Embed Size (px)
Citation preview
APLICAÇÃO DOS GRÁFICOS DE
CONTROLE E CAPABILIDADE DE
PROCESSO PARA MONITORAMENTO
EM UM DOS PROCESSOS DA
FABRICAÇÃO DE MESAS DE BILHAR
Jair Rodrigues de Siqueira Neto (UEPA )
Leticia da Silva Pires (UEPA )
Mariana Pereira Carneiro (UEPA )
MARIO ANDRADE CORREA NETO (UEPA )
Um dos grandes problemas em empresas de pequeno porte, que lidam
com a produção de bens, consiste no monitoramento dos processos,
verificando a diferença entre o que foi projetado e o que foi produzido.
Portanto, objetivo desta pesquisa é aaplicar Gráficos de Controle e
Capabilidade de Processo para monitoramento em um dos processos
da fabricação de mesas de bilhar, no caso os Gráficos de Controle X ̅ e
S, mostrando a relação entre a variabilidade natural do processo e a
tolerância de especificação do projeto, tendo o objeto de estudo o corte
da pedra ardósia, a qual é usada no processo de produção analisado.
Para a realização do projeto foi feita a análise preliminar do processo,
a coleta de dados e o processamento de dados, sendo possível assim,
produzir todos os cálculos necessários para monitorar o processo de
produção do produto. Desta forma, a partir da análise dos resultados,
observou-se que o processo está dentro dos limites naturais de controle
e é capaz, ou seja, atende às especificações de projeto.
Palavras-chave: Capabilidade. Gráficos de Controle. Pedra ardósia.
Variabilidade.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
No ambiente comercial brasileiro, sabe-se que das empresas que são concebidas no Brasil,
boa parte delas são micro e empresas de pequeno porte, como mostra na tabela 01, observa-se
que mesmo com seu ritmo de crescimento vem diminuindo, as micros empresas constituem
mais da metade das empresas situadas no mercado nacional, cerda de 57,86%. Sabe-se
também que muitas dessas empresas não há uma cultura sólida da gestão de qualidade entre
os colaboradores, tanto os que possuem altos cargos quanto os trabalhadores do chão de
fábrica (TOLEDO et al, 2013).
Tabela 01 - Evolução do universo de empresas – 2009 e 2012
Porte 2009 2010 (2010/2009) 2011 (2011/2010) 2012 (2012/2011) (2012/2009)
Micro Empresas
Individuais (MEI) 47.987 793.799 1554,2% 1.664.447 109,7% 2.640.400 58,6% 5402,3%
Micro Empresas (ME) 4.113.929 4.769.078 15,9% 4.940.321 3,6% 5.152.562 4,3% 25,2%
Empresas de Pequeno
Porte (EPP) 660.594 791.073 19,8% 891.659 12,7% 945.070 6,0% 43,1%
Medias e Grandes
Empresas (MGE) 127.781 148.977 16,6% 159.908 7,3% 167.592 4,8% 31,2%
Total de empresas no
Brasil 4.950.291 6.502.927 31,4% 7.656.335 17,7% 8.905.624 16,3% 79,9%
Fonte: Adaptado de Serviço de Apoio a Micro e Pequenas Empresas - SEBRAE (2014)
Na sua maioria, os administradores são formados por familiares e não possuem conhecimento
técnico, gerindo a empresa, segundo Lemos (2003), na informalidade e com uma visão de
planejamento para o curto prazo, afetando assim os processos de planejamento da empresa.
Mas outras até vêm possuindo um bom nível administrativo, de acordo com o SEBRAE
(2014), graças ao “comando único e centralizado, permitindo reações rápidas em situações de
emergência”. No entanto, para resolver os problemas de planejamento faz-se necessária a
profissionalização administrativa, concedendo desse modo um tempo de vida mais longo às
politicas de negócio (LEMOS, 2003).
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
Desta forma, uma empresa que se preocupa com a qualidade e investe em conhecimento
diminui as chances de erros e melhora processos, o que torna possível promover melhorias e
inovações nos processos, produtos e serviços, que se tornam grande diferencial para
satisfazer, fidelizar e atrair novos consumidores, aumentando a vantagem competitiva da
empresa, gerando mais valor ao negócio (SEBRAE, 2016).
Logo, o artigo se baseará nos conceitos acerca de controle estatístico do processo, cujos
estudos, a partir de padrões pré-estabelecidos, buscam comparar o que foi realizado com o
padrão estabelecido e assim, os desvios mais significativos em relação ao processo são
identificados, permitindo identificar posteriormente suas possíveis causas.
Já que um dos grandes problemas em empresas de pequeno porte, que lidam com a produção
de bens, consiste no monitoramento dos processos, então os gráficos de controle vêm para
mostrar se o produto está dentro das variações naturais do processo, e em conjunto com
estudos de capacidade (voltados para as especificações de projeto), visam satisfazer as
exigências dos clientes e estando em conformidade com a produção.
Em uma empresa de pequeno porte, tendo como processo de produção a fabricação e reforma
de mesas de bilhar, sinuca e futebol de mesa, possui cultura familiar e é localizada no
município de Castanhal, no estado do Pará, os autores desta pesquisa, após a realização de
entrevistas não estruturadas com o responsável pela empresa, vislumbraram a necessidade de
realizar tal controle estatístico no ponto mais crítico da produção de mesas de bilhar, o corte
de pedra ardósia (matéria-prima mais relevante financeiramente).
Este estudo tem foco a fabricação de mesas de bilhar, nas quais possuem maior demanda e
têm como macro processo de produção as seguintes etapas: a retirada da pedra do estoque, a
medição para corte, o corte e a montagem da mesa.
Tendo em vista a problemática supracitada, o objetivo desta pesquisa é aplicar Gráficos de
Controle e Capabilidade de Processo para monitoramento em um dos processos da fabricação
de mesas de bilhar, tendo em vista que o uso dessas ferramentas analisa a variabilidade
natural do processo e posteriormente a relação desta variabilidade com a tolerância de
especificação do projeto (TOLEDO et al, 2013). Com os resultados obtidos foi possível
determinar se o processo é capaz e se está dentro dos limites estabelecidos pela empresa.
Assim, foram feitas diversas visitas no período de 06 de abril de 2015 até 17 de abril de 2015,
nas quais foram realizadas medições no comprimento das pedras, para, a partir delas, analisar
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
a produção e identificar os desvios na produção, para assim, por meio das ferramentas de
gestão da qualidade, reconhecer possíveis causas e avaliar a produção utilizando gráficos de
controle.
Este trabalho está dividido em 5 seções: a primeira é a introdução, que fala comenta a
justificativa para o trabalho e os objetivos de pesquisa; a segunda seção aborda o referencial
teórico, o qual fundamenta o tema abordado através de revisões em literaturas já existentes
sobre o assunto; a terceira refere-se aos procedimentos metodológicos, nos quais mostram os
métodos utilizados para a realização do trabalho; a quarta descreve o processo de produção
analisado, que observa as atividades desenvolvidas no âmbito do processo; a quinta é análise
dos resultados, na qual os dados coletados serão tabelados ; por fim a sexta seção que aborda
as considerações finais, onde serão feitas as interpretações dos resultados e suas implicações.
2. Referencial teórico
Conforme Toledo et al (2013), uma das ferramentas que servem para analisar o processo são
os gráficos de controle, usados somente para o estudo de causas comuns na variação e servem
para o monitoramento do processo, mostrando a ocorrência e/ou tendências de causas
especiais. Assim, os gráficos de controle ajudam a aumentar a dimensão de qualidade baseada
na produção e aumentar a produtividade.
Ainda com Toledo et al (2013), a construção de um desses gráficos requer o registro
cronológico regular das variáveis ou atributos do processo que está sendo controlado. Os
dados são plotados, seguindo a sua ordem cronológica de registro, no gráfico de controle
possuem as linhas dos limites de controle superior e inferior, que são a demonstração dos
limites da variação estática; Dependendo da natureza dos dados, os limites de controle
estatísticos possuem várias formas de serem calculadas.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
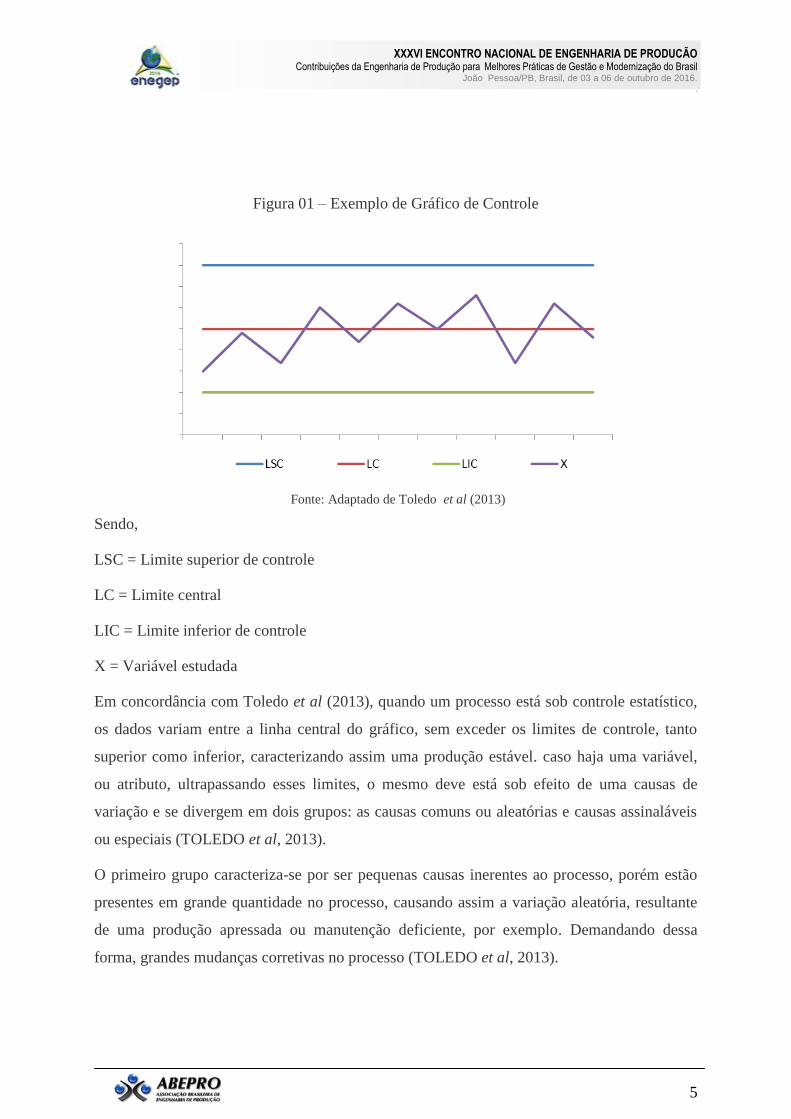
Figura 01 – Exemplo de Gráfico de Controle
Fonte: Adaptado de Toledo et al (2013)
Sendo,
LSC = Limite superior de controle
LC = Limite central
LIC = Limite inferior de controle
X = Variável estudada
Em concordância com Toledo et al (2013), quando um processo está sob controle estatístico,
os dados variam entre a linha central do gráfico, sem exceder os limites de controle, tanto
superior como inferior, caracterizando assim uma produção estável. caso haja uma variável,
ou atributo, ultrapassando esses limites, o mesmo deve está sob efeito de uma causas de
variação e se divergem em dois grupos: as causas comuns ou aleatórias e causas assinaláveis
ou especiais (TOLEDO et al, 2013).
O primeiro grupo caracteriza-se por ser pequenas causas inerentes ao processo, porém estão
presentes em grande quantidade no processo, causando assim a variação aleatória, resultante
de uma produção apressada ou manutenção deficiente, por exemplo. Demandando dessa
forma, grandes mudanças corretivas no processo (TOLEDO et al, 2013).
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
Já o segundo identifica-se por apresentar uma ou poucas causas e ocasionam grandes
impactos na produção, sendo dessa forma fácil de detectar, como ferramentas gastas ou
desreguladas, por exemplo, e necessitando de baixo investimento nas ações corretivas
(TOLEDO et al, 2013).
2.1. Gráfico de controle ( e S)
Este artigo visa a aplicação dos gráficos de variáveis e usará as variáveis de (média) e S
(desvio padrão), de acordo com Montgomery (2004) nos quais são utilizados quando o
tamanho da amostra n é moderadamente grande com n > 10 ou o tamanho da amostra n é
variável. Portanto, a utilização destes gráficos é apropriada, já que o corte da ardósia é feito
por encomenda e por isso não possui um lote padrão, caracterizando a presença de lotes
variáveis, no processo.
Neste caso, segundo Pedrini e Caten (2008, p. 11) “deve-se estimar a média geral através de
uma média ponderada das médias amostrais, tendo os tamanhos das diferentes amostras como
pesos.”. A equação 01 mostra como deve se calculada a média ponderada.
Fonte: Pedrini e Caten (2008)
Onde:
n = é o tamanho da amostra i;
= é a média da amostra i;
k = é o número total de amostras.
Já para cálculo do desvio padrão é dado pela equação 02. :
, com
Fonte: Pedrini e Caten (2008)
Onde: é uma constante para o tamanho da amostra, foi obtida conforme o anexo A.
Com as variáveis em mãos serão calculados os limites para a construção dos gráficos de cada
variável, da seguinte maneira:
Gráfico
(01)
(02)
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
Fonte: Montgomery (2004)
Gráfico S
Fonte: Montgomery (2004)
Obs: c4, A3, B3 e B4 são valores tabelados, obtidos conforme o anexo A.
2.2. Capacidade de Processo
Toledo et al (2013) falam que uma vez o processo seja considerado estável, sua capacidade
pode ser avaliada, isso ocorre quando os gráficos de controle não indicarem nenhuma
anormalidade ou causas especiais. A capacidade do processo tem uma associação com a
especificação do produto, ou seja, se o processo atende as especificações de projeto. Portanto,
a capacidade do processo mede a relação entre a variabilidade natural do processo para
produzir determinado produto e a tolerância de especificação dada pelos valores entre o
Limite Superior de Especificação (LSE) e o Limite Inferior de Especificação (LIE). Com tal
comparação pode-se avaliar numericamente a capacidade processo.
Logo, se os gráficos de controle mostram as variações do processo, em função da sua
aleatoriedade, a capacidade do processo lida com a capacidade de atender às especificações
do cliente.
De acordo com Toledo et al (2013) para determinação dos limites naturais de um processo é
levado em conta o desvio padrão natural, que é a unidade de referencia para a determinação.
O valor numérico, e o calculo dessa tolerância, pode ser calculada na retirada de um número
determinado de elementos, itens ou unidades de produto para compor uma amostra. Em
seguida calculam-se os valores estimados para a média ( ) e o desvio padrão estimado ( ) da
seguinte forma, como consta Montgomery (2004) primeiramente tira-se a média dos valores
individuais de Si e divide pela quantidade que se repete o ni de maior frequência, que
resultará:
(03)
(04)

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
Fonte: Montgomery (2004)
O valor de é dada por:
Fonte: Montgomery (2004)
Segundo Toledo et al, 2013 o índice da capacidade do processo é calculado como a razão
entre a tolerância da especificação e a variação do processo:
Fonte: Toledo (2013)
Assim, um processo será considerado capaz quando Cp for maior que 1, ou seja, quando a
variabilidade natural do processo for menor que a tolerância admissível pela especificação. O
quadro 01 a seguir mostra uma orientação básica para a interpretação da capacidade do
processo em função dos valores de Cp (TOLEDO et al, 2013).
Quadro 01 – Analise da Capacidade
Cp ou Cpk Nível Conceito/ Interpretação
Maior que 1,33 A CAPAZ – Confiável, os operadores do processo exercem
completo controle sobre ele, pode-se utilizar o pré-controle.
Entre 1 e 1,33 B
RELATIVAMENTE CAPAZ – Relativamente confiável, os
operadores do processo exercem controle sobre as operações,
mas o controle da qualidade deve monitorar e fornecer
informações para evitar a deterioração do processo.
Entre 0,75 e 0,99 C
INCAPAZ – Pouco confiável, requer controle continuo das
operações, pela fabricação e pelo controle da qualidade,
visando evitar descontroles e perdas devido a refugos,
(05)
(06)
(07)

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
retrabalhos, paralisações etc.
Menor que 0,75 D
TOTALMENTE INCAPAZ – O processo não tem condições
de atender às especificações ou padrões, por isso são
requeridos o controle, a revisão e a revisão e a seleção de
100% dos produtos ou resultados do processo.
Fonte: Adaptado de Toledo (2013)
Para analise da capacidade do processo é importante avaliar o distanciamento entre o ponto
central da tolerância natural do processo e o valor nominal da especificação de projeto, afim
de evitar uma analise incorreta devido a descentralização dos valores do Cp. Recomenda-se,
então, usar o índice de capacidade Cpk para calcular a diferença desse distanciamento,
comparando a tolerância de especificação e a variação natural, desconsiderando a
descentralização do processo citada anteriormente, assim mostrada (TOLEDO et al, 2013):
Cpk = Min [Cpk inf; Cpk sup]
Fonte: Montgomery (2004)
3. Procedimentos metodológicos
Esta pesquisa é caracterizada como uma pesquisa empírica e de caráter quantitativo. Para a
sua realização, foram seguidas etapas metodológicas pertinentes para ume melhor obtenção
dos resultados. As etapas são apresentadas a seguir:
1. Análise preliminar do processo: por meio de observações sistemáticas e entrevistas não
estruturadas com os proprietários, foi feita uma análise prévia do processo, com
objetivo de obter o conhecimento sobre os produtos fabricados, qual possui mais saída
e se há um controle de qualidade realizado no processo de produção.
2. Coleta de dados: Com a devida autorização e definição do objeto a ser estudado,
ocorreram diversas visitas para coleta de dados, com a medição da pedra ardósia pós
corte. Os dados foram coletados com o auxílio de uma trena metrada e uma prancheta.
3. Processamento de dados: Com auxilio do software Microsoft Excel 2010 foram
realizados diversos cálculos para a construção dos gráficos de controle e determinação
da capacidade do processo.
(08)
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
Desta forma foi possível analisar resultados, diagnosticar problemas e propor planos de ação
para solucioná-los.
Para a coleta de dados foi usada uma fita métrica para medir o comprimento das pedras, o
qual deve seguir o padrão de 167 cm com um erro de 0,2 cm para menos ou para mais.
4. Descrição do processo de produção analisado
O processo de produção da mesa de bilhar é iniciado com retirada da pedra ardósia
(4,0x1,67m) do estoque e transportada para a área de corte. Após uma minuciosa medição é
feito o corte na pedra ardósia, sendo esta a mesa propriamente dita do bilhar, cujo recebe em
seguida a perfuração das caçapas. Logo depois, uma inspeção é realizada para constatar se a
pedra realmente está do tamanho padrão estabelecido (1,0x1,67m), se não estiver, são
realizados reparos e acabamentos, se sim, a pedra é armazenada como produto semiacabado.
Posteriormente, inicia-se o processo de montagem do bilhar na estrutura de madeira, logo em
seguida são encaixados os pés, gaveta e a pedra na estrutura. O próximo passo é o
acabamento, tendo o forro de pano verde pregado sobre a pedra e, por fim, a cabeceira da
mesa é selada, prendendo o forro e deixando-o perfeitamente esticado sobre a mesa. Com a
mesa finalizada, prontamente é realizado o carregamento para o transporte até o cliente.
Desta forma, esse processo é representado pelo fluxograma na figura 02.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
Figura 02 – Fluxograma do processo de produção da mesa de bilhar
Fonte: Autores 2016 Como já mencionado, o estudo se focará no corte da pedra de ardósia, o processo começa com
a locomoção da peça de 4m x 1m da pedra de ardósia até a base móvel, onde será realizado o
corte. O tamanho do corte varia de acordo com o pedido feito, já que a empresa realiza pedido
com alto nível de customização, mas para o estudo utilizaremos o tamanho padrão, 1m x
1,67m. Com uma rápida conversa com responsável pelo corte e depois de monitorara-lo, é
visível que tal possui treinamento e experiência suficiente para a realização com perfeição da
operação, vale ressaltar que apenas este funcionário é responsável pelo corte, tanto por falta
de disponibilidade de mão de obra capacitada quanto pela grande experiência do próprio
colaborador em questão.
Antes do corte, são feitas as medições do tamanho da pedra e das caçapas, já que a pedra
necessita ser do tamanho certo da mesa de bilhar para que não haja deslocamentos nem
vibrações, por outro lado as caçapas devem possuir o diâmetro correto para que as bolas
coloridas entrem e a bola branca não, como demanda o jogo.
Na realização do corte, o operário utiliza uma serra de mármore, também conhecida
popularmente como “Makita” e todos os EPIs (Equipamentos de Proteção Individual)
necessários – esses equipamentos são acessórios obrigatórios em operações manuais e

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
mecanizadas para assegurar o mínimo de segurança para o usuário, sendo desde o simples
capacete, e dependendo da operação e máquina, até as luvas e macacões que protegem toda a
superfície corpórea -, cortando a pedra de acordo com a medida já feita. A seguir, o operário
leva a base móvel até a máquina de perfuração, propriamente desenvolvida para a perfuração
das caçapas. E por fim, o operário realiza o lixamento das beiradas e das caçapas da mesa, a
fim de eliminar qualquer falha na pedra.
5. Análise dos Resultados
Nesta seção, com os dados coletados do corte da pedra ardósia, as informações são tabuladas
de acordo com cálculos realizados no software Microsoft Excel 2010, nas quais mostram as
variações do corte dentro dos limites estabelecidos, para assim, ser realizada a análise dos
dados.
A partir das etapas de corte foram obtidos os seguintes resultados, conforme a tabela 02.
Tabela 02 – Dados coletados da etapa do corte da pedra ardósia
Comprimento em cm
Amostra N X1 X2 X3 X4 X5
1 3 166,85 167,05 166,7 .. ..
2 3 167 167 167,1 .. ..
3 4 167 166,9 166,95 166,9 ..
4 2 166,95 166,7 .. .. ..
5 3 166,85 166,85 166,9 .. ..
6 3 167,1 166,9 166,9 .. ..
7 4 166,9 166,85 166,95 166,9 ..
8 4 166,9 166,85 166,9 166,9 ..
9 3 166,95 166,95 166,9 .. ..
10 5 166,9 166,95 166,9 166,95 166,95
Fonte: Autores (2015)
Com os dados coletados calculou-se por meio do programa de software Microsoft Office
Excel 2010 o e S de cada amostra para obter os limites centrais, do gráfico ( ) e do gráfico
S ( ), os limites inferiores e superiores. Assim chegou-se aos seguintes resultados:
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
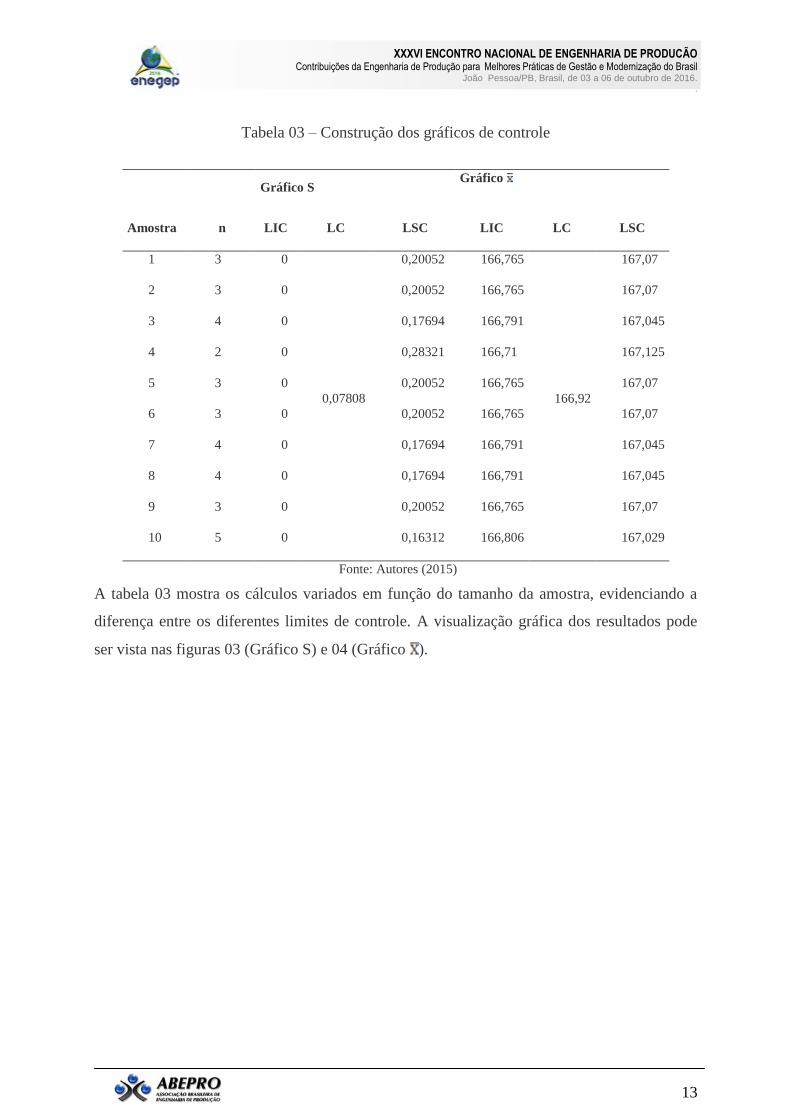
Tabela 03 – Construção dos gráficos de controle
Gráfico S Gráfico
Amostra n LIC LC LSC LIC LC LSC
1 3 0
0,07808
0,20052 166,765
166,92
167,07
2 3 0 0,20052 166,765 167,07
3 4 0 0,17694 166,791 167,045
4 2 0 0,28321 166,71 167,125
5 3 0 0,20052 166,765 167,07
6 3 0 0,20052 166,765 167,07
7 4 0 0,17694 166,791 167,045
8 4 0 0,17694 166,791 167,045
9 3 0 0,20052 166,765 167,07
10 5 0 0,16312 166,806 167,029
Fonte: Autores (2015)
A tabela 03 mostra os cálculos variados em função do tamanho da amostra, evidenciando a
diferença entre os diferentes limites de controle. A visualização gráfica dos resultados pode
ser vista nas figuras 03 (Gráfico S) e 04 (Gráfico ).
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
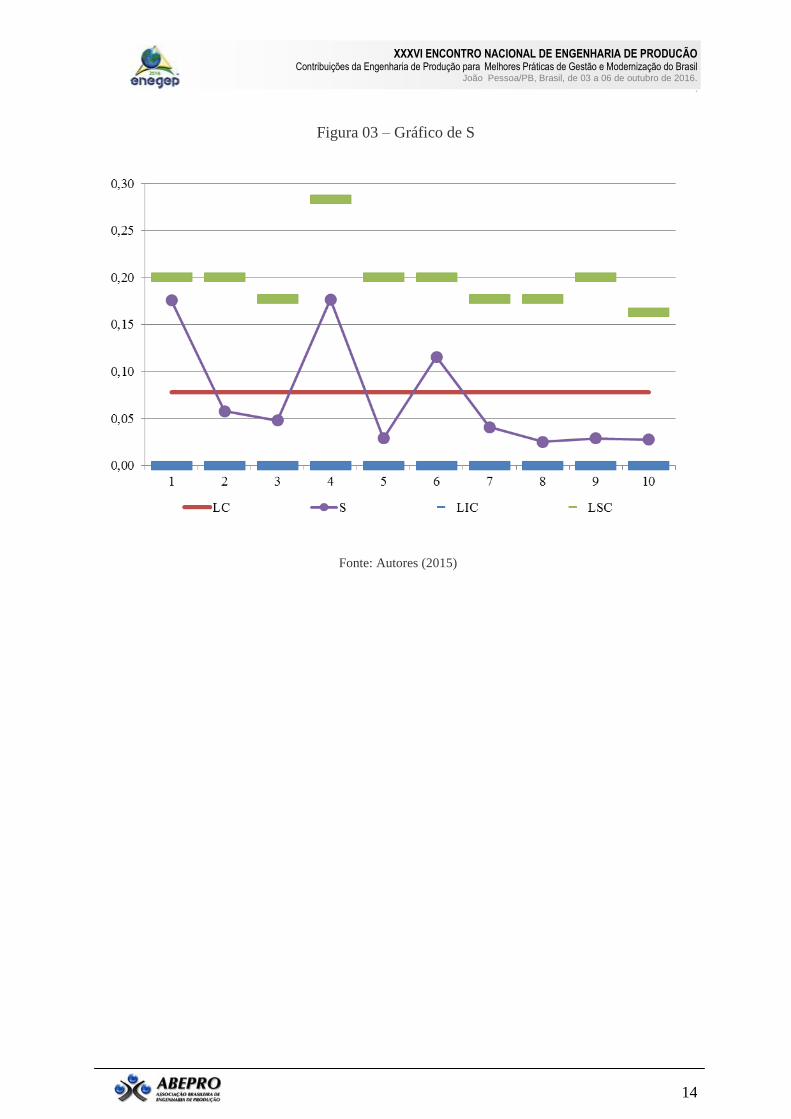
Figura 03 – Gráfico de S
Fonte: Autores (2015)
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
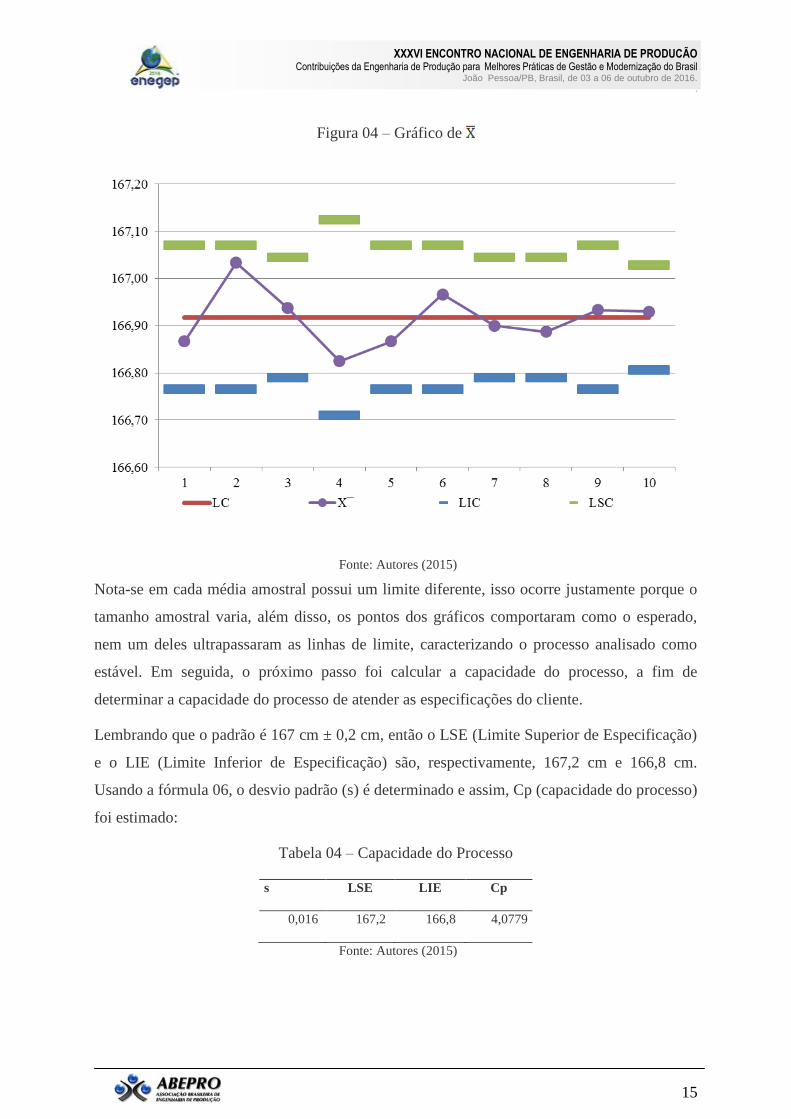
Figura 04 – Gráfico de
Fonte: Autores (2015)
Nota-se em cada média amostral possui um limite diferente, isso ocorre justamente porque o
tamanho amostral varia, além disso, os pontos dos gráficos comportaram como o esperado,
nem um deles ultrapassaram as linhas de limite, caracterizando o processo analisado como
estável. Em seguida, o próximo passo foi calcular a capacidade do processo, a fim de
determinar a capacidade do processo de atender as especificações do cliente.
Lembrando que o padrão é 167 cm ± 0,2 cm, então o LSE (Limite Superior de Especificação)
e o LIE (Limite Inferior de Especificação) são, respectivamente, 167,2 cm e 166,8 cm.
Usando a fórmula 06, o desvio padrão (s) é determinado e assim, Cp (capacidade do processo)
foi estimado:
Tabela 04 – Capacidade do Processo
s LSE LIE Cp
0,016 167,2 166,8 4,0779
Fonte: Autores (2015)

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
16
Com o resultado encontrado e comparando com a Quadro 01 é verificado que a produção é de
nível A e capaz, ou seja, o processo é confiável e os operados possuem total controle sobre
ele, já que o valor obtido excedeu 1,33.
Neste momento é de fundamental importância fazer a analise da capacidade do processo
determinando o Cpk, que é a comparação entre a tolerância de especificação e a variação
natural, tendo Cpkinf e Cpksup:
Cpk = Min [2,399; 5,757]
Cpk = 2,399
6. Conclusão
Com o estudo do controle de qualidade na fábrica em questão, foi possível produzir todos os
cálculos necessários para monitorar o processo de produção do produto. De posse do valor
encontrado da capacidade do processo, foi possível interpretá-lo de acordo com a análise dos
níveis de capacidade, sendo viável assim, mostrar o distanciamento entre o que foi projetado e
o que foi produzido.
A partir da análise dos resultados, foi notório que o processo é estável e está dentro dos
limites de produção, portanto, está sob controle estatístico, além de ser capaz e atender as
especificações impostas, fato devido ao alto nível de capabilidade do processo. Portanto
qualquer dano na pedra seria uma grande perda, consequentemente a pedra perderia total
utilidade para o processo - devido às perdas no processo ao longo dos anos, o responsável pela
fábrica reutiliza a pedra danificada em processos menores, como: acabamento em portas e
janelas, pias, mesas e etc, evitando um desperdício de matéria prima. Sendo assim, a operação
precisa possuir um controle estatístico e ser realizada com um alto nível de capabilidade, ato
que é atendido pelo fato de que os operadores possuem anos de experiência e grande
habilidade no manuseio da serra.
Então, em decorrência disso, o padrão é mantido pela fábrica e no período de observação do
processo e coleta de dados não foi registrado nem uma variabilidade do projeto, devido a
baixa ocorrência de defeitos ou falhas no corte de pedra.
Em decorrência da linha de marcação feita para determinar por onde deverá ser feito o corte, a
dificuldade em enxergar essa linha graças à poeira causada pelo corte, da água jogada pelo
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
17
operador para justamente amenizar a poeira e pelo fato da serra ser de mão, além da mesa
onde a pedra é contada ser móvel, causando assim variações de natureza comum ou aleatória,
que são inerentes ao processo, porém estão em grande quantidade e ainda não influenciaram a
produção no decorrer da realização do estudo, entretanto, se essas causas permanecerem,
futuramente o processo poderá ser afetado.
Para solucionar esse problema, seria sugerido que a fábrica possuísse uma ferramenta de corte
fixa e uma esteira em trilho acoplada a ela, facilitando a locomoção entre a área de medição e
acabamento com a área da máquina de corte. Porém a empresa já possui uma máquina que
atenda a essa necessidade - entretanto só é utilizada em pedras maiores, as quais requerem
uma precisão maior -, restando apenas a reformulação do layout da empresa e implantação da
esteira.
Uma das grandes limitações e dificuldades na realização do trabalho foi o fato de que a
empresa trabalha por encomendas e por conta disso a amostra varia e não foi possível coletar
uma grande quantidade de dados. Outro ponto a ser destacado como limitação é em relação à
aferição do instrumento de medição utilizado, no caso, a fita métrica, tendo em vista que,
geralmente, possuem em sua ponta uma medida a mais, no caso, de um valor bastante
relevante, então todas as medidas feitas tiveram já descontado esse valor para um calculo mais
preciso.
A aplicação das ferramentas estatísticas é de fundamental importância para controle da
qualidade, portanto, o engenheiro de produção sempre deve ter a visão que o processo deve
ser auxiliado pelas ferramentas para ter o controle estatístico da produção. Assim sendo, para
futuros trabalhos, é viável o estudo na empresa da ferramenta de qualidade 5S associada à
reorganização do layout dos estoques, a fim de melhorar o desempenho do processo.
REFERÊNCIAS
LEMOS, Mônica de F. M. O Processo de Sucessão em Empresas Familiares. Revista FAE BUSINESS, n.5,
p.40-42,abril 2003.
MONTGOMERY, D. C. Introdução ao Controle Estatístico da Qualidade. 4ª Edição. Rio de Janeiro: LTC –
Livros Técnicos e Científicos Editora S.A., 2004.
PEDRINI, Danilo C.; CATEN, Carla S. T. C. Gráficos de Controle X e S com tamanho de amostra variável e
análise de capacidade para dados não-normais: um estudo aplicativo. 2008. Disponível em:
<http://migre.me/pAifd>. Acessado em: 13 abri. 2015.
SEBRAE – Serviço de Apoio a Micro e Pequenas Empresas. A evolução das microempresas e empresas de
pequeno porte 2009 a 2012. 2014. Disponível em <http://migre.me/txpbz>. Acessado em: 20 de mar. de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
18
SEBRAE – Serviço de Apoio a Micro e Pequenas Empresas. As características de negócios familiares. 2014.
Disponível em <http://migre.me/txHcI>. Acessado em: 20 de mar. de 2016.
SEBRAE – Serviço de Apoio a Micro e Pequenas Empresas. Convênio conscientiza o empresário sobre o uso
e importância da norma técnica como ferramenta de competitividade e qualidade para o negócio. 2016.
Disponível em <http://migre.me/tt13J>. Acessado em: 20 de mar. de 2016.
TOLEDO, J. C.; BORRÁS, M. A. A.; Mergulhão, R. C.; Mendes, G. H. S. Qualidade: gestão e métodos. Rio de
Janeiro: LTC – Livros Técnicos e Científicos Editora S.A., 2013.
YANTIS, June E. The role of sensory analysis in quality control. Philadelphia, PA: ASTM, 1992.
ANEXO
Tabela 04 - Constantes para o cálculo dos limites de controle para os gráficos e S
A A2 A3 C4 1/C4 B3 B4 B5 B6 d2 1/d2 d2 D1 D2 D3 D4
2 2,1210 1,8800 2,6590 0,7979 1,2533 0 3,6270 0 2,6060 1,1280 0,8865 0,9530 0 X 0 3,2670
3 1,7320 1,0230 1,9540 0,8862 1,1284 0 2,5680 0 2,2760 1,6930 0,5907 0,8880 0 4,3580 0 2,5750
4 1,5000 0,7290 1,6280 0,9213 1,0854 0 2,2650 0 2,0880 2,0590 0,4857 0,8800 0 4,6980 0 2,2820
5 1,3420 0,5770 1,4270 0,9400 1,0638 0 2,0890 0 1,9640 2,3260 0,4299 0,8640 0 4,9180 0 2,1150
6 1,2250 0,4830 1,2870 0,9515 1,0510 0,0300 1,9700 0,0290 1,8740 2,5340 0,3946 0,8480 0 5,0780 0 2,0070
7 1,1340 0,4190 1,1820 0,9594 1,0423 0,1180 1,8820 0,1130 1,8060 2,7040 0,3698 0,8330 0,2040 5,2040 0,0760 1,9270
8 1,0610 0,3730 1,0990 0,9650 1,0363 0,1850 1,8150 0,1790 1,7510 2,8470 0,3512 0,8200 0,3880 5,3060 0,1360 1,8640
9 1,0000 0,3370 1,0320 0,9693 1,0317 0,2390 1,7610 0,2320 1,7070 2,9700 0,3367 0,8080 0,5470 5,3930 0,1840 1,8160
10 0,9490 0,3080 0,9750 0,9727 0,9727 0,2840 1,7160 0,2760 1,6690 3,0780 0,3249 0,7970 0,6870 5,4690 0,2230 1,7770
n
Gráfico para media Gráfico para o Desvio Padrao Gráfico para a Amplitude
Fatores para os limites de controle Fatores para a Linha Central Fatores para os Limites de Controle Fatores para a Linha Central Fatores para os Limites de Controle
Fonte: Adaptado de Yantis (1992)