Embed Size (px)
Citation preview

APLICAÇÃO DAS METODOLOGIAS DE
ANÁLISE DE SISTEMAS DE MEDIÇÃO E
CONTROLE ESTATÍSTICO DE
PROCESSOS NA MEDIÇÃO DO TEOR
DE ENXOFRE DO DIESEL S10
Danilo Cuzzuol Pedrini (Petrobras)
marcelo edral pacheco (Petrobras)
Com a obrigatoriedade do fornecimento do diesel S10 no Brasil, tornou-se mais
importante a melhoria da precisão da análise para determinação do teor de enxofre
no diesel. Assim, ferramentas como a Análise dos Sistemas de Medição (MSA) e
Controle Estatístico de Processos (CEP) se tornam muito úteis para a determinação
da repetitividade e reprodutibilidade, bem como do monitoramento da estabilidade
do sistema de medição. O presente trabalho apresenta uma aplicação integrada entre
MSA e CEP na medição do teor de enxofre na Petrobras. Os resultados encontrados
indicaram que o desempenho do equipamento é aceitável e possui variabilidade
inferior ao especificado por norma. As cartas de controle ajudaram a detectar
períodos de instabilidade no equipamento, ajudando a melhorar a confiabilidade dos
resultados.
Palavras-chave: análise dos sistemas de medição, controle estatístico de processos,
diesel S10
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
O Programa de Controle de Poluição do Ar por Veículos Automotores (PROCONVE),
instituído em 1986, é uma iniciativa que visa reduzir as emissões de poluentes dos veículos,
tendo como um dos focos a implantação de melhorias das características técnicas dos
combustíveis. Assim, os órgãos regulamentadores têm imputado especificações cada vez mais
restritivas ao refino de petróleo, estabelecendo reduções progressivas nos teores máximos
admissíveis de contaminantes nos produtos finais comercializados. Atendendo à 7ª Fase do
PROCONVE, a ANP (2013) instituiu a obrigatoriedade de comercialização de diesel com teor
de enxofre de no máximo 10 mg/kg (diesel S10) em capitais e regiões metropolitanas no país
(BONFÁ, 2011; VALÉRIO et al., 2014).
Estes fatores levaram ao crescimento da importância do hidrotratamento (HDT) como
alternativa tecnológica para adequar os parques de refino. O HDT consiste no tratamento de
frações de petróleo através da adição de hidrogênio, na presença de catalisadores, sob
determinadas condições de temperatura, pressão e velocidade espacial. Este processo também
tem participação fundamental na estratégia de aumentar o processamento de petróleos
nacionais: óleos pesados, com elevada acidez e altos teores de compostos nitrogenados. Nos
últimos anos foram implementados diversos empreendimentos de unidades de HDT de diesel,
de modo a atender às especificações de redução nos teores máximos admissíveis de enxofre
no óleo diesel. (PACHECO, 2008; BONFÁ, 2011).
Neste cenário, a precisão da análise do teor de enxofre se tornou ainda mais importante para a
caracterização do produto. Assim, as metodologias de Análise dos Sistemas de Medição
(MSA) e Controle Estatístico de Processos (CEP) se tornam importantes, pois ajudam a
definir a precisão do sistema de medição (SM) e verificar a estabilidade do mesmo. O MSA é
uma metodologia que permite quantificar e identificar as fontes de variabilidade de um SM
em um determinado momento, bem como avaliar a capacidade de um instrumento em
fornecer medições confiáveis sobre a variabilidade de um produto ou processo (BURDICK et
al., 2005; AIAG, 2010).
O CEP é um conjunto de ferramentas que visa monitorar os resultados de um processo,
identificando as causas que possam interferir no comportamento do mesmo, garantindo a
estabilidade. Segundo Rius et al. (1998) e ASTM D6299 (2013), as cartas de controle podem
ser utilizadas para monitorar e controlar a estabilidade, a precisão e o viés de um SM.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
Neste contexto, o presente trabalho tem como objetivo descrever o uso integrado das
ferramentas de MSA e CEP para a avaliação e monitoramento de uma análise laboratorial de
determinação do teor de enxofre para o diesel S10, com a adoção dos procedimentos descritos
nas normas ASTM E2782 (2011) e D6299 (2013).
2. Revisão Bibliográfica
2.1. Análise dos Sistemas de Medição
O MSA é utilizado para determinar quanto da variabilidade medida está associada a um SM,
permitindo quantificar os valores da repetitividade e reprodutibilidade (R&R) e definir se o
SM é aceitável para fornecer medições confiáveis dos resultados de um processo. Por
definição, a repetitividade é a variabilidade característica do instrumento, sendo calculada a
partir de leituras repetidas em intervalos de tempos muito curtos, sob as mesmas condições de
medição, ou seja, mesmo laboratório, equipamento, operador e amostras oriundas de um
mesmo material. A reprodutibilidade é a variabilidade do SM quando ao menos uma destas
condições é alterada (BURDICK et al., 2003; ASTM D2782, 2011).
Segundo ASTM D2782 (2011), um SM pode ser modelado com um modelo misto de dois
fatores:
ijkijjiijky )(
nk
bj
ai
,...,1
,...,1
,...,1
(1)
Neste modelo, µ é a média de todos os ensaios, τi é o efeito do i-ésimo operador, βj é o efeito
da j-ésima parte, (τβ)ij é o efeito da interação entre a j-ésima parte e o i-ésimo operador, εijk é o
erro aleatório e k é o número de repetições de cada combinação de fatores. Para conhecer os
efeitos de cada um destes termos, aplica-se a tabela ANOVA (MONTGOMERY, 2013a).
Figura 1 – Componentes de uma tabela ANOVA
Fonte Graus de Liberdade Soma de quadrados Quadrado Médio Teste F
Operador a-1 SQO MQO F = MQO/ MQE
Parte b-1 SQP MQP F = MQP/ MQE
Operador*Parte (a-1)(b-1) SQOP MQOP F = MQOP/ MQE
Erro ab(n-1) SQE MQE
Total abn-1 SQTotal
Fonte: Adaptado de Montgomery (2013a)

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
É importante ressaltar que a ANOVA pressupõe que os resíduos tenham distribuição normal e
independente, com desvio-padrão constante (homocedasticidade). Os testes de normalidade
mais utilizados são Anderson-Darling, Shapiro-Wilks e Kolmogorov-Smirnov, já para testar a
homocedasticidade, é possível usar os testes de Levene ou Barlett. Para maiores detalhes
sobre a tabela ANOVA, seus pressupostos e testes estatísticos recomenda-se consultar
Montgomery (2013a).
Os valores das variâncias associadas à repetitividade (σr
2), reprodutibilidade (σ
R
2) e ao SM
(σSM
2) são apresentados nas equações (2) a (4):
Er MQ 22ˆ (2)
222
OOPR (3)
222
rRSM (4)
Onde σO
2, σ
OP
2 e σ
2 são as variâncias atribuídas ao operador, à interação entre operador e parte
e ao erro aleatório, podendo ser obtidas através das equações (5) a (7) (ASTM D2782, 2011):
bn
MQMQ EOO
2 (5)
n
MQMQ EOPOP
2 (6)
an
MQMQ EPP
2 (7)
Para avaliar um SM, AIAG (2010) sugere o uso do índice de reprodutibilidade e
repetitividade (IRR) e o número de categorias distintas (ndc), que são obtidos a partir das
seguintes equações:
P
SMIRR
100 (8)
SM
Pndc
2 (9)
Os critérios de validação de um SM variam de acordo com cada necessidade. O AIAG (2010)
recomenda que o SM seja validado se o ndc é maior que 5. Considerando o IRR, os critérios
são:
a) IRR ≤10% - o SM é aceitável;

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
b) 10%< IRR ≤30% - o SM pode ser considerado aceitável, dependendo de critérios de
aplicação;
c) IRR ≥30% - o SM não é aceitável.
Para comparar os resultados da variabilidade da associada aos valores de reprodutibilidade e
repetitividade calculadas em um estudo de MSA, a norma ASTM D6300 (2014) recomenda
que seja usada a seguinte conversão:
21,2/ nRtR (10)
21,2/ nrtr (11)
2.2. Controle Estatístico de Processos (CEP)
As cartas de controle são ferramentas para tratamento de dados, representação gráfica dos
resultados e testes que permitem identificar se um processo está ou não sob controle. Um
processo está sob controle quando está sob influência somente de causas comuns, também
chamadas de causas aleatórias ou fatores não controláveis. Quando o processo está fora de
controle, seus parâmetros e resultados estão sob a influência de causas especiais, que são
perturbações ocasionais e controláveis (MONTGOMERY, 2013b).
Um SM pode ser visto como um processo, onde a amostra é uma das entradas e o resultado da
análise é a saída. Assim, para verificar a estabilidade do equipamento, a medição rotineira de
uma mesma amostra e o uso de cartas de controle para monitorar os resultados é um
procedimento bastante útil para diminuir o nível de calibrações, principalmente quando as
calibrações são muito complexas ou demoram muito tempo (MONTGOMERY; RUNGER,
1993; RIUS et al., 1998; ASTM D2782, 2011).
O primeiro passo é definir uma amostra de controle de qualidade (ACQ), oriunda de um
material estável e homogêneo, com características químicas e físicas similares às amostras
tipicamente analisadas no equipamento. Caso não existam amostras estáveis em quantidade
suficiente para um longo período de análise, é aconselhável o uso de amostras ASTM para
estudos interlaboratoriais, amostras certificadas ou substâncias simples e puras, quando
disponíveis. Estas amostras devem ser condicionadas apropriadamente, evitando
contaminações ou alterações nas propriedades das amostras (ASTM D6299, 2013).
Segundo a norma, a ACQ deve ser analisada com uma frequência apropriada, a depender de 5
fatores: (i) frequência de uso do SM; (ii) criticidade do parâmetro analisado; (iii) Estabilidade

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
do sistema e da precisão, baseada em dados históricos; (iv) viabilidade econômica; (v)
requerimentos legais, contratuais ou do método analisado.
As cartas de controle de Shewhart requerem que os dados monitorados sejam independentes e
normalmente distribuídos, requisitos que, se não atendidos, prejudicam o desempenho das
cartas de controle (MONTGOMERY, 2013b). Para verificar este pressuposto, ASTM D6299
(2013) sugere o uso de dois métodos: o gráfico de probabilidade normal, para uma análise
qualitativa dos resultados, ou o teste de normalidade de Anderson-Darling, para uma análise
quantitativa da normalidade dos dados.
Para a construção das cartas de controle, a norma ASTM D6299 (2013) adota duas estratégias
diferentes, que são de livre escolha do engenheiro de qualidade:
a) Estratégia 1: carta de controle para medidas individuais e amplitudes móveis (X-MR)
com 5 regras para a detecção de pontos fora de controle;
b) Estratégia 2: carta de controle para médias móveis exponencialmente ponderadas
associado a um gráfico de amplitude móvel (EWMA-MR).
Assim, a carta de controle para medidas individuais monitora os valores diretamente medidos
no SM analisado. Seus limites de controle são calculados conforme as equações a seguir
(ASTM D6299, 2013):
'3 RXLSC (12)
XLC (13)
'3 RXLIC (14)
Nesta equação, LSC é o limite superior de controle, LC é a linha central, LIC é o limite
inferior de controle. O desvio-padrão (σR’
) é aproximado pela equação (15):
RMSRM
R 128,1
' (15)
Onde, RMS é a fórmula convencional do desvio-padrão amostral e RM é a média das
amplitudes móveis. Para a carta de controle de medidas individuais, os limites de controle são
(MONTGOMERY, 2013b) apresentados nas equações (16) e (17).
RMLSC 27,3 (16)
RMLC (17)

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
As 5 regras para detecção de pontos fora de controle para carta de controle para medidas
individuais definidas na norma ASTM D6299 (2013) são as seguintes:
a) Teste 1 - um ponto acima do LSC ou abaixo do LIC.
b) Teste 2 em 3 - dois em um conjunto de três pontos afastados mais de 2σ da LC, na
mesma direção. Os limites de alerta 2σ superior e inferior foram chamados de LSA2 e
LIA2, respectivamente.
c) Teste 5 - Cinco pontos consecutivos afastados mais de 1σ da LC, na mesma direção.
Os limites de alerta 1σ superior e inferior foram chamados de LSA1 e LIA1.
d) Teste 7 - Sequência de sete pontos em ordem ascendente ou descendente.
e) Teste 9 - Sequência de nove pontos localizados acima ou abaixo da LC.
Para a estratégia 2, a estatística monitorada na carta EWMA é a estatística U, definida como:
(18)
Onde λ é a constante de alisamento exponencial e varia entre 0 e 1. Como ponto de partida
(U0), Montgomery (2013b) sugere adotar a média e a norma ASTM D6299 (2013) adota o
primeiro valor medido. Os limites de controle para esta carta são definidos pelas equações a
seguir (LUCAS e SACUCCI, 1990):
i
RLXLSC2
' 112
(19)
XLC (20)
iRLXLIC2
' 112
(21)
L é uma constante, com valores escolhidos de acordo com a sensibilidade desejada para a
carta de controle EWMA. A norma ASTM D6299 (2013) adota L = 3. Adicionalmente, a
norma ASTM D6299 (2013) sugere o uso de um teste Qui-quadrado para verificar ser a
variabilidade estimada é semelhante aos valores especificados por norma.
4. Procedimentos Metodológicos
Seguindo as definições de Mello et al. (2012), o presente trabalho pode ser classificado
metodologicamente como uma pesquisa-ação, já que autores adotaram uma postura ativa na
condução do projeto, utilizando a observação participante, interferindo no objeto de estudo de
forma cooperativa com os participantes da ação, de forma a resolver um problema. Assim,
1)1( iii UxU

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
este estudo possui natureza aplicada, já que foca na geração de conhecimentos dirigidos à
solução de problemas específicos (G ERHARDT; SILVEIRA, 2009).
O presente trabalho possui uma abordagem quantitativa, já que o uso de técnicas estatísticas é
a principal ferramenta para atingir os objetivos propostos. Quanto aos objetivos, o presente
trabalho é uma pesquisa explicativa, pois visa identificar e explicar os fatores que contribuem
para a ocorrência do fenômeno observado (GIL, 2002; GERHARDT; SILVEIRA, 2009).
O equipamento adotado para a medição do teor de enxofre é o Antek, que identifica os teores
de alguns elementos químicos em uma amostra de hidrocarbonetos através do fenômeno de
quimiluminescência, quando a amostra é exposta a raios ultravioleta. Para maiores detalhes
sobre esta análise, recomenda-se a consulta à norma ASTM D5453 (2012).
Para a determinação da Repetitividade e Reprodutibilidade, a base fundamental deste trabalho
é a norma ASTM E2782 (2011). Adotou-se um modelo misto com 2 fatores: amostras de
diesel, com 7 níveis aleatórios, e operador, com 2 níveis fixos, sendo adotadas 3 repetições.
Para verificar a normalidade, escolheu-se o teste de normalidade de Anderson-Darling, e para
testar a homocedasticidade, adotou-se o teste de Barlett.
De forma a minimizar os efeitos de variáveis aleatórias não controladas nos resultados de
cada experimento, a ordem de execução de cada combinação de amostra e técnico químico foi
definida em ordem aleatória. As repetições de cada uma destas combinações foram realizadas
em sequência, para garantir que as condições de realização das repetições tenham a menor
variação possível.
Após a análise do MSA, se o SM for considerado aceitável e os valores de reprodutibilidade e
repetitividade forem inferiores aos valores especificados pela norma ASTM D5453 (2012),
prossegue-se com a aplicação das cartas de controle. Para as cartas de controle, adotou-se a
Estratégia 1 da norma ASTM D6299 (2013), descrita acima, com a adoção da amplitude
móvel para estimar o desvio-padrão, por ser coerente com Montgomery (2013b).
É importante ressaltar que, embora não descritas na norma, serão utilizadas as duas Fases das
cartas de controle, conforme sugestão de Vining (2009) e Woodall e Montgomery (2014). O o
nível de significância (α)adotado foi de 5% para todos os testes estatísticos.
5. Resultados e Discussões
A gerência de Engenharia e Operação de Plantas Piloto é uma gerência que participa de
projetos de pesquisa e desenvolvimento nas áreas de Exploração e Produção (E&P) e Refino,

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
provendo soluções em escala piloto para o atendimento aos desafios tecnológicos do sistema
Petrobras.
Dentre as unidades piloto da gerência, destacam-se as unidades de hidrotratamento, processo
que visa melhorar as propriedades dos principais derivados de petróleo. Neste cenário, a
análise do teor de enxofre do diesel é uma das principais análises para o acompanhamento
operacional dos resultados dos projetos de pesquisa.
5.1 Resultados do MSA
Na Tabela 1 são apresentados os resultados da ANOVA para o experimento planejado:
Tabela 1 – Resultados da ANOVA para o equipamento Antek
Fonte Graus de Liberdade Soma de quadrados Quadrado Médio Teste F Valor-P
Parte 6 367,589 61,265 1738,600 0,000
Operador 1 0,006 0,006 0,170 0,684
Operador*Parte 6 0,742 0,124 3,510 0,010
Erro 28 0,987 0,035
Total 41 369,324
Fonte: Elaborado pelos autores
A análise dos resultados da Tabela 1 indica que o fator Parte e a interação Operador-Parte são
estatisticamente significativos para o modelo, pois apresentaram valores-p inferiores ao nível
de significância adotado (5%). O valor-p associado ao fator Operador foi superior ao nível de
significância e, portanto, este fator não é estatisticamente significativo. No entanto, devido ao
princípio da hierarquia descrito por Montgomery et al. (2013a), o fator operador será mantido
no modelo, já que a interação Operador-Parte é significativa.
O teste de Barlett para os resíduos resultou em um valor-p de 0,262, indicando que há
homocedasticidade dos resíduos para todos os níveis de Operador e Parte. O teste de
normalidade de Anderson-Darling indicou um valor-p igual a 0,223, logo os resíduos podem
ser considerados como normalmente distribuídos. Desta forma, os pressupostos foram
atendidos e o modelo foi validado. Na Tabela 2 são apresentados os desvios-padrão
associados a cada fator:
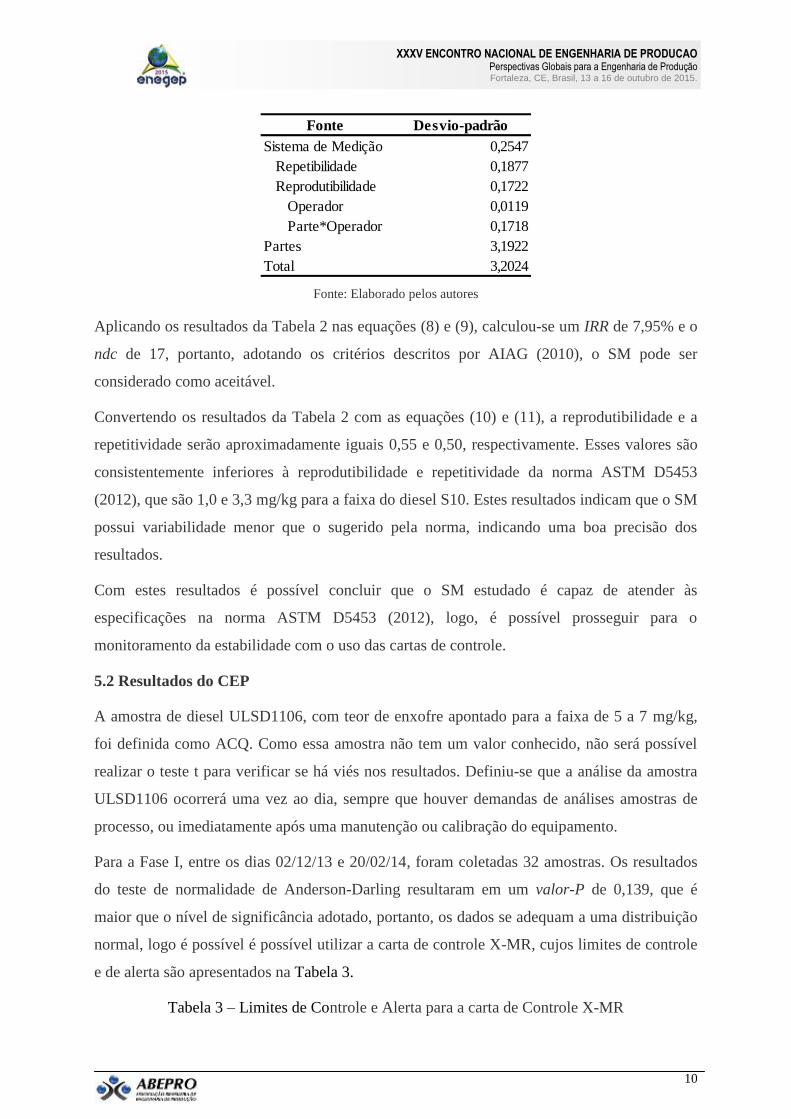
Tabela 2 – Fontes de variabilidade e desvios-padrão associados
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
Fonte Desvio-padrão
Sistema de Medição 0,2547
Repetibilidade 0,1877
Reprodutibilidade 0,1722
Operador 0,0119
Parte*Operador 0,1718
Partes 3,1922
Total 3,2024
Fonte: Elaborado pelos autores
Aplicando os resultados da Tabela 2 nas equações (8) e (9), calculou-se um IRR de 7,95% e o
ndc de 17, portanto, adotando os critérios descritos por AIAG (2010), o SM pode ser
considerado como aceitável.
Convertendo os resultados da Tabela 2 com as equações (10) e (11), a reprodutibilidade e a
repetitividade serão aproximadamente iguais 0,55 e 0,50, respectivamente. Esses valores são
consistentemente inferiores à reprodutibilidade e repetitividade da norma ASTM D5453
(2012), que são 1,0 e 3,3 mg/kg para a faixa do diesel S10. Estes resultados indicam que o SM
possui variabilidade menor que o sugerido pela norma, indicando uma boa precisão dos
resultados.
Com estes resultados é possível concluir que o SM estudado é capaz de atender às
especificações na norma ASTM D5453 (2012), logo, é possível prosseguir para o
monitoramento da estabilidade com o uso das cartas de controle.
5.2 Resultados do CEP
A amostra de diesel ULSD1106, com teor de enxofre apontado para a faixa de 5 a 7 mg/kg,
foi definida como ACQ. Como essa amostra não tem um valor conhecido, não será possível
realizar o teste t para verificar se há viés nos resultados. Definiu-se que a análise da amostra
ULSD1106 ocorrerá uma vez ao dia, sempre que houver demandas de análises amostras de
processo, ou imediatamente após uma manutenção ou calibração do equipamento.
Para a Fase I, entre os dias 02/12/13 e 20/02/14, foram coletadas 32 amostras. Os resultados
do teste de normalidade de Anderson-Darling resultaram em um valor-P de 0,139, que é
maior que o nível de significância adotado, portanto, os dados se adequam a uma distribuição
normal, logo é possível é possível utilizar a carta de controle X-MR, cujos limites de controle
e de alerta são apresentados na Tabela 3.
Tabela 3 – Limites de Controle e Alerta para a carta de Controle X-MR

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
X MR
LSC 5,81 0,39
LSA2 5,70
LSA1 5,59
LC 5,49 0,12
LIA1 5,38
LIA2 5,28
LIC 5,17 0,00
LimitesCarta de Controle
Fonte: Elaborado pelos autores
Com estes valores para os limites de controle, apresentam-se nas Figuras 2 e 3 as cartas de
controle com os 32 dados coletados. A análise destas figuras revelou que não há pontos fora
de controle, logo, é possível seguir para a Fase II.
Figura 2 – Carta de Controle para Valores Individuais – Fase I
Fonte: Elaborado pelos autores
Figura 3 – Carta de Controle para Amplitudes Móveis – Fase I

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
Fonte: Elaborado pelos autores
Para a Fase II, entre os dias 24/02/14 e 30/04/14, foram coletados 27 dados, cujos resultados
são apresentados nas Figuras 4 e 5. A análise da carta de controle X, apresentada na Figura 6
indicou que há duas situações em que o processo esteve fora de controle: (i) no intervalo de
dados 2-4, que foi enquadrado no Teste 2; (ii) no intervalo 23-27, que foi enquadrado
simultaneamente nos testes 2 e 5. A carta de controle MR apontou que os pontos 16-17 estão
fora de controle. Para o intervalo 2-4, não foram detectadas causas especiais e, após nova
calibração, o processo voltou a ficar sob controle estatístico.
Figura 4 – Carta de Controle para Valores Individuais – Fase II
Fonte: Elaborado pelos autores
Figura 5 – Carta de Controle para Amplitudes Móveis – Fase II

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
Fonte: Elaborado pelos autores
No dia 24/03/14, anterior à 12ª análise as cartas de controle da Fase II, ocorreu uma falha no
fornecimento de energia, que causou instabilidade a outros equipamentos da gerência, porém
no momento esta falha não foi detectada imediatamente pela carta de controle. Acredita-se
que este seja o motivo do aumento da variabilidade dos resultados até a detecção dos pontos
22 a 27. Ressalta-se que no momento em que ocorreram os 2 pontos fora de controle da carta
de controle MR, acreditou-se que o ponto 16 se tratou de uma causa especial isolada, já que o
problema não se repetiu até a sequência de dados 22-27.
Utilizando os dados coletados em ambas as fases, a reprodutibilidade estimada pelo RMS e
pelo MR foram de 0,4 e 0,3 mg/kg, ambos estatisticamente inferiores à reprodutibilidade
teórica prevista na norma ASTM D5453 (2012), que é de 2,0 mg/kg. Este resultado é
importante, pois indica que mesmo sob a ação de diversas causas especiais, o SM em estudo é
capaz de fornecer uma variabilidade inferior à norma.
7. Conclusão
O presente trabalho tem o objetivo de descrever o uso integrado das ferramentas de MSA e
CEP para a avaliação e monitoramento de uma análise laboratorial de determinação do teor de
enxofre para o diesel S10. Para atingir estes objetivos, utilizou-se primeiramente o MSA com
um modelo misto e, caso o SM seja validado, prossegue-se para o monitoramento da
estabilidade das medições através do uso de cartas de controle.
Para a metodologia MSA, utilizou-se um modelo misto com dois fatores: operador, com 2
níveis, e partes, com 8 níveis. Os resultados do MSA indicaram que o SM é aceitável, já que
apresentou um índice IRR de 7,95% e um ndc de 17 categorias. Além disto, a
reprodutibilidade e a repetitividade estimadas são inferiores à norma específica do SM.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
Assim, foi possível prosseguir para o monitoramento da estabilidade do SM através de uma
carta de controle X-MR. Para a Fase I, foram analisadas 32 amostras da amostra diesel
ULSD1106, onde não se encontrou nenhum ponto fora de controle, levando à conclusão de
que o SM é estável. Desta forma, foi possível prosseguir para a Fase II, onde foram detectadas
3 situações em que o sistema estava fora de controle. A causa provável da instabilidade na
Fase II foi uma falha do fornecimento de energia, que causou problemas no equipamento
Antek. É importante destacar que a carta de controle X-MR foi bastante lenta em indicar que
o processo estava fora de controle, indicando a necessidade de usar cartas de controle mais
sensíveis a pequenas variações dos resultados.
REFERÊNCIAS
ASTM E2782. Standard Practice for Measurement Systems Analysis (MSA). ASTM: Annual Book of Standards,
2011.
ASTM D5453. Standard Practice for Determination of Total Sulfur in Light Hydrocarbons, Spark Ignition
Engine Fuel, Diesel Engine Fuel, and Engine Oil by Ultraviolet Fluorescence. ASTM: Annual Book of
Standards, 2012.
ASTM D6299. Standard Practice for Applying Statistical Quality Assurance and Control Charting Techniques
to Evaluate Analytical Measurement System Performance. ASTM: Annual Book of Standards, 2013.
ASTM D6300. Standard Practice for Determination of Precision and Bias Data for Use in Test Methods for
Petroleum Products and Lubricants. ASTM: Annual Book of Standards, 2014.
ANP - Agência Nacional do Petróleo, Gás Natural e Biocombustíveis. Resolução ANP n° 50, de 23 de dezembro
de 2013.
AIAG – Automotive Industry Action Group. Measurement Systems Analysis. 4. ed. Detroit: Chrysler Group
LLC, Ford Motor Company, General Motors Corporation, 2010.
BURDICK, R. K.; BORROR, C. M.; MONTGOMERY, D. C. A Review of Methods for Measurement Systems
Capability Analysis. Journal of Quality Technology, v. 35, n. 4, p. 342-255, 2003.
BURDICK, R. K.; BORROR, C. M.; MONTGOMERY, D. C. Design and analysis of gauge R&R studies:
making decision with confidence intervals in random and fixed ANOVA models. 1. ed. ASA-SIAM Series on
Statistics and Applied Probability, Philadelphia: SIAM, 2005.
BONFÁ M. H. P. Diesel S10: impacto sobre o rendimento do parque e refino brasileiro em 2020 e propostas
mitigadoras. Dissertação (Mestrado) – Programa de Pós-graduação em Planejamento Energético. Rio de Janeiro:
UFRJ/COPPE, 2011.
GERHARDT, T. E.; SILVEIRA, D. T. Métodos de Pesquisa. 1. Ed. Porto Alegre: Editora UFRGS, 2009, 116 p.
GIL, A. C. Como Elaborar Projetos de Pesquisa. 4. ed. São Paulo: Atlas, 2002, 176 p.
LUCAS, J. M.; SACCUCCI, M. S. Exponentially Weighted Moving Average Control Schemes: Properties and
Enhancements. Technometrics, v. 32, n. 1, p. 1-12, 1990.
MELLO, C. H. P.; TURRIONI, J. B.; XAVIER, A. F.; CAMPOS, D. F. Pesquisa-ação na engenharia de
produção: proposta de estruturação para sua condução. Revista Produção, v. 22, n. 1, p. 1-13, 2012.
MONTGOMERY, D. C.; RUNGER, G. C. Gauge capability and designed experiments. Part I: Basic Methods.
Quality Engineering, v.6, n. 1, p. 115-135, 1994.
MONTGOMERY, D. C. Design and Analysis of Experiments. 8. ed. New York: John Wiley & Sons, 2013a.
MONTGOMERY, D. C. Introduction to Statistical Quality Control. 7. Ed. New York: John Willey & Sons,
2013b.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
PACHECO, M.E. Desenvolvimento de metodologia para desativação acelerada de catalisadores de
hidrotratamento em plantas piloto. Tese (Doutorado) – Programa de Engenharia Química. Rio de Janeiro:
UFRJ/COPPE, 2008.
RIUS, A.; RUISÁNCHES, I.; CALLAO, M. P.; RIUS, F. X. Reliability of analytical systems: use of control
charts, time series models and recurrent neural networks. Chemometrics and intelligent laboratory systems, v.
40, p. 1-19, 1998.
VALÉRIO, D.; BRANDÃO, F. B.; SOUZA, J. P. V.; PINHEIRO, M. A.; DUTRA, R. C. D. A Introdução do
Diesel Baixo Teor de Enxofre no Brasil. In: Anais do Rio Oil & Gas Expo and Conference 2014, Rio de Janeiro,
2014.
VINING, G. Technical Advice: Phase I and phase II control charts. Quality Engineering, v. 21, n. 4, p. 478-479,
2009.
WOODALL, W. H.; MONTGOMERY, D. C. Some Current Directions in the Theory and Application of
Statistical Process Monitoring. Journal of Quality Technology, v. 46, n. 1, p. 78-94, 2014.