Embed Size (px)
Citation preview

Aula 4: Ferramentas da
Qualidade no Controle
Estatístico de Processos - CEP
Ghislaine Miranda
Bonduelle
CONTROLE ESTATÍSTICO DE PROCESSOS - CEP
• Pode ser definido como um método preventivo de se comparar continuamente os resultados de um processo com um padrão, identificando, a partir de dados estatísticos, as tendências para variações significativas, eliminando ou controlando estas variações com o objetivo de reduzi-las cada vez mais.

CEP
• É o conjunto de técnicas utilizadas para o controle da qualidade do produto durante cada etapa de fabricação.
FERRAMENTAS
• Histogramas
• Diagramas
• Curva de Distribuição Normal
• Cartas de Controle
• Capacidade do Processo
• Gráfico de Pareto
• Diagrama de Causa-Efeito/Ishikawa

VARIAÇÕES NO PROCESSO
• Comuns ou aleatórias
• Intrinsecas ao processo

Variações aleatórias: intrísecas ao processo

VARIAÇÕES NO PROCESSO
• Causais : podemos interferir

VARIABILIDADE DE PROCESSOS

Variação aleatória

Probabilidades de ocorrência

Curva de Gauss

Curva de Gauss: probabilidade de encontrar nao-conformes

MONITORAMENTO DE PROCESSOS

Resultados possíveis

Capacidade de processos

Utilização: comparação

CARTAS DE CONTROLE
• Ferramenta de monitoramento de processos
TIPOS:
Por variáveis
Por atributos


CARTAS DE CONTROLE X-R

Cartas de controle
Exemplo

O PROBLEMA
Gradagem.
Tamanho da amostra (n) em 5 e extraíram-se 25 amostras (k).
Calcule a média, a amplitude e o desvio-padrão para cada amostra e para o processo.
Construa a carta de controle

Método de cálculo : Médias
– Média (cada amostra)
– Onde: n é quantidade de observações (dados) em cada amostra.
– Média (todo o processo)
– Onde: k é quantidade de amostras (número de amostras).

Método de cálculo :Amplitudes
– Amplitude (cada amostra)
– Amplitude (todo o processo)

Ferramentas ; Desvio-padrão
• Desvio Padrão (Desv. Pad.) (cada amostra)
• Desvio Padrão (Desv. Pad.) (todo o processo)

Amostra Medições Média Amplitude Desv. Pad.
01 20 21 22 23 20 21,20 3,00 1,30
02 18 19 20 21 23 20,20 5,00 1,92
03 17 20 21 22 21 20,20 5,00 1,92
04 21 20 22 21 20 20,80 2,00 0,84
05 24 22 20 18 19 20,60 6,00 2,41
06 19 18 20 21 20 19,60 3,00 1,14
07 20 24 23 18 20 21,00 6,00 2,45
08 25 22 23 20 19 21,80 6,00 2,39
09 19 24 20 22 18 20,60 6,00 2,41
10 20 21 22 25 20 21,60 5,00 2,07
11 20 18 17 22 20 19,40 5,00 1,95
12 17 16 20 19 21 18,60 5,00 2,07
13 18 17 21 22 19 19,40 5,00 2,07

14 20 24 21 18 19 20,40 6,00 2,30
15 17 15 19 22 24 19,40 9,00 3,65
16 23 26 20 19 18 21,20 8,00 3,27
17 21 23 20 26 19 21,80 7,00 2,77
18 17 16 23 20 19 19,00 7,00 2,74
19 20 22 20 21 20 20,60 2,00 0,89
20 24 26 21 20 19 22,00 7,00 2,92
21 19 20 22 18 20 19,80 4,00 1,48
22 17 23 20 21 22 20,60 6,00 2,30
23 24 22 19 20 18 20,60 6,00 2,41
24 18 19 21 20 17 19,00 4,00 1,58
25 20 22 23 20 20 21,00 3,00 1,41
Total 20,42 5,24 2,11

Cálculo dos limites de controle para a carta de médias e desvio-padrão
• Limite Superior para a Média pela carta média – desvio padrão:
– Onde: X é a média do processo, A3 é valor constante tabelado que se refere ao tamanho das amostras (n=5) e s é o desvio padrão médio do processo.
Limite Inferior para a Média pela carta média – desvio padrão:

Cálculo dos limites de controle para a carta de médias e desvio-padrão
• Limite Superior para o Desvio Padrão pela carta
média – desvio padrão:
• Limite Inferior para o Desvio Padrão Pela carta média – desvio padrão:

Limites de controle
Carta de média e
desvio padrão
Limites de Controle
LSC média (A3=1,427) 23,42
LIC média (A3=1,427)
17,41
LSC desvio-padrão (B4=2,089) 4,40
LIC desvio-padrão (B3=0) 0,00
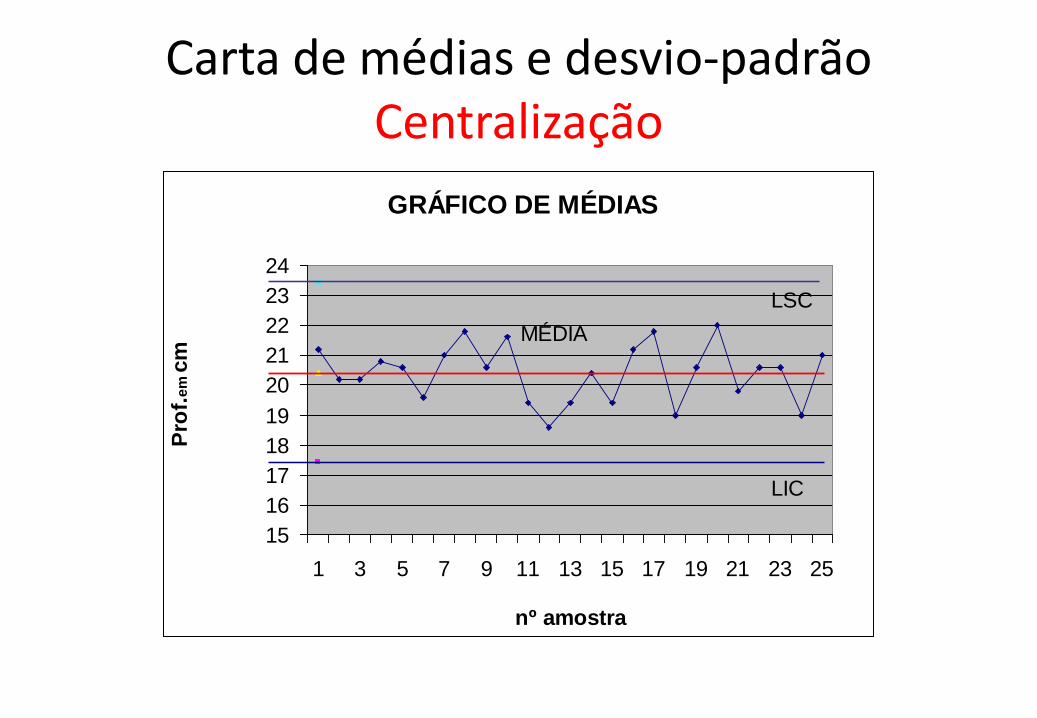
Carta de médias e desvio-padrão Centralização
GRÁFICO DE MÉDIAS
15
16
17
18
19
20
21
22
23
24
1 3 5 7 9 11 13 15 17 19 21 23 25
nº amostra
Pro
f.e
m c
m
LSC
LIC
MÉDIA

Histograma dos dados
Histograma (CEP)
0
5
10
15
20
25
30
35
40
45
classes
Po
rcen
tag
em
de o
bserv
açõ
es (
%)
15-16 17-18 19-20 21-22 23-24 25-26
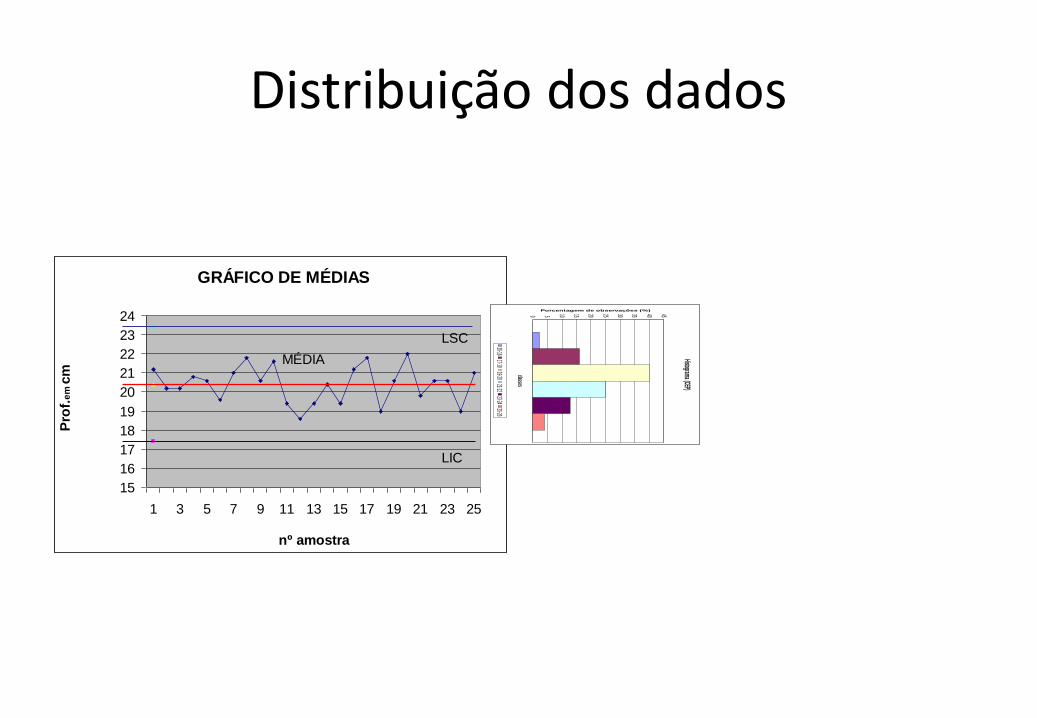
Distribuição dos dados
GRÁFICO DE MÉDIAS
15
16
17
18
19
20
21
22
23
24
1 3 5 7 9 11 13 15 17 19 21 23 25
nº amostra
Pro
f.e
m c
m
LSC
LIC
MÉDIA Histograma (CEP)
0 5 10 15 20 25 30 35 40 45
classes
Porcentagem de observações (%)
15-1617-18
19-2021-22
23-2425-26

Carta média e desvio-padrão Dispersão
GRÁFICO DE DESVIO-PADRÃO
0,00
1,00
2,00
3,00
4,00
5,00
1 3 5 7 9 11 13 15 17 19 21 23 25
nº amostra
Desvio
- P
ad
rão LSC
LIC
MÉDI

Limites de Controle para a carta de médias e amplitudes
Limite Superior para a Média pela carta média – amplitude:
Limite Inferior para a Média pela carta média – amplitude:
Limite Superior para a Amplitude pela carta média – amplitude:
Limite Inferior para a Amplitude pela carta média – amplitude:

Limites de controle:
Carta de média e
amplitudes
Limites de controle
LSC média (A2=0,577) 23,43
LIC média (A2=0,577) 17,39
LSC amplitudes (D4=2,114) 11,08
LIC amplitudes (D3=0) 0,00

Carta de médias e amplitudes
GRÁFICO DE MÉDIAS
15
16
17
18
19
20
21
22
23
24
1 3 5 7 9 11 13 15 17 19 21 23 25
nº amostra
Pro
f.e
m c
m
LSC
LIC
MÉDIA

Carta de médias e amplitudes
GRÁFICO DE AMPLITUDES
0
2
4
6
8
10
12
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
nº amostra
Am
pli
tud
e e
m c
m LSC
MÉDIA
LIC

Memorizando : o desenho é o mesmo para os dois tipos de carta
GRÁFICO DE MÉDIAS
15
16
17
18
19
20
21
22
23
24
1 3 5 7 9 11 13 15 17 19 21 23 25
nº amostra
Pro
f.e
m c
m
LSC
LIC
MÉDIA
GRÁFICO DE AMPLITUDES
0
2
4
6
8
10
12
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
nº amostra
Am
pli
tud
e e
m c
m LSC
MÉDIA
LIC
GRÁFICO DE DESVIO-PADRÃO
0,00
1,00
2,00
3,00
4,00
5,00
1 3 5 7 9 11 13 15 17 19 21 23 25
nº amostra
Desvio
- P
ad
rão LSC
LIC
MÉDI
GRÁFICO DE MÉDIAS
15
16
17
18
19
20
21
22
23
24
1 3 5 7 9 11 13 15 17 19 21 23 25
nº amostra
Pro
f.e
m c
m
LSC
LIC
MÉDIA

Interpretação
APESAR DE TODOS OS PONTOS ENCONTRAREM-SE DENTRO DOS LSC E LIC::::
Processo que necessita de vigilância devido: Tendências ascendentes e descentes
A distribuição dos dados não segue a curva normal
PROCESSO FORA DE CONTROLE ESTATÍSTICO: necessita de intervenção e ações corretivas

BRAINSTORMING: ferramenta utilizada para busca de problemas, causas e/ou
soluções • Brainstorming
– Fase1: geração de idéias
– Fase 2: exploração de idéias

Exemplo de um resultado de brainstorming

BRAINWRITTING: ferramenta utilizada para busca de problemas, causas e/ou soluções
Brainwritting
Um grupo de participantes , sentados ao redor de uma mesa, tem conhecimento do problema através do coordenador.
Cada um dos participantes, escreve três idéias relacionadas com o problema.
Ao fim de cinco minutos, os participantes trocam de papéis, em rodízio.

GRÁFICO DE PARETO
• Técnica para registrar e analisar informações que permitem a priorização da tomada de decisão
– Sugere em quais os erros ou atividades ou recursos devem ser concentradas prioritariamente as ações de melhoria

PARETO : somente 20% dos problemas causam 80% dos efeitos indesejados

Quantidade defeitos Percentuais acumulados
200 100
180 90
160 80
140 70
120 60
100 50
80 40
60 30
40 20
20 10
1 2 3 4 5 6 7 1= Deformação
2= Risco
3= Porosidade
4= Trinca
5= Mancha
6= Folga
7= Outros

Exemplos
Grafico de Pareto
Gráfico de Pareto para Causas
• Máquinas:
– Desgaste, manutenção, modo de operação, tipo de ferramenta utilizada
• Matérias-primas:
– Fornecedor, lote, tipo, armazenamento, transporte
• Medições:
– Calibração e precisão dos instrumentos de medição, método de medição
• Meio Ambiente:
– Temperatura, umidade, iluminação, clima
• Mão-de-obra:
– Idade, treinamento, saúde, experiência
• Métodos:
– Informação, atualização, clareza das instruções

Planilha genérica de dados
Coluna 1 Coluna 2 Coluna 3 Coluna 4 Coluna 5
Categoria QuantidadeTotal
Acumulado
Porcentagem do
total geral (%)
Porcentagem
acumulada (%)
1. ZYXW Q1 Q1 Q1/Qtotal x 100 P1
2. YZWX Q2 Q1 + Q2 Q2/Qtotal x 100 P1 + P2
3. WXZY Q3 Q1 + Q2 + Q3 Q3/Qtotal x 100 P1 + P2 + P3
. . . . . . . . . . . . . . .
Outros
Totais Qtotal 100%

Exemplo Causas de paradas constantes de uma linha de revestimento têxtil por
transferência
Coluna 1 Coluna 2 Coluna 3 Coluna 4 Coluna 5
Causa da parada QuantidadeTotal
Acumulado
Porcentagem do
total geral (%)
Porcentagem
acumulada (%)
1. Arrepentou papel
na junta66 66 53,23% 53,23%
2. Artigo não
destacou do papel21 87 16,94% 70,16%
3. Arrebentou papel
na faca12 99 9,68% 79,84%
4. Enrosco do suporte 12 111 9,68% 89,52%
5. Falta de energia 7 118 5,65% 95,16%
6. Outros 6 124 4,84% 100%
Totais 124 100%

Exemplo
Gráfico de Pareto
Outros
Falta de energia
Enrosco do suporte
Arrebentou papel na
Artigo não destacou
Arrepentou papel na
Co
unt
140
120
100
80
60
40
20
0
Pe
rcen
t
100
50
01212
21
66
Causas de paradas constantes de uma linha de revestimento têxtil por transferência


Categoria “Outros”
• Se a freqüência da categoria “outros” representar mais de 10% do total de observações, isto significa que as categorias analisadas não foram classificadas de forma adequada e conseqüentemente muitas ocorrências acabaram se enquadrando sob esta classificação. Neste caso, deve ser adotado um modo diferente de classificação das categorias
Cada ocorrência da categoria “outros” deve ser completamente identificada

Exemplo
Gráfico de Pareto para estratificação e priorização das causas de
defeitos encontrados em peças rotomoldadas em polietileno de
média densidade
0
50
100
150
200
250
Presença de
bolhas
Empenamento Rebarbas Sujidade Amarelamento e
degradação
Outros
Causas
Fre
qü
en
cia
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
•Variação de espessura de parede?
•Não formação de parede em regiões específicas da peça?
•Buracos na superfície?

Estratificação de Gráficos de
Pareto
• A comparação de gráficos de Pareto construídos
considerando diferentes níveis de fatores de estratificação de
interesse pode ser muito útil para a identificação das causas
fundamentais de um problema.
A estratificação de gráficos de Pareto nos
permite identificar se a causa do problema
considerado é comum a todo o processo ou
se existem causas específicas associadas a
diferentes fatores que compõem o processo

Estratificação de Gráficos de
Pareto
0
20
40
60
80
100
120
A B C D E
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
0
20
40
60
80
100
120
A B C D E
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
0
20
40
60
80
100
120
C B A E D
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
0
20
40
60
80
100
120
D B C A E
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
MÁQUINA 1
MÁQUINA 1
MÁQUINA 2
MÁQUINA 2
TU
RN
O 1
T
UR
NO
2
A. Homogeneidade
B. Viscosidade
C. Cor
D. Presença de ar
E. Impurezas

Comparação de Gráficos de
Pareto ao longo do tempo
• A comparação de gráficos de Pareto ao longo do tempo nos
fornece indicações sobre a estabilidade do processo
– São gráficos construídos ao longo de um determinado intervalo de
tempo e que permitem a visualização de alterações na seqüência de
ordenação das categorias

Gráfico de Pareto para a
Realização de Comparações
“Antes” e “Depois” • A utilização de gráficos de Pareto para comparação “antes” e “depois” permite
a avaliação do impacto das mudanças efetuadas no processo
-5
45
95
145
195
245
Conta
min
ação
dos tachos
Um
idade d
a
carg
a
Consis
tência
do p
igm
ento
Evapora
ção
do s
olv
ente
Pesagem
do
polím
ero
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
-2
18
38
58
78
98
118
Um
idade d
a
carg
a
Consis
tência
do p
igm
ento
Evapora
ção
do s
olv
ente
Pesagem
do
polím
ero
Conta
min
ação
dos tachos
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
Antes da execução da melhoria Depois da execução da melhoria
Ganho

Exemplo de gráfico de Pareto
Gráfico de Pareto
Problemas em filme extrudado
Marcas da matriz
Sujidade
Olho de peixe
Linha de fluxo
Ponto marrorm
Co
unt
140
120
100
80
60
40
20
0
Pe
rce
nt
100
50
012
23
78
Eixo da freqüência
Eixo percentual
Gráfico de barras
Linha do percentual acumulado
Problemas estratificados

A Espinha de Peixe pode ser utilizada para encontrar os fatores que influenciam um problema ou uma dificuldade.
Busca as causas de um problema
Ishikawa
ou espinha de peixe
ou diagrama Causa-Efeito

A cabeça corresponde
ao Problema a ser estudado
ou o Objetivo a ser alcançado
Problema
ou
Objetivo
Efeito
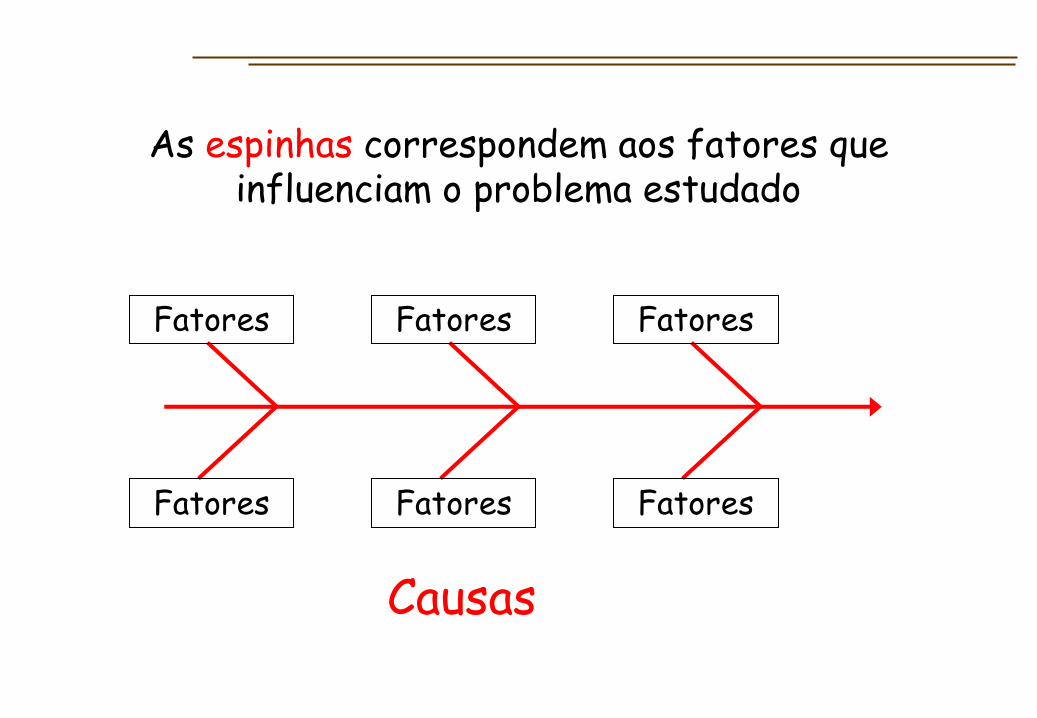
As espinhas correspondem aos fatores que influenciam o problema estudado
Fatores
Fatores Fatores
Fatores Fatores
Fatores
Causas

Pode-se também agrupar por famílias: 6M´s
• Método: método utilizado para executar um trabalho ou procedimento
• Matéria –prima: toda matéria –prima utilizada
• Mão-de-obra: pressa, imprudência, falta de qualificação, falta de comprometimento...
• Máquina: falta de manutenção, operação irregular, vazamentos, operação inadequada
• Medidas: quaisquer medidas relativas a líquidos, sólidos e/ou gases
• Meio-ambiente: relacionado a luminosidade, poluição, falta de conforto, falta de espaço

EXEMPLO COM DESMEMBRAMENTO DAS CAUSAS EM SECUNDÁRIAS E TERCIÁRIAS


Qualidade na Indústria da Madeira
Técnicas dos Porquês até a solução (as soluções)
CAUSA Por Quê? Por Quê? Por Quê? Por Quê? Por Quê?
Serraria
parou
Afiador
ausente
Picador
entupido
Pulou
afiação
Facas
des-
gastadas
Esteira
resíduos
parou
máquina
parou
Não tem
madeira Sem
empilhadeira
Outro
serviço


EXEMPLOS
Diagrama Causa-Efeito





Qualidade na Indústria da Madeira
► What : O que ?
Plano de ação 5W + 2H
► Why : Por que ?
► How : Como ?
► Where : Onde ?
► Who: Quem ?
► When : Quando ?
► How much : Quanto custo ?

ANALISE DE
PROBLEMAS
PLANO DE AÇÃO
O que aconteceu? O que será feito?
Quem era o responsável? Quem será o
responsável?
Por que aconteceu? Por que será feito?
Onde aconteceu? Onde será feito?
Quando aconteceu? Quando será feito?
Como aconteceu? Como será feito?
Quanto custou? Quanto custará?

PLANO DE AÇÃO
Título da Melhoria
Status: 1 - Concluída
2 - Em andamento 3 - Atrasada
O que Por quê Como Onde Quem Quando
Quanto R$
S início fim
1
2
3
Qualidade na Indústria Madeireira
Fazer
um
curso
Transmitir
conheci-
mento
Power
Point
Na
sala Ghislaine 300,00
Saída
automática
para correia
de retorno
Evitar
esforços
repetitivos
exagerados
Aciona-mento
com
pedal
Entre
destopa-deira
e a
correia
Eletricista
Artur 1 085,27
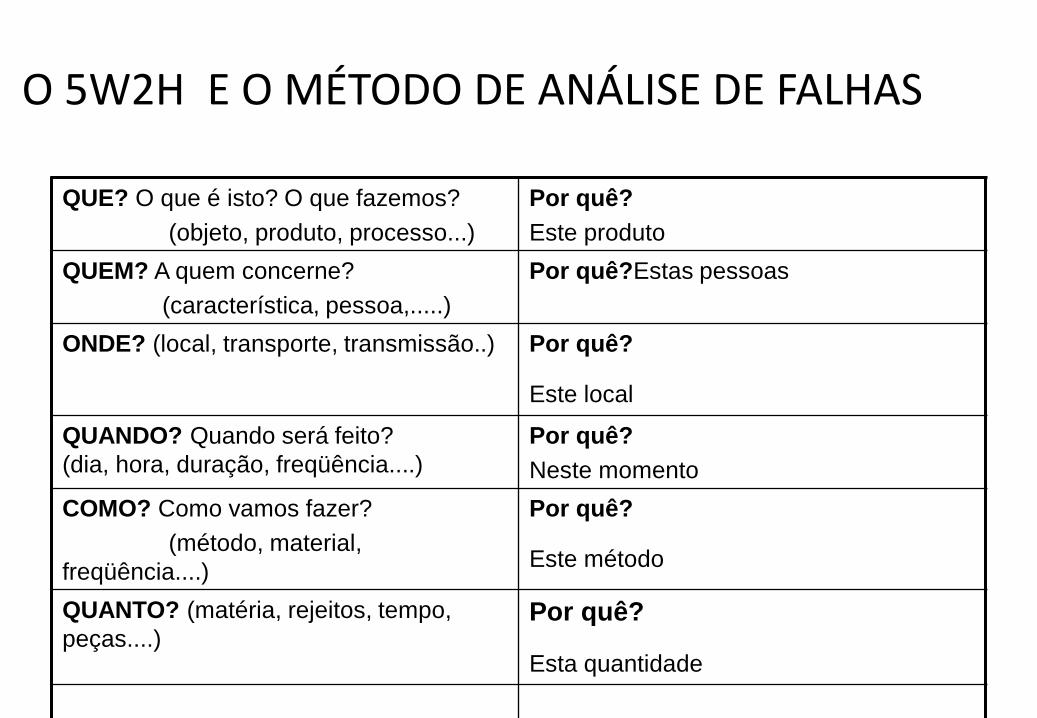
QUE? O que é isto? O que fazemos?
(objeto, produto, processo...)
Por quê?
Este produto
QUEM? A quem concerne?
(característica, pessoa,.....)
Por quê?Estas pessoas
ONDE? (local, transporte, transmissão..) Por quê?
Este local QUANDO? Quando será feito?
(dia, hora, duração, freqüência....)
Por quê?
Neste momento
COMO? Como vamos fazer?
(método, material,
freqüência....)
Por quê?
Este método
QUANTO? (matéria, rejeitos, tempo,
peças....) Por quê?
Esta quantidade
O 5W2H E O MÉTODO DE ANÁLISE DE FALHAS

Qualidade na Indústria da Madeira
Com 1 MILHÃO de soluções para implantar
Plano de ação
Classificar dar prioridade
► por tempo de realização (demora)
► por custo (barato/caro)
► por GUT

Qualidade na Indústria da Madeira
► Gravidade (prejuízo)
Definir Prioridade GUT
► Urgência
► Tendência
P = G x U x T
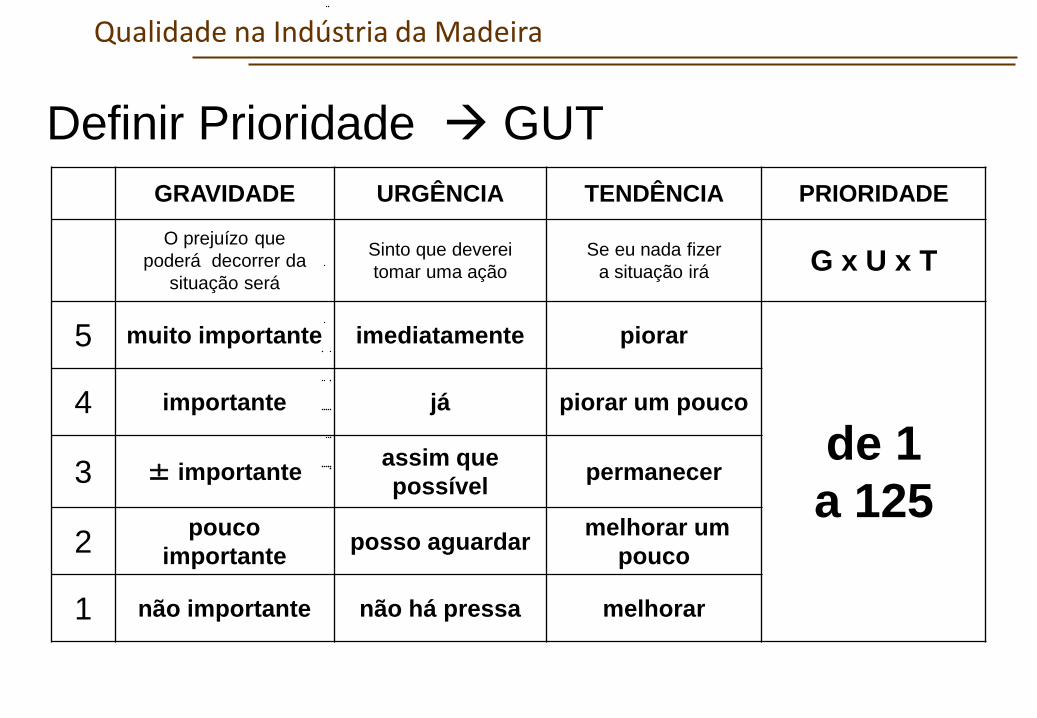
Qualidade na Indústria da Madeira
GRAVIDADE URGÊNCIA TENDÊNCIA PRIORIDADE
O prejuízo que
poderá decorrer da
situação será
Sinto que deverei
tomar uma ação
Se eu nada fizer
a situação irá G x U x T
5 muito importante imediatamente piorar
de 1
a 125
4 importante já piorar um pouco
3 ± importante assim que
possível permanecer
2 pouco
importante posso aguardar
melhorar um
pouco
1 não importante não há pressa melhorar
Definir Prioridade GUT

► Avalia o Rendimento de um equipamento
ou de uma linha de produção
por Classificação e Quantificação
dos tempos improdutivos
OEE Overall Equipment Efficiency

OEE responde
• 1. Com que frequência meus equipamentos ficam disponíveis para operar?
• 2. O quão rápido estou produzindo?
• 3. Quantos produtos foram produzidos que não geraram recursos?

OEE Overall Equipment Efficiency
OEE = Disponibilidade
x Desempenho
x Qualidade

OEE
Disponibilidade
• Mostra o que afeta a disponibilidade das máquinas
Desempenho
• Relação entre a velocidade atual e a velocidade esperada das máquinas
Qualidade
• % de peças produzidas dentro da expectativa da qualidade

Qualidade na Indústria da Madeira
OEE Disponibilidade (paradas)
1. Quebra (mecânica & elétrica)
2. Manutenção Programada (preventiva e preditiva)
3. Regulagem (Troca de modelo, Ajuste, Set-up, etc)
4. Utilidades (Falta de ar, água, luz, exaustor, etc...)
5. Organização (Fluxo interrompido : Falta de material
(madeira, cola, etc..., saída entupida, etc...)
6. Administração (troca de turno, reunião, falta pessoal)
7. Limpeza (programada ou não)
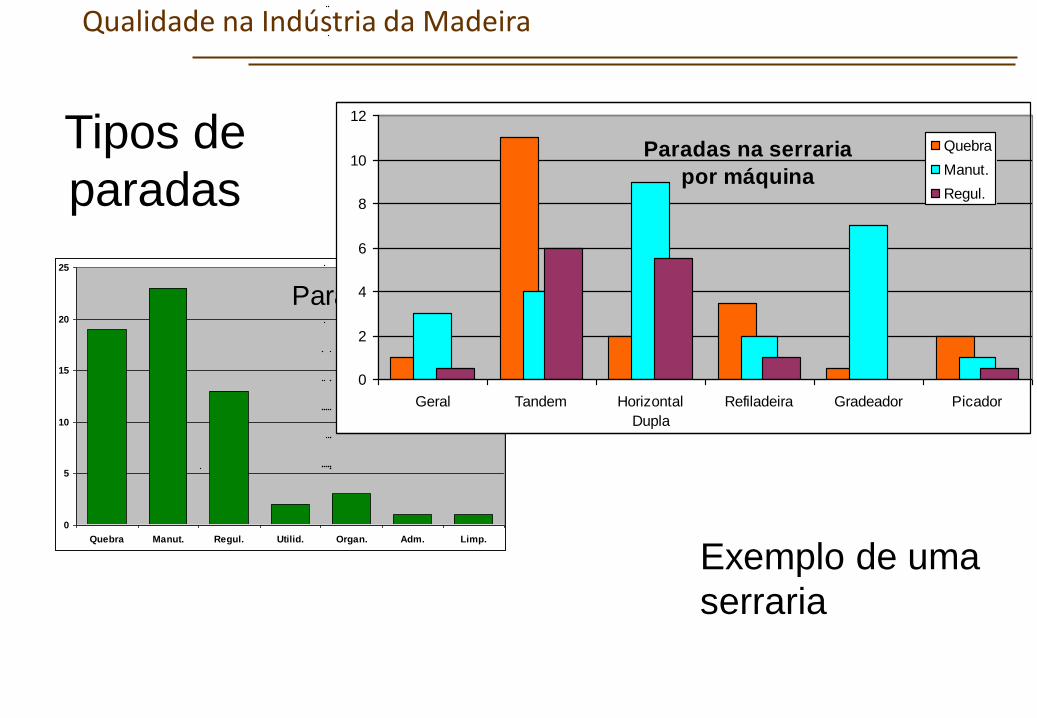
Qualidade na Indústria da Madeira
Paradas (em min)
0
5
10
15
20
25
Quebra Manut. Regul. Utilid. Organ. Adm. Limp.
0
2
4
6
8
10
12
Geral Tandem Horizontal
Dupla
Refiladeira Gradeador Picador
Quebra
Manut.
Regul.
Paradas na serraria
por máquina
Tipos de
paradas
Exemplo de uma
serraria

Qualidade na Indústria da Madeira
OEE Disponibilidade (calculo)
► Tempo disponível : 8h48 por dia, ou seja 8,8 h
► Disponibilidade = 7,13 / 8,8 = 0,81
► Soma das paradas : 1,67 h
► Tempo real de produção : 7,13 h

Qualidade na Indústria da Madeira
OEE Desempenho (calculo)
Velocidade reduzida
e/ou pequenas paradas
► Moldureira 45 m/min, após 8h : 21 600 m (21,6 km) ► Esquadrejadeira 8 peças/min, após 7,13 h :
480 peças/h durante 7,13 = 3422,4 peças
Mas realizou 3538 peças
Desempenho = 3538 / 3422,4 = 1,03

Qualidade na Indústria da Madeira
OEE Qualidade (calculo)
Produzir somente peças conforme
Qualidade = 1
► Na esquadrejadeira realizou-se 3538 peças
mas produziu 237 peças com defeitos
Número de peças conforme = 3538 - 237 = 3301
Qualidade = 3301 / 3538 = 0,93

Qualidade na Indústria da Madeira
OEE
► OEE da esquadrejadeira
OEE = 0,81 x 1.03 x 0,93 = 0,776
Ou seja 77,6 %
ESTA É A EFICIÊNCIA DO EQUIPAMENTO
= Disponibilidade
x Desempenho
x Qualidade

OEE NAS ORGANIZAÇÕES
Média de OEE das
empresas do mundo =
60%
OEE das empresas de maior OEE no mundo= 85%
Portanto, a possibilidade de ganho de
eficiência é em média de 40%

FLUXOGRAMA DO PROCESSO
• Antes de tentar resolver um problema, defina-o
• Antes de tentar controlar um processo, entenda-o
• Antes de tentar controlar tudo, identifique o que é mais importante
• Comece pela representação gráfica do processo

Fluxograma : considerações
• Identificação das entradas e de seus fornecedores
• Definições dos padrões de entrada
• Identificação das operações executadas no âmbito de cada orgão ou pessoa envolvida
• Identificação das saídas e de seus clientes
• Definição dos padrões de saída

FLUXOGRAMA

FLUXOGRAMA: EXEMPLO

FLUXOGRAMA : EXEMPLO