Embed Size (px)
Citation preview
Acção do polímero na velocidade de corrosão do aço
induzida por carbonatação em argamassas cimentícias
Estudo de argamassas cimentícias modificadas com polímeros
Tânia Neta Dias
Dissertação para obtenção do Grau de Mestre em
Engenharia Civil
Júri
Presidente: Doutor Augusto Martins Gomes
Orientadores: Doutor Orlando José Barreiros D’Almeida Pereira
Doutora Maria Sofia Coelho Costa e Sousa Ribeiro
Vogal: Doutora Ana Paula Patrício Teixeira Ferreira Pinto Franca de Santana
Outubro 2011

i
AGRADECIMENTOS
À Doutora Maria Sofia Ribeiro, orientadora externa desta dissertação, expresso o meu
profundo agradecimento pelo apoio incondicional ao longo de todo o trabalho, as sugestões,
comentários, bem como a sua simpatia e amizade.
Ao Professor Doutor Orlando Pereira, orientador desta dissertação, pela sua pronta
disponibilidade, pela sua preocupação e pela revisão atenta da dissertação.
À Doutora Elsa Pereira, do Núcleo de Materiais Metálicos do LNEC, pelos seus conselhos e
apoio na definição e montagem da macrocélula implementada nesta dissertação e pela sua
revisão nesta área.
Ao João Feiteira pela sua amizade e disponibilidade em me ajudar sempre que precisei.
Ao LNEC pela cedência de materiais e equipamentos. Ao João Balsinha, Gil Rosa, Pedro
Amaral, António Ferreira, João Milharadas, Rui Nogueira, Victor Fialho e à Margarida Miranda
do Núcleo de Betões, à Paula Menezes, Paula Melo e ao Nuno Garcia do Núcleo de Materiais
Metálicos pelo apoio e disponibilidade para me ajudar nos ensaios e tarefas realizadas.
Ao Eng. Manuel Vieira do LNEC, ao Eng. Farinha dos Santos da empresa SIKA e ao Sr. Xavier
Burgués da empresa NEUCHEM, ao Sr. José Alves da empresa Chryso pela disponibilidade
para a cedência de materiais essenciais à realização desta campanha experimental.
A autora reconhece o suporte financeiro da FCT - Fundação para a Ciência e a Tecnologia
fornecido ao projecto PTDC/ECM/101810/2008 - Polymer-modified Cement Mortars for Repair
of Concrete Structures.
Ao Vasco, pelo apoio, carinho e compreensão que me fez ultrapassar os momentos mais
difíceis.
A toda a minha família pelo incentivo e apoio ao longo de todo o percurso académico.
Aos meus amigos pelos bons momentos que passamos neste percurso académico.
Por fim, a todos aqueles que de alguma forma influenciaram a minha vida.
ii
iii
RESUMO
No âmbito das reparações das estruturas de betão são muito utilizadas argamassas
cimentícias modificadas com polímeros (PCMs). A NP EN 1504-1 define estas argamassas
como argamassas hidráulicas com base num ligante hidráulico modificado com polímeros que,
ao serem adicionados em quantidade suficiente, alteram e melhoram algumas propriedades
das argamassas cimentícias comuns.
Na primeira parte desta dissertação são abordados os aspectos relevantes da degradação do
betão armado por corrosão das armaduras induzida pela carbonatação, enunciam-se os
princípios e métodos de actuação na reparação preconizados na NP EN 1504-9, seguindo-se a
apresentação da caracterização das PCMs.
A segunda parte apresenta a campanha experimental que pretendeu avaliar a actuação dos
polímeros na velocidade de corrosão das armaduras induzida por carbonatação no interior das
argamassas cimentícias, utilizando os polímeros estireno-butadieno e o acrílico. Para além da
formulação e ensaio das PCMs, foram também estudadas argamassas cimentícias de
referência, não modificadas. As propriedades das argamassas avaliadas são a porosidade,
resistência mecânica, mobilidade da água, resistividade e a resistência à carbonatação. Para
avaliar a progressão da corrosão nas armaduras, recorreu-se a um método semi-quantitativo
baseado na medição da corrente galvânica em macrocélulas.
O trabalho desenvolvido permitiu contribuir para aumentar o conhecimento da actuação dos
polímeros nas propriedades das argamassas cimentícias, e os resultados promissores obtidos
com o polímero acrílico (As) sugerem a sua maior eficácia na prevenção da corrosão do aço
nas argamassas cimentícias já carbonatadas e sujeitas a um ambiente húmido e rico em
oxigénio.
Palavras-chave: Argamassas cimentícias modificadas com polímeros; corrosão do aço;
carbonatação; argamassas de reparação.

iv

v
ABSTRACT
Within the scope of the repair of concrete structures, polymer modified cementitious mortars
(PCMs) are widely used. NP EN 1504-1 defines PCMs as mortars based on a hydraulic binder
and modified with polymers which, when added in sufficient quantity, can improve some of the
properties of common cementitious mortars.
The first part of the present dissertation covers the relevant aspects of concrete degradation
due to steel corrosion induced by carbonation, the fundamentals and methods of concrete
repair reported in NP EN 1504-9 and the characterization of PCMs.
The second part presents the experimental campaign intended to evaluate the influence of
polymers in the carbonation-induced corrosion rate of steel embedded in styrene-butadiene and
acrylic-styrene modified mortars. In addition to the formulation and testing of PCMs, reference
unmodified mortars were also studied. The properties studied include porosity, mechanical
resistance, water transport, electrical resistivity and resistance to carbonation. In order to
assess the corrosion rate of steel, a semi-quantitative method based on galvanic current
monitoring in macrocells was used.
The present study contributed data to increase the knowledge on the influence of polymers on
the properties of PCMs and the promising results achieved with the acrylic-styrene polymer
indentify this type of polymer as being the most effective in preventing corrosion of steel in
carbonated cementitious mortars subjected to a humid and oxygen-rich environment.
Key words: Polymer cement mortar; Corrosion of steel; Carbonation; Repair mortar.

vi
vii
ÍNDICE
AGRADECIMENTOS……………………………………………………………………………………..i
RESUMO………………………………………………………………………………………………….iii
ABSTRACT………………………………………………………………………………………………..v
ÍNDICE……………………………………………………………………………………………………vii
ÍNDICE DE FIGURAS……………………………………………………………………………………x
ÍNDICE DE QUADROS………………………………………………………………………………...xvi
ABREVIATURAS……………………………………………………………………………………….xvii
1.INTRODUÇÃO………………………………………………………………….…………….............1
1.1.ENQUADRAMENTO E OBJECTIVOS DO TRABALHO……………………...………..1
1.2.ORGANIZAÇÃO DO TRABALHO………………………………………………..……….5
2.DEGRADAÇÃO DO BETÃO ARMADO……………………………………………………………...7
2.1.DEGRADAÇÃO DO BETÃO ARMADO POR CORROSÃO DAS ARMADURAS…...7
2.1.1.MODELO DE DEGRADAÇÃO DO BETÃO ARMADO POR CORROSÃO
DO AÇO………………………………………………………………………………...8
2.1.2.POROSIDADE…………………………………………………………………..9
2.1.3.ACÇÃO DO DIÓXIDO DE CARBONO NO BETÃO ARMADO…………...11
2.1.4.MECANISMO DE CORROSÃO……………………………………………...15
3.PRODUTOS E SISTEMAS PARA A PROTECÇÃO E REPARAÇÃO DE ESTRUTURAS DE
BETÃO – NP EN 1504…………………………………………………………………..……………..19
3.1.BETÃO/ARGAMASSA MODIFICADO COM POLÍMEROS (PCC/PCM)……………21
3.1.1.PROPRIEDADES DAS ARGAMASSAS/BETÕES MODIFICADOS COM
POLÍMEROS………………………………………………………………………….23
3.1.1.1. NO ESTADO FRESCO…………………………………………...23
3.1.1.2. NO ESTADO ENDURECIDO…………………………………….24
3.1.2.APLICAÇÕES DOS BETÕES/ARGAMASSAS MODIFICADOS COM
POLÍMEROS………………………………………………………………………….33

viii
3.2.CASO PRÁTICO – REPARAÇÃO DE UM RESERVATÓRIO DE ÁGUA…………..34
4.CAMPANHA EXPERIMENTAL……………………………………………………………………...41
4.1.INTRODUÇÃO…………………………………………………………………………….41
4.2.CARACTERIZAÇÃO DOS MATERIAIS………………………………………………...41
4.2.1.CIMENTO………………………………………………………………………42
4.2.2.AGREGADO……………………………………………………………………43
4.2.3.POLÍMEROS…………………………………………………………………...44
4.2.3.1. POLÍMERO ACRÍLICO (As)……………………………………..44
4.2.3.1. POLÍMERO ESTIRENO-BUTADIENO (SB)……………………45
4.2.4.SUPERPLASTIFICANTE……………………………………………………..45
4.2.5.INTRODUTOR DE AR………………………………………………………..46
4.2.6.AÇOS…………………………………………………………………………...46
4.3.ARGAMASSAS……………………………………………………………………………46
4.3.1.COMPOSIÇÃO DAS ARGAMASSAS……………………………………….46
4.3.2.PREPARAÇÃO E CURA DAS ARGAMASSAS……………………………49
4.4.PLANO DE ENSAIOS…………………………………………………………………….53
4.5.MÉTODOS DE ENSAIO………………………………………………………………….54
4.5.1.CONSISTÊNCIA POR ESPALHAMENTO………………………………….54
4.5.2.TEOR DE AR…………………………………………………………………..55
4.5.3.MASSA VOLÚMICA FRESCA……………………………………………….57
4.5.4.RESISTÊNCIA À FLEXÃO E À COMPRESSÃO…………………………..58
4.5.5.RESISTIVIDADE DAS ARGAMASSAS……………………………………..60
4.5.6.CAPILARIDADE……………………………………………………………….61
4.5.7.ABSORÇÃO DE ÁGUA À PRESSÃO ATMOSFÉRICA…………………..62
4.5.8.RESISTÊNCIA À CARBONATAÇÃO ACELERADA………………………64
4.5.9.HUMIDADE RELATIVA NO INTERIOR DA ARGAMASSA………………66
ix
4.5.10.CORRENTE GALVÂNICA EM MACROCÉLULAS……………………….67
4.5.11.PRODUTOS DE CORROSÃO……………………………………………..70
5.RESULTADOS DA CAMPANHA EXPERIMENTAL………………………………………………73
5.1.INTRODUÇÃO…………………………………………………………………………….73
5.2.TEOR DE AR………………………………………………………………………………73
5.3.CONSISTÊNCIA POR ESPALHAMENTO……………………………………………..74
5.4.MASSA VOLÚMICA FRESCA…………………………………………………………...76
5.5.RESISTÊNCIA À FLEXÃO E À COMPRESSÃO………………………………………77
5.6.RESISTIVIDADE…………………………………………………………………………..80
5.7.CAPILARIDADE…………………………………………………………………………...83
5.8.ABSORÇÃO DE ÁGUA À PRESSÃO ATMOSFÉRICA………………………………85
5.9.ENSAIOS REALIZADOS ANTES E DURANTE A PROGRESSÃO DA CORROSÃO
DO AÇO NO INTERIOR DAS ARGAMASSAS ESTUDADAS……………………………87
5.9.1.RESISTÊNCIA À CARBONATAÇÃO ACELERADA………………………88
5.9.2.PROGRESSÃO DA CORRENTE GALVÂNICA EM MACROCELULAS..93
5.9.3.PRODUTOS DE CORROSÃO……………………………………………….96
6.CONSIDERAÇÕES FINAIS………………………………………………………………………..109
6.1.CONCLUSÕES…………………………………………………………………………..110
6.2.DESENVOLVIMENTOS FUTUROS…………………………………………………...112
REFERÊNCIAS BIBLIOGRÁFICAS…………………………………………………………………113
ANEXO A – Caracterização dos materiais utilizados (cimento, areia e polímeros) e humidade
do interior das argamassas
ANEXO B – Resultados das variáveis estudadas nesta dissertação e pelos autores Ribeiro e
Pina
x
ÍNDICE DE FIGURAS
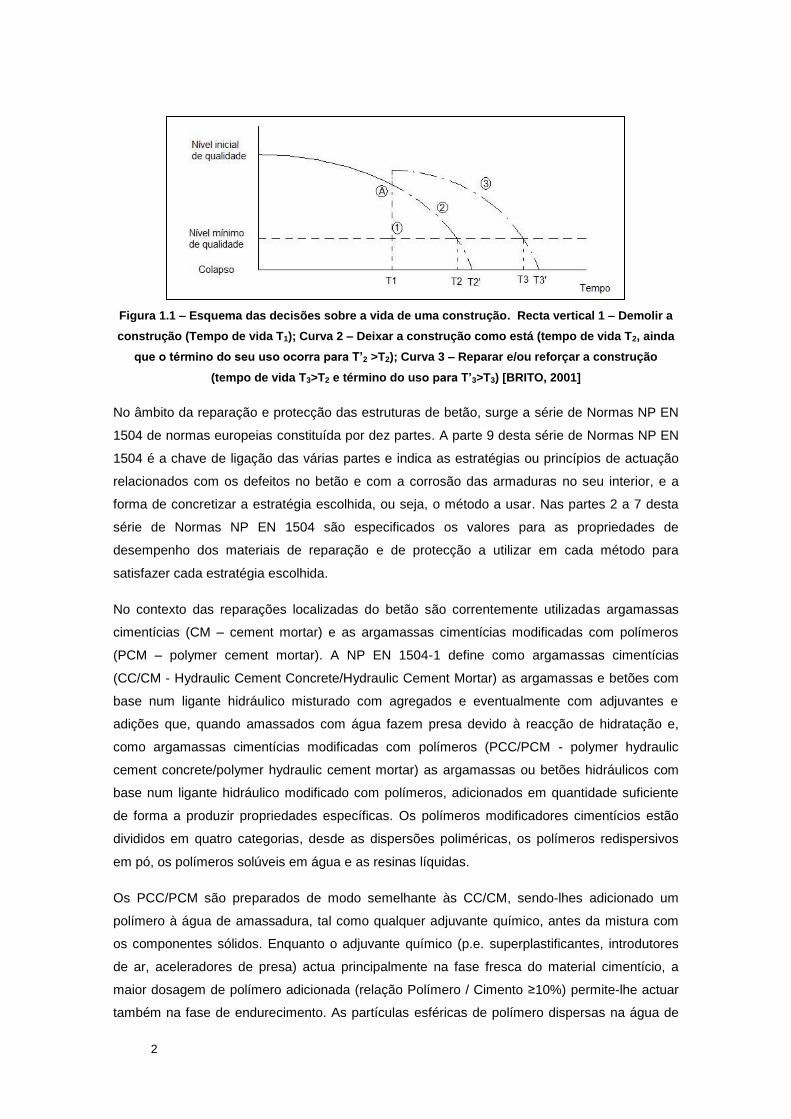
Figura 1.1 – Esquema das decisões sobre a vida de uma construção. Recta vertical 1 –
Demolir a construção (Tempo de vida T1); Curva 2 – Deixar a construção como está (tempo de
vida T2, ainda que o término do seu uso ocorra para T’2 >T2); Curva 3 – Reparar e/ou reforçar
a construção (tempo de vida T3>T2 e término do uso para T’3>T3) [BRITO, 2001]……………..2
Figura 2.1 – Modelo de Tuutti de degradação do betão armado sob acção ambiental XC ou XS
[LNEC E 465]……………………………………………………………………………………………...8
Figura 2.2 – Participação dos poros nos diferentes mecanismos de transporte [GONÇALVES,
1999]……………………………………………………………………………………………………...10
Figura 2.3 – Distribuição do tamanho de poros na pasta de cimento endurecida [FREIRE,
2005]……………………………………………………………………………………………………...10
Figura 2.4 – Zonas envolvidas no mecanismo da carbonatação e variação do pH ao longo da
profundidade do betão [COSTA, 1997]……………………………………………………………….11
Figura 2.5 – Frente de Carbonatação a) paralela à superfície, b) e c) irregular [LNEC E-391]..12
Figura 2.6 – Influência da HR do ar na velocidade de carbonatação [COSTA, 1997]…………..14
Figura 2.7 – Aumento de massa dos espécimes durante o processo de carbonatação acelerada
[CASTELLOTE et al, 2007]…………………………………………………………………………….14
Figura 2.8 – Modelo simplificado da corrosão do aço no betão [COSTA, 1997]………………...15
Figura 2.9 – Volume relativo do produto da corrosão [COSTA, 1997]……………………………16
Figura 2.10 – Fendilhação e delaminação do betão de recobrimento [COSTA, 1997]…………17
Figura 3.1 – Modelo simplificado da formação do filme polimérico na matriz cimentícia [OHAMA,
1998]……………………………………………………………………………………………………...22
Figura 3.2 – Efeito da quantidade de monómeros existentes nos polímeros EVA, SBR e SAE na
resistência à compressão e flexão das argamassas modificadas com polímeros [OHAMA,
1998]……………………………………………………………………………………………………...25
Figura 3.3 – Relação entre a razão vazios/pasta e a resistência à compressão das argamassas
modificadas com polímeros (excepto para as argamassas modificadas com PVAC) com uma
razão areia/cimento de 1:3 [OHAMA, 1998]………………………………………………………….26
Figura 3.4 – Relação entre a razão pasta/vazios e a resistência à compressão das argamassas
modificadas com polímeros [OHAMA, 1998]………………………………………………………...26
Figura 3.5 – Efeitos das condições de cura na resistência à flexão das argamassas modificadas
com polímeros [OHAMA, 1998]………………………………………………………………………..26
Figura 3.6 – Efeito das condições de cura na resistência à compressão das argamassas
modificadas com polímeros [OHAMA, 1998]………………………………………………………...27
Figura 3.7 – Resistência à compressão das argamassas modificadas com polímeros ao longo
do período de cura seca [OHAMA, 1998]…………………………………………………………….27
Figura 3.8 – Relação entre a deformação por fluência ao longo do tempo e o coeficiente de
fluência ao longo do tempo [OHAMA, 1998]…………………………………………………………28
Figura 3.9 – Absorção de água e permeabilidade das argamassas modificadas com polímeros
[OHAMA, 1998]………………………………………………………………………………………….29
xi
Figura 3.10 – Profundidade de carbonatação das argamassas modificadas com polímeros após
10 anos de exposição no exterior e no interior de um edifício (razão polímero/cimento de 20%)
[OHAMA, 1998]………………………………………………………………………………………….28
Figura 3.11 – Adesão das argamassas modificadas com polímeros para as argamassas não
modificadas, medida por dois tipos de ensaios [OHAMA, 1998] …………………………………32
Figura 3.12 – Depósito de água antes de ser reabilitado [DIOGO]………………………………..34
Figura 3.13 – Viga de coroamento com armaduras corroídas visíveis pelo interior [DIOGO]….35
Figura 3.14 – Degradação do betão da parede envolvente inferior [DIOGO]……………………35
Figura 3.15 – “chochos” e “nichos de agregados” e armaduras corroídas expostas [DIOGO]...35
Figura 3.16 – Tirantes atravessando o fuste do depósito [DIOGO]……………………………….36
Figura 3.17 – Amarração de um tirante [DIOGO]…………………………………………………...36
Figura 3.18 – Zona afectada, onde vamos proceder à protecção da armadura e à colocação de
argamassa de reparação [DIOGO]……………………………………………………………………37
Figura 3.19 – Abertura adjacente à viga de coroamento [DIOGO]………………………………..37
Figura 3.20 – Varões adicionais [DIOGO]……………………………………………………………37
Figura 3.21 – Colocação de cofragem [DIOGO]…………………………………………………….38
Figura 3.22 – Enchimento dos vazios criados [DIOGO]…………………………………………….38
Figura 3.23 – Lavagem a jacto de água simples do interior do depósito [DIOGO]……………...38
Figura 3.24 – Disposição dos ferrolhos em aço [DIOGO]…………………………………………..39
Figura 3.25 – Aspecto do betão, após projecção [DIOGO]………………………………………...39
Figura 3.26 – Furação para a colocação dos injectores [DIOGO]…………………………………40
Figura 3.27 – Distribuição dos injectores ao longo de uma fissura [DIOGO]…………………….40
Figura 4.1 – Curva granulométrica da areia………………………………………………………….43
Figura 4.2 – Fluxograma seguido na campanha experimental…………………………………….48
Figura 4.3 – Misturadora utilizada na preparação das argamassas………………………………50
Figura 4.4 – Materiais a utilizar na argamassa………………………………………………………50
Figura 4.5 – Raspagem do material aderente……………………………………………………….50
Figura 4.6 – Molde para provetes de 160x40x40 (mm), descritos na NP EN 196-1 § 4.5……..50
Figura 4.7 – Moldes para provetes cilíndricos de ø100x200 (mm)………………………………..50
Figura 4.8 – Molde para provetes com varões de aço de 150x40x40 (mm)……………………..50
Figura 4.9 – Esquema representativo, em corte, dos provetes armados…………………………51
Figura 4.10 – Enchimento da primeira camada de argamassa……………………………………52
Figura 4.11 – Espalhar uniformemente a argamassa……………………………………………….52
Figura 4.12 – Vibração da segunda camada………………………………………………………...52
Figura 4.13 – Rasar a argamassa excedente………………………………………………………..52
Figura 4.14 – Molde dos provetes envolvido com filme plástico…………………………………..52
Figura 4.15 – Provete envolvido com filme…………………………………………………………..52
Figura 4.16 – Cura dos provetes a seco (ao ar)……………………………………………………..52
Figura 4.17 – Compactação da primeira camada…………………………………………………...55
Figura 4.18 – Alisamento da superfície do cone e limpeza do prato……………………………...55
xii
Figura 4.19 – Aspecto após ser retirado o molde tronco-cónico…………………………………..55
Figura 4.20 – Medição do espalhamento segundo as diagonais………………………………….55
Figura 4.21 – Aparelho utilizado para a medição do teor de ar……………………………………56
Figura 4.22 – Compactação da primeira camada…………………………………………………...56
Figura 4.23 – Colocação de água para selar hidricamente o aparelho…………………………...56
Figura 4.24 – Mover o aparelho para garantir a retirada de todo o ar existente…………………57
Figura 4.25 – Leitura da percentagem de ar contida na argamassa………………………………57
Figura 4.26 – Pesagem do recipiente (m1)…………………………………………………………..58
Figura 4.27 – Alisamento da superfície……………………………………………………………….58
Figura 4.28 – Pesagem do recipiente com argamassa (m2)……………………………………….58
Figura 4.29 – Início do ensaio de resistência à flexão………………………………………………58
Figura 4.30 – Após o ensaio de resistência à flexão………………………………………………..58
Figura 4.31 – Ensaio de compressão…………………………………………………………………59
Figura 4.32 – Leitura dos valores obtidos…………………………………………………………….59
Figura 4.33 – Corte do cilindro………………………………………………………………………...61
Figura 4.34 – Câmara de vácuo……………………………………………………………………….61
Figura 4.35 – Esquema representativo do circuito…………………………………………………..61
Figura 4.36 – Circuito…………………………………………………………………………………...61
Figura 4.37 – Provetes utilizados no ensaio de capilaridade………………………………………62
Figura 4.38 – Provetes utilizados no ensaio de absorção de água à temperatura ambiente…..63
Figura 4.39 – Provetes armados sujeitos ao ensaio de absorção de água à pressão
atmosférica, após ensaio de progressão da corrosão………………………………………………63
Figura 4.40 – Provetes não armados selados com resina epoxídica, excepto face de
enchimento………………………………………………………………………………………………65
Figura 4.41 – Rotura do provete não armado………………………………………………………..65
Figura 4.42 – Pulverização com fenolfetaleína do pedaço para determinação da
profundidade……………………………………………………………………………………………..65
Figura 4.43 – Leitura da profundidade de carbonatação com o auxílio de um paquímetro…….65
Figura 4.44 – Célula de CO2 a 100% e sob pressão……………………………………………….66
Figura 4.45 – Equipamento utilizado: célula, botija de dióxido de carbono e barómetro……….66
Figura 4.46 – Sensores de humidade e tubos de ensaio contendo as amostras dos provetes..67
Figura 4.47 – Redução da amostra em pequenos pedaços………………………………………..67
Figura 4.48 – Exemplo da variação da corrente galvânica ao longo do tempo em betões com
diferentes relações a/c e sujeitos a acção de iões cloreto [RAUPACH, 1997]…………………..68
Figura 4.49 – Esquema representativo dos provetes desenhados na monitorização da
corrosão………………………………………………………………………………………………….69
Figura 4.50 – Fotografia da montagem experimental……………………………………………….69
Figura 4.51 – Ligação dos varões de aço (por soldadura), e de aço inoxidável (por contacto
directo) aos fios de cobre………………………………………………………………………………70
Figura 4.52 – Pormenor do isolamento com resina epoxídica da zona dos varões……………..70
xiii
Figura 4.54 – Provetes armados levados à rotura ao longo do seu eixo longitudinal…………..71
Figura 4.55 – Selecção das zonas de colheita de argamassa com produtos de corrosão
depositados………………………………………………………………………………………………71
Figura 4.56 – Microscópio electrónico de varrimento (MEV)……………………………………….71
Figura 4.57 – Redução dos espécimes em amostras pequenas…………………………………..71
Figura 4.58 – Colocação das amostras em cápsulas……………………………………………….71
Figura 4.59 – Desumidificação e revestimento das amostras……………………………………..71
Figura 5.1 – Teor de ar das argamassas estudadas e estudadas por Ribeiro [RIBEIRO, 2004] e
Pina [PINA, 2009]……………………………………………………………………………………….74
Figura 5.2 – Relação A/C, consistência por espalhamento e o teor de ar das argamassas
estudadas e estudadas por Ribeiro e Pina…………………………………………………………..75
Figura 5.3 – Relação entre o teor de ar versus a consistência por espalhamento das
argamassas estudadas e estudadas por Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2009]……….76
Figura 5.4 – Massa volúmica fresca e o teor de ar das argamassas estudadas e estudadas por
Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2009]……………………………………………………….77
Figura 5.5 – Resistência à compressão e à flexão das argamassas estudadas e estudadas por
Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2009]……………………………………………………….78
Figura 5.6 – Relação (At + Var)/C versus resistência à compressão das argamassas estudadas
e estudadas por Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2009]……………………………………78
Figura 5.7 – Relação (At + Var)/C versus resistência à flexão das argamassas estudadas e
estudadas por Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2009]……………………………………...79
Figura 5.8 – Relação entre a resistividade e a humidade relativa dos espécimes [MEHTA, 1991]
e [WEE et al., 1995]…………………………………………………………………………………….81
Figura 5.9 – Resistividade eléctrica na saturação aos 29 dias de idade das argamassas
estudadas e aos 28 dias de idade das estudadas por Ribeiro [RIBEIRO, 2004]………………..82
Figura 5.10 – Relação (At + Var)/C versus resistividade eléctrica das argamassas estudadas e
estudadas por Ribeiro [RIBEIRO, 2004]……………………………………………………………...82
Figura 5.11 – Absorção capilar das argamassas estudadas……………………………………….84
Figura 5.12 – Coeficiente de absorção capilar das argamassas estudadas……………………..84
Figura 5.13 – Relação (At + Var)/C versus coeficiente de capilaridade das argamassas
estudadas e estudas por Ribeiro [RIBEIRO, 2004]………………………………………………….84
Figura 5.14 – Absorção de água por imersão à pressão atmosférica das argamassas
estudadas………………………………………………………………………………………………..86
Figura 5.15 – Relação (At + Var)/C versus absorção de água à pressão atmosférica das
argamassas estudadas…………………………………………………………………………………86
Figura 5.16 – Ganho de massa em imersão dos provetes prismáticos das argamassas
estudadas após o ensaio de medição da intensidade de corrente………………………………..87
Figura 5.17 – Profundidade de carbonatação ao longo do tempo em câmara com 5% de CO2 ,
65% de HR e 21ºC, das argamassas estudadas ……………………………………………………88
xiv
Figura 5.18 – Aspecto irregular da frente de carbonatação formada na argamassa CM-1 após o
ensaio de carbonatação acelerada com elevado teor de CO2 sob pressão e durante 50 dias..90
Figura 5.19 – Profundidade de carbonatação em função da raiz quadrada do tempo de ensaio
das argamassas estudadas e estudadas por Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2009]….91
Figura 5.20 - Relação (At + Var)/C versus coeficiente de carbonatação das argamassas
estudadas e das argamassas estudadas por Ribeiro [RIBEIRO, 2004] e por Pina [PINA,
2009]……………………………………………………………………………………………………...91
Figura 5.21 – Ganho da massa dos provetes durante o ensaio de carbonatação acelerada….92
Figura 5.22 – Valor da intensidade de corrente ao longo do tempo das argamassas CM-1, CM-
2, PCM-SB e PCM-As…………………………………………………………………………………..94
Figura 5.23 – Valores de intensidade de corrente ao longo do tempo na câmara de humidade
da CM-1, PCM-SB e PCM-As (Período d)……………………………………………………………94
Figura 5.24 – Valores de intensidade de corrente ao longo do tempo na câmara de humidade
da CM-2 (Período b)…………………………………………………………………………………….95
Figura 5.25 – Pormenor da corrosão da armadura que ocorreu num dos topos dos provetes da
CM-1……………………………………………………………………………………………………...98
Figura 5.26 – Pormenor dos óxidos de ferro presentes num dos topos dos provetes da CM-1.97
Figura 5.27 – Os óxidos de ferro presentes na argamassa CM-1…………………………………98
Figura 5.28 – Corrosão das armaduras contidas na argamassa CM-1…………………………...98
Figura 5.29 – Pormenor da corrosão da armadura contida na CM-2……………………………..98
Figura 5.30 – Pormenor dos óxidos de ferro presentes na CM-2 …………………………………98
Figura 5.31 – Pormenor dos óxidos de ferro presentes na argamassa PCM-SB………………..99
Figura 5.32 – Pormenor da corrosão das armaduras contidas na PCM-SB……………………..99
Figura 5.33 – Os óxidos de ferro presentes na argamassa PCM-SB……………………………..99
Figura 5.34 – Corrosão das armaduras contidas na PCM-SB……………………………………..99
Figura 5.35 – Argamassa PCM-As……………………………………………………………………99
Figura 5.36 – Varões de aço contidos na argamassa PCM-As……………………………………99
Figura 5.37 – Localização dos espécimes colhidos da argamassa CM-1………………………100
Figura 5.38 – Localização dos espécimes colhidos da argamassa CM-2………………………100
Figura 5.39 – Localização dos espécimes colhidos na argamassa PCM-SB…………………..100
Figura 5.40 – Aspecto geral da morfologia da superfície dos produtos de corrosão do aço
corrente formados na CM-1: na zona 1 com morfologia rendilhada, tipo roseta; na zona 2 com
morfologia globular…………………………………………………………………………………….101
Figura 5.41 – Espectros EDS referentes à Figura 5.40…………………………………………...101
Figura 5.42 – CM-1: Aspecto das rosetas mais desenvolvidas, características dos produtos de
corrosão do aço corrente……………………………………………………………………………..102
Figura 5.43 – Espectros EDS referentes à Figura 5.42. O cálcio presente no EDS indica a
presença de pasta misturada com os óxidos de ferro……………………………………………..102
Figura 5.44 – CM-1:Aspecto dos óxidos de ferro (1 e 2) depositados na pasta cimentícia (3).102

xv
Figura 5.45 – Espectros EDS referentes à Figura 5.44: 1 e 2 produto resultante da corrosão do
aço; e, 3 pasta cimentícia. A presença de cálcio junto com os óxidos, e vice-versa, indica que
existe a mistura entre a pasta cimentícia e os óxidos……………………………………………..103
Figura 5.46 – Aspecto geral dos óxidos de ferro formados na CM-2: óxidos amorfos. Assinalado
a azul encontram-se os óxidos……………………………………………………………………….103
Figura 5.47 – Aspecto geral dos óxidos de ferro formados na CM-2: óxidos com morfologia em
placas. Assinalado a azul encontram-se os óxidos………………………………………………..104
Figura 5.48 – Pormenor da Figura 5.41 e respectivo espectro EDS. CM-2: óxidos amorfos…104
Figura 5.49 – Pormenor da Figura 5.48 e respectivo EDS. CM-2: óxidos de morfologia em
placas…………………………………………………………………………………………………...105
Figura 5.50 – Aspecto geral dos óxidos de ferro formados na CM-2: morfologia globular e
respectivo EDS………………………………………………………………………………………...105
Figura 5.51 – Óxidos de ferro formados na CM-2: morfologia em agulha e respectivo EDS…106
Figura 5.52 – PCM-SB: Aspecto geral dos produtos de corrosão do aço corrente embebido na
PCM-SB: dispersos e amorfos. Imagem com contraste. A pasta cimentícia está presente nas
zonas mais escuras……………………………………………………………………………………106
Figura 5.53 – Espectros EDS referentes à Figura 5.52…………………………………………...107
Figura 5.54 – Morfologia dos produtos da corrosão do aço corrente formados na PCM-SB:
aspecto amorfo. Os óxidos são representados pelas zonas mais salientes, estando um pouco
envolvidos na pasta cimentícia como se pode observar nos EDS pela existência de cálcio…107
Figura 5.55 – Espectros EDS referentes à Figura 5.54…………………………………………...108
xvi
ÍNDICE DE QUADROS
Quadro 2.1 - Corrosão induzida por carbonatação [NP EN 206-1, LNEC E 464]…………………7
Quadro 2.2 – Argamassas de diferentes relações A/C e os seus respectivos volumes de poros
[FREIRE, 2005]…………………………………………………………………………………………...9
Quadro 2.3 – Percentagens da água de ligação, de hidróxido de cálcio e de carbonato de cálcio
nos diferentes espécimes, após o período de exposição ou não ao CO2 [CASTELLOTE et al,
2007]……………………………………………………………………………………………………...15
Quadro 3.1 – Princípios e métodos para a protecção e reparação de estruturas de betão
relacionados com a corrosão das armaduras [NP EN 1504-9]…………………………………….20
Quadro 3.2 – Princípios e métodos para a protecção e reparação de estruturas de betão
relacionados com os defeitos do betão [NP EN 1504-9]……………………………………………21
Quadro 3.3 – Coeficiente de difusão aparente dos iões cloreto das argamassas e betões
modificados com polímeros [OHAMA, 1998]………………………………………………………...30
Quadro 4.1 – Características químicas do cimento CEM I 42.5 R [VIEIRA, 2008]………………42
Quadro 4.2 – Características físicas do cimento CEM I 42.5 R [VIEIRA, 2008]…………………42
Quadro 4.3 – Massa volúmica e absorção de água da areia em estudo…………………………44
Quadro 4.4 – Características do polímero As segundo a Ficha Técnica [Anexo A.5]…………..44
Quadro 4.5 – Características do polímero SB segundo a Ficha Técnica [Anexo A.6]………….45
Quadro 4.6 – Características do superplastificante de acordo com a Ficha Técnica [Anexo
A.8]………………………………………………………………………………………………………..45
Quadro 4.7 – Características do introdutor de ar de acordo com a ficha técnica [Anexo A.9]…46
Quadro 4.8 – Parâmetros de base para a definição da composição das argamassas…………49
Quadro 4.9 – Composição das argamassas por m3 de argamassa………………………………49
Quadro 4.10 – Ensaios realizados durante a campanha experimental…………………………...53
Quadro 5.1 – Caracterização sucinta das argamassas desenvolvidas neste trabalho bem como
as estudadas por Ribeiro [RIBEIRO, 2004] e por Pina [PINA, 2009]……………………………..73
Quadro 5.2 – Critérios de avaliação do betão armado no que respeita à resistividade com
relação ao risco de corrosão – CEB 192 [MEDEIROS, 2001]……………………………………..80
Quadro 5.3 – Resistividade eléctrica do betão aos 28 dias em função das classes de exposição
ambiental [ANDRADE et al., 1998]……………………………………………………………………81
xvii
ABREVIATURAS
A/C Água/Cimento
As Acrílico
CC Betão cimentício
CM Argamassas Cimentícias
CR Borracha de cloropreno
EDS Detector de energia dispersiva de raios-X
Ep Resina epóxidica
EVA Acetato de vinilo-etileno
HR Humidade Relativa
MEV Microscópio Electrónico de Varrimento
NBR Borracha Acrilonitrila-butadieno
NR Borracha natural de látex
PAE Éster acrílico
P/C Polímero/Cimento
PCC Betão cimentício modificado com polímeros
PCM Argamassas cimentícias modificadas com polímeros
PVA Álcool de vinílico
PVAC Acetato de vinilo
PVDC Cloreto de polivinilideno
SAE Éster acrílico-estirenado
SB Estireno-Butadieno
SBR Borracha de estireno-butadieno

xviii
1
1. INTRODUÇÃO
1.1. ENQUADRAMENTO E OBJECTIVOS DO TRABALHO
Desde o século XX que o betão armado é utilizado comummente na construção de edifícios,
devido a possuir no seu interior armaduras que lhe conferem resistência à tracção e pela
possibilidade de adquirir qualquer forma ou tamanho. Estas características tornam o betão
armado um constante desafio ao engenheiro civil, ao permitir construir cada vez mais alto e de
forma cada vez mais esbelta. A sua popularidade resulta também do seu baixo custo e da
facilidade de aquisição dos elementos que o constituem.
Uma das preocupações quando se constrói com o material betão armado, ou com qualquer
outro material, é a longevidade da sua vida de serviço, pois o ser humano deseja que a sua
habitação seja para a vida, bem como que as construções importantes, cujo risco de
degradação se considera inaceitável, como monumentos, pontes, barragens durem uma
“eternidade”. Este desejo terá contribuído para o estabelecimento do conceito de vida útil de
uma construção. De acordo com o Decreto-Lei 301/2007 Capítulo II Art.º 4 secção 2, “a vida útil
pretendida para uma estrutura deve ser fixada pelo dono da obra ou projectista, de entre as
categorias indicadas na NP EN 206-1, podendo dispensar-se esta indicação quando a vida útil
pretendida é de 50 anos”. De acordo com a NP EN 206-1, define-se vida útil da estrutura como
“o período de tempo durante o qual o desempenho do betão na estrutura se mantém a um nível
compatível com a satisfação dos requisitos de desempenho da estrutura, desde que haja
adequada manutenção”.
Quando a durabilidade da estrutura decresce, i. e. quando diminui a sua capacidade de
permanecer apta para o uso previsto durante a vida útil e estando sujeita a apropriada
manutenção, deverão ser tomadas medidas, tais como: reparar ou reforçar e proteger a
construção ou parte dela, prevenir ou reduzir outras deteriorações, reanalisar a capacidade da
construção podendo conduzir a uma alteração de funcionamento, sendo assim satisfeitos os
futuros requisitos relativos à sua vida útil. Por vezes podem ser ainda tomadas outras decisões,
como a demolição de parte ou da totalidade da construção ou então, nada fazer mas apenas
monitorizar a construção devido por exemplo aos elevados custos das reparações posteriores
face aos benefícios no período de vida útil ou tendo em conta a importância da construção. A
Figura 1.1 ilustra esquematicamente as decisões que se podem tomar, quando chegamos ao
ponto A da vida de uma construção, ou seja, quando a estrutura apresenta degradação que
pode por em causa a sua funcionalidade e haverá que tomar uma decisão. O nível mínimo de
qualidade apresentado na Figura 1.1 é o nível a partir do qual a estrutura não é capaz de
satisfazer qualquer requisito de desempenho. A reparação, o reforço e a protecção das
estruturas de betão são uma das estratégias de actuação para aumentar a vida útil de uma
construção.
2
Figura 1.1 – Esquema das decisões sobre a vida de uma construção. Recta vertical 1 – Demolir a
construção (Tempo de vida T1); Curva 2 – Deixar a construção como está (tempo de vida T2, ainda
que o término do seu uso ocorra para T’2 >T2); Curva 3 – Reparar e/ou reforçar a construção
(tempo de vida T3>T2 e término do uso para T’3>T3) [BRITO, 2001]
No âmbito da reparação e protecção das estruturas de betão, surge a série de Normas NP EN
1504 de normas europeias constituída por dez partes. A parte 9 desta série de Normas NP EN
1504 é a chave de ligação das várias partes e indica as estratégias ou princípios de actuação
relacionados com os defeitos no betão e com a corrosão das armaduras no seu interior, e a
forma de concretizar a estratégia escolhida, ou seja, o método a usar. Nas partes 2 a 7 desta
série de Normas NP EN 1504 são especificados os valores para as propriedades de
desempenho dos materiais de reparação e de protecção a utilizar em cada método para
satisfazer cada estratégia escolhida.
No contexto das reparações localizadas do betão são correntemente utilizadas argamassas
cimentícias (CM – cement mortar) e as argamassas cimentícias modificadas com polímeros
(PCM – polymer cement mortar). A NP EN 1504-1 define como argamassas cimentícias
(CC/CM - Hydraulic Cement Concrete/Hydraulic Cement Mortar) as argamassas e betões com
base num ligante hidráulico misturado com agregados e eventualmente com adjuvantes e
adições que, quando amassados com água fazem presa devido à reacção de hidratação e,
como argamassas cimentícias modificadas com polímeros (PCC/PCM - polymer hydraulic
cement concrete/polymer hydraulic cement mortar) as argamassas ou betões hidráulicos com
base num ligante hidráulico modificado com polímeros, adicionados em quantidade suficiente
de forma a produzir propriedades específicas. Os polímeros modificadores cimentícios estão
divididos em quatro categorias, desde as dispersões poliméricas, os polímeros redispersivos
em pó, os polímeros solúveis em água e as resinas líquidas.
Os PCC/PCM são preparados de modo semelhante às CC/CM, sendo-lhes adicionado um
polímero à água de amassadura, tal como qualquer adjuvante químico, antes da mistura com
os componentes sólidos. Enquanto o adjuvante químico (p.e. superplastificantes, introdutores
de ar, aceleradores de presa) actua principalmente na fase fresca do material cimentício, a
maior dosagem de polímero adicionada (relação Polímero / Cimento ≥10%) permite-lhe actuar
também na fase de endurecimento. As partículas esféricas de polímero dispersas na água de
3
amassadura vão-se aglomerando e coalescendo com o contínuo consumo e evaporação da
água e, após a fase fresca do material cimentício passam a formar um filme polimérico, com
espessura e continuidade variáveis, que se firma preferencialmente nos poros e na interface
pasta-agregado e que confere características adicionais ao material cimentício.
Os polímeros actuam, simultaneamente, como plastificantes, retardadores de presa e
introdutores de ar devido ao efeito conjunto dos emulsionantes neles contidos, às próprias
partículas esféricas poliméricas e ao ar introduzido durante a mistura. Com a evaporação e o
consumo da água de amassadura ocorre a coalescência das partículas poliméricas, o que
permite a formação de um filme polímero que passa a revestir as partículas de cimento
hidratadas e a preencher a estrutura porosa, nomeadamente a interface pasta-agregado. Este
revestimento físico tende a retardar o processo contínuo de hidratação da pasta de cimento e a
atrofiar o desenvolvimento cristalino, nomeadamente o hidróxido de cálcio hidratado resultante
da hidratação do cimento, quer nos poros como na zona da interface pasta-agregado. Na fase
de endurecimento, os polímeros tendem a aumentar a resistência à tracção e à flexão das CMs
embora sem grande benefício para a resistência à compressão cujo valor resulta de um
balanço entre o ar introduzido, a redução de água de amassadura e o retardamento do
processo de hidratação da pasta de cimento. Admite-se também que os polímeros tendem a
actuar como hidrófugos nos poros capilares reduzindo a sucção capilar e contribuindo deste
modo para diminuir a absorção de água por capilaridade e, que se comportam como agente de
cura interna contribuindo para reduzir a microfissuração superficial na pasta cimentícia.
Considera-se que os polímeros tendem também a actuar como redutores do módulo de
elasticidade e da retracção de secagem dos materiais cimentícios e a conferir aos materiais
cimentícios melhoria na impermeabilidade aos fluidos e aos gases.
Reconhecida a importância da adição dos polímeros na melhoria das propriedades dos
materiais cimentícios, nomeadamente redução da mobilidade da água, da resistividade e da
carbonatação, propriedades relevantes na corrosão do aço no interior das argamassas
cimentícias, pretendeu-se verificar e estudar a possibilidade de utilizar as PCMs para uma nova
aplicação, a prevenção da corrosão das armaduras.
Tendo em conta as melhorias conferidas pela adição dos polímeros nas propriedades que
afectam directamente a corrosão do aço no interior das argamassas cimentícias como a
diminuição da absorção de água e da mobilidade iónica e o aumento da resistência à
penetração do dióxido de carbono, considerou-se, então, relevante conhecer a eventual
actuação dos polímeros na velocidade de corrosão das armaduras no interior das argamassas
cimentícias induzida por carbonatação, sendo este o objectivo principal deste estudo.
A inovação do presente estudo respeita, por um lado, à realização de um trabalho experimental
numa área de elevada especificidade, cujos poucos trabalhos realizados por outros autores
[OKBA et al, 1997] [NEPOMUCENO et al, 2006] incidem em argamassas com vários tipos de
adições (por ex: poliméricas e do tipo II) com desempenhos necessariamente diferenciados e
4
usam metodologias de ensaio com parâmetros avaliadores distintos e, por outro, devido aos
resultados promissores obtidos no final deste estudo que permitiram estabelecer novas linhas
de investigação, de modo a contribuir para definir como determinadas propriedades interferem
no fenómeno da corrosão e caminhar para uma harmonização das metodologias de ensaios.
Esta dissertação teve como objectivos principais:
efectuar o levantamento do estado do conhecimento em relação à degradação do
betão devido à corrosão das armaduras induzida por carbonatação e sistematizar os
princípios de actuação e os métodos para concretizar esses princípios para esta
degradação do betão, preconizados pela NP EN 1504-9, resumindo alguns exemplos
práticos;
contribuir para o conhecimento da actuação dos polímeros na velocidade de corrosão
das armaduras no interior das argamassas cimentícias, utilizando dois polímeros de
famílias poliméricas distintas, de estireno-butadieno e acrílica, no âmbito da corrosão
das armaduras induzida por carbonatação;
aprofundar os conhecimentos da autora na área do trabalho experimental de
laboratório, com a preparação de amostras para ensaio e a realização dos ensaios
laboratoriais, a avaliação da influência das condições ambientais e do estado de
calibração dos equipamentos, bem ainda como a interpretação e análise crítica dos
resultados obtidos.
Este trabalho insere-se no projecto de investigação científica e desenvolvimento tecnológico no
domínio da Engenharia Civil e Minas PTDC/ECM/101810/2008 denominado “Argamassas
Cimentícias Modificadas com Polímeros para Reparação de Estruturas de Betão Armado”,
sendo o Laboratório Nacional de Engenharia Civil (LNEC) e o Instituto Superior Técnico as
unidades de investigação.
O trabalho a desenvolver neste projecto pretende, por um lado, dar continuidade ao estudo de
investigação na área da actuação dos polímeros nas argamassas cimentícias tendo em vista a
sua utilização na reparação de estruturas de betão armado e, por outro, contribuir para que o
conhecimento adquirido no decorrer deste projecto seja utilizado na melhoria dos cadernos de
encargos, na execução de obras de reparação e que possa incentivar a produção nacional das
argamassas cimentícias modificadas com polímeros.
Este projecto pretende contribuir para aumentar o conhecimento relativo aos polímeros nos
materiais cimentícios, com destaque para três áreas de actuação dos polímeros em
argamassas cimentícias: na reacção expansiva álcalis-sílica (RAS), na progressão da corrosão
do aço e, na penetração dos cloretos (Cl).
5
1.2. ORGANIZAÇÃO DO TRABALHO
Este trabalho está organizado em 6 capítulos.
No capítulo 1, é efectuado o enquadramento do tema, descrevem-se os objectivos do estudo e
expõe-se a organização do trabalho.
O capítulo 2 aborda a degradação do betão armado e, com maior ênfase, descreve a
degradação por corrosão do aço induzida por carbonatação.
No capítulo 3, enunciam-se os princípios ou meios para actuar nos mecanismos de degradação
do betão e os métodos para concretizar essa acção, preconizados na norma europeia NP EN
1504-9, sendo abordadas as argamassas modificadas com polímeros como um elemento
utilizado no método de reparação de estruturas por substituição do betão. Por último, dá-se um
exemplo de uma construção em betão armado que sofre degradação por acção da
carbonatação, descrevendo-se as suas anomalias e os métodos utilizados na sua reparação e
protecção.
No capítulo 4, inicia-se a apresentação da campanha experimental deste estudo com a
identificação e selecção dos diversos materiais utilizados no fabrico das PCMs e CMs, seguida
da apresentação dos parâmetros de base adoptados para a composição das argamassas a
estudar e, por último, com o resumo das metodologias de ensaio usadas na caracterização das
argamassas.
No capítulo 5, apresentam-se os resultados obtidos nos ensaios descritos no capítulo 4 e sobre
cada propriedade avaliada faz-se uma pequena introdução ao tema, apresentando-se no fim
uma síntese das principais conclusões a extrair com base na análise dos resultados.
No capítulo 6, sintetizam-se as conclusões do trabalho e sugerem-se alguns desenvolvimentos
futuros e analisa-se o grau de cumprimento dos objectivos do estudo.

6
7
2. DEGRADAÇÃO DO BETÃO ARMADO
A degradação do betão armado pode resultar de acções mecânicas, tais como sobrecarga,
abrasão, fadiga, impacto, de acções físicas, tais como gelo-degelo, efeitos térmicos, retracção,
de acções químicas, tais como reacções expansivas internas álcalis-agregado e sulfáticas,
acções biológicas, e do fogo, bem como da corrosão das armaduras nele incorporadas.
A condição ambiental onde uma estrutura se insere é crucial para o seu processo de
degradação e pode ser classificada em seis grupos, segundo a NP EN 206-1. Dos seis grupos,
três grupos são relativos à degradação do betão devido à corrosão das armaduras por acção
do dióxido de carbono (XC) e dos cloretos provenientes da água do mar (XS) ou de outras
origens (XD), dois grupos são relativos à degradação do betão pelo gelo/degelo (XF) ou por
ataque químico (XA), e um grupo respeita à condição ambiental onde não há risco de corrosão
das armaduras ou de ataque do betão (X0). Estes grupos estão ainda subdivididos em classes
de exposição, consoante a intensidade da acção ambiental, excepto o grupo X0.
No âmbito deste trabalho o grupo de relevo é o grupo XC apresentado no Quadro 2.1 de
acordo com a NP EN 206-1 e a especificação LNEC E-464.
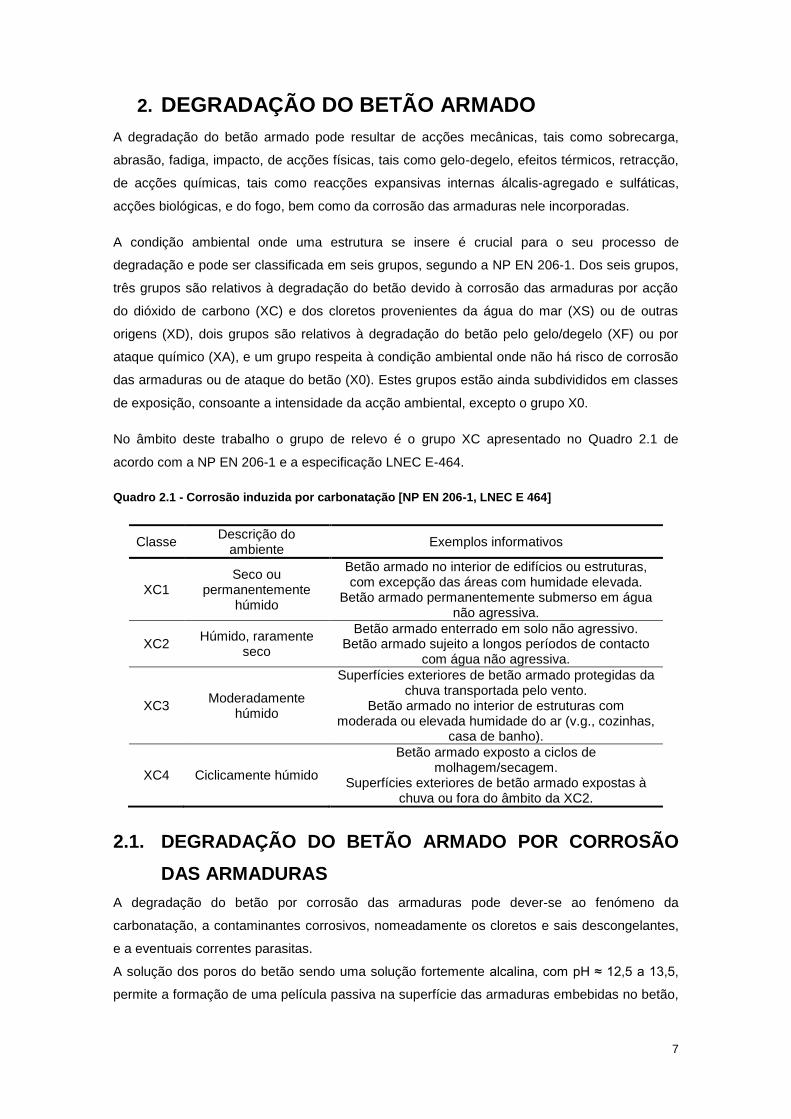
Quadro 2.1 - Corrosão induzida por carbonatação [NP EN 206-1, LNEC E 464]
Classe Descrição do
ambiente Exemplos informativos
XC1 Seco ou
permanentemente húmido
Betão armado no interior de edifícios ou estruturas, com excepção das áreas com humidade elevada.
Betão armado permanentemente submerso em água não agressiva.
XC2 Húmido, raramente
seco
Betão armado enterrado em solo não agressivo. Betão armado sujeito a longos períodos de contacto
com água não agressiva.
XC3 Moderadamente
húmido
Superfícies exteriores de betão armado protegidas da chuva transportada pelo vento.
Betão armado no interior de estruturas com moderada ou elevada humidade do ar (v.g., cozinhas,
casa de banho).
XC4 Ciclicamente húmido
Betão armado exposto a ciclos de molhagem/secagem.
Superfícies exteriores de betão armado expostas à chuva ou fora do âmbito da XC2.
2.1. DEGRADAÇÃO DO BETÃO ARMADO POR CORROSÃO
DAS ARMADURAS
A degradação do betão por corrosão das armaduras pode dever-se ao fenómeno da
carbonatação, a contaminantes corrosivos, nomeadamente os cloretos e sais descongelantes,
e a eventuais correntes parasitas.
A solução dos poros do betão sendo uma solução fortemente alcalina, com pH ≈ 12,5 a 13,5,
permite a formação de uma película passiva na superfície das armaduras embebidas no betão,
8
constituída na sua maioria por óxido de ferro (Fe2O3), que funciona como uma camada
protectora do aço na medida em que impede que se inicie a corrosão. A partir da hidratação do
silicato tricálcico e do silicato bicálcico, presentes no cimento portland, ocorre a libertação de
hidróxido de cálcio, composto que confere o pH elevado à solução dos poros do betão.
Quando o pH da solução dos poros da pasta de cimento decresce para valores inferiores a 9 –
10, devido ao fenómeno da carbonatação ou ao ataque dos cloretos, ocorre a destruição da
película passiva que envolve as armaduras. A despassivação das armaduras pode originar,
então, o início do mecanismo da corrosão, desde que ocorram condições para tal,
nomeadamente a presença de oxigénio e água [APPLETON, 2009].
2.1.1. MODELO DE DEGRADAÇÃO DO BETÃO ARMADO POR
CORROSÃO DO AÇO
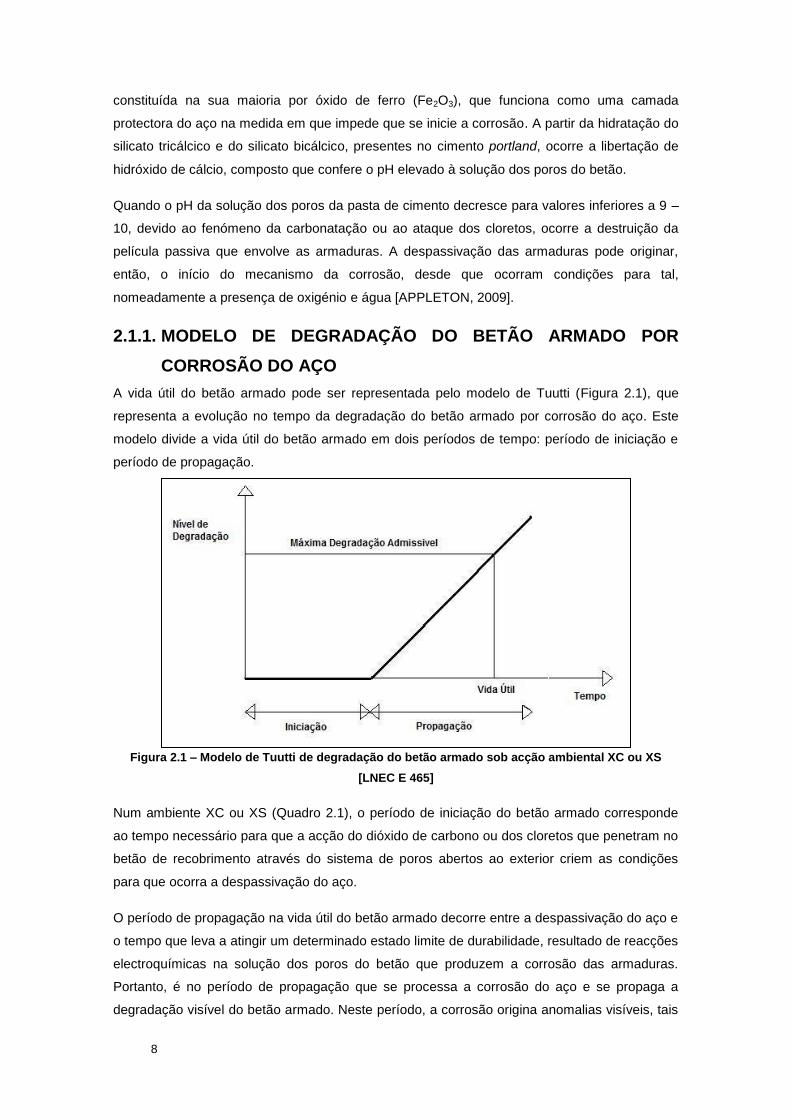
A vida útil do betão armado pode ser representada pelo modelo de Tuutti (Figura 2.1), que
representa a evolução no tempo da degradação do betão armado por corrosão do aço. Este
modelo divide a vida útil do betão armado em dois períodos de tempo: período de iniciação e
período de propagação.
Figura 2.1 – Modelo de Tuutti de degradação do betão armado sob acção ambiental XC ou XS
[LNEC E 465]
Num ambiente XC ou XS (Quadro 2.1), o período de iniciação do betão armado corresponde
ao tempo necessário para que a acção do dióxido de carbono ou dos cloretos que penetram no
betão de recobrimento através do sistema de poros abertos ao exterior criem as condições
para que ocorra a despassivação do aço.
O período de propagação na vida útil do betão armado decorre entre a despassivação do aço e
o tempo que leva a atingir um determinado estado limite de durabilidade, resultado de reacções
electroquímicas na solução dos poros do betão que produzem a corrosão das armaduras.
Portanto, é no período de propagação que se processa a corrosão do aço e se propaga a
degradação visível do betão armado. Neste período, a corrosão origina anomalias visíveis, tais
9
como a fendilhação, a delaminação do betão de recobrimento, a perda de aderência aço/betão
e a perda de secção e de ductilidade do aço.
Conclui-se assim que a qualidade do betão de recobrimento é o factor responsável pela
resistência do betão armado às acções agressivas ambientais [LNEC E-465].
2.1.2. POROSIDADE
A pasta de cimento hidratada contém vários tipos de vazios que influenciam as suas
propriedades. A porosidade é uma propriedade relacionada com o volume e define-se como o
volume de vazios em relação ao volume total de uma amostra [COUTINHO, 1998]. A
porosidade absoluta do material não se mede pois levaria à destruição do material, e
corresponde ao resultado da soma da porosidade aberta, a normalmente medida, e a
porosidade fechada, que corresponde aos vazios que não comunicam entre si nem com o
exterior. A porosidade aberta é obtida pelo ensaio de absorção dependendo do método de
ensaio, daí se referir a absorção sob pressão e a absorção à pressão atmosférica [FREIRE,
2005].
O factor que maior influência tem na porosidade da pasta de cimento é a relação água/cimento.
Quanto maior for esta relação A/C, maior será o volume de poros presentes na pasta devido
aos vazios resultantes da evaporação de parte da água de amassadura, uma vez que apenas
20% a 30% desta é necessária para a hidratação do cimento [FREIRE, 2005]. Dependendo da
razão A/C, diferentes percentagens em volume de poros são obtidas, conforme descrito no
Quadro 2.2.
Quadro 2.2 – Argamassas de diferentes relações A/C e os seus respectivos volumes de poros
[FREIRE, 2005]
A/C Volume de Poros (%)
0,4 23,3
0,5 34,5
0,6 42,1
0,8 53,4
Através dos vazios ou poros no betão, que vão desde canais capilares até cavidades, são
transportadas substâncias gasosas e/ou líquidas para o seu interior através de vários
mecanismos de transporte cujos parâmetros mais relevantes são o tamanho dos poros
comunicantes e a sua porometria, i. e., a distribuição do tamanho desses poros [FREIRE,
2005].
Na Figura 2.2 observa-se a relação entre os mecanismos de transporte e o tamanho dos poros
[GONÇALVES, 1999].
10
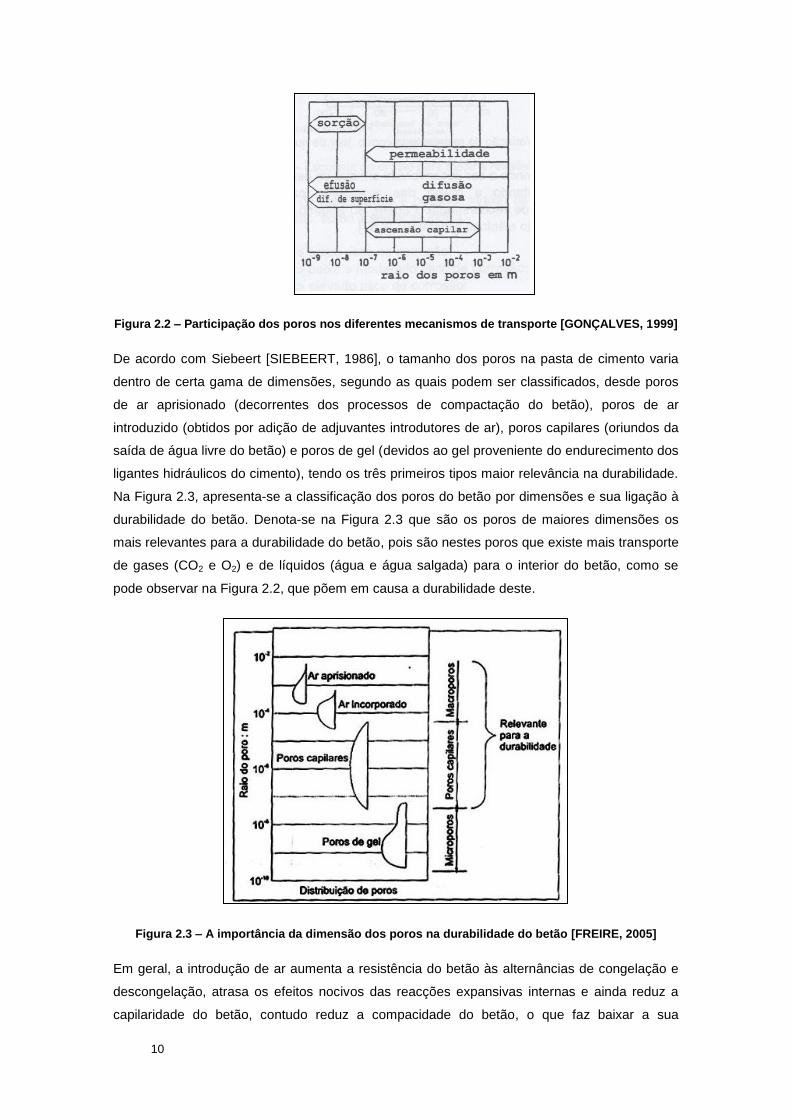
Figura 2.2 – Participação dos poros nos diferentes mecanismos de transporte [GONÇALVES, 1999]
De acordo com Siebeert [SIEBEERT, 1986], o tamanho dos poros na pasta de cimento varia
dentro de certa gama de dimensões, segundo as quais podem ser classificados, desde poros
de ar aprisionado (decorrentes dos processos de compactação do betão), poros de ar
introduzido (obtidos por adição de adjuvantes introdutores de ar), poros capilares (oriundos da
saída de água livre do betão) e poros de gel (devidos ao gel proveniente do endurecimento dos
ligantes hidráulicos do cimento), tendo os três primeiros tipos maior relevância na durabilidade.
Na Figura 2.3, apresenta-se a classificação dos poros do betão por dimensões e sua ligação à
durabilidade do betão. Denota-se na Figura 2.3 que são os poros de maiores dimensões os
mais relevantes para a durabilidade do betão, pois são nestes poros que existe mais transporte
de gases (CO2 e O2) e de líquidos (água e água salgada) para o interior do betão, como se
pode observar na Figura 2.2, que põem em causa a durabilidade deste.
Figura 2.3 – A importância da dimensão dos poros na durabilidade do betão [FREIRE, 2005]
Em geral, a introdução de ar aumenta a resistência do betão às alternâncias de congelação e
descongelação, atrasa os efeitos nocivos das reacções expansivas internas e ainda reduz a
capilaridade do betão, contudo reduz a compacidade do betão, o que faz baixar a sua
11
resistência à compressão, embora na fase fresca o ar introduzido actue como plastificante e
permita retirar água de amassadura [FREIRE, 2005].
2.1.3. ACÇÃO DO DIÓXIDO DE CARBONO NO BETÃO ARMADO
Sobretudo nas cidades, o fenómeno da carbonatação é o mecanismo mais relevante de
degradação do betão armado por corrosão das armaduras. O dióxido de carbono da atmosfera
(cerca de 0,03 a 0,1%) em contacto com as estruturas de betão armado penetra nos poros do
betão, reagindo com o hidróxido de cálcio (Ca(OH)2) na presença da água, consumindo-o e
originando o composto carbonato de cálcio (Equação 2.1), o que resulta na diminuição da
alcalinidade da solução dos poros.
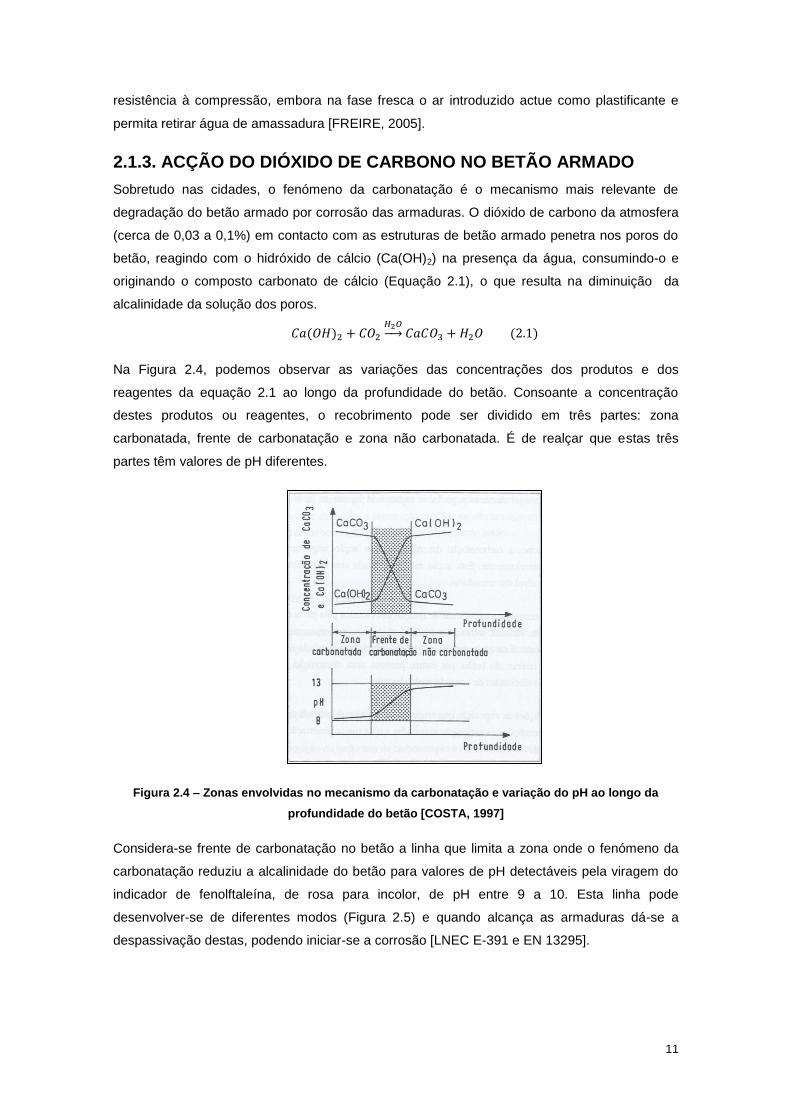
Na Figura 2.4, podemos observar as variações das concentrações dos produtos e dos
reagentes da equação 2.1 ao longo da profundidade do betão. Consoante a concentração
destes produtos ou reagentes, o recobrimento pode ser dividido em três partes: zona
carbonatada, frente de carbonatação e zona não carbonatada. É de realçar que estas três
partes têm valores de pH diferentes.
Figura 2.4 – Zonas envolvidas no mecanismo da carbonatação e variação do pH ao longo da
profundidade do betão [COSTA, 1997]
Considera-se frente de carbonatação no betão a linha que limita a zona onde o fenómeno da
carbonatação reduziu a alcalinidade do betão para valores de pH detectáveis pela viragem do
indicador de fenolftaleína, de rosa para incolor, de pH entre 9 a 10. Esta linha pode
desenvolver-se de diferentes modos (Figura 2.5) e quando alcança as armaduras dá-se a
despassivação destas, podendo iniciar-se a corrosão [LNEC E-391 e EN 13295].
12
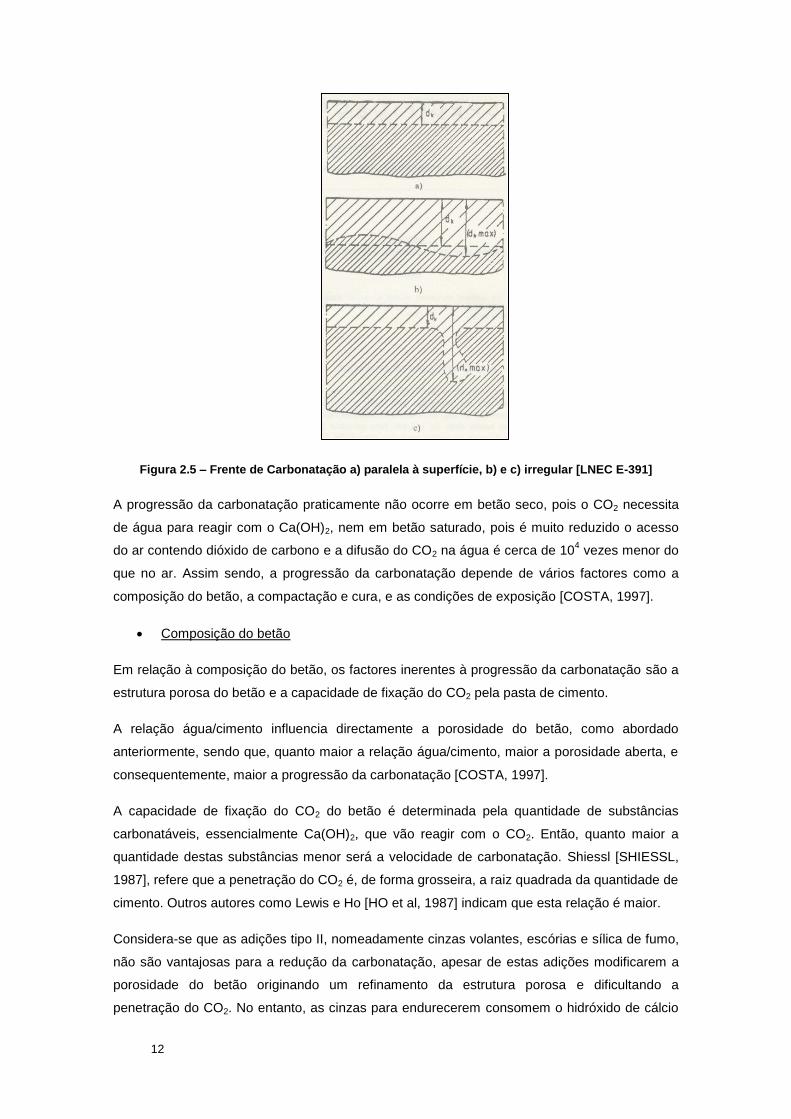
Figura 2.5 – Frente de Carbonatação a) paralela à superfície, b) e c) irregular [LNEC E-391]
A progressão da carbonatação praticamente não ocorre em betão seco, pois o CO2 necessita
de água para reagir com o Ca(OH)2, nem em betão saturado, pois é muito reduzido o acesso
do ar contendo dióxido de carbono e a difusão do CO2 na água é cerca de 104 vezes menor do
que no ar. Assim sendo, a progressão da carbonatação depende de vários factores como a
composição do betão, a compactação e cura, e as condições de exposição [COSTA, 1997].
Composição do betão
Em relação à composição do betão, os factores inerentes à progressão da carbonatação são a
estrutura porosa do betão e a capacidade de fixação do CO2 pela pasta de cimento.
A relação água/cimento influencia directamente a porosidade do betão, como abordado
anteriormente, sendo que, quanto maior a relação água/cimento, maior a porosidade aberta, e
consequentemente, maior a progressão da carbonatação [COSTA, 1997].
A capacidade de fixação do CO2 do betão é determinada pela quantidade de substâncias
carbonatáveis, essencialmente Ca(OH)2, que vão reagir com o CO2. Então, quanto maior a
quantidade destas substâncias menor será a velocidade de carbonatação. Shiessl [SHIESSL,
1987], refere que a penetração do CO2 é, de forma grosseira, a raiz quadrada da quantidade de
cimento. Outros autores como Lewis e Ho [HO et al, 1987] indicam que esta relação é maior.
Considera-se que as adições tipo II, nomeadamente cinzas volantes, escórias e sílica de fumo,
não são vantajosas para a redução da carbonatação, apesar de estas adições modificarem a
porosidade do betão originando um refinamento da estrutura porosa e dificultando a
penetração do CO2. No entanto, as cinzas para endurecerem consomem o hidróxido de cálcio
13
presente na solução dos poros reduzindo a capacidade de fixação do CO2 do betão,
necessitando assim de uma menor quantidade de CO2 para carbonatar o betão. Dos estudos
efectuados por Schubert [SCHUBERT, 1991], Ho e Lewis [HO et al, 1987], Costa [COSTA,
1997] conclui-se que sob o ponto de vista da durabilidade, quando o fenómeno em causa é a
carbonatação, as adições não devem constituir um substituto do cimento, mas sim como um
produto a adicionar ao betão, pois se as cinzas substituírem parte do cimento a quantidade de
CaO baixa e, consequentemente, o teor de Ca(OH)2 do betão, o que conduz a maiores
velocidades de carbonatação.
Refira-se também que, para as classes de resistência à compressão não muito elevadas o
efeito da cura torna-se relevante e crucial para a qualidade do betão de recobrimento e
consequentemente para a resistência à carbonatação. A composição química do ligante torna-
se também relevante para a resistência à carbonatação do betão, aumentando com a dosagem
do cimento tipo CEM I, ou seja, com a quantidade de clínquer portand no ligante. De facto, à
medida que se melhora a qualidade do betão, nomeadamente do betão de recobrimento, quer
pela redução da sua porometria, quer pela composição do ligante, os factores que influenciam
a progressão da carbonatação vão perdendo relevância no processo.
Compactação e cura
Deve efectuar-se uma boa compactação do betão e uma correcta cura, de modo a obter um
recobrimento de boa qualidade, pois o recobrimento é a principal barreira física à entrada de
agentes agressivos e, encontrando-se poroso e/ou fissurado, permite assim uma maior
progressão da carbonatação, como já foi referenciado anteriormente [COSTA, 1997].
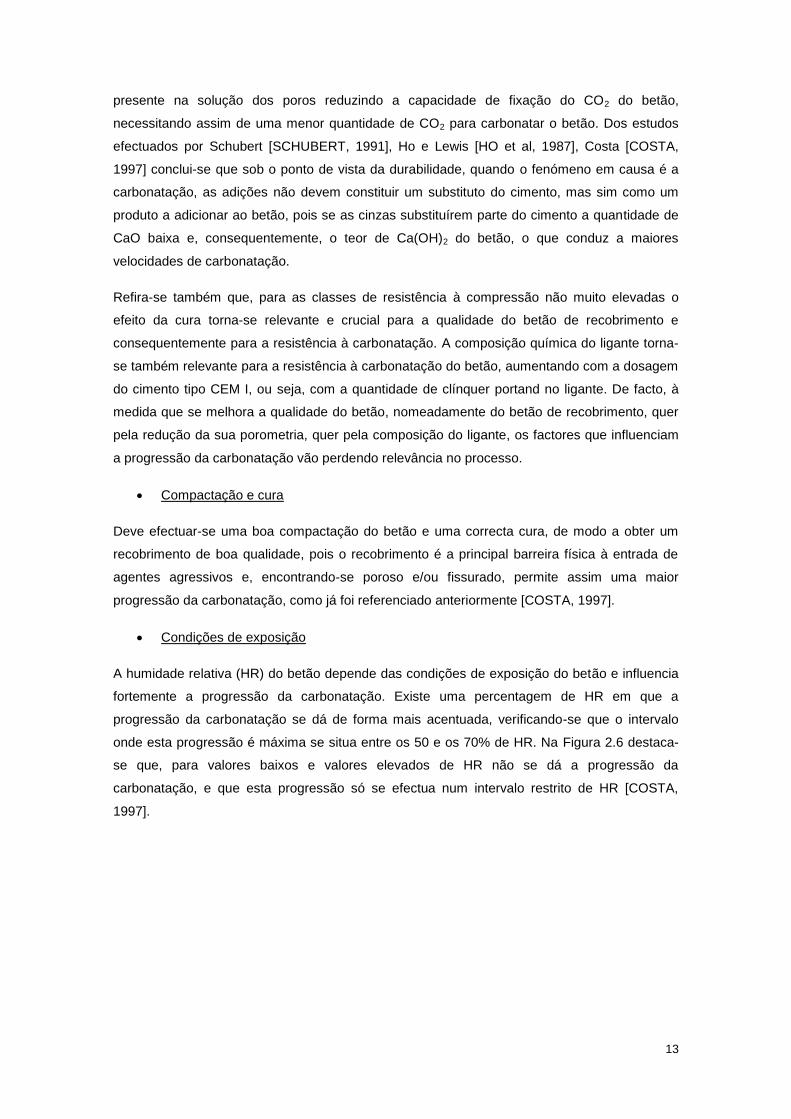
Condições de exposição
A humidade relativa (HR) do betão depende das condições de exposição do betão e influencia
fortemente a progressão da carbonatação. Existe uma percentagem de HR em que a
progressão da carbonatação se dá de forma mais acentuada, verificando-se que o intervalo
onde esta progressão é máxima se situa entre os 50 e os 70% de HR. Na Figura 2.6 destaca-
se que, para valores baixos e valores elevados de HR não se dá a progressão da
carbonatação, e que esta progressão só se efectua num intervalo restrito de HR [COSTA,
1997].
14
Figura 2.6 – Influência da HR do ar na velocidade de carbonatação [COSTA, 1997]
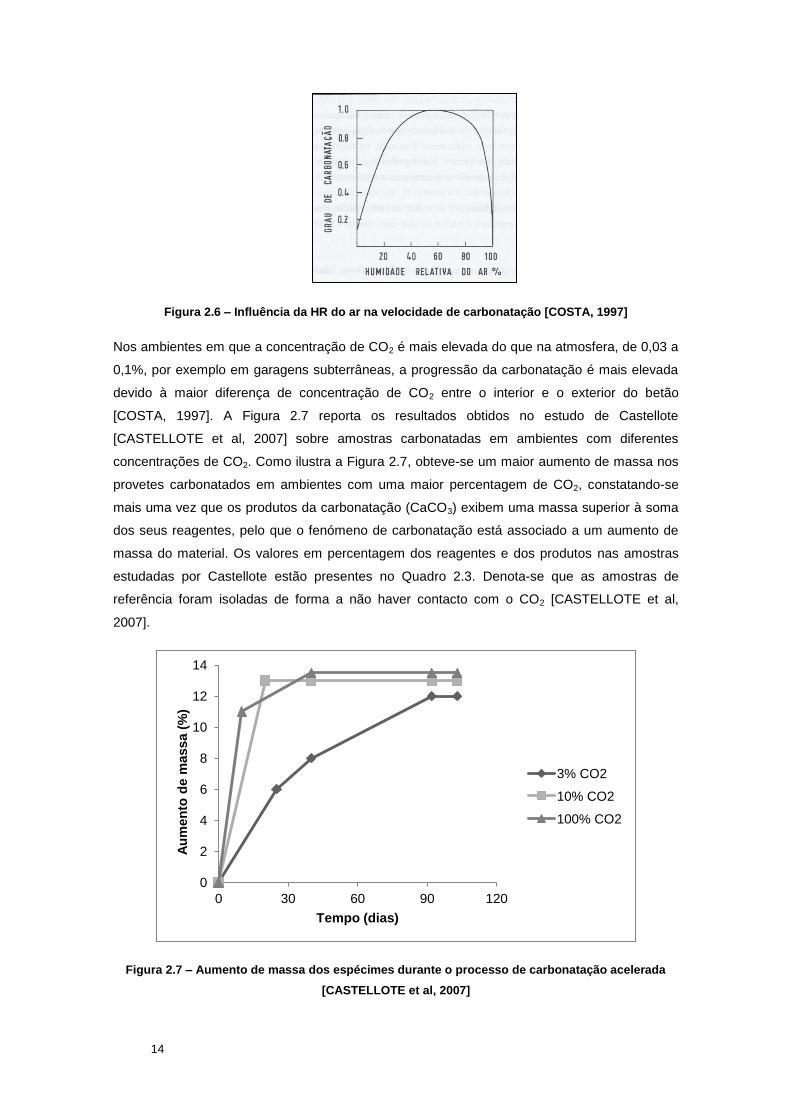
Nos ambientes em que a concentração de CO2 é mais elevada do que na atmosfera, de 0,03 a
0,1%, por exemplo em garagens subterrâneas, a progressão da carbonatação é mais elevada
devido à maior diferença de concentração de CO2 entre o interior e o exterior do betão
[COSTA, 1997]. A Figura 2.7 reporta os resultados obtidos no estudo de Castellote
[CASTELLOTE et al, 2007] sobre amostras carbonatadas em ambientes com diferentes
concentrações de CO2. Como ilustra a Figura 2.7, obteve-se um maior aumento de massa nos
provetes carbonatados em ambientes com uma maior percentagem de CO2, constatando-se
mais uma vez que os produtos da carbonatação (CaCO3) exibem uma massa superior à soma
dos seus reagentes, pelo que o fenómeno de carbonatação está associado a um aumento de
massa do material. Os valores em percentagem dos reagentes e dos produtos nas amostras
estudadas por Castellote estão presentes no Quadro 2.3. Denota-se que as amostras de
referência foram isoladas de forma a não haver contacto com o CO2 [CASTELLOTE et al,
2007].
Figura 2.7 – Aumento de massa dos espécimes durante o processo de carbonatação acelerada
[CASTELLOTE et al, 2007]
0
2
4
6
8
10
12
14
0 30 60 90 120
Au
men
to d
e m
assa (
%)
Tempo (dias)
3% CO2
10% CO2
100% CO2
15
Quadro 2.3 – Percentagens da água de ligação, de hidróxido de cálcio e de carbonato de cálcio nos
diferentes espécimes, após o período de exposição ou não ao CO2 [CASTELLOTE et al, 2007]
Amostras Percentagem na amostra
Água de ligação Ca(OH)2 CaCO3
Referência 7,3 14,7 11,2
≈0,03% CO2 5,0 9,6 27,6
3% CO2 5,0 0,0 45,2
10% CO2 4,1 0,0 48,8
100% CO2 4,0 0,0 51,8
Outra condição de exposição que actua na progressão da carbonatação é a temperatura,
verificando-se que quanto mais elevada maior será a progressão da carbonatação, pois a
temperatura acelera a velocidade das reacções associadas. Este efeito foi demonstrado por
Uomoto [UOMOTO et al, 1993] em ensaios experimentais.
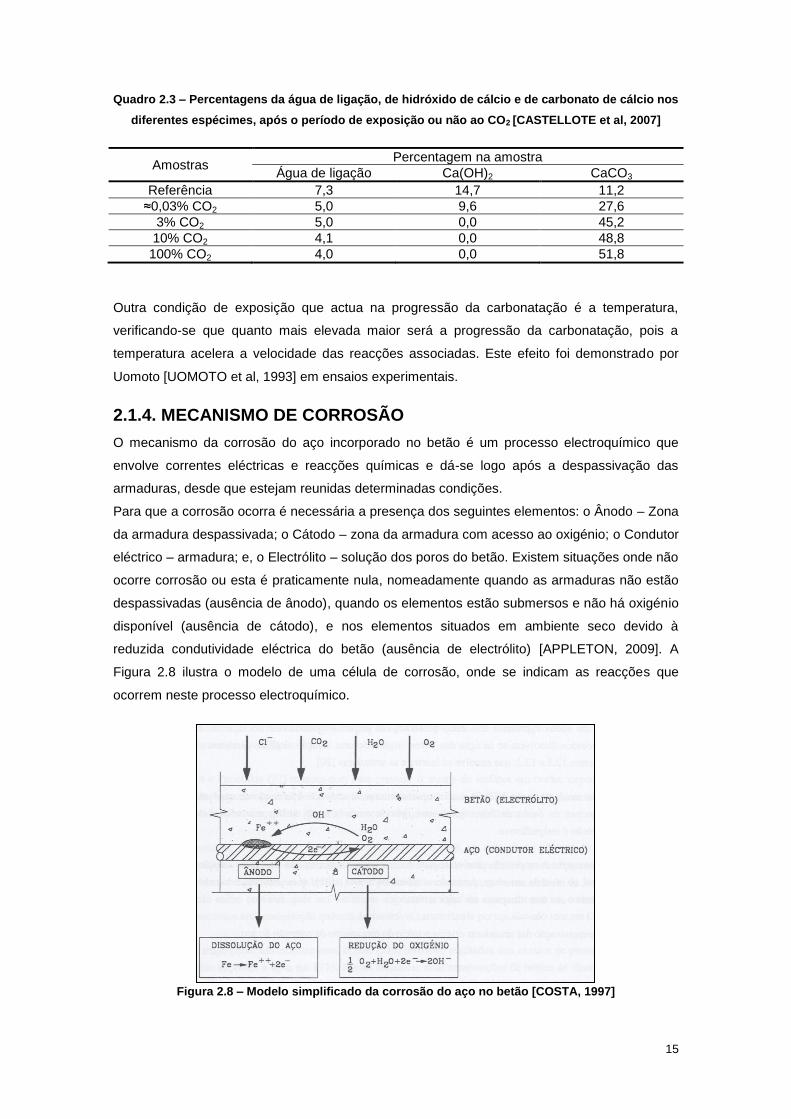
2.1.4. MECANISMO DE CORROSÃO
O mecanismo da corrosão do aço incorporado no betão é um processo electroquímico que
envolve correntes eléctricas e reacções químicas e dá-se logo após a despassivação das
armaduras, desde que estejam reunidas determinadas condições.
Para que a corrosão ocorra é necessária a presença dos seguintes elementos: o Ânodo – Zona
da armadura despassivada; o Cátodo – zona da armadura com acesso ao oxigénio; o Condutor
eléctrico – armadura; e, o Electrólito – solução dos poros do betão. Existem situações onde não
ocorre corrosão ou esta é praticamente nula, nomeadamente quando as armaduras não estão
despassivadas (ausência de ânodo), quando os elementos estão submersos e não há oxigénio
disponível (ausência de cátodo), e nos elementos situados em ambiente seco devido à
reduzida condutividade eléctrica do betão (ausência de electrólito) [APPLETON, 2009]. A
Figura 2.8 ilustra o modelo de uma célula de corrosão, onde se indicam as reacções que
ocorrem neste processo electroquímico.
Figura 2.8 – Modelo simplificado da corrosão do aço no betão [COSTA, 1997]

16
Inicialmente, no ânodo, dá-se a dissolução do ferro, onde se libertam dois electrões e o ferro
fica localmente carregado positivamente na forma de ião (Fe++
). Estes electrões libertados
deslocam-se através do condutor eléctrico, chegam até ao cátodo, dando-se a redução do
oxigénio, que consiste na reacção dos electrões com o oxigénio e a água, formando iões de
hidróxido (OH-). Estes iões hidróxido deslocam-se através do electrólito, chegam ao ânodo e
formam os produtos de corrosão, completando assim o circuito eléctrico. A equação 2.2 mostra
a reacção da formação de um dos produtos de corrosão.
Dependendo da disponibilidade de oxigénio e das condições de humidade do meio envolvente
podem formar-se outros produtos de corrosão. As equações seguintes esquematizam essas
reacções.
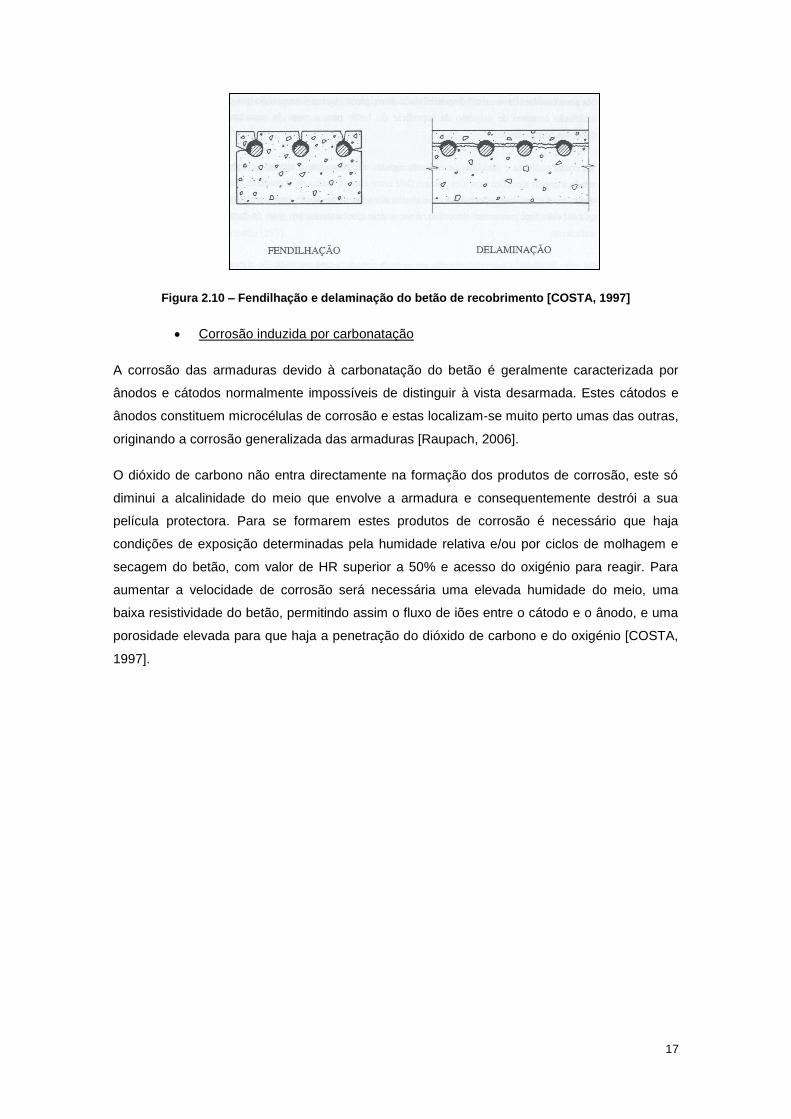
Estes óxidos e hidróxidos de ferro têm um volume superior ao ferro (Figura 2.9), gerando
tensões que, quando ultrapassam a resistência à tracção do betão, acabam por fendilhar,
delaminar e destacar o betão de recobrimento das armaduras (Figura 2.10).
Figura 2.9 – Volume relativo do produto da corrosão [COSTA, 1997]
17
Figura 2.10 – Fendilhação e delaminação do betão de recobrimento [COSTA, 1997]
Corrosão induzida por carbonatação
A corrosão das armaduras devido à carbonatação do betão é geralmente caracterizada por
ânodos e cátodos normalmente impossíveis de distinguir à vista desarmada. Estes cátodos e
ânodos constituem microcélulas de corrosão e estas localizam-se muito perto umas das outras,
originando a corrosão generalizada das armaduras [Raupach, 2006].
O dióxido de carbono não entra directamente na formação dos produtos de corrosão, este só
diminui a alcalinidade do meio que envolve a armadura e consequentemente destrói a sua
película protectora. Para se formarem estes produtos de corrosão é necessário que haja
condições de exposição determinadas pela humidade relativa e/ou por ciclos de molhagem e
secagem do betão, com valor de HR superior a 50% e acesso do oxigénio para reagir. Para
aumentar a velocidade de corrosão será necessária uma elevada humidade do meio, uma
baixa resistividade do betão, permitindo assim o fluxo de iões entre o cátodo e o ânodo, e uma
porosidade elevada para que haja a penetração do dióxido de carbono e do oxigénio [COSTA,
1997].

18
19
3. PRODUTOS E SISTEMAS PARA A PROTECÇÃO E
REPARAÇÃO DE ESTRUTURAS DE BETÃO – NP
EN 1504
A série europeia EN 1504 é um conjunto de 10 normas que, para além de definir os princípios
ou estratégias de actuação nos mecanismos de degradação de uma estrutura de betão,
estabelece os métodos para concretizar a estratégia seleccionada e especifica valores para as
propriedades de desempenho dos produtos e sistemas a utilizar de acordo com o uso
pretendido.
Antes de ser aplicado qualquer método de protecção, reparação ou demolição entre outros, a
uma estrutura de betão deverá ser sempre efectuada uma avaliação dos defeitos e das suas
causas da degradação observada. No processo de avaliação das causas da degradação
deverão ser seguidos, pelo menos, os seguintes passos:
a) avaliar o estado visível da estrutura de betão;
b) efectuar ensaios in-situ que permitam determinar o estado do betão e das
armaduras;
c) conhecer a concepção original do projecto;
d) classificar o ambiente, incluindo a exposição à contaminação;
e) estudar a história da estrutura de betão, incluindo a da exposição ambiental;
f) analisar as condições de utilização (por exemplo, carga ou outras acções);
g) estudar os requisitos para utilizações futuras.
Os defeitos no betão, ou em estruturas de betão podem ser provocados pelas seguintes
acções, que poderão actuar isoladamente ou em combinação:
a) acções mecânicas: p. ex. impacto, sobrecarga, movimento causado por
assentamentos e explosão;
b) acções químicas e biológicas; p. ex. ataque por sulfatos, reacção álcalis-agregado;
c) acções físicas: p. ex. gelo-degelo, fendilhação de origem térmica, movimentos de
humidade, cristalização de sais e erosão;
d) fogo.
As causas que levam à corrosão das armaduras incorporadas no betão são:
a) degradação física-mecânica do betão de recobrimento, o protector das armaduras;
20
b) redução da alcalinidade do betão de recobrimento, resultado da reacção com o
dióxido de carbono do ar (fenómeno da carbonatação);
c) contaminação do betão de recobrimento por agentes corrosivos (normalmente iões
cloro) que foram incorporados no betão quando da betonagem ou penetraram no
betão a partir do ambiente;
d) correntes eléctricas parasitas conduzidas ou induzidas nas armaduras a partir de
instalações eléctricas vizinhas.
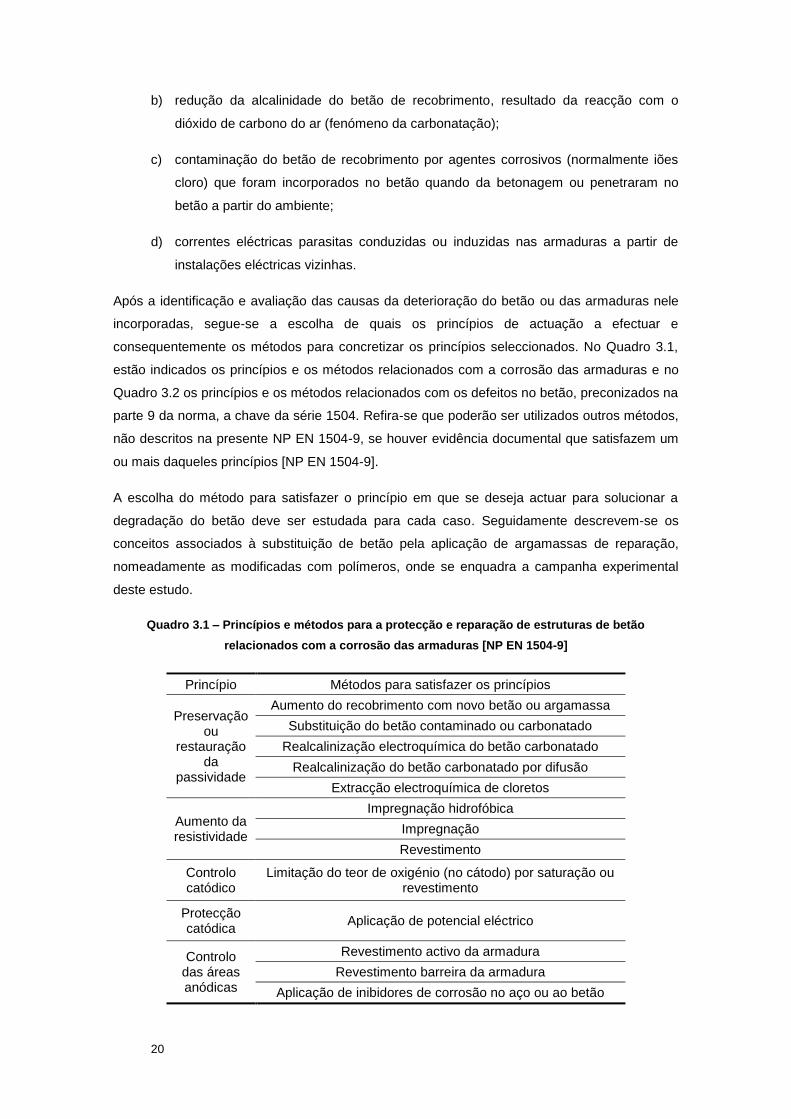
Após a identificação e avaliação das causas da deterioração do betão ou das armaduras nele
incorporadas, segue-se a escolha de quais os princípios de actuação a efectuar e
consequentemente os métodos para concretizar os princípios seleccionados. No Quadro 3.1,
estão indicados os princípios e os métodos relacionados com a corrosão das armaduras e no
Quadro 3.2 os princípios e os métodos relacionados com os defeitos no betão, preconizados na
parte 9 da norma, a chave da série 1504. Refira-se que poderão ser utilizados outros métodos,
não descritos na presente NP EN 1504-9, se houver evidência documental que satisfazem um
ou mais daqueles princípios [NP EN 1504-9].
A escolha do método para satisfazer o princípio em que se deseja actuar para solucionar a
degradação do betão deve ser estudada para cada caso. Seguidamente descrevem-se os
conceitos associados à substituição de betão pela aplicação de argamassas de reparação,
nomeadamente as modificadas com polímeros, onde se enquadra a campanha experimental
deste estudo.
Quadro 3.1 – Princípios e métodos para a protecção e reparação de estruturas de betão
relacionados com a corrosão das armaduras [NP EN 1504-9]
Princípio Métodos para satisfazer os princípios
Preservação ou
restauração da
passividade
Aumento do recobrimento com novo betão ou argamassa
Substituição do betão contaminado ou carbonatado
Realcalinização electroquímica do betão carbonatado
Realcalinização do betão carbonatado por difusão
Extracção electroquímica de cloretos
Aumento da resistividade
Impregnação hidrofóbica
Impregnação
Revestimento
Controlo catódico
Limitação do teor de oxigénio (no cátodo) por saturação ou revestimento
Protecção catódica
Aplicação de potencial eléctrico
Controlo das áreas anódicas
Revestimento activo da armadura
Revestimento barreira da armadura
Aplicação de inibidores de corrosão no aço ou ao betão
21
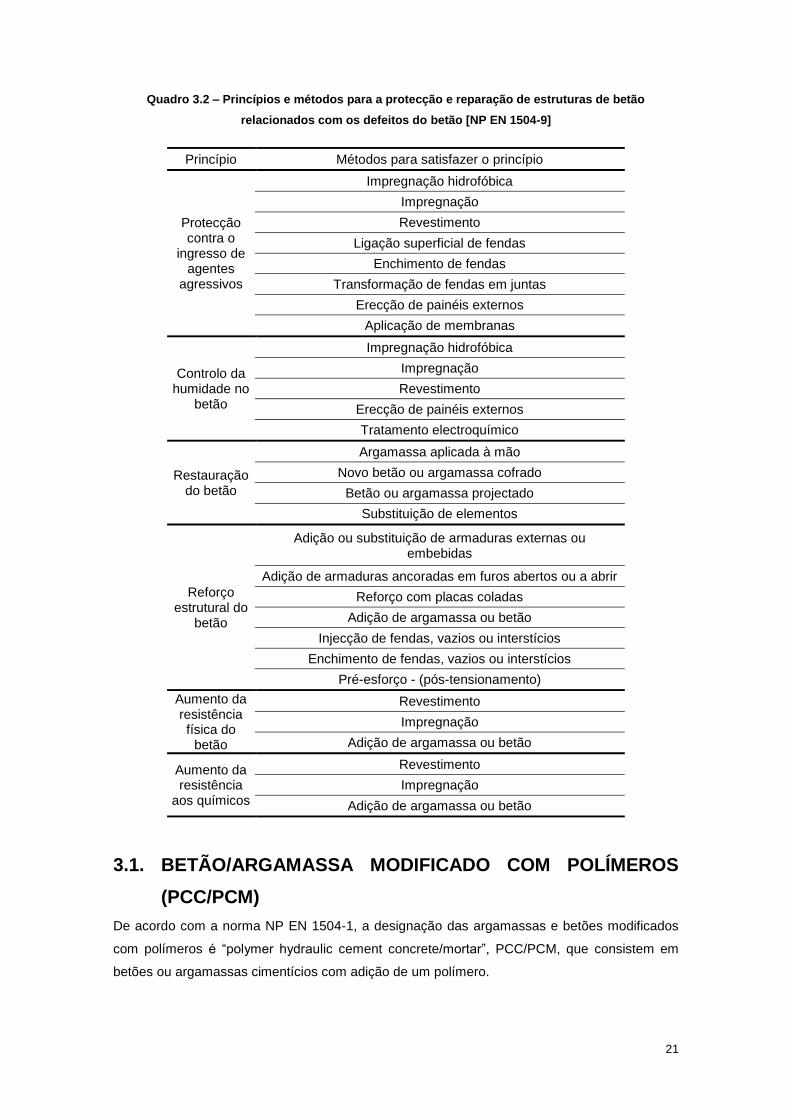
Quadro 3.2 – Princípios e métodos para a protecção e reparação de estruturas de betão
relacionados com os defeitos do betão [NP EN 1504-9]
Princípio Métodos para satisfazer o princípio
Protecção contra o
ingresso de agentes
agressivos
Impregnação hidrofóbica
Impregnação
Revestimento
Ligação superficial de fendas
Enchimento de fendas
Transformação de fendas em juntas
Erecção de painéis externos
Aplicação de membranas
Controlo da humidade no
betão
Impregnação hidrofóbica
Impregnação
Revestimento
Erecção de painéis externos
Tratamento electroquímico
Restauração do betão
Argamassa aplicada à mão
Novo betão ou argamassa cofrado
Betão ou argamassa projectado
Substituição de elementos
Reforço estrutural do
betão
Adição ou substituição de armaduras externas ou embebidas
Adição de armaduras ancoradas em furos abertos ou a abrir
Reforço com placas coladas
Adição de argamassa ou betão
Injecção de fendas, vazios ou interstícios
Enchimento de fendas, vazios ou interstícios
Pré-esforço - (pós-tensionamento)
Aumento da resistência física do
betão
Revestimento
Impregnação
Adição de argamassa ou betão
Aumento da resistência
aos químicos
Revestimento
Impregnação
Adição de argamassa ou betão
3.1. BETÃO/ARGAMASSA MODIFICADO COM POLÍMEROS
(PCC/PCM)
De acordo com a norma NP EN 1504-1, a designação das argamassas e betões modificados
com polímeros é “polymer hydraulic cement concrete/mortar”, PCC/PCM, que consistem em
betões ou argamassas cimentícios com adição de um polímero.
22
As PCMs utilizando látexes (dispersão polimérica natural) estão em uso deste os anos 1950’s.
Actualmente, os polímeros mais utilizados como modificadores de argamassa ou betão
cimentício são o acrílico (As), o epoxídico (Ep), os copolímeros de estireno-butadieno (SB), de
acetato de polivinil (PVA) e de acetato de vinilo e etileno (EVA). Do ponto de vista da aplicação
destas argamassas na construção, estas têm a particularidade de serem aplicadas da mesma
forma que as argamassas e betões convencionais. A quantidade de polímero (teor de sólido
contido no polímero) normalmente utilizado está compreendida entre os 10 – 20% da
quantidade de cimento [FOWLER, 1999].
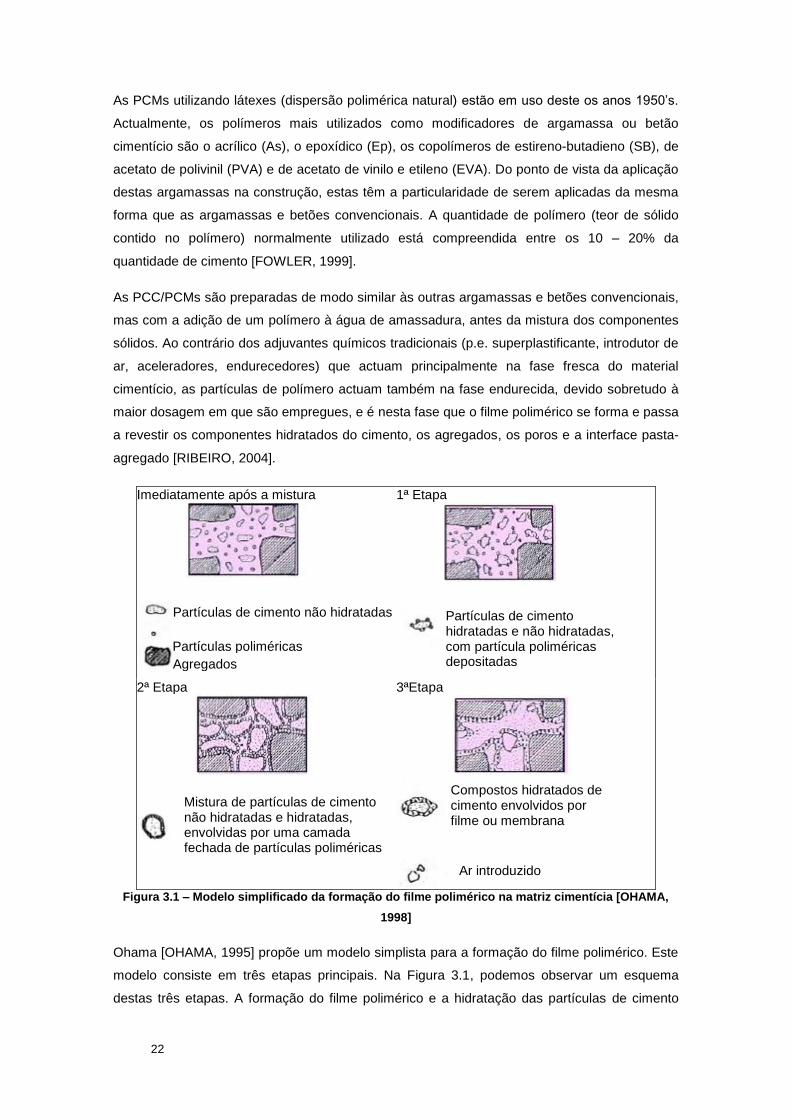
As PCC/PCMs são preparadas de modo similar às outras argamassas e betões convencionais,
mas com a adição de um polímero à água de amassadura, antes da mistura dos componentes
sólidos. Ao contrário dos adjuvantes químicos tradicionais (p.e. superplastificante, introdutor de
ar, aceleradores, endurecedores) que actuam principalmente na fase fresca do material
cimentício, as partículas de polímero actuam também na fase endurecida, devido sobretudo à
maior dosagem em que são empregues, e é nesta fase que o filme polimérico se forma e passa
a revestir os componentes hidratados do cimento, os agregados, os poros e a interface pasta-
agregado [RIBEIRO, 2004].
Imediatamente após a mistura
1ª Etapa
2ª Etapa
3ªEtapa
Figura 3.1 – Modelo simplificado da formação do filme polimérico na matriz cimentícia [OHAMA,
1998]
Ohama [OHAMA, 1995] propõe um modelo simplista para a formação do filme polimérico. Este
modelo consiste em três etapas principais. Na Figura 3.1, podemos observar um esquema
destas três etapas. A formação do filme polimérico e a hidratação das partículas de cimento
Agregados
Partículas poliméricas
Partículas de cimento não hidratadas Partículas de cimento hidratadas e não hidratadas, com partícula poliméricas depositadas
Mistura de partículas de cimento não hidratadas e hidratadas, envolvidas por uma camada fechada de partículas poliméricas
Compostos hidratados de cimento envolvidos por filme ou membrana
Ar introduzido
23
ocorrem em simultâneo, na fase de endurecimento, embora o processo de hidratação do
cimento se inicie na fase fresca do material cimentício e a formação da película polimérica se
inicie com o consumo e evaporação da água de amassadura. Então, no estado endurecido do
betão/argamassa, o filme polimérico já formado tende a retardar a hidratação das partículas de
cimento ainda por hidratar [OHAMA, 1998].
3.1.1. PROPRIEDADES DAS ARGAMASSAS/BETÕES MODIFICADOS
COM POLÍMEROS
As propriedades dos betões e argamassas cimentícios modificados com polímeros PCC/PCMs
dependem das diferentes fases de formação do filme polimérico na co-matriz cimentícia-
polimérica e das características do filme formado e são marcadamente melhoradas em relação
aos betões e argamassas convencionais. Nestes materiais, as propriedades no estado fresco e
no estado endurecido são afectadas pela natureza do polímero utilizado, pela razão polímero-
cimento e água-cimento, o ar introduzido e as condições de cura. Seguidamente vão ser
caracterizadas as propriedades das PCC/PCMs, comparando-as com as dos
betões/argamassas convencionais [OHAMA, 1998].
3.1.1.1. NO ESTADO FRESCO
Trabalhabilidade, redução de água e teor de ar
Geralmente, os polímeros aumentam a trabalhabilidade dos betões/argamassas com eles
modificados quando comparados com os betões/argamassas tradicionais. Isto pode ser
constatado pela redução da consistência, devido à formação de pequenas bolhas de ar
introduzidas pelo polímero e às próprias partículas poliméricas de forma esférica, que
conjuntamente facilitam a dispersão e mobilidade da mistura, e ao efeito dispersante dos
emulsionadores contidos nos polímeros sobre as partículas de cimento. Assim, a razão
água/cimento das PCMs é marcadamente reduzida com o aumento da razão P/C, pelo que os
polímeros também actuam como redutores de água. Esta redução de água contribui para um
aumento da resistência mecânica, aumento esse que é penalizado pelo aumento do teor de ar
introduzido pelo polímero [OHAMA, 1998]. Um aumento excessivo de ar causa uma redução
significativa na resistência à compressão, desvantagem que pode ser controlada pela
incorporação na mistura de um apropriado agente anti-introdutor de ar. O teor de ar introduzido
na argamassa cimentícia pela adição de polímeros vai depender do polímero mas também do
tamanho do agregado e do tempo e da velocidade de mistura [OHAMA, 1998].
Retenção de água
Os betões/argamassas cimentícios modificados com polímeros tendem a exibir uma marcada
melhoria na retenção de água no seu interior em comparação com os betões/argamassas
correntes. Esta retenção de água aumenta com a razão P/C. Admite-se que esta melhoria pode
ser explicada tendo em conta as propriedades coloidais hidrofílicas das partículas poliméricas,
que retêm água no seu interior e só a vão libertando lentamente no tempo devido à
24
coalescência e união das mesmas, e ao efeito de inibidor da evaporação de água por
obturação, selagem e/ou impermeabilização do betão ou argamassa pelo filme polimérico
formado. Este efeito de retentor de água nas PCC/PCM é positivo para a hidratação do cimento
e tende a reduzir também a microfissuração plástica da pasta cimentícia. Se por um lado, é
necessária alguma quantidade de água para a hidratação das partículas de cimento, por outro,
é importante a redução da água livre interior para que as partículas poliméricas coalesçam e
possam formar o filme polimérico, pelo que a cura ideal para as PCMs seria numa primeira fase
uma cura húmida para favorecer a parte cimentícia seguida de uma cura ao ar, seca, para
formar o filme polimérico. Contudo, a normalização europeia preconiza uma cura seca para as
PCC/PCM [EN 1542].
Segregação e exsudação
Em oposição com os betões/argamassas convencionais, os betões/argamassas cimentícios
modificados com polímeros tendem a não apresentar segregação nem exsudação, apesar da
sua maior fluidez, que resulta em parte da acção conjunta da melhoria nas propriedades
anteriormente referidas. Os efeitos nefastos na resistência mecânica, bem como as
desvantagens associadas à segregação e exsudação, não ocorrem nas argamassas
modificadas com polímeros [OHAMA, 1998].
3.1.1.2. NO ESTADO ENDURECIDO
Resistência mecânica
Em geral as PCC/PCM apresentam um aumento notável na resistência à tracção e flexão, sem
melhoria na resistência à compressão, comparando com os betões e argamassas
convencionais [RIBEIRO, 2008]. Esta característica resulta da acção conjunta do filme
polimérico formado no seio da matriz cimentícia e da melhoria do desempenho da zona da
interface entre a pasta cimentícia e os agregados. As propriedades mecânicas das PCC/PCM
são também influenciadas por outros factores, que interagem uns com os outros, tais como: a
proporção utilizada de cada componente da mistura (p.e. a razão A/C, P/C, areia/cimento, o
teor de ar, percentagem da fracção mais fina do agregado); a qualidade dos materiais; os
procedimentos da mistura; o método de cura; os métodos de ensaio [OHAMA, 1998].
O estudo efectuado por Ahmed [AHMED, 2011] demonstra que a adição de polímeros de
diferente natureza reflecte-se na resistência das PCMs, bem como o aumento da quantidade
de polímero adicionado associado a um maior teor de ar introduzido. Como já foi referido
anteriormente, com a adição de polímeros consegue-se uma menor razão A/C, aumentando a
resistência, sem pôr em causa a trabalhabilidade. Vários autores estudaram o modo como
estes factores influenciam as propriedades das PCMs e Ohama [OHAMA, 1998] procedeu a
vários ensaios para explicar a forma como estas variáveis afectam a resistência mecânica das
PCM, que se ilustra nas Figuras 3.2 a 3.7.

25
O efeito da proporção dos monómeros (em massa) nos polímeros SBR, EVA e SAE, nas
resistências das PCMs está presente na Figura 3.2. A proporção de monómeros nos polímeros
afecta as resistências das PCMs para uma mesma razão polímero/cimento. Ohama [OHAMA,
1972] [OHAMA, 1981] definiu uma razão pasta-vazios (α) e uma vazios-pasta (β), e de forma
empírica propôs umas equações que usando α e β previam a resistência à compressão das
PCMs, como as seguintes: Para argamassas modificadas com polímeros látex,
or
onde σc é a resistência à compressão, , Vc, Vp, Va e Vw são os
volumes de cimento, polímero, ar e água por unidade de volume das PCMs respectivamente, e
A, B, C, a e b são constantes empíricas. Os exemplos destas relações estão nas Figuras 3.3 e
3.4. Os efeitos do tipo de cura utilizado na resistência à compressão e à flexão das PCMs está
presente nas Figuras 3.5 e 3.6. É evidente a partir das Figuras 3.5 e 3.6 que a melhor condição
de cura, para a maioria das PCC/PCMs é uma cura húmida nos primeiros dias, de forma a
alcançar uma boa hidratação do cimento, seguida de uma cura seca de forma a promover a
formação do filme polimérico por coalescência das partículas poliméricas. Como apresenta a
Figura 3.7, o desenvolvimento da resistência à compressão das PCC/PCMs é notável, mesmo
durante um longo período de cura seca (365 dias). A razão principal para que tal aconteça é
que a hidratação do cimento continua a acontecer mesmo durante a cura seca devido à
capacidade de retenção de água da película polimérica. O grande aumento da resistência é
uma das vantagens das PCC/PCMs em relação aos betões e argamassas convencionais.
*Razão P/C
Figura 3.2 – Efeito da quantidade de monómeros existentes nos polímeros EVA, SBR e SAE na
resistência à compressão e flexão das argamassas modificadas com polímeros [OHAMA, 1998]
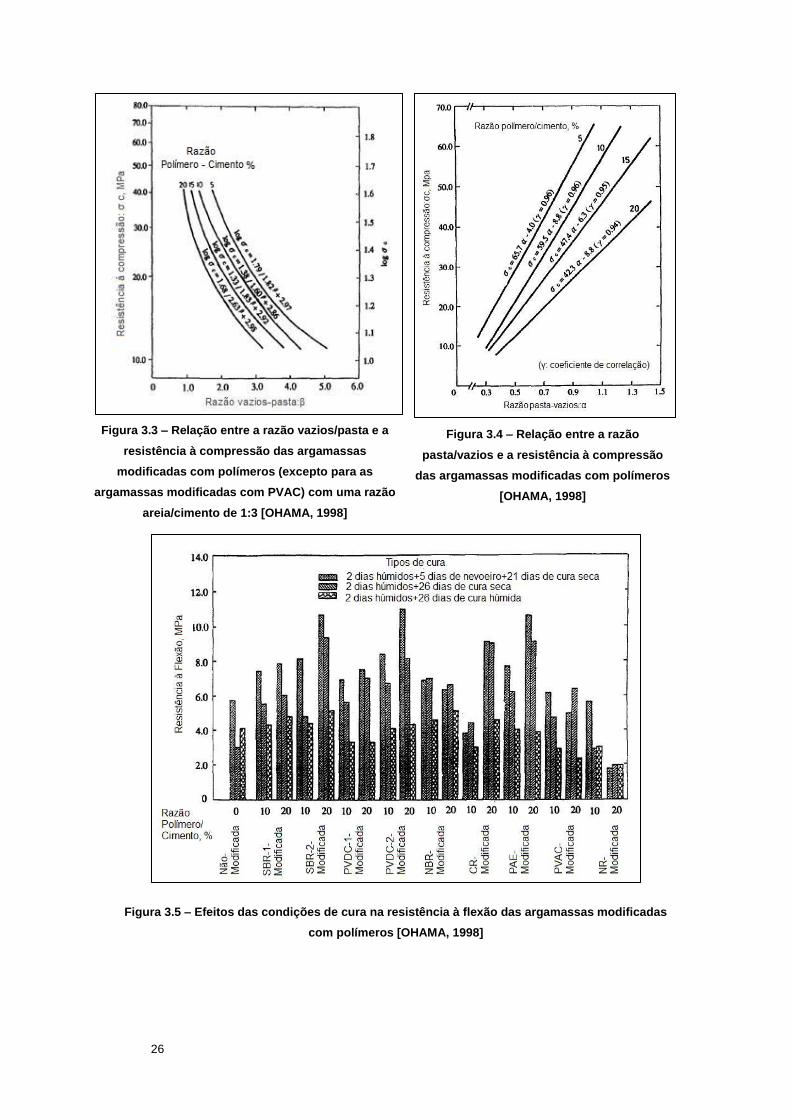
26
Figura 3.3 – Relação entre a razão vazios/pasta e a
resistência à compressão das argamassas
modificadas com polímeros (excepto para as
argamassas modificadas com PVAC) com uma razão
areia/cimento de 1:3 [OHAMA, 1998]
Figura 3.4 – Relação entre a razão
pasta/vazios e a resistência à compressão
das argamassas modificadas com polímeros
[OHAMA, 1998]
Figura 3.5 – Efeitos das condições de cura na resistência à flexão das argamassas modificadas
com polímeros [OHAMA, 1998]

27
Figura 3.6 – Efeito das condições de cura na resistência à compressão das argamassas
modificadas com polímeros [OHAMA, 1998]
Figura 3.7 – Resistência à compressão das argamassas modificadas com polímeros ao longo do
período de cura seca [OHAMA, 1998]
Deformabilidade, módulo de elasticidade e coeficiente de Poisson
As argamassas cimentícias modificadas com polímeros tendem a exibir um módulo de
elasticidade muito menor (0,001-10 GPa) que os betões e argamassas cimentícios (10-30 GPa)
e consequentemente, a sua deformabilidade difere da deformabilidade de um betão/argamassa
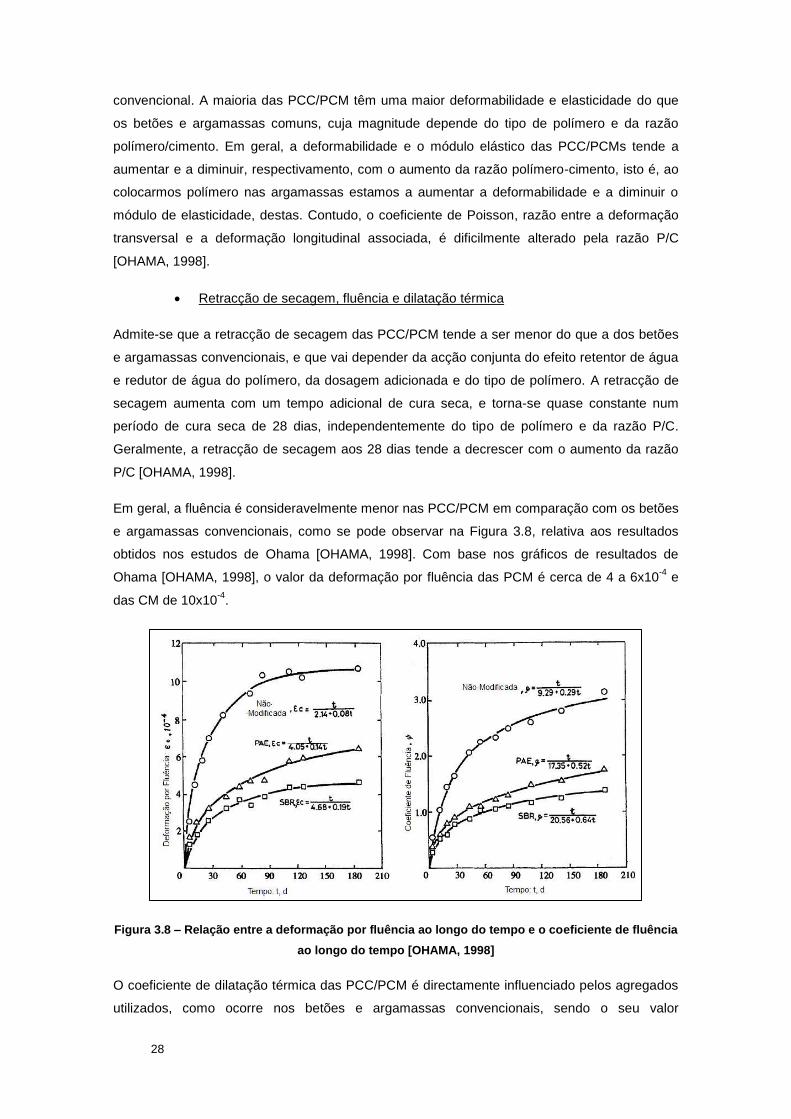
28
convencional. A maioria das PCC/PCM têm uma maior deformabilidade e elasticidade do que
os betões e argamassas comuns, cuja magnitude depende do tipo de polímero e da razão
polímero/cimento. Em geral, a deformabilidade e o módulo elástico das PCC/PCMs tende a
aumentar e a diminuir, respectivamento, com o aumento da razão polímero-cimento, isto é, ao
colocarmos polímero nas argamassas estamos a aumentar a deformabilidade e a diminuir o
módulo de elasticidade, destas. Contudo, o coeficiente de Poisson, razão entre a deformação
transversal e a deformação longitudinal associada, é dificilmente alterado pela razão P/C
[OHAMA, 1998].
Retracção de secagem, fluência e dilatação térmica
Admite-se que a retracção de secagem das PCC/PCM tende a ser menor do que a dos betões
e argamassas convencionais, e que vai depender da acção conjunta do efeito retentor de água
e redutor de água do polímero, da dosagem adicionada e do tipo de polímero. A retracção de
secagem aumenta com um tempo adicional de cura seca, e torna-se quase constante num
período de cura seca de 28 dias, independentemente do tipo de polímero e da razão P/C.
Geralmente, a retracção de secagem aos 28 dias tende a decrescer com o aumento da razão
P/C [OHAMA, 1998].
Em geral, a fluência é consideravelmente menor nas PCC/PCM em comparação com os betões
e argamassas convencionais, como se pode observar na Figura 3.8, relativa aos resultados
obtidos nos estudos de Ohama [OHAMA, 1998]. Com base nos gráficos de resultados de
Ohama [OHAMA, 1998], o valor da deformação por fluência das PCM é cerca de 4 a 6x10-4
e
das CM de 10x10-4
.
Figura 3.8 – Relação entre a deformação por fluência ao longo do tempo e o coeficiente de fluência
ao longo do tempo [OHAMA, 1998]
O coeficiente de dilatação térmica das PCC/PCM é directamente influenciado pelos agregados
utilizados, como ocorre nos betões e argamassas convencionais, sendo o seu valor
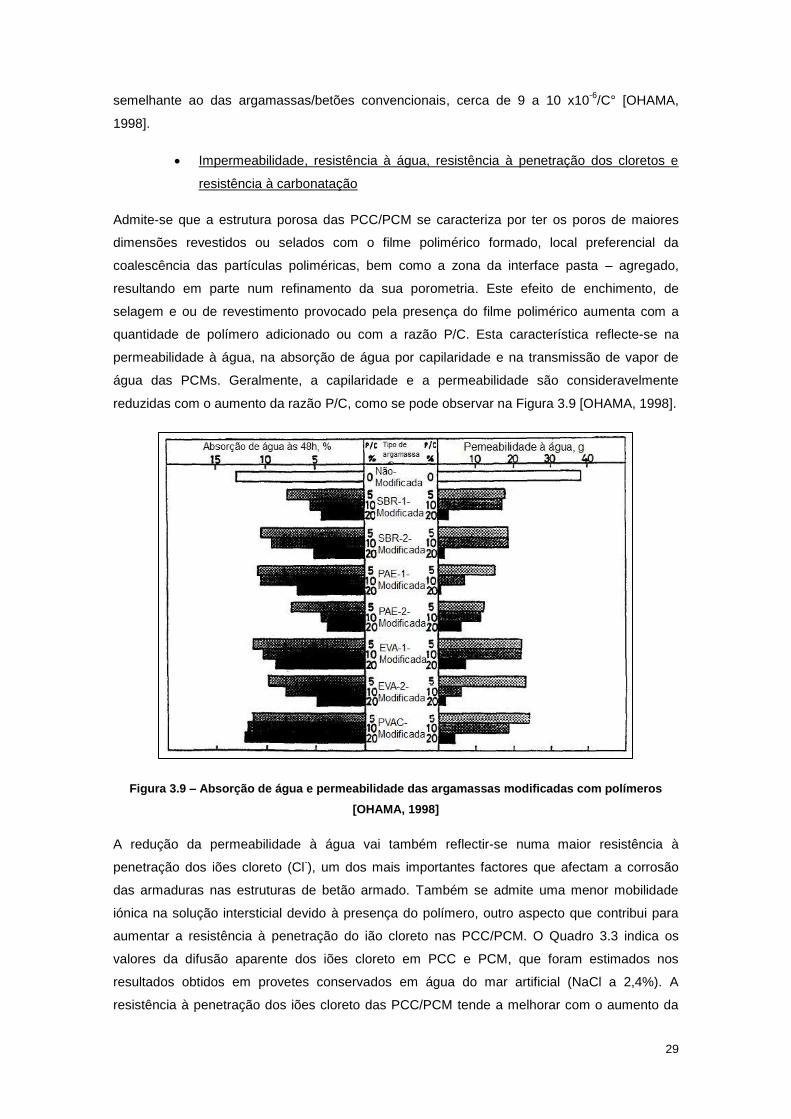
29
semelhante ao das argamassas/betões convencionais, cerca de 9 a 10 x10-6
/C° [OHAMA,
1998].
Impermeabilidade, resistência à água, resistência à penetração dos cloretos e
resistência à carbonatação
Admite-se que a estrutura porosa das PCC/PCM se caracteriza por ter os poros de maiores
dimensões revestidos ou selados com o filme polimérico formado, local preferencial da
coalescência das partículas poliméricas, bem como a zona da interface pasta – agregado,
resultando em parte num refinamento da sua porometria. Este efeito de enchimento, de
selagem e ou de revestimento provocado pela presença do filme polimérico aumenta com a
quantidade de polímero adicionado ou com a razão P/C. Esta característica reflecte-se na
permeabilidade à água, na absorção de água por capilaridade e na transmissão de vapor de
água das PCMs. Geralmente, a capilaridade e a permeabilidade são consideravelmente
reduzidas com o aumento da razão P/C, como se pode observar na Figura 3.9 [OHAMA, 1998].
Figura 3.9 – Absorção de água e permeabilidade das argamassas modificadas com polímeros
[OHAMA, 1998]
A redução da permeabilidade à água vai também reflectir-se numa maior resistência à
penetração dos iões cloreto (Cl-), um dos mais importantes factores que afectam a corrosão
das armaduras nas estruturas de betão armado. Também se admite uma menor mobilidade
iónica na solução intersticial devido à presença do polímero, outro aspecto que contribui para
aumentar a resistência à penetração do ião cloreto nas PCC/PCM. O Quadro 3.3 indica os
valores da difusão aparente dos iões cloreto em PCC e PCM, que foram estimados nos
resultados obtidos em provetes conservados em água do mar artificial (NaCl a 2,4%). A
resistência à penetração dos iões cloreto das PCC/PCM tende a melhorar com o aumento da
30
razão polímero/cimento, como seria de esperar [OHAMA, 1998]. A diferença dos valores do
coeficiente de difusão aparente dos iões cloreto entre os betões e as argamassas é devida à
diferença na sua porosidade e, tal como foi abordado no subcapítulo 2.1.2, os mecanismos de
transporte dependem da porosidade do meio.
Quadro 3.3 – Coeficiente de difusão aparente dos iões cloreto das argamassas e betões
modificados com polímeros [OHAMA, 1998]
Tipo de argamassa
Razão polímero
cimento (%)
Coeficiente de difusão
aparente dos iões cloreto
(cm2/s)
Tipo de betão Razão
polímero cimento (%)
Coeficiente de difusão
aparente dos iões cloreto
(cm2/s)
Não modificada
0 6,4x10-8
Não
modificado 0 2,2x10
-8
PCM-SBR 10 6,4x10
-8
PCC-SBR 10 1,9x10
-8
20 3,9x10-8
20 0,93x10-8
PCM-EVA 10 4,4x10
-8
PCC-EVA 10 0,79x10
-8
20 2,4x10-8
20 1,0x10-8
PCM-PAE 10 3,8x10
-8
PCC-PAE 10 0,62x10
-8
20 4,4x10-8
20 0,58x10-8
O efeito de selagem, de revestimento e ou de enchimento da estrutura porosa pelos polímeros
nas PCC/PCM também tende a interferir na permeabilidade aos gases das PCMs,
nomeadamente no que respeita ao dióxido de carbono (CO2), ao oxigénio (O2) e ao vapor de
água. A resistência à carbonatação das PCC/PCM é marcadamente melhorada com o aumento
da razão P/C, dependendo do tipo de polímero e das condições de exposição ao dióxido de
carbono. O revestimento da estrutura cristalina hidratada e/ou por hidratar pelo filme polimérico
formado, nomeadamente os cristais hidratados de hidróxido de cálcio formado nos poros e na
interface pasta-agregado, é considerado outro factor que contribui para o aumento da
resistência à carbonatação das PCC/PCM face às CMs. A resistência à carbonatação também
é um factor muito importante na corrosão das armaduras, tal como é a resistência à penetração
dos iões cloreto [OHAMA, 1998]. A Figura 3.10 mostra a profundidade de carbonatação em
argamassas não modificadas e modificadas depois de uma exposição de 10 anos no interior e
no exterior de um edifício. Da Figura 3.10 denota-se que nem todos os polímeros são eficazes
no aumento da resistência à carbonatação, quando adicionados aos betões e argamassas.
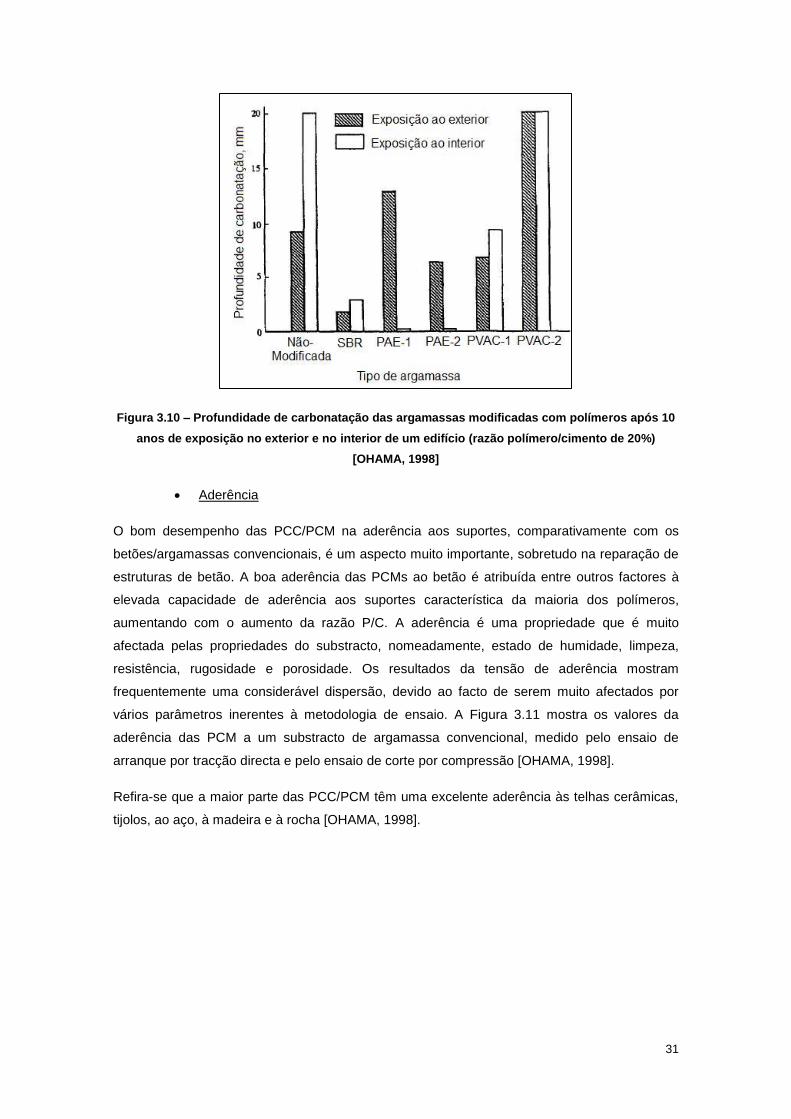
31
Figura 3.10 – Profundidade de carbonatação das argamassas modificadas com polímeros após 10
anos de exposição no exterior e no interior de um edifício (razão polímero/cimento de 20%)
[OHAMA, 1998]
Aderência
O bom desempenho das PCC/PCM na aderência aos suportes, comparativamente com os
betões/argamassas convencionais, é um aspecto muito importante, sobretudo na reparação de
estruturas de betão. A boa aderência das PCMs ao betão é atribuída entre outros factores à
elevada capacidade de aderência aos suportes característica da maioria dos polímeros,
aumentando com o aumento da razão P/C. A aderência é uma propriedade que é muito
afectada pelas propriedades do substracto, nomeadamente, estado de humidade, limpeza,
resistência, rugosidade e porosidade. Os resultados da tensão de aderência mostram
frequentemente uma considerável dispersão, devido ao facto de serem muito afectados por
vários parâmetros inerentes à metodologia de ensaio. A Figura 3.11 mostra os valores da
aderência das PCM a um substracto de argamassa convencional, medido pelo ensaio de
arranque por tracção directa e pelo ensaio de corte por compressão [OHAMA, 1998].
Refira-se que a maior parte das PCC/PCM têm uma excelente aderência às telhas cerâmicas,
tijolos, ao aço, à madeira e à rocha [OHAMA, 1998].
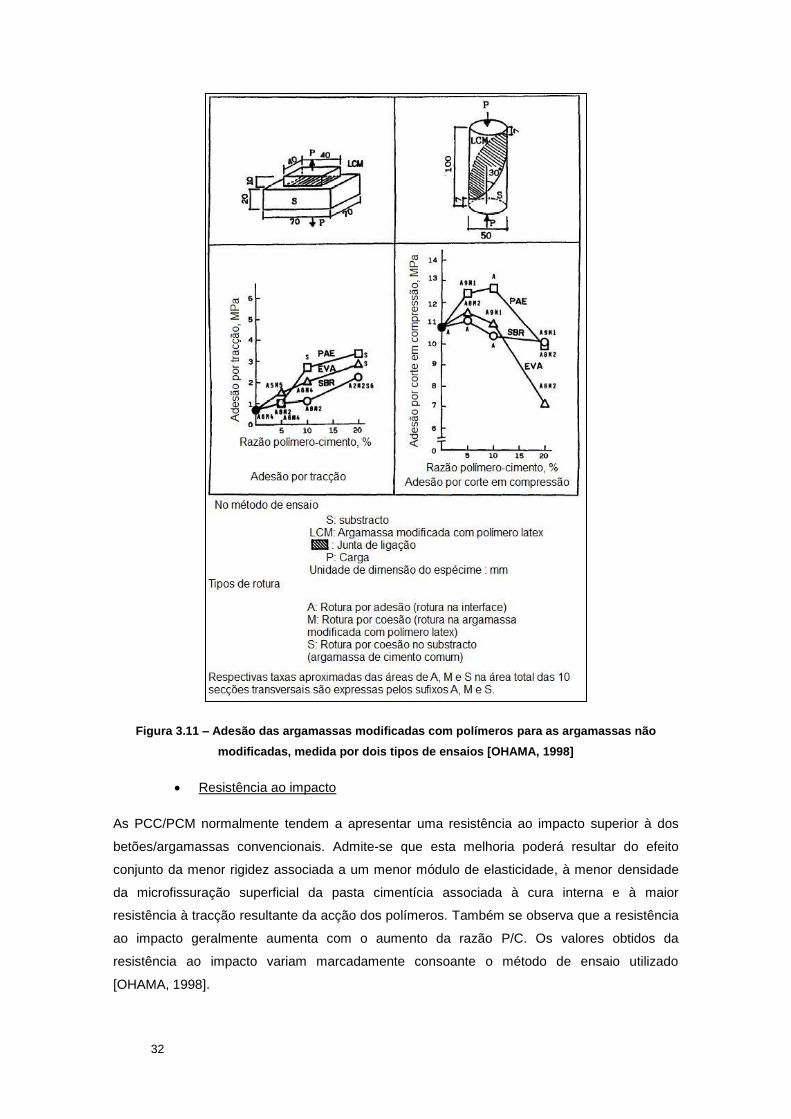
32
Figura 3.11 – Adesão das argamassas modificadas com polímeros para as argamassas não
modificadas, medida por dois tipos de ensaios [OHAMA, 1998]
Resistência ao impacto
As PCC/PCM normalmente tendem a apresentar uma resistência ao impacto superior à dos
betões/argamassas convencionais. Admite-se que esta melhoria poderá resultar do efeito
conjunto da menor rigidez associada a um menor módulo de elasticidade, à menor densidade
da microfissuração superficial da pasta cimentícia associada à cura interna e à maior
resistência à tracção resultante da acção dos polímeros. Também se observa que a resistência
ao impacto geralmente aumenta com o aumento da razão P/C. Os valores obtidos da
resistência ao impacto variam marcadamente consoante o método de ensaio utilizado
[OHAMA, 1998].
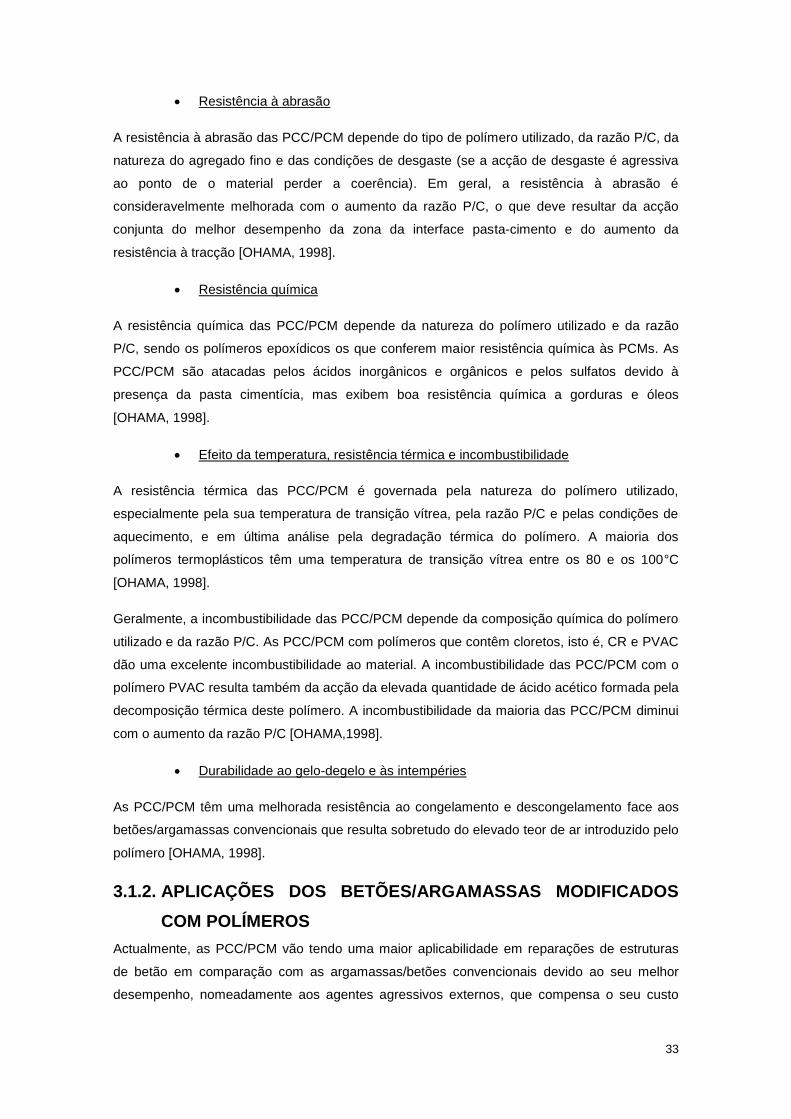
33
Resistência à abrasão
A resistência à abrasão das PCC/PCM depende do tipo de polímero utilizado, da razão P/C, da
natureza do agregado fino e das condições de desgaste (se a acção de desgaste é agressiva
ao ponto de o material perder a coerência). Em geral, a resistência à abrasão é
consideravelmente melhorada com o aumento da razão P/C, o que deve resultar da acção
conjunta do melhor desempenho da zona da interface pasta-cimento e do aumento da
resistência à tracção [OHAMA, 1998].
Resistência química
A resistência química das PCC/PCM depende da natureza do polímero utilizado e da razão
P/C, sendo os polímeros epoxídicos os que conferem maior resistência química às PCMs. As
PCC/PCM são atacadas pelos ácidos inorgânicos e orgânicos e pelos sulfatos devido à
presença da pasta cimentícia, mas exibem boa resistência química a gorduras e óleos
[OHAMA, 1998].
Efeito da temperatura, resistência térmica e incombustibilidade
A resistência térmica das PCC/PCM é governada pela natureza do polímero utilizado,
especialmente pela sua temperatura de transição vítrea, pela razão P/C e pelas condições de
aquecimento, e em última análise pela degradação térmica do polímero. A maioria dos
polímeros termoplásticos têm uma temperatura de transição vítrea entre os 80 e os 100°C
[OHAMA, 1998].
Geralmente, a incombustibilidade das PCC/PCM depende da composição química do polímero
utilizado e da razão P/C. As PCC/PCM com polímeros que contêm cloretos, isto é, CR e PVAC
dão uma excelente incombustibilidade ao material. A incombustibilidade das PCC/PCM com o
polímero PVAC resulta também da acção da elevada quantidade de ácido acético formada pela
decomposição térmica deste polímero. A incombustibilidade da maioria das PCC/PCM diminui
com o aumento da razão P/C [OHAMA,1998].
Durabilidade ao gelo-degelo e às intempéries
As PCC/PCM têm uma melhorada resistência ao congelamento e descongelamento face aos
betões/argamassas convencionais que resulta sobretudo do elevado teor de ar introduzido pelo
polímero [OHAMA, 1998].
3.1.2. APLICAÇÕES DOS BETÕES/ARGAMASSAS MODIFICADOS
COM POLÍMEROS
Actualmente, as PCC/PCM vão tendo uma maior aplicabilidade em reparações de estruturas
de betão em comparação com as argamassas/betões convencionais devido ao seu melhor
desempenho, nomeadamente aos agentes agressivos externos, que compensa o seu custo
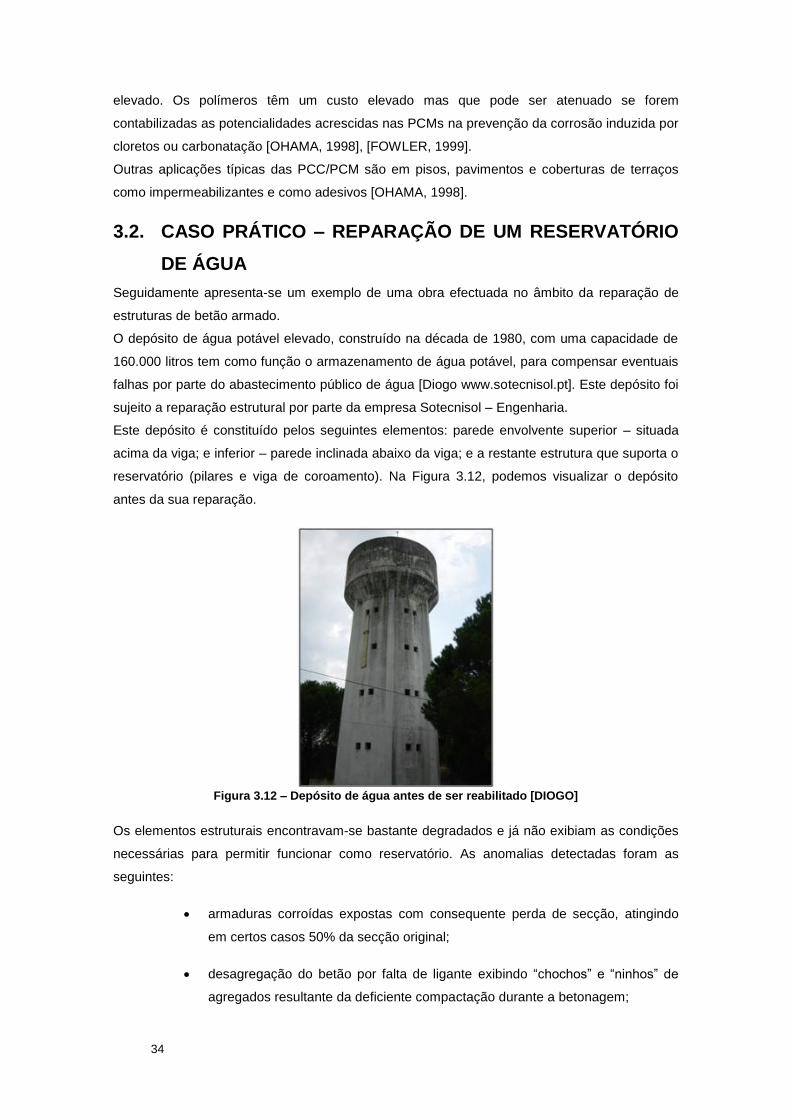
34
elevado. Os polímeros têm um custo elevado mas que pode ser atenuado se forem
contabilizadas as potencialidades acrescidas nas PCMs na prevenção da corrosão induzida por
cloretos ou carbonatação [OHAMA, 1998], [FOWLER, 1999].
Outras aplicações típicas das PCC/PCM são em pisos, pavimentos e coberturas de terraços
como impermeabilizantes e como adesivos [OHAMA, 1998].
3.2. CASO PRÁTICO – REPARAÇÃO DE UM RESERVATÓRIO
DE ÁGUA
Seguidamente apresenta-se um exemplo de uma obra efectuada no âmbito da reparação de
estruturas de betão armado.
O depósito de água potável elevado, construído na década de 1980, com uma capacidade de
160.000 litros tem como função o armazenamento de água potável, para compensar eventuais
falhas por parte do abastecimento público de água [Diogo www.sotecnisol.pt]. Este depósito foi
sujeito a reparação estrutural por parte da empresa Sotecnisol – Engenharia.
Este depósito é constituído pelos seguintes elementos: parede envolvente superior – situada
acima da viga; e inferior – parede inclinada abaixo da viga; e a restante estrutura que suporta o
reservatório (pilares e viga de coroamento). Na Figura 3.12, podemos visualizar o depósito
antes da sua reparação.
Figura 3.12 – Depósito de água antes de ser reabilitado [DIOGO]
Os elementos estruturais encontravam-se bastante degradados e já não exibiam as condições
necessárias para permitir funcionar como reservatório. As anomalias detectadas foram as
seguintes:
armaduras corroídas expostas com consequente perda de secção, atingindo
em certos casos 50% da secção original;
desagregação do betão por falta de ligante exibindo “chochos” e “ninhos” de
agregados resultante da deficiente compactação durante a betonagem;
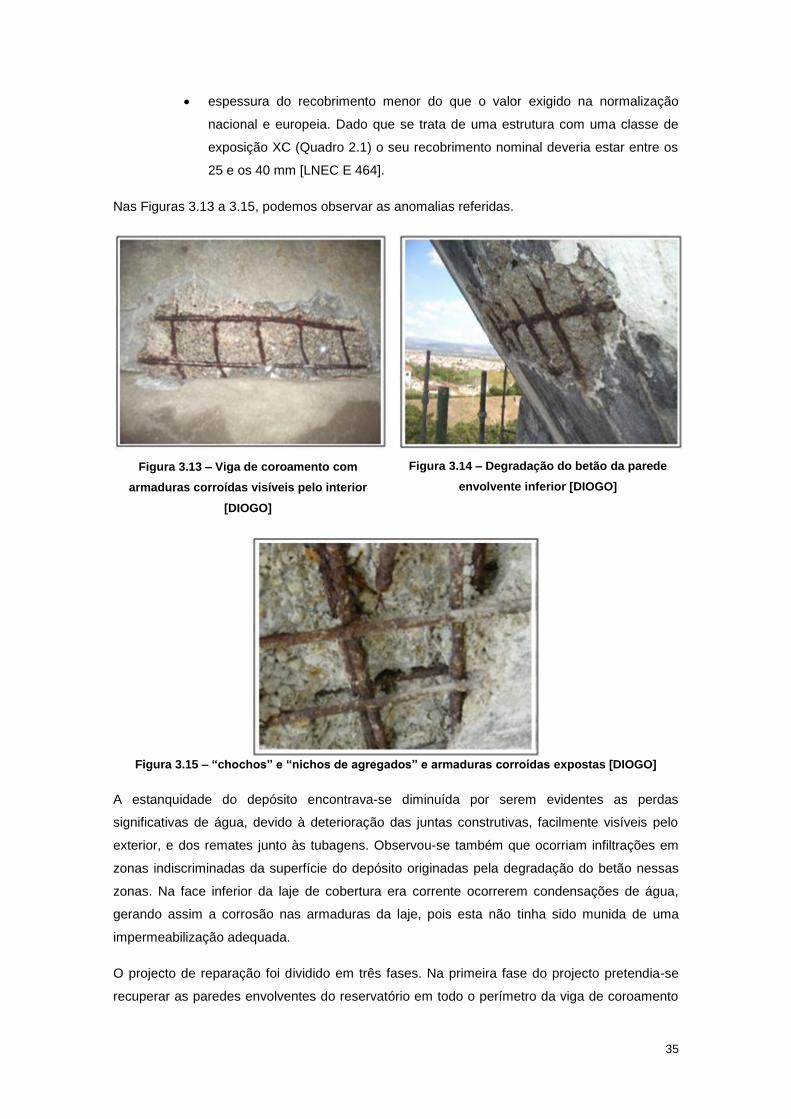
35
espessura do recobrimento menor do que o valor exigido na normalização
nacional e europeia. Dado que se trata de uma estrutura com uma classe de
exposição XC (Quadro 2.1) o seu recobrimento nominal deveria estar entre os
25 e os 40 mm [LNEC E 464].
Nas Figuras 3.13 a 3.15, podemos observar as anomalias referidas.
Figura 3.13 – Viga de coroamento com
armaduras corroídas visíveis pelo interior
[DIOGO]
Figura 3.14 – Degradação do betão da parede
envolvente inferior [DIOGO]
Figura 3.15 – “chochos” e “nichos de agregados” e armaduras corroídas expostas [DIOGO]
A estanquidade do depósito encontrava-se diminuída por serem evidentes as perdas
significativas de água, devido à deterioração das juntas construtivas, facilmente visíveis pelo
exterior, e dos remates junto às tubagens. Observou-se também que ocorriam infiltrações em
zonas indiscriminadas da superfície do depósito originadas pela degradação do betão nessas
zonas. Na face inferior da laje de cobertura era corrente ocorrerem condensações de água,
gerando assim a corrosão nas armaduras da laje, pois esta não tinha sido munida de uma
impermeabilização adequada.
O projecto de reparação foi dividido em três fases. Na primeira fase do projecto pretendia-se
recuperar as paredes envolventes do reservatório em todo o perímetro da viga de coroamento
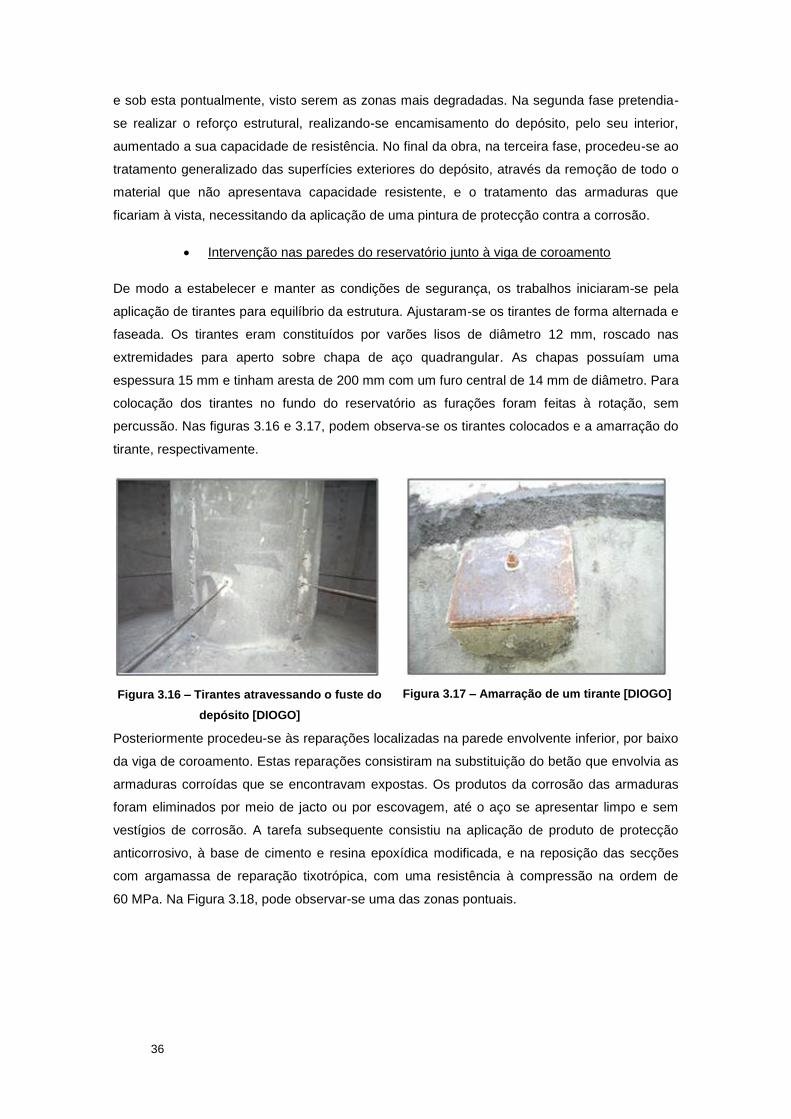
36
e sob esta pontualmente, visto serem as zonas mais degradadas. Na segunda fase pretendia-
se realizar o reforço estrutural, realizando-se encamisamento do depósito, pelo seu interior,
aumentado a sua capacidade de resistência. No final da obra, na terceira fase, procedeu-se ao
tratamento generalizado das superfícies exteriores do depósito, através da remoção de todo o
material que não apresentava capacidade resistente, e o tratamento das armaduras que
ficariam à vista, necessitando da aplicação de uma pintura de protecção contra a corrosão.
Intervenção nas paredes do reservatório junto à viga de coroamento
De modo a estabelecer e manter as condições de segurança, os trabalhos iniciaram-se pela
aplicação de tirantes para equilíbrio da estrutura. Ajustaram-se os tirantes de forma alternada e
faseada. Os tirantes eram constituídos por varões lisos de diâmetro 12 mm, roscado nas
extremidades para aperto sobre chapa de aço quadrangular. As chapas possuíam uma
espessura 15 mm e tinham aresta de 200 mm com um furo central de 14 mm de diâmetro. Para
colocação dos tirantes no fundo do reservatório as furações foram feitas à rotação, sem
percussão. Nas figuras 3.16 e 3.17, podem observa-se os tirantes colocados e a amarração do
tirante, respectivamente.
Figura 3.16 – Tirantes atravessando o fuste do
depósito [DIOGO]
Figura 3.17 – Amarração de um tirante [DIOGO]
Posteriormente procedeu-se às reparações localizadas na parede envolvente inferior, por baixo
da viga de coroamento. Estas reparações consistiram na substituição do betão que envolvia as
armaduras corroídas que se encontravam expostas. Os produtos da corrosão das armaduras
foram eliminados por meio de jacto ou por escovagem, até o aço se apresentar limpo e sem
vestígios de corrosão. A tarefa subsequente consistiu na aplicação de produto de protecção
anticorrosivo, à base de cimento e resina epoxídica modificada, e na reposição das secções
com argamassa de reparação tixotrópica, com uma resistência à compressão na ordem de
60 MPa. Na Figura 3.18, pode observar-se uma das zonas pontuais.
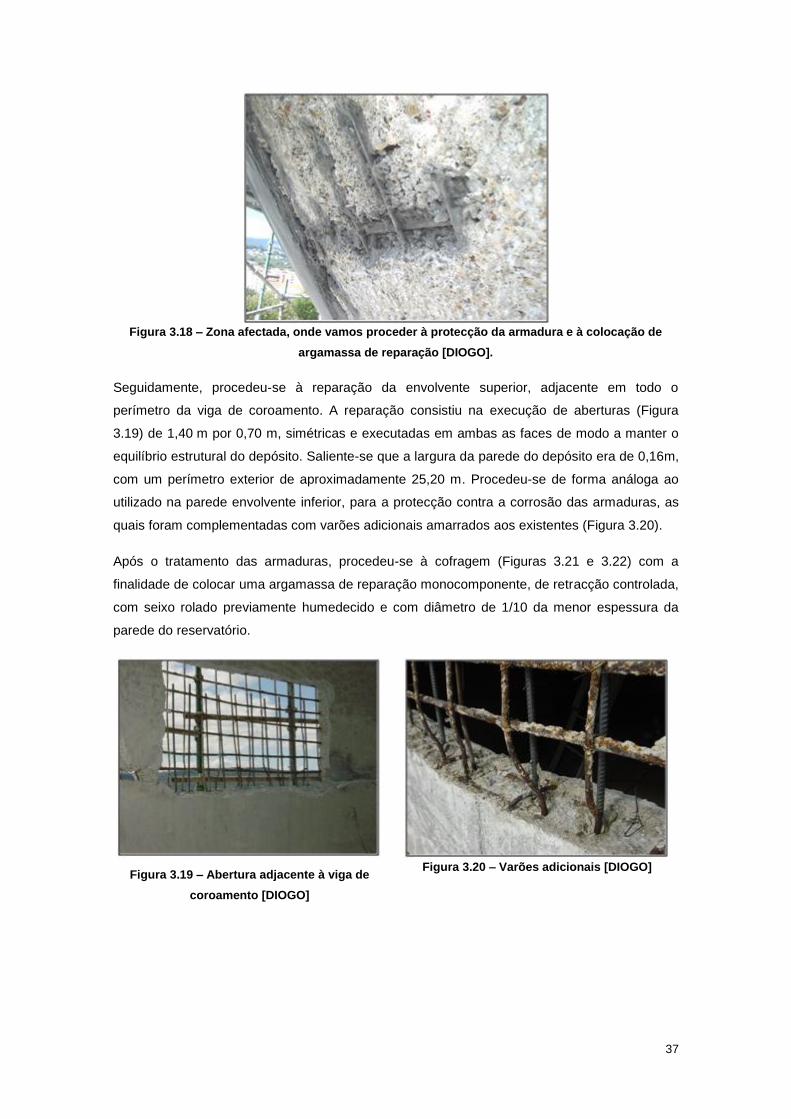
37
Figura 3.18 – Zona afectada, onde vamos proceder à protecção da armadura e à colocação de
argamassa de reparação [DIOGO].
Seguidamente, procedeu-se à reparação da envolvente superior, adjacente em todo o
perímetro da viga de coroamento. A reparação consistiu na execução de aberturas (Figura
3.19) de 1,40 m por 0,70 m, simétricas e executadas em ambas as faces de modo a manter o
equilíbrio estrutural do depósito. Saliente-se que a largura da parede do depósito era de 0,16m,
com um perímetro exterior de aproximadamente 25,20 m. Procedeu-se de forma análoga ao
utilizado na parede envolvente inferior, para a protecção contra a corrosão das armaduras, as
quais foram complementadas com varões adicionais amarrados aos existentes (Figura 3.20).
Após o tratamento das armaduras, procedeu-se à cofragem (Figuras 3.21 e 3.22) com a
finalidade de colocar uma argamassa de reparação monocomponente, de retracção controlada,
com seixo rolado previamente humedecido e com diâmetro de 1/10 da menor espessura da
parede do reservatório.
Figura 3.19 – Abertura adjacente à viga de
coroamento [DIOGO]
Figura 3.20 – Varões adicionais [DIOGO]
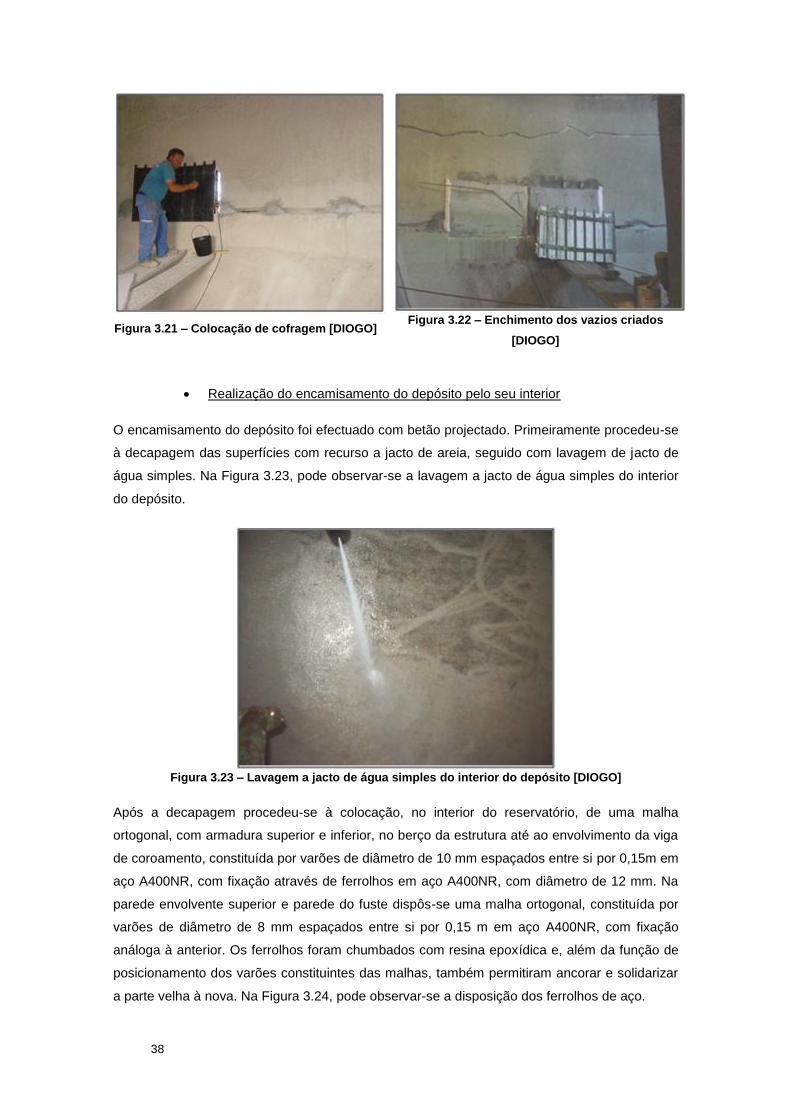
38
Figura 3.21 – Colocação de cofragem [DIOGO] Figura 3.22 – Enchimento dos vazios criados
[DIOGO]
Realização do encamisamento do depósito pelo seu interior
O encamisamento do depósito foi efectuado com betão projectado. Primeiramente procedeu-se
à decapagem das superfícies com recurso a jacto de areia, seguido com lavagem de jacto de
água simples. Na Figura 3.23, pode observar-se a lavagem a jacto de água simples do interior
do depósito.
Figura 3.23 – Lavagem a jacto de água simples do interior do depósito [DIOGO]
Após a decapagem procedeu-se à colocação, no interior do reservatório, de uma malha
ortogonal, com armadura superior e inferior, no berço da estrutura até ao envolvimento da viga
de coroamento, constituída por varões de diâmetro de 10 mm espaçados entre si por 0,15m em
aço A400NR, com fixação através de ferrolhos em aço A400NR, com diâmetro de 12 mm. Na
parede envolvente superior e parede do fuste dispôs-se uma malha ortogonal, constituída por
varões de diâmetro de 8 mm espaçados entre si por 0,15 m em aço A400NR, com fixação
análoga à anterior. Os ferrolhos foram chumbados com resina epoxídica e, além da função de
posicionamento dos varões constituintes das malhas, também permitiram ancorar e solidarizar
a parte velha à nova. Na Figura 3.24, pode observar-se a disposição dos ferrolhos de aço.
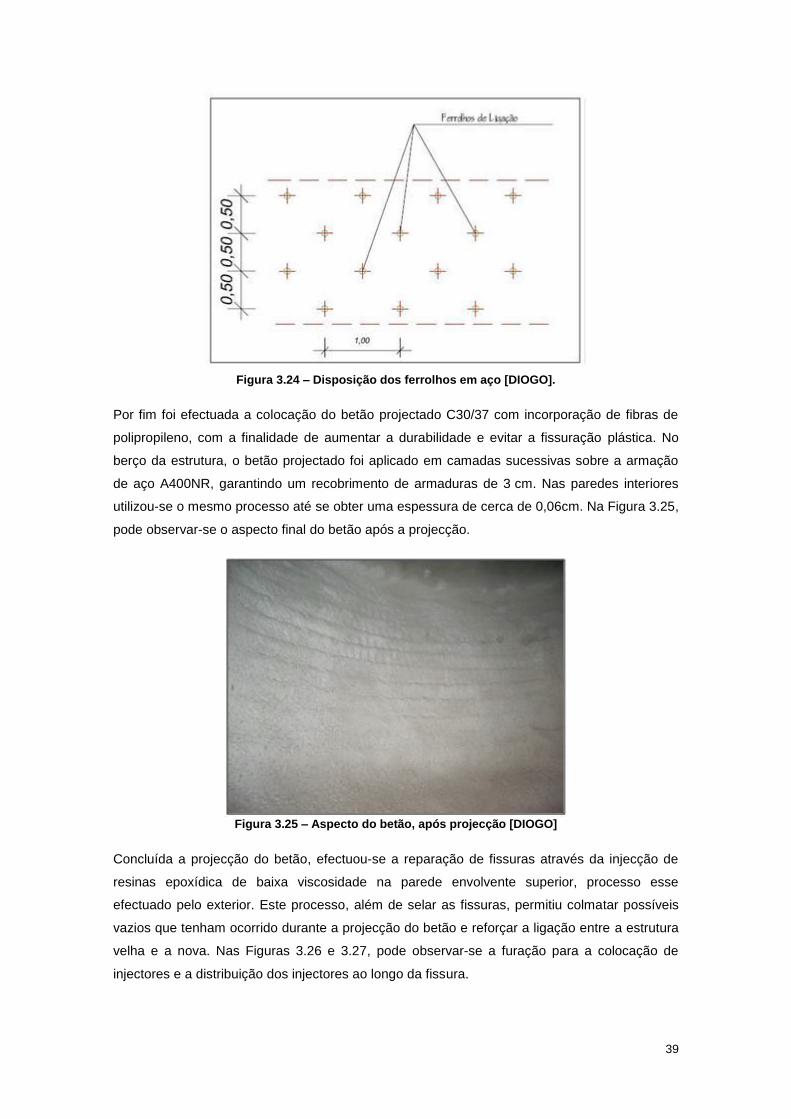
39
Figura 3.24 – Disposição dos ferrolhos em aço [DIOGO].
Por fim foi efectuada a colocação do betão projectado C30/37 com incorporação de fibras de
polipropileno, com a finalidade de aumentar a durabilidade e evitar a fissuração plástica. No
berço da estrutura, o betão projectado foi aplicado em camadas sucessivas sobre a armação
de aço A400NR, garantindo um recobrimento de armaduras de 3 cm. Nas paredes interiores
utilizou-se o mesmo processo até se obter uma espessura de cerca de 0,06cm. Na Figura 3.25,
pode observar-se o aspecto final do betão após a projecção.
Figura 3.25 – Aspecto do betão, após projecção [DIOGO]
Concluída a projecção do betão, efectuou-se a reparação de fissuras através da injecção de
resinas epoxídica de baixa viscosidade na parede envolvente superior, processo esse
efectuado pelo exterior. Este processo, além de selar as fissuras, permitiu colmatar possíveis
vazios que tenham ocorrido durante a projecção do betão e reforçar a ligação entre a estrutura
velha e a nova. Nas Figuras 3.26 e 3.27, pode observar-se a furação para a colocação de
injectores e a distribuição dos injectores ao longo da fissura.
40
Figura 3.26 – Furação para a colocação dos
injectores [DIOGO]
Figura 3.27 – Distribuição dos injectores ao longo
de uma fissura [DIOGO]
Após a cura do betão procedeu-se ao alívio gradual dos tirantes e à sua remoção faseada, sob
o adequado controle de deformações.
Tratamento das superfícies exteriores e outros
As paredes exteriores foram limpas retirando todas as substâncias desagregadas na superfície
do betão a reparar. Foram aplicados os mesmos métodos referidos anteriormente
conjuntamente com uma argamassa de reparação, numa área de cerca de 50% da área do
valor do reservatório.
Para finalizar foi aplicada uma pintura com tinta acrílica especial, resistente à exposição solar e
ambiental, nomeadamente aos alcalis. No interior, também se procedeu a aplicação de
impermeabilização, utilizando uma argamassa cimentícia elástica [DIOGO].
41
4. CAMPANHA EXPERIMENTAL
4.1. INTRODUÇÃO
Este capítulo dá início ao estudo experimental com a identificação e selecção dos diversos
materiais utilizados no fabrico das argamassas PCMs e CMs, seguido da apresentação dos
parâmetros de base adoptados para a composição das argamassas a estudar e, por último,
com o resumo das metodologias de ensaio usadas na caracterização das argamassas.
A campanha experimental teve por objectivo contribuir para aumentar o conhecimento da
actuação dos polímeros nas argamassas cimentícias para reparação de estruturas de betão
armado, com especial relevo na progressão da corrosão do aço no interior da argamassa.
Foram utilizadas PCMs com adição do polímero acrílico (PCM-As) e polímero de estireno-
butadieno (PCM-SB), polímeros comercializados no mercado nacional, tendo como referência
duas argamassas cimentícias (CM-1, CM-2) não modificadas. Estas 4 argamassas foram
armadas, com varões de aço corrente e aço inox, com o objectivo de induzir a corrosão do aço
no seu interior pela acção da carbonatação. Para tal, estas argamassas foram, em primeiro
lugar, sujeitas ao ensaio de carbonatação acelerado e, só após estar garantida a
despassivação do aço, os provetes foram conservados em ambiente de 90% HR a 38ºC para
se dar início à corrosão do aço neles embebido e permitir avaliar a acção do polímero neste
mecanismo de degradação.
A análise dos resultados obtidos e o confronto com o estado da arte (capítulos 2 e 3) permitiu
clarificar e confirmar aspectos relacionados com a actuação dos polímeros no desenvolvimento
das propriedades das argamassas cimentícias e definir novas áreas de estudo neste domínio.
4.2. CARACTERIZAÇÃO DOS MATERIAIS
O presente subcapítulo apresenta os ensaios de identificação dos materiais utilizados na
composição das argamassas de reparação produzidas.
É de salientar que todos os materiais utilizados na campanha experimental foram
adequadamente armazenados em vasilhames e conservados numa sala com ambiente
controlado, para evitar ao máximo o seu envelhecimento e degradação. Aprovisionou-se a
quantidade suficiente destes materiais e, para cada campanha de ensaios, eram retiradas as
quantidades necessárias, havendo a preocupação de previamente homogeneizar os materiais
que se encontravam em cada vasilhame.
42
4.2.1. CIMENTO
A selecção do tipo de cimento a usar na produção das argamassas resultou da acção
agressora a estudar. Dado tratar-se do fenómeno da carbonatação, o cimento seleccionado foi
CEM I, por ser constituído por 95 a 100% de clinquer e portanto proporcionar uma maior
alcalinidade à argamassa endurecida. A classe de resistência foi a classe 42,5 R por ser a
correntemente utilizada e a mais indicada para as argamassas de reparação estrutural.
O cimento CEM I 42,5 R usado foi o da fábrica da Cimpor localizada em Alhandra. Nos
Quadros 4.1 e 4.2, podemos observar os documentos normativos utilizados nas determinações
de algumas das suas características químicas e físicas e os resultados obtidos.
Quadro 4.1 – Características químicas do cimento CEM I 42.5 R [VIEIRA, 2008]
Determinações Documentos Normativos CEM I 42,5R
Perda ao Fogo (%) NP EN 196-2 § 7 2,49
Resíduo Insolúvel (%) NP EN 196-2 § 9 0,75
Sulfatos (SO3) (%) NP EN 196-2 § 8 2,56
Cloretos (Cl-) (%) NP EN 196-2 § 14 0,02
Quadro 4.2 – Características físicas do cimento CEM I 42.5 R [VIEIRA, 2008]
Determinações Documentos Normativos CEM I 42,5R
Massa Volúmica (kg/m3) NP EN 196-6 § 4 3140
Finura Blaine (m2/kg) NP EN 196-6 § 4 292,0
Início de Presa (h:min) NP EN 196-3 2:35
Expansibilidade (mm) NP EN 196-3 0,0
Como esta remessa de cimento estava armazenada no LNEC há alguns anos, optou-se por
efectuar o ensaio da perda ao fogo para garantir que o cimento estava em boas condições de
ser utilizado na produção das argamassas. Neste ensaio, por calcinação ao ar (950 ±25°C), o
anidro carbónico e a água são retirados e os elementos oxidantes eventualmente presentes
são oxidados, como o ferro metálico, o ferro bivalente ou o manganês bivalente e os sulfuretos.
Com esta calcinação dá-se uma perda de massa que é traduzida como a perda ao fogo e que
pode reflectir o ganho de massa ao longo do tempo destes compostos no cimento,
principalmente por absorção de água, o que não é desejável no cimento. O ensaio da perda ao
fogo foi efectuado segundo a NP EN 196-2:2006 § 7, tendo-se obtido um valor de perda ao
fogo de 2,5%. O valor máximo admissível para a perda ao fogo de um cimento CEM I é
estipulado na NP EN 197-1, sendo este valor de 5%, valor superior ao valor obtido no ensaio
realizado. No Anexo A.1 apresentam-se os valores obtidos no ensaio e o cálculo efectuado
para obter o valor da perda ao fogo bruta.
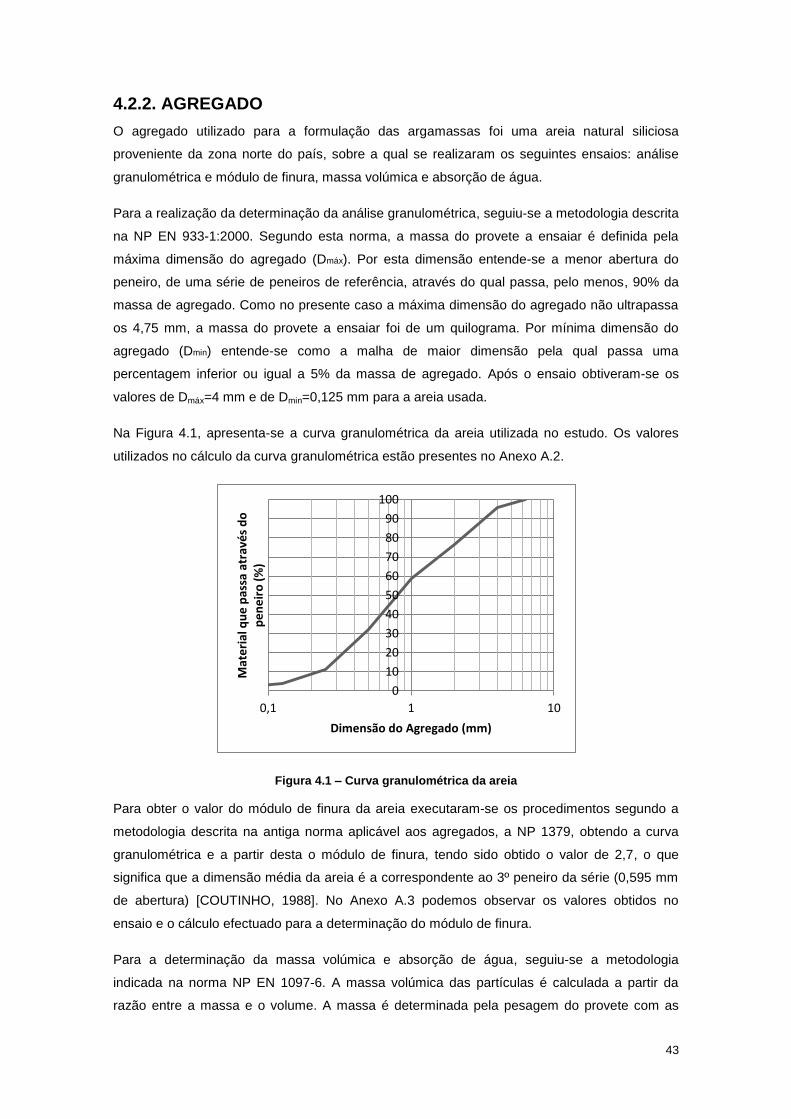
43
4.2.2. AGREGADO
O agregado utilizado para a formulação das argamassas foi uma areia natural siliciosa
proveniente da zona norte do país, sobre a qual se realizaram os seguintes ensaios: análise
granulométrica e módulo de finura, massa volúmica e absorção de água.
Para a realização da determinação da análise granulométrica, seguiu-se a metodologia descrita
na NP EN 933-1:2000. Segundo esta norma, a massa do provete a ensaiar é definida pela
máxima dimensão do agregado (Dmáx). Por esta dimensão entende-se a menor abertura do
peneiro, de uma série de peneiros de referência, através do qual passa, pelo menos, 90% da
massa de agregado. Como no presente caso a máxima dimensão do agregado não ultrapassa
os 4,75 mm, a massa do provete a ensaiar foi de um quilograma. Por mínima dimensão do
agregado (Dmin) entende-se como a malha de maior dimensão pela qual passa uma
percentagem inferior ou igual a 5% da massa de agregado. Após o ensaio obtiveram-se os
valores de Dmáx=4 mm e de Dmin=0,125 mm para a areia usada.
Na Figura 4.1, apresenta-se a curva granulométrica da areia utilizada no estudo. Os valores
utilizados no cálculo da curva granulométrica estão presentes no Anexo A.2.
Figura 4.1 – Curva granulométrica da areia
Para obter o valor do módulo de finura da areia executaram-se os procedimentos segundo a
metodologia descrita na antiga norma aplicável aos agregados, a NP 1379, obtendo a curva
granulométrica e a partir desta o módulo de finura, tendo sido obtido o valor de 2,7, o que
significa que a dimensão média da areia é a correspondente ao 3º peneiro da série (0,595 mm
de abertura) [COUTINHO, 1988]. No Anexo A.3 podemos observar os valores obtidos no
ensaio e o cálculo efectuado para a determinação do módulo de finura.
Para a determinação da massa volúmica e absorção de água, seguiu-se a metodologia
indicada na norma NP EN 1097-6. A massa volúmica das partículas é calculada a partir da
razão entre a massa e o volume. A massa é determinada pela pesagem do provete com as
0
10
20
30
40
50
60
70
80
90
100
0,1 1 10
Mat
eri
al q
ue
pas
sa a
trav
és
do
p
en
eir
o (
%)
Dimensão do Agregado (mm)
44
partículas saturadas com superfície seca e a partir de outra pesagem do mesmo provete após
secagem em estufa. O volume é determinado a partir da massa de água deslocada, sendo
neste caso medido pela pesagem do picnómetro. A norma em questão recomenda que, no
caso de agregados com várias fracções granulométricas, se deve separar a amostra em
fracções de 0,063 mm a 4 mm, 4 mm a 31,5 mm e 31,5 mm a 63 mm, antes de se proceder à
preparação do provete. No presente caso e uma vez que a fracção de 4 mm a 31,5 mm é
diminuta, optou-se por não separar o agregado em fracções e adoptou-se o método do
picnómetro descrito no capítulo 9 da NP EN 1097-6.
No Quadro 4.3, apresenta-se o resultado obtido para a massa volúmica do material
impermeável das partículas, ρa, para a massa volúmica das partículas secas, ρrd, para a massa
volúmica das partículas saturadas com a superfície seca, ρssd, e para a absorção de água
durante 24 horas em imersão, WA24. Os dados utilizados para o cálculo destes resultados
estão presentes no Anexo A.4.
Quadro 4.3 – Massa volúmica e absorção de água da areia em estudo
Massa volúmica do material impermeável das partículas ρa (kg/m3) 2630
Massa volúmica das partículas secas ρrd (kg/m3) 2609
Massa volúmica das partículas saturadas com a superfície seca ρssd (kg/m3) 2617
Absorção de água durante 24 horas em imersão WA24 (%) 0,307
4.2.3. POLÍMEROS
4.2.3.1. POLÍMERO ACRÍLICO (As)
O polímero acrílico (As) usado foi um polímero redispersivo em pó, constituído por acrilato de
butilo, estireno, acrilamida e uma resina de condensação, de acordo com a Ficha Técnica do
produto. Segundo essa Ficha, este polímero é um “modificador de ligantes minerais” e a sua
utilização na argamassa “aumenta a resistência à flexão e tracção, bem como compressão,
abrasão, flexibilidade e a aderência à base”.
A referida Ficha indica que o polímero deve ser utilizado nas proporções de 5 a 20% do peso
do ligante, embora apresente vantagens notórias para uma dosagem de 15 a 20%. Os dados
técnicos do polímero, fornecidos nessa Ficha, apresentam-se no Quadro 4.4.
Quadro 4.4 – Características do polímero As segundo a Ficha Técnica
Função principal Modificador de ligantes minerais com efeito redutor de água
Forma Pó
Cor Castanho claro
Odor Leve cheiro próprio
Valor do pH 6,5 – 8,5
Temperatura de ignição* >200ºC Massa volúmica (23ºC) 600 /m
3
*Temperatura de combustão
45
4.2.3.2. POLÍMERO ESTIRENO-BUTADIENO (SB)
Segundo a Ficha Técnica, o polímero de estireno-butadieno (SB) consiste numa dispersão
aquosa de estireno-butadieno, sendo um polímero solúvel que, quando adicionado à
argamassa, melhora as suas características, principalmente a aderência. Este polímero torna
ainda a argamassa plástica e trabalhável, aumenta a resistência à tracção, limita a fissuração,
melhora a dureza, impermeabiliza e reduz a sensibilidade aos ácidos e às gorduras.
A referida Ficha recomenda misturar esta dispersão com água numa proporção de 1:2, isto é, 1
volume de polímero para 2 volumes de água. Os dados técnicos do polímero, fornecidos nessa
Ficha, apresentam-se no Quadro 4.5.
Quadro 4.5 – Características do polímero SB segundo a Ficha Técnica
Função principal Aumento da aderência da argamassa ao suporte
Forma Líquido leitoso
Cor Branca
Massa volúmica (23 2ºC) 1000 kg/m3
Dado que este produto é uma dispersão aquosa, foi determinado o teor de sólidos segundo a
NP EN 480-8:1998, tendo-se obtido o valor de 33,7%. No Anexo A.5 apresentam-se os cálculos
efectuados para determinar este valor.
4.2.4. SUPERPLASTIFICANTE
O superplastificante que foi utilizado na argamassa de referência é um adjuvante “redutor de
água de alta actividade em pó, usado para betão e argamassa, compatível com qualquer tipo
de cimento”. De acordo com a Ficha Técnica do produto, apresenta como principais vantagens
o “reduzido risco de segregação e exsudação, importante redução da porosidade e melhoria
notável na impermeabilização e durabilidade do betão”. Este superplastificante é baseado em
melamina sulfonada, constituído por polímeros orgânicos que "abraçam" as partículas de
cimento, conferindo-lhes uma carga altamente negativa que provoca uma grande repulsão
entre elas.
Segundo aquela Ficha Técnica, este adjuvante deve ser usado nas proporções de 0,5 a 2% da
massa do ligante. No Quadro 4.6, apresentam-se as suas principais características técnicas.
Quadro 4.6 – Características do superplastificante de acordo com a Ficha Técnica
Função principal Superplastificante
Função secundária Acelerador de endurecimento
Forma Pó
Cor Branco
Teor em iões cloretos <0,1% Massa volúmica (20ºC) 650 kg/m
3
46
4.2.5. INTRODUTOR DE AR
O introdutor de ar utilizado nesta campanha experimental também tem propriedades de
plastificante. De acordo com a Ficha Técnica do introdutor de ar, “este permite introduzir uma
rede de bolhas microscópicas de ar estáveis em betões e argamassas, estando especialmente
recomendado para a fabricação de argamassas de alvenaria. Provoca um efeito plastificante
que permite uma redução de água e limita a segregação, chegando a suprimir a exsudação”.
As características deste introdutor de ar, de acordo com a ficha técnica, estão presentes no
Quadro 4.7.
Quadro 4.7 – Características do introdutor de ar de acordo com a ficha técnica
Função principal Introdutor de ar
Função secundária Plastificante
Natureza Líquida
Densidade 1,01 g/cm3
Cor Leitoso
pH 7 (aproximado)
Ponto de congelação 0°C
Conteúdo de cloretos Isento
Na2O equivalente 0,5%
De acordo com a ficha técnica, as proporções a utilizar deste produto deverão estar
compreendidas entre os 0,03 e os 0,5% da massa de ligante.
4.2.6. AÇOS
O material aço foi utilizado nos provetes para o ensaio de carbonatação acelerada, o qual foi
seguido pelo ensaio para medição da progressão da corrosão. Neste estudo foram utilizados
dois tipos de aço de forma a um corresponder ao ânodo (aço corrente) e o outro ao cátodo (aço
inox) (Figura 4.50 e 4.52):
A400NR de 8 mm de diâmetro, corrente na construção;
Aço inoxidável com 12 mm de diâmetro.
4.3. ARGAMASSAS
Nesta campanha, foram fabricadas quatro argamassas distintas:
CM-1 – Argamassa cimentícia;
CM-2 – Argamassa cimentícia com teor de ar introduzido semelhante ao das PCMs;
PCM-As – Argamassa cimentícia modificada com polímero acrílico;
PCM-SB – Argamassa cimentícia modificada com polímero estireno-butadieno;
4.3.1. COMPOSIÇÃO DAS ARGAMASSAS
A comparação e análise dos resultados dos ensaios de caracterização das quatro argamassas
estudadas será possível se a sua composição for semelhante, permitindo-se apenas que varie

47
a natureza do polímero, e deste modo permitirá avaliar a acção do polímero no mecanismo de
corrosão do aço no interior de uma argamassa cimentícia. A partir desta observação,
adoptaram-se os diferentes parâmetros de base para a definição da composição das
argamassas.
Os parâmetros adoptados para a composição das argamassas foram os seguintes:
um traço ponderal de 1(cimento):3(areia), por ser o traço utilizado para garantir a
resistência necessária a um material de reparação estrutural;
uma relação Polímero/Cimento (P/C) igual a 15% nas PCMs, por corresponder a um bom
compromisso entre a eficácia do polímero e o seu custo, tendo em conta o custo elevado
das adições poliméricas;
uma relação A/C igual para todas as argamassas, porque a humidade relativa no interior
da argamassa influencia determinantemente os fenómenos de carbonatação e de
corrosão do aço nos materiais cimentícios. O valor da relação A/C foi estabelecido para
que a consistência por espalhamento de cada argamassa estivesse compreendida no
intervalo definido pela ASTM C 1437, de 100 10%, e com o valor mínimo de 80%, visto
que para valores de consistência por espalhamento inferiores a argamassa deixa de ser
trabalhável em obra;
o recurso a adjuvantes superplastificantes, na dosagem recomendada pelo fabricante,
para garantir uma consistência por espalhamento superior ou igual a 80% ou para garantir
a relação A/C fixada;
o recurso a adjuvantes introdutores de ar, de modo a garantir que a argamassa de
referência apresentasse um teor de ar semelhante ao das argamassas modificadas, de
modo a isolar essa acção da dos polímeros e permitir avaliar a acção específica do
polímero nos fenómenos em estudo.
Após terem sido produzidas várias argamassas com diferentes relações A/C e determinadas as
correspondentes consistências por espalhamento, considerou-se adoptar o valor de 0,40 para
a relação A/C neste estudo. De facto, um valor A/C superior permitiria acelerar os fenómenos
de carbonatação e de progressão da corrosão nas argamassas a estudar mas não seria
coerente com as argamassas reais usadas em reparação e, por outro lado, para a relação P/C
de 15%, devido à acção de plastificantes dos polímeros, as PCMs seriam muito fluidas
ultrapassando o valor limite de 110 % de consistência por espalhamento.
No Quadro 4.8 e na Figura 4.2, podemos observar de forma resumida os parâmetros
adoptados na produção das argamassas.
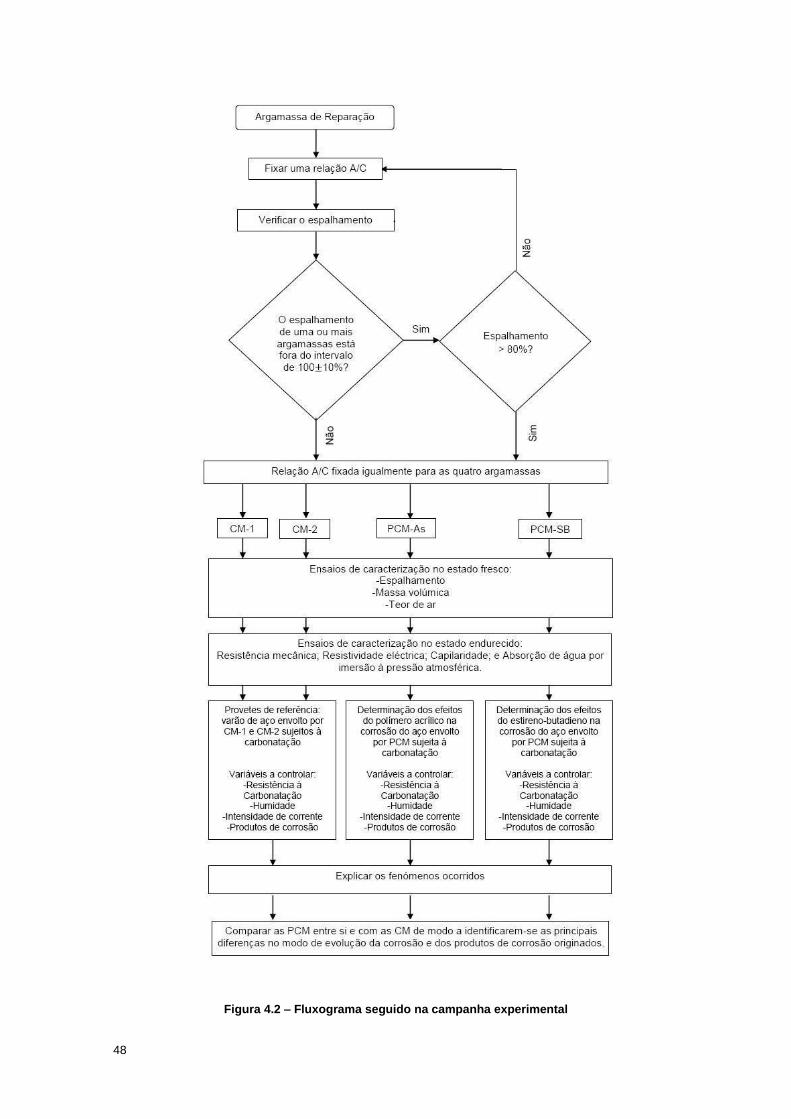
48
Figura 4.2 – Fluxograma seguido na campanha experimental

49
Quadro 4.8 – Parâmetros de base para a definição da composição das argamassas
Argamassa Polímero Adjuvante A/C Traço
Ponderal P/C (%)
Dosagem de
adjuvante em
relação à massa de cimento
(%)
CM-1 ---- Super
plastificante
0,40
1:3
--- 21
CM-2 ---- Introdutor de
ar/plastificante --- 0,35
2
PCM-As As ---- 15 ---
PCM-SB SB ---- 15 --- 1Para obter uma consistência por espalhamento de 100 ±10% e ≥ 80%.
2Para obter um teor de ar igual às PCMs > 11%.
Apresentam-se no Quadro 4.9 as composições usadas por metro cúbico para as PCMs e para
as CMs.
Quadro 4.9 – Composição das argamassas por m3 de argamassa
Materiais Dosagem kg/m
3
CM-1 CM-2 PCM-As PCM-SB
Cimento 505,0 308,4 377,1 430,5
Areia 1514,9 925,2 1131,4 1291,6
Água 202,0 123,4 150,9 172,2
Superplastificante 10,1 --- --- ---
Introdutor de ar --- 1,1 --- ---
Polímero --- --- 56,6 64,6
A/C 0,4 0,4 0,4 0,4
4.3.2. PREPARAÇÃO E CURA DAS ARGAMASSAS
As argamassas foram amassadas numa misturadora (Figura 4.3), utilizando o procedimento de
amassadura constante na NP EN 196-1 § 6. Os tempos afectos às várias operações foram
controlados por um cronómetro. Antes de cada amassadura, os materiais a utilizar eram
devidamente pesados e identificados (Figura 4.4). Na Figura 4.5 podemos observar um dos
procedimentos efectuados durante a amassadura: a raspagem do material aderente.
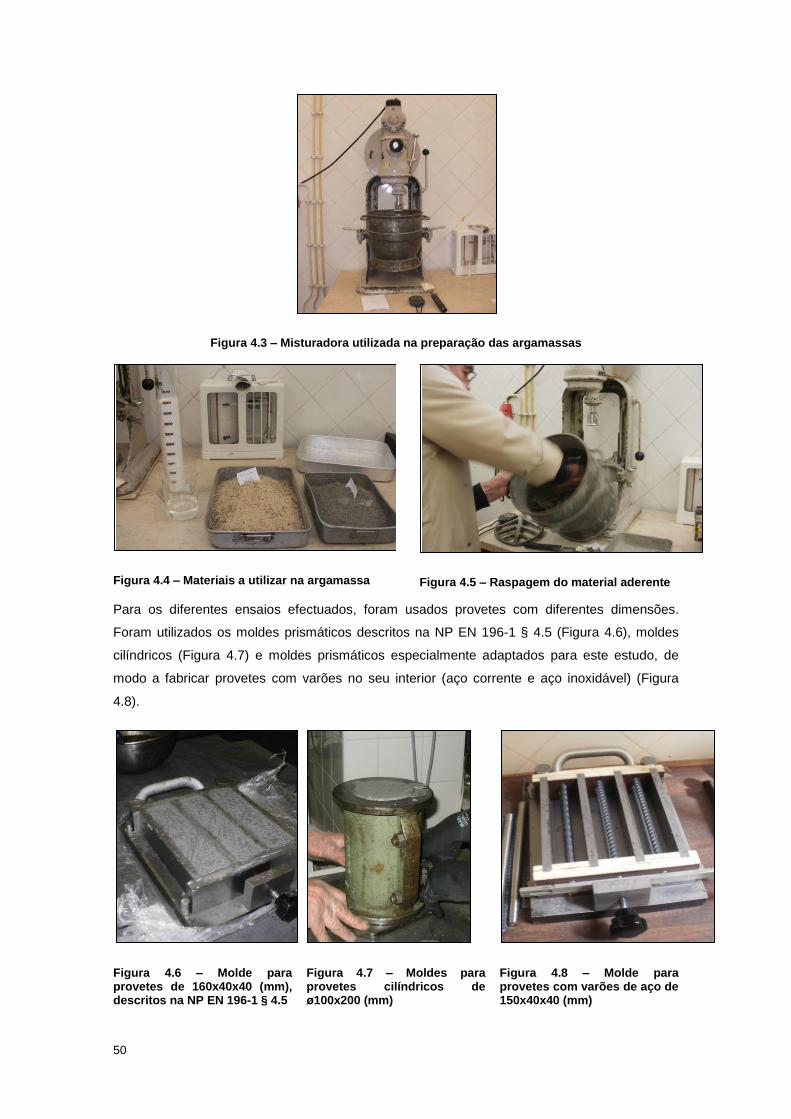
50
Figura 4.3 – Misturadora utilizada na preparação das argamassas
Figura 4.4 – Materiais a utilizar na argamassa
Figura 4.5 – Raspagem do material aderente
Para os diferentes ensaios efectuados, foram usados provetes com diferentes dimensões.
Foram utilizados os moldes prismáticos descritos na NP EN 196-1 § 4.5 (Figura 4.6), moldes
cilíndricos (Figura 4.7) e moldes prismáticos especialmente adaptados para este estudo, de
modo a fabricar provetes com varões no seu interior (aço corrente e aço inoxidável) (Figura
4.8).
Figura 4.6 – Molde para provetes de 160x40x40 (mm), descritos na NP EN 196-1 § 4.5
Figura 4.7 – Moldes para provetes cilíndricos de ø100x200 (mm)
Figura 4.8 – Molde para provetes com varões de aço de 150x40x40 (mm)
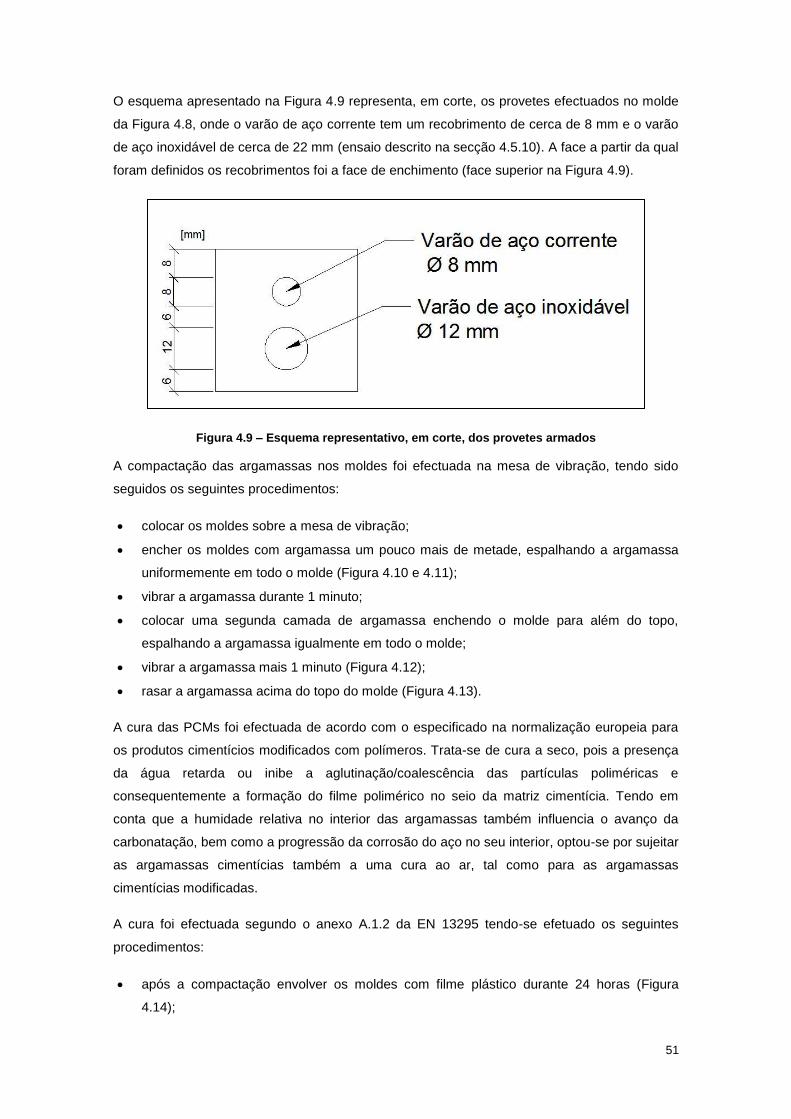
51
O esquema apresentado na Figura 4.9 representa, em corte, os provetes efectuados no molde
da Figura 4.8, onde o varão de aço corrente tem um recobrimento de cerca de 8 mm e o varão
de aço inoxidável de cerca de 22 mm (ensaio descrito na secção 4.5.10). A face a partir da qual
foram definidos os recobrimentos foi a face de enchimento (face superior na Figura 4.9).
Figura 4.9 – Esquema representativo, em corte, dos provetes armados
A compactação das argamassas nos moldes foi efectuada na mesa de vibração, tendo sido
seguidos os seguintes procedimentos:
colocar os moldes sobre a mesa de vibração;
encher os moldes com argamassa um pouco mais de metade, espalhando a argamassa
uniformemente em todo o molde (Figura 4.10 e 4.11);
vibrar a argamassa durante 1 minuto;
colocar uma segunda camada de argamassa enchendo o molde para além do topo,
espalhando a argamassa igualmente em todo o molde;
vibrar a argamassa mais 1 minuto (Figura 4.12);
rasar a argamassa acima do topo do molde (Figura 4.13).
A cura das PCMs foi efectuada de acordo com o especificado na normalização europeia para
os produtos cimentícios modificados com polímeros. Trata-se de cura a seco, pois a presença
da água retarda ou inibe a aglutinação/coalescência das partículas poliméricas e
consequentemente a formação do filme polimérico no seio da matriz cimentícia. Tendo em
conta que a humidade relativa no interior das argamassas também influencia o avanço da
carbonatação, bem como a progressão da corrosão do aço no seu interior, optou-se por sujeitar
as argamassas cimentícias também a uma cura ao ar, tal como para as argamassas
cimentícias modificadas.
A cura foi efectuada segundo o anexo A.1.2 da EN 13295 tendo-se efetuado os seguintes
procedimentos:
após a compactação envolver os moldes com filme plástico durante 24 horas (Figura
4.14);
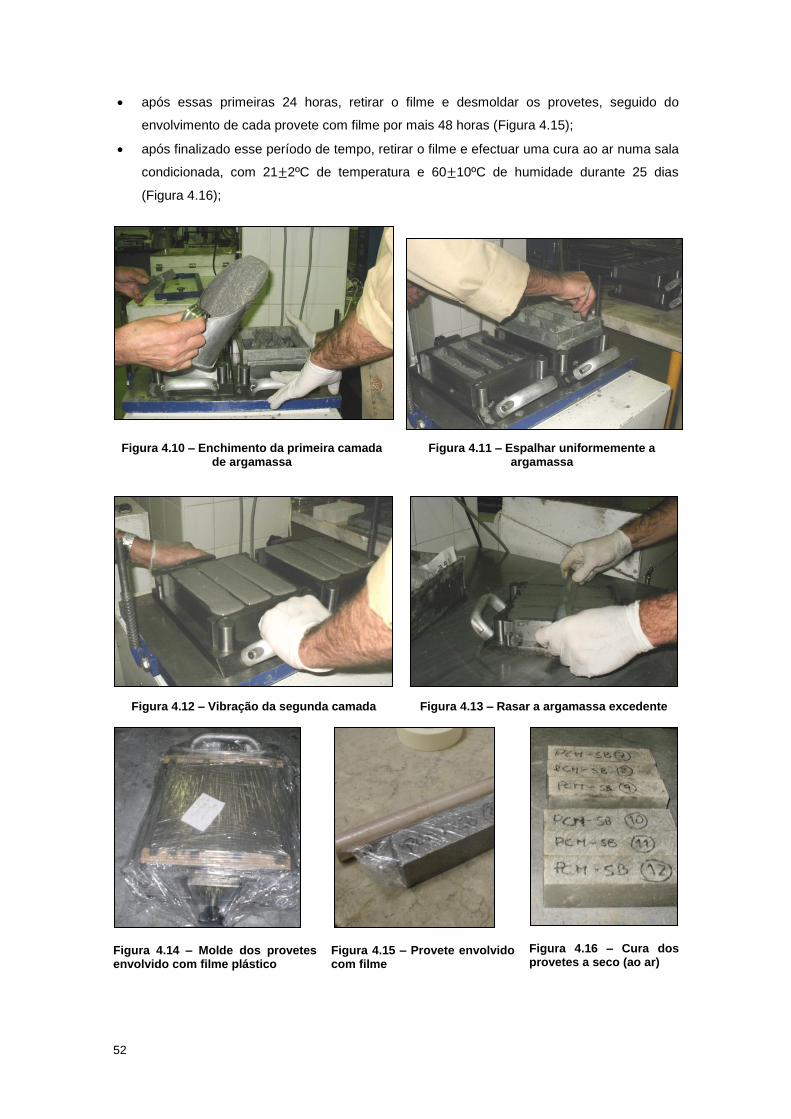
52
após essas primeiras 24 horas, retirar o filme e desmoldar os provetes, seguido do
envolvimento de cada provete com filme por mais 48 horas (Figura 4.15);
após finalizado esse período de tempo, retirar o filme e efectuar uma cura ao ar numa sala
condicionada, com 21 2ºC de temperatura e 60 10ºC de humidade durante 25 dias
(Figura 4.16);
Figura 4.10 – Enchimento da primeira camada de argamassa
Figura 4.11 – Espalhar uniformemente a
argamassa
Figura 4.12 – Vibração da segunda camada
Figura 4.13 – Rasar a argamassa excedente
Figura 4.14 – Molde dos provetes envolvido com filme plástico
Figura 4.15 – Provete envolvido com filme
Figura 4.16 – Cura dos provetes a seco (ao ar)
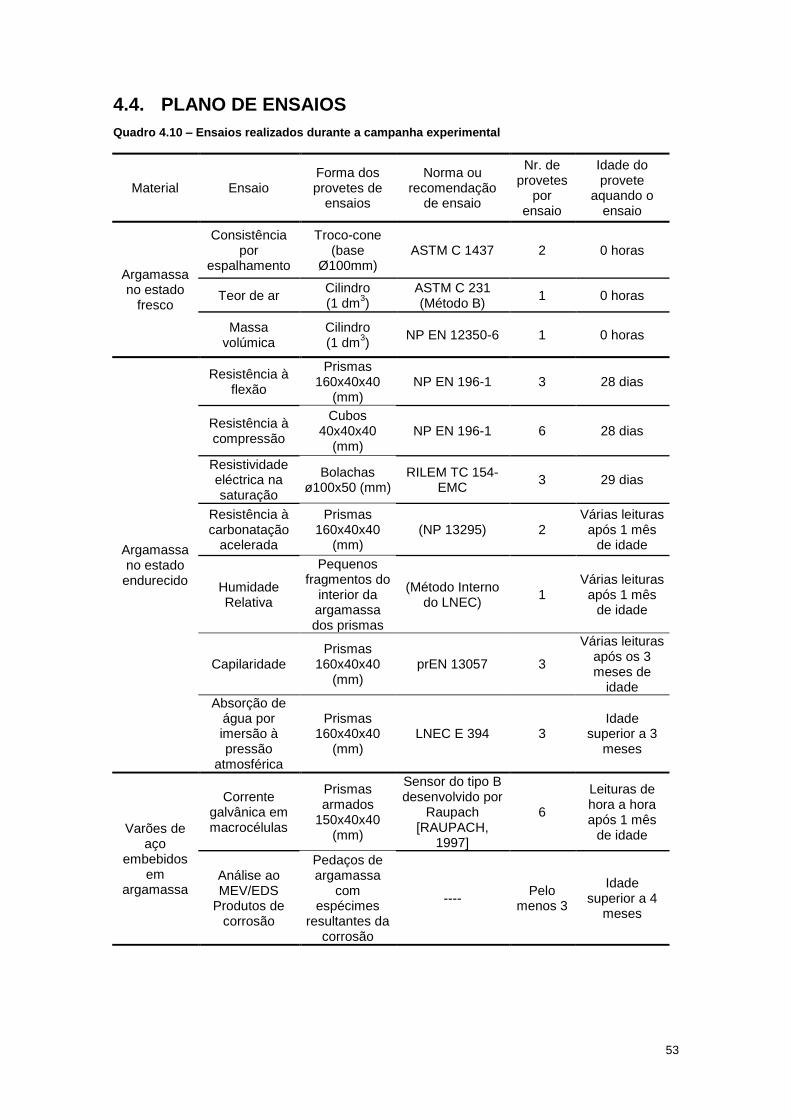
53
4.4. PLANO DE ENSAIOS
Quadro 4.10 – Ensaios realizados durante a campanha experimental
Material Ensaio Forma dos provetes de
ensaios
Norma ou recomendação
de ensaio
Nr. de provetes
por ensaio
Idade do provete
aquando o ensaio
Argamassa no estado
fresco
Consistência por
espalhamento
Troco-cone (base
Ø100mm) ASTM C 1437 2 0 horas
Teor de ar Cilindro (1 dm
3)
ASTM C 231 (Método B)
1 0 horas
Massa volúmica
Cilindro (1 dm
3)
NP EN 12350-6 1 0 horas
Argamassa no estado
endurecido
Resistência à flexão
Prismas 160x40x40
(mm) NP EN 196-1 3 28 dias
Resistência à compressão
Cubos 40x40x40
(mm) NP EN 196-1 6 28 dias
Resistividade eléctrica na saturação
Bolachas ø100x50 (mm)
RILEM TC 154-EMC
3 29 dias
Resistência à carbonatação
acelerada
Prismas 160x40x40
(mm) (NP 13295) 2
Várias leituras após 1 mês
de idade
Humidade Relativa
Pequenos fragmentos do
interior da argamassa dos prismas
(Método Interno do LNEC)
1 Várias leituras
após 1 mês de idade
Capilaridade Prismas
160x40x40 (mm)
prEN 13057 3
Várias leituras após os 3 meses de
idade
Absorção de água por imersão à pressão
atmosférica
Prismas 160x40x40
(mm) LNEC E 394 3
Idade superior a 3
meses
Varões de aço
embebidos em
argamassa
Corrente galvânica em macrocélulas
Prismas armados
150x40x40 (mm)
Sensor do tipo B desenvolvido por
Raupach [RAUPACH,
1997]
6
Leituras de hora a hora após 1 mês
de idade
Análise ao MEV/EDS
Produtos de corrosão
Pedaços de argamassa
com espécimes
resultantes da corrosão
---- Pelo
menos 3
Idade superior a 4
meses
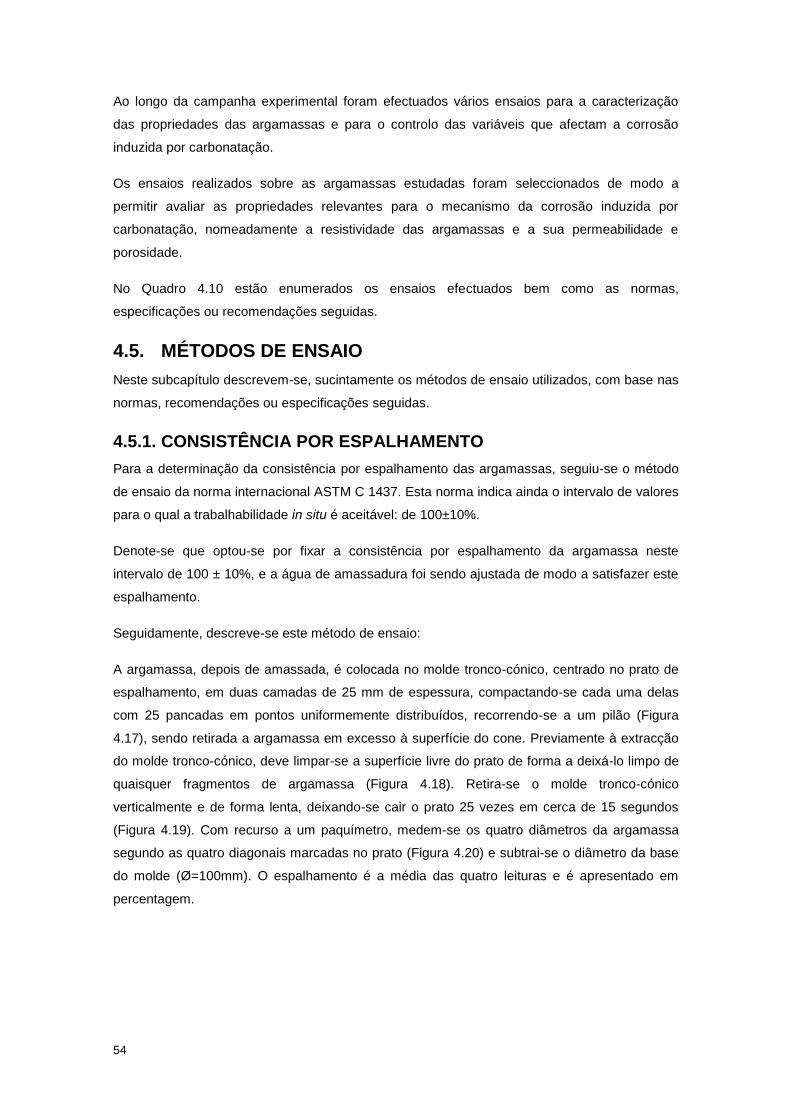
54
Ao longo da campanha experimental foram efectuados vários ensaios para a caracterização
das propriedades das argamassas e para o controlo das variáveis que afectam a corrosão
induzida por carbonatação.
Os ensaios realizados sobre as argamassas estudadas foram seleccionados de modo a
permitir avaliar as propriedades relevantes para o mecanismo da corrosão induzida por
carbonatação, nomeadamente a resistividade das argamassas e a sua permeabilidade e
porosidade.
No Quadro 4.10 estão enumerados os ensaios efectuados bem como as normas,
especificações ou recomendações seguidas.
4.5. MÉTODOS DE ENSAIO
Neste subcapítulo descrevem-se, sucintamente os métodos de ensaio utilizados, com base nas
normas, recomendações ou especificações seguidas.
4.5.1. CONSISTÊNCIA POR ESPALHAMENTO
Para a determinação da consistência por espalhamento das argamassas, seguiu-se o método
de ensaio da norma internacional ASTM C 1437. Esta norma indica ainda o intervalo de valores
para o qual a trabalhabilidade in situ é aceitável: de 100±10%.
Denote-se que optou-se por fixar a consistência por espalhamento da argamassa neste
intervalo de 100 ± 10%, e a água de amassadura foi sendo ajustada de modo a satisfazer este
espalhamento.
Seguidamente, descreve-se este método de ensaio:
A argamassa, depois de amassada, é colocada no molde tronco-cónico, centrado no prato de
espalhamento, em duas camadas de 25 mm de espessura, compactando-se cada uma delas
com 25 pancadas em pontos uniformemente distribuídos, recorrendo-se a um pilão (Figura
4.17), sendo retirada a argamassa em excesso à superfície do cone. Previamente à extracção
do molde tronco-cónico, deve limpar-se a superfície livre do prato de forma a deixá-lo limpo de
quaisquer fragmentos de argamassa (Figura 4.18). Retira-se o molde tronco-cónico
verticalmente e de forma lenta, deixando-se cair o prato 25 vezes em cerca de 15 segundos
(Figura 4.19). Com recurso a um paquímetro, medem-se os quatro diâmetros da argamassa
segundo as quatro diagonais marcadas no prato (Figura 4.20) e subtrai-se o diâmetro da base
do molde (Ø=100mm). O espalhamento é a média das quatro leituras e é apresentado em
percentagem.
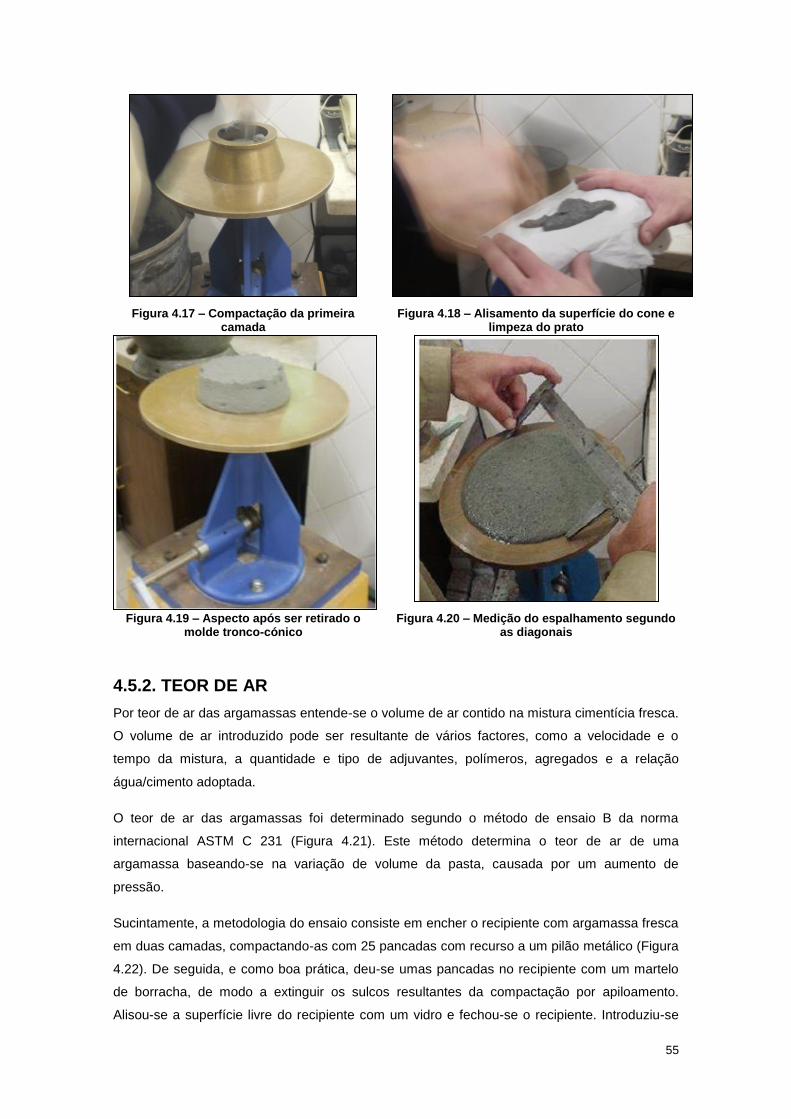
55
Figura 4.17 – Compactação da primeira camada
Figura 4.18 – Alisamento da superfície do cone e limpeza do prato
Figura 4.19 – Aspecto após ser retirado o
molde tronco-cónico
Figura 4.20 – Medição do espalhamento segundo as diagonais
4.5.2. TEOR DE AR
Por teor de ar das argamassas entende-se o volume de ar contido na mistura cimentícia fresca.
O volume de ar introduzido pode ser resultante de vários factores, como a velocidade e o
tempo da mistura, a quantidade e tipo de adjuvantes, polímeros, agregados e a relação
água/cimento adoptada.
O teor de ar das argamassas foi determinado segundo o método de ensaio B da norma
internacional ASTM C 231 (Figura 4.21). Este método determina o teor de ar de uma
argamassa baseando-se na variação de volume da pasta, causada por um aumento de
pressão.
Sucintamente, a metodologia do ensaio consiste em encher o recipiente com argamassa fresca
em duas camadas, compactando-as com 25 pancadas com recurso a um pilão metálico (Figura
4.22). De seguida, e como boa prática, deu-se umas pancadas no recipiente com um martelo
de borracha, de modo a extinguir os sulcos resultantes da compactação por apiloamento.
Alisou-se a superfície livre do recipiente com um vidro e fechou-se o recipiente. Introduziu-se
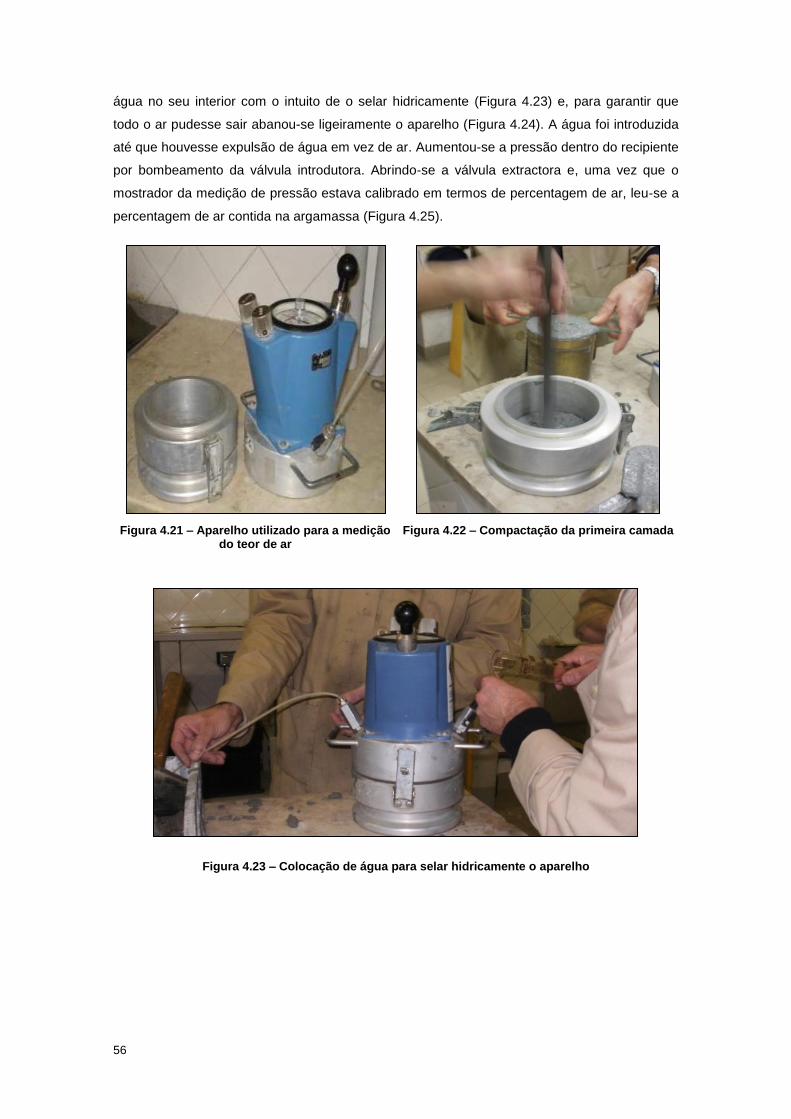
56
água no seu interior com o intuito de o selar hidricamente (Figura 4.23) e, para garantir que
todo o ar pudesse sair abanou-se ligeiramente o aparelho (Figura 4.24). A água foi introduzida
até que houvesse expulsão de água em vez de ar. Aumentou-se a pressão dentro do recipiente
por bombeamento da válvula introdutora. Abrindo-se a válvula extractora e, uma vez que o
mostrador da medição de pressão estava calibrado em termos de percentagem de ar, leu-se a
percentagem de ar contida na argamassa (Figura 4.25).
Figura 4.21 – Aparelho utilizado para a medição do teor de ar
Figura 4.22 – Compactação da primeira camada
Figura 4.23 – Colocação de água para selar hidricamente o aparelho
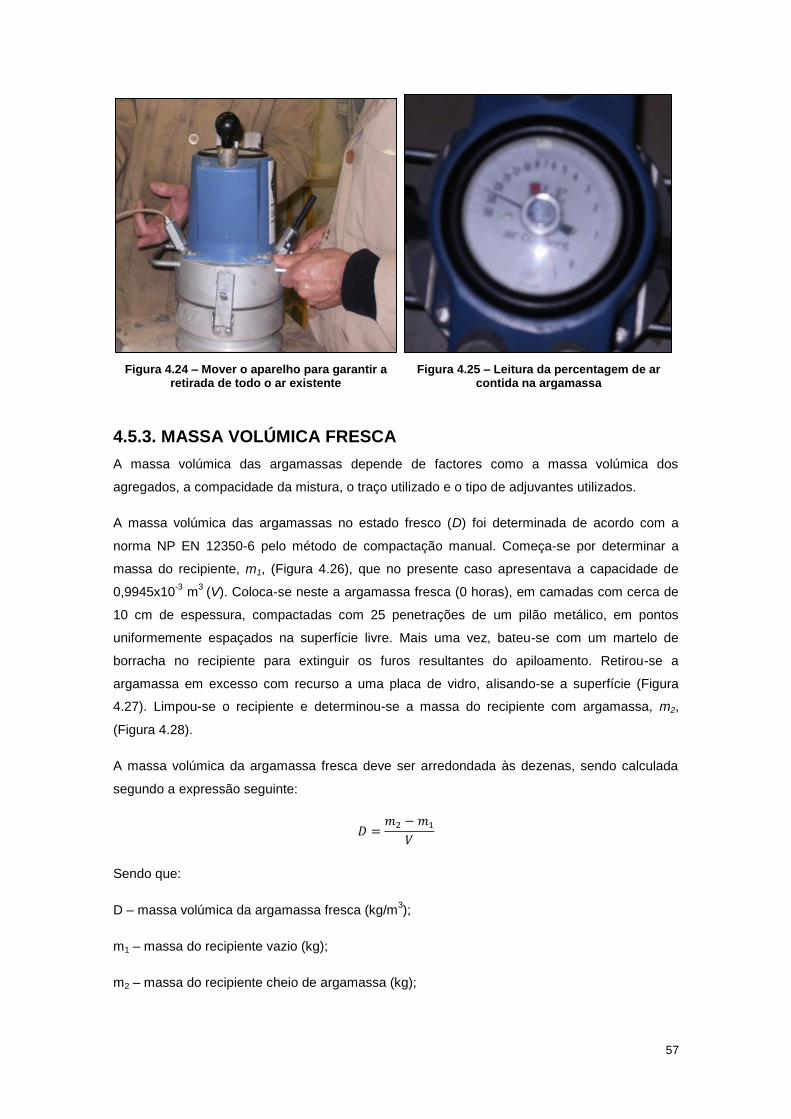
57
Figura 4.24 – Mover o aparelho para garantir a retirada de todo o ar existente
Figura 4.25 – Leitura da percentagem de ar contida na argamassa
4.5.3. MASSA VOLÚMICA FRESCA
A massa volúmica das argamassas depende de factores como a massa volúmica dos
agregados, a compacidade da mistura, o traço utilizado e o tipo de adjuvantes utilizados.
A massa volúmica das argamassas no estado fresco (D) foi determinada de acordo com a
norma NP EN 12350-6 pelo método de compactação manual. Começa-se por determinar a
massa do recipiente, m1, (Figura 4.26), que no presente caso apresentava a capacidade de
0,9945x10-3
m3 (V). Coloca-se neste a argamassa fresca (0 horas), em camadas com cerca de
10 cm de espessura, compactadas com 25 penetrações de um pilão metálico, em pontos
uniformemente espaçados na superfície livre. Mais uma vez, bateu-se com um martelo de
borracha no recipiente para extinguir os furos resultantes do apiloamento. Retirou-se a
argamassa em excesso com recurso a uma placa de vidro, alisando-se a superfície (Figura
4.27). Limpou-se o recipiente e determinou-se a massa do recipiente com argamassa, m2,
(Figura 4.28).
A massa volúmica da argamassa fresca deve ser arredondada às dezenas, sendo calculada
segundo a expressão seguinte:
Sendo que:
D – massa volúmica da argamassa fresca (kg/m3);
m1 – massa do recipiente vazio (kg);
m2 – massa do recipiente cheio de argamassa (kg);
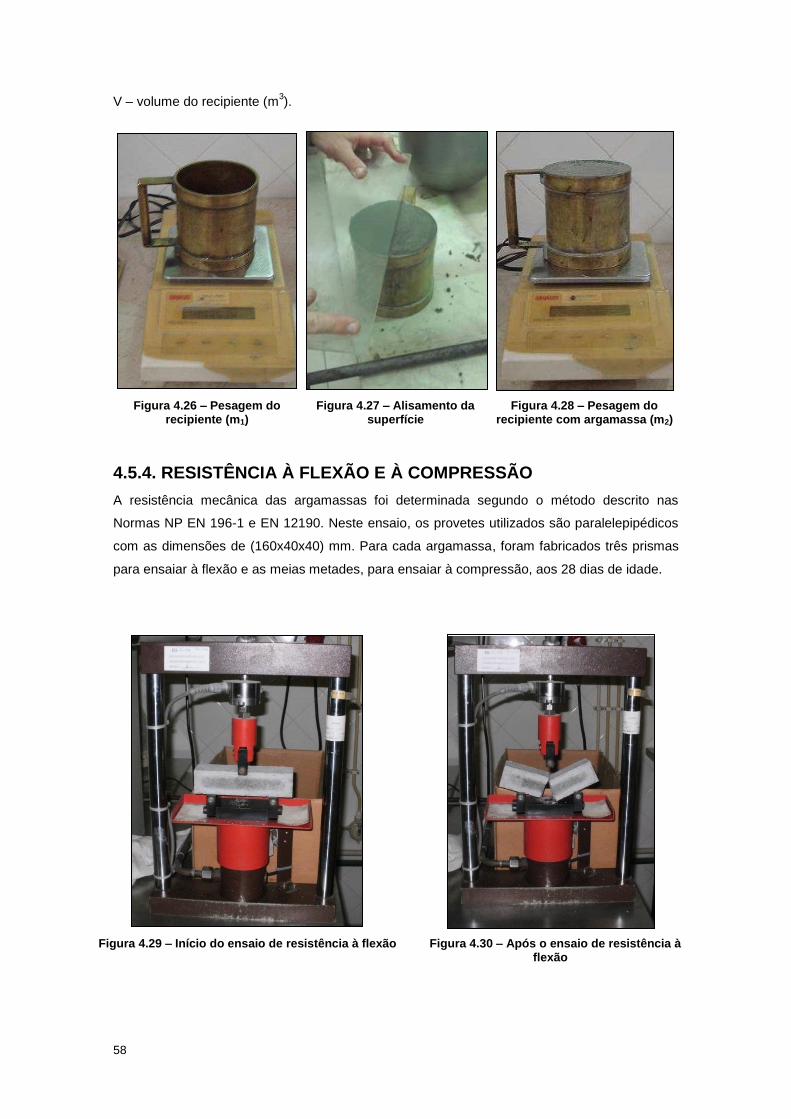
58
V – volume do recipiente (m3).
Figura 4.26 – Pesagem do recipiente (m1)
Figura 4.27 – Alisamento da superfície
Figura 4.28 – Pesagem do recipiente com argamassa (m2)
4.5.4. RESISTÊNCIA À FLEXÃO E À COMPRESSÃO
A resistência mecânica das argamassas foi determinada segundo o método descrito nas
Normas NP EN 196-1 e EN 12190. Neste ensaio, os provetes utilizados são paralelepipédicos
com as dimensões de (160x40x40) mm. Para cada argamassa, foram fabricados três prismas
para ensaiar à flexão e as meias metades, para ensaiar à compressão, aos 28 dias de idade.
Figura 4.29 – Início do ensaio de resistência à flexão
Figura 4.30 – Após o ensaio de resistência à flexão
59
Figura 4.31 – Ensaio de compressão
Figura 4.32 – Leitura dos valores obtidos
No ensaio de resistência à flexão, a carga foi aplicada gradualmente a uma velocidade de
0,57 kN/s, centrada a meio vão do provete prismático, assente em dois apoios cilíndricos
(Figura 4.29 e 4.30).
No ensaio de compressão, a carga foi aplicada com uma velocidade de 2,55 kN/s até à rotura
do provete (Figura 4.31 e 4.32).
A tensão de rotura à flexão, fflexão (MPa), foi calculada segundo a equação:
Sendo:
F – força de rotura à flexão (N)
l – distância entre os apoios (mm)
b – largura do prisma (mm)
d – espessura do prisma (mm)
A tensão de rotura à compressão, fcompressão (MPa), foi calculada segundo a equação:
Sendo:
F – força de rotura à compressão (N)
A – área de aplicação da carga (mm2)
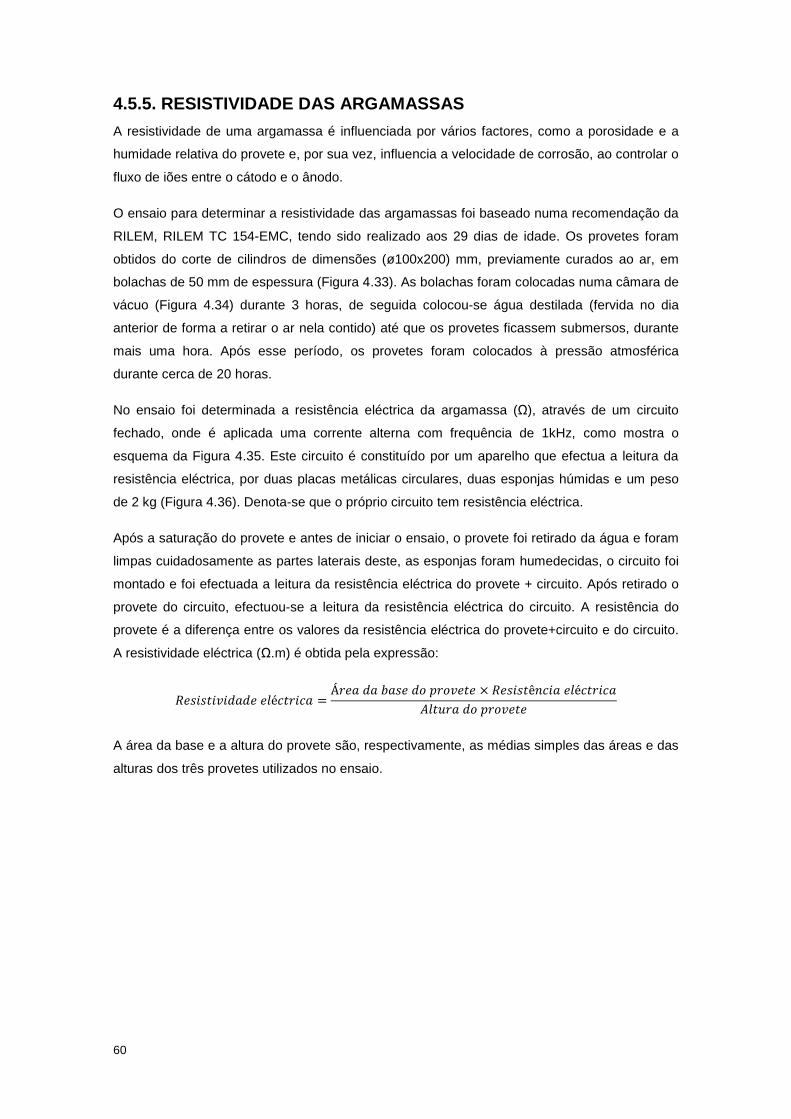
60
4.5.5. RESISTIVIDADE DAS ARGAMASSAS
A resistividade de uma argamassa é influenciada por vários factores, como a porosidade e a
humidade relativa do provete e, por sua vez, influencia a velocidade de corrosão, ao controlar o
fluxo de iões entre o cátodo e o ânodo.
O ensaio para determinar a resistividade das argamassas foi baseado numa recomendação da
RILEM, RILEM TC 154-EMC, tendo sido realizado aos 29 dias de idade. Os provetes foram
obtidos do corte de cilindros de dimensões (ø100x200) mm, previamente curados ao ar, em
bolachas de 50 mm de espessura (Figura 4.33). As bolachas foram colocadas numa câmara de
vácuo (Figura 4.34) durante 3 horas, de seguida colocou-se água destilada (fervida no dia
anterior de forma a retirar o ar nela contido) até que os provetes ficassem submersos, durante
mais uma hora. Após esse período, os provetes foram colocados à pressão atmosférica
durante cerca de 20 horas.
No ensaio foi determinada a resistência eléctrica da argamassa (Ω), através de um circuito
fechado, onde é aplicada uma corrente alterna com frequência de 1kHz, como mostra o
esquema da Figura 4.35. Este circuito é constituído por um aparelho que efectua a leitura da
resistência eléctrica, por duas placas metálicas circulares, duas esponjas húmidas e um peso
de 2 kg (Figura 4.36). Denota-se que o próprio circuito tem resistência eléctrica.
Após a saturação do provete e antes de iniciar o ensaio, o provete foi retirado da água e foram
limpas cuidadosamente as partes laterais deste, as esponjas foram humedecidas, o circuito foi
montado e foi efectuada a leitura da resistência eléctrica do provete + circuito. Após retirado o
provete do circuito, efectuou-se a leitura da resistência eléctrica do circuito. A resistência do
provete é a diferença entre os valores da resistência eléctrica do provete+circuito e do circuito.
A resistividade eléctrica (Ω.m) é obtida pela expressão:
A área da base e a altura do provete são, respectivamente, as médias simples das áreas e das
alturas dos três provetes utilizados no ensaio.
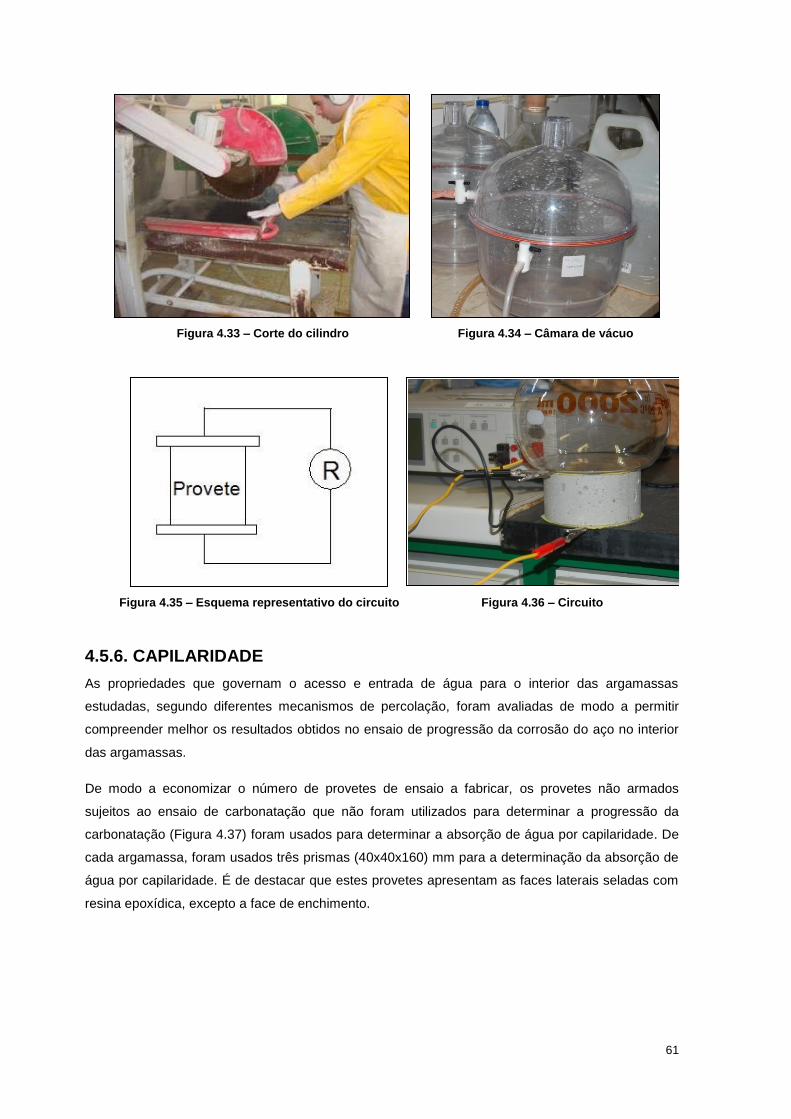
61
Figura 4.33 – Corte do cilindro
Figura 4.34 – Câmara de vácuo
Figura 4.35 – Esquema representativo do circuito
Figura 4.36 – Circuito
4.5.6. CAPILARIDADE
As propriedades que governam o acesso e entrada de água para o interior das argamassas
estudadas, segundo diferentes mecanismos de percolação, foram avaliadas de modo a permitir
compreender melhor os resultados obtidos no ensaio de progressão da corrosão do aço no interior
das argamassas.
De modo a economizar o número de provetes de ensaio a fabricar, os provetes não armados
sujeitos ao ensaio de carbonatação que não foram utilizados para determinar a progressão da
carbonatação (Figura 4.37) foram usados para determinar a absorção de água por capilaridade. De
cada argamassa, foram usados três prismas (40x40x160) mm para a determinação da absorção de
água por capilaridade. É de destacar que estes provetes apresentam as faces laterais seladas com
resina epoxídica, excepto a face de enchimento.
62
Figura 4.37 – Provetes utilizados no ensaio de capilaridade
Para a realização do ensaio de absorção de água por capilaridade, seguiu-se o método de ensaio
descrito na norma europeia prEN 13057, para os produtos e sistemas de protecção e reparação de
estruturas em betão, embora os provetes usados não satisfizessem as dimensões indicadas na
norma. Refira-se que, com a realização dos ensaios de absorção, pretendia-se comparar a
capacidade de absorção de água dos prismas das diferentes argamassas para melhor compreender
e interpretar os resultados do ensaio de progressão da corrosão do aço no interior das argamassas.
O método baseia-se na medição do incremento de massa originado por absorção capilar, pesando-
se os provetes em intervalos fixos. Este incremento de massa resultante da água absorvida é
expresso como um coeficiente, indicando a tendência que os provetes ensaiados apresentam para
absorver água por capilaridade.
Os provetes de ensaio foram imersos em água numa profundidade de 2±1mm. Para avaliar a
quantidade de água absorvida ao longo do ensaio, pesaram-se os provetes ao fim de 12min, 30min,
1h, 2h, 4h e 24h. Antes de serem efectuadas as leituras das massas, os provetes foram
devidamente secos com papel absorvente, de modo a retirar o excesso de água superficial.
Refira-se que não foi necessária a secagem em estufa antes de efectuar o ensaio, dado que os
provetes foram conservados ao ar até se atingir a massa constante antes de se iniciar o ensaio de
carbonatação acelerada (secção 4.5.8).
O coeficiente de absorção capilar determina-se recorrendo à construção de um gráfico – curva de
absorção capilar, que exprime a quantidade de água absorvida por unidade de área da base do
provete (kg/m2), em função da raiz quadrada do tempo (h
0,5). Para se calcular o coeficiente de
absorção capilar, recorre-se à determinação do gradiente de uma recta, que pode assumir três
formas distintas de acordo com os resultados obtidos (prEN 13057 § 6.1).
4.5.7. ABSORÇÃO DE ÁGUA À PRESSÃO ATMOSFÉRICA
Pela mesma razão anteriormente referida, sobre os provetes usados para a determinação da
absorção capilar realizou-se a determinação da porosidade acessível à água à pressão atmosférica,
de modo a permitir comparar a capacidade de entrada da água exterior nas argamassas estudadas.
Manteve-se o número de três provetes de ensaio por argamassa, prismas de (40x40x160) mm.
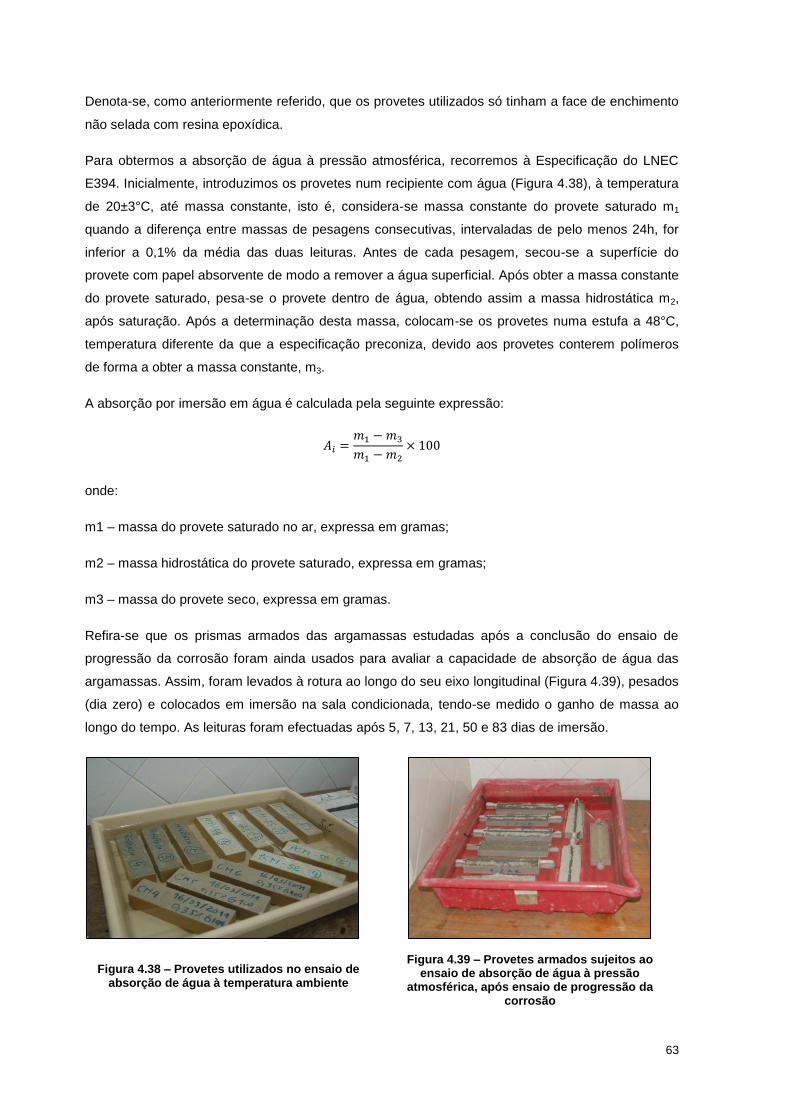
63
Denota-se, como anteriormente referido, que os provetes utilizados só tinham a face de enchimento
não selada com resina epoxídica.
Para obtermos a absorção de água à pressão atmosférica, recorremos à Especificação do LNEC
E394. Inicialmente, introduzimos os provetes num recipiente com água (Figura 4.38), à temperatura
de 20±3°C, até massa constante, isto é, considera-se massa constante do provete saturado m1
quando a diferença entre massas de pesagens consecutivas, intervaladas de pelo menos 24h, for
inferior a 0,1% da média das duas leituras. Antes de cada pesagem, secou-se a superfície do
provete com papel absorvente de modo a remover a água superficial. Após obter a massa constante
do provete saturado, pesa-se o provete dentro de água, obtendo assim a massa hidrostática m2,
após saturação. Após a determinação desta massa, colocam-se os provetes numa estufa a 48°C,
temperatura diferente da que a especificação preconiza, devido aos provetes conterem polímeros
de forma a obter a massa constante, m3.
A absorção por imersão em água é calculada pela seguinte expressão:
onde:
m1 – massa do provete saturado no ar, expressa em gramas;
m2 – massa hidrostática do provete saturado, expressa em gramas;
m3 – massa do provete seco, expressa em gramas.
Refira-se que os prismas armados das argamassas estudadas após a conclusão do ensaio de
progressão da corrosão foram ainda usados para avaliar a capacidade de absorção de água das
argamassas. Assim, foram levados à rotura ao longo do seu eixo longitudinal (Figura 4.39), pesados
(dia zero) e colocados em imersão na sala condicionada, tendo-se medido o ganho de massa ao
longo do tempo. As leituras foram efectuadas após 5, 7, 13, 21, 50 e 83 dias de imersão.
Figura 4.38 – Provetes utilizados no ensaio de absorção de água à temperatura ambiente
Figura 4.39 – Provetes armados sujeitos ao ensaio de absorção de água à pressão
atmosférica, após ensaio de progressão da corrosão
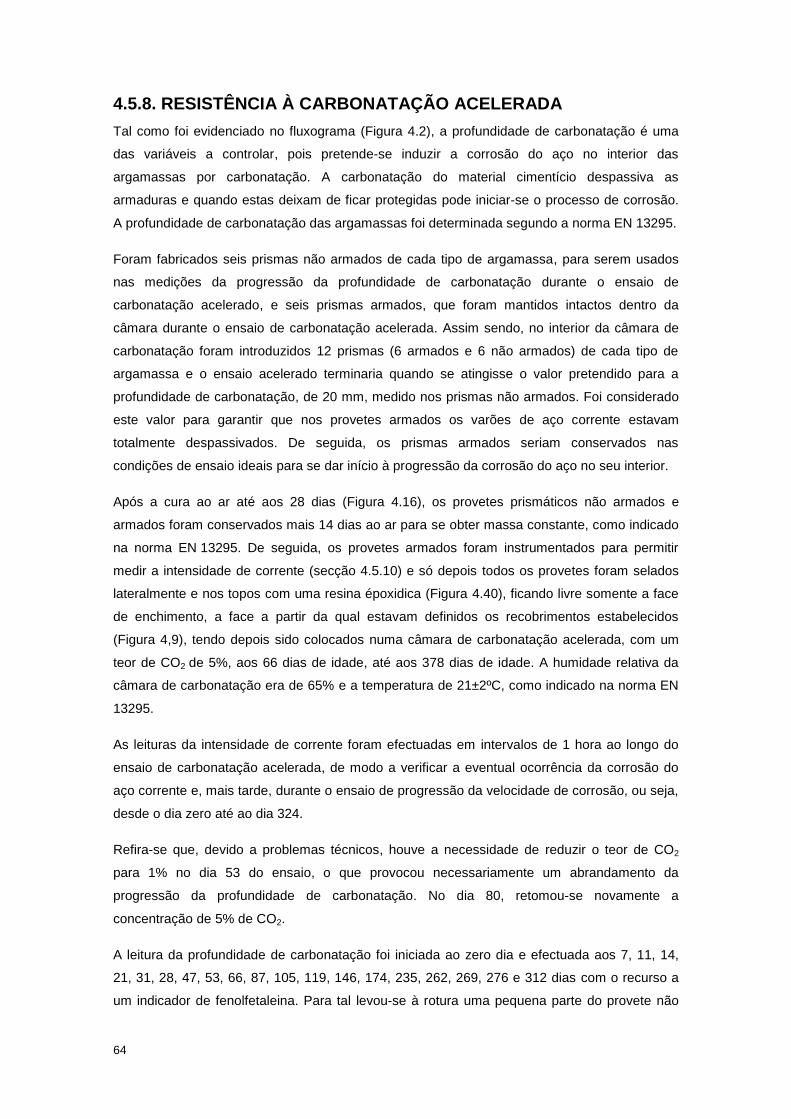
64
4.5.8. RESISTÊNCIA À CARBONATAÇÃO ACELERADA
Tal como foi evidenciado no fluxograma (Figura 4.2), a profundidade de carbonatação é uma
das variáveis a controlar, pois pretende-se induzir a corrosão do aço no interior das
argamassas por carbonatação. A carbonatação do material cimentício despassiva as
armaduras e quando estas deixam de ficar protegidas pode iniciar-se o processo de corrosão.
A profundidade de carbonatação das argamassas foi determinada segundo a norma EN 13295.
Foram fabricados seis prismas não armados de cada tipo de argamassa, para serem usados
nas medições da progressão da profundidade de carbonatação durante o ensaio de
carbonatação acelerado, e seis prismas armados, que foram mantidos intactos dentro da
câmara durante o ensaio de carbonatação acelerada. Assim sendo, no interior da câmara de
carbonatação foram introduzidos 12 prismas (6 armados e 6 não armados) de cada tipo de
argamassa e o ensaio acelerado terminaria quando se atingisse o valor pretendido para a
profundidade de carbonatação, de 20 mm, medido nos prismas não armados. Foi considerado
este valor para garantir que nos provetes armados os varões de aço corrente estavam
totalmente despassivados. De seguida, os prismas armados seriam conservados nas
condições de ensaio ideais para se dar início à progressão da corrosão do aço no seu interior.
Após a cura ao ar até aos 28 dias (Figura 4.16), os provetes prismáticos não armados e
armados foram conservados mais 14 dias ao ar para se obter massa constante, como indicado
na norma EN 13295. De seguida, os provetes armados foram instrumentados para permitir
medir a intensidade de corrente (secção 4.5.10) e só depois todos os provetes foram selados
lateralmente e nos topos com uma resina époxidica (Figura 4.40), ficando livre somente a face
de enchimento, a face a partir da qual estavam definidos os recobrimentos estabelecidos
(Figura 4,9), tendo depois sido colocados numa câmara de carbonatação acelerada, com um
teor de CO2 de 5%, aos 66 dias de idade, até aos 378 dias de idade. A humidade relativa da
câmara de carbonatação era de 65% e a temperatura de 21±2ºC, como indicado na norma EN
13295.
As leituras da intensidade de corrente foram efectuadas em intervalos de 1 hora ao longo do
ensaio de carbonatação acelerada, de modo a verificar a eventual ocorrência da corrosão do
aço corrente e, mais tarde, durante o ensaio de progressão da velocidade de corrosão, ou seja,
desde o dia zero até ao dia 324.
Refira-se que, devido a problemas técnicos, houve a necessidade de reduzir o teor de CO2
para 1% no dia 53 do ensaio, o que provocou necessariamente um abrandamento da
progressão da profundidade de carbonatação. No dia 80, retomou-se novamente a
concentração de 5% de CO2.
A leitura da profundidade de carbonatação foi iniciada ao zero dia e efectuada aos 7, 11, 14,
21, 31, 28, 47, 53, 66, 87, 105, 119, 146, 174, 235, 262, 269, 276 e 312 dias com o recurso a
um indicador de fenolfetaleina. Para tal levou-se à rotura uma pequena parte do provete não
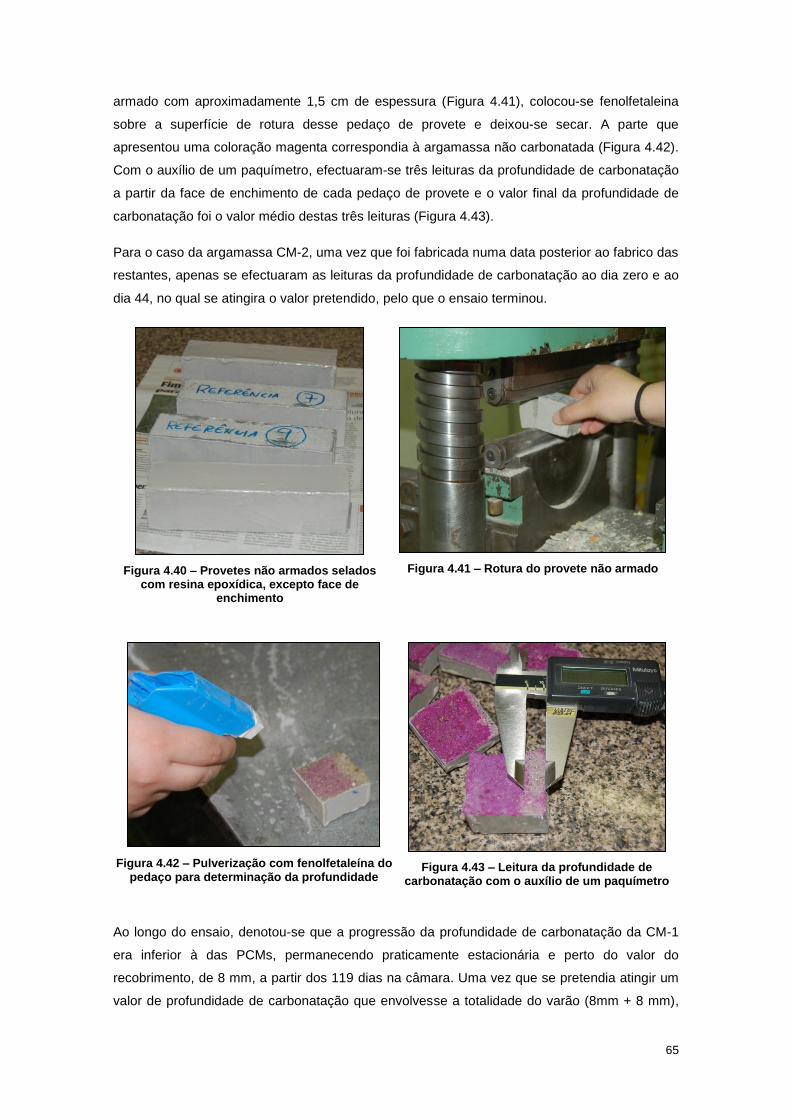
65
armado com aproximadamente 1,5 cm de espessura (Figura 4.41), colocou-se fenolfetaleina
sobre a superfície de rotura desse pedaço de provete e deixou-se secar. A parte que
apresentou uma coloração magenta correspondia à argamassa não carbonatada (Figura 4.42).
Com o auxílio de um paquímetro, efectuaram-se três leituras da profundidade de carbonatação
a partir da face de enchimento de cada pedaço de provete e o valor final da profundidade de
carbonatação foi o valor médio destas três leituras (Figura 4.43).
Para o caso da argamassa CM-2, uma vez que foi fabricada numa data posterior ao fabrico das
restantes, apenas se efectuaram as leituras da profundidade de carbonatação ao dia zero e ao
dia 44, no qual se atingira o valor pretendido, pelo que o ensaio terminou.
Figura 4.40 – Provetes não armados selados com resina epoxídica, excepto face de
enchimento
Figura 4.41 – Rotura do provete não armado
Figura 4.42 – Pulverização com fenolfetaleína do pedaço para determinação da profundidade
Figura 4.43 – Leitura da profundidade de carbonatação com o auxílio de um paquímetro
Ao longo do ensaio, denotou-se que a progressão da profundidade de carbonatação da CM-1
era inferior à das PCMs, permanecendo praticamente estacionária e perto do valor do
recobrimento, de 8 mm, a partir dos 119 dias na câmara. Uma vez que se pretendia atingir um
valor de profundidade de carbonatação que envolvesse a totalidade do varão (8mm + 8 mm),
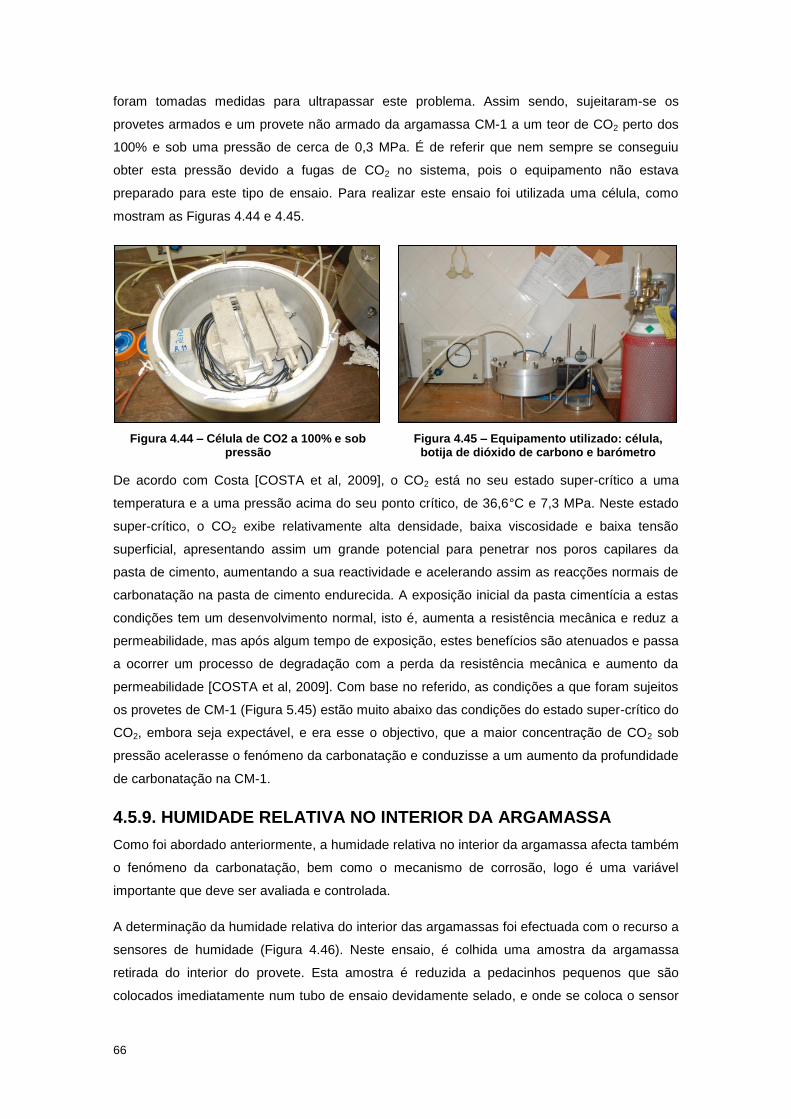
66
foram tomadas medidas para ultrapassar este problema. Assim sendo, sujeitaram-se os
provetes armados e um provete não armado da argamassa CM-1 a um teor de CO2 perto dos
100% e sob uma pressão de cerca de 0,3 MPa. É de referir que nem sempre se conseguiu
obter esta pressão devido a fugas de CO2 no sistema, pois o equipamento não estava
preparado para este tipo de ensaio. Para realizar este ensaio foi utilizada uma célula, como
mostram as Figuras 4.44 e 4.45.
Figura 4.44 – Célula de CO2 a 100% e sob pressão
Figura 4.45 – Equipamento utilizado: célula, botija de dióxido de carbono e barómetro
De acordo com Costa [COSTA et al, 2009], o CO2 está no seu estado super-crítico a uma
temperatura e a uma pressão acima do seu ponto crítico, de 36,6°C e 7,3 MPa. Neste estado
super-crítico, o CO2 exibe relativamente alta densidade, baixa viscosidade e baixa tensão
superficial, apresentando assim um grande potencial para penetrar nos poros capilares da
pasta de cimento, aumentando a sua reactividade e acelerando assim as reacções normais de
carbonatação na pasta de cimento endurecida. A exposição inicial da pasta cimentícia a estas
condições tem um desenvolvimento normal, isto é, aumenta a resistência mecânica e reduz a
permeabilidade, mas após algum tempo de exposição, estes benefícios são atenuados e passa
a ocorrer um processo de degradação com a perda da resistência mecânica e aumento da
permeabilidade [COSTA et al, 2009]. Com base no referido, as condições a que foram sujeitos
os provetes de CM-1 (Figura 5.45) estão muito abaixo das condições do estado super-crítico do
CO2, embora seja expectável, e era esse o objectivo, que a maior concentração de CO2 sob
pressão acelerasse o fenómeno da carbonatação e conduzisse a um aumento da profundidade
de carbonatação na CM-1.
4.5.9. HUMIDADE RELATIVA NO INTERIOR DA ARGAMASSA
Como foi abordado anteriormente, a humidade relativa no interior da argamassa afecta também
o fenómeno da carbonatação, bem como o mecanismo de corrosão, logo é uma variável
importante que deve ser avaliada e controlada.
A determinação da humidade relativa do interior das argamassas foi efectuada com o recurso a
sensores de humidade (Figura 4.46). Neste ensaio, é colhida uma amostra da argamassa
retirada do interior do provete. Esta amostra é reduzida a pedacinhos pequenos que são
colocados imediatamente num tubo de ensaio devidamente selado, e onde se coloca o sensor
67
de humidade. Passadas pelo menos 24 horas e quando a HR do ambiente no interior do tubo
estabilizou efectua-se a leitura da humidade relativa da amostra da argamassa do interior do
provete (Figura 4.47). Estas leituras foram sendo efectuadas sobre as amostras usadas para a
determinação da progressão da profundidade de carbonatação.
No Anexo A.6, são apresentados os valores obtidos.
Figura 4.46 – Sensores de humidade e tubos de ensaio contendo as amostras dos provetes
Figura 4.47 – Redução da amostra em pequenos pedaços
4.5.10. CORRENTE GALVÂNICA EM MACROCÉLULAS
A influência dos polímeros na corrosão foi estudada através de ensaios especialmente desenhados
para o efeito. Utilizou-se um método semi-quantitativo baseado na medição da corrente galvânica
em macrocélulas [RAUPACH, 1997].
Quando dois metais de potenciais electroquímicos diferentes se encontram imersos num mesmo
electrólito e têm contacto galvânico entre si gera-se uma corrente galvânica que pode ser medida
externamente. A intensidade de corrente gerada é directamente proporcional à velocidade de
corrosão do metal menos nobre (anôdo).
Quando o betão não está carbonatado e não existem cloretos no interior do betão, ambos os
eléctrodos estão protegidos contra a corrosão devido à alcalinidade da solução presente nos poros
do betão (estado passivo). Nestas condições, a corrente entre ambos os eléctrodos é insignificativa,
quase que não existe corrente. Se, contudo, o teor de cloretos alcança teores críticos, ou se o valor
do pH do betão baixa devido à carbonatação, a superfície do aço do ânodo já não está protegida
contra a corrosão. O material seleccionado para o cátodo tem que ser resistente à contaminação
por cloretos e à acção da carbonatação. Se o ânodo deixa de estar protegido, a zona de separação
entre o cátodo e o ânodo (electrólito) passa a ser uma zona de fluxo de electrões. É este fluxo de
electrões que é medido e que é proporcional à velocidade de corrosão do ânodo [RAUPACH, 1997].
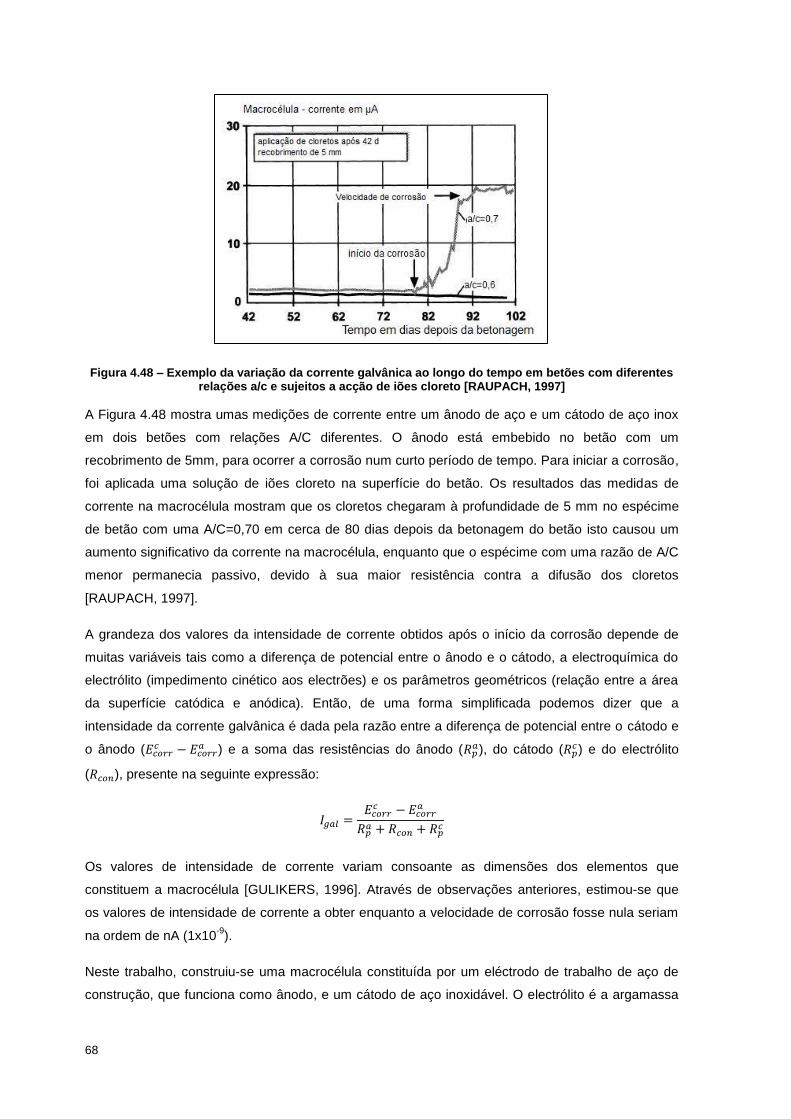
68
Figura 4.48 – Exemplo da variação da corrente galvânica ao longo do tempo em betões com diferentes relações a/c e sujeitos a acção de iões cloreto [RAUPACH, 1997]
A Figura 4.48 mostra umas medições de corrente entre um ânodo de aço e um cátodo de aço inox
em dois betões com relações A/C diferentes. O ânodo está embebido no betão com um
recobrimento de 5mm, para ocorrer a corrosão num curto período de tempo. Para iniciar a corrosão,
foi aplicada uma solução de iões cloreto na superfície do betão. Os resultados das medidas de
corrente na macrocélula mostram que os cloretos chegaram à profundidade de 5 mm no espécime
de betão com uma A/C=0,70 em cerca de 80 dias depois da betonagem do betão isto causou um
aumento significativo da corrente na macrocélula, enquanto que o espécime com uma razão de A/C
menor permanecia passivo, devido à sua maior resistência contra a difusão dos cloretos
[RAUPACH, 1997].
A grandeza dos valores da intensidade de corrente obtidos após o início da corrosão depende de
muitas variáveis tais como a diferença de potencial entre o ânodo e o cátodo, a electroquímica do
electrólito (impedimento cinético aos electrões) e os parâmetros geométricos (relação entre a área
da superfície catódica e anódica). Então, de uma forma simplificada podemos dizer que a
intensidade da corrente galvânica é dada pela razão entre a diferença de potencial entre o cátodo e
o ânodo (
) e a soma das resistências do ânodo ( ), do cátodo (
) e do electrólito
( ), presente na seguinte expressão:
Os valores de intensidade de corrente variam consoante as dimensões dos elementos que
constituem a macrocélula [GULIKERS, 1996]. Através de observações anteriores, estimou-se que
os valores de intensidade de corrente a obter enquanto a velocidade de corrosão fosse nula seriam
na ordem de nA (1x10-9
).
Neste trabalho, construiu-se uma macrocélula constituída por um eléctrodo de trabalho de aço de
construção, que funciona como ânodo, e um cátodo de aço inoxidável. O electrólito é a argamassa
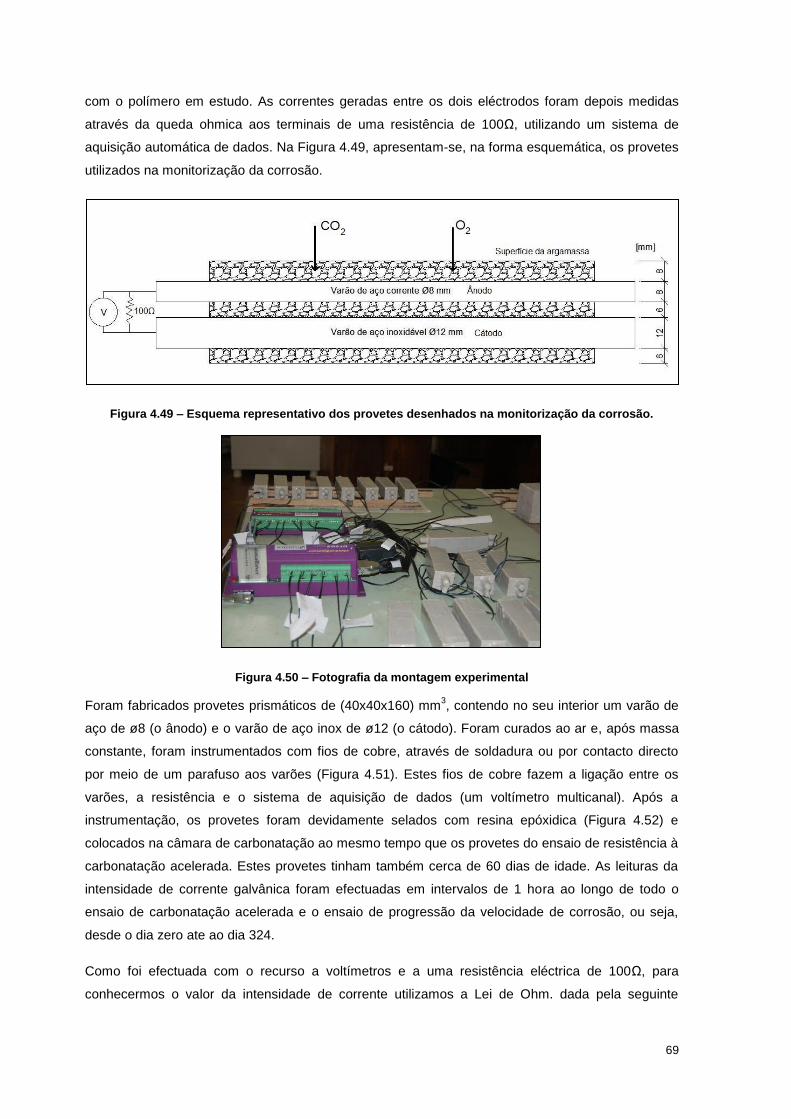
69
com o polímero em estudo. As correntes geradas entre os dois eléctrodos foram depois medidas
através da queda ohmica aos terminais de uma resistência de 100Ω, utilizando um sistema de
aquisição automática de dados. Na Figura 4.49, apresentam-se, na forma esquemática, os provetes
utilizados na monitorização da corrosão.
Figura 4.49 – Esquema representativo dos provetes desenhados na monitorização da corrosão.
Figura 4.50 – Fotografia da montagem experimental
Foram fabricados provetes prismáticos de (40x40x160) mm3, contendo no seu interior um varão de
aço de ø8 (o ânodo) e o varão de aço inox de ø12 (o cátodo). Foram curados ao ar e, após massa
constante, foram instrumentados com fios de cobre, através de soldadura ou por contacto directo
por meio de um parafuso aos varões (Figura 4.51). Estes fios de cobre fazem a ligação entre os
varões, a resistência e o sistema de aquisição de dados (um voltímetro multicanal). Após a
instrumentação, os provetes foram devidamente selados com resina epóxidica (Figura 4.52) e
colocados na câmara de carbonatação ao mesmo tempo que os provetes do ensaio de resistência à
carbonatação acelerada. Estes provetes tinham também cerca de 60 dias de idade. As leituras da
intensidade de corrente galvânica foram efectuadas em intervalos de 1 hora ao longo de todo o
ensaio de carbonatação acelerada e o ensaio de progressão da velocidade de corrosão, ou seja,
desde o dia zero ate ao dia 324.
Como foi efectuada com o recurso a voltímetros e a uma resistência eléctrica de 100Ω, para
conhecermos o valor da intensidade de corrente utilizamos a Lei de Ohm. dada pela seguinte
70
expressão,
, onde: I – Intensidade de corrente (A); R – Resistência eléctrica (Ω); V – Diferença
de potencial eléctrico (V).
Figura 4.51 – Ligação dos varões de aço (por soldadura), e de aço inoxidável (por contacto
directo) aos fios de cobre
Figura 4.52 – Pormenor do isolamento com resina epoxídica da zona dos varões
4.5.11. PRODUTOS DE CORROSÃO
Para conhecer o tipo, a microestrutura e a morfologia dos produtos de corrosão que se
formaram durante a corrosão do aço no interior das PCMs e das CMs, e de modo a avaliar
eventuais diferenças devidas à acção e à presença dos polímeros no mecanismo da corrosão
do aço no interior da argamassa cimentícia, efectuou-se a análise por observação ao
microscópio electrónico de varrimento (MEV), associada à microanálise de raios X por
dispersão em energias (EDS), da microestrutura dos produtos depositados na argamassa na
zona do varão, como se ilustra nas Figuras 4.54 e 4.55.
Em primeiro lugar, efectuou-se uma inspecção visual dos varões e da argamassa em redor dos
varões. Para isso, os provetes prismáticos armados foram levados à rotura ao longo do eixo
longitudinal, como se ilustra na Figura 4.54. De seguida, efectuou-se a selecção das zonas de
colheita de argamassa com os produtos de corrosão depositados, com uma área de mais ou
menos 20 mm de diâmetro (círculos a azul - Figura 4.55).
Com o recurso ao MEV (Figura 4.56), foi possível obter uma visualização da microestrutura dos
produtos de corrosão e da sua morfologia e efectuar em simultâneo os espectros EDS.
Os espécimes a analisar no MEV precisaram de preparação prévia. Seguidamente, são
enumerados os passos realizados para essa preparação:
redução do espécime a amostras de pequena dimensão (num máximo de 2 cm de
diâmetro) (Figura 4.57);
colocação das amostras em cápsulas apropriadas na posição mais adequada para a
observação dos produtos da corrosão (Figura 4.58);
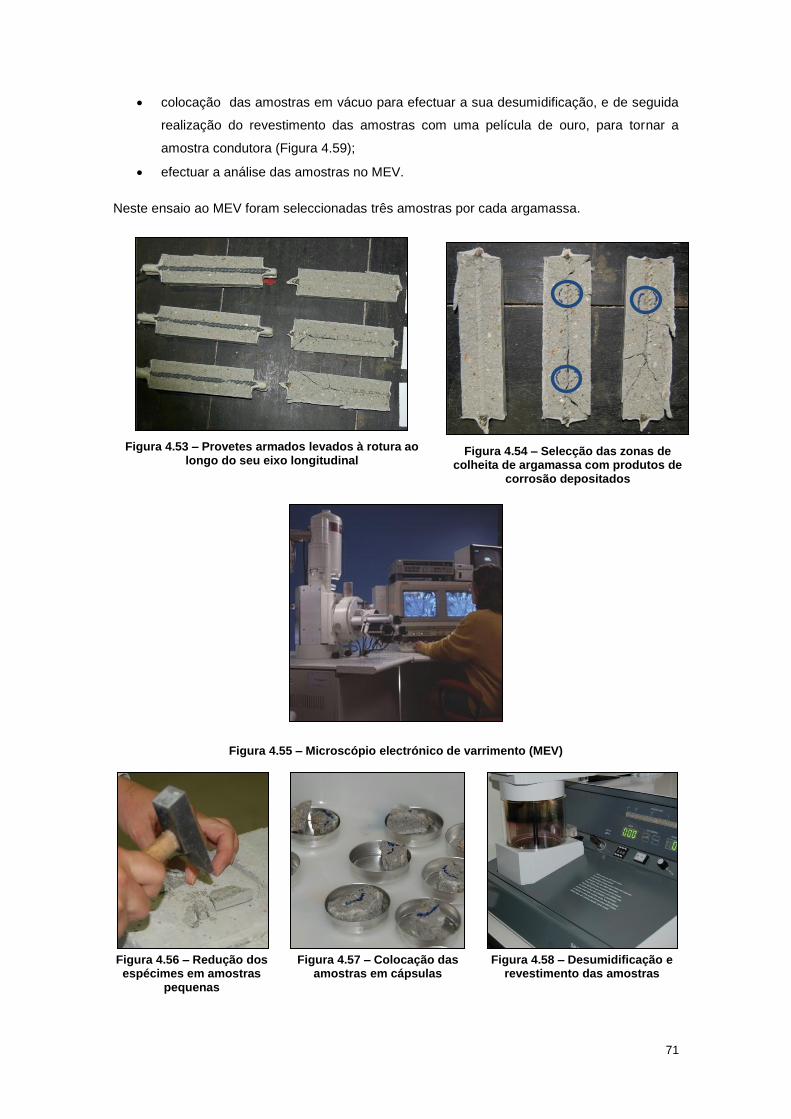
71
colocação das amostras em vácuo para efectuar a sua desumidificação, e de seguida
realização do revestimento das amostras com uma película de ouro, para tornar a
amostra condutora (Figura 4.59);
efectuar a análise das amostras no MEV.
Neste ensaio ao MEV foram seleccionadas três amostras por cada argamassa.
Figura 4.53 – Provetes armados levados à rotura ao longo do seu eixo longitudinal
Figura 4.54 – Selecção das zonas de colheita de argamassa com produtos de
corrosão depositados
Figura 4.55 – Microscópio electrónico de varrimento (MEV)
Figura 4.56 – Redução dos espécimes em amostras
pequenas
Figura 4.57 – Colocação das
amostras em cápsulas
Figura 4.58 – Desumidificação e
revestimento das amostras

72
73
5. RESULTADOS DA CAMPANHA EXPERIMENTAL
5.1. INTRODUÇÃO Neste capítulo, apresentam-se os resultados obtidos nos ensaios efectuados durante a
campanha experimental e faz-se uma comparação com os resultados obtidos por Ribeiro
[RIBEIRO, 2004] e Pina [PINA, 2009], de modo a complementar a análise dos resultados e a
permitir contribuir para uma melhor compreensão dos fenómenos ocorridos.
Sobre cada propriedade, faz-se uma pequena introdução ao tema e apresenta-se, no fim, uma
síntese das principais conclusões a extrair com base na análise dos resultados.
Como referido no subcapítulo 4.3, as argamassas desenvolvidas neste trabalho são indicadas
sucintamente no Quadro 5.1, bem como as estudadas por Ribeiro [RIBEIRO, 2004] e Pina
[PINA, 2009].
Quadro 5.1 – Caracterização sucinta das argamassas desenvolvidas neste trabalho bem como as
estudadas por Ribeiro [RIBEIRO, 2004] e por Pina [PINA, 2009]
CM
CM-1 – Argamassa cimentícia com adição de um super-plastificante (2%1)
CM-2 – Argamassa cimentícia com adição de um introdutor de ar/plastificante (0,35%1)
Arg. PA [RIBEIRO, 2004] – Argamassa cimentícia sem adição de adjuvantes
A0 [PINA, 2009] – Argamassa cimentícia com adição de um introdutor de ar (0,009%1)
PCM- SB
PCM – SB – Argamassa modificada com polímero estireno-butadieno (15%2)
SB-3 [RIBEIRO, 2004] – Argamassa modificada com polímero estireno-butadieno (15%2)
PCM- As
PCM-As – Argamassa modificada com polímero acrílico (15%2)
A2 [PINA, 2009] – Argamassa modificada com polímero acrílico (15%2)
1 - % em relação à massa do cimento
2 - % do teor de sólido de polímero em relação à massa do cimento
Denote-se que, de acordo com os parâmetros adoptados para a composição das argamassas
(secção 4.3.1.), as argamassas estudadas têm um traço ponderal de 1:3 e uma relação A/C de
0,40 e as argamassas cimentícias modificadas com polímeros (PCMs) têm o mesmo teor de
polímero, de P/C=15%. No Anexo B.1, poderão ser observados alguns dos resultados obtidos
das argamassas estudadas pelos autores Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2009].
5.2. TEOR DE AR Os vazios contidos nos materiais cimentícios durante a mistura resultam do facto de não ter
sido possível expeli-los do seu interior no estado fresco durante a vibração ou compactação ou,
ainda podem resultar da evaporação de parte da água de amassadura. Enquanto o volume de
vazios nas argamassas cimentícias varia, normalmente, entre 3% a 6%, com a adição de
polímeros este valor aumenta para o dobro ou mais. Este aumento vai depender de alguns
factores, nomeadamente: velocidade e tempo de mistura, quantidade de agente anti-introdutor
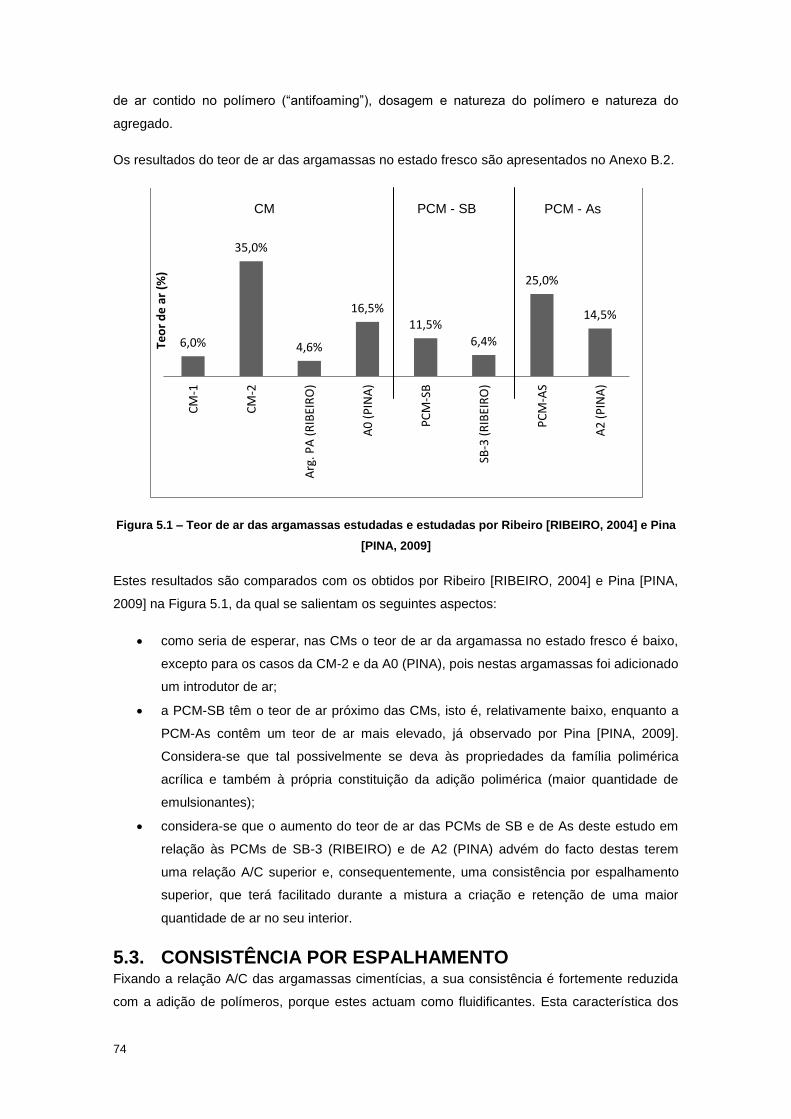
74
de ar contido no polímero (“antifoaming”), dosagem e natureza do polímero e natureza do
agregado.
Os resultados do teor de ar das argamassas no estado fresco são apresentados no Anexo B.2.
Figura 5.1 – Teor de ar das argamassas estudadas e estudadas por Ribeiro [RIBEIRO, 2004] e Pina
[PINA, 2009]
Estes resultados são comparados com os obtidos por Ribeiro [RIBEIRO, 2004] e Pina [PINA,
2009] na Figura 5.1, da qual se salientam os seguintes aspectos:
como seria de esperar, nas CMs o teor de ar da argamassa no estado fresco é baixo,
excepto para os casos da CM-2 e da A0 (PINA), pois nestas argamassas foi adicionado
um introdutor de ar;
a PCM-SB têm o teor de ar próximo das CMs, isto é, relativamente baixo, enquanto a
PCM-As contêm um teor de ar mais elevado, já observado por Pina [PINA, 2009].
Considera-se que tal possivelmente se deva às propriedades da família polimérica
acrílica e também à própria constituição da adição polimérica (maior quantidade de
emulsionantes);
considera-se que o aumento do teor de ar das PCMs de SB e de As deste estudo em
relação às PCMs de SB-3 (RIBEIRO) e de A2 (PINA) advém do facto destas terem
uma relação A/C superior e, consequentemente, uma consistência por espalhamento
superior, que terá facilitado durante a mistura a criação e retenção de uma maior
quantidade de ar no seu interior.
5.3. CONSISTÊNCIA POR ESPALHAMENTO Fixando a relação A/C das argamassas cimentícias, a sua consistência é fortemente reduzida
com a adição de polímeros, porque estes actuam como fluidificantes. Esta característica dos
6,0%
35,0%
4,6%
16,5% 11,5%
6,4%
25,0%
14,5%
CM
-1
CM
-2
Arg
. PA
(R
IBEI
RO
)
A0
(P
INA
)
PC
M-S
B
SB-3
(R
IBEI
RO
)
PC
M-A
S
A2
(P
INA
)
Teo
r d
e a
r (%
)
PCM - As PCM - SB CM
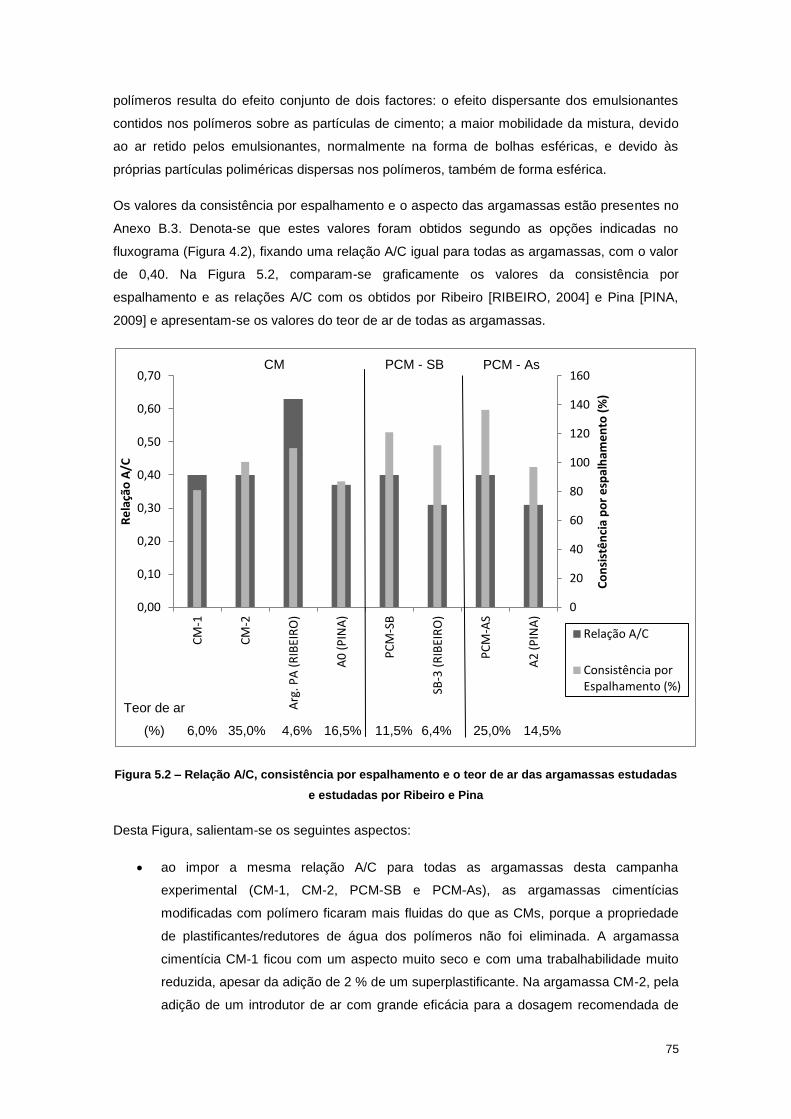
75
polímeros resulta do efeito conjunto de dois factores: o efeito dispersante dos emulsionantes
contidos nos polímeros sobre as partículas de cimento; a maior mobilidade da mistura, devido
ao ar retido pelos emulsionantes, normalmente na forma de bolhas esféricas, e devido às
próprias partículas poliméricas dispersas nos polímeros, também de forma esférica.
Os valores da consistência por espalhamento e o aspecto das argamassas estão presentes no
Anexo B.3. Denota-se que estes valores foram obtidos segundo as opções indicadas no
fluxograma (Figura 4.2), fixando uma relação A/C igual para todas as argamassas, com o valor
de 0,40. Na Figura 5.2, comparam-se graficamente os valores da consistência por
espalhamento e as relações A/C com os obtidos por Ribeiro [RIBEIRO, 2004] e Pina [PINA,
2009] e apresentam-se os valores do teor de ar de todas as argamassas.
Figura 5.2 – Relação A/C, consistência por espalhamento e o teor de ar das argamassas estudadas
e estudadas por Ribeiro e Pina
Desta Figura, salientam-se os seguintes aspectos:
ao impor a mesma relação A/C para todas as argamassas desta campanha
experimental (CM-1, CM-2, PCM-SB e PCM-As), as argamassas cimentícias
modificadas com polímero ficaram mais fluidas do que as CMs, porque a propriedade
de plastificantes/redutores de água dos polímeros não foi eliminada. A argamassa
cimentícia CM-1 ficou com um aspecto muito seco e com uma trabalhabilidade muito
reduzida, apesar da adição de 2 % de um superplastificante. Na argamassa CM-2, pela
adição de um introdutor de ar com grande eficácia para a dosagem recomendada de
0
20
40
60
80
100
120
140
160
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
CM
-1
CM
-2
Arg
. PA
(R
IBEI
RO
)
A0
(P
INA
)
PC
M-S
B
SB-3
(R
IBEI
RO
)
PC
M-A
S
A2
(P
INA
)
Co
nsi
stê
nci
a p
or
esp
alh
ame
nto
(%
)
Re
laçã
o A
/C
Relação A/C
Consistência por Espalhamento (%)
CM PCM - SB PCM - As
6,0% 35,0% 4,6%
Teor de ar
(%) 16,5% 11,5% 6,4% 25,0% 14,5%
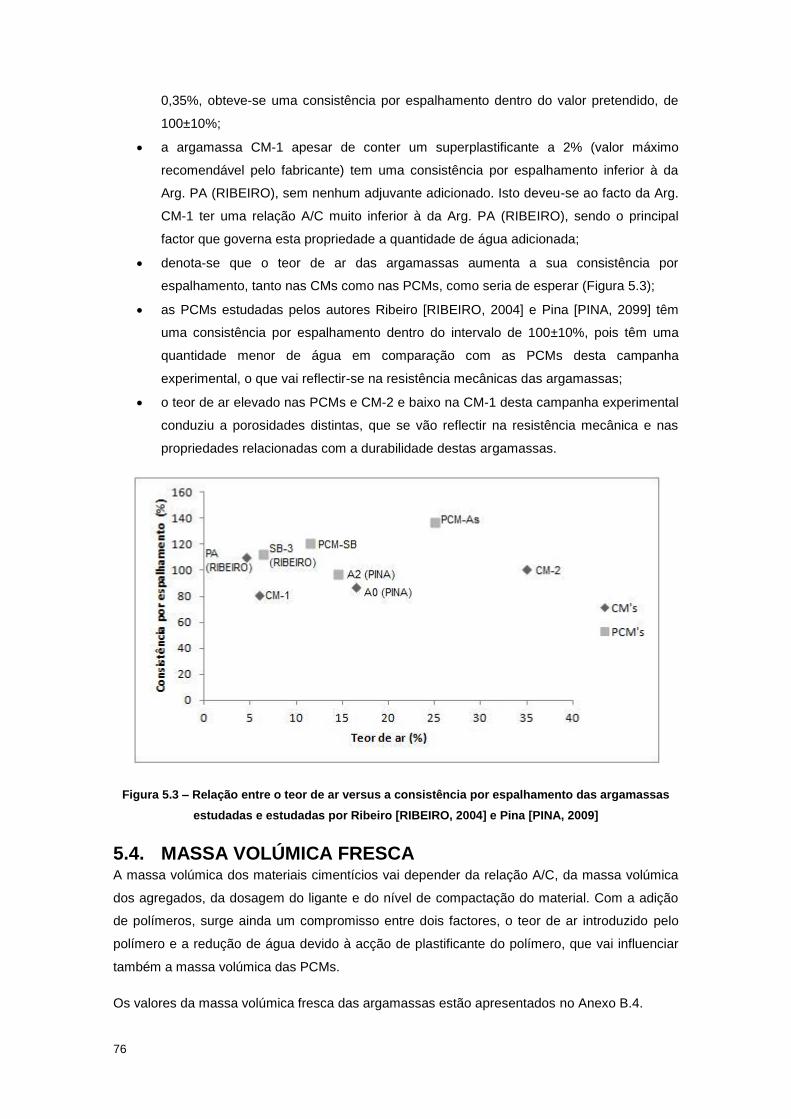
76
0,35%, obteve-se uma consistência por espalhamento dentro do valor pretendido, de
100±10%;
a argamassa CM-1 apesar de conter um superplastificante a 2% (valor máximo
recomendável pelo fabricante) tem uma consistência por espalhamento inferior à da
Arg. PA (RIBEIRO), sem nenhum adjuvante adicionado. Isto deveu-se ao facto da Arg.
CM-1 ter uma relação A/C muito inferior à da Arg. PA (RIBEIRO), sendo o principal
factor que governa esta propriedade a quantidade de água adicionada;
denota-se que o teor de ar das argamassas aumenta a sua consistência por
espalhamento, tanto nas CMs como nas PCMs, como seria de esperar (Figura 5.3);
as PCMs estudadas pelos autores Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2099] têm
uma consistência por espalhamento dentro do intervalo de 100±10%, pois têm uma
quantidade menor de água em comparação com as PCMs desta campanha
experimental, o que vai reflectir-se na resistência mecânicas das argamassas;
o teor de ar elevado nas PCMs e CM-2 e baixo na CM-1 desta campanha experimental
conduziu a porosidades distintas, que se vão reflectir na resistência mecânica e nas
propriedades relacionadas com a durabilidade destas argamassas.
Figura 5.3 – Relação entre o teor de ar versus a consistência por espalhamento das argamassas
estudadas e estudadas por Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2009]
5.4. MASSA VOLÚMICA FRESCA A massa volúmica dos materiais cimentícios vai depender da relação A/C, da massa volúmica
dos agregados, da dosagem do ligante e do nível de compactação do material. Com a adição
de polímeros, surge ainda um compromisso entre dois factores, o teor de ar introduzido pelo
polímero e a redução de água devido à acção de plastificante do polímero, que vai influenciar
também a massa volúmica das PCMs.
Os valores da massa volúmica fresca das argamassas estão apresentados no Anexo B.4.
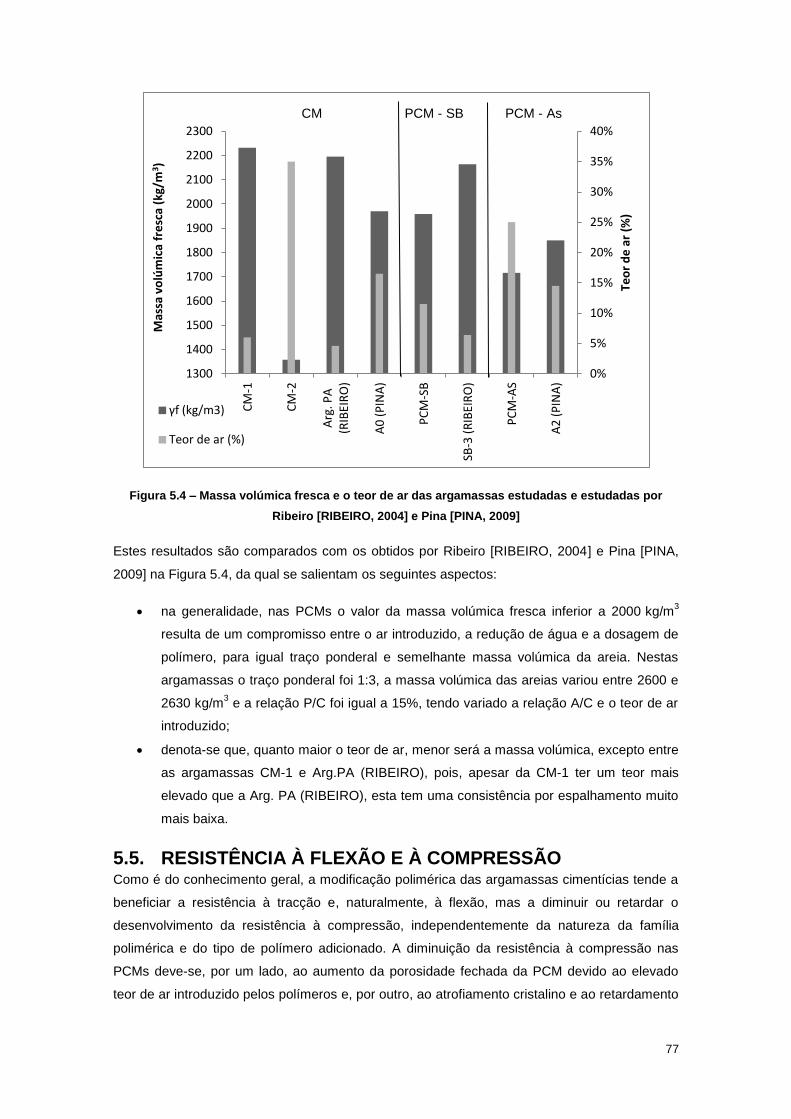
77
Figura 5.4 – Massa volúmica fresca e o teor de ar das argamassas estudadas e estudadas por
Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2009]
Estes resultados são comparados com os obtidos por Ribeiro [RIBEIRO, 2004] e Pina [PINA,
2009] na Figura 5.4, da qual se salientam os seguintes aspectos:
na generalidade, nas PCMs o valor da massa volúmica fresca inferior a 2000 kg/m3
resulta de um compromisso entre o ar introduzido, a redução de água e a dosagem de
polímero, para igual traço ponderal e semelhante massa volúmica da areia. Nestas
argamassas o traço ponderal foi 1:3, a massa volúmica das areias variou entre 2600 e
2630 kg/m3 e a relação P/C foi igual a 15%, tendo variado a relação A/C e o teor de ar
introduzido;
denota-se que, quanto maior o teor de ar, menor será a massa volúmica, excepto entre
as argamassas CM-1 e Arg.PA (RIBEIRO), pois, apesar da CM-1 ter um teor mais
elevado que a Arg. PA (RIBEIRO), esta tem uma consistência por espalhamento muito
mais baixa.
5.5. RESISTÊNCIA À FLEXÃO E À COMPRESSÃO Como é do conhecimento geral, a modificação polimérica das argamassas cimentícias tende a
beneficiar a resistência à tracção e, naturalmente, à flexão, mas a diminuir ou retardar o
desenvolvimento da resistência à compressão, independentemente da natureza da família
polimérica e do tipo de polímero adicionado. A diminuição da resistência à compressão nas
PCMs deve-se, por um lado, ao aumento da porosidade fechada da PCM devido ao elevado
teor de ar introduzido pelos polímeros e, por outro, ao atrofiamento cristalino e ao retardamento
0%
5%
10%
15%
20%
25%
30%
35%
40%
1300
1400
1500
1600
1700
1800
1900
2000
2100
2200
2300
CM
-1
CM
-2
Arg
. PA
(R
IBEI
RO
)
A0
(P
INA
)
PC
M-S
B
SB-3
(R
IBEI
RO
)
PC
M-A
S
A2
(P
INA
)
Teo
r d
e a
r (%
)
Mas
sa v
olú
mic
a fr
esc
a (k
g/m
3 )
γf (kg/m3)
Teor de ar (%)
CM PCM - SB PCM - As
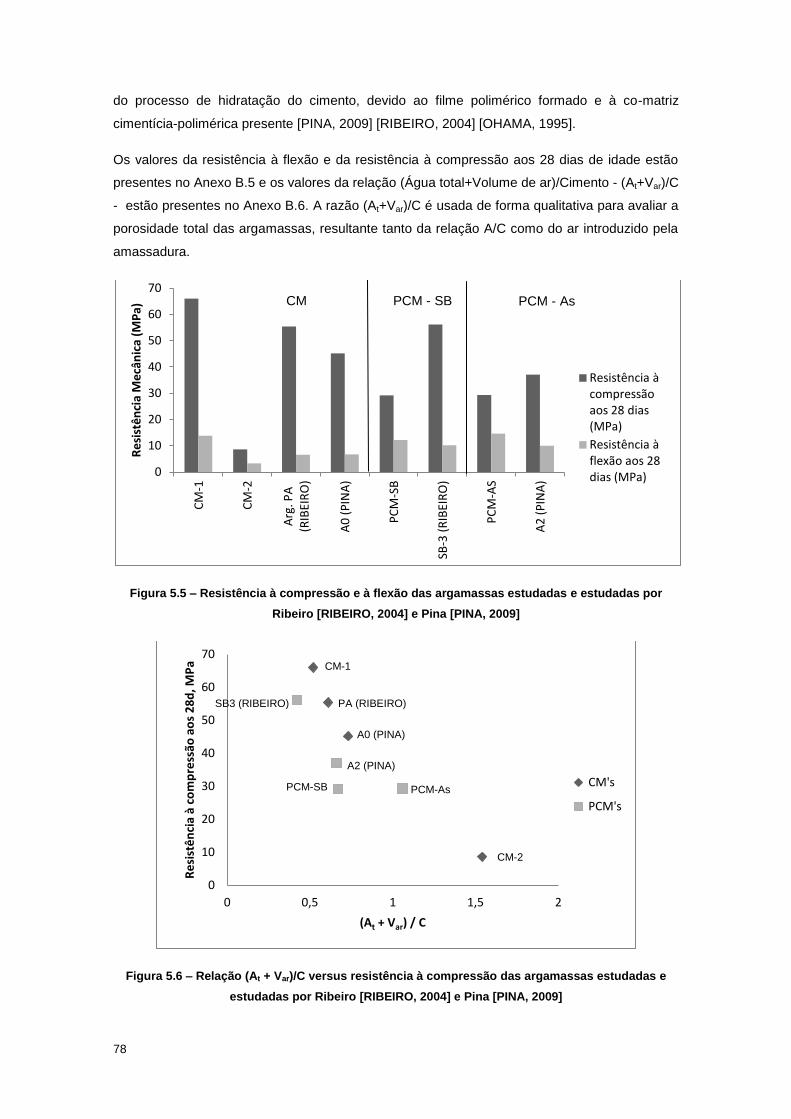
78
do processo de hidratação do cimento, devido ao filme polimérico formado e à co-matriz
cimentícia-polimérica presente [PINA, 2009] [RIBEIRO, 2004] [OHAMA, 1995].
Os valores da resistência à flexão e da resistência à compressão aos 28 dias de idade estão
presentes no Anexo B.5 e os valores da relação (Água total+Volume de ar)/Cimento - (At+Var)/C
- estão presentes no Anexo B.6. A razão (At+Var)/C é usada de forma qualitativa para avaliar a
porosidade total das argamassas, resultante tanto da relação A/C como do ar introduzido pela
amassadura.
Figura 5.5 – Resistência à compressão e à flexão das argamassas estudadas e estudadas por
Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2009]
Figura 5.6 – Relação (At + Var)/C versus resistência à compressão das argamassas estudadas e
estudadas por Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2009]
0
10
20
30
40
50
60
70
CM
-1
CM
-2
Arg
. PA
(R
IBEI
RO
)
A0
(P
INA
)
PC
M-S
B
SB-3
(R
IBEI
RO
)
PC
M-A
S
A2
(P
INA
)
Re
sist
ên
cia
Me
cân
ica
(MP
a)
Resistência à compressão aos 28 dias (MPa)
Resistência à flexão aos 28 dias (MPa)
0
10
20
30
40
50
60
70
0 0,5 1 1,5 2
Re
sist
ên
cia
à co
mp
ress
ão a
os
28
d, M
Pa
(At + Var) / C
CM's
PCM's
CM PCM - As PCM - SB
PCM-As
PA (RIBEIRO)
CM-1
SB3 (RIBEIRO)
CM-2
PCM-SB
A2 (PINA)
A0 (PINA)
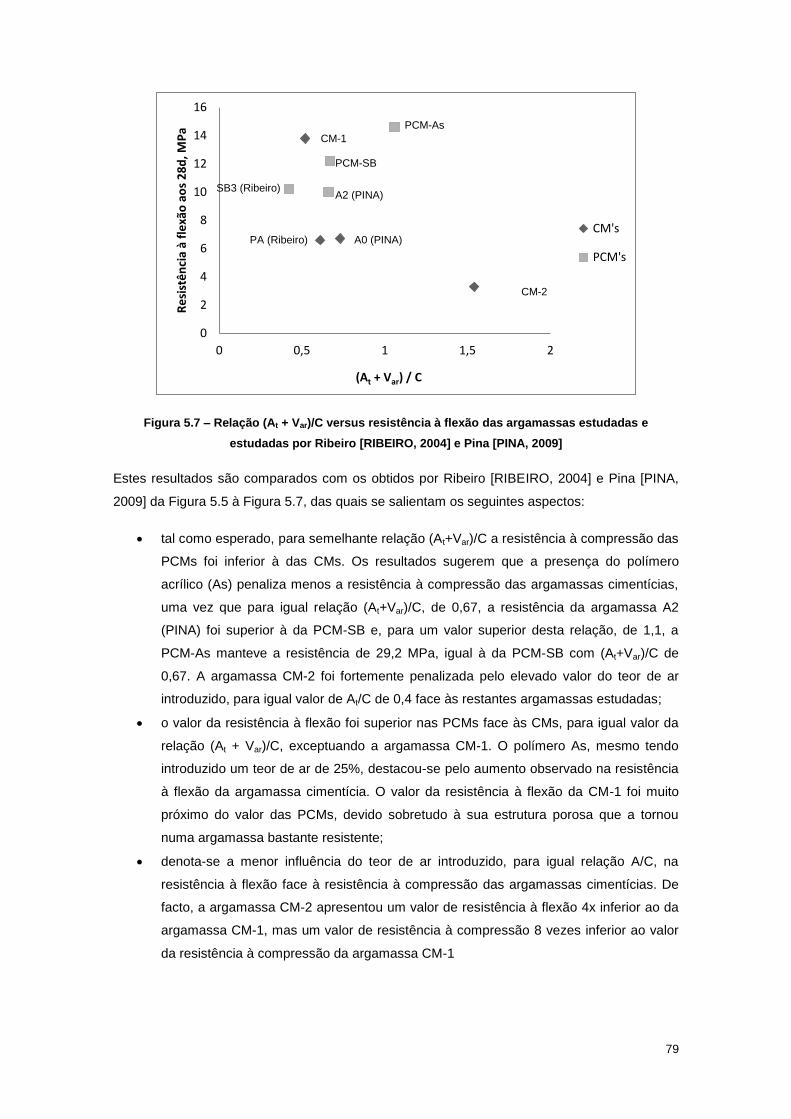
79
Figura 5.7 – Relação (At + Var)/C versus resistência à flexão das argamassas estudadas e
estudadas por Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2009]
Estes resultados são comparados com os obtidos por Ribeiro [RIBEIRO, 2004] e Pina [PINA,
2009] da Figura 5.5 à Figura 5.7, das quais se salientam os seguintes aspectos:
tal como esperado, para semelhante relação (At+Var)/C a resistência à compressão das
PCMs foi inferior à das CMs. Os resultados sugerem que a presença do polímero
acrílico (As) penaliza menos a resistência à compressão das argamassas cimentícias,
uma vez que para igual relação (At+Var)/C, de 0,67, a resistência da argamassa A2
(PINA) foi superior à da PCM-SB e, para um valor superior desta relação, de 1,1, a
PCM-As manteve a resistência de 29,2 MPa, igual à da PCM-SB com (At+Var)/C de
0,67. A argamassa CM-2 foi fortemente penalizada pelo elevado valor do teor de ar
introduzido, para igual valor de At/C de 0,4 face às restantes argamassas estudadas;
o valor da resistência à flexão foi superior nas PCMs face às CMs, para igual valor da
relação (At + Var)/C, exceptuando a argamassa CM-1. O polímero As, mesmo tendo
introduzido um teor de ar de 25%, destacou-se pelo aumento observado na resistência
à flexão da argamassa cimentícia. O valor da resistência à flexão da CM-1 foi muito
próximo do valor das PCMs, devido sobretudo à sua estrutura porosa que a tornou
numa argamassa bastante resistente;
denota-se a menor influência do teor de ar introduzido, para igual relação A/C, na
resistência à flexão face à resistência à compressão das argamassas cimentícias. De
facto, a argamassa CM-2 apresentou um valor de resistência à flexão 4x inferior ao da
argamassa CM-1, mas um valor de resistência à compressão 8 vezes inferior ao valor
da resistência à compressão da argamassa CM-1
0
2
4
6
8
10
12
14
16
0 0,5 1 1,5 2
Re
sist
ên
cia
à fl
exã
o a
os
28
d, M
Pa
(At + Var) / C
CM's
PCM's
PA (Ribeiro)
CM-1
SB3 (Ribeiro)
CM-2
PCM-SB
A2 (PINA)
A0 (PINA)
PCM-As
80
5.6. RESISTIVIDADE A resistividade do material cimentício é um parâmetro frequentemente utilizado na
monitorização da corrosão das armaduras, em estruturas de betão armado. A resistividade é
uma propriedade intrínseca de um material e depende da sua capacidade para transportar
carga eléctrica, ou seja, traduz a mobilidade dos iões na solução intersticial da sua estrutura
porosa, entre o cátodo e o ânodo. A mobilidade iónica depende, por um lado, da porometria do
material e da distribuição de água nos poros e, por outro, da concentração iónica da solução
dos poros e da temperatura. Quando o teor de água nos poros e a temperatura aumentam ou a
concentração de iões aumenta, a resistividade diminui.
Embora informativa, uma vez que pode fornecer informações acerca da contaminação do
material cimentício com cloretos, da sua eventual carbonatação e da velocidade de corrosão
das armaduras, a resistividade não pode ser vista como o único parâmetro a controlar na
monitorização da corrosão das armaduras. Existem outros parâmetros igualmente importantes,
tais como a velocidade de corrosão, o teor de cloretos, o potencial de corrosão e os parâmetros
ambientais (precipitação, temperatura).
É importante salientar que embora a resistividade eléctrica do material cimentício possa
correlacionar-se com a velocidade de corrosão das armaduras nele incorporadas, não permite
informar sobre o estado de corrosão das mesmas, ou seja, se estas se encontram corroídas ou
passivadas. No Quadro (5.2) apresentam-se, de acordo com o Comité Euro-international Du
Beton, as gamas de valores de resistividade do betão que são normalmente associados a
diferentes probabilidades de corrosão,, Estes valores têm grande aceitação no meio técnico-
científico [MEDEIROS, 2001 e RIBEIRO, 2004]. Para valores inferiores a 100 Ω.m considera-se
que a resistividade não é o parâmetro controlador da velocidade de corrosão.
Quadro 5.2 – Critérios de avaliação do betão armado no que respeita à resistividade com relação
ao risco de corrosão – CEB 192 [MEDEIROS, 2001]
Resistividade do Betão Indicação de probabilidade de corrosão
ρ > 200 Ω.m Desprezível
100 a 200 Ω.m Baixa
50 a 100 Ω.m Alta
ρ < 50 Ω.m Muito alta
Andrade [ANDRADE et al., 1998] propôs valores da resistividade eléctrica do betão saturado
aos 28 dias de idade para as classes de exposição ambiental relacionadas com a deterioração
do betão por corrosão das armaduras, como mostra o Quadro 5.3. A resistividade eléctrica dos
materiais cimentícios aumenta com o aumento do grau de carbonatação e diminui com a
penetração dos cloretos, devido, respectivamente, à diminuição e aumento da concentração
iónica na solução intersticial dos poros, pelo que tal contribui para se exigirem maiores valores
da resistividade eléctrica para a acção dos cloretos.
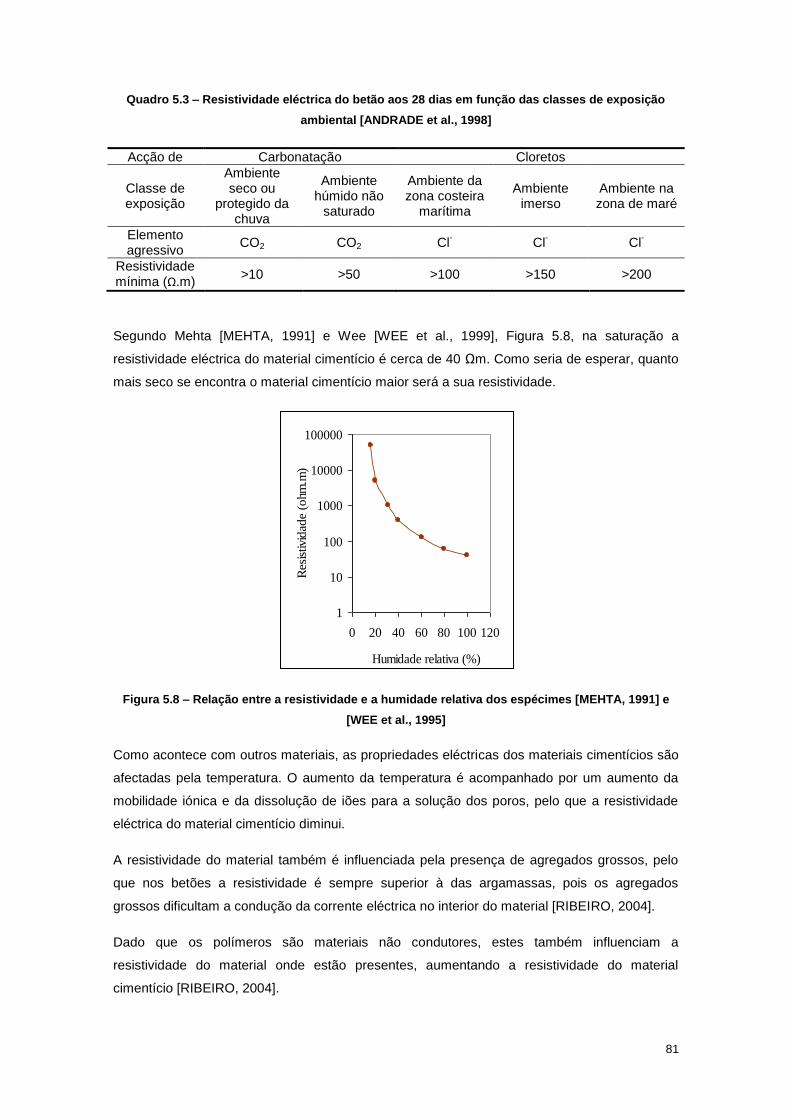
81
Quadro 5.3 – Resistividade eléctrica do betão aos 28 dias em função das classes de exposição
ambiental [ANDRADE et al., 1998]
Acção de Carbonatação Cloretos
Classe de exposição
Ambiente seco ou
protegido da chuva
Ambiente húmido não
saturado
Ambiente da zona costeira
marítima
Ambiente imerso
Ambiente na zona de maré
Elemento agressivo
CO2 CO2 Cl- Cl
- Cl
-
Resistividade mínima (Ω.m)
>10 >50 >100 >150 >200
Segundo Mehta [MEHTA, 1991] e Wee [WEE et al., 1999], Figura 5.8, na saturação a
resistividade eléctrica do material cimentício é cerca de 40 Ωm. Como seria de esperar, quanto
mais seco se encontra o material cimentício maior será a sua resistividade.
Figura 5.8 – Relação entre a resistividade e a humidade relativa dos espécimes [MEHTA, 1991] e
[WEE et al., 1995]
Como acontece com outros materiais, as propriedades eléctricas dos materiais cimentícios são
afectadas pela temperatura. O aumento da temperatura é acompanhado por um aumento da
mobilidade iónica e da dissolução de iões para a solução dos poros, pelo que a resistividade
eléctrica do material cimentício diminui.
A resistividade do material também é influenciada pela presença de agregados grossos, pelo
que nos betões a resistividade é sempre superior à das argamassas, pois os agregados
grossos dificultam a condução da corrente eléctrica no interior do material [RIBEIRO, 2004].
Dado que os polímeros são materiais não condutores, estes também influenciam a
resistividade do material onde estão presentes, aumentando a resistividade do material
cimentício [RIBEIRO, 2004].
cimentício maior será a sua resistividade.
1
10
100
1000
10000
100000
0 20 40 60 80 100 120
Humidade relativa (%)
Res
istiv
idad
e (o
hm.m
)
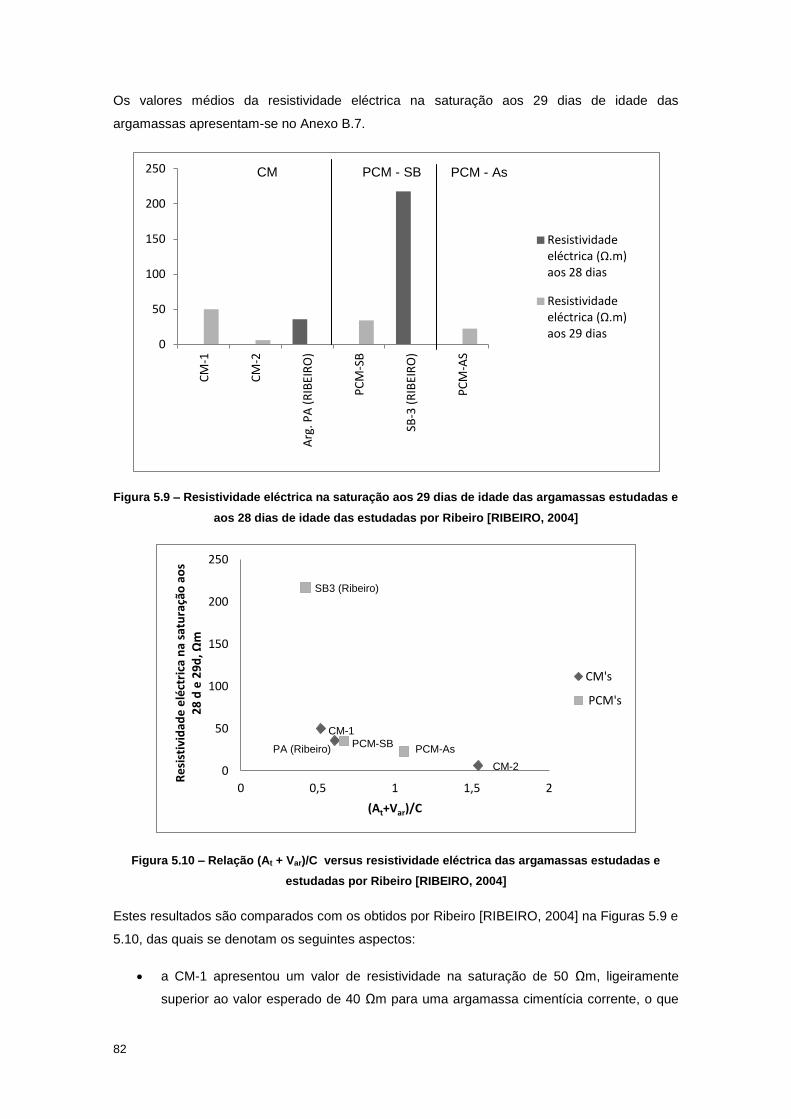
82
Os valores médios da resistividade eléctrica na saturação aos 29 dias de idade das
argamassas apresentam-se no Anexo B.7.
Figura 5.9 – Resistividade eléctrica na saturação aos 29 dias de idade das argamassas estudadas e
aos 28 dias de idade das estudadas por Ribeiro [RIBEIRO, 2004]
Figura 5.10 – Relação (At + Var)/C versus resistividade eléctrica das argamassas estudadas e
estudadas por Ribeiro [RIBEIRO, 2004]
Estes resultados são comparados com os obtidos por Ribeiro [RIBEIRO, 2004] na Figuras 5.9 e
5.10, das quais se denotam os seguintes aspectos:
a CM-1 apresentou um valor de resistividade na saturação de 50 Ωm, ligeiramente
superior ao valor esperado de 40 Ωm para uma argamassa cimentícia corrente, o que
0
50
100
150
200
250
CM
-1
CM
-2
Arg
. PA
(R
IBEI
RO
)
PC
M-S
B
SB-3
(R
IBEI
RO
)
PC
M-A
S
Resistividade eléctrica (Ω.m) aos 28 dias
Resistividade eléctrica (Ω.m) aos 29 dias
0
50
100
150
200
250
0 0,5 1 1,5 2
Re
sist
ivid
ade
elé
ctri
ca n
a sa
tura
ção
ao
s 2
8 d
e 2
9d
, Ωm
(At+Var)/C
CM's
PCM's
CM PCM - SB PCM - As
PCM-As PA (Ribeiro)
CM-1
SB3 (Ribeiro)
CM-2
PCM-SB
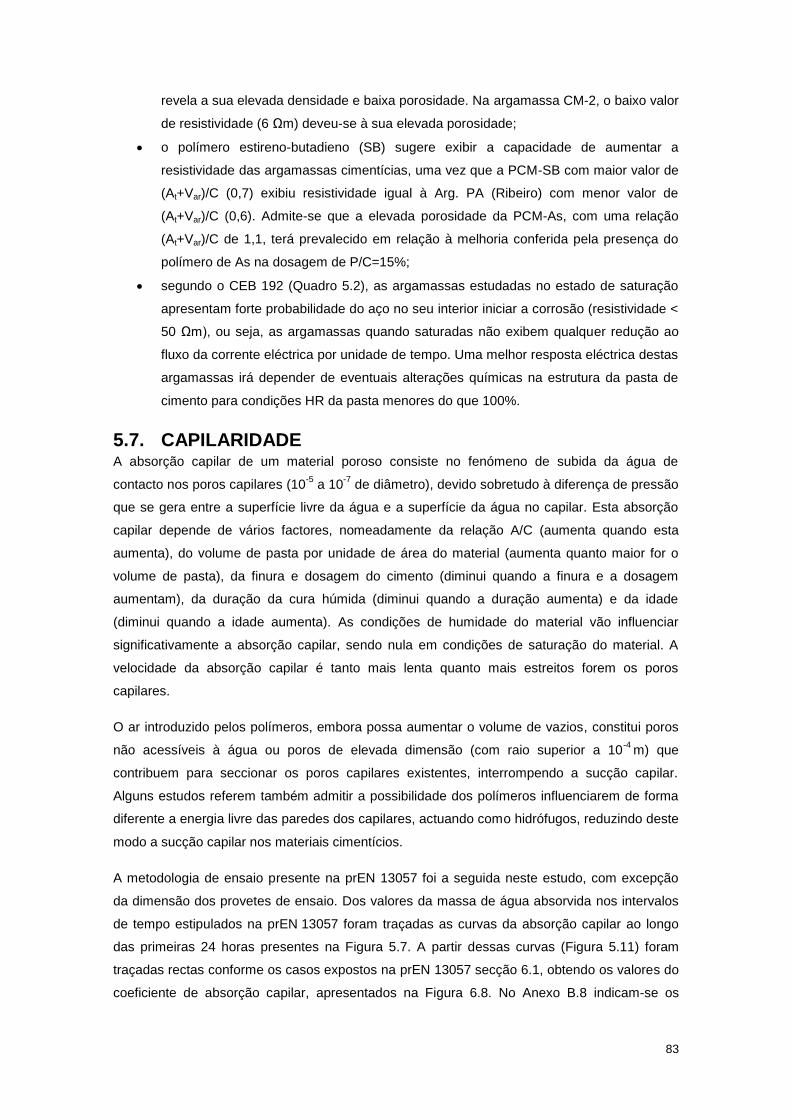
83
revela a sua elevada densidade e baixa porosidade. Na argamassa CM-2, o baixo valor
de resistividade (6 Ωm) deveu-se à sua elevada porosidade;
o polímero estireno-butadieno (SB) sugere exibir a capacidade de aumentar a
resistividade das argamassas cimentícias, uma vez que a PCM-SB com maior valor de
(At+Var)/C (0,7) exibiu resistividade igual à Arg. PA (Ribeiro) com menor valor de
(At+Var)/C (0,6). Admite-se que a elevada porosidade da PCM-As, com uma relação
(At+Var)/C de 1,1, terá prevalecido em relação à melhoria conferida pela presença do
polímero de As na dosagem de P/C=15%;
segundo o CEB 192 (Quadro 5.2), as argamassas estudadas no estado de saturação
apresentam forte probabilidade do aço no seu interior iniciar a corrosão (resistividade <
50 Ωm), ou seja, as argamassas quando saturadas não exibem qualquer redução ao
fluxo da corrente eléctrica por unidade de tempo. Uma melhor resposta eléctrica destas
argamassas irá depender de eventuais alterações químicas na estrutura da pasta de
cimento para condições HR da pasta menores do que 100%.
5.7. CAPILARIDADE A absorção capilar de um material poroso consiste no fenómeno de subida da água de
contacto nos poros capilares (10-5
a 10-7
de diâmetro), devido sobretudo à diferença de pressão
que se gera entre a superfície livre da água e a superfície da água no capilar. Esta absorção
capilar depende de vários factores, nomeadamente da relação A/C (aumenta quando esta
aumenta), do volume de pasta por unidade de área do material (aumenta quanto maior for o
volume de pasta), da finura e dosagem do cimento (diminui quando a finura e a dosagem
aumentam), da duração da cura húmida (diminui quando a duração aumenta) e da idade
(diminui quando a idade aumenta). As condições de humidade do material vão influenciar
significativamente a absorção capilar, sendo nula em condições de saturação do material. A
velocidade da absorção capilar é tanto mais lenta quanto mais estreitos forem os poros
capilares.
O ar introduzido pelos polímeros, embora possa aumentar o volume de vazios, constitui poros
não acessíveis à água ou poros de elevada dimensão (com raio superior a 10-4
m) que
contribuem para seccionar os poros capilares existentes, interrompendo a sucção capilar.
Alguns estudos referem também admitir a possibilidade dos polímeros influenciarem de forma
diferente a energia livre das paredes dos capilares, actuando como hidrófugos, reduzindo deste
modo a sucção capilar nos materiais cimentícios.
A metodologia de ensaio presente na prEN 13057 foi a seguida neste estudo, com excepção
da dimensão dos provetes de ensaio. Dos valores da massa de água absorvida nos intervalos
de tempo estipulados na prEN 13057 foram traçadas as curvas da absorção capilar ao longo
das primeiras 24 horas presentes na Figura 5.7. A partir dessas curvas (Figura 5.11) foram
traçadas rectas conforme os casos expostos na prEN 13057 secção 6.1, obtendo os valores do
coeficiente de absorção capilar, apresentados na Figura 6.8. No Anexo B.8 indicam-se os
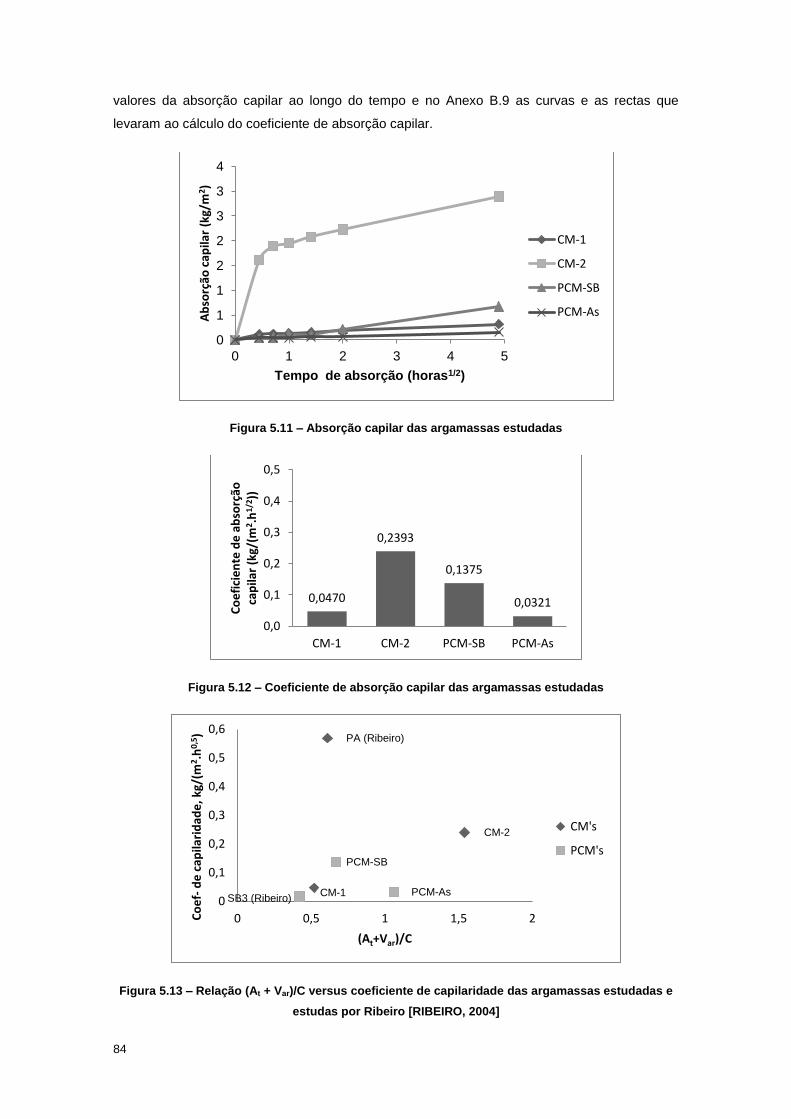
84
valores da absorção capilar ao longo do tempo e no Anexo B.9 as curvas e as rectas que
levaram ao cálculo do coeficiente de absorção capilar.
Figura 5.11 – Absorção capilar das argamassas estudadas
Figura 5.12 – Coeficiente de absorção capilar das argamassas estudadas
Figura 5.13 – Relação (At + Var)/C versus coeficiente de capilaridade das argamassas estudadas e
estudas por Ribeiro [RIBEIRO, 2004]
0
1
1
2
2
3
3
4
0 1 2 3 4 5
Ab
sorç
ão c
apila
r (k
g/m
2 )
Tempo de absorção (horas1/2)
CM-1
CM-2
PCM-SB
PCM-As
0,0470
0,2393
0,1375
0,0321
0,0
0,1
0,2
0,3
0,4
0,5
CM-1 CM-2 PCM-SB PCM-As
Co
efi
cie
nte
de
ab
sorç
ão
cap
ilar
(kg/
(m2 .
h1
/2))
0
0,1
0,2
0,3
0,4
0,5
0,6
0 0,5 1 1,5 2 Co
ef-
de
cap
ilari
dad
e, k
g/(m
2 .h
0,5
)
(At+Var)/C
CM's
PCM's
CM-1
PA (Ribeiro)
SB3 (Ribeiro)
CM-2
PCM-SB
PCM-As
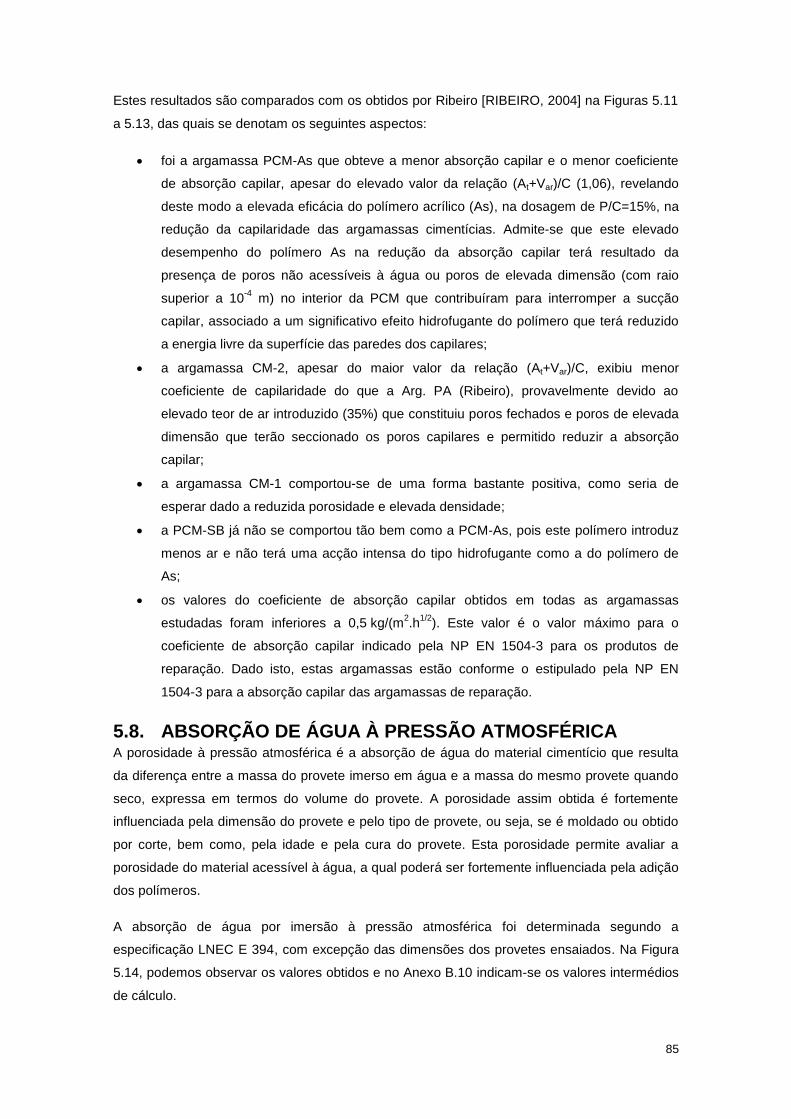
85
Estes resultados são comparados com os obtidos por Ribeiro [RIBEIRO, 2004] na Figuras 5.11
a 5.13, das quais se denotam os seguintes aspectos:
foi a argamassa PCM-As que obteve a menor absorção capilar e o menor coeficiente
de absorção capilar, apesar do elevado valor da relação (At+Var)/C (1,06), revelando
deste modo a elevada eficácia do polímero acrílico (As), na dosagem de P/C=15%, na
redução da capilaridade das argamassas cimentícias. Admite-se que este elevado
desempenho do polímero As na redução da absorção capilar terá resultado da
presença de poros não acessíveis à água ou poros de elevada dimensão (com raio
superior a 10-4
m) no interior da PCM que contribuíram para interromper a sucção
capilar, associado a um significativo efeito hidrofugante do polímero que terá reduzido
a energia livre da superfície das paredes dos capilares;
a argamassa CM-2, apesar do maior valor da relação (At+Var)/C, exibiu menor
coeficiente de capilaridade do que a Arg. PA (Ribeiro), provavelmente devido ao
elevado teor de ar introduzido (35%) que constituiu poros fechados e poros de elevada
dimensão que terão seccionado os poros capilares e permitido reduzir a absorção
capilar;
a argamassa CM-1 comportou-se de uma forma bastante positiva, como seria de
esperar dado a reduzida porosidade e elevada densidade;
a PCM-SB já não se comportou tão bem como a PCM-As, pois este polímero introduz
menos ar e não terá uma acção intensa do tipo hidrofugante como a do polímero de
As;
os valores do coeficiente de absorção capilar obtidos em todas as argamassas
estudadas foram inferiores a 0,5 kg/(m2.h
1/2). Este valor é o valor máximo para o
coeficiente de absorção capilar indicado pela NP EN 1504-3 para os produtos de
reparação. Dado isto, estas argamassas estão conforme o estipulado pela NP EN
1504-3 para a absorção capilar das argamassas de reparação.
5.8. ABSORÇÃO DE ÁGUA À PRESSÃO ATMOSFÉRICA A porosidade à pressão atmosférica é a absorção de água do material cimentício que resulta
da diferença entre a massa do provete imerso em água e a massa do mesmo provete quando
seco, expressa em termos do volume do provete. A porosidade assim obtida é fortemente
influenciada pela dimensão do provete e pelo tipo de provete, ou seja, se é moldado ou obtido
por corte, bem como, pela idade e pela cura do provete. Esta porosidade permite avaliar a
porosidade do material acessível à água, a qual poderá ser fortemente influenciada pela adição
dos polímeros.
A absorção de água por imersão à pressão atmosférica foi determinada segundo a
especificação LNEC E 394, com excepção das dimensões dos provetes ensaiados. Na Figura
5.14, podemos observar os valores obtidos e no Anexo B.10 indicam-se os valores intermédios
de cálculo.
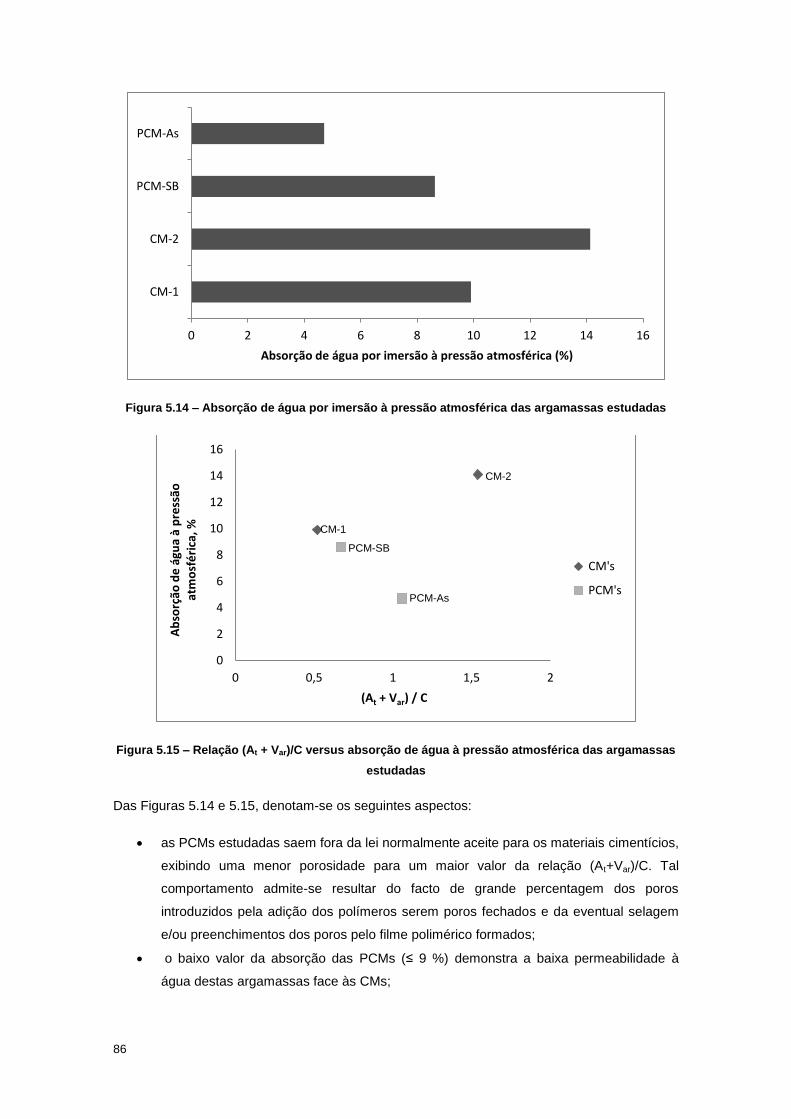
86
Figura 5.14 – Absorção de água por imersão à pressão atmosférica das argamassas estudadas
Figura 5.15 – Relação (At + Var)/C versus absorção de água à pressão atmosférica das argamassas
estudadas
Das Figuras 5.14 e 5.15, denotam-se os seguintes aspectos:
as PCMs estudadas saem fora da lei normalmente aceite para os materiais cimentícios,
exibindo uma menor porosidade para um maior valor da relação (At+Var)/C. Tal
comportamento admite-se resultar do facto de grande percentagem dos poros
introduzidos pela adição dos polímeros serem poros fechados e da eventual selagem
e/ou preenchimentos dos poros pelo filme polimérico formados;
o baixo valor da absorção das PCMs (≤ 9 %) demonstra a baixa permeabilidade à
água destas argamassas face às CMs;
0 2 4 6 8 10 12 14 16
CM-1
CM-2
PCM-SB
PCM-As
Absorção de água por imersão à pressão atmosférica (%)
0
2
4
6
8
10
12
14
16
0 0,5 1 1,5 2
Ab
sorç
ão d
e á
gua
à p
ress
ão
atm
osf
éri
ca, %
(At + Var) / C
CM's
PCM's
CM-2
CM-1
PCM-SB
PCM-As
87
a CM-2 foi a argamassa que mais absorveu água, como era previsto, dado ser uma
argamassa cimentícia muito porosa, não modificada;
a CM-1 comportou-se melhor em relação à CM-2, como era espectável, mas revela a
menor capacidade de impermeabilização das argamassas cimentícias face às PCMs.
Na Figura 5.16, podemos observar o ganho de massa, ao fim de 50 dias de imersão, nos
provetes prismáticos armados após o ensaio de medição da intensidade de corrente, em sala
condicionada. O ganho de massa obtido nestes provetes de ensaio foi coerente com os valores
da absorção de água por capilaridade e, em parte, com os da absorção à pressão atmosférica,
das argamassas estudadas. A menor absorção de água em imersão ocorreu na PCM-As,
seguida da argamassa CM-1 e da PCM-SB e, com algum distanciamento, seguiu-se a
argamassa CM-2. O mesmo andamento ocorreu na absorção por capilaridade, mas na
absorção à pressão atmosférica, ambas as PCMs exibiram menores valores do que as CMs.
Figura 5.16 – Ganho de massa em imersão dos provetes prismáticos das argamassas estudadas
após o ensaio de medição da intensidade de corrente
5.9. ENSAIOS REALIZADOS ANTES E DURANTE A
PROGRESSÃO DA CORROSÃO DO AÇO NO INTERIOR
DAS ARGAMASSAS ESTUDADAS
A corrosão do aço no interior das argamassas foi induzida por carbonatação. Assim, em
primeiro lugar, deu-se início ao ensaio de carbonatação acelerada, na câmara de carbonatação
a 5% de CO2, 65% de HR a 21 ± 2ºC. A data da entrada dos provetes, armados e de
referência, na câmara de carbonatação acelerada foi designada de dia zero e o ensaio
terminaria quando a profundidade de carbonatação ultrapassasse o valor pretendido de 20 mm,
equivalente a 8 mm de recobrimento mais 8 mm correspondente ao diâmetro do varão de aço
corrente mais 4 mm, de modo a envolver a totalidade desse varão, garantindo-se deste modo a
despassivação da armadura de Ø 8 mm de aço corrente. De seguida, os provetes foram
0
5
10
15
20
25
30
35
0 10 20 30 40 50
Mas
sa d
e á
gua
(g)
Tempo (dias)
CM-1
CM-2
PCM-SB
PCM-As
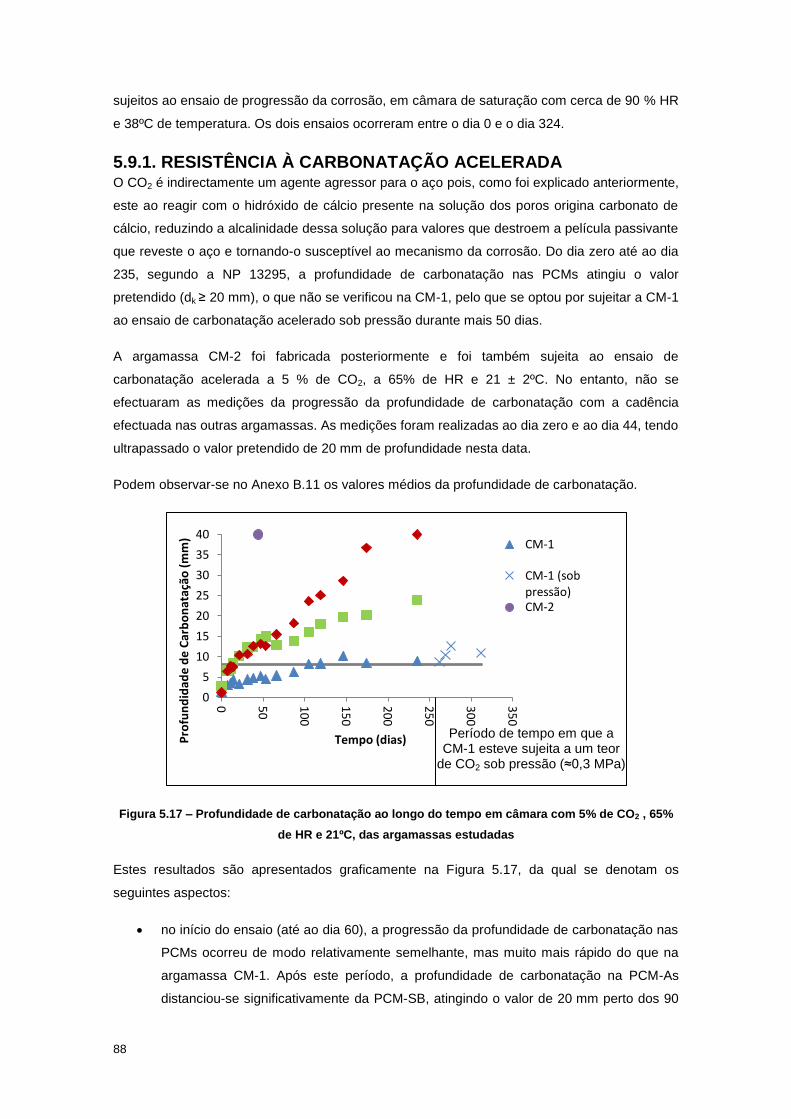
88
sujeitos ao ensaio de progressão da corrosão, em câmara de saturação com cerca de 90 % HR
e 38ºC de temperatura. Os dois ensaios ocorreram entre o dia 0 e o dia 324.
5.9.1. RESISTÊNCIA À CARBONATAÇÃO ACELERADA O CO2 é indirectamente um agente agressor para o aço pois, como foi explicado anteriormente,
este ao reagir com o hidróxido de cálcio presente na solução dos poros origina carbonato de
cálcio, reduzindo a alcalinidade dessa solução para valores que destroem a película passivante
que reveste o aço e tornando-o susceptível ao mecanismo da corrosão. Do dia zero até ao dia
235, segundo a NP 13295, a profundidade de carbonatação nas PCMs atingiu o valor
pretendido (dk ≥ 20 mm), o que não se verificou na CM-1, pelo que se optou por sujeitar a CM-1
ao ensaio de carbonatação acelerado sob pressão durante mais 50 dias.
A argamassa CM-2 foi fabricada posteriormente e foi também sujeita ao ensaio de
carbonatação acelerada a 5 % de CO2, a 65% de HR e 21 ± 2ºC. No entanto, não se
efectuaram as medições da progressão da profundidade de carbonatação com a cadência
efectuada nas outras argamassas. As medições foram realizadas ao dia zero e ao dia 44, tendo
ultrapassado o valor pretendido de 20 mm de profundidade nesta data.
Podem observar-se no Anexo B.11 os valores médios da profundidade de carbonatação.
Figura 5.17 – Profundidade de carbonatação ao longo do tempo em câmara com 5% de CO2 , 65%
de HR e 21ºC, das argamassas estudadas
Estes resultados são apresentados graficamente na Figura 5.17, da qual se denotam os
seguintes aspectos:
no início do ensaio (até ao dia 60), a progressão da profundidade de carbonatação nas
PCMs ocorreu de modo relativamente semelhante, mas muito mais rápido do que na
argamassa CM-1. Após este período, a profundidade de carbonatação na PCM-As
distanciou-se significativamente da PCM-SB, atingindo o valor de 20 mm perto dos 90
0
5
10
15
20
25
30
35
40
0
50
10
0
15
0
20
0
25
0
30
0
35
0
Pro
fun
did
ade
de
Car
bo
nat
ação
(m
m)
Tempo (dias)
CM-1
CM-1 (sob pressão) CM-2
Período de tempo em que a CM-1 esteve sujeita a um teor
de CO2 sob pressão (≈0,3 MPa)
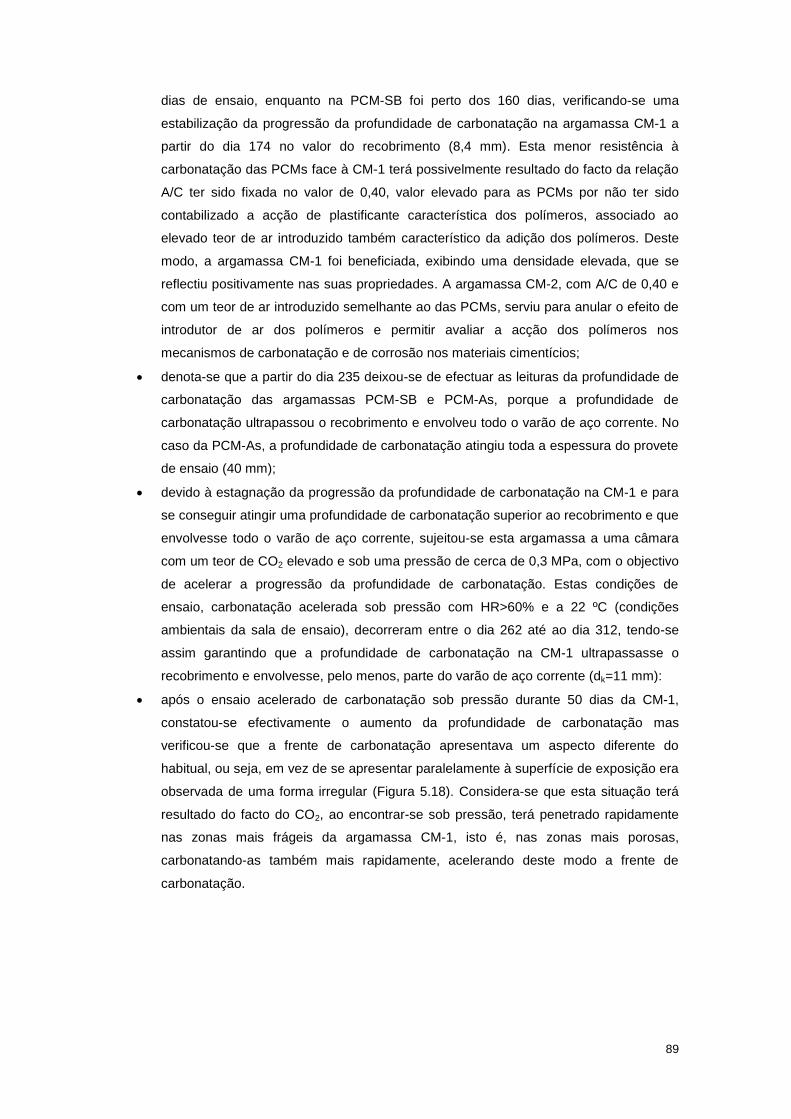
89
dias de ensaio, enquanto na PCM-SB foi perto dos 160 dias, verificando-se uma
estabilização da progressão da profundidade de carbonatação na argamassa CM-1 a
partir do dia 174 no valor do recobrimento (8,4 mm). Esta menor resistência à
carbonatação das PCMs face à CM-1 terá possivelmente resultado do facto da relação
A/C ter sido fixada no valor de 0,40, valor elevado para as PCMs por não ter sido
contabilizado a acção de plastificante característica dos polímeros, associado ao
elevado teor de ar introduzido também característico da adição dos polímeros. Deste
modo, a argamassa CM-1 foi beneficiada, exibindo uma densidade elevada, que se
reflectiu positivamente nas suas propriedades. A argamassa CM-2, com A/C de 0,40 e
com um teor de ar introduzido semelhante ao das PCMs, serviu para anular o efeito de
introdutor de ar dos polímeros e permitir avaliar a acção dos polímeros nos
mecanismos de carbonatação e de corrosão nos materiais cimentícios;
denota-se que a partir do dia 235 deixou-se de efectuar as leituras da profundidade de
carbonatação das argamassas PCM-SB e PCM-As, porque a profundidade de
carbonatação ultrapassou o recobrimento e envolveu todo o varão de aço corrente. No
caso da PCM-As, a profundidade de carbonatação atingiu toda a espessura do provete
de ensaio (40 mm);
devido à estagnação da progressão da profundidade de carbonatação na CM-1 e para
se conseguir atingir uma profundidade de carbonatação superior ao recobrimento e que
envolvesse todo o varão de aço corrente, sujeitou-se esta argamassa a uma câmara
com um teor de CO2 elevado e sob uma pressão de cerca de 0,3 MPa, com o objectivo
de acelerar a progressão da profundidade de carbonatação. Estas condições de
ensaio, carbonatação acelerada sob pressão com HR>60% e a 22 ºC (condições
ambientais da sala de ensaio), decorreram entre o dia 262 até ao dia 312, tendo-se
assim garantindo que a profundidade de carbonatação na CM-1 ultrapassasse o
recobrimento e envolvesse, pelo menos, parte do varão de aço corrente (dk=11 mm):
após o ensaio acelerado de carbonatação sob pressão durante 50 dias da CM-1,
constatou-se efectivamente o aumento da profundidade de carbonatação mas
verificou-se que a frente de carbonatação apresentava um aspecto diferente do
habitual, ou seja, em vez de se apresentar paralelamente à superfície de exposição era
observada de uma forma irregular (Figura 5.18). Considera-se que esta situação terá
resultado do facto do CO2, ao encontrar-se sob pressão, terá penetrado rapidamente
nas zonas mais frágeis da argamassa CM-1, isto é, nas zonas mais porosas,
carbonatando-as também mais rapidamente, acelerando deste modo a frente de
carbonatação.

90
Figura 5.18 – Aspecto irregular da frente de carbonatação formada na argamassa CM-1 após o
ensaio de carbonatação acelerada com elevado teor de CO2 sob pressão e durante 50 dias
O desenvolvimento no tempo da profundidade de carbonatação tende a abrandar, não
seguindo uma função linear do tempo, como se constata na Figura 5.17 pela redução do
declive das rectas. De facto, da reacção química do hidróxido de cálcio e do silicato de cálcio
hidratado com o dióxido de carbono resulta a formação do carbonato de cálcio e água no
interior dos poros. Este carbonato de cálcio tende a colmatar o sistema poroso, dificultando a
difusão do CO2 para o interior da pasta, a própria estrutura porosa do material cimentício tende
a apresentar-se mais fechada para o interior devido à melhor hidratação da pasta e, ainda, a
água libertada pela carbonatação vai tendo cada vez mais dificuldade em sair do material,
dificultando também a difusão do CO2 para o interior da argamassa.
Na Figura 5.19, os valores da profundidade de carbonatação dos autores Ribeiro [RIBEIRO,
2004] e Pina [PINA, 2009] correspondem ao dia 56 na câmara de carbonatação e a
profundidade de carbonatação das argamassas deste estudo são apresentadas em função da
raiz do tempo. Os coeficientes de carbonatação permitem avaliar o desempenho dos
espécimes no fenómeno da carbonatação. Em relação à argamassa PCM-As, tal como as
outras, foi considerado somente um coeficiente de carbonatação. Como ilustra o gráfico da
Figura 5.19, a argamassa PCM-As evidencia dois declives no desenvolvimento da progressão
da carbonatação: o primeiro a terminar perto do dia 56 da câmara de carbonatação e, um
segundo declive mais elevado após o dia 56. O facto de se considerar um só declive poderá
favorecer esta argamassa no que respeita ao seu desempenho à progressão da carnonatação.
No Anexo B.12 está demonstrada a forma de cálculo destes coeficientes de carbonatação.
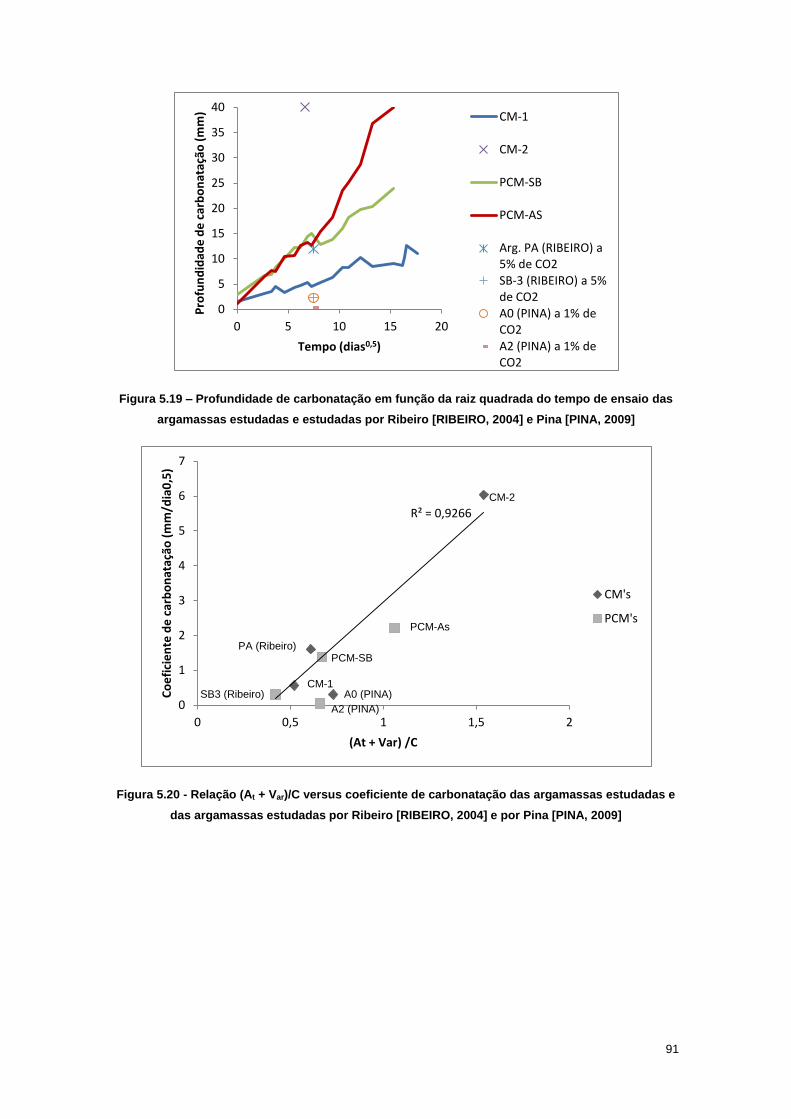
91
Figura 5.19 – Profundidade de carbonatação em função da raiz quadrada do tempo de ensaio das
argamassas estudadas e estudadas por Ribeiro [RIBEIRO, 2004] e Pina [PINA, 2009]
Figura 5.20 - Relação (At + Var)/C versus coeficiente de carbonatação das argamassas estudadas e
das argamassas estudadas por Ribeiro [RIBEIRO, 2004] e por Pina [PINA, 2009]
0
5
10
15
20
25
30
35
40
0 5 10 15 20
Pro
fun
did
ade
de
car
bo
nat
ação
(m
m)
Tempo (dias0,5)
CM-1
CM-2
PCM-SB
PCM-AS
Arg. PA (RIBEIRO) a 5% de CO2 SB-3 (RIBEIRO) a 5% de CO2 A0 (PINA) a 1% de CO2 A2 (PINA) a 1% de CO2
R² = 0,9266
0
1
2
3
4
5
6
7
0 0,5 1 1,5 2
Co
efi
cie
nte
de
car
bo
nat
ação
(m
m/d
ia0
,5)
(At + Var) /C
CM's
PCM's
PA (Ribeiro)
CM-1 SB3 (Ribeiro)
CM-2
PCM-As
PCM-SB
A0 (PINA)
A2 (PINA)
92
Figura 5.21 – Ganho da massa dos provetes durante o ensaio de carbonatação acelerada
Estes resultados são comparados com os obtidos por Ribeiro [RIBEIRO, 2004] e Pina [PINA,
2009] nas Figuras 5.19 a 5.21, das quais se denotam os seguintes aspectos:
as PCMs desta campanha experimental exibiram uma resistência à carbonatação
inferior às PCMs dos outros autores, devido possivelmente à razão A/C imposta de
0,40, que penalizou fortemente estas PCMs, nomeadamente no que se refere à
estrutura porosa, como se reflectiu no valor obtido na resistência à compressão aos 28
dias de idade;
a variação do coeficiente de carbonatação com a relação (At + Var)/C, Figura 5.20,
permite demonstrar como as PCMs desta campanha experimental foram penalizadas
por conter uma relação At/C de 0,40. A Figura ilustra a elevada (R2=0,9266) correlação
linear entre a relação (At + Var)/C e os coeficientes de carbonatação das argamassas
estudadas e das de Ribeiro. As argamassas A0 (PINA) e A2 (PINA) destacam-se
devido ao facto de terem estado sujeitas a 1% de CO2 e não 5% de CO2 como as
restantes. Esta relação demonstra que quanto maior (At + Var)/C menor é a resistência
da argamassa à carbonatação;
como seria de esperar, a resistência à carbonatação das PCMs deste estudo foi
superior à da CM-2, por esta ser uma argamassa cimentícia, não modificada, e com um
teor de ar semelhante ao das PCMs, o que permitiu constatar a acção do polímero no
atraso ou diminuição da profundidade de carbonatação das argamassas cimentícias.
Novamente, a CM-1 exigiu um melhor desempenho à carbonatação face às PCMs
devido à sua reduzida porosidade;
como se pode observar na Figura 5.20, a massa das argamassas aumentou com a
progressão da profundidade de carbonatação. Na argamassa CM-1, denota-se que
houve uma variação inicial da massa mais elevada, mas que ao longo do tempo esta
variação foi-se tornando constante, estando de acordo com a Figura 5.19, onde se
0
2
4
6
8
10
12
14
16
18
0 50 100 150 200 250
Var
iaçã
o d
a m
assa
(g)
Tempo (dias)
CM-1
CM-2
PCM-SB
PCM-AS
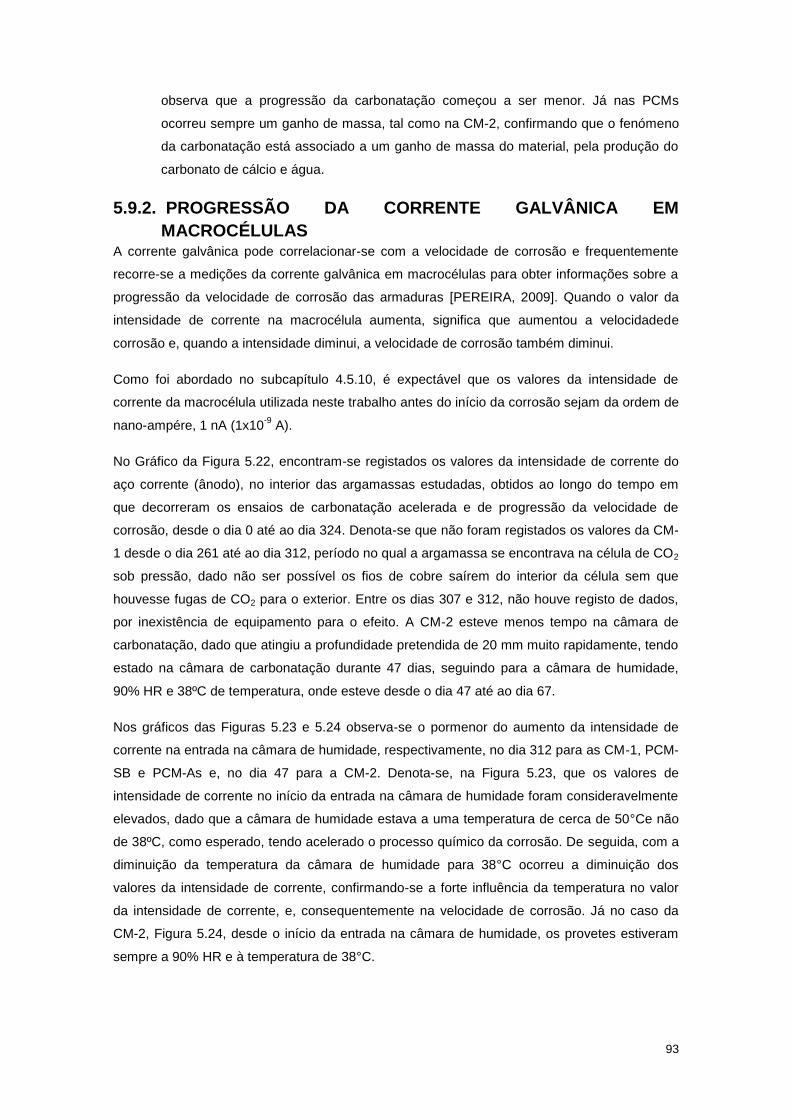
93
observa que a progressão da carbonatação começou a ser menor. Já nas PCMs
ocorreu sempre um ganho de massa, tal como na CM-2, confirmando que o fenómeno
da carbonatação está associado a um ganho de massa do material, pela produção do
carbonato de cálcio e água.
5.9.2. PROGRESSÃO DA CORRENTE GALVÂNICA EM
MACROCÉLULAS A corrente galvânica pode correlacionar-se com a velocidade de corrosão e frequentemente
recorre-se a medições da corrente galvânica em macrocélulas para obter informações sobre a
progressão da velocidade de corrosão das armaduras [PEREIRA, 2009]. Quando o valor da
intensidade de corrente na macrocélula aumenta, significa que aumentou a velocidadede
corrosão e, quando a intensidade diminui, a velocidade de corrosão também diminui.
Como foi abordado no subcapítulo 4.5.10, é expectável que os valores da intensidade de
corrente da macrocélula utilizada neste trabalho antes do início da corrosão sejam da ordem de
nano-ampére, 1 nA (1x10-9
A).
No Gráfico da Figura 5.22, encontram-se registados os valores da intensidade de corrente do
aço corrente (ânodo), no interior das argamassas estudadas, obtidos ao longo do tempo em
que decorreram os ensaios de carbonatação acelerada e de progressão da velocidade de
corrosão, desde o dia 0 até ao dia 324. Denota-se que não foram registados os valores da CM-
1 desde o dia 261 até ao dia 312, período no qual a argamassa se encontrava na célula de CO2
sob pressão, dado não ser possível os fios de cobre saírem do interior da célula sem que
houvesse fugas de CO2 para o exterior. Entre os dias 307 e 312, não houve registo de dados,
por inexistência de equipamento para o efeito. A CM-2 esteve menos tempo na câmara de
carbonatação, dado que atingiu a profundidade pretendida de 20 mm muito rapidamente, tendo
estado na câmara de carbonatação durante 47 dias, seguindo para a câmara de humidade,
90% HR e 38ºC de temperatura, onde esteve desde o dia 47 até ao dia 67.
Nos gráficos das Figuras 5.23 e 5.24 observa-se o pormenor do aumento da intensidade de
corrente na entrada na câmara de humidade, respectivamente, no dia 312 para as CM-1, PCM-
SB e PCM-As e, no dia 47 para a CM-2. Denota-se, na Figura 5.23, que os valores de
intensidade de corrente no início da entrada na câmara de humidade foram consideravelmente
elevados, dado que a câmara de humidade estava a uma temperatura de cerca de 50°Ce não
de 38ºC, como esperado, tendo acelerado o processo químico da corrosão. De seguida, com a
diminuição da temperatura da câmara de humidade para 38°C ocorreu a diminuição dos
valores da intensidade de corrente, confirmando-se a forte influência da temperatura no valor
da intensidade de corrente, e, consequentemente na velocidade de corrosão. Já no caso da
CM-2, Figura 5.24, desde o início da entrada na câmara de humidade, os provetes estiveram
sempre a 90% HR e à temperatura de 38°C.
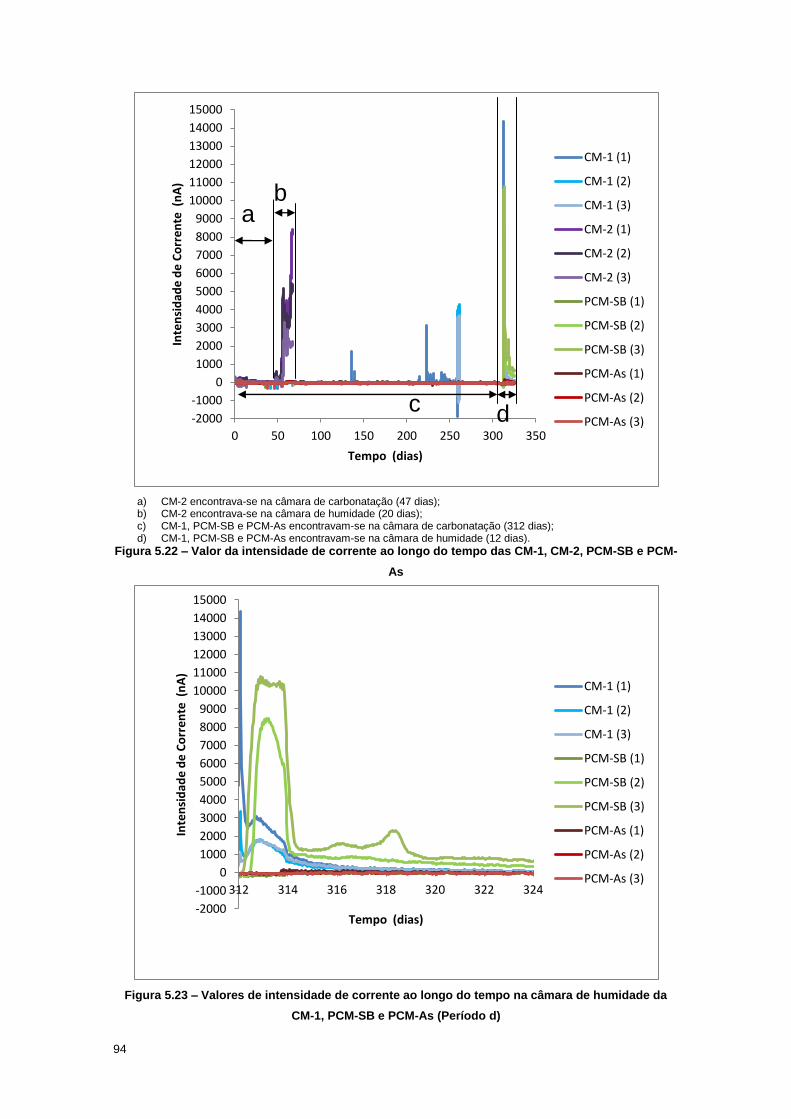
94
a) CM-2 encontrava-se na câmara de carbonatação (47 dias); b) CM-2 encontrava-se na câmara de humidade (20 dias); c) CM-1, PCM-SB e PCM-As encontravam-se na câmara de carbonatação (312 dias); d) CM-1, PCM-SB e PCM-As encontravam-se na câmara de humidade (12 dias).
Figura 5.22 – Valor da intensidade de corrente ao longo do tempo das CM-1, CM-2, PCM-SB e PCM-
As
Figura 5.23 – Valores de intensidade de corrente ao longo do tempo na câmara de humidade da
CM-1, PCM-SB e PCM-As (Período d)
-2000
-1000
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
11000
12000
13000
14000
15000
0 50 100 150 200 250 300 350
Inte
nsi
dad
e d
e C
orr
en
te (
nA
)
Tempo (dias)
CM-1 (1)
CM-1 (2)
CM-1 (3)
CM-2 (1)
CM-2 (2)
CM-2 (3)
PCM-SB (1)
PCM-SB (2)
PCM-SB (3)
PCM-As (1)
PCM-As (2)
PCM-As (3)
-2000
-1000
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
11000
12000
13000
14000
15000
312 314 316 318 320 322 324
Inte
nsi
dad
e d
e C
orr
en
te (
nA
)
Tempo (dias)
CM-1 (1)
CM-1 (2)
CM-1 (3)
PCM-SB (1)
PCM-SB (2)
PCM-SB (3)
PCM-As (1)
PCM-As (2)
PCM-As (3)
a b
c d
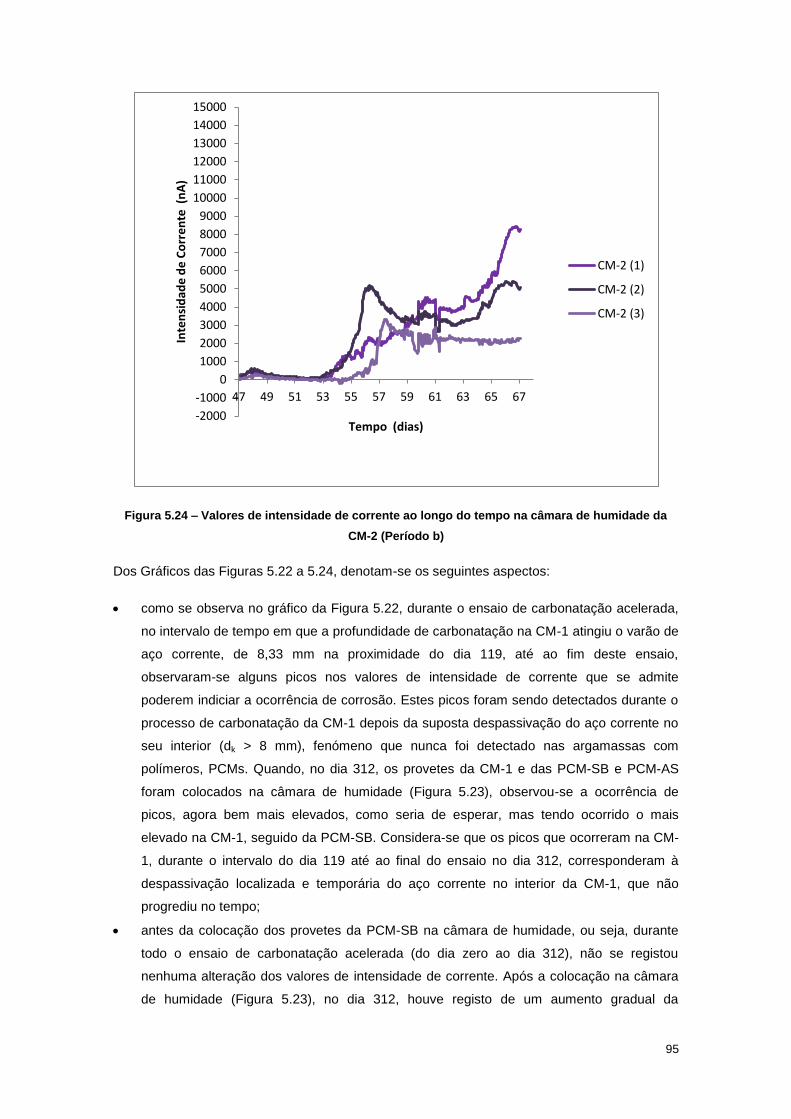
95
Figura 5.24 – Valores de intensidade de corrente ao longo do tempo na câmara de humidade da
CM-2 (Período b)
Dos Gráficos das Figuras 5.22 a 5.24, denotam-se os seguintes aspectos:
como se observa no gráfico da Figura 5.22, durante o ensaio de carbonatação acelerada,
no intervalo de tempo em que a profundidade de carbonatação na CM-1 atingiu o varão de
aço corrente, de 8,33 mm na proximidade do dia 119, até ao fim deste ensaio,
observaram-se alguns picos nos valores de intensidade de corrente que se admite
poderem indiciar a ocorrência de corrosão. Estes picos foram sendo detectados durante o
processo de carbonatação da CM-1 depois da suposta despassivação do aço corrente no
seu interior (dk > 8 mm), fenómeno que nunca foi detectado nas argamassas com
polímeros, PCMs. Quando, no dia 312, os provetes da CM-1 e das PCM-SB e PCM-AS
foram colocados na câmara de humidade (Figura 5.23), observou-se a ocorrência de
picos, agora bem mais elevados, como seria de esperar, mas tendo ocorrido o mais
elevado na CM-1, seguido da PCM-SB. Considera-se que os picos que ocorreram na CM-
1, durante o intervalo do dia 119 até ao final do ensaio no dia 312, corresponderam à
despassivação localizada e temporária do aço corrente no interior da CM-1, que não
progrediu no tempo;
antes da colocação dos provetes da PCM-SB na câmara de humidade, ou seja, durante
todo o ensaio de carbonatação acelerada (do dia zero ao dia 312), não se registou
nenhuma alteração dos valores de intensidade de corrente. Após a colocação na câmara
de humidade (Figura 5.23), no dia 312, houve registo de um aumento gradual da
-2000
-1000
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
11000
12000
13000
14000
15000
47 49 51 53 55 57 59 61 63 65 67
Inte
nsi
dad
e d
e C
orr
en
te (
nA
)
Tempo (dias)
CM-2 (1)
CM-2 (2)
CM-2 (3)
96
intensidade de corrente indicativo de ocorrência de corrosão. É de salientar que os valores
mais elevados na curva de intensidade de corrente surgiram nesta argamassa, não
considerando os valores de pico da CM-1 e, que, por algum motivo, num dos provetes da
PCM-SB não ocorreu aumento da intensidade de corrente, ou seja, não terá ocorrido
corrosão do aço corrente;
a argamassa PCM-As foi a única argamassa onde não se registou um aumento da
intensidade de corrente em nenhuma altura durante o período destes dois ensaios, do dia
zero ao dia 324, o que permite concluir que não terá ocorrido corrosão do aço corrente no
seu interior, apesar da despassivação do aço e da exposição ambiental ideal para ocorrer
a sua corrosão. Esta ausência de corrosão observada na PCM-As poderá possivelmente
dever-se ao facto da carbonatação de todo o provete (Figuras 5.17 e 5.19) ter contribuído
para colmatar a estrutura porosa da argamassa, dificultando a mobilidade iónica na
solução intersticial com consumo dos iões hidroxilo (OH-) e cálcio (Ca
2+), associada ao
efeito de barreira física do filme polimérico formado que terá também contribuído para
aumentar essa colmatação da rede capilar. Por outro lado, com base na análise dos
resultados da capilaridade (Figura 5.11) e da porosidade acessível à água à pressão
atmosférica (Figura 5.14), este polímero revela possuir uma maior capacidade para
impermeabilizar a argamassa cimentícia face ao polímero de SB, o que terá contribuído
para impedir a entrada de água e aumento da HR no interior da PCM-As e reduzido deste
modo a mobilidade iónica da solução intersticial, de tal modo que não permitiu que
ocorresse corrosão do aço, apesar da redução do pH da pasta cimentícia e da
consequente despassivação do aço. De facto, poder-se-á referir que, na PCM-As ocorreu
a entrada de gases, nomeadamente o CO2 e O2, ambos necessários à corrosão induzida
por carbonatação, mas houve o impedimento da entrada de água externa necessária
também à corrosão, disponível na câmara de humidade a 90% HR e a 38ºC, visto que a
água interna que serviu para a contínua hidratação da pasta cimentícia e para o
desenrolar da carbonatação não terá sido suficiente para permitir iniciar a corrosão.
5.9.3. PRODUTOS DE CORROSÃO Como referido no subcapítulo 4.5.11, em primeiro lugar efectuou-se uma observação visual da
superfície de fractura dos provetes armados que foram levados à rotura segundo a direcção
longitudinal (Figura 4.54), após terem sido sujeitos à corrosão induzida por carbonatação nas
condições anteriormente referidas. Da observação visual do varão e da argamassa envolvente
na superfície de fractura referem-se os seguintes aspectos:
os varões embebidos na argamassa CM-1 apresentavam-se corroídos em ambos os
topos dos provetes, como ilustram as Figuras 5.25 e 5.26. Considera-se que esta
corrosão terá ocorrido devido ao “efeito de canto” nos provetes. Nas Figuras 5.27 e
5.28, podemos observar a corrosão dos varões e os óxidos de ferro formados nos três
provetes da CM-1;
os varões contidos na argamassa CM-2 apresentavam-se corroídos ao longo do seu
comprimento (Figuras 5.29 e 5.30) e a argamassa apresentava uma maior quantidade
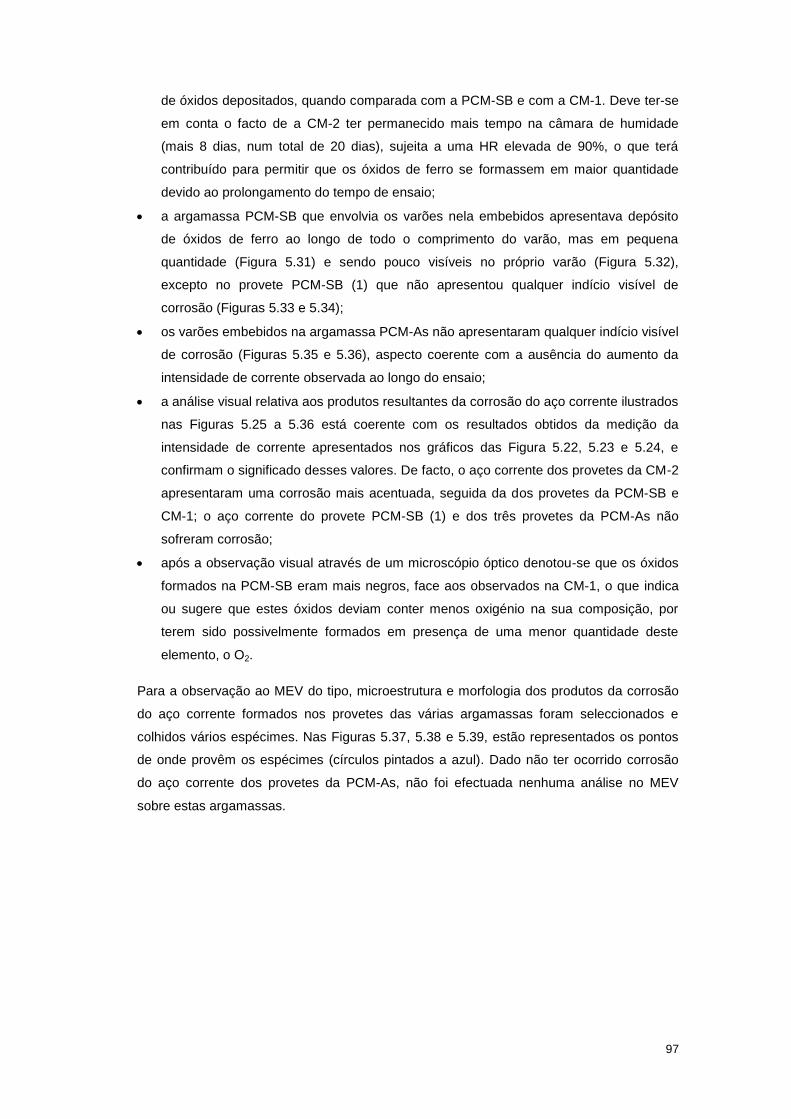
97
de óxidos depositados, quando comparada com a PCM-SB e com a CM-1. Deve ter-se
em conta o facto de a CM-2 ter permanecido mais tempo na câmara de humidade
(mais 8 dias, num total de 20 dias), sujeita a uma HR elevada de 90%, o que terá
contribuído para permitir que os óxidos de ferro se formassem em maior quantidade
devido ao prolongamento do tempo de ensaio;
a argamassa PCM-SB que envolvia os varões nela embebidos apresentava depósito
de óxidos de ferro ao longo de todo o comprimento do varão, mas em pequena
quantidade (Figura 5.31) e sendo pouco visíveis no próprio varão (Figura 5.32),
excepto no provete PCM-SB (1) que não apresentou qualquer indício visível de
corrosão (Figuras 5.33 e 5.34);
os varões embebidos na argamassa PCM-As não apresentaram qualquer indício visível
de corrosão (Figuras 5.35 e 5.36), aspecto coerente com a ausência do aumento da
intensidade de corrente observada ao longo do ensaio;
a análise visual relativa aos produtos resultantes da corrosão do aço corrente ilustrados
nas Figuras 5.25 a 5.36 está coerente com os resultados obtidos da medição da
intensidade de corrente apresentados nos gráficos das Figura 5.22, 5.23 e 5.24, e
confirmam o significado desses valores. De facto, o aço corrente dos provetes da CM-2
apresentaram uma corrosão mais acentuada, seguida da dos provetes da PCM-SB e
CM-1; o aço corrente do provete PCM-SB (1) e dos três provetes da PCM-As não
sofreram corrosão;
após a observação visual através de um microscópio óptico denotou-se que os óxidos
formados na PCM-SB eram mais negros, face aos observados na CM-1, o que indica
ou sugere que estes óxidos deviam conter menos oxigénio na sua composição, por
terem sido possivelmente formados em presença de uma menor quantidade deste
elemento, o O2.
Para a observação ao MEV do tipo, microestrutura e morfologia dos produtos da corrosão
do aço corrente formados nos provetes das várias argamassas foram seleccionados e
colhidos vários espécimes. Nas Figuras 5.37, 5.38 e 5.39, estão representados os pontos
de onde provêm os espécimes (círculos pintados a azul). Dado não ter ocorrido corrosão
do aço corrente dos provetes da PCM-As, não foi efectuada nenhuma análise no MEV
sobre estas argamassas.
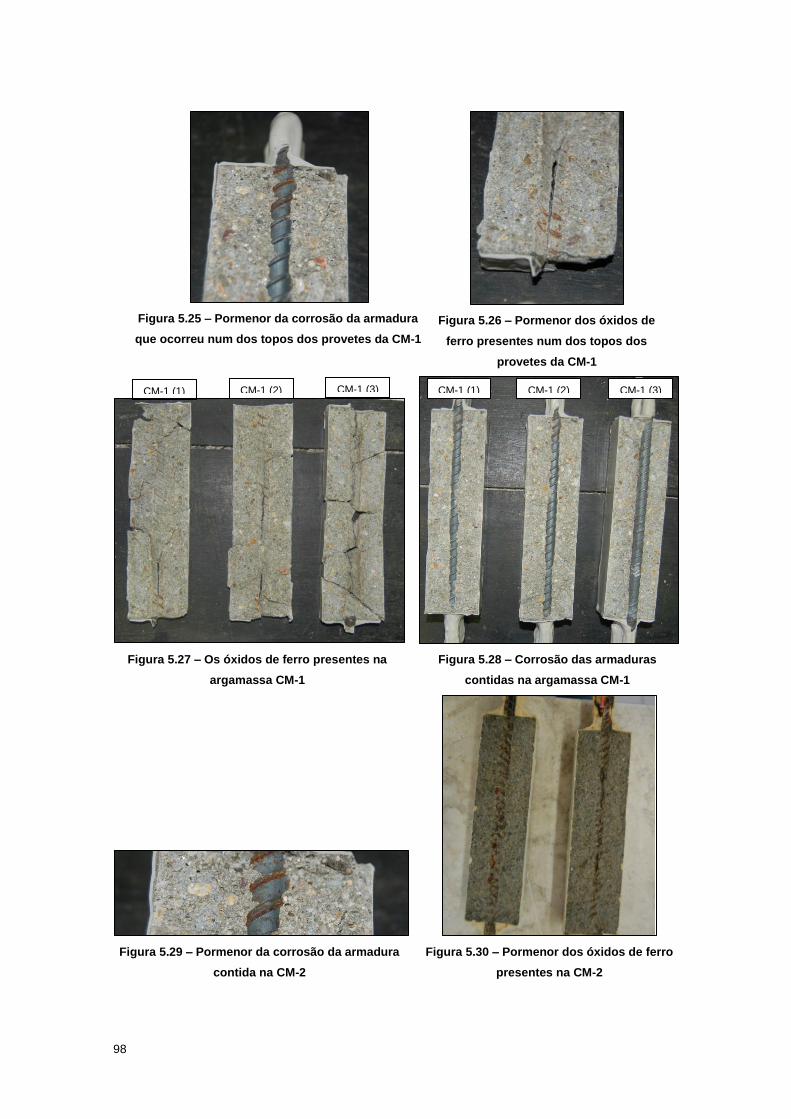
98
Figura 5.27 – Os óxidos de ferro presentes na
argamassa CM-1
Figura 5.28 – Corrosão das armaduras
contidas na argamassa CM-1
Figura 5.29 – Pormenor da corrosão da armadura
contida na CM-2
Figura 5.30 – Pormenor dos óxidos de ferro
presentes na CM-2
Figura 5.25 – Pormenor da corrosão da armadura
que ocorreu num dos topos dos provetes da CM-1
Figura 5.26 – Pormenor dos óxidos de
ferro presentes num dos topos dos
provetes da CM-1
CM-1 (1) CM-1 (2) CM-1 (3) CM-1 (1) CM-1 (2) CM-1 (3)
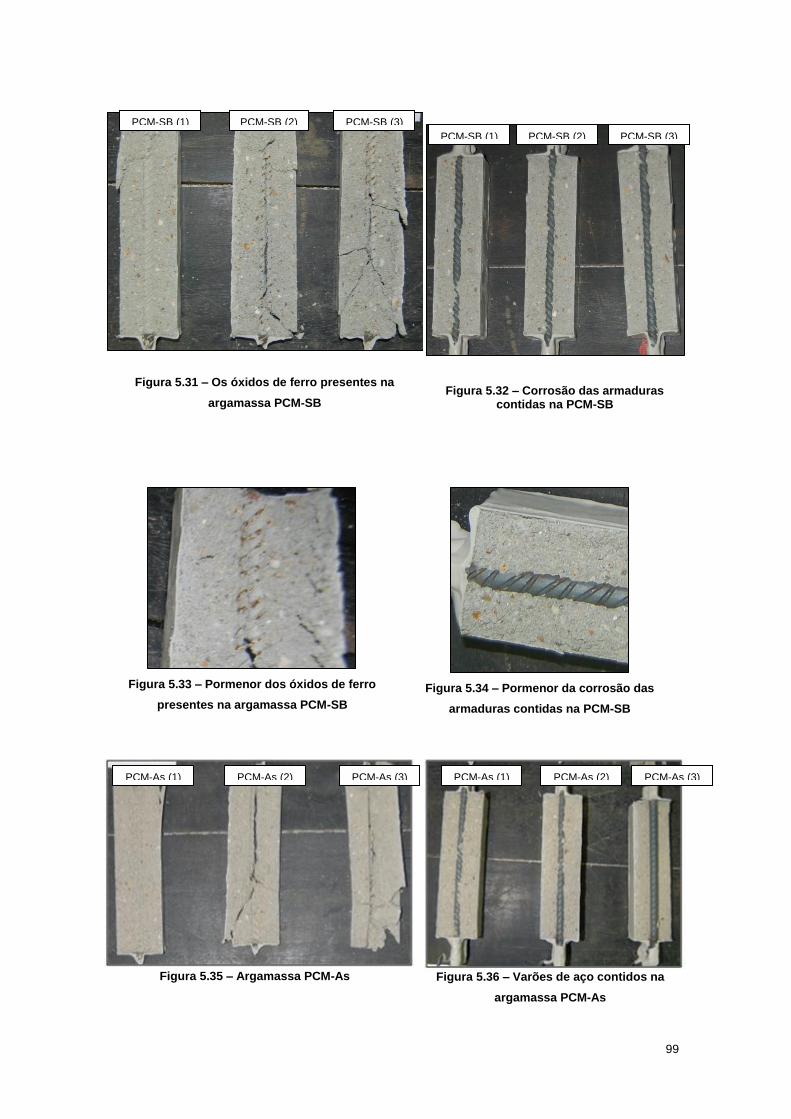
99
Figura 5.35 – Argamassa PCM-As Figura 5.36 – Varões de aço contidos na
argamassa PCM-As
Figura 5.31 – Os óxidos de ferro presentes na
argamassa PCM-SB
Figura 5.32 – Corrosão das armaduras
contidas na PCM-SB
Figura 5.33 – Pormenor dos óxidos de ferro
presentes na argamassa PCM-SB
Figura 5.34 – Pormenor da corrosão das
armaduras contidas na PCM-SB
PCM-SB (3) PCM-SB (2) PCM-SB (1)
PCM-As (1) PCM-As (2) PCM-As (3) PCM-As (1) PCM-As (2) PCM-As (3)
PCM-SB (2) PCM-SB (1) PCM-SB (3)
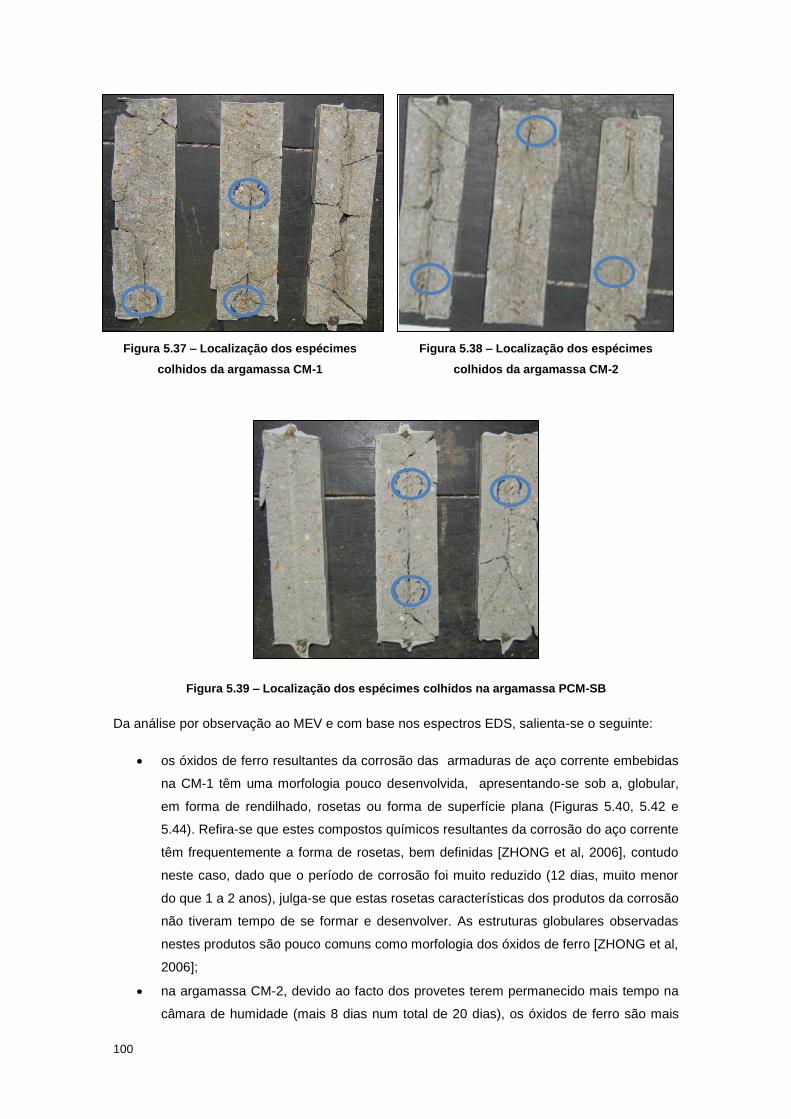
100
Figura 5.37 – Localização dos espécimes
colhidos da argamassa CM-1
Figura 5.38 – Localização dos espécimes
colhidos da argamassa CM-2
Figura 5.39 – Localização dos espécimes colhidos na argamassa PCM-SB
Da análise por observação ao MEV e com base nos espectros EDS, salienta-se o seguinte:
os óxidos de ferro resultantes da corrosão das armaduras de aço corrente embebidas
na CM-1 têm uma morfologia pouco desenvolvida, apresentando-se sob a, globular,
em forma de rendilhado, rosetas ou forma de superfície plana (Figuras 5.40, 5.42 e
5.44). Refira-se que estes compostos químicos resultantes da corrosão do aço corrente
têm frequentemente a forma de rosetas, bem definidas [ZHONG et al, 2006], contudo
neste caso, dado que o período de corrosão foi muito reduzido (12 dias, muito menor
do que 1 a 2 anos), julga-se que estas rosetas características dos produtos da corrosão
não tiveram tempo de se formar e desenvolver. As estruturas globulares observadas
nestes produtos são pouco comuns como morfologia dos óxidos de ferro [ZHONG et al,
2006];
na argamassa CM-2, devido ao facto dos provetes terem permanecido mais tempo na
câmara de humidade (mais 8 dias num total de 20 dias), os óxidos de ferro são mais
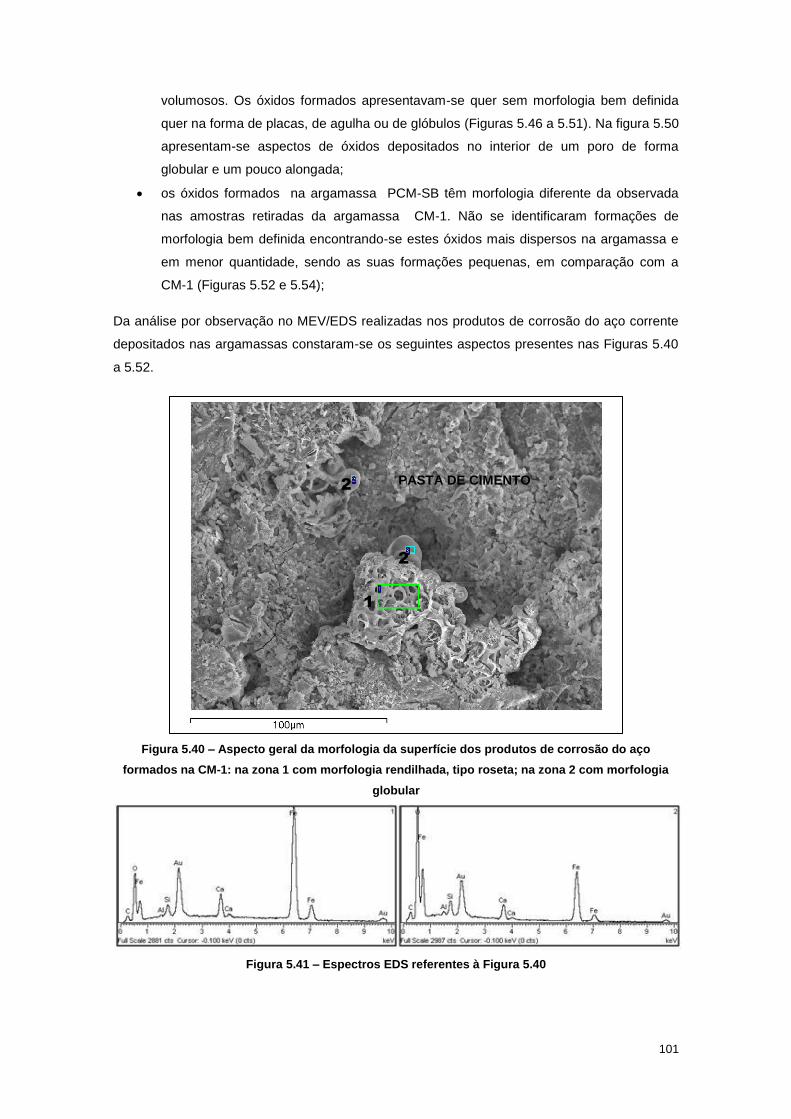
101
volumosos. Os óxidos formados apresentavam-se quer sem morfologia bem definida
quer na forma de placas, de agulha ou de glóbulos (Figuras 5.46 a 5.51). Na figura 5.50
apresentam-se aspectos de óxidos depositados no interior de um poro de forma
globular e um pouco alongada;
os óxidos formados na argamassa PCM-SB têm morfologia diferente da observada
nas amostras retiradas da argamassa CM-1. Não se identificaram formações de
morfologia bem definida encontrando-se estes óxidos mais dispersos na argamassa e
em menor quantidade, sendo as suas formações pequenas, em comparação com a
CM-1 (Figuras 5.52 e 5.54);
Da análise por observação no MEV/EDS realizadas nos produtos de corrosão do aço corrente
depositados nas argamassas constaram-se os seguintes aspectos presentes nas Figuras 5.40
a 5.52.
Figura 5.40 – Aspecto geral da morfologia da superfície dos produtos de corrosão do aço
formados na CM-1: na zona 1 com morfologia rendilhada, tipo roseta; na zona 2 com morfologia
globular
Figura 5.41 – Espectros EDS referentes à Figura 5.40
PASTA DE CIMENTO
1
2
2
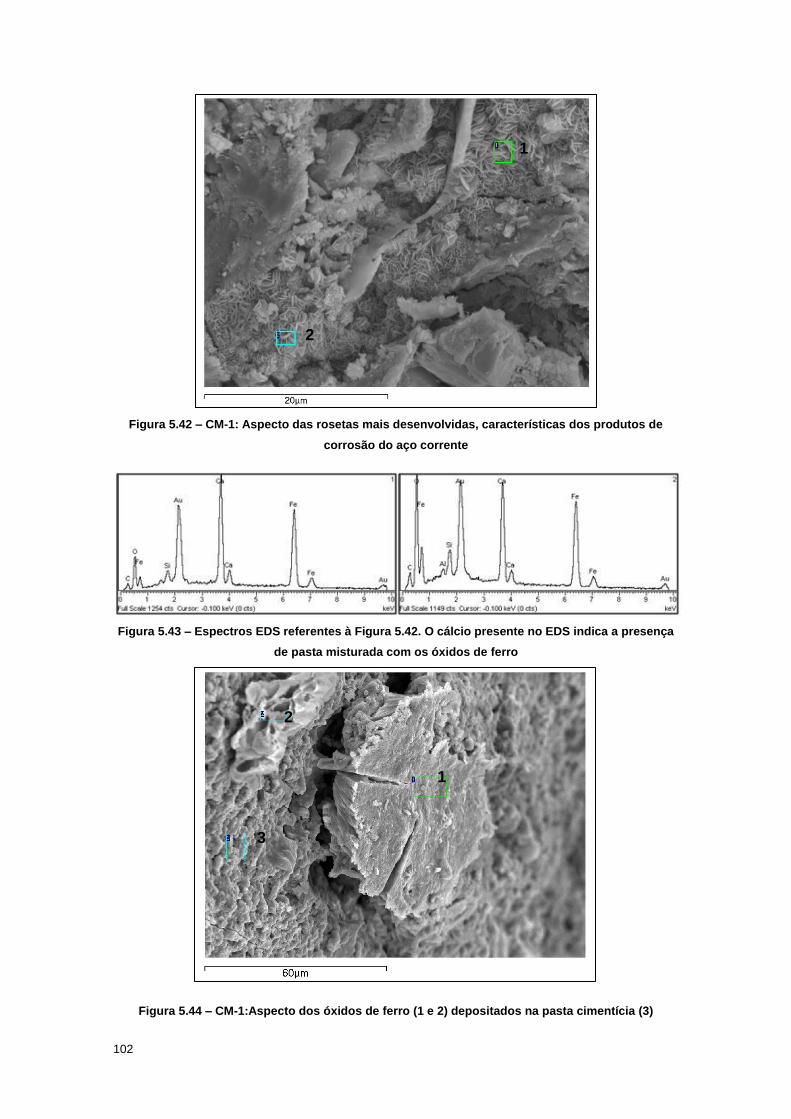
102
Figura 5.42 – CM-1: Aspecto das rosetas mais desenvolvidas, características dos produtos de
corrosão do aço corrente
Figura 5.43 – Espectros EDS referentes à Figura 5.42. O cálcio presente no EDS indica a presença
de pasta misturada com os óxidos de ferro
Figura 5.44 – CM-1:Aspecto dos óxidos de ferro (1 e 2) depositados na pasta cimentícia (3)
1
2
3
2
1

103
Figura 5.45 – Espectros EDS referentes à Figura 5.44: 1 e 2 produto resultante da corrosão do aço;
e, 3 pasta cimentícia. A presença de cálcio junto com os óxidos, e vice-versa, indica que existe a
mistura entre a pasta cimentícia e os óxidos
Figura 5.46 – Aspecto geral dos óxidos de ferro formados na CM-2: óxidos amorfos. Assinalado a
azul encontram-se os óxidos
PORO NA
PASTA
CIMENTÍCIA
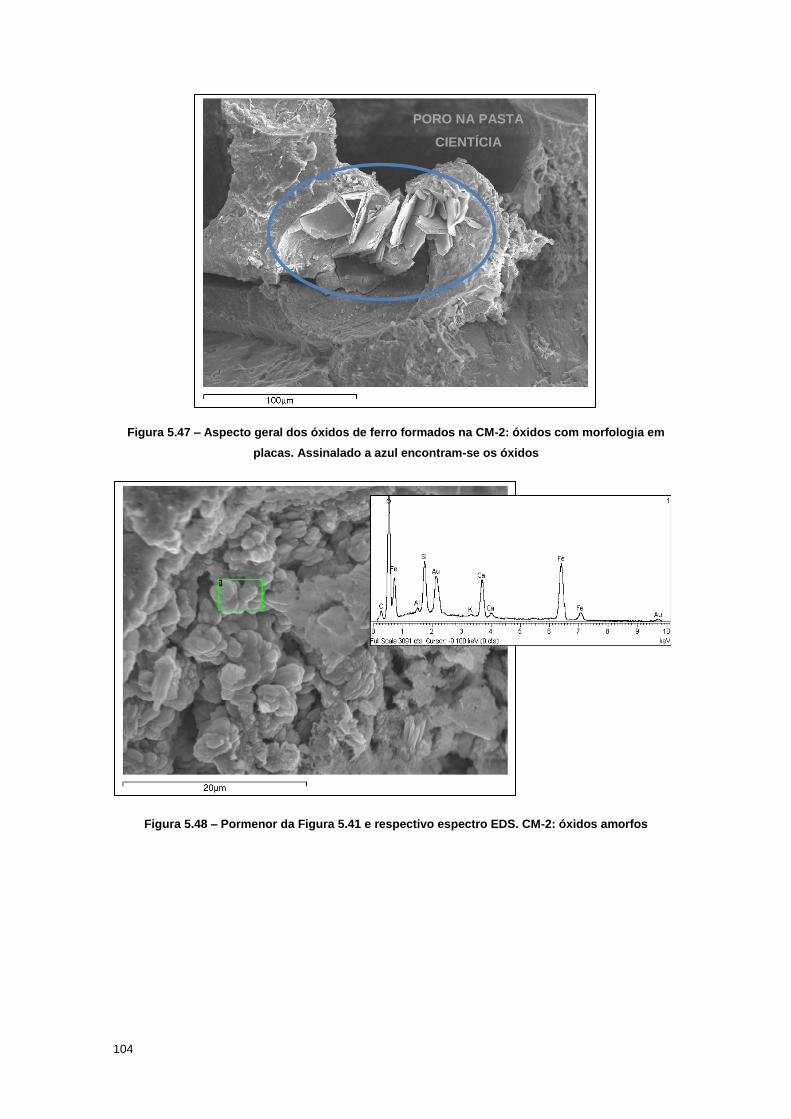
104
Figura 5.47 – Aspecto geral dos óxidos de ferro formados na CM-2: óxidos com morfologia em
placas. Assinalado a azul encontram-se os óxidos
Figura 5.48 – Pormenor da Figura 5.41 e respectivo espectro EDS. CM-2: óxidos amorfos
PORO NA PASTA
CIENTÍCIA
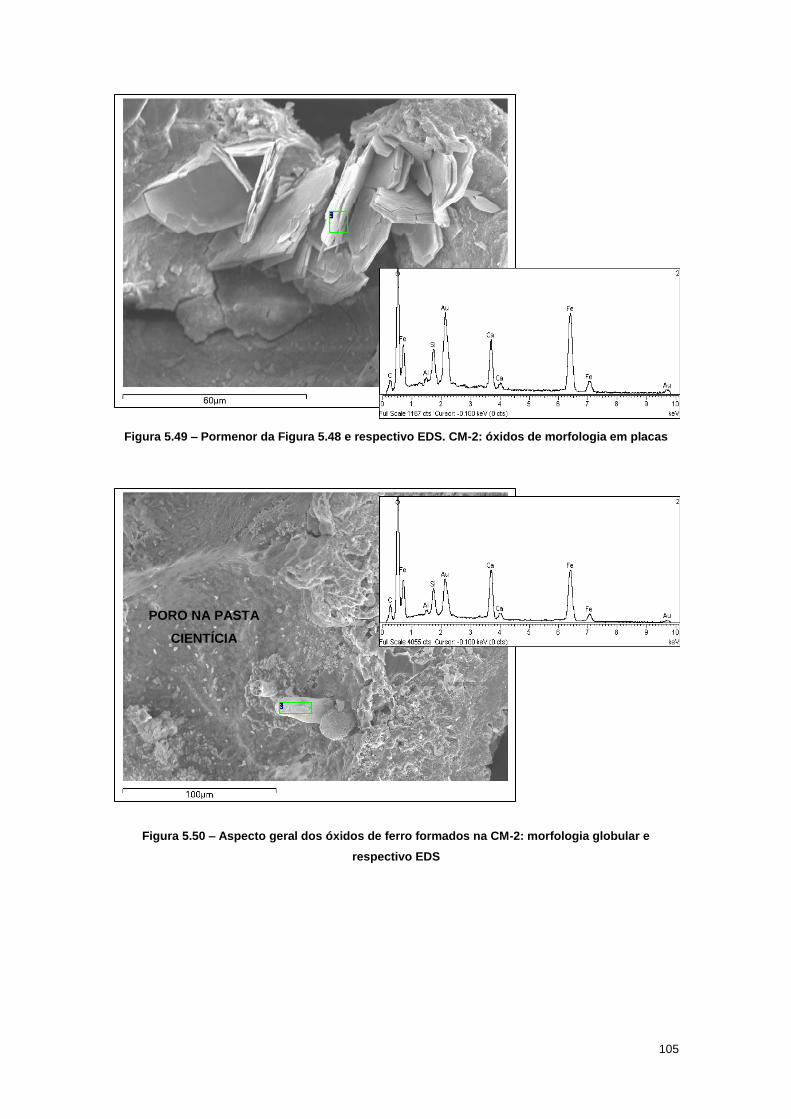
105
Figura 5.49 – Pormenor da Figura 5.48 e respectivo EDS. CM-2: óxidos de morfologia em placas
Figura 5.50 – Aspecto geral dos óxidos de ferro formados na CM-2: morfologia globular e
respectivo EDS
PORO NA PASTA
CIENTÍCIA
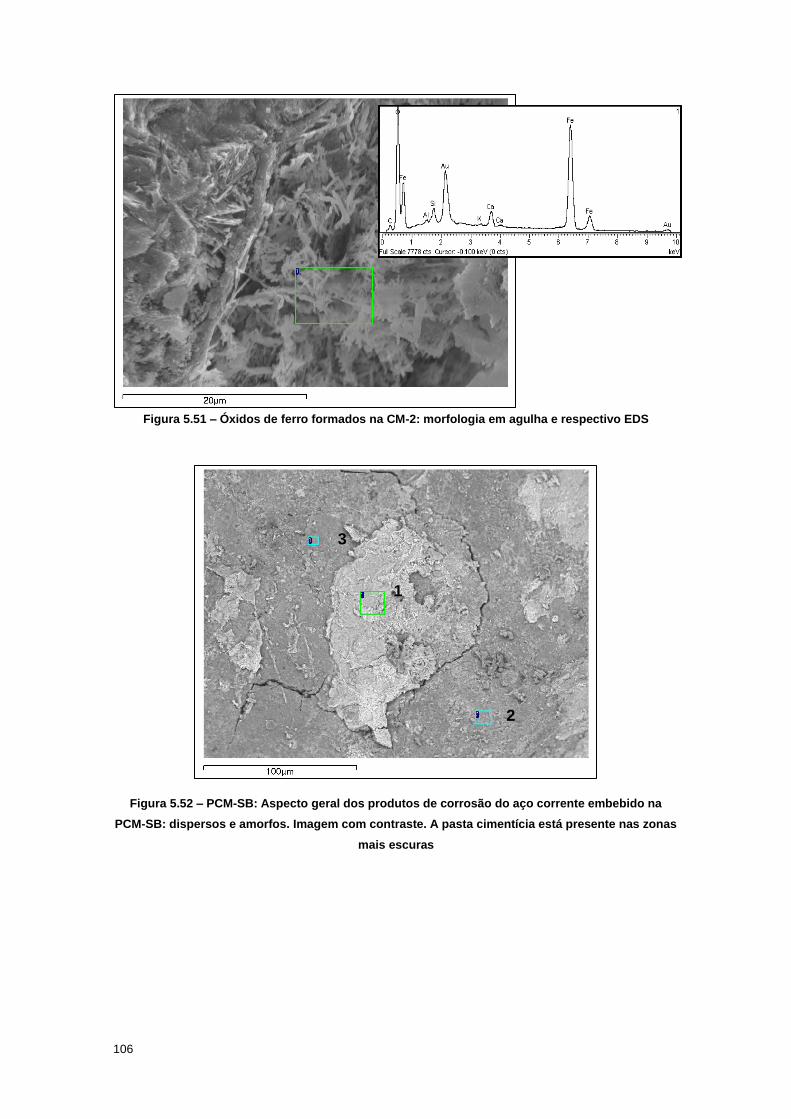
106
Figura 5.51 – Óxidos de ferro formados na CM-2: morfologia em agulha e respectivo EDS
Figura 5.52 – PCM-SB: Aspecto geral dos produtos de corrosão do aço corrente embebido na
PCM-SB: dispersos e amorfos. Imagem com contraste. A pasta cimentícia está presente nas zonas
mais escuras
1
2
3

107
Figura 5.53 – Espectros EDS referentes à Figura 5.52
Figura 5.54 – Morfologia dos produtos da corrosão do aço corrente formados na PCM-SB: aspecto
amorfo. Os óxidos são representados pelas zonas mais salientes, estando um pouco envolvidos
na pasta cimentícia como se pode observar nos EDS pela existência de cálcio
1
2
3
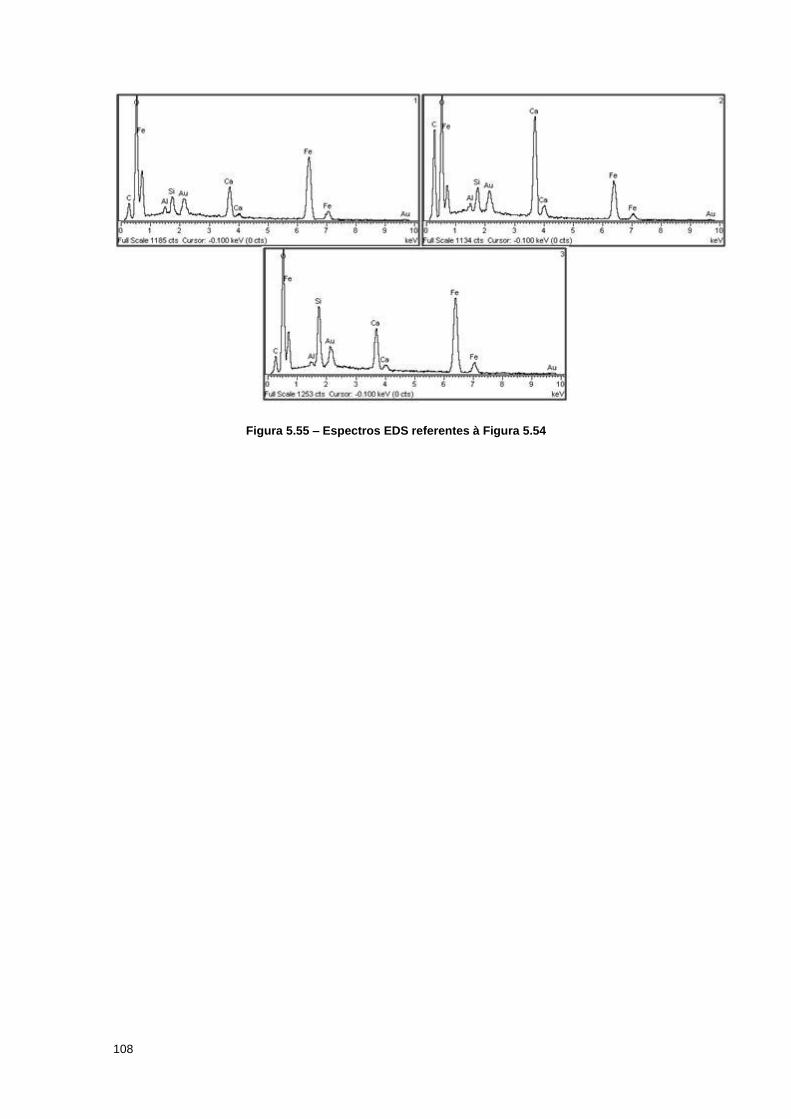
108
Figura 5.55 – Espectros EDS referentes à Figura 5.54
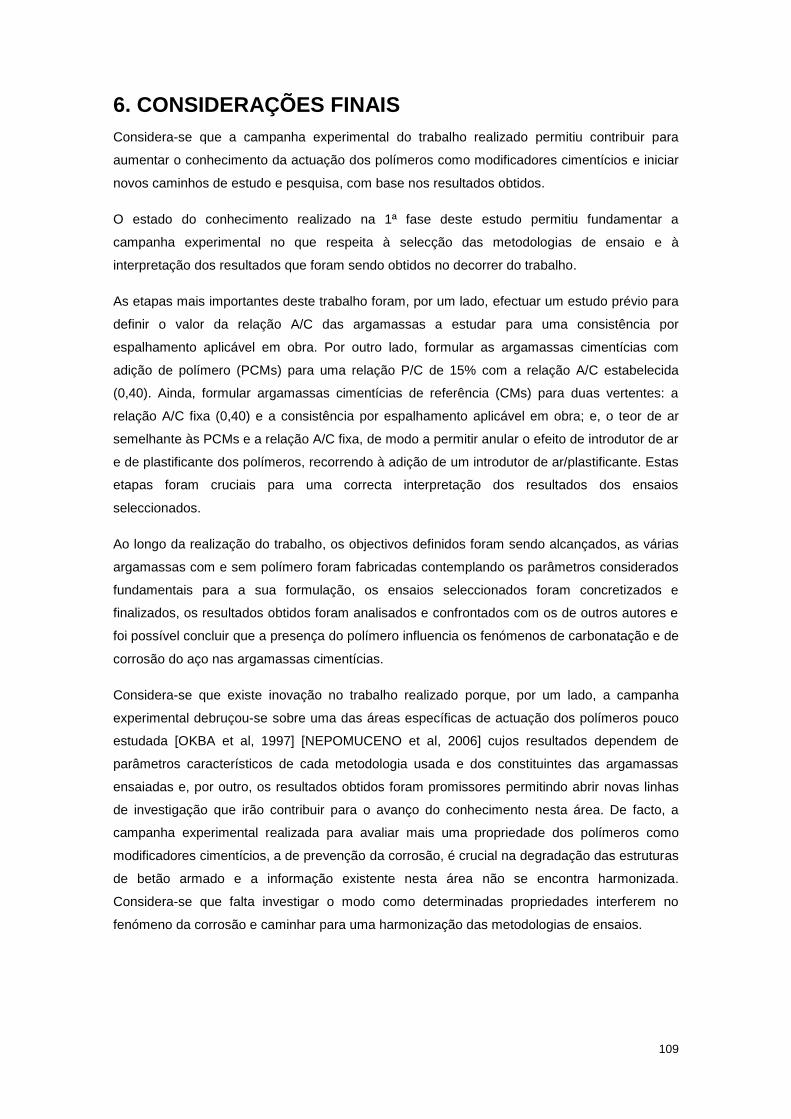
109
6. CONSIDERAÇÕES FINAIS
Considera-se que a campanha experimental do trabalho realizado permitiu contribuir para
aumentar o conhecimento da actuação dos polímeros como modificadores cimentícios e iniciar
novos caminhos de estudo e pesquisa, com base nos resultados obtidos.
O estado do conhecimento realizado na 1ª fase deste estudo permitiu fundamentar a
campanha experimental no que respeita à selecção das metodologias de ensaio e à
interpretação dos resultados que foram sendo obtidos no decorrer do trabalho.
As etapas mais importantes deste trabalho foram, por um lado, efectuar um estudo prévio para
definir o valor da relação A/C das argamassas a estudar para uma consistência por
espalhamento aplicável em obra. Por outro lado, formular as argamassas cimentícias com
adição de polímero (PCMs) para uma relação P/C de 15% com a relação A/C estabelecida
(0,40). Ainda, formular argamassas cimentícias de referência (CMs) para duas vertentes: a
relação A/C fixa (0,40) e a consistência por espalhamento aplicável em obra; e, o teor de ar
semelhante às PCMs e a relação A/C fixa, de modo a permitir anular o efeito de introdutor de ar
e de plastificante dos polímeros, recorrendo à adição de um introdutor de ar/plastificante. Estas
etapas foram cruciais para uma correcta interpretação dos resultados dos ensaios
seleccionados.
Ao longo da realização do trabalho, os objectivos definidos foram sendo alcançados, as várias
argamassas com e sem polímero foram fabricadas contemplando os parâmetros considerados
fundamentais para a sua formulação, os ensaios seleccionados foram concretizados e
finalizados, os resultados obtidos foram analisados e confrontados com os de outros autores e
foi possível concluir que a presença do polímero influencia os fenómenos de carbonatação e de
corrosão do aço nas argamassas cimentícias.
Considera-se que existe inovação no trabalho realizado porque, por um lado, a campanha
experimental debruçou-se sobre uma das áreas específicas de actuação dos polímeros pouco
estudada [OKBA et al, 1997] [NEPOMUCENO et al, 2006] cujos resultados dependem de
parâmetros característicos de cada metodologia usada e dos constituintes das argamassas
ensaiadas e, por outro, os resultados obtidos foram promissores permitindo abrir novas linhas
de investigação que irão contribuir para o avanço do conhecimento nesta área. De facto, a
campanha experimental realizada para avaliar mais uma propriedade dos polímeros como
modificadores cimentícios, a de prevenção da corrosão, é crucial na degradação das estruturas
de betão armado e a informação existente nesta área não se encontra harmonizada.
Considera-se que falta investigar o modo como determinadas propriedades interferem no
fenómeno da corrosão e caminhar para uma harmonização das metodologias de ensaios.
110
6.1. CONCLUSÕES
Como conclusões gerais do trabalho realizado, salientam-se os seguintes aspectos:
foi efectuado o levantamento do estado do conhecimento em relação à degradação do
betão devido à corrosão das armaduras induzida por carbonatação e apresentados os
métodos e princípios protagonizados na NP EN 1504-9 para esta degradação,
resumindo alguns exemplos práticos;
a relação A/C foi igual para todas as argamassas produzidas, CMs e PCMs, por ser
crucial para o fenómeno da corrosão do aço induzida por carbonatação nos materiais
cimentícios e para a trabalhabilidade das argamassas. O valor estabelecido para a
relação A/C foi de 0,40 por permitir fabricar argamassas com a trabalhabilidade
adequada para a reparação de estruturas de betão (argamassa aplicável em obra,
real), embora seja um valor elevado para as PCMs e um valor baixo para as CMs. Para
as PCMs, a acção dos polímeros como plastificantes não foi contabilizada, tendo
penalizado algumas das melhorias esperadas nas propriedades das argamassas
cimentícias pela adição dos polímeros. Para a CM-1, esta relação A/C de 0,4, foi muito
reduzida e com a ajuda do superplastificante, tornou a argamassa densa, com baixa
porosidade e com uma consequente elevada resistência mecânica. Para a CM-2, o
objectivo foi obrigatoriamente manter o valor de A/C igual às outras argamassas e
introduzir um teor de ar igual à das PCMs, para anular a acção do polímero como
introdutor de ar e, desse modo, permitir avaliar a acção do polímero nos fenómenos a
estudar nas argamassas cimentícias;
com a utilização de dois polímeros de famílias poliméricas distintas, de estireno-
butadieno e acrílica, e de duas argamassas cimentícias de referência, foi possível
contribuir para aumentar o conhecimento sobre a actuação dos polímeros na
velocidade de corrosão das armaduras induzida por carbonatação nos materiais
cimentícios;
o presente trabalho deu a conhecer e permitiu aprofundar os conhecimentos da autora
na área de trabalho experimental de laboratório, nomeadamente com a preparação de
amostras para ensaio, a realização dos ensaios laboratoriais, a avaliação da influência
das condições ambientais e do estado de calibração dos equipamentos, bem como a
interpretação e análise crítica dos resultados obtidos.
Como conclusões específicas do trabalho, salientam-se os seguintes aspectos:
os resultados obtidos confirmam a acção de superplastificante e de introdutor de ar dos
polímeros nas argamassas cimentícias e o consequente baixo valor da massa volúmica
fresca das PCMs;
111
com um traço ponderal 1:3 e uma consistência por espalhamento aplicável em obra
(100±10%), a relação A/C de uma argamassa cimentícia deve atingir um valor próximo
de 0,60 (sem adjuvantes químicos adicionados) e para uma PCM um valor inferior a
0,30;
os resultados obtidos confirmam a acção benéfica dos polímeros na resistência à
flexão, sem benefício para a resistência à compressão. Os resultados destacaram uma
maior eficiência do polímero acrílico, apesar da elevada relação (At+Var)/C ;
a influência do teor de ar na resistividade na saturação aos 29 dias das argamassas e,
para igual teor de ar, a presença do polímero conduz ao aumento da resistividade;
a maior eficácia do polímero acrílico na redução da absorção de água por capilaridade,
resultado do seccionamento da estrutura capilar pelo elevado do teor de ar introduzido
e admitindo-se ainda um eventual efeito hidrofugante na redução da tensão superficial
das paredes dos capilares;
a maior eficácia dos polímeros, em particular do polímero acrílico (As), na redução da
absorção de água à pressão atmosférica, em comparação com as CMs, devido à
impermeabilidade conferida pelo filme polimérico característico das argamassas
modificadas com polímeros;
a influência da relação (At + Var)/C na profundidade de carbonatação das argamassas,
pois quanto maior esta relação menor é a resistência à carbonatação da argamassa;
os resultados obtidos permitiram confirmar o efeito marcante da temperatura e da
presença da água na intensidade da corrente e na velocidade de corrosão do aço no
interior das argamassas cimentícias;
os resultados promissores dos polímeros em inibir a corrosão do aço no interior das
argamassas cimentícias já carbonatadas, conservadas a 20°C, 65% HR e 5% de CO2;
a maior eficácia do polímero acrílico (As) na inibição da corrosão do aço nas
argamassas cimentícias já carbonatadas, conservadas a 38°C e 90% HR, admitindo-se
resultar da acção conjunta da colmatação e refinamento dos poros devido à
carbonatação e do maior efeito de barreira no acesso de água para o interior da
argamassa;
a argamassa CM-1 embora com resultados igualmente promissores na prevenção da
corrosão do aço induzida por carbonatação, na prática esta argamassa era impossível
de ser aplicada manualmente em reparações localizadas de estruturas de betão
armado devido à sua muito reduzida trabalhabilidade, quantificada por uma
consistência por espalhamento de 81%;
a influência do polímero na morfologia e desenvolvimento dos produtos da corrosão do
aço, apresentando-se de uma maneira geral menos desenvolvidos na PCM-SB, face a
morfologias mais volumosas e mais desenvolvidas, do tipo planares e rosáceas,
presentes nas CMs;
a cor escura dos produtos de corrosão observados deve-se ao facto destes serem
formados com uma menor quantidade de oxigénio.
112
6.2. DESENVOLVIMENTOS FUTUROS
Os desenvolvimentos futuros que se prevêem para a continuidade do estudo das PCMs para
aplicação em reparação de estruturas de betão armado apontam para o aprofundamento do
conhecimento da acção dos polímeros no desempenho das PCMs e nos fenómenos ocorridos.
Referem-se algumas das principais linhas de desenvolvimento futuro:
estudo da influência do tipo e da natureza do polímero na velocidade de corrosão do
aço embebido em argamassas cimentícias, com base nos resultados promissores
obtidos no presente trabalho;
estudo mais abrangente para a avaliação da permeabilidade à água das PCMs, com
diferentes metodologias de ensaio, e a sua influência na velocidade de corrosão;
análise química mais alargada, nomeadamente com ensaio de difracção dos raios X,
de modo a aprofundar o conhecimento da estrutura molecular dos óxidos formados;
análise específica e vocacionada para analisar a composição química dos produtos de
corrosão de forma a permitir avaliar a presença do polímero na sua constituição;
estudo dos parâmetros controladores do fenómeno de carbonatação da argamassa
cimentícia com adição de polímeros, de modo a contribuir para aumentar o
conhecimento do distinto desempenho das diferentes famílias poliméricas.
113
REFERÊNCIAS BIBLIOGRÁFICAS
ARTIGOS, DISSERTAÇÕES E LIVROS
AHMED, S. (2011) – Mechanical and durability proprieties of combined polymer and
supplementary cementitious materials modified mortars, Journal of Materials in Civil
Engineering, Março.
ANDRADE, C., ALONSO, C., ARTEAGA, A., TANNER, P. (1998) - Four Level Methodology
For Service Life Performance Based Calculation, Proceeding of Preventing Chloride and
Carbonation InducedCorrosion of Reinforced Concrete, Materials Group of SCI, London.
APPLETON, J. (2009) - Durabilidade de Estruturas de Betão Armado e Pré-Esforçado. Folhas
de Apoio às aulas de Estruturas de Betão I, Instituto Superior Técnico, Lisboa.
BRITO, J. (2001) - Vida Útil das Construções e sua Previsão. Apontamentos da cadeira de
Patologia e Reabilitação da Construção, Instituto Superior Técnico, Lisboa.
CASTELLOTE, M.; FERNANDEZ, L.; ANDRADE, C.; ALONSO, C. (2007) - Chemical changes
and phase analysis of OPC pastes carbonated at different CO2 concentrations, RILEM, volume
42, pp. 515 a 525.
COUTINHO, A. (1988) - Fabrico e Propriedades do Betão – Volume I, Laboratório Nacional de
Engenharia Civil, Lisboa.
COUTINHO, J (1998) – Melhoria da durabilidade do betão por tratamento da cofragem, Tese
de Doutoramento, FEUP, Porto.
COSTA, A. (1997) - Durabilidade de Estruturas de Betão Armado em Ambiente Marítimo, Tese
de Doutoramento, Instituto Superior Técnico, Lisboa.
COSTA, E., HASTENPFLUG, D., SCHIPER, N., VECCHIA, F., ANDRADE, J., MORAES, M.,
BRITTO, R., TAVARES, L. (2009) - Avaliação das propriedades mecânicas da pasta de
cimento utilizada em poços de petróleo na presença de CO2 supercrítico, Brasil.
DIOGO, J. - Sotecnisol Engenharia e Reabilitação – www.sotecnisol.pt (Artigo retirado da
página online em Novembro de 2009)
FOWLER, D. W. (1999) – Polymers in concrete: a vision for the 21st century, Cement &
Concrete Composites, Nº21, pp. 449-452.
FREIRE, K. (2005) - Avaliação do desempenho de inibidores de corrosão em armaduras de
concreto, Tese de Mestrado, Universidade Federal do Paraná, Curitiba.
114
GONÇALVES, A. (1999) - Durabilidade Real e Potencial do Betão, Programa da investigação
apresentado a concurso de acesso à categoria de Investigador-Coordenador do Laboratório
Nacional de Engenharia Civil, LNEC, Lisboa.
GULIKERS, J. (1996) – Experimental investigations on macrocell corrosion in chloride-
contaminated concrete, Heron, Vol. 41, No. 2, pp. 107-123.
HO, D.; LEWIS, R. (1987) – Carbonation of concrete and its prediction, Cement and Concrete
Research, Vol.17, nº3, pp.489-504.
MEDEIROS, M. (2001) – Estudo de variáveis que influenciam nas medidas de resistividade de
estruturas de betão armado, Engenharia civil, UM, Número 12, pp. 55-64.
MEHTA, P. (1991) -– Concrete in the Marine Environment, England, pp. 207.
NEPOMUCENO, A.A., ANDRADE, C. (2006) – Steel protection capacity of polymeric based
cement mortars against chloride and carbonation attacks studied using electrochemical
polarization resistance, Cement & Concrete Composites, 28, pp. 716-721.
OHAMA, Y. (1972) – Formulas of estimating the compressive strength of polymer-modified
mortars, Proceedings of the Fifteenth Japan Congress on Materials Research, The Society of
Materials Science, Japan, Kyoto, pp. 151-153.
OHAMA, Y. (1981) – Mix design system for polymer-modified mortars, Proceedings of the
Second Australian Conference on Engineering Materials, Unisearch, Sydney, pp. 163-172.
OHAMA, Y. (1995) – Hand Book of Polymer-Modified Concrete and Mortars, Properties and
Process Technology, Ed. Noyes Publications, USA.
OHAMA, Y. (1998) – Polymer-based Admixtures. Cement & Concrete Composites, Nº20, pp.
189-212.
OKBA, S.H., EL-DIEB, A.S., REDA, M.M. (1997) – Evaluation of the corrosion resistance of
latex modified concrete (LCM), Cement & Concrete Composites, 27, Nº6, pp. 861-868.
PEREIRA, E. V., FIGUEIRA, R. B., SALTA, M. M., FONSECA, I. T. E. (2009) – A galvanic
sensor for monitoring the corrosion condition of the concrete reinforcing steel: Relationship
between the galvanic and the corrosion currents, Sensors, vol. 9, pp. 8391-8398.
PINA, F. (2009) – Resistência à carbonatação de argamassas de reparação para estruturas em
betão armado: Estudo das argamassas cimentícias modificadas com polímeros, Dissertação de
Mestrado, Instituto Superior Técnico, Lisboa.
REUPACH, M. (1997) – Monitoring system for the penetration of chlorides, carbonation and the
corrosion risk for the reinforcement, Construction and Buildings Materials, Vol. 11, No. 4, pp.
207-214.
115
RAUPACH, M. (2006) – Patch repairs on reinforced concrete structures. Model investigations
on the required size and practical consequences, Cement & Concrete Composites, No. 28, pp.
679-684.
RIBEIRO, M.S. (2004) – Argamassas cimentícias modificadas com adjuvantes poliméricos:
composição e características, Tese de Doutoramento, Laboratório Nacional de Engenharia
Civil, Lisboa.
RIBEIRO, M.S., GONÇALVES A.F., BRANCO F.A.B. (2008) – Styrene-butadiene polymer
action on compressive and tensile strengths of cement mortars, Materials and Structures, 41,
pp. 1263-1273.
SCHIESSL, P. (1987) – Influence of composition of concrete on the corrosion protection of the
reinforcement, ACI, Concrete Durability, SP-100, pp. 1633-1650.
SCHUBERT, P. (1991) – Carbonation, RILEM Report 7, Fly Ash in Concrete, Proprieties and
Performances, E&FN Spon, pp. 143-157.
SIEBEERT, O. W. (1986) - Application of the rapid-scan potentiodynamic polarization technique
for corrosion studies. Electrochemical techniques. Houston, National Association of Corrosion
Engineers. pp. 81-92.
UOMOTO, T; TAKADA, Y. (1993) – Factor affecting concrete carbonation rate. Durability of
Building Materials and Components, E&FN Spon, pp. 1133-1141.
VIEIRA, M. (2008) - Betões Autocompactáveis – Reologia do Betão no Estado Fresco, Tese de
Doutoramento, Laboratório Nacional de Engenharia Civil, Lisboa.
WEE, T. H., ARVIND, K. S., SAN, T. (1999) - Influence of Aggregate Fraction in The Mix on The
Reliability of The Rapid Chloride Permeability Test, Cement & Concrete Composites.
ZHONG, L., HU, J., LIANG, H., CAO, A., SONG, W., WAN, L. (2006) – Self-Assembled 3D
Flowerlike Iron Oxide Nanostructures and Their Application in Water Treatment, Advanced
Materials, 18, pp. 2426-2431.
NORMAS E ESPECIFICAÇÕES DE ENSAIO
ASTM C 231 (2009) – Standard test method for air content of freshly mixed concrete by the
pressure method.
ASTM C 1437 (2007) – Standard test method for flow of hydraulic cement mortar.
EN 1542 (1999) – Products and systems for the protection and repair of concrete structures.
Test methods. Measurement of bond strength by pull-of.
116
EN 12190 (1998) – Products and systems for the protection and repair of concrete structures.
Test methods. Determination of compressive strength of repair mortar.
EN 13295 (2004) – Products and systems for the protection and repair of concrete structures.
Test methods. Determination of resistance to carbonation.
LNEC E 391 (1993) – Betões. Determinação da Resistência à Carbonatação, Laboratório
Nacional de Engenharia Civil, Lisboa.
LNEC E 394 (1993) – Betões. Determinação da absorção de água por imersão. Ensaio à
pressão atmosférica.
LNEC E 464 (2007) – Betões. Metodologia prescritiva para uma vida útil de projecto de 50 a
100 anos face às acções ambientais, Laboratório Nacional de Engenharia Civil, Lisboa.
LNEC E 465 (2007) – Betões. Metodologia para estimar as propriedades de desempenho do
betão que permitem satisfazer a vida útil de projecto de estruturas de betão armado ou pré-
esforçado sob as exposições ambientais XC e XS, Laboratório Nacional de Engenharia Civil,
Lisboa.
pr EN 13057 (2001) – Products and systems for the protection and repair of concrete structures.
Test methods. Determination of resistance of capillary absorption.
NP 1379 (1976) – Inertes para argamassas e betões. Análise granulométrica.
NP EN 196-1 (2006) – Métodos de ensaio de cimentos. Parte 1: Determinação das resistências
mecânicas.
NP EN 196-2 (2006) – Métodos de ensaio de cimentos. Parte 2: Análise química de cimentos.
NP EN 197-1 (2005) – Cimento. Parte1: Composição, especificações e critérios de
conformidade para cimentos correntes.
NP EN 206-1 (2007) – Betão. Parte 1: Especificação, desempenho, produção e conformidade.
NP EN 480-8 (1998) – Adjuvantes para betão, argamassa e caldas de injecção. Métodos de
ensaio. Parte 8: Determinação do teor de resíduo seco.
NP EN 933-1 (2000) – Ensaios das propriedades geométricas dos agregados. Parte 1: Análise
granulométrica. Método de peneiração.
NP EN 1097-6 (2003) – Ensaios das propriedades mecânicas e físicas dos agregados. Parte 6:
Determinação da massa volúmica e da absorção de água.
NP EN 1504 - Produtos e sistemas para a protecção e reparação de estruturas de betão.
Definições, requisitos, controlo da qualidade e avaliação da conformidade.

117
NP EN 1504-1 (2005) - Produtos e sistemas para a protecção e reparação de estruturas de
betão. Definições, requisitos, controlo da qualidade e avaliação da conformidade. Parte 1:
Definições.
NP EN 1504-3 (2006) - Produtos e sistemas para a protecção e reparação de estruturas de
betão. Definições, requisitos, controlo da qualidade e avaliação da conformidade. Parte 3:
Reparação estrutural e não estrutural.
NP EN 1504-9 (2009) - Produtos e sistemas para a protecção e reparação de estruturas de
betão. Definições, requisitos, controlo da qualidade e avaliação da conformidade. Parte 9:
Princípios gerais para a utilização de produtos e sistemas.
NP EN 12350-6 (2002) – Ensaios do betão fresco. Parte 6: Massa volúmica.
RILEM TC 154-EMC (2000) – Electrochemical techniques for measuring metallic corrosion,
Materials and structures, Vol. 33, December, pp. 603-611.
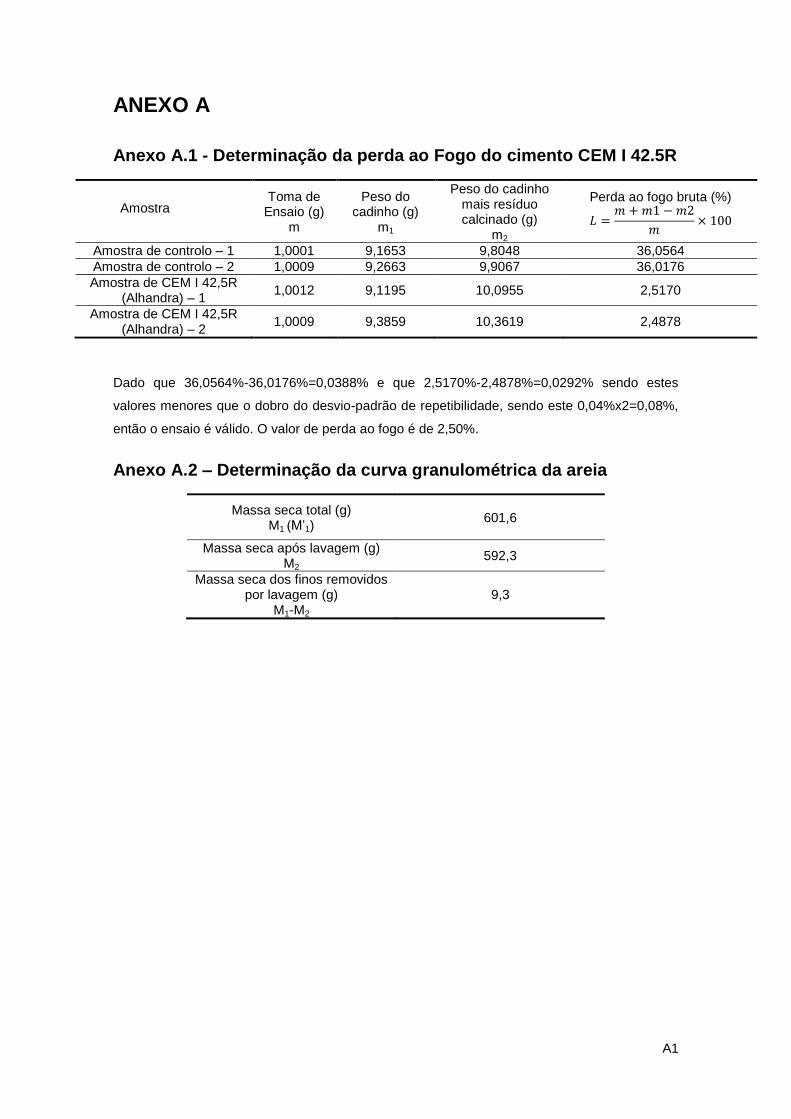
A1
ANEXO A
Anexo A.1 - Determinação da perda ao Fogo do cimento CEM I 42.5R
Amostra Toma de
Ensaio (g) m
Peso do cadinho (g)
m1
Peso do cadinho mais resíduo calcinado (g)
m2
Perda ao fogo bruta (%)
Amostra de controlo – 1 1,0001 9,1653 9,8048 36,0564
Amostra de controlo – 2 1,0009 9,2663 9,9067 36,0176
Amostra de CEM I 42,5R (Alhandra) – 1
1,0012 9,1195 10,0955 2,5170
Amostra de CEM I 42,5R (Alhandra) – 2
1,0009 9,3859 10,3619 2,4878
Dado que 36,0564%-36,0176%=0,0388% e que 2,5170%-2,4878%=0,0292% sendo estes
valores menores que o dobro do desvio-padrão de repetibilidade, sendo este 0,04%x2=0,08%,
então o ensaio é válido. O valor de perda ao fogo é de 2,50%.
Anexo A.2 – Determinação da curva granulométrica da areia
Massa seca total (g) M1 (M’1)
601,6
Massa seca após lavagem (g) M2
592,3
Massa seca dos finos removidos por lavagem (g)
M1-M2 9,3
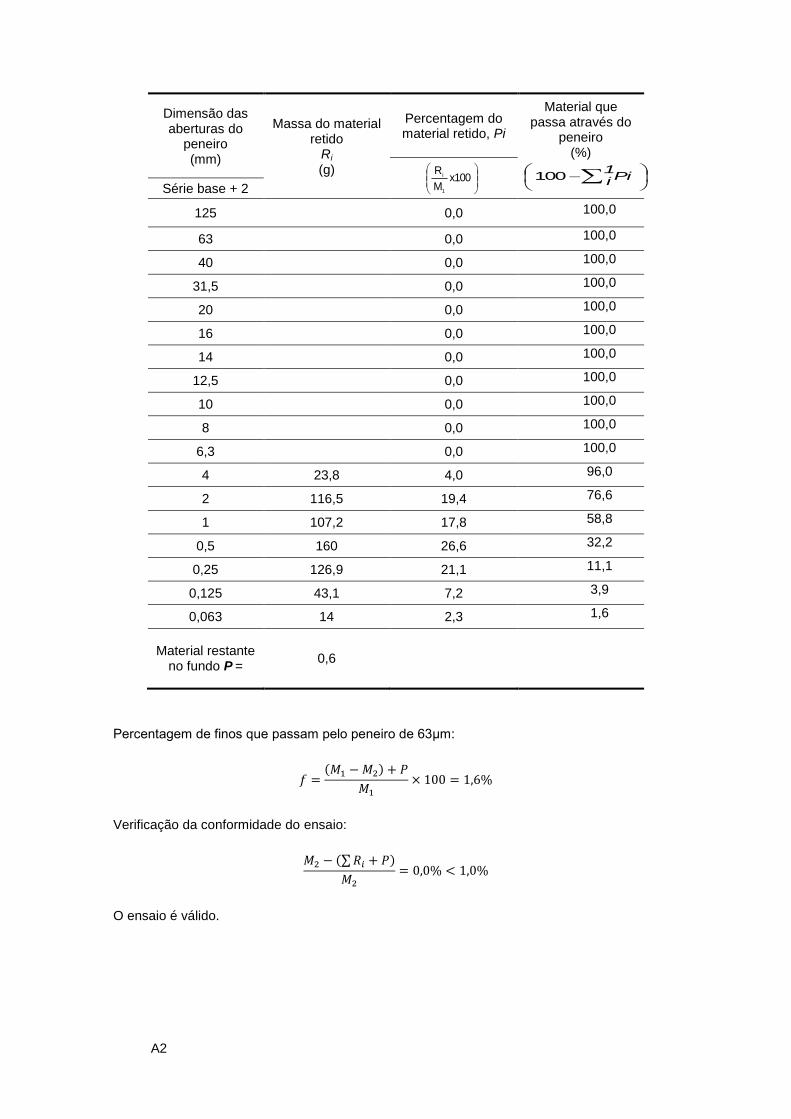
A2
Dimensão das aberturas do
peneiro (mm)
Massa do material retido
Ri (g)
Percentagem do material retido, Pi
Material que passa através do
peneiro (%)
Série base + 2
125
0,0 100,0
63
0,0 100,0
40
0,0 100,0
31,5
0,0 100,0
20
0,0 100,0
16
0,0 100,0
14
0,0 100,0
12,5
0,0 100,0
10
0,0 100,0
8
0,0 100,0
6,3
0,0 100,0
4 23,8 4,0 96,0
2 116,5 19,4 76,6
1 107,2 17,8 58,8
0,5 160 26,6 32,2
0,25 126,9 21,1 11,1
0,125 43,1 7,2 3,9
0,063 14 2,3 1,6
Material restante no fundo P =
0,6
Percentagem de finos que passam pelo peneiro de 63μm:
Verificação da conformidade do ensaio:
O ensaio é válido.
100x
M
R
1
i
1i Pi100

A3
Anexo A.3 – Determinação do módulo de finura da areia
Peso da amostra (g) 1061,6
Peneiro Malha (mm)
Resíduo Resíduos acumulados
(%)
g % Passado Retido
.6'' 152,4
0,000 100,000 0,000
4'' 101,6
0,000 100,000 -
.3'' 76,2
0,000 100,000 0,000
2'' 50,8
0,000 100,000 -
.1'' 1/2 38,1
0,000 100,000 0,000
1'' 25,4
0,000 100,000 -
.3/4'' 19,1
0,000 100,000 0,000
1/2'' 12,7
0,000 100,000 -
.3/8'' 9,52
0,000 100,000 0,000
.nº4 4,76 0,3 0,028 99,972 0,028
.nº8 2,38 130,7 12,326 87,646 12,354
.nº16 1,19 146,7 13,834 73,812 26,188
.nº30 0,59 275 25,934 47,878 52,122
.nº50 0,297 314,7 29,677 18,201 81,799
.nº100 0,149 121,4 11,449 6,752 93,248
nº200 0,074 50,3 4,743 2,009 -
Refugo - 21,3 2,009 - -
Totais 1060,4 100 - 265,739
Módulo de Finura 2,7
Anexo A.4 – Determinação da massa volúmica e da absorção de
água da areia
Designação Valor Temperatura
da água (ºC)
M1 – Massa do agregado saturado com a superfície seca ao ar (g)
588,1 ----------
M2 – Massa do picnómetro contendo o provete de agregado saturado (g)
1895,9 20
M3 – Massa do picnómetro apenas cheio de água (g) 1532,1 20
M4 – massa de ar do provete seco em estufa (g) 586,3 ----------
ρω – massa volúmica da água à temperatura registada na determinação de M2 (Mg/m
3)
0,9982 ----------
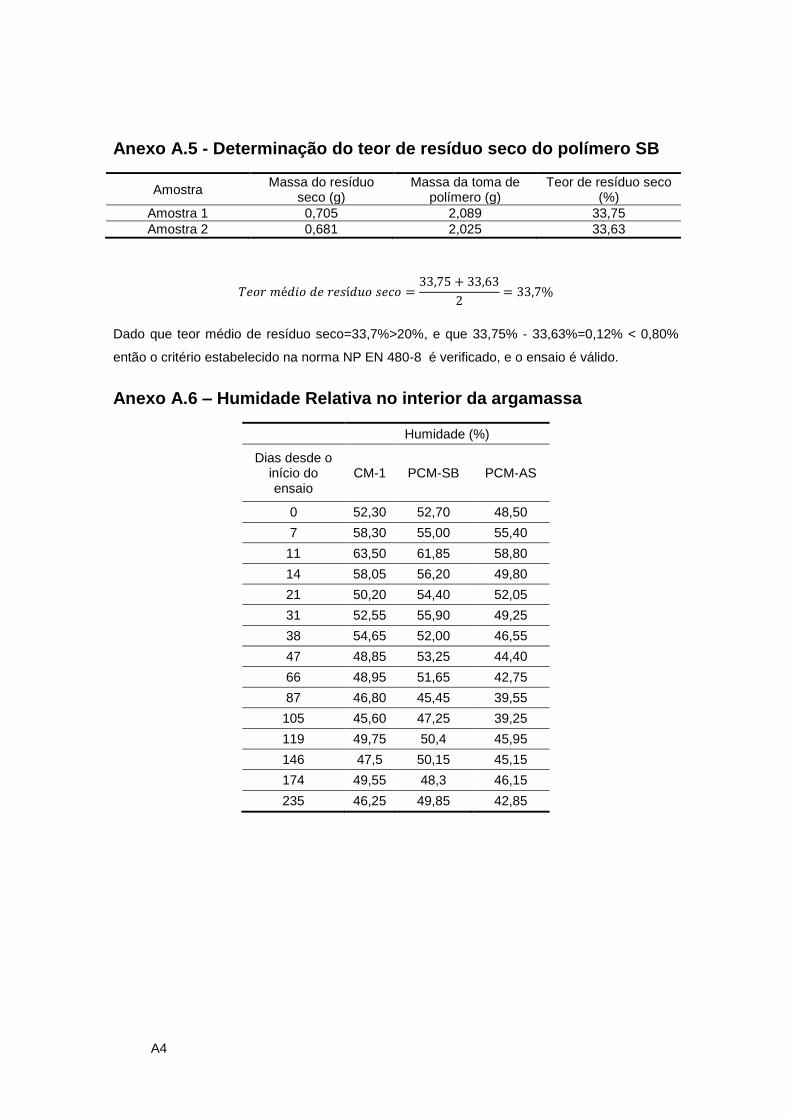
A4
Anexo A.5 - Determinação do teor de resíduo seco do polímero SB
Amostra Massa do resíduo
seco (g) Massa da toma de
polímero (g) Teor de resíduo seco
(%)
Amostra 1 0,705 2,089 33,75
Amostra 2 0,681 2,025 33,63
Dado que teor médio de resíduo seco=33,7%>20%, e que 33,75% - 33,63%=0,12% < 0,80%
então o critério estabelecido na norma NP EN 480-8 é verificado, e o ensaio é válido.
Anexo A.6 – Humidade Relativa no interior da argamassa
Humidade (%)
Dias desde o início do ensaio
CM-1 PCM-SB PCM-AS
0 52,30 52,70 48,50
7 58,30 55,00 55,40
11 63,50 61,85 58,80
14 58,05 56,20 49,80
21 50,20 54,40 52,05
31 52,55 55,90 49,25
38 54,65 52,00 46,55
47 48,85 53,25 44,40
66 48,95 51,65 42,75
87 46,80 45,45 39,55
105 45,60 47,25 39,25
119 49,75 50,4 45,95
146 47,5 50,15 45,15
174 49,55 48,3 46,15
235 46,25 49,85 42,85
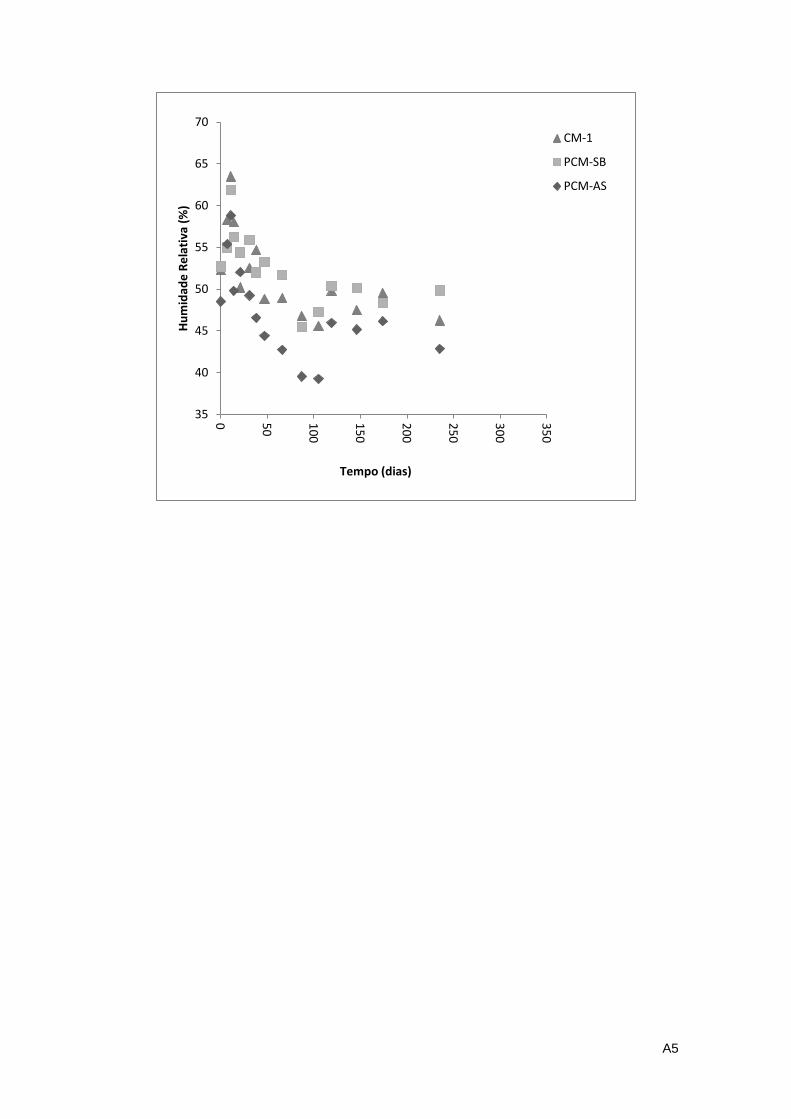
A5
35
40
45
50
55
60
65
70
0
50
10
0
15
0
20
0
25
0
30
0
35
0
Hu
mid
ade
Re
lati
va (
%)
Tempo (dias)
CM-1
PCM-SB
PCM-AS
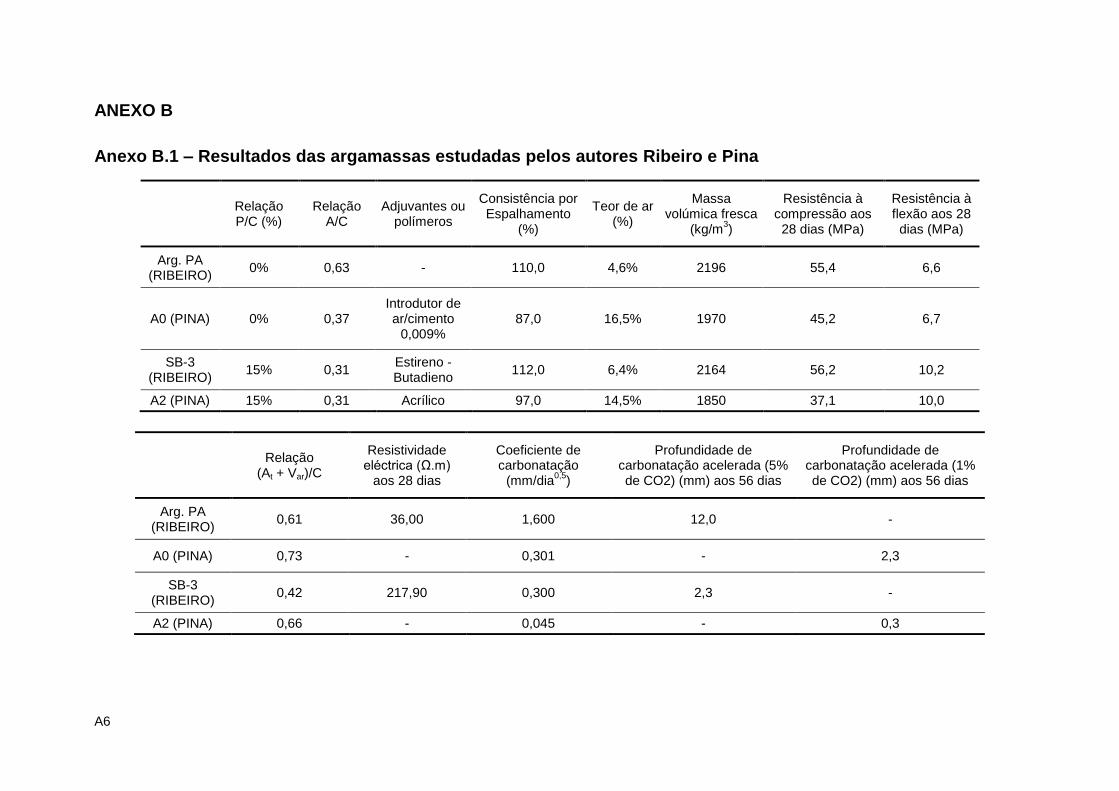
A6
ANEXO B
Anexo B.1 – Resultados das argamassas estudadas pelos autores Ribeiro e Pina
Relação P/C (%)
Relação A/C
Adjuvantes ou polímeros
Consistência por Espalhamento
(%)
Teor de ar (%)
Massa volúmica fresca
(kg/m3)
Resistência à compressão aos 28 dias (MPa)
Resistência à flexão aos 28 dias (MPa)
Arg. PA (RIBEIRO)
0% 0,63 - 110,0 4,6% 2196 55,4 6,6
A0 (PINA) 0% 0,37 Introdutor de ar/cimento
0,009% 87,0 16,5% 1970 45,2 6,7
SB-3 (RIBEIRO)
15% 0,31 Estireno - Butadieno
112,0 6,4% 2164 56,2 10,2
A2 (PINA) 15% 0,31 Acrílico 97,0 14,5% 1850 37,1 10,0
Relação
(At + Var)/C
Resistividade eléctrica (Ω.m)
aos 28 dias
Coeficiente de carbonatação
(mm/dia0,5
)
Profundidade de carbonatação acelerada (5% de CO2) (mm) aos 56 dias
Profundidade de carbonatação acelerada (1% de CO2) (mm) aos 56 dias
Arg. PA (RIBEIRO)
0,61 36,00 1,600 12,0 -
A0 (PINA) 0,73 - 0,301 - 2,3
SB-3 (RIBEIRO)
0,42 217,90 0,300 2,3 -
A2 (PINA) 0,66 - 0,045 - 0,3
A7
Anexo B.2 – Teor de ar
Argamassa Teor de ar
CM-1 6,0%
CM-2 35,0%
PCM-SB 11,5%
PCM-As 25,0%
Anexo B.3 – Consistência por espalhamento das argamassas
Argamassa Consistência por espalhamento Aspecto
CM-1 81,0%
CM-2 100,5%
PCM-SB 121,0%
PCM-As 136,5%
A8
Argamassa Consistência por espalhamento
CM-1
CM-2
PCM-SB
PCM-As
Anexo B.4 – Massa volúmica fresca das argamassas
Argamassa Massa volúmica fresca
(kg/m3)
CM-1 2232
CM-2 1358
PCM-SB 1959
PCM-As 1716
Anexo B.5 – Resistência à flexão e à compressão das argamassas
Argamassa Resistência à flexão aos 28
dias (MPa)
Resistência à compressão aos 28
dias (MPa)
CM-1 13,8 66,0
CM-2 3,3 8,6
PCM-SB 12,2 29,2
PCM-As 14,6 29,3
Anexo B.6 – Relação (Água total + Volume de ar)/Cimento
CM-1 CM-2 PCM-SB PCM-As
Cimento (kg/m3) 505,0 308,4 430,5 377,1
Água total (kg/m3) 202,0 123,4 172,2 150,9
Teor de ar (%) 6,0 35,0 11,5 25,0
Volume de ar (kg/m3) 60 350 115 250
At + Var 262,0 473,4 287,2 400,9
(At+Var)/C 0,52 1,54 0,67 1,06
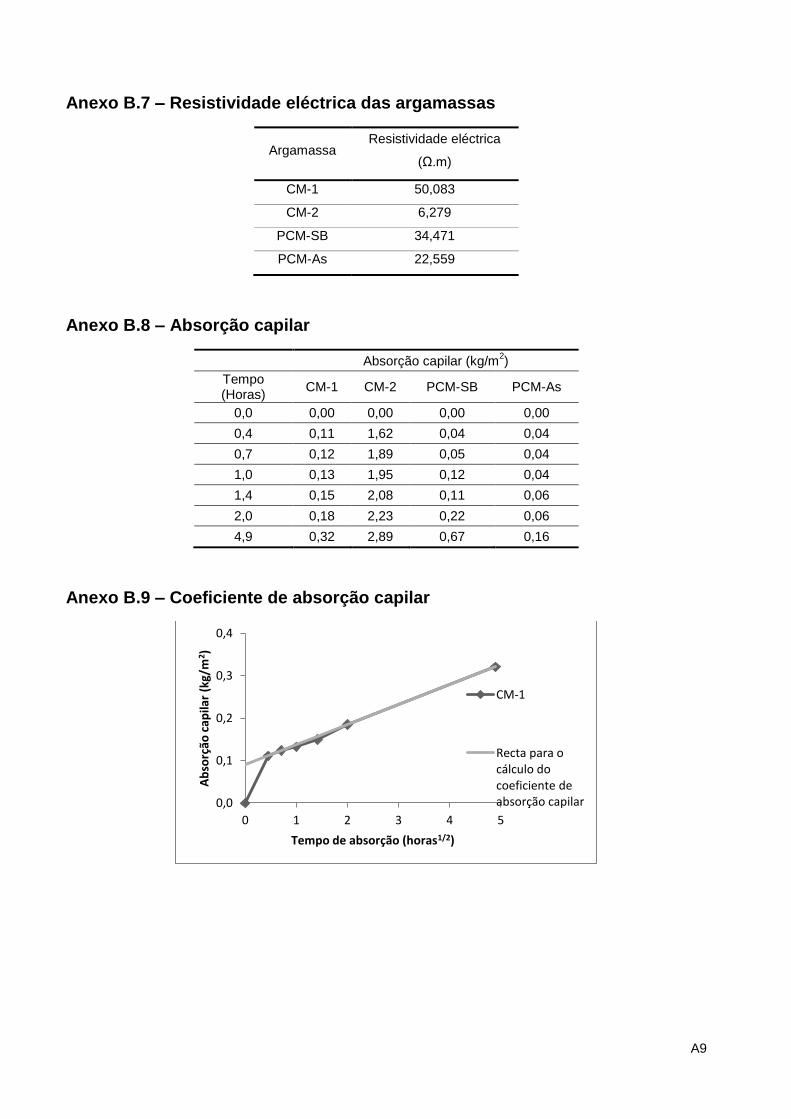
A9
Anexo B.7 – Resistividade eléctrica das argamassas
Argamassa Resistividade eléctrica
(Ω.m)
CM-1 50,083
CM-2 6,279
PCM-SB 34,471
PCM-As 22,559
Anexo B.8 – Absorção capilar
Absorção capilar (kg/m
2)
Tempo (Horas)
CM-1 CM-2 PCM-SB PCM-As
0,0 0,00 0,00 0,00 0,00
0,4 0,11 1,62 0,04 0,04
0,7 0,12 1,89 0,05 0,04
1,0 0,13 1,95 0,12 0,04
1,4 0,15 2,08 0,11 0,06
2,0 0,18 2,23 0,22 0,06
4,9 0,32 2,89 0,67 0,16
Anexo B.9 – Coeficiente de absorção capilar
0,0
0,1
0,2
0,3
0,4
0 1 2 3 4 5
Ab
sorç
ão c
apila
r (k
g/m
2)
Tempo de absorção (horas1/2)
CM-1
Recta para o cálculo do coeficiente de absorção capilar
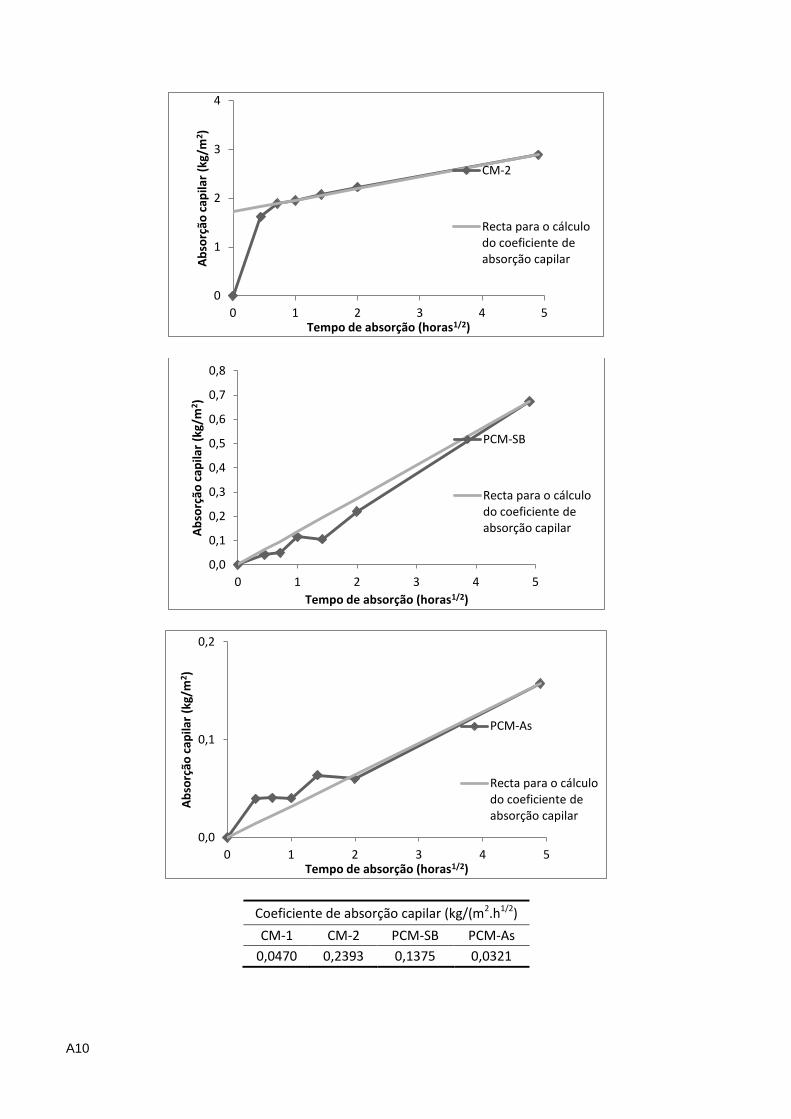
A10
Coeficiente de absorção capilar (kg/(m2.h1/2)
CM-1 CM-2 PCM-SB PCM-As
0,0470 0,2393 0,1375 0,0321
0
1
2
3
4
0 1 2 3 4 5
Ab
sorç
ão c
apila
r (k
g/m
2 )
Tempo de absorção (horas1/2)
CM-2
Recta para o cálculo do coeficiente de absorção capilar
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 1 2 3 4 5
Ab
sorç
ão c
apila
r (k
g/m
2 )
Tempo de absorção (horas1/2)
PCM-SB
Recta para o cálculo do coeficiente de absorção capilar
0,0
0,1
0,2
0 1 2 3 4 5
Ab
sorç
ão c
apila
r (k
g/m
2 )
Tempo de absorção (horas1/2)
PCM-As
Recta para o cálculo do coeficiente de absorção capilar
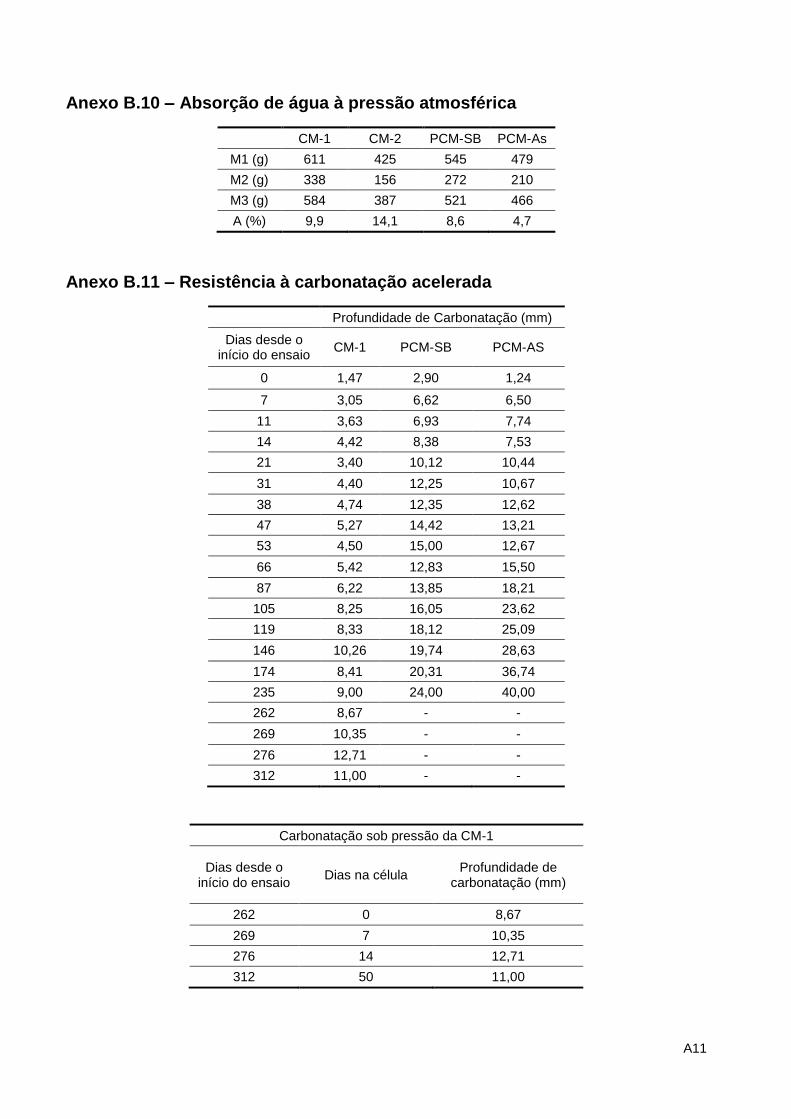
A11
Anexo B.10 – Absorção de água à pressão atmosférica
CM-1 CM-2 PCM-SB PCM-As
M1 (g) 611 425 545 479
M2 (g) 338 156 272 210
M3 (g) 584 387 521 466
A (%) 9,9 14,1 8,6 4,7
Anexo B.11 – Resistência à carbonatação acelerada
Profundidade de Carbonatação (mm)
Dias desde o início do ensaio
CM-1 PCM-SB PCM-AS
0 1,47 2,90 1,24
7 3,05 6,62 6,50
11 3,63 6,93 7,74
14 4,42 8,38 7,53
21 3,40 10,12 10,44
31 4,40 12,25 10,67
38 4,74 12,35 12,62
47 5,27 14,42 13,21
53 4,50 15,00 12,67
66 5,42 12,83 15,50
87 6,22 13,85 18,21
105 8,25 16,05 23,62
119 8,33 18,12 25,09
146 10,26 19,74 28,63
174 8,41 20,31 36,74
235 9,00 24,00 40,00
262 8,67 - -
269 10,35 - -
276 12,71 - -
312 11,00 - -
Carbonatação sob pressão da CM-1
Dias desde o início do ensaio
Dias na célula Profundidade de
carbonatação (mm)
262 0 8,67
269 7 10,35
276 14 12,71
312 50 11,00

A12
Dia CM-2
0 ---
44 40
Anexo B.12 – Coeficientes de Carbonatação
CM-1 CM-2 PCM-SB PCM-As
Coeficiente de
carbonatação (mm/dias
0,5)
0,5573
1,3815 2,2063
y = 0,5573x + 1,47
y = 1,3815x + 2,9
y = 2,2063x + 1,24
0
5
10
15
20
25
30
35
40
0 5 10 15 20
Pro
fun
did
ade
de
car
bo
nat
ação
(m
m)
Tempo (dias0,5)
CM-1
CM-2
PCM-SB
PCM-AS
Arg. PA (RIBEIRO) a 5% de CO2
SB-3 (RIBEIRO) a 5% de CO2
A0 (PINA) a 1% de CO2





























