Embed Size (px)
Citation preview
8/3/2019 Caldeira Licor Negro
http://slidepdf.com/reader/full/caldeira-licor-negro 1/8
REDUÇÃO DOS TEORES DOS ÍONS CLORETO E POTÁSSIO NAUNIDADE DE RECUPERAÇÃO DO LICOR NEGRO DE EUCALIPTO
Daniel M. Saturnino1, Gustavo G. Carvalho1, Hamilton S. M. Brandão1, Manuel G. Lutkenhaus1, Marcos M. N.Nogueira1, Rogério Y. Suzuki1, Marcelo Cardoso1 e Sônia D. F. Rocha1
1 Brasil. Departamento de Engenharia Química/Escola de Engenharia - Universidade Federal de Minas Gerais(UFMG) - [email protected]
Resumo
Pesquisas demonstram que, processando o licor negro com baixos teores de íons cloreto e
potássio, na unidade de recuperação do processo “Kraft”, aumenta-se a eficiência dossuperaquecedores na caldeira e reduzem-se as paradas para a limpeza da unidade devido àmenor deposição e incrustação de cinzas nestes equipamentos. Este trabalho procurou estudar aviabilidade técnica de remoção destes íons por um processo de lixiviação com água quente, dascinzas provenientes do precipitador eletrostático. Foram realizados testes em escala de laboratóriopara quantificar a influência da temperatura, do tempo de residência e da relação massa decinzas/volume de água, na eficiência da lixiviação. Os resultados demonstraram que o processoproposto é capaz, em condições específicas, de extrair acima de 80% dos íons cloreto e potássio eao mesmo tempo manter os níveis de extração de sulfato e sódio abaixo de 20%. Porém, para osíons carbonatos a extração sempre manteve-se alta, acima de 55%.
Palavras-chaves : Indústria de Celulose, Caldeira de Recuperação, Precipitador Eletrostático,Lixiviação, Cloreto e Potássio
Introdução
No método de produção “Kraft” de celulose, os cavacos de madeira são aquecidos nodigestor com o licor de cozimento, originando a pasta celulósica e o licor negro. Este licor érecuperado e sua composição é corrigida para reutilização. Na recuperação, o licor é concentradoem evaporadores de múltiplo efeito e incinerado na caldeira para sua posterior caustificação.
Compostos contendo cloreto e potássio estão presentes na composição das principais
matérias-primas do processo “Kraft”. Devido à natureza cíclica deste processo, há um acúmulodestes compostos na unidade de recuperação. Estudos detalhados mostram que, com altastemperaturas na caldeira de recuperação, ocorre a deposição das cinzas, aumentando assim aincrustação e corrosão nos economizadores, superaquecedores, dessuperaquecedores, entreoutros.
A alta volatilidade de compostos contendo cloreto e potássio em relação ao sódio, tende aaumentar o teor desses elementos nas cinzas encontradas na parte superior da caldeira derecuperação. A proporção desses compostos nas cinzas é superior à dos sólidos do licor original edo fundido formado na parte inferior da fornalha (smelt). Sabe-se que, compostos contendo cloreto
8/3/2019 Caldeira Licor Negro
http://slidepdf.com/reader/full/caldeira-licor-negro 2/8
e potássio (KCl, NaCl e K2SO4) tendem a diminuir a temperatura eutética das cinzas, constituídasprincipalmente de carbonato e sulfato de sódio (Na2CO3 e Na2SO4), Minday et. al (1). Estadiminuição de temperatura é o principal fator da elevação da deposição e redução do ponto defusão das cinzas nos equipamentos auxiliares, provocando sérios problemas operacionais, taiscomo:
• incrustação nas paredes da caldeira de recuperação, o que prejudica a eficiência datroca de calor;• corrosão na caldeira, danificando o equipamento e aumentando o número de paradaspara limpeza e manutenção nas tubulações das unidades;• acúmulo destes inertes no processo, diminuindo o ponto de fusão do smelt,prejudicando o rendimento do processo.
Este trabalho tem por objetivo apresentar o desenvolvimento do processo de lixiviação dascinzas da caldeira de recuperação com água aquecida, no intuito de reduzir o teor dos compostoscontendo cloreto e potássio, permanecendo nas cinzas, altos teores de sulfato e carbonato desódio, os quais retornam ao processo.
Jaretun e Aly (2), estudaram a influência da relação massa de cinzas/volume de água,temperatura e tempo de residência no processo de lixiviação. Os resultados obtidos demonstraramque houve uma remoção em torno de 80 a 100% dos sais de cloreto e potássio, numa faixa detemperatura de 70 a 75°C, para uma relação de 1,2 a 1,4 Kg de cinzas/l de água, enquanto que aperda de sulfato e carbonato de sódio foi de 10% e 15%, respectivamente.
Metodologia
A parte experimental deste trabalho foi dividida em três etapas:
• coleta de cinzas industriais e preparação de amostras para os ensaios de lixiviação;• testes de lixiviação das cinzas;• análise química das soluções.
A coleta de cinzas foi realizada durante visitas às unidades industriais da Cenibra, Aracruze Bahia-Sul. Para a preparação das amostras, misturou-se sais inorgânicos puros de sulfato desódio (Na2SO4), carbonato de sódio (Na2CO3), cloreto de sódio (NaCl), cloreto de potássio (KCl) esulfato de potássio (K2SO4). Foram sintetizadas amostras com composição igual a cinza utilizadapor Jaretun e Aly (2), chamadas de cinzas sintéticas artigo, e também com composição próxima àda média da planta industrial da Cenibra no período de janeiro a dezembro de 1999, chamadas decinzas sintéticas industriais. Tanto as cinzas sintéticas, quanto as provenientes das unidadesindustriais passaram por um processo de homogeneização segundo a norma ISO 3082.
Os testes de lixiviação foram realizados em reator de vidro borossilicato, imerso em banhode água termostatizado, tomando-se o cuidado de adicionar as cinzas somente quando a águaestivesse na temperatura adequada. Efetuou-se o monitoramento da temperatura, assim como a
agitação vigorosa durante todo o ensaio, tomando-se o cuidado de evitar a perda de água porevaporação.
Em uma primeira etapa, avaliou-se a influência da relação massa de cinzas/volume deágua (concentração), temperatura e tempo de residência no processo de lixiviação nas cinzassintética artigo. Os resultados foram comparados com os de Jaretun e Aly (2), onde averigou-sesua reprodutibilidade, bem como a confiabilidade dos procedimentos e métodos analíticosempregados. Posteriormente, lixiviou-se a cinza sintética industrial, buscando com isso umlevantamento de parâmetros para posterior comparação com os resultados da lixiviação das cinzasindustriais.
8/3/2019 Caldeira Licor Negro
http://slidepdf.com/reader/full/caldeira-licor-negro 3/8
Para a obtenção do licor de lixívia, utilizou-se um processo de filtração a vácuo de onde seobteve as amostras para a realização das análises químicas. Para potássio e sódio utilizou-se aespectrofotometria de absorção atômica e para cloreto e carbonato, a titulometria. A concentraçãode sulfato foi determinada por balanço de massa.
Resultados e discussões
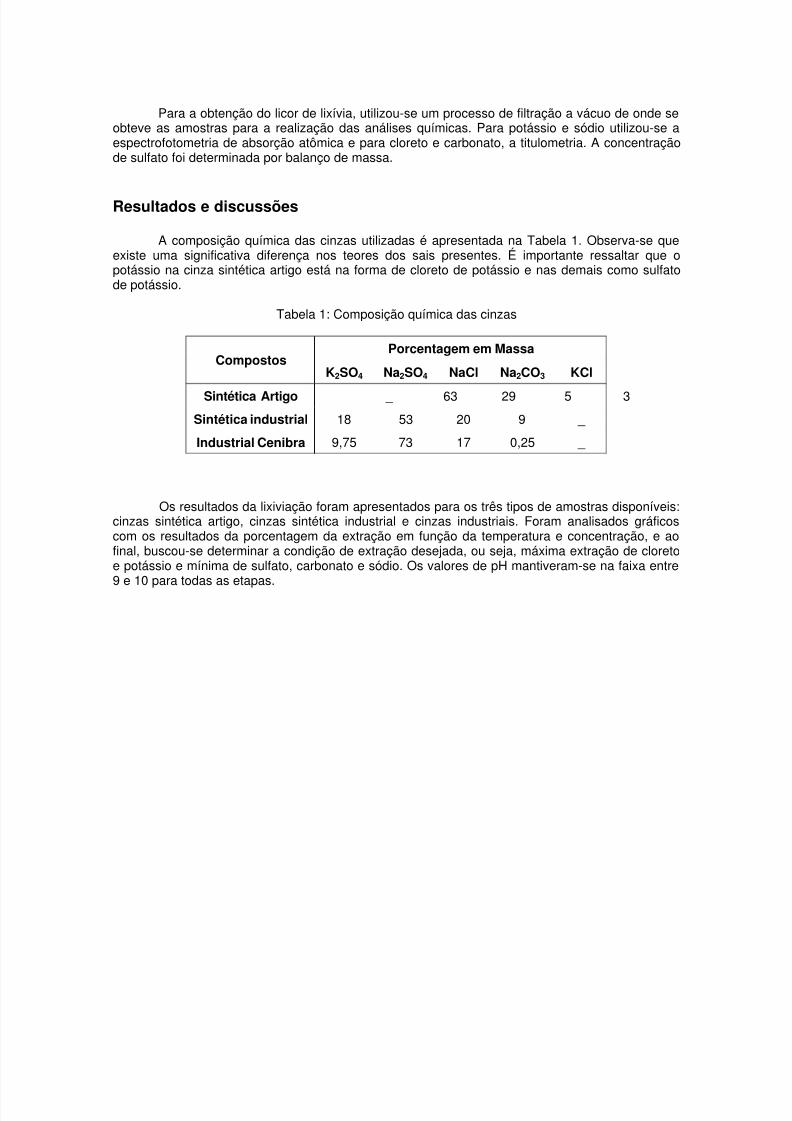
A composição química das cinzas utilizadas é apresentada na Tabela 1. Observa-se queexiste uma significativa diferença nos teores dos sais presentes. É importante ressaltar que opotássio na cinza sintética artigo está na forma de cloreto de potássio e nas demais como sulfatode potássio.
Tabela 1: Composição química das cinzas
Porcentagem em MassaCompostos
K2SO4 Na2SO4 NaCl Na2CO3 KCl
Sintética Artigo _ 63 29 5 3Sintética industrial 18 53 20 9 _ Industrial Cenibra 9,75 73 17 0,25 _
Os resultados da lixiviação foram apresentados para os três tipos de amostras disponíveis:cinzas sintética artigo, cinzas sintética industrial e cinzas industriais. Foram analisados gráficoscom os resultados da porcentagem da extração em função da temperatura e concentração, e aofinal, buscou-se determinar a condição de extração desejada, ou seja, máxima extração de cloretoe potássio e mínima de sulfato, carbonato e sódio. Os valores de pH mantiveram-se na faixa entre9 e 10 para todas as etapas.
8/3/2019 Caldeira Licor Negro
http://slidepdf.com/reader/full/caldeira-licor-negro 4/8
Etapa 1: Cinzas sintética artigo
0.8
11.2
1.4
Concentração(kg/L)
60
6570
75
Temperatura( oC)
204060
80
100 %Extração
20406080
100%Extração
82+75to8267to7559to6752to5944to5236to4429to36
21to29
(a)
0.6
0.81
1.2
Concentração (kg/L)
55
6065
70
Temperatura (oC)
9092949698100%Extração
9092949698
100%Extração99+98 to 9997 to 9896 to 9795 to 9694 to 9593 to 9493 to 9392 to 93
(b)
0.81
1.2
1.4
Concentração (kg/L)
55
6065
70
Temperatura (oC)
5060708090%Extração
5060708090 %Extração
79+76 to 7973 to 7670 to 7366 to 7063 to 6660 to 6357 to 6054 to 57
(c)
0.6
0.81
1.2
Concentração (kg/L)
55
6065
70
Temperatura (oC)
304050607080 %Extração
304050607080%Extração
71+66 to 7161 to 6656 to 6151 to 5647 to 5142 to 4737 to 4232 to 37
(d)
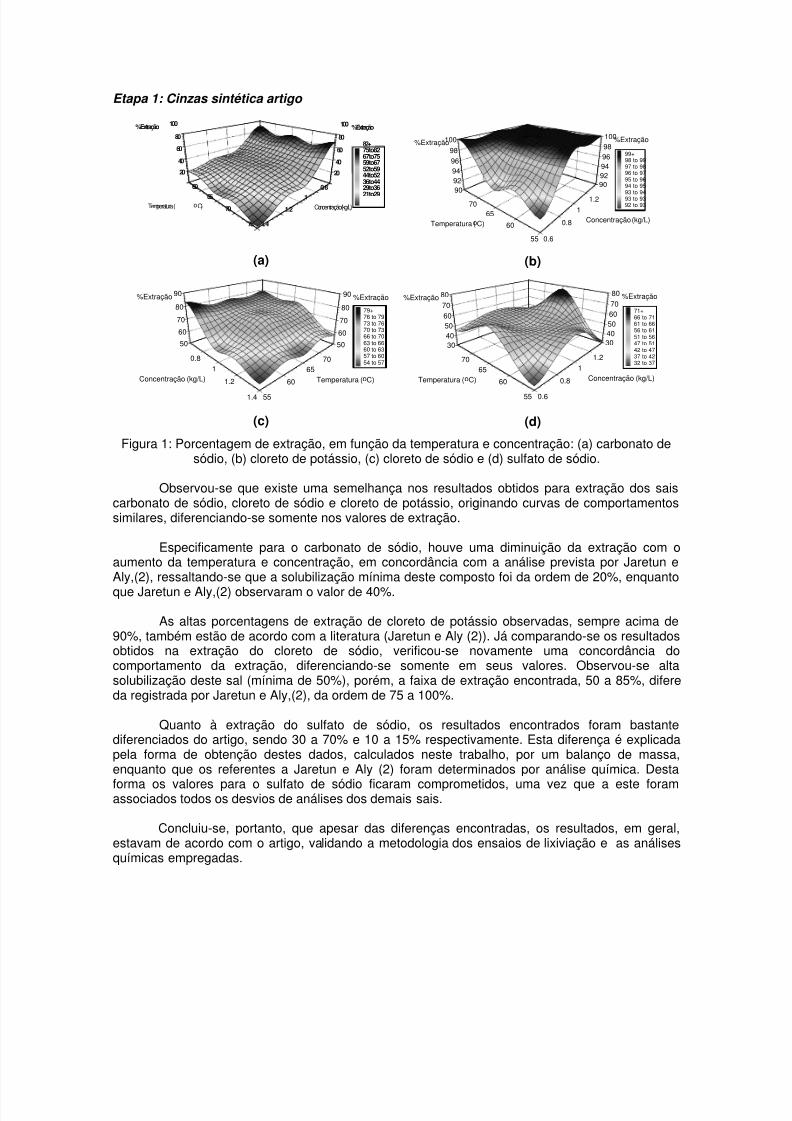
Figura 1: Porcentagem de extração, em função da temperatura e concentração: (a) carbonato desódio, (b) cloreto de potássio, (c) cloreto de sódio e (d) sulfato de sódio.
Observou-se que existe uma semelhança nos resultados obtidos para extração dos saiscarbonato de sódio, cloreto de sódio e cloreto de potássio, originando curvas de comportamentossimilares, diferenciando-se somente nos valores de extração.
Especificamente para o carbonato de sódio, houve uma diminuição da extração com oaumento da temperatura e concentração, em concordância com a análise prevista por Jaretun eAly,(2), ressaltando-se que a solubilização mínima deste composto foi da ordem de 20%, enquantoque Jaretun e Aly,(2) observaram o valor de 40%.
As altas porcentagens de extração de cloreto de potássio observadas, sempre acima de90%, também estão de acordo com a literatura (Jaretun e Aly (2)). Já comparando-se os resultadosobtidos na extração do cloreto de sódio, verificou-se novamente uma concordância docomportamento da extração, diferenciando-se somente em seus valores. Observou-se altasolubilização deste sal (mínima de 50%), porém, a faixa de extração encontrada, 50 a 85%, difereda registrada por Jaretun e Aly,(2), da ordem de 75 a 100%.
Quanto à extração do sulfato de sódio, os resultados encontrados foram bastantediferenciados do artigo, sendo 30 a 70% e 10 a 15% respectivamente. Esta diferença é explicadapela forma de obtenção destes dados, calculados neste trabalho, por um balanço de massa,enquanto que os referentes a Jaretun e Aly (2) foram determinados por análise química. Desta
forma os valores para o sulfato de sódio ficaram comprometidos, uma vez que a este foramassociados todos os desvios de análises dos demais sais.
Concluiu-se, portanto, que apesar das diferenças encontradas, os resultados, em geral,estavam de acordo com o artigo, validando a metodologia dos ensaios de lixiviação e as análisesquímicas empregadas.
8/3/2019 Caldeira Licor Negro
http://slidepdf.com/reader/full/caldeira-licor-negro 5/8
Etapa 2: Cinzas sintética industrial
55
6065
70
Temperatura (oC)
0.81
1.2
1.4
Concentração (kg/L)
20406080
100%Extração
20406080100%Extração
84+76 to 8467 to 7658 to 6749 to 5841 to 4932 to 4123 to 3215 to 23
(a)
5560
6570
Temperatura (oC)
0.81
1.2
1.4
Concentração (kg/L)
20
406080
100%Extração
20406080100%Extração
84+76 to 8467 to 7658 to 6749 to 5841 to 4932 to 4123 to 3215 to 23
(b)
55
6065
70
Temperatura (oC)
0.81
1.2
1.4
Concentração (kg/L)
60708090
100%Extração
60708090100%Extração
90+81 to 9071 to 8162 to 7152 to 6243 to 5233 to 4324 to 3315 to 24
(c)
5560
6570
Temperatura (oC)
0.81
1.21.4
Concentração (kg/L)
5060708090
100%Extração
5060708090100%Extração
90+81 to 9071 to 8162 to 7152 to 6243 to 5233 to 4324 to 3315 to 24
(d)
55
6065
70
Temperatura (oC)
0.81
1.2
1.4
Concentração (kg/L)
515253545%Extração
515253545 %Extração
40+36 to 4032 to 3628 to 3224 to 2820 to 2416 to 2012 to 168 to 12
(e)
55
6065
70
Temperatura (oC)
0.81
1.2
1.4
Concentração (kg/L)
20406080
100%Extração
20406080100%Extração
90+81 to 9071 to 8162 to 7152 to 6243 to 5233 to 4324 to 3315 to 24
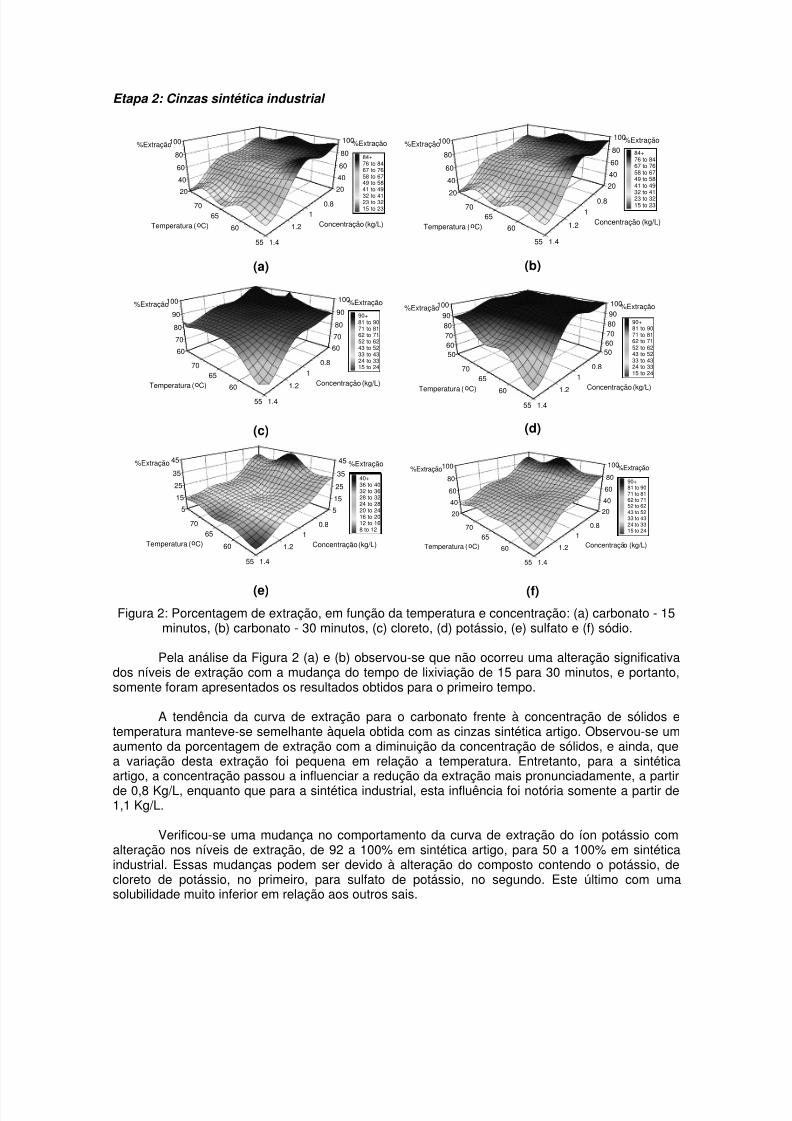
(f)Figura 2: Porcentagem de extração, em função da temperatura e concentração: (a) carbonato - 15
minutos, (b) carbonato - 30 minutos, (c) cloreto, (d) potássio, (e) sulfato e (f) sódio.
Pela análise da Figura 2 (a) e (b) observou-se que não ocorreu uma alteração significativados níveis de extração com a mudança do tempo de lixiviação de 15 para 30 minutos, e portanto,somente foram apresentados os resultados obtidos para o primeiro tempo.
A tendência da curva de extração para o carbonato frente à concentração de sólidos etemperatura manteve-se semelhante àquela obtida com as cinzas sintética artigo. Observou-se umaumento da porcentagem de extração com a diminuição da concentração de sólidos, e ainda, quea variação desta extração foi pequena em relação a temperatura. Entretanto, para a sintéticaartigo, a concentração passou a influenciar a redução da extração mais pronunciadamente, a partirde 0,8 Kg/L, enquanto que para a sintética industrial, esta influência foi notória somente a partir de1,1 Kg/L.
Verificou-se uma mudança no comportamento da curva de extração do íon potássio comalteração nos níveis de extração, de 92 a 100% em sintética artigo, para 50 a 100% em sintéticaindustrial. Essas mudanças podem ser devido à alteração do composto contendo o potássio, decloreto de potássio, no primeiro, para sulfato de potássio, no segundo. Este último com umasolubilidade muito inferior em relação aos outros sais.
8/3/2019 Caldeira Licor Negro
http://slidepdf.com/reader/full/caldeira-licor-negro 6/8
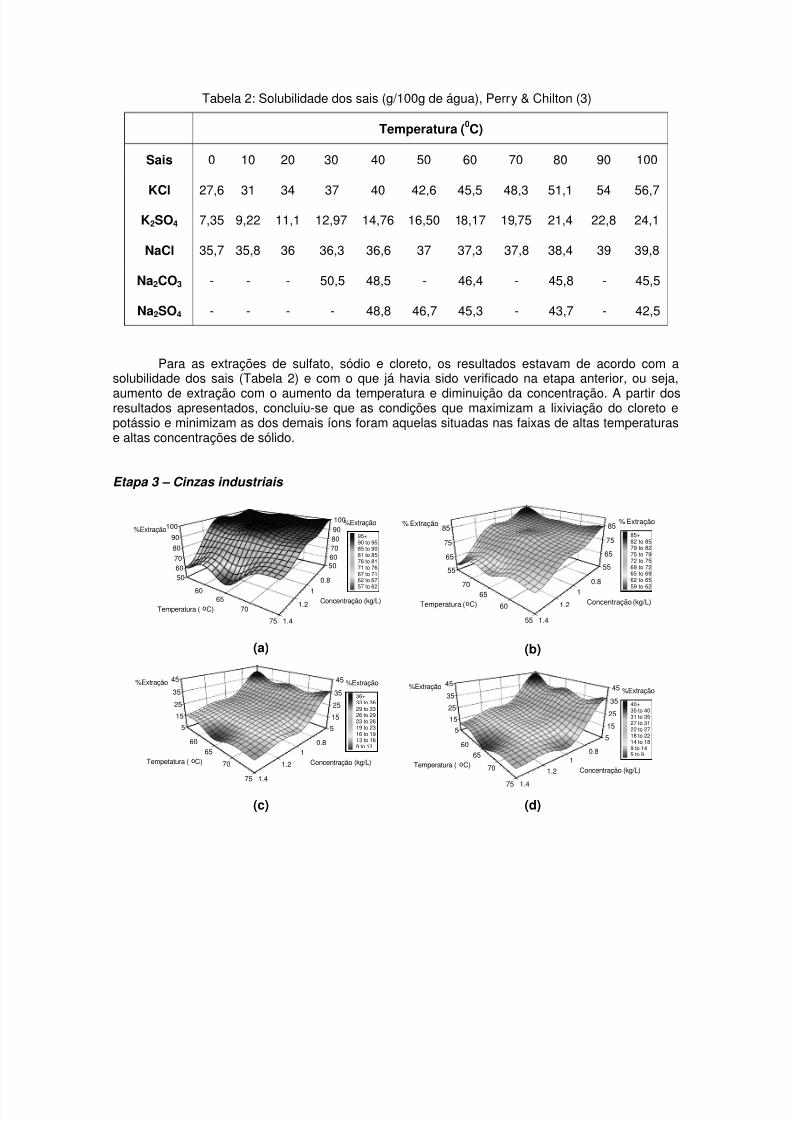
Tabela 2: Solubilidade dos sais (g/100g de água), Perry & Chilton (3)
Temperatura ( 0C)
Sais 0 10 20 30 40 50 60 70 80 90 100
KCl 27,6 31 34 37 40 42,6 45,5 48,3 51,1 54 56,7K2SO4 7,35 9,22 11,1 12,97 14,76 16,50 18,17 19,75 21,4 22,8 24,1
NaCl 35,7 35,8 36 36,3 36,6 37 37,3 37,8 38,4 39 39,8
Na2CO3 - - - 50,5 48,5 - 46,4 - 45,8 - 45,5
Na2SO4 - - - - 48,8 46,7 45,3 - 43,7 - 42,5
Para as extrações de sulfato, sódio e cloreto, os resultados estavam de acordo com asolubilidade dos sais (Tabela 2) e com o que já havia sido verificado na etapa anterior, ou seja,aumento de extração com o aumento da temperatura e diminuição da concentração. A partir dosresultados apresentados, concluiu-se que as condições que maximizam a lixiviação do cloreto epotássio e minimizam as dos demais íons foram aquelas situadas nas faixas de altas temperaturase altas concentrações de sólido.
Etapa 3 – Cinzas industriais
0.8
11.2
1.4
Concentração (kg/L)60
6570
75Temperatura (oC)
5060708090100%Extração
5060708090
100%Extração95+90 to 9585 to 9081 to 8576 to 8171 to 7667 to 7162 to 67
57 to 62
(a)
55
6065
70
Temperatura (oC)
0.81
1.2
1.4
Concentração (kg/L)
5565
75
85% Extração
5565
75
85 % Extração85+82 to 8579 to 8275 to 7972 to 7569 to 7265 to 6962 to 65
59 to 62
(b)
0.81
1.2
1.4
Concentração (kg/L)
6065
70
75
Tempetatura (oC)
515253545 %Extração
515253545%Extração
36+33 to 3629 to 3326 to 2923 to 2619 to 2316 to 1913 to 169 to 13
(c)
0.81
1.2
1.4
Concentração (kg/L)
6065
70
75
Temperatura (oC)
5152535
45 %Extração
515253545%Extração
40+35 to 4031 to 3527 to 3122 to 2718 to 2214 to 189 to 145 to 9
(d)
8/3/2019 Caldeira Licor Negro
http://slidepdf.com/reader/full/caldeira-licor-negro 7/8
5560
6570
Temperatura ( ºC )
0.81
1.21.4
Concentração ( kg/L )
55
65
75
85% Extração
55
65
75
85 % Extração
85+81 to 8577 to 8174 to 7770 to 7466 to 7063 to 6659 to 6356 to 59
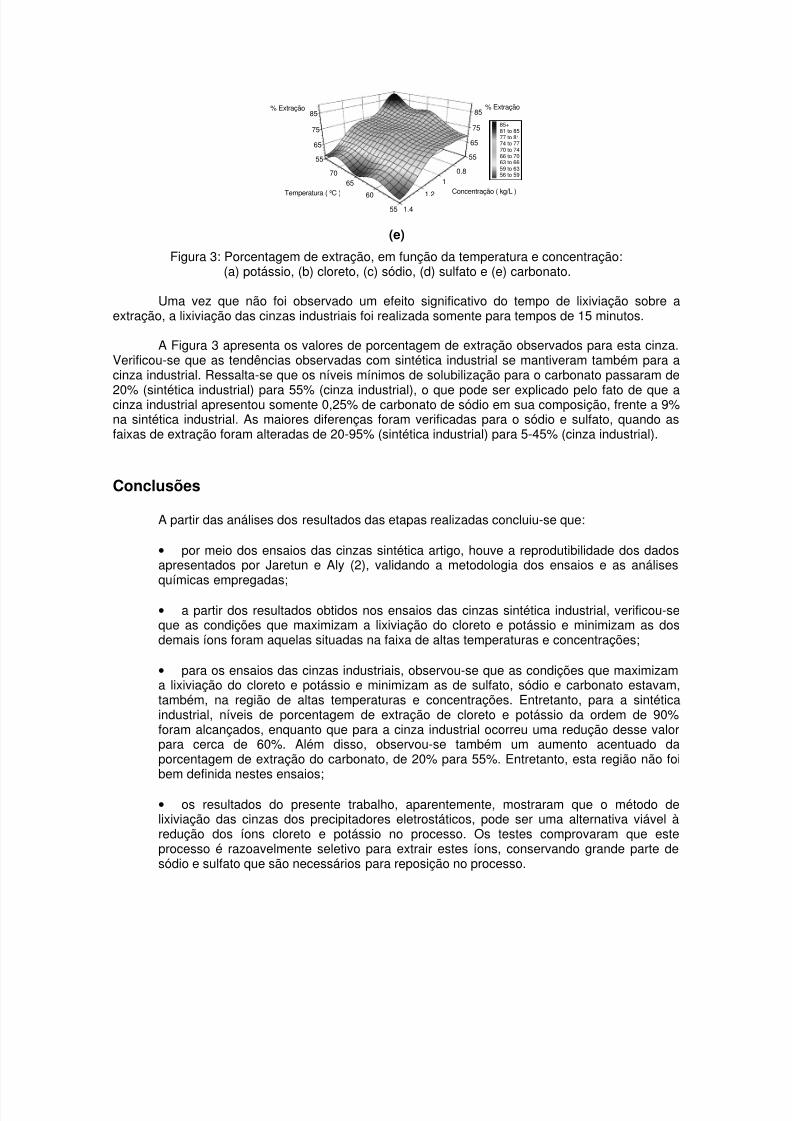
(e)
Figura 3: Porcentagem de extração, em função da temperatura e concentração:(a) potássio, (b) cloreto, (c) sódio, (d) sulfato e (e) carbonato.
Uma vez que não foi observado um efeito significativo do tempo de lixiviação sobre aextração, a lixiviação das cinzas industriais foi realizada somente para tempos de 15 minutos.
A Figura 3 apresenta os valores de porcentagem de extração observados para esta cinza.Verificou-se que as tendências observadas com sintética industrial se mantiveram também para acinza industrial. Ressalta-se que os níveis mínimos de solubilização para o carbonato passaram de
20% (sintética industrial) para 55% (cinza industrial), o que pode ser explicado pelo fato de que acinza industrial apresentou somente 0,25% de carbonato de sódio em sua composição, frente a 9%na sintética industrial. As maiores diferenças foram verificadas para o sódio e sulfato, quando asfaixas de extração foram alteradas de 20-95% (sintética industrial) para 5-45% (cinza industrial).
Conclusões
A partir das análises dos resultados das etapas realizadas concluiu-se que:
• por meio dos ensaios das cinzas sintética artigo, houve a reprodutibilidade dos dadosapresentados por Jaretun e Aly (2), validando a metodologia dos ensaios e as análisesquímicas empregadas;
• a partir dos resultados obtidos nos ensaios das cinzas sintética industrial, verificou-seque as condições que maximizam a lixiviação do cloreto e potássio e minimizam as dosdemais íons foram aquelas situadas na faixa de altas temperaturas e concentrações;
• para os ensaios das cinzas industriais, observou-se que as condições que maximizama lixiviação do cloreto e potássio e minimizam as de sulfato, sódio e carbonato estavam,também, na região de altas temperaturas e concentrações. Entretanto, para a sintéticaindustrial, níveis de porcentagem de extração de cloreto e potássio da ordem de 90%foram alcançados, enquanto que para a cinza industrial ocorreu uma redução desse valorpara cerca de 60%. Além disso, observou-se também um aumento acentuado daporcentagem de extração do carbonato, de 20% para 55%. Entretanto, esta região não foibem definida nestes ensaios;
• os resultados do presente trabalho, aparentemente, mostraram que o método delixiviação das cinzas dos precipitadores eletrostáticos, pode ser uma alternativa viável àredução dos íons cloreto e potássio no processo. Os testes comprovaram que esteprocesso é razoavelmente seletivo para extrair estes íons, conservando grande parte desódio e sulfato que são necessários para reposição no processo.
8/3/2019 Caldeira Licor Negro
http://slidepdf.com/reader/full/caldeira-licor-negro 8/8
Agradecimentos
Os autores agradecem aos alunos: Adriana Pimenta Megale, Anuska de Almeida Arruda,Caroline Meireles de Oliveira, Márcia Pimentel Carvalho Tabatinga e Vicente de Paula Vieira e oProf. José Vicente d’Angelo Hallak da disciplina Laboratório de Operações e Processos, segundosemestre de 1999, do curso de Engenharia Química da Universidade Federal de Minas Gerais
(UFMG), pela ajuda no desenvolvimento inicial das metodologias das análises químicas e dosensaios de lixiviação.
Referências
1. MINDAY, A. M., REID, D. W., BURKE, M. A. and BROWN, C. J. “An Overview ofVarious Strategies for Balancing Salt Cake, Chloride and Potassium Levels in an ECFKraft Mill,” International Chemical Reecovery Conference, p. 989-1007. (1998)
2. JARETUN, A. and ALY, G. “Leaching of chloride and potassium from eletrostaticprecipitator catch,” International Chemical Reecovery Conference, p. 961-970. (1998)
3. PERRY, R. H. e CHILTON, C. H. “Perry`s Chemical Engineers` Handbook” , 6a Edição,McGraw-Hill, 1984.




























![Torre Caldeira Tratamento Agua Caldeira[1]](https://img.document.onl/doc/110x75/5571fbab4979599169957fae/torre-caldeira-tratamento-agua-caldeira1.jpg)
