Embed Size (px)
Citation preview
UNIVERSIDADE FEDERAL DE SANTA CATARINA ENGENHARIA MECÂNICA
ESTUDO DO COMPORTAMENTO DE REVESTIMENTOS RESISTENTES AO
DESGASTE PARA APLICAÇÃO EM PINOS DE RISERS DE PERFURAÇÃO E
COMPLETAÇÃO DE POÇOS DE PETRÓLEO OFFSHORE.
Trabalho submetido ao programa
ANP – PRH 09
PAULO GUSTAVO B. GONÇALVES
ORIENTADOR: PROF. AUGUSTO J. A. BUSCHINELLI.
Florianópolis, março de 2005
SUMÁRIO
1 INTRODUÇÃO .............................................................................................................. 1
1.1 COLOCAÇÃO DO PROBLEMA................................................................................. 1 1.2 OBJETIVOS DO TRABALHO NO ÂMBITO DO PROGRAMA............................ 2
2 ESTADO DA ARTE....................................................................................................... 4
2.1 O PROCESSO DE ASPERSÃO TÉRMICA ............................................................... 4 2.1.1 ASPERSÃO TÉRMICA HVOF.................................................................................... 5 2.2 MECANISMOS DO DESGASTE................................................................................. 7 2.2.1 DESGASTE ABRASIVO ............................................................................................. 9 2.2.2 ENSAIOS DE DESGASTE ABRASIVO ................................................................... 12 2.3 MATERIAIS RESISTENTES AO DESGASTE APLICADOS POR AT/HVOF ..14
3 ENSAIO DE DESGASTE ABRASIVO ASTM G 65 ................................................ 16
3.1 PROCEDIMENTOS DE ENSAIO SUGERIDO PELA NORMA ................................ 17 3.2 CARACTERÍSTICAS DO ENSAIO E DO EQUIPAMENTO ..................................... 18
4 METODOLOGIA UTILIZADA NA EXECUÇÃO DA PRIMEIRA SÉRIE DE ENSAIOS E NO ESTUDO DAS FONTES DE ERRO ................................................... 19
4.1 PRIMEIROS ENSAIOS DE QUALIFICAÇÃO ....................................................... 19 4.1.1 PROCEDIMENTOS DE EXECUÇÃO DA PRIMEIRA SÉRIE DE ENSAIOS ....... 20 4.2 ESTUDO DAS FONTES DE ERRO........................................................................... 25 4.2.1 ANÁLISE DO FORMATO DO NARIZ APLICADOR............................................ 26 4.2.2 ESTUDO DA VARIAÇÃO DO NÍVEL DE AREIA NO RESERVATÓRIO. ....... 26 4.2.3 PLANICIDADE E PARALELISMO ENTRE AS SUPERFÍCIES EM CONTATO CP/ BORRACHA................................................................................................................. 28
5 RESULTADOS E DISCUSSÕES ............................................................................... 31
5.1 RESULTADOS DE ANÁLISE DO FORMATO DO NARIZ APLICADOR...... 31 5.2 VARIAÇÃO NO FLUXO DE AREIA........................................................................ 33 5.3 SIMETRIA DO PERFIL DE DESGASTE ............................................................. 36 5.4 SEGUNDA SÉRIE DE ENSAIOS DE QUALIFICAÇÃO .................................... 37 5.4.1 RESULTADOS DA SEGUNDA SÉRIE DE ENSAIOS DE QUALIFICAÇÃO.... 38
6 CONCLUSÕES............................................................................................................. 40
7 REFERÊNCIAS BIBLIOGRÁFICAS ....................................................................... 42
8 APÊNDICES ................................................................................................................. 43
9 ANEXOS ....................................................................................................................... 46
LISTA DE FIGURAS
Figura 1.1 - Procedimento de conecção entre risers. _____________________________ 1 Figura 1.2- Riser de perfuração (à esquerda), região de conexão caixa/pino e ponteiras (à
direita de cima para baixo). _____________________________________________ 2 Figura 1.3 - Equipamento de ensaio de desgaste projetado e fabricado no laboratório de
soldagem – Labsolda / EMC - UFSC. _____________________________________ 3 Figura 2.1 – Esquema representativo da origem e construção da camada. _____________ 4 Figura 2.2 - Esquema de configuração das pistolas DJ 2700 e JP 5000._______________ 6 Figura 2.3 - Modelo simplificado para o desgaste abrasivo. _______________________ 10 Figura 2.4– Esquema simplificado do ensaio ASTM G65-00. _____________________ 14 Figura 2.5 - Seção transversal e morfologia dos diferentes tipos de fabricação de pós___ 14 Figura 3.1 – Esquema ilustrativo do funcionamento do ensaio ASTM G 65. __________ 16 Figura 4.1 - Seqüência do procedimento de marcação com grafite._________________ 21 Figura 4.2 - Marcação de grafite feita em superfície correta e superficie irregular. _____ 21 Figura 4.3 - Colocação posicionamento da lixa para usinagem. ____________________ 22 Figura 4.4 - Medição de dureza da borracha, durômetro Shore A___________________ 23 Figura 4.5 - Medição do diâmetro da roda, no equipamento de ensaio. ______________ 24 Figura 4.6- Secção transversal da região desgastadas, visto no estereoscópio. ________ 29 Figura 4.7 - Esquema ilustrativo da verificação da simetria de desgaste. _____________ 30 Figura 5.1 - Nariz aplicador, zoom da região de saída de areia. ____________________ 32 Figura 5.2 - Cortina de areia formada pelo nariz aplicador ajustado. ________________ 32 Figura 5.3 – Gráfico do comportamento do fluxo de abrasivo para as condições de
reservatório cheio e vazio._____________________________________________ 34 Figura 5.4 - Comportamento do abrasivo dentro do reservatório ___________________ 35 Figura 5.5 - Curva de variação do fluxo de areia ao longo de 30 min, com equipamento
desligado. _________________________________________________________ 35 Figura 5.6 - Curva de variação do fluxo de areia ao longo de 30 min, com equipamento
ligado. ____________________________________________________________ 36
LISTA DE TABELAS
Tabela 2.1 - Atrito e desgaste em teste de pino em anéis. __________________________ 8 Tabela 2.2 - Constante de desgaste por abrasão, 3(tgθ)m/π, para vários materiais em
contato deslizante. ___________________________________________________ 11 Tabela 2.3 – Camadas de WC-17Co aspergidas com diferentes sistemas. ____________ 12 Tabela 3.1 - Parâmetros de ensaio para os procedimentos sugeridos.________________ 18 Tabela 5.1 - Resultados dos ensaios da primeira série de ensaios de qualificação.______ 31 Tabela 5.2 - Ensaio com reservatório vazio (2000 g). ______________________________ 33 Tabela 5.3 - Ensaio com reservatório cheio (10000g). ______________________________ 33
SIMBOLOGIA E ABREVIATURAS
Aph [mm2] Área de Contato da Aspereza Projetada no Plano Horizontal Apv [mm2] Área da Seção Transversal da Ranhura em V AISI __ American Iron and Steel Institute Al2O3 __ Óxido de Alumínio - Alumina ASTM __ American society for Testing and Materials ASTM G 65 __ Norma que padroniza o ensaio da “Roda de Borracha” AT AT/HVOF
__ Aspersão Térmica Aspersão Térmica pelo processo HVOF
CP(s) __ Corpo(s) de Prova DJ 2700 JP5000 __ Pistolas de Aspersão Térmica – Última Geração EMC __ Departamento de Engenharia Mecânica FN [N] Força Normal Aplicada no Corpo de Prova Grana __ Unidade de Granulometria da Areia h [mm] Altura de Penetração da Conicidade HVOF __ High Velocity Oxy-Fuel (Chama a Alta Velocidade) IPT __ Instituto de Pesquisa e Tecnologia LabMat __ Laboratório de Materiais LabSolda __ Laboratório de Soldagem Ls [mm] Comprimento de um Único Escorregamento da Aspereza Massa Perdida [g] Massa de material retirado da amostra no ensaio M [mm3] Valor Médio do Volume Perdido Rpm __ Unidade de freqüência de Rotação S [mm3] Desvio-Padrão TIG __ Tungstênio Inerte em Gás – Processo de Soldagem UFSC __ Universidade Federal de Santa Catarina V % Coeficiente de Variação Volume perdido [mm3] Volume de material retirado da amostra no ensaio W N Carga Total Aplicada na Sobre as Partículas W’ N Carga Suportada por Uma Aspereza θ [°] Ângulo de Inclinação da Conicidade da Partícula σe [N/mm2] Tensão de Escoamento do Material 3(tgθ)m/π __ Constante de Desgaste por Abrasão, WC-Co WC-Co-Cr
__ Carboneto de Tungstênio com Cobalto Carboneto de Tungstênio com Cobalto e Cromo
RESUMO Como parte de um extenso projeto de pesquisa que visa avaliar o desempenho de
revestimentos de alta resistência ao desgaste e à corrosão, para aplicação destes materiais
em pinos de risers de perfuração e produção de petróleo offshore. O presente trabalho teve
como objetivo inicial, avaliar o comportamento destes revestimentos quanto à resistência ao
desgaste abrasivo, através de um equipamento de ensaio de desgaste tipo “Roda de
Borracha”, projetado e fabricado numa etapa anterior do projeto.
Em vista da dispersão dos resultados obtidos no processo de qualificação do
equipamento (segundo norma ASTM G 65), teve-se que desviar o foco do trabalho para
descobrir os problemas relacionados às características estruturais do equipamento e aos
procedimentos utilizados para realização do ensaio.
Assim, neste trabalho não será mais conduzida uma analise dos revestimentos
resistentes ao desgaste, e sim um estudo aprofundado das características do desgaste
abrasivo e da norma que padroniza o ensaio (ASTM G 65). Ao longo deste documento,
também será discutido toda a metodologia aplicada para detectar as fontes de erro que
influenciaram na dispersão dos resultados da calibração, bem como as melhorias realizadas
no equipamento e nos procedimentos usados na execução do ensaio.
Como conclusão deste trabalho, foi produzida uma nova série de ensaios para
calibração, os quais apresentaram resultados mais que satisfatórios, certificando o
equipamento para a realização do ensaio ASTM G 65.
1
1 INTRODUÇÃO
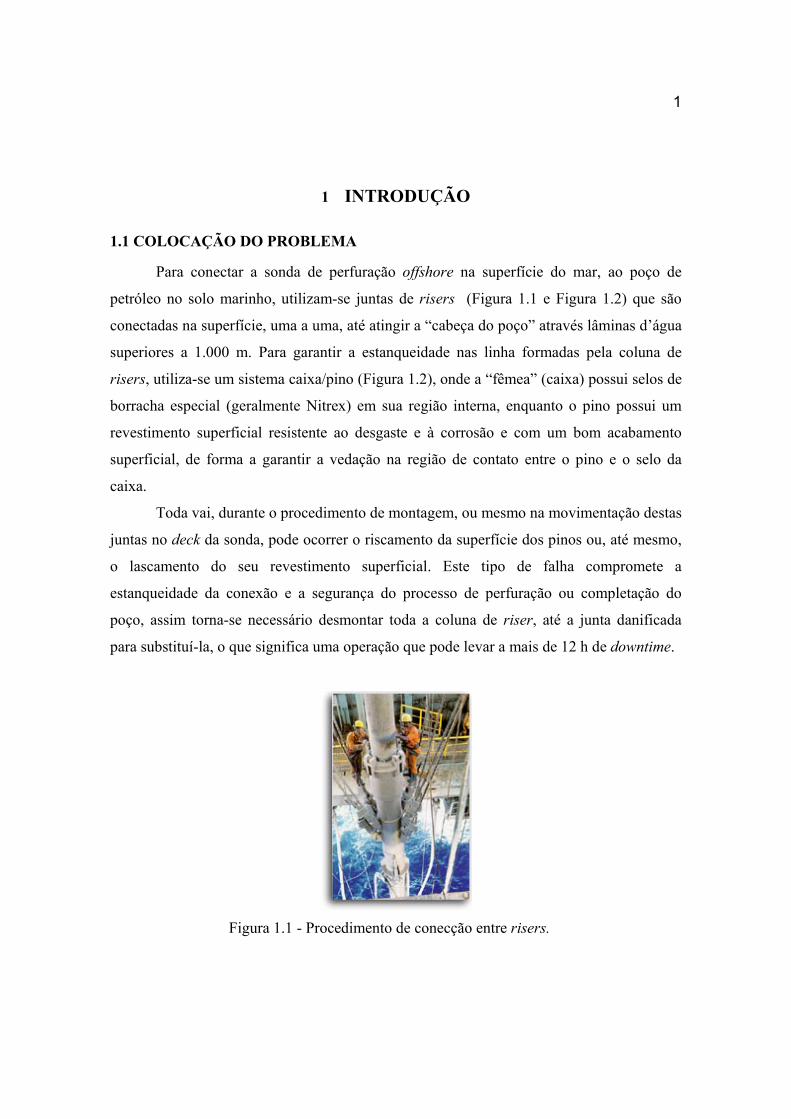
1.1 COLOCAÇÃO DO PROBLEMA Para conectar a sonda de perfuração offshore na superfície do mar, ao poço de
petróleo no solo marinho, utilizam-se juntas de risers (Figura 1.1 e Figura 1.2) que são
conectadas na superfície, uma a uma, até atingir a “cabeça do poço” através lâminas d’água
superiores a 1.000 m. Para garantir a estanqueidade nas linha formadas pela coluna de
risers, utiliza-se um sistema caixa/pino (Figura 1.2), onde a “fêmea” (caixa) possui selos de
borracha especial (geralmente Nitrex) em sua região interna, enquanto o pino possui um
revestimento superficial resistente ao desgaste e à corrosão e com um bom acabamento
superficial, de forma a garantir a vedação na região de contato entre o pino e o selo da
caixa.
Toda vai, durante o procedimento de montagem, ou mesmo na movimentação destas
juntas no deck da sonda, pode ocorrer o riscamento da superfície dos pinos ou, até mesmo,
o lascamento do seu revestimento superficial. Este tipo de falha compromete a
estanqueidade da conexão e a segurança do processo de perfuração ou completação do
poço, assim torna-se necessário desmontar toda a coluna de riser, até a junta danificada
para substituí-la, o que significa uma operação que pode levar a mais de 12 h de downtime.
Figura 1.1 - Procedimento de conecção entre risers.
2
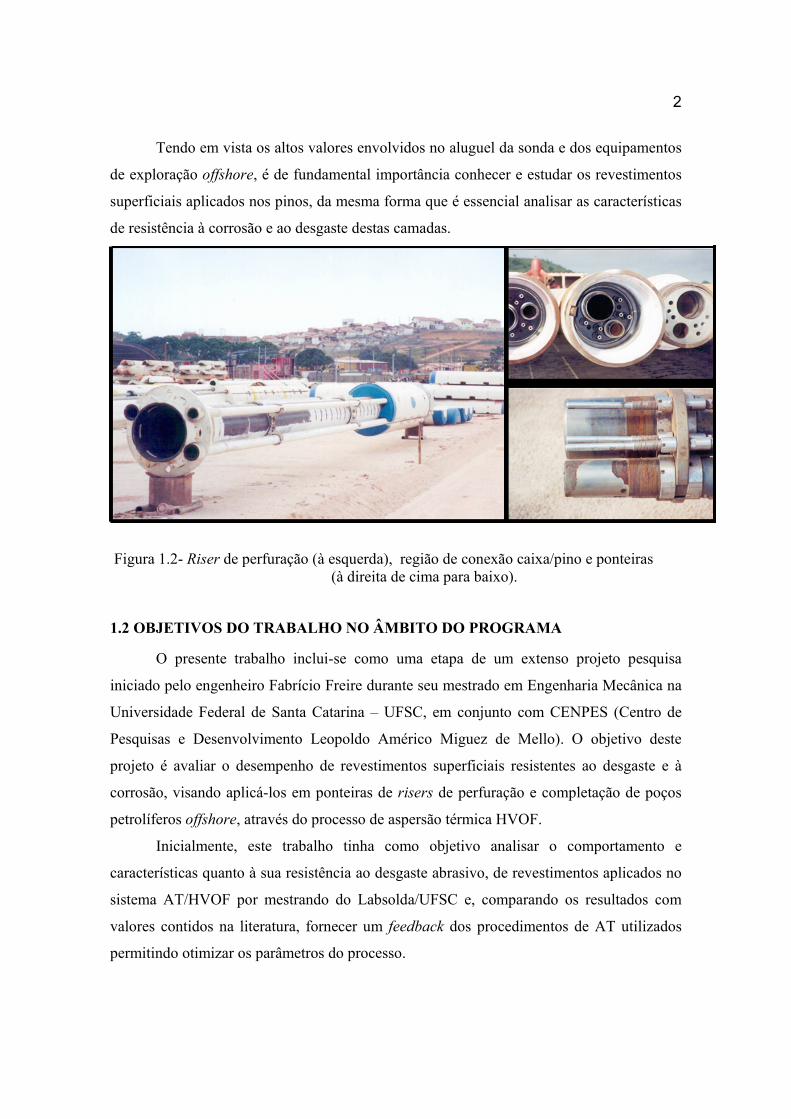
Tendo em vista os altos valores envolvidos no aluguel da sonda e dos equipamentos
de exploração offshore, é de fundamental importância conhecer e estudar os revestimentos
superficiais aplicados nos pinos, da mesma forma que é essencial analisar as características
de resistência à corrosão e ao desgaste destas camadas.
Figura 1.2- Riser de perfuração (à esquerda), região de conexão caixa/pino e ponteiras (à direita de cima para baixo).
1.2 OBJETIVOS DO TRABALHO NO ÂMBITO DO PROGRAMA
O presente trabalho inclui-se como uma etapa de um extenso projeto pesquisa
iniciado pelo engenheiro Fabrício Freire durante seu mestrado em Engenharia Mecânica na
Universidade Federal de Santa Catarina – UFSC, em conjunto com CENPES (Centro de
Pesquisas e Desenvolvimento Leopoldo Américo Miguez de Mello). O objetivo deste
projeto é avaliar o desempenho de revestimentos superficiais resistentes ao desgaste e à
corrosão, visando aplicá-los em ponteiras de risers de perfuração e completação de poços
petrolíferos offshore, através do processo de aspersão térmica HVOF.
Inicialmente, este trabalho tinha como objetivo analisar o comportamento e
características quanto à sua resistência ao desgaste abrasivo, de revestimentos aplicados no
sistema AT/HVOF por mestrando do Labsolda/UFSC e, comparando os resultados com
valores contidos na literatura, fornecer um feedback dos procedimentos de AT utilizados
permitindo otimizar os parâmetros do processo.
3
Para se avaliar o comportamento destes revestimentos quanto à resistência ao
desgaste abrasivo, durante o desenvolvimento deste projeto, foi projetado e fabricado um
equipamento de ensaio de desgaste conforme a norma ASTM G65 (Figura 1.3), conhecido
como “Ensaio da Roda de Borracha”.
Figura 1.3 - Equipamento de ensaio de desgaste projetado e fabricado no laboratório de
soldagem – Labsolda / EMC - UFSC.
Porém, devido a problemas no projeto e construção do equipamento de ensaio
(Figura 1.3), somados à pouca experiência na execução deste tipo de ensaio, durante a
calibração do equipamento, os resultados dos ensaios apresentaram um desvio-padrão
acima do limite estipulado pela norma ASTM G 65 – 00.
Por isso, foi necessário aplicar um programa de detecção de fontes de erro, para
planejar e executar ajustes estruturais no equipamento, bem como, reavaliar e otimizar os
procedimentos de execução do ensaio, de forma a reduzir a dispersão dos resultados e
garantir uma boa confiabilidade dos valores fornecidos.
Assim, este trabalho desviou-se do objetivo inicial, de forma que não será mais
apresentada uma avaliação dos revestimentos aplicados pelo processo HVOF. Ao longo
deste documento será descrita toda a metodologia utilizada para detectar as fontes de erro
atuantes na primeira série de ensaios de calibração, comentando seus resultados e as
modificações realizadas para chegar à confiabilidade alcançada na segunda série de ensaios
de calibração.

4
2 ESTADO DA ARTE
2.1 O PROCESSO DE ASPERSÃO TÉRMICA
Aspersão Térmica é um grupo de processos que permite a deposição de camadas de
materiais metálicos ou não-metálicos, resistentes à corrosão e/ou desgaste, sobre um
substrato (material base) de menor resistência. Os materiais no estado sólido são aquecidos,
mudando para um estado plástico ou fundido e são acelerados, em direção ao substrato, por
um gás comprimido. A Figura 2.1 mostra um esquema representativo da origem e formação
da camada aspergida (Zimmerman apud Freire [1]). As partículas colidem com a superfície
do substrato, tornam-se aplainadas e formam finos grânulos lenticulares que se conformam
aderindo às irregularidades da superfície preparada e, na seqüência, sobre as próprias
partículas já existentes, resfriando-se e formando uma estrutura típica lamelar contendo
inclusões de óxidos, vazios e porosidade (Lima e Trevisan apud Freire [1]).
Material Processo Partículas Aspergidas Revestimento
- Arame ou pó (morfologia)
- Composição - Tamanho de
grão
- Processos: chama, arco-elétrico, HVOF e plasma
- Parâmetros de aspersão
- Ativação térmica
- Grau de fusão - Velocidade de
resfriamento - Oxidação
-- Microestrutura: composição, fases, óxidos, poros, trincas
Figura 2.1 – Esquema representativo da origem e construção da camada (Zimmerman apud Freire [1]).
5
São utilizados diversos tipos de materiais para aspersão, como polímeros, metais
puros ou ligados, cerâmicos, metais misturados a cerâmicos. Estes materiais podem estar na
forma de pó ou arame, dependendo da possibilidade de fabricação. Metais puros ou ligados
podem ser produzidos no formato de arames, pois são maleáveis e resistem a tração e
compressão quando injetados nas pistolas. Materiais mais frágeis como cerâmicos ou
alguma mistura destes vêm na forma de pós, com diferentes morfologias e granulometrias
que dependem do tipo de fabricação empregada. Os polímeros, devido à baixa resistência à
tração/compressão e facilidade de estocagem, são produzidos em pó (Pawlowski apud
Freire [1]).
Os processos de aspersão diferenciam-se pelo tipo de fonte de calor da pistola,
sendo os principais: a chama, HVOF (High Velocity Oxy-Fuel - chama a alta velocidade),
arco-elétrico e plasma. O processo a chama usa oxigênio e um combustível gasoso como o
acetileno, produzindo uma chama com temperatura em torno de 2500oC e baixa velocidade
de projeção das partículas. O material de aspersão pode ser tanto na forma de pó quanto na
de arame. O processo a arco-elétrico é caracterizado por utilizar material na forma de
arames (sólido ou tubular) que produzem um arco-elétrico no bico da pistola, este processo
apresenta uma temperatura um pouco maior do que o processo a chama e, atua com
velocidade de projeção relativamente baixa, chegando a 300 m/s em equipamentos mais
modernos. Tanto o processo plasma quanto o HVOF podem aspergir materiais cerâmicos,
metálicos ou de compósitos. O processo plasma, com temperaturas mais altas
comparativamente aos outros sistemas, e velocidade de projeção em torno de 200 m/s, é
recomendado para materiais cerâmicos, tal como Al2O3. Os sistemas HVOF depositam
materiais a altas velocidades de projeção de partícula, acima de 400 m/s, e a temperaturas
mais baixas em comparação aos demais processos, evitando a deterioração das
características do material aplicado e do substrato (Kreye apud Freire [1]).
2.1.1 ASPERSÃO TÉRMICA HVOF
No processo HVOF os gases da mistura oxigênio-combustível inseridos a alta
pressão são consumidos em uma câmara de combustão produzindo um jato de exaustão
com velocidade muito acima da velocidade do som. Existem vários tipos de equipamentos
e, embora possuam diferenças no design (Figura 2.2), todos os aparelhos são iguais nos
princípios fundamentais, isto é, se baseiam na combustão de uma mistura gasosa ou líquida
6
(no caso da JP-5000) com oxigênio, que é injetada na câmara de combustão a altas pressões
(0,5-3,5 Mpa) e vazões (até 0,016 m3/s). A queima desta mistura gera uma chama que se
expande “supersonicamente” e sai para a atmosfera em velocidades da ordem de 2000 m/s
(mais de 7 vezes a velocidade do som) [1;2].
A AT hipersônica produz camadas densas (>99%) com teores de óxidos e valores de
adesão significativamente melhores que no processo a plasma. Devido a sua alta velocidade
e temperatura relativamente baixa, quando comparado com o plasma, o processo HVOF é
particularmente adequado para revestimentos contendo carbonetos (como as ligas de
carbonetos de tungstênio em matriz de cobalto, e carboneto de cromo em matriz níquel-
cromo), pois a baixa energia térmica envolvida reduz a transformação de fases dos
carbonetos e a sua dissolução, resultando em melhoras na dureza e performance da camada;
enquanto que a elevada velocidade gera uma menor porosidade e melhor adesão ao
substrato [2].
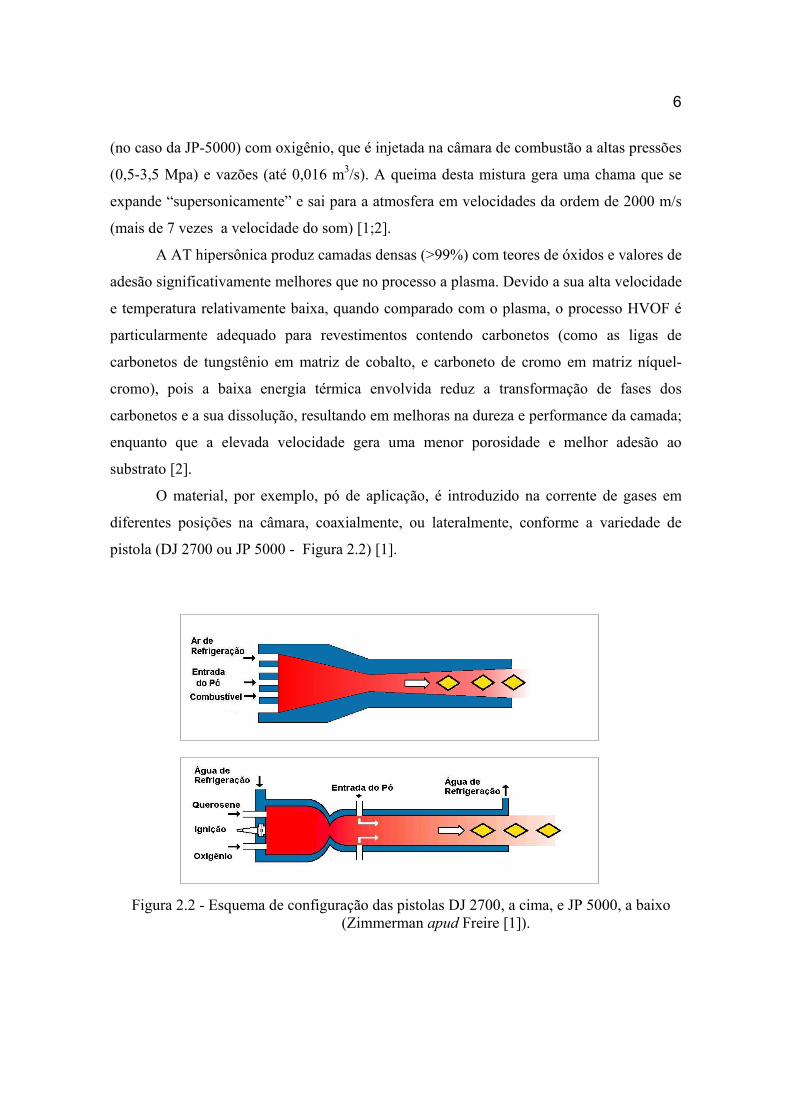
O material, por exemplo, pó de aplicação, é introduzido na corrente de gases em
diferentes posições na câmara, coaxialmente, ou lateralmente, conforme a variedade de
pistola (DJ 2700 ou JP 5000 - Figura 2.2) [1].
Figura 2.2 - Esquema de configuração das pistolas DJ 2700, a cima, e JP 5000, a baixo (Zimmerman apud Freire [1]).
7
2.2 MECANISMOS DO DESGASTE “Desgaste pode ser definido como a indesejável e cumulativa mudança em
dimensões motivada pela remoção gradual de partículas discretas de superfícies em contato
e com movimento relativo, devido, predominantemente, a ações mecânicas” [3].
Na realidade, a corrosão também pode interagir com o processo de desgaste
modificando as características das superfícies sob desgaste. Assim, o desgaste deve ser
compreendido como um complexo de diferentes processos que podem ocorrer
independentemente ou em combinações. Segundo Stoeterau et al.[3], existem quatro
subcategorias principais de desgaste:
Desgaste por adesão;
Desgaste por abrasão;
Desgaste corrosivo;
Desgaste por fadiga superficial.
Na literatura também podem ser encontradas outras categorias de desgaste, tal
como: desgaste por fretting, por impacto, erosão, cavitação, deformação plástica e
delaminação, deslizamento rotativo. Além destes modelos, Serra [2] descreve que o
desgaste provocado por uma partícula incidente na superfície do metal pode ser produzido
pela combinação, ou de maneira isolada, de alguns modelos, podendo-se dividir nos
seguintes modos:
Impringimento: onde os modelos de deformação plástica e trincamento por fadiga
são predominantes. O impringmento caracteriza-se por elevados ângulos de
incidência.
Fricção: onde os modelos de abrasão, adesão e desgaste por rolamento ocorrem na
região de contato entre as partículas e a superfície. Este modo ocorre
predominantemente quando as partículas abrasivas se chocam com a superfície em
baixos ângulos ou efetivamente deslizam na superfície. Se as tensões na superfície
excederem o limite de cizalhamento do material ocorre o corte ou arrancamento do
material.
8
Trituração: ocorre quando as partículas abrasivas são aprisionadas e trituradas
entre duas superfícies em movimento relativo. O desgaste é especialmente maior se
a dureza das partículas exceder às das duas superfícies.
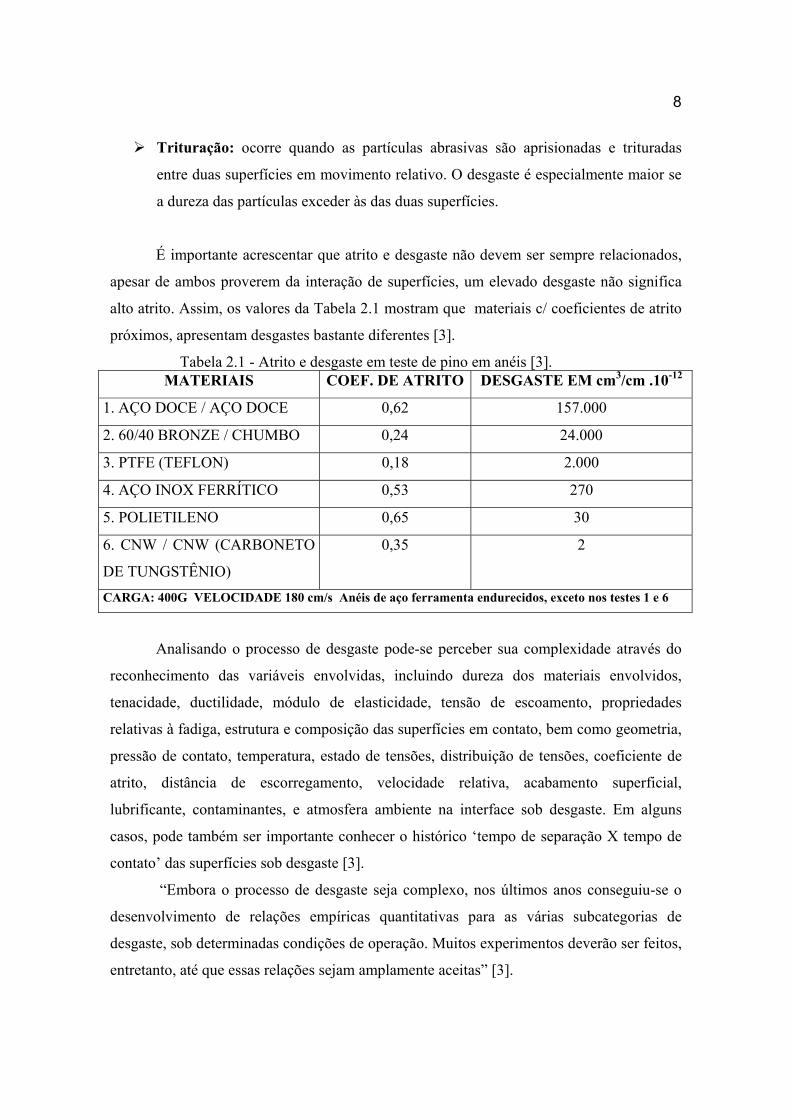
É importante acrescentar que atrito e desgaste não devem ser sempre relacionados,
apesar de ambos proverem da interação de superfícies, um elevado desgaste não significa
alto atrito. Assim, os valores da Tabela 2.1 mostram que materiais c/ coeficientes de atrito
próximos, apresentam desgastes bastante diferentes [3].
Tabela 2.1 - Atrito e desgaste em teste de pino em anéis [3]. MATERIAIS COEF. DE ATRITO DESGASTE EM cm3/cm .10-12
1. AÇO DOCE / AÇO DOCE 0,62 157.000
2. 60/40 BRONZE / CHUMBO 0,24 24.000
3. PTFE (TEFLON) 0,18 2.000
4. AÇO INOX FERRÍTICO 0,53 270
5. POLIETILENO 0,65 30
6. CNW / CNW (CARBONETO
DE TUNGSTÊNIO)
0,35 2
CARGA: 400G VELOCIDADE 180 cm/s Anéis de aço ferramenta endurecidos, exceto nos testes 1 e 6
Analisando o processo de desgaste pode-se perceber sua complexidade através do
reconhecimento das variáveis envolvidas, incluindo dureza dos materiais envolvidos,
tenacidade, ductilidade, módulo de elasticidade, tensão de escoamento, propriedades
relativas à fadiga, estrutura e composição das superfícies em contato, bem como geometria,
pressão de contato, temperatura, estado de tensões, distribuição de tensões, coeficiente de
atrito, distância de escorregamento, velocidade relativa, acabamento superficial,
lubrificante, contaminantes, e atmosfera ambiente na interface sob desgaste. Em alguns
casos, pode também ser importante conhecer o histórico ‘tempo de separação X tempo de
contato’ das superfícies sob desgaste [3].
“Embora o processo de desgaste seja complexo, nos últimos anos conseguiu-se o
desenvolvimento de relações empíricas quantitativas para as várias subcategorias de
desgaste, sob determinadas condições de operação. Muitos experimentos deverão ser feitos,
entretanto, até que essas relações sejam amplamente aceitas” [3].
9
2.2.1 DESGASTE ABRASIVO
De acordo com a norma ASTM G65 – 00 [4], desgaste abrasivo é o desgaste
realizado por partículas ou protuberâncias duras pressionadas contra uma superfície sólida
ao longo de um movimento relativo entre ambos. Onde, para qualquer sistema, este
fenômeno dependerá, sobre tudo, dos seguintes fatores:
Tamanho da partícula abrasiva;
Dureza do abrasivo;
Formato da partícula;
Valor de tensão imposta pela partícula abrasiva;
Freqüência de contato entre o abrasivo e a superfície.
Dentre estes principais fatores que atuam no desgaste abrasivo, Serra [2] descreve as
seguintes relações de influência:
Quanto menor for o tamanho da partícula abrasiva, maior será o desgaste. Isto
porque maior será sua área de contato com a superfície metálica;
Quanto maior for a dureza do abrasivo, maior será o desgaste;
Quanto maior a velocidade relativa do abrasivo, maior o desgaste promovido pelo
mesmo;
Abrasivos com formato agudo aceleram o desgaste;
A abrasão será maior quando houver a presença de umidade ou um lubrificante,
porque a presença deste faz com que as partículas abrasivas não percam suas bordas
cortantes.
Rabinowicz apud Stoeterau et al. [3], desenvolveu um modelo simplificado de
desgaste abrasivo, considerando uma forma cônica para as asperezas cortantes, ou
partículas, conforme mostra a Figura 2.3.
10
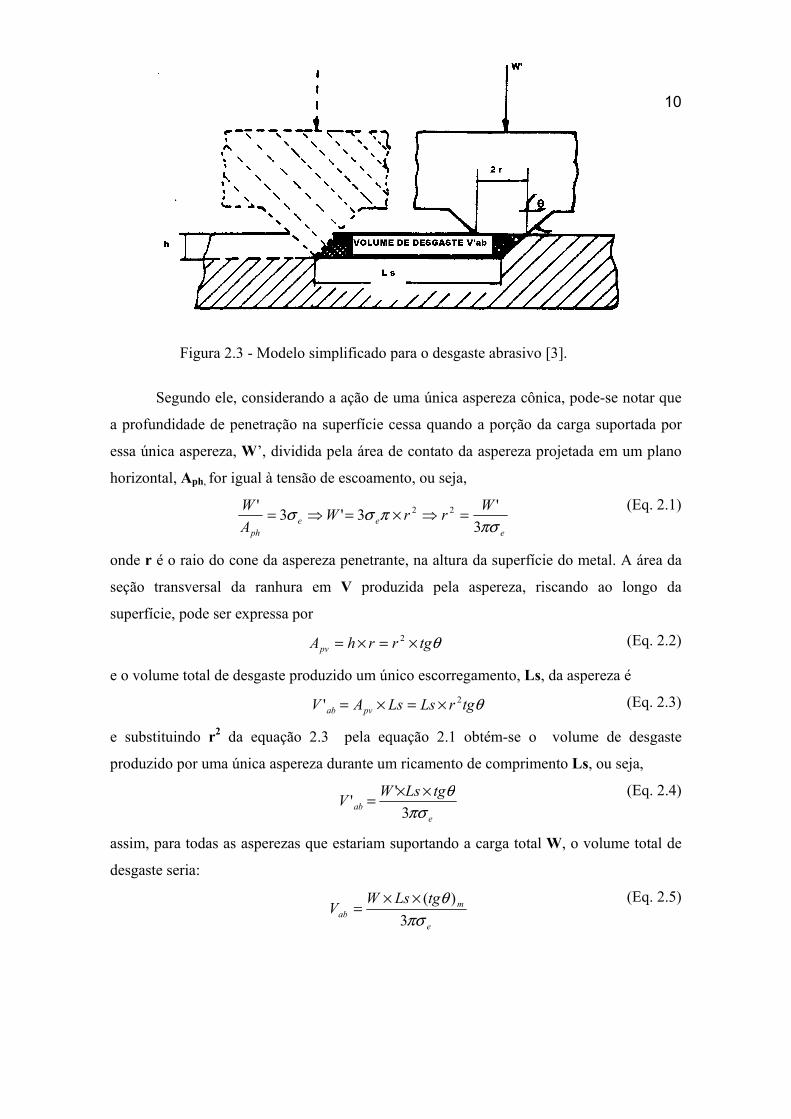
Figura 2.3 - Modelo simplificado para o desgaste abrasivo [3].
Segundo ele, considerando a ação de uma única aspereza cônica, pode-se notar que
a profundidade de penetração na superfície cessa quando a porção da carga suportada por
essa única aspereza, W’, dividida pela área de contato da aspereza projetada em um plano
horizontal, Aph, for igual à tensão de escoamento, ou seja,
eee
ph
WrrWAW
πσπσσ
3'3'3' 22 =⇒×=⇒=
(Eq. 2.1)
onde r é o raio do cone da aspereza penetrante, na altura da superfície do metal. A área da
seção transversal da ranhura em V produzida pela aspereza, riscando ao longo da
superfície, pode ser expressa por
θtgrrhApv ×=×= 2 (Eq. 2.2)
e o volume total de desgaste produzido um único escorregamento, Ls, da aspereza é
θtgrLsLsAV pvab2' ×=×= (Eq. 2.3)
e substituindo r2 da equação 2.3 pela equação 2.1 obtém-se o volume de desgaste
produzido por uma única aspereza durante um ricamento de comprimento Ls, ou seja,
e
abtgLsWV
πσθ
3'' ××=
(Eq. 2.4)
assim, para todas as asperezas que estariam suportando a carga total W, o volume total de
desgaste seria:
e
mab
tgLsWV
πσθ
3)(××
= (Eq. 2.5)
11
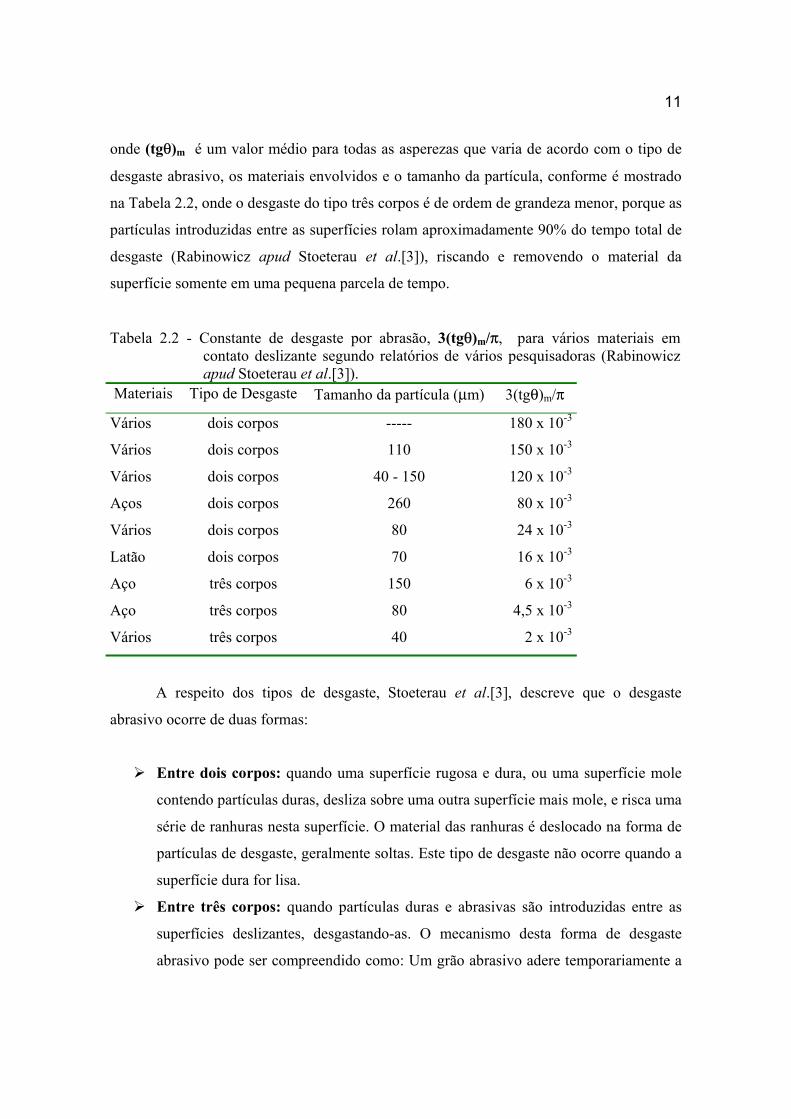
onde (tgθ)m é um valor médio para todas as asperezas que varia de acordo com o tipo de
desgaste abrasivo, os materiais envolvidos e o tamanho da partícula, conforme é mostrado
na Tabela 2.2, onde o desgaste do tipo três corpos é de ordem de grandeza menor, porque as
partículas introduzidas entre as superfícies rolam aproximadamente 90% do tempo total de
desgaste (Rabinowicz apud Stoeterau et al.[3]), riscando e removendo o material da
superfície somente em uma pequena parcela de tempo.
Tabela 2.2 - Constante de desgaste por abrasão, 3(tgθ)m/π, para vários materiais em contato deslizante segundo relatórios de vários pesquisadoras (Rabinowicz apud Stoeterau et al.[3]).
Materiais Tipo de Desgaste Tamanho da partícula (μm) 3(tgθ)m/π
Vários dois corpos ----- 180 x 10-3
Vários dois corpos 110 150 x 10-3
Vários dois corpos 40 - 150 120 x 10-3
Aços dois corpos 260 80 x 10-3
Vários dois corpos 80 24 x 10-3
Latão dois corpos 70 16 x 10-3
Aço três corpos 150 6 x 10-3
Aço três corpos 80 4,5 x 10-3
Vários três corpos 40 2 x 10-3
A respeito dos tipos de desgaste, Stoeterau et al.[3], descreve que o desgaste
abrasivo ocorre de duas formas:
Entre dois corpos: quando uma superfície rugosa e dura, ou uma superfície mole
contendo partículas duras, desliza sobre uma outra superfície mais mole, e risca uma
série de ranhuras nesta superfície. O material das ranhuras é deslocado na forma de
partículas de desgaste, geralmente soltas. Este tipo de desgaste não ocorre quando a
superfície dura for lisa.
Entre três corpos: quando partículas duras e abrasivas são introduzidas entre as
superfícies deslizantes, desgastando-as. O mecanismo desta forma de desgaste
abrasivo pode ser compreendido como: Um grão abrasivo adere temporariamente a
12
uma superfície deslizante, ou fica incrustado nela, riscando a outra superfície e
gerando uma ranhura. Neste caso o desgaste pode deixar de existir caso as partículas
do sistema forem muito pequenas ou de dureza menor que o material das
superfícies.
Serra [2] também classifica a abrasão em três tipos de processo:
Abrasão por goivagem: processo abrasivo no qual o abrasivo exerce sobre a peça
uma forte solicitação por pressão/impacto, removendo partículas grandes da
superfície do metal. A superfície desgastada exibe profundos sulcos.
Abrasão de elevado esforço ou alta pressão: processos abrasivos em que as
superfícies dos componentes são usadas para uma progressiva fragmentação das
partículas abrasivas (o abrasivo é triturado ou fragmentado entre as duas
superfícies). O desgaste é ocasionado pelo esforço de forças compressivas
concentradas no ponto de contato do abrasivo com a superfície, e é resultado do
desgastes da superfície pelo escoamento plástico e fadiga dos seus componentes
dúcteis e trincamento daqueles frágeis. O termo elevado esforço significa que as
partículas abrasivas são submetidas a esforços superiores a sua resistência ao
esmagamento.
Abrasão de baixo esforço: processo abrasivo em que a superfície do metal é
submetida a riscamento por partículas abrasivas e onde as partículas não são
submetidas a esforços superiores a sua resistência ao esmagamento (as tensões
envolvidas são baixas e não excedem a resistência à ruptura do abrasivo).
2.2.2 ENSAIOS DE DESGASTE ABRASIVO
Os ensaios de desgaste abrasivo geralmente utilizados para testes com camadas
duras feitas por aspersão térmica são o da roda de borracha ASTM G65 e o do disco de
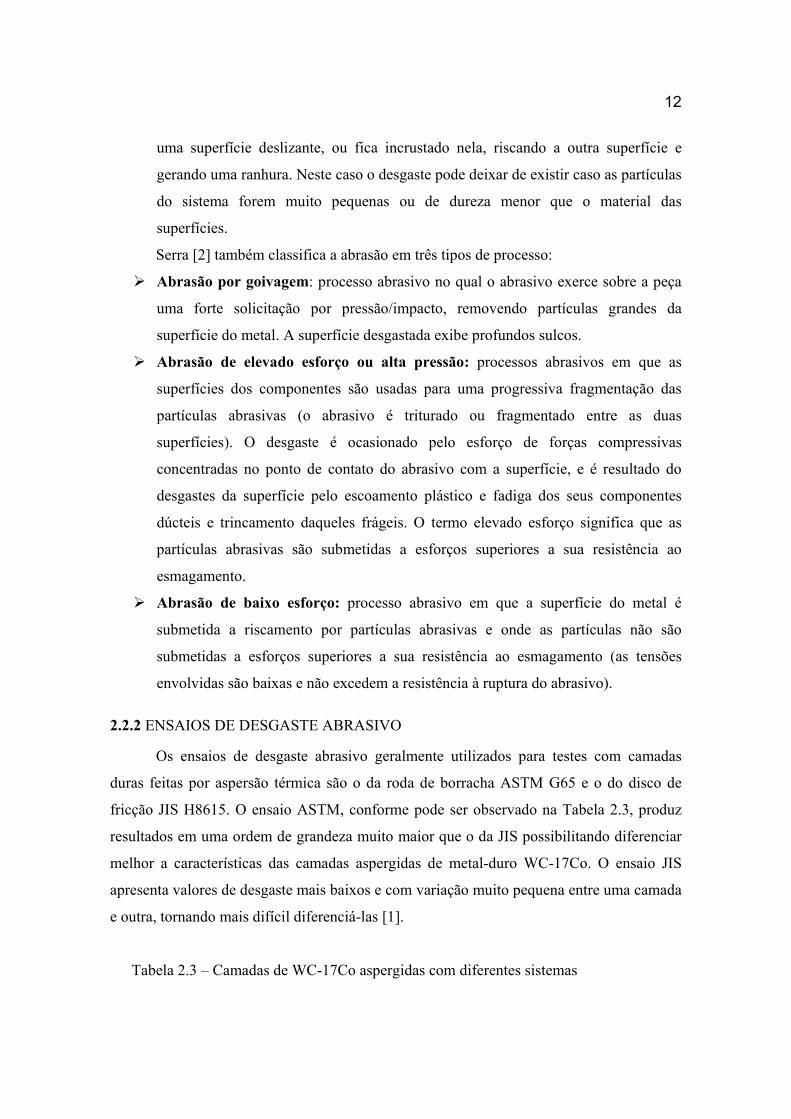
fricção JIS H8615. O ensaio ASTM, conforme pode ser observado na Tabela 2.3, produz
resultados em uma ordem de grandeza muito maior que o da JIS possibilitando diferenciar
melhor a características das camadas aspergidas de metal-duro WC-17Co. O ensaio JIS
apresenta valores de desgaste mais baixos e com variação muito pequena entre uma camada
e outra, tornando mais difícil diferenciá-las [1].
Tabela 2.3 – Camadas de WC-17Co aspergidas com diferentes sistemas
13
(Schwetzke e Kreye apud Freire 2002 [1]). Sistema HVOF Combustível Dureza
(HV 0,3) Desgaste [mg]
ASTM G65 Desgaste [mg]
JIS H8615 Jet Kote Propano, etileno, hidrogênio 1080-1240 48-59 2,9-5,5 Top Gun Propano, etileno, hidrogênio 1080-1240 69-94 3,8-8,4 DJ Standard Propano 930-980 58-62 4,5-4,8 DJ 2600 Hidrogênio 1300-1340 32-36 3,0-3,2 DJ 2700 Propano, etileno 1320-1400 34-39 2,9-3,5 JP-5000 Querosene 1260-1490 32-38 2,9-3,6 Top Gun-K Querosene 1230-1330 29-35 3,1-4,1 Carbide Jet Querosene 1170-1340 44-47 3,9-4,1
O ensaio JIS funciona com uma roda de 12 mm x 50 mm φ onde é colocado um
papel abrasivo # 320. Essa roda é pressionada com uma carga de 30 N contra a camada
aspergida. Após uma translação de 30 mm de ida e volta ou duplo passe, a roda gira 0,9o e
repete a translação. Depois de 400 duplos passes ou uma volta completa, troca-se a lixa
(SiC) por uma nova e pesa-se a amostra. O total de perda de massa depois de 1200 duplos
passes é considerado como valor de comparação para a resistência ao desgaste do
material[1].
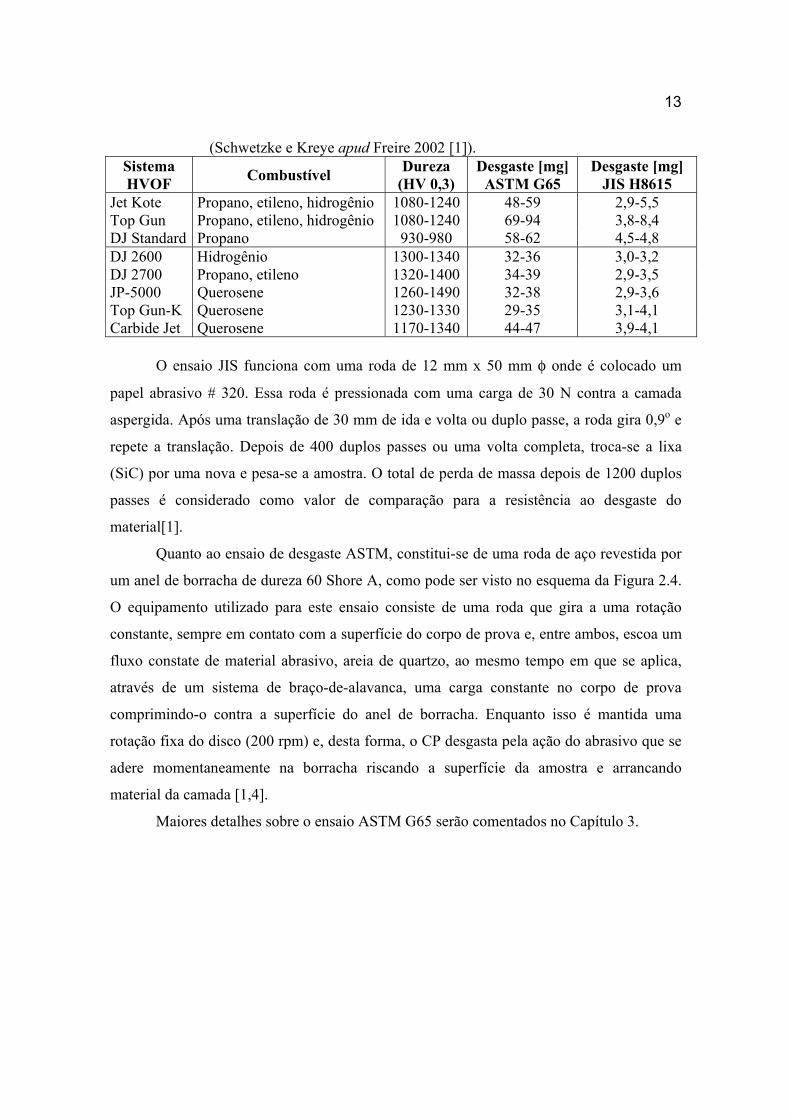
Quanto ao ensaio de desgaste ASTM, constitui-se de uma roda de aço revestida por
um anel de borracha de dureza 60 Shore A, como pode ser visto no esquema da Figura 2.4.
O equipamento utilizado para este ensaio consiste de uma roda que gira a uma rotação
constante, sempre em contato com a superfície do corpo de prova e, entre ambos, escoa um
fluxo constate de material abrasivo, areia de quartzo, ao mesmo tempo em que se aplica,
através de um sistema de braço-de-alavanca, uma carga constante no corpo de prova
comprimindo-o contra a superfície do anel de borracha. Enquanto isso é mantida uma
rotação fixa do disco (200 rpm) e, desta forma, o CP desgasta pela ação do abrasivo que se
adere momentaneamente na borracha riscando a superfície da amostra e arrancando
material da camada [1,4].
Maiores detalhes sobre o ensaio ASTM G65 serão comentados no Capítulo 3.
14
Figura 2.4– Esquema simplificado do ensaio ASTM G65-00 [1].
2.3 MATERIAIS RESISTENTES AO DESGASTE APLICADOS POR AT/HVOF
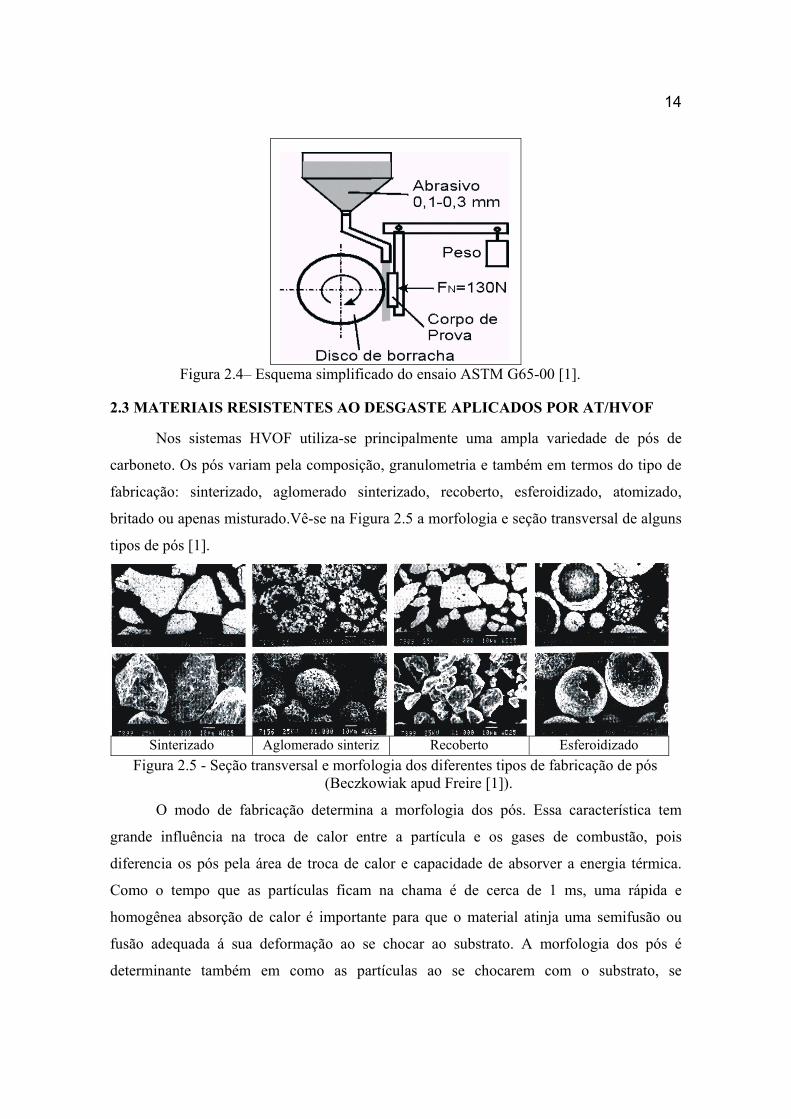
Nos sistemas HVOF utiliza-se principalmente uma ampla variedade de pós de
carboneto. Os pós variam pela composição, granulometria e também em termos do tipo de
fabricação: sinterizado, aglomerado sinterizado, recoberto, esferoidizado, atomizado,
britado ou apenas misturado.Vê-se na Figura 2.5 a morfologia e seção transversal de alguns
tipos de pós [1].
Sinterizado Aglomerado sinteriz Recoberto Esferoidizado
Figura 2.5 - Seção transversal e morfologia dos diferentes tipos de fabricação de pós (Beczkowiak apud Freire [1]).
O modo de fabricação determina a morfologia dos pós. Essa característica tem
grande influência na troca de calor entre a partícula e os gases de combustão, pois
diferencia os pós pela área de troca de calor e capacidade de absorver a energia térmica.
Como o tempo que as partículas ficam na chama é de cerca de 1 ms, uma rápida e
homogênea absorção de calor é importante para que o material atinja uma semifusão ou
fusão adequada á sua deformação ao se chocar ao substrato. A morfologia dos pós é
determinante também em como as partículas ao se chocarem com o substrato, se
15
deformarão e adaptarão a ele, distribuindo homogeneamente as fases duras, formando a
estrutura da camada [1].
Quanto à granulometria, o pó que possui uma granulação máxima superior a 45 μm
conduz em todos os sistemas a camadas com maior porosidade e inferior dureza. Uma
granulação dentro de –45+10 μm, mais fina, seria ideal para as propriedades mecânicas das
camadas. Os pós mais densos, como sinterizado e fundido produzem geralmente camadas
mais porosas, mesmo para uma granulometria de –45+15 μm, em relação ao aglomerado
sinterizado; e especialmente em sistemas que utilizam uma menor energia térmica. Assim
deve-se optar sempre que possível por pós aglomerados sinterizados com granulometria
abaixo de 45 μm. (Schwetzke e Kreye apud Freire [1]).
Os principais materiais, para revestimentos resistentes ao desgaste e a corrosão,
citados pela literatura, são: WC-Co, WC-Ni, WC-Co-Cr, WC-Cr-Ni, Cr3C2-NiCr. Estes
materiais têm a característica de possuírem carbonetos de alta dureza. Esses carbonetos
estão imersos em uma matriz relativamente tenaz/dúctil de Co, Ni, Co-Cr ou Ni-Cr que tem
como função a união das partículas, além de possuir resistência a corrosão [1].
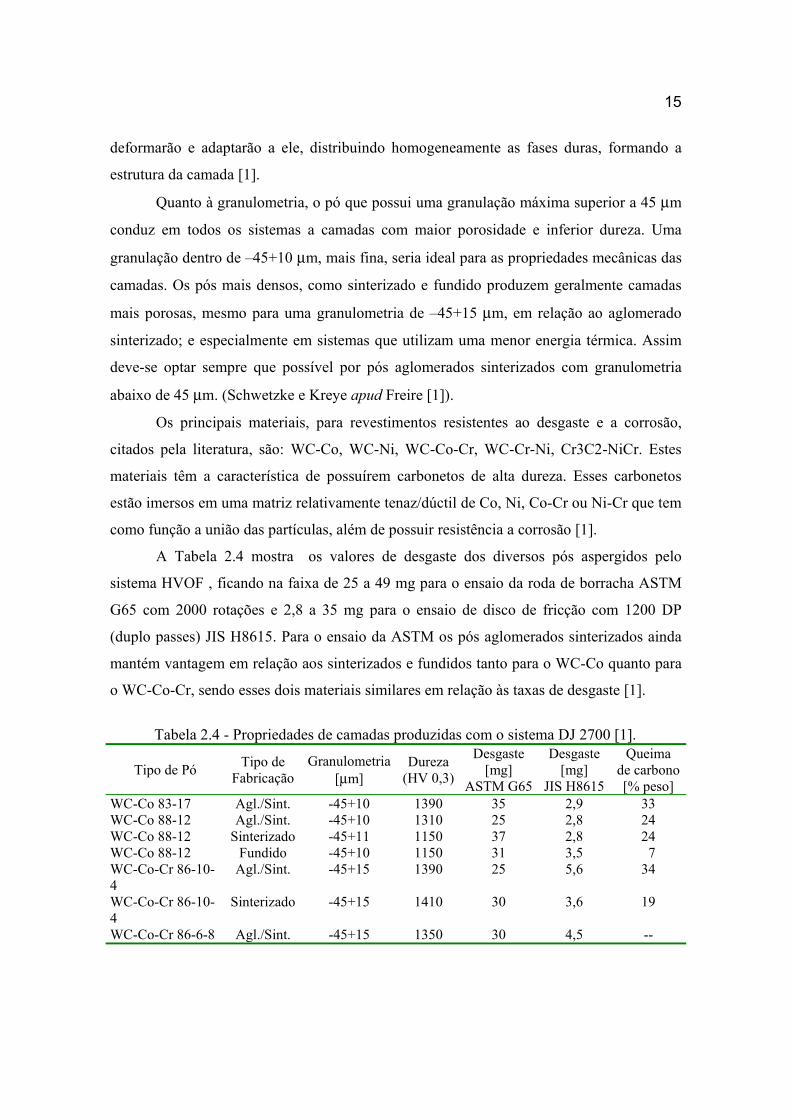
A Tabela 2.4 mostra os valores de desgaste dos diversos pós aspergidos pelo
sistema HVOF , ficando na faixa de 25 a 49 mg para o ensaio da roda de borracha ASTM
G65 com 2000 rotações e 2,8 a 35 mg para o ensaio de disco de fricção com 1200 DP
(duplo passes) JIS H8615. Para o ensaio da ASTM os pós aglomerados sinterizados ainda
mantém vantagem em relação aos sinterizados e fundidos tanto para o WC-Co quanto para
o WC-Co-Cr, sendo esses dois materiais similares em relação às taxas de desgaste [1].
Tabela 2.4 - Propriedades de camadas produzidas com o sistema DJ 2700 [1].
Tipo de Pó Tipo de Fabricação
Granulometria [μm]
Dureza (HV 0,3)
Desgaste [mg]
ASTM G65
Desgaste [mg]
JIS H8615
Queima de carbono [% peso]
WC-Co 83-17 Agl./Sint. -45+10 1390 35 2,9 33 WC-Co 88-12 Agl./Sint. -45+10 1310 25 2,8 24 WC-Co 88-12 Sinterizado -45+11 1150 37 2,8 24 WC-Co 88-12 Fundido -45+10 1150 31 3,5 7 WC-Co-Cr 86-10-4
Agl./Sint. -45+15 1390 25 5,6 34
WC-Co-Cr 86-10-4
Sinterizado -45+15 1410 30 3,6 19
WC-Co-Cr 86-6-8 Agl./Sint. -45+15 1350 30 4,5 --
16
3 ENSAIO DE DESGASTE ABRASIVO ASTM G 65
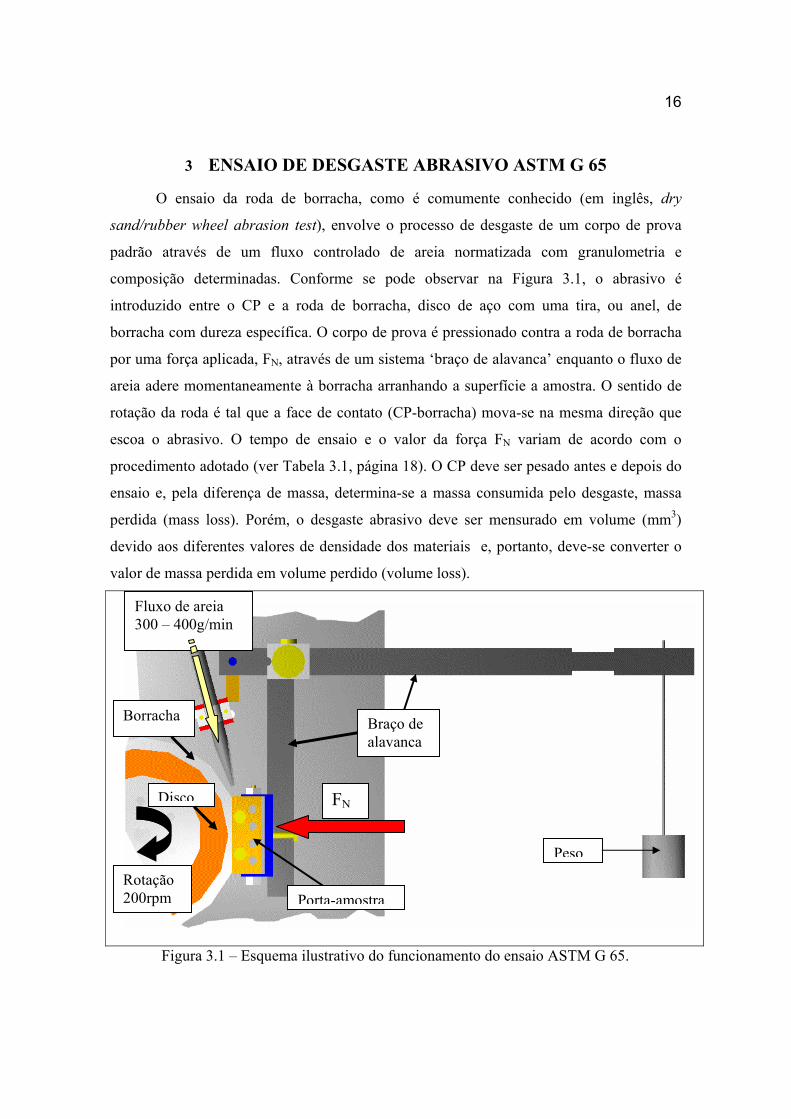
O ensaio da roda de borracha, como é comumente conhecido (em inglês, dry
sand/rubber wheel abrasion test), envolve o processo de desgaste de um corpo de prova
padrão através de um fluxo controlado de areia normatizada com granulometria e
composição determinadas. Conforme se pode observar na Figura 3.1, o abrasivo é
introduzido entre o CP e a roda de borracha, disco de aço com uma tira, ou anel, de
borracha com dureza específica. O corpo de prova é pressionado contra a roda de borracha
por uma força aplicada, FN, através de um sistema ‘braço de alavanca’ enquanto o fluxo de
areia adere momentaneamente à borracha arranhando a superfície a amostra. O sentido de
rotação da roda é tal que a face de contato (CP-borracha) mova-se na mesma direção que
escoa o abrasivo. O tempo de ensaio e o valor da força FN variam de acordo com o
procedimento adotado (ver Tabela 3.1, página 18). O CP deve ser pesado antes e depois do
ensaio e, pela diferença de massa, determina-se a massa consumida pelo desgaste, massa
perdida (mass loss). Porém, o desgaste abrasivo deve ser mensurado em volume (mm3)
devido aos diferentes valores de densidade dos materiais e, portanto, deve-se converter o
valor de massa perdida em volume perdido (volume loss).
Figura 3.1 – Esquema ilustrativo do funcionamento do ensaio ASTM G 65.
Fluxo de areia 300 – 400g/min
Porta-amostra
Braço de alavanca
Peso
FN Disco
Borracha
Rotação 200rpm
17
3.1 PROCEDIMENTOS DE ENSAIO SUGERIDO PELA NORMA
O ensaio ASTM G65 – 00 recomenda cinco procedimentos diferentes, de acordo
com o grau de resistência a abrasão e/ou espessura de revestimento superficial do corpo de
prova.
Procedimento A – Este teste é relativamente severo, utilizado para analisar
classificar materiais metálicos em uma ampla escala de desgaste abrasivo, indo
desde os metais de baixa resistência à abrasão, até materiais com alta resistência ao
desgaste abrasivo, tal como os metais duros. Geralmente este procedimento é
utilizado para classificar materiais de média e alta resistência.
Procedimento B – Uma variação econômica do procedimento A, podendo ser
usado para materiais com alta resistência a abrasão, porém é mais comum utiliza-lo
em materiais com media a baixa resistência. Também se deve optar pelo
procedimento B quando o total de volume perdido no procedimento A exceder à
100mm3.
Procedimento C – Uma variação do procedimento A, em menor tempo. Para ser
utilizado em corpos de provas revestimentos com camadas finas.
Procedimento D – Este procedimento e uma variação mais tênue do procedimento
A, particularmente executado em ensaios com materiais de baixa resistência à
abrasão. Também se deve optar por este procedimento no caso materiais com taxa
de volume perdido muito próximas, quando ensaiados no procedimento A.
Procedimento E – Variação menor do procedimento B para materiais com média
ou baixa resistência ao desgaste abrasivo.
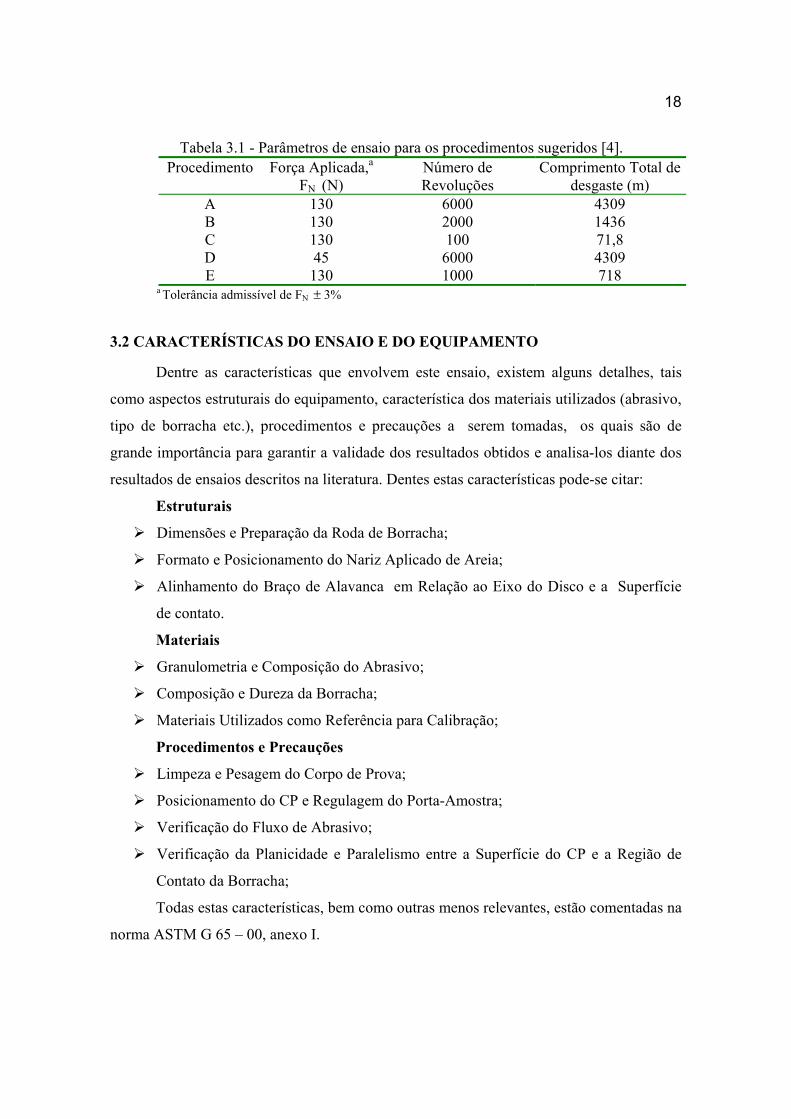
A Tabela 3.1 mostra os parâmetros, força e rotação, para cada procedimento, bem
como o comprimento de desgaste referente a cada procedimento. Este comprimento total de
desgaste nada mais é do que a linearização do número de revoluções da roda de borracha
(ver anexo I, 8.4 Lineal Abrasion).
18
Tabela 3.1 - Parâmetros de ensaio para os procedimentos sugeridos [4]. Procedimento Força Aplicada,a
FN (N) Número de Revoluções
Comprimento Total de desgaste (m)
A 130 6000 4309 B 130 2000 1436 C 130 100 71,8 D 45 6000 4309 E 130 1000 718
a Tolerância admissível de FN ± 3%
3.2 CARACTERÍSTICAS DO ENSAIO E DO EQUIPAMENTO
Dentre as características que envolvem este ensaio, existem alguns detalhes, tais
como aspectos estruturais do equipamento, característica dos materiais utilizados (abrasivo,
tipo de borracha etc.), procedimentos e precauções a serem tomadas, os quais são de
grande importância para garantir a validade dos resultados obtidos e analisa-los diante dos
resultados de ensaios descritos na literatura. Dentes estas características pode-se citar:
Estruturais
Dimensões e Preparação da Roda de Borracha;
Formato e Posicionamento do Nariz Aplicado de Areia;
Alinhamento do Braço de Alavanca em Relação ao Eixo do Disco e a Superfície
de contato.
Materiais
Granulometria e Composição do Abrasivo;
Composição e Dureza da Borracha;
Materiais Utilizados como Referência para Calibração;
Procedimentos e Precauções
Limpeza e Pesagem do Corpo de Prova;
Posicionamento do CP e Regulagem do Porta-Amostra;
Verificação do Fluxo de Abrasivo;
Verificação da Planicidade e Paralelismo entre a Superfície do CP e a Região de
Contato da Borracha;
Todas estas características, bem como outras menos relevantes, estão comentadas na
norma ASTM G 65 – 00, anexo I.
19
4 METODOLOGIA UTILIZADA NA EXECUÇÃO DA PRIMEIRA
SÉRIE DE ENSAIOS E NO ESTUDO DAS FONTES DE ERRO
Para que pudessem ser realizados os ensaios de desgaste abrasivo nos revestimentos
aplicados pelo processo AT/HVOF, foi necessário, inicialmente, calibrar o equipamento.
No entanto, os resultados da primeira série de ensaios para qualificação apresentaram um
coeficiente de variação muito alto (ver anexo I, 11.4 Initial Machine Operation and
Qualification). Isto exigiu iniciar todo um trabalho para se conhecer e eliminar as fontes de
erro dos procedimentos de execução usados e do equipamento, visando minimizar a
dispersão dos resultados. Assim, neste capítulo serão apresentados os parâmetros e
procedimentos adotados para primeira série de ensaios de qualificação e, na seqüência, a
metodologia aplicada para estudar as fontes de erros que influenciaram nos resultados desta
primeira série de ensaios de qualificação.
4.1 PRIMEIROS ENSAIOS DE QUALIFICAÇÃO
Na primeira série de ensaios, optou-se pelo Procedimento A, 6000 rotações e 130 N
(ver item 3.1, página 24), devido às características de elevada dureza e resistência ao
desgaste dos revestimentos aplicados, os quais seriam ensaiados posteriormente. Foram
utilizados 6 CPs de AISI D-2 termicamente tratados (ver anexo I, 11.6 Reference
Materials), nas dimensões: 76 X 25 X 12,5 mm, com acabamento superficial de retificação
grosseira. A rotação da roda de borracha (RB) foi fixada em 200 rpm, conforme prescrito
por norma para todos os ensaios em qualquer Procedimento, de “A” a “E”. A borracha
utilizada foi a tipo SBR 60 Shore A, porém sua dureza medida com durômetro Shore A -
KORI, variou entre 68-72 Shore A. Apesar da norma especificar Grana 70, o abrasivo
consumido foi areia normal Grana 50 fabricada pelo IPT (Instituto de Pesquisas
Tecnológicas), pois a areia tipo 70 (Grana 70) não é comercialmente disponível no Brasil e,
como neste ensaio a areia não pode ser reutilizada, seria muito dispendioso importar este
tipo de material. Quanto ao fluxo de areia, recolheu-se, separadamente, toda a areia
consumida em cada ensaio, pesando-a posteriormente, de forma a se obter a massa total de
areia usada em cada ensaio e, conseqüentemente o fluxo médio de cada ensaio.
20
4.1.1 PROCEDIMENTOS DE EXECUÇÃO DA PRIMEIRA SÉRIE DE ENSAIOS
Os procedimentos usados para a realização destes ensaios estão baseados em norma
(ASTM G 65 –00) e foram executados na seqüência em que serão postos a seguir:
Limpeza e Secagem do CP
Antes de iniciar o ensaio o corpo de prova deve estar devidamente limpo e seco,
para poder ser pesado. Para tanto, as amostra foram submersas em acetona, durante 5 min
no ultra-som, e posteriormente secadas com secador de ar quente (secador de cabelos).
Pesagem do CP
Logo após ser limpo e seco o CP deve ser pesado em uma balança calibrada, com
resolução de: 0,0001g para o Procedimento C e 0,001g para os demais Procedimentos. No
caso dos ensaios em questão, as amostras forma pesadas em uma balança digital com
0,001g de resolução.
Fixação e Posicionamento do CP no Equipamento
Os corpos de prova foram posicionados no porta-amostra de forma a ficarem o mais
próximo possível do bico aplicador e (nariz), para que se garantisse a maior área de contato
entre a superfície de apoio, do porta-amostra, e a face do CP, oposta à face ensaiada,
pressionou-se o CP a amostra contra a roda de borracha, através da carga aplicada no braço
de alavanca, e só depois disto foram apertados os parafusos de fixação o CP.
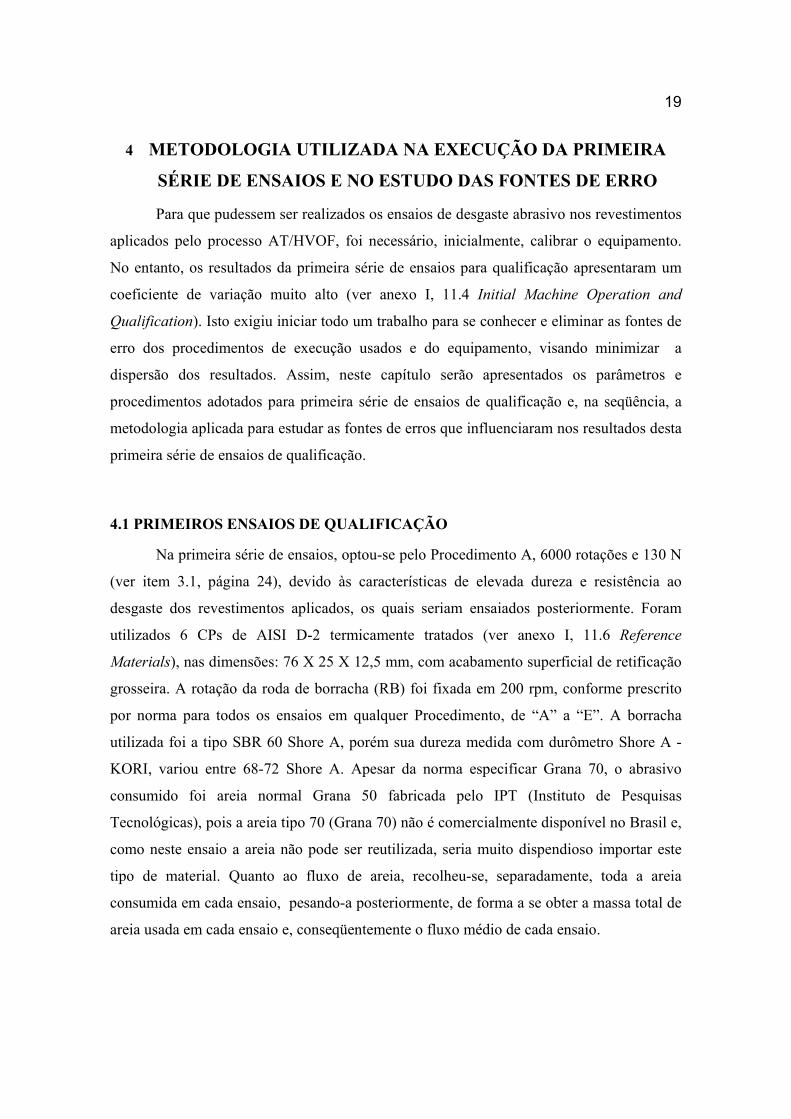
Marcação com Grafite para Analisar Paralelismo e Planicidade
Antes de iniciar cada ensaio, foi aplicado grafite comum em uma pequena região da
superfície da roda de borracha para se projetar em uma tira de papel (sulfite comum) a
marcação do contato CP-borracha. Para tanto, foi executada seqüência ilustrada na Figura
4.1 comentada e na próxima página:
21
Figura 4.1 - Seqüência do procedimento de marcação com grafite.
Espalhar o grafite por toda espessura da região da borracha (foto A - Figura 4.1);
Envolver o CP com a tira de papel e fixa-los no porta-amostra (foto B – Figura 4.1);
Girar o disco até o grafite ficar em contato com o papel sobre o CP;
Liberar o braço de alavanca e aplicar a carga (FN = 130 N), via colocação do peso;
Girar o disco no mesmo sentido da rotação de ensaio, até toda a região com grafite
riscar o papel;
Suspender o braço de alavanca e retirar a tira de papel (foto C – Figura 4.1).
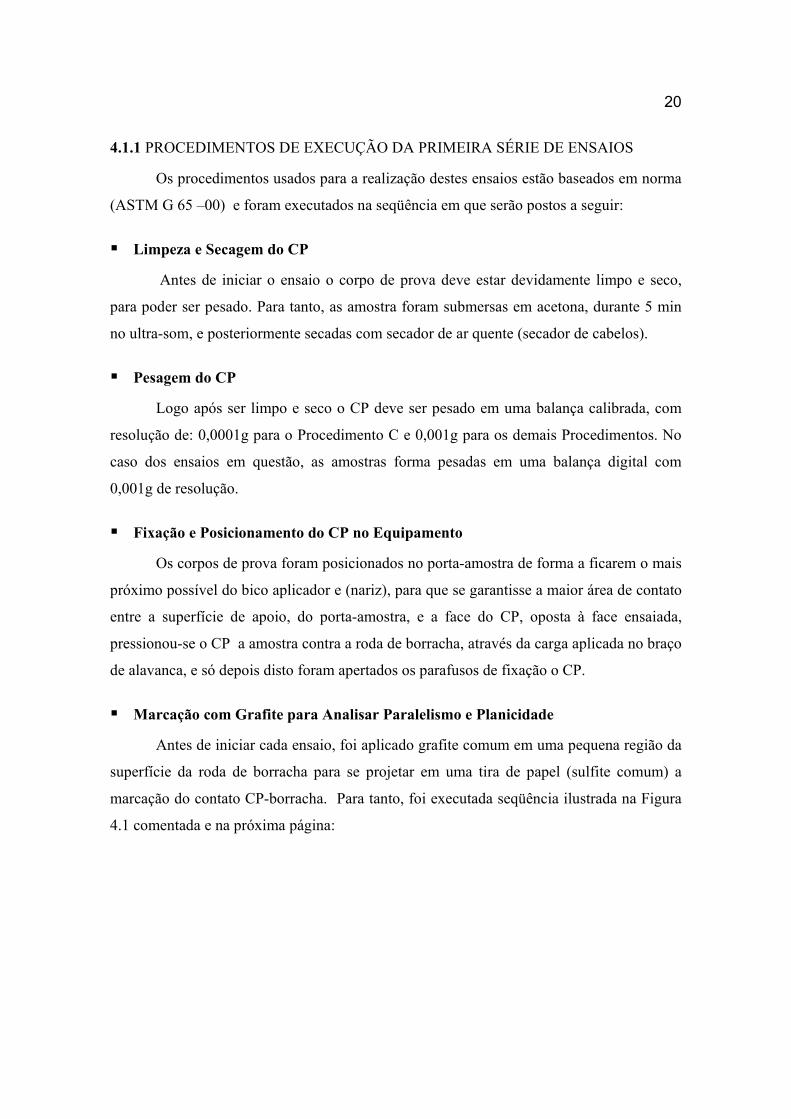
A marcação do grafite (Figura 4.2) serve para analisar o paralelismo entre as
superfícies formadas pela região de contato da borracha e a face de ensaio do CP, bem
como a planicidade destas superfícies.
Figura 4.2 - Marcação de grafite feita em superfície correta (à esquerda)
e superficie irregular (à direita).
Paralismo e Problema c/ Plan. corretos planicidade
A) B) C) Grafite
22
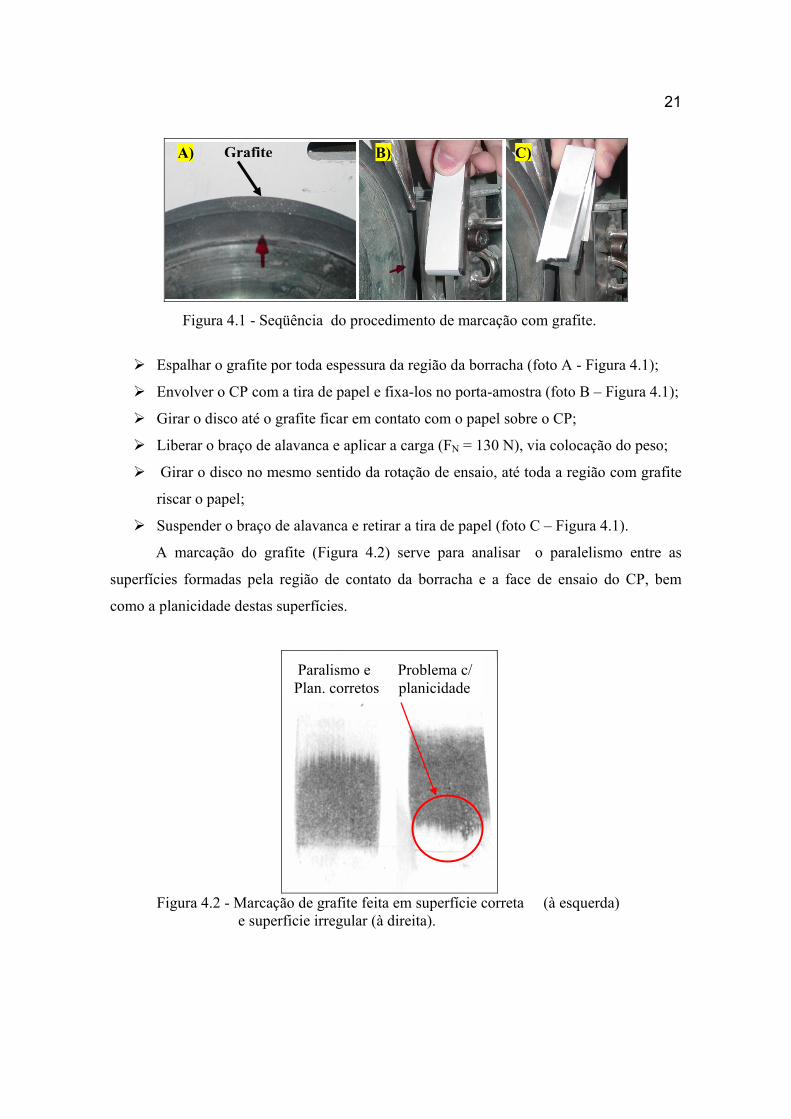
Lixamento para Ajuste da Superfície da Borracha
Em casos onde a marcação indicou inclinação entre as superfícies ou falta de
planicidade, conforme detalhe mostrado na Figura 4.2, efetuou-se uma usinagem da
superfície da borracha para eliminar esta inclinação. Para tanto, introduziu-se uma tira de
lixa d’água #100 entre o CP a borracha (a parte de abrasivo voltada p/ a borracha - Figura
4.3), servindo como ferramenta de usinagem.
Figura 4.3 - Colocação posicionamento da lixa para usinagem.
O processo de usinagem foi realizado conforme a seqüência a baixo:
Ligar o variador de freqüência na rotação de ensaio, 200 rpm (1700 no display);
Liberar o braço de alavanca e colocar a lixa em contato com a borracha, porém, sem
adicionar peso ao braço de alavanca, atuando somente com o peso próprio;
Após um tempo de aproximadamente 10 a 15 segundos, suspender o braço e
desligar o equipamento.
Depois do lixamento, foi feita uma nova marcação, para verificar se houve correção
da planicidade (ver Figura 4.2, página 21), caso ela não tivesse sido corrigida, foi repetido o
procedimento. Nos casos onde a marcação com grafite não mostrou problemas de
inclinação e paralelismo, foi efetuado um leve lixamento, entre 3 a 5 segundos, para retirar
o grafite da borracha.
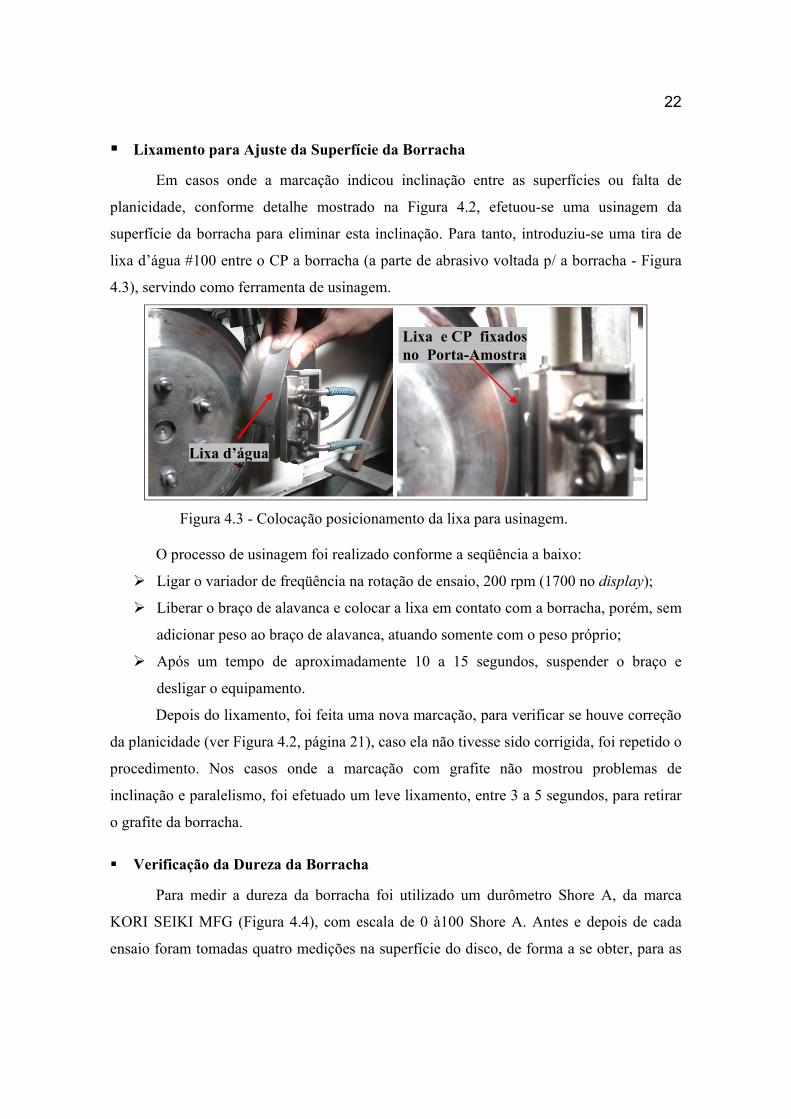
Verificação da Dureza da Borracha
Para medir a dureza da borracha foi utilizado um durômetro Shore A, da marca
KORI SEIKI MFG (Figura 4.4), com escala de 0 à100 Shore A. Antes e depois de cada
ensaio foram tomadas quatro medições na superfície do disco, de forma a se obter, para as
Lixa d’água
Lixa e CP fixados no Porta-Amostra
23
duas etapas (início e fim), um valor médio da dureza da borracha ao longo do seu
perímetro. O procedimento utilizado para medição da dureza é descrito na norma ASTM G
65 ( ver anexo I, 6.2 Rubber Whee).
Figura 4.4 - Medição de dureza da borracha, durômetro Shore A
Rotina de Inicialização do Ensaio
Após medir a dureza da borracha, executou-se a rotina de inicialização descrita
abaixo:
Ligar o variador de freqüência na rotação de 200 rpm (1700, no display do variador
de freqüência);
Abrir sistema de refrigeração;
Abrir fluxo de areia e esperar ele estabilizar-se;
Liberar o braço de alavanca, já com o peso posicionado;
Iniciar a contagem do tempo via cronômetro digital com resolução de 0,01s.
Durante todo o decorrer do tempo de ensaio, o comportamento do equipamento foi
observado para que se pudesse perceber qualquer irregularidade que interferisse nos
parâmetros do ensaio, tal como: vibração excessiva, descolamento da borracha, interrupção
do fluxo de areia e variação da rotação (mudança no valor de display do variador de
freqüência). Também foi adicionado areia ao reservatório de forma aleatória, visando
apenas manter constante o nível de abrasivo dentro dele.
70 Shore A
24
Rotina de Encerramento do Ensaio
Ao fim de 30 minutos, primeiramente suspendeu-se o braço de alavanca para
interromper o contato da borracha com o corpo de prova, em seguida, foi executada uma
rotina de encerramento, conforme esta posta a seguir:
Desligar o variador de freqüência;
Fechar fluxo de areia;
Fechar sistema de refrigeração;
Medir dureza da borracha (ver item 4.1.1.6, página 22);
Medir diâmetro da roda de borracha (ver item 4.1.1.9, página 24);
Limpar, secar e pesar o CP (ver item 4.1.1.1 e 4.1.1.2, página 20).
Medição Diâmetro da Roda de Borracha
De acordo com a norma ASTM G 65 – 00, deve-se medir o diâmetro da roda de
borracha ao final de cada ensaio, para que o valor do desgaste produzido seja corrigido
(maiores detalhes, ver anexo I, 10. Calculating and Reporting Results, ASTM G65-00).
Assim, para medir o diâmetro da roda de borracha, foi utilizado um paquímetro analógico,
de 300 mm, sendo tomadas três medições de diâmetro em diferentes posições da roda, sem
precisar retirara-la do equipamento, como mostrado na Figura 4.5.
Figura 4.5 - Medição do diâmetro da roda, no equipamento de ensaio.
25
4.2 ESTUDO DAS FONTES DE ERRO
Para se avaliar quais problemas estariam atuando como fontes de erro, foi realizada,
com base na literatura, a relação abaixo, com todos os fatores que poderiam influenciar na
dispersão dos resultados bem como a maneira como influenciariam:
Falta de controle e potência no eixo de saída: Causa variação da rotação da roda
ao longo do ensaio;
Excentricidade do disco e má confecção da roda de borracha: Causam
desalinhamento do anel de borracha e vibração excessiva do equipamento,
produzindo variação na área desgastada, vibração excessiva e variação da força FN
ao longo do ensaio;
Problemas de planicidade e paralelismo entre as superfícies em contato CP/
borracha: Produz não-uniformidade na área da região desgastada e no perfil de
desgaste;
Variação do nível de areia no reservatório: Influencia na variação do fluxo de
areia durante o ensaio;
Variação na composição e/ou presença de umidade no abrasivo: Causa variação
no fluxo de areia e mudança nas características de desgaste;
Problemas no formato do nariz aplicador: Compromete a uniformidade da
cortina de areia;
Imprecisão da balança utilizada: Não produz medições confiáveis;
Procedimento de limpeza e secagem indevidos: “Camuflam” os resultados pois a
umidade e sujeira somam-se aos valores da massa medida;
Variação das propriedades do material padrão: causa aleatoriedade dos
resultados; Aquecimento e variação das propriedades da borracha durante o ensaio: não
permite que o abrasivo se desprenda após riscar o CP, dificultando a renovação dos
grãos de areia.
26
Dentre os fatores listados, através de uma análise das características do equipamento
e seu comportamento durante os ensaios, selecionou-se os prováveis causadores da
dispersão nos ensaios da primeira série:
1. Problemas no formato do nariz aplicador.
2. Variação do nível de areia no reservatório.
3. Problemas de planicidade e paralelismo entre as superfícies em contato CP/
borracha.
A partir desta seleção aplicou-se uma metodologia específica para analisar cada uma
destas três fontes de erro. O método usado no estudo destas fontes serão descritos abaixo,
sendo que seus resultados serão comentados posteriormente no Capítulo 5.
4.2.1 ANÁLISE DO FORMATO DO NARIZ APLICADOR
Estudando uma versão antiga (1991) da norma ASTM G 65, notou-se que nos dois
exemplos sobre equipamentos que não apresentaram bons resultados o problema estava
relacionado com o nariz aplicador. Segundo norma, defeitos no bocal do nariz aplicador
influenciam na uniformidade da cortina de areia e esta, por sua vez, compromete a
repetibilidade dos ensaios. À luz disto, desmontou-se o equipamento a fim de analisar o
nariz aplicador, separadamente.
Para verificar a dimensões do nariz foi usado um paquímetro convencional e,
dispondo do desenho de projeto do nariz aplicador, o qual pode ser visto no Apêndice B,
comparou-se o nariz atual com as dimensões especificadas no projeto. Também foi
observada uniformidade da cortina formada pelo fluxo do abrasivo, a partir de fotografias
tiradas da cortina de areia logo após deixar o bocal de saída do nariz aplicador. Estas fotos,
digitalizadas, foram importadas para o ambiente do Auto Cad 2000, onde se pode, através
de uma conversão de escala, medir a cortina de areia ao logo do seu comprimento.
4.2.2 ESTUDO DA VARIAÇÃO DO NÍVEL DE AREIA NO RESERVATÓRIO.
O fluxo de abrasivo, segundo ASTM G 65, deve estar entre 300 a 400 g/min. No
entanto a norma não especifica se este fluxo pode variar dentro desta faixa ao longo do
ensaio, ou se ele deve ser constante e, não maior que 400 g/min e nem menor que 300
g/min de areia.
27
Como uma variação de 25% no fluxo (400 para 300 g/min) é um valor muito alto,
em vista da variação aceitável por norma. Entendeu-se que o fluxo deve ser o mais
constante possível e, dentro da faixa de valores estipulados pela ASTM.
Desta forma, procurou-se estudar o comportamento do fluxo de areia com relação à
quantidade de abrasivo no reservatório, bem como sua variação no decorrer do tempo do
ensaio (30 minutos), pois o nível de abrasivo (altura da coluna de areia) vai diminuindo ao
longo do tempo.
Para tanto, foram utilizados 12 kg de areia normal Grana 50 (IPT), 22 sacolas
plásticas para coletar a areia, uma balança digital com resolução 0,01 g, um cronômetro
digital com resolução de 0,01 s e o próprio equipamento de ensaio de desgaste.
Variação do Fluxo e Altura de Reservatório
Visando avaliar o comportamento do fluxo de areia com a quantidade de abrasivo
disponível no reservatório foram tomadas as medidas de massa de areia para cinco
intervalos de tempos: 1 min, 2 min, ..., 5 min, tanto para o reservatório cheio, em torno de
10 kg de areia, quanto para o reservatório vazio, com somente 2 kg de abrasivo. Em ambos
os casos, o equipamento estava desligado e o fluxo de areia era medido somente após estar
estabilizado. Ao final de cada intervalo de tempo, fechou-se o fluxo de abrasivo e, a areia
coletada foi pesada e novamente devolvida ao reservatório, de modo que este se mantivesse
sempre no mesmo nível quando se iniciasse uma nova medição.
Comportamento do Fluxo no Decorrer do Tempo do Ensaio (30 minutos)
Durante o ensaio, não há como se coletar, de maneira eficaz, a areia que esta sendo
aplicada sobre o CP, pois ao entrar em contato com a borracha as partículas de abrasivo são
aceleradas, sendo que, uma boa parte delas acompanha a rotação da roda e se desprendem
em posições diferentes, espalhando-se por todo equipamento, tornado impossível analisar o
comportamento do fluxo nesta situação. Assim, optou-se por fazer a medição do fluxo de
areia com o equipamento desligado.
O procedimento adotado para este teste foi primeiramente, alimentar o reservatório
com 12 de areia (capacidade total do reservatório), em seguida abria o fluxo de areia e,
logo depois de estabilizado, iniciar a contagem do tempo e a amostragem da areia em
sacolas plásticas (de embalar alimento). A cada 5 minutos a sacola com areia era
28
substituída por uma outra vazia, identificada e, na seqüência, pesadas na balança citada
anteriormente (item 4.2.2).
Esta seqüência de coleta e pesagem da areia foi realizada até o tempo transcorrido
somar 30 minutos. Porém, depois de coletada a areia do quinto intervalo (20 à 25 min) do
teste com equipamento desligado, por descuido não se pesou esta amostragem, despejando-
se a areia coletada de volta ao recipiente onde estava armazenada toda a areia usada. Para
que não fosse interrompido o teste, a sexta (última) amostragem foi coletada, pesada e, logo
em seguida, adicionou-se ao reservatório duas vezes a massa de areia contida na última
amostragem, simulando a situação da quinta amostragem. Assim, foram coletados os 5
primeiros minutos de escoamento da areia adicionada e, depois de pesar esta amostragem,
sua massa foi usada como resultado da quinta amostragem.
Na intenção de avaliar o comportamento do fluxo quanto à vibração do
equipamento, e de repetir o teste anterior sem cometer nenhuma distração, foi retirado o
disco de borracha da máquina para que se pudesse executar o mesmo procedimento do teste
anterior, porém com o equipamento ligado. Neste caso não houve problemas com a coleta
da areia e as amostragens foram pesadas corretamente.
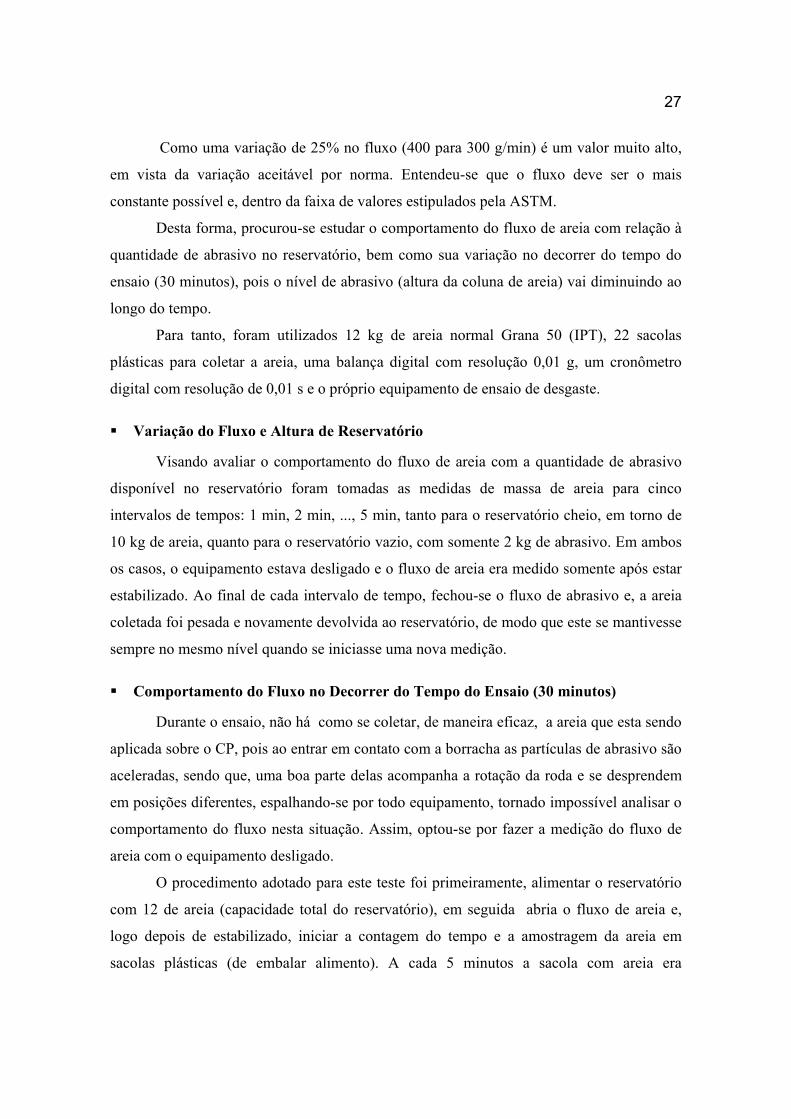
4.2.3 PLANICIDADE E PARALELISMO ENTRE AS SUPERFÍCIES EM
CONTATO CP/ BORRACHA
Para verificar se ocorreram problemas de paralelismo e planicidade na região de
contato Borracha/CP, além de uma análise visual da marcação do desgaste, conforme
explica a norma ASTM G 65 (ver anexo I, 9.9 Preparatiom and Care of Rubber Wheels),
foram feitos cortes transversais (Figura 4.6) ao longo da marcação de desgaste, de forma a
se poder avaliar a uniformidade da espessura de desgaste e a simetria da região desgastada.
Os corpos de prova foram cortados e em um equipamento Arotec Cor-40 com disco
abrasivo Metalprisma MPZ e rotação de 3420 rpm, disponível no Labmat/EMC – UFSC,
onde também foi utilizado o estereoscópio para produzir as fotografias das três secções
transversais selecionadas ao longo da marcação de desgaste, uma no início da região de
desgaste, outra no meio desta região e uma última no final a área desgastada. A partir das
fotos obtidas no estereoscópio, utilizou-se o recurso do software AutoCad 2000 para
realizar medições da área do perfil de desgaste gerado e a verificação da simetria de
desgaste.
29
Figura 4.6- Secção transversal da região desgastadas, visto no estereoscópio.
Verificação da Simetria de Desgaste
A norma ASTM G 65 – 00 descreve que o perfil de desgaste deve ter uma espessura
(profundidade de desgaste) uniforme ao longo da seção transversal da amostra, no entanto,
como a borracha tem menor resistência nas suas extremidades, dado o comportamento
elástico característico deste material, é de se esperar que a profundidade de desgaste
diminua à medida que se aproxima destas regiões, conforme pode ser observado na Figura
4.6 e Figura 4.7 . Assim, mais importante que a uniformidade da espessura do perfil de
desgaste, é a simetria deste perfil com relação à linha média ao longo da amostra, pois é
reflexo direto da planicidade das faces em contato (CP/Borracha), bem como do
paralelismo entre estas superfícies.
Para se avaliar esta simetria de desgaste, criou-se um método de medição e
comparação das áreas, baseado no sistema de projeção de perfil, comumente utilizado em
análises de cordão de solda. Porém , ao invés de se projetar um perfil, utilizou-se a própria
foto digitalizada, obtida via esclereoscópio, importando-a para o ambiente de trabalho do
AutoCad.
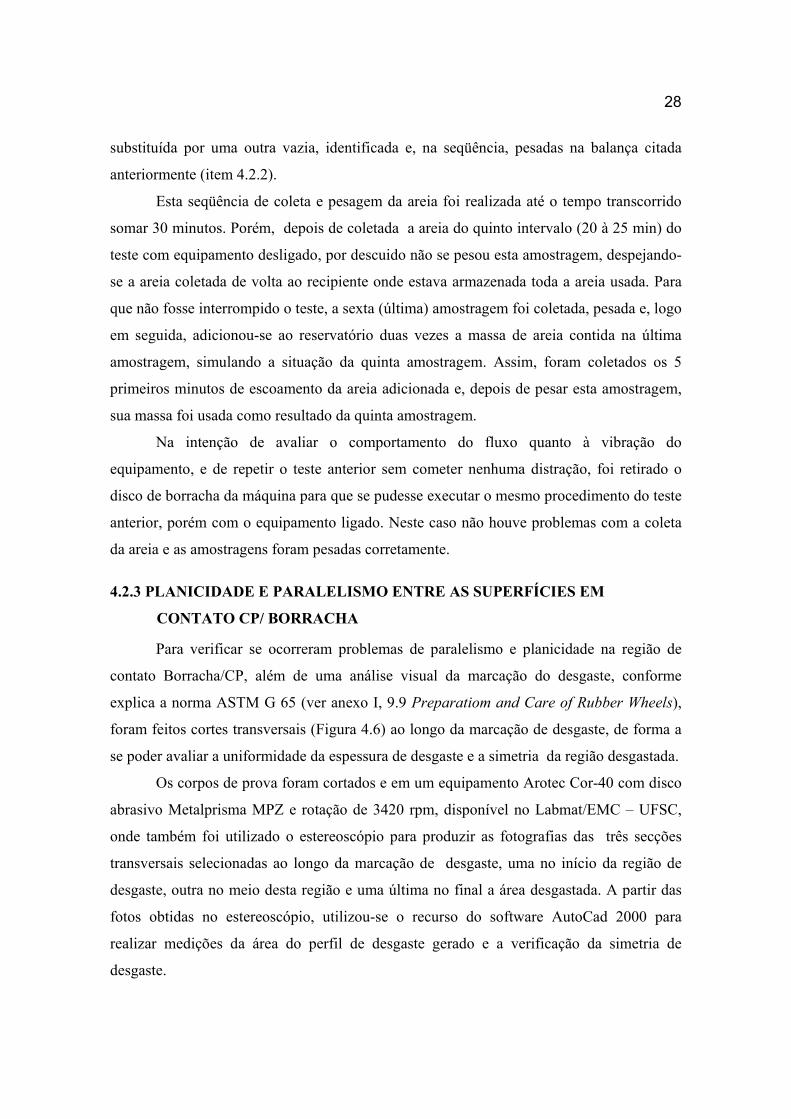
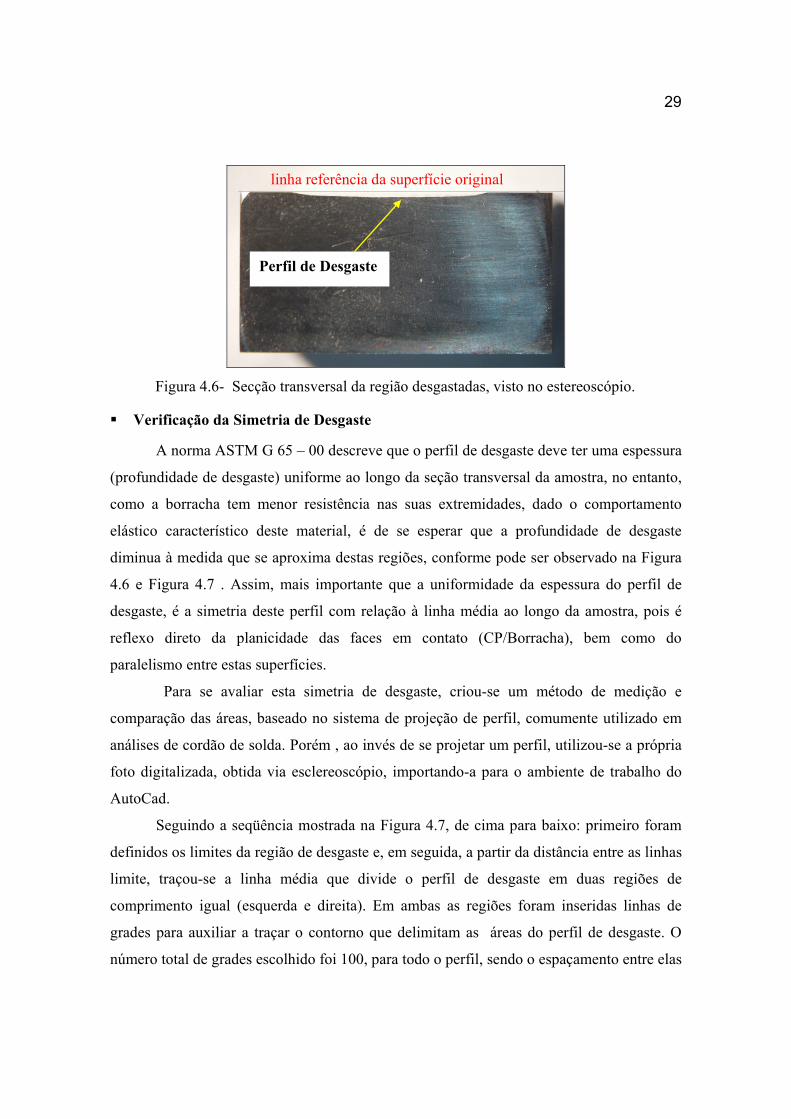
Seguindo a seqüência mostrada na Figura 4.7, de cima para baixo: primeiro foram
definidos os limites da região de desgaste e, em seguida, a partir da distância entre as linhas
limite, traçou-se a linha média que divide o perfil de desgaste em duas regiões de
comprimento igual (esquerda e direita). Em ambas as regiões foram inseridas linhas de
grades para auxiliar a traçar o contorno que delimitam as áreas do perfil de desgaste. O
número total de grades escolhido foi 100, para todo o perfil, sendo o espaçamento entre elas
linha referência da superfície original
Perfil de Desgaste
30
dado pela distância entre as linhas limites dividida pelo número de grades. Depois de
inseridas as grades, traçou-se uma linha passando por todas as intersecções grade/superfície
desgastada da peça, como também pela intersecção desta superfície com as linha limites,
assim definiu-se a área total do perfil de desgaste. Como mostrado no final da Figura 4.7,
dividiu-se esta área total em duas, a região esquerda (em azul) e a região direita (em
vermelho), a partir da linha média. Medindo estas áreas no próprio ambiente do AutoCad
obteve-se a relação entre elas que é a própria razão de simetria de desgaste.
Figura 4.7 - Esquema ilustrativo da verificação da simetria de desgaste.
Linhas que delimitam as áreas a serem comparadas
Grades para se traçar a linhas que definem as áreas
Linhas de limite de região para análise de simetria
Linha Média
31
5 RESULTADOS E DISCUSSÕES
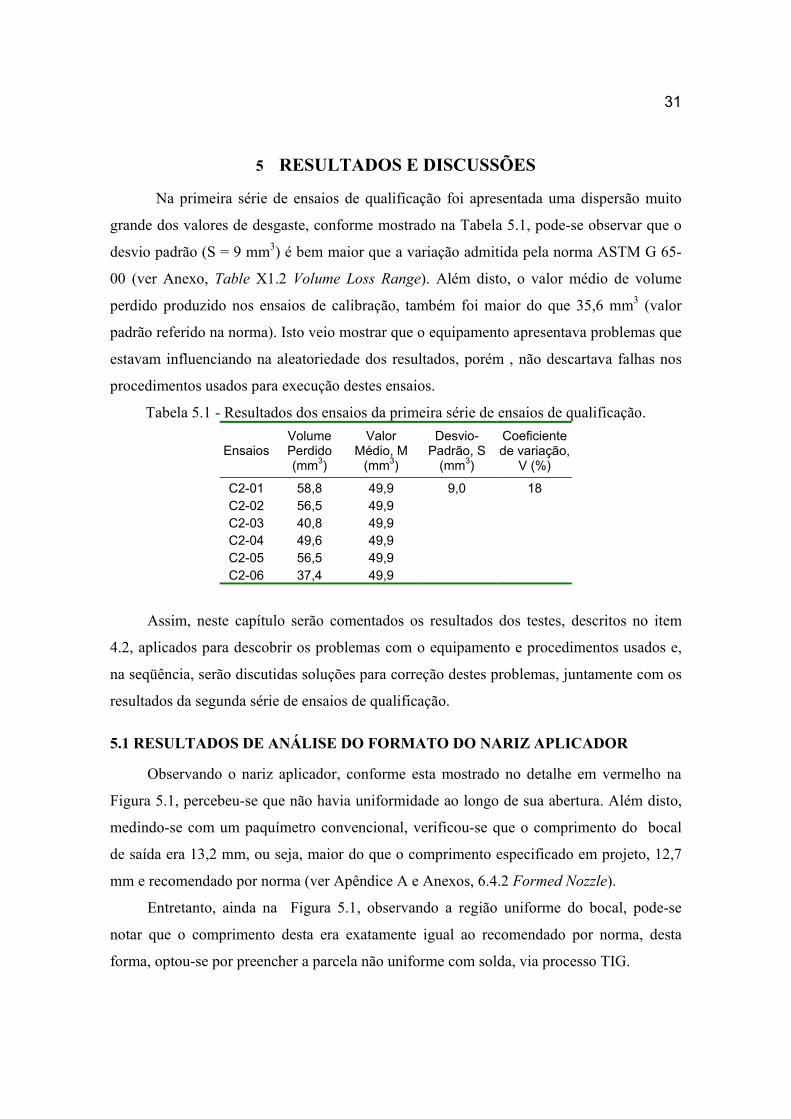
Na primeira série de ensaios de qualificação foi apresentada uma dispersão muito
grande dos valores de desgaste, conforme mostrado na Tabela 5.1, pode-se observar que o
desvio padrão (S = 9 mm3) é bem maior que a variação admitida pela norma ASTM G 65-
00 (ver Anexo, Table X1.2 Volume Loss Range). Além disto, o valor médio de volume
perdido produzido nos ensaios de calibração, também foi maior do que 35,6 mm3 (valor
padrão referido na norma). Isto veio mostrar que o equipamento apresentava problemas que
estavam influenciando na aleatoriedade dos resultados, porém , não descartava falhas nos
procedimentos usados para execução destes ensaios.
Tabela 5.1 - Resultados dos ensaios da primeira série de ensaios de qualificação.
Ensaios Volume Perdido (mm3)
Valor Médio, M
(mm3)
Desvio-Padrão, S
(mm3)
Coeficiente de variação,
V (%)
C2-01 58,8 49,9 9,0 18 C2-02 56,5 49,9 C2-03 40,8 49,9 C2-04 49,6 49,9 C2-05 56,5 49,9 C2-06 37,4 49,9
Assim, neste capítulo serão comentados os resultados dos testes, descritos no item
4.2, aplicados para descobrir os problemas com o equipamento e procedimentos usados e,
na seqüência, serão discutidas soluções para correção destes problemas, juntamente com os
resultados da segunda série de ensaios de qualificação.
5.1 RESULTADOS DE ANÁLISE DO FORMATO DO NARIZ APLICADOR
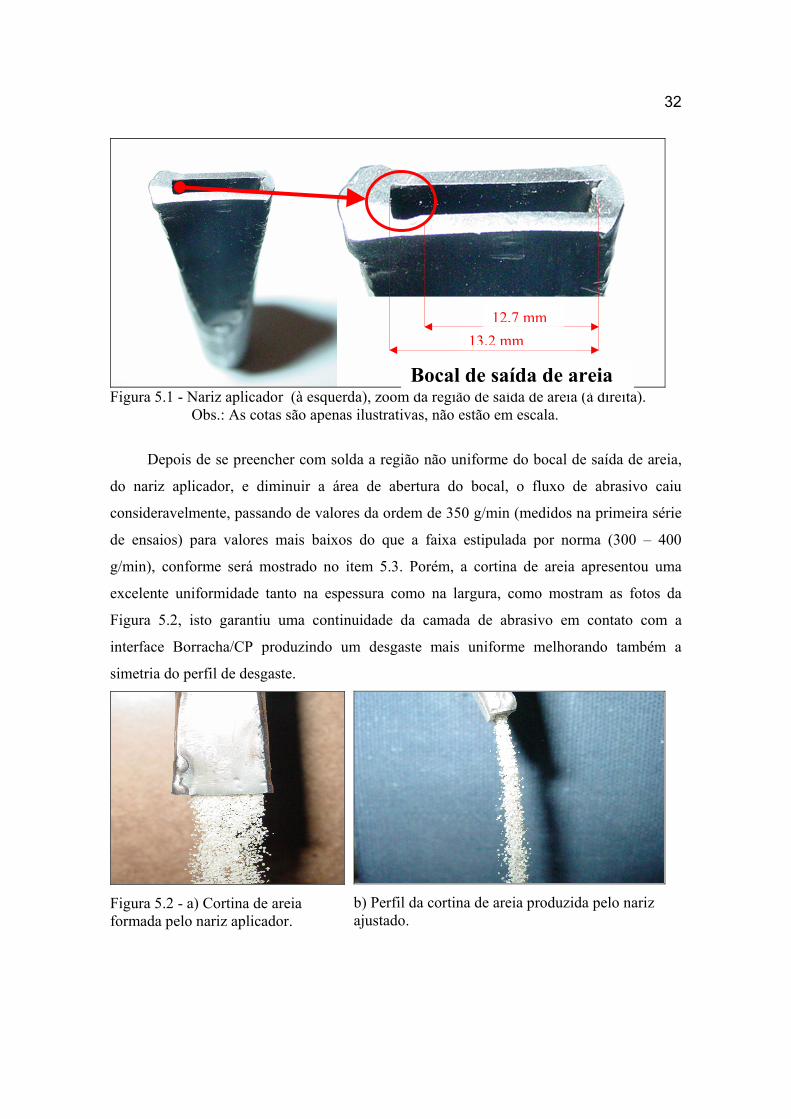
Observando o nariz aplicador, conforme esta mostrado no detalhe em vermelho na
Figura 5.1, percebeu-se que não havia uniformidade ao longo de sua abertura. Além disto,
medindo-se com um paquímetro convencional, verificou-se que o comprimento do bocal
de saída era 13,2 mm, ou seja, maior do que o comprimento especificado em projeto, 12,7
mm e recomendado por norma (ver Apêndice A e Anexos, 6.4.2 Formed Nozzle).
Entretanto, ainda na Figura 5.1, observando a região uniforme do bocal, pode-se
notar que o comprimento desta era exatamente igual ao recomendado por norma, desta
forma, optou-se por preencher a parcela não uniforme com solda, via processo TIG.
32
Figura 5.1 - Nariz aplicador (à esquerda), zoom da região de saída de areia (à direita).
Obs.: As cotas são apenas ilustrativas, não estão em escala.
Depois de se preencher com solda a região não uniforme do bocal de saída de areia,
do nariz aplicador, e diminuir a área de abertura do bocal, o fluxo de abrasivo caiu
consideravelmente, passando de valores da ordem de 350 g/min (medidos na primeira série
de ensaios) para valores mais baixos do que a faixa estipulada por norma (300 – 400
g/min), conforme será mostrado no item 5.3. Porém, a cortina de areia apresentou uma
excelente uniformidade tanto na espessura como na largura, como mostram as fotos da
Figura 5.2, isto garantiu uma continuidade da camada de abrasivo em contato com a
interface Borracha/CP produzindo um desgaste mais uniforme melhorando também a
simetria do perfil de desgaste.
Figura 5.2 - a) Cortina de areia formada pelo nariz aplicador.
b) Perfil da cortina de areia produzida pelo nariz ajustado.
Bocal de saída de areia
13,2 mm12,7 mm
33
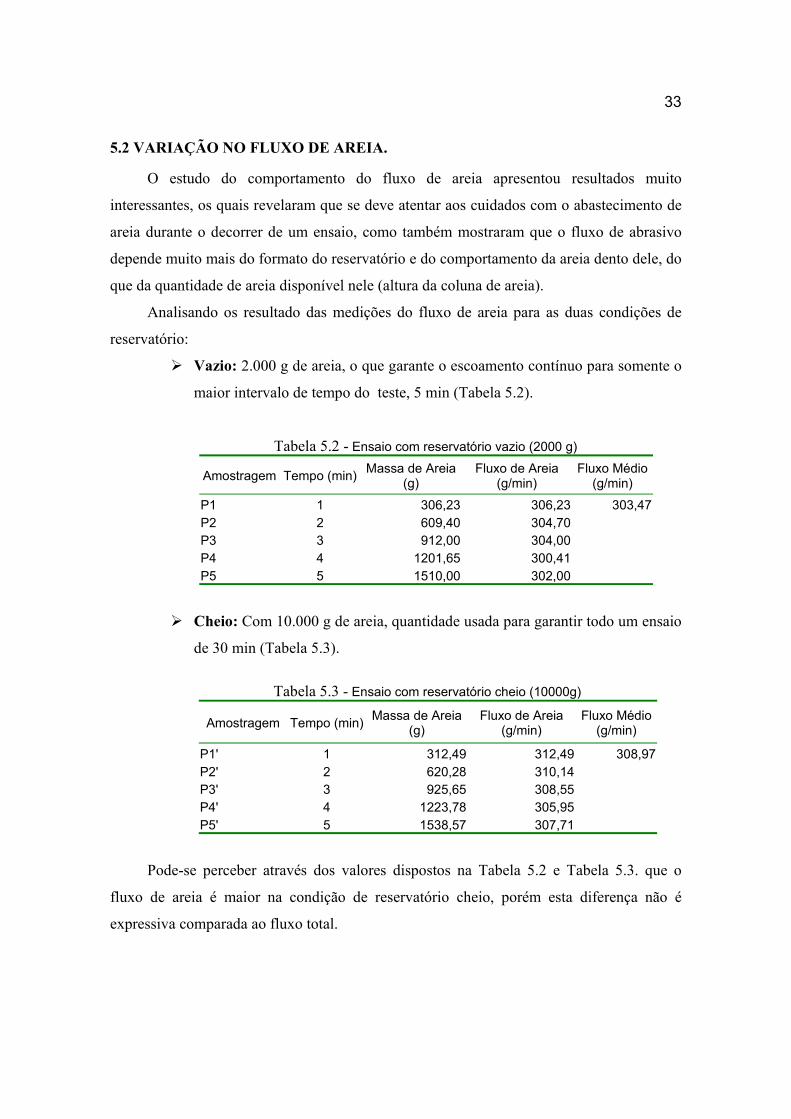
5.2 VARIAÇÃO NO FLUXO DE AREIA. O estudo do comportamento do fluxo de areia apresentou resultados muito
interessantes, os quais revelaram que se deve atentar aos cuidados com o abastecimento de
areia durante o decorrer de um ensaio, como também mostraram que o fluxo de abrasivo
depende muito mais do formato do reservatório e do comportamento da areia dento dele, do
que da quantidade de areia disponível nele (altura da coluna de areia).
Analisando os resultado das medições do fluxo de areia para as duas condições de
reservatório:
Vazio: 2.000 g de areia, o que garante o escoamento contínuo para somente o
maior intervalo de tempo do teste, 5 min (Tabela 5.2).
Cheio: Com 10.000 g de areia, quantidade usada para garantir todo um ensaio
de 30 min (Tabela 5.3).
Pode-se perceber através dos valores dispostos na Tabela 5.2 e Tabela 5.3. que o
fluxo de areia é maior na condição de reservatório cheio, porém esta diferença não é
expressiva comparada ao fluxo total.
Tabela 5.2 - Ensaio com reservatório vazio (2000 g)
Amostragem Tempo (min) Massa de Areia (g)
Fluxo de Areia (g/min)
Fluxo Médio (g/min)
P1 1 306,23 306,23 303,47 P2 2 609,40 304,70 P3 3 912,00 304,00 P4 4 1201,65 300,41 P5 5 1510,00 302,00
Tabela 5.3 - Ensaio com reservatório cheio (10000g)
Amostragem Tempo (min) Massa de Areia (g)
Fluxo de Areia (g/min)
Fluxo Médio (g/min)
P1' 1 312,49 312,49 308,97P2' 2 620,28 310,14 P3' 3 925,65 308,55 P4' 4 1223,78 305,95 P5' 5 1538,57 307,71
34
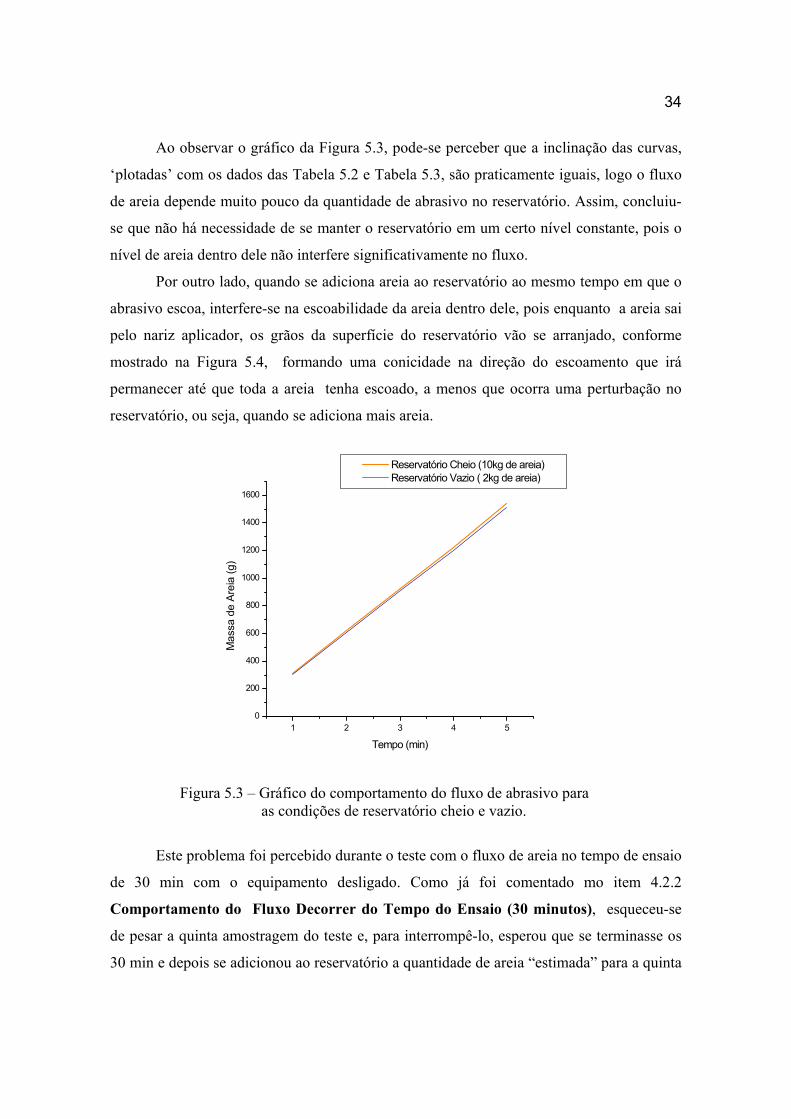
Ao observar o gráfico da Figura 5.3, pode-se perceber que a inclinação das curvas,
‘plotadas’ com os dados das Tabela 5.2 e Tabela 5.3, são praticamente iguais, logo o fluxo
de areia depende muito pouco da quantidade de abrasivo no reservatório. Assim, concluiu-
se que não há necessidade de se manter o reservatório em um certo nível constante, pois o
nível de areia dentro dele não interfere significativamente no fluxo.
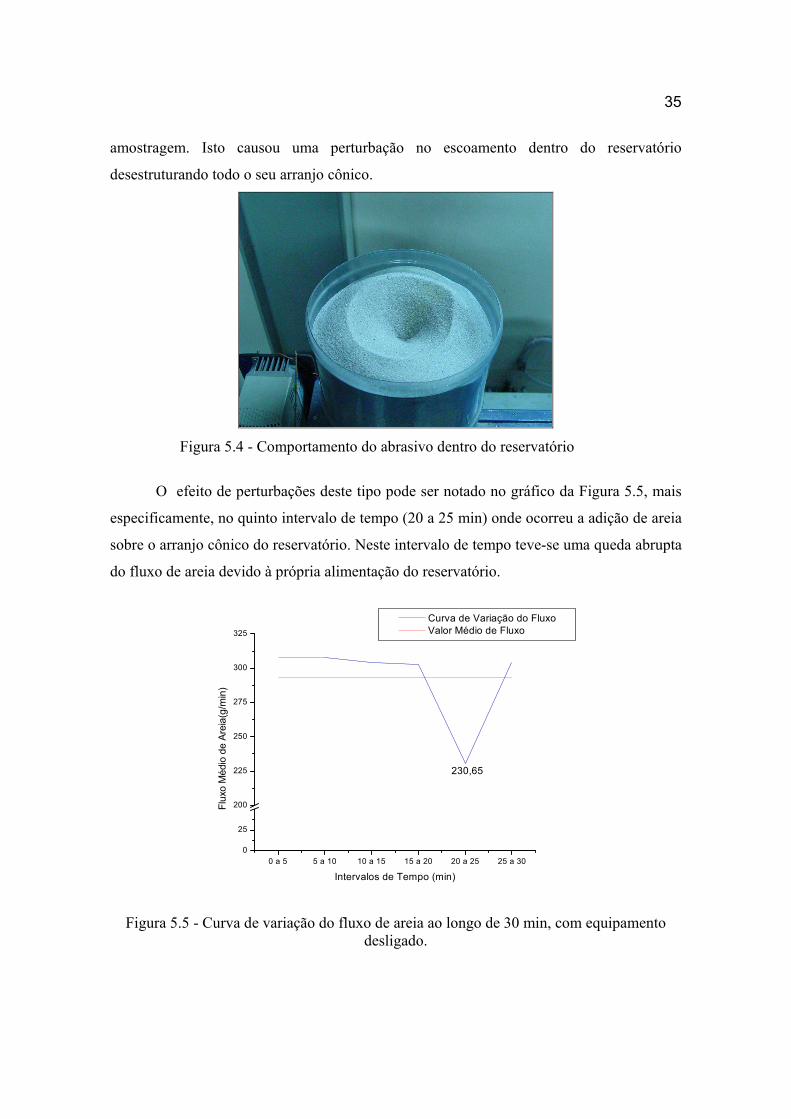
Por outro lado, quando se adiciona areia ao reservatório ao mesmo tempo em que o
abrasivo escoa, interfere-se na escoabilidade da areia dentro dele, pois enquanto a areia sai
pelo nariz aplicador, os grãos da superfície do reservatório vão se arranjado, conforme
mostrado na Figura 5.4, formando uma conicidade na direção do escoamento que irá
permanecer até que toda a areia tenha escoado, a menos que ocorra uma perturbação no
reservatório, ou seja, quando se adiciona mais areia.
1 2 3 4 50
200
400
600
800
1000
1200
1400
1600
Mas
sa d
e Ar
eia
(g)
Tempo (min)
Reservatório Cheio (10kg de areia) Reservatório Vazio ( 2kg de areia)
Figura 5.3 – Gráfico do comportamento do fluxo de abrasivo para
as condições de reservatório cheio e vazio.
Este problema foi percebido durante o teste com o fluxo de areia no tempo de ensaio
de 30 min com o equipamento desligado. Como já foi comentado mo item 4.2.2
Comportamento do Fluxo Decorrer do Tempo do Ensaio (30 minutos), esqueceu-se
de pesar a quinta amostragem do teste e, para interrompê-lo, esperou que se terminasse os
30 min e depois se adicionou ao reservatório a quantidade de areia “estimada” para a quinta
35
amostragem. Isto causou uma perturbação no escoamento dentro do reservatório
desestruturando todo o seu arranjo cônico.
Figura 5.4 - Comportamento do abrasivo dentro do reservatório
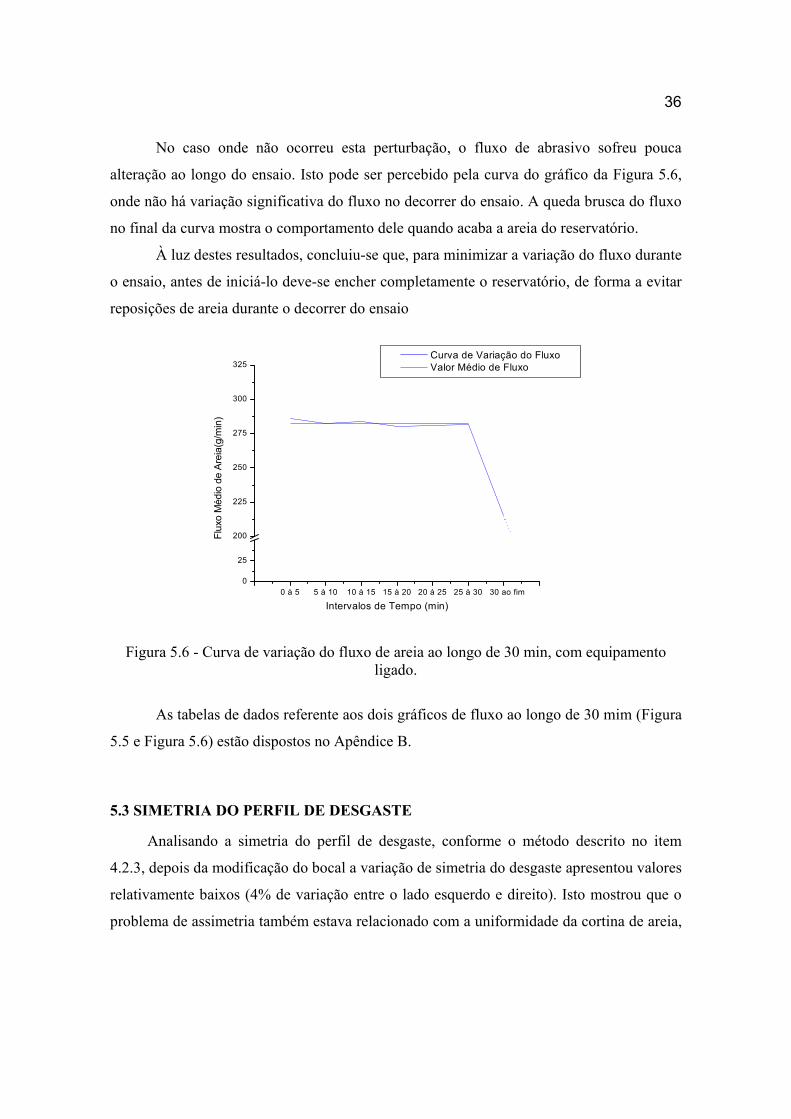
O efeito de perturbações deste tipo pode ser notado no gráfico da Figura 5.5, mais
especificamente, no quinto intervalo de tempo (20 a 25 min) onde ocorreu a adição de areia
sobre o arranjo cônico do reservatório. Neste intervalo de tempo teve-se uma queda abrupta
do fluxo de areia devido à própria alimentação do reservatório.
0 a 5 5 a 10 10 a 15 15 a 20 20 a 25 25 a 300
25
200
225
250
275
300
325
230,65
Flux
o M
édio
de
Arei
a(g/
min
)
Intervalos de Tempo (min)
Curva de Variação do Fluxo Valor Médio de Fluxo
Figura 5.5 - Curva de variação do fluxo de areia ao longo de 30 min, com equipamento
desligado.
36
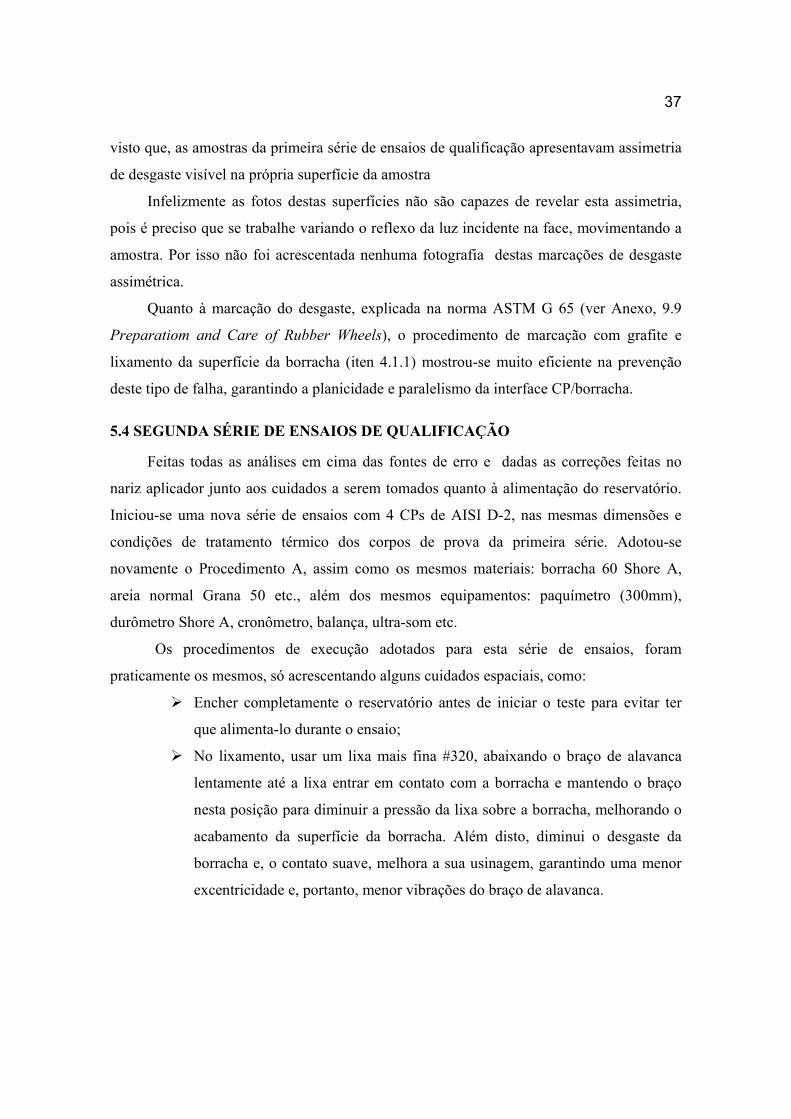
No caso onde não ocorreu esta perturbação, o fluxo de abrasivo sofreu pouca
alteração ao longo do ensaio. Isto pode ser percebido pela curva do gráfico da Figura 5.6,
onde não há variação significativa do fluxo no decorrer do ensaio. A queda brusca do fluxo
no final da curva mostra o comportamento dele quando acaba a areia do reservatório.
À luz destes resultados, concluiu-se que, para minimizar a variação do fluxo durante
o ensaio, antes de iniciá-lo deve-se encher completamente o reservatório, de forma a evitar
reposições de areia durante o decorrer do ensaio
0 à 5 5 à 10 10 à 15 15 à 20 20 à 25 25 à 30 30 ao fim0
25
200
225
250
275
300
325
Intervalos de Tempo (min)
Flux
o M
édio
de
Arei
a(g/
min
)
Curva de Variação do Fluxo Valor Médio de Fluxo
Figura 5.6 - Curva de variação do fluxo de areia ao longo de 30 min, com equipamento
ligado.
As tabelas de dados referente aos dois gráficos de fluxo ao longo de 30 mim (Figura
5.5 e Figura 5.6) estão dispostos no Apêndice B.
5.3 SIMETRIA DO PERFIL DE DESGASTE Analisando a simetria do perfil de desgaste, conforme o método descrito no item
4.2.3, depois da modificação do bocal a variação de simetria do desgaste apresentou valores
relativamente baixos (4% de variação entre o lado esquerdo e direito). Isto mostrou que o
problema de assimetria também estava relacionado com a uniformidade da cortina de areia,
37
visto que, as amostras da primeira série de ensaios de qualificação apresentavam assimetria
de desgaste visível na própria superfície da amostra
Infelizmente as fotos destas superfícies não são capazes de revelar esta assimetria,
pois é preciso que se trabalhe variando o reflexo da luz incidente na face, movimentando a
amostra. Por isso não foi acrescentada nenhuma fotografia destas marcações de desgaste
assimétrica.
Quanto à marcação do desgaste, explicada na norma ASTM G 65 (ver Anexo, 9.9
Preparatiom and Care of Rubber Wheels), o procedimento de marcação com grafite e
lixamento da superfície da borracha (iten 4.1.1) mostrou-se muito eficiente na prevenção
deste tipo de falha, garantindo a planicidade e paralelismo da interface CP/borracha.
5.4 SEGUNDA SÉRIE DE ENSAIOS DE QUALIFICAÇÃO
Feitas todas as análises em cima das fontes de erro e dadas as correções feitas no
nariz aplicador junto aos cuidados a serem tomados quanto à alimentação do reservatório.
Iniciou-se uma nova série de ensaios com 4 CPs de AISI D-2, nas mesmas dimensões e
condições de tratamento térmico dos corpos de prova da primeira série. Adotou-se
novamente o Procedimento A, assim como os mesmos materiais: borracha 60 Shore A,
areia normal Grana 50 etc., além dos mesmos equipamentos: paquímetro (300mm),
durômetro Shore A, cronômetro, balança, ultra-som etc.
Os procedimentos de execução adotados para esta série de ensaios, foram
praticamente os mesmos, só acrescentando alguns cuidados espaciais, como:
Encher completamente o reservatório antes de iniciar o teste para evitar ter
que alimenta-lo durante o ensaio;
No lixamento, usar um lixa mais fina #320, abaixando o braço de alavanca
lentamente até a lixa entrar em contato com a borracha e mantendo o braço
nesta posição para diminuir a pressão da lixa sobre a borracha, melhorando o
acabamento da superfície da borracha. Além disto, diminui o desgaste da
borracha e, o contato suave, melhora a sua usinagem, garantindo uma menor
excentricidade e, portanto, menor vibrações do braço de alavanca.
38
5.4.1 RESULTADOS DA SEGUNDA SÉRIE DE ENSAIOS DE QUALIFICAÇÃO
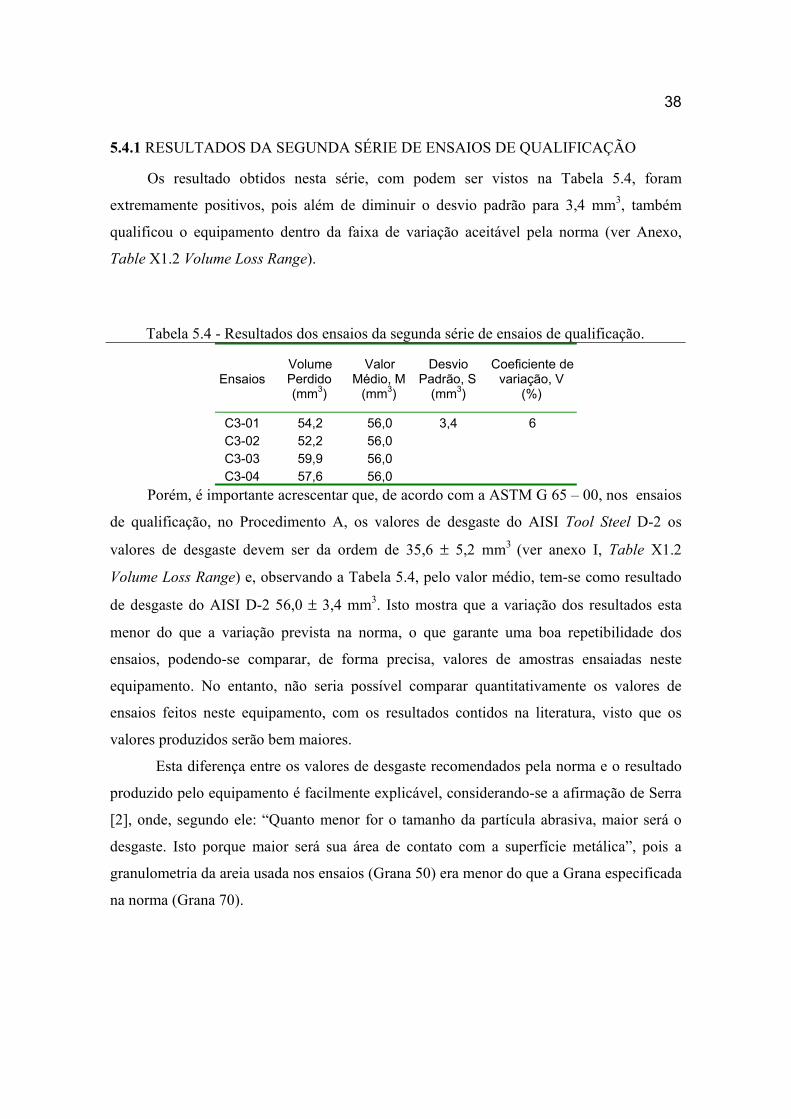
Os resultado obtidos nesta série, com podem ser vistos na Tabela 5.4, foram
extremamente positivos, pois além de diminuir o desvio padrão para 3,4 mm3, também
qualificou o equipamento dentro da faixa de variação aceitável pela norma (ver Anexo,
Table X1.2 Volume Loss Range).
Porém, é importante acrescentar que, de acordo com a ASTM G 65 – 00, nos ensaios
de qualificação, no Procedimento A, os valores de desgaste do AISI Tool Steel D-2 os
valores de desgaste devem ser da ordem de 35,6 ± 5,2 mm3 (ver anexo I, Table X1.2
Volume Loss Range) e, observando a Tabela 5.4, pelo valor médio, tem-se como resultado
de desgaste do AISI D-2 56,0 ± 3,4 mm3. Isto mostra que a variação dos resultados esta
menor do que a variação prevista na norma, o que garante uma boa repetibilidade dos
ensaios, podendo-se comparar, de forma precisa, valores de amostras ensaiadas neste
equipamento. No entanto, não seria possível comparar quantitativamente os valores de
ensaios feitos neste equipamento, com os resultados contidos na literatura, visto que os
valores produzidos serão bem maiores.
Esta diferença entre os valores de desgaste recomendados pela norma e o resultado
produzido pelo equipamento é facilmente explicável, considerando-se a afirmação de Serra
[2], onde, segundo ele: “Quanto menor for o tamanho da partícula abrasiva, maior será o
desgaste. Isto porque maior será sua área de contato com a superfície metálica”, pois a
granulometria da areia usada nos ensaios (Grana 50) era menor do que a Grana especificada
na norma (Grana 70).
Tabela 5.4 - Resultados dos ensaios da segunda série de ensaios de qualificação.
Ensaios Volume Perdido (mm3)
Valor Médio, M
(mm3)
Desvio Padrão, S
(mm3)
Coeficiente de variação, V
(%)
C3-01 54,2 56,0 3,4 6 C3-02 52,2 56,0 C3-03 59,9 56,0 C3-04 57,6 56,0
39
Toda via, pelo o modelo simplificado de Rabinowicz, segundo Stoeterau et al. [3],
dada a Equação 2.5,
e
mab
tgLsWV
πσθ
3)(××
=
onde (tgθ)m é um valor médio para todas as asperezas que varia de acordo com o tipo
de desgaste abrasivo, os materiais envolvidos e o tamanho da partícula, observando a
Tabela 2.2 (página 11) nota-se que (tgθ)m é menor quando diminui o tamanho da partícula,
logo o volume de desgaste: Vab, também será menor.
Assim, um outro parâmetro a ser avaliado é a dureza da borracha utilizada, que
diferente do valor especificado na norma (60 Shore A), apresenta dureza de 70 Shore A e,
segundo ASTM G 65 – 00 [4], o desgaste abrasivo depende diretamente do valor de tensão
imposta pela partícula abrasiva. Considerando que uma borracha mais dura, irá se deformar
menos e impor uma tensão maior sobre o abrasivo e, pela analise da Equação 2.5, pode-se
concluir que: quanto maior a dureza da borracha, maior a carga W e maior será o volume
de desgaste Vab, o que é uma possível explicação para os resultados produzidos.
De qualquer forma, os ensaios realizados no novo equipamento não poderão ser
comparados, quantitativamente, com os valores da literatura, no entanto, não haverá
problema algum em associa-los de forma qualitativa e/ou relativa (porcentagem). Além
disto, as comparações entre os ensaios produzidos nesta máquina serão de grande
confiabilidade, dado o baixo coeficiente de variação conseguido na qualificação do
equipamento.
40
6 CONCLUSÕES
Apesar dos objetivos iniciais não terem sido completamente atingidos e o estudo dos
revestimentos resistentes ao desgaste aplicados por AT/HVOF não estar contido no
trabalho, este documento servirá de grande utilidade para o Labsolda/EMC e inclusive
outros laboratórios que possuírem um equipamento de ensaio de desgaste abrasivo ou
similar, bem como, para aqueles que pretendam projetar, fabricar, ou simplesmente adquirir
este tipo de equipamento: i) auxiliará os projetistas a prever possíveis erros, assim como irá
acrescentar conhecimento aos pesquisadores sobre os resultados dos seus ensaios e ii)
servirá para orientar o operador do equipamento, quanto os cuidados a serem tomados
durante o procedimento de execução do ensaio.
Em vista da metodologia desenvolvida e dos resultados alcançados, conclui-se que
este trabalho atingiu os novos objetivos traçados, pois foi permitido detectar e corrigir os
problemas que causaram a grande dispersão dos resultados da primeira série de ensaios de
qualificação, chegando-se numa segunda série de ensaios a baixos desvio-padrão (3,4 mm3)
e coeficiente de variação (6%). Assim, mesmo com valores de desgaste (volume perdido)
de ordem maior que referido na norma (aparentemente devido à diferença na dureza da
borracha e granolometria do abrasivo, conforme foi discutido anteriormente), a partir desta
segunda calibração, o equipamento está apto para realizar os ensaios propostos no início
deste projeto, bem como para ser usado em outras pesquisas que envolvam analises
comparativas do desgaste abrasivo.
Fica como proposta para trabalhos futuros, executar os ensaios originalmente
previstos, no equipamento, agora qualificado, e completar o estudo dos revestimentos
aspergidos, somando os resultados ao projeto de aplicação das camadas nas ponteiras de
risers de completação e perfuração de poços petrolíferos offshore. Será então possível dar
continuidade à pesquisa e aumentar o conhecimento a respeito das variáveis envolvidas no
ensaio ASTM G 65.
7

41
42
8 REFERÊNCIAS BIBLIOGRÁFICAS
[1] FREIRE, F. Avaliação de revestimentos aplicados por aspersão térmica para proteção contra o desgaste de ponteiras de “risers”. Dissertação (Mestrado em Engenharia Mecânica) – Departamento de Engenharia Mecânica, Universidade Federal de Santa Catarina, Florianópolis, 2002. 70 p. [2] SERRA, F. A. S. Curso de formação de inspetores de equipamentos – módulo revestimentos metálicos. REPLAN/DIDES/SEDEQ. 1994. 51 p. [3] STOETERAU, R. L. et al. Tribologia. 2002. Apostila. p 37-100 [4] AMERICAN SOCIETY FOR TESTING AND MATERIALS, ASTM G 65 - 00: 2001 Standard test method for measuring abrasion usung the dry sand/rubber wheel apparatus.

43
9 APÊNDICES
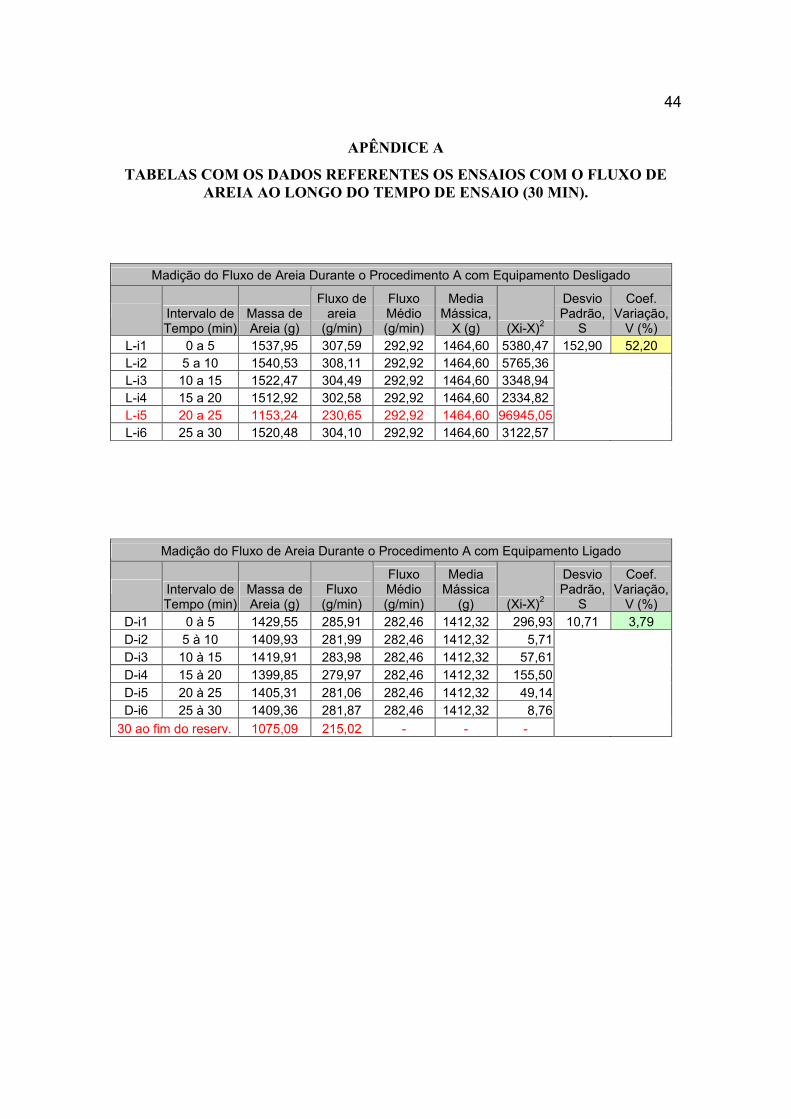
44
APÊNDICE A
TABELAS COM OS DADOS REFERENTES OS ENSAIOS COM O FLUXO DE AREIA AO LONGO DO TEMPO DE ENSAIO (30 MIN).
Madição do Fluxo de Areia Durante o Procedimento A com Equipamento Desligado
Intervalo de Tempo (min)
Massa de Areia (g)
Fluxo de areia
(g/min)
Fluxo Médio (g/min)
Media Mássica,
X (g) (Xi-X)2
Desvio Padrão,
S
Coef. Variação,
V (%) L-i1 0 a 5 1537,95 307,59 292,92 1464,60 5380,47 152,90 52,20 L-i2 5 a 10 1540,53 308,11 292,92 1464,60 5765,36 L-i3 10 a 15 1522,47 304,49 292,92 1464,60 3348,94 L-i4 15 a 20 1512,92 302,58 292,92 1464,60 2334,82 L-i5 20 a 25 1153,24 230,65 292,92 1464,60 96945,05 L-i6 25 a 30 1520,48 304,10 292,92 1464,60 3122,57
Madição do Fluxo de Areia Durante o Procedimento A com Equipamento Ligado
Intervalo de Tempo (min)
Massa de Areia (g)
Fluxo (g/min)
Fluxo Médio (g/min)
Media Mássica
(g) (Xi-X)2
Desvio Padrão,
S
Coef. Variação,
V (%) D-i1 0 à 5 1429,55 285,91 282,46 1412,32 296,93 10,71 3,79 D-i2 5 à 10 1409,93 281,99 282,46 1412,32 5,71 D-i3 10 à 15 1419,91 283,98 282,46 1412,32 57,61 D-i4 15 à 20 1399,85 279,97 282,46 1412,32 155,50 D-i5 20 à 25 1405,31 281,06 282,46 1412,32 49,14 D-i6 25 à 30 1409,36 281,87 282,46 1412,32 8,76
30 ao fim do reserv. 1075,09 215,02 - - -

45
APÊNDICE B
DESENHO DE PROJETO DO NARIZ APLICADOR DO EQUIPAMENTO DE
ENSAIO DE DESGASTE FABRICADO.

46
10 ANEXOS

47
ANEXO I





























