Embed Size (px)
DESCRIPTION
Aula 6 - Pontes
Citation preview

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
133
O Traçado dos Cabos de Protensão
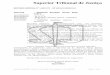
A seguir, apresentam-se nas Figuras 5.42 e 5.43 traçados típicos de cabos de pontes em balanços sucessivos. A Figura 5.42 apresenta o traçado dos cabos de protensão de uma ponte executada em duplo balanço sucessivo.
CABOS C201 a C209
C501 C103-C104 C101-C102 C105-C106C103-C104C101-C102
C207 C206 C205 C204 C203C201-C202
C11C9
C10
C209
C7C501
C8
C208
C5
C6C3
C4C1
C2
C308 C309
C9C12
C11
C10
C401C7C8
C5
C6
C305 C307C306C304
C4
C3C1
C2
C301-C302C303
475 475 460 460 460 460 460 545 90115
11590
545 460 460460 460 460 150S18S16S15 S17S14S12 S13
S10S11
S8S7 S9S4 S6S5S3S2S1SBSA
C12
C105-C106
Figura 5.42 - Traçado típico dos cabos em ponte executada em duplo balanço sucessivo
A Figura 5.43 apresenta o traçado dos cabos de protensão de uma ponte executada em balanços sucessivos apenas no vão central.
C101C102
C103 C105 C107 C109 C111 C113C104 C106 C108 C110 C112 C114
C19 C20 C21C3C2C1
C6C5
C4
C9C7
C8
C12
C10
C13
C11
C15C14
C17C16
C211 C19C18
C21C20
C101-C102 C103-C104 C105-C106 C107-C108 C109-C110 C111-C112 C113-C114
C203-C204C201
C205-C206 C207 C208 C209-C210
300 10040 300 300 300 300 300300 300 300 300 400 400 400450 400 4004004004002S0 1S S S3 S4 S5 6S 7S 8S 9S 10S S11 12S 13S 14S 15S 16S 17S 18S 19S 20S
Figura 5.43 - Traçado típico dos cabos em ponte executada com vãos laterais
Na Figura 5.44, observa-se o detalhe do traçado dos cabos em viga de altura variável, onde se procura padronizar a distância da ancoragem dos cabos ao fundo da viga.
n + 1
L L L
n -1 n
N-1
α α α
N
ddd
N+1
d' d' d'
α n - 1>αn>α n + 1
Figura 5.44 - Detalhe do traçado dos cabos em viga de altura variável
Na Figura 5.45, observa-se o detalhe do traçado dos cabos em viga de altura constante, onde se procura padronizar a distância da ancoragem dos cabos ao fundo da viga e o ângulo de entrada destes nas aduelas.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
134
Cabos Negativos
L LL L
d'
ααα
Cabos de Continuidade
d
Figura 5.45 - Detalhe do traçado dos cabos em viga de altura constante
Em seção transversal, os cabos de protensão se distribuem conforme o detalhe indicado na Figura 5.46.
102105
431 2
9101103 5
121110
6 7 8
104106
1515
2015
1515
2015
15
1015
1515
Figura 5.46 - Distribuição dos cabos em seção transversal
A técnica de construção de pontes por balanços sucessivos com aduelas moldadas no local é ainda hoje a mais aplicada em função do menor custo e sofisticação do canteiro de obras. Embora reúna aspectos mais artesanais que as construções onde se adotam aduelas pré-moldadas, é através desta técnica, que se executam as pontes com os maiores vãos livres dentro da modalidade dos balanços sucessivos. Como já se viu, o processo exige a concretagem no local dos arranques e das aduelas. Assim, são necessários escoramentos especialmente projetados, principalmente os correspondentes às aduelas. O método permite a ligação das aduelas através das armaduras passivas das lajes e vigas, apresentando assim uma vantagem em relação a construções com aduelas pré-moldadas. Com relação a este aspecto, é importante ressaltar que até a segunda

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
135
metade da década de 1970, buscando-se a simplicidade construtiva, não era corrente a costura das aduelas através de armaduras passivas. Observações em obras deste período não demonstraram deficiências das mesmas em função da supressão destas armaduras de costura.
O processo é mais moroso, pois exige que o concreto atinja uma resistência mínima para a aplicação da protensão dos cabos. Este problema tem sido contornado através de um dos dois expedientes seguintes:
a) Adoção de forte armadura de fretagem na região das ancoragens dos cabos aliada a concretos dosados para alta resistência inicial;
b) Adoção de blocos pré-moldados com ancoragens embutidas para distribuição das tensões de protensão.
Tomada uma destas duas providências, pode-se aplicar a protensão 2 ou 3 dias após o término da concretagem da aduela. A adoção de blocos pré-moldados de concreto reduz o nível de tensão compressiva na região da ancoragem, para aproximadamente a metade. A Figura 5.47 ilustra a fôrma de um bloco pré-moldado típico.
BLOCO DE ANCORAGEMPRÉ- MOLDADO
PLACA DE ANCORAGEMMETÁLICA
ARMADURA DE FRETAGEM
Figura 5.47 - Bloco de ancoragem pré-moldado
Além dos cabos que se ancoram na parte frontal da viga, nas diversas aduelas, adotam-se também cabos de menor potência, que se ancoram na parte frontal das lajes. Como neste caso não existe espaço físico para instalação de blocos pré-moldados de concreto, a solução corrente é a fretagem adequada da região de entrada da força de protensão. Um detalhe interessante e eficaz para o reforço desta região é apresentado na Figura 5.48. Como se pode observar, as barras (∅ = 12,5 mm) soldadas à placa de ancoragem do cabo transferem parte da força de protensão por aderência entre aço e concreto, reduzindo, assim, as tensões de contato e, portanto, evitando o fendilhamento da região.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
136
PONTO DE SOLDA
4 Ø=12,5mm
FRETAGENS
PLACA DE ANCORAGEMMETÁLICA
Figura 5.48 - Fretagem na introdução de cabos na laje superior
Informações Adicionais Referentes ao Método:
• Uma das vantagens da execução das aduelas no local é a possibilidade de se adotar armaduras de aço passivo atravessando a junta entre aduelas;
• O comprimento das aduelas deve ser constante, pois facilita a fôrma, e é determinado em função da capacidade portante da treliça de escoramento. O peso da primeira aduela deve ser de no máximo 1000 kN;
• O tempo de execução de cada aduela varia entre 5 e 10 dias;
• Os cabos de protensão são colocados por enfiação posterior;
• É sempre interessante a previsão no projeto de bainhas extras que serão utilizadas para enfiação de cabos adicionais, caso os resultados da protensão não sejam satisfatórios (v. Figura 5.49).
BAINHAS - EXTRAS
Figura 5.49 - Previsão de bainhas extras

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
137
As Figuras 5.50 e 5.51 ilustram obras executadas em balanços sucessivos com aduelas moldadas no local.
Figura 5.50 - Ponte ferroviária s/o canal dos Mosquitos Ferrovia Norte-Sul - projeto do autor
Figura 5.51 - Ponte sobre o rio Paraíba do Sul, em Paraíba do Sul - projeto do autor
5.4.2 Balanços Sucessivos com Aduelas Pré-Moldadas
Histórico e Evolução do Método
O processo de execução de superestruturas de pontes pelo método dos balanços sucessivos, utilizando aduelas pré-moldadas, consiste em se executar um segmento do tabuleiro, chamado de aduela, em canteiro de pré-moldagem, transportar, montar e ligar umas às outras através de protensão e cola à base de epóxi. O campo de aplicação do processo abrange as pontes com vãos compreendidos entre 30 m e 80 m, porém a faixa

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
138
de vãos que proporciona maior economia situa-se entre 40 m e 50 m, onde não são exigidos equipamentos especiais para montagem das aduelas.
O sucesso do método está intrinsecamente ligado à perfeita acoplagem das aduelas pré-fabricadas; inicialmente, esta acoplagem era obtida prevendo-se uma pequena junta entre os segmentos, que era preenchida com argamassa ou “grout”. Obviamente, esta técnica foi logo abandonada, por exigir um tempo maior para a aplicação da protensão de ligação das aduelas, pois a argamassa ou o grout necessitavam de algumas horas para que suas resistências fossem compatíveis com as tensões provenientes da protensão dos cabos. Outros inconvenientes eram o tempo de mobilização do equipamento de lançamento e o risco de se manter por várias horas a aduela sustentada apenas por este equipamento. Para superar estes inconvenientes, desenvolveu-se a técnica de ligação entre aduelas através da colagem com epóxi.
A primeira ponte a utilizar este método construtivo é a Choisy-le-Roi que transpõe o rio Sena e se insere na rodovia que liga Paris ao aeroporto de Orly na França. Esta obra, constituída por viga contínua, com vãos extremos de 37,50 m e vão central de 55 m, tem sua execução iniciada em 1962 e finalizada em 1964 [PODOLNY, MULLER]. A ela se seguem diversas outras, sendo a mais importante a de Oleron, também na França, com seus 2862 m de comprimento, executada no período 1964 - 1966. Este método construtivo só chega à América do Norte em 1967 com a construção da Ponte sobre o rio Liver em Quebec no Canadá [PODOLNY, MULLER].
Menos de dez anos após o início da técnica, o Brasil já projeta e executa a obra que se torna a maior e mais importante ponte na modalidade. Trata-se da Ponte Presidente Costa e Silva ligando as cidades do Rio de Janeiro e Niterói. Esta obra, por todo aporte de novas técnicas de projeto e execução que proporciona, gera grande impulso à engenharia estrutural brasileira. A ponte que possui comprimento total de 13290 m, incluídos os acessos em terra, contempla aproximadamente 8000 m de estrutura sobre a Baia da Guanabara, composta por vãos de 80 m executados em aduelas pré-moldadas. A literatura especializada nacional e internacional detalha com minúcia os pormenores do projeto e da execução desta importante ponte.
A execução das aduelas através da pré-moldagem é uma evolução natural da técnica dos balanços sucessivos e proporciona as seguintes vantagens em relação a moldagem das aduelas no local:
• A fabricação das aduelas se dá simultaneamente à execução das fundações e dos pilares da obra, o que resulta em menor tempo de execução;
• A aplicação da protensão pode ser feita logo após a fixação provisória da aduela, pois o concreto já possui idade suficiente para proporcionar a resistência requerida pelas tensões geradas pela introdução da protensão;
• Os efeitos de retração e fluência do concreto são minimizados em função de sua maturidade, resultando menores flechas e menor migração de tensões por efeito de modificações do sistema estrutural após as continuidades;
• Melhor controle de qualidade de execução resultante da pré-fabricação.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
139
O sucesso da técnica está diretamente associado a perfeita acoplagem das aduelas. Para garantia deste perfeito acoplamento, cada aduela é moldada contra a anteriormente produzida, que serve de fôrma. Além disso, as aduelas são providas de dentes na parte frontal das almas das vigas que têm a função de transmissão do esforço cortante na fase de fixação provisória através de brelagem. Nas primeiras gerações de aduelas pré-moldadas, a transmissão do esforço cortante era feita por um único dente de grande dimensão. Atualmente, a boa técnica recomenda a utilização de múltiplos dentes de pequena dimensão, distribuídos continuamente em praticamente toda a altura da parte frontal das almas das vigas [MATHIVAT, J.]. A fôrma destas aduelas prevê ainda saliências e reentrâncias que encaixam nas lajes superior e inferior, com a finalidade de garantir a perfeita acoplagem das mesmas. A cola cumpre, no processo, as seguintes finalidades:
• Lubrificação das superfícies para facilitar o acoplamento das mesmas;
• Uniformização das superfícies para regularizar tensões, evitando, assim, concentrações que levariam a rupturas localizadas;
• Impermeabilização completa da junta evitando infiltração de água;
• Transmissão das tensões cisalhantes.
Mais recentemente, foram executadas algumas obras com ligações entre aduelas utilizando junta seca e protensão externa, sem uso de adesivo a base de epóxi. Em algumas delas, já se percebeu deficiências importantes na impermeabilização destas juntas, acarretando infiltração de água, o que certamente comprometerá a durabilidade destas obras.
As fôrmas das aduelas devem ser simples e o mais possivelmente padronizadas, evitando alargamentos de espessura de vigas e de lajes. Variações na altura das vigas são muitas vezes inevitáveis, principalmente nos vãos acima de 60 m ou quando existem limitações do gabarito vertical inferior.
A Figura 5.52 mostra os detalhes da fôrma de uma aduela pré-moldadada do Viaduto de Bangú na cidade do Rio de Janeiro.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
140
BB
A
A BRELAGEM
1040
3030240 500 240
F Ô R M A D A A D U E L A
C O R T E A - A
DETALHES DAS CAIXAS
B
BRELAGEM
CABO POSITIVO
BRELAGEM
C O R T E B - B
Figura 5.52 - Fôrma da aduela pré-fabricada do Viaduto de Bangú Rio de Janeiro - projeto do autor
O projeto de obras com utilização de aduelas pré-moldadas exige a garantia de protensão completa nas interfaces das aduelas impedindo o surgimento de tensões trativas na cola epóxi.
Processos de Produção de Aduelas
São dois os sistemas de produção das aduelas pré-moldadas: um primeiro sistema denominado SHORT-LINE e um segundo sistema denominado LONG-LINE [PODOLNY, MULLER].
a) O sistema SHORT-LINE
No sistema SHORT-LINE fabrica-se uma única fôrma de aduela, sempre metálica, para a execução de todas as aduelas. Esta fôrma é bastante sofisticada e cara, pois deve contemplar todas as diferentes características geométricas das aduelas, bem como as conformações em planta e perfil do projeto geométrico da ponte ou viaduto. Para garantir a perfeita acoplagem das superfícies, cada aduela é moldada contra a anteriormente executada. Este sistema de pré-moldagem de aduelas só é recomendado para obras de grande extensão, devido ao elevado custo de implantação do canteiro de fabricação das aduelas.
Pode-se citar como estruturas típicas deste tipo de construção o Viaduto de Oléron na França e a Ponte Rio - Niterói no Brasil. A Figura 5.53 ilustra a fabricação das aduelas pelo sistema SHORT-LINE.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
141
1
FUNDO DA FÔRMA
2 12
MOLDE
CONTRA-MOLDE
ESTOQUEPRONTA PARA
Figura 5.53 - Fabricação das aduelas no sistema SHORT-LINE
A Figura 5.54 ilustra o lançamento das aduelas pré-moldadas da Ponte Rio –Niterói, através de treliças metálicas estaiadas.
Figura 5.54 - Lançamento de aduela da Ponte Rio - Niterói
b) O sistema LONG-LINE
No sistema LONG-LINE fabrica-se a fôrma para todo um vão, e no caso de pontes de vários vãos esta fôrma é reaproveitada várias vezes. Neste caso, para obras curtas e com poucos vãos, a fôrma pode ser de chapas de madeira compensada plastificado ou revestido com fórmica. Monta-se toda a fôrma e armação deste trecho sobre um escoramento tubular metálico ou, no caso de obras em nível, sobre uma pista de concreto que serve de fôrma de fundo. Este canteiro de fabricação deve se localizar próximo à obra para reduzir as distâncias de transporte das aduelas para a posição definitiva no vão. A seguir, concretam-se as aduelas de forma alternada, ou seja, uma sim e outra não. Este procedimento é fundamental no método para a garantia de perfeita acoplagem futura das aduelas. Cada aduela concretada na etapa anterior serve de contra-molde para a aduela concretada na etapa seguinte.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
142
As principais vantagens do sistema LONG-LINE em relação ao sistema SHORT-LINE são a maior simplicidade de materialização de fôrmas complexas em planta e perfil, e perfeita garantia na acoplagem e alinhamento dos cabos de protensão. Nos casos onde além da complexidade geométrica a altura das vigas é variável, a vantagem é ainda mais nítida. Normalmente, as aduelas de apoio são fabricadas em berço próprio e transportadas e posicionadas no centro do berço de fabricação das demais aduelas.
Todas as obras executadas com aduelas pré-moldadas no Brasil, excetuando-se a Ponte Rio - Niterói, utilizaram o sistema LONG-LINE. Isto se deve principalmente aos seguintes fatores:
• Maior simplicidade do canteiro de obras;
• Menor custo;
• Aplicabilidade em obras de menor porte.
A Figura 5.55 ilustra o esquema de produção de aduelas pré-moldadas pelo sistema LONG-LINE, onde o pilar está representado pela a letra P.
8 7 6 5 4 3 2 1 P 87654321 P
BERÇO PARA FABRICAÇÃO DE ADUELAS
8 P7 6 5 4 3 2 1 21 3 4 5 6 7 8
8 P67 45 23 1 21 3 54 76 8
BERÇO PARA FABRICAÇÃO DE ADUELAS
BERÇO PARA FABRICAÇÃO DE ADUELAS
BERÇO PARA FABRICAÇÃODAS ADUELAS DE APOIO
POSICIONAMENTO DA ADUELA DE APOIO
CONCRETAGEM DAS ADUELAS PARES
CONCRETAGEM DAS ADUELAS ÍMPARES
Figura 5.55 - Esquema de moldagem de aduelas pelo sistema LONG-LINE
Na Figura 5.56, observa-se a fabricação de aduelas pelo sistema LOG-LINE. Neste caso, embora a geometria da obra fosse complexa, adotou-se fôrmas de chapas de madeira compensada, o que contribuiu para a economia da construção.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
143
A Figura 5.56 detalha uma aduela já concretada, do já citado Viaduto de Bangú, onde se pode observar as reentrâncias (chaves) de acoplamento das aduelas, bem como os dutos das bainhas para alojamento dos cabos de protensão.
Figura 5.56 - Vista geral da fabricação das aduelas
Figura 5.57 - Detalhe de uma aduela já concretada

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
144
Atualmente, o sistema LONG-LINE tem sido largamente empregado para fabricação de aduelas em função da sua maior produtividade, menor custo e maior simplicidade executiva.
Montagem das Aduelas Pré-moldadas
As aduelas pré-modadas podem ser montadas pelas mesmas treliças metálicas lançadeiras tipo SICET ou tipo ASPEN, utilizadas para lançamentos de vigas pré-moldadas, através de guindastes ou por meio de balças. A Figura 5.58 detalha a montagem das aduelas com auxílio de treliça ASPEN.
P1
P1 1 2 3 41234 P24 3 2 321 1
P2 P3
P3
GIRO DE 90 GRAUS
ADUELA 4
Figura 5.58 - Montagem de aduela com auxílio de treliça ASPEN
A Figura 5.59 mostra o lançamento da aduela de apoio da Ponte sobre o Rio Grande, em Minas Gerais, através de treliça tipo ASPEN.
Figura 5.59 - Lançamento da aduela de apoio da Ponte s/o Rio Grande/MG projeto do engenheiro Bruno Contarini
Em viadutos urbanos com greide com até 8 m, podem ser empregados guindastes para montagem das aduelas. A Figura 5.60 ilustra este tipo de montagem.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
145
PGRUA
Figura 5.60 - Montagem de aduela com auxílio de guindaste
Em obras longas sobre o mar, pode-se transportar as aduelas sobre balsas até o local onde serão aplicadas e, por meio de cabos de aço, içá-las até as suas posições definitivas, conforme ilustra a Figura 5.61.
Figura 5.61 - Montagem de aduela com auxílio de balça
Em certas situações especiais, como a que ocorreu no Viaduto de Bangú na cidade do Rio de Janeiro, onde no passado seria impensável a utilização de aduelas pré-moldadas, por ser uma obra de pequeno porte, o êxito foi alcançado empregando-se estruturas de lançamento especialmente projetadas. Pode-se dizer que nesta obra foi quebrado o paradigma que o processo construtivo por balanços sucessivos, utilizando aduelas pré-moldadas, só se viabilizava economicamente em obras de grande extensão. Na Figura 5.62, pode-se observar os detalhes da estrutura metálica empregada no lançamento das aduelas do Viaduto de Bangú, que ficou conhecida na obra como carro girafa. Maiores detalhes podem ser obtidos no artigo do autor “Processos Construtivos de Pontes e Viadutos Pré-Moldados no Brasil”(ALMEIDA, 2002). PORTO, PORTUGAL.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
146
Figura 5.62 - Montagem da aduela de ajuste
A Figura 5.63 ilustra a montagem de uma aduela intermediária pesando 300 kN.
Figura 5.63 - Montagem da aduela intermediária

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
147
Fixação Provisória e Protensão Definitiva das Aduelas
Após o seu posicionamento, afasta-se a aduela cerca de 50 cm da extremidade da última aduela já protendida e aplica-se a cola epóxi em toda a superfície de contato – nas duas superfícies das vigas e lajes. Esta aplicação pode ser feita através de espátula, desempenadeira ou mesmo manualmente utilizando-se luvas de PVC, numa espessura de aproximadamente 1 mm. Após endurecida, a cola epóxi mantém as suas características mecânicas até temperaturas próximas de 65º C.
Antes da aplicação da cola, devem ser verificadas as propriedades da resina que se está utilizando, como:
• Pot life – Tempo em que 200 gramas da mistura de cola e endurecedor a 25º C podem ficar no recipiente onde foram misturados antes de endurecer. Este tempo é de aproximadamente 45 minutos.
• Open time – Tempo máximo decorrido desde a mistura dos elementos da cola até a aplicação e a brelagem da aduela. Este tempo é em média de 65 minutos.
Além disso, devem ser realizados ensaios, como:
• Ensaios em prismas de concreto colados com a resina em várias temperaturas para determinação da resistência ao cisalhamento.
• Ensaios para medir as resistências à compressão e os módulos de elasticidade a diversas temperaturas (entre 25o C e 65o C) entre o endurecimento e a idade de 7 dias.
A cola epóxi é obtida pela mistura da resina e do endurecedor que são fornecidos em latas ou baldes. Estes componentes deverão ser misturados intensamente até se obter uma cor uniforme.
Durante a aplicação da cola, deve-se evitar a penetração da mesma nas bainhas dos cabos de protensão. O ideal é a utilização de tampões de isopor ou mesmo de madeira nas bocas das bainhas. Em nenhuma hipótese, deve-se ultrapassar o Open time da cola. Caso, por algum infortúnio, isto ocorra, toda a cola deve ser retirada com auxílio de espátula e maçarico.
Em seguida, aplica-se uma protensão provisória chamada de brelagem, cuja finalidade é a fixação da aduela para liberação do equipamento de lançamento, e a produção de uma tensão normal de aproximadamente 0,2 MPa, durante o processo de endurecimento na cola. Esta protensão é dada por meio de barras do tipo Dywidag que se ancoram em ressaltos de concreto no caixão.
Após a brelagem, inicia-se a enfiação dos cabos correspondentes à aduela para posterior protensão dos mesmos. Passa-se a seguir, a montagem de uma nova aduela, repetindo-se os procedimentos anteriores, até a completa execução do trecho pré-moldado do balanço.
A Figura 5.64 ilustra a aplicação da cola epóxi por meio de luvas, enquanto na Figura 5.65

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
148
pode-se observar a aplicação da protensão das barras Dywydag de brelagem das aduelas.
Figura 5.64 - Aplicação da cola epóxi
Figura 5.65 - Aplicação da protensão de brelagem

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
149
5.5 Superestrutura Executada por Empurramentos Sucessivos
a) Superestrutura de concreto protendido
O método construtivo de pontes ou viadutos por empurramentos sucessivos (Taktschiebeverfahren) foi desenvolvido pelos engenheiros alemães Leonhardt e Andarae para a execução da Ponte sobre rio Caroni na Venezuela, em 1961. Segundo o professor Sérgio Marques de Souza, em seu artigo, “Pontes em Concreto Protendido Executadas por Empurramentos Sucessivos”, até 1983 já tinham sido executadas mais de cem pontes ou viadutos por este método construtivo em todo o mundo.
O método consiste em executar a superestrutura por segmentos, nas cabeceiras da ponte, e deslocá-la gradativamente, com auxílio de macacos hidráulicos e apoios provisórios, providos de teflon, para sua posição definitiva sobre os pilares. O teflon é uma resina de tetrafluoretileno, cuja propriedade principal é possuir o menor coeficiente de atrito dentre os materiais conhecidos.
As principais vantagens que o método oferece são:
• Eliminação do escoramento;
• Redução de fôrmas;
• Redução de mão-de-obra;
• Redução dos prazos de execução;
• Possibilidade de concretagem em dias de chuva, quando o canteiro de fabricação é protegido;
• Industrialização das atividades construtivas.
O método deve ser utilizado quando se fazem presentes os seguintes condicionantes técnicos:
• Obra com greide elevado (pilares altos);
• Travessia de rios profundos;
• Obras de grande extensão;
• Vãos de até 50 m (para evitar a execução de pilares provisórios);
• Topografia favorável que possibilite a implantação dos encontros no terreno natural e não sobre aterros passíveis de recalcar.
Na Figura 5.66, pode-se observar as etapas de construção do processo de empurramentos sucessivos. A Figura 5.67 apresenta uma ponte sendo construída por este método.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
150
2 1
MACACO
ENCONTRO
APOIO EM TEFLON
ENCONTRO
ETAPA 1
PILARES
4 3
MACACO
ENCONTRO
APOIO EM TEFLON
ENCONTRO
ETAPA 3
PILARES
2 1
8
MACACO
ENCONTRO
APOIO EM TEFLON
ENCONTRO
ETAPA 6
PILARES
7 6 5 4 3 2 1
Figura 5.66 - Etapas construtivas do processo
Figura 5.67 - Execução de ponte por empurramentos sucessivos
Como se pode observar na Figura 5.74, o método impõe grandes balanços ao tabuleiro durante as etapas construtivas, o que pode levar ao superdimensionamento do

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
151
mesmo, caso nenhuma medida seja tomada para minimizar as solicitações impostas pelas etapas de construção. Neste sentido, acopla-se à extremidade do primeiro segmento executado, um bico metálico com comprimento aproximado de 60% do vão, o que limita, em muito, os momentos negativos de peso próprio gerados nas etapas construtivas.
A situação ideal de modulação dos vãos é adotar-se vãos intermediários iguais e os vãos extremos com comprimento de 75% do comprimento dos vãos intermediários. Este procedimento, aliado à execução de segmentos com metade do comprimento dos vãos intermediários, assegura que as emendas dos diversos segmentos coincida com os quartos dos vãos, onde as solicitações internas são reduzidas. A Figura 5.68 ilustra este procedimento.
7 56 4 3 2 1
L/2 L/2 L/2 L/2 L/2 L/2L/2
L L 0,75L0,75L
MÓDULOS DE FABRICAÇÃO
VÃOS
BICO METÁLICOCONCRETO
0,40L 0,60LL
Figura 5.68 - Detalhes dos módulos de fabricação e da biqueira metálica
A relação entre comprimento do vão e altura da viga deve ser igual ou maior que 16. Para a simplificação das fôrmas e rendimento do processo, a seção transversal do tabuleiro deve ter dimensões constantes sem existir, portanto, alargamentos de vigas e laje inferior. São sempre recomendadas seções em caixão unicelulares, mesmo para pontes muito largas.
Neste sistema construtivo, a protensão é aplicada em duas etapas. A primeira etapa, que corresponde às protensões das fases executivas, deve ser centrada em função da alternância de solicitações internas de peso próprio estrutural, impostas pelo processo construtivo de empurramento sucessivos. A segunda etapa, composta por cabos com curvaturas, é aplicada após a conclusão do tabuleiro, para complementar a primeira etapa e absorver as solicitações de sobrecarga permanente e carga móvel.
O processo permite a execução do tabuleiro em ciclos de 7 dias para cada segmento. O cálculo estrutural de pontes executadas por este processo construtivo é bem mais trabalhoso que o de pontes com o mesmo sistema estrutural, porém, moldadas

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
152
sobre escoramento direto. O detalhamento do projeto também é bastante mais sofisticado.
Pode-se citar como estruturas típicas executadas por este processo:
• Ponte sobre o rio Caroni, na Venezuela;
• Viaduto de Val Restel na Itália, executa em curva circular com raio de 150 m;
• Passarela sobre a Fepasa na Estação de Presidente Altino, em São Paulo, primeira obra executada pelo processo no Brasil;
• Ponte sobre o rio Jordão, na hidrelétrica de Segredo no Paraná;
• Ponte sobre o rio Pardo, na Rodovia Castelo Branco, em São Paulo.
b) Superestruturas Mistas
As superestruturas mistas de caráter permanente são constituídas por vigas de aço e lajes de concreto. Até a segunda guerra mundial, as lajes destas estruturas cumpriam a única função de vencer os vãos entre vigas. Com a necessidade de reconstruir muitas obras destruídas pela guerra, desenvolveu-se na Europa técnicas de incorporação da laje de concreto às vigas metálicas, através de conectores ou studs, tornando a laje como mesa de compressão das vigas metálicas. Esta técnica, hoje amplamente empregada, conduz a grande economia de aço nas vigas.
Este sistema construtivo é recomendado quando se fazem presentes os seguintes condicionantes:
• Inexistência de brita nas proximidades da obra;
• Obras implantadas em locais de difícil acesso para transporte de peças pesadas;
• Dificuldade de escoramento direto;
• Escassez de mão-de-obra;
• Prazo curto de execução;
• Fábricas de estruturas metálicas próximas ao local da obra.
Como limitação ao emprego deste sistema construtivo nos tempos atuais, tem-se o elevado custo do aço em comparação ao concreto.
As vigas podem ser posicionadas no vão por meio de guindastes, quando o greide é baixo, ou pelo processo dos empurramentos sucessivos, em caso contrário.
Em pontes ou viadutos com número reduzido de vigas, caso de obras ferroviárias com poucos vãos, a utilização da treliça lançadora torna-se muito cara. A alternativa em

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
153
vigas ripadas mostra-se morosa. Portanto, se o prazo de construção é curto, a solução de empurramento utilizando viga mista torna-se viável economicamente.
As Figuras 5.69 e 5.70 ilustram as seções transversais de pontes em vigas mistas, rodoviárias e ferroviárias, respectivamente.
40
105
5
20
290 29014
.5
40
20
5
105
140
1080
1000
290
PRÉ LAJE
PAV. ASFÁLTICO
Figura 5.69 - Seção transversal mista de ponte rodoviária
54.5
100
37
250
15
5.5
23
17.5
258.
9
232.5
8020
60
15
5
5.5
60
585
232.560
Figura 5.70 - Seção transversal mista de ponte ferroviária
As Figuras 5.71, 5.72 e 5.73 mostram a seqüência de empurramento de uma ponte ferroviária em viga mista (viga de aço e laje de concreto). Trata-se da Ponte sobre o rio Jatobá, na Ferrovia Norte-Sul, no Estado de Tocantins.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
154
Durante o lançamento, as vigas são tornadas contínuas através das ligações provisórias executadas por meio de talas de aço soldadas. Após o término do lançamento, estas talas são cortadas por meio de maçaricos para que seja restabelecido o sistema estrutural definitivo, constituído por uma sucessão de vigas simplesmente apoiadas.
Da mesma forma que nas pontes empurradas em concreto, é necessária a instalação de um bico metálico na extremidade das vigas. Eles cumprem não só a função de reduzir as solicitações provenientes dos grandes balanços que surgem durante a operação de empurramento, mas também de proporcionar a passagem por sobre os pilares.
As vigas são sempre lançadas duas a duas, contraventadas pelas transversinas para evitar a flambagem lacera dos flanges superiores e inferiores. A figura 5.82 ilustra o detalhe do bico metálico e do para de vigas contraventadas pelas tranversinas.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
155
3000
0
200
9000
1196
090
0090
00
3000
0
3000
0
3000
030
000
2280
0(1°
LA
NÇ
AMEN
TO)
ELEV
AÇÃO
ELEV
AÇÃO
3000
0
3000
0
3000
0
3000
0
9000
6000
3000
0
1196
090
0090
0090
0060
00
3000
0
1196
0
3000
0
3000
0
3000
0
9000
200
3000
030
000
3000
030
000
3000
0
1196
0
3000
0
3000
0
E1P1
P2P3
E2B1
B2B3
B4
B4B3
B2B1
E1P1
P2P3
E2
ELEV
AÇÃO
E1P2
P1P3
E2
TRA
NS
FER
IR O
APO
IO D
ESLI
ZAN
TE P
ARA
P1.
(TÍP
.)
B1B2
B3B4
3000
0
3000
0
3000
0
160,
080
(TR
=100
AN
OS)
Figura 5.71 - Fases de empurramento da ponte ( 1ª etapa)

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
156
5180
3000
0
3000
030
000
3000
030
000
2800
028
000
2800
028
000
2800
028
000
2800
028
000
3000
030
000
2800
030
000
2800
0
3000
030
000
5415
0(2°
LA
NÇ
AM
ENTO
)
3000
030
000
2800
028
000
160,
080
(TR
=100
AN
OS
)
160,
080
(TR
=100
AN
OS)
160,
080
(TR
=100
AN
OS)
B4B3
ELE
VAÇ
ÃO
B2
B1E
1P1
P2P3
E2
FAS
ES
DE
PR
É-M
ON
TAG
EM
E L
AN
ÇA
MEN
TO
ELE
VAÇ
ÃO
B4B3
B2
B1E
1P2
P1P3
E2
TRA
NS
FER
IR O
AP
OIO
DE
SLI
ZAN
TE P
ARA
P2.
TRA
NS
FER
IR T
IRFO
R E
OLH
AL
PA
RA
P3.
B4
ELE
VAÇ
ÃO
B3B
2B1
E1
P2P1
P3E
2
Figura 5.72 - Fases de empurramento da ponte (2ª etapa)

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
157
1250
672
1250
TOP
O D
O P
ILA
R
R=2
0025
2589
950
7502000
499 94
8
Figura 5.73 - Detalhe do bico metálico
A Figura 5.74 ilustra a fase de montagem das vigas metálicas de uma ponte ferroviária, na fase que precede o empurramento.
Figura 5.74 - Montagem das vigas metálicas antes do empurramento - Ponte sobre o rio Jatobá na Ferrovia Norte-Sul -projeto do autor
5.6 Superestruturas Pré-Fabricadas
A execução de pontes e viadutos utilizando a pré-fabricação tem sido uma tendência atual para obras com vãos de até 30 m. Distingue-se aqui, pré-fabricação de pré-moldagem, pelo fato das peças pré-fabricadas serem produzidas em canteiros com instalações fixas em fábricas, enquanto as peças pré-moldadas serem produzidas em canteiros temporários, montados junto da obra à ser executada. O canteiro de pré-moldagem, embora de caráter provisório, pode apresentar o mesmo grau de sofisticação tecnológica e controle de qualidade encontrado em uma instalação fixa de fábrica. As indústrias de pré-fabricados dedicam, porém, maior atenção as técnicas de transporte de

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
158
suas peças, pois as distâncias percorridas entre a fábrica e a obra pode alcançar mais de 500 km. Este fato norteia o projeto das peças pré-fabricadas, que tem normalmente comprimento máximo de 25 m, o que corresponde ao limite para tráfego nas rodovias, sem a necessidade da presença de batedores que encarecem o transporte.
Quando se pré-fabrica inteiramente o tabuleiro das pontes, as atividades no local da obra se resumem à execução das fundações, pilares e montagem e ligação das peças da superestrutura. Em muitos casos, pré-fabricam-se também pilares e até fundações.
As principais vantagens da pré-fabricação são:
• Instalação reduzida de canteiro de obras;
• Eliminação de escoramentos;
• Economia de fôrmas;
• Redução de mão-de-obra;
• Rapidez de execução;
• Bom acabamento conseguido através de fôrmas metálicas ou de concreto;
• Grande durabilidade em função de adoção de concreto com resistência elevada;
• Rígido controle de qualidade das peças nas fábricas;
• Mão-de-obra altamente especializada e de caráter permanente na fábrica;
• Utilização de protensão aderente nas peças estruturais, o que dispensa as operações de protensão no canteiro e injeção de bainhas;
• Rápida liberação da obra ao tráfego, em função da idade do concreto das peças estruturais.
Neste sistema, o tabuleiro de uma ponte é montado a partir das suas peças estruturais que são pré-fabricadas. Pré-fabrica-se, portanto, vigas, lajes e os guarda-rodas. As vigas são normalmente protendidas através de cordoalhas aderentes, enquanto as lajes e os guarda-rodas são de concreto armado.
As Figuras 5.75 e 5.76 apresentam os desenhos de fôrma de um viaduto executado com superestrutura pré-fabricada.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
159
1050
550
2065
8080 10
10
6520
25101225
275
ELEVAÇÃO
1225275
20
30 30
d=12 d=20d=12
d=20
E2
Figura 5.75 - Elevação de viaduto pré-fabricado
GUARDA-RODAS PRÉ-FABRICADOS
LAJE PRÉ-FABRICADAEM FAIXA
LAJE PRÉ-FABRICADAEM FAIXA
ARMADURA DE LIGAÇÃOLAJE / VIGA
Figura 5.76 - Seção transversal de tabuleiro pré-fabricado
Fabricação das Vigas
A condição primordial para a otimização do processo de pré-fabricação é a padronização de seções transversais de vigas, possibilitando o reaproveitamento das fôrmas e a uniformização das armaduras. No comprimento das vigas é permitida grande flexibilidade, até o vão limite de 30 m. Cada fábrica possui um certo número de seções transversais de vigas que atendem a uma faixa de variação de vão.
As vigas são normalmente executadas em concreto protendido, pelo sistema de pré-tração. Neste sistema, as cordoalhas que constituem a armadura de protensão, são tracionadas antes da concretagem da viga. Após o endurecimento do concreto é feito o corte das cordoalhas, que passam então a transmitir a força de protensão à viga através da aderência entre o concreto e as cordoalhas. O sistema dispensa bainhas, injeção e ancoragens. Uma característica própria do sistema é o traçado retilíneo dos cabos, pois não são possíveis curvaturas. Assim sendo, para que se evite o excesso de protensão nas seções próximas aos apoios, onde os momentos fletores devidos aos carregamentos são muito pequenos, deve-se eliminar a aderência de uma parte das cordoalhas nestas regiões. Isto se consegue com a utilização de tubos plásticos como revestimento das cordoalhas que se deseja fazer o isolamento, eliminando-se então a aderência.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
160
As vigas são fabricadas em pistas com base em concreto e comprimento normalmente superior a 100 m. A filosofia de produção destas indústrias é a de que cada pista possa produzir um vão de ponte rodoviária por semana. Como a seção transversal de uma ponte rodoviária de até 10,80 m de largura, requer cinco vigas para a sua estruturação, deve-se dispor de uma pista com 125 m de comprimento para a execução de cinco vigas de 25 m de comprimento cada. Estas pistas possuem em suas extremidades estruturas de ancoragem normalmente metálicas, onde são fixadas as cordoalhas que serão tracionadas de um extremo ao outro da pista. Lateralmente à pista, são previstos dispositivos de fixação das fôrmas que permitem a abertura e fechamento das mesmas. Esta pista é ainda servida por uma ponte rolante que possibilita o deslocamento e troca das fôrmas, bem como a concretagem e o deslocamento das vigas após a implantação da protensão.
As atividades de construção são organizadas de maneira a se reservar o sábado e o domingo para a cura e o endurecimento do concreto, coincidindo, portanto, com a folga remunerada dos operários. Desta forma, às segundas-feiras são executados os cortes das cordoalhas para implantação da protensão e a movimentação das vigas e fôrmas, para a liberação da pista para o início de um novo ciclo de fabricação. Nos intervalos de terça a quinta-feira executa-se a limpeza das fôrmas e a montagem das armaduras das vigas, ficando as sextas-feiras reservadas para as operações de concretagem.
As armaduras das vigas são cortadas e dobradas em galpão próprio e próximo à pista. A protensão das cordoalhas é feita por meio de macaco hidráulico de mono cordoalha e a ancoragem destas se dá por meio de cunhas metálicas tripartidas e ranhuradas que se fixam em placa de aço pré-furada, presa às estruturas metálicas de ancoragem nas extremidades da pista. O corte das cordoalhas pode ser feito a frio através de serra circular ou com auxílio de maçarico. Embora o primeiro processo seja mais recomendado, o segundo é mais difundido, pois leva a maior produtividade.
Encerrado o ciclo de fabricação, liberam-se as vigas para o embarque em carretas próprias para o transporte ou para área de estoque da fábrica. Para suspensão das vigas são previstas alças de barras de aço CA-25, nas extremidades do talão superior. O concreto das vigas pré-fabricadas deve ter fck ≥ 35 MPa, de forma a não só reduzir as dimensões da peça, e conseqüentemente seu peso, mas também permitir a implantação da protensão (corte das cordoalhas) o mais cedo possível e, assim, liberar a pista para a fabricação de um novo conjunto de vigas.
A Figura 5.86 ilustra uma pista de fabricação de vigas protendidas com cordoalhas aderentes de caráter provisório, visando atender a um conjunto específico de obras. Sua construção foi viabilizada em função do grande número de vigas a serem fabricadas. As instalações não possuíam, portanto, a sofisticação de pistas de uma fábrica.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
161
Figura 5.77 - Vista de pista de fabricação de vigas
Na Figura 5.78, observa-se as instalações da fábrica da PREMAG, localizada em Magé, no Rio de Janeiro.
Figura 5.78 - Vista da fábrica PREMAG de pré-moldados
Fabricação das Lajes
As lajes do tabuleiro são normalmente pré-fabricadas em concreto armado, com largura igual à da ponte e comprimento de aproximadamente 2 m, de forma a limitar o peso e facilitar o transporte e manuseio na montagem. Os painéis de lajes são fabricados

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
162
sobre uma pista própria em concreto armado, com acabamento liso. A ligação entre os diversos painéis de laje é feita no local da obra, após a montagem, por meio de concretagens de faixas de aproximadamente 20 cm. Os painéis de laje apresentam, portanto, armaduras salientes nas faces correspondentes ao sentido longitudinal da ponte, de modo a garantir a armação das faixas de ligação. A ligação dos painéis de laje com as vigas pré-fabricadas é feita através de pequenas concretagens no local. São deixadas aberturas nos painéis de laje com forma de tronco de pirâmide, regularmente espaçadas e coincidentes com as posições dos estribos das vigas que se projetam acima do topo do talão. Os estribos da viga pré-fabricada que promovem a ligação laje/viga são, portanto, concentrados em intervalos regulares coincidentes com as aberturas previamente deixadas nos painéis de laje. É de fundamental importância para a garantia da aderência, que se promova uma completa limpeza seguida de aspersão de água das superfícies das aberturas, antes das concretagens de ligação.
Fabricação dos Guarda-Rodas
Os guarda-rodas são pré-fabricados em seguimentos de aproximadamente 2 m de comprimento e ligados entre si e à laje superior, através de pequenas concretagens locais, ou através de soldas em chapas metálicas, deixadas de espera nos painéis de laje e nos seguimentos de guarda-rodas. Os seguimentos de guarda-rodas devem ter o mesmo comprimento dos painéis de laje, de forma a coincidir com as faixas de concretagem de ligação.
Transporte das Vigas
As vigas são transportadas aos pares em carretas especiais e fazem a ligação do cavalo motor com o eixo traseiro dessas carretas. O transporte aos pares garante maior estabilidade do conjunto. O contraventamento transversal do par de vigas é obrigatório, é realizado cabos de aço associados a perfis metálicos especialmente projetados para este fim. A Figura 5.79 mostra o conjunto transportador em movimento.
Como se pode observar na Figura 5.79 o transporte é autônomo, sem necessidade de batedores, tendo em vista que as vigas possuem comprimento total menor ou igual a 25 m.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
163
Figura 5.79 - Conjunto transportador em movimento
Montagem do Tabuleiro
Os tabuleiros de pontes pré-fabricadas podem ser montados com auxílio de guindastes ou através de equipamentos próprios das fábricas, tais como treliças metálicas suspensas apoiadas nas travessas de coroamento dos pilares. Em alguns casos, toda a movimentação de vigas e lajes é feita com auxílio de tifors e talhas, dispensando inteiramente o uso de energia elétrica, o que se constitui em grande vantagem na montagem de tabuleiros de pontes em zona rural, não servida por redes de energia elétrica.
Para segurança da operação de montagem do tabuleiro, é fundamental que só se montem os painéis de laje após a concretagem das transversinas de apoio. Antes da concretagem destas transversinas, a estabilidade lateral das vigas é assegurada por meio de estroncas de madeira, nas extremidades da viga, inclinadas transversalmente e fixadas nas travessas.
Na Figura 5.80, observa-se a treliça de lançamento de vigas com guindaste, enquanto na Figura 5.81, observa-se o lançamento de vigas com treliça própria da fábrica.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
164
Figura 5.80 - Lançamento de vigas com guindaste
Figura 5.81 - Lançamento de vigas com treliça
Campo de Aplicação dos Sistemas Construtivos e Estruturais em Função do Vão Máximo da Ponte
No Quadro 5.1, apresenta-se o campo de aplicação dos diversos sistemas construtivos e estruturais em função do vão máximo da ponte.

PROJETO E ANÁLISE DE PONTES Sérgio Marques Ferreira de Almeida
165
Quadro 5.1 - Campo de aplicação dos sistemas construtivos e estruturais em função do vão máximo da ponte
Legenda: Normal
Ótimo
Excepcional
Os limites apresentados no Quadro 5.1 são indicativos, podendo apresentar variações em função de características especiais de cada obra.

![repositorio.ufmg.br - Flávia Helena Pontes...C289l T Carneiro, Flávia Helena Pontes, 1964- A linguagem em uso na sala de aula [manuscrito] : oportunidades para ler e escrever no](https://img.document.onl/doc/110x75/5fff19a8f3fda338d44d9762/-flvia-helena-pontes-c289l-t-carneiro-flvia-helena-pontes-1964-a-linguagem.jpg)