Embed Size (px)
Citation preview

AMIDO
1 INTRODUÇÃOO amido constitui a mais importante reserva de nutrição de todas as plantas
superiores. Entre os vegetais amiláceos mais usados na alimentação humana destacam-se os cereais (arroz, milho e trigo), tubérculos e raízes (batata, mandioca, cará, etc.) e leguminosas (feijão, lentilha, ervilha, etc.). Ocorre também em algas.
Em razão das inúmeras fontes de amido e sua importância nas indústrias alimentícias, têxteis, de adesivos, de papel, de tintas, de mineração e outros usos, é importante que ele seja obtido em ótimo rendimento e possua características condizentes com as aplicações às quais se destina.
O termo “amylum”, de origem greco-latina, significa material farináceo obtido através da moagem de tubérculos ou de outra fonte vegetal. No Brasil existem os termos fécula e amido, para indicar se o material é proveniente de partes subterrâneas ou aéreas das plantas, respectivamente. Assim, as féculas seriam obtidas da mandioca, batata, cará, araruta, etc., enquanto que os amidos seriam obtidos de arroz, milho, sorgo, trigo, etc.
A utilização do amido depende, em grande parte, de suas propriedades coloidais. Quando uma dispersão de amido é aquecida, os grânulos absorvem água, incham e produzem pastas viscosas que, ao se resfriarem, formam géis. Estas propriedades dependem da origem do amido e determinam seu aproveitamento em um processamento específico. O comportamento do amido pode, entretanto ser modificado através da introdução de certos compostos na sua estrutura ou por meio de tratamentos físicos. Estas modificações moldam o amido de acordo com a finalidade desejada e possibilitam o seu emprego nos mais diversos setores industriais. O uso de amidos modificados no Brasil é recente e restrito. Na maioria das vezes são preparados a partir de milho (catiônico, pré-gelatinizado, ácido modificado), possivelmente pela falta de conhecimentos básicos sobre as propriedades do amido. O conhecimento da estrutura e, em decorrência, das propriedades, é imprescindível para ampliar seu uso industrial e doméstico.
Ao amido e fécula extraído das plantas, sem alteração denomina-se “nativo” ou natural. Amido e féculas modificados, tem suas propriedades naturais alteradas, originando novas e melhores aplicações.
De acordo com Res. 38/76 D.O.U. os amidos modificados por meios físicos e/ou enzimáticos são considerados amidos genuínos ou naturais e classificados como ingredientes, já os amidos modificados por meios químicos classificam-se como aditivos.
2 ESTRUTURA O amido é composto da mistura de dois polissacarídeos: amilose e amilopectina, organizados a partir do hilum, vindo a formar o grânulo de amido, cujo diâmetro e forma apresentam variações inter e intra-espécies medindo e 1 a 2 micras até cerca de 200 micras. Podem possuir formas ovais, esféricas, definidas, excêntricas, chegando às irregulares. AMANTE, E. R. (1986). (Quadro1).
Além destes polissacarídeos, o grânulo de amido contém compostos nitrogenados, lipídeos e minerais que, apesar de estarem em baixa concentração, podem ter uma influência marcante nas propriedades do amido. Por exemplo, o amido de batata contém 0,04 – 0,10% de fósforo, presente como fosfato esterificado, cujas características aniônicas afetam o comportamento coloidal do amido. Estes grupos fosfatos estão presentes quase que exclusivamente na amilopectina. Muitos amidos, particularmente aqueles provenientes de cereais, contêm cerca de 0,6% de lipídeos que podem complexar com amilose alterando as propriedades reológicas do amido. Outros
Profa. Dra. Nísia Andrade Villela Dessimoni Pinto

AMIDO
componentes como proteínas, nucleotídeos e várias substâncias inorgânicas são, geralmente, considerados como impurezas, uma vez que não estão covalentemente ligados aos polissacarídeos que compõem o grânulo de amido.
As proporções de amilose e amilopectina influem na viscosidade e no poder de gelificação do amido.
Quadro 1 - Conteúdo de amilose de amidos de diversas fontes
Fontes de Amido Teor de Amilose (%)Arroz ceroso * 0
Milho ceroso* 0
Milho 25
Arroz 16
Batata doce 18
Mandioca 18
Batata 18
Trigo 24
Ervilha 30
Milho com alto teor de amilose 80
* Amido contendo só amilopectina Fonte: BOBBIO,F.º e BOBBIO,P.A., 1995.
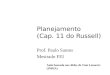
2.1 AmiloseÉ um polissacarídeo linear, formado por unidades de D-glicose (D-
glucopiranoses), unidas entre si por ligações glicosídicas 1-4, em número que variam de 200 a 10.000.
Figura 2 – Representação da cadeia de amilose.
Na forma cristalina, as ligações glicosídicas na configuração , conferem à amilose uma estrutura helicoidal (interior hidrofóbico), que podem se acomodar átomos de iodo, formando um composto de inclusão de cor azul intensa (Figura 5). Esta reação é usada na determinação quantitativa de amilose (a absorção de iodo pela amilopectina é praticamente nula). A cor azul do complexo ocorre quando existem pelo menos 40
Profa. Dra. Nísia Andrade Villela Dessimoni Pinto
Final não redutor Unidades de -D-glucopiranose Final redutor
4 !
H 1 H
H OH ! ! ! !
! ! ! ! ! ! ! ! ! ! ! !
OH H
HOCH2
! ! ! ! ! ! ! ! ! ! ! ! ! ! ! !
_ ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! !
H H
! ! ! ! !
O ! ! ! ! O
!
! ! !
! !
! !
! ! !
O ____
H OH
OH H
H H
_ O
H H
OH H
H OH
O
! !
! !
! !
OOH H
! ! _ _
!
HOCH2
OH H
! !
! ! !
! ! ! ! !HOCH2 HOCH2
H
H OH
! ! ! ! ! ! ! ! ! !
! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! !
! ! !
! ! ! ! ! !___ OH
! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! H

AMIDO
unidades de glicose na cadeia. Cadeias menores dão complexos de cor vermelha, amarela ou marrom
Figura 5 – Complexo amilose-iodo
Em soluções aquosas diluídas, as moléculas de amilose existem como segmentos distendidos, com os turnos da hélice muito afastados uns dos outros, para permitir a existência de pontes de hidrogênio entre ciclos subsequentes da hélice. Ao adicionar ácidos graxos ou álcoois de alto peso molecular à esta solução diluída, ocorre a formação de complexos insolúveis, onde a parte hidrofóbica do composto orgânico está inserida no interior da hélice. A formação destes complexos provoca um enrijecimento e compactação da hélice, alterando o comportamento da amilose em solução, tornando-a menos solúvel, e facilmente cristalizável.
Além das reações mencionadas, a amilose em solução tem tendência a formar agregados cristalinos insolúveis, através de pontes de hidrogênio entre moléculas adjacentes (intermolecular). Esta instabilidade da amilose é de extrema importância tecnológica e depende do peso molecular do polímero, pH, temperatura e composição do meio.
Moléculas de amilose com 150-200 unidades são bastante instáveis, enquanto que altas temperaturas e pH alcalinos evitam a formação de complexos insolúveis.
Ao adicionar certos lipídeos, evita-se a complexação intermolecular insolúvel, pois são envolvidos pelas hélices da amilose, formando complexos rígidos com amilose, impedindo o rearranjo e super posicionamento necessário para uma associação intermolecular; influenciando na digestibilidade do amido.
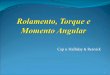
2.2 AmilopectinaConstitui a fração altamente ramificada do amido. É um polímero formado por
várias cadeias curtas constituídas de 20 a 25 unidades de -D-glucopiranose unidas em 1,4, conforme Figura 6. Essas cadeias curtas estão unidas ou ramificadas entre si por ligações 1-6, constituindo essas ligações 4 a 5% do total das ligações glicosídicas na amilopectina.
A estrutura da amilopectina, embora não perfeitamente estabelecida, confere à ela uma forma esférica, que pode ser representada esquematicamente da seguinte maneira, Figura 6:
Esta representação da amilopectina é distinguida por três tipos de cadeia:a) A: é a cadeia ligada ao resto da molécula pelo grupo redutor (C1), ou seja, sem
grupos OH no carbono 6 comprometidos; b) B: são cadeias com um ou mais grupo OH no carbono 6 comprometidos com o grupo redutor de outras cadeias; c) C: é a cadeia que contém o grupo final redutor, livre.
As cadeias externas da maioria das amilopectinas têm, em média, 12 unidades de glicose. Como, em média, a cadeia total tem 20 unidades de glicose e cada cadeia é ramificada apenas uma vez, o tamanho médio da cadeia no interior é de 8 unidades de
Profa. Dra. Nísia Andrade Villela Dessimoni Pinto

AMIDO
glicose. Estes resultados indicam também que a quantidade de cadeias A é igual a de cadeias B.
Figura 6 – Representação da cadeia da amilopectina.
A título de ilustração, o Quadro -2 abaixo compara as propriedades da
amilopectina e amilose.
Quadro 2 - Comparação entre as propriedades de amilose e amilopectinaAMILOSE AMILOPECTINA
Reação com iodo Azul intenso Vermelho violetaAfinidade por iodo 19 – 20 % 1 %Peso molecular 10 5 – 10 6 10 7 – 10 8 Extensão da cadeia (número médio de unidades de glicose por grupos redutores) 2.000 ou mais 19 – 28Extensão da cadeia externa (número de glicose médio) - 12 – 17Extensão da cadeia interna (número de glicose médio) - 5 – 8Análise de Raio X Cristalino AmorfoSolubilidade em água Variável SolúvelEstabilidade em solução aquosa Retrograda EstávelViscosidade intrínseca (1) 1,8 – 2,2 1,8 – 2,0Oxidação por Periodato (IO 4 --- ) 3 Ác. Fórmico (n+2)1) A maior viscosidade da amilose em relação à amilopectina é devido à forma de bastão (reta) da amilose, em comparação com a forma “globular” da amilopectina.
Fonte: CIACCO,C.F.; CRUZ,R.
Profa. Dra. Nísia Andrade Villela Dessimoni Pinto
Ligação -1,6 entre duas unidades de glicose
Ligação -1,4 entre duas unidades de glicose

AMIDO
3 ESTRUTURA DO GRÂNULO DE AMIDO
O grânulo de amido é constituído de moléculas de amilose e amilopectina associadas entre si por pontes de hidrogênio, formando áreas cristalinas radialmente orientadas. Entre estas áreas cristalinas existem regiões amorfas, nas quais as moléculas não têm uma orientação particular. As áreas cristalinas mantém a estrutura do grânulo e controlam o comportamento do amido na água. É por este motivo que o grânulo de amido exibe uma capacidade limitada de absorção de água, embora seja constituído de polímeros solúveis ou parcialmente solúveis neste líquido.
O arranjo cristalino no grânulo de amido tem sido objeto de inúmeros estudos. Entretanto, as características das áreas cristalinas, a nível molecular, ainda não foram totalmente determinadas.
4 - CARACTERÍSTICAS TECNOLÓGICAS DO AMIDO
As características tecnológicas do amido que determinam sua aplicação industrial são: dilatância; gelatinização; retrogradação; claridade da pasta e suscetibilidade enzimática.
4.1 - Dilatância
O grânulo de amido no seu estado natural não é solúvel em água fria, e forma suspensões com determinadas características reológicas.
Suspensões concentradas de amido comportam-se como fluidos dilatantes, ou seja, exibe um aumento na resistência do fluxo com aumento na força de cisalhamento; sendo difíceis de bombear e com fluxo irregular.
O fluxo de dispersões concentradas de amido (34%) é variável em função da pressão aplicada. Aumentos excessivos de pressão causam interrupção do fluxo, podendo chegar a total paralização do fluxo.
4.1.1 - Importância tecnológica da dilatância
O comportamento reológico das dispersões de amido é bastante importante na indústria de extração. A concentração e lavagem do amido são feitas com auxílio de centrífugas contínuas e/ou hidrociclones. Devido ao fenômeno da dilatância, a concentração de amido deixando os equipamentos mencionados, deve ser cuidadosamente controlada. Para melhor eficiência no processo, a concentração de amido é a mais alta possível, sem contudo apresentar propriedades dilatantes.
Outros fatores como a temperatura e concentração de íons podem ter influência na concentração limite para ocorrência da dilatância. Como a dilatância depende da porcentagem de volume da fase sólida e não da quantidade de matéria seca, os fatores que alteram o volume das partículas determinam a concentração limite para a dilatância.
A absorção de água pelo grânulo do amido natural e, consequentemente o seu volume, depende da temperatura do meio. Para temperaturas abaixo da temperatura de gelatinização, o grânulo de amido tem um coeficiente negativo de expansão, ou seja, o volume do grânulo à temperatura do meio são inversamente proporcionais. Assim, a maior eficiência nas etapas de purificação e concentração do amido é alcançada, quando
Profa. Dra. Nísia Andrade Villela Dessimoni Pinto

AMIDO
a dispersão tem temperaturas mais altas. Na prática, a temperatura deve ser em torno de 30ºC.
4.2 - Gelatinização
Gelatinização é, em geral, o termo aplicado à seqüência de transformações que ocorrem quando uma dispersão de amido é aquecida.
O grânulo de amido natural tem uma capacidade limitada de absorver água fria. Esta capacidade é controlada pela estrutura cristalina do grânulo que, por sua vez, depende do grau de associação e arranjo molecular dos componentes do amido.
O aquecimento de uma suspensão aquosa de amido provoca a quebra de pontes de hidrogênio, que mantém o arranjo molecular dentro do grânulo de amido. Os grupos hidroxilas das unidades de glicose que participavam das áreas cristalinas são hidratados e o grânulo de amido incha. Fundamentalmente, a gelatinização do amido em vários meios é atribuída à afinidade química dos componentes do amido, particularmente os grupos hidroxilas, pelo solvente. A quebra das pontes de hidrogênio e o conseqüente entumescimento pode, assim, ser conseguida por agentes químicos, como o NaOH, NH4OH, etc.
Quando uma suspensão de amido é aquecida, os grânulos não mudam de aparência até que uma temperatura crítica seja alcançada, e o processo de inchamento é reversível e as propriedades óticas como a birrefringência dos grânulos, permanecem inalteradas. Nesta temperatura, o grânulo começa a entumecer e simultaneamente perde suas características de birrefringência e o inchamento irreversível, indicando alterações na estrutura cristalina. Devido às características individuais, nem todos os grânulos começam a inchar na mesma temperatura. Este processo geralmente ocorre em uma faixa de temperatura de 5 a 10ºC.
Após a faixa de gelatinização, as pontes de hidrogênio continuam a ser rompidas, o grânulo a inchar e a amilose começa a ser lixiviada do grânulo, difundindo para o meio aquoso. Como conseqüência direta do entumescimento, ocorre um aumento na solubilidade do amido, claridade e viscosidade da pasta. O entumescimento dos grânulos continua até que estes sejam rompidos, e a estrutura granular deixe de existir. A 120ºC todos os grãos estarão dissolvidos. Com o rompimento dos grânulos, a viscosidade decresce abruptamente.
O comportamento do amido em água, quando aquecida, pode ser avaliado através de vários métodos. Entre os mais usados destacam-se:
a) - Perda de birrefringência
Consiste em observar ao microscópio, com luz polarizada, as transformações no grânulo enquanto estes são aquecidos em água. É o mais preciso para a determinação da faixa de gelatinização. A perda de birrefringência é devida à destruição das áreas cristalinas no grânulo.
b) - Poder de inchamento e solubilidade
O Poder de inchamento é dado pela relação entre o peso do sedimento, o qual é obtido após aquecimento de uma dispersão de amido, e o peso do amido seco.
Para se obter informações fundamentais sobre o inchamento do grânulo, é
Profa. Dra. Nísia Andrade Villela Dessimoni Pinto

AMIDO
necessário que a gelatinização do amido seja conduzida em excesso de água, permitindo que os grânulos possam inchar livremente e sem desintegração mecânica.
As diferenças observadas entre os amidos de batata, milho e mandioca são decorrentes do tipo de estrutura cristalina existentes nos vários amidos. Esta estrutura, por sua vez, depende do tipo e grau de associação intermolecular existente entre os componentes do amido. A nível molecular, muitos fatores podem influir no grau de associação, forma, composição e distribuição das zonas cristalinas. Entre estes fatores destacam-se a proporção de amilose e amilopectina, peso molecular, grau de ramificação, conformação e extensão das cadeias externas da amilopectina.
O aumento de solúveis com a temperatura está ilustrado na Figura 8.O aumento da solubilidade com a gelatinização é a base para a confecção de
alimentos amiláceos pré-preparados. Após a cocção, algumas farinhas de cereais são secas, e vendidas como farinhas pré-gelatinizadas. Estas farinhas, devido à gelatinização prévia, são parcialmente solúveis em água fria facilitando o preparo de certos alimentos, como por exemplo, pudins, purê de batata pré-preparado, polenta, cuscuz, etc.
Figura 8 – Solubilidade de vários amidos em função de temperatura.
c) - Viscosidade da pasta
O amilógrafo Brabender é o equipamento mais conhecido e usado para estudos sobre o comportamento reológico de uma pasta de amido, pois registra continuamente as variações de viscosidade de uma dispersão de amido aquecida gradualmente (1,5ºC/min), em Unidades Brabender (U.B.).
A interpretação do amilograma requer um conhecimento dos eventos que ocorrem durante a gelatinização. Quando uma dispersão de amido é aquecida, os grânulos incham e virtualmente absorvem toda água disponível. Como resultado, os grânulos inchados tornam-se mais susceptíveis à desintegração mecânica. Nestas condições, as forças que mantém a estrutura do grânulo também são enfraquecidas, contribuindo para a fragilidade do grânulo.
Profa. Dra. Nísia Andrade Villela Dessimoni Pinto

AMIDO
No início da gelatinização, os componentes solúveis do grânulo difundem para o meio líquido. Entretanto, quando os grânulos incham suficientemente ocupam todo volume, é possível que estes solúveis voltem para o seu interior. Neste sistema, os grânulos e fragmentos destes aderem uns aos outros, formando uma matriz mantida por pontes de hidrogênio. Assim, a viscosidade registrada é causada pelos grânulos inchados, pelos solúveis e pela interação ou coesão entre os grânulos.
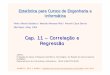
A Figura 9 ilustra uma amilograma típico. A viscosidade no início aumenta rapidamente até um máximo e, então, decresce. A temperatura onde a viscosidade começa a crescer (A) é denominada temperatura de pasta, e não deve ser confundida com a temperatura de gelatinização (temperatura onde tem início a perda de birrefrigência, geralmente distingue-se temperatura inicial). A gelatinização de pasta, contrariamente à temperatura de gelatinização, só ocorre após um inchamento inicial e, usualmente neste estágio, os grânulos já perderam toda a birrefringência. Quando a concentração de amido aumenta, pequenas variações no tamanho do grânulo são mais facilmente detectadas. Assim, a temperatura de pasta é inversamente proporcional à concentração.
Entre os pontos A e B existe uma situação dinâmica na qual, enquanto alguns grânulos estão inchando, outros estão se desintegrando, devido à agitação. A viscosidade máxima (B), por outro lado, caracteriza um equilíbrio entre o aumento de viscosidade devido ao inchamento, e o decréscimo de viscosidade, causada pela fragmentação. Após o ponto B, a desintegração prevalece e a viscosidade decresce. A variação da viscosidade da pasta quando esta é continuamente agitada à temperatura constante de 95C por 20 min. (C - D), indica a resistência dos grânulos inchados à agitação mecânica. O aumento da viscosidade com o resfriamento (D – E) é devido à associação entre os componentes da dispersão.
Figura 9 – Amilograma obtido com amido de Mandioca a 4,5% (p/v).
Profa. Dra. Nísia Andrade Villela Dessimoni Pinto

AMIDO
OLKKU e RHA (1978), observando as transformações de uma dispersão de amido no viscoamilógrafo Brabender, resumiram a gelatinização na seguinte seqüência:1) hidratação e inchamento dos grânulos em várias vezes do seu tamanho original;2) perda da birrefringência dos grânulos;3) aumento da claridade da pasta;4) rápido aumento de consistência da pasta até atingir um máximo (viscosidade);5) dissolução e difusão das moléculas lineares provenientes dos grânulos partidos;6) formação de gel após resfriamento.
4.2.1 - Importância tecnológica da gelatinização
As propriedades de pasta do amido são de particular interesse na maioria das aplicações industriais. Na indústria alimentícia, a temperatura de gelatinização, poder de inchamento, viscosidade e estabilidade da pasta são de grande importância e determinam a utilização de um amido.
Em determinados produtos, como por exemplo, em embutidos de carne, o amido é usado como estabilizante de emulsão. Como esta propriedade do amido ocorre com a gelatinização, é necessário usar um amido que tenha temperatura de gelatinização menor que a temperatura de cocção do embutido. Na prática, o amido de mandioca é preferido, pois a faixa de temperatura de gelatinização deste é de 58 - 70ºC sendo, portanto, compatível com a temperatura atingida no interior do embutido durante a cocção. (72ºC).
A eficiência da hidrólise enzimática também depende da temperatura de gelatinização do amido. Como a suscetibilidade do grânulo aumenta consideravelmente com a gelatinização, procura-se hidrolisar o amido a uma temperatura acima da temperatura de gelatinização. Entretanto, o aumento de temperatura pode desnaturar a enzima, inibindo sua ação no grânulo. Assim, existe um compromisso entre a temperatura de gelatinização do amido e a resistência térmica da enzima.
A Figura 10 ilustra amilogramas obtidos com amido de batata, mandioca, milho e milho ceroso. Os grânulos de amido que incham mais , produzem maior viscosidade, como os de mandioca, batata, milho ceroso, são frágeis e suscetíveis à ruptura com o aquecimento prolongado e/ou agitação mecânica. Já o amido de milho, por outro lado, gelatiniza-se mais lentamente e incha menos, produzindo pastas com viscosidade menor e mais estáveis que mandioca, batata ou milho ceroso. Portanto o amido de milho é preferido como espessante em alimentos enlatados, pois a viscosidade das pastas deste amido pode ser mantida durante a esterilização.
Profa. Dra. Nísia Andrade Villela Dessimoni Pinto

AMIDO
Figura– 10 – Amilograma de amido de batata, mandioca, milho e milho ceroso.
4. 3 - Retrogradação
É o termo dado às transformações que ocorrem durante o resfriamento e armazenamento de pastas de amido gelatinizado. Soluções com baixa concentração de amido (≈2%p/v), tornam-se progressivamente turvas, devido à agregação e conseqüente insolubilização de moléculas de amido e ao serem deixadas em repouso, tendem a precipitar. Esses precipitados cristalinos são formados devido à tendência para formação de ligações intermoleculares da fração linear, o que não acontece com a amilopectina, na qual essa associação é dificultada pelas ramificações, permanecendo na solução. Pastas com altas concentrações formam géis que se tornam mais rígidos e opacos com o tempo.
A retrogradação é, basicamente, um processo de cristalização das moléculas de amido. Esta cristalização ocorre pela forte tendência de formação de pontes de hidrogênio entre moléculas adjacentes. A associação das moléculas do amido propicia o desenvolvimento de uma “rede” tridimensional, mantida coesa pelas áreas cristalinas. Esta rede é formada por grânulos de amido parcialmente inchados e componentes do amido em solução. A formação desta rede durante o resfriamento resulta na formação de géis. Freqüentemente, a evolução da retrogradação é acompanhada de exudação de umidade do gel (sinérese), que é a libertação de moléculas de água anteriormente ligadas às cadeias de amilose.
Na prática, as primeiras indicações da ocorrência da retrogradação são o aumento de firmeza e opacidade, resistência à hidrólise ácida ou enzimática, baixa solubilidade em água ou perda da habilidade de formar complexos azuis com iodo. De uma maneira geral, todas estas transformações podem ser usadas para avaliação da extensão ou velocidade da retrogradação.
A velocidade de retrogradação de pastas de amido depende de fatores inerentes ao grânulo ou seus componentes. Entre estes fatores salientam-se: a) tipo de amido, b) peso molecular, e c) linearidade. A Figura 11 ilustra a tendência à retrogradação de vários amidos.
O amido de cereais (nativos) tem a maior tendência à retrogradação que amidos de raízes e tubérculos. É interessante observar que o comportamento do amido de cereais pode ser devido a sua menor dispersibilidade em relação aos amidos de raízes e tubérculos.
De uma maneira geral, as moléculas têm maior tendência à retrogradação. Entretanto, esta tendência depende do peso molecular da molécula. Para a amilose, a tendência máxima ocorre para pesos moleculares intermediários. Moléculas muito grandes têm dificuldade em assumir orientação propícia para a retrogradação. Por outro lado, moléculas muito pequenas, devido ao rápido movimento Browniano, têm dificuldade em se associar.
Além destes fatores, a retrogradação depende da umidade, temperatura e pH. Geralmente, a velocidade de retrogradação é máxima para géis com cerca de 30-40% de umidade, conservados ao redor de -4ºC e cujo pH foi ajustado para
Profa. Dra. Nísia Andrade Villela Dessimoni Pinto

AMIDO
5.0 após a gelatinização. Altas temperaturas ou temperaturas abaixo de -4ºC inibem a retrogradação.
Figura 11 – Tendência à retrogradação de vários amidos a uma concentração de 2 (p/v)
4.3.1 - Importância tecnológica da retrogradação
A retrogradação é responsável pelo encolhimento, sinérese e endurecimento de géis de amido conservados por determinado período, principalmente à temperatura de refrigeração. estes efeitos são mais evidenciados quando o gel é congelado e descongelado por várias vezes. Em alimentos como pães, molhos, pudins, etc., a ocorrência da retrogradação é indesejável e deve ser evitada. O aumento de firmeza em pães durante o armazenamento é atribuído quase que exclusivamente à retrogradação do amido. Em pastas ou géis é comum o aparecimento, devido à retrogradação, de uma película superficial que compromete a qualidade deste produto. Em molhos, a insolubilização do amido pela retrogradação causa uma separação de fases indesejável neste tipo de alimento.. A insolubilização do amido durante a secagem de farinhas pré-gelatinizadas ou de arroz malequizado, também são exemplos dos efeitos prejudiciais da retrogradação. Nestes alimentos, a secagem a baixas temperatura, principalmente em determinada faixa de umidade, propicia uma retrogradação mais intensa, diminuindo a solubilidade das farinhas pré-gelatinizadas e aumentando o tempo de cocção do arroz malequizado.
Profa. Dra. Nísia Andrade Villela Dessimoni Pinto

AMIDO
Embora os efeitos da retrogradação sejam indesejáveis para a maioria dos produtos alimentícios, existem alguns casos onde a ocorrência deste fenômeno é benéfica.
A retrogradação na superfície de batatas antes da fritura diminui a absorção de óleo e confere uma textura agradável ao produto. Neste processamento, a gelatinização e posterior retrogradação ocorrem durante o branqueamento e resfriamento antes da fritura, respectivamente. Em aplicações industriais onde é necessária a formação de um filme insolúvel, como por exemplo em papéis de parede, a retrogradação é desejável.
A tendência à retrogradação pode ser minimizada através de modificações químicas. A introdução de grupos iônicos, como fosfatos, ou hidrofóbicos como acetil ou propionil, nas unidades de glicose impedem a associação de moléculas de amido inibindo a retrogradação. Embora estes amidos modificados, assim como os de batata, milho e sorgo ceroso, entre outros, apresentem baixa retrogradação, suas pastas são por demais coesivas para utilização em alimentos. A introdução de ligações cruzadas nestes amidos minimiza esta característica e viabiliza sua utilização em alimentos.
Assim é possível, através de modificações químicas, moldar o amido de modo a se obter propriedades tecnológicas desejáveis.
4.4 - Claridade da pasta
A transparência é outra característica importante de pastas de amido e de grande interesse para a aceitabilidade de um determinado produto pelo consumidor. Por exemplo, o amido usado como espessante de recheios de tortas ou usado como cobertura em confeitaria, deve ser transparente. Em outros alimentos, como nas sobremesas pré-preparadas, a opacidade é uma característica desejável. Independente destes fatores estéticos, a claridade de pastas de amido está relacionada com a tendência à retrogradação do amido e, portanto, tem influência em outras características tecnológicas da pasta. De maneira geral, amidos com alta tendência à retrogradação produzem pastas mais opacas que aqueles com baixa tendência à retrogradação.
Profa. Dra. Nísia Andrade Villela Dessimoni Pinto