Embed Size (px)
Citation preview

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 1

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 2
Fresamento 3D - Comandos de Usinagem 3D
Agora veremos como usar os comandos para usinagem em superfícies complexas.
Para esta usinagem é necessário que seja criada ou importada uma geometria de Superfícies Nurbs ou Sólido. O Esprit permite a utilização destes dois tipos de geometrias para usinagem.
A barra de ícones que acessam os comandos de usinagem 3D é acionada pelo menu Machining - SolidMillFreeForm. Aparece então os ícones:
3D Rought Cycle
Este ciclo de usinagem serve para a elaboração de desbaste de uma geometria 3D. Assim que é acionado o ícone aparece a janela de dialogo abaixo:
3D Rought Cycle - Desbaste com geometria 3D
3D Finish Cycle - Acabamento 3D por varredura
3D Z-Level Cycle - Acabamento com Z constante
3D Project Cycle - Projeção de usinagens en superfícies
3D Re-machining - Usinagem de acabamento para raios
New Mill Tool -Criação de ferramentas de fresamento

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 3
General
Tool ID - Ferramenta a ser usada no ciclo.
Stock Allowance - Sobremetal a ser deixado. Valor constante em toda a superfície final.
Tolerance - Controla a qualidade da usinagem em razão do número de pontos gerados pelo programa CNC. Quanto menor a tolerância, maior o programa CNC, melhor a qualidade da usinagem.
Clearance - Distância de segurança
Retract Plane - Plano de retração da ferramenta entre uma região e outra da usinagem.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 4
Return Plane - Plano de retorno da ferramenta ao final da usinagem.
Speeds e Feeds - Velocidades e avanços a serem usados na usinagem.
RPM -Rotações por minuto CCS - Velocidade de corte constante XY Feedrate - Avanço no plano XY PM - Avanço na unidade por minuto PT - Avanço na unidade por faca Z Feedrate - Avanço no eixo Z
Type of Cut - Tipo de corte definido na biblioteca de materiais
Entry mode - Controla o tipo de entrada que a ferramenta descreverá para iniciar a usinagem.
Rough
Rampa - A ferramenta entra no material avançando em X, Y e Z simultâneo
Plung At PTOP Feature - A ferramenta entra somente em Z mas tem sua posição XY controlada por uma feature de Furos (PTOP).
Lateral - A ferramenta primeiro posiciona em Z e depois avança em XY
Plung - A ferramenta entra avançando somente o eixo Z
Helical At PTOP Feature - A ferramenta entra em hélice mas tem sua posição XY controlada por feature de furos (PTOP).
Down Ramp Distance -
A ferramenta avança somente em Z até o início da usinagem e então segue em XYZ simultâneo até a profundidade da passada.
Helical - A ferramenta entra em hélice na peça.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 5
Tool Motion Pattern - Controla a trajetória da usinagem.
Angle of passes (somente ZIGZAG) - Controla o ângulo de alinhamento das passadas.
Ângulo configurado em 0 Ângulo configurado em 45
Incremental depth - Profundidade de cada passada

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 6
Bi-direcional - Controla cada passe conforme a estratégia de corte escolhida.
LINEAR SMOOTH
OFF Com esta opção, o corte vai em uma única direção, com retorno rápido após cada passe
Step Over - Deslocamento lateral da ferramenta em cada passada.
Cutting Strategy - Alterna entre os modos concordante e discordante.
Retracty for IDepth - Controla a qual plano de retorno a ferramenta deve posicionar, antes de se deslocar para a próxima passada em Z.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 7
Finishing Contouring - Controla se o ciclo de usinagem se terá ou não uma passada de semi acabamento em cada profundidade.
Off - somente passada de desbaste Island Only - acabamento somente nas ilhas Island and contour - acabamento nas ilhas e no contorno externo
Bondary Contour - Controla os limites da usinagem. A usinagem só é realizada dentro do controle escolhido por este comando.
OFF - Toda a geometria da peça é usinada e a ferramenta age onde ela puder.
Feature - Somente a geometria contida dentro da feature é usinada. Ë possível ainda definir ilhas dentro da feature.
Part Profile - Usina toda a geometria da peça mas não age com a ferramenta fora dos limites do perfil externo da peça.
Part profile + Holes - Usina toda a geometria da peça mas não age com a ferramenta fora dos limites do perfil externo da peça e nem dentro dos perfis internos da peça.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 8
Profile Offset - Usado com Part Profile e Part Profile + Holes, faz com que a ferramenta atue mais ou menos sobre a superfície da peça. O valor é dado sobre porcentagem. 100 equivale ao raio da ferramenta.
Save profile - Cria um chain feature no local onde está localizado o Profile Offset.
Top Z Limit - plano em Z absoluto do início da usinagem
Botton Z Limit - plano em Z absoluto do final da usinagem.
Miscellaneous
Output Z Value - Como deve ser controlado a geração do programa CNC.
Display Hole Usage - Mostras os points (pontos) de entrada da ferramenta. Estes pontos podem ser usados para a criação dos furos de entrada de ferramenta. Só funciona se as opções de entrada forem as que usam o PTOP.
Search Factor (1-10) - Fator que controla a qualidade das passadas em relação as ilhas. Quando uma usinagem é realizada em peças que tenham duas ilhas que formam uma passagem entre elas, um search factor maior fará com que o Esprit analise a passagem entre as ilhas.
Este comando só tem sentido em usinagem com duas ilhas ou mais. Seu uso em geometrias simples é pura perda de tempo.
TIP -
Programa com as coordenadas geradas pela ponta da ferramenta. Center -
Programa com as coordenadas geradas pelo centro da ferramenta.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 9
3D Finish Cycle
O comando de 3D Finish Cycle serve para criar acabamentos através do método de varredura da peça. Neste sistema a geometria é fatiada no sentido perpendicular ao plano XY em um passo constante ou variável.
Após o acionamento do comando aparece a janela abaixo:
Tool ID - Ferramenta a ser usada no ciclo.
Stock Allowance - Sobremetal a ser deixado. Valor constante em toda a superfície final.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 10
Tolerance - Controla a qualidade da usinagem em razão do número de pontos gerados pelo programa CNC. Quanto menor a tolerância, maior o programa CNC, melhor a qualidade da usinagem.
Feed from return plane - Faz com que a ferramenta se desloque em avanço de trabalho até o plano de segurança. Setada para Off o deslocamento se faz em avanço rápido
Clearance - Distância de segurança
Retract Plane - Plano de retração da ferramenta entre uma região e outra da usinagem.
Return Plane - Plano de retorno da ferramenta ao final da usinagem.
Speeds e Feeds - Velocidades e avanços a serem usados na usinagem.
RPM - Rotações por minuto CCS - Velocidade de corte constante XY Feedrate - Avanço no plano XY PM - Avanço na unidade por minuto PT - Avanço na unidade por faca Z Feedrate - Avanço no eixo Z
Type of Cut - Tipo de corte definido na biblioteca de materiais
Auto Spindle Speed - Ajusta o RPM da ferramenta de acordo com o ponto de contato dela com a superfície a ser usinada.
FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 11
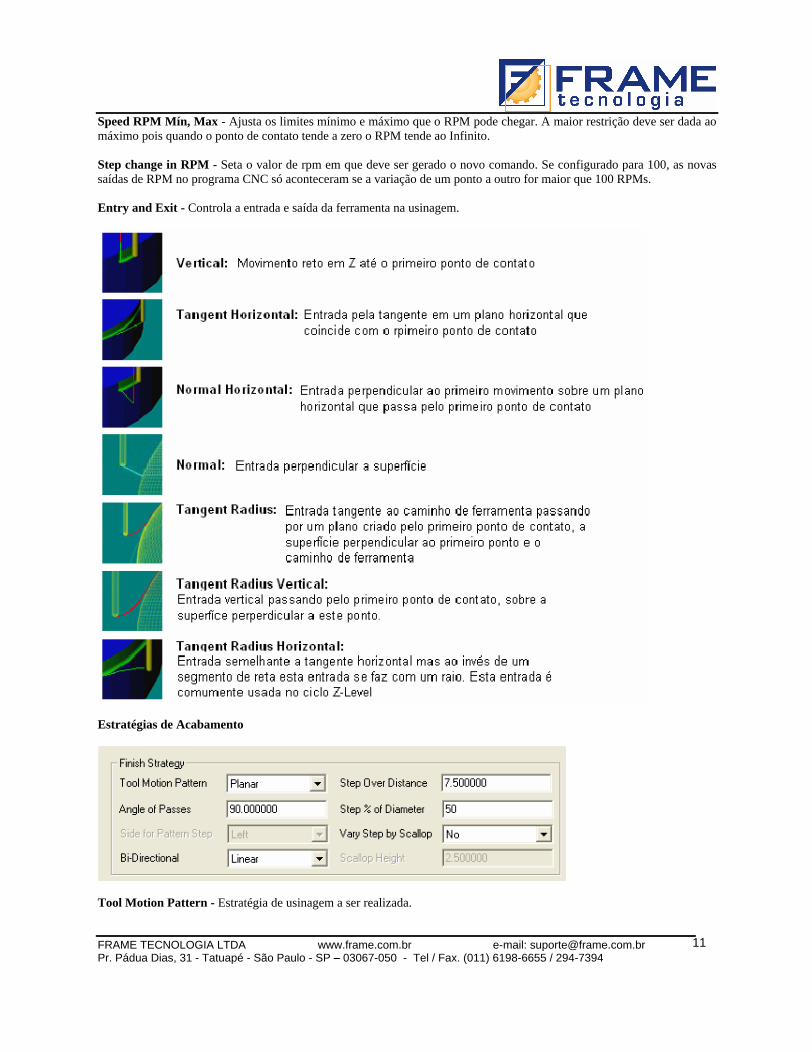
Speed RPM Mín, Max - Ajusta os limites mínimo e máximo que o RPM pode chegar. A maior restrição deve ser dada ao máximo pois quando o ponto de contato tende a zero o RPM tende ao Infinito.
Step change in RPM - Seta o valor de rpm em que deve ser gerado o novo comando. Se configurado para 100, as novas saídas de RPM no programa CNC só aconteceram se a variação de um ponto a outro for maior que 100 RPMs.
Entry and Exit - Controla a entrada e saída da ferramenta na usinagem.
Estratégias de Acabamento
Tool Motion Pattern - Estratégia de usinagem a ser realizada.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 12
Translation - Esta usinagem requer uma superfície e um elemento para servir de Tool Motion (caminho de ferramenta)
Normal - Esta usinagem requer duas features. Uma para servir de caminho de ferramenta e outra para movimento de ferramenta.
FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 13
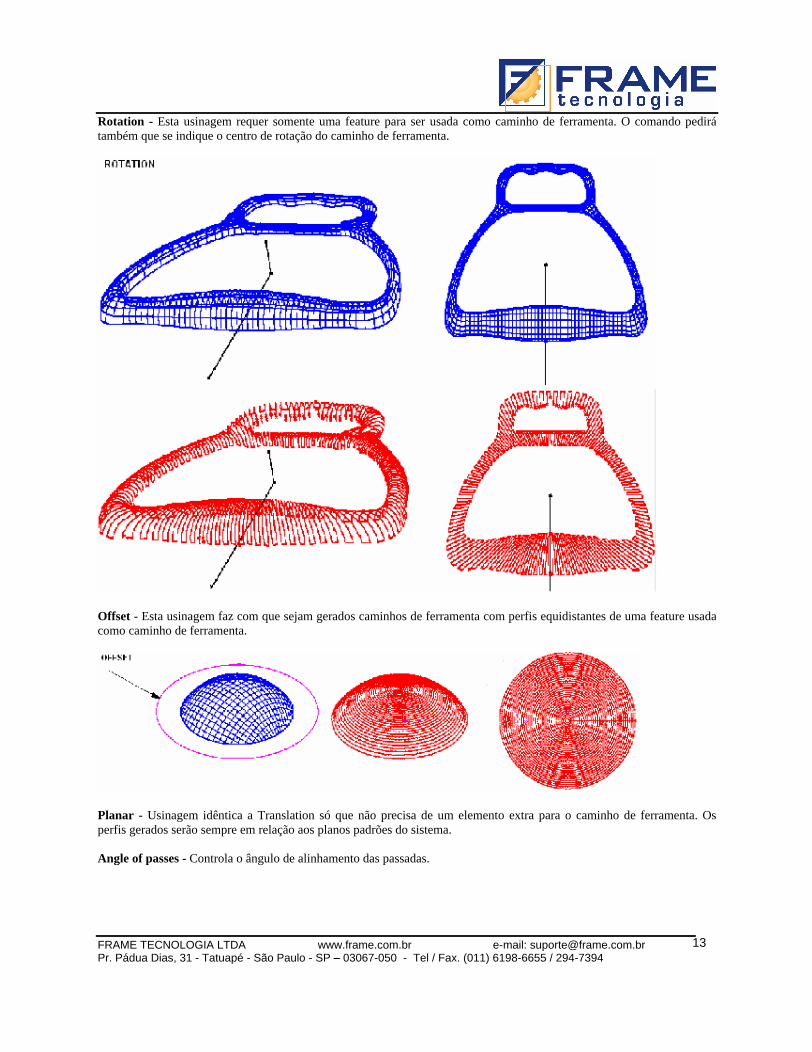
Rotation - Esta usinagem requer somente uma feature para ser usada como caminho de ferramenta. O comando pedirá também que se indique o centro de rotação do caminho de ferramenta.
Offset - Esta usinagem faz com que sejam gerados caminhos de ferramenta com perfis equidistantes de uma feature usada como caminho de ferramenta.
Planar - Usinagem idêntica a Translation só que não precisa de um elemento extra para o caminho de ferramenta. Os perfis gerados serão sempre em relação aos planos padrões do sistema.
Angle of passes - Controla o ângulo de alinhamento das passadas.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 14
Ângulo configurado em 0 Ângulo configurado em 45
Step Over - Deslocamento lateral da ferramenta em cada passada.
Bi-direcional - Controla cada passe conforme a estratégia de corte escolhida.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 15
LINEAR SMOOTH
OFF Com esta opção, o corte vai a uma única direção, com retorno rápido após cada passe
Step Over - Deslocamento lateral da ferramenta em cada passada.
Vary step by Scalop - Controla a altura da crista de material. Neste tipo de controle o Step Over é desprezado sendo variável a fim de manter o scallop constante.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 16
Bondary Contour - Controla os limites da usinagem. A usinagem só é realizada dentro do controle escolhido por este comando.
OFF - Toda a geometria da peça é usinada e a ferramenta age onde ela puder.
Feature - Somente a geometria contida dentro da feature é usinada. Ë possível ainda definir ilhas dentro da feature.
Part Profile - Usina toda a geometria da peça mas não age com a ferramenta fora dos limites do perfil externo da peça.
Part profile + Holes - Usina toda a geometria da peça mas não age com a ferramenta fora dos limites do perfil externo da peça e nem dentro dos perfis internos da peça.
Profile Offset - Usado com Part Profile e Part Profile + Holes, faz com que a ferramenta atue mais ou menos sobre a superfície da peça. O valor é dado sobre porcentagem. 100 equivale ao raio da ferramenta.
FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 17
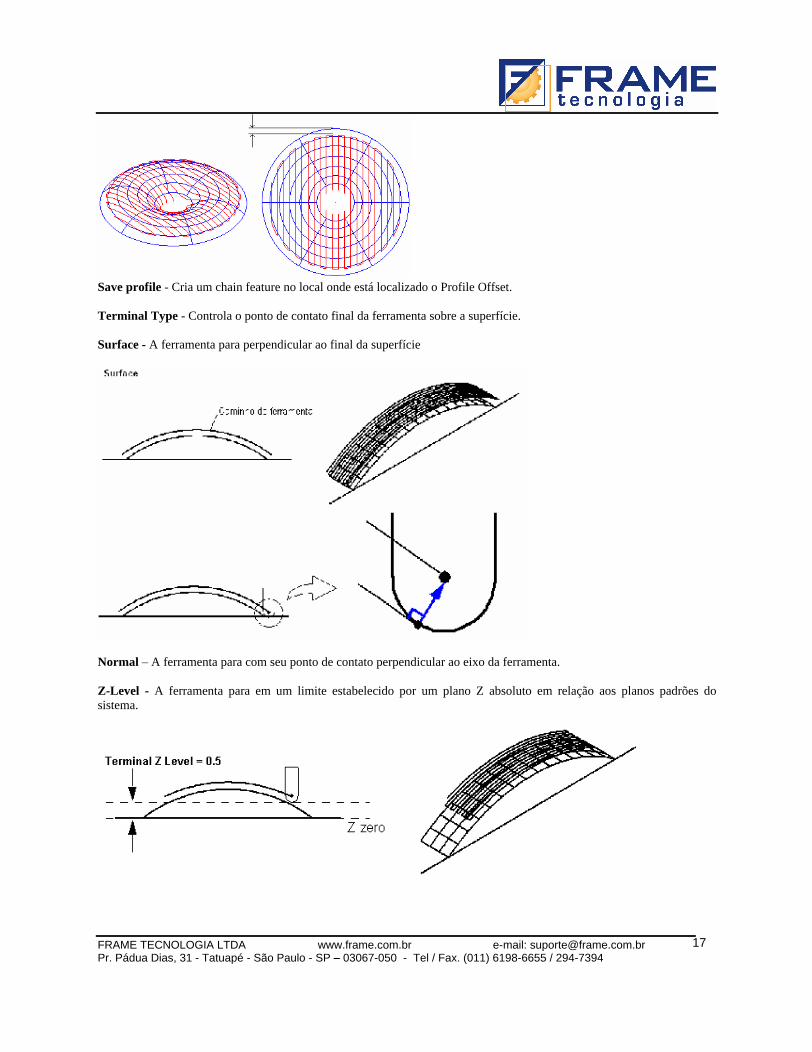
Save profile - Cria um chain feature no local onde está localizado o Profile Offset.
Terminal Type - Controla o ponto de contato final da ferramenta sobre a superfície.
Surface - A ferramenta para perpendicular ao final da superfície
Normal A ferramenta para com seu ponto de contato perpendicular ao eixo da ferramenta.
Z-Level - A ferramenta para em um limite estabelecido por um plano Z absoluto em relação aos planos padrões do sistema.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 18
Slope Machining - Controla algumas regras que poderão ser impostas para a usinagem. As figuras a seguir demonstram como funciona o comando.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 19
Machining Direction - Controla como a geometria será usinada baseando-se nos nas alturas dos planos da peca.
Advanced
Increment Depth Limit - Controla a máxima altura que a ferramenta pode assumir em Z entre uma passada e outra dentro do ciclo de usinagem.
Increment Depth - valor das passadas em Z adicionais para compensar o Increment Depth Limit.
Miscellaneous

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 20
Group Machined Surf - Seleciona as superfícies que foram usadas na usinagem.
Output Z Value - Como deve ser controlado a geração do programa CNC.
TIP - Programa com as coordenadas geradas pela ponta da ferramenta. Center - Programa com as coordenadas geradas pelo centro da ferramenta.
Protection Mode - Faz com a tolerância usada na criação da usinagem de forma alguma avance para dentro a superfície.
Show Uncut Areas - Cria um Chain feature nas regiões onde a ferramenta não conseguiu remover todo o material.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 21
Estas features são criadas a partir do seguinte conceito:
Departure Angle a Approach Angle - Controlam o angulo de aproximação e saída do elemento de ligação quando o comando bidirecional é configurado para Smoth.
Fast Processing - Quando configurado para ON o Esprit passa a calcular o caminho de ferramenta sobre a triangulização da superfície. Em alguns casos muitos raros pode ocorrer um erro devido a tolerância de triangulização criar alguns triângulos não contínuos. Este erro pode ser corrigido setando esta opção para OFF. De um modo geral o Fast processing não causa nenhuma diferença na usinagem já que a tolerância de triangulização é muito pequena.
Neg Allowance Mode - Quando se usa um sobremetal com valor negativo que seja maior que o raio da ferramenta o campo neg Allowance Mode deve ser ligado em ON. Isto faz com que o Esprit calcule a superfície imaginária que teria a forma da peça e faça a usinagem sobre esta superfície imaginária. Isto elimina os erros de superfícies que deixam de existir conforme o valor do Sobremetal negativo fica muito grande.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 22
3D Z-Level Cycle
O comando 3D Z-Level serve para se criar usinagem que façam a varredura da peça somente em cima do eixo Z. A peça é então fatiada no sentido vertical.
Tool ID - Ferramenta a ser usada no ciclo.
Stock Allowance - Sobremetal a ser deixado. Valor constante em toda a superfície final.
Tolerance - Controla a qualidade da usinagem em razão do número de pontos gerados pelo programa CNC. Quanto menor a tolerância, maior o programa CNC, melhor a qualidade da usinagem.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 23
Feed from return plane - Faz com que a ferramenta se desloque em avanço de trabalho até o plano de segurança. Setada para Off o deslocamento se faz em avanço rápido
Clearance - Distância de segurança
Retract Plane - Plano de retração da ferramenta entre uma região e outra da usinagem.
Return Plane - Plano de retorno da ferramenta ao final da usinagem.
Speeds e Feeds - Velocidades e avanços a serem usados na usinagem.
RPM - Rotações por minuto CCS - Velocidade de corte constante XY Feedrate - Avanço no plano XY PM - Avanço na unidade por minuto PT - Avanço na unidade por faca Z Feedrate - Avanço no eixo Z
Type of Cut - Tipo de corte definido na biblioteca de materiais
Auto Spindle Speed - Ajusta o RPM da ferramenta de acordo com o ponto de contato dela com a superfície a ser usinada.
Speed RPM Mín, Max - Ajusta os limites mínimo e máximo que o RPM pode chegar. A maior restrição deve ser dada ao máximo pois quando o ponto de contato tende a zero o RPM tende ao Infinito.
Step change in RPM - Seta o valor de rpm em que deve ser gerado o novo comando. Se configurado para 100, as novas saídas de RPM no programa CNC só aconteceram se a variação de um ponto a outro for maior que 100 RPMs.
Entry and Exit - Controla a entrada e saída da ferramenta na usinagem.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 24

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 25
Incremental Depth - Profundidade de cada passada
Bi-directional - controla como são gerados os perfis de usinagem.
Cut Horizontal Areas - Habilita o Esprit para usinar ou não as regiões consideradas planas. O padrão do comando é não usinar as áreas planas pois este tipo de usinagem realizada com fresa esférica não é adequado. Se o usuário quiser poderá escolher para o Esprit trocar de ferramenta para usinar as áreas horizontais. Isto só estará habilitado se a usinagem for realizada após o completo ciclo de Z-Level.
Bondary Contour - Controla os limites da usinagem. A usinagem só é realizada dentro do controle escolhido por este comando.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 26
OFF - Toda a geometria da peça é usinada e a ferramenta age onde ela puder.
Feature - Somente a geometria contida dentro da feature é usinada. Ë possível ainda definir ilhas dentro da feature.
Part Profile - Usina toda a geometria da peça mas não age com a ferramenta fora dos limites do perfil externo da peça.
Part profile + Holes - Usina toda a geometria da peça mas não age com a ferramenta fora dos limites do perfil externo da peça e nem dentro dos perfis internos da peça.
Profile Offset - Usado com Part Profile e Part Profile + Holes, faz com que a ferramenta atue mais ou menos sobre a superfície da peça. O valor é dado sobre porcentagem. 100 equivale ao raio da ferramenta.
Save profile - Cria um chain feature no local onde está localizado o Profile Offset.
Top Z Limit - plano em Z absoluto do início da usinagem
Botton Z Limit - plano em Z absoluto do final da usinagem.
Output Z Value - Como deve ser controlado a geração do programa CNC.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 27
TIP - Programa com as coordenadas geradas pela ponta da ferramenta. Center - Programa com as coordenadas geradas pelo centro da ferramenta.
Surface Side Defined - Quando se usina superfícies e o Esprit cai em uma situação em que o lado da usinagem não pode ser determinado, esta opção ligada em ON faz com que a usinagem seja realizada do lado positivo da Superfície.
All Contours Closed - Faz com que todos os perfis de usinagem criados sejam voltas completas. Ütil para usinar superfícies que tenham furos.
Start point defined - Permite que o usuário determine o lado da entrada da ferramenta na peça.
Protection Mode - Faz com a tolerância usada na criação da usinagem de forma alguma avance para dentro a superfície.
Departure Angle a Approach Angle - Controlam o angulo de aproximação e saída do elemento de ligação quando o comando bidirecional é configurado para Smoth.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 28
Fast Processing - Quando configurado para ON o Esprit passa a calcular o caminho de ferramenta sobre a triangulização da superfície. Em alguns casos muitos raros pode ocorrer um erro devido a tolerância de triangulização criar alguns triângulos não contínuos. Este erro pode ser corrigido setando esta opção para OFF. De um modo geral o Fast processing não causa nenhuma diferença na usinagem já que a tolerância de triangulização é muito pequena.
Search Factor (1-10) - Fator que controla a qualidade das passadas em relação as ilhas. Quando uma usinagem é realizada em peças que tenham duas ilhas que formam uma passagem entre elas, um search factor maior fará com que o Esprit analise a passagem entre as ilhas.
Este comando só tem sentido em usinagem com duas ilhas ou mais. Seu uso em geometrias simples é pura perda de tempo.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 29
3D Re-Machining
Este comando é usado para remover material que sobrou das operações anteriores.
Você possui as seguintres estratégias:
Pencil Tracing Along Along Spiral Lace Along Incremental
Tool Motion Pattern: Pencil Tracing
Exemplo 1: Pencil Trace
Imagine o perfil abaixo:
Criado a ferramenta necessária.Geralmente você vai configurar Tool Style igual a Ball End Mill
Selecione 3D Re-Machining na barra Milling 3D. Escolha a ferramenta correta. No comando Re-Machining , escolha a estratégia (Tool Motion Pattern) igual a Pencil Trace, e configure Areas to Re-machine igual a Auto Search . Selecione OK para sair da página, e depois siga as intruções do prompt no lado esquerdo da tela, igual aos ciclos anteriores.
Após você responder ao prompt, o traçado da estratégia Pencil Trace irá aparecer.
A 1º escolha estratégia é a Pencil Tracing . Esta eopção é designada para remorer material ao longo de bi-tangências . A bi-tangência ocorre quando há um contato duplo entre a peça e a ferramenta (a ferramenta especificada pela opção Tool ID). Este método detecta automaticamente o contato dos pontos duplos da ferramenta baseado na geometria da peça e o tamanho da ferramenta. Então é gerado um passe unico de corte ao longo destas bi-tangências. Veja o exemplo a direita.

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 30
Exemplo 2: Pencil Trace
O perfil para este exemplo possue 2 raios de 4,9mm (canais) e 2 raios de 9,9mm (fillets), como mostra abaixo.
Imagine que nós criamos 3 ferramentas com Estilo igual a Ball End Mill (Fresa Esférica), a seguir:
Ferramenta 1: Diâmetro 30 (Raio 15) Ferramenta 2: Diâmetro 20 (Raio 10) Ferramenta 3: Diâmetro 10 (Raio 5)
Para este exemplo, imagine nós criamos uma operação de acabamento, com uma ferramenta grande (Diâmetro 30)
Selecione 3D Re-Machining na barra Milling 3D. Escolha em ToolID a ferramenta 2. (Diâmetro 20, Raio 10).
No comando Re-Machining , escolha a estratégia (Tool Motion Pattern) igual a Pencil Trace, e configure Areas to Re-machine
igual a Auto Search . Selecione OK para sair da página, e depois siga as intruções do prompt no lado esquerdo da tela, igual aos ciclos anteriores.
Somente os locais na superfícies, onde a ferramenta têm 2 pontos de contatos serão cortados. (veja a vista de lado focalizada). Para esta ferramenta, ao longo de canais de raio 4,9 e fillets de 9,9
Crie uma segunda operação de 3D Re-Machining, usando Ferramenta 3 (Fiâmetro 10, Raio 5)
Esta ferramenta possui 2 pontos de contatos ao longo de um canal de raio igual a 4,9

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 31
Tool Motion Pattern: Along, Along Spiral, Lace
As opções restantes- Along Spiral, Lace, e Along Incremental- se referem a rest machining , ou seja estas opções são designadas para remover material restante no corte anterior (a operação anterior onde foi usada uma ferramenta com o mesmo tamanho do valor no Previous Tool Diameter .
A seguir ilustrações, na área azul mostra o material que sobrou na operação anterior. Along, Along Spiral, Lace, e Along Incremental, pode ser usado para cortar esta área azul.
Along corta da mesma maneira que a estratégia Pencil Trace, mas com multiplos passes.
Along Spiral corta da mesma maneira que Along, mas não com movimentos rudes de transição, A ferramenta se movimenta espiralmente gradualmente para cada passe.
Lace corta tranversalmente, com pequenos movimentos da ferramenta.
Esta operação de rest machining , geralmente é usado após os ciclos de Acabamento ( ou possivelmente após a operação de Pencil Tracing ).
Exemplos, Tool Motion Pattern: Along, Along Spiral, Lace
Imagine que o corte anterior foi usado com uma ferramenta ball end mill com o diâmetro é de 36mm
Então, para os 3 exemplos a seguir, você sete previous Tool Diameter igual a 36
As operações de corte a seguir estão usando uma ferramenta de 10mm de diâmetro. Nota que estas operações cortam somente as areas em azul.
ALONG

FRAME TECNOLOGIA LTDA www.frame.com.br e-mail: [email protected] Pr. Pádua Dias, 31 - Tatuapé - São Paulo - SP 03067-050 - Tel / Fax. (011) 6198-6655 / 294-7394 32
ALONG SPIRAL
LACE
Tool Motion Pattern: Along Incremental
Along Incremental permite você criar passos, baseado na opção de Profundidade Incremental de Corte (Incremental Depth) Isto pode ser proveitoso se você ter mais material para remover.
Exemplo: Along Incremental
Para a finalidade de ilustração, este exemplo configura a opção Previous Tool Diameter! para o valor grande de 60, qual o rendimento de uma grande área nos exemplos abaixo. Novamente, a área em azul é a área para ser usinada.
Este exemplo de Along Incremental usa uma ferramenta com 10mm de diâmetro.
Se você olhar closely, você pode ver as passadas incrementais nas áreas onde necessita ser removido mais materiais. Veja as setas abaixo.
Nota:
Para Along Increment , é recomendado você usar a opção Machining Direction para Uphill .

O CURSO ABRANGE >>> 1_TORNO > 2_FRESA 2D > 3_FRESA 3D
Nota: Funcionamento de um sistema DNC
Sistema que envia o código para o equipamento ( fresa, torno, etc... ).
3_ FRESA 3D >
Obs.: na Fresa 3D não precisamos criar Features nem Geometria.
• Nâo de usam geometria 2D e sim geometrias sólidas ou de superfícies importadas de outros CAD`S ou criadas no Esprit
• As features serão criadas apenas para a criação do material Bruto, ou para a delimitação de uma área de usinagem.
• Os Principais comandos para Usinagem são: • 3D Rough Cycle ( Usinagem simples ) • 3D Variable Z Rough Cycle ( contém ferramentas 3D Rogh, porém com + controle) Usados em Desbastes • 3D Finish Cycle ( usados para acabamentos ) • 3D Z Level Finish ( acabamento em Z Constant ) ex.: peça cônica
Nota: O segredo da usinagem em 3D, esta na calma, se temos uma peça grande devemos começar com uma ferramenta e diminuindo a ferramenta até chegar perto do acabamento, muitos casos o acabamento é dado com polimento. Obs.: Na usinagem em 3D no Esprit, dependemos muito da máquina, pois demora bastante para que ele calcule tudo sozinho.

Ø Seguindo ----------------------------------------------------------------------------------
Iremos abrir uma peça como segue:
1º Passo = Checar a origem da geometria e posicionar a mesma. ( a geometria obedece a origem do desenho feito no sistema CAD). Para mover a origem = Edit > Move Origem Point e escolhe o ponto para a origem
2º Passo = Criar o material Bruto da Peça, podendo ser um fundido ou Bloco.
3º Passo = O que vou fazer ? Ex.:Desbaste + Acabamento
Desbaste + Desbaste + Desabaste + Acabamento ( com isso temos o nº de ferramentas )
4º Passo = Criação de ferramentas:
DESBASTES: Fresa de topo ( End Mill)
Fresa de topo Abaoladas (Bull Nose End Mill)
ACABAMENTO: Fresa Esférica ( Ball Mill )

Vamos abrir uma ferramenta que já esta criada
Criamos a “EM 15”
Agora vamos criar 6 estações 1º ícone
Agora criaremos a “EM10” e “EM 5” ( mudaremos os diâmetros ; a identificação e colocaremos cada uma em uma estação diferente)

Após isso criaremos as ferramentas “BM 10” e “BM 5” , com a ferramenta “Ball Mill” para acabamento.
Aonde:
• EM 15 Estação 1 • EM10 Estação 2 • EM 5 Estação 3 • BM 10 Estação 4 • BM 5 Estação 5
Agora iremos criar uma feature para indicar aonde será o bloco
Na barra no último ícone
Com o “HI” ligado, clica no bloco, inverto com o direito e assim que lececionar a linha confirma, com o “Ctrl” ligado faz o processo até selecionar a volta toda
e criar a feature
Feito isso criaremos o Sólido
Qdo é um bloco extruda até chegar no mouse

_____________________________________________________________________________________________
Qdo o bloco já esta pronto, colocaremos ele como Sólido e usinaremos somente os furos.
Nesse caso criaremos o “ Bloco “ e não como Sólido
Se rodarmos a simulação teremos o seguinte resultado .

Habilitaremos a ferramenta SolidMill freeform.
Nota: Rough ( desbaste ), Finish ( acabamento )
1ª operação > Barra 2º ícone
General

Rough
Clicar em “OK” e selecionar o sólido

e pressionar o “Stop”
2ª operação > Barra 2º ícone
Stock ... “yes”
“Stock Automation” ele vai reconhecer as operações anteriores e não fará novamente

Após dar “OK” seleciona a feature confirma esquerdo , direito
sim e “stop”
3ª operação > Barra 2º ícone
Após dar “OK” selecionar a feature (desbaste 2) confirma esquerdo ,
direito sim e “stop” e ok resultado até o momento

4ª operação > Barra 3º ícone “finish” (2º Acabamento - Final )
Antes desse Final poderíamos fazer um com a ferramenta “BM10” mudando somente o seguinte :
oideal para acabamento é 0,1 ou 0,5 para acabar
**** Depois mudaremos o “Step % of Diameter” em 5 para veremos o resultado

Nota: “Vertical é igual a 3 eixos”
Feature
Após dar “OK” selecionar a feature e pronto.
****Com 100% e 5%
Resultado final ( se houver necessidade, criar ferramenta “Finish de Ø 1mm)





























