Embed Size (px)
Citation preview
PROGRAMA FRANCISCO EDUARDO MOURÃO SABOYA DE
PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
ESCOLA DE ENGENHARIA
UNIVERSIDADE FEDERAL FLUMINENSE
Dissertação de Mestrado
ANÁLISE DO COMPORTAMENTO
MECÂNICO DO POLIFLUORETO DE
VINILIDENO (PVDF) EM ELEVADAS
TEMPERATURAS
HOTTON FELICIANO SOARES
SETEMBRO DE 2015

HOTTON FELICIANO SOARES
ANÁLISE DO COMPORTAMENTO MECÂNICO DO POLIFLUORETO DE VINILIDENO (PVDF) EM ELEVADAS
TEMPERATURAS
Dissertação de Mestrado apresentada ao
Programa Francisco Eduardo Mourão Saboya
de Pós-Graduação em Engenharia Mecânica
da UFF como parte dos requisitos para a
obtenção do t ítulo de Mestre em Ciências em
Engenharia Mecânica
Orientadores: João Marciano Laredo dos Reis (PGMEC/UFF)
Heraldo Silva da Costa Mattos (PGMEC/UFF)
UNIVERSIDADE FEDERAL FLUMINENSE NITERÓI, 2 DE SETEMBRO DE 2015

ANÁLISE DO COMPORTAMENTO MECÂNICO DO
POLIFLUORETO DE VINILIDENO (PVDF) EM ELEVADAS TEMPERATURAS
Esta Dissertação é parte dos pré-requisitos para a obtenção do título de
MESTRE EM ENGENHARIA MECÂNICA
Área de concentração: Mecânica dos Sólidos
Aprovada em sua forma final pela Banca Examinadora formada pelos professores:
Prof. João Marciano Laredo dos Reis (Ph.D.)
Universidade Federal Fluminense
(Orientador)
Prof. Heraldo Silva da Costa Mattos (D.Sc.)
Universidade Federal Fluminense
(Orientador)
Prof. Luiz Carlos da Silva Nunes (D.Sc.)
Universidade Federal Fluminense
Prof. Sivio Romero de Barros (D.Sc.)
Centro Federal de Educação Tecnológica Celso Suckow da Fonseca -
CEFET/RJ

Aos Meus Pais

Agradecimentos
Venho agradecer primeiramente a Deus, pois sem a interseção dele em minha vida
hoje não estaria aqui desenvolvendo este trabalho. Aos meus pais, Paulo Feliciano e
Rosângela, pelo apoio que me deram sobre toda minha vida acadêmica.
Aos meus orientadores, João Reis e Heraldo Mattos, pela paciência e compreensão
que tiveram comigo para realização deste projeto. Aos professores e funcionários da pós-
graduação, além dos meus superintendentes: Jorge Antonio de Carvalho e Sidnei, que me
liberaram horas antes do término de expediente da empresa para realizar as atividades para
desenvolvimento deste trabalho.
A minha noiva, agradeço pelo apoio e compreensão das horas que tive que destinar
a este trabalho.
Aos meus irmãos: Hittalo, Hebert e Elton que me apoiaram em diversos momentos
desta minha caminhada.

RESUMO
Risers são linhas flexíveis que são utilizadas para o transporte de diversos fluidos na
indústria petrolífera, em especial para extração do óleo em alto mar (offshore). Os raisers
possuem uma estrutura compostas por diversas camadas de materiais metálicos e
poliméricos. Com a combinação da temperatura elevada na operação dos fluidos
transportados e da baixa temperatura da água do mar em profundidades relevantes, surgem
assim os gradientes de temperatura sobre os risers. Tal carregamento térmico pode
modificar as propriedades das camadas poliméricas e, consequentemente, podendo alterar
as propriedades mecânicas e o comportamento estrutural dos risers.
Foi estudado o comportamento térmico mecânico de polifluoreto de vinilideno
(PVDF). As experiências foram realizadas sob uma variedade de temperaturas (50 °C até
130 °C). A temperatura influencia fortemente na resposta mecânica do PVDF. Em
particular, o limite de elasticidade aumenta com a diminuição da taxa de deformação para
as temperaturas mais baixas e a resistência à tração máxima é aumentada a temperaturas
mais elevadas. Além disso, é proposto um modelo unidimensional capaz de fornecer uma
descrição fisicamente realista e sensitiva da curva tensão x deformação, realizado nos testes
de tração com a temperatura podendo ser utilizados em problemas de engenharia. Apenas
quatro testes foram realizados em diferentes temperaturas com a velocidade constante, de
certo modo foram requeridos e necessários na identificação de parâmetros para o modelo.
Palavras chave: polifluoreto de vinilideno, tração, experimental, modelo matemático,
temperatura.

ABSTRACT
Risers are flexible lines which are used for transporting various fluids in petroleum
industry, in particular for oil extraction at sea (offshore). The raisers have structure made up
of several layers of polymeric and metallic materials. With the combination of high
temperature operation of the transported fluid and the low temperature of deep sea water,
thus arising temperature gradients over the risers. This thermal load may modify the
properties of the polymeric layers and, consequently, may change the mechanical properties
and the structural behavior of the risers.
The thermomechanical behavior of Polyvinylidene fluoride (PVDF) was studied.
The experiments were performed under a range of temperatures (50 °C up to 130 °C). The
temperature greatly influences the mechanical response of PVDF. In particular, the yield
stress is increased with decrease in strain rate for the lower temperatures and the ultimate
tensile strength is increased at higher temperatures. Furthermore, a one-dimensional model
able to providing a physically realistic description of curve stress vs strain sensitivity
observed in tensile tests with temperature that can be used in engineering problems is
proposed. Just four tests were performed at different temperatures with constant speed of
testing are required to identify the parameters that appear in the model.
Key-words: polyvinylidene fluoride (PVDF), tensile, experimental, mathematical model,
temperature.

SUMÁRIO
LISTA DE FIGURAS .............................................................................................................. I
LISTA DE TABELAS ........................................................................................................... III
LISTA DE SÍMBOLOS E ABREVIATURAS ........................................................................... IV
CAPÍTULO 1 .................................................................................................... 1
INTRODUÇÃO ...................................................................................................................... 1
1.1 Considerações Gerais ........................................................................................... 1
1.2 Motivação e Objetivo............................................................................................ 3
CAPÍTULO 2 .................................................................................................... 5
REVISÃO BIBLIOGRÁFICA .................................................................................................. 5
2.1 Risers ..................................................................................................................... 5
2.2 Dutos Não Colados (Unbonded Pipes) .............................................................. 11
2.3 Componentes das Camadas ............................................................................... 12
2.3.1 Carcaça ............................................................................................................ 14
2.3.2 Barreira de Pressão ........................................................................................ 15
2.3.3 Armadura de Pressão ..................................................................................... 16
2.3.4 Armadura de Tração ...................................................................................... 17
2.3.5 Capa Externa .................................................................................................. 18
2.3.6 Outras Camadas ............................................................................................. 18
2.4 Polímeros ............................................................................................................. 20
2.4.1 Fluoreto de Polivinilideno - PVDF ................................................................ 26
2.4.2 Estruturas Cristalinas .................................................................................... 27
2.4.3 Propriedades Mecânicas ................................................................................ 33
CAPÍTULO 3 .................................................................................................. 37
MATERIAIS E ENSAIO DE TRAÇÃO .................................................................................. 37
3.1 Materiais .............................................................................................................. 37
3.2 Ensaio de Tração ................................................................................................ 41

CAPÍTULO 4 .................................................................................................. 43
RESULTADOS E DISCUSSÕES ............................................................................................ 43
4.1 Métodos ............................................................................................................... 44
4.2 Modelagem .......................................................................................................... 46
CAPÍTULO 5 .................................................................................................. 50
CONCLUSÕES .................................................................................................................... 50
CAPÍTULO 6 .................................................................................................. 52
REFERÊNCIAS ................................................................................................................... 52
APÊNDICE I: ARTIGO ACEITO NO COBEM 2015 .......................................................... 55

i
LISTA DE FIGURAS
FIGURA 2. 1 - ASPECTO CONSTRUTIVO DE UM RISER [1]. ........................................................ 6
FIGURA 2. 2 – MARCO DA INSTALAÇÃO DE FLEXÍVEIS [5]. ...................................................... 7
FIGURA 2. 3 – SISTEMA SUBMARINO [1]. ................................................................................. 7
FIGURA 2. 4 – ENSAIO DE BATIMETRIA EM ÁGUAS PROFUNDAS [6]. ....................................... 8
FIGURA 2. 5 – CONFIGURAÇÃO DE UTILIZAÇÃO DOS RISERS FLEXÍVEIS [1]............................. 8
FIGURA 2. 6 – CARRETEL [5] ................................................................................................. 12
FIGURA 2. 7 – RISER E SUAS COMPOSIÇÕES DE CAMADAS [1]................................................. 13
FIGURA 2. 8 – PERFIL DA CARCAÇA [1]. ................................................................................ 14
FIGURA 2. 9 – PERFIS PARA A ARMADURA DE PRESSÃO: (A) PERFIL Z, (B) PERFIL C, (C) PERFIL
T .................................................................................................................................... 16
FIGURA 2. 10 – ESPIRALAGEM DAS ARMADURAS DE TRAÇÃO [5].......................................... 17
FIGURA 2. 11 – GAIOLA DE PASSARINHO [1]. ........................................................................ 19
FIGURA 2. 12 – REPRESENTAÇÃO ESQUEMÁTICA DAS CADEIAS POLIMÉRICAS (A) LINEARES, (B)
RAMIFICADAS E (C) RETICULADAS [1]. ........................................................................... 22
FIGURA 2. 13 – CURVA TENSÃO-DEFORMAÇÃO SOB TRAÇÃO DA POLIAMIDA 6,6 COM 0,2% DE
UMIDADE [1]. ................................................................................................................. 24
FIGURA 2. 14 – CURVA TENSÃO-DEFORMAÇÃO PARA O ACETATO DE CELULOSE A VÁRIAS
TEMPERATURAS [1]. ....................................................................................................... 25
FIGURA 2. 15 – EFEITO DA TAXA DE DEFORMAÇÃO (VELOCIDADE EM MM/MIN) NAS CURVAS
DE TRAÇÃO DO EPÓXI [1]. .............................................................................................. 26
FIGURA 2. 16 – ESTRUTURA MOLECULAR DO PVDF. ............................................................. 27
FIGURA 2. 17 – INTERAÇÕES ENTRE OS ÁTOMOS DE FLÚOR E HIDROGÊNIO DE CARBONOS
ADJACENTES NA CADEIA POLIMÉRICA DO PVDF IMPLICAM EM MUDANÇAS NA ENERGIA
POTENCIAL QUANDO AS LIGAÇÕES ENTRE CARBONOS ROTACIONAM [2]. ....................... 29
FIGURA 2. 18 – REPRESENTAÇÃO ESPACIAL DAS CONFORMAÇÕES DAS DIFERENTES FASES DO
PVDF. [2]. .................................................................................................................... 32
FIGURA 2. 19 – POLÍMEROS COMO O PVDF APRESENTAM ESTRUTURAS SEMICRISTALINAS [2].
...................................................................................................................................... 33

ii
FIGURA 3. 1 – BARREIRA DE PRESSÃO COMO RECEBIDA [1]. ................................................. 38
FIGURA 3. 2 – CORPO DE PROVA RETIRADO DA BARREIRA DE PRESSÃO [21]. ....................... 38
FIGURA 3. 3 – ESQUEMÁTICO DE AQUISIÇÃO DO CORPO DE PROVA PARA TESTES DE TRAÇÃO
[1]. ................................................................................................................................ 39
FIGURA 3. 4 – FOTOGRAFIA DO CORPO DE PROVA PROCESSADO, APÓS ETAPAS DE USINAGEM.
...................................................................................................................................... 40
FIGURA 3. 5 – MÁQUINA UNIVERSAL DE ENSAIOS SHIMADZU AGX-100 COM FORNO
ACOPLADO ..................................................................................................................... 40
FIGURA 3. 6 – ENSAIO DE TRAÇÃO COM FORNO ACOPLADO A TEMPERATURA DE 80 ºC. ........ 41
FIGURA 3. 7 – CORPOS DE PROVA ENSAIADOS PARA TEMPERATURAS DE: 50°C, 80°C, 100°C E
130°C. ........................................................................................................................... 42
FIGURA 4. 1 – ENSAIO NO PVDF ........................................................................................... 44
FIGURA 4. 2 – CURVAS TENSÃO-DEFORMAÇÃO REAL. .......................................................... 45
FIGURA 4. 3 – GRÁFICO DE COMPARAÇÃO ENTRE AS CURVAS EXPERIMENTAIS E A DO MODELO
...................................................................................................................................... 48
iii
LISTA DE TABELAS
TABELA 1. 1 – LIMITES DE TEMPERATURAS [8]. ...................................................................... 3
TABELA 2. 1 – FASES DO PVDF COM CÉLULAS UNITÁRIAS E PARÂMETROS DE REDE [2]. ...... 32
TABELA 2. 2 – PROPRIEDADES DO PVDF. [2] ....................................................................... 35
TABELA 3. 1 – DIMENSÕES DOS CORPOS DE PROVA, SEGUNDO ASTM D638 - 08, TIPO I. ...... 39
TABELA 4. 1 – DADOS PARA REALIZAÇÃO DO ENSAIO ........................................................... 44
TABELA 4. 2 – CONSTANTES PARA DEFINIÇÃO DOS PARÂMETROS. ......................................... 47
TABELA 4. 3 – PARÂMETROS PARA CADA TEMPERATURA. ..................................................... 48

iv
LISTA DE SÍMBOLOS E ABREVIATURAS
β – Fase Polar Cristalina do PVDF
α – Fase Apolar Cristalina do PVDF
T – Conformação das cadeias série de ligações trans
G – Conformação das cadeias série de ligações gauche
φ – Ângulo de Rotação
PVDF – Polyvinylidene Fluoride
γ – Forma III, onde a estrutura cristalina é monoclínica
δ – Forma IV, onde a estrutura cristalina é ortorrômbica idêntica a α
MEV – Microscopia Eletrônica de Varredura
Tg – Temperatura de transição vítrea
m – Tensão do Modelo
)(a – Parâmetro do material em função da temperatura
)(b – Parâmetro do material em função da temperatura
)(c – Parâmetro do material em função da temperatura

1
CAPÍTULO 1
INTRODUÇÃO
1.1 Considerações Gerais
Apesar da forte influência das grandes potencias em busca de novas fontes de
energias renováveis, o petróleo ainda continua sendo a fonte de energia mais consumida no
mundo [1]. Além de ser alvo de investimentos bilionários, o petróleo ainda movimenta
economia de vários países.
Exploração do recurso em escala comercial no Brasil foi feita em terra, onshore,
por volta da década de 40, no recôncavo baiano. Em 1968, deu-se inicio a exploração no

2
primeiro poço descoberto de Garoupa/SE e o primeiro perfurado na bacia de Campos/RJ
[2].
Em 2006, indiscutivelmente, foi um ano histórico para a produção de petróleo no
Brasil. As operações da plataforma P-50, neste mesmo ano, no campo de Albacora Leste,
na Bacia de Campos, alcançava a autossuficiência na produção de petróleo. A soma da
media da produção do país com a das operações da P-50 alcançara 1,910 milhões de barris
2por dia ao final do ano de 2006. Ao passo que o consumo nacional, neste período, era 1,85
milhões de barris por dia. [3]
Em 2014, o Brasil atingiu a marca de 822,9 milhões de barris na produção nacional,
um aumento de 11,4% relacionado a 2013. A produção alcançava em media 2,3 milhões de
barris por dia, deixando o país na 13ª colocação do ranking mundial de produtores de
petróleo e a 5ª colocação no ranking dos países que mais consumiram com 3,2 milhões de
barris por dia.
Deve se destacar as novas plataformas que entraram em operação no ano de 2014:
P-62, P-58, FPSO Cidade Ilha Bela, FPSO Cidade de Mangaratiba. Com o pré-sal, a
produção de petróleo brasileiro passou de 110,5 milhões de barris em 2013 para 179,8
milhões de barris em 2014. Os poços em operação para a produção de petróleo e gás natural
em 2014 foram de 9.104 poços sendo: 8.263 em terra e 841 em mar. Tendo quadro de
operação de poços do mar responsáveis por 92,5% do total de produção de petróleo, neste
período [4].
Além da necessidade de produção e exploração de novos blocos nas camadas pré-
sal que atingem 7000 metros de profundidade, trouxe consigo também desafios técnicos
ainda maiores, como a exigência de equipamentos que suportem a elevadas pressões e
dutos resistentes diferentes gradientes de temperaturas [2].

3
1.2 Motivação e Objetivo
Junto da necessidade de explotação do petróleo em camadas mais profundas nasce
concomitantemente a necessidade de superar os desafios, dentre estes: as altas pressões e as
altas temperaturas. Os campos de gás são grandes responsáveis por dificultar a garantia da
integridade estrutural utilizados nos risers. A Tabela 1.1 apresenta algumas faixas de
temperaturas e classificação.
Tabela 1. 1 – Limites de Temperaturas [8].
Temperatura (°C) Descrição
40 - 80 Temperaturas Típicas de Produção
80 - 100 Temperaturas Elevadas
Acima de 100 Temperaturas Muito Elevadas
No trabalho serão apresentados aspectos relativos às temperaturas de operação a
temperaturas muito altas.
Outro problema também relacionado às grandes profundidades e à temperatura é a
perda de calor ao longo do escoamento do fluido na linha, pois, no caso de produção em
águas profundas, o fluido produzido sai do poço a uma temperatura elevada, bastante
superior a da água do mar, sendo conduzido desde o poço até o sistema flutuante de
produção por meio de dutos submersos. Surge, então, um importante gradiente de
temperatura na direção radial da linha e o fluido passa a perder calor para o meio externo, o
que, consequentemente, causa a diminuição de sua temperatura. Essa redução de

4
temperatura pode gerar problemas no escoamento deste fluido. Caso ocorra parada de
produção, a temperatura do fluido em repouso no tubo tenderá a igualar-se à temperatura do
meio externo com o decorrer do tempo, atingindo temperaturas ainda mais baixas do que
aquelas atingidas ao longo do escoamento e dificultando ainda mais a garantia do
escoamento. [3]
Este gradiente térmico aplicado sobre as camadas poliméricas gera possíveis
alterações nas propriedades mecânicas sobre toda o riser, alterando de tal modo o
comportamento estrutural. O principal objetivo desta dissertação é estudar o
comportamento de uma camada polimérica (PVDF) sobre a influência de diversas
temperaturas.
Como outro grande desafio desta dissertação também, devido a grande dificuldade
de ter o material polimérico (PVDF) para confecção dos corpos de prova, é desenvolver um
modelo analítico que consiga interpretar corretamente o comportamento do PVDF sobre
diversas temperaturas. Sendo assim, possível ter uma formulação que responda a curva
tensão deformação.

5
CAPÍTULO 2
REVISÃO BIBLIOGRÁFICA
2.1 Risers
Os risers são linhas tubulares flexíveis responsáveis pela interligação entre a cabeça
dos poços de petróleo até as unidades marítimas. São responsáveis pela extração e
transporte vertical do óleo da jazida.
Os tubos flexíveis são encontrados no mercado petrolífero em duas configurações:
Colado (bonded) e Não Colado (unbonded). Os tubos colados são identificados por
possuírem uma camada vulcanizada na sua configuração, assim não sendo possível a
movimentação de uma camada em relação à outra. Onde nos tubos não colados não há a

6
existência da camada vulcanizada, possibilitando de certa forma a movimentação entre as
camadas.
Alem de ser uma linha de processo que conecta o poço de exploração submarina a
plataforma ou FPSO's, os risers possuem outra função: conduzir os fluidos de injeção e
circulação. Os risers podem ser classificados com relação a sua estrutura, podendo ser
metálicos ou rígidos e flexíveis. Os risers flexíveis não colados são caracterizados porte
apresentarem baixa rigidez em flexão associada à elevada resistência mecânica no sentido
axial [2]. A Figura 2.1 apresenta um tipo de riser flexível no qual será o foco de estudo
deste trabalho.
Figura 2. 1 - Aspecto Construtivo de um Riser [1].
Com grandes profundidades e a descoberta do pré-sal, nasce à necessidade de suprir
as grandes distancias horizontais de ligação entre o poço e a plataforma, Figura 2.2. E

7
muitas das vezes os caminhos a serem percorridos são sinuosos, a Figura 2.4 mostra como
o ensaio de batimetria utilizado para estudar leito e os vão livres existentes, onde os tubos
flexíveis por sua maleabilidade conseguem solucionar melhor este problema. A Figura 2.3
apresenta um esquemático do sistema submarino.
Figura 2. 2 – Marco da Instalação de Flexíveis [5].
Figura 2. 3 – Sistema Submarino [1].

8
Figura 2. 4 – Ensaio de Batimetria em Águas Profundas [6].
A disposição dos risers flexíveis pode variar de acordo com a operação. A Figura
2.5 ilustra as possíveis configurações de instalação dos risers.
Figura 2. 5 – Configuração de Utilização dos Risers Flexíveis [1]

9
A: Configuração geral
B: Catenária livre
Por ser mais viável financeiramente, a configuração B é a mais comum nos mares
do Brasil. Tal configuração sofre grandes respostas de carregamento no primeiro ponto de
contato com o solo (Touch Down Point) e no ponto de ligação com o navio, que por estar
sempre em movimento devido às ondas, geram cargas tanto de tração, quanto de
compressão, resultando na flambagem do tubo. [1]
C: Steep S
Nesta uma boia fixa ou flutuante é usada em algum ponto da tubulação com o
intuito de absorver a variação da tensão no ponto de ligação da plataforma e no ponto de
contato com o solo (Touch Down Point). Essa configuração é utilizada em operações mais
complexas e por isto é considerada de maior custo financeiro.
D: Steep Wave
Na Steep Wave os elementos de flutuação feitos de espuma sintética são colocados
em certo comprimento do tubo, possibilitando o livre movimento da embarcação, e assim,
uma leve diminuição das tensões em pontos considerados críticos. Esta configuração é
muito utilizada nos casos em que a densidade do fluido interno varia ao longo da sua vida.
A problemática desse modelo é a perda do volume das boias quando submetidas a altas
pressões, o que resulta em tensões de tração elevadas no ponto de ligação com o navio por
exemplo.
E: Lazy S
Essa configuração é a mesma da Steep S, porém ela possibilita uma curvatura
menor no tubo.

10
F: Lazy Wave
A Lazy Wave tem o mesmo princípio que a Steep Wave, porém com uma curvatura
menor do tubo.
As cargas dinâmicas que esses risers são submetidos são devidas as condições
ambientais do local de operação e essas cargas são derivadas de correntes marítimas, altura
da lâmina d’água e ondas que provocam tensões trativas, torcionais e flexões, além de estar
exposto a condições de alta temperatura e pressão. Portanto, esses tubos são desenvolvidos
com alta rigidez axial e baixa rigidez flexional, possibilitando a movimentação com
facilidade devido às condições de maré e permitindo também fazer curvas para facilitar a
conexão com o poço. [1]
Os dutos flexíveis se diferem dos tubos rígidos porque conseguem se acomodar
facilmente no leito marinho, não necessitando de uma pré-preparação antes do lançamento,
como suportes ou até a limpeza do solo. Eles também possuem a vantagem de serem
retirados do solo para manutenção e reinstalados várias vezes, sem afetar o ambiente
marinho.
As primeiras linhas flexíveis fabricadas eram de estrutura aderente, sendo
projetadas principalmente para a pressão interna de explosão. Segundo os dados de falha
recolhidos por Dawans e Jarrin, as linhas de camadas aderentes mostraram-se inadequadas
para evitar falha no caso de despressurizarão rápida devido à sua alta absorção de óleo e gás
sob pressão e temperatura. Sendo assim, de acordo com os autores, a estrutura não aderente
é mais apropriada para condições de serviço mais severas. [3]

11
2.2 Dutos Não Colados (Unbonded Pipes)
Em 1960, o IFP (Institut Françals du Pétrole) iniciou o desenvolvimento de pesquisa
do que chamamos de tubos flexíveis não colados. O nome “un-bonded” remete ao processo
de fabricação camada por camada. [1]
O Tubo rígido convencional é composto por um material sólido enquanto que um
tubo flexível é composto por diversas camadas de diferentes materiais onde cada camada
possui uma função, e quando trabalham em conjunto têm o objetivo de conter e conduzir os
fluidos, além de suportar diferentes tipos de carregamentos proporcionados no leito
marinho. A flexibilidade desses dutos não é só uma característica operacional, mas
também de logística. A flexibilidade torna possível enrolar os tubos em um carretel para
agilizar e facilitar o transporte do mesmo. A Figura 2.6 mostra um tubo flexível enrolado
em um carretel, que geralmente mede 3,7 metros de diâmetro e 2,6 metros de largura.
Nessas condições é possível enrolar um tubo de 2 polegadas ou até de 6 polegadas de
diâmetro interno. Assim é possível ter uma noção do raio de curvatura que esses flexíveis
conseguem suportar. Um tubo de 8 polegadas de diâmetro interno, por exemplo, pode
seguramente flexionar com um raio de curvatura de 2 metros ou menos. Portanto, um tubo
flexível é uma tecnologia muito mais complexa do que um tubo metálico rígido. [1]
Na indústria de flexíveis atualmente, encontram-se tubos de diversos diâmetros
internos que variam de 1 até 18 polegadas suportando faixas de pressão de 3,45 MPa até
103,42 MPa, podendo operar em temperaturas de aproximadamente 0 ou até 130ºC.

12
Figura 2. 6 – Carretel [5]
2.3 Componentes das Camadas
As camadas principais dos tubos flexíveis não colados funcionam como barreiras
termoplásticas que evitam o vazamento do fluido, já as camadas de aço tem a função de
garantir a integridade estrutural e suportar os carregamentos. Os dutos flexíveis simples, em
geral, têm aproximadamente 4 camadas, já os dutos mais complexos podem conter até 19
camadas.
As armaduras de aço suportam as mais variadas tensões, elas não ficam em contato
direto com o fluido transportado, portanto não precisando ter o mesmo grau de resistência à
corrosão que o aço utilizado nos dutos rígidos. Os dutos rígidos algumas vezes não
possuem um tipo de revestimento para proteção e necessitam de ligas altamente
anticorrosivas. Onde que nos dutos flexíveis isto não necessariamente prioridade, pois além

13
de possuírem outras camadas realizam tal função, as camadas também garantem a
estanqueidade do fluido. Como é o caso das barreiras de pressão que são camadas feitas de
um material termoplástico.
Além das barreiras de fluido e das armaduras de aço, camadas adicionais podem ser
incluídas para evitar o desgaste entre esses materiais ou para melhorar a isolação térmica do
sistema. Cabos elétricos ou fibras ópticas também são adicionados quando se deseja
integrar serviços de umbilicais nos próprios dutos flexíveis. A Figura 2.7 detalha as
camadas dos tubos não colados.
Figura 2. 7 – Riser e suas composições de camadas [1].

14
2.3.1 Carcaça
A primeira camada do tubo é nomeada de carcaça e a sua função é resistir ao
colapso hidrostático e as compressões mecânicas radiais, além de suportar a barreira de
pressão (camada posterior). Seu perfil em “S” possibilita um intertravamento de peça por
peça, o que facilita a flexão [1]. A Figura 2.8 representa a primeira camada.
Figura 2. 8 – Perfil da Carcaça [1].
É, geralmente, a camada mais interna de um tubo flexível. E por ser estar em
contato direto com fluido, a escolha do tipo de aço, consideram alguns fatores como a
resistência a corrosão de hidrocarbonetos e de água, logo aços inoxidáveis como o duplex,
por exemplo, são os mais encontrados na indústria.
Os fatores que aceleram o processo de corrosão são derivados das características
dos óleos, como o teor de CO2, o teor de ácido sulfídrico, a presença de água, o teor de
cloretos dessa água, o pH da água ou sua composição iônica e até a pressão e temperatura
máxima de projeto. Outra característica importante da carcaça é que o aço usado deve ser
resistente à erosão, porque o fluido se desloca com velocidade considerável carregando
consigo, elementos químicos que degradam a vida do material. [1].

15
2.3.2 Barreira de Pressão
A barreira de pressão, conhecida também como Liner, será a camada de interesse
deste trabalho. O Liner é a segunda camada de um tubo flexível, feita de material
polimérico que tem como função de assegurar a estanqueidade do fluido além de transferir
esforços mais internos para outras camadas mais externas.
Por ser uma camada termoplástica, a barreira de pressão exerce uma função
importante no isolamento térmico do fluido. Garante que o gradiente de temperatura entre
os meios internos e externos do tubo não interfiram na viscosidade do fluido, assim
garantindo uma melhor condução do mesmo.
Os materiais poliméricos são selecionados por apresentarem em sua composição
química elementos capazes de ter boa resistência à corrosão, assim como também
excelentes propriedades mecânicas a fim de suportar as condições de operações impostas
pelos carregamentos à alta pressão e elevadas temperaturas.
Principais materiais poliméricos empregados nessa camada são [1]:
Polietileno de alta densidade – HDPE (água / gás e óleo dependendo da
temperatura de pressão).
Polietileno reticulado – XLPE ou PEX (água / gás e óleo dependendo da
temperatura de pressão).
Poliamida 11 – PA-11 ou nylon 11 (gás e óleo com limitações dependendo
de temperatura, pressão, presença de água e seu pH).
Poliamida 12 – PA-12 ou nylon 12 (gás e óleo com limitações dependendo
de temperatura, pressão, presença de água e seu pH).
Polifluoreto de vinilideno - PVDF (gás e óleo, altas pressões e temperaturas).

16
Este trabalho estará voltado para o Polifluoreto de Vinilideno que será mais
detalhado no tópico 2.4.1.
2.3.3 Armadura de Pressão
A armadura de pressão é a camada que fica sobreposta à barreira de pressão, e é
responsável por suportar as compressões mecânicas radiais, ao colapso hidrostático e a
pressões internas e externas, e normalmente o sua tensão ao limite de escoamento é alta.
Geralmente a armadura de pressão é feita de aço carbono com boa resistência a corrosão,
devido à presença de alguns elementos de liga em sua composição química. Entretanto a
quantidade de elementos de liga presente é considerada baixa, quando comparada com a
composição de carcaça. Os principais fatores que afetam a corrosão nessa armadura são a
pressão e a temperatura de operação, o teor de CO2, o teor de ácido sulfídrico, o teor de
água, a composição molar do fluido e a temperatura externa. Seu perfil mais comum é
chamado de z, mas existem outros que tipos de perfis que podem ser visualizado na Figura
2.9.
Figura 2. 9 – Perfis para a armadura de pressão: (a) perfil Z, (b) perfil C, (c) perfil T.
(grampo ligando os perfis) e (d) perfil T [3].
17
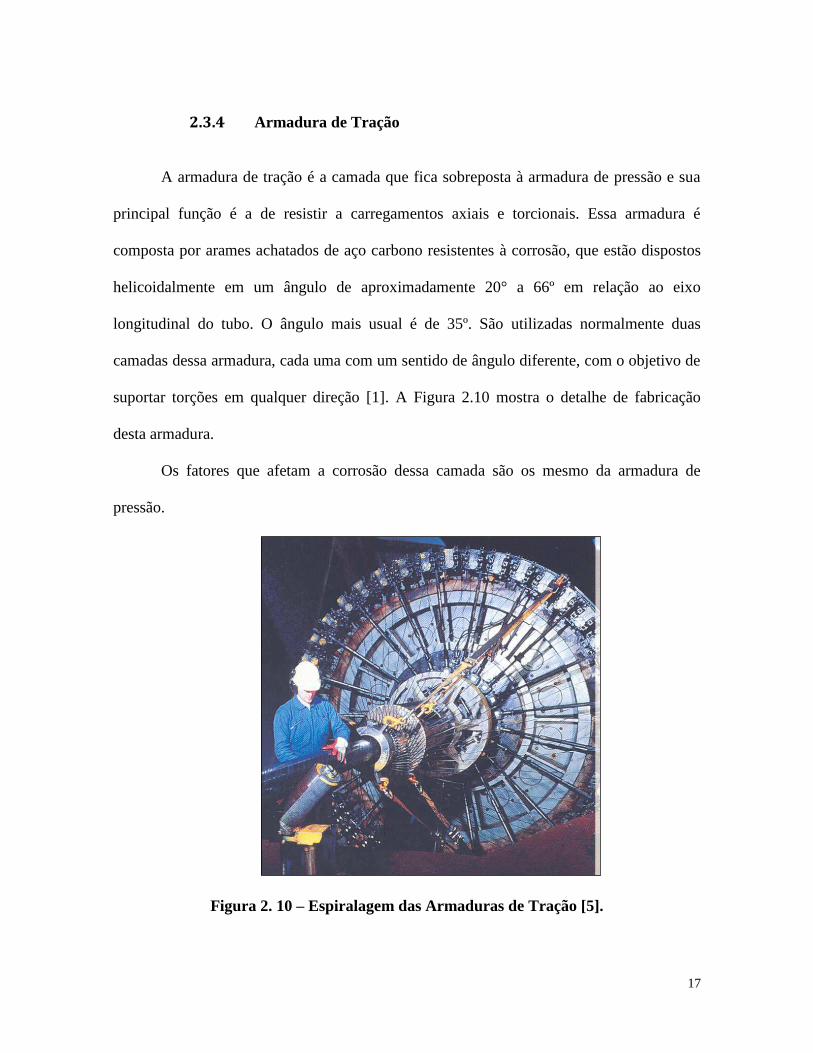
2.3.4 Armadura de Tração
A armadura de tração é a camada que fica sobreposta à armadura de pressão e sua
principal função é a de resistir a carregamentos axiais e torcionais. Essa armadura é
composta por arames achatados de aço carbono resistentes à corrosão, que estão dispostos
helicoidalmente em um ângulo de aproximadamente 20° a 66º em relação ao eixo
longitudinal do tubo. O ângulo mais usual é de 35º. São utilizadas normalmente duas
camadas dessa armadura, cada uma com um sentido de ângulo diferente, com o objetivo de
suportar torções em qualquer direção [1]. A Figura 2.10 mostra o detalhe de fabricação
desta armadura.
Os fatores que afetam a corrosão dessa camada são os mesmo da armadura de
pressão.
Figura 2. 10 – Espiralagem das Armaduras de Tração [5].

18
2.3.5 Capa Externa
Esta é a última camada do duto flexível. Feita de material polimérico, onde além de
exercer a função de assegurar a estanqueidade externa protege também a estrutura contra
abrasão. Ou seja, previne o do dano mecânico de entrada da água do mar no espaço anular,
protegendo as camadas internas. A capa externa também pode auxilia no isolamento do
sistema e além de ter a possibilidade de ser aplicada em uma ou mais camadas.
Fabricada em um processo de extrusão, ela é geralmente feita de poliamida 11
(PA11) ou 12 (PA12), possibilitando uma vida útil em operação de aproximadamente 3
anos. Sua coloração é amarelada, devido à utilização de corantes, estabilizadores e
antioxidantes [1].
2.3.6 Outras Camadas
Fitas anti-desgaste:
Geralmente utilizadas para aplicações dinâmicas, essas fitas são colocadas entre as
camadas metálicas adjacentes, evitando o desgaste dessas camadas.
Fitas acima das armaduras de tração:
Além de ajudar no processo de fabricação, resistem à compressão axial devido ao
efeito de fundo negativo (pressão externa maior que a interna), evitando a formação da
gaiola de passarinho. A Figura 2.11 mostra o detalhe desse problema.

19
Figura 2. 11 – Gaiola de Passarinho [1].
Camada anti-colapso:
Em dutos flexíveis smooth bore, essa camada transmite a pressão externa para a
armadura de pressão.
Isolamento térmico:
Limita a perda de calor através das paredes do duto para o meio externo (água fria
do mar), evita a precipitação de parafinas, hidratos, garante uma temperatura de chegada à
planta de processo e favorece o escoamento.
Nos dias atuais, os flexíveis resistem a todas as pressões de fluidos encontradas nas
aplicações submarinas, e o seu processo de fabricação consegue ajustar a espessura, e a

20
quantidade das camadas de armadura de acordo com a especificação de cada cliente e modo
de operação.
Com a complexidade estrutural dos tubos flexíveis, infelizmente existem
vulnerabilidades que têm resultado em uma elevada taxa de falha durante a operação, em
comparação aos tubos de aço rígidos. Existem várias causas para esses problemas, mas o
principal fator é a utilização inadequada desses tubos, devido a falhas de projetos durante
vários anos de operação. As estruturas dos tubos e seus materiais variam significativamente
com as aplicações e a sua tecnologia básica é relativamente nova, em comparação com os
tubos de aço, e ao longo dos anos está evoluindo para suportar aplicações mais
desafiadoras. Nos primeiros anos de funcionamento do tubo flexível, nos mares da
Noruega, vários incidentes foram encontrados com o envelhecimento do polímero (camada
de pressão que garante a estanqueidade do tubo) por causa da severidade do ambiente. [1].
2.4 Polímeros
Os principais conhecimentos sobre os polímeros serão abordados nesse tópico, pois
é necessário um bom entendimento desses materiais, devido à sua utilização na camada
barreira de pressão. Conforme dito anteriormente a camada barreira de pressão será o foco
deste estudo.
A palavra Polímero tem origem do grego onde, poli = muitos e meros = repetição,
são macromoléculas formadas por dezenas de milhares de unidades de repetições de
estruturas pequenas. As macromoléculas são formadas pela união de átomos com alta
massa molecular através de ligações covalentes, e as macromoléculas por sua vez, se

21
associam por ligações secundárias muito mais fracas. A estrutura molecular é o fator
principal que diferencia as propriedades tecnológicas dos polímeros.
A origem dos polímeros se deu na indústria petroquímica, que teve um grande
impulso em 1973 no desenvolvimento desse material para a utilização nas áreas da
aeronáutica, automobilística, eletrônica e eletrotécnica.
Tal desenvolvimento resultou em uma produção em larga escala dos polímeros
técnicos, conhecidos como plásticos e que podem ser classificados como: policarbonatos,
poliamidas, poliésteres, poliétersulfonas, poliamidas, entre outros. Além também dos
polímeros de uso mais comum, como: polietileno, polipropileno, PVC e ABS. [1].
Os polímeros podem apresentar cadeias lineares, onde as unidades monoméricas se
repetem em apenas uma direção ou conter ramificações. Podem também apresentar cadeias
tridimensionais com ligações cruzadas, ou seja, polímeros reticulados. As propriedades do
polímero têm relação direta com o tipo de cadeias. Macromoléculas de cadeias reticuladas
não deslizam umas sobre as outras, o que confere uma elevada resistência mecânica e torna
o polímero infusível e insolúvel, denominado polímero termorrígido. Os polímeros de
cadeias lineares ou ramificadas podem ser fundidos e endurecidos inúmeras vezes, uma vez
que suas moléculas não estão interligadas por ligações químicas primárias e são
denominados como termoplásticos. Uma representação dos três tipos de cadeias
poliméricas é apresentada na Figura 2.12.

22
Figura 2. 12 – Representação esquemática das cadeias poliméricas (a) lineares, (b)
ramificadas e (c) reticuladas [1].
O número de unidades monoméricas presentes na molécula define o comprimento
de uma cadeia polimérica. A massa molar de um polímero é definida pelo produto da massa
molar do mero pelo grau de polimerização do polímero. A maioria dos polímeros
industriais tem massa molar entre 10.000 e 1.000.000 g/mol. [1].
Os processos de síntese de polímeros chamados de polimerizações podem ser por
policondensações ou poliadições. As policondensações ocorrem entre monômeros
polifuncionais que se encadeiam através da reatividade entre os grupos funcionais com a
eliminação, geralmente, de moléculas pequenas. As poliamidas e os poliésteres são um
exemplo de sintetização desse tipo de polimerização. [1].
Por outro lado, as poliadições ocorrem entre monômeros insaturados e são
normalmente reações em cadeia, onde as moléculas de monômero precisam de um agente
que inicie o processo para que se forme um centro ativo, que pode ser um radical livre ou

23
um íon. A partir deste centro ativo, outras moléculas de monômero são adicionadas, rápida
e sucessivamente, surgindo uma cadeia em crescimento. Em condições provocadas pela
adição de um agente de terminação, o crescimento da cadeia é interrompido pela
eliminação dos centros ativos. Dentre os polímeros que são formados por esse tipo de
polimerização, estão o polietileno, o polipropileno e os polímeros vinílicos. [1].
Durante o processo de polimerização, são formadas cadeias longas, porém com
tamanhos diferentes, apresentando uma distribuição de peso para cada processo. Como dito
anteriormente, o peso molecular dos polímeros é a principal propriedade que diferencia um
polímero do outro, além da flexibilidade molecular, ligações de hidrogênio, cristalinidade e
ligações cruzadas.
As propriedades mecânicas dos polímeros são caracterizadas pelo modo com que
esses materiais respondem às solicitações aplicadas, como tensões ou deformações. Essas
respostas dependem da estrutura química, temperatura, tempo e das condições de
processamento do polímero. Sua estrutura molecular proporciona um comportamento
viscoso, como os líquidos, em paralelo com um comportamento elástico, como os sólidos
que seguem a lei Hooke. Essa dupla característica é nomeada de viscoelasticidade e ocorre
para plásticos e fibras. A velocidade de solicitação também é um parâmetro importante na
análise dos polímeros, pois ensaios mecânicos podem ser realizados de forma rápida ou
lenta, influenciando a resposta do material.
Existem vários tipos de ensaios para caracterizar as propriedades mecânicas dos
polímeros, dentre eles estão os ensaios estáticos, dinâmicos, destrutivos, não destrutivos, de
curta duração e de longa duração. Grande parte dos ensaios mecânicos podem ser
registrados através de curvas de tensão x deformação. Os ensaios de tração são os mais
populares e deles é possível quantificar a resistência mecânica dos polímeros por meio de

24
parâmetros como o módulo de Young, tensão e deformação no escoamento, tensão
máxima, tensão e deformação na ruptura, e a tenacidade. A Figura 2.13 ilustra alguns
desses parâmetros numa curva tensão-deformação.
Figura 2. 13 – Curva tensão-deformação sob tração da Poliamida 6,6 com 0,2% de
umidade [1].
O comportamento viscoelástico do polímero faz com que parâmetros como o tempo,
temperatura e ambiente, afetem diretamente as propriedades desse material. A Figura 2.14
mostra a influência da temperatura num ensaio de tração em acetato de celulose.
25
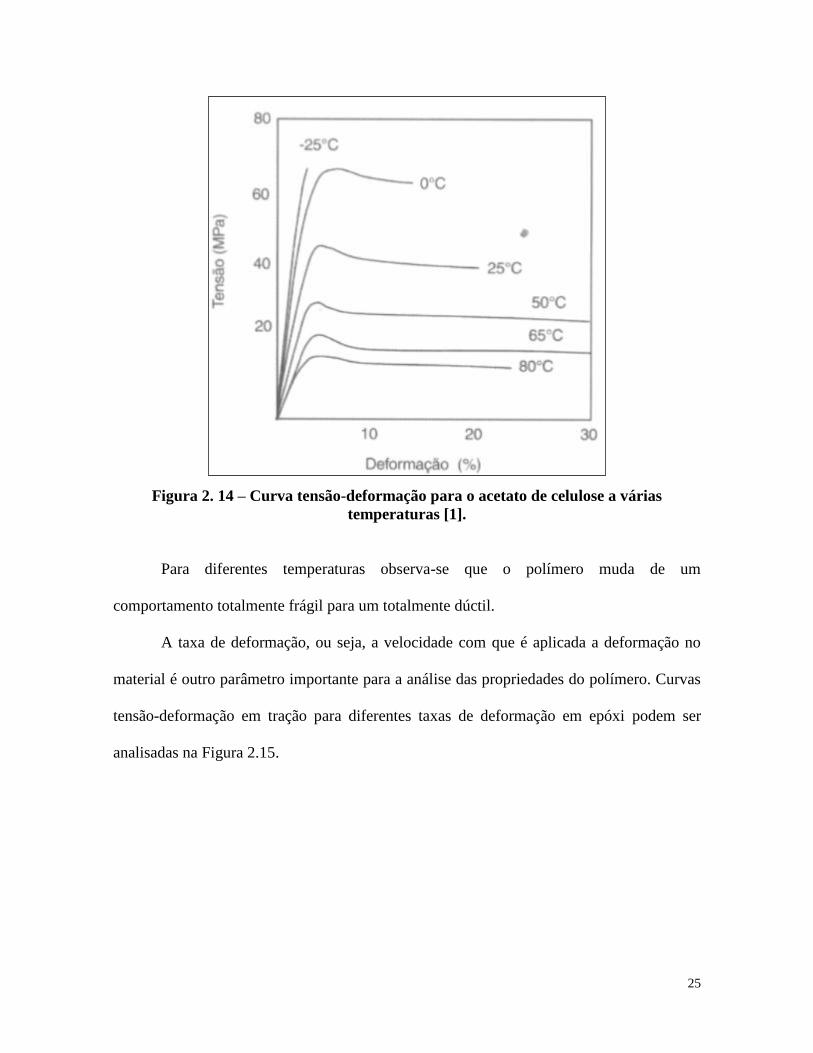
Figura 2. 14 – Curva tensão-deformação para o acetato de celulose a várias
temperaturas [1].
Para diferentes temperaturas observa-se que o polímero muda de um
comportamento totalmente frágil para um totalmente dúctil.
A taxa de deformação, ou seja, a velocidade com que é aplicada a deformação no
material é outro parâmetro importante para a análise das propriedades do polímero. Curvas
tensão-deformação em tração para diferentes taxas de deformação em epóxi podem ser
analisadas na Figura 2.15.

26
Figura 2. 15 – Efeito da taxa de deformação (velocidade em mm/min) nas curvas de
tração do epóxi [1].
2.4.1 Fluoreto de Polivinilideno - PVDF
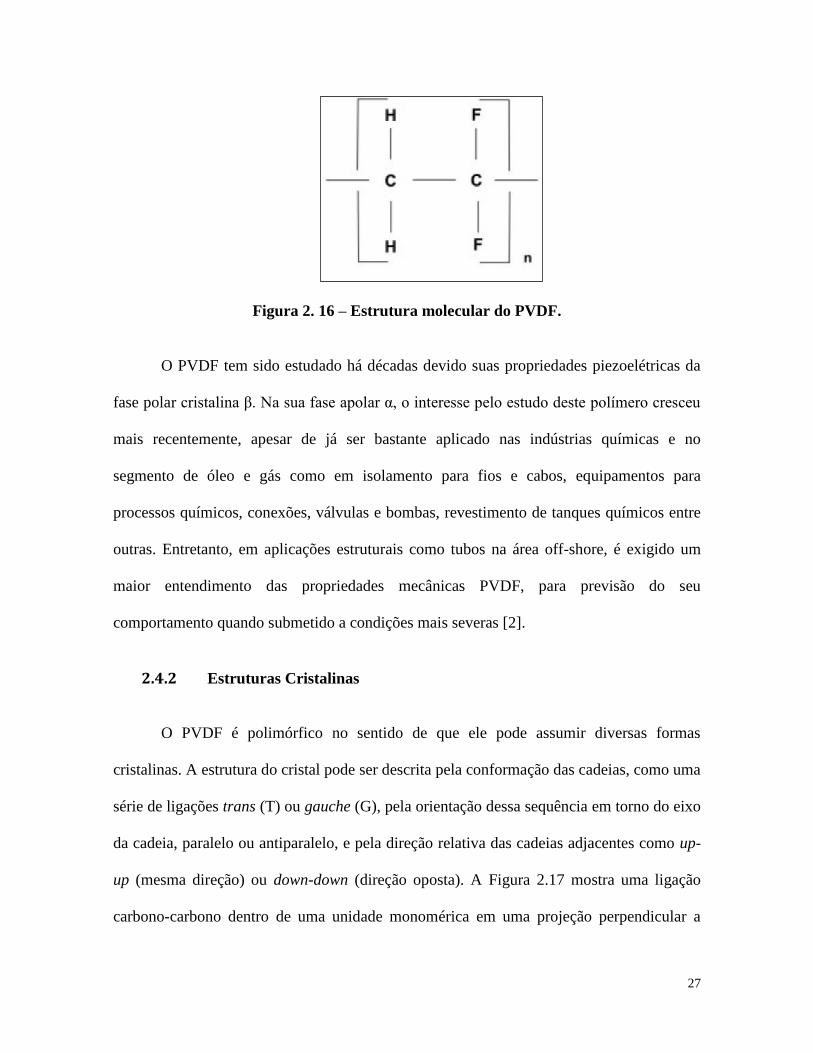
O Fluoreto de polivinilideno – PVDF – é um polímero semicristalino termoplástico
da classe dos fluorados cuja estrutura do monômero pode ser visualizada na Figura 2.16. O
PVDF possui grande estabilidade química, é resistente a solventes orgânicos e possui
elevada resistência mecânica quando comparado a outros polímeros. Além disso, possui
ótimas propriedades térmicas. [2]
27
Figura 2. 16 – Estrutura molecular do PVDF.
O PVDF tem sido estudado há décadas devido suas propriedades piezoelétricas da
fase polar cristalina β. Na sua fase apolar α, o interesse pelo estudo deste polímero cresceu
mais recentemente, apesar de já ser bastante aplicado nas indústrias químicas e no
segmento de óleo e gás como em isolamento para fios e cabos, equipamentos para
processos químicos, conexões, válvulas e bombas, revestimento de tanques químicos entre
outras. Entretanto, em aplicações estruturais como tubos na área off-shore, é exigido um
maior entendimento das propriedades mecânicas PVDF, para previsão do seu
comportamento quando submetido a condições mais severas [2].
2.4.2 Estruturas Cristalinas
O PVDF é polimórfico no sentido de que ele pode assumir diversas formas
cristalinas. A estrutura do cristal pode ser descrita pela conformação das cadeias, como uma
série de ligações trans (T) ou gauche (G), pela orientação dessa sequência em torno do eixo
da cadeia, paralelo ou antiparalelo, e pela direção relativa das cadeias adjacentes como up-
up (mesma direção) ou down-down (direção oposta). A Figura 2.17 mostra uma ligação
carbono-carbono dentro de uma unidade monomérica em uma projeção perpendicular a

28
página, que se estende ao longo da cadeia. Ao carbono frontal, existe outro átomo de
carbono e dois de hidrogênio ou flúor a ele conectados, representados pelas linhas sólidas e
da mesma forma, três átomos são ligados ao carbono de trás, linhas pontilhadas. Se o
carbono frontal e seus três ligantes rotacionam enquanto o carbono de trás se mantém
estacionário, a energia estérica deste sistema é alterada por conta da repulsão entre os
átomos. O ângulo de rotação φ é nulo quando os quatro átomos de carbono estão no mesmo
plano. Nesta estrutura, os átomos substitutos são afastados uns em relação aos outros, em
uma repulsão mútua. Quando φ varia para 60º, esta força repulsiva decresce uma vez que os
átomos da frente e de trás se movimentam um em relação ao outro. A energia aumenta
novamente quando φ atinge 120º e logo decresce. Finalmente, quando φ=180º, a energia
atinge seu valor mínimo. As estruturas referentes à φ=60º e φ=240º são as conformações
gauche G e Ḡ; respectivamente. Em φ=180º, a estrutura está na conformação trans. A
energia desta configuração é a mais baixa de todas uma vez que os átomos substitutos estão
em suas posições mais afastadas uns em relação aos outros. A energia das duas
configurações gauche é igual, porém maior do que a da configuração trans. Quando o
PVDF cristaliza durante o recozimento, as cadeias se empacotam em estruturas cristalinas
distintas. A estrutura e os parâmetros de rede das estruturas cristalinas são determinados
pela existência de conformações trans e gauche cujas energias são governadas pelo número
de átomos de flúor substitutos no carbono adjacente da cadeia [2].

29
Na forma I, também conhecida com fase β, duas cadeias em conformação trans zig-
zag planar são empacotadas em uma célula unitária ortorrômbica com parâmetros de rede a
= 8.58 Å, b = 4.90 Å e c = 2.56 Å. A organização simples “cabeça-cauda” e a estrutura zig-
zag planar criam um cristal bem organizado. Esta estrutura permite um empacotamento
mais denso e reduz as tensões intermoleculares promovendo uma melhor movimentação da
cadeia. A densidade desta fase é de 1,97 g/cm3e permite também um maior alinhamento
dipolar, dando ao polímero fortes propriedades piezelétricas.
A quantidade de defeitos “cabeça-cabeça” ou “cauda-cauda” ao longo da cadeia
principal determina o quão fácil à fase β será formada. As imperfeições ao longo da cadeia
Figura 2. 17 – Interações entre os átomos de flúor e hidrogênio de carbonos adjacentes
na cadeia polimérica do PVDF implicam em mudanças na energia potencial quando as
ligações entre carbonos rotacionam [2].

30
principal conferem um maior espaçamento entre os átomos de flúor e tornam esta fase mais
estável, dentro de uma faixa percentual de defeitos [2].
Quando a percentagem de defeitos está dentro da faixa de 11 a 14%, a fase β se
forma mais facilmente. Se este valor estiver acima ou abaixo destes extremos, a fase α
prevalece. A introdução de copolímeros como o tri-flúor-etileno e o tetraflúor- etilieno
podem tomar o lugar das imperfeições “cabeça-cabeça” ou “cauda-cauda” e aumentar a
produção desta fase. A adição de defeitos reduz suficientemente a tensão para estabilizar a
estrutura cristalina sem interferir na polaridade molecular. Estudos têm mostrado que as
unidades defeituosas estão distribuídas de forma aleatória ao longo da cadeia polimérica. A
temperatura na qual o PVDF é sintetizado determina o número de defeitos que ocorrem na
cadeia. A percentagem destes presentes na maioria dos PVDF comercialmente disponíveis
são de aproximadamente 5% [2].
A forma de obtenção da fase β pode ser através de diferentes pós-tratamentos do
polímero processado como o estiramento mecânico de filmes ou fibras do material em um
determinado intervalo de temperatura e tratamento térmico de filmes finos do PVDF. [2].
Na forma II ou fase α, a configuração da cadeia é representada como uma sequência
alternada de trans e gauche ou TGTḠ, em uma combinação das formações helicoidal e
planar. Termodinamicamente é a fase mais estável, pois a configuração de sua cadeia
minimiza a interferência estérica entre os átomos de flúor ao longo da cadeia. Esta fase
predomina quando o polímero é resfriado a partir do estado fundido, a temperaturas abaixo
de 160ºC. Cada célula unitária contendo duas cadeias é também ortorrômbica com
parâmetros de rede iguais a: a = 4.96 Å, b = 9.64 Å e c = 4.62 Å e a sua densidade é de 1.92
g/cm3. Na fase α, as cadeias adjacentes são empacotadas de forma que os momentos dipolo

31
de cada ligação individual carbono-flúor estejam alinhadas perpendicularmente a direção da
cadeia, anulando o outro [2].
Tanto uma série T quanto uma TG podem ser representadas por uma estrutura
puramente helicoidal. As séries G representam as ligações que torcem a cadeia carbônica
do plano. Cada G ou ligação G equivalem a 60 ou -60º do plano da primeira ligação
vizinha. A estrutura com repetições G ou ligações G devem possuir uma hélice para a
esquerda ou para a direita. Quando estas estruturas estão alternadas, criam uma hélice
incompleta que muda de direção com a alternância das ligações G [2].
A repulsão dos grupos laterais é responsável pela natureza semi-helicoidal do
esqueleto do PVDF. O arranjo helicoidal é de muito mais baixa energia do que o de planar
zig-zag, fato que torna mais provável a formação da fase α a partir do polímero fundido. [2]
Na forma III, fase γ, a conformação da cadeia é TTTGTTTḠ e a estrutura cristalina
é monoclínica com parâmetros de a =4.96 Å, b = 9.67 Å, c = 9.20 Å e β = 93º.
Essencialmente é uma distorção da fase α onde periodicamente uma ligação C-C é
rotacionada para fora da cadeia principal. Esta forma possui densidade de 1.93 g/cm3 [2].
A forma IV, fase δ, foi identificada com a mesma configuração da fase α, sendo que
a ligação C-F esta alinhada em uma direção em torno da cadeia resultando numa rede
dipolo, e os parâmetros de rede são similares aos da forma α [2].
Todos os parâmetros citados no texto a respeito das diferentes fases cristalinas do
PVDF estão dispostos de forma resumida na Tabela 2.1.

32
Tabela 2. 1 – Fases do PVDF com células unitárias e parâmetros de rede [2].
Fase Célula unitária Parâmetros
β ou I Ortorrômbica a= 8,58 Å b= 4,90 Å c= 2,56 Å
α ou II Ortorrômbica a= 4,96 Å b= 9,64 Å c= 4,62 Å
γ ou III Monoclínica a= 4,96 Å b= 9,67 Å c= 9,20 Å β = 93°
δ ou IV Ortorrômbica a= 8,58 Å b= 4,90 Å c= 2,56 Å
Figura 2. 18 – Representação espacial das conformações das diferentes fases do
PVDF. [2].

33
2.4.3 Propriedades Mecânicas
O PVDF é um polímero semicristalino, ou seja, é composto por regiões de unidades
ordenadas, denominadas cristalitos, cercadas por regiões amorfas. Seu alto grau de
cristalinidade, tipicamente entre 50 e 60%, confere ao polímero rigidez e tenacidade e boas
propriedades em fluência. Através de estudos por MEV, tem se estimado que estes
cristalitos tenham espessura de aproximadamente 10 a 20 nm ao longo da direção da cadeia
polimérica e se estende a vários mícrons nas outras direções [2].
Figura 2. 19 – Polímeros como o PVDF apresentam estruturas semicristalinas [2].
O comportamento mecânico de um polímero semicristalino é resultado dos
processos de deformação de cada constituinte, fase cristalina e fase amorfa, e de suas
interações. A deformação da fase amorfa ocorre por nucleação e crescimento de bandas de
cisalhamento. Acima da temperatura de transição vítrea, a fase amorfa escoa como um
líquido viscoso que transmite as tensões para a fase cristalina. Em temperaturas mais
elevadas, pode ocorrer desemaranhamento das cadeias, diminuindo ainda mais a

34
viscosidade desta fase. No primeiro estágio da deformação, a fase cristalina consegue se
manter estável. Depois de certo nível, escorregamento pode ser observado nas lamelas,
induzidos pelas bandas de cisalhamento bloqueadas nos cristalitos ou pela subtração de
algumas cadeias das lamelas. As transições da fase cristalina podem ocorrer
simultaneamente e em temperaturas altas o cristalito pode ser desfeito [2].
Assim como encontrado no Polietileno de Alta Densidade – PEAD, Polipropileno –
PP, e Polioximetileno – POM, a fase α do PVDF exibe duas particularidades. Por causa do
seu alto grau de cristalinidade, duas fases amorfas podem ser distinguidas e são designadas
como livre e restrita e podem ser vistas de acordo com a Figura 2.19. A distinção entre elas
ocorre segundo sua proximidade em relação aos cristalitos. A viscosidade e a temperatura
de transição vítrea (Tg) destas fases são notoriamente diferentes. Para a fase amorfa livre, a
Tg = -40ºC e para a restrita, Tg’= 50-60ºC. Esta propriedade torna os estudos sobre os
micromecanismos de deformação nestes materiais mais complexos. Na temperatura
ambiente, ambas as fases coexistem e apresentam processos de deformação diferentes.
Algumas propriedades importantes do PVDF estão listadas na Tabela 2.2 a seguir:

35
Tabela 2. 2 – Propriedades do PVDF. [2]
Propriedade Valor Unidade Condições
Densidade
1,92
1,97
1,93
g/cm³
Fase α ou II
Fase β ou I
Fase γ ou III
Coeficiente térmico de expansão linear 0,7-1,5 (x10-4
) K
-¹ -
Grau de Cristalinidade 50-60 % -
Temperatura de Fusão 170-200 [443-
473]
°C [K] Depende da Fase
Temperatura de Transição em Vítrea
- 40 [233]
50-60 [323-333]
°C [K]
Fase α, amorfa livre.
Fase α, amorfa
restrita.
Módulo de elasticidade (25°C)
em tração
em flexão
em compressão
1,0-2,3 x 10³
1,1-2,5 x 10³
1,0-2,3 x10³
MPa
MPa
MPa
-
Tensão Limite de Escoamento 36-59 MPa -
Tensão Limite de Ruptura 36-56 MPa -
Deformação em Fluência 2-4
%
25°C,
13,79 MPa,
1000 h

36
A outra particularidade envolve os mecanismos de danos. Quando deformados,
estes materiais são afetados por um esbranquiçamento homogêneo comumente atrelado ao
processo de cavitação. Micro-vazios nucleiam e crescem conferindo uma complexidade
ainda maior para estes polímeros. Este fenômeno foi observado em estudos recentes e suas
consequências no comportamento macroscópico ainda não são muito bem conhecidas. [2].

37
CAPÍTULO 3
MATERIAIS E ENSAIO DE TRAÇÃO
3.1 Materiais
As amostras de tração do PVDF foram confeccionadas a partir da usinagem de um
tubo de barreira de pressão usada, Figura 3.1. Foram confeccionados 4 corpos de prova do
PVDF no formato gravata baseados na especificação da norma ASTM D638 - 08 do Tipo I
[7], Tabela 3.1. As Figuras 3.2 e 3.3 mostram, respectivamente, como o corpo de prova foi
confeccionado de acordo com o raio de curvatura e o corte na direção longitudinal para a
confecção do corpo de prova. A Figura 3.4 mostra o corpo de prova usinado.

38
Figura 3. 1 – Barreira de Pressão como Recebida [1].
Figura 3. 2 – Corpo de Prova retirado da Barreira de Pressão [21].

39
Figura 3. 3 – Esquemático de Aquisição do Corpo de Prova para testes de tração [1].
Tabela 3. 1 – Dimensões dos corpos de prova, segundo ASTM D638 - 08, Tipo I.
Dimensões Tipo I [mm] Tolerâncias [mm]
W - Largura da seção útil 13 + 0,5
L - Comprimento da seção útil 57 + 0,5
WO - Largura total, mín 19 + 6,4
LO - Comprimento total, mín 165 Sem valor máx.
definido
G - Comprimento do gage 50 + 0,25
D - Distância entre garras 115 + 0,25
R - Raio do filete 76 + 1
T - Espessura 4 + 0,4

40
Figura 3. 4 – Fotografia do corpo de prova processado, após etapas de usinagem.
A máquina utilizada para os ensaios de tração foi uma Universal de Ensaio modelo
SHIMADZU AGX - 100 de 10 toneladas com a câmara termostatica acoplada com
capacidade de -70°C até 320°C.
Figura 3. 5 – Máquina universal de ensaios Shimadzu AGX-100 com forno acoplado

41
Figura 3. 6 – Ensaio de Tração com forno acoplado a temperatura de 80 ºC.
3.2 Ensaio de Tração
Para apresentação do método utilizado, é necessário considerar que a amostra tem
um comprimento de medida inicial l0 e uma área de secção transversal inicial A0 que é
submetido a um alongamento prescrito ∆l(t) e para F(t) como a força medida
experimentalmente, a tensão (σ) e a deformação (ε) de engenharia podem ser definidos da
seguinte forma:
(1)
(2)
Com volumes constantes, a deformação real εt e a tensão real σt são definidas da
seguinte maneira:
(3)
(4)
42
O alongamento dos corpos de prova foi medido através de um sistema óptico sem
contato devido à superplasticidade (deformações superiores a 100%).
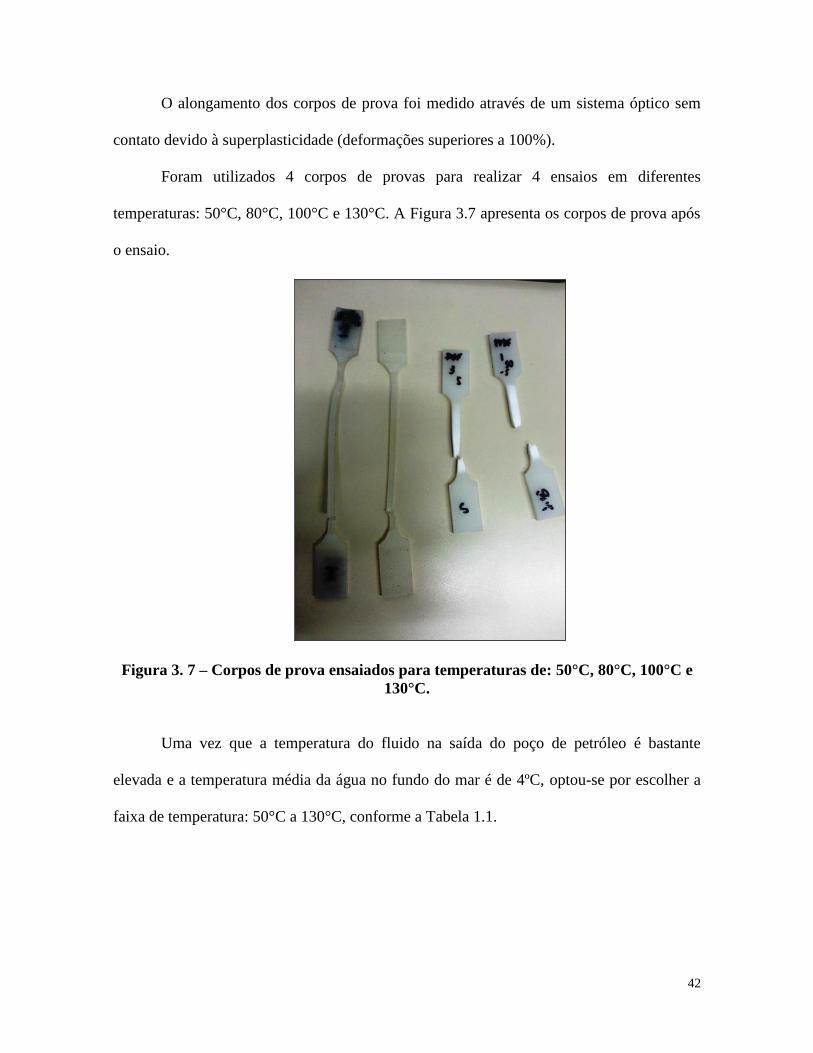
Foram utilizados 4 corpos de provas para realizar 4 ensaios em diferentes
temperaturas: 50°C, 80°C, 100°C e 130°C. A Figura 3.7 apresenta os corpos de prova após
o ensaio.
Figura 3. 7 – Corpos de prova ensaiados para temperaturas de: 50°C, 80°C, 100°C e
130°C.
Uma vez que a temperatura do fluido na saída do poço de petróleo é bastante
elevada e a temperatura média da água no fundo do mar é de 4ºC, optou-se por escolher a
faixa de temperatura: 50°C a 130°C, conforme a Tabela 1.1.
43
CAPÍTULO 4
RESULTADOS E DISCUSSÕES
Uma característica do PVDF é apresentar grandes deformações sob tensão antes de
uma falha local, o que caracteriza um comportamento superplástico que acentua a
temperaturas mais elevadas. Todos os ensaios de tração foram realizados até a ruptura do
material e foi notado que a deformação é muito homogênea e praticamente não há estricção
"pescoço" no corpo de prova: O espécime fica mais fino de uma maneira muito uniforme e
a falha é caracterizada por uma trinca perpendicular ao eixo de tração.
44
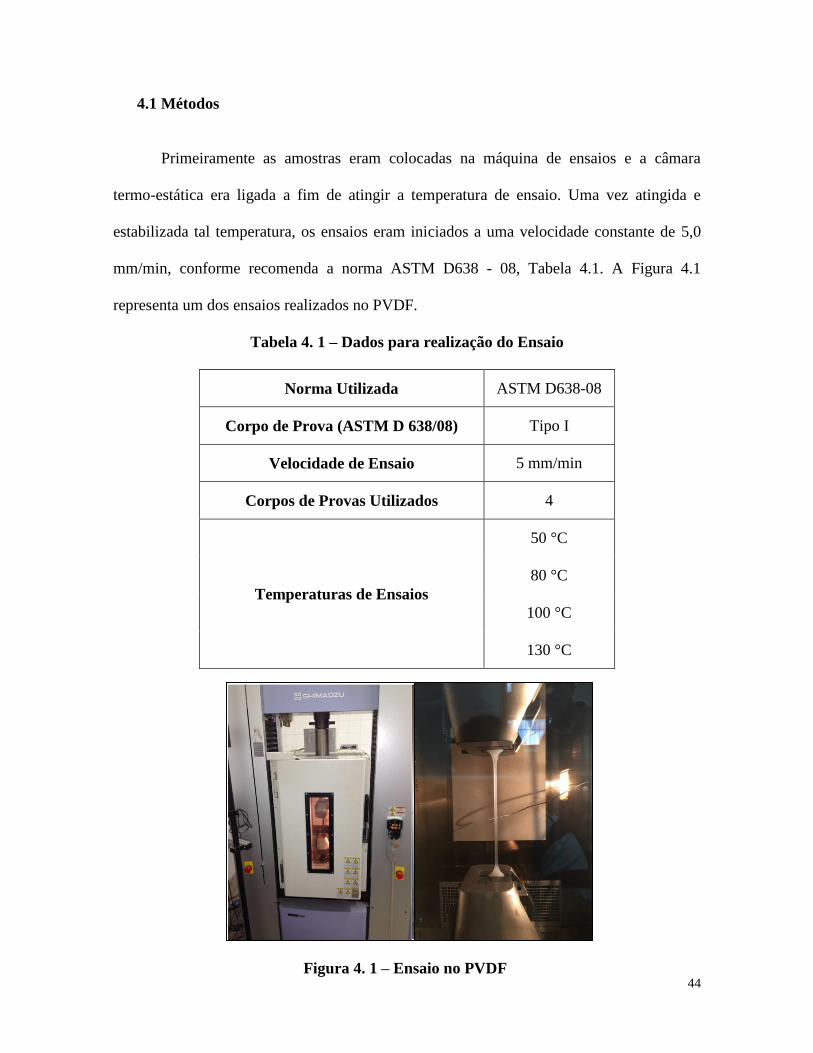
4.1 Métodos
Primeiramente as amostras eram colocadas na máquina de ensaios e a câmara
termo-estática era ligada a fim de atingir a temperatura de ensaio. Uma vez atingida e
estabilizada tal temperatura, os ensaios eram iniciados a uma velocidade constante de 5,0
mm/min, conforme recomenda a norma ASTM D638 - 08, Tabela 4.1. A Figura 4.1
representa um dos ensaios realizados no PVDF.
Tabela 4. 1 – Dados para realização do Ensaio
Norma Utilizada ASTM D638-08
Corpo de Prova (ASTM D 638/08) Tipo I
Velocidade de Ensaio 5 mm/min
Corpos de Provas Utilizados 4
Temperaturas de Ensaios
50 °C
80 °C
100 °C
130 °C
Figura 4. 1 – Ensaio no PVDF

45
A Figura 4.2 apresenta as curvas experimentais: tensão real e deformação real, para
diferentes temperaturas.
De acordo com os resultados apresentados na Figura 4.2 podemos observar que o
PVDF possui grandes deformações para temperaturas mais elevadas, notando-se que a
temperatura influi na mudança das propriedades mecânicas do PVDF. Tais mudanças nas
temperaturas ocasionaram também mudanças na tensão de escoamento do material.
Assim, concluiu-se que a dependência do comportamento do PVDF com a variação
de temperatura é significante, levando a mudança na rigidez, no limite de escoamento como
também no comportamento plástico do material.
Figura 4. 2 – Curvas Tensão-Deformação Real.
50°C
80°C
100°C
130°C

46
4.2 Modelagem
Pela dificuldade de se conseguir amostras de PVDF o titulo modelagem se fez
necessário a fim de equacionar um modelo que represente a curva tensão deformação do
PVDF para encontrar outras possíveis curvas para diferentes temperaturas.
Assim, um modelo constitutivo que descreve o carregamento à tração do PVDF será
introduzido a fim de encontrar uma expressão adequada para modelar o comportamento
mecânico PVDF sob carregamento à tração realizados em diferentes temperaturas, o
seguinte modelo matemático é proposto para encontrar a tensão do modelo ( m ),
))(())((1
)(2
cb
am
(5)
O software utilizado para a identificação dos parâmetros foi o Curve Expert 1.4, no
qual é preciso primeiramente plotar a curva experimental do ensaio de tração com os dados
da deformação e tensão para cada instante de tempo. Então, deve-se inserir a equação [5]
como input, onde o m será definido de acordo com os valores de tensão obtidos no
ensaio, e o εm será definido de acordo com os valores de deformação do mesmo ensaio. E
para simplificar o modelo limitou-se a curva tensão deformação em 70%.
Decidiu-se calcular os resultados dos ensaios experimentais para uma deformação
até 70% devido ao fato de se ter observado descontinuidades e um dano acumulado. Tais
estruturas são dimensionais para sofrerem deformações da ordem de 2% e, portanto,

47
acredita-se que deformações da ordem de 70% conseguem representar significativamente o
comportamento do PVDF quando submetido a diferentes temperaturas.
As funções: )(a , )(b e )(c , são funções do material que dependem da
temperatura. Onde , são as temperaturas em que são encontrados os valores das funções.
Para encontra-las foi utilizado o método dos mínimos quadrados, onde é possível
definir uma função através dos pontos inseridos no gráfico. Com isso, definiu-se as
equações das funções para os parâmetros )(a , )(b e )(c variando com a temperatura.
Com as Equações 6 , 7 e 8 podem ser encontrados os valores das funções.
32
2
1)( aaaa (6)
32
2
1)( bbbb (7)
32
2
1)( cccc (8)
As constantes 1a , 2a , 3a , 1b , 2b , 3b , 1c , 2c e 3c foram então geradas a fim de
atender a solução das equações 6, 7 e 8 para cada temperatura desejada. Podem ser
visualizados na Tabela 4.1.
Tabela 4. 2 – Constantes para definição dos parâmetros.
1a 2a 3a 1b 2b 3b
1c 2c 3c
0.0648 -29.956 3091.1 -0.0054 0.6976 29.467 0.0021 -0.2973 -14.25
Definidas as constantes, é possível então determinar as funções os parâmetros para
cada temperatura, Tabela 4.2.

48
Tabela 4. 3 – Parâmetros para cada temperatura.
Temperatura (°C) )(a )(b )(c
50 1755,3 50,847 -23,865
80 1109,34 50,715 -24,594
100 743,5 45,227 -22,98
130 291,94 28,895 -17,409
As curvas do modelo e as experimentais foram plotadas no mesmo gráfico para que
facilitasse a análise dos resultados. Assim, o gráfico gerado, para cada curva tensão
deformação da temperatura pode ser vistos na Figura 4.3. As curvas teóricas foram
chamadas de modelo e as curvas reais são as curvas experimentais.
Figura 4. 3 – Gráfico de comparação entre as curvas experimentais e a do modelo
............ Modelo
_____ Experimental
50°C
80°C
100°C
130°C

49
De forma geral, notou-se uma boa aproximação das curvas do modelo em relação a
sua respectiva curva experimental.
De acordo com a Figura 4.3, pode-se ver que apesar de o comportamento não linear
do material, os resultados experimentais estão em boa concordância com as previsões do
modelo.

50
CAPÍTULO 5
CONCLUSÕES
O estudo apresentou resultados satisfatórios com base nos ensaios feitos para o
PVDF, onde a equação constitutiva proposta (5) gerou bons valores, aproximando o
modelo das curvas tensão-deformação das curvas experimentais para as mesmas condições
de temperatura. Logo, a equação (5) demonstrou ser uma excelente ferramenta de análise
do comportamento desse polímero, quando solicitado sob carregamento de tração.
51
Torna-se importante ressaltar com relação à quantidade de corpos de provas
utilizados. Foram utilizados neste estudo 4 corpos de prova do Tipo I do PVDF,
confeccionados seguindo norma ASTM D 638/08, devido à dificuldade de disponibilidade
do PVDF
As equações propostas 6, 7 e 8 que determinam )(a , )(b e )(c , funções
dependentes da temperatura e suas constantes respectivamente. Além das equações
propostas para descrever as curvas para o material em temperaturas elevadas, vale analisar
também que com apenas 3 ensaios as equações e suas constantes seriam possíveis de serem
encontrados.
Logo, pode-se concluir que o estudo realizado atingiu seu objetivo de forma
positiva, podendo ser uma ótima forma de análise do comportamento linear, diminuindo a
necessidade de testes e experimentos nas empresas da área, que por sua vez demandam
elevado custo financeiro e tempo para a realização dos mesmos.
O modelo aqui apresentado trata do comportamento do PVDF para diferentes
temperaturas submetidas à tração. Como continuação do estudo, torna-se importante
expandir a análise para temperaturas mais frias, como a necessidade de um modelo para
temperaturas mais baixas. Desta forma o modelo ira se complementar e poderá auxiliar no
suporte de análise para prever possíveis falhas quando submetidos em situações extremas
operacionais.

52
CAPÍTULO 6
REFERÊNCIAS
[1] Coutinho, P.P., "Análise de sensitividade de temperatura e envelhecimento
do PA-12", Dissertação M.Sc., UFF, Niterói, RJ, Brasil, 2015.
[2] Hashimoto, D.S., "Dependência da fluência e recuperação do fluoreto de
polivilinideno (PVDF) com a tensão e taxa de deformação", Monografia de
Graduação, UFRJ / POLI / ENGENHARIA DE MATERIAIS, Rio de
Janeiro, RJ, Brasil, 2013.
[3] Santos, R.N.R., "Análise de linhas flexíveis sob efeito de cargas térmicas",
Dissertação de M.Sc., COOPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 2006.
[4] ANP, "Anuário Estatístico Brasileiro de Petróleo, Gás natural e
Biocombustíveis, Agência Nacional do Petróleo", Rio de Janeiro, RJ,
Brasil, 2015.
[5] E&P SERV / US-SUB, "Instalação de Dutos Flexíveis, Petrobras, Rio de
Janeiro", RJ, Brasil, 2010.

53
[6] Santos, C.M. P M., "Curso Noções de Projeto, Construção e Instalação de
Dutos Rígidos Submarinos", Petrobras, Rio de Janeiro, RJ, Brasil.
[7] ASTM – D 638-08, "Standard test method for tensile properties of
plastics",2010.
[8] 2H Offshore, 2003, "Effects of High Temperature on the Design of
Deepwater Risers". Apresentação.
[9] Muren J., Caveny K., Eriksen M., Viko N. G., Muller-Allers J., Jorgen K. I.
E. A., “Un-Bonded Flexible Risers - Recent Field Experience and
Actions for Increased Robustness”, 4subsea, 31 Dezembro 2013.
[10] Galvin, C., "Emergin Technologies for deepwater Riser Design",
Apresentação, MCS Kenny.
[11] Li, H., “Flexible Pipe Stress and Fatigue Analysis,” NTNU - Trondheim,
Junho 2012.
[12] Fraser, D., “Flexible Steel Pipe Application,” CEAC CM00-4, 4 Outubro
2005.
[13] Pacheco, L.J, "Influencia da taxa de carregamento no comportamento
mecânico do PEAD Reciclado", Dissertação M.Sc., UFF, Niterói, RJ, Brasil,
2013.
[14] Ismail N., Nielsen R., Kanarellis M., " DESIGN CONSIDERATIONS FOR
SELECTION OF FLEXIBLE RISER CONFIGURATION", Offshore and
Arctic Operations, Panama City, Florida, 1992.
[15] Reis J.M.L., Pacheco L.J., Costa Mattos H.S., "Tensile behavior of post-
consumer recycled high-density polyethylene at different strain rates",
Polymer Testing, 2012.
[16] Reis J.M.L., T.D. Barboza, Costa Mattos H.S., "Elasto-Viscoplastic behavior
of polyvinylidene fluoride (PVDF) from flexible pipes", MECSOL 2015,
Belo Horizonte, Minas Gerais, Brasil.
[17] Ahmad A.L., Ideris N., Ooi B.S., Low S.C., Ismail A., " Morphology and
polymorph study of a polyvinylidene fluoride (PVDF) membrane for protein
binding: Effect of the dissolving temperature", Desalination, 2011.
[18] Badr-Eddine El Mohajir*, Nicole Heymans, " Changes in structural and
mechanical behaviour of PVDF with processing and thermomechanical
treatments. 1. Change in structure", Polymer, 2001.

54
[19] Fu Liu, Awanis Hashim N., Yutie Liu, Moghareh Abed M.R., Li K.,
"Progress in the production and modification of PVDF membranes", Journal
Of Membrane Science, 2011.
[20] Guo-dong Kang , Yi-mingCao, "Application and modification of
poly(vinylidene fluoride) (PVDF) membranes – A review", Journal Of
Membrane Science, 2014

55
APÊNDICE I: ARTIGO ACEITO NO COBEM 2015

23rd ABCM International Congress of Mechanical Engineering December 6-11, 2015, Rio de Janeiro, RJ, Brazil
SUPERPLASTIC BEHAVIOR OF POLYVINYLIDENE FLUORIDE
(PVDF) UNDER DIFFERENT TEMEPRATURES
J.M.L. Reis
H.F. Soares
H.S. da Costa Mattos Universidade Federal Fluminense
Rua Passo da Patria, 156, Niterói, RJ, Brazil
Abstract. The thermomechanical behavior of Polyvinylidene fluoride (PVDF) was studied. The experiments
were performed under a range of temperatures (50 ° C up to 130 ° C). The temperature greatly influences the
mechanical response of PVDF. In particular, the yield stress is increased with decrease in strain rate for the
lower temperatures and the ultimate tensile strength is increased at higher temperatures. Furthermore, a
one-dimensional model able to of providing a physically realistic description of curve stress vs strain
sensitivity observed in tensile tests with temperature that can be used in engineering problems is proposed.
Just four tests were performed at different temperatures with constant speed of testing are required to
identify the parameters that appear in the model. The experimental results are presented and compared to
the model and show good agreement.
Keywords: PVDF, Tensile, Experimental, Mathematical Model, Temperature
1. Introduction
Over the decades various materials are being discovered for various applications in engineering. Mainly in
the oil industry, where the reservations findings are in deeper layers (Sousa, 2009).
One of the connection means for exploitation of wellheads and platforms are flexible risers. A tubular set
composed of metallic and polymeric layers responsible for conducting the fluid. Given that the use of flexible
pipe is relatively recent, since the mid-1980s, and the analysis is therefore fairly limited, there has been
exponential growth in the use of flexible pipe (Reis, 2015)
The polymeric layers made possible economically extend the life of the general structure in addition to
bring with it technical challenges to improve its mechanical resistance to deeper layers of the pre-salt
(Hashimoto, 2013).
The Polyvinylidene fluoride (PVDF) is a thermoplastic that has been used in the layers of the flexible pipe
to be due to the pressure barrier and resist the effects of temperature operating. This is a situation very
common in current applications, such as Brazil’s presalt offshore exploitation. Even when used as riser or
flowline, the flexible pipe structure must be able to be subjected to high external pressure value with no
failure (Reis, 2015).
For a better understanding the mechanical characteristics of the material in the presence of two factors
presented: high temperatures and high pressures. This article focuses on development of a one-dimensional
model able to describe the influence of temperature and strain rate on the mechanical behavior. The tensile
tests were conducted over a wide range of temperatures (50 ° C to 130 ° C) with constant speed of testing
determined by the standard ASTM 638. Tests were conducted to four different temperatures to fully identify

all of the relevant experimental parameters arise in theory. Thus, with this experimental procedure, the
number of tests used to evaluate the mechanical properties of PVDF is significantly reduced.
2. Materials and methods
2.1. Materials
The Polyvinylidene fluoride (PVDF) barrier was obtained from the flexible pipe itself. PVDF is a
specialty plastic material in the fluoropolymer family; it is used generally in applications requiring the highest
purity, strength, and resistance to solvents, acids, bases and heat and low smoke generation during a fire
event. Compared to other fluoropolymers, it has an easier melt process because of its relatively low melting
point of around 177 °C.
According to standard ASTM 636, the tension test specimens were machined from
PVDF pipe with shape and size specified. The initial gage length l0 and initial cross section
A0 are, respectively, 33 mm and 24 mm2 as illustrated in Fig.1.
Figure 1. Tensile test specimen.
2.2. Methods
Mechanical tensile tests at different temperatures and strain rates were performed using a Shimadzu® AG-
X universal testing machine at 10 t capacity with an attached thermostatic chamber and electro-mechanical
sensors for the control of longitudinal strain in the active zone of the test specimens with capacity of record
from -70°C until 350°C.
According to the standard, the speed of testing was 5 mm/min. Figure 2 displays the PVDF tensile test
inside the thermostatic chamber.

Figure 2. PVDF tensile test
3. Results and discussion
3.1. Experiments
Considering that the specimen has an initial gauge length l0 and an initial cross section area A0 that is
submitted to a prescribed elongation and to F (t) as the experimentally measured force, the engineering
stress and engineering strain can defined as follows:
(1)
With constant volume, the true stress and true strain can be defined as
(2)
Figure 3 shows the curves true stress vs. true strain to PVDF obtainable from the controlled-strain tensile
tests for different temperatures.

True Strain (mm/mm)
Figure 3. True stress vs. true strain curves of PVDF at different strain rates
.
3.2. Model
In this section, a constitutive model for the PVDF tensile load is introduced in order to find a suitable
expression modeling the mechanical behavior PVDF under tensile load performed at different temperatures,
the following mathematical model is proposed,
²)()(1
cb
a (3)
The functions , and are defined as follows:
32
2
1)( aaaa (4)
32
2
1)( bbbb (5)
and
32
2
1)( cccc (6)
50 °C
80 °C
100 °C
130 °C
Tru
e S
tress (
MP
a)

This model is conceived for a given range of temperatures . It is difficult to present a
precise definition of the limiting strain rates and . In the absence of a precise physical definition, it
is suggested that a range from 50ºC to 130ºC.
3.3. Parameters identification
As mentioned in the previous section, the proposed model (see Eq. (3)), it is to find a model to represent
the curves deformation strain of PVDF, which for the purpose of simplification we consider rates of up to
70% strain.
The parameters found to characterize the materials in temperatures in Tab.1. With these parameters, the
theoretical and experimental curves are extremely close.
Table 1. Material parameters
a1 a2 a3 b1 b2 b3 c1 c2 c3
0.0648 -29.956 3091.1 -0.0054 0.6976 29.467 0.0021 -0.2973 -14.25
To determine the accuracy of the model, samples of experimental results were cross-checked with the
mathematical model. Figure 4 presents the experimental and theoretical true stress vs. true plastic strain
curves for different strain rates.
True Strain (mm/mm)
Figure 4. PVDF experimental and theoretical true stress vs. true plastic strain curves for different
temperatures.
According to figure 4, it can be seen that, despite the nonlinear behavior of the material, the experimental
results are in good agreement with the model predictions.
However, for an effective model, valid for higher temperature ranges. It is interesting to propose a
function for the above parameters. A good approach is to consider constant ε and the other parameters as
linear functions of temperature. Thus, with few tests can be performed and be sufficient to fully characterize
the material temperature between 50 °C to 130 °C.
Tru
e S
tress (
MP
a)
......... Model _____ Experimental
50° C
80° C
100° C
130° C

4. CONCLUSIONS
In this study, the strain rate dependency of Polyvinylidene fluoride (PVDF) barrier is analyzed. In
addition, a simple model is proposed to describe the tensile behavior of PVDF at different temperatures. The
temperature significantly influences tensile strength and stiffness of PVDF. The proposed mathematical
model equations combine simplicity that facilitates their use in engineering problems with a physically
realistic description of the mechanical behavior of PVDF pressure barrier from flexible pipes. The intent of
this study is to use this model formulation to obtain the maximum amount of information possible about the
macroscopic properties of PVDF from a minimum number of laboratory tests, saving time and experimental
costs. To determine the parameters values of the mathematical model only three tensile tests are needed. The
model predictions have a good correlation with experimental results for different temperatures.
5. Acknowledgements
The authors thank the Brazilian National Council for Scientific and Technological Development (CNPq)
and Coordination for the Improvement of Higher Education Personnel (CAPES) for supporting part of the
work presented here.
6. References
Reis, J.M.L; Braboza,T.D and da Costa Mattos, H.S, 2015. “Elasto-Viscoplastic behavior
of polyvinylidene fluoride (PVDF) from flexible pipes”. In International Symposium on
Solid Mechanics - MECSOL 2015. Belo Horizonte, Brazil.
Sousa, F.A., 2009. "Assessment of Slot Spread PVDF". Graduation thesis, UFRJ, Brasil
Hishimoto, D.S., 2013. "Dependence of flow and Recovery polyvinylidene fluoride (PVDF)
with strees and strain rate". Graduation thesis, UFRJ, Brasil
ASTM – D 638-08, "Standard test method for tensile properties of plastics".
Costa Mattos, H.S, " Analysis of damage Accumulated in pressure barrier in flexible
pipes", Thechnical report, UFF, Brasil
7. Responsibility notice
The author(s) is (are) the only responsible for the printed material included in this
paper.