Embed Size (px)
Citation preview

1
1 INTRODUÇÃO
O mercado de plástico em geral tende a crescer. Nos últimos anos diversos materiais
tradicionais como vidro, metais e fibras naturais vêm sendo crescentemente substituídos por
produtos de origem polimérica, com menores custos de produção, maior flexibilidade e a
possibilidade de reciclagem.
A competição neste setor, principalmente no segmento de autopeças, é intensa, e cada vez
mais os produtores de menor porte têm dificuldades de competir com empresas de capital
estrangeiro, as multinacionais, mesmo em nichos de mercado. E nos últimos tempos o
aumento no número de produtos fabricados numa mesma planta fabril, para atender os
consumidores cada vez mais exigentes, tem requerido uma estrutura de apoio bem informada
nas novas filosofias de produção e exigências de mercado.
No desenvolvimento de novos modelos produtivos, tem se destacado o Lean
Manufacturing, Produção Enxuta, que em resumo visa o melhoramento de fatores ligados à
qualidade, custo, entrega e desenvolvimento pessoal, revela desperdícios e torna possível o
aprimoramento dos processos e negócios.
Do outro lado e por um muito tempo, empresas trabalharam baseadas na produção em
massa, “modelo de produção Henry Ford”, e no segmento de injeção de termoplásticos não
foi diferente. Visando reduzir a quantidade de setups, empresas focaram sua produção em
lotes, aumentando seu estoque interno, reduzindo seu capital de giro e até mesmo provocando
investimentos desnecessários em equipamentos.
Muitas ferramentas de qualidades já são utilizadas para atender às necessidades impostas
pelo mercado e desmistificar a idéia de que, quanto menos setups, melhor, implica em
educação e treinamento para desenvolvimento dos colaboradores no que se refere às novas
técnicas para se evitar o desperdício de tempo.
1.1 Caracterização da Organização
Idealizada pelo alemão Franz Joseph Gill, que imigrou para o Brasil no início dos anos
20, a Açoplast só começou a tomar forma em 1996, no bairro do Tatuapé, em São Paulo,
2
depois de anos de experiência adquiridas por Gill no setor de eletrodomésticos e confecção de
ferramentas.
Naquela época, a empresa ficou conhecida por fornecer filtros de óleo de Carter para os
Fuscas da Volkswagen e filtros de bombas injetoras a diesel para a Bosch, numa parceria que
dura até hoje.
Em 1969 teve início a produção de peças e filtros injetados de plástico, além da
fabricação de equipamentos para transferência de massas. Por causa desse avanço, a Açoplast
mudou para um local maior e escolheu a cidade de Guarulhos como sua sede em 1975.
Dois anos mais tarde, a Açoplast iniciou a produção de chapas de níquel por
eletrodeposição e de peças corroídas por foto-corrosão de metais. Conhecida por produzir
filtros de qualidade e durabilidade, atravessou o final dos anos 70 e toda década de 80 sempre
se reinventando.
A partir daí, a empresa percebeu que precisava explorar novos mercados e em 1995
fez suas primeiras exportações de filtros plásticos, metálicos e componentes para os Estados
Unidos da América.
Devido a constante crescimento e visando aproximar-se dos seus principais clientes,
no ano 2000, a Açoplast muda-se para a cidade de Itapira, interior de São Paulo, onde nos
últimos anos tem se destacado pela contínua melhoria de seus produtos.
1.2 Objetivos
Este trabalho de conclusão de curso tem como objetivo demonstrar o aumento da
capacidade produtiva, conquistada através das melhorias de setup nas máquinas injetoras do
setor 420, onde estão centralizadas as injetoras horizontais, e, conseqüentemente, deixando-as
mais flexíveis, possibilitando desta maneira atender às flutuações na demanda da produção.
1.3 Justificativa
A indústria tem sido muito estimulada a tornar seus processos mais eficazes. Este estímulo
advém da maior competitividade imposta pelas transformações que têm afetado a ordem
econômica mundial. Assim, as organizações vêm sofrendo profundas mudanças no setor
produtivo no que tange a modernização de processos de produção, melhorias da qualidade e
de seus produtos. Somente assim conseguirão permanecer neste mercado.
3
A Açoplast deu um grande passo neste sentido quando a família, no ano de 2006, decide
pela profissionalização da empresa. Em 2007, com a nova Gerência, surge a oportunidade de
apresentar novas possibilidades de melhorias para o setor fabril.
Realizada a análise dos apontamentos de produção, observou-se a necessidade de
investimento em uma nova injetora para atender a demanda atual. Contudo, também foi
observado que o tempo para trocas de ferramentais era elevado.
O desenvolvimento deste trabalho visa o aumento da capacidade produtiva, pois o
objetivo do mesmo é reduzir os tempos improdutivos, tornando o setup mais enxuto,
desmistificando a idéia de que quanto menos setup, melhor.
A conscientização dos colaboradores é de suma importância, pois estes devem perceber
que a flexibilização reduzirá os estoques intermediários, reduzindo custos; eliminará atrasos
na entrega, deixando clientes satisfeitos e disponibilizará carga máquina, o que possibilita o
desenvolvimento de novos negócios.
Considera-se setup como sendo o tempo decorrido desde a última peça boa do lote atual
até a primeira peça boa do próximo lote. Portanto, qualquer tempo que não agregue valor no
setup deverá ser eliminado, minimizando, assim, períodos não produtivos no chão de fábrica.
4
2 REVISÃO BIBLIOGRÁFICA
2.1 Conceito de Troca Rápida de Ferramenta TRF.
Segundo Shingo (2000), a troca rápida de ferramenta pode ser descrita como uma
metodologia para a redução dos tempos de preparação de equipamentos, tendo por objetivo a
otimização do tempo de setup (preparação), eliminando todo o tempo que não agrega valor ao
processo, minimizando períodos não produtivos. Geralmente exige baixos investimentos no
processo produtivo, reduz a incidência de erros na regulagem dos equipamentos, acrescenta
Harmon & Peterson (1991).
Para Black (1998), há uma seqüência básica de atividades de setup, a saber: trocar as
ferramentas das máquinas, produzir algumas peças, inspecionar estas peças, ajustar a
máquina, fabricar outras amostras, medir, ajustar e assim por diante, até que peças de
qualidade sejam produzidas. Este método gera sucata e retrabalho, criando muitas
oportunidades para tempos improdutivos.
2.1.1 Lote econômico e a TRF
O modelo tradicional de planejamento e controle da produção analisa a questão do lote
de produção sob o ponto de vista de fabricação, calculando o mesmo a partir da equação
conforme BLACK, 1998:
, onde; (1)
CT = custo total de fabricação do lote
CF = custo fixo
CV = custo variável por unidade
Q = quantidade a ser fabricada
5
Em termos de custo unitário, a fórmula passa a ser:
(2)
Segundo BLACK, 1998, o custo fixo inclui custos que não são sensíveis a variações
nas quantidades fabricadas. O custo de setup é um dos custos fixos mais primários. O custo
variável constitui-se, basicamente, das matérias-primas, componentes e serviços agregados
diretamente ao produto. Nota-se, através da fórmula 1, que a quantidade exerce influência
sobre o custo variável, mas não sobre o custo fixo. Logo, quanto maior o tamanho do lote
produzido, menor será o custo unitário das peças, já que o custo fixo será diluído em uma
quantidade maior de peças.
Porém, a produção de grandes lotes implica na formação de grandes estoques
intermos, o que pode tornar sem significado um eventual baixo custo unitário das peças.
Dessa forma, surgiu o conceito de lote econômico de produção, determinado através da
seguinte fórmula segundo TUBINO, 2000.
(3)
Q* = lote econômico
A = custo de setup
D = taxa da demanda
I = custo de guarda
C = custo por unidade produzida
Aumentando-se A (custo de setup) e D (demanda), aumenta-se, também, o tamanho do
lote. Aumentando-se I (custo de guarda) e C (custo por unidade produzida), reduz-se o
tamanho do lote. Uma vez que, a TRF esteja implantado na sua forma plena, o custo de setup
tende a zero, o tamanho do lote também tende à unidade.
Para Shingo (2000), o conceito de lote econômico está embasado no paradigma de que
reduções drásticas nos tempos de setup são impossíveis.
6
2.2 Tempo de Setup
O tempo total de setup é o próprio setup mais o tempo de processamento de amostra e
mais o tempo de ajustagem. Portanto, pode-se dizer que o tempo de setup é o tempo contado a
partir da ultima peça boa produzida de um produto até a primeira peça boa de um próximo
produto.
2.3 Ferramentas de apoio
2.3.1 A Técnica 5S
Osada (1992) reforça a idéia de que os 5S’s facilitam a implantação de outras técnicas
de controle e aumento de produtividade, enfatizando o aspecto de que esta ferramenta tem
como uma de suas bases a adoção de controles visuais.
A Técnica 5S conhecida também como Housekeeping, surgiu no Japão, no Centro de
Educação para a Qualidade, com a equipe do Dr. Kaoru Ishikawa, o qual criou em 1950 um
modelo prático para combate às causas de perdas e desperdícios, chamando-o de “Regra dos
5S’s”,Abrantes (2001).
As palavras japonesas, Seiri, Seiton, Seiso, Seiketsu e Shitsuke, são originalmente os
5S’s (Abrantes, 2001) Embora a tradução perca um pouco do significado original, visto a
complexidade da língua japonesa, segundo o mesmo autor, uma mesma adaptação a língua
portuguesa pode ser a seguinte:
• 1S – Seiri – Senso de Utilização: visa a distinguir os itens necessários e
desnecessários no local de trabalho, descartando os desnecessários.
• 2S – Seiton – Senso de Ordem e Arrumação: visa arrumar todos os itens
restantes do Seiri.
• 3S – Seiso – Senso de Limpeza: visa manter as máquinas ou equipamentos e
ambiente de trabalho limpo.
• 4S – Seiketsu – Senso de Padronização: um lugar para cada coisa e cada coisa
em seu lugar. Seria a manutenção dos três primeiros S’s e bem-estar. Visa
7
ampliar o conceito de limpeza às pessoas e praticar constantemente as três
etapas anteriores, através do padrão estabelecido.
• 5S – Shitsuke – senso de autodisciplina: visa a desenvolver a autodisciplina e
criar o habito de engajar-se nos 5S. Na medida em que o 5S torna-se habito, o
local de trabalho começa a ser auto-explicativo a cada dia.
O 5S tem sua ênfase em um ambiente de trabalho limpo e organizado, podendo ser o
primeiro passo para o desenvolvimento de processos melhores, visto que a limpeza e a
organização tornam o processo mais transparente, facilitando o diagnóstico de problemas,
segundo Osada (1992).
Locais com grandes perdas apresentam características comuns, menciona Osada
(1992), citando exemplos: relações interpessoais ruins, as pessoas não se cumprimentam,
parecem cansadas, há alto índice de faltas, faltam sugestões de melhorias de processos de
trabalho, os equipamentos estão sujos, as ferramentas espalhadas e há montes de peças e
refugos desordenados e espalhados pela fábrica.
Segundo Santos (2003), um ambiente desordenado tem implicações diretas no nível de
esforço da gerência em realizar atividades de controle, programação e planejamento da
produção. Torna-se difícil identificar o estado real do desempenho da equipe de trabalho,
aumentando a probabilidade de acidentes, além de baixar a moral dos trabalhadores deste
ambiente. Este ambiente desordenado e sujo tende a produzir movimentos desnecessários e,
consequentemente, perdas no processo produtivo.
2.3.2 Padronização
Segundo Imai (1996), as atividades produtivas costumam ser conduzidas de acordo
com determinadas fórmulas acordadas. Quando são escritas, estas fórmulas são chamadas de
padrões, os quais deveriam representar a maneira mais segura e fácil para o operário executar
seu trabalho, bem como a forma mais eficaz em termos de custos para a empresa. De acordo
com o autor, os benefícios da padronização são: preservar o conhecimento desenvolvido pelo
funcionário através dos anos; servir de base para medição do desempenho; base para
treinamentos; base para auditorias e minimizar as variações.
8
O sistema está sob controle quando existem padrões e este são seguidos pelos
funcionários e não ocorrem anormalidades. Quando este estágio é atingido, o próximo desafio
é melhorar os padrões.
Contudo, para que se execute conforme o padrão é preciso, em primeiro lugar,
estabelecer (criar) o padrão. Em seguida, treinar as pessoas que deverão cumprir este padrão
para, finalmente, verificar os resultados decorrentes do seu uso.
Segundo Imai (1996), muitas vezes os padrões permitem variações consideráveis na
maneira dos funcionários executarem o trabalho. Essas variações traduzem-se em baixa
qualidade e alto custo. Devido a isto esses autores sugerem que o trabalho seja altamente
especificado em termo de passos para cada atividade. A partir destas especificações, qualquer
alteração ou distorção na ordem correta de execução das atividades logo é visível pelo
supervisor, o qual pode reciclar o treinamento com o funcionário ou alterar o padrão, caso o
mesmo esteja inadequado.
Imai (1996) diz que a base da manufatura são os padrões, ou seja, aquilo que é
esperado que aconteça. A padronização se faz necessário em todos os aspectos: operador,
objeto, método de trabalho, controle e informações, pois é essa padronização o que permite
diferenciar a situação normal da anormalidade.
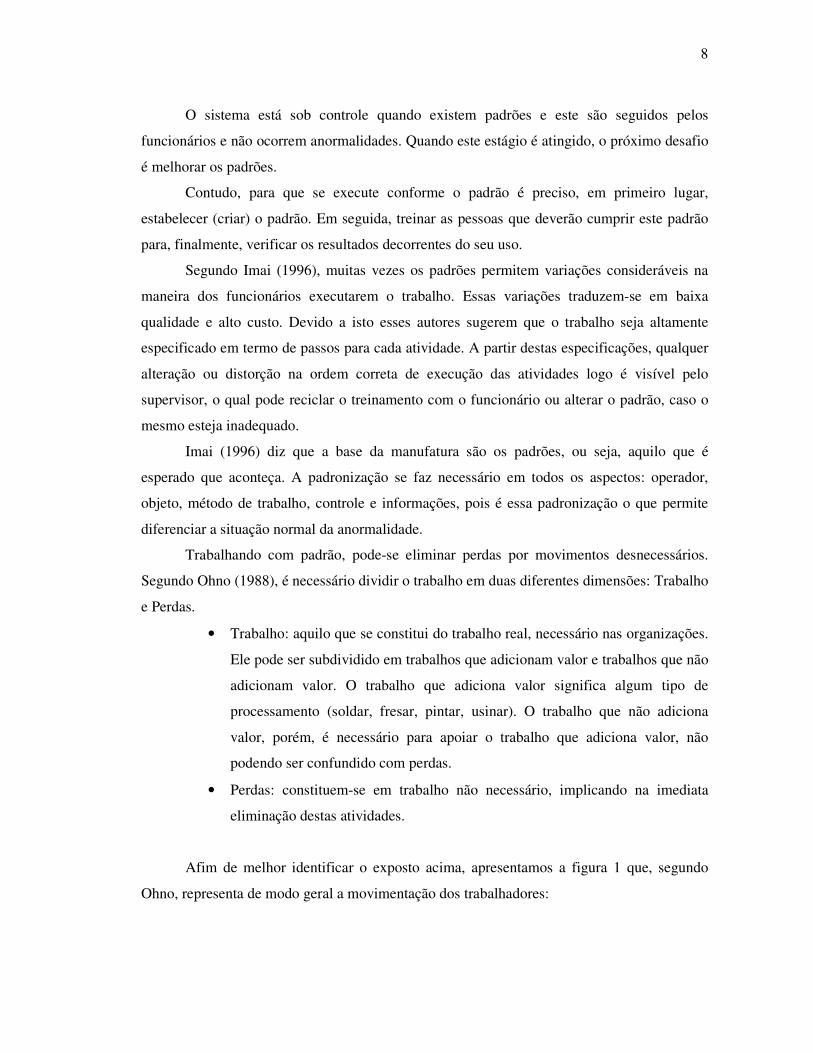
Trabalhando com padrão, pode-se eliminar perdas por movimentos desnecessários.
Segundo Ohno (1988), é necessário dividir o trabalho em duas diferentes dimensões: Trabalho
e Perdas.
• Trabalho: aquilo que se constitui do trabalho real, necessário nas organizações.
Ele pode ser subdividido em trabalhos que adicionam valor e trabalhos que não
adicionam valor. O trabalho que adiciona valor significa algum tipo de
processamento (soldar, fresar, pintar, usinar). O trabalho que não adiciona
valor, porém, é necessário para apoiar o trabalho que adiciona valor, não
podendo ser confundido com perdas.
• Perdas: constituem-se em trabalho não necessário, implicando na imediata
eliminação destas atividades.
Afim de melhor identificar o exposto acima, apresentamos a figura 1 que, segundo
Ohno, representa de modo geral a movimentação dos trabalhadores:
9
Figuras 1 – Componentes dos movimentos dos trabalhadores (Fonte:Ohno, 1997).
Com a realização de padrões, estas perdas são eliminadas, tornando o trabalho mais
enxuto, de modo que a gerência facilmente observe qualquer anormalidade, podendo, sempre
que necessário, rever e modificar os padrões de forma a torná-los mais adequados à operação
que está sendo realizada.
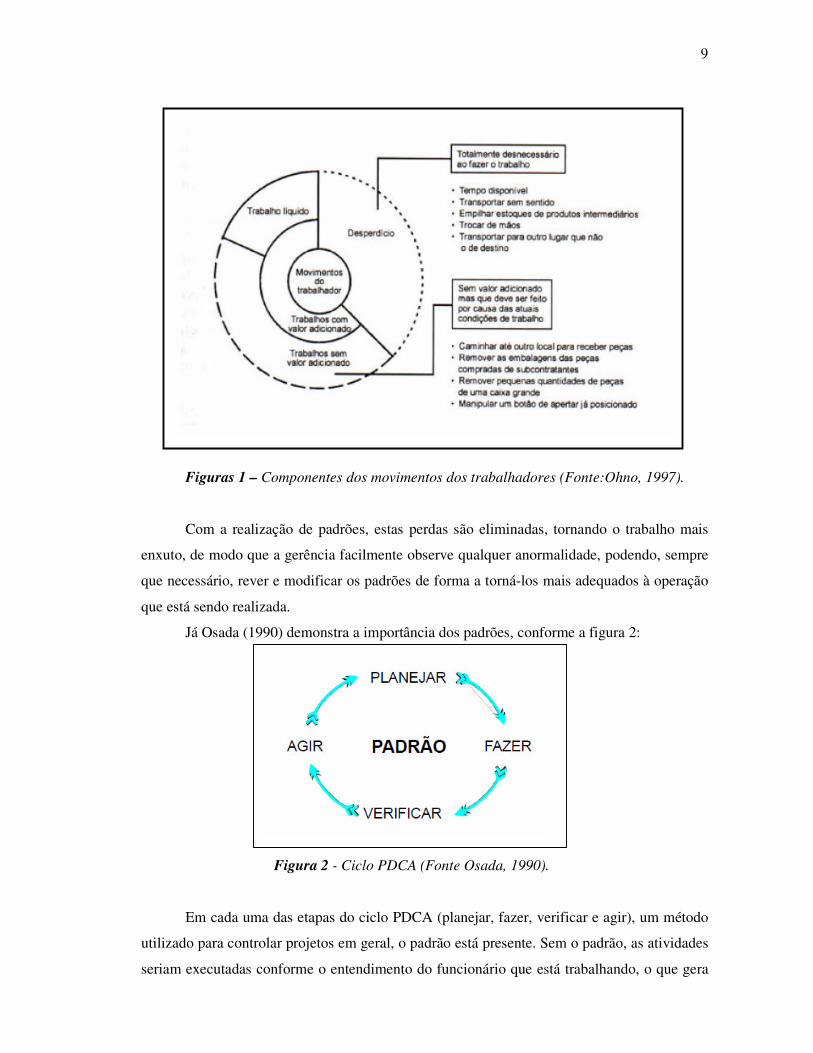
Já Osada (1990) demonstra a importância dos padrões, conforme a figura 2:
Figura 2 - Ciclo PDCA (Fonte Osada, 1990).
Em cada uma das etapas do ciclo PDCA (planejar, fazer, verificar e agir), um método
utilizado para controlar projetos em geral, o padrão está presente. Sem o padrão, as atividades
seriam executadas conforme o entendimento do funcionário que está trabalhando, o que gera
10
maior variabilidade dos resultados. O autor relata que a Toyota usa um rigoroso sistema de
solução de problemas para fazer quaisquer mudanças em seus processos. Este sistema não
promove o comando e controle, ao contrário, estimulam, pois, os trabalhadores a engajarem-
se em vários projetos para o desenvolvimento de melhorias.
2.3.3 Gerenciamento Visual.
Segundo Ohno (1997), a transparência dos processos pode ser definida como a
habilidade de um processo de produção, ou suas partes, de se comunicar com as pessoas.
Havendo transparências, os processos devem ser visíveis e compreensíveis do início ao fim.
Uma vez que a transparência de processo seja assimilada com sucesso pela empresa, o
reconhecimento das anormalidades e desperdícios torna-se mais fácil.
Ohno (1997) usa a denominação Gerenciamento Pela Visão. Esse autor afirma que
esta idéia se aplica às máquinas e à linha, assim como à organização de mercadorias,
ferramentas, inventários e procedimentos de trabalho padrão. O gerenciamento visual é a
forma de introduzir o princípio de transparência de processo na empresa. Para tanto, utiliza-se
um sistema visual que pode ser entendido como um grupo de dispositivos visuais
intencionalmente projetados para compartilhar informações que interligam a necessidade de
uma atividade com as informações necessárias para sua realização. Quando a realidade da
produção não é visível, a empresa torna-se monótona, tanto para visitantes quanto para
funcionários. É preciso que quaisquer anormalidades e tipos de desperdícios possam ser
imediatamente reconhecidos com um simples olhar.
Segundo o autor, um local de trabalho visual é um ambiente de trabalho que auto-
explica, auto-ordena, auto-regula e auto-aperfeiçoa. Onde as reações desencadeadas pelos
dispositivos visuais são exatamente aquelas previstas. O local de trabalho visual é a
conseqüência natural do principio da transparência de processos bem assimilados. O nível de
transparência na fábrica ou escritório, as condições do ambiente, máquinas e equipamentos
funcionam como indicadores que dizem às pessoas o que a organização valoriza e como faz
os negócios, sem precisar de palavras.
Os sistemas visuais têm por objetivo alcançar a comunicação ativa, usando
dispositivos visuais para obter aderência aos padrões, ou seja, fazer com que os padrões
estabelecidos sejam seguidos por todos.

11
O objetivo do gerenciamento visual é tornar aparente o que está oculto. Campos
(1992), comenta que a essência do gerenciamento é o controle do processo, visto que o
controle deve garantir que as metas e objetivos estabelecidos sejam alcançados. O controle
visual é um mecanismo que facilita o controle de processo, habilitando quaisquer pessoas, até
mesmo pessoas que não conheçam detalhadamente a rotina da fábrica, possam compreender
os processos através de simples observações.
Segundo Hirata e Formoso (2000), a transparência de processos visa comunicar
informações úteis através de simplificação, medição e ambiente de trabalho transparente. Com
isto, reduz-se a interdependência entre os processos e tornam-se visíveis atributos invisíveis
através de indicadores de desempenho. O ambiente de trabalho transparente requer autonomia
para os funcionários, pois é o que permite que os trabalhadores façam uso das informações
prontamente disponibilizadas. Não há necessidade de solicitar constantemente ao líder ou ao
chefe do setor qual trabalho deve ser feito ou qual o desempenho do seu processo.
A transparência de processos tem sua importância ilustrada conforme figura 3
conforme Hirata e Formoso (2000).
Figura 3 - Relação da transparência de processos (Fonte: Hirata e Formoso, 2000)
12
Outros objetivos da comunicação visual são:
• A simplificação e maior coerência na tomada de decisões;
• O incentivo aos contatos informais através dos diferentes níveis hierárquicos;
• Introdução de políticas descentralizadas;
• Ajuda na ampliação e distribuição mais eficaz das responsabilidades;
• Maior eficiência na programação da produção, ocasionada pela rápida
disponibilização de informações referentes a estoques, produtividade e prazos de
entrega; e
• Maior rapidez no entendimento e soluções de problemas.
O gerenciamento visual é conhecido, praticamente, em todos os campos da vida. São
exemplos os sinais de trânsito, os alertas para uso de equipamentos de proteção individual e
coletivo, sinais indicativos de perigo (usados em rótulos e embalagens de produtos em geral,
como forma de advertência sobre o conteúdo), símbolos indicadores das patentes militares e
outros sinais comuns em restaurantes, hospitais e ruas.
As pessoas têm a tendência de permanecer silenciosas quando ocorre um erro no
ambiente da produção, e essa tendência é exacerbada quando a pessoa que sinaliza o problema
pode acabar sendo culpada ou punida pela ocorrência do erro. Assim, é necessário que a mão
de obra seja treinada para que a mesma entenda o objetivo e não tenha uma reação contrária
ao aumento da transparência.
2.4 Benefícios da Troca Rápida de Ferramentas
Há três principais vantagens associadas à redução dos custos de preparação, segundo
Antunes e Rodrigues (1993):
1. A redução do custo de preparação permite que as fábricas respondam mais
rapidamente às variações da demanda do mercado, dado que é possível
trabalhar com lotes cada vez menores;
2. Reduzir os inventários existentes na fábrica, assim como os benefícios
decorrentes disto; e
3. Aumento da capacidade produtiva da máquina.
A redução de estoques é uma das principais conseqüências da implantação da TRF.
Com o setup reduzido das máquinas, a empresa não precisa se preocupar em produzir um lote
de tamanho suficiente para absorver os custos altos de setup (DAVIS, 2001).

13
O baixo nível dos estoques colabora para manter o processo transparente. Conforme
mostra a figura 4, na medida em que o estoque é reduzido, os problemas aparecem,
oferecendo oportunidades para melhorias. Nessa figura os problemas são pedras que, estando
sob o nível do rio, não são percebidas, mas não por isto deixam de ser problemas.
Figura 4 – Problemas ocultados pelo excesso de estoque (Fonte: Davis, 2001).
Segundo Davis (2001), os japoneses dizem ser melhor forçar o nível da água para
baixo propositalmente, tendo em vista expor os problemas e conserta-los antes que ales
causem problemas maiores.
A flexibilidade é outra vantagem com o sistema de troca rápida implantado, segundo
Ballard & Howell (1997), na tradicional forma de gestão da produção, a falta de cuidados em
compatibilizar as metas e recursos disponíveis e as incertezas e variações no fluxo de trabalho
são frequentemente solucionadas com a aplicação de folgas de tempo e de recursos de
produção. Na verdade, o conceito de flexibilidade busca exatamente o contrário para não
causar danos e onerar o sistema produtivo. O princípio da flexibilidade pode então ser
definido como a capacidade de equipamento, materiais, componentes, elementos e processos
produtivos em atender as exigências ou circunstância de produção e utilização mutáveis, sem
que, para isso, ocorram variações significativas na quantidade de recursos necessários à sua
produção e utilização.

14
A flexibilidade representa então um caminho para atingir fins como: confiabilidade,
custo e velocidade. A confiabilidade melhora através da flexibilidade, pois ajuda a lidar com
as interrupções inesperadas no fornecimento. Já os custos são reduzidos com a melhor e plena
utilização dos equipamentos e recursos disponíveis de uma maneira geral. A velocidade
aumenta com a compressão do tempo de ciclo através da eliminação de atividades que não
agregam valor durante a preparação da máquina, ou setup.
2.5 Estratégia e técnicas para aplicação da TRF
O objetivo da TRF, Troca Rápida de Ferramenta, é a simplificação e,
conseqüentemente, redução do tempo de Setup por meio da eliminação de períodos não
produtivos no Guemba (chão de fábrica). A TRF é desdobrada em estratégia e técnicas de
implantação.
Shingo (2000) define TRF a partir de uma visão primeiramente estratégica, seguida de
conceitos para a implantação da ferramenta e técnicas de apoio. São sugeridas para minimizar
as perdas decorrentes da troca de produtos em uma operação duas estratégias:
• Estratégia envolvendo habilidades: procedimentos eficientes no setup resultam do
conhecimento sobre o equipamento em estudo e da habilidade e experiência do
operador nas tarefas inerentes ao procedimento de setup. Em máquinas mais
complexas, utiliza-se o conceito do preparador (operador especializado em preparação
de máquina), ficando o operador do equipamento com as tarefas auxiliares da
preparação.
• Estratégia envolvendo tamanho de lote: para reduzir as perdas decorrentes de setup
longos sobre o desempenho do sistema, uma solução é aumentar o tamanho do lote
para compensar a parada do equipamento. A fabricação de grandes lotes, entretanto,
pode ser indesejável se resultar em produção antecipada ou formação de estoques. A
TRF permite a redução dos custos de setup entre lotes, resultando na fabricação de
lotes de tamanho reduzidos.
O processo de troca rápida de ferramenta (TRF), proposto por Shingo (2000), é constituído
por quatro estágios conceituais:

15
• 1º Estágio: Não se distinguem as condições de setup interno (que ocorrem com a
máquina parada) e externo (que ocorrem com a máquina em operação). O objetivo é
analisar a operação atual de setup, com participação dos operadores envolvidos na
operação em estudo.
• 2º Estágio: Considerado o mais importante da implantação da TRF, ocorre a distinção
entre as operações de setup interno e externo.
• 3º Estágio: Neste estágio ocorre análise da operação de setup, com o objetivo de
verificar a possibilidade de converter operações de setup interno em externo.
• 4º Estágio: E por último é realizada análise de cada ação das operações de setup
interno e externo, buscando sua racionalização por meio da eliminação de ajustes e
operações de setup.
Esses estágios deixam claro que a TRF é composta por duas ações principais: análise e
implementação, salientando a distinção entre setup interno e externo e a racionalização dos
elementos componentes das ações de setup. Para aplicação dos estágios conceituais, propõe-se
o emprego de oito técnicas; 1. separar operações internas e externas; 2. converter setup
interno em externo; 3. padronizar a função dos elementos de setup; 4. utilizar fixadores
funcionais nos equipamentos ou eliminar fixadores; 5. utilizar dispositivos intermediários para
eliminar ajustes durante o setup interno; 6. adotar operações paralelas; 7. aperfeiçoar
operações eliminando a necessidade de ajustes; 8. mecanizar operações.
2.6 Origem do SMED – Single Minute Exchange of Die
No relato da criação do SMED, Shingo distingue três etapas para o desenvolvimento
da metodologia que foi concebida ao longo de 19 anos (SHINGO, 1985).
A primeira etapa ocorreu na planta da Mazda Toyo Kogyo em 1950, na cidade de
Hiroshima. Ao analisar as atividades de troca de matrizes de uma prensa, Shingo identificou e
classificou como setup interno o conjunto de atividades realizadas com a máquina parada, e
setup externo como o conjunto de operações realizadas com máquina em funcionamento.
A segunda etapa foi no estaleiro da Mitsubishi Heavy Industries, em Hiroshima no ano
de 1957, na qual foi realizada a duplicação de ferramentas para que o setup fosse feito
separadamente, gerando aumento de 40% na produção. Conforme relato do autor, apesar da

16
euforia com o resultado, esta etapa de trabalho não contribuiu diretamente para formar o
corpo da metodologia.
Por fim, a terceira e última etapa ocorreu em 1969 na Toyota Motors Company, em
que cada operação de setup de uma prensa de 1.000 toneladas exigia quatro horas de trabalho,
enquanto que uma prensa similar na Volkswagen exigia apenas duas horas. Em uma primeira
fase de seu trabalho de consultoria, Shingo conseguiu uma redução desse tempo para 90
minutos. Após exigência da diretoria da Toyota, aplicaram-se mais esforços na redução do
tempo, gerando o conceito de conversão de setup interno em setup externo, isto é, a
transferência de algumas atividades com a máquina parada para o momento que esta estivesse
em funcionamento. Dessa forma, houve uma considerável redução do tempo da máquina
parada para apenas três minutos. Dessa forma, Shingo criou sua metodologia conforme figura
5, que na versão em inglês recebeu a sigla SMED, iniciais de “Single-Minute Exchange of
Die”, que traduz a intenção de reduzir o tempo de setup para tempo inferiores a dois dígitos,
ou seja, abaixo de dez minutos.
Figura 5 – SMED (Fonte: Shingo, 2000).
17
3 Metodologia
A metodologia proposta está dividida em quatro estágios:
3.1 Estágio Estratégico:
3.1.1. Convencimento da alta gerência:
O convencimento da alta gerência foi promovido pela visualização da necessidade de
mudança e dos possíveis resultados de melhoria. Estes argumentos permitiram obter o
comprometimento dessa classe diante da introdução de um novo processo, ou uma nova
metodologia como neste caso, portanto o conhecimento das estratégias e técnicas de
implantação da TRF e a noção dos resultados que foram atingidos, forma uma base de
conhecimento essencial e indispensável à alta gerência.
3.1.2. Definição de metas:
Para a definição de metas na implantação da TRF, foram considerados três fatores: 1.
Ter indicadores que comprovem a situação atual dos tempos de Setup; 2. Definição do
porcentual de redução do tempo de setup que se deseja alcançar; 3. definição do cronograma
de implantação, seqüência das atividades de implantação.
3.1.3. Escolha da equipe:
A escolha da equipe foi de grande importância, pois é a equipe quem determinou a
velocidade de implantação e, conseqüentemente, o sucesso da implantação do projeto.
3.1.4. Treinamento da equipe:
O conhecimento da metodologia de TRF foi repassado à equipe de implantação de
modo abrangente, analisando-se todas as estratégias e técnicas de aplicação. A
conscientização da equipe sobre a necessidade de redução e obter o comprometimento de
todos os membros do grupo foi de grande importância para implantação.

18
3.2 Estágio Preparatório:
3.2.1 Definição do processo a ser inicialmente abordado:
Conforme Shingo (2000), a metodologia deve ser aplicada a todas as atividades
produtivas do processo de manufatura que contenham operação de Setup. Como projetos desta
natureza envolvem mudança de comportamento, deu-se início por meio de uma experiência
piloto. As definições do processo piloto foi dirigidas a produtos pertencentes à categoria A da
curva ABC dos produtos da empresa.
3.3 Estágio Operacional:
3.3.1. Análise das operações a ser abordada:
Devem ser relacionadas por meio de uma lista de verificação todas as atividades
inerentes ao Setup, contendo a descrição das atividades realizadas, seu tempo médio de
execução e indivíduos responsáveis. A elaboração desta lista permite a análise do setup,
podendo-se definir a eliminação de algumas atividades, além de documentar a atividade.
3.3.2.Identificação das atividades internas e externas:
Esta atividade esta focalizada na separação das atividades do setup que podem ser
realizadas com o equipamento em operação antes da parada para início da nova operação.
Após a separação das atividades, deve-se reexaminar as atividades internas para verificar se
podem ser transformadas em atividades externas.
3.3.3. Padronização do setup:
O trabalho padronizado pode ser definido como a melhor maneira de se realizar um
determinado conteúdo de trabalho, num determinado momento. Se existir uma maneira mais
apropriada, tal maneira deve passar a ser a nova referência, o novo padrão.
A aplicação do Diagrama de Espaguete para analisar o deslocamento dos operadores
para encontrar o caminho crítico possibilita um perfeito entendimento das oportunidades de
melhoria.
19
3.3.4. Eliminar ajustes:
Os ajustes consomem de 50% a 70% do tempo de setup interno (Mondem, 1983). O
ajuste é uma operação desnecessária e sua eliminação pode reduzir o período de run-up,
possibilitando um processo estável logo após a operação de setup. Nesta etapa, o projeto
estatístico de experimentos pode ser uma ferramenta auxiliar importante na determinação
rápida dos melhores ajustes para o processo.
3.4 Estágio de consolidação:
3.4.1. Consolidação da TRF em todos os processos da empresa:
O alinhamento dos esforços evita desperdício de tempo e capital em ações que não
tenham como resultado a melhoria do tempo de setup e, conseqüentemente, a melhoria global
do processo. Essa estratégia está diretamente relacionada à definição de metas e de uma
estratégia de implantação. Novos processos, associados os novos produtos ou resultantes de
modificações tecnológicas devem estar inseridos neste novo conceito. Na evolução do projeto
de TRF, um dos objetivos é alcançar o processo estável. A estabilidade é obtida pela repetição
padronizada do setup que é facilmente monitorada durante todo o período de implantação.
20
4 Desenvolvimento
Competitividade é o que as empresas hoje em dia necessitam para permanecer no
mercado global. O setup é um tempo que não agrega valor ao produto, mas sim uma grande
fonte de desperdício. Portanto, o objetivo inicial será a redução de 30% do tempo de setup.
A implantação do tempo de setup se inicia pela máquina gargalo onde a produção está
limitada, ou seja, sua carga máquina está cheia. Devem-se avaliar os tempos antes e após a
implantação, avaliando-se os ganhos e, posteriormente, multiplicando-se a metodologia para
os demais equipamentos, neste caso, injetoras horizontais do setor 420.
4.1 Foco do trabalho
Este trabalho tem como foco principal demonstrar os ganhos com a troca rápida de
ferramenta. O trabalho modelo dar-se-á entre as ferramentas do vaso de expansão do radiador,
W-775 (código Açoplast), e do reservatório de óleo do cambio, W-891 (código Açoplast), na
injetora Battenfeld 300 toneladas, IH 550/02 (código Açoplast).
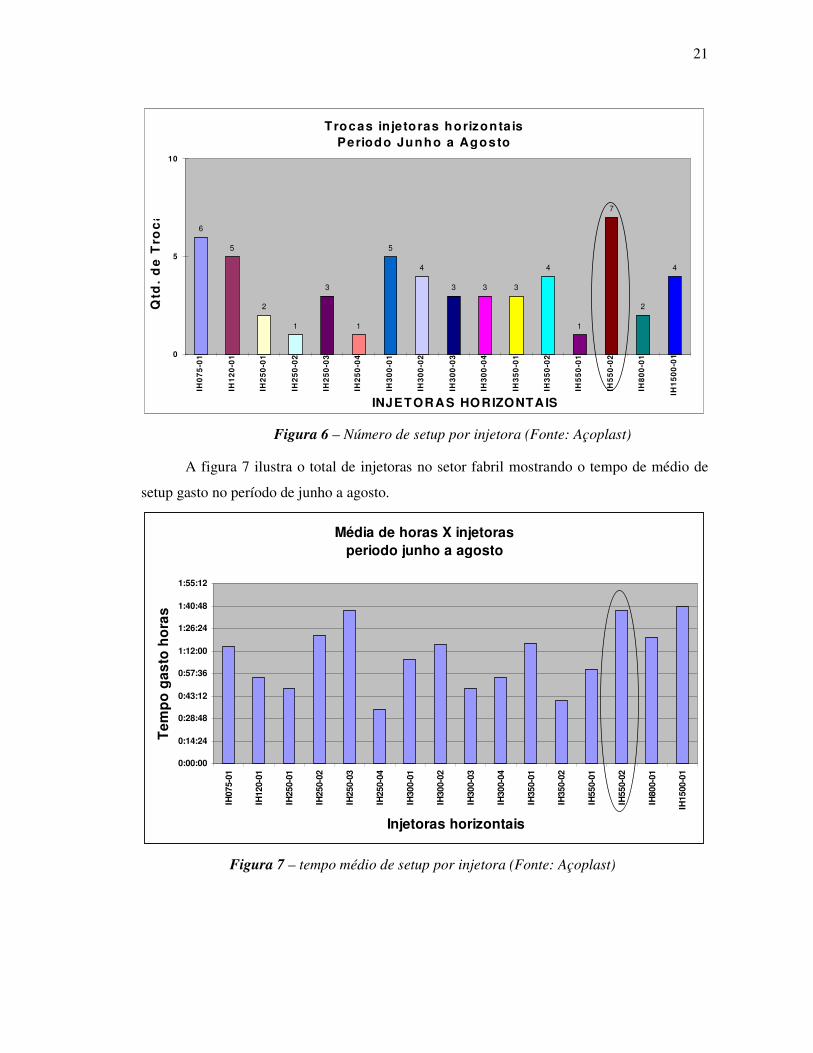
4.2 A escolha da injetora
A figura 6 ilustra o total de injetoras no setor fabril mostrando a quantidade de troca de
ferramenta, ou setup que cada ferramenta faz em média por mês.
21
Trocas injetoras horizontaisPeriodo Junho a Agosto
6
5
2
1
3
1
5
4
3 3 3
4
1
7
2
4
0
5
10
IH0
75
-01
IH1
20
-01
IH2
50
-01
IH2
50
-02
IH2
50
-03
IH2
50
-04
IH3
00
-01
IH3
00
-02
IH3
00
-03
IH3
00
-04
IH3
50
-01
IH3
50
-02
IH5
50
-01
IH5
50
-02
IH8
00
-01
IH1
50
0-0
1
INJETORAS HORIZONTAIS
Qtd
. d
e T
roc
as
Figura 6 – Número de setup por injetora (Fonte: Açoplast)
A figura 7 ilustra o total de injetoras no setor fabril mostrando o tempo de médio de
setup gasto no período de junho a agosto.
Média de horas X injetoras periodo junho a agosto
0:00:00
0:14:24
0:28:48
0:43:12
0:57:36
1:12:00
1:26:24
1:40:48
1:55:12
IH07
5-01
IH12
0-01
IH25
0-01
IH25
0-02
IH25
0-03
IH25
0-04
IH30
0-01
IH30
0-02
IH30
0-03
IH30
0-04
IH35
0-01
IH35
0-02
IH55
0-01
IH55
0-02
IH80
0-01
IH15
00-0
1
Injetoras horizontais
Tem
po g
asto
hor
as
Figura 7 – tempo médio de setup por injetora (Fonte: Açoplast)
22
De posse dos dados, foram analisados a quantidade de troca, o tempo gasto e a carga
máquina disponível. Com isto, o trabalho foi direcionado para a injetora IH 550-02, onde
existe a maior quantidade de troca, seis em média por mês, tempo de setup médio de 98
minutos e grande quantidade de peças armazenadas em estoque intermediário para não atrasar
entrega nos clientes.
4.3 Acompanhamento do setup.
4.3.1 Análise das operações realizadas
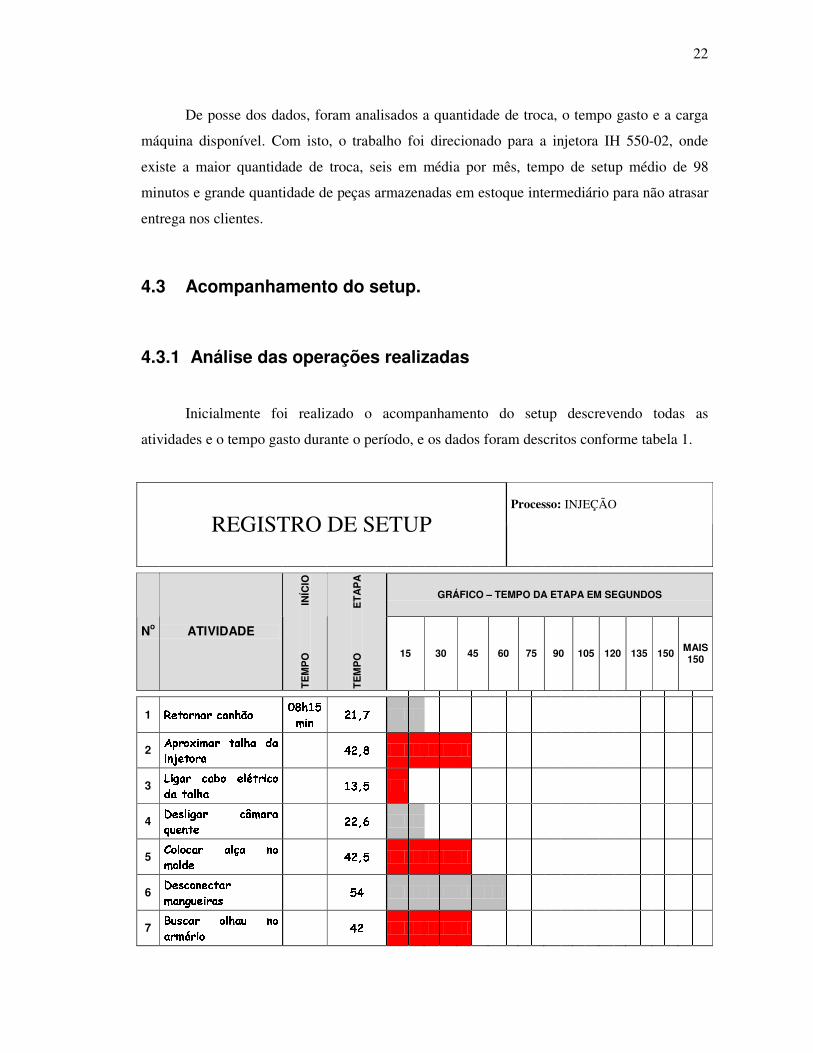
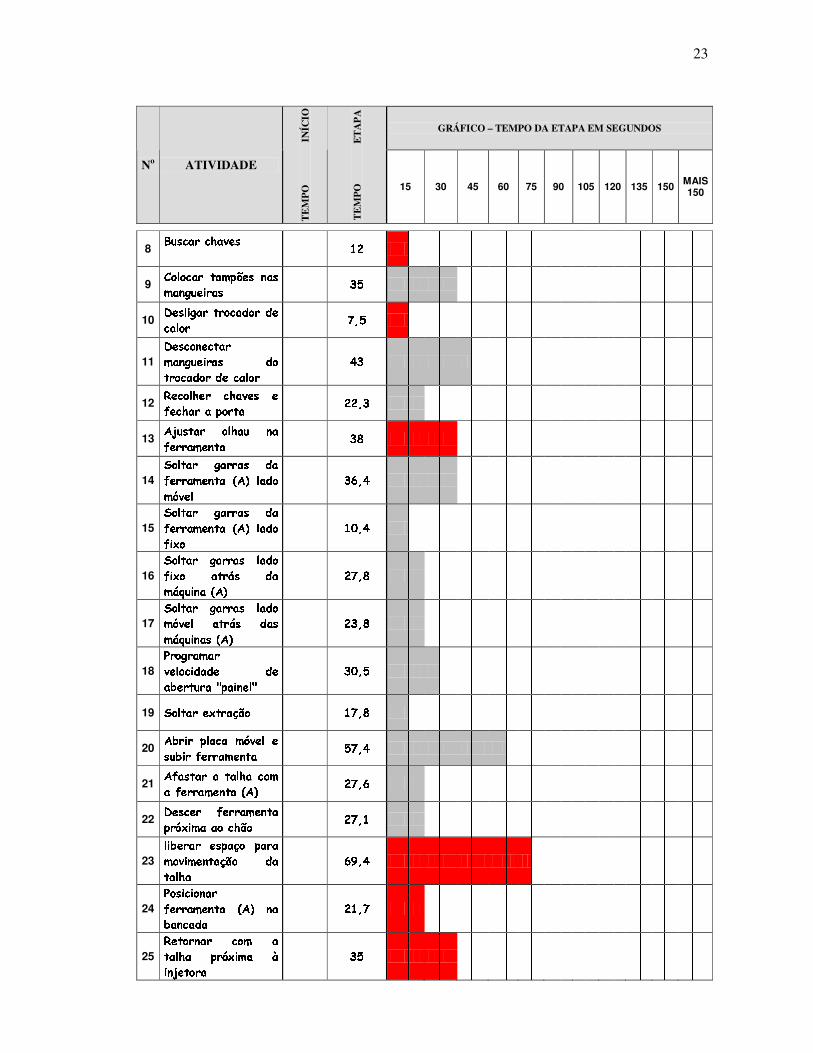
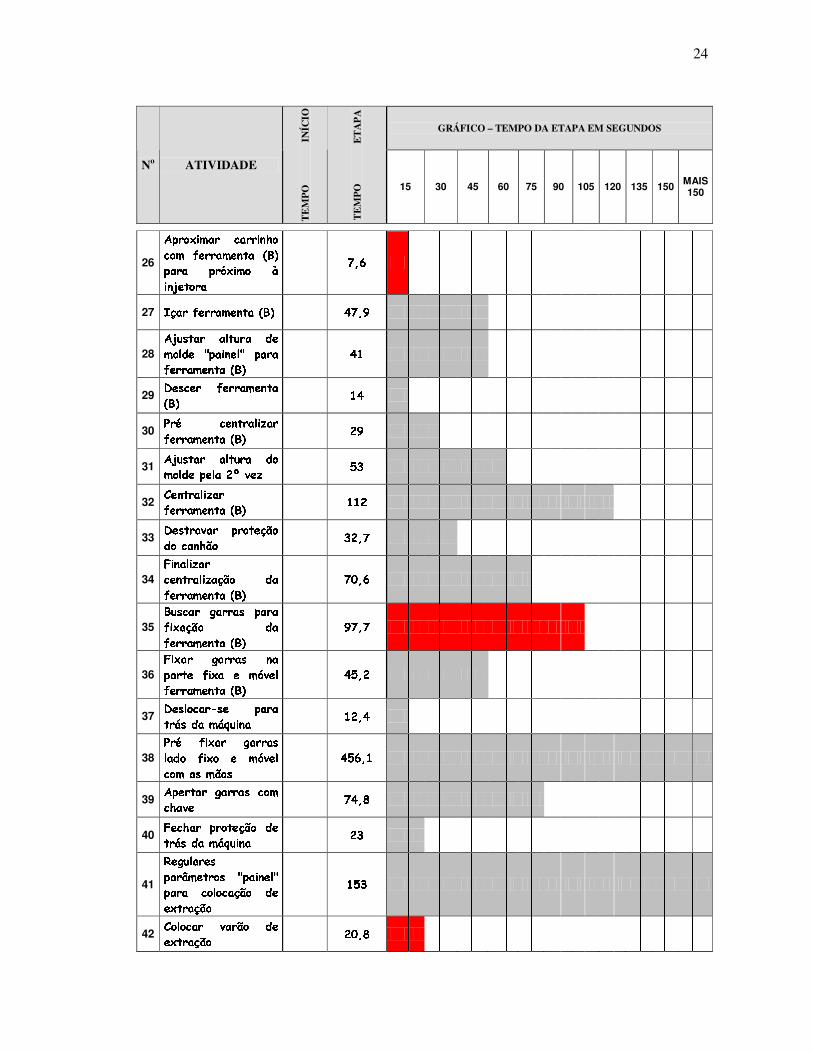
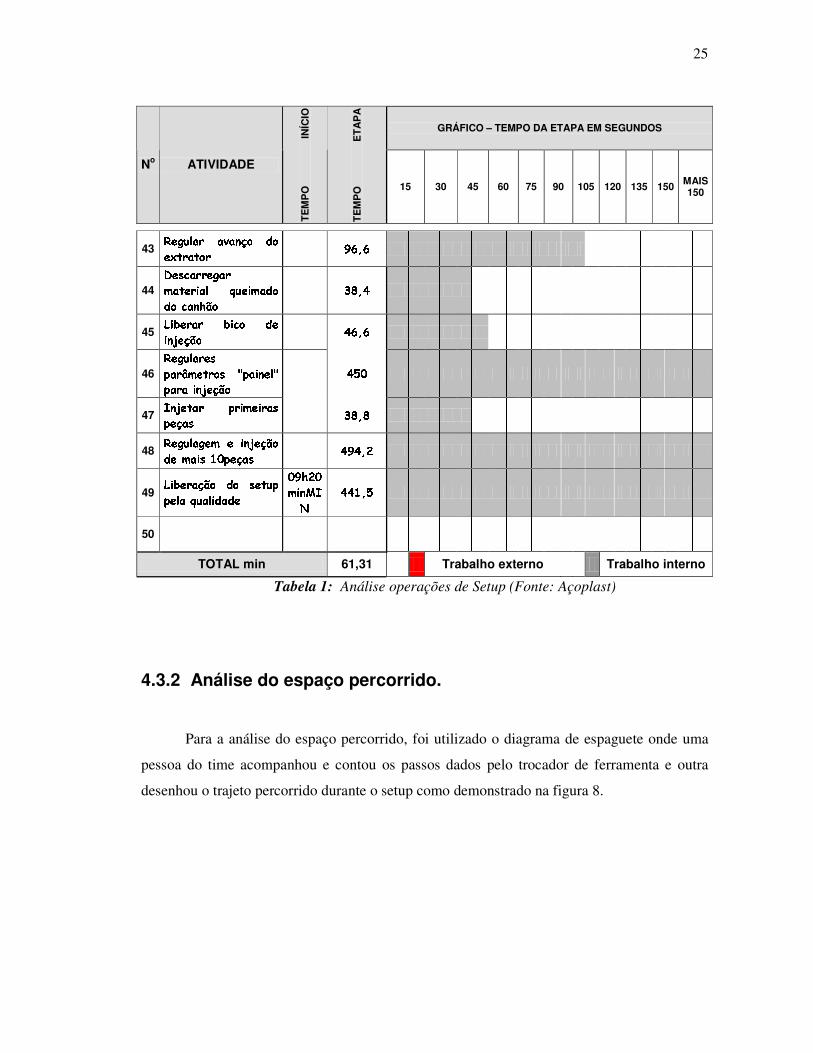
Inicialmente foi realizado o acompanhamento do setup descrevendo todas as
atividades e o tempo gasto durante o período, e os dados foram descritos conforme tabela 1.
REGISTRO DE SETUP
Processo: INJEÇÃO
GRÁFICO – TEMPO DA ETAPA EM SEGUNDOS
No ATIVIDADE
TEM
PO
I
NÍC
IO
TEM
PO
E
TAP
A
15 30 45 60 75 90 105 120 135 150 MAIS 150
1 ������������� ���������� ������������ � ���� "!
2 #%$�&('�)�* +-,.&0/1,.2 3�,546,7 8(91:�;�<�=?> @BADCFE
3 G.H I�J�KML�J�N.OQPSR T�UVKWH LWOX JYU1J.R Z�J [�\^]F_
4 `ba�c�dfe g�h.i jWk�l-h.i?hm�nWo.pWq?o r6rDsFt
5 u�v�w v�x�y�z y.w {Wy |�v} v�w ~.� �B�D�F�
6 � ���VxWv�|���xW�1y.z} y�|V�����6� zy�� �.�
7 �S���V�W�.� ��� ����� �W���������W� � �D�
23
GRÁFICO – TEMPO DA ETAPA EM SEGUNDOS
No ATIVIDADE
TE
MPO
I
NÍC
IO
TE
MPO
E
TA
PA
15 30 45 60 75 90 105 120 135 150 MAIS 150
8 �S���V W¡.¢£ �¤�¡�¥V¦�� §.¨
9 ©�ª�« ª�¬��®°¯?�±³²�´Wµ�¶ ·��¶±-�·V¸�¹�µ6º ®�¶ »�¼
10 ½ µ�¶�«fº ¸�.®¾¯1®�ª�¬W�¿�ª�®¾¿Sµ¬�.« ª�® À^Á ¼
11
½ µ�¶V¬Wª�·�µ�¬W¯1.®± �·1¸�¹�µ�º ®��¶ ¿.ª¯1®?ª�¬��¿.ª�®Â¿6µÃ¬�.« ª�®
Ä »
12 Å µ�¬Vª.« Æ�µ6®Ç¬�Æ��È1µ�¶ÉµÊ�Ë�Ì�Í�Î.Ï£ÎÑÐ�Ò�Ï?ÓÎ Ô6ÔDÕ×Ö
13 ØBÙÚ�Û Ó1Î.Ï Ò�Ü Í�Î Ú Ý ÎÊ�Ë.Ï1ÏÎ�Þ-Ë Ý ÓÎ Ö�ß
14
à^á�â ãä�å æ�ä.å1å?ä�ç èSäé�ê.ë1ëì�í-ê�î�ïìñðFò%óõô ì�öS÷ø³ù�úVûSü
ý�þ ÿ��
15
��� ü ��� ��� ����� ���� û����ø-û �����������õü ��� ���� � �� �bÿ��
16
��� ü ���!����"���Çü ��� ���� � � �����#�� ���ø$# %�& � � �'���(�
) *bÿ�+
17
��� ü ���!����"���Çü ��� �ø³ù�úVûSü � �,�#�� �����ø$# %�& � � ���-�����
).ý^ÿ�+
18
./10�2/"3 4$3/5,687 0�9�: ;83�; 6 ; 6< =>?"@"A�?�<CBED <8F GH>8I B
J8K(L�M
19 N�O I @�<?P>�Q�@�?�< R,S O T U LWV
20 X =�?,F ?YDI <�Z�<\[^]�_,>8I`>aHA�=bF ?`cH>�?"?"<[^>G,@�< M U L�d
21 X cH<�a,@�< ?e<f@�< I g�<hZ O [<ec,>8?�?i< [^>G�@"<ej Xlk m U L�n
22 o >�a,ZH>? cH>?�?�<�[$> G�@�<D ?p] QbF [q<'< O Z�g S O m U L T
23
IrF =>?�<?s>�a,D <�R O D <?"<[ O _�F [^>8G,@�< R,S O t <@�<I g <
u8v�w�x
24
y z {�| }�| z�~������ ������� � ~������W�l��~��� � ~,} � ��
�b��w��
25
� � �iz ��~�� � }Hz � ����� � � � �"�H��� �q� �� �p�� ��i¡ �"�
¢�£
24
GRÁFICO – TEMPO DA ETAPA EM SEGUNDOS
No ATIVIDADE
TE
MPO
I
NÍC
IO
TE
MPO
E
TA
PA
15 30 45 60 75 90 105 120 135 150 MAIS 150
26
¤�¥�¦p§�¨b© ª « ¦¬H«¦�¦,© ®�¯ §¬H§�ª!°H±8¦�¦�« ª²±®H³�«µ´E¶8·¥�«�¦"« ¥�¦"¸�¨¹© ª^§ º© ®p»�±�³i§ ¦"«
¼�½�¾
27 ¿ ÀHÁÂ`Ã,Ä8Â�ÂiÁ Å^ÄÆHÇ�ÁeÈ�ÉËÊ ÌËÍ(ÎWÏ
28
йÑ�Ò�Ó Ç�ÁÂÔÁÕ Ç Ò Â�Á Ö8ÄÅ^× Õ ÖÄÙØEÚ�Á�Û Æ,Ä�Õ ØÜÚ ÁÂ"ÁÃ�ÄÂ�Â�Á�Å$Ä Æ�Ç�Á'ÈEÉ8Ê
Ì(Ý
29 Þ Ä Ó,ß Ä ÃHÄÂ�Â�Á�Å$Ä Æ�Ç�ÁÈàÉ�Ê Ý Ì
30 áâpã äHå�æ�ç,âiè8érê ë è�âì åâ�â�è�í$å æ�ç�è'îEï8ð ñ8ò
31 ó¹ô�õ�ö ç�èâ÷èé ç õ âiè ø8ùú^û ü ýþCÿ þ�ü �������,þ�� �
32 � þ� ������ü�� ������ þ�������ú$þ� ���������� � �
33 ! þ�"������#�$��� ÿ��pû#��þ�%$&�ûýû('��� �)�&�û �+*-,
34
.0/ 1�2�3 / 4�2�56�7 1�8�5�2�3�/ 4#2�9�:�; <�2= 7 5�5�2�> 7 1�8�2�?�@�A
B�CEDGF
35
@�H�I 6 2�5KJ�2�5�5�2�IML#2�5�2= / NO2�9$:�; <�2= 7 5�5�2�> 7 1�8�2�?�@�A
P BED-B
36
.0/ NO2�5 J#2�5�5�2�I 1�2L�2�5�8 7 = / N�2 7 >RQ�S 7 3= 7 5�5�2�> 7 1�8�2�?�@�A
T�U DWV
37 X 7 I#3 ; 6 2�5 Y Z�[ \�]�^�]_ ^�`#Zba�]�cR`�d�e�f g$] h�i+jlk
38
m�^on p�f qO]�^ r�]�^�^�]�Zs ]�a�tup�f q�tu[vcRw�x�[ sy t�cz]#Zbc|{�t#Z k~}���j�h
39 � \#[�^ _ ]�^�r�]�^�^�]�Z y t�cy�� ]�x�[ ��k�jG�
40 � [ y�� ]�^z\�^�t _ [���{#tKa�[_ ^�`#Zba�]�cR`�d�e�f g$] i��
41
�0[�r#e s ]�^�[�Z\�]�^���cR[ _ ^�t#Zv�o\#]�f g$[ s �\�]�^�] y t s t y ]��${�t�a�[[�q _ ^�]���{�t
h�}��
42 � t s t y ]�^ x�]�^�{#t a�[[�q _ ^�]���{�t i��EjG�
25
GRÁFICO – TEMPO DA ETAPA EM SEGUNDOS
No ATIVIDADE
TEM
PO
I
NÍC
IO
TEM
PO
E
TAP
A
15 30 45 60 75 90 105 120 135 150 MAIS 150
43 �0���#��� �������$���$�$��������� ����# ���� ¡O¢¤£G¢
44
¥E��¦�§������¨�������© �� ����$ª ��� «#�#��ª © �#������(§�����¬���
®O¯ £l°
45 ±�ª ²�������� ²Oª §$� ���ª �o³����$#� °�¢¤£G¢
46
�0���#��� ������¦´ ����µ © �� ����#¦v¶ ´ ��ª �$��� ¶´ �����·ª �¨³����$�� °�¸�¹
47 º ��³��� ���� ´ �$ª © ��ª ����¦´ �����#¦ ®O¯ £ ¯
48 �0���#��� ����� © �»ª �¨³����$����� © ��ª ¦�¼ ¹ ´ ���$��¦ °�¡�°½£G¾
49 ±�ª ²���������#�¿���¿¦��� �� ´´ ��� �À«��#��� ª �������
¹0¡ ¬ ¾�¹ÁàÄ$ÅÇÆÈÉOÉ�Ê�ËÍÌ
50
TOTAL min 61,31 Trabalho externo Trabalho interno
Tabela 1: Análise operações de Setup (Fonte: Açoplast)
4.3.2 Análise do espaço percorrido.
Para a análise do espaço percorrido, foi utilizado o diagrama de espaguete onde uma
pessoa do time acompanhou e contou os passos dados pelo trocador de ferramenta e outra
desenhou o trajeto percorrido durante o setup como demonstrado na figura 8.

26
Armário de
Ferramentas
Ferramentaria
Figura 8 – Diagrama de espaguete (Fonte: Açoplast)
Após análise do diagrama de espaguete e do relátório de registro de setup, foi
observado que foram percorridos 384 metros e gastos mais de 61 minutos para finalizar todo o
processo.
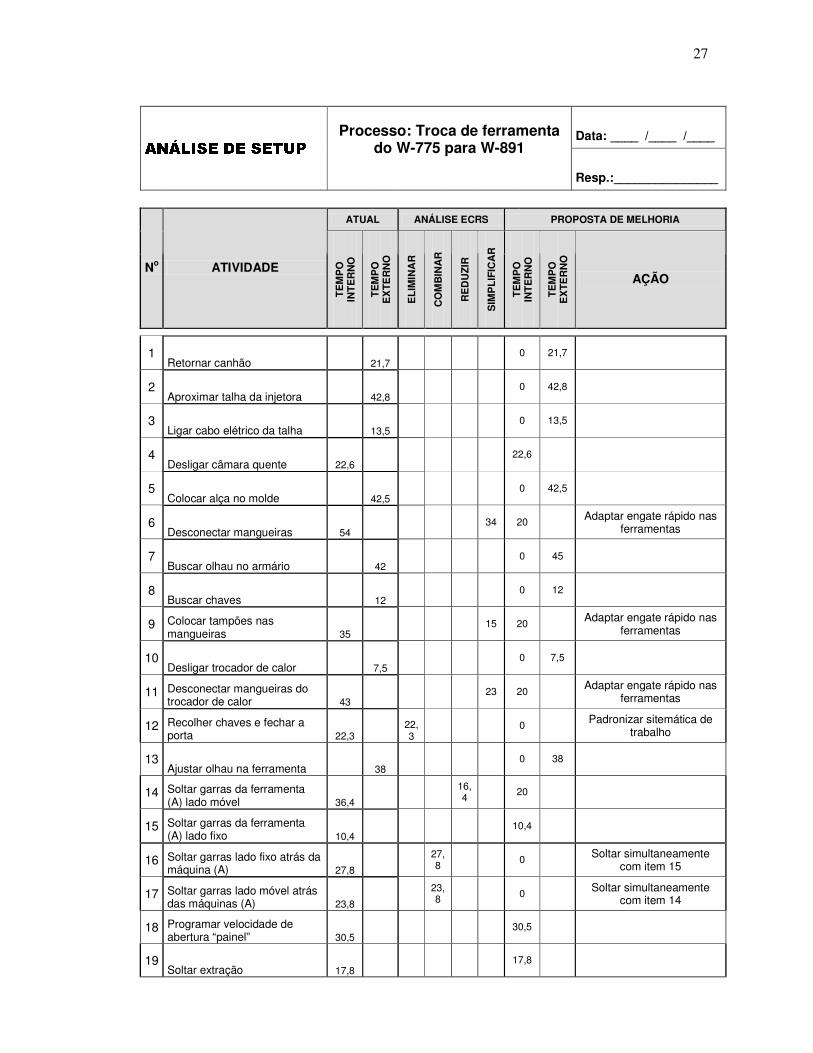
4.3.3 Análise dos tempos internos e externos
Após detalhamento das etapas do setup e medido o tempo médio de cada operação,
realizou-se a separação dos tempos internos e externos. Reuniu-se a equipe multifuncional e
destacaram-se com a cor vermelha as operações que podem ser executadas com a máquina em
funcionamento, tempos externos, e cinza para as operações que necessitam da máquina
injetora parada para realizar as operações, tempos internos, conforme tabela 2.
Injetora IH
550-02
Metrologia
Total de passos – 504
Metros percorridos – 384m
27
Data: ____ /____ /____ ÎÐÏÒÑÔÓÖÕ�×ÒØÚÙÛØÜ×�ØÖÝ·ÞÐß Processo: Troca de ferramenta
do W-775 para W-891
Resp.:_______________
ATUAL ANÁLISE ECRS PROPOSTA DE MELHORIA
No ATIVIDADE
TEM
PO
IN
TER
NO
TEM
PO
E
XTE
RN
O
ELI
MIN
AR
CO
MB
INA
R
RE
DU
ZIR
SIM
PLI
FIC
AR
TEM
PO
IN
TER
NO
TEM
PO
E
XTE
RN
O
AÇÃO
1 Retornar canhão 21,7
0 21,7
2 Aproximar talha da injetora 42,8
0 42,8
3 Ligar cabo elétrico da talha 13,5
0 13,5
4 Desligar câmara quente 22,6
22,6
5 Colocar alça no molde 42,5
0 42,5
6 Desconectar mangueiras 54
34 20 Adaptar engate rápido nas ferramentas
7 Buscar olhau no armário 42
0 45
8 Buscar chaves 12
0 12
9 Colocar tampões nas mangueiras 35
15 20 Adaptar engate rápido nas ferramentas
10 Desligar trocador de calor 7,5
0 7,5
11 Desconectar mangueiras do trocador de calor 43
23 20 Adaptar engate rápido nas ferramentas
12 Recolher chaves e fechar a porta 22,3
22,3
0 Padronizar sitemática de trabalho
13 Ajustar olhau na ferramenta 38
0 38
14 Soltar garras da ferramenta (A) lado móvel 36,4
16,4 20
15 Soltar garras da ferramenta (A) lado fixo 10,4
10,4
16 Soltar garras lado fixo atrás da máquina (A) 27,8
27,8 0 Soltar simultaneamente
com item 15
17 Soltar garras lado móvel atrás das máquinas (A) 23,8
23,8 0 Soltar simultaneamente
com item 14
18 Programar velocidade de abertura “painel” 30,5
30,5
19 Soltar extração 17,8
17,8
28
ATUAL ANÁLISE ECRS PROPOSTA DE MELHORIA
No ATIVIDADE
TEM
PO
IN
TER
NO
TEM
PO
E
XTE
RN
O
ELI
MIN
AR
CO
MB
INA
R
RE
DU
ZIR
SIM
PLI
FIC
AR
TEM
PO
IN
TER
NO
TEM
PO
E
XTE
RN
O
AÇÃO
20 Abrir placa móvel e subir ferramenta 57,4
57,4
21 Afastar a talha com a ferramenta (A) 27,6
27,6
22 Descer ferramenta próxima ao chão 27,1
27,1
23 liberar espaço para movimentação da talha 69,4
0 69,4
24 Posicionar ferramenta (A) na bancada 21,7
0 21,7
25 Retornar com a talha próxima à injetora 35
0 35
26 Aproximar carrinho com ferramenta (B) para próximo à injetora 7,6
0 7,6
27 Içar ferramenta (B) 47,9
47,9
28 Ajustar altura de molde “painel” para ferramenta (B) 41
11 30 Registrar altura de molde na ficha de regulagem
29 Descer ferramenta (B) 14
14
30 Pré centralizar ferramenta (B) 29
29 Confeccionar anel de centragem
31 Ajustar altura do molde pela 2º vez 53 53
0 eliminado conforme item 28
32 Centralizar ferramenta (B) 112 112
0 Eliminado conforme item 30
33 Destravar proteção do canhão 32,7
29 3,7 Combinado junto com a operação 30
34 Finalizar centralização da ferramenta (B) 70,6
70,6
0
35 Buscar garras para fixação da ferramenta (B) 97,7
0 97,7
36 Fixar garras na parte fixa e móvel ferramenta (B) 45,2
45,2
37 Deslocar-se para trás da máquina 12,4
12,4
0
38 Pré fixar garras lado fixo e móvel com as mãos 456,1
46,1 410 0
Padronizar garras e parafusos e combinar com
item 36
39 Apertar garras com chave 74,8
74,8
0 eliminado com a padronização do item 38
40 Fechar proteção de trás da máquina 23
23
29
ATUAL ANÁLISE ECRS PROPOSTA DE MELHORIA
No ATIVIDADE
TEM
PO
IN
TER
NO
TEM
PO
E
XTE
RN
O
ELI
MIN
AR
CO
MB
INA
R
RE
DU
ZIR
SIM
PLI
FIC
AR
TEM
PO
IN
TER
NO
TEM
PO
E
XTE
RN
O
AÇÃO
41 Regulares parâmetros "painel" para colocação de extração 153
123 30 Máquina injetora possui memória para 63 moldes
deixar arquivado.
42 Colocar varão de extração 20,8
0 20,8
43 Regular avanço do extrator 96,6
76 20,6
44 Descarregar material queimado do canhão 38,4
18 20,4 Realizar operação no início do processo
45 Liberar bico de injeção 46,6
26 20,6
46 Regulares parâmetros "painel" para injeção 450 450
0
47 Injetar primeiras peças 38,8
38,8
48 Regulagem e injeção de mais 10peças 494,2
260 234,2 Utilizar a programação da máquina, apenas ajustes
49 Liberação do setup pela qualidade 441,5
441,5
50 0
TOTAL 53,4 7,9 21,2 7,9
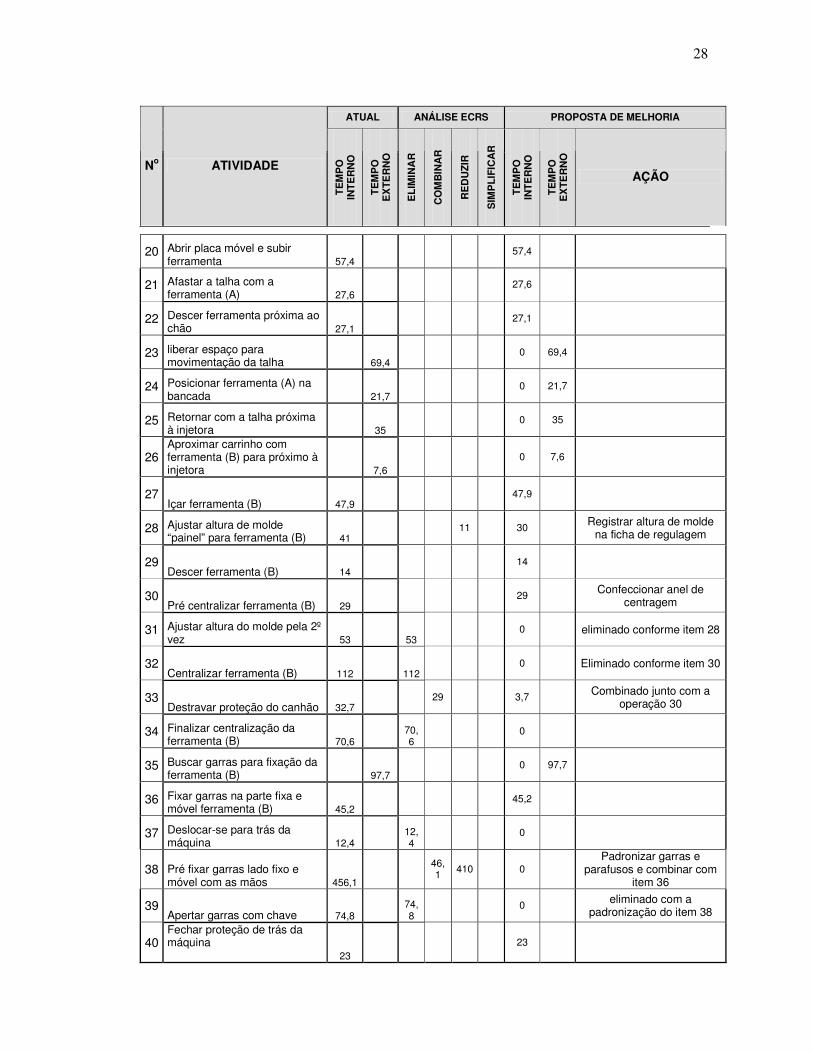
Tabela 2: Análise do setup (Fonte: Açoplast)
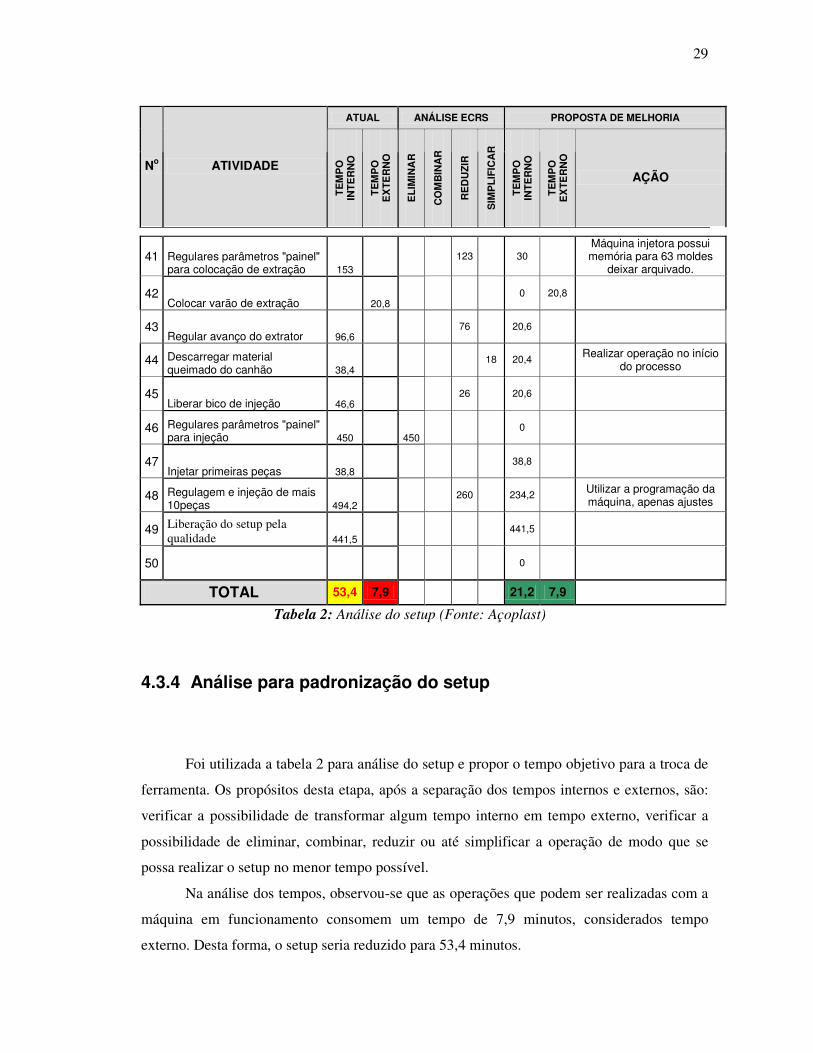
4.3.4 Análise para padronização do setup
Foi utilizada a tabela 2 para análise do setup e propor o tempo objetivo para a troca de
ferramenta. Os propósitos desta etapa, após a separação dos tempos internos e externos, são:
verificar a possibilidade de transformar algum tempo interno em tempo externo, verificar a
possibilidade de eliminar, combinar, reduzir ou até simplificar a operação de modo que se
possa realizar o setup no menor tempo possível.
Na análise dos tempos, observou-se que as operações que podem ser realizadas com a
máquina em funcionamento consomem um tempo de 7,9 minutos, considerados tempo
externo. Desta forma, o setup seria reduzido para 53,4 minutos.

30
Na análise da possibilidade de eliminar, combinar, reduzir ou simplificar verificou-se a
possibilidade de redução de 32,2 minutos, através de organização, padronização, e
investimento em alguns dispositivos, o que possibilitaria realizar o setup em um tempo de
21,2 minutos.
4.4 Elaboração de plano de ação para ECRS,
Com todos os problemas levantados foi criado um plano de ação (planilha de
providencias e resultados), conforme tabela 3, para resolver os problemas ocorridos no setup
com prazo e responsáveis pela implantação da ação proposta.
Tabela 3: Planilha de providencias e Resultados -Plano de Ação (Fonte Açoplast)

31
4.4.1 Descrição das melhorias implantadas.
4.4.1.1 Treinamento:
Foram ministrados treinamentos para os trocadores de ferramentas, auxiliares, lideres
e operadores de máquina, dando-se enfoque na técnica TRF e na necessidade do trabalho
padronizado e de se ter a metodologia 5S implantada. No treinamento, foi apresentado, entre
outros, um vídeo de um pitstop da Fórmula 1, figura 9, onde são mostrados a padronização
dos processos a serem executados e o treinamento exaustivo para se corrigir e alcançar o
tempo ideal de realização do pitstop.
Figura 9: Pitstop Fórmula-1 (Fonte: Padok F1)
4.4.1.2 Definição de padrão:
• No sistema antigo não havia um padrão para se fazer o setup. Deste modo,
cada trocador de ferramenta fazia o setup de uma maneira, acarretando
oscilações nos tempos.
• Para o sistema, atual foi implantado uma instrução para preparação de setup
conforme tabela 4. Esta instrução serve de roteiro para os colaboradores e tem
como finalidade descrever a melhor seqüência para realização de tal tarefa,
além de garantir que todos façam de forma semelhante.

32
Tabela 4: Instrução para setup (Fonte: Açoplast)

33
4.4.1.3 Organização dos ferramentais:
• No sistema antigo, as ferramentas eram todas pintadas de uma única cor e
identificadas com o código do produto independentemente do cliente, o que
acarretava demora na localização do ferramental, conforme figura 10.
• Para o sistema atual, figura 11, com base em discussões acerca de como
organizar os ferramentais, os trocadores, líderes de produção e ferramentaria
decidiram pela separação e identificação por cor para cada cliente, o que, além
de facilitar a localização do ferramental, tornou fácil identificar os ferramentais
de propriedade do cliente.
Figura 10: Almoxarifado antes da melhoria Figura 11: Almoxarifado após a melhoria
(Fonte: Açoplast) (Fonte:Açoplast)
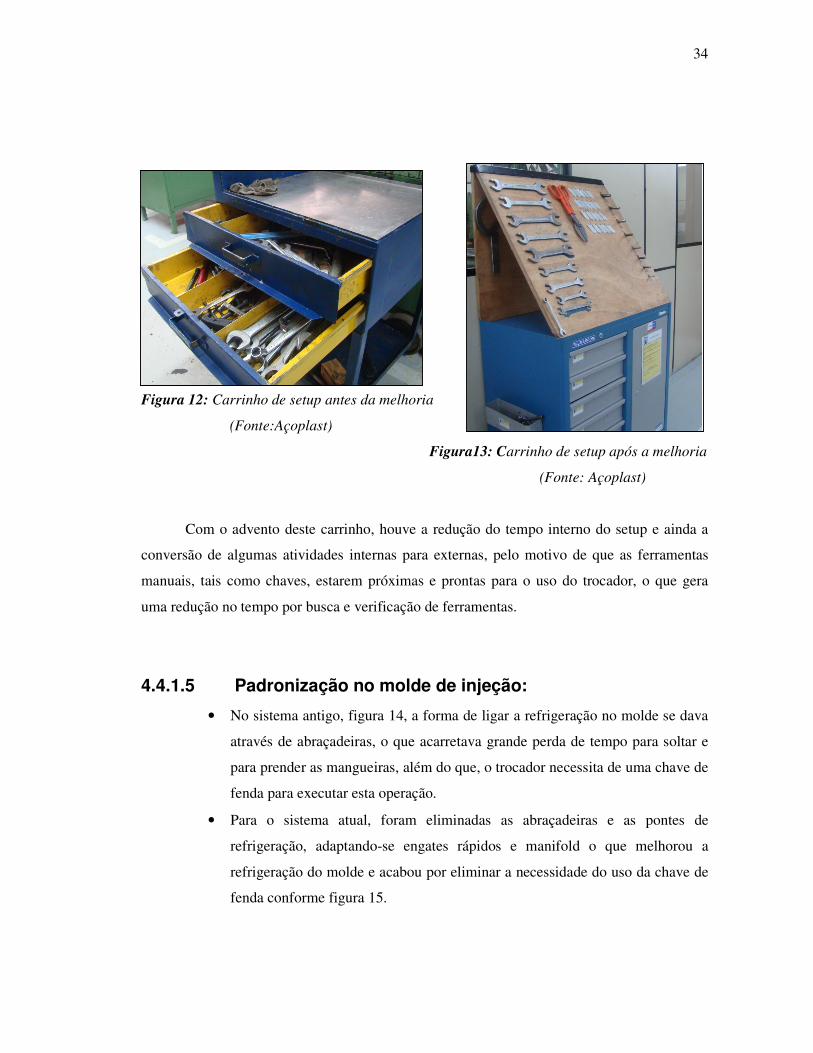
4.4.1.4 Organização do carrinho de setup:
• No sistema antigo, figura 12, os trocadores de ferramenta tinham que procurar
as chaves dentro da gaveta do carrinho. Além da demora para encontrar as
chaves na gaveta, frequentemente elas estavam longe, em armários, bancadas
e, até mesmo, em outros setores. Encontravam-se chaves repetidas e sem
utilidade dentro da gaveta, o que atrapalhava ainda mais a busca.
• Para o sistema atual, com base em discussões a respeito de como disponibilizar
as ferramentas, optou-se pela aquisição de um novo carrinho para alocação das
chaves de forma visível, sobre o mesmo carrinho, através de uma prancha de
madeira, de forma a ter um lugar para cada coisa e cada coisa em seu lugar,
conforme mostra a figura 13.
34
Figura 12: Carrinho de setup antes da melhoria
(Fonte:Açoplast)
Figura13: Carrinho de setup após a melhoria
(Fonte: Açoplast)
Com o advento deste carrinho, houve a redução do tempo interno do setup e ainda a
conversão de algumas atividades internas para externas, pelo motivo de que as ferramentas
manuais, tais como chaves, estarem próximas e prontas para o uso do trocador, o que gera
uma redução no tempo por busca e verificação de ferramentas.
4.4.1.5 Padronização no molde de injeção:
• No sistema antigo, figura 14, a forma de ligar a refrigeração no molde se dava
através de abraçadeiras, o que acarretava grande perda de tempo para soltar e
para prender as mangueiras, além do que, o trocador necessita de uma chave de
fenda para executar esta operação.
• Para o sistema atual, foram eliminadas as abraçadeiras e as pontes de
refrigeração, adaptando-se engates rápidos e manifold o que melhorou a
refrigeração do molde e acabou por eliminar a necessidade do uso da chave de
fenda conforme figura 15.

35
Figura 14: Molde de injeção antes da melhoria
(Fonte: Açoplast) Figura 15: Molde de injeção após a melhoria
(Fonte: Açoplast)
Com a implantação do engate rápido, houve a redução do tempo interno do setup e
ainda a conversão de algumas atividades internas para externas.
4.4.1.6 Padronização de Lay-out, saída e entrada de molde:
• No processo antigo, após a retirada do molde da injetora, o trocador levava
molde até o almoxarifado de ferramenta e o guardava, procurava e retirava o
novo molde do almoxarifado e o levava novamente para a injetora.
• Para o processo atual, estabelecida a sistemática de preparação do ferramental,
o molde é preparado para o setup e são averiguados todos os itens do
ferramental, tais como: anel de centragem, olhal, mangueiras de refrigeração,
varão de extração, altura das placas de fixação entre outros, conforme carta de
setup. Após a preparação, o molde é disposto na área verde conforme figura
16, aguardando o início de setup. O molde que sai da injetora fica na área
vermelha, e só será aguardado ao término do setup.
Figura 16: Lay-out saida e entrada de molde
(Fonte: Açoplast)
36
A implantação desta metodologia reduziu o tempo interno e transformou algumas
atividades internas em externas, podendo ser exemplificada pela atividade de busca e guarda
do molde, que com a nova metodologia só são realizadas após o término do setup, eliminando
desta maneira alguns minutos que não agragam valor ao processo.
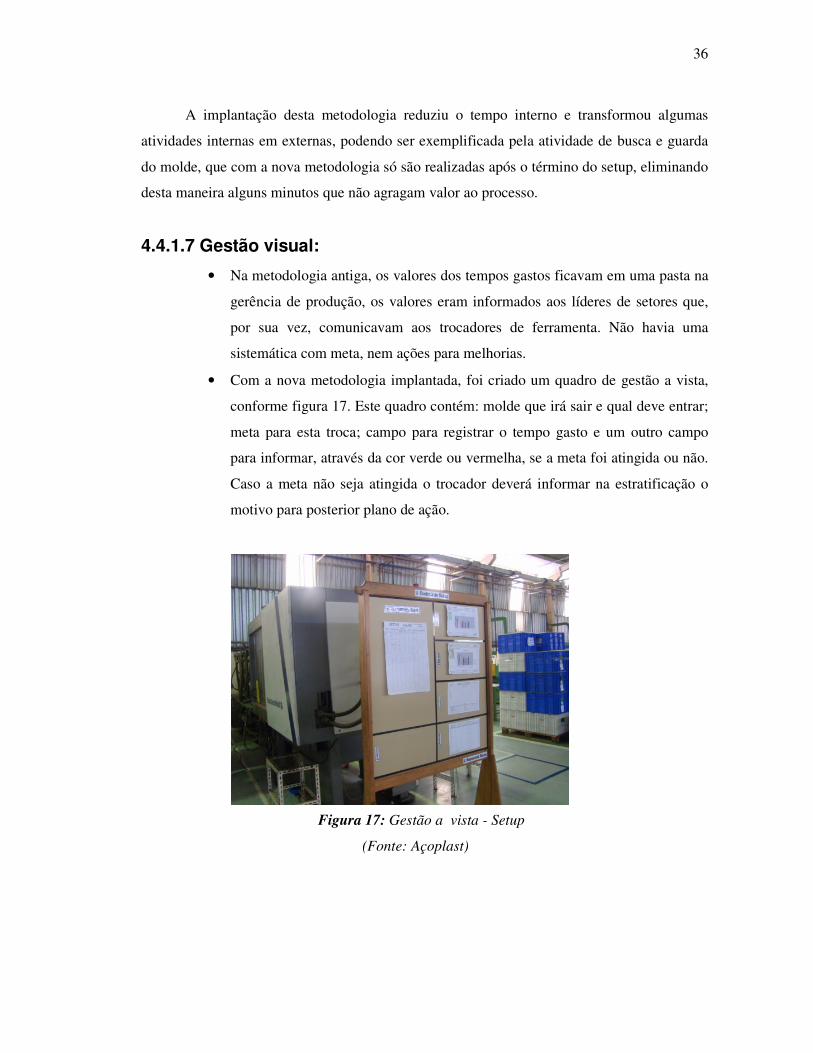
4.4.1.7 Gestão visual:
• Na metodologia antiga, os valores dos tempos gastos ficavam em uma pasta na
gerência de produção, os valores eram informados aos líderes de setores que,
por sua vez, comunicavam aos trocadores de ferramenta. Não havia uma
sistemática com meta, nem ações para melhorias.
• Com a nova metodologia implantada, foi criado um quadro de gestão a vista,
conforme figura 17. Este quadro contém: molde que irá sair e qual deve entrar;
meta para esta troca; campo para registrar o tempo gasto e um outro campo
para informar, através da cor verde ou vermelha, se a meta foi atingida ou não.
Caso a meta não seja atingida o trocador deverá informar na estratificação o
motivo para posterior plano de ação.
Figura 17: Gestão a vista - Setup
(Fonte: Açoplast)

37
5 Análise dos resultados após aplicação da TRF
Com as melhorias implementadas no processo de setup da máquina Battenfeld para a
troca dos reservatórios W-775 para o W-891, conseguiu-se a redução de 61,3 minutos para 21
minutos, ou seja, uma redução de 65,75% no tempo que não agrega valor.
Figura 18 – tempo médio de setup por injetora após melhorias
Figura 19 – Número de setup por injetora após melhorias
Média de horas X injetoras Outubro
0:00:00
0:14:24
0:28:48
0:43:12
0:57:36
1:12:00
1:26:24
1:40:48
1:55:12
IH07
5-01
IH12
0-01
IH25
0-01
IH25
0-02
IH25
0-03
IH25
0-04
IH30
0-01
IH30
0-02
IH30
0-03
IH30
0-04
IH35
0-01
IH35
0-02
IH55
0-01
IH55
0-02
IH80
0-01
IH15
00-0
1
Injetoras horizontais
Tem
po g
asto
hor
as
Trocas injetoras horizontais Outubro
6
5
2
1
5
1
5
6
3 3 3
4
1
9
4 4
0
5
10
IH07
5-01
IH12
0-01
IH25
0-01
IH25
0-02
IH25
0-03
IH25
0-04
IH30
0-01
IH30
0-02
IH30
0-03
IH30
0-04
IH35
0-01
IH35
0-02
IH55
0-01
IH55
0-02
IH80
0-01
IH15
00-0
1
INJETORAS HORIZONTAIS
Qtd
. de
Tro
cas
38
O resultado da TRF foi muito satisfatório, já que se conseguiu incluir na carga
máquina da injetora Battenfel IH550/01 mais um molde W-897, sem a necessidade da
aquisição de uma nova máquina injetora.
Cabe salientar que o ganho não foi somente na máquina onde o trabalho foi realizado.
Como pode ser observado, comparando os gráficos das figuras 18 e 19, obteve-se uma
redução do tempo na maioria das injetoras e um aumento no número de trocas de 54 para 62,
ou seja, maior flexibilidade. Se for comparado o gráfico da figura 7 com o gráfico da figura
18, verifica-se uma redução do tempo médio de 67,5 minutos para um tempo médio de 49,3
minutos, ou seja, uma redução de 27% no tempo que não agrega valor ao produto.
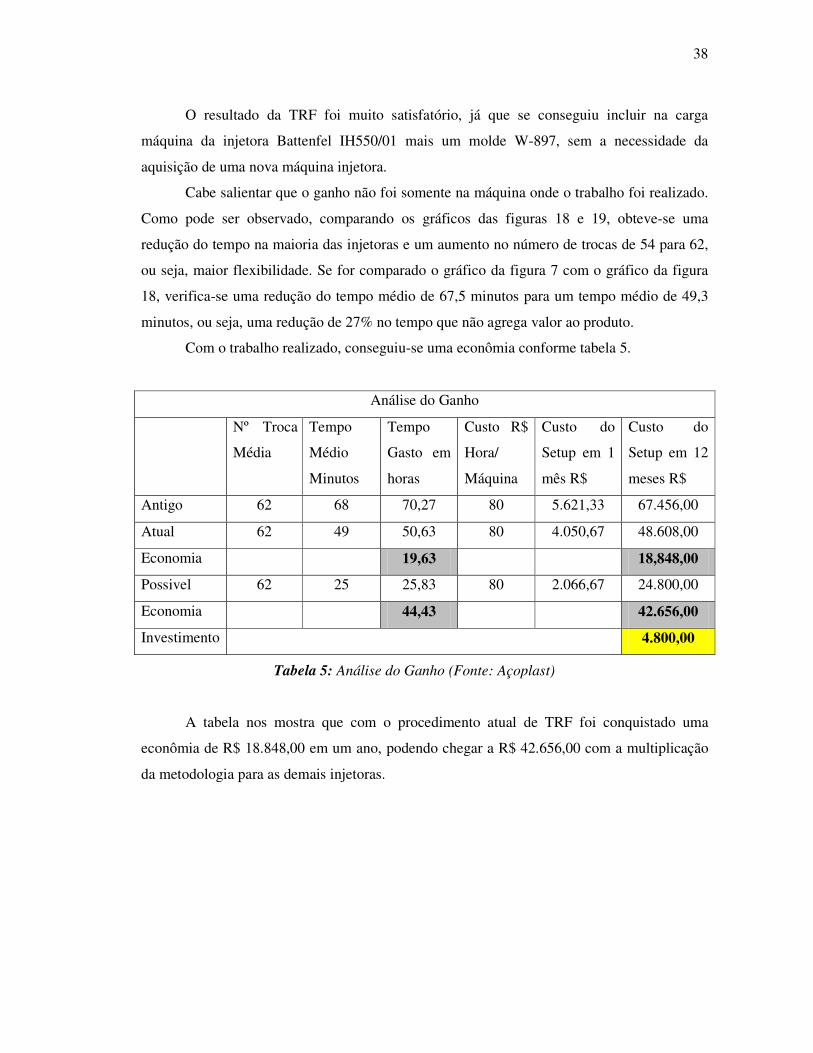
Com o trabalho realizado, conseguiu-se uma econômia conforme tabela 5.
Análise do Ganho
Nº Troca
Média
Tempo
Médio
Minutos
Tempo
Gasto em
horas
Custo R$
Hora/
Máquina
Custo do
Setup em 1
mês R$
Custo do
Setup em 12
meses R$
Antigo 62 68 70,27 80 5.621,33 67.456,00
Atual 62 49 50,63 80 4.050,67 48.608,00
Economia 19,63 18,848,00
Possivel 62 25 25,83 80 2.066,67 24.800,00
Economia 44,43 42.656,00
Investimento 4.800,00
Tabela 5: Análise do Ganho (Fonte: Açoplast)
A tabela nos mostra que com o procedimento atual de TRF foi conquistado uma
econômia de R$ 18.848,00 em um ano, podendo chegar a R$ 42.656,00 com a multiplicação
da metodologia para as demais injetoras.
39
6 Conclusão
Este trabalho apresentou o princípio da implantação do sistema de troca rápida de
ferramenta na planta da Açoplast na cidade de Itapira, interior de São Paulo.
O objetivo principal do trabalho foi a redução do tempo de setup e o aumento da
capacidade produtiva no processo de injeção de termoplásticos, bem como a flexibilização do
processo. Identificar as barreiras para a implantação foi o objetivo secundário.
Dentre varias barreiras que foram quebradas, a crença de que “melhorias só se dão
através de altos investimentos”, só ocorreu através de exemplos práticos e ações concretas, a
que se somam diversas reuniões entre gerência e funcionários, nas quais se explicou a
situação econômica da empresa, isto é, a necessidade de mudar e se adaptar ao mercado
exigente, onde ela esta inserida. O objetivo não é fazer os funcionários trabalharem mais, mas
sim melhor.
Deste modo, à medida em que as melhorias foram implantadas, os colaboradores
convenceram-se da importância e necessidade da transparência na TRF, descobrindo assim
que os tempos de setup podiam ser reduzidos.
Outra barreira encontrada foi o fator cultural, que se traduz em pensamentos como “o
modo como trabalho é o melhor e o mais correto” ou ainda, “o que eu tinha para aprender já
aprendi”, este tipo de cultura estava muito enraizado na Açoplast e causou muitos impactos
negativos durante o processo de implantação das melhorias.
Porém, à medida em que as metas estabelecidas foram atingidas e o trabalho alcançava
seu resultado, como demonstra a tabela 1 com a economia de R$ 18.848,00, a equipe
começou a ceder.
A TRF foi uma técnica importante e desejada pela Açoplast por proporcionar maior
flexibilidade à produção e reduzir o tamanho dos estoques. Também pode-se destacar a
importância do 5S andar junto a TRF para a obtenção de resultados positivos para a empresa.
Outra importante ferramenta que fez com que as outras injetoras tivessem uma
significativa melhora, foi a implantação de um quadro de gestão à vista para controle de setup,
onde todos os moldes passaram a ter suas próprias metas, dadas as enormes diferenças entre
eles. Deste modo, os trocadores foram e estão sendo motivados a alcançar seus objetivos.
Este trabalho deve ter continuidade, e ter a multiplicação da ferramenta TRF, para as
injetoras horizontais e para o setor de estamparia.
40
7 Bibliografia
ABRANTES, J. Programas 8s – Da Alta Administração à Linha de Produção: O que fazer
para aumentar o lucro? – A Base da Filosofia Seis Sigma. - Rio de Janeiro: Interciência, 2001.
ANTUNES, J. A. V. Jr., RODRÍGUEZ, L. E. A Teoria das Restrições como Balizadora das
Ações Visando a Troca Rápida de Ferramentas. Revisão Produção, vol 3, nº2, pág 73-85,
novembro 1993.
BALLARD, G. & HOWELL, G. - Implementing Lean Construction: stabilizing work flow.
In: ALARCÓN, L. (Ed.). Lean Construction. Rotterdam: Balkema, p.101–109, 1997.
BLACK, J. T. O Projeto da Fábrica com Futuro. Porto Alegre: Artes Médicas, 1998.
CAMPOS, V. F.. Qualidade Total: padronização nas empresas. Belo Horizonte: Fundação
Christiano Ottoni, 3ª ed, 1992.
DAVIS, M. M.; AQUILANO, N. J.; CHASE, R. B. Fundamentos da administração da
Produção. 3ª ed. Bookman: Porto Alegre, 2001.
HARMON, R. L.; PETERSON, L. D. Reinventando a fábrica: conceitos modernos de
produtividade aplicados na prática. Rio de Janeiro: Campus, 1991.
HIRATA, E. H.; FORMOSO, C. T. O processo de aprendizagem na transferência dos
conceitos e princípios da produção enxuta para a construção. Salvador, BA. 2000. v. 1 p.572-
579 il.. In: Entac, 8º, Salvador, 2000.
IMAI,M. Gemba-Kaizen: estrátégias e técnicas do Kaizen no piso de fábrica – São Paulo:
IMAN,1996.
OHNO, T. Sistema Toyota de Produção – Além da Produção em Larga Escala. Porto Alegre,
editora Bookman, 1997.
OSADA,T. Housekeeping: 5S: seiri, seiton, seiso, seiketsu, shitsuke – São Paulo: Instituto
IMAM, 1992.
SANTOS, A. dos; Gerenciamento Sensorial de Canteiros de Obra: Teoria e Prática – 1ª ed,
Curitiba, 2003.
SHINGO, S. A revolution in manufacturing: the SMED system. Cambridge: Productivity
Press, 1985.
SHINGO, S. Sistema de troca rápida de ferramenta: uma revolução nos sistemas produtivos.
Porto Alegre: Bookman, 2000.
TUBINO, D.F. Manual de planejamento e controle da produção. São Paulo: Atlas, 2000.

41





























