Embed Size (px)
Citation preview

ANÁLISE COMPARATIVA DA PRECISÃO E
LINEARIDADE DE UM EXAME LABORATORIAL
DOS MÉTODOS PROPOSTOS PELO INMETRO
(2007), SEIS SIGMAS (2006) E MSA (2010)
JULIANA MOREIRA DA SILVA (FEAMIG)
FLAVIA KOMATSUZAKI (FEAMIG)
GISELE CRISTINA DA SILVA (FEAMIG)
JOSIANNE NICACIO SILVEIRA (UFMG)
TATIANA MARIA COSTA DE CAMPOS BARBOSA (UFMG)
A validação dos parâmetros de exames são fundamentais para o uso de
exames na saúde, esta validação é realizada através de normas nacionais e
internacionais. A validação é composta por métodos estatísticos simples e
avançados. Os métodos estatísticos orientados pelas normas geralmente
funcionam bem para métodos paramétricos onde os dados tem distribuição
normal. Estes métodos não são os mesmos entre os orientados por INMETRO
(2007), MSA 4a edição (2010) e Seis Sigmas (2006). Os dados coletados
foram resultados de exame de Homocisteína no laboratório do
Departamento de Toxologia e Análise Clínica da UFMG. Este trabalho
realizou analises estatísticas dos parâmetros linearidade e precisão baseados
nos métodos do INMETRO, MSA e Seis sigmas. A interpretação dos resultados
encontrados da linearidade foram os mesmos entre os diferentes métodos.
Entretanto, para a interpretação da precisão foram diferentes. Este resultado
foi importante, para usarmos diferentes métodos para comparar os
resultados e escolhermos qual o melhor método para o tipo de dado
coletado.
Palavras-chaves: Controle de qualidade, Validação, Testes estatísticos, MSA,
INMETRO
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
1. Introdução
Diante da necessidade de desenvolver um método de determinação da homocisteína no
plasma para ser utilizado em pesquisa e rotina laboratorial no Departamento de Análises
Clinicas e Toxicológicas da Faculdade de Farmácia da Universidade Federal de Minas Gerais
(UFMG), fez-se uma validação utilizando os parâmetros de Linearidade e Precisão através
dos estudos de Repetitividade e Reprodutibilidade com base nos métodos estatísticos
definidos nas normas do Instituto Nacional de Metrologia, Qualidade e
Tecnologia (INMETRO) (2007), Measurement Systems Analysis (MSA) 4a edição (2010) e
Seis Sigmas (2006). O presente estudo tem a finalidade de comparar os resultados dos
diferentes métodos estatísticos mais indicados para análise de precisão e linearidade.
A validação analítica mostra com evidências objetivas que os resultados laboratoriais
conduzam aos resultados esperados que são confiáveis e adequados. Uma boa validação
analítica faz parte do controle de qualidade laboratorial que garante um bom sistema de
medição. Nas estratégias de controle de qualidade existe o método de avaliação do sistema de
medição que é primordial para confiança dos dados coletados. Toda empresa que trabalha
com controle de qualidade, toma decisões através de dados, deve ter um bom sistema de
avaliação de medição para garantir as decisões corretas.
2 Objetivos
2.1 Objetivo Principal
Analisar linearidade e precisão através dos métodos estatísticos estudados e compará-
los.
2.2 Objetivos Específicos
Avaliar o sistema de medição (Linearidade e Precisão) através do INMETRO (2007),
MSA 4a edição (2010) e Seis Sigmas (2006) para os diferentes meios Aquosa e Matriz.
3. Referencial Teórico
3.1 História da Qualidade

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
Uma definição bem clara de qualidade foi citada por Campos, V.F. (1992), “um
produto ou serviço de qualidade é aquele que atende perfeitamente, de forma confiável,
acessível, segura e no tempo certo às necessidades do cliente”. A importância da qualidade
precisa ser considerada quando o objetivo é se destacar como o principal serviço ou processo
a ser vendido.
O início do Século XIX foi o berço da área da gestão da produção e operação. A partir
desse marco, produtos e serviços começaram a ter sua produção modificada. O controle da
qualidade teve início com a produção em massa. A junção da produção em massa com a
Revolução Industrial propiciou uma mudança: produção em maior escala utilizando um
número reduzido de pessoas. Essa característica foi observada principalmente no modelo
criado por Frederick Taylor (1901), onde ocorria a padronização para se produzir em grande
escala. Foi então que se viu a necessidade de inspecionar a qualidade dos produtos, visando
impedir a produção de peças com defeitos.
“O controle da qualidade moderna teve seu início na década de 30, nos Estados
Unidos, com a aplicação industrial do gráfico inventado pelo Dr. Walter A. Shewhart”
(WERKEMA, 1995), objetivando a não ocorrência de produtos defeituosos.
A Segunda Guerra Mundial acelerou a aplicação do controle de qualidade, mas o
período pós Guerra foi marcado por um período de estagnação. Em maio de 1946, foi
implementado um programa de controle da qualidade na indústria de telecomunicação
japonesa.
Nos anos 50, o engenheiro americano J. M. Juran proferiu vários seminários para
diversas empresas japonesas e com esse ensinamento o controle da qualidade passou a ser
uma ferramenta administrativa, e assim foram abertas as portas para o Controle da Qualidade
Total (TQC) Armand Feigenbaum (1951). O Ocidente só partilhou das mensagens de Juran
nas décadas de 70 e 80, devido a sua lenta evolução.
A década de 60 foi considerada o período de grande desenvolvimento econômico, com
o rápido crescimento da indústria. 1961 foi marcada pelo movimento Defeito Zero, “quando
ocorre uma mudança radical de atitudes e em uma mobilização dos funcionários em direção
ao único padrão aceitável: o DZ, ou seja, Defeito Zero (TEBOUL, 1991).
Em 1970, os modelos TQC e CWQC começaram a serem utilizados por inúmeras
empresas. No ano de 1979 é publicado o livro Philip Crosby que apresenta o método do
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
investimento na prevenção. “Trata-se de fazer bem feito aquilo que foi proposto, obtendo
como prêmio a vantagem da redução dos custos e aumento da produtividade” (TEBOUL,
1991). Nesse momento os custos tentem a cair devido ao custo da mão-de-obra barata, e assim
é possível avaliar a vantagem competitiva.
Os anos 80 foram marcados pela gestão estratégica de serviços. Notou-se que a
qualidade deixaria de ser uma vantagem competitiva para se tornar uma condição de
permanência. E eu 1980 foi introduzido no Ocidente o Controle da Qualidade Total, que fez
com que tanto gerência quanto funcionários se comprometessem para que fosse obtida a
qualidade. E nessa mesma década foi implantada a norma ISO 9000, que confere a empresa
maior organização, produtividade e credibilidade, garantindo a qualidade. O programa Seis
Sigmas teve inicio em 1987 em uma programação de melhorias na qualidade da empresa
Motorola, que objetivava alcançar zero defeito para enfrentar os concorrentes estrangeiros que
fabricavam melhores produtos com menores preços. O método alcançou um grande sucesso e
por isso foi adotado mundialmente por outras grandes corporações, obtendo melhoramento
continuo e a redução das variabilidades.
3.2 Seis Sigmas
De acordo com Werkema (2012) o Seis Sigmas é uma estratégia gerencial quantitativa
que busca o aumento drástico da lucratividade das empresas, através da qualidade de produtos
e processos, e consequentemente do aumento da satisfação do consumidor.
Rotondaro et al (2010) explica variabilidade como sendo os resultados gerados pelas
atividades geradas durante o processo. Caso essa variabilidade seja alta, o resultado é um
produto ou serviço de má qualidade, com altos custos ou deficiência na entrega, ou seja, que
não satisfaz o cliente, o que pode vir a ameaçar a sobrevivência do negócio. O método dos
Seis Sigmas, de acordo com Corrêa e Corrêa (2007, p.228) “tem essencialmente o espírito de
reduzir incansavelmente as variabilidades dos processos”. Assim é possível afirmar que esse
método prioriza o aumento da lucratividade sem abdicar da qualidade nos produtos fabricados
e almejando custos mais baixos.
No Brasil, cresce mais a cada dia o interesse pelo Seis Sigmas. Muitas empresas
adquirem esse programa com o suporte de consultoria nacional. De acordo com Rotondaro et
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
al (2010) o Seis Sigmas utiliza ferramentas e métodos estatísticos que objetivam definir os
problemas, medir para obter informações, analisar o que foi coletado, incorporar melhorias e
controlar os processos ou produtos, para que alcance ótimas etapas e gere um ciclo de
melhorias contínuas.
Um método que auxilia o projeto Seis Sigmas é o DMAIC, utilizado para a melhoria
de produtos e processos. Segundo Paladini et al (2006), no Seis Sigmas há uma preocupação
com o uso das ferramentas estatísticas, que segue um ciclo batizado de DMAIC, sigla que
representa:
D – Define (Definir): Definir com precisão o escopo do projeto.
M – Measure (Medir): Determinar a localização ou foco do problema.
A – Analyze(Analisar): Determinar as causas de cada problema prioritário.
I – Improve (Melhorar): Propor, avaliar e programar soluções para cada
problema prioritário.
C –Control (Controlar): Garantir que o alcance da meta seja mantido em longo
prazo.
Outra ferramenta importante para a ação gerencial de planejamento da qualidade é o
DMADV (Define, Measure, Analyze, Design e Verify), pois é grande a necessidade que as
empresas tem em saber as expectativas do mercado e para obter a qualidade para o seu
produto desde o seu projeto até a entrega do mesmo.Tanto o DMAIC quanto o DMADV são
necessários para garantir a confiabilidade dos dados que foram empregados.
O programa Seis Sigmas utiliza como métodos de validação: Discriminação ou
resolução, Vício ou tendência, Linearidade, Precisão, Exatidão ou Acurácia, Repetibilidade,
Reprodutibilidade.
3.3 INMETRO
O Instituto Nacional de Metrologia, Qualidade e Tecnologia – INMETRO – tem a
finalidade de fornecer confiança a sociedade brasileira em relação às medições e aos produtos,
com a metrologia e a avaliação da confiabilidade, criando relações de consumo, inovação e

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
competitividade no país. O INMETRO tem por objetivo fornecer as empresas do âmbito
nacional para aumentar a produtividade através de mecanismos de qualidade de produtos e
serviços.
“É fundamental que os laboratórios disponham de meios e critérios objetivos para
demonstrar, por meio da validação, que os métodos de ensaio que executam conduzem a
resultados confiáveis e adequados à qualidade pretendida” (INMETRO, pag. 5).
Para o INMETRO, a validação é feita para confirmar se os métodos propostos são
apropriados para o que se pretende (INMETRO, 2007).
Os parâmetros de validação do INMETRO adotam os seguintes métodos:
Especificidade e Seletividade, Linearidade, Faixa de trabalho e Faixa linear de trabalho,
Sensibilidade, Limite de detecção, Limite de qualificação, Exatidão e Tendência (bias),
Precisão (Repetitividade e Reprodutibilidade), Robustez e Incerteza de medição.
2.4 Avaliação do Sistema de Medição (MSA)
Ao finalizar a produção de um objeto, espera-se que não existam defeitos. Contudo,
para que ocorra uma aproximação da perfeição, algumas particularidades precisam ser
observadas. De acordo com Rotondaro et al (2010) o propósito de um sistema de medição é
oferecer dados com precisão e exatidão. “O objetivo da análise de um sistema de medição
(MSA – Measure Systems Analysis) é o de compreender as fontes de variação que podem
influenciar nos resultados de medição” (ROTONDARO, pag. 98). Alguns fatores podem ser
apontados como provável causador da ineficiência de um produto ou serviço: equipamento,
pessoas, meio ambiente, métodos, padrões e peças. Esses erros podem ser corrigidos através
de calibrações de materiais e treinamentos dos operadores, eliminação das interferências
ambientais, assim como métodos, padrões e peças devem ser revistos.
O sistema de medição é uma ferramenta da qualidade, assim sendo é o responsável por
verificar qual a causa das variações ocorrentes precisa garantir que o produto esteja adequado
para o uso. Os produtos finais fabricados com aparatos de medição podem ser classificados

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
sem defeitos, ou seja, com total qualidade. Isso faz com que o seu valor se eleve e
consequentemente que cresça a competitividade da empresa no mercado.
É necessário que um sistema de medição seja capaz de detectar e indicar pequenas
mudanças ligadas a característica medida, ou seja, que ele seja tenaz.
Cinco tipos de estudo podem ser utilizados para que seja feita a análise do sistema de
medição: Estabilidade, Tendência, Linearidade, Repetitividade e Reprodutibilidade. Contudo,
nesse estudo somente três deles serão abordados: Linearidade, Repetitividade e
Reprodutibilidade.
2.5 Linearidade
Segundo Werkema (2006), que baseia se no programa Seis Sigmas, a Linearidade é
definida como “a diferença entre os valores do vício ao longo do intervalo de operação
esperado do sistema de medição”, sendo que “vício é a diferença entre o valor real da
característica medida e a média das medições repetidas dessa característica”.
Conforme o INMETRO (2007), “Linearidade é a habilidade de um método analítico
em produzir resultados que sejam diretamente proporcionais a concentração do analito em
amostras, em uma dada faixa de concentração”.
Para o MSA 4a edição (2010), “a linearidade mede a variação da tendência para
diferentes valores de referência na faixa de interesse”.
Segundo Werkema (2006) e o MSA quarta edição (2010), a linearidade é avaliada de
acordo com a inclinação da reta, ou seja, quanto menor a inclinação dessa reta, melhor o
sistema de medição.
Segundo Werkema (2006) que se baseia no programa Seis Sigmas, a análise da
Linearidade é feita pela Equação de Regressão Linear Simples (Gage Linearity and Bias
Study for Medida) ajustada aos dados, gerada pelo software Minitab. A saída do software nos
fornece os valores para o intercepto (Constant) e a inclinação (Slope), formando a Equação de
Regressão Linear Simples. Caso o vício sofra significativas variações ao longo do intervalo de
operação do sistema de medição, indica que a linearidade é inaceitável.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
)Re( ferênciaValordeInclinaçãoInterceptoVício
Após a Equação de Regressão é realizada uma análise do valor P:
Se P ≤0,05, a linearidade é aceitável e se P ˃0,05, a linearidade é inaceitável.
Pelo MSA 4a edição (2010) o modelo da Equação de Regressão Linear é dada por:
eijVRbaTij 1 .
Onde:Tij: corresponde a j-ésima tendência do i-ésimo valor de referência (corpo de
prova); a e b: Parâmetros que juntos definem a reta de regressão; VR1:Valor de referência
i;eij: Variável aleatória normal com média zero e desvio padrão (independentes);em seguida
deve ser calculado o Teste T:
A adequação da linearidade pelo programa Seis Sigmas (2006), pelo Inmetro (2007) e
pelo MSA 4a edição (2010) é calculada a partir da Equação de Regressão Linear Simples.
Pelas normas do INMETRO (2007) o cálculo da Linearidade é realizado pelo ajuste do
modelo de regressão linear: baxy .
Onde: y = Resposta medida (absorbância, altura ou área do pico, etc.); x =
Concentração; a = Inclinação da curva de calibração = sensibilidade; b =Interseção com o
eixo y, quando x = 0. A partir da Equação de Regressão Linear: nS
resíduoT
r
calculado/
Onde: resíduo = |xmedido – xcalculado|; Sr = Desvio padrão dos resíduos; n = Número
de pontos.
Segundo Moretti e Bussab (2002) a vantagem desse modelo é comprovada por meio
da diminuição dos erros de previsão, ou da variância residual Se2. Caso os resíduos forem
pequenos, bons resultados estão sendo produzidos.
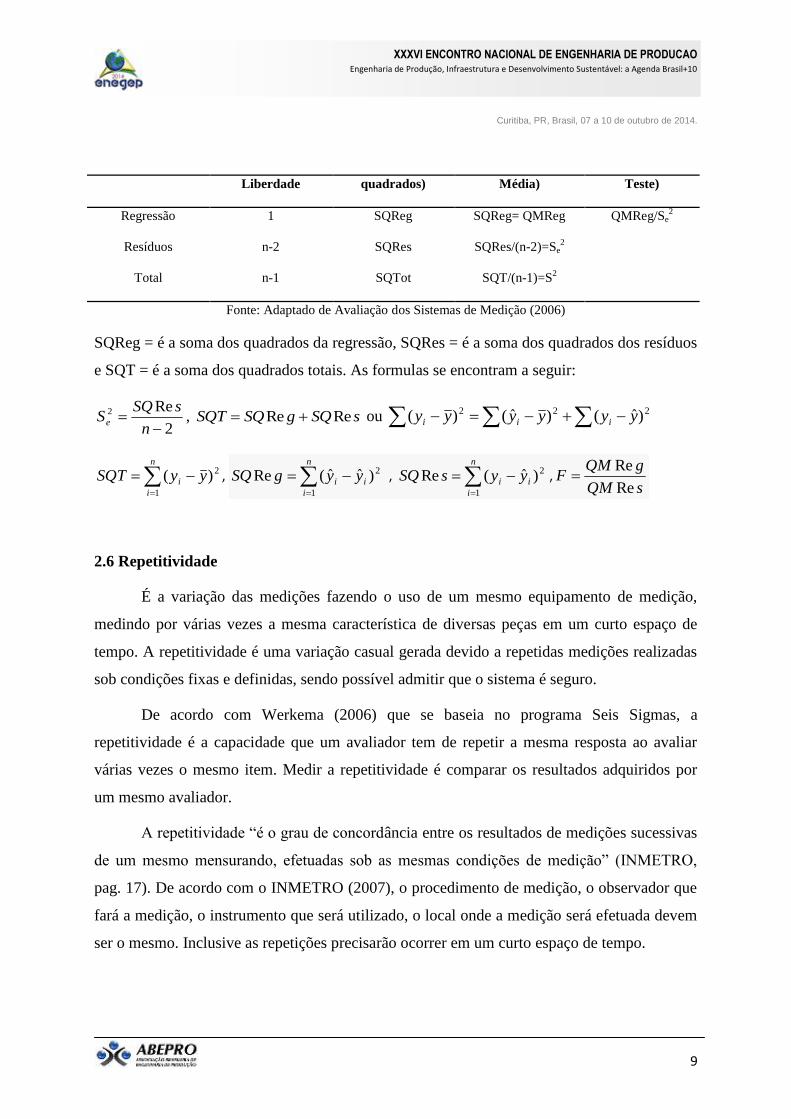
Tabela 1- Regressão e Resíduo
Fonte de Variação Graus de SQ (Soma dos QM (Quadrado da F (Estatística de
ns
TendênciaT
/
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
Liberdade quadrados) Média) Teste)
Regressão 1 SQReg
SQRes
SQTot
SQReg= QMReg
SQRes/(n-2)=Se2
SQT/(n-1)=S2
QMReg/Se2
Resíduos n-2
Total n-1
Fonte: Adaptado de Avaliação dos Sistemas de Medição (2006)
SQReg = é a soma dos quadrados da regressão, SQRes = é a soma dos quadrados dos resíduos
e SQT = é a soma dos quadrados totais. As formulas se encontram a seguir:
2
Re2
n
sSQSe , sSQgSQSQT ReRe ou 222 )ˆ()ˆ()( yyyyyy iii
2
1
)(
n
i
i yySQT ,
n
i
ii yygSQ1
2)ˆˆ(Re ,
n
i
ii yysSQ1
2)ˆ(Re ,sQM
gQMF
Re
Re
2.6 Repetitividade
É a variação das medições fazendo o uso de um mesmo equipamento de medição,
medindo por várias vezes a mesma característica de diversas peças em um curto espaço de
tempo. A repetitividade é uma variação casual gerada devido a repetidas medições realizadas
sob condições fixas e definidas, sendo possível admitir que o sistema é seguro.
De acordo com Werkema (2006) que se baseia no programa Seis Sigmas, a
repetitividade é a capacidade que um avaliador tem de repetir a mesma resposta ao avaliar
várias vezes o mesmo item. Medir a repetitividade é comparar os resultados adquiridos por
um mesmo avaliador.
A repetitividade “é o grau de concordância entre os resultados de medições sucessivas
de um mesmo mensurando, efetuadas sob as mesmas condições de medição” (INMETRO,
pag. 17). De acordo com o INMETRO (2007), o procedimento de medição, o observador que
fará a medição, o instrumento que será utilizado, o local onde a medição será efetuada devem
ser o mesmo. Inclusive as repetições precisarão ocorrer em um curto espaço de tempo.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
Para o MSA 4a edição (2010, pag.32) a repetitividade é a “variação das medidas
obtidas por um único operador, utilizando o mesmo equipamento de medição e método, ao
medir repetidas vezes uma mesma grandeza de uma única peça (corpo de prova)”.
De acordo com Werkema (2006), que baseia se no programa Seis Sigmas, a forma de
calcular a repetitividade é através do Gage Study Crossed R&R. A saída utilizada pelo
MINITAB é o Within Appraisers, através da seguinte fórmula:
100)/( InspectedMatchedPercent
O Percent irá mostra se a repetitividade tem um valor de certeza.
Conforme o MSA quarta edição (2010), a repetitividade (VE) é calculada pelo Desvio
– padrão a partir da fórmula:
eQMVE
Onde:)2(
mg
SQQM e
e , xyyye SbSSQ ˆ
g
i
m
j
g
i
m
j
ijijyy TmgTTTS1 1 1 1
222)( ,
g = número de peças e m = número de medições por peça.
Para o Inmetro (2007) o cálculo da repetitividade deve ser gerado pela fórmula:
100)/( CMDDPDPR
Onde: DPR = Desvio padrão relativo, DP = Desvio padrão e CMD = Concentração média
determinada.Com o resultado do desvio padrão, deve-se calcular o limite de repetitividade “r”
para concluir se é significativa a diferença entre analises duplicatas de uma amostra.
rStr 2 ou para um nível de significância de 95%: rSr 8,2
Onde: r = Limite de repetitividade e Sr = Desvio – padrão de repetitividade.
2.7 Reprodutibilidade
De acordo com Werkema (2006) que baseia se no programa Seis Sigmas, a
reprodutividadeé a variação na média das medidas obtidas quando diferentes avaliadores
utilizam o mesmo instrumento para medir repetidas vezes à característica de interesse.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
Pelo INMETRO (2007), a reprodutibilidade é definida como sendo a capacidade de
serem encontradas as mesmas repostas ao serem avaliados um produto ou processo. Difere da
repetitividade por ser uma comparação entre todos os avaliadores.
Reprodutibilidade é a “variação das médias obtidas por diferentes operadores
utilizando o mesmo equipamento de medição para medir repetidamente uma mesma grandeza
de uma única peça (corpo de prova)” (MSA, pag.32).
O método usado para que seja encontrada a reprodutibilidade de acordo com o Seis
Sigmas é Gage Study Crossed R&R. A saída utilizada pelo MINITAB é o Between Appraisers
de acordo com a fórmula:
100)/( InspectedMatchedPercent , 1006
LIELSEPT
rep
repe
, 1006
LIELSEPT
repro
repro
O Percent indicará se a reprodutibilidade é satisfatória para a comparação entre todos
os operadores.
Em relação ao INMETRO (2007), a partir do desvio padrão, calcula-se o limite de
reprodutibilidade “R”: RStR 2 ou para um nível de significância de 95: 28,2 RSR
.
De acordo com o MSA 4a edição (2010) a reprodutibilidade (VO) é calculada pelo
desvio padrão, através da fórmula: 22 VIoperVVO , onde Voper e VI são dados pelas
expressões: pr
QMSV I
ooper
2
, r
QMEQMVI I
,
0
1 1
21
i
p
j
ijSpo
QME,
)10)(1(
p
SQQM I
I .
Ficou comprovado pelo manual do MSA 4ª edição (2010) que tanto a repetitividade
quanto a reprodutibilidade utilizam o método Gage Study.
Tabela 2 – Repetitividade e Reprodutibilidade pelo Gage Study
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
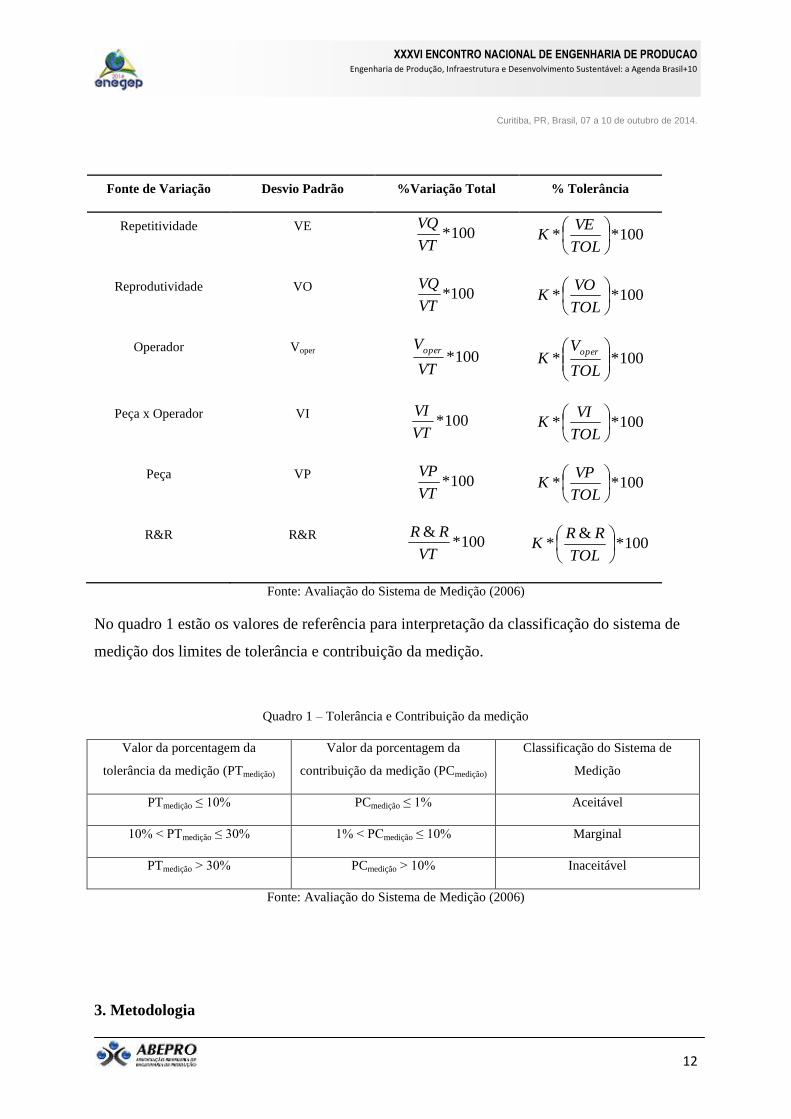
Fonte de Variação Desvio Padrão %Variação Total % Tolerância
Repetitividade VE 100*
VT
VQ
100**
TOL
VEK
Reprodutividade VO 100*
VT
VQ
100**
TOL
VOK
Operador Voper 100*
VT
Voper
100**
TOL
VK
oper
Peça x Operador VI 100*
VT
VI
100**
TOL
VIK
Peça VP 100*
VT
VP
100**
TOL
VPK
R&R R&R 100*
&
VT
RR
100*&
*
TOL
RRK
Fonte: Avaliação do Sistema de Medição (2006)
No quadro 1 estão os valores de referência para interpretação da classificação do sistema de
medição dos limites de tolerância e contribuição da medição.
Quadro 1 – Tolerância e Contribuição da medição
Valor da porcentagem da
tolerância da medição (PTmedição)
Valor da porcentagem da
contribuição da medição (PCmedição)
Classificação do Sistema de
Medição
PTmedição ≤ 10% PCmedição ≤ 1% Aceitável
10% ˂ PTmedição ≤ 30% 1% ˂ PCmedição ≤ 10% Marginal
PTmedição ˃ 30% PCmedição ˃ 10% Inaceitável
Fonte: Avaliação do Sistema de Medição (2006)
3. Metodologia
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
Para a realização do trabalho foi feita uma pesquisa bibliográfica dos documentos do
INMETRO (2007), do MSA 4ª edição (2010), dos Seis Sigmas (2006) e as referências.
Coleta de dados: os dados de Homocisteína para a validação foram coletados no
laboratório de toxicologia e posteriormente tabulados no Excel.
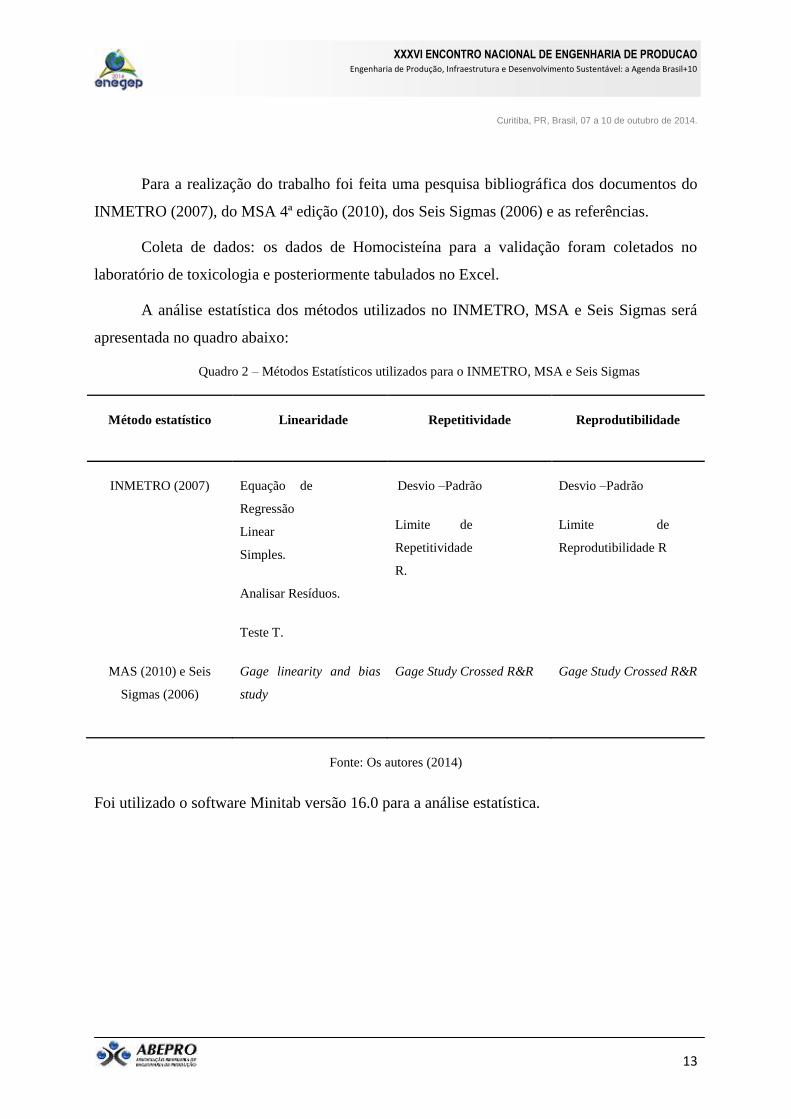
A análise estatística dos métodos utilizados no INMETRO, MSA e Seis Sigmas será
apresentada no quadro abaixo:
Quadro 2 – Métodos Estatísticos utilizados para o INMETRO, MSA e Seis Sigmas
Método estatístico Linearidade Repetitividade Reprodutibilidade
INMETRO (2007) Equação de
Regressão
Linear
Simples.
Analisar Resíduos.
Teste T.
Desvio –Padrão
Limite de
Repetitividade
R.
Desvio –Padrão
Limite de
Reprodutibilidade R
MAS (2010) e Seis
Sigmas (2006)
Gage linearity and bias
study
Gage Study Crossed R&R Gage Study Crossed R&R
Fonte: Os autores (2014)
Foi utilizado o software Minitab versão 16.0 para a análise estatística.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
4. Resultados e Discussões
4.1Linearidade
4.1.1 Seis Sigmas (2006) e MSA (2010)
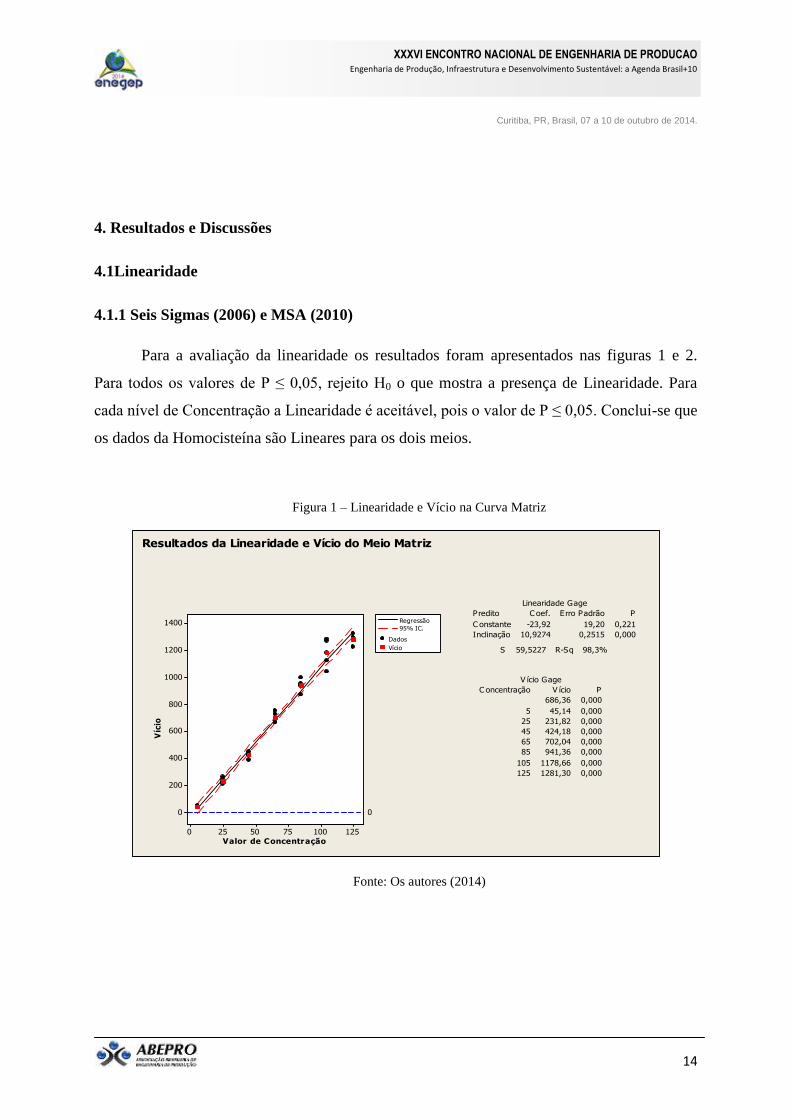
Para a avaliação da linearidade os resultados foram apresentados nas figuras 1 e 2.
Para todos os valores de P ≤ 0,05, rejeito H0 o que mostra a presença de Linearidade. Para
cada nível de Concentração a Linearidade é aceitável, pois o valor de P ≤ 0,05. Conclui-se que
os dados da Homocisteína são Lineares para os dois meios.
Figura 1 – Linearidade e Vício na Curva Matriz
1251007550250
1400
1200
1000
800
600
400
200
0
Valor de Concentração
Víc
io
0
Regressão
95% IC.
Dados
Vício
C onstante -23,92 19,20 0,221
Inclinação 10,9274 0,2515 0,000
Predito C oef. Erro Padrão P
Linearidade Gage
S 59,5227 R-Sq 98,3%
686,36 0,000
5 45,14 0,000
25 231,82 0,000
45 424,18 0,000
65 702,04 0,000
85 941,36 0,000
105 1178,66 0,000
125 1281,30 0,000
C oncentração V ício P
V ício Gage
Resultados da Linearidade e Vício do Meio Matriz
Fonte: Os autores (2014)

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
Figura 2 – Linearidade e Vício na Curva Aquosa
1251007550250
1600
1400
1200
1000
800
600
400
200
0
Valores de Concentração
Víc
io
0
Regressão
95% IC.
Dados
Vício
C onstante 29,86 19,37 0,133
Inclinação 10,4744 0,2468 0,000
Predito C oef. Erro Padrão P
Linearidade Gage
S 55,4557 R-Sq 98,3%
742,43 0,000
5 65,43 0,000
25 300,68 0,000
45 508,80 0,000
65 742,72 0,000
85 905,90 0,000
105 1076,56 0,000
125 1373,18 0,000
C oncentração V ício P
V ício Gage
Resultados da Linearidade e Vício do Meio Aquosa
Fonte: Os autores (2014)
4.1.2 Inmetro (2007)
Os resultados da linearidade dos meios matriz e aquosa estão apresentados na tabela3.
Tabela 3 – Estatística de Teste para Avaliação da Linearidade
Estatística Matriz Aquosa
Análise de Variância Teste F 2248,61 2161,87
Valor-P 0,000 0,000

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
16
Coeficiente Teste T 47,42 46,50
Valor-P 0,000 0,000
Resíduos Teste T -0,000 -0,000
Valor-P 1,000 1,000
Fonte: Os autores (2014)
Como o valor de P no Teste T do Resíduo foi > 0,05 não rejeitamos H0, isto é, há
Linearidade no meio Aquoso e Matriz.
4.2 Precisão (Repetitividade e Reprodutibilidade)
4.2.1 Seis Sigmas (2006) e MSA (2010)
Tabela 4 – Classificação da Precisão da Curva Matriz
Valor da porcentagem da
tolerância da medição
(PTmedição)
Valor da porcentagem da
contribuição da medição
(PCmedição)
Classificação do Sistema
de Medição
Repetitividade 84,71 40,37 Inaceitável
Reprodutibilidade 0,00 0,00 Aceitável
Fonte: Os autores (2014)
Os resultados da Precisão apresentam que a reprodutibilidade foi aceitável, pois o
valor de PT < 10% e PC < 1%. Quanto a repetitividade, os valores foram inaceitáveis, pois o
valor de PT >30% e PC > 10%.
4.2.2 Inmetro (2007)
Tabela 5 – Avaliação da Precisão da Curva Matriz
Dias Repetitividade (CV) Reprodutibilidade (CV)
1 Avaliador 1 = 3,82 4,33
Avaliador 2 = 2,94
2 Avaliador 1 = 6,03 7,76
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
17
Avaliador 2 = 6,74
Fonte: Os autores (2014)
Como os coeficientes de variação apresentaram valores < 10% foi possível concluir
que a Precisão é aceitável, isto é, a repetitividade e reprodutibilidade foram aceitáveis.
Conclusão
A partir dos resultados obtidos nesse estudo foi possível verificar que a linearidade e a
Reprodutibilidade estão presentes nos métodos do Seis Sigmas (2006), no MSA (2010) e no
Inmetro (2007), tanto na Curva Aquosa como na Curva Matriz. Quanto a Precisão, não foi
possível confirmar, pois se há repetitividade não está presente para os métodos do Seis
Sigmas (2006) e para o MSA (2010).
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
18
Referências
BUSSAB, Wilton de O, MORRETTIN, Pedro A.: Estatística Básica. São Paulo: Saraiva, 2002. 526p.
CAMPOS, Vicente Falconi, TQC: Controle da Qualidade Total (no estilo japonês). Belo Horizonte: Fundação
Christiano Ottoni, Universidade Federal de Minas Gerais, 1992. 256p.
CORRÊA, Henrique L, CORRÊA, Carlos A. Administração de produção e operações: manufatura e serviços:
uma abordagem estratégica. São Paulo: Atlas, 2007. 690p.
INMETRO 2007. Orientação sobre validação de métodos de ensaios químicos.
ROTONDARO, Roberto G. etal (coord.). Seis Sigma: Estratégia Gerencial para a Melhoria de Processos,
Produtos e Serviços. São Paulo: Atlas, 2010. 375p.
TEBOUL, James. Gerenciando a Dinâmica da Qualidade. Rio de Janeiro: Qualitymark, 1991. 292p.
WERKEMA, Maria Cristina Catarino. Criando a cultura Lean Seis Sigma. Rio de Janeiro: Elsevier, 2012.
259p.
WERKEMA, Maria Cristina Catarino. Ferramentas Estatísticas Básicas para o gerenciamento do processo.
Belo Horizonte: Fundação Christiano Ottoni, Escola de Engenharia da UFMG, 1995. 304p.
WERKEMA, Maria Cristina Catarino. Avaliação de Sistemas de Medição. Belo Horizonte: Werkema Editora,
2006. 116p.