Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DE SANTA MARIA
CENTRO DE TECNOLOGIA
CURSO DE ENGENHARIA CIVIL
ANÁLISE DA VIABILIDADE DO USO DE RESÍDUO DE CONSTRUÇÃO CIVIL PARA A PRODUÇÃO DE CONCRETO CELULAR NÃO AUTOCLAVADO
TRABALHO DE CONCLUSÃO DE CURSO
Vinícius Del Fabro
Santa Maria, RS, Brasil
Agosto/2014

2

3
ANÁLISE DA VIABILIDADE DO USO DE RESÍDUO DE CONSTRUÇÃO CIVIL PARA A PRODUÇÃO DE CONCRETO
CELULAR NÃO AUTOCLAVADO
Vinícius Del Fabro
Trabalho de Conclusão de Curso, apresentado ao curso de Engenharia Civil da Universidade Federal de Santa Maria como
requisito parcial para obtenção do grau de Engenheiro Civil.
PROFESSOR ORIENTADOR: DR. JOSÉ MARIO DOLEYS SOARES.
Santa Maria,RS,Brasil Agosto/2014

4
Universidade Federal de Santa Maria
Centro de Tecnologia
Curso de Engenharia Civil
A comissão examinadora, abaixo assinada, aprova o Trabalho de Conclusão de Curso
ANÁLISE DA VIABILIDADE DO USO DE RESÍDUO DE CONSTRUÇÃO CIVIL PARA A PRODUÇÃO DE CONCRETO
CELULAR NÃO AUTOCLAVADO
Elaborado por Vinícius Del Fabro
Como requisito parcial para obtenção do grau de
Engenheiro Civil
Comissão Examinadora
_______________________________________
José Mario Doleys Soares, Dr. (Presidente/Orientador)
_______________________________________
Gihad Mohamad
_______________________________________
Joaquim Cesar Pizzuti dos Santos
Santa Maria, 19 de agosto de 2014

5
Agradeço ao Professor Orientador Dr. José Mario Doleys Soares pela oportunidade apoio e tempo dedicado a este trabalho, a minha namorada Melissa Schmidt e amigos Cássio Brasil e Taiur Schumacher pelo apoio e auxílio no trabalho e laboratório.

6
RESUMO
Trabalho de Conclusão de Curso
Curso de Engenharia Civil
Universidade Federal de Santa Maria
ANÁLISE DA VIABILIDADE DO USO DE RESÍDUO DE CONSTRUÇÃO CIVIL PARA A PRODUÇÃO DE CONCRETO
CELULAR NÃO AUTOCLAVADO
Autor: Vinícius Del Fabro
Orientador: Prof. José Mario Mario Doleys Soares
Data e Local da Defesa: Santa Maria, 19 de agosto de 2014
Nos últimos dez anos o governo brasileiro, tentando diminuir os índices de
pobreza no país, criou novos programas que auxiliam pessoas de baixa renda a ter
acesso à aquisição de moradia própria. Tanto condomínios verticais e horizontais
vêm sendo construídos em série para atender a demanda, respeitando os padrões
de moradias de interesse social. Além disso, todos os dias milhões toneladas de
resíduos de construção civil são produzidos no Brasil e, muitas vezes, não tem
destino adequado. Em uma busca por formas de facilitar e acelerar a construção de
moradias populares, visando o aumento da qualidade com baixo custo e uma
destinação adequada para os resíduos de construção, este trabalho visa estudar a
viabilidade do uso de resíduo de construção civil como agregado para a produção de
concreto celular não autoclavado. Neste trabalho foi realizada uma revisão
bibliográfica sobre o concreto celular, o pó de alumínio e sobre o resíduo de
construção civil. Através de ensaios de caracterização do resíduo foi comprovado
que a sua granulometria é adequada para o uso, porém através da moldagem de
corpos de prova com três diferentes tipos de traços e com o uso do cimento CP – IV
não resultou numa expansão e redução da massa específica esperada. Ao final
foram apresentadas possíveis soluções e novas pesquisas para o uso de resíduo de
construção civil como agregado para a produção de concreto celular.
Palavras-chave: Concreto Celular; Resíduo de Construção Civil; Pó de Alumínio.

7
LISTA DE ILUSTRAÇÕES
Figura 1: Blocos de concreto celular autoclavado .................................................. 15
Figura 2: Residencial Pedro Tenório ....................................................................... 17
Figura 3: Maquinário para Autoclavagem ............................................................... 18
Figura 4: Corte em parede de vedação .................................................................. 20
Figura 5: Fluxograma do processo de produção de pó de alumínio ...................... 21
Figura 6: Pó de Alumínio doado pela ALCOA® ..................................................... 32
Figura 7: Peneiramento do resíduo de construção civil ......................................... 33
Figura 8: Mesa de consistência (flow-table) ........................................................... 35
Figura 9: Argamassadeira utilizada ........................................................................ 36
Figura 10: Cura ao ar livre dos corpos de prova .................................................... 37
Figura 11: Curva Granulométrica do RCC ............................................................. 38
Figura 12: CP 27, A fragilidade durante a desmoldagem ...................................... 46
Figura 13: A heterogeneidade dos CP’s ................................................................. 47
Figura 14: Corpo de Prova 16 ................................................................................ 47
Figura 15: Fissuras horizontais ............................................................................... 48

8
LISTA DE TABELAS
Tabela 1: Influência do tipo de cura na resistência à compressão do BCCA ...........18
Tabela 2: Resistencia à compressão de Blocos de CCA ......................................... 19
Tabela 3: Propriedades típicas de concretos autoclavados .................................... 20
Tabela 4: Provável geração per capita de RCC em alguns municípios brasileiros .. 26
Tabela 5: Uso de resíduo de construção civil na pavimentação ............................. 27
Tabela 6: Usos prováveis para resíduo de construção civil .................................... 29
Tabela 7: Composição do Pó de Alumínio – adaptado ALCOA (2010) .................. 31
Tabela 8: Quantidade de material seco para o traço 1:0,2:2 .................................. 34
Tabela 9: Quantidade de material seco para o traço 1:0,2:3 .................................. 34
Tabela 10: Quantidade de material seco para o traço 1:0,2:4 ................................. 34
Tabela 11: Porcentagens de Material no RCC ......................................................... 39
Tabela 12: Resultados do ensaio de consistência do traço 1:0,2:0,3 ...................... 39
Tabela 13: Dados da moldagem e pós-moldagem do traço 1:0,2:2 ........................ 40
Tabela 14: Volume expandido e massa específica para o traço 1:0,2:2 .................. 41
Tabela 15: Resistência do traço 1:0,2:2 com diferentes umidades na idade de 28
dias .......................................................................................................................... 41
Tabela 16: Dados de moldagem e pós-moldagem do traço 1:0,2:3 ..................... 42
Tabela 17: Volume expandido e massa específica para o traço 1:0,2:3 ................ 43
Tabela 18: Resistência do traço 1:0,2:3 com diferentes umidades na idade de 28
dias ....................................................................................................................... 43
Tabela 19: Dados de moldagem e pós-moldagem do traço 1:0,2:4 ...................... 44
Tabela 20: Volume expandido e massa específica para o traço 1:0,2:4 ................ 45

9
Tabela 21: Resistência do traço 1:0,2:4 com diferentes umidades na idade de 28
dias ....................................................................................................................... 45

10
SUMÁRIO
1. INTRODUÇÃO ................................................................................................... 11
1.1 Justificativa ............................................................................................ 13
1.2 Objetivos ............................................................................................... 13
1.2.1 Objetivo Geral .......................................................................... 13
1.2.2 Objetivos Específicos ............................................................... 13
2. REVISÃO BIBLIOGRÁFICA ............................................................................... 15
2.1 Concreto Celular Autoclavado ............................................................... 15
2.2 Pó de Alumínio ....................................................................................... 21
2.3 Resíduo de Construção Civil ................................................................. 23
2.4 Trabalhos com concreto celular autoclavado ....................................... . 29
3. MATERIAIS E MÉTODOS .................................................................................. 31
3.1 Materiais Utilizados ................................................................................ 31
3.2 Métodos ................................................................................................. 32
3.2.1 Caracterização do Resíduo ...................................................... 33
3.2.2 Moldagem e Cura dos Corpos de Prova .................................. 33
4. RESULTADOS E ANÁLISES ............................................................................. 38
4.1 Caracterização do Resíduo ................................................................... 38
4.2 Ensaio de Consistência (flow-table) ...................................................... 39
4.3 Análises dos Traços ............................................................................... 40
4.3.1 Traço 1:0,2:2 com 0,5% de pó de alumínio ............................. 40
4.3.2 Traço 1:0,2:3 com 0,5% de pó de alumínio ............................. 42
4.3.3 Traço 1:0,2:4 com 0,5% de pó de alumínio ............................. 44
4.3.4 Análise Geral ............................................................................ 46
CONCLUSÕES ...................................................................................................... 50
REFERÊNCIAS BIBLIOGRÁFICAS ....................................................................... 52
ANEXOS ................................................................................................................. 56

11
1 INTRODUÇÃO
Em pesquisa realizada pela Fundação João Pinheiro, a partir dos números do
CENSO 2010, em parceria com o Ministério das Cidades apontou um déficit de
habitação em todos os municípios brasileiros, num total de 6,940 milhões de
unidades (85% em área urbana), sendo que não foram contatas apenas a falta de
habitação, mas também as habitações com más condições de uso.
De acordo com dados da prefeitura de Santa Maria, divulgados em seu site,
em 2011, o município possui um déficit habitacional de 4805 famílias em situação de
coabitação,155 em domicílios improvisados e 212 em habitações rústicas. Além
disso, a inadequação habitacional chega a 27563 domicílios. Destes, 2.586 possuem
excesso de moradores, outros 6.458 estão em situação de inadequação fundiária,
14.506 com carência de infraestrutura e 3.923 não possuem unidade sanitária.
Nos últimos anos o governo tenta atenuar a situação com ações como o
PAC, Programa de Aceleração do Desenvolvimento, onde foi investido entre os anos
de 2011 a 2014 o montante de R$ 279 bilhões, sendo que, R$ 30,5 bilhões para
urbanização de assentamentos precários, R$ 72,5 bilhões para o programa Minha
Casa Minha Vida, R$ 175 bilhões para o financiamento habitacional realizado pelo
Sistema Brasileiro de Poupança e Empréstimo (SBPE), de acordo com dados
fornecidos pelo Governo. Em Santa Maria, 2000 pessoas, se inscreveram nesses
programas.
Visando a grande fatia de mercado devido aos novos programas
governamentais, as construtoras ganhadoras das licitações de projeto começaram a
estudar e adotar, quando possível, o uso de tecnologias que visam uma maior
produção no menor custo de tempo possível.
O bloco de concreto celular autoclavado apresenta qualidades fundamentais
não só para construções de conjuntos habitacionais, mas também para qualquer
obra em geral. De acordo com Mota (2001), a principal qualidade é a sua densidade
reduzida quando comparado com blocos tradicionais de mesmas dimensões, sendo
assim, a utilização de blocos muito maiores alavanca a produtividade e gera
economia na execução de fundações, uma vez que juntamente com a redução do

12
peso, as solicitações serão menores. Além de serem fáceis para cortar e escarificar,
auxiliando também na produção, como na compatibilização de projetos.
O peso reduzido deve-se à estrutura interna do bloco. Durante a sua
produção é inserido pó de alumínio, um aditivo incorporador de ar originado da
escória da produção de alumínio, que reage com o cálcio presente no cimento e na
cal liberando hidrogênio, formando dentro da estrutura bolhas de gás. Devido a esta
estrutura aerada o bloco de concreto celular apresenta grandes vantagens acústicas
e térmicas, como um bom isolamento sonoro e uma boa manutenção da
temperatura, também são resistentes a ciclos de gelo-degelo, logo são ideais para
regiões mais frias.
Sendo uma estrutura aerada menos resistente que uma estrutura
compactada, o bloco de concreto celular passa por uma cura em autoclave para
garantir resistências à compressão maiores, sendo possível usá-los como blocos
estruturais sem perder as características anteriormente citadas. Tal processo
necessita de máquinas em escala industrial, logo encarece o produto final, dessa
forma um bloco de concreto celular não autoclavado mantendo uma boa resistência
torna muito atrativo.
Além do cenário do déficit populacional, o mercado da construção civil esteve
muito aquecido na última década. De acordo com o SIDUSCON – SP o mercado
nacional de construção civil cresceu em torno de 2,8% em 2014. Com as facilidades
de créditos, tanto para empresas, como clientes, muitos investidores se aventuraram
no ramo imobiliário e de construção civil.
O aumento no número de obras não trouxe apenas benefícios, como novas
empresas, investimentos e capital girando, mas também problemas ambientais,
principalmente se tratando dos resíduos que tais obram originam.
Diferente dos anos 70 e 80, a responsabilidade ambiental é um assunto muito
em pauta atualmente, sendo que grande porcentagem dos resíduos sólidos gerados
nos centros urbanos são de origem da construção civil, sejam de obras, reformas ou
demolições.
O trabalho visa estudar a viabilidade o uso de resíduo de construção civil na
produção de concreto celular não autoclavado, levando em conta questões

13
ambientais e econômicas, para sua utilização nos programas governamentais contra
o déficit de habitação.
1.1 Justificativa
A escolha do tema se dá pelo concreto celular ser um material com muitas
propriedades positivas de desempenho, porém muito pouco aproveitado pela cena
atual da construção civil no Brasil. Suas qualidades como confortos acústico e
térmico e sua leveza ainda não garantem um custo benefício adequado para o uso
em larga escala deste material. Em uma pesquisa de mercado em diversas lojas
online foi encontrado que o bloco de dimensões 60x30x10 de concreto celular custa
em média 8,00 reais a unidade, em contrapartida um bloco de concreto convencional
de dimensões 19x19x40 custa cerca de 4,00 reais. A utilização do resíduo de
construção civil e o processo de fabricação com a ausência da etapa de
autoclavagem visa baratear o produto final o tornando ainda mais atrativo para o
uso.
1.2 Objetivos
1.2.1 Objetivo Geral
Este trabalho tem como objetivo geral estudar e analisar a viabilidade do uso
de resíduo de construção civil como agregado na produção de concreto celular não
autoclavado.
1.2.2 Objetivos Específicos
Fazer um levantamento bibliográfico sobre materiais que possam viabilizar a
fabricação do concreto celular não autoclavado com uso de resíduo de construção
civil.
Realizar ensaios para encontrar o melhor traço para o Concreto Celular não
autoclavado com uso de resíduo de construção civil como agregado.

14
Analisar os resultados encontrados para os diferentes traços e avaliar a
qualidade do produto final.

15
2. REVISÃO BIBLIOGRÁFICA
Neste capítulo será realizada uma revisão bibliográfica sobre o concreto
celular autoclavado, sobre o pó de alumínio e sobre o resíduo de construção civil.
2.1 Concreto Celular Autoclavado
De acordo com a norma NBR 1348/1995 da Associação Brasileira de Normas
o concreto celular autoclavado é definido por:
“Concreto Celular Autoclavado é um concreto leve, obtido através de um
processo industrial, constituído por materiais calcáreos (cimento, cal ou
ambos) e materiais ricos em sílica, granulados finamente. Esta mistura é
expandida através da utilização de produtos formadores de gases, água e
aditivos, se for o caso, sendo submetidos à pressão e temperatura através
de vapor saturado. O concreto celular autoclavado contém células fechadas,
aeradas e uniformemente distribuídas”.
Segundo Petrucci (1979) concretos celulares ou aerados são obtidos pela
formação de gases ou espumas estáveis, aprisionadas no interior da massa,
apresentando massas específicas compreendidas entre 300 kg/m³ e 1200 kg/m³, de
ótimo comportamento como isolante térmico. A Figura 1 mostra alguns blocos de
concreto celular autoclavado de dimensões 60x30x10, junto com seus detalhes.
Figura 1: Blocos de concreto celular autoclavado.

16
Segundo Mota (2001) o concreto celular foi criado em meados de 1920 pelo
dinamarquês E.C.Bayer e aperfeiçoado pelo sueco Johan Axel Eriksson. Os
procedimentos criados por E.C Bayer consistiam em introduzir uma espuma ou
produtos químicos que causavam reações a fim de produzir outra espuma para a
inserção dos poros. O arquiteto Johan Axel Eriksson introduzia produtos químicos
que reagiam com a mistura do concreto causando uma liberação de gás, tal
processo é tido como padrão até hoje.
Atualmente, devido a não adaptação do sistema no Brasil que apesar de ter
inúmeras empresas grandes como a PRECON, Blocaus Pré-Fabricados Ltda,
Siporex e Sincal, o sistema ainda não é muito utilizado.
O engenheiro Luiz Francisco Teixeira Marcondes, diretor-técnico e comercial
da Blocaus Pré-Fabricados Ltda no BAUMA (2013), maior feira de equipamentos
internacionais do mundo que aconteceu em Frankfurt Alemanha, afirmou que:
“Estou convicto de que o mercado assumirá com muita rapidez esse processo
construtivo, por sua racionalidade, facilidade de corte e agilidade que dá à obra.”
Segundo a PRECON (2006) anualmente é produzido cerca de 144.000 m³ de
blocos de concreto celular no país (vedação e estrutural): 46,7% em São Paulo,
cerca de 23,3% em Minas Gerais, 10,1% em Santa Catarina, 6,3% no Rio de
Janeiro, 4,5% na Bahia e o restante distribuído entre Goiás, Paraná, Distrito Federal,
Espírito Santo, Rio Grande do Sul e Piauí.
Os blocos de concreto celular autoclavado têm sido utilizados em construção
de moradias populares. Um exemplo é o Residencial Pedro Tenório Raposo em
Murici, Alagoas, executado pela Construtora Telesil em 2012 onde das 2328
residências, 554 foram fabricadas com a utilização do bloco de concreto celular,
conforme visto na Figura 2. O sócio da Telesil, Osma Ramires em entrevista a ABCP
(Associação brasileira de Cimento Portland) afirmou:
“Ficaram evidentes as vantagens de se utilizar paredes de concreto celular
(...) entendemos que essa será a realidade técnica do mercado imobiliário em
Alagoas para este padrão de construção”.

17
Figura 2: Residencial Pedro Tenório.
O traço do concreto celular autoclavado consiste numa proporção de cimento,
agregado fino, cal, água e um agente expansor, normalmente pó de alumínio ou
escoria de pó de alumínio.
A cura do concreto celular ocorre após a expansão e esta pode ser ao ar
livre ou pelo processo de autoclave. O processo de autoclave tem como função
obter maiores valores de resistência à compressão quando comparados com os
valores encontrados durante a cura ao ar livre.
De acordo com Neville (1997) a autoclave é uma cura com vapor a alta
pressão que resulta em resistências maiores, porém necessita de uma produção
industrial. A duração do processo é de cerca de cinco horas e a temperatura varia
entre 150°C e 160°C com pressões também variando de 6 a 12 kgf/cm². Um dos
cuidados da cura com autoclave é não usar uma velocidade de aquecimento muito
alta, pois a mesma pode gerar uma interferência no processo da pega e do
endurecimento.
Usualmente, aquece-se gradativamente até a temperatura máxima de 182
°C, correspondendo a uma pressão de 1 MPa durante um período de três horas.
Durante 5 a 8 horas mantém-se a temperatura em 182 °C e, após, reduz-se a
pressão em 20 a 30 minutos. Uma redução rápida acelera a secagem do concreto,
reduzindo a retração em obra. Um período de cura mais longo a uma temperatura
mais baixa resulta uma resistência ótima mais alta do que temperaturas mais altas

18
Cura ao ar Cura em autoclave
400 - 1,5
600 - 4,5
800 2 -
1000 3,5 15
1200 5 -
1400 7 -
Massa Específica
(Kg/m³)
Resistência à compressão(Mpa)
e períodos mais curtos (NEVILLE, 1997). Na Figura 3 observam-se os tanques
onde são colocados os blocos de concreto para a realização da autoclavagem.
Figura 3: Maquinário para Autoclavagem.
Petrucci (1978) afirmou que a melhoria da resistência se dá devido à reação
da cal com sílica, gerando silicatos. Para Neville (1997) após o processo e as
devidas reações a relação Ca/ (Al+Si) é aproximadamente 0,8; logo restando um
resquício de sílica sem reagir. A Tabela 1 faz um comparativo de resistências à
compressão entre os tipos de cura:
Tabela 1: Influência do tipo de cura na resistência à compressão do BCCA - (TESUKA,
1989 apud MOTA 2001).
Segundo a norma NBR 13438/1995 os blocos de concreto celular devem ter
formato de paralelepípedo com espessura mínima de 75 mm, altura mínima de 200
mm e comprimento mínimo de 200 mm, podendo ser modulados de 25 em 25 mm e

19
com intervalo de tolerância para mais ou menos 3 mm, porém se for pertinente outra
configuração que o fabricante e a parte interessada estejam de acordo poderá ter
uma exceção a essas medidas, caracterizando blocos de concreto celular especiais.
O processo de produção dos blocos de concreto celular autoclavado
influencia diretamente sua densidade final, pois conforme o tipo e a dosagem dos
constituintes pode-se obter diversas densidades. A densidade é a principal
característica dos blocos de concreto celular autoclavado, pois influencia a maior
parte de suas propriedades (MOTA,2001).
Os blocos tem função de vedação, estrutural e preenchimento de lajes, e
deve respeitar as resistências à compressão indicadas na norma NBR 13438/1995
indicadas na Tabela 2.
Tabela 2: Resistência à compressão de Blocos de CCA – NBR 13438/1995.
A resistência tende a baixar com a diminuição da densidade, enquanto que a
condutibilidade térmica tende a aumentar com a mesma (MOTA,2001).
Outro destaque vai para função de vedação. O bloco de concreto celular
apresenta baixo peso específico e dimensões mais avantajadas o que implica em
uma redução no peso da obra, que acarreta cargas menores na fundação, gerando
uma economia nas fundações. Além disso, o bloco de concreto celular autoclavado
também contribui para uma melhor trabalhabilidade e produção, principalmente
quando compatibilizados com projetos elétricos e hidrosanitários, por ser facilmente
perfurados e escarificados. Os blocos podem ser cortados com serrote que
proporciona um melhor corte evitando desperdício de material e melhor
aproveitamento do uso de argamassa para assentamento. A Figura 4 demonstra
como ficam as esperas para tubulações em paredes de concreto celular
autoclavado.

20
Figura 4: Corte em parede de vedação.
Na questão térmica e acústica o bloco de concreto celular apresenta um bom
desempenho devido a sua estrutura interna. A Tabela 3 faz um comparativo entre as
diferentes características do bloco e sua condutividade térmica.
Tabela 3: Propriedades típicas de concretos autoclavados – NEVILLE (1997).
Para Neville (1997) a permeabilidade dos concretos autoclavados aerados
diminui bastante de acordo com a umidade, mas mesmo quando o concreto está
seco, logo a permeabilidade a baixas pressões é desprezível como as que são
geradas pelo vento. Outra vantagem é que os concretos celulares possuem boa

21
resistência ao congelamento e ao degelo devido a não ascensão dos capilares de
água.
Por possuir uma elevada relação água/cimento o concreto celular apresenta
elevada retração. Segundo Petrucci (1978) a variação dimensional é de 0,15%, ou
1,5 mm/m podendo atingir 3,5 mm/m nos primeiros meses. De acordo com Mota
(2001) para evitar a retração na secagem deve-se evitar a molhagem dos blocos
quando forem usados, pois o mesmo tem alto poder de absorção.
O bloco de concreto celular autoclavado é incombustível e oferece resistência
ao fogo maior que os blocos cerâmicos convencionais. Segundo Ripper (1995), uma
parede de 10 cm de concreto celular equivale a uma de 25 cm de bloco cerâmico ou
a 30 cm de bloco de concreto.
2.2 Pó de Alumínio
O pó de alumínio é um aditivo incorporador de ar. De acordo com a norma
NBR 11768/2011, aditivos incorporadores de ar são usados para produzir, em
argamassas e concretos, um sistema de bolhas de ar microscópicas que seja
estável e uniforme. O pó de alumínio é produzido a partir do processo de atomização
do metal de alumínio primário líquido, como indica a Figura 5.
Figura 5: Fluxograma do processo de produção de pó de alumínio.

22
Dentre as vantagens do uso deste tipo de aditivo esta em provir uma
resistência maior em ciclos de gelo-degelo, por isso seu uso está muito ligado ao
concreto usado em rodovias americanas e europeias. No Brasil uso está mais
relacionada à produção de concreto leve, como o concreto celular autoclavado e o
concreto celular espumoso.
O aditivo incorporador de ar que é o responsável por melhorar o
comportamento térmico-acústico e a trabalhabilidade em concretos celulares.
Segundo Mansur e Mansur (2006), o alumínio metálico reage com as
hidroxilas (OH) livres em solução produzindo o gás hidrogênio (H2). Esta reação
produz as bolhas de gás que causam o inchamento da mistura:
O cálcio também reage com a presença de alumínio:
Logo, nesta primeira etapa apresenta duas ocorrências, a reação da
extinção de cal e a geração de gases de hidrogênio.
Segundo Petrucci (1978), o pó de alumínio usado na fabricação de concreto
celular autoclavado deve ser muito fino, com diâmetro máximo de 1,2 mm, onde
80% deve passar na peneira com abertura 0,3mm, peneira n°200 (superfície de
Blaine – 4600 a 6000 cm²/g).
Cerca de 1 grama de pó de alumínio pode gerar 615 cm³ de gás e 1 grama de
passando na peneira 0,3 mm pode gerar 16 cm³ de gás. Usualmente se usa 0,2% a
0,5% do peso de cimento no traço, sendo que, com diferentes quantidades de pó de
alumínio, verifica-se uma variação da massa específica para determinado traço.
Para determinar exatamente a quantidade de pó de alumínio usada para um
traço mais econômico, deve-se levar em conta a massa específica e a resistência
que se pretende atingir. Sendo um traço em peso 1: k: m: x (cimento: cal: agregado:
água) o consumo de concreto será:

23
Onde é a massa específica aparente obtida e as quantidades de
agregado, cal e água por metro cúbico serão:
;
Caso não seja usado cal, basta fazer . Exemplificando, para um concreto
de massa específica igual a 720 kg/m³, com o traço 1:3 o consumo de cimento pela
equação será de 180 kg/m³ e adotando 0,2% do peso de cimento igual à quantidade
de pó, resultará em 360g de pó de alumínio.
O pó de alumínio também é utilizado para:
Uso químico: antiperspirantes, reagentes químicos, coagulantes, resinas
epóxi, tratamentos de aguas (PAC);
Pigmentos para tintas metálicas;
Películas para células fotovoltaicas;
Uso em refratários: o pó de alumínio é usado para conservar o carbono
aumentando a vida útil do refratário;
Aluminotermia;
Explosivos;
Propelentes para foguetes;
2.3 Resíduo de Construção Civil
O resíduo de construção civil tem grande contribuição no impacto ambiental.
Resíduos de construção e demolição são resíduos sólidos não
contaminados, provenientes da construção, reforma, reparos e demolição
de estruturas e estradas, e resíduos sólidos não contaminados de
vegetação, resultantes da limpeza e escavação de solos. Como resíduos,
incluem-se, mas não se limitam, blocos, concreto e outros materiais de

24
alvenaria, solo, rocha, madeira, forros, argamassa, gesso, encanamentos,
telhas, pavimento asfáltico, vidros, plásticos que não camuflem outros
resíduos, fiação elétrica equipamentos que não contenham líquidos
perigosos e metais que estiverem num dos itens acima. BYOCICLE apud
ZORDAN (1997).
O resíduo de construção civil é um dos resíduos mais heterogêneos dentre os
resíduos industriais, uma vez que durante qualquer obra a diversidade de materiais
é enorme, como britas, areais, materiais cerâmicos, argamassas, concretos,
madeiras, metais, plásticos, pedras, tijolos, tintas e gesso, ou seja, características
químicas e físicas, dependeram do tipo de material que constitui tal resíduo. Outro
fator que colabora para heterogeneidade do resíduo é a método construtivo
empregado devido à cultura local. Países como Estados Unidos e Japão geram mais
madeira, plásticos e papel na construção, do que países em desenvolvimento como
o Brasil, que para uma obra com a mesma função, gera muito resíduo de concreto,
argamassa, e blocos. Segundo Zordan (1997), pelo resíduo ser tão heterogêneo, é
praticamente inviável separar seus elementos constituintes.
Todas as etapas de uma obra contribuem para a geração de resíduo, seja o
solo proveniente de escavações, blocos cerâmicos devido a aberturas e rasgos para
instalações de sistemas hidráulicos, madeiras de obras temporárias, concretos
devido ao consumo superdimensionado. Um bom planejamento evita desperdícios
de materiais garantindo uma maior economia.
Estima-se que até 10% de todo o material entregue no canteiro de obras é
desperdiçado devido à compra em excesso, deficiência no processo de
construção, imprecisões ou omissões na elaboração e execução dos
projetos, perdas no transporte e armazenamento. Mais de 90% desses
resíduos podem ser reciclados e reutilizados. (CIOCHI, 2003)
De acordo com a resolução do CONAMA n° 307 os resíduos de construção
civil representam um significativo percentual dos resíduos gerados em áreas
urbanas e que a responsabilidade do destino adequado é da pessoa física, jurídica
que os gerou.
Também, de acordo com a resolução do CONAMA n° 307, os resíduos de
construção podem ser divididos em 4 classes, conforme o potencial de reciclagem:

25
Classe A: são resíduos reutilizáveis ou recicláveis como agregados, tais
como:
a) de construção, demolição, reformas e reparos de pavimentação e de outras
obras de infraestrutura, inclusive solos provenientes de terraplanagem;
b) de construção, demolição, reformas e reparos de edificações;
componentes cerâmicos (tijolos, blocos, telhas, placas de revestimento etc.),
argamassa e concreto;
c) de processo de fabricação e/ou demolição de peças pré-moldadas em
concreto (blocos, tubos, meios-fios etc.) produzidas nos canteiros de obras;
Classe B: são os resíduos recicláveis para outras destinações, tais como:
plásticos, papel, papelão, metais, vidros, madeiras e gesso.
Classe C: são resíduos para os quais não foram desenvolvidas tecnologias ou
aplicações economicamente viáveis que permitam a sua reciclagem ou
recuperação.
Classe D: são resíduos perigosos oriundos do processo de construção, tais
como tintas, solventes, óleos e outros ou aqueles contaminados ou
prejudiciais à saúde oriundos de demolições, reformas e reparos de clinicas
radiológicas, instalações industriais e outros, bem como telhas e demais
objetos e materiais que contenham amianto ou outros produtos nocivos à
saúde.
Essa classificação visa auxiliar o gerador do resíduo sobre a maneira
adequada de reciclar e/ou destinar o resíduo.
De acordo com Pinto (2005) a geração de RCC vem de 75% de obras
informais, não licenciadas, enquanto de 15 a 30% de obras formais, licenciadas pelo
poder público, o que representa aproximadamente de 41 a 75% dos resíduos sólidos
urbanos. Xavier & Rocha (2001) apud Tadeu (2007) levantaram os seguintes dados
sobre a geração do RCC, descritos na Tabela 4.

26
Tabela 4: Provável geração per capita de RCC em alguns municípios brasileiros - XAVIER &
ROCHA (2001).
Município População Geração de RRC
(t/dia) Geração de RCC Per Capta
(kg/hab. Dia)
Santo André – SP 625.564 1.013 1,61
São José do Ribeirão Preto – SP 323.627 687 2,12
São José dos Campos – SP 486.467 733 1,51
Ribeirão Preto – SP 456.252 1.043 2,29
Jundiaí – SP 293.373 712 2,43
Vitória da Conquista – BA 242.155 310 1,28
Campinas – SP 850.000 1.258 1,48
Salvador – BA 2.211.539 1.453 0,66
Florianópolis – SC 285.281 636,12 2,23
Segundo Tadeu (2007) em Santa Maria – RS tem uma geração de 127 t/dia
sendo 0,56 kg/hab.dia para o ano de 2004.
Visando uma diminuição do impacto ambiental e econômico é possível
reciclar/reutilizar o resíduo de construção civil. Segundo Cassa (2001) a
reciclagem/reutilização pode ser dividida de duas formas:
Primária: o resíduo é utilizado dentro do próprio processo que ele foi
originado. Muito utilizado para aços e vidros, porém muitas vezes a técnica é
economicamente inviável.
Secundária: o resíduo é utilizado em outro processo produtivo, diverso
daquele que o originou, apresenta inúmeras possibilidades, particularmente
no macro complexo da construção civil.
Como dito anteriormente o resíduo de construção civil é um material
heterogêneo, logo suas características dependem do tipo de material que ele é
constituído. Conforme sua característica o resíduo de construção civil pode ter
diferentes usos na reciclagem.
De acordo com Zordan (2006), quanto mais o resíduo precisar ser trabalhado
para o uso, maior será a inviabilidade de seu uso.

27
A aplicação mais simples para o uso de resíduo é na pavimentação, em
reforços de subleito, na sub-base ou no próprio pavimento, como demostra a Tabela
5.
Tabela 5: Uso de resíduo de construção civil na pavimentação, OFFERMAN (1987) apud
ZORDAN (2006).

28
Outra aplicação é como agregado para traços de concreto. A NBR
15116/2004 define:
Concreto de cimento Portland sem função estrutural, com agregado reciclado:
Material destinado a usos como enchimento, contra piso, calçadas, e
fabricação de artefatos não estruturais, como blocos de vedação, meio-fio
(guias), sarjetas, canaletas, mourões, e placas de muro. Estas utilizações em
geral implicam o uso de concretos de classe de resistências C10 e C15 da
ANBT NBR8953.
Agregado de resíduo de concreto (ARC): É o agregado reciclado obtido do
beneficiamento de resíduo pertencente à Classe A, composto na sua fração
graúda, de no mínimo de 90% em massa de fragmentos à base de cimento
Portland e rochas. Sua composição dever ser determinada conforme Anexo A
e atender aos requisitos de aplicações específicas.
Agregado de resíduo misto (ARM): É o agregado reciclado obtido do
beneficiamento de resíduo Classe A, composto na sua fração graúda com
menos de 90% em massa de fragmentos à base de cimento Portland e
rochas. Sua composição deve ser determinada conforme anexo A e atender
aos requisitos das aplicações específicas.
Segundo Zordan (2006) a substituição de 100% de agregado por agregado
reciclado diminuiu a resistência na ordem de apenas 10 a 20%, tornando-o viável
para o uso.
A revista Téchne (2006) resumiu bem as prováveis aplicações para o uso de
resíduo de construção civil, conforme a Tabela 6.

29
Tabela 6: Usos prováveis para resíduo de construção civil.
Produto Características Uso
recomendado
Areia reciclada
Material com dimensão máxima
característica inferior a 4,8 mm,
isento de impurezas,
proveniente da reciclagem de
concreto e blocos de concreto.
Argamassas de assentamento de
alvenaria de vedação, contra
pisos, solo-cimento, blocos e
tijolos de vedação.
Pedrisco reciclado
Material com dimensão máxima característica de
6,3 mm, isento de impurezas,
proveniente da reciclagem de
concreto e blocos de concreto.
Fabricação de artefatos de
concreto, como blocos de
vedação, pisos intertravados, manilhas de esgoto, entre
outros.
Brita reciclada
Material com dimensão máxima
característica inferior a 39 mm,
isento de impurezas,
proveniente da reciclagem de
concreto e blocos de concreto.
Fabricação de concretos não estruturais e
obras de drenagens.
Bica corrida
Material proveniente da reciclagem de resíduos da
construção civil, livre de impurezas,
com dimensão máxima
característica de 63 mm (ou a critério
do cliente).
Obras de base e sub-base de pavimentos,
reforço e subleito de pavimentos,
além de regularização de
vias não pavimentadas, aterros e acerto topográfico de
terrenos.

30
Continuação Tabela 6: Usos prováveis para resíduo de construção civil.
Produto Características Uso
recomendado
Rachão
Material com dimensão máxima
característica inferior a 150 mm,
isento de impurezas,
proveniente da reciclagem de
concreto e blocos de concreto.
Obras de pavimentação, drenagens e
terraplenagem
De acordo com Ciocchi (2003), é possível substituir 25% do agregado por
agregados reciclados sem alterar propriedades mecânicas, desde que respeitadas
normas e limitações técnicas.
2.4 Trabalhos com concreto celular autoclavado
Ishikawa no ano de 2006 publicou um trabalho titulado “Utilização do Resíduo
de Britagem de Rocha e de Pó de Alumínio Reciclado na Produção de Concreto
Celular”. Os dados deste trabalho foram utilizados como base para este, uma vez
que, os resultados de Ishikawa foram positivos. Ishikawa utilizou resíduo de britagem
de rocha como agregado e o pó de alumínio como agente expansor e realizou a cura
de seus corpos de prova ao ar livre. O resultado final foi uma redução de 25% da
massa específica dos corpos de prova e resistência variando de 11 Mpa a 4,6 MPa,
valores maiores que o especificado em norma, que é 4,5 MPa.
Ferraz em 2011, na sua tese de mestrado titulada “Comparação dos Sistemas
de Alvenaria de Vedação: Bloco de Concreto Celular Autoclavado x Bloco
Cerâmico”, realizou um comparativo de resistência com utilização de prismas com
tipos de argamassas diferentes e concluiu que os blocos de concreto celular
atenderam aos critérios normativos quanto à densidade de massa aparente seca e à
resistência à compressão. Na comparação com os blocos cerâmicos encontrou que
a resistência do bloco de concreto celular foi maior que a do bloco cerâmico.

31
Especificação Resultado
Al (%) Min 99,7 99,8
Fe(%) Máx 0,25 0,13
Si(%) Máx 0,15 0,09
Outros Metais (%) Máx 0,15 0,03
Parâmetros / Características da
Especificação
Valor Numérico
3. MATERIAIS E MÉTODOS
Neste capítulo serão apresentados todos os materiais utilizados assim como
os métodos de caracterização para os mesmos. Também serão detalhados os
métodos de ensaio dos corpos de prova.
3.1 Materiais Utilizados
Os materiais utilizados nos ensaios foram:
a) Cimento
Foi utilizado um Cimento Portland CP IV - 32 da Cimpor ®. De acordo com a
NBR 5736/1991, o cimento portland CP IV é caracterizado por possuir aglomerante
hidráulico obtido pela mistura homogênea de clínquer Portland com materiais
pozolânicos, moídos em conjunto ou separados. A sua composição para a classe de
resistência 32 é de 85-45% de clínquer sulfato de cálcio, 15-50% de material
pozolânico e 0-5% de material carbonático.
b) Resíduo de Construção Civil.
O resíduo de construção civil utilizado é proveniente da britagem de resíduos
de alvenarias. O material foi doado pela empresa GR2 Gestão de Resíduos de
Santa Maria - RS.
c) Pó de alumínio
O pó de alumínio foi doado pela empresa Alcoa ®. De acordo com a Alcoa o
pó de alumínio é um sólido inflamável, tanto no estado puro, quanto misturado com
água onde ocorre a liberação de gás hidrogênio. Por se tratar de um produto fino, ao
ser inalado, provoca irritações no trato respiratório, logo para seu adequado
manuseio deverá ter como o uso obrigatório de luvas e máscaras. A composição do
pó de alumínio está descrita na Tabela 7.
Tabela 7: Composição do Pó de Alumínio – adaptado ALCOA (2010)

32
O pó tem cor de prateado a cinza, com massa específica entre 0,9 – 1,1
g/cm³. A Figura 6 ilustra o recipiente no qual foi entregado o pó de alumínio utilizado.
Figura 6: Pó de Alumínio doado pela ALCOA®.
d) Cal
Foi utilizada Cal Hidratada da marca Procal®. Cal é um aglomerante
proveniente da calcinação de rochas calcárias. Quando adicionada água no
processo de produção da cal é obtida a cal hidratada.
e) Água Potável
Foi utilizada a água do próprio sistema de abastecimento do Laboratório de
Materiais de Construção Civil (LMCC) da Universidade Federal de Santa Maria. A
água apresentou temperatura média de 22° C.
3.2 Métodos
A seguir serão descritos todos os métodos e ensaios realizados durante o
trabalho.

33
3.2.1 Caracterização do Resíduo
Para a caracterização do resíduo foi realizado o ensaio granulométrico de
acordo com NBR 7181/1984 para ter dados referentes ao tamanho dos grãos. A
Figura 7 mostra o peneiramento e os diferentes tamanhos dos grãos encontrados.
Figura 7: Peneiramento do resíduo de construção civil.
Também foi realizado o ensaio de picnômetro para determinar o peso
específico dos sólidos conforme a norma NBR 6508/1984. Para os limites físicos,
limite de liquidez e limite de plasticidade, foram consultadas as normas NBR
6459/1984 e NBR 7180/1984 respectivamente.
De acordo com os resultados encontrados foi adotada para a moldagem dos
corpos de prova uma fração mais fina do resíduo. Foram utilizados apenas grãos
que passaram 100% na peneira 1,2mm e 50% passante na 0,3 mm.
3.2.2 Moldagem e cura dos Corpos de Prova
Os traços moldados foram 1:0,2:2; 1:0,2:3; 1;0,2:4 (cimento : cal : resíduo),
segundo Ishikawa (2006) a melhor porcentagem de uso de pó de alumio é 0,5% do
peso de cimento utilizado no traço. As quantidade de material seco utilizados para

34
330 66 660 1,65
330 66 660 1,65
330 66 660 1,65
Cimento
(g)Resíduo (g)Cal (g)
Pó de
alumínio
(g)
Traço 1:0,2:2 com 0,5% de pó de alumínio
250 50 750 1,25
250 50 750 1,25
250 50 750 1,25
Cimento
(g)Resíduo (g)Cal (g)
Pó de
alumínio
(g)
Traço 1:0,2:3 com 0,5% de pó de alumínio
200 40 800 1
200 40 800 1
200 40 800 1
Cal (g) Resíduo (g)
Pó de
alumínio
(g)
Traço 1:0,2:4 com 0,5% de pó de alumínio
Cimento
(g)
os traços 1:0,2:2; 1:0,2:3 e 1:0,2,4 estão representadas nas Tabelas 8 a 10
respectivamente. Foram moldados 3 corpos para 3 diferentes índices de umidade
para cada traço, totalizando 27 corpos de prova.
Tabela 8: Quantidade de material seco para o traço 1:0,2:2.
Tabela 9: Quantidade de material seco para o traço 1:0,2:3.
Tabela 10: Quantidade de material seco para o traço 1:0,2:4.
A quantidade de água utilizada foi calculada segundo o ensaio de
consistência, NBR 7215/1997 e a resistência dos corpos de prova foram verificadas
na idade de 28 dias.

35
a) Ensaio de Consistência
O primeiro ensaio realizado com os traços foi para a determinação do índice
de consistência normal. Segundo Ishikawa (2006) a trabalhabilidade mais adequada
para o concreto celular misturado com areia é de 270 ± 20 mm, medidas na mesa de
consistência.
A mesa de consistência pela NBR 7215/1997 é uma mesa horizontal lisa
plana de metal não corrosível com uma haste fixada em seu centro que se desloca
ascendentemente 12,5 ± 0,2 mm e cai logo em seguida, sendo conveniente todo o
aparato ser fixado em um bloco de concreto. Na Figura 8 observa-se a mesa de
consistência usada.
Figura 8: Mesa de consistência (flow-table).
Para a preparação da mesa, lubrifica - se a superfície com um óleo mineral, a
massa foi preparada seguindo a NBR 7215/1997, que será descrita a seguir. A
massa foi colocada no centro da mesa, dentro de um tronco cônico de metal em três
camadas de mesma altura com golpes de 15, 10 e 5 respectivamente entre elas,
distribuídas homogeneamente.
Com o fim do enchimento, o tronco cônico foi retirado verticalmente com
muito cuidado, imediatamente com o uso da manivela, a mesa sofreu trinta quedas
em trinta segundos.
36
O índice de consistência é a média aritmética de dois diâmetros medidos
ortogonalmente em milímetros através do uso de um paquímetro. Foi adotado como
padrão a umidade necessária no traço 1:0,2:3.
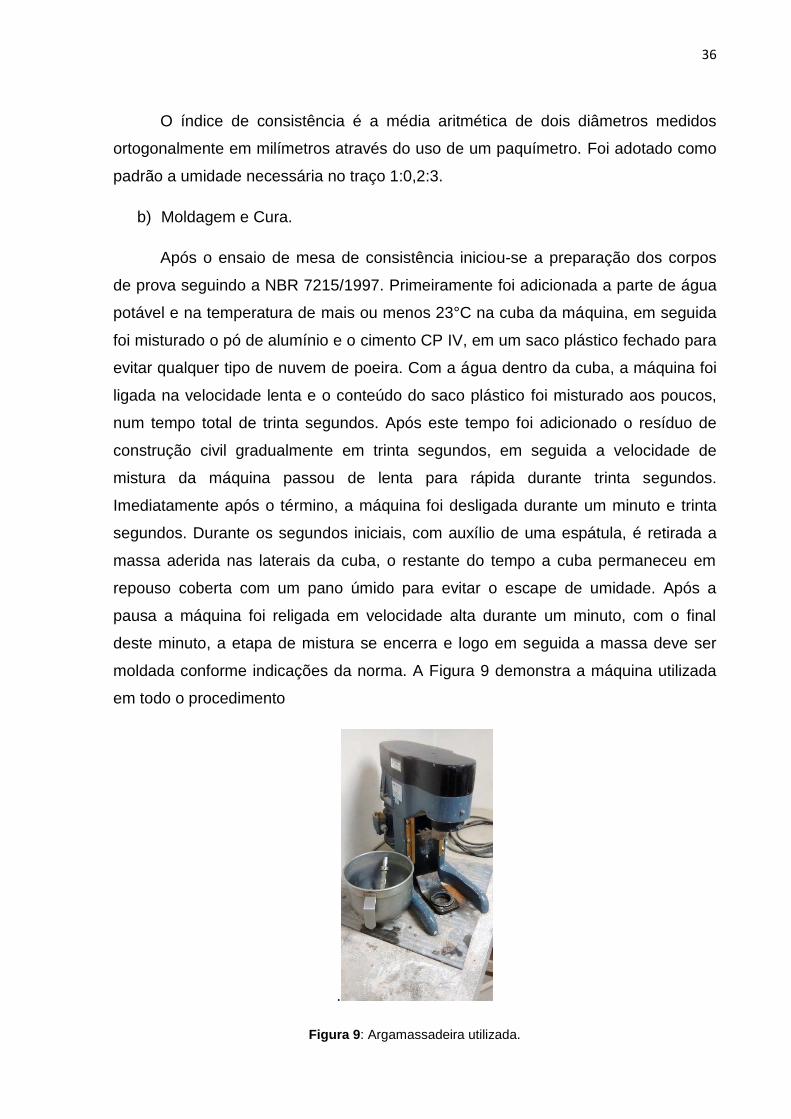
b) Moldagem e Cura.
Após o ensaio de mesa de consistência iniciou-se a preparação dos corpos
de prova seguindo a NBR 7215/1997. Primeiramente foi adicionada a parte de água
potável e na temperatura de mais ou menos 23°C na cuba da máquina, em seguida
foi misturado o pó de alumínio e o cimento CP IV, em um saco plástico fechado para
evitar qualquer tipo de nuvem de poeira. Com a água dentro da cuba, a máquina foi
ligada na velocidade lenta e o conteúdo do saco plástico foi misturado aos poucos,
num tempo total de trinta segundos. Após este tempo foi adicionado o resíduo de
construção civil gradualmente em trinta segundos, em seguida a velocidade de
mistura da máquina passou de lenta para rápida durante trinta segundos.
Imediatamente após o término, a máquina foi desligada durante um minuto e trinta
segundos. Durante os segundos iniciais, com auxílio de uma espátula, é retirada a
massa aderida nas laterais da cuba, o restante do tempo a cuba permaneceu em
repouso coberta com um pano úmido para evitar o escape de umidade. Após a
pausa a máquina foi religada em velocidade alta durante um minuto, com o final
deste minuto, a etapa de mistura se encerra e logo em seguida a massa deve ser
moldada conforme indicações da norma. A Figura 9 demonstra a máquina utilizada
em todo o procedimento
.
Figura 9: Argamassadeira utilizada.

37
Os moldes são de metal não corrosível de base rosqueável com diâmetro
interno de 50 ± 0,1 mm e altura 100 ± 0,2 mm. Todos os moldes foram lubrificados
com óleo mineral, em seguida a massa foi colocada em quatro camadas de alturas
mais ou menos semelhantes e entre elas com o auxílio de um soquete foram
desferidos trinta golpes e ao final o molde foi rasado através do uso de uma régua.
A cura foi feita ao ar livre no ambiente do laboratório e após vinte e quatro
horas foram coletados dados como peso, altura e diâmetro. A Figura 10 mostra o
resultado final da moldagem. As dimensões e o peso foram medidos com uso de
paquímetro e balança digitais, imediatamente após a moldagem e 24 horas depois.
Figura 10: Cura ao ar livre dos corpos de prova.
c) Resistência à compressão
Os corpos de prova foram ensaiados na idade de 28 dias na prensa hidráulica
do Laboratório de Materiais de Construção Civil (LMCC) da Universidade Federal de
Santa Maria. Devido à expansão dos corpos de prova, eles tiveram que ser serrados
para o encaixe na prensa.

38
4. RESULTADOS E ANÁLISES
Neste capítulo serão abordados todos os resultados dos ensaios de
caracterização do resíduo, de consistência da massa, da expansão e resistência dos
corpos de prova há 28 dias.
4.1 Caracterização do Resíduo
O peso específico dos sólidos do resíduo de construção civil encontrado foi
26,51 kN/m³. O resíduo é não plástico e não líquido e não apresentou contração. A
Figura 11 mostra a curva granulométrica encontrada e a Tabela 11 as porcentagens
dos grãos encontrados no resíduo. Os detalhes de cada ensaio são apresentados
nos anexos.
Figura 11: Curva Granulométrica do RCC.

39
Material Porcentagens
Areia Média 25%
Areia Fina 24%
Areia grossa 21%
Pedregulho 14%
Silte 12%
Argila 4%
Tabela 11: Porcentagens de Material no RCC.
O resíduo de construção civil utilizado atendeu as necessidades, uma vez que
o objetivo do trabalho é a substituição da areia por resíduo de construção civil como
agregado. O resíduo tem 70% areia, logo os resultados possíveis com tal material
podem chegar próximos de traços mais convencionais e por não apresentar
retração, o resíduo de construção civil evitaria a retração do concreto celular.
4.2 Ensaio de consistência (flow-table)
Foram realizados os procedimentos conforme descritos no item b do
subcapítulo 3.2.2 com objetivo de obter um valor próximo a 270 ± 20 mm. Os valores
encontrados estão na Tabela 12.
Tabela 12: Resultados do ensaio de consistência do traço 1:0,2:0,3.
Umidade (%)
Diâmetro 1 (mm)
Diâmetro 2(mm)
Média (mm)
20 162,17 169,3 165,74
25 262,52 264,03 263,28
30 307,89 312,56 310,23
A umidade mais adequada é de 25% do peso seco de material, porém serão
moldados corpos de prova com umidade de 20% e 30% para fins de comparação.

40
4.3 Análises dos Traços
Os resultados e análises sobre a expansão e resistência serão feitos
separadamente para cada traço e ao final será feita uma análise geral dos
problemas encontrados durante o processo de desmoldagem e suas possíveis
soluções.
4.3.1 Traço 1:0,2:2 com 0,5% de pó de alumínio
A Tabela 13 contém os valores encontrados de massa, altura e diâmetro
medidos imediatamente após a moldagem do corpo de prova e após 24 horas de
cura ao ar livre para o traço 1:0,2:2 com 0,5% de pó de alumínio.
Tabela 13: Dados da moldagem e pós-moldagem do traço 1:0,2:2.
Traço 1:0,2:2 com 0,5% de pó de alumínio
Corpo de
Prova Umidade
Massa antes
de 24 horas (g)
Massa
após 24
horas (g)
Altura
após 24
horas
(mm)
Diferença
de alturas
(mm)
Diâmetro
após 24
horas (mm)
CP1 20% 384,3 377,8 104,09 4,09 50,58
CP2 20% 378,7 369,7 102,89 2,80 50,38
CP3 20% 378,6 374,6 103,77 3,77 50,58
CP4 25% 380,9 365,9 102,30 2,30 50,17
CP5 25% 359,4 354,7 101,70 1,70 50,57
CP6 25% 375,3 367,4 101,32 1,32 50,51
CP7 30% 365,4 359,7 105,1 5,1 49,95
CP8 30% 364,8 359,1 102,97 2,97 51,40
CP9 30% 369,0 356,1 100,41 0,41 49,53
A Tabela 14 mostra o volume que a argamassa expandiu e a massa
específica para cada corpo de prova.

41
Tabela 14: Volume expandido e massa específica para o traço 1:0,2:2.
Todos os corpos de prova tiveram uma ligeira expansão. Os corpos de prova
com 20% de umidade tiveram a maior expansão, 7,57 cm³, porém os com 30% de
umidade tiveram a menor massa específica, 1747,4 Kg/m³. Segundo Ishikawa
(2006) o concreto celular deve apresentar no máximo 650 Kg/m³ para que suas
vantagens em relação ao peso possam surtir efeito, logo não se podem considerar
os corpos de prova como sendo concreto celular não autoclavado, mas sim uma
argamassa ligeiramente aerada.
A Tabela 15 mostra a resistência dos corpos de prova na idade de 28 dias.
Tabela 15: Resistência do traço 1:0,2:2 com diferentes umidades na idade de 28 dias.
Traço CP Resistência (Mpa) Média (Mpa)
1:0,2:2 com 20% de umidade 1 13,24
11,54 1:0,2:2 com 20% de umidade 2 11,20
1:0,2:2 com 20% de umidade 3 10,19
1:0,2:2 com 25% de umidade 4 7,64
7,30 1:0,2:2 com 25% de umidade 5 5,86
1:0,2:2 com 25% de umidade 6 8,40
1:0,2:2 com 30% de umidade 7 4,07
4,55 1:0,2:2 com 30% de umidade 8 3,57
1:0,2:2 com 30% de umidade 9 6,01
Por se tratar de uma argamassa ligeiramente aerada os corpos de prova
apresentaram boas resistências e comportamento previsto, aqueles com menor

42
umidade apresentaram maior resistência. Caso o material ensaiado fosse concreto
celular, os valores de resistência seriam menores.
4.3.2 Traço 1:0,2:3 com 0,5% de pó de alumínio
A Tabela 16 contém os valores encontrados de massa, altura e diâmetro
medidos imediatamente após a moldagem do corpo de prova e após 24 horas de
cura ao ar livre para o traço 1:0,2:3 com 0,5% de pó de alumínio.
Tabela 16: Dados de moldagem e pós-moldagem do traço 1:0,2:3.
Traço 1:0,2:3 com 0,5% de pó de alumínio
Corpo de
Prova Umidade
Massa antes
de 24 horas (g)
Massa
após 24
horas (g)
Altura
após 24
horas
(mm)
Diferença
de alturas
(mm)
Diâmetro
após 24
horas (mm)
CP10 20% 379,1 374,2 106,66 6,66 52,00
CP11 20% 378,1 373,7 105,24 5,24 51,08
CP12 20% 396,9 386,5 104,39 4,39 50,89
CP13 25% 371,4 366,5 107,48 7,48 51,45
CP14 25% 379,3 368,3 105,37 4,39 50,15
CP15 25% 371,6 366,9 108,14 8,14 51,30
CP16 30% 374,4 365,6 109,37 9,37 51,70
CP17 30% 372,7 357,8 105,72 5,72 50,56
CP18 30% 369,7 360,4 108,17 8,17 51,75
A Tabela 17 mostra o volume que a argamassa expandiu e a massa
específica de cada corpo de prova.

43
Tabela 17: Volume expandido e massa específica para o traço 1:0,2:3.
Todos os corpos de prova tiveram uma ligeira expansão. Os corpos de prova
com 30% de umidade tiveram a maior expansão, 17,18 cm³ e a menor massa
específica, 1607,9 Kg/m³. Os valores encontrados são melhores que do traço
1:0,2:2, mas o comportamento é diferente, pois os corpos de prova que mais
expandiram foram com a presença de 30% de umidade. Apesar da massa específica
ser menor que a do traço anterior, novamente não se pode considerar o material
como concreto celular autoclavado, mas sim como uma argamassa ligeiramente
aerada.
A Tabela 18 mostra a resistência dos corpos de prova na idade de 28 dias.
Tabela 18: Resistência do traço 1:0,2:3 com diferentes umidades na idade de 28 dias.
Traço CP Resistência(Mpa) Média (Mpa)
1:0,2:3 com 20% de umidade 10 10,14
7,52 1:0,2:3 com 20% de umidade 11 6,88
1:0,2:3 com 20% de umidade 12 5,55
1:0,2:3 com 25% de umidade 13 2,65
2,84 1:0,2:3 com 25% de umidade 14 3,57
1:0,2:3 com 25% de umidade 15 2,29
1:0,2:3 com 30% de umidade 16 1,78
1,58 1:0,2:3 com 30% de umidade 17 1,38
1:0,2:3 com 30% de umidade 18 1,58

44
O comportamento é idêntico ao do traço interior, porém os valores de
resistência são menores devido a menor proporção de cimento
4.3.3 Traço 1:0,2:4 com 0,5% de pó de alumínio
A Tabela 19 contém os valores encontrados de massa, altura e diâmetro
medidos imediatamente após a moldagem do corpo de prova e após 24 horas de
cura ao ar livre para o traço 1:0,2:4 com 0,5% de pó de alumínio.
Tabela 19: Dados de moldagem e pós-moldagem do traço 1:0,2:4.
Traço 1:0,2:4 com 0,5% de pó de alumínio
Corpo de
Prova Umidade
Massa antes
de 24 horas (g)
Massa
após 24
horas (g)
Altura
após 24
horas
(mm)
Diferença
de alturas
(mm)
Diâmetro
após 24
horas (mm)
CP19 20% 386,1 367,9 105,08 5,08 49,99
CP20 20% 375,7 365,8 102,5 2,5 49,85
CP21 20% 372,2 363,4 103,65 3,65 50,77
CP22 25% 370,1 357,4 104,82 4,82 50,53
CP23 25% 376,9 363,5 106,15 6,15 49,5
CP24 25% 381,6 366,9 104,81 4,81 50,09
CP25 30% 381,5 343,8 101,71 1,71 50,80
CP26 30% 361,7 348,3 105,24 5,24 50,55
CP27 30% 365,2 - - - -
A Tabela 20 mostra o volume que a argamassa expandiu e a massa
específica de cada corpo de prova.

45
Tabela 20: Volume expandido e massa específica para o traço 1:0,2:4.
Todos os corpos de prova tiveram uma ligeira expansão. Os corpos de prova
com 25% de umidade tiveram a maior expansão, 9,66 cm³, enquanto os de 30% de
umidade a menor massa específica, 1659,2 Kg/m³. Os valores encontrados são
melhores que do traço 1:0,2:2, mas inferiores ao do traço 1:0,2:3. O comportamento
é diferente dos demais traços, caracterizando um comportamento não homogêneo.
A massa específica ainda é muito alta, novamente não se pode considerar o material
como concreto celular autoclavado, mas sim, como uma argamassa ligeiramente
aerada.
A Tabela 21 mostra a resistência dos corpos de prova na idade de 28 dias.
Tabela 21: Resistência do traço 1:0,2:4 com diferentes umidades na idade de 28 dias.
Traço CP Resistência (Mpa) Média (Mpa)
1:0,2:4 com 20% de umidade 19 5,09
6,04 1:0,2:4 com 20% de umidade 20 7,64
1:0,2:4 com 20% de umidade 21 5,40
1:0,2:4 com 25% de umidade 22 2,80
2,34 1:0,2:4 com 25% de umidade 23 2,29
1:0,2:4 com 25% de umidade 24 1,94
1:0,2:4 com 30% de umidade 25 1,63
1,45 1:0,2:4 com 30% de umidade 26 1,27
1:0,2:4 com 30% de umidade 27 -

46
O comportamento é idêntico ao dos dois traços anteriores, porém os valores
de resistência são menores devido a menor proporção de cimento.
4.3.4 Análise Geral
A desmoldagem dos corpos de prova foi realizada 24 horas após a
moldagem. Durante a desmoldagem e coleta de dados, peso, diâmetro altura, foi
notado que alguns corpos de prova apresentavam alguns problemas bem visíveis.
O primeiro problema mais frequente foi a fragilidade que os corpos de prova
apresentavam. Na retirada dos moldes muitos grãos e pedaços, principalmente do
canto, se repartiam do corpo de prova, o que ocasionou, junto com diminuição da
umidade e as reações de liberação de gás do pó de alumio, a perda significativa do
peso. A Figura 12 mostra o CP n° 27, que não foi ensaiado, pois grande parte do
topo se rompeu no ato da desmoldagem.
Figura 12: CP 27, A fragilidade durante a desmoldagem.
Tal fragilidade pode ser devido à segregação que ocorreu durante a mistura,
onde grande parte do resíduo se sedimentou no fundo do molde, acarretando uma
heterogeneidade da mistura. A causa dessa sedimentação é devido ao peso do grão
de resíduo. Apesar de ter sido adotada uma fração mais fina, o grão de resíduo
continuou muito pesado e com os espaços gerados pela reação de liberação de gás,

47
obteve um caminho mais fácil para sedimentar. Na Figura 13 é possível notar bem a
diferença de cor e material aparente.
Figura 13: A heterogeneidade dos CP’s.
Devido à segregação do material, a parte superior do corpo de prova ficou
mais aerada que a inferior, logo, aquela ficou menos resistente que esta. Foi
possível notar tal diferença durante o ensaio de resistência, quando os corpos de
prova amassavam antes de romperem. A Figura 14 mostra o corpo de prova 16
após o ensaio na prensa hidráulica.
Figura 14: Corpo de Prova 16.

48
Como os traços estavam de acordo com bibliografia encontrada, a possível
fonte destes problemas pode ter sido a forma como é misturada a massa para a
moldagem. Apesar da moldagem ter seguida atentamente a NBR 7215/1997, talvez
uma possível troca de máquina pudesse originar uma mistura mais homogênea,
como por exemplo, uma máquina de furar profissional com uma haste para misturar
argamassa acoplada, que tem uma velocidade muito maior que da argamassadeira
utilizada.
Outro problema encontrado foram as fissuras horizontais no topo de alguns
dos corpos de prova, como na Figura 15. A causa destas fissuras foi devido ao atrito
da massa com o molde durante a expansão. Um provável motivo poderia ser o uso
insuficiente de desmoldante, porém em todas as moldagens foi usada praticamente
a mesma quantidade, o que se notou é que em misturas menos fluídas o
desmoldante acabava saindo do molde num movimento ascensional, enquanto em
misturas mais fluídas o mesmo se misturava aos poucos com a massa. O uso de
moldes maiores, que tenham maior superfície livre, poderia evitar a formação de tais
fissuras.
Figura 15: Fissuras horizontais.
Em todos os corpos de prova de todos os traços ocorreu uma ligeira
expansão. O traço que mais expandiu foi o 1:0,2:3 com 30% de umidade com uma
média 17,18 cm³ de expansão e com massa específica média de 1607,9 Kg/m³ e o

49
pior resultado foi o traço 1:0,2:2 com 25% de umidade, com uma média de expansão
de 3,41 cm³ e massa específica média 1810,2.
Entre as prováveis razões para a expansão insuficiente pode ter sido o tipo de
cimento utilizado, o tipo de cal utilizada, quantidade de pó de alumínio ou o molde
usado.
Foi utilizado o cimento CP IV-32, comparando com os CP – I, CP – I S, CP II
– E, CP II – Z, CP II – F e CP V – ARI, o CP IV – 32 apresenta índices menores de
cliquer, gesso e calcário, cerca de 45 - 85% de clinquer mais gesso e 0 – 5%, ou
seja menos cálcio disponível para reagir com o pó de alumínio para a formação de
gás. Nessa mesma questão, a cal virgem apresenta muito mais hidróxido de cálcio
disponível para a reação de extinção do que a cal já hidratada.
Por tratar de um traço novo, talvez as indicações vistas na revisão
bibliográfica sobre a quantidade de pó de alumínio utilizado poderiam ser alteradas
neste caso. O máximo recomendado é de 0,5% do peso do cimento, porém testes
com 0,6% a 0,8% podem trazer resultados melhores, mas talvez não
suficientemente satisfatórios, pois tal adição encareceria o material.
Como visto anteriormente o molde dificultou a expansão dos corpos de prova,
talvez, com a utilização de moldes com superfície livre maiores, que permitam a livre
expansão, à massa teria um caminho mais adequado para o seu crescimento.

50
CONCLUSÕES
O objetivo do trabalho era estudar e analisar o uso de resíduo de construção
como agregado para produção de concreto celular sem autoclave com aditivo de pó
de alumínio, um traço inédito no atual cenário da construção civil. Foi apresentada
uma revisão teórica sobre o concreto celular, pó de alumínio e o resíduo de
construção civil. Também foi apresentada toda a sequência de ensaios para a
caracterização do resíduo de construção civil, assim como todo o processo
detalhado de moldagem dos corpos de prova.
O trabalho foi importante devido à gama de ensaios realizados onde foi
aplicado conhecimentos adquiridos em sala de aula, em disciplinas como Mecânica
dos Solos, Materiais de Construção Civil e Construção Civil.
Os resultados dos corpos de prova foram parcialmente satisfatórios, uma vez
que a expansão ocorreu em todos os corpos de prova, porém tal expansão não foi
suficiente para os corpos de prova apresentassem massas específicas compatíveis
com blocos de concreto celular autoclavado normalizados.
Com os resultados parcialmente satisfatórios foi realizado um estudo para
levantar as prováveis causas da não expansão. A conclusão do estudo levou a rever
basicamente quatro alterações para uma possível melhora:
Um novo método de mistura, usando uma argamassadeira com
velocidades mais altas.
Ajustes no traço como: troca do tipo de cimento, substituição de cal
hidratada por cal virgem, aumentar a proporção da quantidade de pó
de alumínio.
Utilização do resíduo mais fino para evitar a sedimentação do mesmo.
Moldes que tenham maior superfície livre, para permitirem a expansão
livre da massa.
A resistência mostrou-se com o comportamento esperado, traços com menor
relação água/cimento obtiveram maiores valores de resistência. Se as sugestões
citadas anteriormente surtirem efeito ocorrerá uma maior expansão do concreto
celular, logo sua resistência tende a reduzir, se com as possíveis mudanças a

51
resistência fique com valores abaixo dos aceitáveis, a diminuição da proporção de
substituição de agregado deve ser alterada, já que neste trabalho foi utilizado 100%
de resíduo de construção civil como agregado.
Sendo o índice de utilização do concreto celular autoclavado ainda baixo na
construção civil nacional, ter uma base de estudos sobre este material vem para
agregar conhecimento e ser um diferencial para um engenheiro inserido num
mercado cada vez mais concorrido.

52
REFERÊNCIAS BIBLIOGRÁFICAS
ABNT NBR 11768:2011 - Aditivos para concreto de cimento Portland - Requisitos.
ABNT NBR 13438:2013 - Blocos de concreto Celular autoclavado.
ABNT NBR 13440:2013 - Blocos de concreto celular autoclavado - Método de
Ensaio.
ABNT NBR 15116:2004 - Agregados reciclados de resíduos sólidos da construção
civil - Utilização em pavimentação e preparo de concreto sem função estrutural –
Requisitos.
ABNT NBR 6459:1984 - Solo - Determinação do limite de liquidez.
ABNT NBR 6508:1984 - Grãos de solos que passam na peneira de 4,8 mm -
Determinação da massa específica.
ABNT NBR 7180:1984 - Solo - Determinação do limite de plasticidade.
ABNT NBR 7181:1984 - Solo - Análise granulométrica.
ABNT NBR 7215:1996 - Cimento Portland - Determinação da resistência à
compressão.
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND. Paredes de concreto:
construtoras adotam tecnologia para executar moradias populares em curto prazo.
2012. Disponível em: < http://www.abcp.org.br/conteudo/imprensa/paredes-de-
concreto-construtoras-adotam-tecnologia-para-executar-moradias-populares-em-
curto-prazo#.U7BdafldW85>
BARRETO, M. F. O. Análise microestrutural de blocos de concreto celular
autoclavado (BCCA) com o auxílio de métodos instrumentais. 2012. Artigo.
Universidade Federal de Minas Gerais.
BENEVIDES, C. Segundo estudo, todos os municípios brasileiros têm déficit
habitacional. 2014. O Globo. Disponível em:
<http://oglobo.globo.com/brasil/segundo-estudo-todos-os-municipios-brasileiros-tem-
deficit-habitacional-11827890>

53
BERNARDES, A. Quantificação e classificação dos resíduos da construção e
demolição no município de Passo Fundo. 2006. Passo Fundo – RS. Dissertação
(Mestrado em Engenharia Civil)
BORGES, G. F. Produção de blocos para vedação: Analise da viabilidade
técnico-econômico da utilização de agregados reciclados. 2012. UFRGS.
Dissertação (Trabalho de Conclusão de Curso em Engenharia Civil). Disponível em:
< www.lume.ufrgs.br/bitstream/handle/10183/79744/000897347.pdf?sequence=1>
BOURSCHEID & SOUZA, J. A. & R. L. Resíduo de construção e demolição como
material alternativo. 2010.Florianópolis – SC. IF – SC.
CASSA, J. C. S. Reciclagem de entulho para a produção de materiais para
construção – Projeto Entulho Bom. 2001. Salvador. EDUFBA
CIMENTO ITAIMBE. Concreto celular estrutural inova obras habitacionais.
2013. Disponível em: < http://www.cimentoitambe.com.br/concreto-celular-estrutural-
inova-obras-habitacionais/>
CIOCCHI, L. Reciclagem de concreto. 2003. Revista PINI Web. Disponível em <
http://piniweb.pini.com.br/construcao/noticias/reciclagem-de-concreto-80112-1.aspx>
CONSELHO NACIONAL DO MEIO AMBIENTE. Resolução N° 307. 2002.
Disponível em < http://www.mma.gov.br/port/conama/legiabre.cfm?codlegi=307>
FIGURA 1. Blocos de concreto celular autoclavado. Disponível em
<www.leroymerlin.com.br>
FIGURA 2. Residencial Pedro Tenório. Disponível em
<www.telesilengenharia.com.br>
FIGURA 3. Maquinário para Autoclavagem. Disponível em
<www.aacblockmachine.com.pt>
FIGURA 4. Corte em parede de vedação. Disponível em < www.celucon.com.br>
FIGURA 5. Fluxograma do processo de produção de pó de alumínio. Disponível
em < www.metalur.com.br>

54
FERRAZ, F. C. Comparação dos sistemas de alvenaria de vedação: bloco de
concreto celular autoclavado x bloco cerâmico. 2011. Dissertação (Mestrado em
Engenharia Civil), Universidade Federal de Minas Gerais. Disponível em <
http://www.bibliotecadigital.ufmg.br/dspace/bitstream/handle/1843/ISMS-
8XDQA8/fabiana_ferraz.pdf?sequence=1>
ISHIKAWA, P. H. Utilização do resíduo de britagem de rocha e de pó de
alumínio reciclado na produção de concreto celular. 2006. Artigo - Faculdade de
Tecnologia de São Paulo. Disponível em: <
http://bt.fatecsp.br/system/articles/253/original/01.pdf>
LABORATÓRIO DE MECÂNICA DOS SOLOS. Roteiro – Granulometria. 2011.
Universidade do Estado de Santa Catarina. Disponível em <
http://www.joinville.udesc.br/portal/departamentos/dec/labmes/arquivos/Roteiro%20-
%20ENSAIO%20DE%20GRANULOMETRIA.pdf>
LABORATÓRIO DE MECÂNICA DOS SOLOS. Roteiro – Limite de Liquidez e de
Plasticidade. 2011. Universidade do Estado de Santa Catarina. Disponível em
http://www.joinville.udesc.br/portal/departamentos/dec/labmes/arquivos/Roteiro%20-
%20ENSAIO%20LIMITE%20DE%20LIQUIDEZ%20E%20PLASTICIDADE.pdf>
MANSUR, A. A. P.; MANSUR, H. S. Caracterização de matérias-primas utilizadas
na produção de concreto celular. 2006.Congresso Brasileiro de Engenharia e
Ciência dos Materiais, 17., 2006, Foz do Iguaçu. Anais. Foz do Iguaçu, 2006.
MOTA, J. A. R. Influência da junta vertical na resistência à compressão de
prismas em alvenaria estrutural de blocos de concreto e blocos de concreto
celular autoclavado. 2001. Dissertação (Mestrado em Engenharia Civil),
Universidade Federal de Minas Gerais. Disponível em
<www.bibliotecadigital.ufmg.br/dspace/bitstream/handle/1843/PASA-
8ALJGZ/94.pdf?sequence=1>
NEVILLE, A. M. Propriedades do Concreto. 2ª edição. São Paulo: Pini, 1997.
PETRUCCI, E. G. R. Concreto de Cimento Portland. 6ª edição. Porto Alegre:
Globo, 1978.

55
PINI – WEB. Bloco de concreto celular autoclavado sem função estrutural.
Disponível em:
<www.piniweb.com/datapini/bancomaterias/images/67_alternativas.pdf>
PINTO, T. P. Metodologia para a gestão diferenciada de resíduos sólidos da
construção urbana. 1999. São Paulo. Dissertação (Doutorado em Engenharia Civil)
Disponível em: < http://www.casoi.com.br/hjr/pdfs/GestResiduosSolidos.pdf>
PIOVEZAN, G. T. A. Avaliação dos resíduos da construção civil (RCC) gerados
no município de Santa Maria. 2007. Santa Maria – RS. Dissertação (Mestrado em
Engenharia Civil). Disponível em: < http://w3.ufsm.br/ppgec/wp-
content/uploads/diss_gilson_tadeu.pdf>
PREFEITURA DE SANTA MARIA. Déficit habitacional: Prefeitura divulga
diagnostico do município em audiência publica. 2011. Disponível em:
<http://www.santamaria.rs.gov.br/habitacao/noticias/1601-deficit-habitacional-
prefeitura-divulga-diagnostico-do-municipio-em-audiencia-publica>
REVISTA TÉCHNE. Entulho vira matéria prima. 2006. Edição 112. Disponível em
< http://techne.pini.com.br/engenharia-civil/112/artigo287081-3.aspx>
RIPPER, E. Manual Prático de Materiais de Construção. São Paulo: PINI, 1995.
SINDUSCON – SP. Gestão ambiental de resíduos de construção civil – A
experiência do SindusCon – SP. 2005. São Paulo
TESUKA, Y. Concretos especiais. 1989. Simpósio de Desempenho de Materiais e
Componentes de Construção Civil, Florianópolis. Anais. Florianópolis: UFSC, 1989.
p. 182-193
ZORDAN, S. E. A utilização do entulho como agregado na confecção do
concreto. 1997. Dissertação (Mestrado em Engenharia Civil, na área de
Saneamento).

56
ANEXOS