Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DE PERNAMBUCO CURSO DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
ANÁLISE DE FADIGA EM JUNTAS SOLDADAS PELO PROCESSO MIG/LASER UTILIZANDO O MÉTODO DOS ELEMENTOS FINITOS.
DISSERTAÇÃO SUBMETIDA À UNIVERSIDADE FEDERAL DE PERNAMBUCO PARA OBTENÇÃO DO GRAU DE MESTRE EM
ENGENHARIA MECÂNCIA
AUTOR: JOSÉ DÁSIO DE LIRA JÚNIOR
ORIENTADOR: RAMIRO BRITO WILLMERSDORF CO - ORIENTADOR: JOSÉ MARIA ANDRADE BARBOSA
Recife � PE Julho de 2006

ii

iii
DEDICATÓRIA
A Deus, por iluminar meu caminho.
Aos meus pais, José Dásio de Lira e Luzileide de Holanda Lira, pela educação,
compreensão, apoio, amor e carinho recebidos durante toda minha vida.

iv
AGRADECIMENTOS
A minha namorada, Camila Lima Santana, pelo amor, carinho, e compreensão
aos momentos em que estive distante.
Ao meu irmão Rafael Alexandre de Holanda Lira e minha irmã Cibele Maria de
Holanda Lira, amigos, e familiares, que contribuíram em minha formação pessoal.
Aos professores da UFPE, Ramiro Brito Willmersdorf e José Maria Barbosa,
pela orientação, amizade e compreensão do período do trabalho desenvolvido a
distância.
A todos os Professores, que contribuíram decisivamente em minha formação
profissional e pessoal.
Aos engenheiros executivos da Ford Motor Company, João Filho, Carlos
Valentin e Marcelo Magalhães, pelo apoio, motivação e por terem acreditado no
desenvolvimento deste trabalho.
Ao meu amigo, Thiago de Carvalho Silva, companheiro de universidade e
também na Ford Motor Company, pelo apoio e por ter acreditado neste trabalho em
todos os momentos.
A todos os amigos da UFPE e Ford Motor Company, pela ajuda e motivação.
Ao suporte financeiro fornecido pela CAPES no desenvolvimento de uma das
etapas deste trabalho.

v
RESUMO
LIRA JUNIOR, José Dásio. Análise de fadiga em juntas soldadas pelo processo MIG/LASER
utilizando o método dos elementos finitos. Recife, Departamento de Engenharia
Mecânica, Universidade Federal de Pernambuco, 2006. 69p. Dissertação (Mestrado)
O presente trabalho tem como objetivo o desenvolvimento de análises numéricas de
fadiga em juntas soldadas por MIG/Laser, utilizando o método dos elementos finitos e o
Método da Curva Master S-N. O método tem como base princípios da mecânica da fratura e
utiliza como dados de entrada forças internas calculadas pelo método dos elementos finitos. A
escolha do método foi realizada pelo mesmo ser adotado como padrão pela associação
americana de engenheiros mecânicos (ASME), para o desenvolvimento de modelos de dano
em juntas de aço soldadas. A etapa inicial é uma revisão bibliográfica de fadiga nos metais.
Inicialmente a revisão mostra o fenômeno de fadiga em metais de uma maneira geral,
posteriormente é desenvolvida uma revisão dos métodos de cálculo para fadiga em juntas
soldadas. O Método da Curva Master S-N é discutido mostrando suas principais vantagens
como também suas limitações. No trabalho são discutidas as principais formas de
modelamento geométrico de juntas soldadas com base no método dos elementos finitos.
Resultados numéricos de vida sob fadiga utilizando o Método da Curva Master S-N são
obtidos para os tipos de junta Lap e T. Um estudo de correlação entre os resultados numéricos
e resultados experimentais padrões disponíveis na literatura é desenvolvido. Estudos de
convergência de malha são apresentados para os dois modelos de juntas soldadas. Aplicações
práticas para o método na industria também são discutidos numa secção particular.
Palavras chave
- Fadiga Mecânica, Juntas Soldadas, Método dos Elementos Finitos.

vi
ABSTRACT
LIRA JUNIOR, José Dásio. Fatigue Analysis of MIG/Laser Welded Joints with the Finite
Element Method. Recife, Departamento de Engenharia Mecânica, Universidade
Federal de Pernambuco, 2006. 69p. (Master´s Thesis)
The objective of this work is to deal with the analysis of MIG/Laser welded joints. The
analysis method chosen is the Master S-N Curve Method, which is based on fracture mechan-
ics principles and uses finite element results as inputs. This method was chosen due to the fact
that it has been adopted by American Society of Mechanical Engineers (ASME) for develop-
ment of the steel MIG damage model. First, a general review of the literature related to fa-
tigue of metals is done. Then, the characteristics of Master S-N Curve Method are shown fol-
lowed by a specific chapter about geometric finite element modeling techniques of welded
joints. Lap and T joints are studied and simulated. The numerical results are compared with
literature results for those kinds of joints. Mesh convergence studies are then performed. An
industrial practical application of this method is shown in a specific section.
Key words
Fatigue Mechanics, Welded Joints, Finite Element Method.

vii
ÍNDICE
1. INTRODUÇÃO....................................................................................................................1.
2. REVISÃO BIBLIOGRÁFICA............................................................................................3.
2.1 � Fadiga nos metais..............................................................................................................3.
2.2 � Métodos utilizados para cálculo de fadiga........................................................................7.
2.2.1. Método da vida sob tensão...................................................................................7.
2.2.2. Método da vida sob deformação..........................................................................8.
2.2.3. Método da mecânica da fratura linear elástica...................................................10.
2.3 � Fadiga em juntas soldadas...............................................................................................12.
2.3.1. Método por tensão nominal................................................................................13.
2.3.2. Método por tensão estrutural..............................................................................14.
2.3.3. Método por intensificador de tensão no entalhe.................................................15.
2.3.4. Método por intensificador de deformação no entalhe........................................16.
2.3.5. Método por propagação de trinca.......................................................................16.
3. MODELAGEM GEOMÉTRICA DE JUNTAS SOLDADAS.......................................18.
3.1 - Pontos de solda................................................................................................................18.
3.2 - Soldas por cordão............................................................................................................20.
4. MODELO NUMÉRICO PARA CÁLCULO DE VIDA SOB FADIGA EM JUNTAS
SOLDADAS PELO PROCESSO MIG / LASER................................................................21.
4.1- Método da Curva Master S-N..............������������������.....22.
4.1.1. Análise global������..����������������..�.....22.
4.1.2. Análise local�������..����������������.........23.

viii
5. APLICAÇÕES NA INDUSTRIA DO MÉTODO DA CURVA MASTER....................
S-N...........................................................................................................................................30.
5.1 - Desafio de soldagem da SAE..........................................................................................30.
5.2 - Quadro auxiliar automotivo (Subframe)..........................................................................34.
6. SIMULAÇÃO COMPUTACIONAL...............................................................................36.
6.1 - Processos para cálculo da vida sob fadiga.......................................................................36.
6.2 - Simulação de junta soldada do tipo Lap..........................................................................37.
6.3 - Estudo de sensibilidade ao refinamento de malha na junta do tipo Lap.........................43.
6.4 - Simulação de junta soldada do tipo T .............................................................................46.
6.5 - Estudo de sensibilidade ao refinamento de malha na junta do tipo T .............................52.
7. CONCLUSÃO E TRABALHOS FUTUROS..................................................................57.
8. REFERÊNCIAS BIBLIOGRÁFICAS.............................................................................58.

1
1. INTRODUÇÃO
Este trabalho tem com objetivo a análise e simulação numérica do comportamento de
fadiga em juntas soldadas sob cordão do tipo MIG (Metal Inert Gas) e Laser, utilizando
ferramentas computacionais. Estas análises são importantes devido à necessidade de predizer
possíveis falhas e diminuir os altos custos financeiros das análises físicas com protótipos. As
análises desenvolvidas neste trabalho foram realizadas utilizando o Método da Curva Master
S-N, o qual utiliza uma abordagem fundamentada em princípios da mecânica da fratura, para
o cálculo da vida sob fadiga da juntas soldadas, juntamente com o método dos elementos
finitos para obtenção de forças internas em regiões próximas às juntas. O trabalho concentra-
se nos aspectos estruturais da fadiga. Os processos metalúrgicos, portanto, não fazem parte do
escopo deste texto.
A durabilidade de estruturas metálicas é um dos principais requisitos nos projetos
mecânicos, em seus mais variados campos, tais como: automotivo, aeronáutico, naval e civil.
No campo automotivo, o qual é uma das áreas de aplicação industrial escolhida neste
trabalho, evitar falha ocasionada por fadiga é um dos principais requisitos no ciclo de
desenvolvimento do veículo. O outro importante requisito está relacionado com otimização
estrutural, onde aumentar o desempenho dinâmico dos veículos, mantendo os objetivos de
rigidez e durabilidade é um grande desafio na engenharia, onde a busca por custos
competitivos é necessária devido à alta competitividade do mercado.
Algumas das regiões mais susceptíveis a falhas na indústria são as juntas soldadas
devido à alta concentração de tensões. Logo, essas regiões precisam de análises especiais no
que diz respeito à durabilidade. O processo de soldagem é um dos mais utilizados na
indústria. Com objetivo de unir partes metálicas, estruturas soldadas são encontradas em
automóveis, navios, pontes, edificações, tubulações industriais e máquinas das mais variadas
formas. Em uma carroceria automotiva encontramos várias regiões soldadas, no corpo do
veículo temos a predominância dos pontos de solda, na suspensão há predominância de soldas
de cordão. Apesar da grande eficiência do processo de soldagem, vários projetos de pesquisas
são direcionados a essa área na atualidade, principalmente pela complexidade de se prever
fadiga mecânica nestas regiões.
Para realizar este trabalho, as simulações foram desenvolvidas numa estação SUN
BLADE 2500 com processador de 1.28 GHz e 4 GB de memora RAM, estes recursos foram
disponibilizados pela FORD MOTOR COMPANY, a qual também disponibilizou seu

2
aplicativo computacional (FLOW, Fatigue Life of Welds) de uso corporativo que possui o
Método da Curva Master S-N implementado.
O capítulo 2 deste trabalho é direcionado à revisão bibliográfica sobre fadiga dos
metais com uma seção separada direcionada especificamente para fadiga em juntas soldadas.
No capítulo 3, temos as principais técnicas de modelagem geométrica aplicada às
juntas soldadas. Nesse tópico são discutidas técnicas de modelagem para cordões e pontos de
solda.
O capítulo 4 tem como objetivo mostrar o modelo numérico utilizado para cálculo de
vida em fadiga de juntas soldadas. O método é o Método da Curva Master S-N, o qual é
baseado em princípios da Mecânica da Fratura.
O capítulo 5 é direcionado a aplicações práticas do método na indústria, disponíveis na
literatura. A primeira aplicação é o SAE Weld Challenge Problem, onde uma equipe da Ford
Motor Company e do instituto de Bettelle venceram o desafio utilizando o método. A segunda
aplicação é um componente de chassis automotivo, mais precisamente num quadro auxiliar
(Subframe) típico de suspensão dianteira veicular.
O capítulo 6 é dedicado a análises de modelos padrões de juntas soldadas utilizadas
em ensaios experimentais. O primeiro modelo é composto de duas chapas metálicas soldadas
com solda de cordão, com juntas soldadas do tipo Lap. A segunda análise desenvolvida foi
direcionada ao modelo padrão para análise de juntas do tipo T do Comitê de Fadiga Estrutural
da JSAE (Japan Society of Automotive engineers), para ambos os casos foi desenvolvido um
trabalho de correlação entre os resultados numéricos e experimentais. Posteriormente um
estudo de convergência da malha foi desenvolvido.
No capítulo 7, temos as conclusões sobre o trabalho e sugestões para trabalhos futuros.

3
2. REVISÃO BIBLIOGRÁFICA
2-1 Fadiga nos metais
A fadiga é um dos tipos de falhas estruturais mais encontradas em componentes
mecânicos. Estima-se que algo em torno de 90 % das falhas em componentes de automóveis,
aviões, pontes, turbinas, bombas, máquinas e equipamentos em geral, sujeitos a
carregamentos repetidos, devem-se ao fenômeno de fadiga (Braz, 1999). A fadiga é definida
como um tipo de falha mecânica causada pala aplicação de carregamentos (forças) variáveis,
provocando mudanças nas propriedades dos materiais com a diminuição de sua resistência.
Caracteriza-se pela geração e propagação lenta e gradual de trincas que levam a ruptura e ao
colapso súbito do componente (Ferreira, 2002). Outra definição de Fadiga é dada por Castro
& Meggiolaro (Miranda, 2003), Fadiga é um tipo de falha mecânica causada primeiramente
pela aplicação repetida de carregamentos variáveis, cuja característica principal é causar a
geração e/ou a propagação paulatina de uma trinca, até a eventual fratura da peça. Fadiga é
um problema local, que depende muito dos detalhes da geometria e do material do ponto mais
solicitado da peça e da carga lá atuante, e que gera falhas localizadas, progressivas e
cumulativas. O fenômeno de fadiga vem sendo estudado há mais de 150 anos. Os estudos sobre
fadiga nos metais tiveram início no século XIX. A primeira publicação sobre fadiga
conhecida foi escrita em 1837 por Albert (Schutz, 1996), para este trabalho foi desenvolvida a
primeira máquina para teste de fadiga. Em 1852, August Wohler conduziu experimentos com
eixos sujeitos a carregamentos de flexão e torção. Wohler é reconhecido como um dos mais
famosos pesquisadores sobre fadiga, sua obra foi fundamental para o desenvolvimento dos
trabalhos posteriores e seu trabalho foi a primeiro a utilizar carregamentos aplicados de forma
cíclica. Esses experimentos tinham o objetivo de determinar uma faixa de tensão alternada
segura em que a falha não poderia acontecer. As primeiras curvas S � N (amplitude de tensão
ou tensão alternada versus número de ciclos de carregamento) foram obtidas nestes
experimentos (Bannantine et al, 1990). Após Wohler vários pesquisadores deram importantes
contribuições no desenvolvimento dos estudos sobre fadiga. Existem diversas referências
(Suresh, 1991; Schutz, 1996) que relatam com mais detalhes a evolução dos estudos sobre
fadiga ao longo dos anos.
Os dados obtidos por Wohler foram posteriormente usados por Bauschinger em 1885
para verificar a variação das propriedades elásticas dos materias em função do carregamento
cíclico (Schutz, 1996), conhecida como efeito Bauschinger.

4
Por volta de 1910, Basquin utilizando o trabalho de Wohler como base, desenvolveu
as primeiras curvas Log S x Log N.
Os primeiros livros sobre fadiga são publicados na década de 1920, as primeiras
publicações foram a de H. G. Gough na Inglaterra em 1926 (Gough, 1924), e de H. F. Moore
e J. B. Kommers em 1927 nos Estados Unidos (Moore & Kommers, 1927), H. F. Moore
trabalhou muitos anos em problemas práticos de fadiga na indústria ferroviária. O livro escrito
por Moore e seus trabalhos foram fundamentais nos projetos e testes de equipamentos
submetidos à fadiga nos EUA. Moore foi o responsável pela criação do comitê de pesquisa
sobre fadiga da ASTM (American Society of Testing and Materials) este comitê deu origem
ao SAE Commitee on Fatigue Design and Evaluation. Após a publicação do livro de Moore
tivemos outros importantes lançamentos nesse período, como o livro lançado pelo instituto de
Battelle nos Estados Unidos em 1941 (Battelle, 1941).
Em 1920, Griffth, do Royal Aircraft, no Reino Unido, desenvolveu os princípios
básicos da mecânica da fratura que teve logo aplicações na indústria aeronáutica.
O conceito de acúmulo por dano é definido por Miner (Miner, 1945), com base nos
trabalhos desenvolvidos por Palmgren em 1924. A partir desse trabalho ficou constatado que
a fadiga é um processo cumulativo e irreversível, conclusão de suma importância no
desenvolvimento de modelos e correlações com observações experimentais.
O coeficiente de concentração de tensão por fadiga Kf foi desenvolvido por Thum, em
1927 na Alemanha. Ele publicou um trabalho mostrando a relação de resistência à fadiga de
uma peça com sua geometria. O trabalho de Thum foi muito importante para as pesquisas
sobre fadiga, pois conseguiu organizar pesquisas e conceitos que estavam espalhados na
sociedade acadêmica e tecnológica, publicando posteriormente vários artigos. Thum e seus
parceiros de trabalho publicaram 524 artigos sobre fadiga no período de 1922 a 1956.
O primeiro livro extensivo sobre fatores de concentração de tensão foi publicado em
1937, na Alemanha por Neuber, este livro foi traduzido para o Inglês em 1946 e foi a base
para pesquisas na área para a NACA (antecessora da NASA) no período de 1945 � 1960.
Burnheim, em sua tese de doutorado em 1944, investigou a resistência à fadiga em juntas
rebitadas.
No período de 1945 a 1960 muitos artigos e livros foram publicados, o grande volume
de pesquisa na área da fadiga nesta época se deve principalmente ao grande número de
acidentes que vinham ocorrendo. O primeiro avião a jato fabricado foi o Comet (Figura 2.1),
em 1954 dois aviões Comets caíram devido às falhas de fadiga na fuselagem. Nesta época um

5
grande número de falhas por fadiga também vinha acontecendo em componentes de
caminhões e veículos.
Figura 2.1: Comet, primeiro a avião a jato.
Durante a década de 1950, Coffin e Manson desenvolveram um importante trabalho
onde foram obtidas relações quantitativas entre deformação plástica e vida em fadiga, eles
tinham como motivação problemas de fadiga em metais sob altas temperaturas onde a as
deformações plásticas não podem ser desprezadas. A partir dos trabalhos de Coffin e Manson
foram obtidos os primeiros gráficos ε - N (Amplitude de deformação versus número de
ciclos). Eles criaram um novo campo de estudos denominado Fadiga de baixo ciclo.
Irwin, no ano de 1958, baseado nas idéias desenvolvidas por Griffith anunciou o fator
de intensificação de tensão K, onde S é a tensão aplicada ao componente e a é o comprimento
da trinca.
K = S. a.π (2.1)
Se K atingir certo valor a fratura acontece. Neste momento surgia um novo campo
denominado Mecânica da fratura elástica linear.
A década de 1960 foi uma das mais importantes no desenvolvimento dos estudos
sobre fadiga. Existia a necessidade de embasamento matemático mais forte na teoria
desenvolvida até então, e foi nesta época que Irwin e outros pesquisadores promoveram a

6
utilização da mecânica da fratura como uma ferramenta prática de engenharia. Nessa década
tivemos uma das mais importantes evoluções da teoria da fadiga. O acontecimento foi com
relação às experiências de Paris (Paris et al, 1921), desenvolvendo as primeiras relações com
a taxa propagação de trincas:
dnda = C. ∆Kn (2.2)
Onde C e n são constantes do material e ∆K é a variação do fator de intensificação de
tensão K.
Somente por volta de 1970, à análise de fadiga tornou-se uma ferramenta prática de
engenharia começando a ser aplicada na indústria. Atualmente ainda existem muitos desafios
a serem alcançados no ramo de fadiga em estruturas metálicas, principalmente devido ao fato
deste fenômeno ter caráter estatístico e depender de diversos fatores como: magnitude de
cargas e número de ciclos de aplicação do carregamento, concentradores de tensões (entalhes,
rasgos de chaveta, cantos vivos); fatores relacionados à micro estrutura do material (contorno
de grão, mecanismos de deslizamento de planos cristalinos, inclusões, vazios); fatores
ambientais (temperatura, meio, umidade, corrosão); processos de fabricação (tensões
residuais, acabamento superficial, defeitos, etc.) e desgaste mecânico (contato entre
componentes) (Ferreira, 2002).
A simulação computacional de fadiga em estruturas metálicas é um ramo novo onde
ainda existem muitos obstáculos a serem superados, com a maioria dos trabalhos
desenvolvidos e publicados nas últimas duas décadas. Tratando deste assunto, existem vários
modelos matemáticos usados para simular fadiga disponíveis nos dias de hoje, mas segundo a
comunidade acadêmica e a própria indústria ainda não existe nenhum modelo hoje confiável o
bastante que possa ser aplicado nos problemas de fadiga em geral. Cabe ao engenheiro na
indústria conhecer os modelos existentes e definir onde os mesmos podem ser aplicados.

7
2-2 Métodos utilizados para cálculo de fadiga
A bibliografia atual no campo de fadiga em metais disponibiliza três métodos para
cálculo de vida sob fadiga. Os métodos são: Método da vida sob tensão (S � N) , Método da
vida sob deformação (ε � N) e o Método da Mecânica de fratura linear Elástica (da/dN).
Informações detalhadas sobre esses métodos podem ser encontradas em (Bannatine et al,
1990; Shigley et al, 2005).
2.2.1 Método da vida sob tensão
Neste método, o cálculo para vida em fadiga está baseado no gráfico tensão versus
número de ciclos para falha (Figura. 2.2), estes gráficos são obtido experimentalmente para
vários materiais e podem ser encontrados em várias bibliografias (Shigley et al, 2005; Rice,
1997). Para cálculo da vida é suposto que a resistência do ponto crítico do componente
analisado seja igual à dos corpos de prova padronizados e com mesmo histórico de tensões.
Com o valor da tensão aplicada, através do gráfico com o correspondente material em
uso é obtida a vida em fadiga do componente.
Figura 2.2: Gráfico tensão versus número de ciclos para falha sob fadiga (Fiesp, 1996).
Como mostrado no gráfico é possível para alguns metais obter o limite de resistência à
fadiga (Se). Para tensões abaixo deste limite, o componente tem vida infinita. O limite de
fadiga da peça calculado deve ser corrigido da maneira indicada a seguir:

8
Se´ = ka.kb.kc.kd.ke.kf.Se (2.3)
• ka: fator de correção de condições de superfície.
• kb: fator de correção de tamanho.
• kc: fator de correção de carga.
• kd: fator de correção de temperatura.
• ke: fator de correção de confiabilidade.
• kf: fator de correção por efeitos variados.
O método de vida sob tensão somente deve ser aplicado em componentes não
trincados e em situações de fadiga de alto ciclo (N > 1000), onde as tensões elásticas são
predominantes.
2.2.2 Método da vida sob deformação
O Método ε � N tem como característica principal a consideração dos efeitos elasto-
plásticos localizados, ou seja neste método as deformações plásticas são contabilizadas. A
vida em fadiga pode ser calculada pela relação de Coffin-Manson:
( ) ( )cF
bF NNE
222
´´
εσε +=∆ (2.4)
O primeiro termo do lado direito da equação contabiliza os efeitos elásticos enquanto o
segundo os efeitos plásticos. Abaixo o significado de cada coeficiente na equação (Shigley et
al, 2005):
ε∆ = intervalo de deformação (deformação elástica + deformação plástica).
´Fε = coeficiente de ductilidade à fadiga, pode ser considerado como a deformação verdadeira
correspondente à fratura.
´Fσ = coeficiente de resistência à fadiga, pode ser considerado como a tensão correspondente
à fratura.

9
c = expoente de ductilidade à fadiga, é a inclinação da linha de deformação plástica na figura
2.3, pode ser considerado a potência que a vida 2N deve ser elevada para ser proporcional à
amplitude de deformação plástica verdadeira.
b = Expoente de resistência à fadiga, é a inclinação da linha de deformação elástica como
mostrado na Figura 2.3, pode ser considerado como potência à qual a vida 2N deve ser
elevada para ser proporcional à amplitude de tensão verdadeira.
Figura 2.3: Gráfico amplitude de deformação versus ciclos de vida sob fadiga
(Shigley et al, 2005).
O método de vida sob deformação é mais indicado para o cálculo de fadiga de baixo
ciclo devido ao fato de contabilizar as deformações plásticas, e também pode ser aplicado aos
casos de fadiga de alto ciclo.

10
2.2.3 Método da Mecânica de Fratura Linear Elástica
O método da/dN possibilita o cálculo da vida sob fadiga de um componente desde uma
fissura inicial ate a completa ruptura, em outras palavras prevê o tempo de propagação da
trinca de um determinado componente até a ruptura completa. Este método é baseado nos
princípios da Mecânica da fratura linear.
As tensões locais em regiões próximas à ponta da trinca são consideradas de acordo
com o anunciado por Irwin na década de 1950 (Bannatine et al,1990):
( )θπ
σ ijij fr
K2
= (2.5)
Onde ijf é uma função dos termos r e θ que são as coordenadas cilíndricas com
relação à ponta da trinca (figura 2.4), e K é o fator intensidade de tensão.
Figura 2.4: Coordenadas na frente da trinca (Miranda, 2003).
Quanto ao modo de carregamento (figura 2.5), estes podem ser identificados em três
diferentes modos:
Modo I : modo de abertura de trinca.
Modo II : modo de cisalhamento no plano
Modo III: modo de cisalhamento fora do plano

11
Figura 2.5: Modos de deslocamento na ponta da trinca (Miranda, 2003).
O fator de intensidade de tensão K define a magnitude das tensões locais em volta da
ponta da trinca. O fator K depende do tipo de carregamento, tamanho da trinca, forma da
trinca e contornos da geometria. A formula geral para calculo do K é dada da seguinte forma:
( ) agfK πσ= (2.6)
Onde σ é a tensão aplicada no componente (diferente da tensão local ijσ ), a é o
tamanho da trinca e ( )gf é o fator de correção que depende do experimento e da geometria
da trinca. Aplicações do fator de intensidade de tensões em vários problemas com
carregamentos e posicionamento de trincas diferentes podem ser encontradas em Bannatine et
al,1990. A taxa de crescimento de trinca (da/dN) pode ser obtida derivando a função de
tamanho de trinca a em função do Número de ciclos N. O gráfico da/dN versus log ∆ K
visualizado na Figura 2.6 mostra as 3 regiões na vida sob fadiga de um componente, a
primeira região é referente ao início da trinca, a segunda é referente ao período de propagação
e a terceira à ruptura.

12
Figura 2.6: Gráfico referente à propagação de trinca (Ferreira, 2002).
A maioria dos conceitos relacionados ao método da mecânica da fratura linear elástica
se encontram na região dois do gráfico, nesta região a curva é aproximadamente linear. Um
dos métodos mais utilizados para descrever a taxa de propagação de trinca foi anunciado na
década de 1960 por Paris, a equação é mostrada abaixo:
dNda = C. ∆Km (2.7)
O número de ciclos para a falha pode ser calculado integrando a equação de Paris:
( )∫ ∆
= f
i
a
a mf KCdaN (2.8)
Onde ia e fa são os tamanhos inicial e final da trinca, C e m são constantes do material.
2.3 Fadiga em juntas soldadas
As juntas soldadas são regiões que merecem grande destaque nos projetos mecânicos,
pois são regiões de alta concentração de tensão. A fadiga nas juntas e em regiões próximas
acontece principalmente devido aos efeitos localizados, como altas variações de tensão. O
cálculo de fadiga em juntas soldadas é complexo devido a várias incertezas decorrentes do
processo, tais como: parâmetros geométricos, tensões residuais, distorções da solda e
mudanças locais nas propriedades mecânicas do material. O processo de aquecimento e
posterior resfriamento, juntamente com o processo de fusão são as principais causas que

13
levam a mudanças nas propriedades do material após a soldagem. Outros fatores que
dificultam bastante os cálculos de fadiga nas soldas são os poros, inclusões e cavidades
resultantes do processo de soldagem. Como conseqüências dos aspectos citados, as falhas por
fadiga em regiões soldadas são mais freqüentes do que nas bases metálicas (Fricke, 2003).
Informações mais detalhadas sobre os fatores complicadores para cálculo de fadiga em soldas
podem ser encontradas na bibliografia de Radaj e Sonsino, 1998.
Existem diferentes métodos aproximados para analise da fadiga em juntas soldadas, os
principais são: Método por tensão nominal (Nominal stress approach), Método por tensão
estrutural (Hot-spot stress approach), Método por intensificador no entalhe (Notch stress
approach), Método por deformação no entalhe (Notch strain approach) e Método por
propagação de trinca (Crack propagation approach).
2.3.1 Método por tensão nominal
Este método é baseado na mesma metodologia para cálculo da fadiga do método S � N
em chapas metálicas, comentado no capítulo anterior, ou seja, a vida sob fadiga é calculada
com a utilização de gráficos S - N padronizados. A diferença do método, no caso das soldas,
são os parâmetros para utilização dos gráficos, as curvas S � N para soldas são definidas
dependendo do material, classe da solda, e qualidade da solda (Radaj & Sonsino, 1998). No
caso do dimensionamento de componentes não soldados os parâmetros eram: material,
geometria e parâmetros de superfície. A classe das juntas soldadas é organizada de acordo
com sua forma, tipo de solda, tipo de carregamento e qualidade de manufatura.
A figura 2.7 mostra curvas S � N padrões para juntas soldadas em cordão (Curvas
Recomendadas pelo International Institute of Welding).

14
Figura 2.7: Curvas S-N padronizadas para classes de juntas soldadas (Radaj, 1998).
O método de aproximação por tensão nominal é o mais usado em muitas áreas da
engenharia mecânica e estrutural, tais como: vasos de pressão, construção de pontes, tubula-
ções, navios entre outros (Radaj & Sonsino, 1998). Esta aproximação é usada em muitos pa-
drões recomendados por instituições responsáveis por procedimentos para projetos de juntas
soldadas (Hobbacher, 1996; Britsh Standards, 1993; Eurocode 3, 1992). Em outras áreas onde
existe a necessidade de projetos otimizados para redução de peso com tolerância para o dano
de fadiga, tais como: indústria automotiva, aeronáutica e espacial, os métodos com aproxima-
ção local são mais utilizados. Informações mais detalhadas sobre o método pode ser encontra-
do Radaj e Hobbacher (Radaj & Sonsino, 1998; Hobbacher, 1996).
2.3.2 Método por tensão estrutural (Hot � spot stress approach)
Este método considera as tensões estruturais (internas), que geralmente são maiores
que as tensões nominais devido à macro-geometria do componente em avaliação. Apesar de
considerar as tensões estruturais, a idéia central do método é não considerar a concentração de
tensão no contorno da solda (local notch effects), para isto é determinada certa distancia do pé
da solda onde as tensões ou deformações são obtidas por cálculo estruturais, método dos
elementos finitos (Zienkiewicz & Morgan, 1983; Bath, 1996; Cook,1995; Avelino, 2000) ou
por strain gauges. As tensões estruturais medidas são extrapoladas para um valor no contorno

15
da solda, informações detalhadas de como obter estas tensões estruturais e sobre modelagem
para o método dos elementos finitos encontram-se no trabalho de Niemi (Niemi ,1995). Com
os valores das tensões ou deformações a vida em fadiga é obtida através de gráficos S - N ou ε
� N padronizados. Hoje existem vários códigos e recomendações padronizados para este
método tais como: AWS, API , SAE, ECCS, Eurocode3 ,DEn e IIW.
Informações mais detalhadas sobre o método e seu desenvolvimento podem ser
encontradas em (Radaj & Sonsino, 1998; Marshall,1992).
As principais áreas de aplicação para este método são estruturas tubulares (offshore
engineering), vasos de pressão, caldeiras, navios, pontes e componentes veiculares.
As principais limitações dos métodos são: a região de surgimento de trinca deve ser
conhecida antecipadamente, a trinca deve surgir fora da solda , os efeitos de concentração de
tensão e a qualidade da solda do componente deve ser a mesma do experimento onde foi
obtido o gráfico S � N ou ε � N.
2.3.3 Método por intensificador de tensão no entalhe (Notch stress approach)
A resistência à fadiga de um componente mecânico depende dos efeitos referentes às
regiões concentradoras de tensão. Geralmente os pontos de concentração de tensão são as
primeiras regiões a surgir trincas num processo de fadiga. Este método é baseado na utilização
do fator de concentração de tensão Kt, que geralmente dependem de fatores geométricos,
carregamento e características microestruturais, tais como: raio e tamanho de entalhes
(notches). Exitem hoje várias versões disponíveis para a aproximação por intensificador no
entalhe, as principais são a de Lawrence, Radaj, Seeger and Sonsino (Radaj & Sonsino, 1998).
Todas são baseadas na utilização de fatores concentradores de tensão, estes fatores são valores
que multiplicam as tensões nominais com objetivo de encontrar as tensões nos entalhes.
A versão de Lawrence é baseada na utilização de análise elástica no entalhe para
determinação do fator de fadiga Kf (fatigue notch factor) referente a uma possível iniciação de
trinca. O fator Kf é definido em função do fator de concentração de tensão Kt. A versão de Radaj, restrita à definição do ponto de vida infinita, é baseada na hipótese
de Neuber, onde a ponta da trinca tem um raio fictício. O valor encontrado para o limite de
fadiga é função das tensões nominais.
A versão de Seeger é uma versão ampliada da versão de Radaj, onde Seeger estudou o
cálculo de fadiga numa maior quantidade de materiais e juntas, sua maior aplicação foi no
projeto de peças para guindastes.
16
A versão de Sonsino utiliza dados estatísticos para quantificar o efeito do tamanho do
entalhe e das tensões locais multiaxiais.
A aplicação desse método é adequada onde não é possível ou é impreciso aplicar os
métodos de aproximação por tensão nominal ou tensão estrutural. Informações mais
detalhadas sobre o método e tabelas com os mais variados fatores de concentração de tensão
podem ser encontradas em Radaj (Radaj & Sonsino, 1998).
2.3.4 Método por intensificador de deformação no entalhe (Notch strain approach)
Este método é baseado no surgimento de trincas em regiões de concentração de tensão
considerando as deformações elasto-plásticas localizadas. As deformações encontradas são
comparadas com gráficos ε � N padrões de materiais sem concentradores de tensão. As
tensões residuais também podem ser consideradas. As deformações localizadas também
podem ser medidas em vez de calculadas.
As principais versões para este método foram desenvolvidas por Lawrence, Seeger e
Sonsino (Radaj & Sonsino,1998).
2.3.5 Método por propagação de trinca (Crack propagation approach)
A vida sob fadiga de componentes estruturais com trincas ou defeito existente pode ser
calculada com o método por propagação de trinca. A taxa de propagação de trinca pode ser
analisada com base na equação de Paris.
A aplicação do método por propagação de trinca em juntas soldadas leva em
consideração a pré-existência de trincas. Esta consideração tem com base os defeitos
ocasionados pelo processo de soldagem. O período até o surgimento da trinca não é levado
em consideração neste método. Para estimar a vida sob fadiga é necessário estabelecer o
tamanho inicial e final da trinca, juntamente com o fator de intensidade de tensão.
As tensões residuais provenientes dos processos de fabricação e soldagem podem ser
consideradas. No caso de tensões residuais de tração, a vida sob fadiga é diminuida, quando
compressão, a vida aumenta.
Neste trabalho o método por propagação de trinca é utilizado devido à característica de
obterem-se tensões equivalentes com a utilização da lei da Paris. Essas tensões permitem a
obtenção de curvas de vida sob fadiga com uma maior precisão no que diz respeito à variação
de tipos de juntas, tipos de processos de soldagem, espessuras, e tipos de carregamentos.

17
No capítulo 4 será mostrado em detalhes o Método da Curva Master S-N , o qual é
baseado no método por propagação de trinca e foi utilizado durante as simulações
desenvolvidas neste trabalho. Mais informações podem ser encontradas em Radaj (Radaj &
Sonsino, 1998).

18
3. MODELAGEM GEOMÉTRICA DE JUNTAS SOLDADAS
Desenvolver modelos computacionais representativos para juntas soldadas é uma das
etapas mais importantes no processo de análise de fadiga. Várias técnicas são usadas na
atualidade, variando principalmente com os métodos de análise mostrados no capítulo 2.
Diferenças são encontradas desde a escolha do elemento finito mais adequado (casca, placa,
sólido, elemento rígido) até a espessura do cordão. Neste tópico será discutida a modelagem
geométrica das juntas soldadas por pontos e cordão.
3.1 Pontos de solda
O método mais empregado para simular pontos de solda é o de ponto para ponto (P2P,
Point to point), neste método pode-se utilizar elementos rígidos, elementos de barra, e
elemento sólidos. O elemento mais utilizado neste tipo de análise é o elemento rígido (Figura
3.1). As tensões locais, calculadas pelo método dos elementos finitos com a utilização deste
elemento, atingem valores muito maiores que os reais nos elementos que estão conectados aos
elementos rígidos, fazendo com que as mesmas deixem de ser consideradas na análise de
fadiga. A desconsideração de elementos conectados a elementos rígidos é um dos principais
problemas na análise de juntas soldadas por pontos de solda, tornando-se uma das maiores
limitações no desenvolvimento das análises de durabilidade. Com a disponibilidade comercial
de softwares para análise da fadiga em pontos de solda esta limitação deixou de existir e
desde então modelos de dano para pontos de solda vêm sendo desenvolvidos utilizando as
tensões calculadas em elementos conectados a elementos rígidos. Nestes programas especiais,
geralmente vários parâmetros para garantir a qualidade da modelagem podem ser
configurados, tais como: tamanho mínimo e máximo do elemento e ângulo máximo que a
normal do elemento 2D faz com o rígido. A utilização dos elementos sólidos (Figura 3.2) é
uma boa representação em vários tipos de análises, principalmente em análises de rigidez,
mas para cálculo de fadiga em chapas metálicas o uso de elementos rígidos consegue
resultados mais precisos. Nos programas computacionais com modelos especiais para cálculo
de fadiga em juntas soldadas geralmente também é recomendado o uso de elementos rígidos
para representar os pontos de solda. Aplicações destes três tipos de modelagem em análise
modal podem ser encontradas (Silva & Magalhães, 2004).

19
Figura 3.1: Modelagem de ponto de solda por elemento rígido.
Figura 3.2: Modelagem de ponto de solda por elementos sólidos.
O outro método utilizado para modelar pontos de solda é o por pontos coincidentes
(coincident point), neste método não existe nenhum elemento representando a solda entre as
chapas soldadas, ou seja, os nós de ambas as chapas soldadas possuem a mesma localização.
Com este tipo de modelagem os elementos conectados ficam distorcidos, logo a geometria
original da peça é modificada. Estas características podem levar a resultados imprecisos na
região de conexão das chapas.
20
3.2 Soldas por cordão
As soldas por cordão podem ser modeladas com elementos bidimensionais de placa,
casca (Figura 3.3) ou com elementos sólidos (3D). Mais uma vez os resultados calculados
nestes elementos e nos elementos vizinhos não apresentam boa correlação com os resultados
físicos em experimentos, mostrando mais uma vez a necessidade de modelos específicos que
levem em consideração as alterações localizadas referentes ao processo de soldagem.
A utilização de elementos 2D ou 3D variam principalmente devido ao modelo
matemático utilizado para o cálculo de fadiga (capítulo 2). Os elementos 2D são os mais
utilizados devido a maior simplicidade de sua formulação, facilidade de modelagem
geométrica, e por apresentarem boa correlação na simulação de chapas metálicas.
Figura 3.3: Modelagem de junta soldada por cordão.
Os programas de cálculo de fadiga em juntas soldadas geralmente apresentam um guia
de modelagem onde valores como espessura, comprimento e altura do cordão de solda podem
ser obtidos em função do tipo de solda e espessura das chapas a serem soldadas. Outro
importante fator que geralmente precisa ser ajustado e tem grande influência para o cálculo de
fadiga é a direção das normais dos elementos que fazem parte da junta soldada, tanto do
elemento de solda, como das chapas a serem soldadas. Alguns métodos utilizam elementos
3D para a simulação de juntas soldadas, mas o principal obstáculo para implementação deste
método é a dificuldade no pré-processamento, pois os métodos que utilizam os mesmos
exigem um malha refinada na região da solda.

21
4. MODELO NUMÉRICO PARA CÁLCULO DE VIDA SOB FADIGA EM JUNTAS
SOLDADAS PELO PROCESSO MIG / LASER
A utilização dos métodos das tensões nominais e estruturais no desenvolvimento de
simulações numéricas da juntas soldadas possui algumas limitações que dificultam sua
utilização. Um dos grandes obstáculos para utilização destes dois métodos é a alta
sensibilidade dos resultados numéricos ao refinamento de malha. Isto ocorre porque os fatores
de concentração de tensão não podem ser diretamente calculados de modelos de elementos
finitos devido a forte dependência do tamanho do elemento nas regiões de descontinuidades.
Outro grande problema na utilização destes dois métodos é a necessidade de sempre utilizar
uma curva padrão específica quando uma determinada configuração estiver sendo analisada,
tais como: combinação material, espessura, tipo de junta, tipo de solda, tipo de carregamento.
Várias pesquisas vêm sendo desenvolvidas para tentar resolver os dois problemas
citados anteriormente. A maioria dos esforços se encontra numa maneira de conseguir
métodos de extrapolação efetivos para as tensões estruturais obtidas pelo método hot-stress na
região de concentração de tensão do contorno da solda (ISS/IIW, 1993; Niemi, 1992).
Entretanto os métodos de extrapolação disponíveis ainda não conseguem apresentar
resultados consistentes nas mais variadas aplicações (Niemi & Tanskasnen, 1999). A
dificuldade de se obter as tensões no contorno da solda por extrapolação é mostrada na figura
4.1.
Figura 4.1: Dependência do tamanho do elemento no contorno da solda (Dong, 2001).

22
Análises utilizando os princípios da mecânica da fratura (Radaj & Sonsino, 1998)
estão ganhando espaço no campo de análise sob fadiga de juntas soldadas, devido
principalmente às dificuldades comentadas anteriormente. Um dos principais métodos
existentes para análise da fadiga em juntas soldadas é o Método da Curva Master S-N (Dong e
t al, 2004) baseado no método de tensões estruturais. Com este método, através da obtenção
de uma tensão equivalente, é possível transformar em uma única curva de fadiga, juntas com
variações de espessura, geometrias e tipos de solda do componente a ser analisado. Outra
grande vantagem deste método é a baixa sensibilidade dos resultados ao refinamento de malha
utilizando elementos bidimensionais como placas e cascas. Neste trabalho será mostrado
como é possível obter a vida em fadiga utilizando o Método da Curva Master S-N.
Informações mais detalhadas podem ser encontradas em (Dong et al , 2004; Dong, 2001).
4.1 Método da Curva Master S-N
Neste método a vida (número de ciclos até a falha) em fadiga é calculada em função
de um parâmetro relacionado a tensões estruturais equivalentes, usando princípios da
mecânica da fratura, mais precisamente o modo I de crescimento de trinca. A taxa de
crescimento de trinca está relacionada com os fatores intensificadores de tensões, por meio da
lei de Paris.
4.1.1 Análise Global
O Método da Curva Master S-N utiliza as forças nodais dos elementos finitos de casca
ou placa, obtidas por uma análise estática linear, como dados de entrada para o cálculo da
vida sob fadiga. As forças nodais são transformadas para um sistema de coordenadas locais à
solda. Estas forças são transformadas em forças distribuídas ao longo da linha de solda (forças
e momentos de linha) através de um equilíbrio de trabalho equivalente feitos pelas forças e
momentos ao longo da linha de solda (Dong, 2001). A figura 4.2 mostra os elementos na
região da solda e o balanço de forças.

23
Figura 4.2: Balanço de forças nos elementos da solda (Potukutchi et al, 2004).
4.1.2 Análise Local
Geometria e tensões no modelo são simplificadas como mostrado na figura 4.3.
Figura 4.3: Simplificação do modelo geométrico a ser analisado pelo Método da Curva
Master S - N (Potukutchi et al, 2004).

24
Como visto na figura 4.3, o modelo é transformado numa simples placa com espessura
t e uma trinca de tamanho a submetida a carregamentos de flexão e tração. As tensões
estruturais de tração e flexão podem ser obtidas das forças e momentos de linha, considerando
f como força de linha ao longo da direção local x´ (Figura 4.2) e m como momento de linha ao
longo do eixo y´, logo as tensões estruturais de tração e flexão são dadas como:
tf
m =σ e 2
6tm
b =σ (4.1)
Onde t é a espessura do material.
Como comentado anteriormente a taxa de crescimento de trinca é obtida através da lei
de Paris
mn
kn KMCdNda )()( ∆= (4.2)
Onde K∆ é a variação do fator intensificador de tensões, m é o expoente convencional
da lei de Paris, o expoente n (normalmente igual a 2) unifica a taxa de crescimento curta
induzida por efeitos de concentradores de tensão com a taxa de crescimento longa. O fator de
intensidade de tensões knM é definido como:
n
notchkn K
KM = (4.3)
Onde notchK é o fator de concentração de tensões locais, e nK é o fator de
concentração de tensões ao longo da espessura baseado em mσ e bσ . Informações detalhadas
sobre o modelo de crescimento da taxa de propagação de trinca em dois estágios podem ser
encontradas em (Dong et al, 2004).

25
A variação do fator de intensidade de tensões devido à tração é dada como:
∆=∆
taftK mmm σ (4.4)
Onde
tafm é a função de conformidade à tração, mσ∆ é a variação da tensão de
tração.
A variação do fator de intensidade de tensões devido à flexão é dada como:
∆=∆
taftK bbb σ (4.5)
Onde
tafb é a função de conformidade à flexão, bσ∆ é a variação da tensão de
flexão.
A variação do fator intensificador de tensão K∆ pode ser expressa como:
bm KKK ∆+∆=∆ (4.6)
Definindo r como a razão à flexão, temos:
bm
brσσ
σ∆+∆
∆= (4.7)
Onde,
bms σσσ ∆+∆=∆ (4.8)
Logo, K∆ pode ser expresso como:
−
−
∆=∆
taf
tafr
taftK bmmsσ (4.9)

26
Sabendo que N é o número de ciclos necessário para a falha, N pode ser obtido
integrando a lei de Paris, assim temos:
∫=
= ∆=
faa
amn
kn KMCdaN
0 )()( (4.10)
( )∫
=
= ∆=
1/
0/ )()(/.ta
tamn
kn KMCtadtN (4.11)
Substituindo K∆ , pelas equações (4.9), encontramos uma tensão estrutural
equivalente sS∆ , dada como:
mm
ms
s
rItS 1
22
)(−
∆=∆
σ (4.12)
sS∆ mm NC11 −−
= (4.13)
Onde I(r) é:
∫=
=
−
−
=1/
0/)(
)/()(ta
tam
bmmn
kn taf
tafr
tafM
tadrI (4.14)
Com os valores de sS∆ e N, famílias de curvas de fadiga são obtidas em função do
expoente m da lei de Paris, da espessura t, e da razão de flexão r.
O Método da Curva Master S-N está sendo adotado como método padrão no novo
código padrão da ASME (Potukutchi et al, 2004), para o desenvolvimento de modelos de
dano para soldas do tipo MIG.

27
A principal vantagem de utilização do Método da Curva Master S-N está na
substituição das curvas padronizadas de tensão nominal versus vida em ciclos (S- N), por uma
única curva de tensão equivalente (Eq 4.12 e 4.13) versus vida em ciclos
( SS - N). Nas figuras 4.4 e 4.5 são mostrados vários tipos de juntas com diferentes
carregamentos, espessuras, além de aços com classes diferentes de tensões de escoamento. No
gráfico da figura 4.6 temos os valores de vida sob fadiga encontrados experimentalmente
(Potukutchi et al, 2004) para as juntas mencionadas na figura 4.4. No mesmo gráfico são
indicadas curvas de fadiga padrões da ASME. Pode ser verificado que vários valores de vida
em ciclos encontram-se bem distantes das curvas padrões.
Figura 4.4: Vários tipos de juntas soldadas, carregamentos e espessuras.
(Potukutchi et al, 2004).
Figura 4.5: Legendas para os tipos de juntas mostrados na figura 4.4.(Potukutchi et al, 2004).

28
Figura 4.6: Resultados Tensões Nominais versus Vida sob fadiga para as juntas mostradas na
figura 4.4. (Potukutchi et al, 2004).
Figura 4.7: Resultado Tensão Equivalente do Método da Curva Master S-N versus Vida sob
fadiga para as juntas mostradas na figura 4.4. (Potukutchi et al, 2004).

29
Como mostrado na figura 4.7, as tensões estruturais equivalentes obtidas pelo Método
da Curva Master S-N permanecem numa faixa estreita sob uma linha reta, mesmo levando em
consideração a variação de carregamentos, espessuras e tipos de juntas, ou seja, a utilização
da tensão equivalente substitui várias curvas padrões.
O fluxograma para o processo de obtenção da vida sob fadiga relacionada ao método
da Curva Máster S-N é mostrado na figura 4.8.
Figura 4.8: Fluxograma para o cálculo da vida sob fadiga relacionada ao Método da Curva
Master S-N.
Modelo de elementos finitos
Mapeamento dos elementos
Análise estática linear
Forças nodaisCálculo da vida sob
fadiga
Identificação das juntas soldadas e avaliação da qualidade do modelamento geométrico

30
5. APLICAÇÕES NA INDÚSTRIA DO MÉTODO DA CURVA MASTER S-N
Este capítulo tem como objetivo mostrar aplicações práticas de análise de juntas
soldadas com o Método da Curva Master S-N na indústria. Serão mostradas aqui algumas
análises recentemente publicadas em artigos da sociedade de engenharia automotiva (SAE).
5.1 Desafio de Soldagem da SAE
O Comitê de Fadiga Estrutural da SAE lançou em 2003 o chamado desafio de fadiga
da SAE (Kyuba et al, 2004; Potukutchi et al, 2005). Este desafio foi relacionado a qual
método numérico para cálculo de fadiga em uma estrutura tubular soldada pelo processo MIG
conseguiria apresentar valor numérico de vida sob fadiga mais próximo do valore obtido atra-
vés de um experimento físico. O desafio foi aberto tanto para a academia quanto para a indús-
tria. As figuras 5.1 e 5.2 mostram a estrutura tubular relacionada ao desafio da SAE.
Figura 5.1: Desenho técnico da estrutura tubular relacionada ao desafio da SAE
(Kyuba et al,2004).

31
Figura 5.2: Modelo físico real da estrutura tubular relacionada ao desafio da SAE
(Kyuba et al, 2004).
As condições de contorno relacionadas ao desafio foi engastamento de duas
extremidades da estrutura, e um carregamento de flexão/torção de 17,8 kN na extremidade
livre. As condições de contorno são mostradas na figura 5.3.
Figura 5.3: Modelo de elementos finitos com condições de contorno.

32
Uma equipe composta pela Ford Motor Company e do Instituto de Batelle venceu o
desafio utilizando o Método da Curva Master S-N. Na figura 5.4 temos o modelo de
elementos finitos desenvolvido e a localização do surgimento de trinca na região em
vermelho.
Figura 5.4: Resultados numéricos de vida sob fadiga para estrutura tubular do desafio SAE
(Potukutchi et al, 2004).
Figura 5.5: Localização da trinca no ensaio físico do desafio SAE (Kyuba et al, 2004).
A localização da trinca no ensaio físico do desafio SAE é mostrada na figura 5.5. Os
resultados de vida sob fadiga obtidos pelo Método da Curva Master S-N para o desafio SAE
são mostrados na tabela 5.1.

33
Tabela 5.1: Resultados obtidos pelo Método da Curva Master S-N para o desafio SAE
(Potukutchi et al, 2004).

34
5.2 Quadro auxiliar automotivo (Subframe)
O quadro auxiliar ou subframe é um componente que faz parte do conjunto de
suspensão de um automóvel. As soldas realizadas em componentes de suspensão de veículos
geralmente são MIG. Uma análise de subframe típico foi desenvolvida por Potukutchi
(Potukutchi et al, 2004). O modelo do subframe é mostrado na figura 5.6.
Figura 5.6: Típico modelo de um quadro auxiliar veicular (Potukutchi et al, 2004).
Os componentes de suspensão automotiva são uma importante área de aplicação para
o Método da Curva Master S-N. Os carregamentos aplicados por Potukutchi foram cargas
medidas em pistas de teste, estas cargas foram introduzidas em 53 diferentes pontos no
veículo. Os resultados de vida sob fadiga para o subframe são mostrados na figura 5.7, mais
detalhes podem ser encontrados em (Potukutchi et al, 2004).

35
Figura 5.7: Resultados de vida sob fadiga para o quadro auxiliar (Potukutchi et al, 2004).
Segundo Potukutchi os resultados obtidos ficaram de acordo com os requerimentos de
durabilidade do componente.

36
6. SIMULAÇÃO COMPUTACIONAL
As simulações numéricas de fadiga em juntas soldadas desenvolvidas neste trabalho
foram executadas com o auxílio do aplicativo computacional FLOW (Fatigue Life of Welds).
FLOW é um aplicativo computacional de propriedade da FORD MOTOR COMPANY
destinado a calcular vida sob fadiga de juntas soldadas em chapas metálicas, o aplicativo tem
implementado o Método da Curva Master S-N.
6.1 Processo para cálculo da vida sob fadiga
O processo para cálculo de vida em fadiga é desenvolvido em 3 etapas. Na primeira
etapa um mapeamento é realizado, onde os elementos que fazem parte dos cordões de solda
são mapeados com valores das propriedades de solda necessários para o cálculo de vida do
Método da Curva Master S-N. Após o mapeamento todas as juntas soldadas são identificadas
automaticamente. Numa segunda etapa, após a identificação das soldas, uma análise estática
linear utilizando o método dos elementos finitos é realizada para obtenção das forças nos nós
dos elementos que estão conectados as soldas, como mostrado na figura 4.2. Esta análise foi
desenvolvida utilizando o aplicativo comercial Nastran, o qual tem o método dos elementos
finitos (MEF) implementado (Nastran, 2005).
Na terceira etapa, os valores de forças nos nós calculados pelo MEF são transformados
para valores de forças de linha nos cordões de solda (Figura 4.2). Após esta transformação as
tensões equivalentes do Método da Curva Master S-N são calculadas nas juntas soldadas. De
posse das tensões equivalentes, o passo seguinte é o cálculo da vida sob fadiga.
Também é possível a realização de análises com diferentes carregamentos de entrada.
Estas análises são realizadas em eventos separados e o resultado final para todos os eventos é
calculado numa etapa posterior. É importante ressaltar que a vida é calculada para dois tipos
de falha: o primeiro é referente à falha no cordão de solda e o segundo é referente à falha no
pé da solda, a menor vida é apresentada como da vida da junta.
Por fim os resultados de vida em fadiga são pós-processados, onde podem ser
visualizadas as regiões com possibilidade de surgimento de trincas. O pré-processamento e
pós-processamento foram realizados utilizando o Hypermesh (Hypermesh 7.0, 2004), o qual é
um aplicativo comercial destinado a pré-processamento e pós-processamento de análises que
utilizam o método dos elementos finitos.

37
6.2 Simulação de junta soldada do tipo Lap
O primeiro modelo desenvolvido com o objetivo de realizar correlação de resultados
experimentais foi desenvolvido tendo como base os experimentos utilizados por Yoshida
(Yoshida & Seto, 2003), no qual duas chapas são soldadas por dois cordões de solda do tipo
lap, a figura 6.1 mostra a configuração do experimento. Yoshida em seu trabalho desenvolveu
quatro diferentes modelos, variando dimensões e espessuras das chapas, comprimento e
distâncias entre os cordões de solda. A tabela na figura 6.1 mostra as configurações destes
experimentos. Neste trabalho duas das configurações de Yoshida foram escolhidas para serem
simuladas, levando em consideração a mudança de espessura das chapas soldadas, ou seja,
foram simulados dois modelos com a primeira configuração de Yoshida, variando somente a
espessura (2.3 e 3.2 mm).
Figura 6.1: configuração do experimento de Yoshida (Yoshida & Seto, 2003).
As chapas utilizadas são de aços conformados a quente (´grade hot rolled steel ´). As
propriedades mecânicas e químicas do material são mostradas na tabela 6.1.
Composição Química ( %) Propriedades Mecânicas Aço Espessura
(mm) C Si Mn P S Tensão de
Escoamento Tensão
de Ruptura
Alongamento
2,3 0,14 0,01 0,42 0,011 0,0054 306 430 36,5 440MPa Class 3,2 0,13 0,09 0,76 0,018 0,0035 323 474 34,7
Tabela 6.1: Propriedades químicas e mecânicas das chapas utilizadas no experimento
(Yoshida & Seto, 2003).

38
O modelo de elementos finitos desenvolvido para o experimento teve como base o
guia de modelagem apresentado pelo FLOW onde as dimensões do cordão de solda podem
ser obtidas com fórmulas padronizadas em função das espessuras das chapas a serem
soldadas. As chapas metálicas e soldas foram modeladas com elementos de casca linear. Os
resultados iniciais foram obtidos com elementos quadriláteros de 3x3 mm.
Figura 6.2: Modelo de elementos finitos do experimento de Yoshida.
O carregamento alternado de tração é controlado por uma razão de carregamento de R =
0.1 ( maxmin /σσ=R , onde σ é a tensão aplicada ao componente). No experimento é
considerada falha (início de trinca) quando os strain gauges detectam uma redução de 20% na
variação de deformação. O modelo de elementos finitos foi desenvolvido com as mesmas
dimensões dos experimentos citados. Como condição de contorno uma das chapas foi restrita
em sua extremidade em todas as direções, enquanto a outra chapa também foi restrita
deixando somente em liberdade a translação no sentido longitudinal. Nesta extremidade com
grau de liberdade livre foi aplicado um carregamento alternado de tração.
Inicialmente uma análise estática linear foi desenvolvida com o objetivo de identificar as
regiões de máxima tensão de Von mises e possível escoamento do material, o carregamento
utilizado foi uma força de 18 kN na mesma direção mostrada na figura 6.2, este é pico
máximo dos carregamentos utilizados para analises de fadiga. Os resultados desta análise são
mostrados nas figuras 6.3 e 6.4.

39
Figura 6.3: Resultados da análise estática linear do experimento de Yoshida.
Na figura 6.3 verificamos os escoamento nas regiões vermelhas, ou seja, num
carregamento estático de 18 kN o componente apresentaria escoamento.
Figura 6.4: Resultados da análise estática linear do experimento de Yoshida.
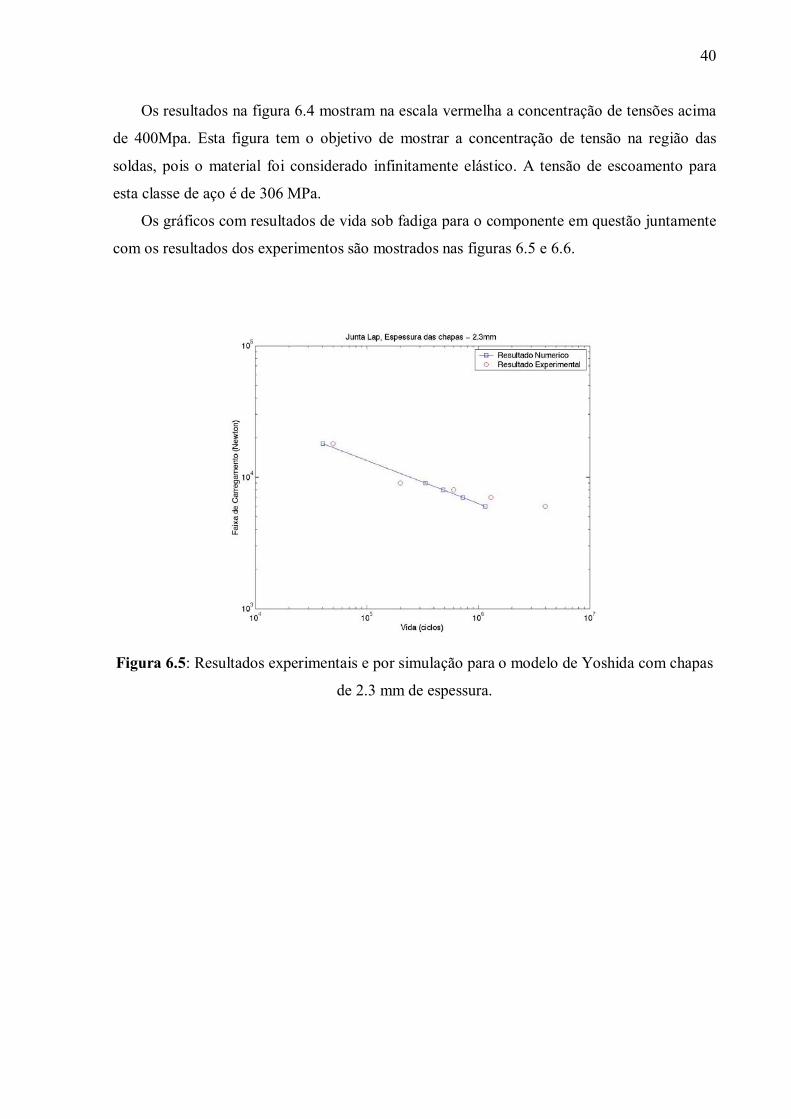
40
Os resultados na figura 6.4 mostram na escala vermelha a concentração de tensões acima
de 400Mpa. Esta figura tem o objetivo de mostrar a concentração de tensão na região das
soldas, pois o material foi considerado infinitamente elástico. A tensão de escoamento para
esta classe de aço é de 306 MPa.
Os gráficos com resultados de vida sob fadiga para o componente em questão juntamente
com os resultados dos experimentos são mostrados nas figuras 6.5 e 6.6.
Figura 6.5: Resultados experimentais e por simulação para o modelo de Yoshida com chapas
de 2.3 mm de espessura.

41
Figura 6.6: Resultados experimentais e por simulação para o modelo de Yoshida com chapas
de 3.2 mm de espessura.
Na figura 6.7 temos os resultado pós-processados visualizados no Hypermesh, nesta
figura temos em azul a indicação de onde surgirá à falha.
Figura 6.7: Vida em fadiga para a junta soldada do modelo de Yoshida, chapas de 2.3 mm de
espessura e 18 KN de carregamento alternado.
Min Life � 4.5e4

42
Apesar de certa dispersão dos resultados experimentais devido à natureza estatística do
fenômeno de fadiga, os resultados numéricos apresentados para o modelo de Yoshida
mostraram-se conservativos com relação aos resultados experimentais.

43
6.3 Estudo de sensibilidade ao refinamento de malha da junta do tipo Lap
Como comentado anteriormente, uma das principais razões em desenvolver um
modelo de fadiga utilizando princípios da mecânica da fratura, é a baixa sensibilidade dos
resultados ao refinamento de malha, sendo esta uma das grandes vantagens do Método da
Curva Master S-N. Com o intuito de verificar esta característica foi desenvolvido um estudo
de convergência de malha, com elementos quadriláteros de dimensões: 3 x 3, 6 x 6 e 12 x 12
mm (Figuras 6.8, 6.9 e 6.10). A tabela 6.2 mostra as quatro diferentes configurações de malha
utilizadas no estudo de convergência.
Configuração Dimensão do
elemento (mm)
Número de nós Número de
elementos
1 12 x 12 195 163
2 6 x 6 650 593
3 3 x 3 2395 2289
Tabela 6.2: Configurações das malhas para junta do tipo Lap utilizadas no estudo de
convergência
Figura 6.8 : Primeira configuração de malha para junta Lap.

44
Figura 6.9: Segunda configuração de malha para junta Lap.
Figura 6.10: Terceira configuração de malha para junta Lap.

45
Figura 6.11: Resultados de vida sob fadiga para as três configurações de malha.
Os resultados mostrados na figura 6.11 comprovam a baixa sensibilidade dos
resultados ao refinamento de malha. Nesta configuração de juntas soldadas, as vidas para as
três configurações de malha ficaram em torno de 40000 ciclos. A variação dos os resultados
entre as malhas de 12 e 3 mm foi de 6,04%.

46
6.4 Simulação de junta soldada do tipo T
A segunda etapa de correlação de resultados foi realizada para juntas do tipo T, este
trabalho utilizou como base o experimento desenvolvido por Shiokazi (Shiozaki et al, 2006).
O experimento é desenvolvido de acordo com a norma disponibilizada pelo Comitê de Fadiga
Estrutural da Sociedade de Engenharia Automotiva do Japão (JSAE). No trabalho de Shiozaki
temos a simulação de três tipos de juntas: Lap, T e Flare. Um esquema do experimento com a
junta do tipo T é mostrado abaixo na figura 6.12.
Figura 6.12: configuração do experimento de Shiozaki (Shiozaki et al, 2006).
As condições de contorno utilizadas foram restrições em todas as direções na base do
modelo, o carregamento P1 é aplicado não com direção indicada na figura 6.12. A razão de
carregamento é -1 (R = -1), ou seja, os carregamentos são totalmente revertidos. O material
utilizado para as chapas metálicas foi o aço conformado a quente. A espessura das chapas é
2.3 mm.
P1

47
O modelo de elementos finitos desenvolvido para este experimento tem elementos de
casca linear. A modelagem das juntas soldadas seguiu o guia de modelagem do FLOW, e a
malha foi desenvolvida com elementos de 3x3 mm. O modelo de elementos finitos foi
desenvolvido no Hypermesh, como mostrado na figura 6.13.
Figura 6.13: Modelo de elementos finitos do experimento de Shiozaki.
Uma análise estática linear foi desenvolvida no Nastran, com o objetivo de identificar
as regiões de concentração de tensão, como também a possibilidade de escoamento do
material. Neste caso foi aplicada uma força de 2000N na direção P1 indicada na figura 6.12,
este é o valor máximo de pico dos carregamentos utilizados para análise de fadiga na junta
soldada.

48
Figura 6.14: Resultados da análise estática linear do experimento de Shiozaki.
O resultado da figura 6.14 mostram que a máxima tensão de Von mises (seta
vermelha) obtida foi de 298 MPa ficando abaixo da tensão de escoamento do material. Na
figura 6.15 são visualizadas em vermelho as regiões com tensões acima de 200 MPa,
possíveis regiões com baixa vida sob fadiga nas juntas soldadas.

49
Figura 6.15: Resultados da análise estática linear do experimento de Shiozaki, em vermelho
tensões acima de 200MPa.
O próximo passo foi obter a curva de vida sob fadiga das juntas soldadas em análise.
Os resultados foram obtidos para o carregamento na direção P1 como mostrado no esquema
da figura 6.12. Os resultados são mostrados na figura 6.16.

50
Figura 6.16: Resultados experimentais e por simulação para o modelo de Shiozaki com
chapas de 2.3 mm de espessura.
De uma forma geral, os resultados numéricos apresentaram-se conservativos com
relação aos resultados experimentais. A figura 6.17 mostra no modelo de elementos finitos a
região da peça, em escala azul, onde provavelmente a trinca surgirá.

51
Figura 6.17: Possível localização da trinca indicada pela análise numérica.

52
6.5 Estudo de sensibilidade ao refinamento de malha da junta do tipo T
Um estudo de sensibilidade ao refinamento de malha foi desenvolvido com quatro
diferentes configurações de malhas. O carregamento utilizado foi de 2 KN com as mesmas
condições de contorno utilizadas anteriormente A tabela 6.3 mostra as quatro diferentes
configurações de malha utilizadas no estudo de convergência. As figuras 6.18 a 6.21 mostram
as referentes configurações.
Configuração Dimensões do
elemento na região
da solda (mm)
Número de nós Número de
elementos
1 10 x 10 3.097 2.967
2 5 x 5 4.789 4.642
3 2,5 x 2,5 7.633 7.512
4 1,25 x 1,25 10.177 10.160
Tabela 6.3: Configurações das malhas utilizadas no estudo de convergência
Figura 6.18: Primeira configuração de malha para o modelo de Shiozaki.

53
Figura 6.19: Segunda configuração de malha para o modelo de Shiozaki.
Figura 6.20: Terceira configuração de malha para o modelo de Shiozaki

54
Figura 6.21: Quarta configuração de malha para o modelo de Shiozaki.
Inicialmente tensões de Von Mises foram obtidas através de análises estáticas lineares.
Com estas análises foi possível verificar que as configurações de malha número um e dois não
eram adequadas para o desenvolvimento da análise de fadiga devido à diferença com relação
à tensão de convergência obtida na malha número um. Os resultados relacionados às análises
de convergência de tensões são mostrados na figura 6.22.

55
Figura 6.22: Convergência de tensões relacionadas às quatro configurações de malha
Figura 6.23: Resultados de vida sob fadiga para 3 configurações de malha referente ao
experimento de Shiozaki.

56
Os resultados da análise de convergência mostraram que para as malhas de
configuração três e quatro, apesar da redução em 50 % do tamanho de elemento o resultado de
vida sob fadiga ficou praticamente inalterado.Os resultados de vida referentes às malhas de
configuração um e dois são desconsiderados devido as estudo de convergência de tensão
mostrado na figura 6.23.

57
7. CONCLUSÃO E TRABALHOS FUTUROS
Os métodos tradicionais para cálculo de fadiga em juntas soldadas sob cordão (Ex:
MIG) são baseados em uma enorme variedade de curvas padronizadas, sempre que uma
variável de sistema é alterada, tal como: espessura, material, tipo de junta soldada e tipo de
carregamento, uma nova curva padrão é necessária. As curvas padrões nem sempre
apresentam condições de ambiente iguais às condições da junta em análise. O Método da
Curva Master S-N mostrou-se ser uma alternativa com confiabilidade satisfatória, salientando
que o método é baseado numa tensão estrutural equivalente que mantém um comportamento
similar mesmo alterando-se o tipo de junta, tipo de carregamento e espessura.
O Método utiliza dados de entrada que podem ser obtidos por qualquer programa
comercial baseado nos métodos dos elementos finitos. Os resultados obtidos para as juntas do
tipo Lap e T. foram bem correlacionados com os resultados experimentais. Os estudos de
convergência de malha mostraram baixa sensibilidade do método ao refinamento de malha.
Esta característica é muito importante em aplicações práticas na onde a etapa de geração de
modelos é de alta complexidade devido à enorme quantidade de componentes (Indústria
automotiva), a baixa sensibilidade ao refinamento de malha permite que os modelos fiquem
disponíveis para análise num menor intervalo de tempo.
Os trabalhos foram desenvolvidos em Máquinas SUN BLADE 2500 com processador
de 1.28 GHz e 4 GB de memora RAM, com estes recursos as análises desenvolvidas gastaram
menos de 5 minutos para obtenção dos resultados.
O método já é utilizado em larga escala na indústria automotiva. Existem vários
artigos publicados sobre o assunto, duas aplicações importantes foram discutidas neste
trabalho. Como sugestão para trabalhos futuros é sugerido a implementação do método com
elementos tridimensionais numa linguagem computacional, tal como FORTRAN 90 ou C ++.
Outra importante sugestão é a pesquisa e implementação de métodos para cálculo de
vida sob fadiga em pontos de solda utilizando técnicas baseadas em princípios da mecânica da
fratura, aproveitando assim as vantagens discutidas neste trabalho.

58
8. REFERENCIAS BIBLIOGRAFICAS
AVELINO, A. F. Elementos finitos a base da tecnologia CAE. São Paulo, Erica, 2000. 320p.
BANNANTINE , J. A., COMER, J. J., HANDROCK, J. L. Fundamentals of metal fatigue
analysis. New Jersey, Prentice-Hall, Inc., 1990. 273p
BATHE, K. J. Finite Element Procedures. New Jersey, Prentice � Hall, Inc., 1996. 1036p.
BATTELLE MEMORIAL INSTITUTE, Prevention of the failure of Metals under repeated
stresses. New York, John Wiley, 1941.
BRAZ, M H. Propriedades de fadiga de soldas de alta resistência e baixa liga com diferentes
composições microestruturais. São Carlos, 1999. 118p. (Mestrado - Escola de Engenharia de
São Carlos/ USP).
BRITSH STANDARDS INSTITUTION. Fatigue Design and Assessment of Steel Structures
� Code of Practice for Fatigue BS7608 , London, 1993.
COOK, R. D. Finite element modeling for stress analysis. New York, John Wiley & Sons,
Inc., 1995. 307p.
DONG, P., HONG, J.K., POUTUKUTCHI, R., AGRAWAL, H. Master S-N curve method
for fatigue evaluation of aluminum mig and laser welds. SAE, 2004-010-1235, 2004.
DONG, P. A Structural Stress Definition and Numerical Implementation for Fatigue Analysis
of Welded Joints. International Journal of Fatigue, Columbus,23: 865-876p. 2001.
EUROCODE 3, Design of Steel Structures; Part I � General Rules and Rules for Buildings.
Brussels/ Luxembourg, Commission of the European Community,1992.
FERREIRA, W. G. Desenvolvimento de ferramentas computacionais para análise estrutural
em fadiga e geração de malhas de elementos finitos. Campinas, 2002. 168p.(Mestrado �
Faculdade de Engenharia Mecânica /UNICAMP).

59
FIESP, Telecurso 2000 � Ensaios de materiais. São Paulo, Posigraf, 1996. 208p.
FRICKE, W. Fatigue Analysis of welded joints: state of development. Marine Structures
Hamburg, 16: 185-200p. 2003.
GOUGH, H J. The Fatigue of Metals. Londres, Greenwood,1924.
HOBBACHER, A. Fatigue Design of Welded Joints and Components: Recommendations of
IIW Joint Working Group XIII � XV. Abington Publishing, 1996. 128p.
HYPERMESH 7.0 TUTORIALS, Altair Engineering, Inc. 2004.
ISS/IWW. Stress determination for fatigue analysis of welded components. Abington, Cam-
bridge, Abington Publishing, 1993.
KYUBA, H.,DONG, P.,HONG,P.,AGRAWAL,H. Fatigue life prediction for a recent ``Sae
Weld Challenge Problem´´. SAE ,2004-01-1234, 2004.
MIRANDA, A. C. Propagação de trincas por fadiga em geometrias 2D complexas sob cargas
cíclicas variáveis. Rio de Janeiro, 2003. 125p. (Doutorado � Pontifícia Universidade Católica
/PUC-RJ)
MOORE, H. F., KOMMERS, J. B. The Fatigue of Metals. New York, McGraw-Hill, Inc.,
1927.
MARSHALL, P W. Design of Welded Tubular Connection � Basis and use of AWS Code
Provisions. Amsterdam, Elsevier, 1992.
MINER , M. A. Cumulative damage in fatigue. ASME J. appl. Mech. 12, A159 � A164,
1945.
NASTRAN REFERENCE GUIDE, Msc engineering, Inc, 2005.

60
NIEMI, E. Recommendations concerning stress determination for fatigue analysis of welded
components. Cambridge, Abington Publishers, 1995.
NIEMI, E. Recommendations concerning stress determination for fatigue analysis of welded
components. IIW,1458-92/XV-797-92, 1992.
NIEMI, E., TANSKASNEN, P. Hot spot stress determination for welded edge gussets. IIW
,XIII-1781-99, 1999.
PARIS, C. P., GOMEZ, M. P., ANDERSON, W. E. A rational analytic theory of fatigue. The
Trend in Engineering 13, 1921.
POUTUKUTCHI, R., AGRAWAL, H., PERUMALSWAMI , P., DONG, P. Fatigue Analysis of Steel Mig Welds in Automotive Structures. SAE , Michigan, N2004-01-0627, 2004.
RADAJ, D., SONSINO, C. M. Fatigue Assessment of welded joints by local approaches.
Cambridge, Abington Publishing, 1998. 461p.
RICE, R., C., SAE Fatigue design handbook. Warrendale, Society of Automotive Engineers,
Inc., 1997. 470p
SCHUTZ, W. A history of fatigue. Engineering Fracture Mechanics, Vol. 54, No 2,263 �
300p, 1996.
SURESH, S. Fatigue of Materials. Cambridge, Cambridge University Press. 1991. 700p.
SHIGLEY, J. E., BUDYNAS, R. G., MISCHKE, C. R. Projeto de engenharia mecânica.
Bookmam companhia ed. 2005. 1056p.
SHIOZAKI, T., HIRA, T.,YOSHITAKE, A. FE � based fatigue life prediction Techinques for
welded automotive structures. SAE ,2006-01-0980, 2006.
SILVA, I., MAGALHÃES, M. Influence of Spot Weld Modeling on Finite Elements Results
for Normal Modes Vibration Modes of a Trimmed Vehicle Body. SAE, 2004-01-3358. 2004.

61
YOSHIDA, Y., SETO, A. Fatigue life prediction for welded steel sheet structures. SAE ,
2003-01-2878, 2003.
ZIENKIEWICZ, O.C., MORGAN, K. Finite elements and approximation. New York, John
Wiley & Sons, Inc., 1983. 327p.



![FADIGA EM ESTRUTURAS METÁLICAS TUBULARES …‡ÂO... · Fadiga em estruturas metálicas tubulares soldadas [manuscrito]. / ... Muitas análises de fadiga em ligações soldadas](https://img.document.onl/doc/110x75/5bea243909d3f2200d8cbdeb/fadiga-em-estruturas-metalicas-tubulares-ao-fadiga-em-estruturas-metalicas.jpg)