantes de facascirculares através de encomenda espe-cial, portanto não são encontrados no
mercado convencional. O materialapresenta resistência ao desgaste comtenacidade e destaca-se em relaçãoaos aços comuns. Há empresas queutilizavam facas com dureza de 57 a59 HRC e os resultados não eram sat-isfatórios devido ao desgaste excessi-vo. Aumentando a dureza para 60 a62 HRC, o que propicia maiorresistência às facas, passaram a que-brar constantemente, criando dentesprofundos. Com a substituição domaterial foi possível não só aumentara dureza, mas também a resistência ao
desgaste, que se elevou consideravel-mente e sem perda da tenacidade,proporcionando um melhor rendi-mento e redução de afiações.Como realizar um corte longitudinallivre de rebarbaa)Exigências da máquina a ser utilizada:• Alinhamento perfeito dos eixos datesoura rotativa;• Rolamentos dos eixos livres deoscilações e variações;• Eixos robustos, construídos nasdimensões adequadas e com materiaissegundo especificações e tratamentosrecomendados pelo fabricante oufornecedor;• Ajuste preciso da interferência dasfacas;b)Exigências do fabricante das fer-ramentas:• Material adequado à faca, ao trata-mento térmico e dureza;• Ferramenta com tolerâncias restri-tas, retificadas e lapidadas;• Tolerância no acabamento das ferra-mentas, diâmetro interno, concentri-cidade e rugosidade;• Escolha das ferramentas necessárias,considerando as características dosmateriais a serem cortados;c)Exigências do Usuário:• Tensão uniforme nas bobinas e rolos;• Escolha adequada da folga de cortepara os materiais a serem cortados;• Quando possível lubrificar os gumesde corte;
6

• Utilizar o mínimo de interferêncianecessária para o corte;• As facas espaçadores, anéis expulsa-dores e demais equipamentos devemser manuseados com o mesmo cuidadooferecido a qualquer ferramenta deprecisão;• Todas as facas devem estar limpas,afiadas e livres de rebarba de retífica.Devem também ter o mesmo diâmetroexterno;• Os espaçadores devem ser tratadoscom o mesmo cuidado que sedespende às facas. Se os espaçadoresforem emborrachados ou vulcaniza-dos, deve-se ter cuidado em manteruma relação de diâmetro apropriadopara as facas.• As ferramentas devem ser adi-cionadas a um óleo inibidor de fer-rugem e armazenadas em local secoquando não estiverem em uso, poismarcas de corrosão podem causar danosnas bordas, prejudicando a precisão;• Afiação das facas na época correta epor empresas adequadas;• Escolha do material ou tratamentotérmico para as facas.Nota: A escolha do material da faca e
o tratamento térmico são essenciaispara a vida da ferramenta e a qualidadena borda das tiras. Dependendo daaplicação, decidimos o que é real-mente importante: dureza, tenacidade,resistência ao desgaste e a combinaçãoideal de todas estas características.
Existem aços especiais para a fabri-cação de facas para cortar tiras lami-nadas a frio, a quente, temperadas,inoxidáveis e também não ferrosos.
Outros fatores são importantes epodem afetar a qualidade da bordadas tiras, causando: eixos da tesouraflambando, folga axial dos eixos,desalinhamentos, velocidade inade-quada, entre outros.
Procedimento de Montagemdos Eixos de Corte
Para finalizar teríamos que abordaralgumas práticas para a montagem doseixos de corte. Entretanto, como esteassunto envolve aspectos particularesde cada empresa como equipamentos,suas dimensões, ferramentas e rendi-mento metálico (entenda-se refile),optamos por não fazê-lo neste momen-to, consentindo para futuros informes.
Referências bibliográficas:Revista Siderurgia Brasil:O corte de bobinas em linhas de cortelongitudinal (out/2001).Autoria: Edson Cipriano.Artigos Técnicos:Acesita: Conformação dos aços inoxidáveis e processo de corteAutoria: Eduardo Luís Alvares Mesquitae Léo Lugas Rugani IFUM – Institute for Metal Forming andMetal Forming Machine Tools: Newshearing technique with adjustableblade clearance and online blade lear-ance control (set/ 2004).Autoria: Prof. Dr. Ing. B. A. Behrens,Dipl. Ing. E. Schalper.
Maiores Informações:Antonio Carlos dos [email protected]. 11 3563-6461Marcos Eugênio de [email protected]. 11 2196-2056Sérgio [email protected]. 11 3563-6427
“Um método muito eficaz e pouco utilizado no Brasil são os anéis expulsadores deaço, os mesmos não são montados diretamente sobre o eixo de corte da tesourarotativa, trabalham regulados e não pressionados.”
7