Embed Size (px)
Citation preview

CENTRO UNIVERSITÁRIO DO LESTE DE MINAS GERAIS UnilesteMG Mestrado em Engenharia Industrial Síntese, Processamento e
Caracterização de Materiais
INFLUÊNCIA DA ELETRODEPOSIÇÃO DE ZINCO PELO PROCESSO GRAVITEL NA RUGOSIDADE SUPERFICIAL DO AÇO
Luciano Alcântara Teixeira
Orientador: Fabricio Moura Dias
Coronel Fabriciano Novembro de 2013

INFLUÊNCIA DA ELETRODEPOSIÇÃO DE ZINCO PELO PROCESSO GRAVITEL NA RUGOSIDADE SUPERFICIAL DO AÇO
Dissertação apresentada ao Programa de Pós-Graduação em Engenharia Industrial do Departamento de Pesquisa e Pós- Graduação do Leste de Minas Gerais, como requisito parcial para obtenção do grau de Mestre em Engenharia Industrial. Orientador: Fabricio Moura Dias
Coronel Fabriciano Novembro de 2013
LUCIANO ALCÂNTARA TEIXEIRA
INFLUÊNCIA DA ELETRODEPOSIÇÃO DE ZINCO PELO PROCESSO GRAVITEL NA RUGOSIDADE SUPERFICIAL DO AÇO
Dissertação de Mestrado submetida à banca examinadora designada pelo conselho
de
Curso do Programa de Pós-Graduação em Engenharia, Mestrado em Engenharia
Industrial, do Centro Universitário do Leste de Minas Gerais, como parte dos
requisitos
necessários à obtenção do grau de Mestre em Engenharia Industrial.
Aprovada em 29 de Novembro de 2013 Por:
Prof. Dr. Fabrício Moura Dias - PPGE / Unileste - Orientador
Profª. Drª. Cláudia Nazaré dos Santos - UFF/VR
Prof. Dr. Marcelo Lucas Pereira Machado - IFES
Coronel Fabriciano Novembro de 2013

A Deus pela vida e por tudo
A minha mãe Maria da Conceição e ao meu pai Gilberto Teixeira, pelo amor, apoio, ensinamento e
por estarmos juntos sempre em todos momentos da vida.
Ao meu irmão Leonardo Alcântara que participou diretamente do projeto, pelo apoio frente a
todos desafios e pela Gilmara por todo apoio e amor incondicional.
A Michele meu eterno amor,
pela compreensão e pelos sonhos realizados.
Ao Kauan nosso lindo filho
pela razão de vida e inspiração
Aos familiares obrigado pelo apoio, confiança e admiração
AGRADECIMENTOS
A Deus, pela infinita misericórdia e por me conceder a família, amigos e realizações em minha vida;
Ao meu orientador professor e amigo Fabricio Moura Dias, pelo profissionalismo, paciência, confiança em todos momentos depositados em minha pessoa e pela energia positiva da vida e para com o
próximo.
Aos colegas e professores de mestrado pelo ensinamento e respeito.
Aos colegas de trabalho obrigado pelo apoio, confiança e por me apoiar na realização de mais este sonho.

"A mente que se abre a uma nova idéia
jamais voltará ao seu tamanho original."
Albert Einstein
RESUMO
Os parâmetros superficiais em chapas metálicas de rugosidade (Ra) e densidade de
pico (Rpc) vem sendo muito estudado devido a crescente exigência dos clientes da
indústria automobilística no Brasil, frente principalmente ao melhor desempenho dos
aços, nos processos de estampagem e durante a etapa de pintura aplicada
principalmente em veículos. Este mercado brasileiro é influenciado diretamente
pelas montadoras do continente europeu e asiático. O efeito de variabilidade destes
parâmetros superficiais em aços eletrogalvanizados reforçam a necessidade de se
avaliar a contribuição de cada etapa do processo, uma vez que durante o
revestimento é gerado um perfil superficial secundário, podendo este alterar o
resultado obtido na superfície primária da chapa metálica. Sendo assim, este
trabalho apresenta o estudo da influência da eletrodeposição de zinco pelo processo
Gravitel na rugosidade superficial do aço. Os corpos de prova foram amostrados em
escala industrial e tratados em laboratório, para verificar a influência do parâmetro
de rugosidade e densidade de pico de diferentes camadas de revestimento de zinco.
A avaliação dos parâmetros superficiais foram determinadas a partir de medição
com sensor sem contato (CLA – range de 300µm) frequência de 500 Hz, em cinco
perfis filtrados com cutoff de 2,5mm por amostra, velocidade de 0,5mm/s e
espaçamento entre pontos de 1,0µm, utilizando o perfilômetro CLI 1000, com base
de deslocamento automatizado em duas direções ortogonais preferenciais. Foram
avaliados também a morfologia da chapa revestida utilizando a microscopia
eletrônica de varredura e a identificação da orientação cristalográfica preferencial
pelo método difração de raio X. A influência do revestimento de zinco na densidade
de pico foi menor, quando comparado com os valores de variação de rugosidade
que foi de 0,61µm entre a rugosidade da chapa não revestida e revestida, podendo
ainda confirmar a necessidade de se obter por faixa de camada de zinco a
proporcionalidade de densidade de corrente, para que se reduza a interferência da
ação do revestimento sobre a rugosidade final da chapa.
Palavras-chave: rugosidade, densidade de pico, estampagem, pintura e aços
eletrogalvanizado.
ABSTRACT
The parameters in sheet metal surface roughness ( Ra ) and peak density ( Rpc )
has been widely studied due to increasing demand by clients in the automotive
industry in Brazil , mainly forward to the improved performance of steels in stamping
processes and during the paint step applied especially in vehicles. The Brazilian
market is directly influenced by the automakers from continental Europe and Asia.
The effect of variability of these parameters in superficial electrogalvanized steel
reinforce the need to assess the contribution of each step of the process , since
during the coating surface is generated a secondary profile , which may alter the
results obtained from the primary surface of the sheet metal . Thus, this work
presents the study of the influence of zinc electroplating process Gravitel in the
surface roughness of the steel. The specimens were sampled on in an industrial
scale and treated in the laboratory to verify the influence of the roughness parameter
and peak density of different layers of zinc coating. The evaluation of surface
parameters were determined from measurements with non-contact sensor ( CLA -
300μm range ) frequency of 500 Hz , in five profiles filtered with cutoff of 2.5 mm per
sample , speed of 0.5 mm / s spacing between points 1.0 microns using the CLI 1000
profilometer , based automated displacement in two orthogonal directions preferred .
Evaluated, also the morphology of the coated sheet using scanning electron
microscopy and identification of preferred crystallographic orientation by X-ray
diffraction method The influence of the zinc coating density peak was lower
compared to the values of variation of roughness that was 0.61 µm between the
roughness the coated and the uncoated steel plate, and it can also confirm the need
to obtain a band layer zinc proportionality current density , in order to reduce the
interference action of the coating on the final roughness of the steel plate.
Keywords: surface roughness , peak density , stamping, painting and
electrogalvanized steel.
LISTA DE TABELAS
TABELA 1- Padrão dimensional e de forma dos apalpadores (asme b46:1 -
1995; iso 3274:1996 apud Teixeira, Barbosa 2004) ..................................... 41
TABELA 2 - Cut-offs padrão para filtros gaussian e associados à relação de
cut-off e ao raio da ponta de apalpadores, recomendados para
medição de rugosidade (asme b46:1995; iso 3274:1996) ............................. 43
TABELA 3 - Regiões das bobinas avaliadas em função da condição e da
quantidade de revestimento depositado por face .......................................... 63
TABELA 4- Regiões das bobinas avaliadas em função da condição e da
quantidade de revestimento depositado em escala piloto. ............................ 65
TABELA 5 - Parametrização para teste em escala piloto ............................................... 65
TABELA 6 - Condições de ensaios e quantidade da camada de zinco obtida
nos corpos de prova eletrodepositados em escala piloto. ............................. 66
TABELA7- Balanço dos critérios estatísticos considerados nas análises de
variância (anova) em corpos de prova eletrodepositados em escala
piloto. ............................................................................................................. 81
LISTA DE FIGURAS
Figura 1 - Fluxograma da linha de eletrodeposição de zinco. ........................................ 18
Figura 2 - Configuração do processo via célula Gravitel. ............................................... 19
Figura 3 - Perfil das irregularidades da superfície. ......................................................... 27
Figura 4 - Representação das amplitudes de picos e vales no perfil de rugosidade ...... 30
Figura 5 - Diagrama esquemático das características de uma superfície ...................... 32
Figura 6 - Elemento do perfil (ISSO 4287:2002) ............................................................ 33
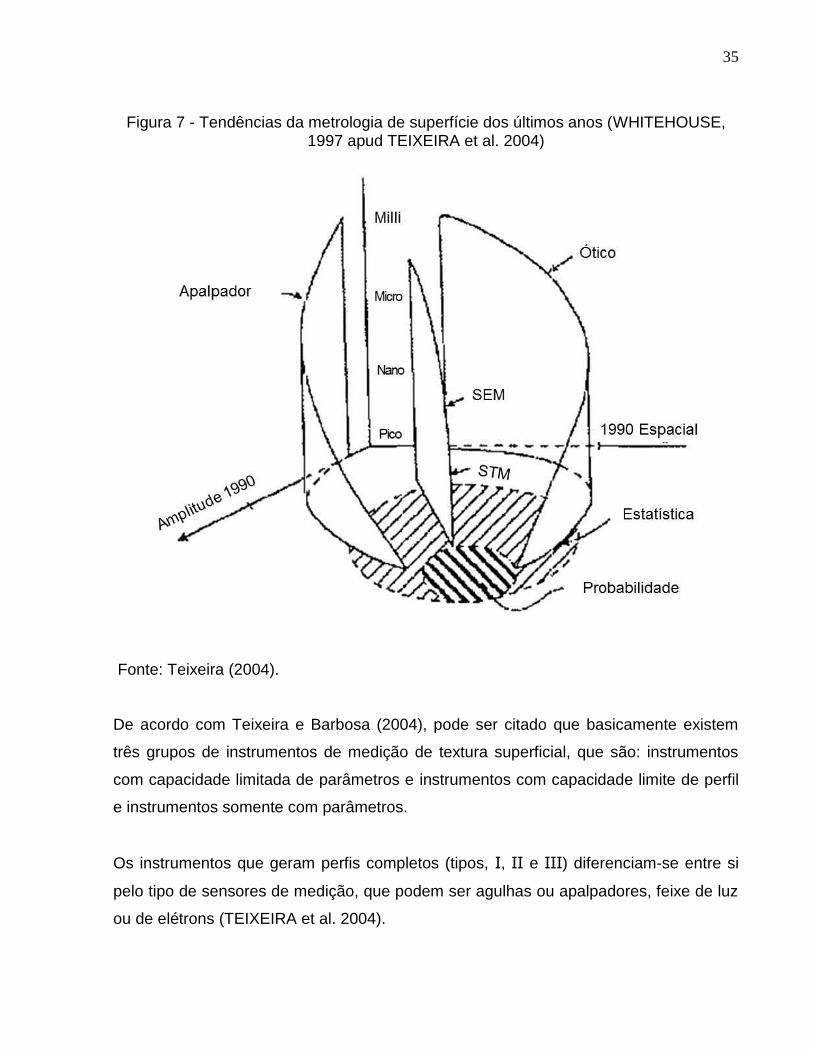
Figura 7 - Tendências da metrologia de superfície dos últimos anos
(WHITEHOUSE, 1997 apud TEIXEIRA et al. 2004) ...................................... 35
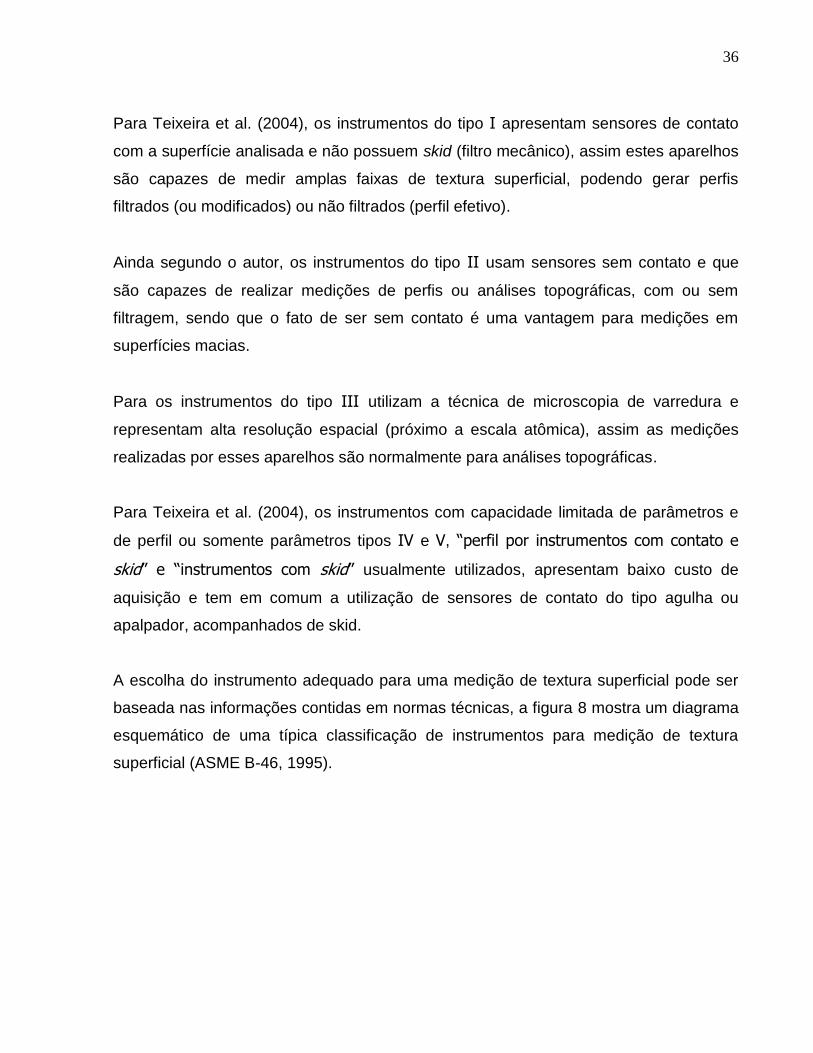
Figura 8 - Classificação dos instrumentos para medição de textura superficial (
ASME B-46:1995) .......................................................................................... 37
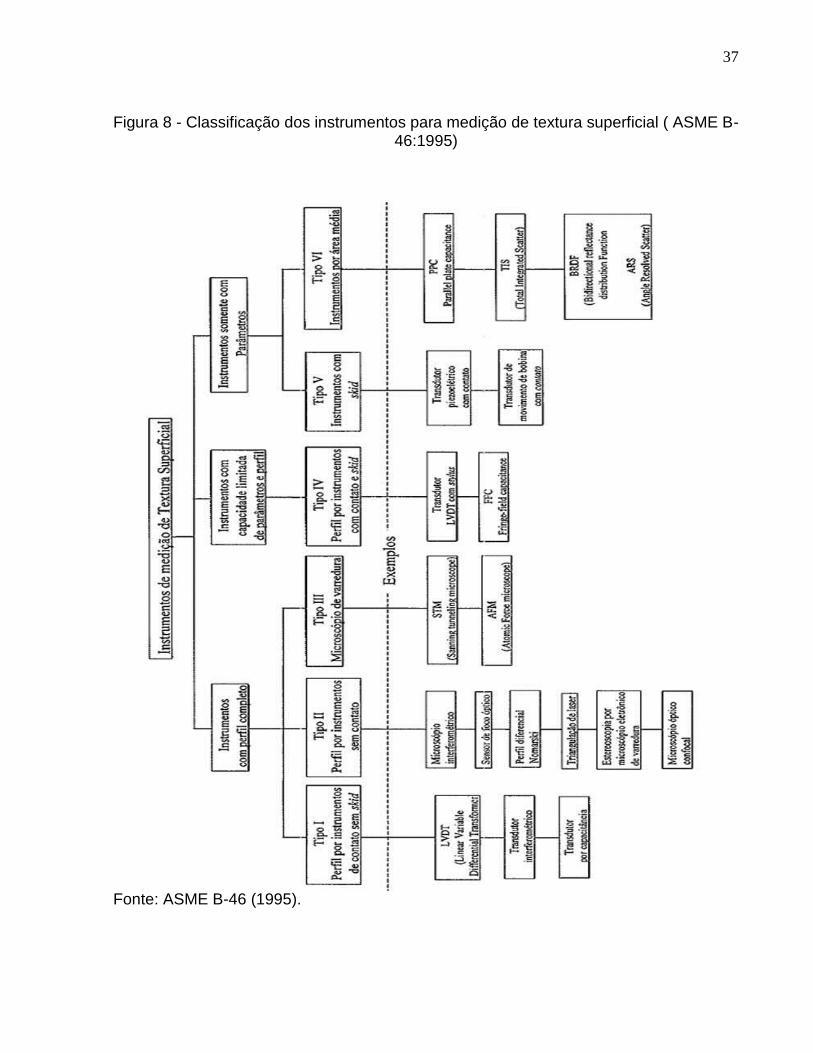
Figura 9 - Princípio básico dos instrumentos de medição de textura superficial. ........... 38
Figura 10 - Componentes de instrumentos de medição de rugosidade e de
waviness através de contato. ....................................................................... 39
Figura 11 - Representação do efeito do raio do apalpador na redução de
amplitude das irregularidades de uma determinada superfície (
DAGALL, 1998 apud TEIXEIRA, BARBOSA, 2004) ...................................... 40
Figura 12 - Erro de medição de rugosidade média introduzido pela utilização de
diferentes dimensões de apalpadores (DAGNALL, 1998 apud
TEIXEIRA, BARBOSA, 2004) ........................................................................ 42
Figura 13 - Perfil real, cortado por um plano perpendicular. .......................................... 44
Figura 14 - Perfil efetivo, obtido com impressora de rugosímetro (sem filtrar
ondulaçoes) ................................................................................................... 45
Figura 15 - Perfil de rugosidade com filtro. ..................................................................... 46
Figura 16 - Efeito da utilização de filtros 2CR, 2CR PC e Gaussian .............................. 47
Figura 17 - Conceito de cut-off para filtragem de rugosidade e waviness
(TEIXEIRA, BARBOSA 2004)........................................................................ 48
Figura 18 - Percentual de transmissão das características de rugosidade e de
waviness (Jis B0632, 1997 apud Teixeira 2006) ........................................... 50
Figura 19 - Efeito da condição de galvanização sobre a rugosidade da chapa de
aço. ................................................................................................................ 51
Figura 20 - Identificação das linhas de corte superior (C1) e inferior (C2) para
contagem de picos de um perfil de rugosidade e definição do parâmetro
RPc. ............................................................................................................... 52
Figura 21 - Altura máxima dos picos do perfil (ABNT ISO 4287:2002) .......................... 53
Figura 22 - Profundidade máxima do vale do perfil (ABNT ISO 4287:2002). ................. 54
Figura 23 - Valores de Pc que ultrapassam o limite superior e inferior. ......................... 55
Figura 24 - Representação esquemática dos principais planos cristalinos de zinco
em relação ao cristal. .................................................................................... 58
Figura 25 - Desenho esquemático das regiões de amostragem de chapas não
revestidas e revestidas para avaliação do efeito da camada de zinco na
rugosidade de chapa eletrogalvanizadas. ..................................................... 62
Figura 26 - Desenho esquemático de amostragem ........................................................ 62
Figura 27 - Conjugações de densidade de corrente e camada de zinco
eletrodepositado em escala piloto para se avaliar o efeito da camada
de zinco eletrodepositado na rugosidade de chapas de aço laminadas a
frio. ................................................................................................................ 67
Figura 28 - Localização e distribuição das regiões de medição dos aspectos de
rugosidade nas amostras avaliadas, tanto em escala industrial como
em escala piloto. ............................................................................................ 68
Figura 29 - Balanço dos critérios estatísticos considerados nas análises de
variância (ANOVA) de amostras de bobinas eletrogalvanizadas na
EGL. .............................................................................................................. 70
Figura 30 - Correlação entre a diferença de rugosidade média devido ao processo
de galvanização eletrolítica entre chapas de mesma bobina, na
condição não revestida e revestida para face superior. ................................ 72
Figura 31 - Correlação entre a diferença de rugosidade média devido ao processo
de galvanização eletrolítica entre chapas de mesma bobina, na
condição não revestida e revestida para face inferior. .................................. 73
Figura 32 - Correlação entre a diferença de densidade de picos devida ao
processo de galvanização eletrolítica entre chapas de mesma bobina,
na condição não revestida e revestida para face superior. ........................... 74
Figura 33 - Correlação entre a diferença de densidade de picos devida ao
processo de galvanização eletrolítica entre chapas de mesma bobina,
na condição não revestida e revestida para face inferior. ............................. 75
Figura 34 - Aspecto superficial obtido em análise por MEV de duas amostras
eletrogalvanizadas processadas em escala industrial. ................................. 76
Figura 35 - Aspecto superficial obtido em análise por MEV de duas amostras
eletrogalvanizadas processadas em escala industrial. ................................. 77
Figura 36 - Aspecto superficial obtido em análise por MEV de duas amostras
eletrogalvanizadas processadas em escala industrial. ................................. 78
Figura 37 - Aspecto superficial obtido em análise por MEV de amostras
eletrogalvanizadas ......................................................................................... 79
Figura 38 - Resultados da caracterização superficial dos corpos de prova
revestidos e não revestidos em termos de rugosidade média e
densidade de picos e da diferença entre a condição revestida (R) e não
revestida (NR). .............................................................................................. 82
Figura 39 - Resultados da caracterização em termos de densidade de picos dos
corpos de prova revestidos com alteração de densidade de corrente e
variação do peso da camada de Zn sobre a amostra. ................................... 83
Figura 40 - Resultados da caracterização em termos de rugosidade média dos
corpos de prova revestidos com alteração de densidade de corrente e
variação do peso da camada de Zn sobre a amostra. ................................... 84
Figura 41 - Conjugações de densidade de corrente e camada de zinco
eletrodepositado ............................................................................................ 85
Figura 42 - Distribuição da orientação cristalográfica obtida nos corpos de prova
eletrodepositados em escala piloto. BDC: baixa densidade de corrente;
ADC: alta densidade de corrente; PBA: plano piramidal de baixo
ângulo; PAA: Plano piramidal de alto ângulo. ............................................... 87
Figura 43 – Resultado de rugosidade (Ra), camada de Zn 22/22 na face superior ....... 89
Figura 44 – Resultado de rugosidade (Ra), camada de Zn 22/22 na face inferior ........ 90
Figura 45 – Resultado de densidade de pico (RPc), camada de Zn 22/22 na face
superior ......................................................................................................... 91
Figura 46 – Resultado de densidade de pico (RPc), camada de Zn 22/22 na face
inferior ........................................................................................................... 92
Figura 47 – Resultado de rugosidade (Ra), camada de Zn 22/22 na face superior ....... 93
Figura 48 – Resultado de rugosidade (Ra), camada de Zn 22/22 na face superior ....... 94
Figura 49 – Resultado de densidade de pico (RPc),camada de Zn 22/22 na face
superior ......................................................................................................... 95
Figura 50 – Resultado de densidade de pico (RPc), camada de Zn 22/22 na face
inferior ........................................................................................................... 96
Figura 51 – Resultado de rugosidade (Ra), camada de Zn 45/45 na face superior ....... 97
Figura 52 – Resultado de rugosidade (Ra), camada de Zn 45/45 na face inferior ......... 98
Figura 53 – Resultado de densidade de pico (RPc), camada de Zn 45/45 na face
superior ......................................................................................................... 99
Figura 54 – Resultado de densidade de pico (RPc), camada de Zn 45/45 na face
inferior ......................................................................................................... 100
Figura 55 – Resultado de rugosidade (Ra), camada de Zn 56/56 na face superior ..... 101
Figura 56 – Resultado de rugosidade (Ra), camada de Zn 56/56 na face inferior ....... 102
Figura 57 – Resultado de densidade de pico (RPc), camada de Zn 56/56 na face
superior ....................................................................................................... 103
Figura 58 – Resultado de densidade de pico (RPc), camada de Zn 56/56 na face
inferior ......................................................................................................... 104
Figura 59 – Resultado de rugosidade (Ra) com densidade de 30A, BF15270070. ..... 105
Figura 60 – Resultado de rugosidade (Ra) com densidade de 145A, BF15270070 .... 106
Figura 61 – Resultado de densidade de pico (RPc) com densidade de 30A,
BF15268209 ................................................................................................ 107
Figura 62 – Resultado de densidade de pico (RPc) com densidade de 145A,
BF15268209 ................................................................................................ 108
LISTA DE ABREVIATURAS
CP Corpo-de-prova; L Longitudinal (direção paralela a laminação); T Transversal (direção transversal à de laminação); M Meio da largura da chapa; B Borda da chapa; Range Faixa de medida dos parâmetros, pré-determinada de acordo com a
rugosidade presumível do material a ser avaliado; λc Comprimento de amostragem (cut-off); λf Filtro de maior comprimento de onda; λc Filtro de menor comprimento de onda; Ra Rugosidade Média; Rz Média das alturas máximas (pico ao vale) das sub-divisões do
comprimento de amostragem (cut-off); R max Maior altura do perfil (pico ao vale) dentre as máximas alturas de cada
subdivisão do comprimento de amostragem; Rt Profundidade total da rugosidade (pico ao vale). Corresponde à
distância vertical entre o maior pico e o mais profundo vale dentro do comprimento de amostragem;
RPc Densidade de picos. Numero de picos médio, por unidade de
comprimento, que atravessam um nível de corte centrado na linha média;
ADCCA Alta densidade de corrente camada alta
ADCCB Alta densidade de corrente camada baixa
BDCCA Baixa densidade de corrente camada alta
BDCCB Baixa densidade de corrente camada baixa
EGL Electrolytic Galvanizing Line – Linha de galvanização eletrolítica
EG Aço eletrogalvanizado pelo processo Gravitel. Liga de zinco puro.
GRAVITEL Processo de deposição eletrolítica de zinco desenvolvido pela empresa austríaca Andritz/Ruthner-Division
GA Aço livre de intersticial revestido pelo processo de galvanização a quente. liga zinco e ferro.
GI Aço livre de intersticial revestido pelo processo de galvanização a quente por imersão. liga zinco puro.
DS Drive Side – Lado de acionamento WS Work Side – Lado de Trabalho M Centro do material
SUMÁRIO
1. INTRODUÇÃO ...................................................................................................................... 14
1.1 OBJETIVOS ........................................................................................................................ 16
1.1.1 Objetivo Geral .................................................................................................................. 16
1.1.2 Objetivo Específicos ........................................................................................................ 16
2 REVISÃO BIBLIOGRÁFICA ................................................................................................... 17
2.1 Eletrogalvanização .............................................................................................................. 17
2.2 Característica do Produto Galvanizado ............................................................................... 20
2.3 Zinco Granulado e Estação de Dissolução.......................................................................... 21
2.4 Processo de Eletrodeposição.............................................................................................. 22
2.5 Pré-Tratamento da Chapa de Aço Carbono ........................................................................ 23
2.6 Lei de Faraday .................................................................................................................... 24
2.7 Pós-Tratamento do Processo de Revestimento .................................................................. 25
2.8 Conceitos gerais de Superfície ........................................................................................... 26
2.9 Definição de superfície e perfil ............................................................................................ 30
2.10 Composição da superfície ................................................................................................. 31
2.11 Características dos instrumentos de medição ................................................................... 34
2.12 Componentes de medição por contato .............................................................................. 38
2.13 Apalpador ou sensor de contato ....................................................................................... 40
2.14 Filtragem do perfil de medição .......................................................................................... 44
2.14.1 Perfil Real ...................................................................................................................... 44
2.14.2 Perfil Efetivo ................................................................................................................... 45
2.14.3 Perfil de rugosidade ....................................................................................................... 46
2.14.4 Tipos de filtro ................................................................................................................. 46
2.14.5 Comprimento de amostragem (cut-off) ........................................................................... 48
2.14.6 Textura Superficial ......................................................................................................... 49
3. Parâmetros de Rugosidade ..................................................................................................................51
3.1 Parâmetros de Waviness ....................................................................................................................55
3.2 Parâmetros de Forma..........................................................................................................................56
3.3 Textura Cristalográfica ........................................................................................................................56
4. CONTROLE DOS ASPECTOS SUPERFICIAIS EM LAMINADOS A FRIO .................................59
5. MATERIAIS E METODOS ....................................................................................................................61
6. RESULTADOS E DISCUSSÃO ...........................................................................................................70
6.1 Efeito da variação da camada de zinco do processo de eletrogalvanização em ......................70
6.2 Aspecto superficial e tamanho das arestas dos cristais de zinco eletrodepositados. ..............76
6.3 Efeito da variação da camada de zinco por eletrodeposição em escala piloto..........................80
6.4 Valores médios de rugosidade e densidade de pico em escala industrial. ................................88
6.5 Valores médios de rugosidade e densidade de pico em escala laboratorial. ..........................105
7. CONCLUSÃO ...........................................................................................................................109
8. REFERÊNCIAS ...........................................................................................................................111
9. ANEXOS ...........................................................................................................................114
14
1. INTRODUÇÃO
A constante aplicação de chapas de aço revestida tem apresentado crescimento
promissor nas indústrias ligadas ao setor automotivo e utensílios domésticos (linha
branca).
A eletrodeposição de ligas de zinco/ferro tem sido objeto de estudos uma vez que
apresenta como vantagens: excelente resistência a corrosão, acabamento superficial
superior ao aço sem revestimento, ótimo desempenho para estampagem profunda e
não apresenta perdas de suas propriedades mecânicas.
Ao longo dos anos a crescente demanda por aços eletrogalvanizados pelas indústrias
automobilísticas, de eletrodomésticos, da construção civil, dentre outras, é devida ao
seu excelente desempenho quanto à resistência à corrosão e ao seu ótimo aspecto
superficial, principalmente após pintura.
A etapa do processo de eletrodeposição de ligas de zinco é usada muito
frequentemente devido ao fato de proporcionar em um aumento significativo na
proteção contra a corrosão.
A excelente resistência à corrosão em diferentes ambientes, facilidade de aderência ao
aço e a capacidade de proteger galvanicamente o aço em pequenas descontinuidades
do revestimento tornaram o zinco um dos mais importantes revestimentos usados para
proteger o aço da corrosão atmosférica ( CARVALHIDO, p.15, 2007).
As características superficiais de chapas revestidas apresentam grandes exigências no
mercado nacional e internacional. Para o desenvolvimento frente as novas demandas
os clientes exigem um rigoroso controle das especificações com faixas ainda mais
fechadas em relação ao limite superior e inferior de controle
15
Para atender as especificações mais exigentes, tendo em vista principalmente valores
de rugosidade acima do especificado, um grande esforço operacional tem sido
demandado, gerando em alguns casos ações corretivas de retrabalho do material já
revestido, para trazer os valores encontrados para dentro das características
superficiais, neste caso, tendo como parâmetro mais relevante o valor de rugosidade
média (Ra).
Como o processo de eletrodeposição é custoso e representa uma parcela importante
de retorno financeiro para a empresa, se faz necessário um entendimento da influência
dos parâmetros de processo uma vez que uma nova superfície será formada sobre
esse substrato metálico.
Inúmeros são os parâmetros que devem ser acompanhados durante o processo de
fabricação dos destaca-se a complexidade da operação de eletrodeposição pelo
processo GRAVITEL, como sendo uma etapa que demanda grande atenção.
Este processo é utilizado para revestimento da chapa metálica, através de uma célula
vertical, com a presença de uma solução de zinco intitulada de eletrólito e corrente
elétrica. Por isto se faz necessário estudar a influência do revestimento de zinco nos
parâmetros de rugosidade de uma chapa laminada a frio; tendo como principal
parâmetro de controle o peso da camada, a velocidade de processo da chapa de aço
na linha de galvanização eletrolítica. Assim os parâmetros que servirão para
fundamentação do estudo são: rugosidade (Ra), densidade de picos (RPc) e ondulação
média (Wa).
Busca-se entender os parâmetros e etapas do processo para avaliar o efeito da
rugosidade na chapa laminada a frio antes e depois do revestimento por
eletrodeposição.
16
1.1 OBJETIVOS
1.1.1 Objetivo Geral
Influência da eletrodeposição de zinco pelo processo gravitel na rugosidade
superficial do aço,
1.1.2 Objetivo Específicos
Identificar a influência da camada de revestimento de zinco no parâmetro de
rugosidade média (Ra) e densidade de pico (RPc).
Classificar o grau de interferência do processo de revestimento e densidade
de corrente nos parâmetros superficiais da chapa revestida.
Indicar os pontos que merecem um maior rigor de controle durante o
processo de eletrodeposição de zinco.
17
2. REVISÃO BIBLIOGRÁFICA
Cada vez mais vem sendo discutido o parâmetro de rugosidade, como parâmetro
determinante para aplicação do produto mediante as especificações definidas pelas
montadoras (indústria automotiva). A etapa de estampagem e pintura são muito
influenciadas pelos valores de rugosidade (Ra), densidade de pico (RPc) e waviness
(Wa), parâmetros estes, que são acompanhados de perto pelas montadoras e seus
fornecedores.
Esta necessidade vem estimulando o pleno desenvolvimento de inúmeros estudos para
tornar as empresas cada vez mais capazes em atender as especificações com
variabilidades cada vez menores e homogêneas ao longo da chapa metálica a ser
aplicada na carroceria dos veículos.
Desta forma se faz necessário cada vez mais o entendimento dos aços revestidos, por
representarem um volume de fornecimento significativo junto as montadoras de
automóveis.
2.1 Eletrogalvanização
Para Costa et al. (1999) a linha de eletrogalvanização se trata de um processo
avançado de enobrecimento do aço, na qual vem favorecer a necessidade de se obter
um material com características de proteção a corrosão, aumentando por sua vez a vida
útil dos produtos finais, tendo como cliente preferencial a indústria automobilística e
linha branca (eletrodomésticos), que representam a maior demanda do mercado.
Segundo Marques (2008) o processo de eletrogalvanização utiliza como matéria-prima
bobinas de aço já recozidas e encruadas, que são soldadas umas as outras, de forma a
manter sua continuidade.
18
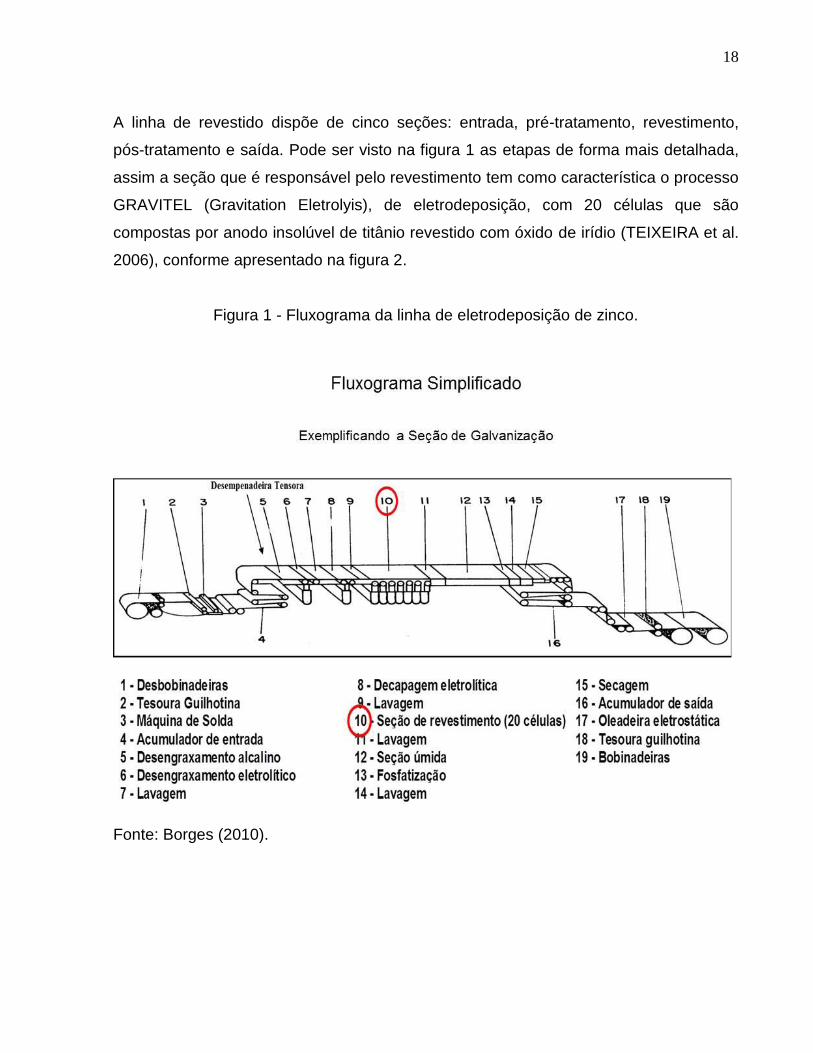
A linha de revestido dispõe de cinco seções: entrada, pré-tratamento, revestimento,
pós-tratamento e saída. Pode ser visto na figura 1 as etapas de forma mais detalhada,
assim a seção que é responsável pelo revestimento tem como característica o processo
GRAVITEL (Gravitation Eletrolyis), de eletrodeposição, com 20 células que são
compostas por anodo insolúvel de titânio revestido com óxido de irídio (TEIXEIRA et al.
2006), conforme apresentado na figura 2.
Figura 1 - Fluxograma da linha de eletrodeposição de zinco.
Fonte: Borges (2010).
19
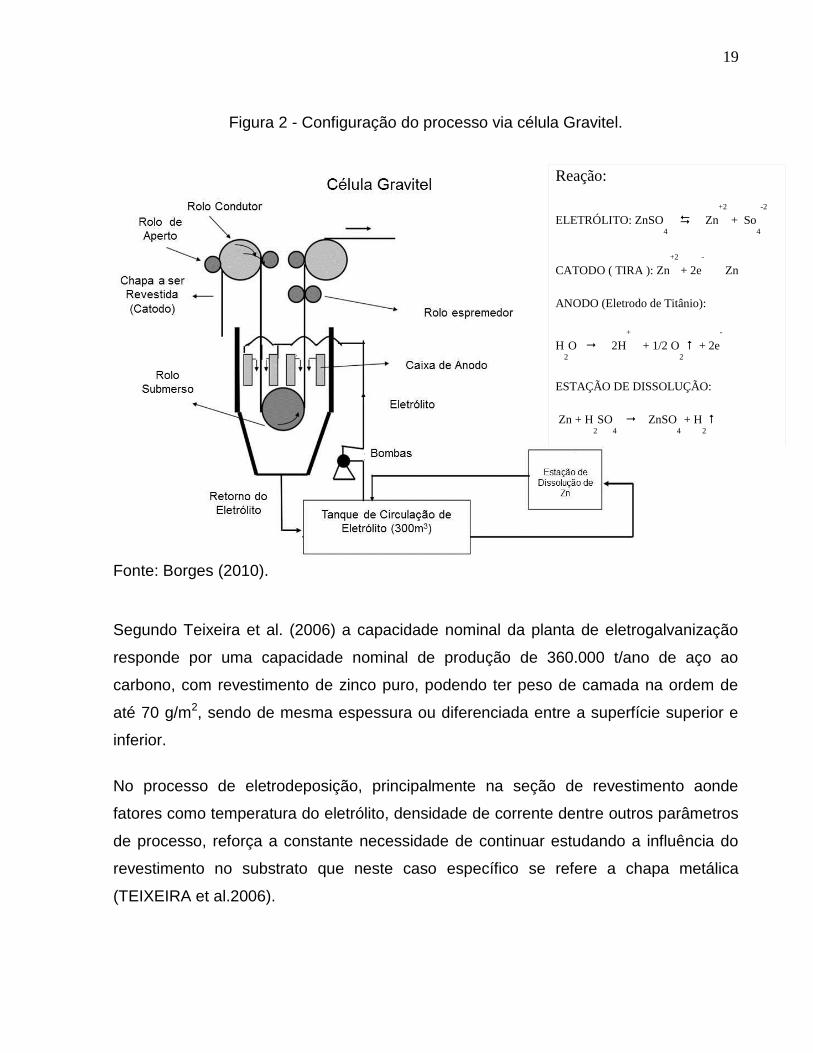
Figura 2 - Configuração do processo via célula Gravitel.
Fonte: Borges (2010).
Segundo Teixeira et al. (2006) a capacidade nominal da planta de eletrogalvanização
responde por uma capacidade nominal de produção de 360.000 t/ano de aço ao
carbono, com revestimento de zinco puro, podendo ter peso de camada na ordem de
até 70 g/m2, sendo de mesma espessura ou diferenciada entre a superfície superior e
inferior.
No processo de eletrodeposição, principalmente na seção de revestimento aonde
fatores como temperatura do eletrólito, densidade de corrente dentre outros parâmetros
de processo, reforça a constante necessidade de continuar estudando a influência do
revestimento no substrato que neste caso específico se refere a chapa metálica
(TEIXEIRA et al.2006).
Reação:
ELETRÓLITO: ZnSO4
Zn
+2
+ So4
-2
CATODO ( TIRA ): Zn
+2
+ 2e
-
Zn
ANODO (Eletrodo de Titânio):
H2
O 2H
+
+ 1/2 O2
+ 2e
-
ESTAÇÃO DE DISSOLUÇÃO:
Zn + H2
SO4
ZnSO4
+ H2
20
2.2 Característica do produto galvanizado
Segundo Oliveira et al. (2000) a tecnologia Gravitel permite a produção de chapas
eletrogalvanizadas com uniformidade de espessura da camada de zinco, do
acabamento superficial e da textura, parâmetros estes exigidos cada vez mais pelos
consumidores.
Segundo Marques (2008) as células pelo processo Gravitel, na posição vertical,
funcionam na condição não inundada, as mesmas possuem quatro caixas de ânodo, na
qual o eletrólito escoa sobre a chapa através de um vertedouro.
No processo de eletrodeposição os cristais de zinco são pequenos e uniformes,
proporcionando um revestimento bem compacto, sendo este favorável ao bom
desempenho durante as operações de estiramento, estampagem e processos mistos
de conformação (OLIVEIRA et al.2000).
O processo de eletrogalvanização é amplamente utilizado, porque fornece ao material
revestido, uma aderência de revestimento superior e uma camada de revestimento
uniforme, sendo a morfologia do zinco depositado dependente dos parâmetros de
processo durante a deposição na chapa (Wenzloff, 1993 apud Miranda, 2007).
Segundo Oliveira et al. (2000) o zinco do revestimento age como protetor do substrato,
contra a corrosão do aço através da proteção catódica e pelo efeito barreira durante a
utilização da peça exposta a atmosfera.

21
2.3 Zinco Granulado e Estação de Dissolução
Segundo Oliveira et al. (2000) a solução de eletrólito é composta por Zn2+ , H2SO4 e
água desmineralizada. A temperatura e a concentração de Fe2+ também devem ser
monitorados ficando dentro da faixa estabelecida ou seja ≤ 2g/l. O controle das etapas
de reposição de zinco e da autogeração de ácido sulfúrico são em função das reações
ligadas a estação de dissolução (1) e auto geração do H2SO4 (2).
Estação de Dissolução: Zn + H2SO4 = Zn2 + SO42- + H2 (1)
Auto Geração do H2SO4: 2H+ + SO42- = H2SO4 (2)
O zinco utilizado nos reatores de dissolução é na forma granulada, que deve ter uma
pureza de alta qualidade (99,99%), com propriedades e características específicas e
fundamentais para o perfeito funcionamento do sistema de dissolução, tais como área
superficial e texturas favoráveis à cinética de dissolução (OLIVEIRA et al. 2000)
Segundo Oliveira et al. (2000) a presença de contaminantes no zinco como, por
exemplo, chumbo, níquel, antimônio e cádmio, pode comprometer a eficiência do
processo de Eletrogalvanização, ou propriedades importantes, como aderência do
revestimento de zinco no substrato (chapa metálica).
A dissolução do zinco depende principalmente do potencial Hidrogeniônico (PH), da
temperatura e das impurezas contidas no eletrólito, como por exemplo o ferro. A
presença de íons de ferro é prejudicial ao eletrólito (codeposição no revestimento) e à
dissolução do zinco devido à cementação parasita na superfície dos grânulos conforme
à reação da equação (3) (OLIVEIRA et al. 2000).
ZN0 + Fe2+ = Zn2+ + Fe0 (3)
22
Segundo Oliveira et al. (2000) quando ocorre esta reação na superfície dos grânulos, a
dissolução é dificultada, podendo às vezes formar grandes blocos de zinco
contaminados com ferro e diminuir significativamente o desempenho do processo de
revestimento.
[...] para conter a concentração de ferro no eletrólito, é necessário a instalação de equipamento específico visando manter a concentração de ferro sempre abaixo de 2g/l. Além da estação de eliminação de ferro, o modelo de eletrodeposição contempla um flash coating de zinco nas primeiras células no lado não revestido, quando se processa material galvanizado em somente uma face, visando minimizar a contaminação do eletrólito por ferro. (OLIVEIRA et al. 2000).
Ainda segundo Oliveira et al. (2000) um outro fator muito importante para se evitar a
cementação pelo ferro e melhorar a dissolução do zinco é manter entre 1,2 e 1,8 o pH
do eletrólito.
2.4 Processo de eletrodeposição
Segundo Filho et al. (1997) a eletrodeposição de zinco em linhas industriais ocorre
através de um processo onde a tira de aço entra em contato com uma solução de sal
de zinco (sulfato, cloreto, cianeto) que esta em movimento e aplicação de altas
densidades de corrente promove a redução do cátion zinco na superfície do aço.
Para Costa et al. (1999) alguns parâmetros, como concentração, velocidade,
temperatura e pH do eletrólito, distância entre as caixas de anôdos e densidade de
corrente, exercem forte influência na textura do revestimento.
Segundo Miranda (2007) a etapa de recobrimento se faz pelo escoamento do eletrólito
sobre a chapa por um determinado tempo que é definido pela velocidade da linha de
tratamento, ou seja íons positivos de zinco presentes no eletrólito são reduzidos a Zn
metálico depositados sobre a chapa metálica.
23
2.5 Pré-Tratamento da chapa de aço carbono
Para Teixeira, I. O., Barbosa, A. H. A. et al. (2006), o fator determinante para o mais alto
grau de qualidade na aderência do revestimento de zinco é o cuidado que se deve ter já
na seção de pré-tratamento, pois durante o desengraxamento o cuidado é garantir a
completa remoção de óleo e impurezas remanescentes do processo de laminação a
frio.
Segundo Oliveira et al. (2000) a seção de pré-tratamento tem uma importância singular
no sucesso do revestimento, uma vez que a mesma destina-se à preparação da
superfície da chapa metálica para ser recoberta pela camada de zinco.
A adesão do revestimento ao substrato é influenciada por diversos fatores, tais como:
material do revestimento, condição do substrato, rugosidade, limpeza e temperatura da
superfície a ser revestida (BRITO, 2010).
Como complemento da etapa anterior o processo de decapagem ainda no pre-
tratamento vem reforçar a limpeza superficial no substrato que neste caso tem como
objetivo a remoção de óxidos que se concentram ainda na superfície.
Para Teixeira et al. (2006) o desengraxamento eletrolítico que vem como último
processo do pré-tratamento elimina pequenas impurezas por meio de fluxo de elétrons
pelo processo catódico (polo negativo) e anódico (polo positivo).
A seção de revestimento que o próprio nome já remete sua grande importância para
todo o processo, é composta por células eletrolíticas do tipo GRAVITEL, a solução de
eletrólito, retificadores, estação de dissolução de zinco, rolos condutores, rolos
submersos, rolos espremedores, dentre outros equipamentos importantes.
24
[...] a deposição de ligas apresenta normalmente maiores dificuldades que a deposição de metais puros. Estas dificuldades se devem principalmente às variações entre as eficiências de corrente entre o anodo e catodo, as quais afetam as concentrações do íon metálico no eletrólito, conduzindo a mudanças na composição química da liga depositada. As ligas são frequentemente depositadas a partir de soluções contendo sais complexos, o que implica no uso de densidades de corrente limitadas (LAINER, 1957 apud ROQUE, 2010).
A solução que faz com que o processo de revestimento seja possível sendo ela o
eletrólito tem como composição a mistura de ZnSO4 (Sol), ácido sulfúrico e água
desmineralizada.
Segundo Filho et al. (1997) a eletrodeposição de zinco em linhas industriais ocorre
através de um processo em que a tira de aço entra em contato com uma solução de sal
de zinco (sulfato, cloreto, cianeto) que esta em movimento e a aplicação de altas
densidades de corrente promove a redução do cátion zinco na superfície do aço.
No processo do tipo GRAVITEL, ou seja, o eletrólito é acelerado pela força gravitacional
obtendo um ganho elevado de fluxos de eletrólitos favorecendo a eletrodeposição de
zinco na chapa. Os eletrólitos da liga zinco/ferro podem ser preparados à base de
cloretos ou a base de sulfatos (ROQUE, 2010).
2.6 Lei de Faraday
É importante entender sobre a lei de Faraday para eletrolise sendo que MZN =K.i.t
(g/m2), sendo que para Zn, K=0,3388 mg/As ou seja, a espessura de revestimento é
muito em função da intensidade de corrente e tempo.
Segundo Pontes (2003) para que qualquer reação eletroquímica ocorra numa cela, os
elétrons devem passar através de um circuito conectando os dois eletrodos.
25
Segundo Teixeira et al. (2006), são consideradas variáveis importantes para o
processo: concentração de zinco e ácido sulfúrico no eletrólito, temperatura e
condutividade do eletrólito, densidade de corrente usada nos eletrodos, distância entre
os anodos e a chapa, a presença de contaminantes no eletrólito e fluxo de eletrólito na
célula Gravitel.
2.7 Pós-Tratamento do processo de revestimento
A etapa de pós-tratamento tem a finalidade de lavar a tira eliminando algum resíduo de
solução de eletrólito sobre a sua superfície, evitando possíveis reações indesejáveis
sobre o revestimento como manchas (TEIXEIRA et al. 2006).
Em alguns casos pode-se aplicar outro tratamento superficial após a etapa de lavagem,
sendo o processo de ativação que tem como objetivo ativar a superfície da tira para
receber a solução de fosfato, podendo ainda em alguns casos passar para o processo
final da passivação. Os processos citados acima favorecem a estampagem em
elevados níveis de conformação, além de preparar a superfície para a aplicação da
pintura.
Segundo Oliveira et al. (2000) antes da aplicação da fosfatização, aplica-se um
refinador/nucleador de cristais à base de sais de titânio; somente então é aplicada uma
solução de fosfato tricatiônico permitindo a obtenção de cristais compactos, uniformes e
pequenos com excelentes características para estampagem.
Para Verona et al. (2000) a linha de pre-fosfatização normalmente é acompanhada de
seções de ativação, fosfatização e passivação, todas por processo de aspersão.
Segundo Banczek (2008) a etapa de fosfatização dura entre 2 e 60 minutos, podendo
ser realizada via imersão ou aspersão, à temperatura ambiente ou em temperaturas
elevadas próximas ao ponto de ebulição da água.
26
A massa de camada de fosfato na chapa tem geralmente como especificação frente a
solicitação dos clientes da indústria automotiva de 0,8 a 2,2g/m2 com valor médio de
1,9g/m2 (Verona et al. 2000)
2.8 Conceitos gerais de superfície
Para Teixeira et al. (2006), a diferença entre uma superfície áspera e outra polida pode
ser distinguida por contato ou pela aparência. O grande cuidado que se deve ter é que
a determinação desta diferença é muito subjetiva, podendo levar a diferentes opiniões
de observadores.
Em seu trabalho Teixeira et al. (2004) observa que na engenharia, o mais preciso grau
de aspereza ou polimento da superfície de uma peça tem uma importância
considerável, podendo vir a afetar as funções de um produto ou seu custo de
fabricação. Ainda de acordo com o autor, o processo de fabricação de qualquer produto
deve ser monitorado de perto para detectar mudanças que poderiam afetar seu
desempenho.
Pode-se afirmar que a textura superficial é um conjunto de irregularidades, isto é,
pequenas saliências e reentrâncias que caracterizam uma superfície (DAGNALL, 1998
apud MACHADO, 2009).
Segundo Mendonça (2003), as superfícies reais depois de trabalhadas, apresentam um
conjunto de irregularidades que tendem a formar um padrão de textura específico, ou
seja, uma textura superficial que tem muito a ver com o método utilizado em sua
obtenção.
[...] as características superficiais de um material é denominado de textura superficial, podendo também ser entendida como uma impressão digital do efeito do processo de fabricação na superfície do produto. Essa informação pode ser utilizada para predizer o desempenho ou assessorar o controle do processo de fabricação de um determinado produto (TEIXEIRA et al. 2004).
27
Ainda para Mendonça (2003), a textura superficial é formada por um perfil de
rugosidade oriundo de marcas provocadas pelo método de trabalho na qual a peça foi
submetida (usinagem, abrasão, ação química, etc.) mediante a exigência do cliente.
Segundo Leach (2001) a razão final da superfície do material é a razão entre o
comprimento útil do perfil de rugosidade a um dado nível de corte e o comprimento total
avaliado.
A identificação dessas irregularidades superficiais podem ir de uma natureza
macroscópica até mesmo microscópica, sendo decompostas em erros de forma,
waviness e rugosidade ( DAGNALL, 1998 apud TEIXEIRA, 2004).
Para Vaquelli (2003), as irregularidades de uma superfície se define como o valor
médio de uma distância vertical a partir de sua linha central e através de um
comprimento de amostra fixada.
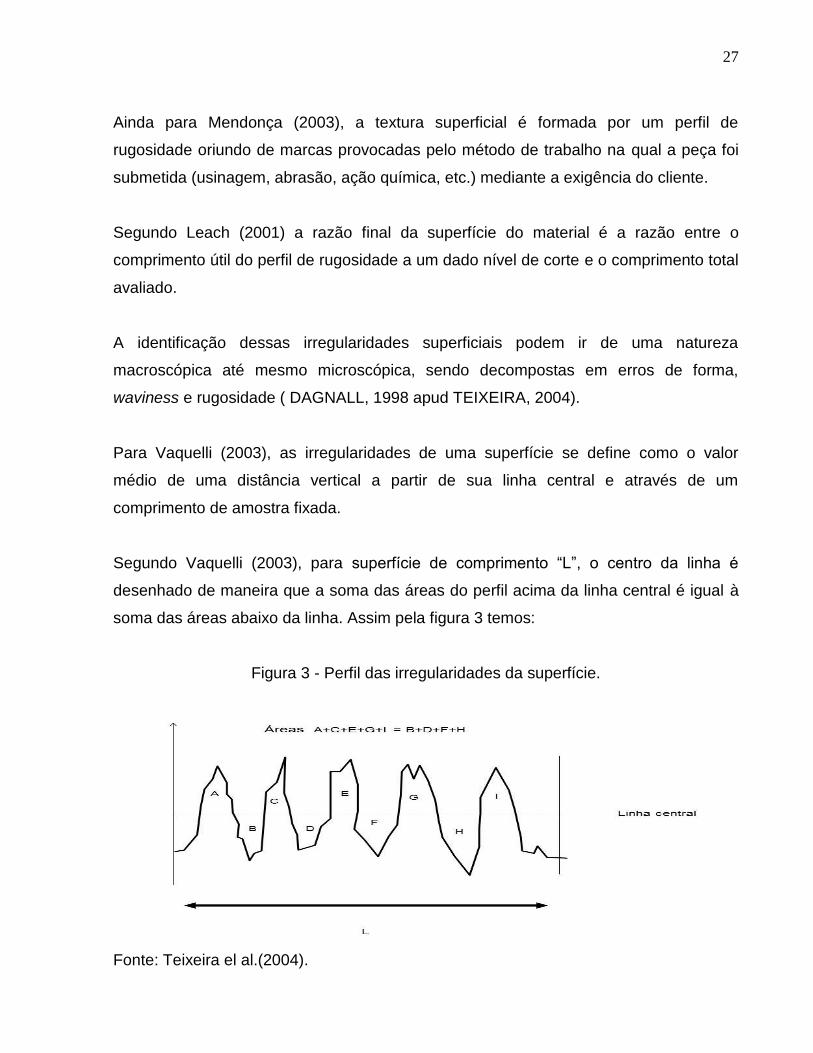
Segundo Vaquelli (2003), para superfície de comprimento “L”, o centro da linha é
desenhado de maneira que a soma das áreas do perfil acima da linha central é igual à
soma das áreas abaixo da linha. Assim pela figura 3 temos:
Figura 3 - Perfil das irregularidades da superfície.
Fonte: Teixeira el al.(2004).
28
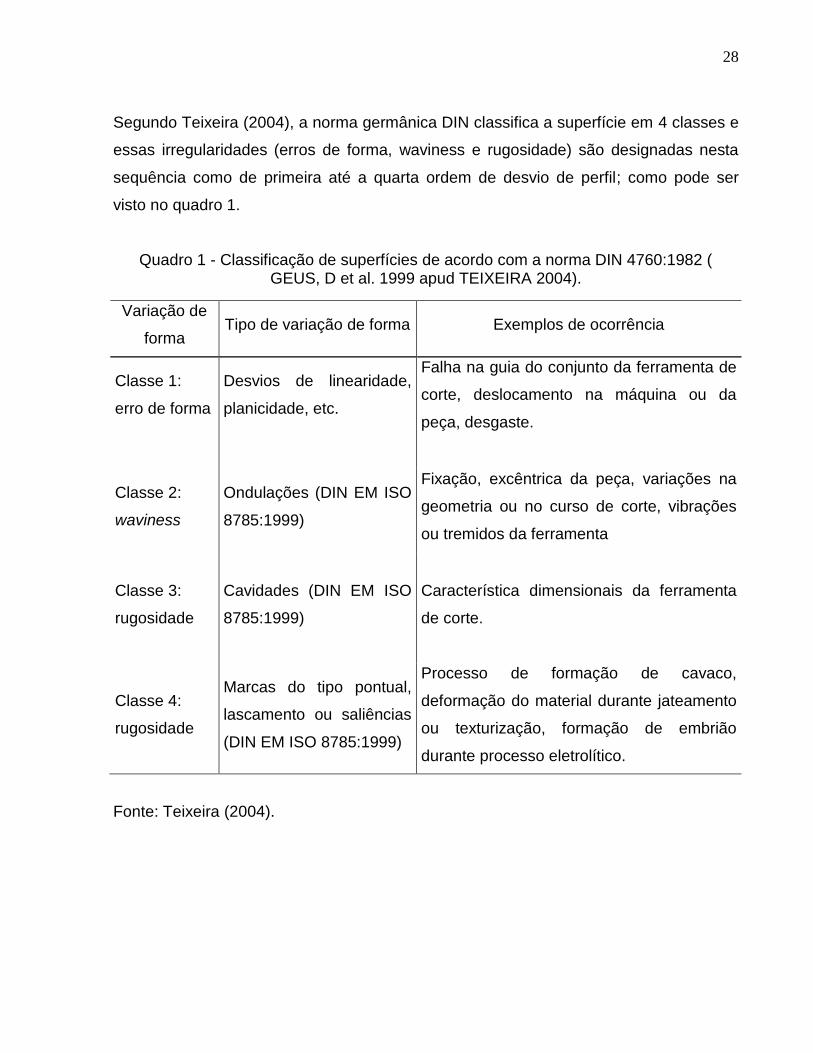
Segundo Teixeira (2004), a norma germânica DIN classifica a superfície em 4 classes e
essas irregularidades (erros de forma, waviness e rugosidade) são designadas nesta
sequência como de primeira até a quarta ordem de desvio de perfil; como pode ser
visto no quadro 1.
Quadro 1 - Classificação de superfícies de acordo com a norma DIN 4760:1982 ( GEUS, D et al. 1999 apud TEIXEIRA 2004).
Variação de
forma Tipo de variação de forma Exemplos de ocorrência
Classe 1:
erro de forma
Desvios de linearidade,
planicidade, etc.
Falha na guia do conjunto da ferramenta de
corte, deslocamento na máquina ou da
peça, desgaste.
Classe 2:
waviness
Ondulações (DIN EM ISO
8785:1999)
Fixação, excêntrica da peça, variações na
geometria ou no curso de corte, vibrações
ou tremidos da ferramenta
Classe 3:
rugosidade
Cavidades (DIN EM ISO
8785:1999)
Característica dimensionais da ferramenta
de corte.
Classe 4:
rugosidade
Marcas do tipo pontual,
lascamento ou saliências
(DIN EM ISO 8785:1999)
Processo de formação de cavaco,
deformação do material durante jateamento
ou texturização, formação de embrião
durante processo eletrolítico.
Fonte: Teixeira (2004).
29
A diferença entre rugosidade, waviness e erro de forma é baseada no comprimento de onda da superfície analisada ou no espaçamento entre picos. No caso de aços planos, a atenção se volta para os aspectos superficiais que interferem nos processos de estampagem e de pintura, basicamente nos elementos de waviness e de rugosidade ( DE MARÉ et al. 1997 apud TEIXEIRA et al. 2004).
Para Teixeira et al. (2004), a dificuldade na diferenciação dessas irregularidades
(rugosidade ou waviness) esta na identificação inicial, diretamente ligada ao processo
de fabricação ou aplicação da peça.
Para Souza e Schiesari (1971) na galvanização o peso de zinco depositado sobre a
chapa aumenta com o valor da rugosidade da superfície, que varia normalmente entre
1,0 a 3,0 µm Ra, de acordo com as aplicações.
O que é considerado rugosidade em um eixo automobilístico pode ser considerado
waviness ou erro de forma no fuso de um relógio, sendo que a solução deste impasse
pode-se determinar a amplitude do comprimento de medição (cut-off) (TEIXEIRA et al.
2004).
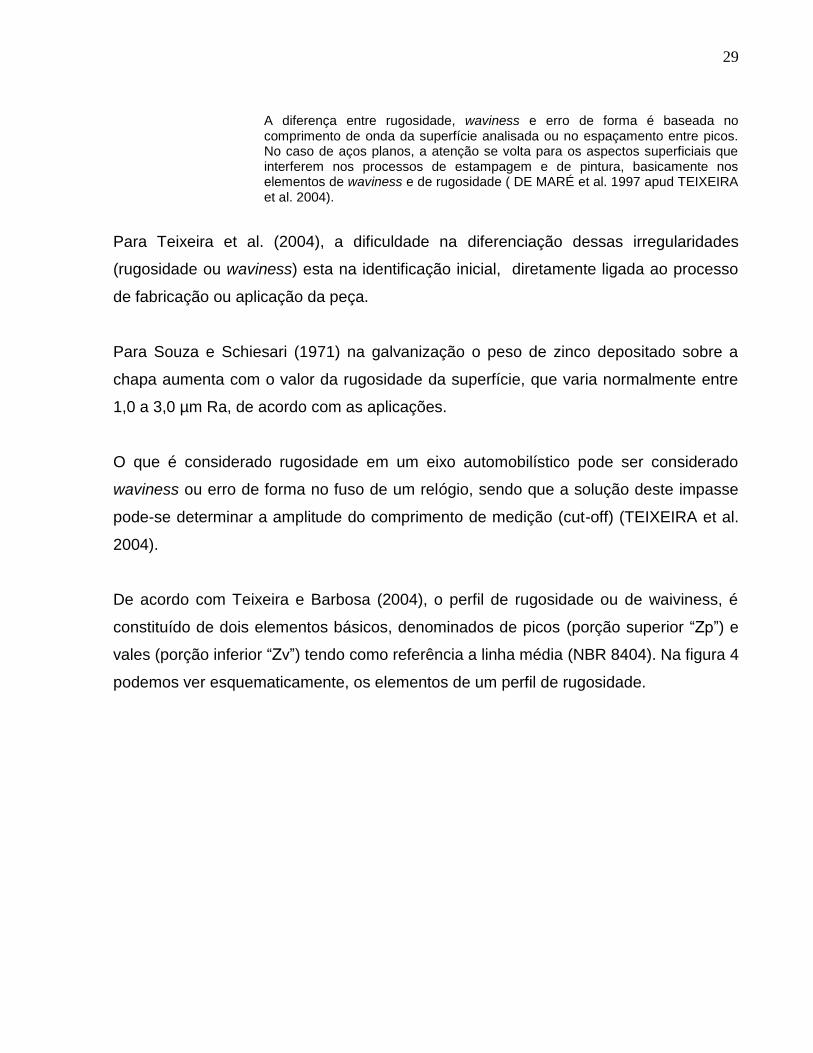
De acordo com Teixeira e Barbosa (2004), o perfil de rugosidade ou de waiviness, é
constituído de dois elementos básicos, denominados de picos (porção superior “Zp”) e
vales (porção inferior “Zv”) tendo como referência a linha média (NBR 8404). Na figura 4
podemos ver esquematicamente, os elementos de um perfil de rugosidade.

30
Figura 4 - Representação das amplitudes de picos e vales no perfil de rugosidade
Fonte: Teixeira el al. (2004).
2.9 Definição de superfície e perfil
De acordo com Teixeira et al. (2004), uma superfície pode ser definida com o contorno
que separa um objeto de outro objeto, substância ou espaço. A medição de uma
superfície é conhecida como perfil total ou superfície efetiva (NBR6405:1988). Este
perfil geralmente é apresentado no sistema de coordenadas x-z.
Para Teixeira e Barbosa (2004), as medições topográficas podem ser realizadas, a
partir de sucessivas medições bidimensionais ou uma diretamente tridimensional
31
(ASME B 46:1995; WHITEHOUSE, 1998, STOUT e BLUNT, 2000 apud TEIXEIRA,
BARBOSA, 2004)
[...] a partir dos perfis medidos podem ser realizadas caracterizações de elementos superficiais específicos, sendo os mesmos submetidos a uma metodologia de filtragem que permite minimizar ou evidenciar específicas características da superfície analisada. Neste caso, um novo perfil é formado e é denominado de perfil modificado ou filtrado (ISO 3274:1996 e ISSO 4287:1997 apud TEIXEIRA et al. 2004)
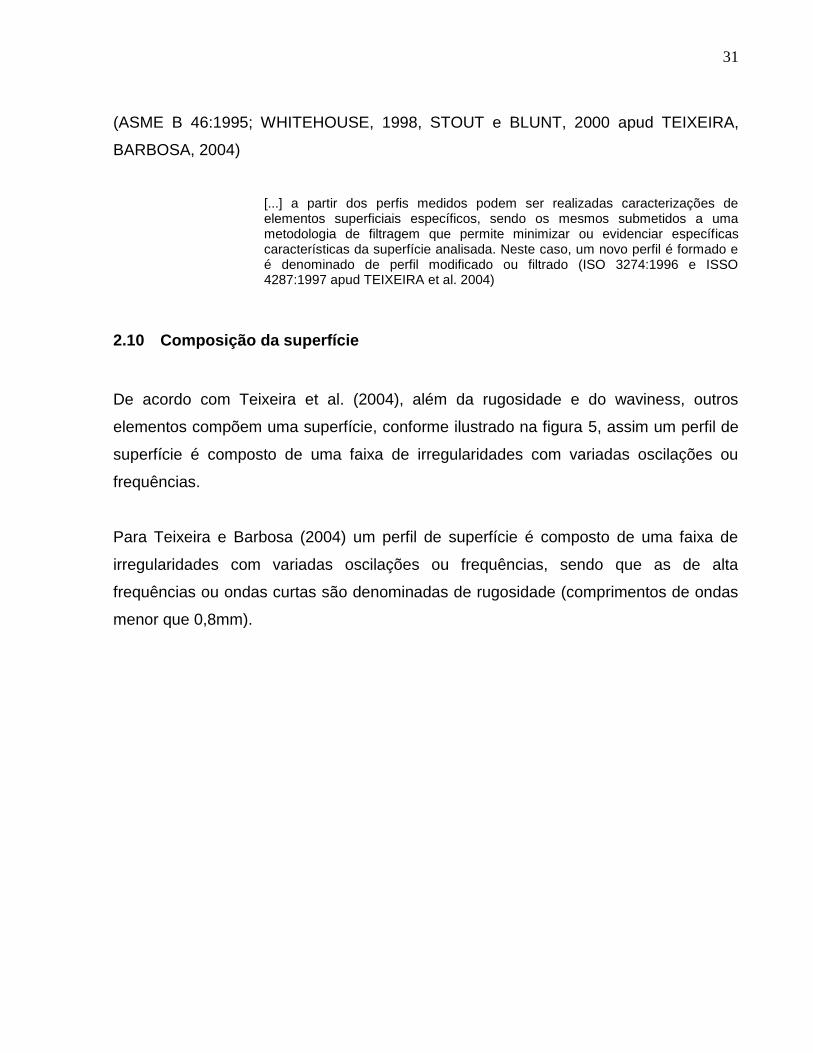
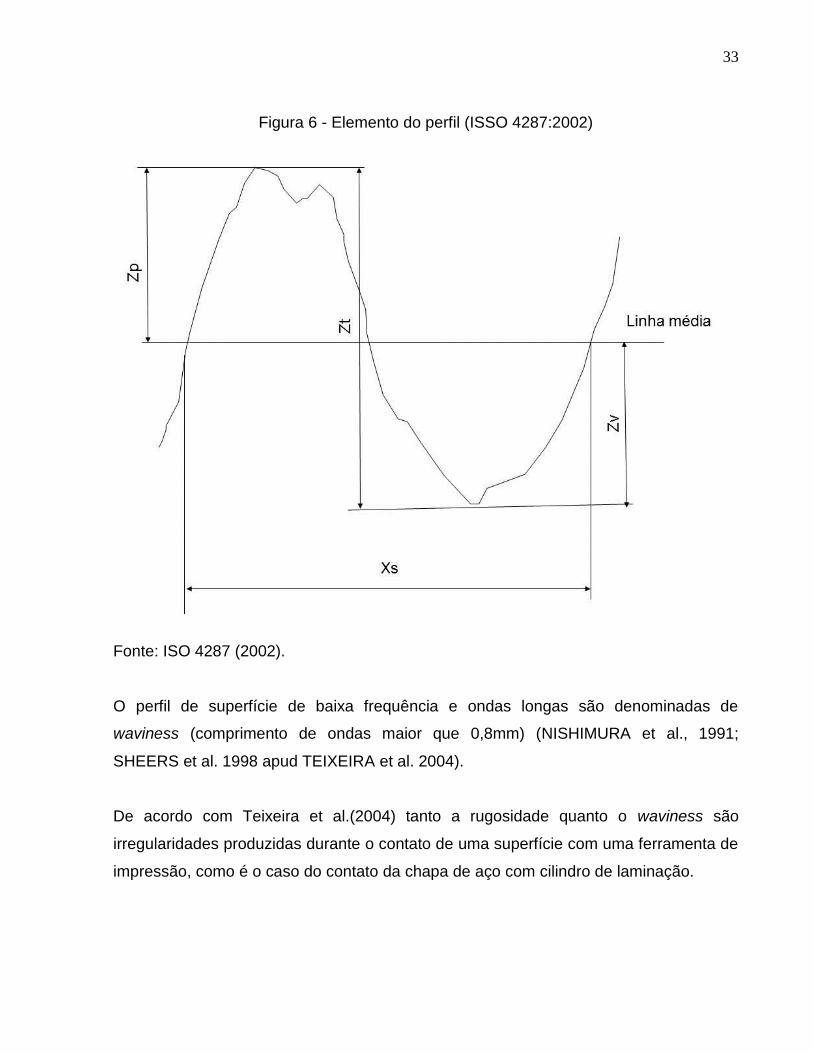
2.10 Composição da superfície
De acordo com Teixeira et al. (2004), além da rugosidade e do waviness, outros
elementos compõem uma superfície, conforme ilustrado na figura 5, assim um perfil de
superfície é composto de uma faixa de irregularidades com variadas oscilações ou
frequências.
Para Teixeira e Barbosa (2004) um perfil de superfície é composto de uma faixa de
irregularidades com variadas oscilações ou frequências, sendo que as de alta
frequências ou ondas curtas são denominadas de rugosidade (comprimentos de ondas
menor que 0,8mm).
32
Figura 5 - Diagrama esquemático das características de uma superfície
Fonte: Teixeira (2004).
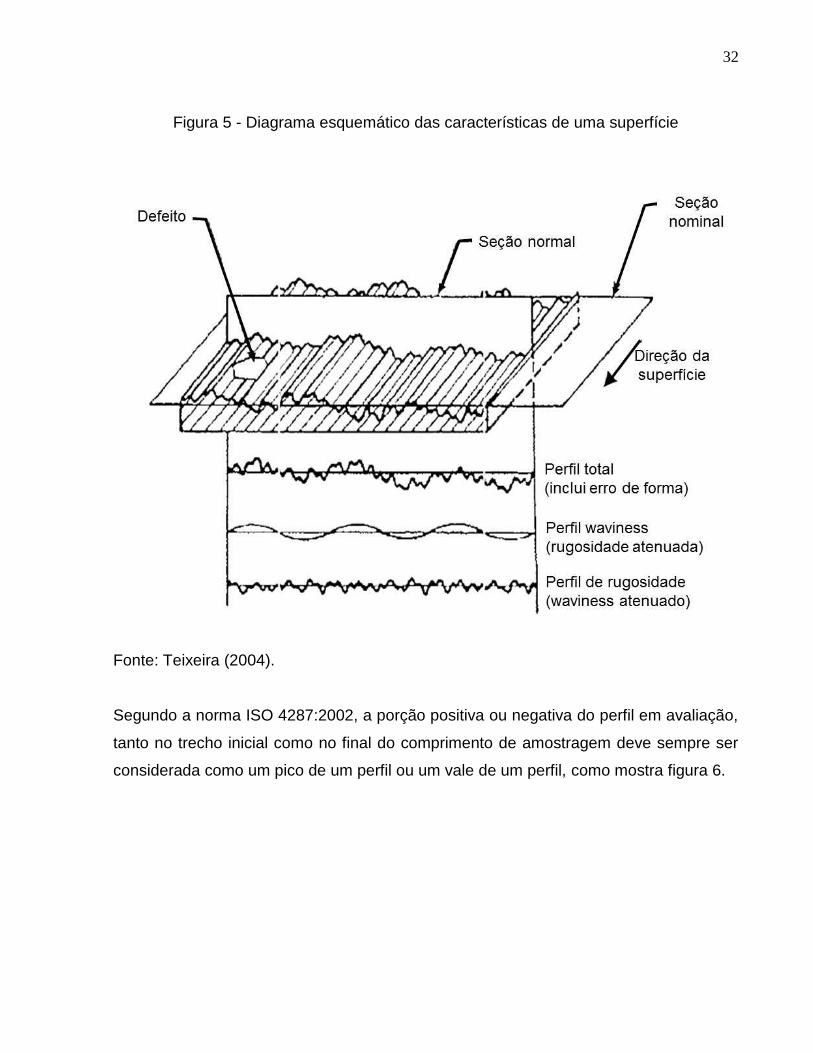
Segundo a norma ISO 4287:2002, a porção positiva ou negativa do perfil em avaliação,
tanto no trecho inicial como no final do comprimento de amostragem deve sempre ser
considerada como um pico de um perfil ou um vale de um perfil, como mostra figura 6.
33
Figura 6 - Elemento do perfil (ISSO 4287:2002)
Fonte: ISO 4287 (2002).
O perfil de superfície de baixa frequência e ondas longas são denominadas de
waviness (comprimento de ondas maior que 0,8mm) (NISHIMURA et al., 1991;
SHEERS et al. 1998 apud TEIXEIRA et al. 2004).
De acordo com Teixeira et al.(2004) tanto a rugosidade quanto o waviness são
irregularidades produzidas durante o contato de uma superfície com uma ferramenta de
impressão, como é o caso do contato da chapa de aço com cilindro de laminação.
34
A rugosidade ou textura primária é um conjunto de irregularidades superficiais
causadas pelo processo de produção, que são as impressões deixadas pela ferramenta
(STOUT e BLUNT, 2000 apud TEIXEIRA et al. 2004)
[...] waviness ou textura secundária é um conjunto de irregularidades superficiais intrínsecas à aplicação, usualmente atribuída ao desbalanceamento no processo da ferramenta de impressão, irregularidades na superfície dessa ferramenta e vibrações ou deflexões durante o processo de impressão de textura superficial (STOUT e BLUNT, 2000 apud TEIXEIRA et al. 2004)
2.11 Características dos instrumentos de medição
De acordo com Teixeira e Barbosa (2004), nos últimos anos a determinação da textura
superficial tem tido um lugar de destaque nos principais campos de estudos, em
particular na avaliação do desempenho de peças e de desgaste de revestimento.
É pertinente considerar como a importância da textura superficial tem mudado com o
passar do tempo e como ela depende da escala de tamanho da peça e do processo de
fabricação (WHITEHOUSE, 1996 apud TEIXEIRA et al. 2004)
A figura 7 mostra uma tendência da metrologia de superfície nos últimos anos,
apresentando características e evolução de instrumentos de medição de textura
superficial segundo Teixeira et al. (2004).
Para detalhar melhor a análise o eixo “z” mostra a resolução das medições, enquanto o
eixo “x” refere-se à característica tridimensional e o eixo “y” à bidimensional das
análises (TEIXEIRA et al. 2004).
35
Figura 7 - Tendências da metrologia de superfície dos últimos anos (WHITEHOUSE, 1997 apud TEIXEIRA et al. 2004)
Fonte: Teixeira (2004).
De acordo com Teixeira e Barbosa (2004), pode ser citado que basicamente existem
três grupos de instrumentos de medição de textura superficial, que são: instrumentos
com capacidade limitada de parâmetros e instrumentos com capacidade limite de perfil
e instrumentos somente com parâmetros.
Os instrumentos que geram perfis completos (tipos, I, II e III) diferenciam-se entre si
pelo tipo de sensores de medição, que podem ser agulhas ou apalpadores, feixe de luz
ou de elétrons (TEIXEIRA et al. 2004).
36
Para Teixeira et al. (2004), os instrumentos do tipo I apresentam sensores de contato
com a superfície analisada e não possuem skid (filtro mecânico), assim estes aparelhos
são capazes de medir amplas faixas de textura superficial, podendo gerar perfis
filtrados (ou modificados) ou não filtrados (perfil efetivo).
Ainda segundo o autor, os instrumentos do tipo II usam sensores sem contato e que
são capazes de realizar medições de perfis ou análises topográficas, com ou sem
filtragem, sendo que o fato de ser sem contato é uma vantagem para medições em
superfícies macias.
Para os instrumentos do tipo III utilizam a técnica de microscopia de varredura e
representam alta resolução espacial (próximo a escala atômica), assim as medições
realizadas por esses aparelhos são normalmente para análises topográficas.
Para Teixeira et al. (2004), os instrumentos com capacidade limitada de parâmetros e
de perfil ou somente parâmetros tipos IV e V, “perfil por instrumentos com contato e
skid” e “instrumentos com skid” usualmente utilizados, apresentam baixo custo de
aquisição e tem em comum a utilização de sensores de contato do tipo agulha ou
apalpador, acompanhados de skid.
A escolha do instrumento adequado para uma medição de textura superficial pode ser
baseada nas informações contidas em normas técnicas, a figura 8 mostra um diagrama
esquemático de uma típica classificação de instrumentos para medição de textura
superficial (ASME B-46, 1995).
37
Figura 8 - Classificação dos instrumentos para medição de textura superficial ( ASME B-46:1995)
Fonte: ASME B-46 (1995).
38
2.12 Componentes de medição por contato
Segundo Teixeira et al. (2004), os instrumentos de medição por sensor de contato são
aqueles que exploram uma superfície com contato direto por meio de sensores e
apalpador e adquirem os desvios na forma de perfil.
Para Teixeira e Barbosa (2004), a maioria dos instrumentos de medição de textura
superficial baseia-se no principio das irregularidades superficiais identificadas por um
sensor, que desloca-se sobre uma superfície em uma determinada velocidade e
distância de análise, conforme demonstrado na figura 9.
Figura 9 - Princípio básico dos instrumentos de medição de textura superficial.
Fonte: Teixeira (2004).
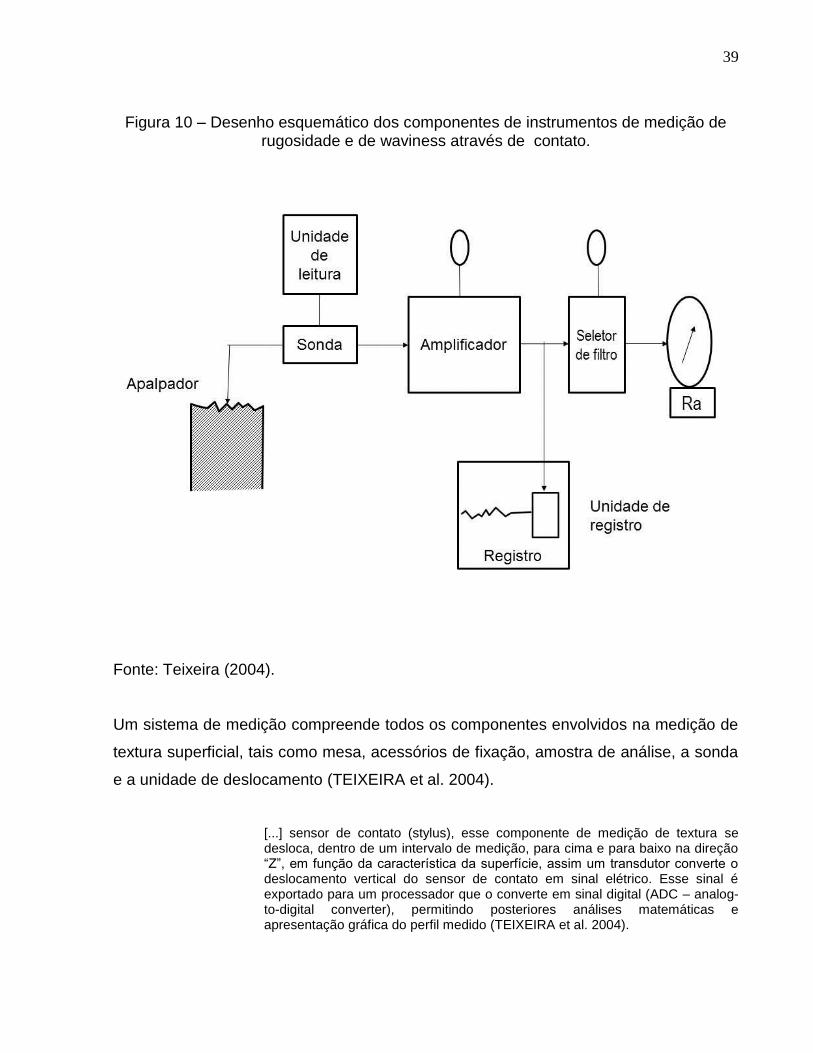
Para Teixeira et al. (2004), os típicos componentes de um instrumento de rugosidade e
de waviness podem ser mostrados na figura 10.
39
Figura 10 – Desenho esquemático dos componentes de instrumentos de medição de rugosidade e de waviness através de contato.
Fonte: Teixeira (2004).
Um sistema de medição compreende todos os componentes envolvidos na medição de
textura superficial, tais como mesa, acessórios de fixação, amostra de análise, a sonda
e a unidade de deslocamento (TEIXEIRA et al. 2004).
[...] sensor de contato (stylus), esse componente de medição de textura se desloca, dentro de um intervalo de medição, para cima e para baixo na direção “Z”, em função da característica da superfície, assim um transdutor converte o deslocamento vertical do sensor de contato em sinal elétrico. Esse sinal é exportado para um processador que o converte em sinal digital (ADC – analog-to-digital converter), permitindo posteriores análises matemáticas e apresentação gráfica do perfil medido (TEIXEIRA et al. 2004).
40
Para Teixeira et al. (2004), os perfis de textura superficial analisados são obtidos por
contato direto, através de apalpador, assim o perfil analisado pode ser modificado ou
até mesmo pode danificar a superfície analisada.
2.13 Apalpador ou sensor de contato
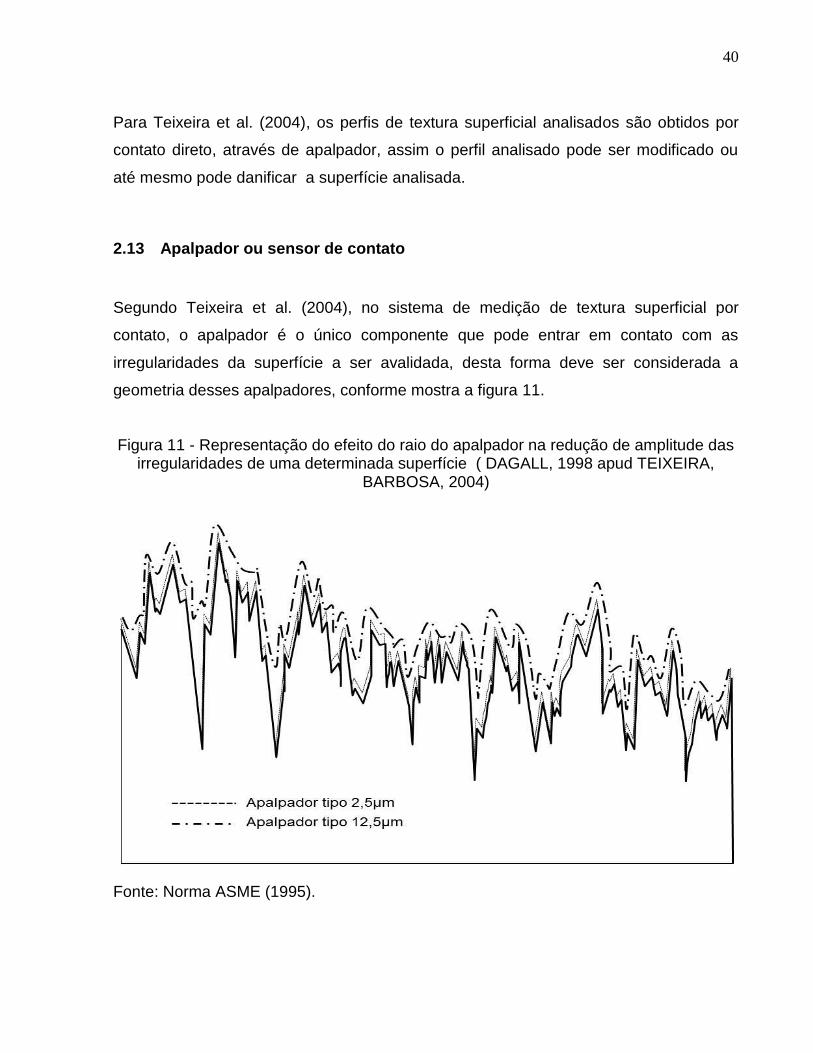
Segundo Teixeira et al. (2004), no sistema de medição de textura superficial por
contato, o apalpador é o único componente que pode entrar em contato com as
irregularidades da superfície a ser avalidada, desta forma deve ser considerada a
geometria desses apalpadores, conforme mostra a figura 11.
Figura 11 - Representação do efeito do raio do apalpador na redução de amplitude das irregularidades de uma determinada superfície ( DAGALL, 1998 apud TEIXEIRA,
BARBOSA, 2004)
Fonte: Norma ASME (1995).
41
Por menor que seja o raio do apalpador, o mesmo não poderá reconhecer as
irregularidades da superfície que forem menores do que o seu raio, assim sempre
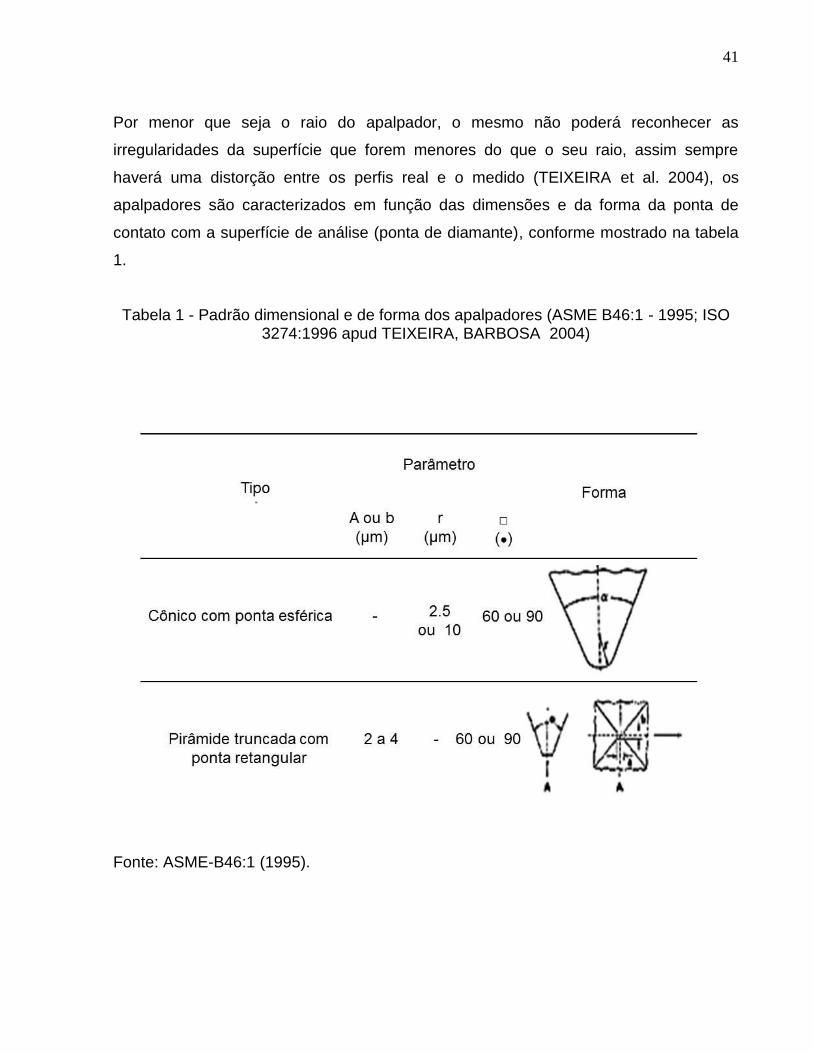
haverá uma distorção entre os perfis real e o medido (TEIXEIRA et al. 2004), os
apalpadores são caracterizados em função das dimensões e da forma da ponta de
contato com a superfície de análise (ponta de diamante), conforme mostrado na tabela
1.
Tabela 1 - Padrão dimensional e de forma dos apalpadores (ASME B46:1 - 1995; ISO 3274:1996 apud TEIXEIRA, BARBOSA 2004)
Fonte: ASME-B46:1 (1995).
42
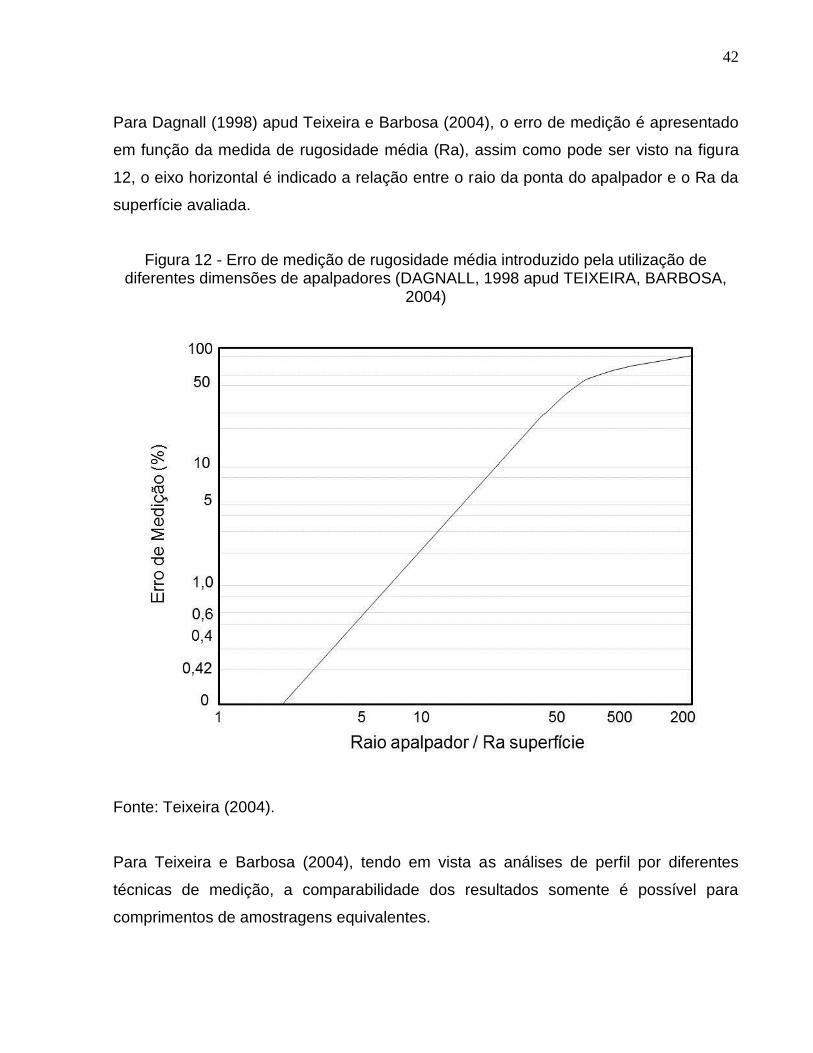
Para Dagnall (1998) apud Teixeira e Barbosa (2004), o erro de medição é apresentado
em função da medida de rugosidade média (Ra), assim como pode ser visto na figura
12, o eixo horizontal é indicado a relação entre o raio da ponta do apalpador e o Ra da
superfície avaliada.
Figura 12 - Erro de medição de rugosidade média introduzido pela utilização de diferentes dimensões de apalpadores (DAGNALL, 1998 apud TEIXEIRA, BARBOSA,
2004)
Fonte: Teixeira (2004).
Para Teixeira e Barbosa (2004), tendo em vista as análises de perfil por diferentes
técnicas de medição, a comparabilidade dos resultados somente é possível para
comprimentos de amostragens equivalentes.
43
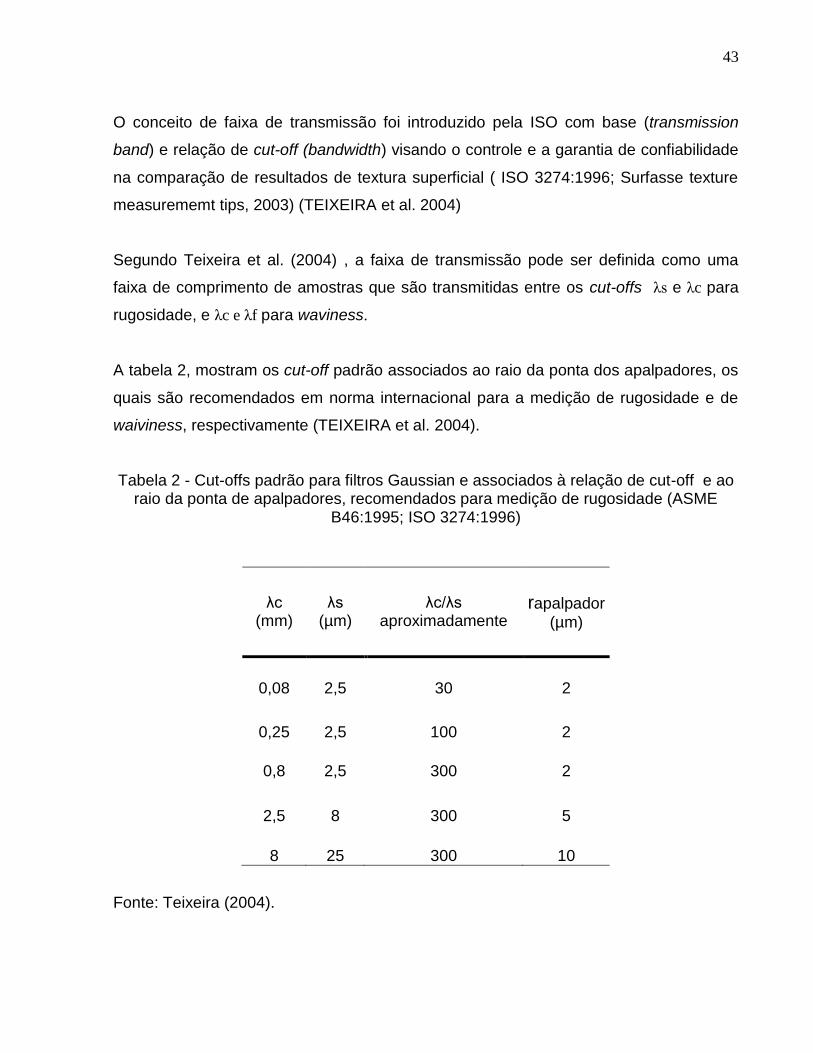
O conceito de faixa de transmissão foi introduzido pela ISO com base (transmission
band) e relação de cut-off (bandwidth) visando o controle e a garantia de confiabilidade
na comparação de resultados de textura superficial ( ISO 3274:1996; Surfasse texture
measurememt tips, 2003) (TEIXEIRA et al. 2004)
Segundo Teixeira et al. (2004) , a faixa de transmissão pode ser definida como uma
faixa de comprimento de amostras que são transmitidas entre os cut-offs λs e λc para
rugosidade, e λc e λf para waviness.
A tabela 2, mostram os cut-off padrão associados ao raio da ponta dos apalpadores, os
quais são recomendados em norma internacional para a medição de rugosidade e de
waiviness, respectivamente (TEIXEIRA et al. 2004).
Tabela 2 - Cut-offs padrão para filtros Gaussian e associados à relação de cut-off e ao raio da ponta de apalpadores, recomendados para medição de rugosidade (ASME
B46:1995; ISO 3274:1996)
λc (mm)
λs (µm)
λc/λs aproximadamente
rapalpador
(µm)
0,08 2,5 30 2
0,25 2,5 100 2
0,8 2,5 300 2
2,5 8 300 5
8 25 300 10
Fonte: Teixeira (2004).
44
2.14 Filtragem do perfil de medição
Para Teixeira et al. (2004), a filtragem é um procedimento matemático, eletrônico ou por
algoritmos da medição de textura superficial, permitindo a separação de pelo menos
dois componentes de superfície (rugosidade e waviness).
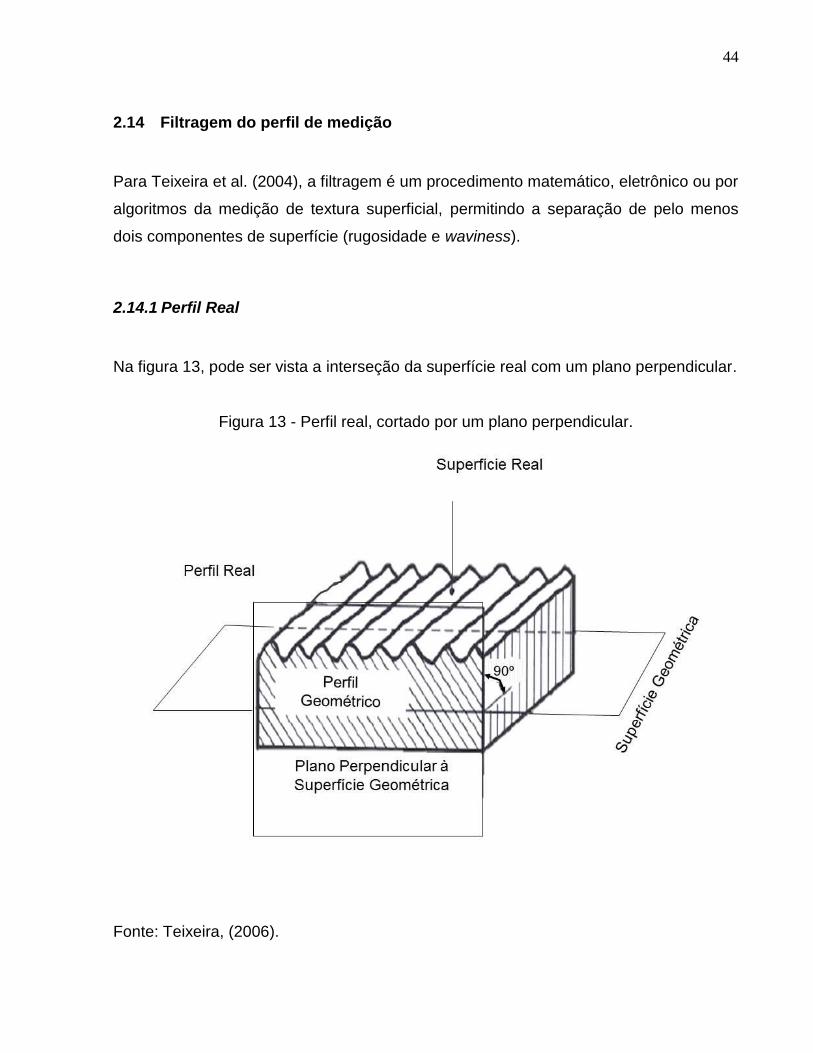
2.14.1 Perfil Real
Na figura 13, pode ser vista a interseção da superfície real com um plano perpendicular.
Figura 13 - Perfil real, cortado por um plano perpendicular.
Fonte: Teixeira, (2006).

45
2.14.2 Perfil Efetivo
Perfil efetivo geralmente é apresentado no sistema de coordenadas retangulares, na
figura 14 é visto um registro gráfico, sem qualquer filtragem e com limitações atuais da
eletrônica.
Figura 14 - Perfil efetivo, obtido com impressora de rugosímetro (sem filtrar ondulaçoes).
Fonte: Cabral (1996).
46
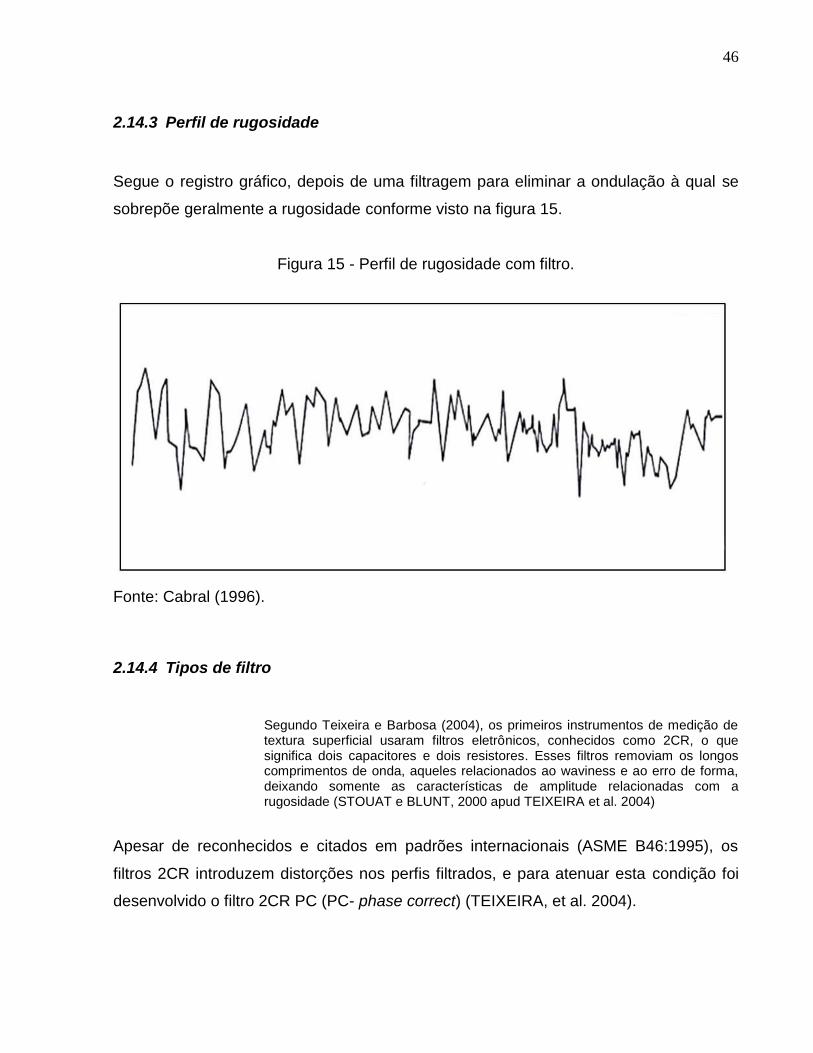
2.14.3 Perfil de rugosidade
Segue o registro gráfico, depois de uma filtragem para eliminar a ondulação à qual se
sobrepõe geralmente a rugosidade conforme visto na figura 15.
Figura 15 - Perfil de rugosidade com filtro.
Fonte: Cabral (1996).
2.14.4 Tipos de filtro
Segundo Teixeira e Barbosa (2004), os primeiros instrumentos de medição de textura superficial usaram filtros eletrônicos, conhecidos como 2CR, o que significa dois capacitores e dois resistores. Esses filtros removiam os longos comprimentos de onda, aqueles relacionados ao waviness e ao erro de forma, deixando somente as características de amplitude relacionadas com a rugosidade (STOUAT e BLUNT, 2000 apud TEIXEIRA et al. 2004)
Apesar de reconhecidos e citados em padrões internacionais (ASME B46:1995), os
filtros 2CR introduzem distorções nos perfis filtrados, e para atenuar esta condição foi
desenvolvido o filtro 2CR PC (PC- phase correct) (TEIXEIRA, et al. 2004).
47
Em termos de aplicações normais, o uso de filtros 2CR não afeta significativamente os
valores de rugosidade, mas não são adequados para medição de ondulação porque
bloqueiam os comprimentos de ondas longas permitindo apenas a presença de ondas
pequenas de rugosidade (WHITEHOUSE,2002 apud MACHADO, 2009).
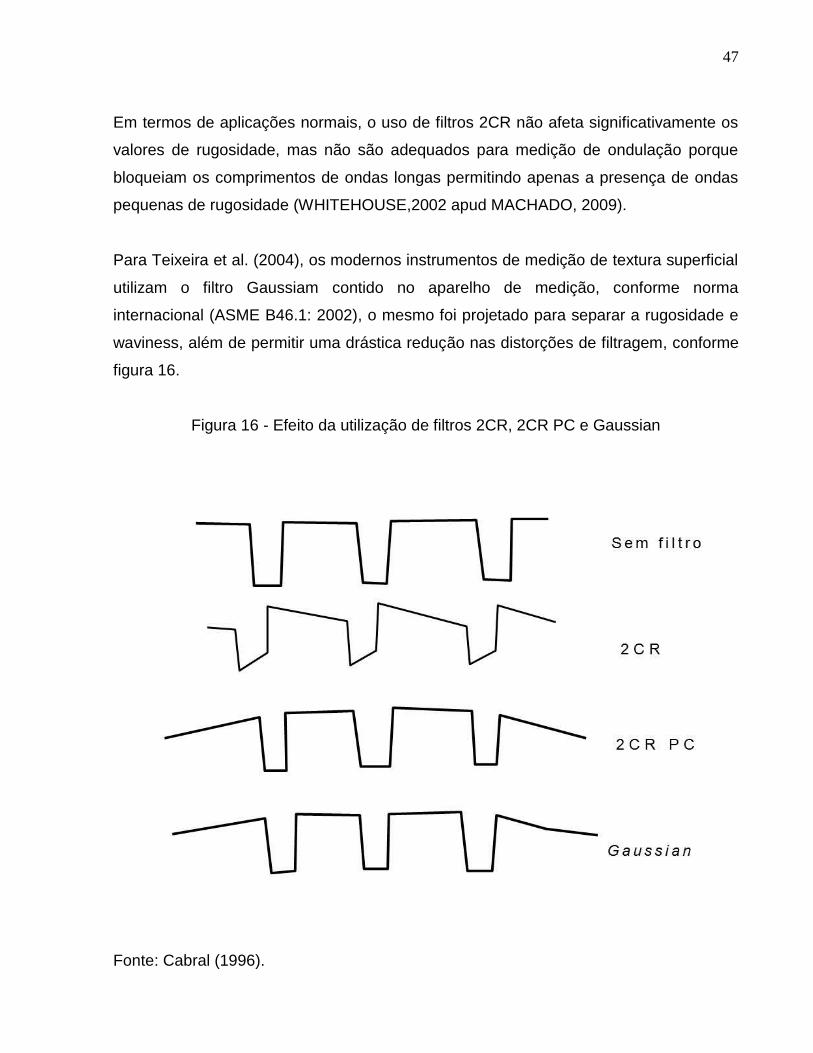
Para Teixeira et al. (2004), os modernos instrumentos de medição de textura superficial
utilizam o filtro Gaussiam contido no aparelho de medição, conforme norma
internacional (ASME B46.1: 2002), o mesmo foi projetado para separar a rugosidade e
waviness, além de permitir uma drástica redução nas distorções de filtragem, conforme
figura 16.
Figura 16 - Efeito da utilização de filtros 2CR, 2CR PC e Gaussian
Fonte: Cabral (1996).
48
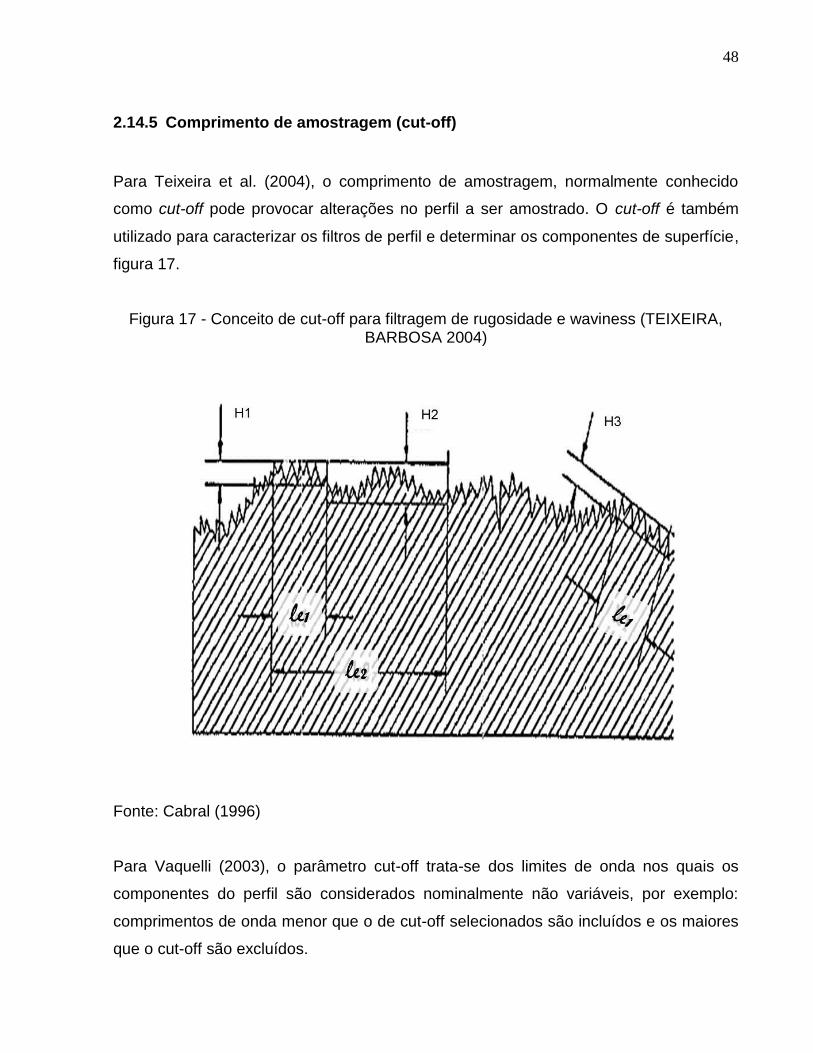
2.14.5 Comprimento de amostragem (cut-off)
Para Teixeira et al. (2004), o comprimento de amostragem, normalmente conhecido
como cut-off pode provocar alterações no perfil a ser amostrado. O cut-off é também
utilizado para caracterizar os filtros de perfil e determinar os componentes de superfície,
figura 17.
Figura 17 - Conceito de cut-off para filtragem de rugosidade e waviness (TEIXEIRA, BARBOSA 2004)
Fonte: Cabral (1996)
Para Vaquelli (2003), o parâmetro cut-off trata-se dos limites de onda nos quais os
componentes do perfil são considerados nominalmente não variáveis, por exemplo:
comprimentos de onda menor que o de cut-off selecionados são incluídos e os maiores
que o cut-off são excluídos.
49
2.14.6 Textura Superficial
Segundo Teixeira (2006) o entendimento da textura superficial nas chapas laminadas a
frio associadas ao revestimento de zinco, vem assumindo uma importância cada vez
mais significativa por afetar a conformação do material na prensa, a aderência da
pintura, parâmetros de especificação superficial como a rugosidade.
[...] a aparência visual dos produtos tem demandado ações por parte das montadoras visando trabalhar na redução da espessura da camada de tinta, como forma de otimizar o custo de produção, trazendo também a redução de camada de zinco para obter ganho em escala industrial. Por sua vez todos esses fatores, faz com que se aumente por parte dos clientes as exigências por faixas ainda mais estreitas de rugosidade media (Ra) e waviness (Wa ou Wca, Wt), associadas aos elevados valores de densidade de picos (RPc), etc. ( TEIXEIRA et al. 2006).
Uma definição mais técnica para a textura superficial pode ser citada como um conjunto
de desvios ou irregularidades na topografia de uma superfície de um produto, sabendo-
se que a mesma tem influência direta do processo de fabricação mediante as inúmeras
variáveis como o acabamento superficial do produto final.
A identificação dessas irregularidades superficiais pode ir de uma natureza
macroscópica até mesmo microscópica, sendo decompostas em erros de forma ou
desvios de forma, waviness e rugosidade ( DAGNALL, 1998 apud TEIXEIRA, 2006).
Podemos classificar a diferença entre rugosidade, waviness e erro de forma, como
sendo basicamente a relação com o comprimento de onda da superfície analisada ou o
espaçamento entre picos (Bollen, 2000).
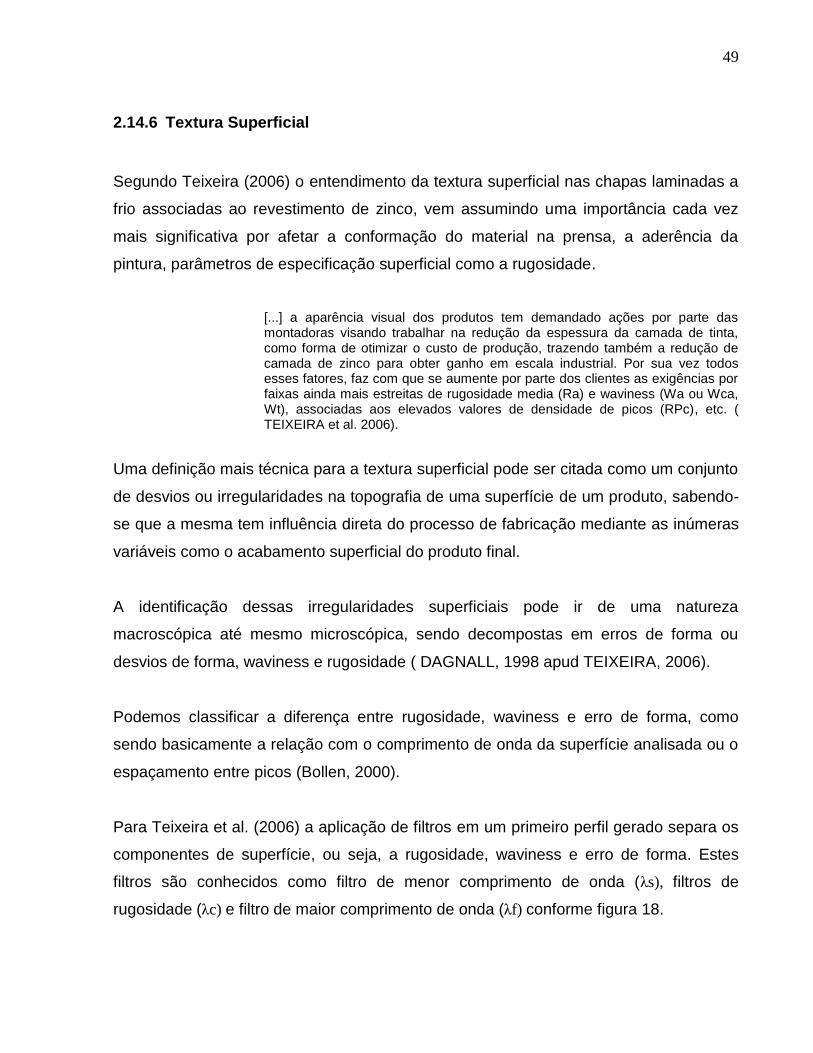
Para Teixeira et al. (2006) a aplicação de filtros em um primeiro perfil gerado separa os
componentes de superfície, ou seja, a rugosidade, waviness e erro de forma. Estes
filtros são conhecidos como filtro de menor comprimento de onda (λs), filtros de
rugosidade (λc) e filtro de maior comprimento de onda (λf) conforme figura 18.
50
Figura 18 - Percentual de transmissão das características de rugosidade e de waviness (Jis B0632, 1997 apud Teixeira 2006)
Fonte: Teixeira (2006).
51
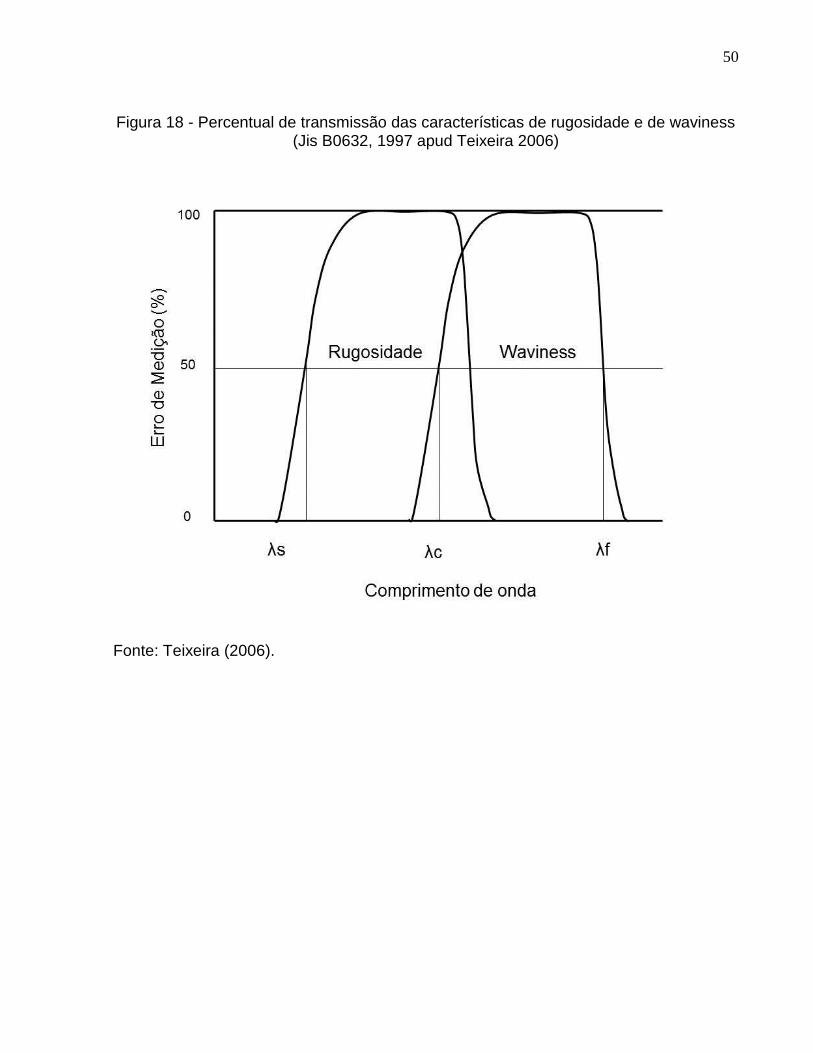
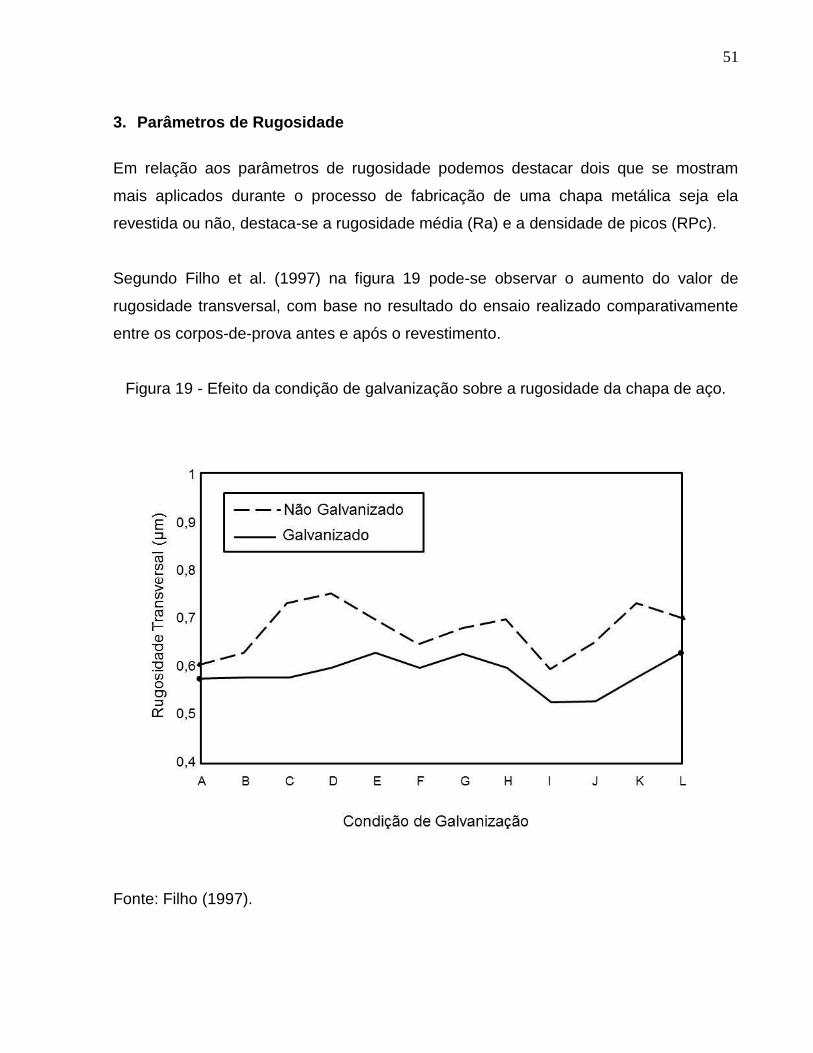
3. Parâmetros de Rugosidade
Em relação aos parâmetros de rugosidade podemos destacar dois que se mostram
mais aplicados durante o processo de fabricação de uma chapa metálica seja ela
revestida ou não, destaca-se a rugosidade média (Ra) e a densidade de picos (RPc).
Segundo Filho et al. (1997) na figura 19 pode-se observar o aumento do valor de
rugosidade transversal, com base no resultado do ensaio realizado comparativamente
entre os corpos-de-prova antes e após o revestimento.
Figura 19 - Efeito da condição de galvanização sobre a rugosidade da chapa de aço.
Fonte: Filho (1997).
52
Para Souza e Schiesari (1971) na galvanização, o peso de zinco depositado sobre a
chapa aumenta com o valor da rugosidade da superfície.
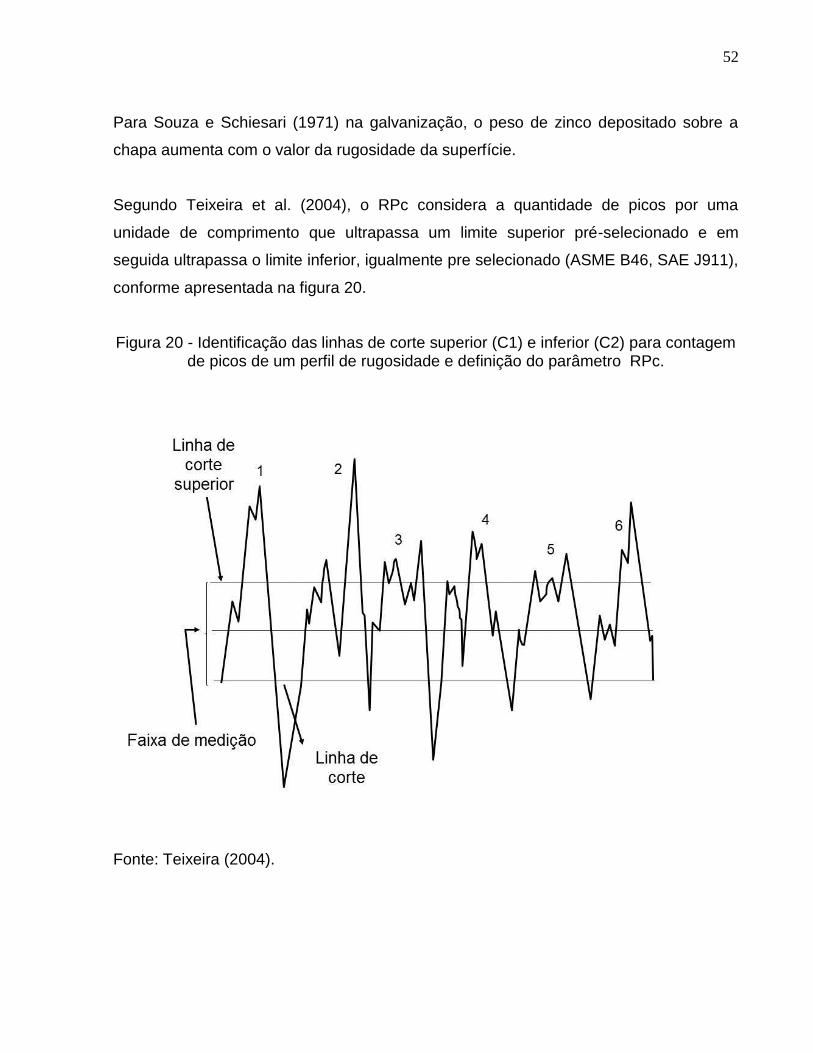
Segundo Teixeira et al. (2004), o RPc considera a quantidade de picos por uma
unidade de comprimento que ultrapassa um limite superior pré-selecionado e em
seguida ultrapassa o limite inferior, igualmente pre selecionado (ASME B46, SAE J911),
conforme apresentada na figura 20.
Figura 20 - Identificação das linhas de corte superior (C1) e inferior (C2) para contagem de picos de um perfil de rugosidade e definição do parâmetro RPc.
Fonte: Teixeira (2004).
53
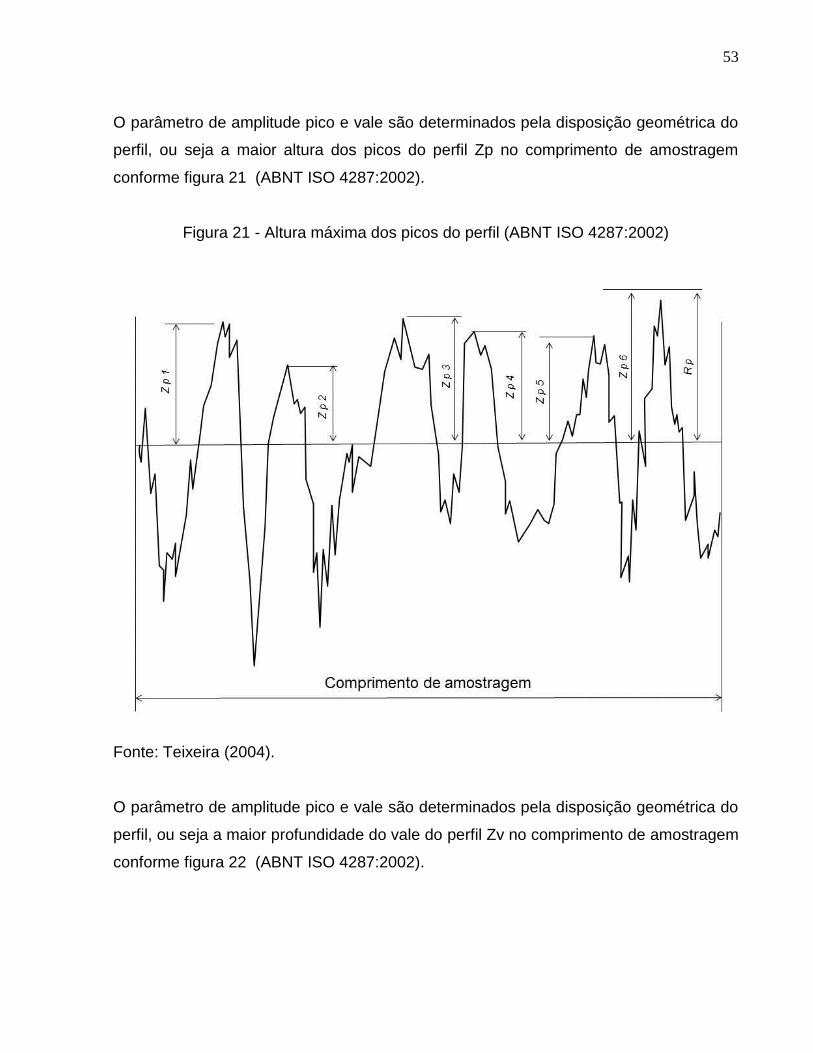
O parâmetro de amplitude pico e vale são determinados pela disposição geométrica do
perfil, ou seja a maior altura dos picos do perfil Zp no comprimento de amostragem
conforme figura 21 (ABNT ISO 4287:2002).
Figura 21 - Altura máxima dos picos do perfil (ABNT ISO 4287:2002)
Fonte: Teixeira (2004).
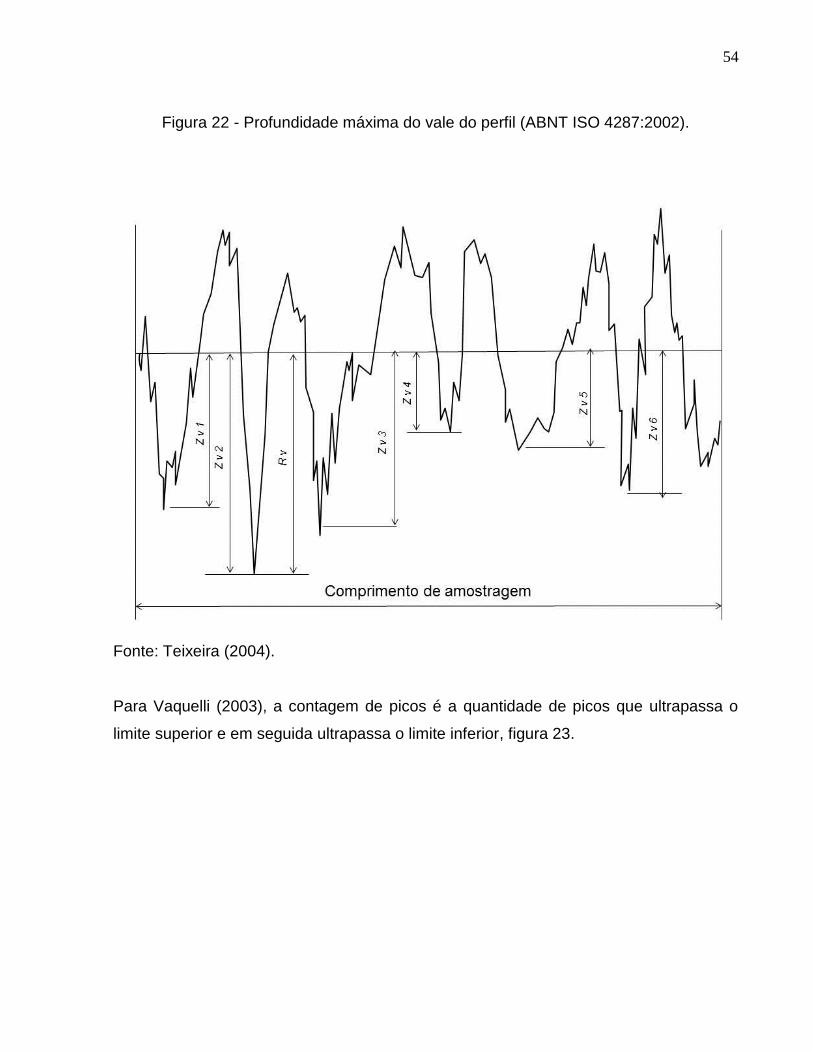
O parâmetro de amplitude pico e vale são determinados pela disposição geométrica do
perfil, ou seja a maior profundidade do vale do perfil Zv no comprimento de amostragem
conforme figura 22 (ABNT ISO 4287:2002).
54
Figura 22 - Profundidade máxima do vale do perfil (ABNT ISO 4287:2002).
Fonte: Teixeira (2004).
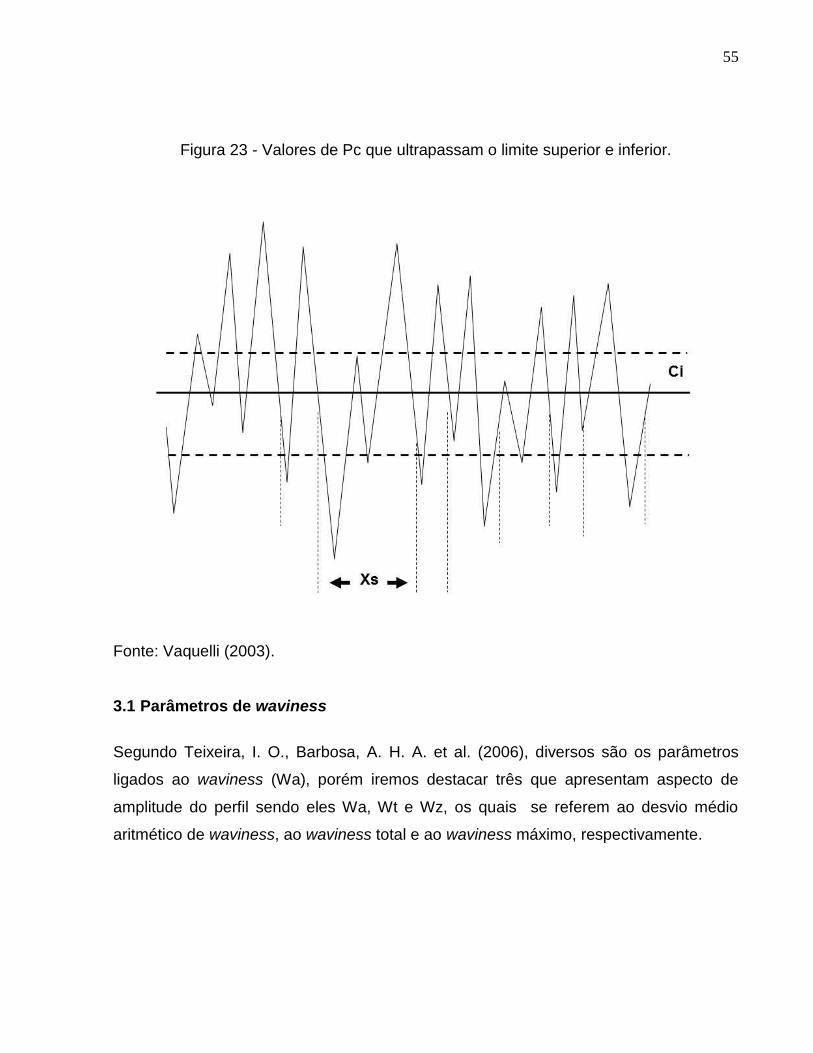
Para Vaquelli (2003), a contagem de picos é a quantidade de picos que ultrapassa o
limite superior e em seguida ultrapassa o limite inferior, figura 23.
55
Figura 23 - Valores de Pc que ultrapassam o limite superior e inferior.
Fonte: Vaquelli (2003).
3.1 Parâmetros de waviness
Segundo Teixeira, I. O., Barbosa, A. H. A. et al. (2006), diversos são os parâmetros
ligados ao waviness (Wa), porém iremos destacar três que apresentam aspecto de
amplitude do perfil sendo eles Wa, Wt e Wz, os quais se referem ao desvio médio
aritmético de waviness, ao waviness total e ao waviness máximo, respectivamente.
56
3.2 Parâmetros de forma
Conhecido como parâmetros de forma o RsK ou Wsk refere-se ao perfil em relação a
linha média, ou seja assimetria em relação ao parâmetro de forma, assim pode-se
associar o parâmetro de forma a assimetria ADF (Amplitude distribution function)
(TEIXEIRA et al. 2006; 2004)
3.3 Textura Cristalográfica
A textura dos materiais é o mapeamento das orientações de grãos obtida por um
padrão de difração, detectado por uma imagem projetada numa tela, que através de
linhas paralelas às linhas de maior intensidade de difração definem a orientação da
rede cristalina, considerando as coordenadas (X e Y) bem como três ângulos
Pontos de mesma orientação são agrupados especialmente em regiões, gerando assim
uma orientação preferencial (TSCHIPTSCHIN et al. 2001)
Podemos entender como uma impressão digital o resultado da textura cristalográfica
dos materiais, assim referindo-se especificamente sobre os metais deve-se entender
que são considerados agregados policristalinos nos quais a orientação de cada grão
difere das de seu vizinho (BARBOSA et al. 2006). Na maioria das vezes predomina
algum tipo de orientação preferencial no metal como um todo a que se denomina
textura cristalográfica.
Segundo Chagas (2007), em muitas aplicações, como por exemplo, as que envolvem
estampagem profunda ou em aplicações elétricas, a textura cristalográfica afeta de
modo decisivo o desempenho dos aços.
57
Assim em diversos estudos metalúrgicos, o termo textura se encontra associado à
cristalografia para se referenciar a orientação cristalina em material policristalino ou no
caso de revestimento de zinco. São vários os métodos de avaliação da orientação
cristalográfica, muitas delas baseadas em difração de raios-X, que tem como finalidade
mostrar os arranjos de átomos e moléculas em materiais cristalinos.
Dentre os principais métodos desenvolvidos a partir de dados obtidos por difração de
raios-X esta o difratograma. Assim esta técnica determina as intensidades dos picos,
medidas num espectro de difração, e os compara com resultados de amostra com
ausência de orientação cristalográfica preferencial (TEIXEIRA et al. 2006).
Quando um feixe de raios-X monocromático incide sobre um metal cristalino ocorre o
fenômeno de difração, assim ocorre o fenômeno de excitação e vibração nos elétrons
deste átomo, levando o mesmo a frequência de feixe incidente (TEIXEIRA et al. 2006;
2004).
No caso em que os átomos estão regularmente espaçados, cada átomo será ao ser
incidido por um feixe de raios-X, uma fonte de emissão esférica de radiação.
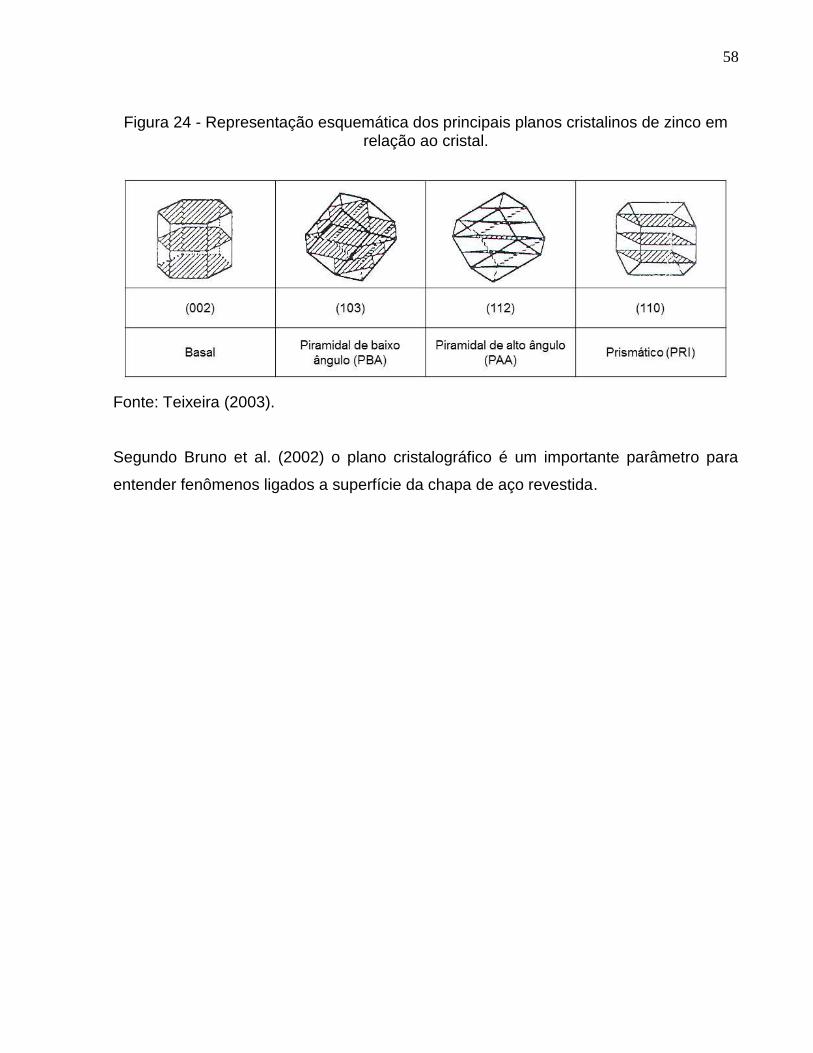
Para o caso de revestimento de zinco eletrodepositado, o sistema cristalino observado
é o hexagonal compacto e, do ponto de vista cristalográfico os planos basal, piramidal
de baixo ângulo (PBA), piramidal de alto ângulo (PAA) e prismático (PRI) são os mais
importantes. (Teixeira et al. 2006), conforme figura 24.
58
Figura 24 - Representação esquemática dos principais planos cristalinos de zinco em relação ao cristal.
Fonte: Teixeira (2003).
Segundo Bruno et al. (2002) o plano cristalográfico é um importante parâmetro para
entender fenômenos ligados a superfície da chapa de aço revestida.
59
4. CONTROLE DOS ASPECTOS SUPERFICIAIS EM LAMINADOS A FRIO
Os tipos de controle das características superficiais por parte das industrias de chapas
de aço, depende do interesse do cliente que adquiriu o produto com objetivo de aplicar
o produto final as especificações mais exigentes do mercado.
Assim os parâmetros de rugosidade especificamente o de amplitude (Ra) e híbridos
(RPc) são comumente aplicados ao controle de atendimento de chapas de aço com
foco no setor automobilístico.
Souza et al (1971) confirma que um procedimento ideal para se definir completamente
a qualidade da superfície seria por meio de urna analise global do relevo, porém, isto é
impraticável. O que se faz, portanto, para medir a rugosidade superficial, é analisar
cortes ou pIanos de amostragem.
Segundo Teixeira (2006) percebe-se o maior interesse de se conhecer as
características superficiais relacionadas com o waviness, que pode ser sumariamente
definido como uma ondulação de maior comprimento de onda do que a rugosidade.
As montadoras japonesas de veículos automotores tem como aspecto relevante a
redução da camada de tinta como principio de otimizar o custo global de produção.
Para esta redução, sem perdas na qualidade da pintura, torna-se fundamental o
controle da característica de waviness ( BARBOSA, 2001 apud TEIXEIRA 2006).
Atualmente percebemos de forma mais intensa a influência das montadoras europeias
nas industrias automobilísticas brasileiras, ou seja, estão exigindo valores de
rugosidade media acima de 0,8µm e com alta densidade de picos (acima de 50
picos/cm). O contexto citado anteriormente entra em possível contradição, pois o
aumento da rugosidade traz os valores de picos para um resultado mais baixo dentro
de uma unidade de medida pré-estabelecida.
60
De acordo com Teixeira et al (2006) pode-se entender da mesma forma a relação da
rugosidade para com o resultado do waviness, ou seja alguns autores citam a
correlação de proporcionalidade entre a rugosidade média (Ra) e a ondulação média
(Wa).
A complexidade da rugosidade e densidade de pico é grande quando leva em
consideração os parâmetros do processo da chapa laminada a frio, ou seja a mesma
carrega a memoria da forma do material que chega do tiras a quente, somada as
variáveis do laminador a frio ( coroamento, força de laminação, refrigeração dos
cilindros, guias laterais, velocidade de processo, dentre outras) e dos aspectos
estruturais do próprio material a ser laminado.
61
5. MATERIAIS E METODOS
Foi escolhido o aço da classe “IF” (Aço livre de intertícios) a ser revestido em escala
industrial na planta de galvanização eletrolítica de uma grande siderúrgica situada na
região do Vale do Aço MG.
O efeito da variação da camada de zinco nos aspectos de rugosidade de chapas de aço
eletrogalvanizado foi avaliado, levando em consideração o incremento do processo de
revestimento na superfície não revestida. Para tanto, adotaram-se duas frentes de
eletrodeposição, uma dela em escala industrial, com variações de camada de zinco
entre 22 g/m2 e 56 g/m2 sendo estas faixas comuns praticadas em escala industrial, e
outra frente em escala piloto, no laboratório do centro tecnológico industrial, variando-se
a camada de zinco e a densidade de corrente. Análises complementares por
difratometria de raios-X para a caracterização da orientação cristalográfica da camada
de zinco foram associadas na interpretação dos resultados de rugosidade. Os
parâmetros de rugosidade avaliados foram à rugosidade média (Ra) e a densidade de
picos (RPc).
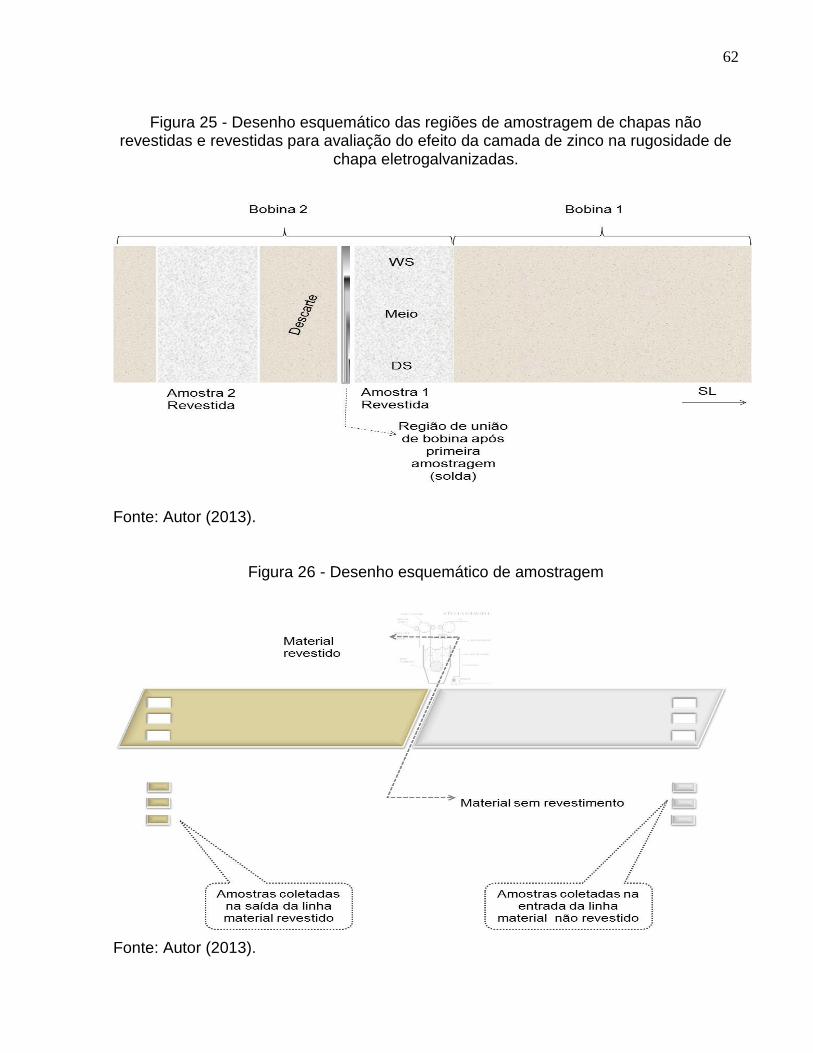
Na amostragem industrial foram retiradas amostras de uma mesma bobina na linha de
galvanização eletrolítica, na situação de não revestida e após revestimento, posições
(DS – lado do motor; Meio – região central, WS – lado de trabalho) e faces superior e
inferior, totalizando 48 superfícies avaliadas e considerando que em cada face avaliada
foram realizadas 15 medições, totalizaram-se 720 medições. Na figura 25 e 26 pode ser
vista a solda de união da bobina na entrada da linha, que foi utilizada como referência
para amostragem.
62
Figura 25 - Desenho esquemático das regiões de amostragem de chapas não revestidas e revestidas para avaliação do efeito da camada de zinco na rugosidade de
chapa eletrogalvanizadas.
Fonte: Autor (2013).
Figura 26 - Desenho esquemático de amostragem
Fonte: Autor (2013).
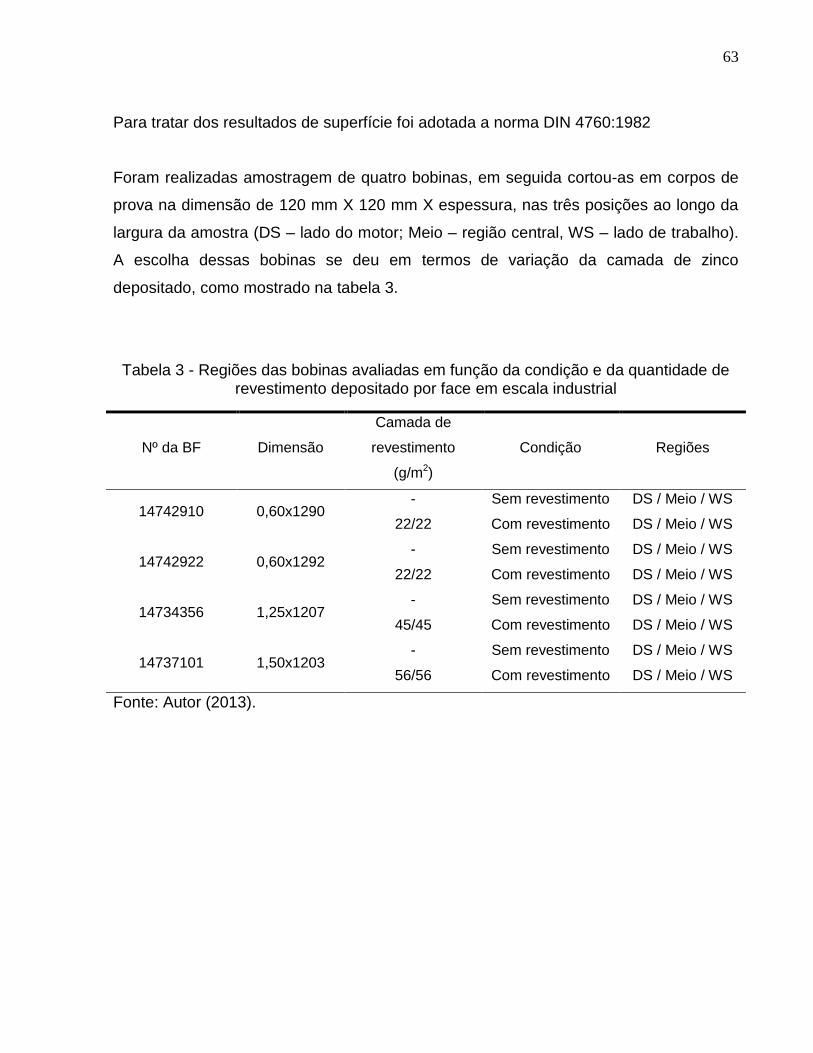
63
Para tratar dos resultados de superfície foi adotada a norma DIN 4760:1982
Foram realizadas amostragem de quatro bobinas, em seguida cortou-as em corpos de
prova na dimensão de 120 mm X 120 mm X espessura, nas três posições ao longo da
largura da amostra (DS – lado do motor; Meio – região central, WS – lado de trabalho).
A escolha dessas bobinas se deu em termos de variação da camada de zinco
depositado, como mostrado na tabela 3.
Tabela 3 - Regiões das bobinas avaliadas em função da condição e da quantidade de revestimento depositado por face em escala industrial
Nº da BF Dimensão
Camada de
revestimento
(g/m2)
Condição Regiões
14742910 0,60x1290 - Sem revestimento DS / Meio / WS
22/22 Com revestimento DS / Meio / WS
14742922 0,60x1292 - Sem revestimento DS / Meio / WS
22/22 Com revestimento DS / Meio / WS
14734356 1,25x1207 - Sem revestimento DS / Meio / WS
45/45 Com revestimento DS / Meio / WS
14737101 1,50x1203 - Sem revestimento DS / Meio / WS
56/56 Com revestimento DS / Meio / WS
Fonte: Autor (2013).
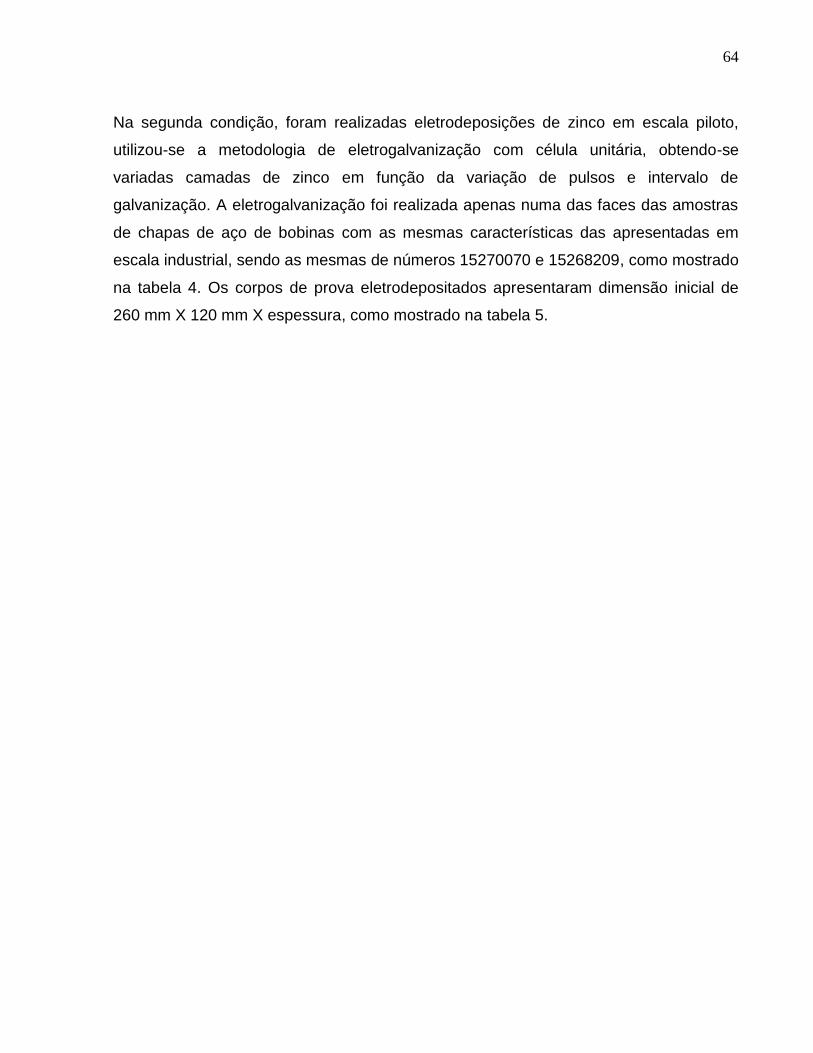
64
Na segunda condição, foram realizadas eletrodeposições de zinco em escala piloto,
utilizou-se a metodologia de eletrogalvanização com célula unitária, obtendo-se
variadas camadas de zinco em função da variação de pulsos e intervalo de
galvanização. A eletrogalvanização foi realizada apenas numa das faces das amostras
de chapas de aço de bobinas com as mesmas características das apresentadas em
escala industrial, sendo as mesmas de números 15270070 e 15268209, como mostrado
na tabela 4. Os corpos de prova eletrodepositados apresentaram dimensão inicial de
260 mm X 120 mm X espessura, como mostrado na tabela 5.
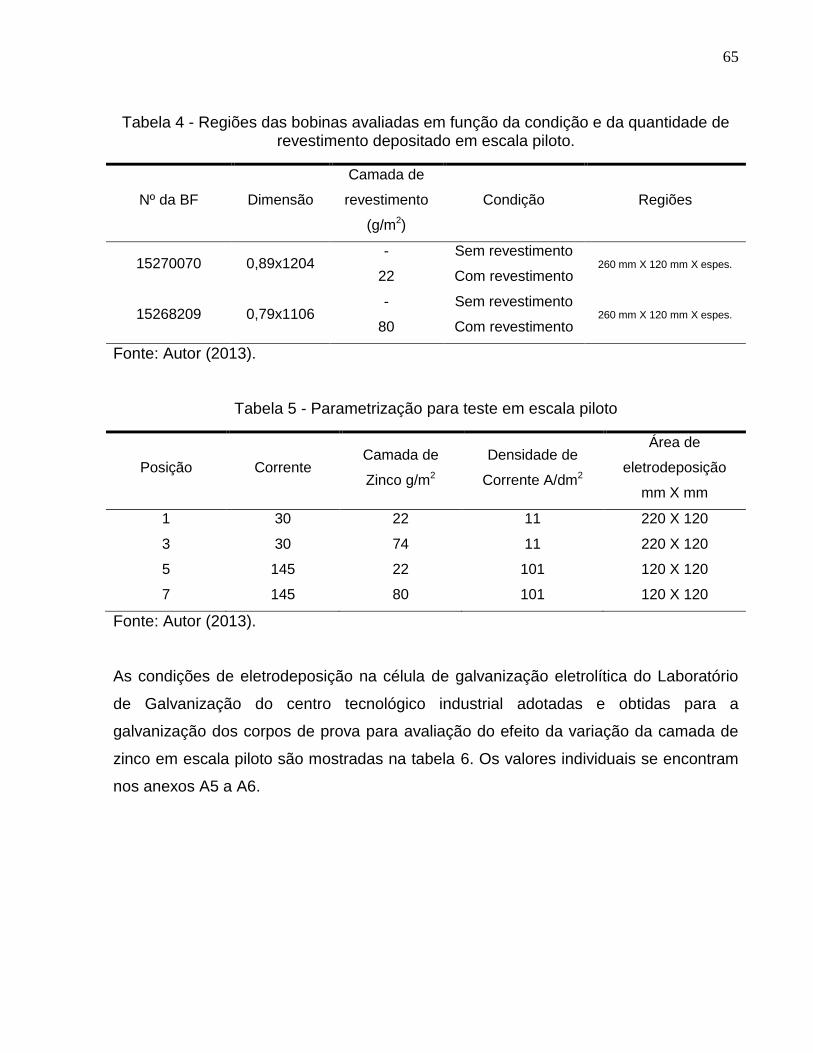
65
Tabela 4 - Regiões das bobinas avaliadas em função da condição e da quantidade de revestimento depositado em escala piloto.
Nº da BF Dimensão
Camada de
revestimento
(g/m2)
Condição Regiões
15270070 0,89x1204 - Sem revestimento
260 mm X 120 mm X espes. 22 Com revestimento
15268209 0,79x1106 - Sem revestimento
260 mm X 120 mm X espes. 80 Com revestimento
Fonte: Autor (2013).
Tabela 5 - Parametrização para teste em escala piloto
Posição Corrente Camada de
Zinco g/m2
Densidade de
Corrente A/dm2
Área de
eletrodeposição
mm X mm
1 30 22 11 220 X 120
3 30 74 11 220 X 120
5 145 22 101 120 X 120
7 145 80 101 120 X 120
Fonte: Autor (2013).
As condições de eletrodeposição na célula de galvanização eletrolítica do Laboratório
de Galvanização do centro tecnológico industrial adotadas e obtidas para a
galvanização dos corpos de prova para avaliação do efeito da variação da camada de
zinco em escala piloto são mostradas na tabela 6. Os valores individuais se encontram
nos anexos A5 a A6.
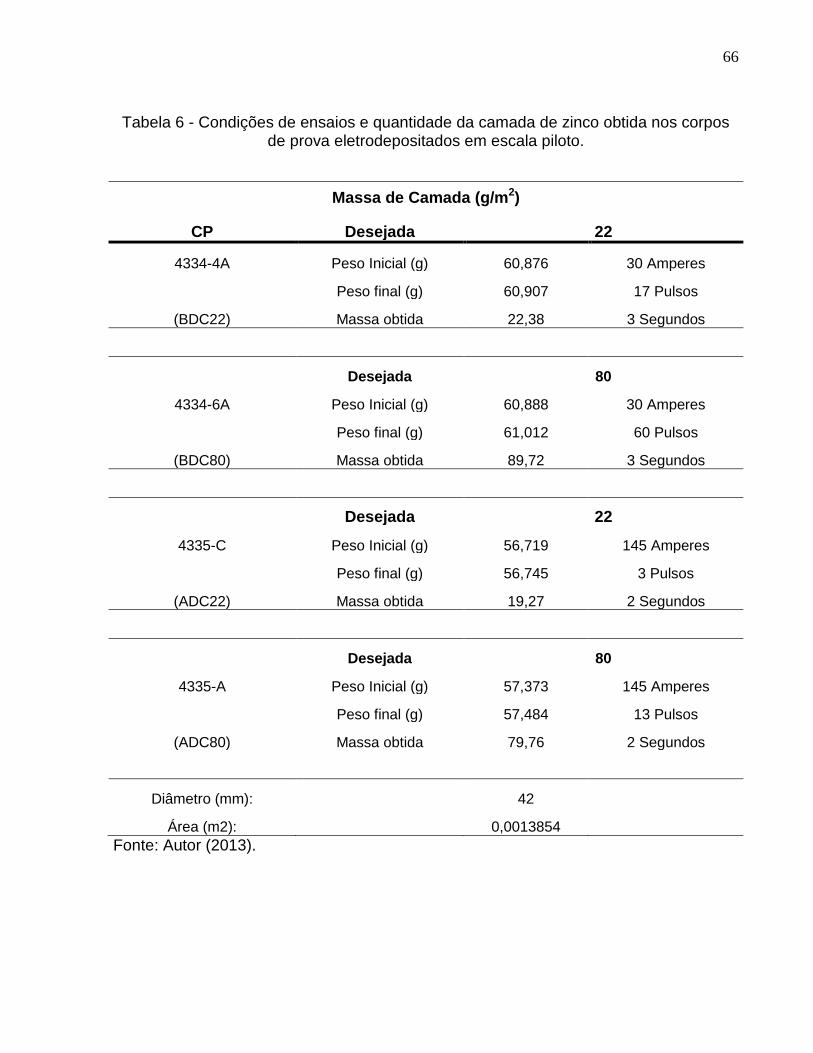
66
Tabela 6 - Condições de ensaios e quantidade da camada de zinco obtida nos corpos de prova eletrodepositados em escala piloto.
Massa de Camada (g/m2)
CP Desejada 22
4334-4A Peso Inicial (g) 60,876 30 Amperes
Peso final (g) 60,907 17 Pulsos
(BDC22) Massa obtida 22,38 3 Segundos
Desejada 80
4334-6A Peso Inicial (g) 60,888 30 Amperes
Peso final (g) 61,012 60 Pulsos
(BDC80) Massa obtida 89,72 3 Segundos
Desejada 22
4335-C Peso Inicial (g) 56,719 145 Amperes
Peso final (g) 56,745 3 Pulsos
(ADC22) Massa obtida 19,27 2 Segundos
Desejada 80
4335-A Peso Inicial (g) 57,373 145 Amperes
Peso final (g) 57,484 13 Pulsos
(ADC80) Massa obtida 79,76 2 Segundos
Diâmetro (mm): 42
Área (m2): 0,0013854
Fonte: Autor (2013).
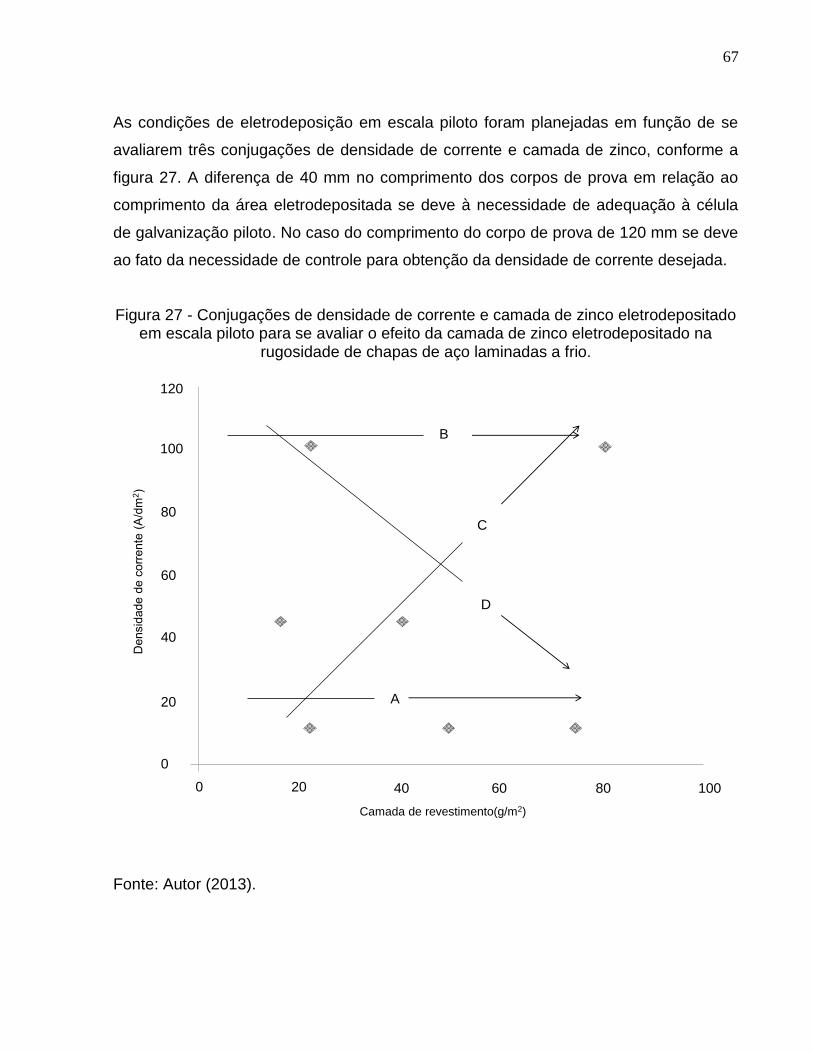
67
As condições de eletrodeposição em escala piloto foram planejadas em função de se
avaliarem três conjugações de densidade de corrente e camada de zinco, conforme a
figura 27. A diferença de 40 mm no comprimento dos corpos de prova em relação ao
comprimento da área eletrodepositada se deve à necessidade de adequação à célula
de galvanização piloto. No caso do comprimento do corpo de prova de 120 mm se deve
ao fato da necessidade de controle para obtenção da densidade de corrente desejada.
Figura 27 - Conjugações de densidade de corrente e camada de zinco eletrodepositado em escala piloto para se avaliar o efeito da camada de zinco eletrodepositado na
rugosidade de chapas de aço laminadas a frio.
Fonte: Autor (2013).
B
A
C
D
120
100
80
60
40
20
0
0 20 40 60 80 100
Camada de revestimento(g/m2)
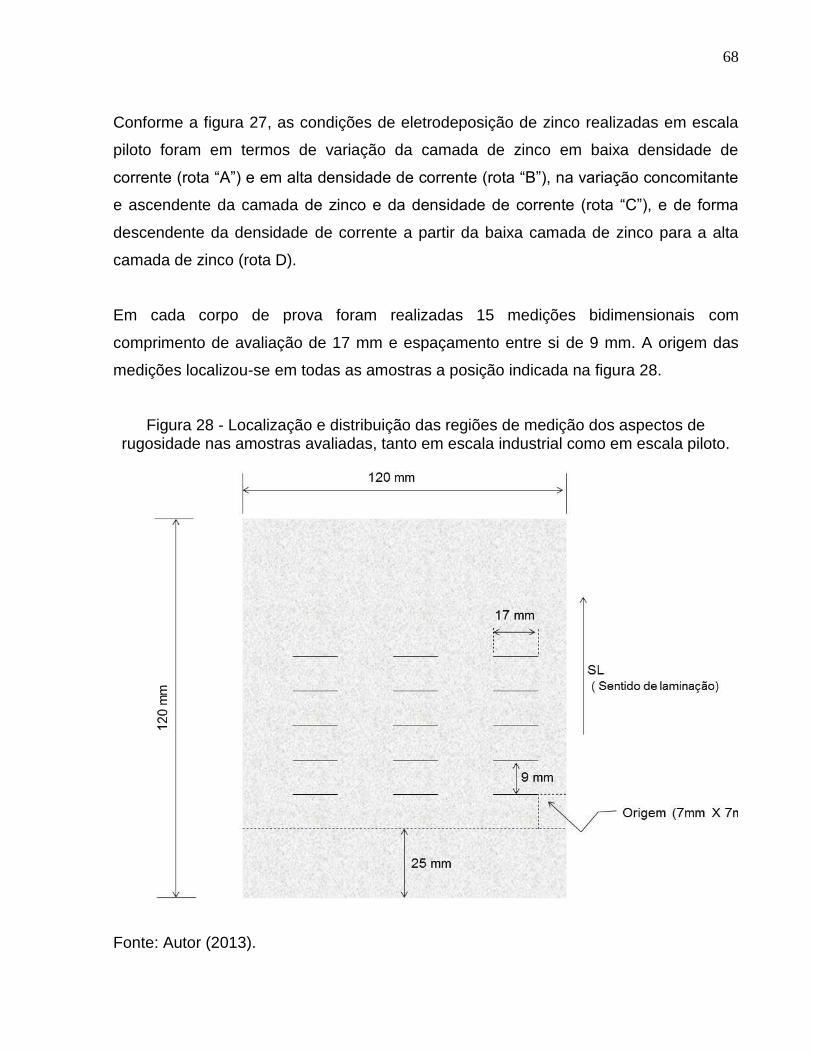
68
Conforme a figura 27, as condições de eletrodeposição de zinco realizadas em escala
piloto foram em termos de variação da camada de zinco em baixa densidade de
corrente (rota “A”) e em alta densidade de corrente (rota “B”), na variação concomitante
e ascendente da camada de zinco e da densidade de corrente (rota “C”), e de forma
descendente da densidade de corrente a partir da baixa camada de zinco para a alta
camada de zinco (rota D).
Em cada corpo de prova foram realizadas 15 medições bidimensionais com
comprimento de avaliação de 17 mm e espaçamento entre si de 9 mm. A origem das
medições localizou-se em todas as amostras a posição indicada na figura 28.
Figura 28 - Localização e distribuição das regiões de medição dos aspectos de rugosidade nas amostras avaliadas, tanto em escala industrial como em escala piloto.
Fonte: Autor (2013).
69
Em termos de parâmetros superficiais, a rugosidade média (Ra) e a densidade de picos
(RPc) foram determinadas a partir de medição com sensor sem contato (CLA – range
de 300 μm), frequência de 500 Hz, em cinco perfis filtrados com cutoff de 2,5 mm por
amostra, velocidade de 0,5 mm/s e espaçamento entre pontos de 1,0 μm, utilizando o
perfilômetro CLI 1000, com base de deslocamento automatizado nasdireções X e Y.
Cut-off corresponde numericamente o comprimento da frequência de onda acima ou
abaixo do qual um dos parâmetros de superfície (rugosidade ou ondulação) são
filtrados.
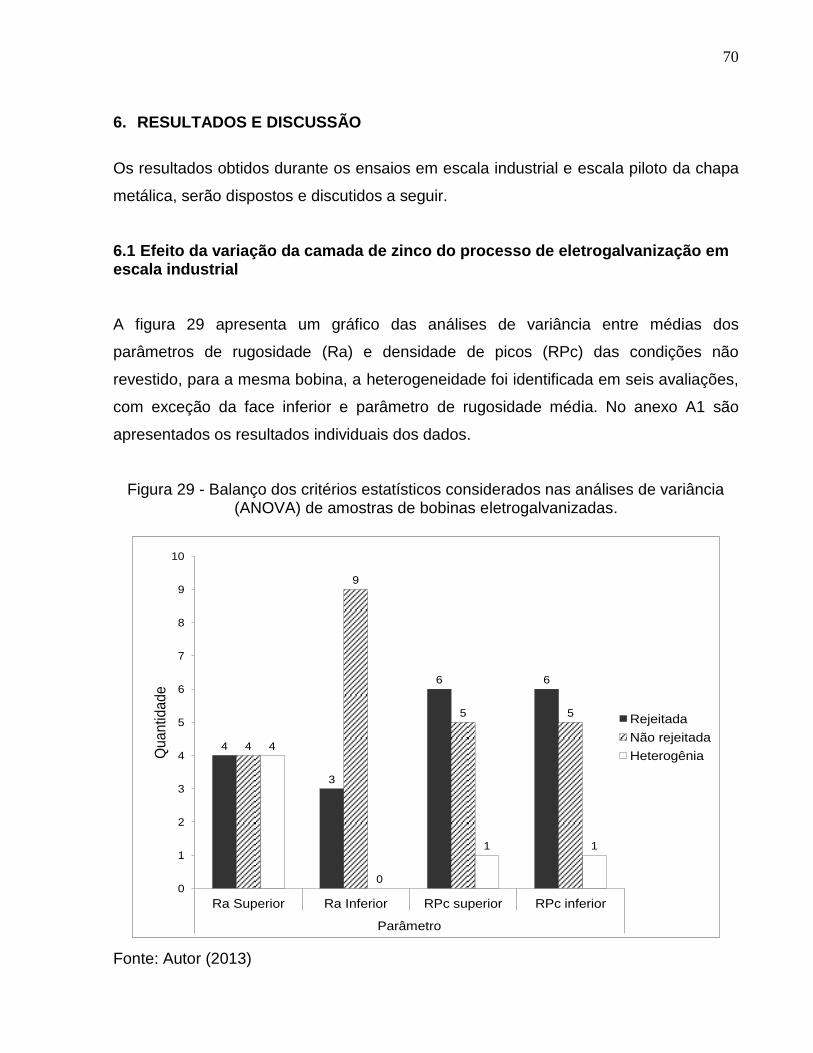
70
6. RESULTADOS E DISCUSSÃO
Os resultados obtidos durante os ensaios em escala industrial e escala piloto da chapa
metálica, serão dispostos e discutidos a seguir.
6.1 Efeito da variação da camada de zinco do processo de eletrogalvanização em escala industrial
A figura 29 apresenta um gráfico das análises de variância entre médias dos
parâmetros de rugosidade (Ra) e densidade de picos (RPc) das condições não
revestido, para a mesma bobina, a heterogeneidade foi identificada em seis avaliações,
com exceção da face inferior e parâmetro de rugosidade média. No anexo A1 são
apresentados os resultados individuais dos dados.
Figura 29 - Balanço dos critérios estatísticos considerados nas análises de variância (ANOVA) de amostras de bobinas eletrogalvanizadas.
Fonte: Autor (2013)
4
3
6 6
4
9
5 5
4
0
1 1
Ra Superior Ra Inferior RPc superior RPc inferior
Parâmetro
0
1
2
3
4
5
6
7
8
9
10
Qu
an
tida
de
Rejeitada
Não rejeitada
Heterogênia
71
Considerando que quatro bobinas foram avaliadas e em três posições, a quantidade
máxima de condições a serem avaliadas foi de 12. Nesta figura 29 destaca-se o critério
de heterogeneidade, o qual se determina a partir da relação entre as variâncias máxima
e mínima dos dados avaliados. Neste caso, esperava-se que em condições de
homogeneidade amostral não houvesse condições de avaliação que indicassem
heterogeneidade. Quanto aos critérios de rejeição (rejeitada e não rejeitada) se referem
ao teste de hipótese de igualdade na análise de variância. No anexo A1 são
apresentados os resultados dessas análises.
A heterogeneidade amostral constatada nos dados das bobinas amostradas em escala
industrial pode ser associada à heterogeneidade da superfície da chapa ao longo do
seu comprimento, intrínseca ao processo de texturização atual dos cilindros de
laminação e também da condição de amostragem. Sugere-se que o critério de
amostragem de regiões adjacentes pode ter contribuído para essa heterogeneidade.
Recentemente, estudo de pesquisa ligado à caracterização de rugosidade de chapas
de aço no laminador de encruamento, (Teixeira e Marques, 2013), identificou uma
variabilidade da rugosidade média em chapas de aço, independentemente da posição
da chance (sequência das bobinas em processo) de laminação, da ordem de 0,40 μm.
Em função disso, a condição de amostragem recomendável para o tipo de avaliação
requerido neste estudo seria de amostragem em função do perímetro do cilindro de
trabalho do laminador de encruamento.
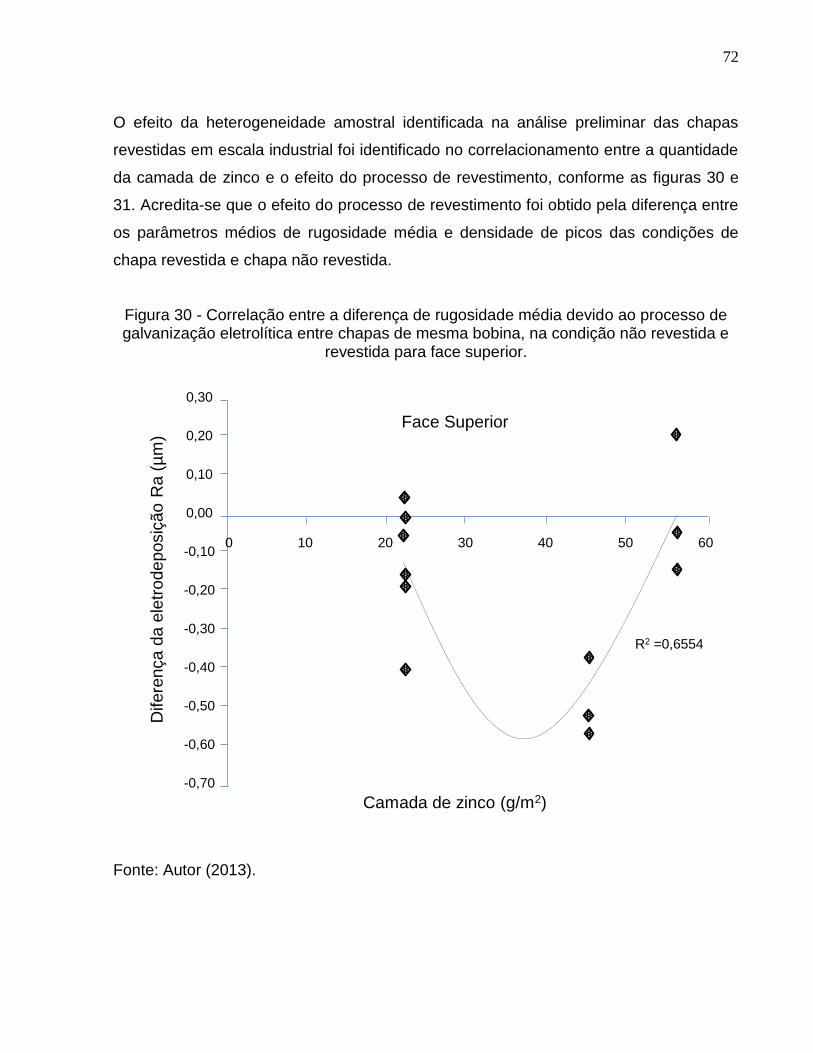
72
O efeito da heterogeneidade amostral identificada na análise preliminar das chapas
revestidas em escala industrial foi identificado no correlacionamento entre a quantidade
da camada de zinco e o efeito do processo de revestimento, conforme as figuras 30 e
31. Acredita-se que o efeito do processo de revestimento foi obtido pela diferença entre
os parâmetros médios de rugosidade média e densidade de picos das condições de
chapa revestida e chapa não revestida.
Figura 30 - Correlação entre a diferença de rugosidade média devido ao processo de galvanização eletrolítica entre chapas de mesma bobina, na condição não revestida e
revestida para face superior.
Fonte: Autor (2013).
0,30
0,20
0,10
0,00
-0,10
-0,20
-0,30
-0,40
-0,50
-0,60
-0,70
0 10 20 30 40 50 60
Difere
nça d
a e
letr
odeposiç
ão R
a (
µm
)
Face Superior
Camada de zinco (g/m2)
R2 =0,6554
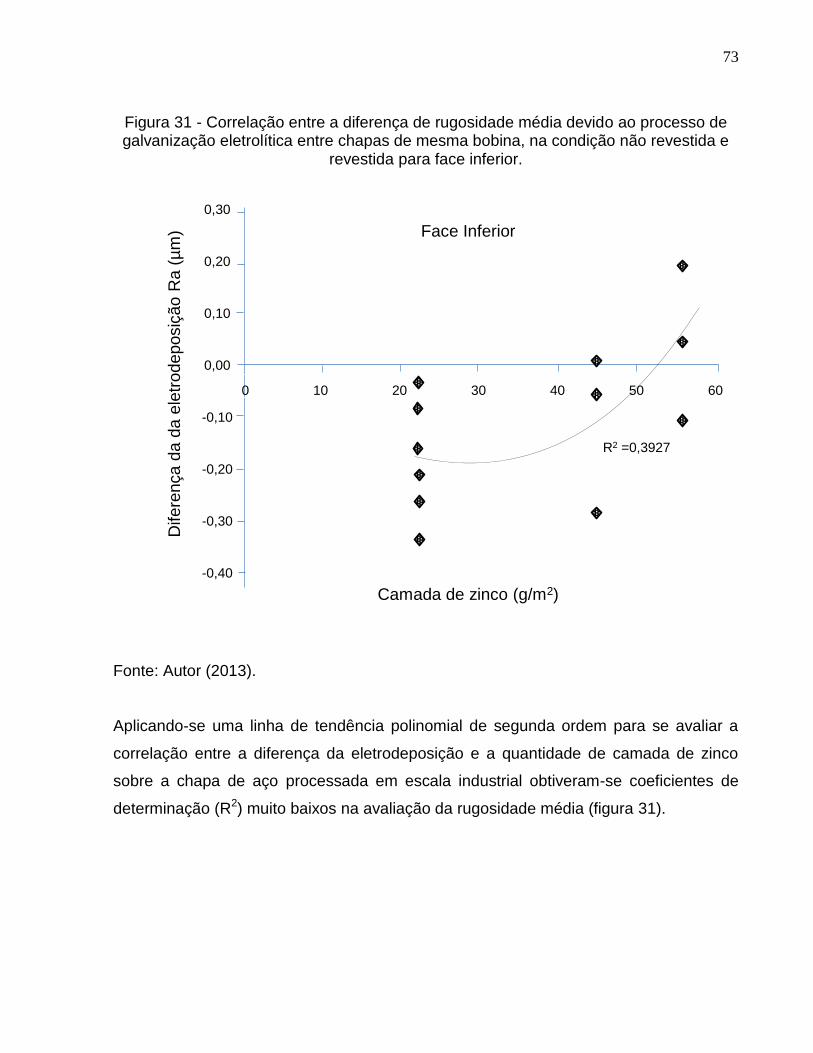
73
Figura 31 - Correlação entre a diferença de rugosidade média devido ao processo de galvanização eletrolítica entre chapas de mesma bobina, na condição não revestida e
revestida para face inferior.
Fonte: Autor (2013).
Aplicando-se uma linha de tendência polinomial de segunda ordem para se avaliar a
correlação entre a diferença da eletrodeposição e a quantidade de camada de zinco
sobre a chapa de aço processada em escala industrial obtiveram-se coeficientes de
determinação (R2) muito baixos na avaliação da rugosidade média (figura 31).
0,30
0,20
0,10
0,00
-0,10
-0,20
-0,30
-0,40
0 10 20 30 40 50 60
Difere
nça d
a d
aele
tro
deposiç
ão R
a (
µm
) Face Inferior
Camada de zinco (g/m2)
R2 =0,3927
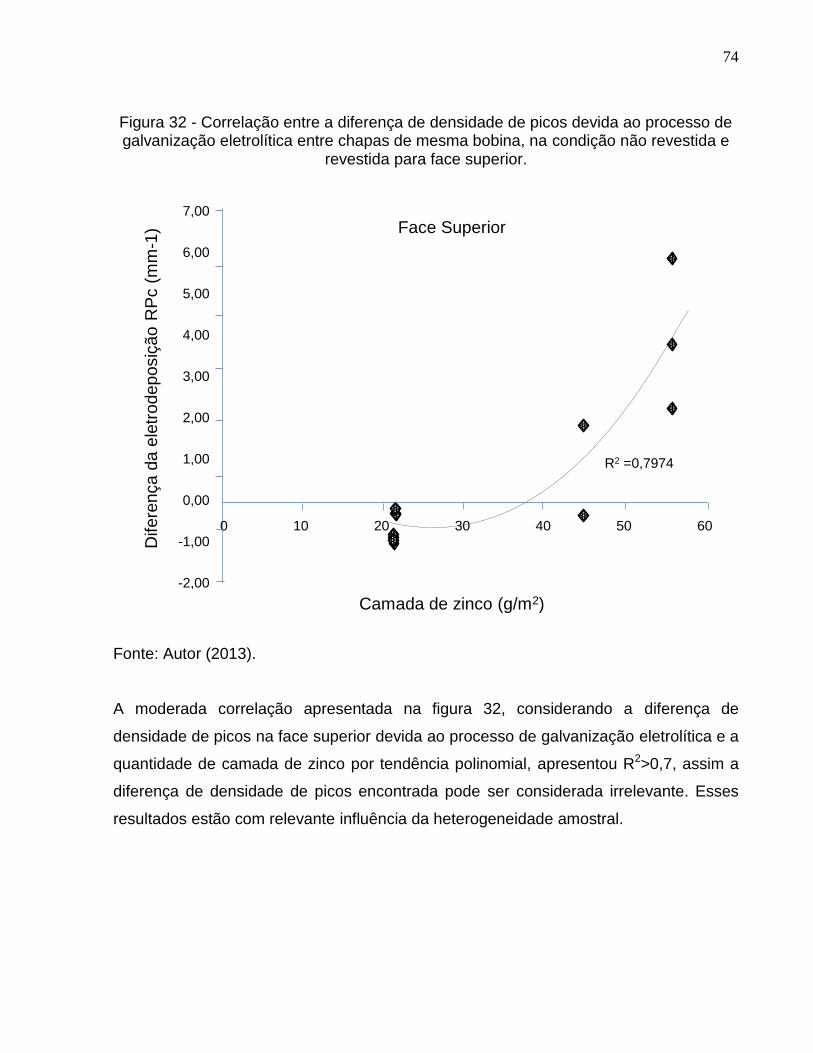
74
Figura 32 - Correlação entre a diferença de densidade de picos devida ao processo de galvanização eletrolítica entre chapas de mesma bobina, na condição não revestida e
revestida para face superior.
Fonte: Autor (2013).
A moderada correlação apresentada na figura 32, considerando a diferença de
densidade de picos na face superior devida ao processo de galvanização eletrolítica e a
quantidade de camada de zinco por tendência polinomial, apresentou R2>0,7, assim a
diferença de densidade de picos encontrada pode ser considerada irrelevante. Esses
resultados estão com relevante influência da heterogeneidade amostral.
0 10 20 30 40 50 60
Difere
nça d
a e
letr
odeposiç
ão R
Pc
(mm
-1) Face Superior
Camada de zinco (g/m2)
R2 =0,7974
7,00
6,00
5,00
4,00
3,00
2,00
1,00
0,00
-1,00
-2,00
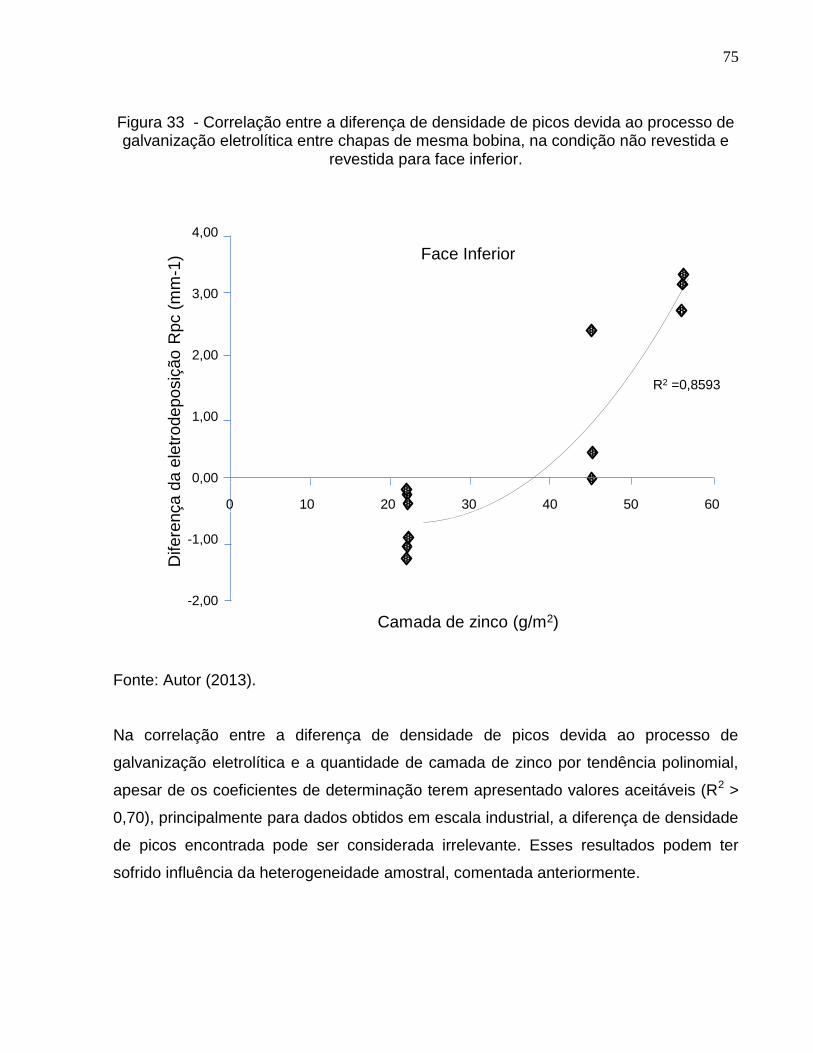
75
Figura 33 - Correlação entre a diferença de densidade de picos devida ao processo de galvanização eletrolítica entre chapas de mesma bobina, na condição não revestida e
revestida para face inferior.
Fonte: Autor (2013).
Na correlação entre a diferença de densidade de picos devida ao processo de
galvanização eletrolítica e a quantidade de camada de zinco por tendência polinomial,
apesar de os coeficientes de determinação terem apresentado valores aceitáveis (R2 >
0,70), principalmente para dados obtidos em escala industrial, a diferença de densidade
de picos encontrada pode ser considerada irrelevante. Esses resultados podem ter
sofrido influência da heterogeneidade amostral, comentada anteriormente.
0 10 20 30 40 50 60
Difere
nça d
a e
letr
odeposiç
ão R
pc
(mm
-1) Face Inferior
Camada de zinco (g/m2)
R2 =0,8593
4,00
3,00
2,00
1,00
0,00
-1,00
-2,00

76
6.2 Aspecto superficial e tamanho das arestas dos cristais de zinco
eletrodepositados.
O aspecto das superfícies eletrogalvanizadas da seção transversal da amostra
14734356 avaliadas na etapa de teste industrial é mostrado nas figuras 34 e 35.
Figura 34 - Aspecto superficial obtido em análise por MEV de duas amostras eletrogalvanizadas processadas em escala industrial.
Amostra do CP da bobina 14734356, com aumento 1500X.
Fonte: Autor (2013)
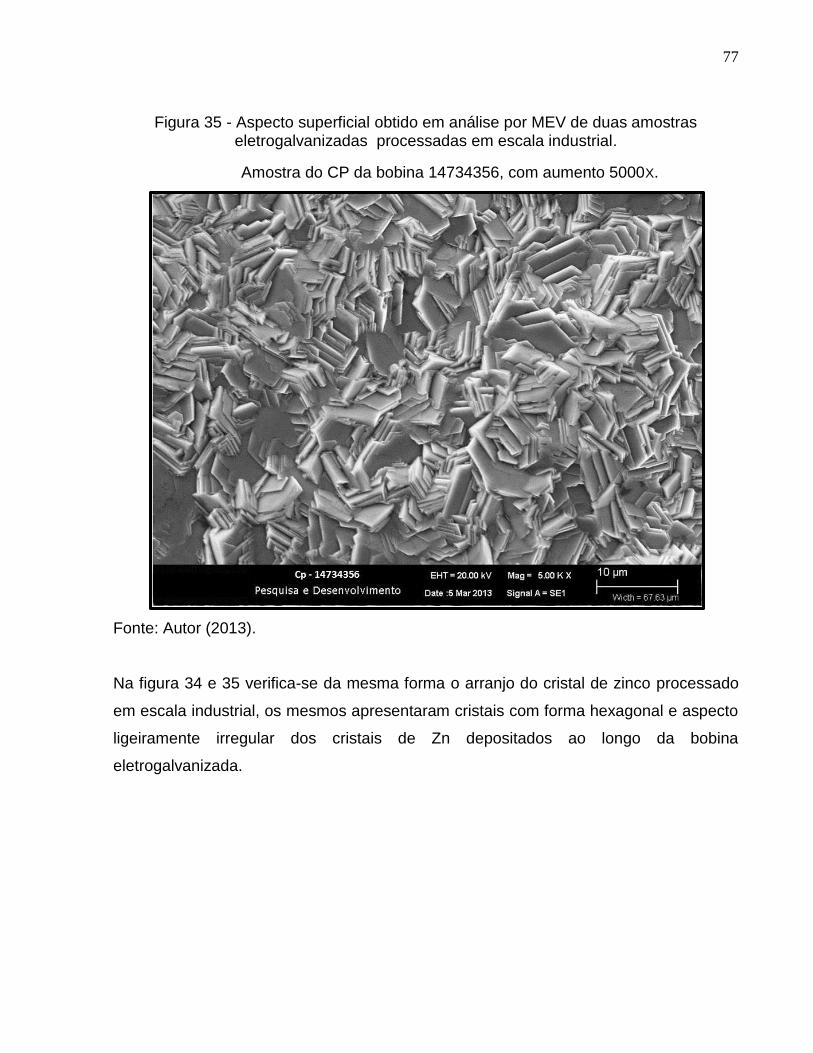
77
Figura 35 - Aspecto superficial obtido em análise por MEV de duas amostras eletrogalvanizadas processadas em escala industrial.
Amostra do CP da bobina 14734356, com aumento 5000X.
Fonte: Autor (2013).
Na figura 34 e 35 verifica-se da mesma forma o arranjo do cristal de zinco processado
em escala industrial, os mesmos apresentaram cristais com forma hexagonal e aspecto
ligeiramente irregular dos cristais de Zn depositados ao longo da bobina
eletrogalvanizada.
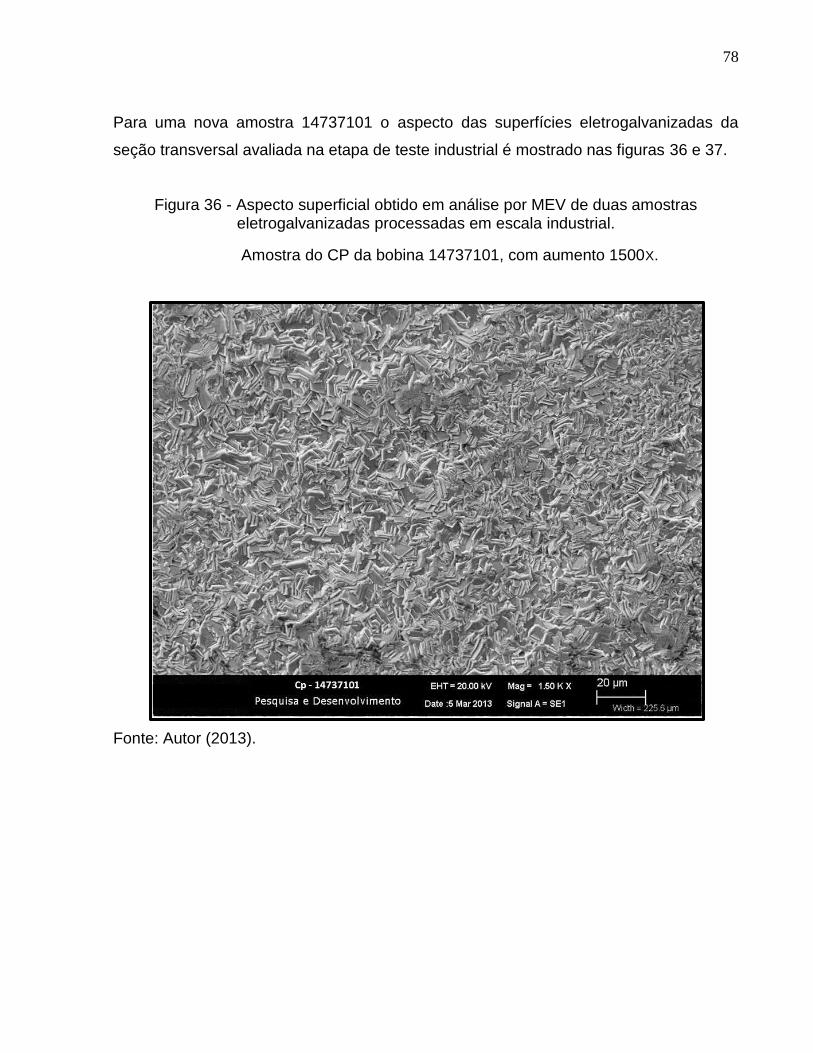
78
Para uma nova amostra 14737101 o aspecto das superfícies eletrogalvanizadas da
seção transversal avaliada na etapa de teste industrial é mostrado nas figuras 36 e 37.
Figura 36 - Aspecto superficial obtido em análise por MEV de duas amostras eletrogalvanizadas processadas em escala industrial.
Amostra do CP da bobina 14737101, com aumento 1500X.
Fonte: Autor (2013).

79
Figura 37 - Aspecto superficial obtido em análise por MEV de amostras eletrogalvanizadas
Amostra do CP da bobina 14737101, com aumento 5000X.
Fonte: Autor (2013).
Segundo o resultado apresentado nas figuras acima 34 a 37 para esta amostra é
possível verificar o mesmo arranjo do cristal de zinco processado em escala industrial,
os mesmos da mesma forma apresentaram cristais com forma hexagonal e aspecto
ligeiramente irregular dos cristais de Zn depositados também ao longo da bobina
eletrogalvanizada.
80
Tanto para condição do aumento de 1500X e 5000X vezes podemos inferir a avaliação
qualitativa o que para o estudo foi determinante para justificar frente outros aspectos
(plano de amostragem, método de coleta de dados antes e depois do revestimento) a
variabilidade encontrada dos resultados de rugosidade obtidos em escala industrial.
6.3 Efeito da variação da camada de zinco por eletrodeposição em escala piloto.
Diante da impossibilidade de se identificar o efeito da variação da quantidade da
camada de zinco na rugosidade de chapas eletrogalvanizadas na EGL, foi proposto a
avaliação em escala piloto, fundamentalmente, baseada na variação de uma variável de
eletrodeposição, a densidade de corrente, em função da quantidade de camada de
zinco.
Da mesma forma realizada no item anterior, inicialmente, avaliou-se a homogeneidade
dos resultados das medições de rugosidade em corpos de prova eletrodepositados em
escala piloto. Conforme a tabela 7, dentre as quatro condições avaliadas, não se
identificou heterogeneidade amostral nas análises de variância realizadas nos
experimentos de eletrodeposição em escala piloto. Este resultado confirma as
metodologias utilizadas no Laboratório de Galvanização para a eletrodeposição de
zinco e, também, do Laboratório de Fenômenos de Superfície para a medição dos
aspectos de rugosidade. No anexo A2 são apresentados informações relacionadas com
as análises de variância desta etapa do estudo.
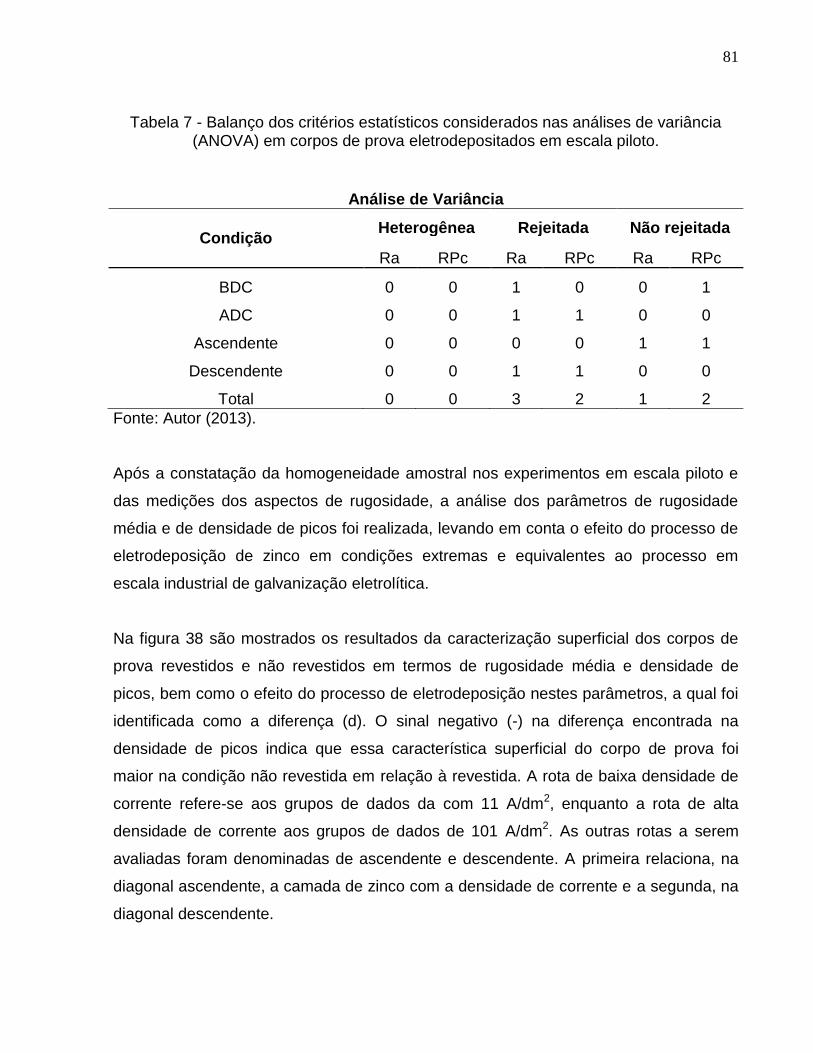
81
Tabela 7 - Balanço dos critérios estatísticos considerados nas análises de variância (ANOVA) em corpos de prova eletrodepositados em escala piloto.
Análise de Variância
Condição Heterogênea Rejeitada Não rejeitada
Ra RPc Ra RPc Ra RPc
BDC 0 0 1 0 0 1
ADC 0 0 1 1 0 0
Ascendente 0 0 0 0 1 1
Descendente 0 0 1 1 0 0
Total 0 0 3 2 1 2
Fonte: Autor (2013).
Após a constatação da homogeneidade amostral nos experimentos em escala piloto e
das medições dos aspectos de rugosidade, a análise dos parâmetros de rugosidade
média e de densidade de picos foi realizada, levando em conta o efeito do processo de
eletrodeposição de zinco em condições extremas e equivalentes ao processo em
escala industrial de galvanização eletrolítica.
Na figura 38 são mostrados os resultados da caracterização superficial dos corpos de
prova revestidos e não revestidos em termos de rugosidade média e densidade de
picos, bem como o efeito do processo de eletrodeposição nestes parâmetros, a qual foi
identificada como a diferença (d). O sinal negativo (-) na diferença encontrada na
densidade de picos indica que essa característica superficial do corpo de prova foi
maior na condição não revestida em relação à revestida. A rota de baixa densidade de
corrente refere-se aos grupos de dados da com 11 A/dm2, enquanto a rota de alta
densidade de corrente aos grupos de dados de 101 A/dm2. As outras rotas a serem
avaliadas foram denominadas de ascendente e descendente. A primeira relaciona, na
diagonal ascendente, a camada de zinco com a densidade de corrente e a segunda, na
diagonal descendente.
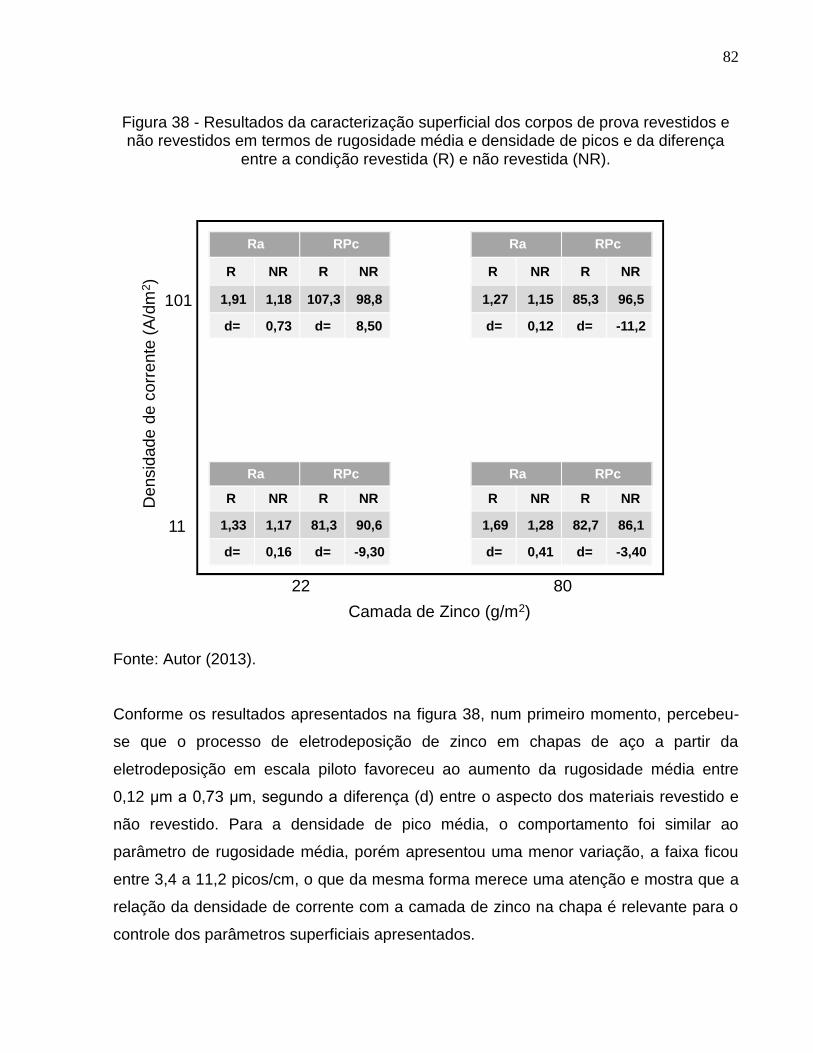
82
Figura 38 - Resultados da caracterização superficial dos corpos de prova revestidos e não revestidos em termos de rugosidade média e densidade de picos e da diferença
entre a condição revestida (R) e não revestida (NR).
Fonte: Autor (2013).
Conforme os resultados apresentados na figura 38, num primeiro momento, percebeu-
se que o processo de eletrodeposição de zinco em chapas de aço a partir da
eletrodeposição em escala piloto favoreceu ao aumento da rugosidade média entre
0,12 μm a 0,73 μm, segundo a diferença (d) entre o aspecto dos materiais revestido e
não revestido. Para a densidade de pico média, o comportamento foi similar ao
parâmetro de rugosidade média, porém apresentou uma menor variação, a faixa ficou
entre 3,4 a 11,2 picos/cm, o que da mesma forma merece uma atenção e mostra que a
relação da densidade de corrente com a camada de zinco na chapa é relevante para o
controle dos parâmetros superficiais apresentados.
R NR R NR R NR R NR
101 1,91 1,18 107,3 98,8 1,27 1,15 85,3 96,5
d= 0,73 d= 8,50 d= 0,12 d= -11,2
R NR R NR R NR R NR
11 1,33 1,17 81,3 90,6 1,69 1,28 82,7 86,1
d= 0,16 d= -9,30 d= 0,41 d= -3,40
22 80
Camada de Zinco (g/m2)
De
nsid
ad
e d
e c
orr
ente
(A
/dm
2)
Ra RPc Ra RPc
Ra RPc Ra RPc
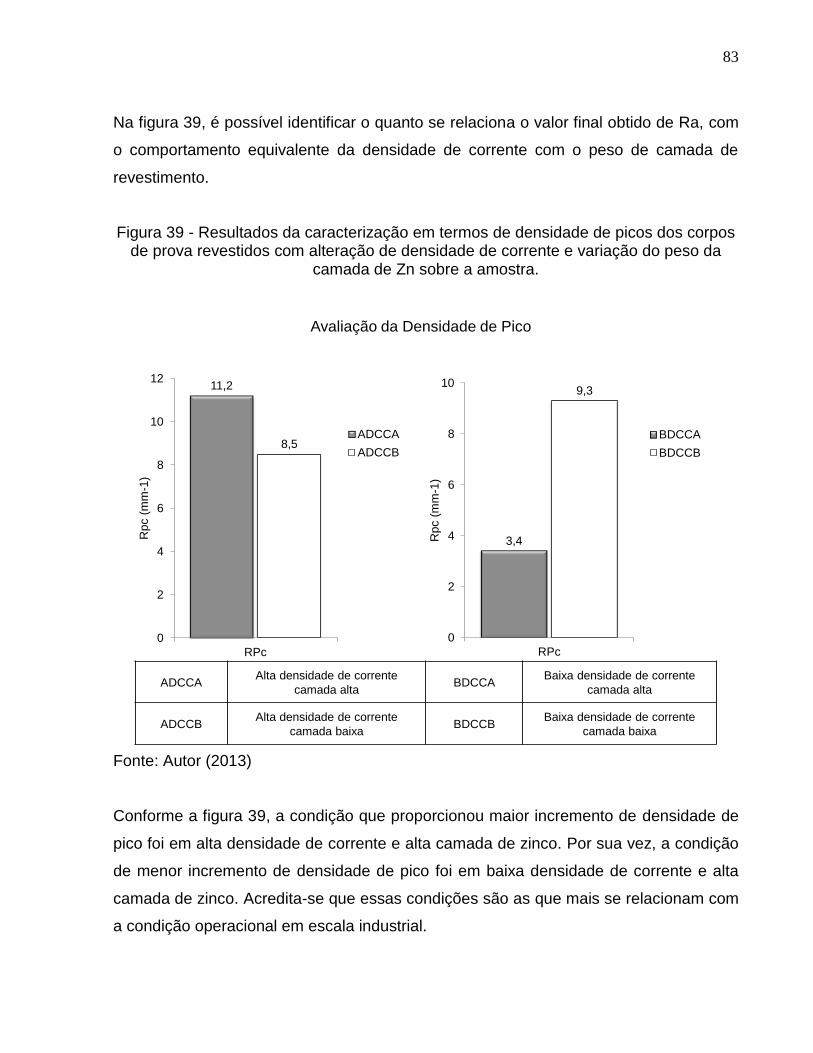
83
Na figura 39, é possível identificar o quanto se relaciona o valor final obtido de Ra, com
o comportamento equivalente da densidade de corrente com o peso de camada de
revestimento.
Figura 39 - Resultados da caracterização em termos de densidade de picos dos corpos de prova revestidos com alteração de densidade de corrente e variação do peso da
camada de Zn sobre a amostra.
Fonte: Autor (2013)
Conforme a figura 39, a condição que proporcionou maior incremento de densidade de
pico foi em alta densidade de corrente e alta camada de zinco. Por sua vez, a condição
de menor incremento de densidade de pico foi em baixa densidade de corrente e alta
camada de zinco. Acredita-se que essas condições são as que mais se relacionam com
a condição operacional em escala industrial.
11,2
8,5
0
2
4
6
8
10
12
RPc
Rpc
(mm
-1)
ADCCA
ADCCB
3,4
9,3
0
2
4
6
8
10
RPc
Rpc
(mm
-1)
BDCCA
BDCCB
Avaliação da Densidade de Pico
ADCCAAlta densidade de corrente
camada altaBDCCA
Baixa densidade de corrente
camada alta
ADCCBAlta densidade de corrente
camada baixaBDCCB
Baixa densidade de corrente
camada baixa
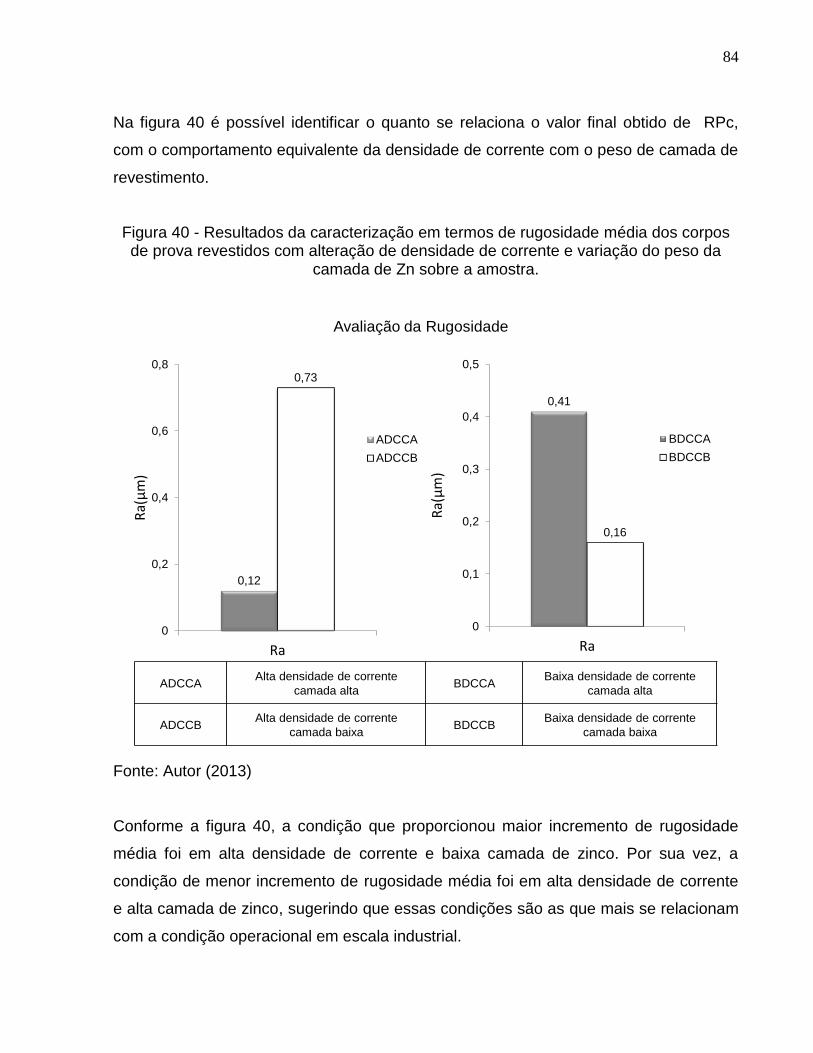
84
Na figura 40 é possível identificar o quanto se relaciona o valor final obtido de RPc,
com o comportamento equivalente da densidade de corrente com o peso de camada de
revestimento.
Figura 40 - Resultados da caracterização em termos de rugosidade média dos corpos de prova revestidos com alteração de densidade de corrente e variação do peso da
camada de Zn sobre a amostra.
Fonte: Autor (2013)
Conforme a figura 40, a condição que proporcionou maior incremento de rugosidade
média foi em alta densidade de corrente e baixa camada de zinco. Por sua vez, a
condição de menor incremento de rugosidade média foi em alta densidade de corrente
e alta camada de zinco, sugerindo que essas condições são as que mais se relacionam
com a condição operacional em escala industrial.
0,12
0,73
0
0,2
0,4
0,6
0,8
Ra
Ra(
µm
)
ADCCA
ADCCB
0,41
0,16
0
0,1
0,2
0,3
0,4
0,5
Ra
Ra(
µm
)BDCCA
BDCCB
Avaliação da Rugosidade
ADCCAAlta densidade de corrente
camada altaBDCCA
Baixa densidade de corrente
camada alta
ADCCBAlta densidade de corrente
camada baixaBDCCB
Baixa densidade de corrente
camada baixa
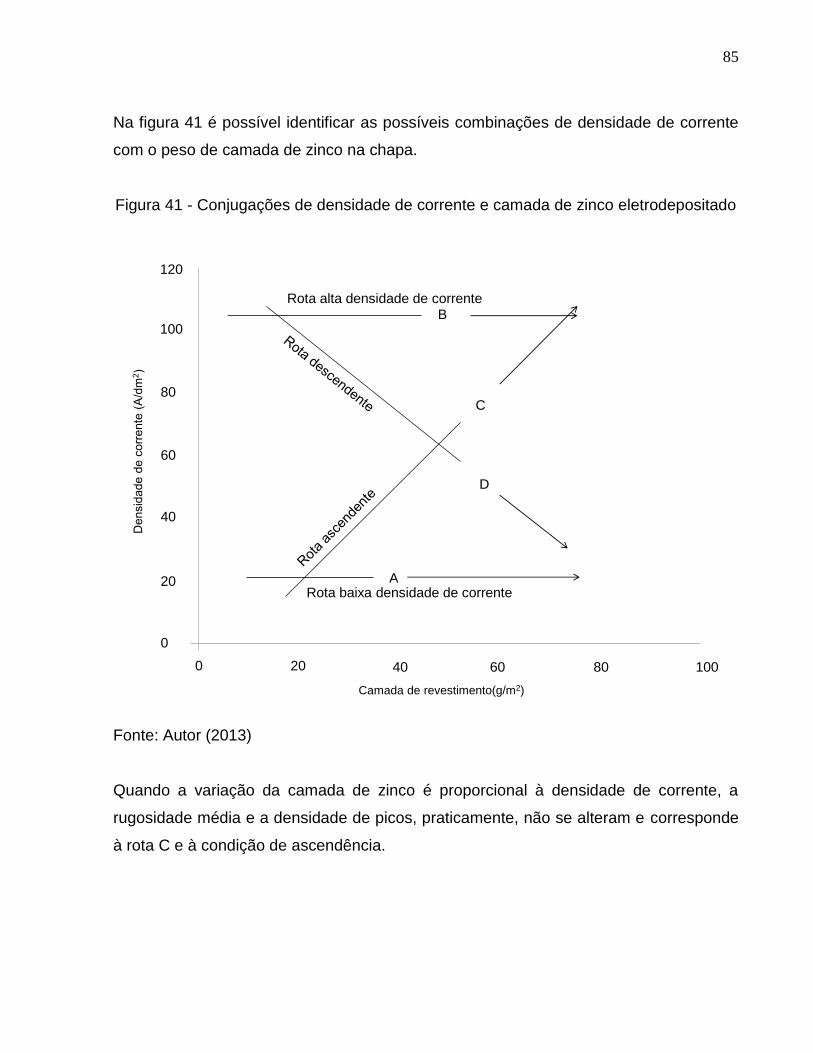
85
Na figura 41 é possível identificar as possíveis combinações de densidade de corrente
com o peso de camada de zinco na chapa.
Figura 41 - Conjugações de densidade de corrente e camada de zinco eletrodepositado
Fonte: Autor (2013)
Quando a variação da camada de zinco é proporcional à densidade de corrente, a
rugosidade média e a densidade de picos, praticamente, não se alteram e corresponde
à rota C e à condição de ascendência.
B
A
C
D
120
100
80
60
40
20
0
0 20 40 60 80 100
Camada de revestimento(g/m2)
Rota baixa densidade de corrente
Rota alta densidade de corrente
86
Quando a variação da camada de zinco é inversamente proporcional à densidade de
corrente, ou seja, a evolução da camada de zinco é inversamente proporcional à
densidade de corrente, a rugosidade média também sofre variações significativas,
equivalente à rota D e à condição de descendência.
Dentre as condições avaliadas conforme figura 41, a condição de menor incremento de
aspectos de rugosidade devido ao processo de eletrogalvanização foi à rota C,
condição de ascendência entre a camada de zinco e a densidade de corrente.
Considerando que em escala industrial a prática operacional é a constância da
densidade de corrente num valor máximo (150 A/dm2), na necessidade de atendimento
às exigências de menor incremento de rugosidade no material revestido cabe a
proporcionalidade da densidade de corrente frente ao peso de camada de zinco na
chapa eletrogalvanizada.
Considerando que os aspectos superficiais do material eletrogalvanizado estão
diretamente relacionados com a orientação cristalográfica da camada de zinco, em
complementação às avaliações de rugosidade foram realizadas caracterizações da
textura cristalográfica das amostras revestidas pela análise por difratometria de raios-X,
conforme a figura 42.
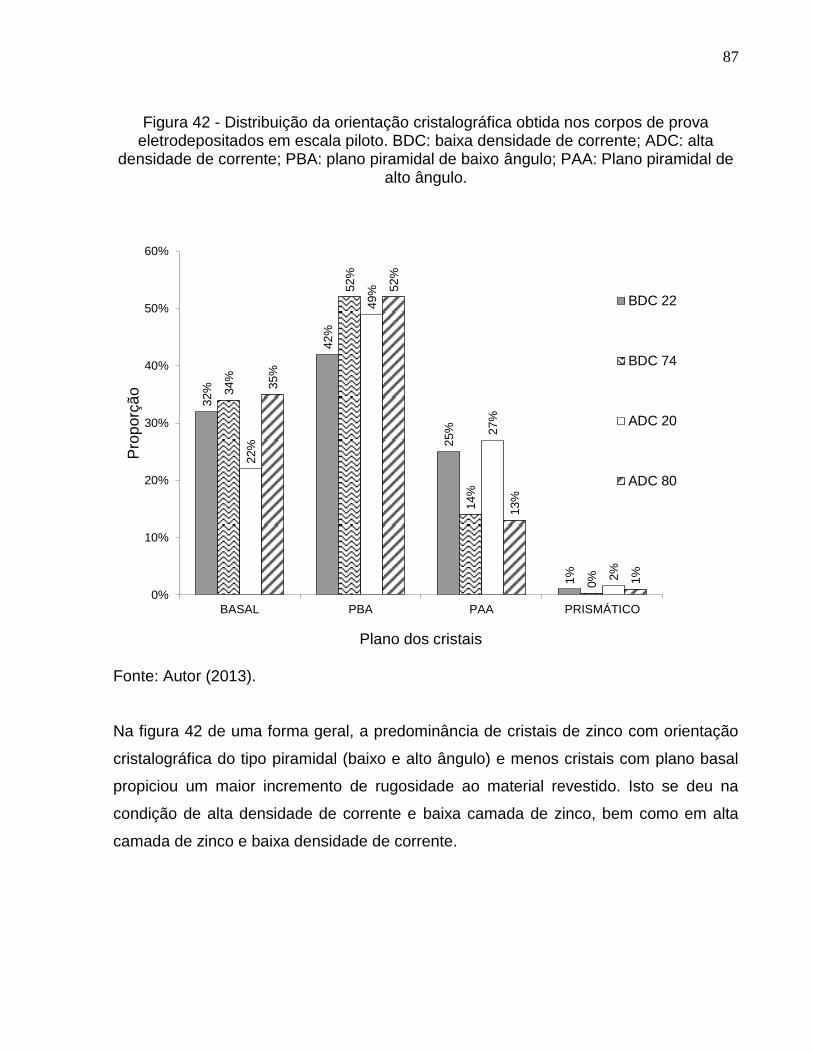
87
Figura 42 - Distribuição da orientação cristalográfica obtida nos corpos de prova eletrodepositados em escala piloto. BDC: baixa densidade de corrente; ADC: alta
densidade de corrente; PBA: plano piramidal de baixo ângulo; PAA: Plano piramidal de alto ângulo.
Fonte: Autor (2013).
Na figura 42 de uma forma geral, a predominância de cristais de zinco com orientação
cristalográfica do tipo piramidal (baixo e alto ângulo) e menos cristais com plano basal
propiciou um maior incremento de rugosidade ao material revestido. Isto se deu na
condição de alta densidade de corrente e baixa camada de zinco, bem como em alta
camada de zinco e baixa densidade de corrente.
32%
42%
25%
1%
34%
52%
14%
0%
22%
49%
27%
2%
35%
52%
13%
1%
0%
10%
20%
30%
40%
50%
60%
BASAL PBA PAA PRISMÁTICO
Pro
po
rçã
o
Plano dos cristais
BDC 22
BDC 74
ADC 20
ADC 80
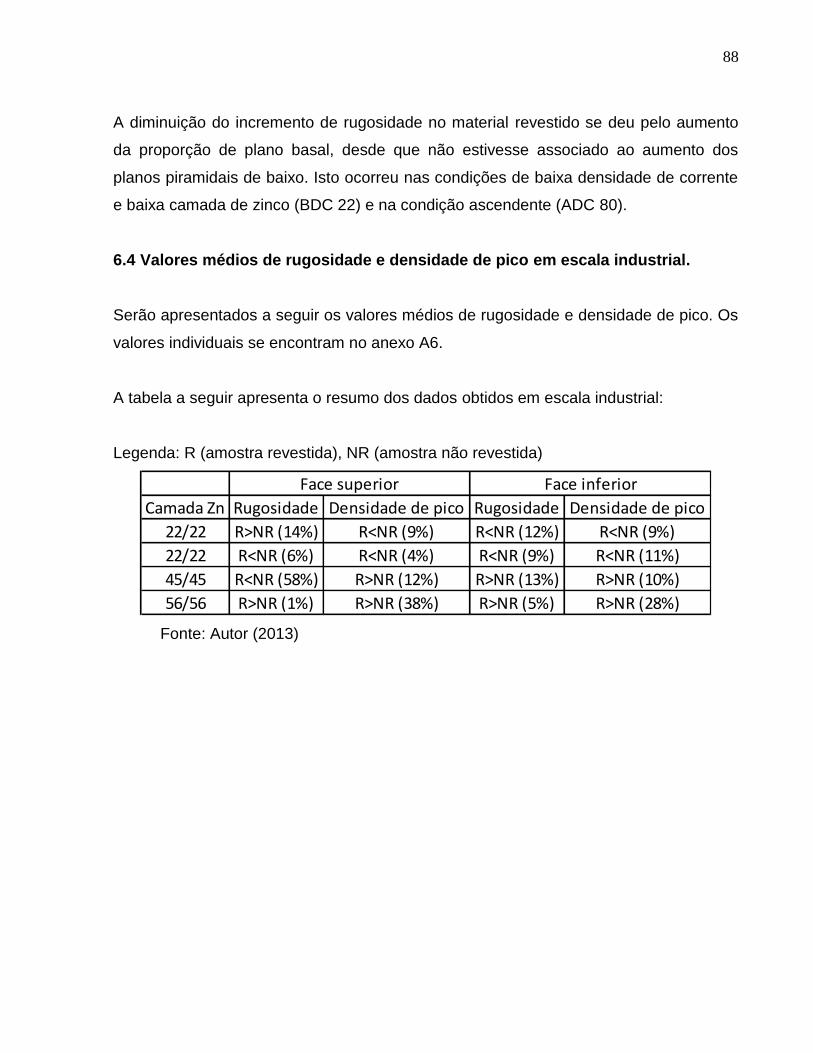
88
A diminuição do incremento de rugosidade no material revestido se deu pelo aumento
da proporção de plano basal, desde que não estivesse associado ao aumento dos
planos piramidais de baixo. Isto ocorreu nas condições de baixa densidade de corrente
e baixa camada de zinco (BDC 22) e na condição ascendente (ADC 80).
6.4 Valores médios de rugosidade e densidade de pico em escala industrial.
Serão apresentados a seguir os valores médios de rugosidade e densidade de pico. Os
valores individuais se encontram no anexo A6.
A tabela a seguir apresenta o resumo dos dados obtidos em escala industrial:
Legenda: R (amostra revestida), NR (amostra não revestida)
Fonte: Autor (2013)
Camada Zn Rugosidade Densidade de pico Rugosidade Densidade de pico
22/22 R>NR (14%) R<NR (9%) R<NR (12%) R<NR (9%)
22/22 R<NR (6%) R<NR (4%) R<NR (9%) R<NR (11%)
45/45 R<NR (58%) R>NR (12%) R>NR (13%) R>NR (10%)
56/56 R>NR (1%) R>NR (38%) R>NR (5%) R>NR (28%)
Face superior Face inferior
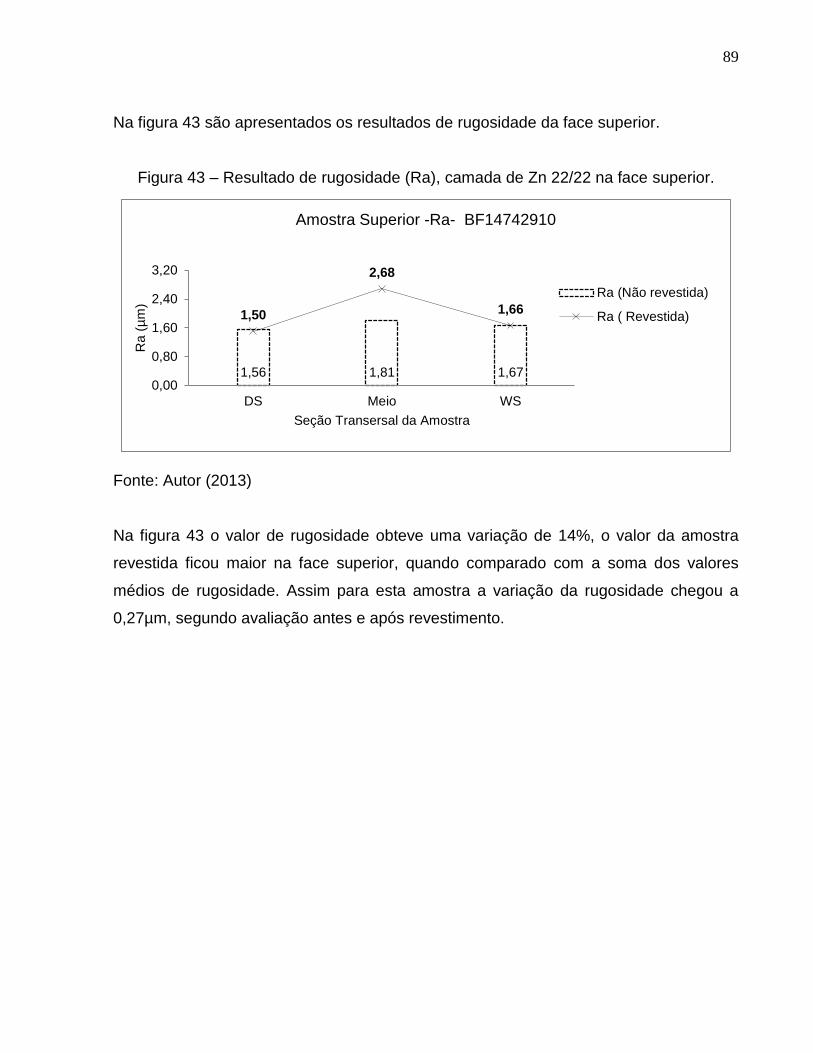
89
Na figura 43 são apresentados os resultados de rugosidade da face superior.
Figura 43 – Resultado de rugosidade (Ra), camada de Zn 22/22 na face superior.
Fonte: Autor (2013)
Na figura 43 o valor de rugosidade obteve uma variação de 14%, o valor da amostra
revestida ficou maior na face superior, quando comparado com a soma dos valores
médios de rugosidade. Assim para esta amostra a variação da rugosidade chegou a
0,27µm, segundo avaliação antes e após revestimento.
1,56 1,81 1,67
1,50
2,68
1,66
0,00
0,80
1,60
2,40
3,20
DS Meio WS
Ra (
µm
)
Seção Transersal da Amostra
Amostra Superior -Ra- BF14742910
Ra (Não revestida)
Ra ( Revestida)

90
Na figura 44 são apresentados os resultados de rugosidade da face inferior
Figura 44 – Resultado de rugosidade (Ra), camada de Zn 22/22 na face inferior.
Fonte: Autor (2013)
Na figura 44, observa-se uma variação do valor de rugosidade em 12%, ao comparar a
soma do valor médio obtido na amostra revestida e não revestida. Assim para esta
amostra a variação da rugosidade chegou a 0,20µm, segundo avaliação antes e após
revestimento.
1,83 1,78 1,92
1,58 1,75 1,59
0,00
0,80
1,60
2,40
DS Meio WS
Ra (
µm
)
Seção Transersal da Amostra
Amostra Inferior -Ra- BF14742910
Ra (Não revestida)
Ra ( Revestida)
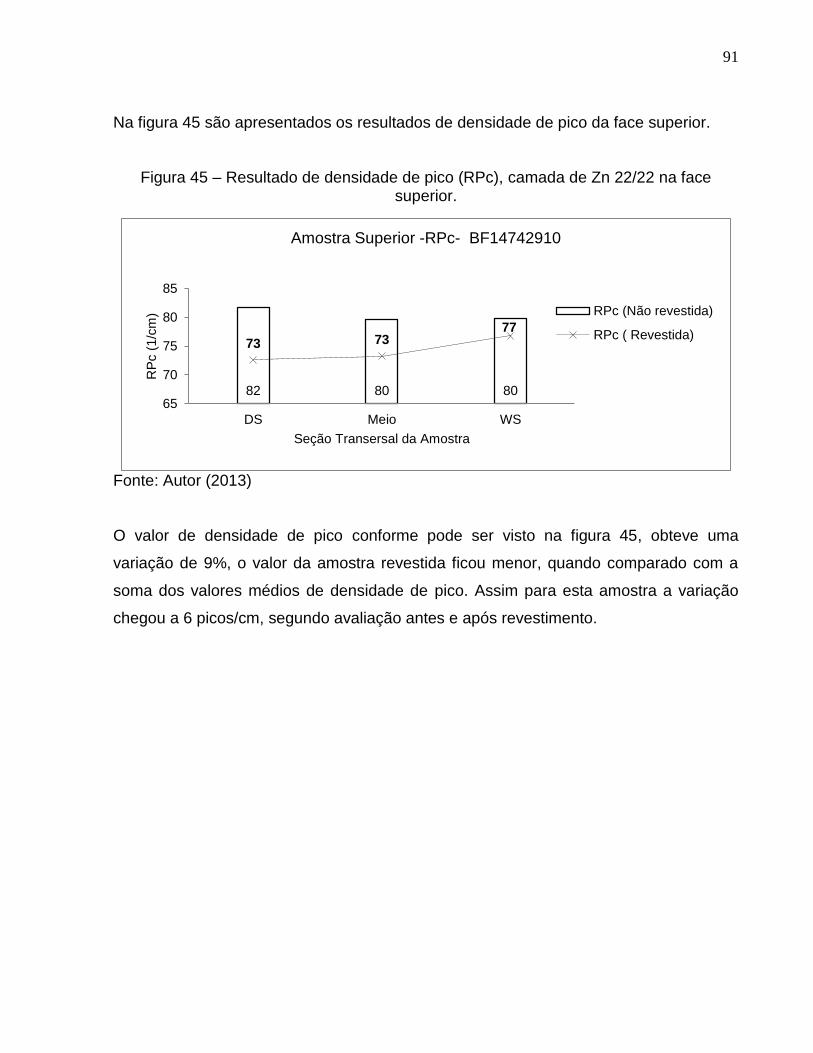
91
Na figura 45 são apresentados os resultados de densidade de pico da face superior.
Figura 45 – Resultado de densidade de pico (RPc), camada de Zn 22/22 na face superior.
Fonte: Autor (2013)
O valor de densidade de pico conforme pode ser visto na figura 45, obteve uma
variação de 9%, o valor da amostra revestida ficou menor, quando comparado com a
soma dos valores médios de densidade de pico. Assim para esta amostra a variação
chegou a 6 picos/cm, segundo avaliação antes e após revestimento.
82 80 80
73 7377
65
70
75
80
85
DS Meio WS
RP
c (
1/c
m)
Seção Transersal da Amostra
Amostra Superior -RPc- BF14742910
RPc (Não revestida)
RPc ( Revestida)
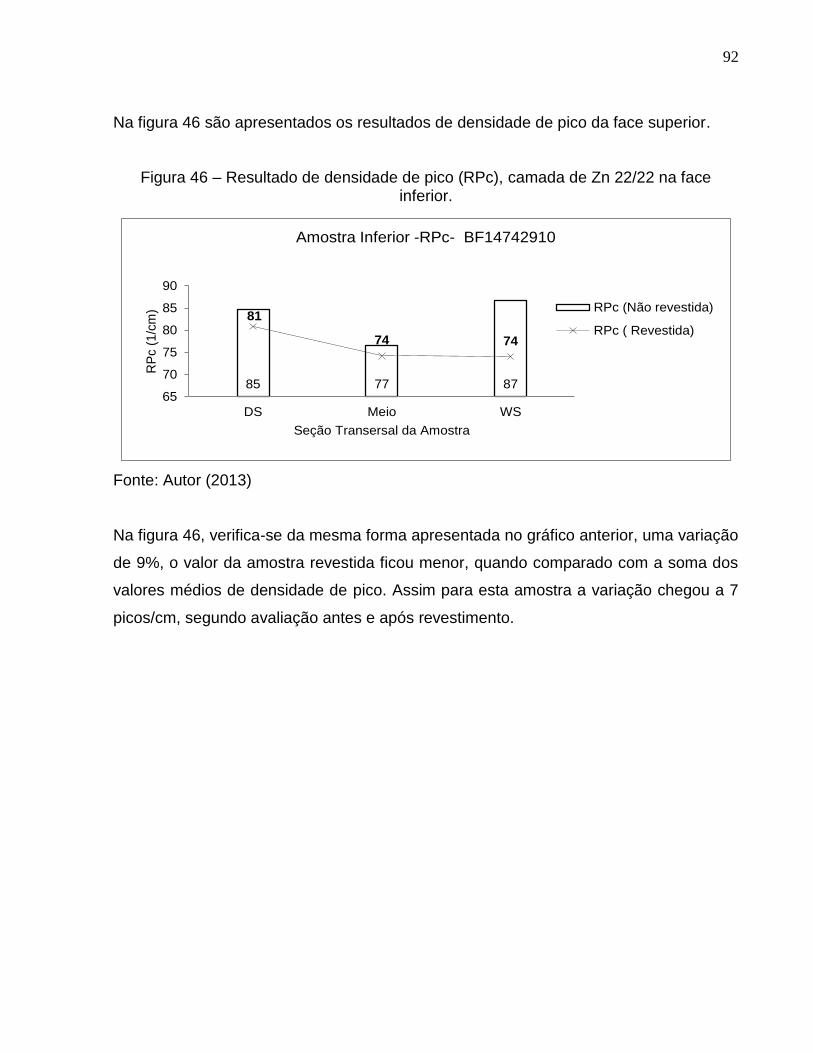
92
Na figura 46 são apresentados os resultados de densidade de pico da face superior.
Figura 46 – Resultado de densidade de pico (RPc), camada de Zn 22/22 na face inferior.
Fonte: Autor (2013)
Na figura 46, verifica-se da mesma forma apresentada no gráfico anterior, uma variação
de 9%, o valor da amostra revestida ficou menor, quando comparado com a soma dos
valores médios de densidade de pico. Assim para esta amostra a variação chegou a 7
picos/cm, segundo avaliação antes e após revestimento.
85 77 87
81
74 74
65
70
75
80
85
90
DS Meio WS
RP
c (
1/c
m)
Seção Transersal da Amostra
Amostra Inferior -RPc- BF14742910
RPc (Não revestida)
RPc ( Revestida)
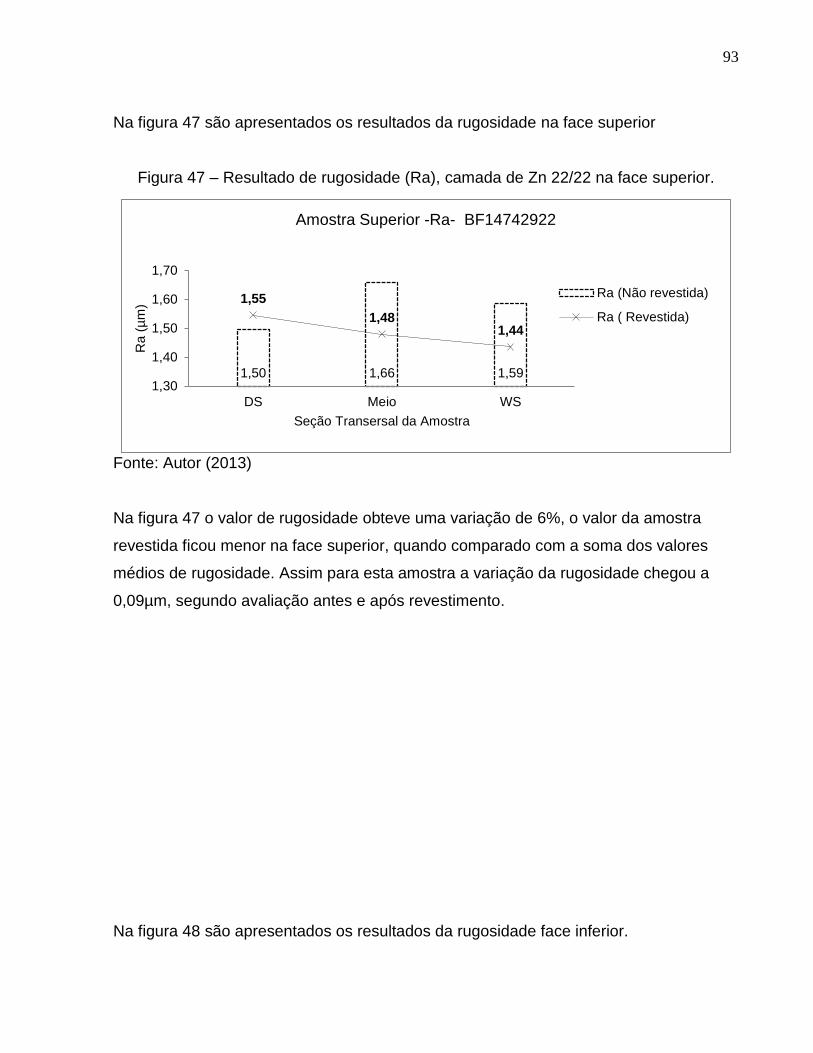
93
Na figura 47 são apresentados os resultados da rugosidade na face superior
Figura 47 – Resultado de rugosidade (Ra), camada de Zn 22/22 na face superior.
Fonte: Autor (2013)
Na figura 47 o valor de rugosidade obteve uma variação de 6%, o valor da amostra
revestida ficou menor na face superior, quando comparado com a soma dos valores
médios de rugosidade. Assim para esta amostra a variação da rugosidade chegou a
0,09µm, segundo avaliação antes e após revestimento.
Na figura 48 são apresentados os resultados da rugosidade face inferior.
1,50 1,66 1,59
1,55
1,481,44
1,30
1,40
1,50
1,60
1,70
DS Meio WS
Ra (
µm
)
Seção Transersal da Amostra
Amostra Superior -Ra- BF14742922
Ra (Não revestida)
Ra ( Revestida)
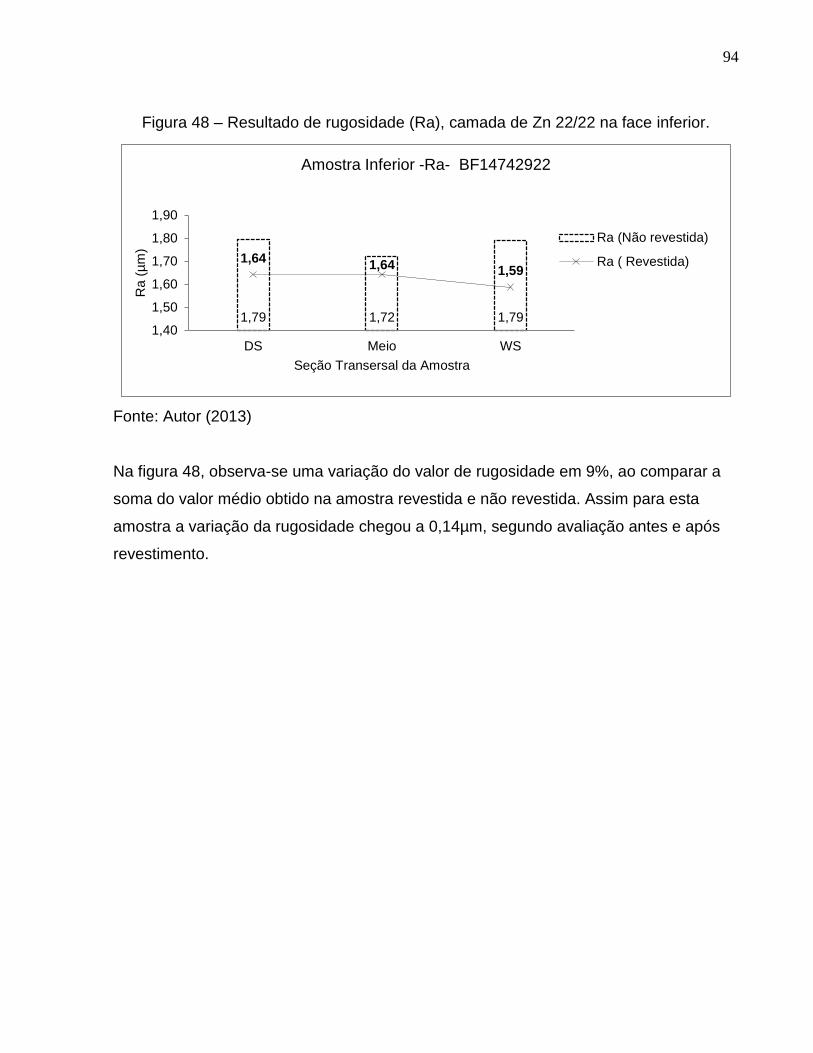
94
Figura 48 – Resultado de rugosidade (Ra), camada de Zn 22/22 na face inferior.
Fonte: Autor (2013)
Na figura 48, observa-se uma variação do valor de rugosidade em 9%, ao comparar a
soma do valor médio obtido na amostra revestida e não revestida. Assim para esta
amostra a variação da rugosidade chegou a 0,14µm, segundo avaliação antes e após
revestimento.
1,79 1,72 1,79
1,641,64 1,59
1,40
1,50
1,60
1,70
1,80
1,90
DS Meio WS
Ra (
µm
)
Seção Transersal da Amostra
Amostra Inferior -Ra- BF14742922
Ra (Não revestida)
Ra ( Revestida)
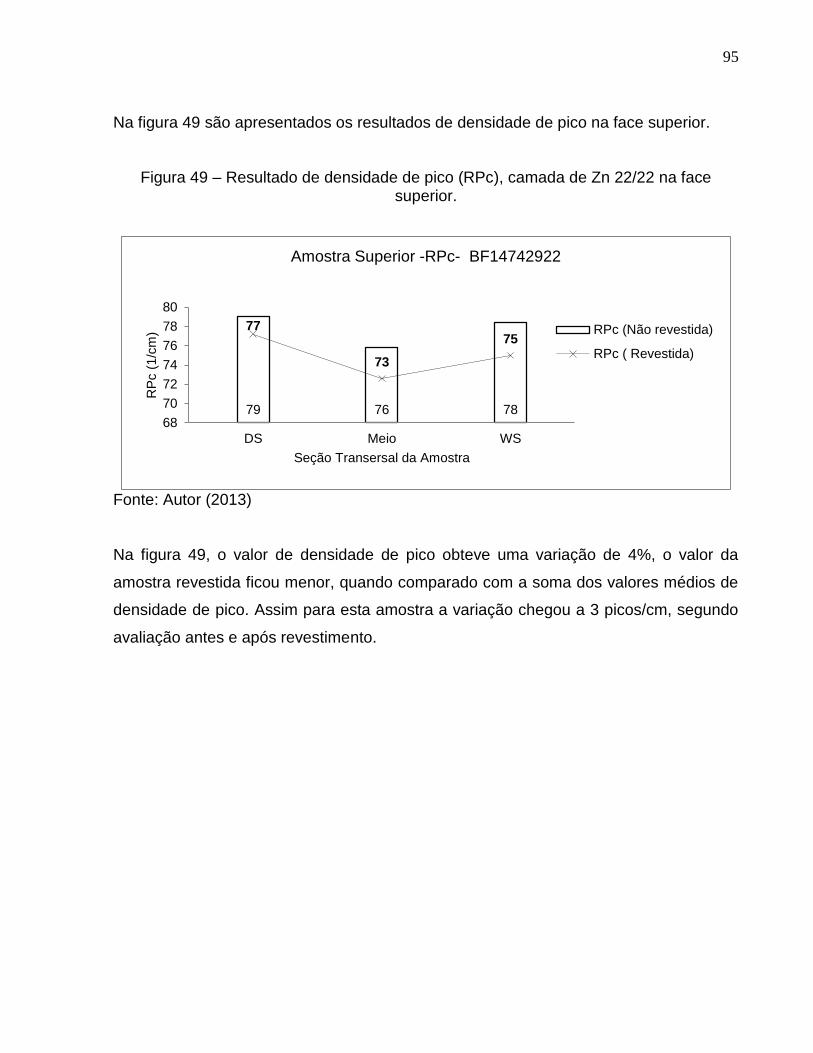
95
Na figura 49 são apresentados os resultados de densidade de pico na face superior.
Figura 49 – Resultado de densidade de pico (RPc), camada de Zn 22/22 na face superior.
Fonte: Autor (2013)
Na figura 49, o valor de densidade de pico obteve uma variação de 4%, o valor da
amostra revestida ficou menor, quando comparado com a soma dos valores médios de
densidade de pico. Assim para esta amostra a variação chegou a 3 picos/cm, segundo
avaliação antes e após revestimento.
79 76 78
77
73
75
68
70
72
74
76
78
80
DS Meio WS
RP
c (
1/c
m)
Seção Transersal da Amostra
Amostra Superior -RPc- BF14742922
RPc (Não revestida)
RPc ( Revestida)
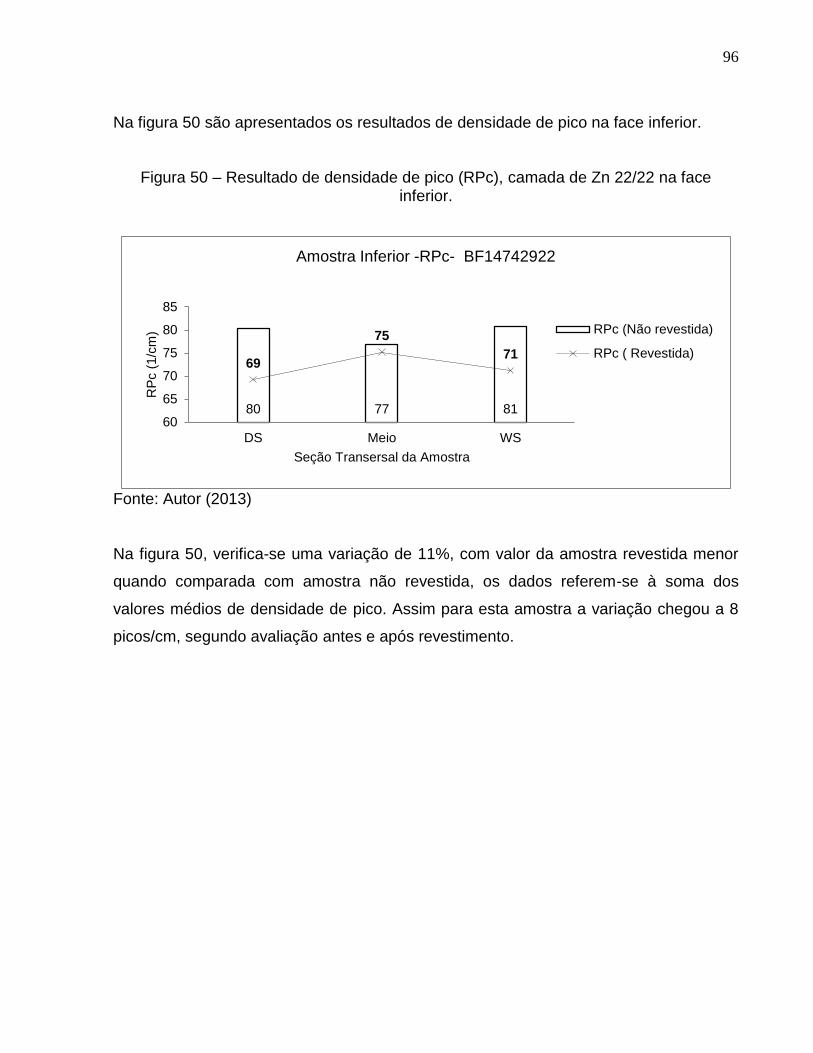
96
Na figura 50 são apresentados os resultados de densidade de pico na face inferior.
Figura 50 – Resultado de densidade de pico (RPc), camada de Zn 22/22 na face inferior.
Fonte: Autor (2013)
Na figura 50, verifica-se uma variação de 11%, com valor da amostra revestida menor
quando comparada com amostra não revestida, os dados referem-se à soma dos
valores médios de densidade de pico. Assim para esta amostra a variação chegou a 8
picos/cm, segundo avaliação antes e após revestimento.
80 77 81
69
75
71
60
65
70
75
80
85
DS Meio WS
RP
c (
1/c
m)
Seção Transersal da Amostra
Amostra Inferior -RPc- BF14742922
RPc (Não revestida)
RPc ( Revestida)
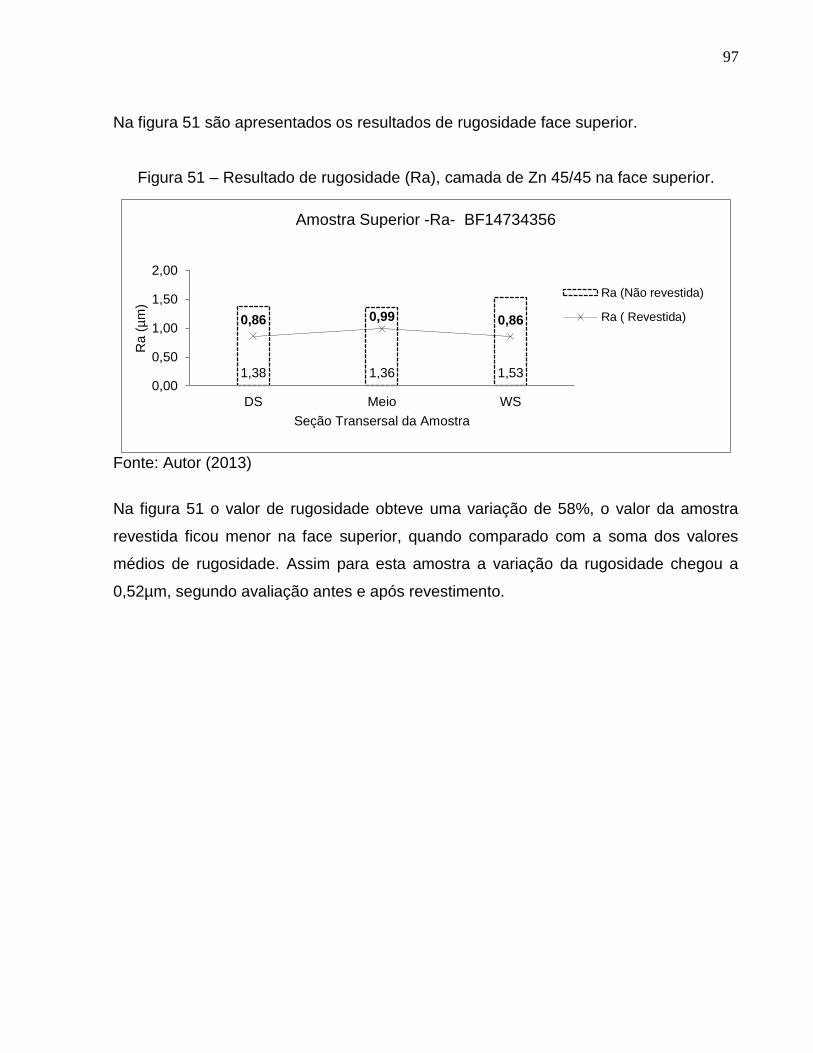
97
Na figura 51 são apresentados os resultados de rugosidade face superior.
Figura 51 – Resultado de rugosidade (Ra), camada de Zn 45/45 na face superior.
Fonte: Autor (2013)
Na figura 51 o valor de rugosidade obteve uma variação de 58%, o valor da amostra
revestida ficou menor na face superior, quando comparado com a soma dos valores
médios de rugosidade. Assim para esta amostra a variação da rugosidade chegou a
0,52µm, segundo avaliação antes e após revestimento.
1,38 1,36 1,53
0,86 0,99 0,86
0,00
0,50
1,00
1,50
2,00
DS Meio WS
Ra
(µ
m)
Seção Transersal da Amostra
Amostra Superior -Ra- BF14734356
Ra (Não revestida)
Ra ( Revestida)
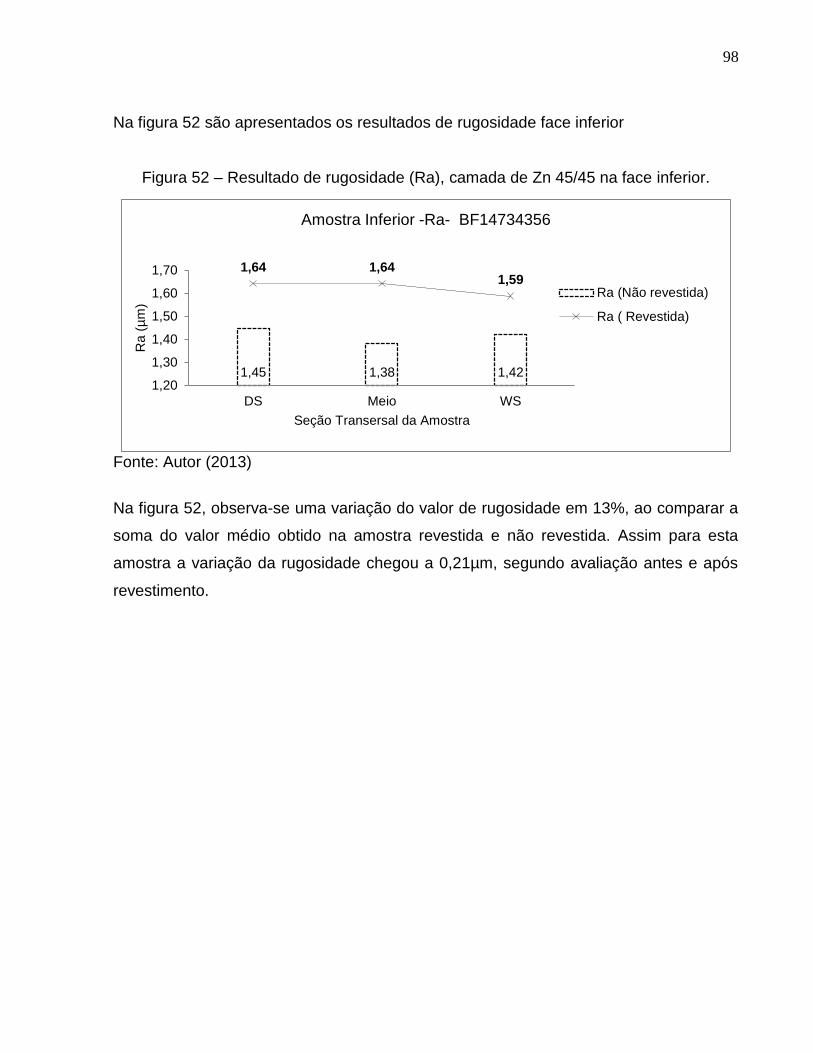
98
Na figura 52 são apresentados os resultados de rugosidade face inferior
Figura 52 – Resultado de rugosidade (Ra), camada de Zn 45/45 na face inferior.
Fonte: Autor (2013)
Na figura 52, observa-se uma variação do valor de rugosidade em 13%, ao comparar a
soma do valor médio obtido na amostra revestida e não revestida. Assim para esta
amostra a variação da rugosidade chegou a 0,21µm, segundo avaliação antes e após
revestimento.
1,45 1,38 1,42
1,64 1,641,59
1,20
1,30
1,40
1,50
1,60
1,70
DS Meio WS
Ra (
µm
)
Seção Transersal da Amostra
Amostra Inferior -Ra- BF14734356
Ra (Não revestida)
Ra ( Revestida)
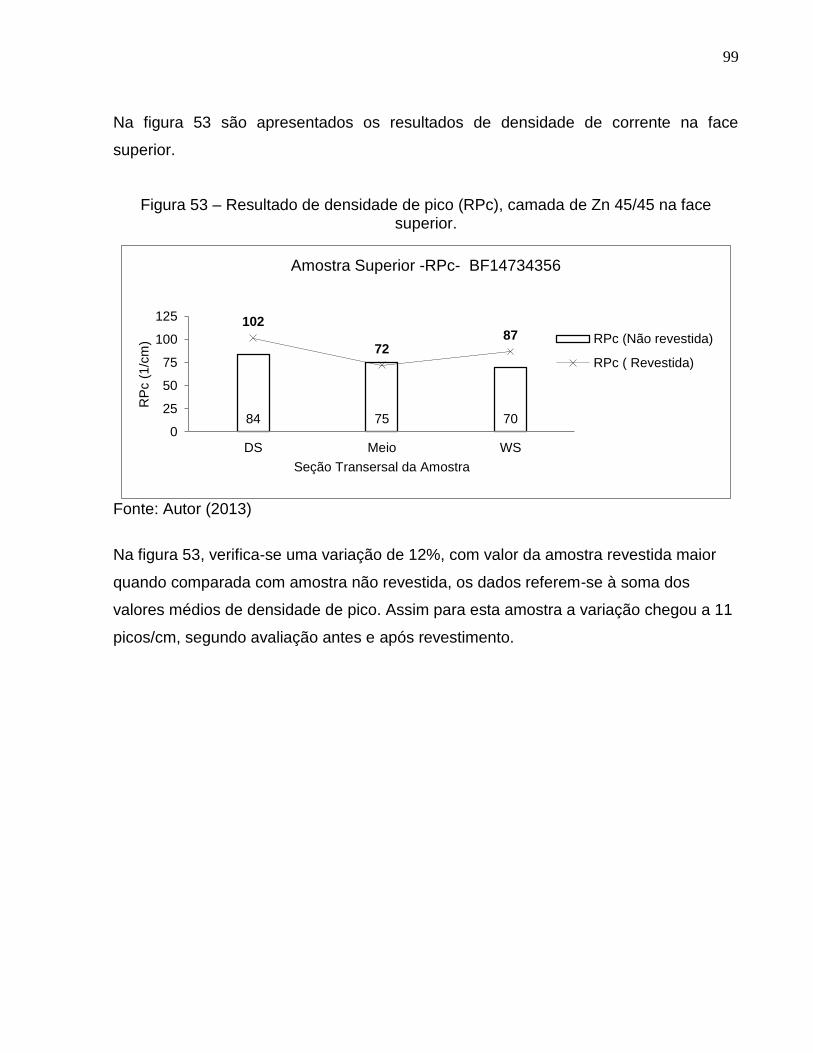
99
Na figura 53 são apresentados os resultados de densidade de corrente na face
superior.
Figura 53 – Resultado de densidade de pico (RPc), camada de Zn 45/45 na face superior.
Fonte: Autor (2013)
Na figura 53, verifica-se uma variação de 12%, com valor da amostra revestida maior
quando comparada com amostra não revestida, os dados referem-se à soma dos
valores médios de densidade de pico. Assim para esta amostra a variação chegou a 11
picos/cm, segundo avaliação antes e após revestimento.
84 75 70
102
7287
0
25
50
75
100
125
DS Meio WS
RP
c (
1/c
m)
Seção Transersal da Amostra
Amostra Superior -RPc- BF14734356
RPc (Não revestida)
RPc ( Revestida)
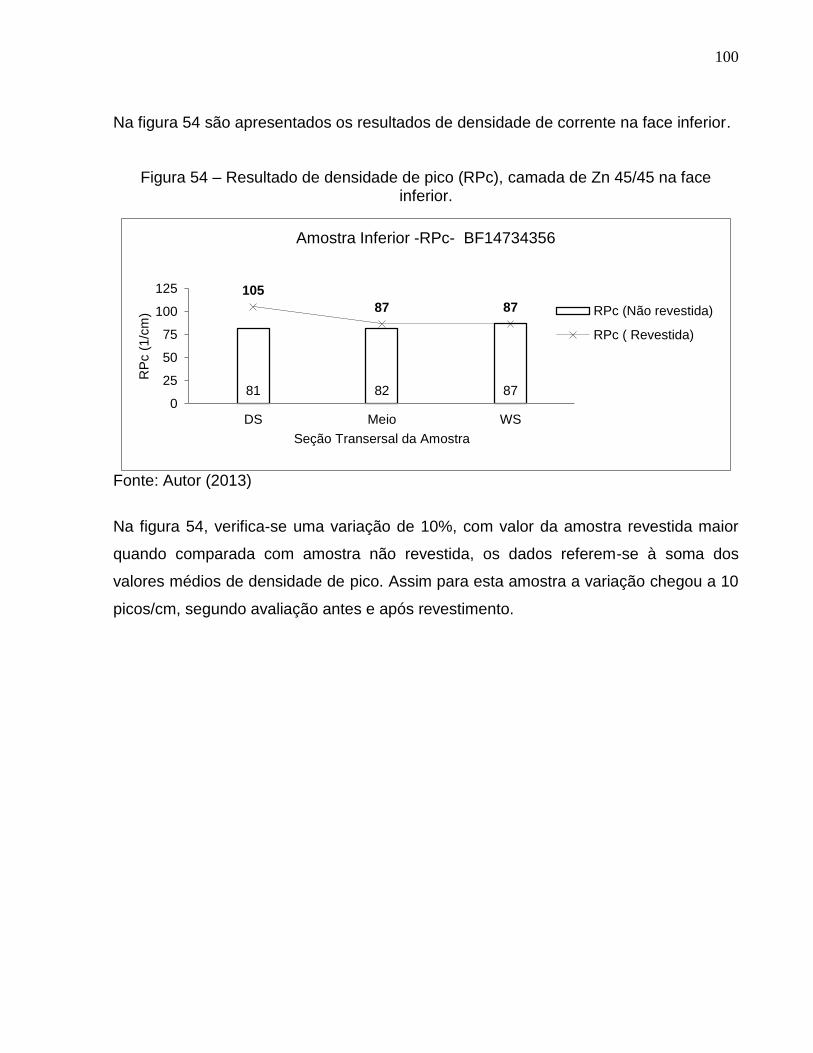
100
Na figura 54 são apresentados os resultados de densidade de corrente na face inferior.
Figura 54 – Resultado de densidade de pico (RPc), camada de Zn 45/45 na face inferior.
Fonte: Autor (2013)
Na figura 54, verifica-se uma variação de 10%, com valor da amostra revestida maior
quando comparada com amostra não revestida, os dados referem-se à soma dos
valores médios de densidade de pico. Assim para esta amostra a variação chegou a 10
picos/cm, segundo avaliação antes e após revestimento.
81 82 87
105
87 87
0
25
50
75
100
125
DS Meio WS
RP
c (
1/c
m)
Seção Transersal da Amostra
Amostra Inferior -RPc- BF14734356
RPc (Não revestida)
RPc ( Revestida)

101
Na figura 55 são apresentados os resultados de rugosidade na face superior.
Figura 55 – Resultado de rugosidade (Ra), camada de Zn 56/56 na face superior.
Fonte: Autor (2013)
Na figura 55, o valor de rugosidade obteve uma variação de 1%, o valor da amostra
revestida ficou maior na face superior, quando comparado com a soma dos valores
médios de rugosidade. Assim para esta amostra a variação da rugosidade chegou a
0,01µm, segundo avaliação antes e após revestimento.
0,92 0,78 0,98
0,880,99
0,84
0,00
0,40
0,80
1,20
DS Meio WS
Ra (
µm
)
Seção Transersal da Amostra
Amostra Superior -Ra- BF14737101
Ra (Não revestida)
Ra ( Revestida)
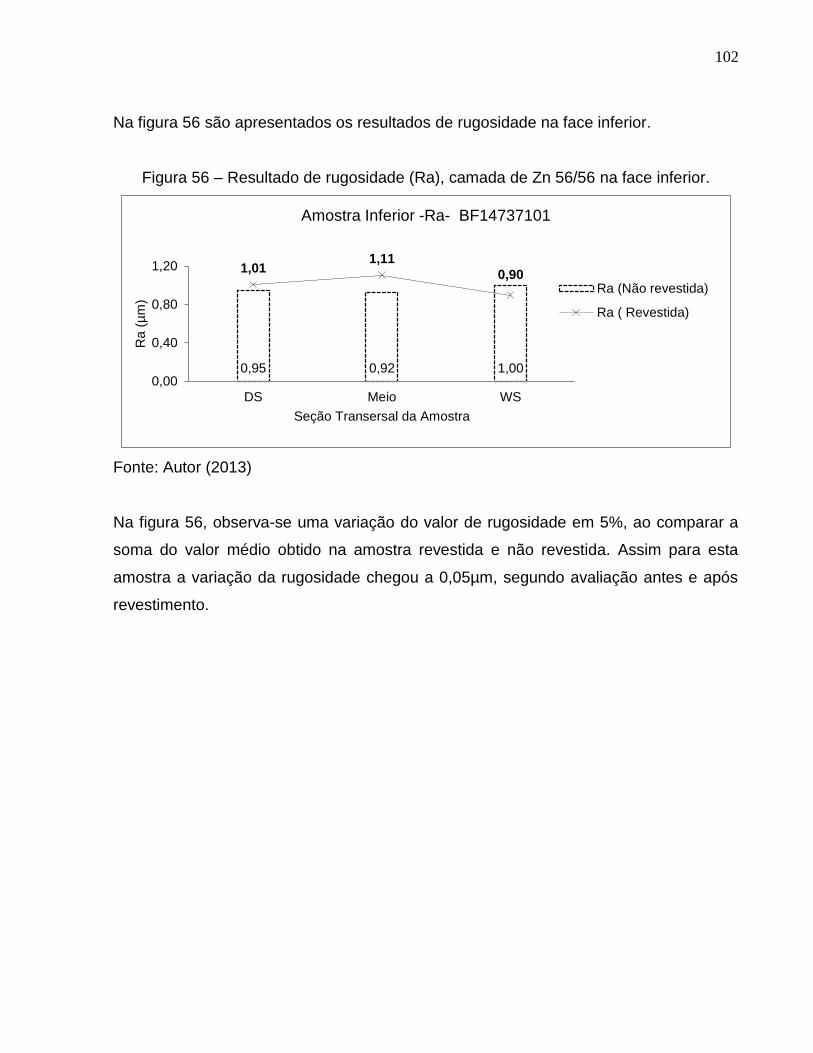
102
Na figura 56 são apresentados os resultados de rugosidade na face inferior.
Figura 56 – Resultado de rugosidade (Ra), camada de Zn 56/56 na face inferior.
Fonte: Autor (2013)
Na figura 56, observa-se uma variação do valor de rugosidade em 5%, ao comparar a
soma do valor médio obtido na amostra revestida e não revestida. Assim para esta
amostra a variação da rugosidade chegou a 0,05µm, segundo avaliação antes e após
revestimento.
0,95 0,92 1,00
1,011,11
0,90
0,00
0,40
0,80
1,20
DS Meio WS
Ra (
µm
)
Seção Transersal da Amostra
Amostra Inferior -Ra- BF14737101
Ra (Não revestida)
Ra ( Revestida)
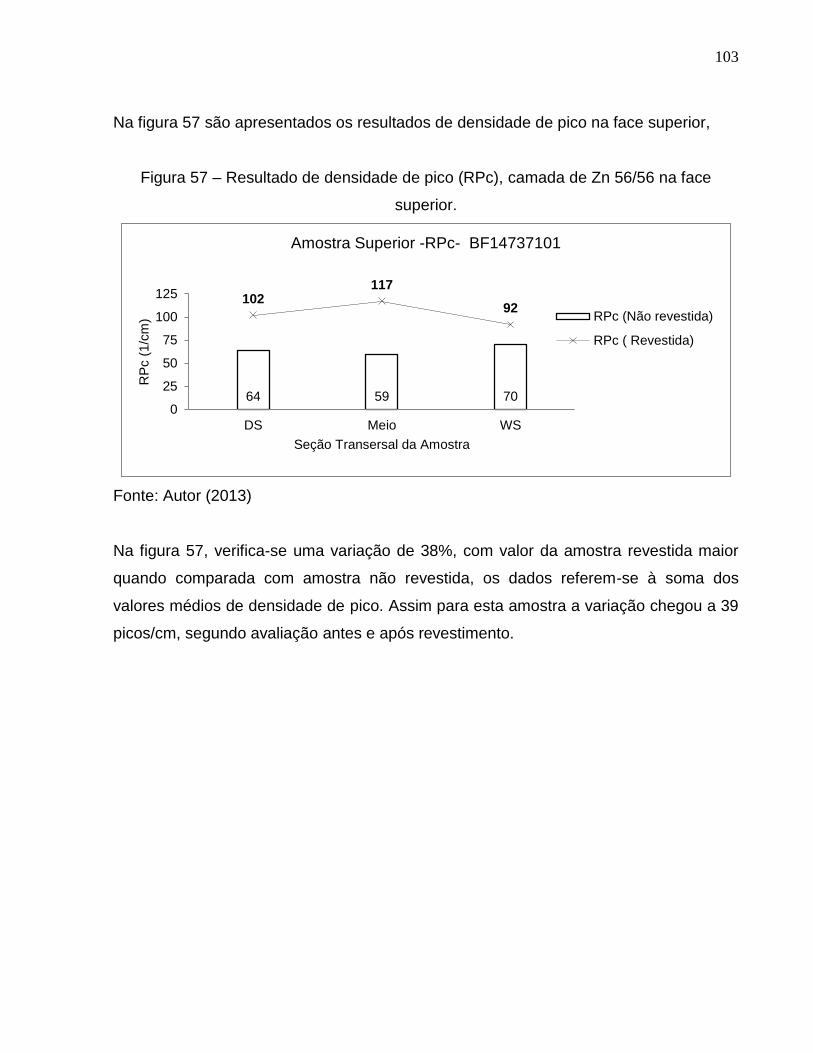
103
Na figura 57 são apresentados os resultados de densidade de pico na face superior,
Figura 57 – Resultado de densidade de pico (RPc), camada de Zn 56/56 na face
superior.
Fonte: Autor (2013)
Na figura 57, verifica-se uma variação de 38%, com valor da amostra revestida maior
quando comparada com amostra não revestida, os dados referem-se à soma dos
valores médios de densidade de pico. Assim para esta amostra a variação chegou a 39
picos/cm, segundo avaliação antes e após revestimento.
64 59 70
102117
92
0
25
50
75
100
125
DS Meio WS
RP
c (
1/c
m)
Seção Transersal da Amostra
Amostra Superior -RPc- BF14737101
RPc (Não revestida)
RPc ( Revestida)
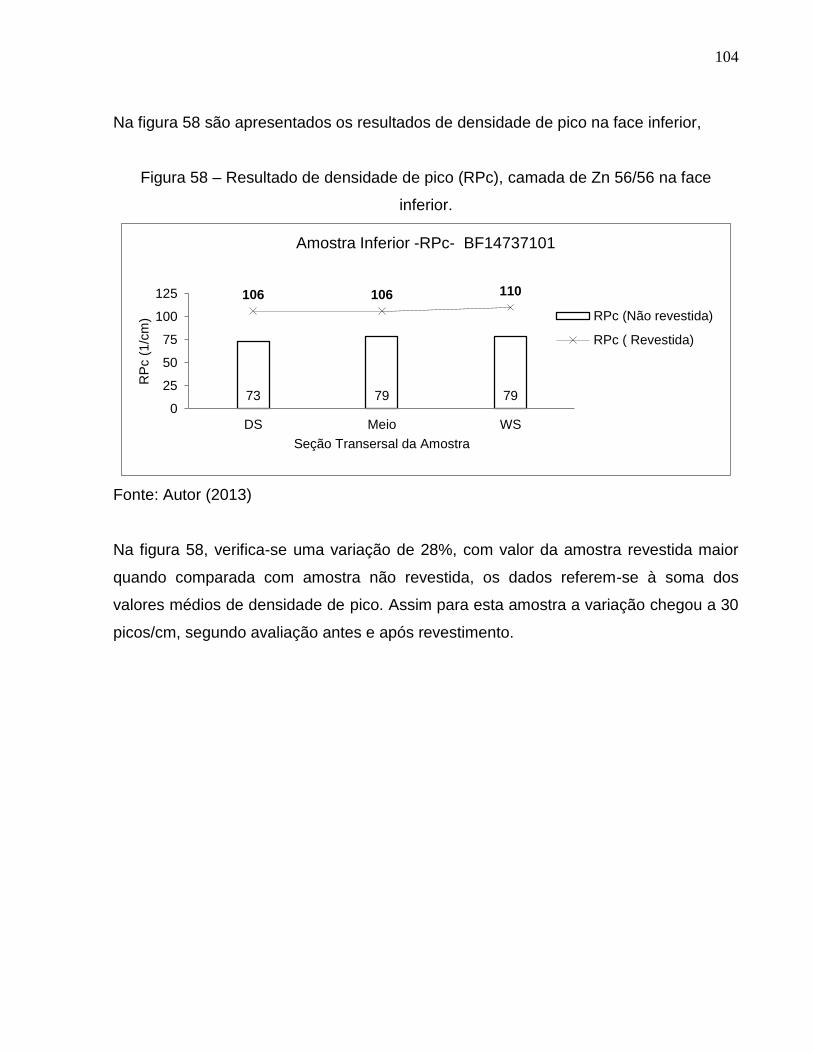
104
Na figura 58 são apresentados os resultados de densidade de pico na face inferior,
Figura 58 – Resultado de densidade de pico (RPc), camada de Zn 56/56 na face
inferior.
Fonte: Autor (2013)
Na figura 58, verifica-se uma variação de 28%, com valor da amostra revestida maior
quando comparada com amostra não revestida, os dados referem-se à soma dos
valores médios de densidade de pico. Assim para esta amostra a variação chegou a 30
picos/cm, segundo avaliação antes e após revestimento.
73 79 79
106 106 110
0
25
50
75
100
125
DS Meio WS
RP
c (
1/c
m)
Seção Transersal da Amostra
Amostra Inferior -RPc- BF14737101
RPc (Não revestida)
RPc ( Revestida)
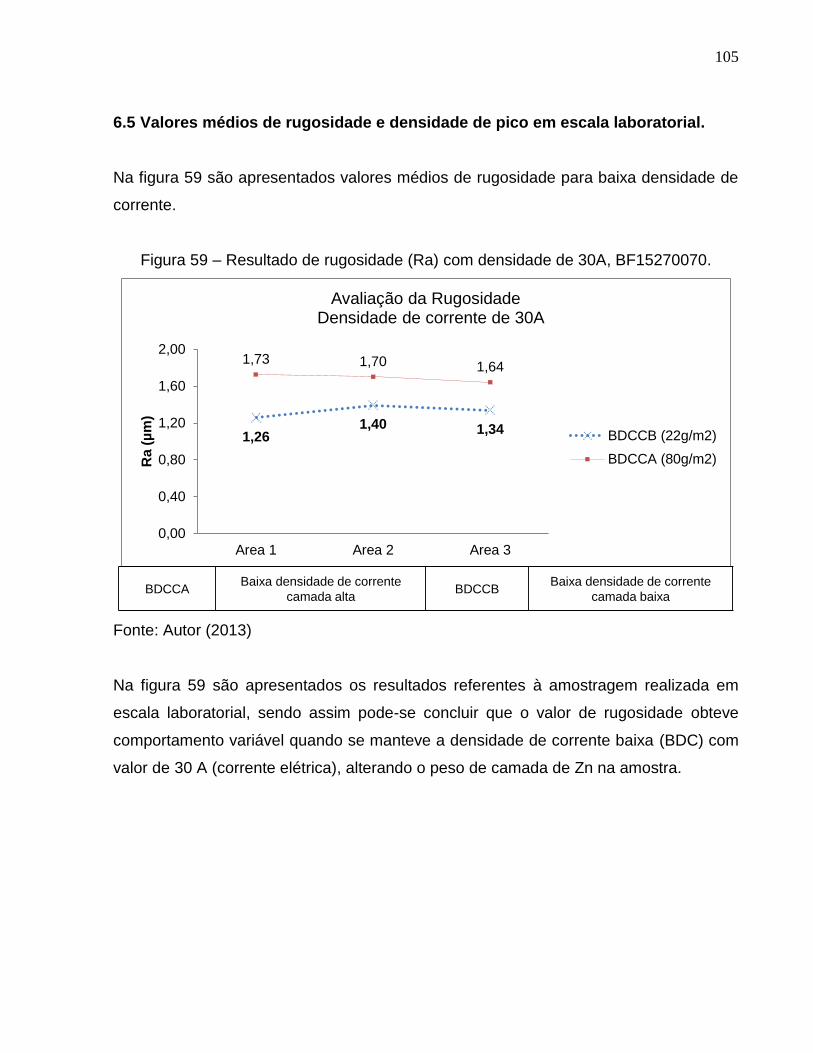
105
6.5 Valores médios de rugosidade e densidade de pico em escala laboratorial.
Na figura 59 são apresentados valores médios de rugosidade para baixa densidade de
corrente.
Figura 59 – Resultado de rugosidade (Ra) com densidade de 30A, BF15270070.
Fonte: Autor (2013)
Na figura 59 são apresentados os resultados referentes à amostragem realizada em
escala laboratorial, sendo assim pode-se concluir que o valor de rugosidade obteve
comportamento variável quando se manteve a densidade de corrente baixa (BDC) com
valor de 30 A (corrente elétrica), alterando o peso de camada de Zn na amostra.
1,261,40 1,34
1,73 1,70 1,64
0,00
0,40
0,80
1,20
1,60
2,00
Area 1 Area 2 Area 3
Ra
(µ
m)
Avaliação da Rugosidade Densidade de corrente de 30A
BDCCB (22g/m2)
BDCCA (80g/m2)
BDCCABaixa densidade de corrente
camada altaBDCCB
Baixa densidade de corrente
camada baixa
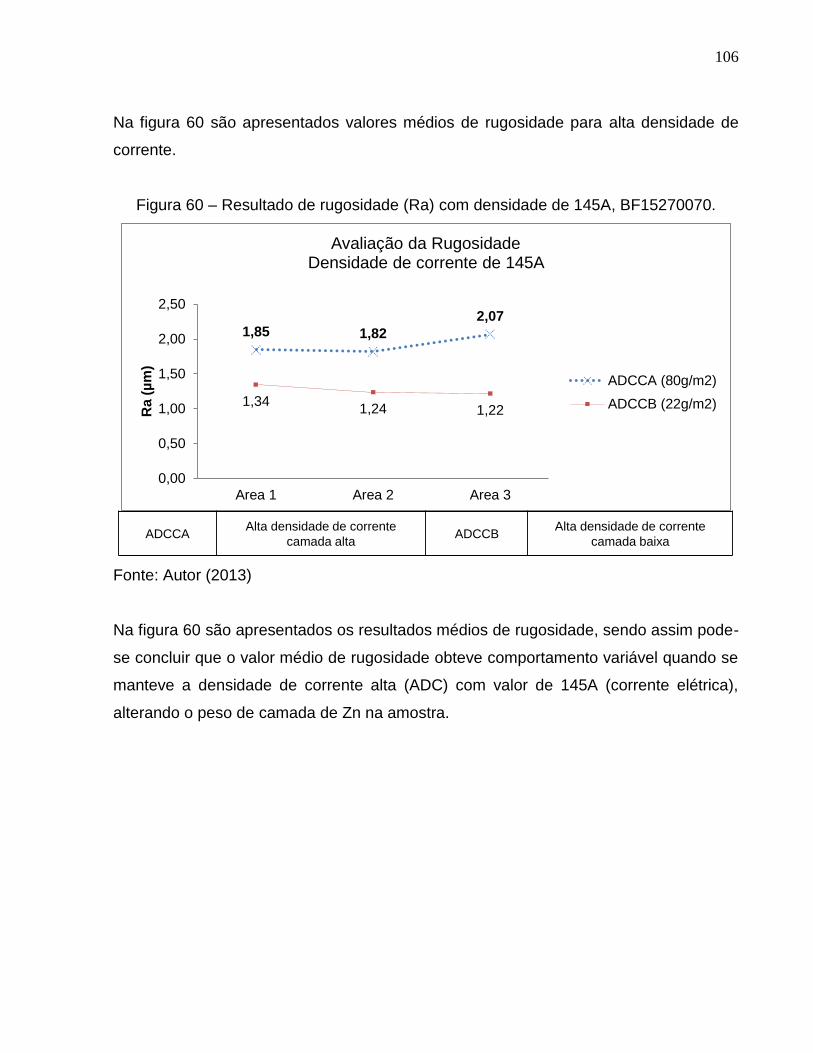
106
Na figura 60 são apresentados valores médios de rugosidade para alta densidade de
corrente.
Figura 60 – Resultado de rugosidade (Ra) com densidade de 145A, BF15270070.
Fonte: Autor (2013)
Na figura 60 são apresentados os resultados médios de rugosidade, sendo assim pode-
se concluir que o valor médio de rugosidade obteve comportamento variável quando se
manteve a densidade de corrente alta (ADC) com valor de 145A (corrente elétrica),
alterando o peso de camada de Zn na amostra.
1,85 1,82
2,07
1,341,24 1,22
0,00
0,50
1,00
1,50
2,00
2,50
Area 1 Area 2 Area 3
Ra
(µ
m)
Avaliação da RugosidadeDensidade de corrente de 145A
ADCCA (80g/m2)
ADCCB (22g/m2)
ADCCAAlta densidade de corrente
camada altaADCCB
Alta densidade de corrente
camada baixa
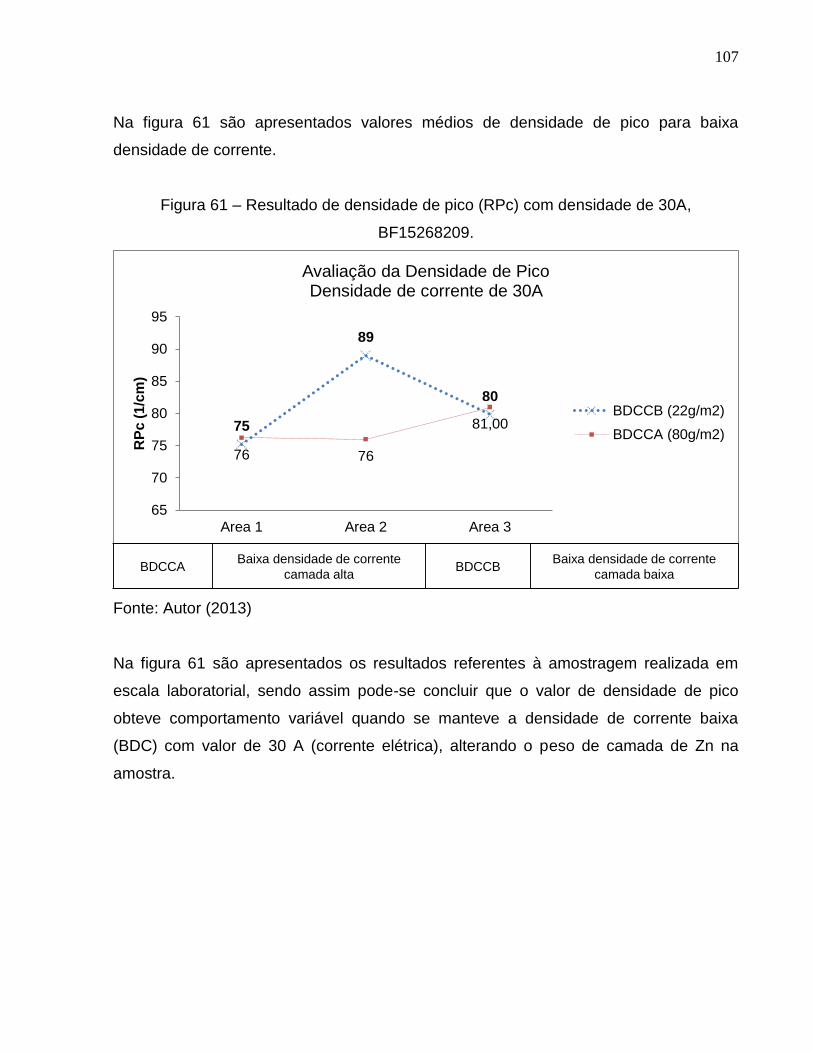
107
Na figura 61 são apresentados valores médios de densidade de pico para baixa
densidade de corrente.
Figura 61 – Resultado de densidade de pico (RPc) com densidade de 30A,
BF15268209.
Fonte: Autor (2013)
Na figura 61 são apresentados os resultados referentes à amostragem realizada em
escala laboratorial, sendo assim pode-se concluir que o valor de densidade de pico
obteve comportamento variável quando se manteve a densidade de corrente baixa
(BDC) com valor de 30 A (corrente elétrica), alterando o peso de camada de Zn na
amostra.
75
89
80
76 76
81,00
65
70
75
80
85
90
95
Area 1 Area 2 Area 3
RP
c (
1/c
m)
Avaliação da Densidade de PicoDensidade de corrente de 30A
BDCCB (22g/m2)
BDCCA (80g/m2)
BDCCABaixa densidade de corrente
camada altaBDCCB
Baixa densidade de corrente
camada baixa
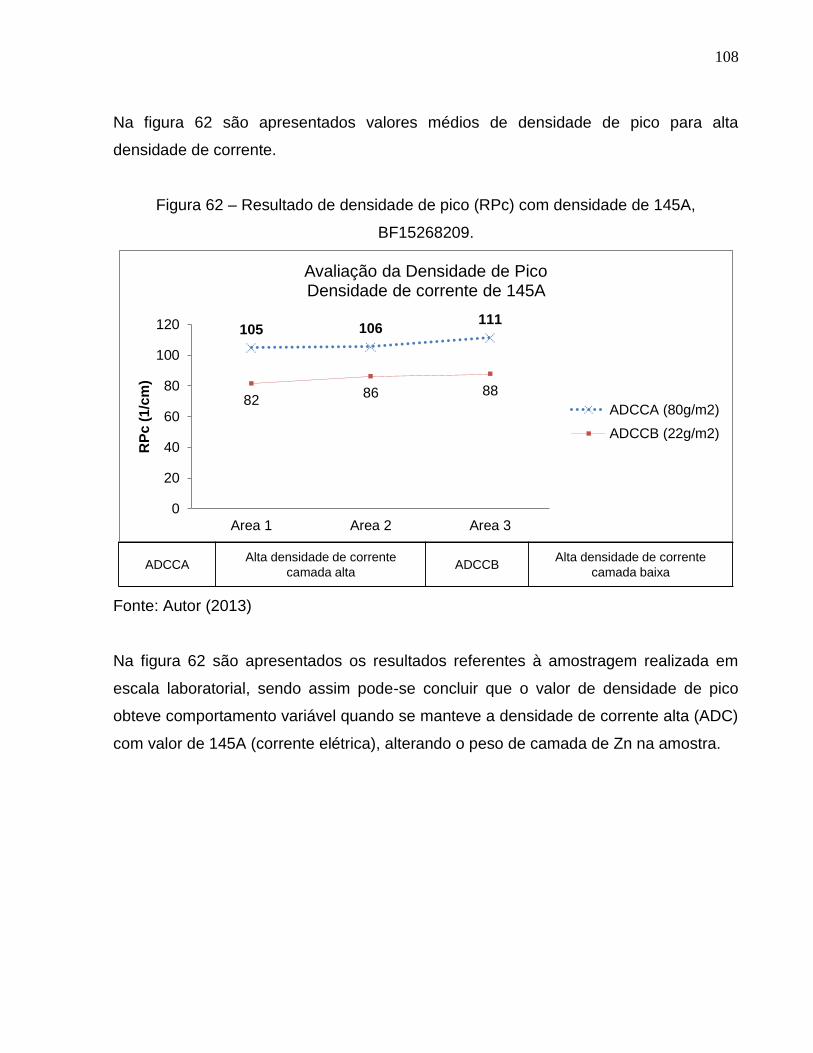
108
Na figura 62 são apresentados valores médios de densidade de pico para alta
densidade de corrente.
Figura 62 – Resultado de densidade de pico (RPc) com densidade de 145A,
BF15268209.
Fonte: Autor (2013)
Na figura 62 são apresentados os resultados referentes à amostragem realizada em
escala laboratorial, sendo assim pode-se concluir que o valor de densidade de pico
obteve comportamento variável quando se manteve a densidade de corrente alta (ADC)
com valor de 145A (corrente elétrica), alterando o peso de camada de Zn na amostra.
105 106111
8286 88
0
20
40
60
80
100
120
Area 1 Area 2 Area 3
RP
c (
1/c
m)
Avaliação da Densidade de PicoDensidade de corrente de 145A
ADCCA (80g/m2)
ADCCB (22g/m2)
ADCCAAlta densidade de corrente
camada altaADCCB
Alta densidade de corrente
camada baixa
109
7. CONCLUSÃO
Os resultados obtidos neste estudo permitiram as seguintes conclusões:
A heterogeneidade dos valores de rugosidade e densidade de pico nas amostras em
escala industrial pode ser explicada pela variabilidade associada à diferença do plano
de medição, ou seja, possível diferença das mesmas coordenadas para leitura dos
dados da chapa revestida e não revestida.
Assim na amostragem em escala industrial não foi possível perceber o efeito da
variação da quantidade de zinco eletrodepositado, isto foi em função da
heterogeneidade superficial da rugosidade ao longo do comprimento laminado da tira
laminada a frio e das condições de amostragem.
O processo de eletrodeposição de zinco em chapas de aço a partir de deposição em
escala piloto favoreceu ao aumento de rugosidade média entre 0,12 μm a 0,73 μm, a
partir de avaliação da diferença entre o aspecto dos materiais revestido e não revestido
e partindo de uma rugosidade média da chapa não revestida entre 1,15 μm e 1,28 μm.
A variação dos aspectos de rugosidade de chapas de aço processadas na Linha de
Galvanização Eletrolítica depende da conjugação de densidade de corrente e da
quantidade de camada de zinco. A condição mais crítica em termos de incremento de
rugosidade foi aquela com elevada densidade de corrente e baixa camada de zinco.
Por outro lado, quando se alterou a densidade de corrente proporcionalmente à
quantidade de camada de zinco, a rugosidade praticamente não se alterou.
Com base nestes resultados, recomendam:
Em escala industrial, para a obtenção de menor incremento de rugosidade devido ao
processo de eletrodeposição de zinco deve-se adotar a proporcionalidade entre a
espessura da camada de zinco e a densidade de corrente, ou seja, para baixas
camadas de zinco deve-se adotar baixa densidade de corrente e para maiores
110
camadas de zinco, também, se deve adotar alta densidade de corrente. Por outro lado,
deve-se evitar a condição de alta densidade de corrente para a obtenção de baixa
camada de zinco, pois o incremento de rugosidade parece ser extremamente relevante.
Para se avaliar o efeito das condições do processo de eletrodeposição de zinco em
escala industrial, a amostragem na condição não revestida e revestida deve levar em
conta o perímetro do cilindro de impressão de rugosidade no laminador de
encruamento. Com isso, espera-se obter uma maior homogeneidade entre amostras.
Avaliar a possibilidade de se adequar a rugosidade média em função da rugosidade da
chapa não revestida, considerando o incremento dessa característica superficial devido
ao processo de eletrogalvanização.
111
8. REFERÊNCIAS Agostinho, S. M. L.; Villamil, R. F. V.; Neto, A. A.; Aranha, H.. O eletrólito suporte e suas múltiplas funções em processos de eletrodo. Universidade Estadual Paulista -SP, Junho 2004. Americam Society of Mechanical Engineers. ASME B46.- 1995; Surface Texture (Surface Roughness, Waviness, and Lay) 1995. Associação Brasileira de Normas Técnicas – ABNT – NBR ISO 4287:2002; Especificações geométricas do produto (GPS) – Rugosidade: Método do perfil – Termos, definições e parâmetros da rugosidade, 2007. Banczek, E. P.; Desenvolvimento e caracterização de camadas de fosfato de zinco/níquel e zinco/nióbio. Dissertação (Doutorado em ciências na área de tecnologia nuclear – materiais) Ipen associada à Universidade de São Paulo, 2008. Barbosa, A. H. A.; Mendonça, F. O.. Análise tridimensional de textura superficial em produtos laminados a frio através de sensor a laser. Relatório final de estudo de P&D – RATR2902, 25p, 2001. Bollen, J., Timmermans, W., De Boeck, A., Scheers, J.. Optimising process parameters influencing final product roughness and oil distribution on electrogalvanised steel. In: Galvanised Steel Sheet Forum Automotive, 2000. Borges, C. C., Ferreira, W. G., Marcelo, S. M.. Desenvolvimento do sistema de gerenciamento de informação de processo da linha de galvanização eletrolítica da Usiminas – Usina 1. Contribuição Técnica ao 14º Seminário de Automação de Processos, 2010. Brito, V. R. S. S..Caracterização de revestimentos metálicos aspergidos termicamente por arco elétrico. Dissertação (Mestrado em Engenharia Mecânica e Tecnológica dos Materiais) CEFET/RJ, 2010. Bruno, C.C., Katrien, W.,Christian,M.W, ;Influence of texture on the electro-galvanized Zn coating formability in the absence of die contact, 2002. Carvalhido, C. A., Influência da deformação na laminação de encruamento nas propriedades mecânicas do aço acalmado ao alumínio refosforado, galvanizado a quente, classe 220Mpa de limite de escoamento. Dissertação (Mestrado em Engenharia Metalúrgica) UFMG, p.15, 2007. Chagas, C. F. Influência da microestrutura heterogênea nas propriedades mecânicas de um aço C.Mn. laminado a quente e utilizado em aros de rodas automobilísticas 53p. 2007.
112
Costa, F. S.; Miranda, F. J. F.; Moreira, J. G.. Estudo da influência do substrato metálico nas características dos revestimentos eletrogalvanizados. Relatório final de estudo de P&D - PPVG0534.69p, 1999. Filho, J. F. S.; Cabral, R. M.; Costa, F. S.; Miranda, F. J. F.; Oliveira, G. A.. Estudo sobre o processo de eletrodeposição de zinco em célula Gravitel. Relatório final de estudo de P&D - RPVR0079. 120p, 1996. Filho, J. F. S.; Cabral, R. M.; Costa, F. S.; Miranda, F. J. F.; Oliveira, G. A.. Influência da densidade de corrente e velocidade do eletrólito na morfologia e rugosidade do revestimento de zinco eletrodepositado sobre aço laminado a frio. Contribuição técnica referente ao 2º Congresso Internacional de Tecnologia Metalúrgica e de Materiais da ABM, São Paulo, p.2 ; 1997. Leach, R.; Measurement good practice guide nº37: The measument of surface texture using stylus instrument. United Kingdom, 2001. Machado, A; Avaliação da rugosidade em superfícies complexas. Dissertação (Metrado em Engenharia Mecânica) Joinville, 2009. Marder, A. R.; The metallurgy of zinc-coated steel. Progress in Materials Science, v.45, 2000. Marques, R. J. A; Avaliação da resistência à corrosão de aços IF revestidos com zinco e ligas de zinco-ferro destinados a indústria automobilística. Dissertação (Mestrado em Engenharia Metalúrgica) UFMG, 2008. Mendonça, F. O.; Caracterização da textura superficial do aço IF da Usiminas processados com cilindros texturizados via EDT. Dissertação (Mestrado em Engenharia Metalúrgica) UFMG, 2003. Miranda, W. J; Avaliação da estampabilidade do aço livre de intersticial galvanizado a quente por imersão (GA, GI), eletrogalvanizado (EG), eletrogalvanizado e pre-fosfatizado (EGP). Dissertação (Mestrado em Engenharia Mecânica) PUC Minas, 2007. Oliveira, G. A., Corrêa, M. L. R., Verona, M. L. R., Paiva, L. C,. Contribuição Técnica ao Seminário de Zinco e suas Aplicações – ABM, São Paulo – SP, 29 de Março de 2000. Pontes, H. A.; Fundamentos da eletrodeposição introdução. Universidade Federal do Paraná, Curitiba, p.5 2003. Roberts, T. R.; Gussetta, F. H.; Lin R. Y.. The effect of processing temperature on the microroughness of electroplated zinc coating on steel. AESF continuous plating symposium, vol. 5, pp. 1-22, 1987.
113
Roque, J. M. F; Estudo da eletrodeposição da liga Zn/Co sobre o aço carbono e sua resistência à corrosão. Dissertação (Mestrado em Engenharia Química), São Paulo, 2010. Sagiyama, M.; Kawabe, M.; Watanabe, T.. Effects of electroysis and bath conditions on the surface roughness, morphology and crystal orientation of zinc electrodeposit. ISIJ, pp. 99-106, 1990. Schiesari, J. R. P; Souza S. D. I.. Rugosidade superficial de chapas fina a frio, contribuição técnica XXVI congresso anual da ABM, 1971. Souza, S. D. I.; Schiesari, J. R. P., Rugosidade superficial de chapas finas a frio. XXVI Congresso Anual da ABM, Rio de Janeiro, junho/julho, 1971. Teixeira, I. O., Barbosa, A. H. A., Zacarias, J. J., Barbosa, G. M., Mendonça, F. O. Influência da limpeza e decapagem eletrolítica na textura superficial da tira processada na EGL. Relatório final de estudo de P&D – RAMR3133, 2003. Teixeira, I. O., Barbosa, A. H. A., Santos, A. A.; Zacarias, J. J. Análise da Influência dos Parâmetros Operacionais de Eletrogalvanização na Rugosidade e no “Waviness”. Relatório final de estudo de P&D – RPPR4410, 2006. Teixeira, I. O., Barbosa, A. H. A.. Estudo dos Parâmetros e das Técnicas de Medição de Rugosidade em Produtos Laminados a Frio. Relatório final de estudo de P&D – RPPQ4436, 2004. Teixeira, I. O.; Marques, F. C.; Caracterização de Rugosidade de Chapas de Aço no Laminador de Encruamento nº2. Relatório final de estudo de P&D – ID2499, 2013. Tschiptschin, A. P., Padilha, A. F., Schoen, C. G., Landgraf, F., Goldenstein, H., Falleiros, I.G.S, Lima, N.B. (editores). Textura e relação de orientação: deformação plastic, recristalização, crescimento de grão. Universidade de São Paulo, 2001. 311p. Vaquelli, C. J., A influência da rugosidade de chapa de aço laminada a frio na qualidade da pintura de veículos automotores. Projeto de Curso de MBA Gerência de Produção do Departamento de Economia, Contabilidade, Administração e Secretariado da Universidade de Taubaté, 2003. Verona, M. L.R.; Miranda, F.J.F., Paiva, L. C. Processo de pré-fosfatização de aços eletrogalvanizados da Usiminas. Anais do XXXVII Seminário de Laminação – ABM, Processos e Produtos Laminados e Revestidos. Curitiba, PR, 20 a 22 de dezembro, 2000.
114
9.ANEXOS
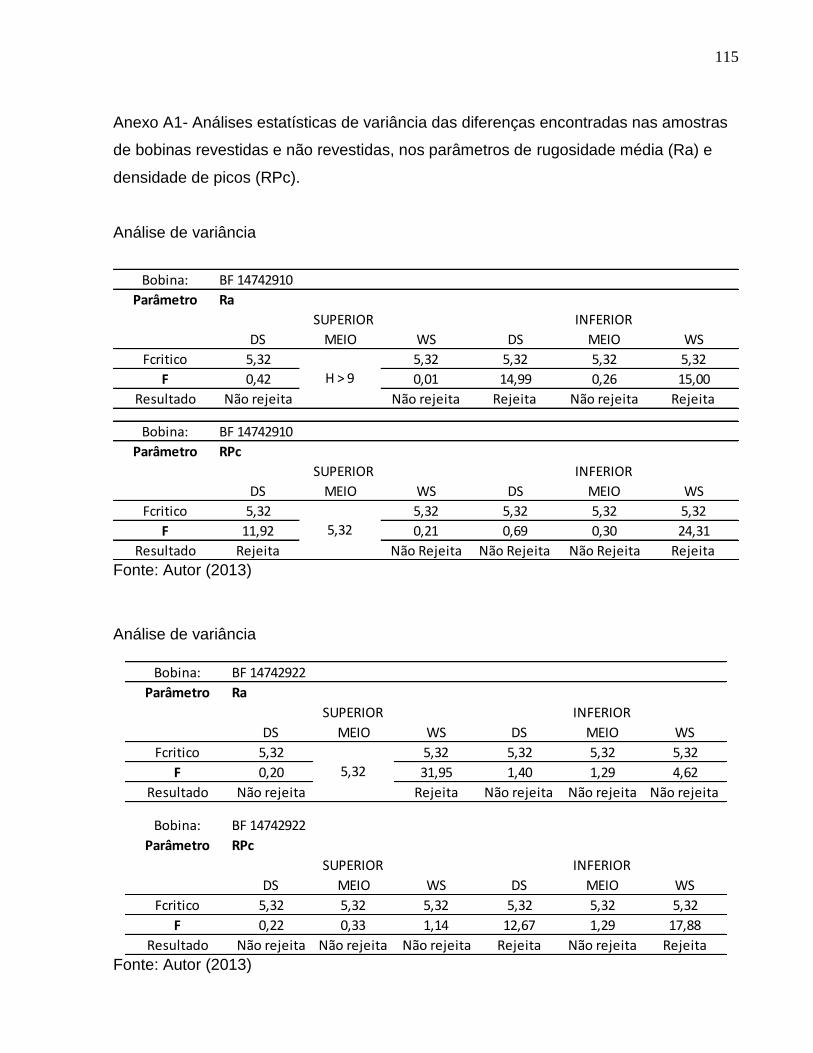
115
Anexo A1- Análises estatísticas de variância das diferenças encontradas nas amostras
de bobinas revestidas e não revestidas, nos parâmetros de rugosidade média (Ra) e
densidade de picos (RPc).
Análise de variância
Fonte: Autor (2013)
Análise de variância
Fonte: Autor (2013)
Bobina:
Parâmetro
DS MEIO WS DS MEIO WS
Fcritico 5,32 5,32 5,32 5,32 5,32
F 0,42 0,01 14,99 0,26 15,00
Resultado Não rejeita Não rejeita Rejeita Não rejeita Rejeita
Bobina:
Parâmetro
DS MEIO WS DS MEIO WS
Fcritico 5,32 5,32 5,32 5,32 5,32
F 11,92 0,21 0,69 0,30 24,31
Resultado Rejeita Não Rejeita Não Rejeita Não Rejeita Rejeita
5,32
BF 14742910
Ra
SUPERIOR INFERIOR
H > 9
BF 14742910
RPc
SUPERIOR INFERIOR
Bobina:
Parâmetro
DS MEIO WS DS MEIO WS
Fcritico 5,32 5,32 5,32 5,32 5,32
F 0,20 31,95 1,40 1,29 4,62
Resultado Não rejeita Rejeita Não rejeita Não rejeita Não rejeita
Bobina:
Parâmetro
DS MEIO WS DS MEIO WS
Fcritico 5,32 5,32 5,32 5,32 5,32 5,32
F 0,22 0,33 1,14 12,67 1,29 17,88
Resultado Não rejeita Não rejeita Não rejeita Rejeita Não rejeita Rejeita
5,32
BF 14742922
RPc
SUPERIOR INFERIOR
BF 14742922
Ra
SUPERIOR INFERIOR
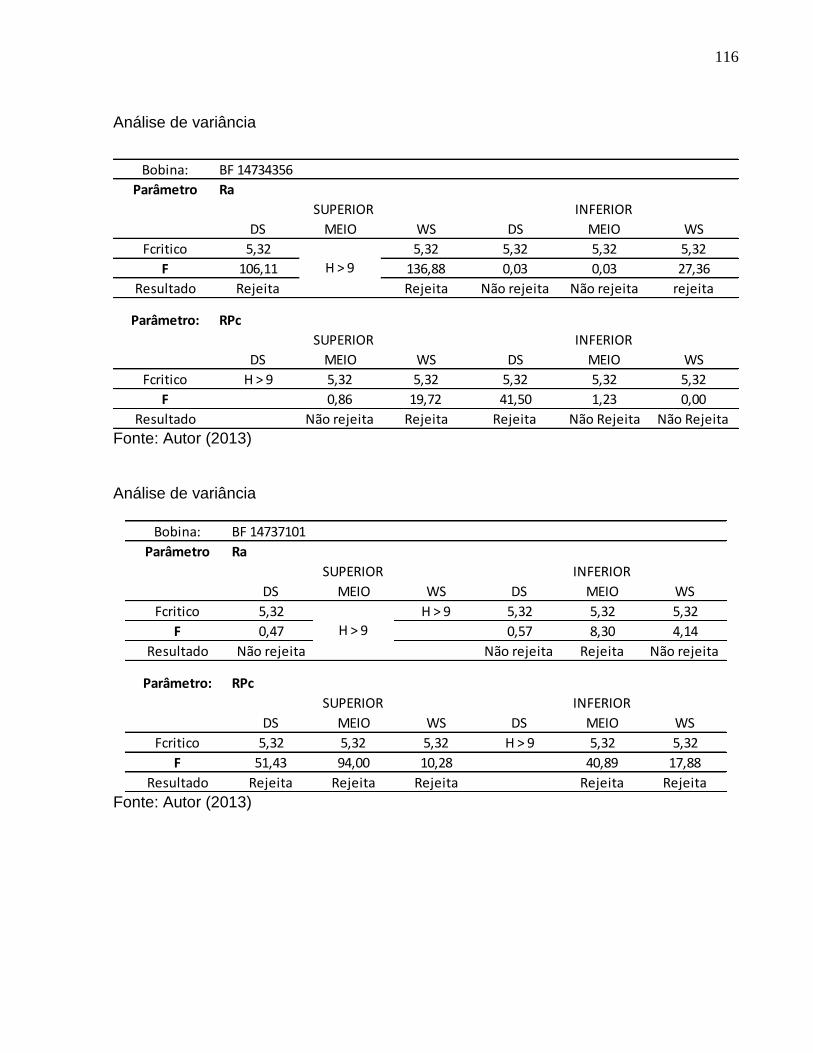
116
Análise de variância
Fonte: Autor (2013)
Análise de variância
Fonte: Autor (2013)
Bobina:
Parâmetro
DS MEIO WS DS MEIO WS
Fcritico 5,32 5,32 5,32 5,32 5,32
F 106,11 136,88 0,03 0,03 27,36
Resultado Rejeita Rejeita Não rejeita Não rejeita rejeita
Parâmetro:
DS MEIO WS DS MEIO WS
Fcritico H > 9 5,32 5,32 5,32 5,32 5,32
F 0,86 19,72 41,50 1,23 0,00
Resultado Não rejeita Rejeita Rejeita Não Rejeita Não Rejeita
BF 14734356
Ra
SUPERIOR INFERIOR
H > 9
RPc
SUPERIOR INFERIOR
Bobina:
Parâmetro
DS MEIO WS DS MEIO WS
Fcritico 5,32 H > 9 5,32 5,32 5,32
F 0,47 0,57 8,30 4,14
Resultado Não rejeita Não rejeita Rejeita Não rejeita
Parâmetro:
DS MEIO WS DS MEIO WS
Fcritico 5,32 5,32 5,32 H > 9 5,32 5,32
F 51,43 94,00 10,28 40,89 17,88
Resultado Rejeita Rejeita Rejeita Rejeita Rejeita
SUPERIOR INFERIOR
SUPERIOR INFERIOR
BF 14737101
Ra
H > 9
RPc

117
Anexo A2 - Análises estatísticas de variância das diferenças encontradas nos corpos de
prova revestidos e não revestidos em escala piloto, nos parâmetros de rugosidade
média (Ra) e densidade de picos (RPc).
Fonte: Autor (2013)
Fonte: Autor (2013)
BDC – Baixa densidade de corrente
ADC – Alta densidade de corrente
Ascendência – Elevação proporcional da quantidade da camada de zinco concomitante
à densidade de corrente.
Descendência – Elevação recíproca ou inversamente proporcional da quantidade da
camada de zinco em relação à densidade de corrente.
Parâmetro: Ra
Condição BDC ADC Ascendência Descendência
Heterogeneidade 1,80 1,00 1,30 2,10
F 9,30 106,40 0,70 18,40
F crítico 4,20 4,20 4,20 4,20
Resultado Rejeita Rejeita Não rejeita Rejeita
Parâmetro: RPc
Condição BDC ADC Ascendência Descendência
Heterogeneidade 1,10 2,10 3,00 3,20
F 0,90 19,00 0,20 5,10
F crítico 4,20 4,20 4,20 4,20
Resultado Não Rejeita Rejeita Não rejeita Rejeita
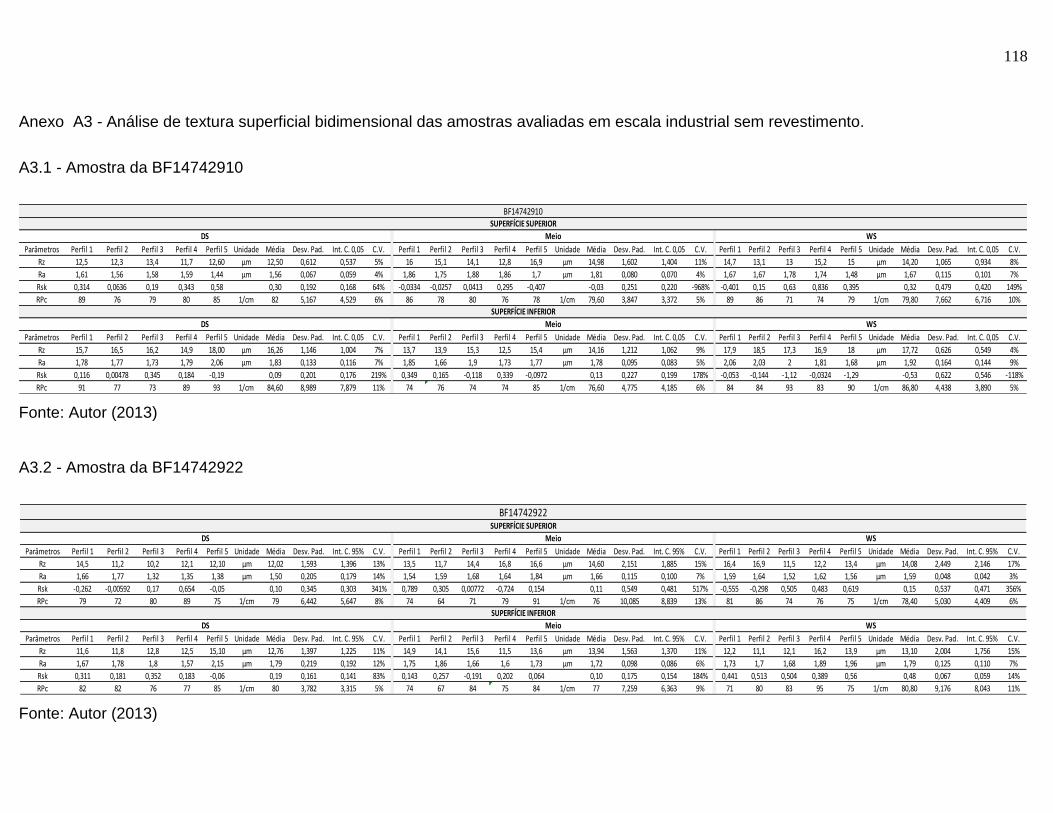
118
Anexo A3 - Análise de textura superficial bidimensional das amostras avaliadas em escala industrial sem revestimento.
A3.1 - Amostra da BF14742910
Fonte: Autor (2013)
A3.2 - Amostra da BF14742922
Fonte: Autor (2013)
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 0,05 C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 0,05 C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 0,05 C.V.
Rz 12,5 12,3 13,4 11,7 12,60 µm 12,50 0,612 0,537 5% 16 15,1 14,1 12,8 16,9 µm 14,98 1,602 1,404 11% 14,7 13,1 13 15,2 15 µm 14,20 1,065 0,934 8%
Ra 1,61 1,56 1,58 1,59 1,44 µm 1,56 0,067 0,059 4% 1,86 1,75 1,88 1,86 1,7 µm 1,81 0,080 0,070 4% 1,67 1,67 1,78 1,74 1,48 µm 1,67 0,115 0,101 7%
Rsk 0,314 0,0636 0,19 0,343 0,58 0,30 0,192 0,168 64% -0,0334 -0,0257 0,0413 0,295 -0,407 -0,03 0,251 0,220 -968% -0,401 0,15 0,63 0,836 0,395 0,32 0,479 0,420 149%
RPc 89 76 79 80 85 1/cm 82 5,167 4,529 6% 86 78 80 76 78 1/cm 79,60 3,847 3,372 5% 89 86 71 74 79 1/cm 79,80 7,662 6,716 10%
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 0,05 C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 0,05 C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 0,05 C.V.
Rz 15,7 16,5 16,2 14,9 18,00 µm 16,26 1,146 1,004 7% 13,7 13,9 15,3 12,5 15,4 µm 14,16 1,212 1,062 9% 17,9 18,5 17,3 16,9 18 µm 17,72 0,626 0,549 4%
Ra 1,78 1,77 1,73 1,79 2,06 µm 1,83 0,133 0,116 7% 1,85 1,66 1,9 1,73 1,77 µm 1,78 0,095 0,083 5% 2,06 2,03 2 1,81 1,68 µm 1,92 0,164 0,144 9%
Rsk 0,116 0,00478 0,345 0,184 -0,19 0,09 0,201 0,176 219% 0,349 0,165 -0,118 0,339 -0,0972 0,13 0,227 0,199 178% -0,053 -0,144 -1,12 -0,0324 -1,29 -0,53 0,622 0,546 -118%
RPc 91 77 73 89 93 1/cm 84,60 8,989 7,879 11% 74 76 74 74 85 1/cm 76,60 4,775 4,185 6% 84 84 93 83 90 1/cm 86,80 4,438 3,890 5%
DS Meio WS
BF14742910SUPERFÍCIE SUPERIOR
DS Meio WS
SUPERFÍCIE INFERIOR
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 14,5 11,2 10,2 12,1 12,10 µm 12,02 1,593 1,396 13% 13,5 11,7 14,4 16,8 16,6 µm 14,60 2,151 1,885 15% 16,4 16,9 11,5 12,2 13,4 µm 14,08 2,449 2,146 17%
Ra 1,66 1,77 1,32 1,35 1,38 µm 1,50 0,205 0,179 14% 1,54 1,59 1,68 1,64 1,84 µm 1,66 0,115 0,100 7% 1,59 1,64 1,52 1,62 1,56 µm 1,59 0,048 0,042 3%
Rsk -0,262 -0,00592 0,17 0,654 -0,05 0,10 0,345 0,303 341% 0,789 0,305 0,00772 -0,724 0,154 0,11 0,549 0,481 517% -0,555 -0,298 0,505 0,483 0,619 0,15 0,537 0,471 356%
RPc 79 72 80 89 75 1/cm 79 6,442 5,647 8% 74 64 71 79 91 1/cm 76 10,085 8,839 13% 81 86 74 76 75 1/cm 78,40 5,030 4,409 6%
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 11,6 11,8 12,8 12,5 15,10 µm 12,76 1,397 1,225 11% 14,9 14,1 15,6 11,5 13,6 µm 13,94 1,563 1,370 11% 12,2 11,1 12,1 16,2 13,9 µm 13,10 2,004 1,756 15%
Ra 1,67 1,78 1,8 1,57 2,15 µm 1,79 0,219 0,192 12% 1,75 1,86 1,66 1,6 1,73 µm 1,72 0,098 0,086 6% 1,73 1,7 1,68 1,89 1,96 µm 1,79 0,125 0,110 7%
Rsk 0,311 0,181 0,352 0,183 -0,06 0,19 0,161 0,141 83% 0,143 0,257 -0,191 0,202 0,064 0,10 0,175 0,154 184% 0,441 0,513 0,504 0,389 0,56 0,48 0,067 0,059 14%
RPc 82 82 76 77 85 1/cm 80 3,782 3,315 5% 74 67 84 75 84 1/cm 77 7,259 6,363 9% 71 80 83 95 75 1/cm 80,80 9,176 8,043 11%
SUPERFÍCIE INFERIOR
DS Meio WS
BF14742922SUPERFÍCIE SUPERIOR
DS Meio WS
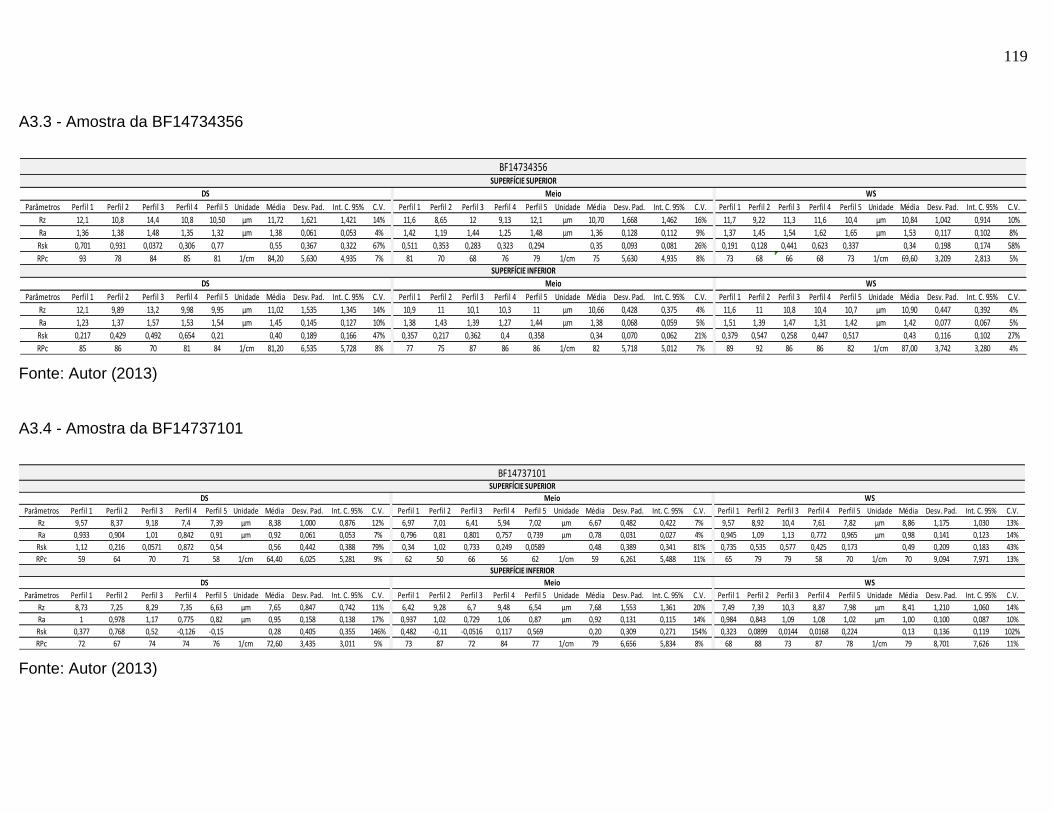
119
A3.3 - Amostra da BF14734356
Fonte: Autor (2013)
A3.4 - Amostra da BF14737101
Fonte: Autor (2013)
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 12,1 10,8 14,4 10,8 10,50 µm 11,72 1,621 1,421 14% 11,6 8,65 12 9,13 12,1 µm 10,70 1,668 1,462 16% 11,7 9,22 11,3 11,6 10,4 µm 10,84 1,042 0,914 10%
Ra 1,36 1,38 1,48 1,35 1,32 µm 1,38 0,061 0,053 4% 1,42 1,19 1,44 1,25 1,48 µm 1,36 0,128 0,112 9% 1,37 1,45 1,54 1,62 1,65 µm 1,53 0,117 0,102 8%
Rsk 0,701 0,931 0,0372 0,306 0,77 0,55 0,367 0,322 67% 0,511 0,353 0,283 0,323 0,294 0,35 0,093 0,081 26% 0,191 0,128 0,441 0,623 0,337 0,34 0,198 0,174 58%
RPc 93 78 84 85 81 1/cm 84,20 5,630 4,935 7% 81 70 68 76 79 1/cm 75 5,630 4,935 8% 73 68 66 68 73 1/cm 69,60 3,209 2,813 5%
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 12,1 9,89 13,2 9,98 9,95 µm 11,02 1,535 1,345 14% 10,9 11 10,1 10,3 11 µm 10,66 0,428 0,375 4% 11,6 11 10,8 10,4 10,7 µm 10,90 0,447 0,392 4%
Ra 1,23 1,37 1,57 1,53 1,54 µm 1,45 0,145 0,127 10% 1,38 1,43 1,39 1,27 1,44 µm 1,38 0,068 0,059 5% 1,51 1,39 1,47 1,31 1,42 µm 1,42 0,077 0,067 5%
Rsk 0,217 0,429 0,492 0,654 0,21 0,40 0,189 0,166 47% 0,357 0,217 0,362 0,4 0,358 0,34 0,070 0,062 21% 0,379 0,547 0,258 0,447 0,517 0,43 0,116 0,102 27%
RPc 85 86 70 81 84 1/cm 81,20 6,535 5,728 8% 77 75 87 86 86 1/cm 82 5,718 5,012 7% 89 92 86 86 82 1/cm 87,00 3,742 3,280 4%
DS Meio WS
SUPERFÍCIE INFERIOR
DS Meio WS
BF14734356SUPERFÍCIE SUPERIOR
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 9,57 8,37 9,18 7,4 7,39 µm 8,38 1,000 0,876 12% 6,97 7,01 6,41 5,94 7,02 µm 6,67 0,482 0,422 7% 9,57 8,92 10,4 7,61 7,82 µm 8,86 1,175 1,030 13%
Ra 0,933 0,904 1,01 0,842 0,91 µm 0,92 0,061 0,053 7% 0,796 0,81 0,801 0,757 0,739 µm 0,78 0,031 0,027 4% 0,945 1,09 1,13 0,772 0,965 µm 0,98 0,141 0,123 14%
Rsk 1,12 0,216 0,0571 0,872 0,54 0,56 0,442 0,388 79% 0,34 1,02 0,733 0,249 0,0589 0,48 0,389 0,341 81% 0,735 0,535 0,577 0,425 0,173 0,49 0,209 0,183 43%
RPc 59 64 70 71 58 1/cm 64,40 6,025 5,281 9% 62 50 66 56 62 1/cm 59 6,261 5,488 11% 65 79 79 58 70 1/cm 70 9,094 7,971 13%
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 8,73 7,25 8,29 7,35 6,63 µm 7,65 0,847 0,742 11% 6,42 9,28 6,7 9,48 6,54 µm 7,68 1,553 1,361 20% 7,49 7,39 10,3 8,87 7,98 µm 8,41 1,210 1,060 14%
Ra 1 0,978 1,17 0,775 0,82 µm 0,95 0,158 0,138 17% 0,937 1,02 0,729 1,06 0,87 µm 0,92 0,131 0,115 14% 0,984 0,843 1,09 1,08 1,02 µm 1,00 0,100 0,087 10%
Rsk 0,377 0,768 0,52 -0,126 -0,15 0,28 0,405 0,355 146% 0,482 -0,11 -0,0516 0,117 0,569 0,20 0,309 0,271 154% 0,323 0,0899 0,0144 0,0168 0,224 0,13 0,136 0,119 102%
RPc 72 67 74 74 76 1/cm 72,60 3,435 3,011 5% 73 87 72 84 77 1/cm 79 6,656 5,834 8% 68 88 73 87 78 1/cm 79 8,701 7,626 11%
DS Meio WS
BF14737101SUPERFÍCIE SUPERIOR
DS Meio WS
SUPERFÍCIE INFERIOR
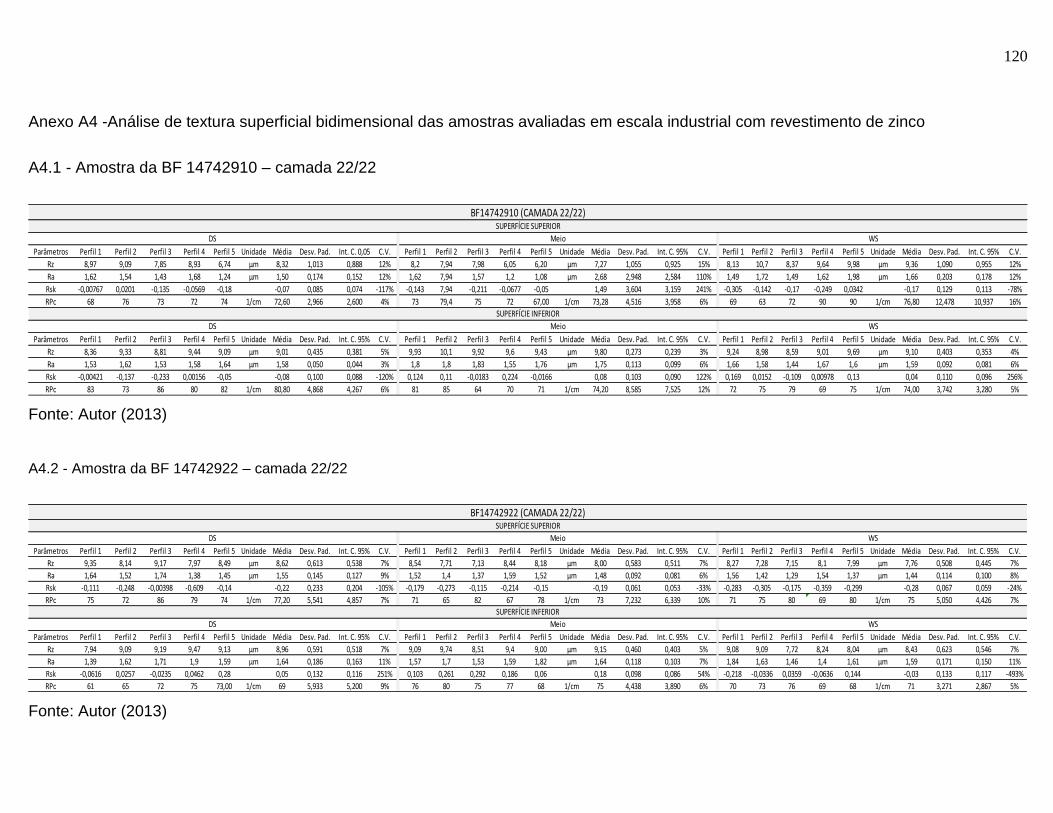
120
Anexo A4 -Análise de textura superficial bidimensional das amostras avaliadas em escala industrial com revestimento de zinco
A4.1 - Amostra da BF 14742910 – camada 22/22
Fonte: Autor (2013)
A4.2 - Amostra da BF 14742922 – camada 22/22
Fonte: Autor (2013)
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 0,05 C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 8,97 9,09 7,85 8,93 6,74 µm 8,32 1,013 0,888 12% 8,2 7,94 7,98 6,05 6,20 µm 7,27 1,055 0,925 15% 8,13 10,7 8,37 9,64 9,98 µm 9,36 1,090 0,955 12%
Ra 1,62 1,54 1,43 1,68 1,24 µm 1,50 0,174 0,152 12% 1,62 7,94 1,57 1,2 1,08 µm 2,68 2,948 2,584 110% 1,49 1,72 1,49 1,62 1,98 µm 1,66 0,203 0,178 12%
Rsk -0,00767 0,0201 -0,135 -0,0569 -0,18 -0,07 0,085 0,074 -117% -0,143 7,94 -0,211 -0,0677 -0,05 1,49 3,604 3,159 241% -0,305 -0,142 -0,17 -0,249 0,0342 -0,17 0,129 0,113 -78%
RPc 68 76 73 72 74 1/cm 72,60 2,966 2,600 4% 73 79,4 75 72 67,00 1/cm 73,28 4,516 3,958 6% 69 63 72 90 90 1/cm 76,80 12,478 10,937 16%
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 8,36 9,33 8,81 9,44 9,09 µm 9,01 0,435 0,381 5% 9,93 10,1 9,92 9,6 9,43 µm 9,80 0,273 0,239 3% 9,24 8,98 8,59 9,01 9,69 µm 9,10 0,403 0,353 4%
Ra 1,53 1,62 1,53 1,58 1,64 µm 1,58 0,050 0,044 3% 1,8 1,8 1,83 1,55 1,76 µm 1,75 0,113 0,099 6% 1,66 1,58 1,44 1,67 1,6 µm 1,59 0,092 0,081 6%
Rsk -0,00421 -0,137 -0,233 0,00156 -0,05 -0,08 0,100 0,088 -120% 0,124 0,11 -0,0183 0,224 -0,0166 0,08 0,103 0,090 122% 0,169 0,0152 -0,109 0,00978 0,13 0,04 0,110 0,096 256%
RPc 83 73 86 80 82 1/cm 80,80 4,868 4,267 6% 81 85 64 70 71 1/cm 74,20 8,585 7,525 12% 72 75 79 69 75 1/cm 74,00 3,742 3,280 5%
DS Meio WS
SUPERFÍCIE INFERIOR
DS Meio WS
BF14742910 (CAMADA 22/22)SUPERFÍCIE SUPERIOR
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 9,35 8,14 9,17 7,97 8,49 µm 8,62 0,613 0,538 7% 8,54 7,71 7,13 8,44 8,18 µm 8,00 0,583 0,511 7% 8,27 7,28 7,15 8,1 7,99 µm 7,76 0,508 0,445 7%
Ra 1,64 1,52 1,74 1,38 1,45 µm 1,55 0,145 0,127 9% 1,52 1,4 1,37 1,59 1,52 µm 1,48 0,092 0,081 6% 1,56 1,42 1,29 1,54 1,37 µm 1,44 0,114 0,100 8%
Rsk -0,111 -0,248 -0,00398 -0,609 -0,14 -0,22 0,233 0,204 -105% -0,179 -0,273 -0,115 -0,214 -0,15 -0,19 0,061 0,053 -33% -0,283 -0,305 -0,175 -0,359 -0,299 -0,28 0,067 0,059 -24%
RPc 75 72 86 79 74 1/cm 77,20 5,541 4,857 7% 71 65 82 67 78 1/cm 73 7,232 6,339 10% 71 75 80 69 80 1/cm 75 5,050 4,426 7%
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 7,94 9,09 9,19 9,47 9,13 µm 8,96 0,591 0,518 7% 9,09 9,74 8,51 9,4 9,00 µm 9,15 0,460 0,403 5% 9,08 9,09 7,72 8,24 8,04 µm 8,43 0,623 0,546 7%
Ra 1,39 1,62 1,71 1,9 1,59 µm 1,64 0,186 0,163 11% 1,57 1,7 1,53 1,59 1,82 µm 1,64 0,118 0,103 7% 1,84 1,63 1,46 1,4 1,61 µm 1,59 0,171 0,150 11%
Rsk -0,0616 0,0257 -0,0235 0,0462 0,28 0,05 0,132 0,116 251% 0,103 0,261 0,292 0,186 0,06 0,18 0,098 0,086 54% -0,218 -0,0336 0,0359 -0,0636 0,144 -0,03 0,133 0,117 -493%
RPc 61 65 72 75 73,00 1/cm 69 5,933 5,200 9% 76 80 75 77 68 1/cm 75 4,438 3,890 6% 70 73 76 69 68 1/cm 71 3,271 2,867 5%
DS Meio WS
BF14742922 (CAMADA 22/22)SUPERFÍCIE SUPERIOR
DS Meio WS
SUPERFÍCIE INFERIOR
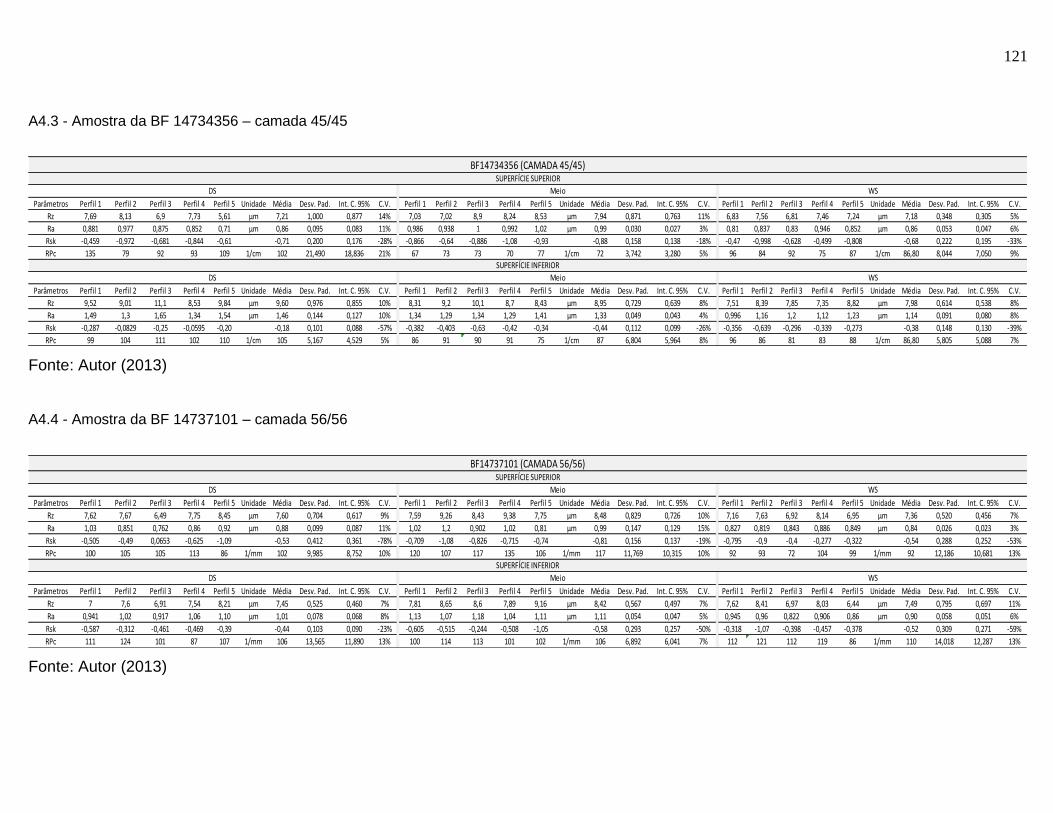
121
A4.3 - Amostra da BF 14734356 – camada 45/45
Fonte: Autor (2013)
A4.4 - Amostra da BF 14737101 – camada 56/56
Fonte: Autor (2013)
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 7,69 8,13 6,9 7,73 5,61 µm 7,21 1,000 0,877 14% 7,03 7,02 8,9 8,24 8,53 µm 7,94 0,871 0,763 11% 6,83 7,56 6,81 7,46 7,24 µm 7,18 0,348 0,305 5%
Ra 0,881 0,977 0,875 0,852 0,71 µm 0,86 0,095 0,083 11% 0,986 0,938 1 0,992 1,02 µm 0,99 0,030 0,027 3% 0,81 0,837 0,83 0,946 0,852 µm 0,86 0,053 0,047 6%
Rsk -0,459 -0,972 -0,681 -0,844 -0,61 -0,71 0,200 0,176 -28% -0,866 -0,64 -0,886 -1,08 -0,93 -0,88 0,158 0,138 -18% -0,47 -0,998 -0,628 -0,499 -0,808 -0,68 0,222 0,195 -33%
RPc 135 79 92 93 109 1/cm 102 21,490 18,836 21% 67 73 73 70 77 1/cm 72 3,742 3,280 5% 96 84 92 75 87 1/cm 86,80 8,044 7,050 9%
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 9,52 9,01 11,1 8,53 9,84 µm 9,60 0,976 0,855 10% 8,31 9,2 10,1 8,7 8,43 µm 8,95 0,729 0,639 8% 7,51 8,39 7,85 7,35 8,82 µm 7,98 0,614 0,538 8%
Ra 1,49 1,3 1,65 1,34 1,54 µm 1,46 0,144 0,127 10% 1,34 1,29 1,34 1,29 1,41 µm 1,33 0,049 0,043 4% 0,996 1,16 1,2 1,12 1,23 µm 1,14 0,091 0,080 8%
Rsk -0,287 -0,0829 -0,25 -0,0595 -0,20 -0,18 0,101 0,088 -57% -0,382 -0,403 -0,63 -0,42 -0,34 -0,44 0,112 0,099 -26% -0,356 -0,639 -0,296 -0,339 -0,273 -0,38 0,148 0,130 -39%
RPc 99 104 111 102 110 1/cm 105 5,167 4,529 5% 86 91 90 91 75 1/cm 87 6,804 5,964 8% 96 86 81 83 88 1/cm 86,80 5,805 5,088 7%
SUPERFÍCIE INFERIOR
DS Meio WS
BF14734356 (CAMADA 45/45)SUPERFÍCIE SUPERIOR
DS Meio WS
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 7,62 7,67 6,49 7,75 8,45 µm 7,60 0,704 0,617 9% 7,59 9,26 8,43 9,38 7,75 µm 8,48 0,829 0,726 10% 7,16 7,63 6,92 8,14 6,95 µm 7,36 0,520 0,456 7%
Ra 1,03 0,851 0,762 0,86 0,92 µm 0,88 0,099 0,087 11% 1,02 1,2 0,902 1,02 0,81 µm 0,99 0,147 0,129 15% 0,827 0,819 0,843 0,886 0,849 µm 0,84 0,026 0,023 3%
Rsk -0,505 -0,49 0,0653 -0,625 -1,09 -0,53 0,412 0,361 -78% -0,709 -1,08 -0,826 -0,715 -0,74 -0,81 0,156 0,137 -19% -0,795 -0,9 -0,4 -0,277 -0,322 -0,54 0,288 0,252 -53%
RPc 100 105 105 113 86 1/mm 102 9,985 8,752 10% 120 107 117 135 106 1/mm 117 11,769 10,315 10% 92 93 72 104 99 1/mm 92 12,186 10,681 13%
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V. Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Unidade Média Desv. Pad. Int. C. 95% C.V.
Rz 7 7,6 6,91 7,54 8,21 µm 7,45 0,525 0,460 7% 7,81 8,65 8,6 7,89 9,16 µm 8,42 0,567 0,497 7% 7,62 8,41 6,97 8,03 6,44 µm 7,49 0,795 0,697 11%
Ra 0,941 1,02 0,917 1,06 1,10 µm 1,01 0,078 0,068 8% 1,13 1,07 1,18 1,04 1,11 µm 1,11 0,054 0,047 5% 0,945 0,96 0,822 0,906 0,86 µm 0,90 0,058 0,051 6%
Rsk -0,587 -0,312 -0,461 -0,469 -0,39 -0,44 0,103 0,090 -23% -0,605 -0,515 -0,244 -0,508 -1,05 -0,58 0,293 0,257 -50% -0,318 -1,07 -0,398 -0,457 -0,378 -0,52 0,309 0,271 -59%
RPc 111 124 101 87 107 1/mm 106 13,565 11,890 13% 100 114 113 101 102 1/mm 106 6,892 6,041 7% 112 121 112 119 86 1/mm 110 14,018 12,287 13%
DS Meio WS
SUPERFÍCIE INFERIOR
DS Meio WS
BF14737101 (CAMADA 56/56)SUPERFÍCIE SUPERIOR
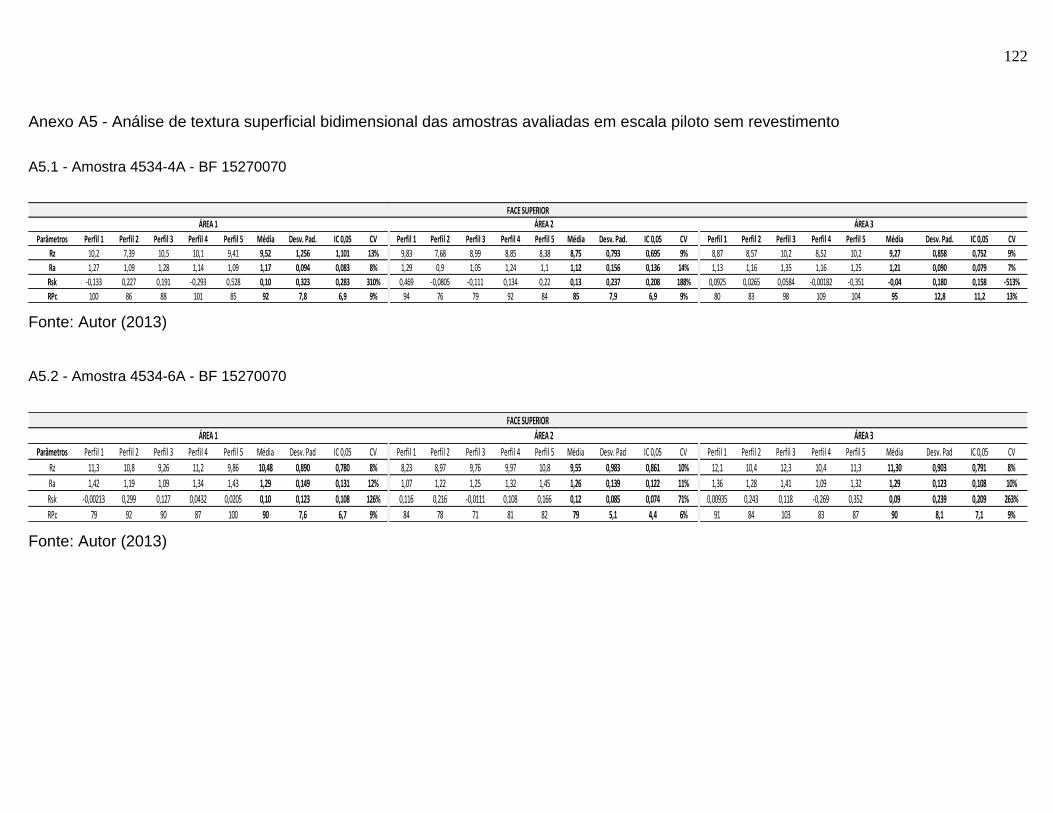
122
Anexo A5 - Análise de textura superficial bidimensional das amostras avaliadas em escala piloto sem revestimento
A5.1 - Amostra 4534-4A - BF 15270070
Fonte: Autor (2013)
A5.2 - Amostra 4534-6A - BF 15270070
Fonte: Autor (2013)
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad. IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad. IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad. IC 0,05 CV
Rz 10,2 7,39 10,5 10,1 9,41 9,52 1,256 1,101 13% 9,83 7,68 8,99 8,85 8,38 8,75 0,793 0,695 9% 8,87 8,57 10,2 8,52 10,2 9,27 0,858 0,752 9%
Ra 1,27 1,09 1,28 1,14 1,09 1,17 0,094 0,083 8% 1,29 0,9 1,05 1,24 1,1 1,12 0,156 0,136 14% 1,13 1,16 1,35 1,16 1,25 1,21 0,090 0,079 7%
Rsk -0,133 0,227 0,191 -0,293 0,528 0,10 0,323 0,283 310% 0,469 -0,0805 -0,111 0,134 0,22 0,13 0,237 0,208 188% 0,0925 0,0265 0,0584 -0,00182 -0,351 -0,04 0,180 0,158 -513%
RPc 100 86 88 101 85 92 7,8 6,9 9% 94 76 79 92 84 85 7,9 6,9 9% 80 83 98 109 104 95 12,8 11,2 13%
ÁREA 1 ÁREA 2 ÁREA 3
FACE SUPERIOR
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV
Rz 11,3 10,8 9,26 11,2 9,86 10,48 0,890 0,780 8% 8,23 8,97 9,76 9,97 10,8 9,55 0,983 0,861 10% 12,1 10,4 12,3 10,4 11,3 11,30 0,903 0,791 8%
Ra 1,42 1,19 1,09 1,34 1,43 1,29 0,149 0,131 12% 1,07 1,22 1,25 1,32 1,45 1,26 0,139 0,122 11% 1,36 1,28 1,41 1,09 1,32 1,29 0,123 0,108 10%
Rsk -0,00213 0,299 0,127 0,0432 0,0205 0,10 0,123 0,108 126% 0,116 0,216 -0,0111 0,108 0,166 0,12 0,085 0,074 71% 0,00935 0,243 0,118 -0,269 0,352 0,09 0,239 0,209 263%
RPc 79 92 90 87 100 90 7,6 6,7 9% 84 78 71 81 82 79 5,1 4,4 6% 91 84 103 83 87 90 8,1 7,1 9%
ÁREA 2 ÁREA 3ÁREA 1
FACE SUPERIOR
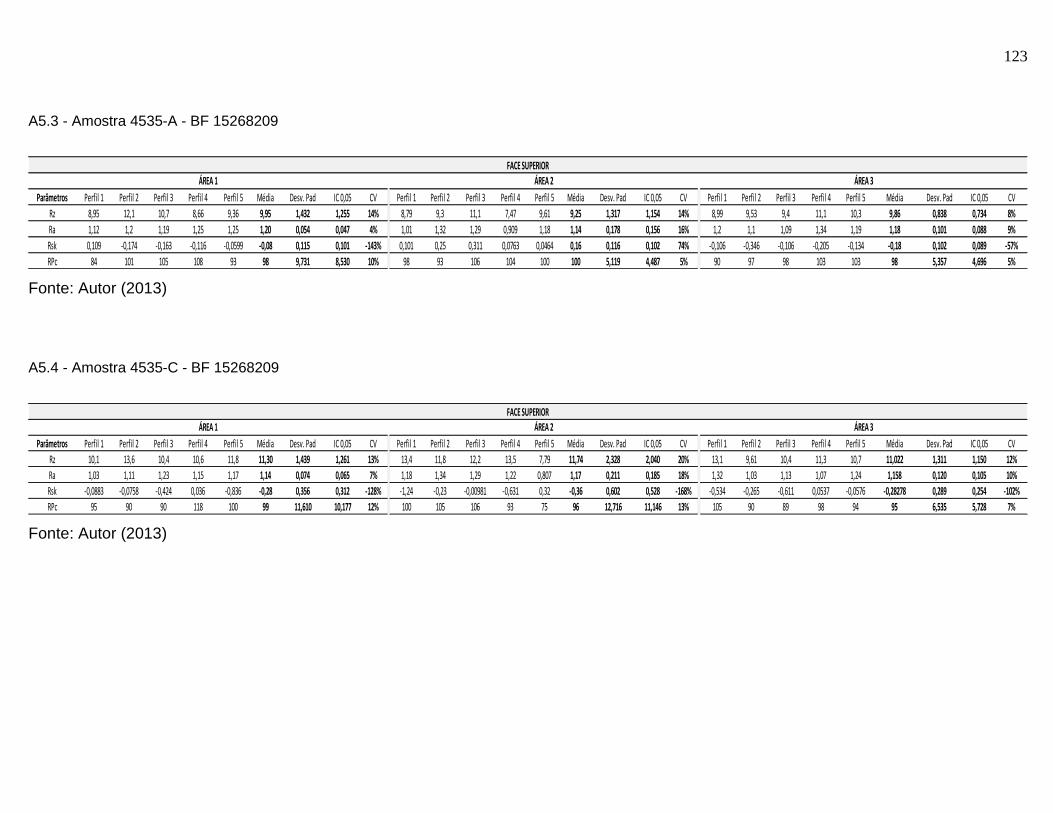
123
A5.3 - Amostra 4535-A - BF 15268209
Fonte: Autor (2013)
A5.4 - Amostra 4535-C - BF 15268209
Fonte: Autor (2013)
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV
Rz 8,95 12,1 10,7 8,66 9,36 9,95 1,432 1,255 14% 8,79 9,3 11,1 7,47 9,61 9,25 1,317 1,154 14% 8,99 9,53 9,4 11,1 10,3 9,86 0,838 0,734 8%
Ra 1,12 1,2 1,19 1,25 1,25 1,20 0,054 0,047 4% 1,01 1,32 1,29 0,909 1,18 1,14 0,178 0,156 16% 1,2 1,1 1,09 1,34 1,19 1,18 0,101 0,088 9%
Rsk 0,109 -0,174 -0,163 -0,116 -0,0599 -0,08 0,115 0,101 -143% 0,101 0,25 0,311 0,0763 0,0464 0,16 0,116 0,102 74% -0,106 -0,346 -0,106 -0,205 -0,134 -0,18 0,102 0,089 -57%
RPc 84 101 105 108 93 98 9,731 8,530 10% 98 93 106 104 100 100 5,119 4,487 5% 90 97 98 103 103 98 5,357 4,696 5%
FACE SUPERIOR
ÁREA 1 ÁREA 2 ÁREA 3
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV
Rz 10,1 13,6 10,4 10,6 11,8 11,30 1,439 1,261 13% 13,4 11,8 12,2 13,5 7,79 11,74 2,328 2,040 20% 13,1 9,61 10,4 11,3 10,7 11,022 1,311 1,150 12%
Ra 1,03 1,11 1,23 1,15 1,17 1,14 0,074 0,065 7% 1,18 1,34 1,29 1,22 0,807 1,17 0,211 0,185 18% 1,32 1,03 1,13 1,07 1,24 1,158 0,120 0,105 10%
Rsk -0,0883 -0,0758 -0,424 0,036 -0,836 -0,28 0,356 0,312 -128% -1,24 -0,23 -0,00981 -0,631 0,32 -0,36 0,602 0,528 -168% -0,534 -0,265 -0,611 0,0537 -0,0576 -0,28278 0,289 0,254 -102%
RPc 95 90 90 118 100 99 11,610 10,177 12% 100 105 106 93 75 96 12,716 11,146 13% 105 90 89 98 94 95 6,535 5,728 7%
FACE SUPERIOR
ÁREA 1 ÁREA 2 ÁREA 3
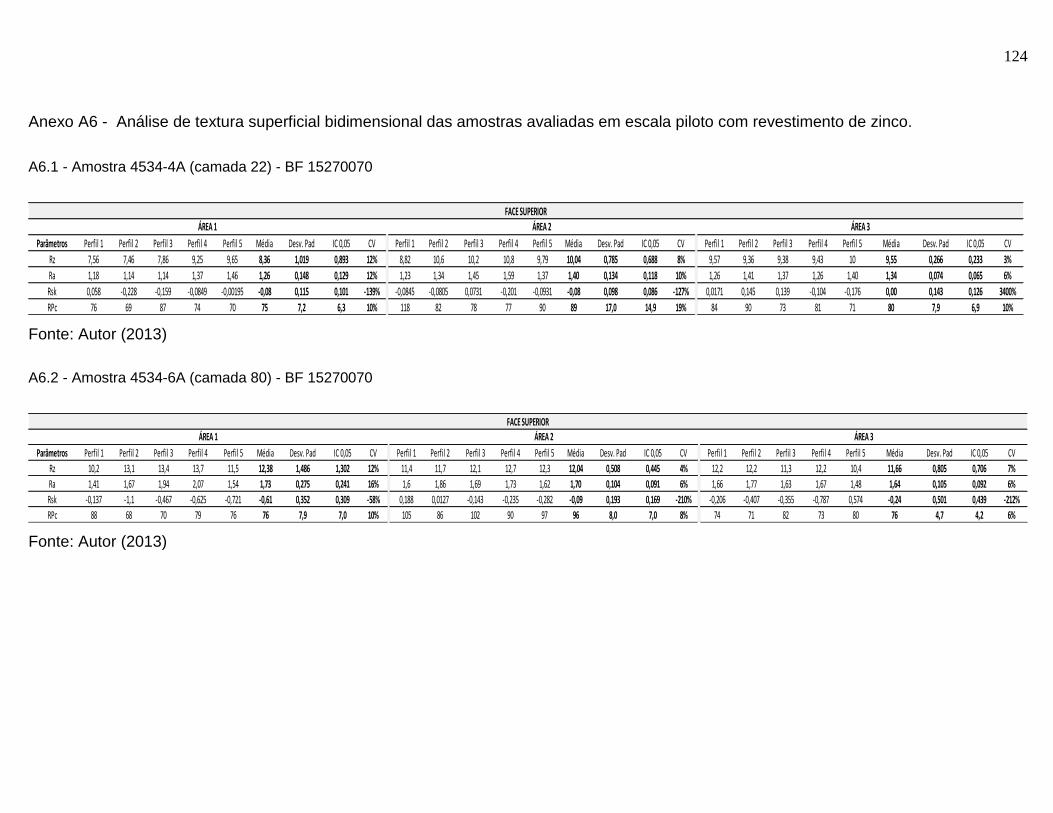
124
Anexo A6 - Análise de textura superficial bidimensional das amostras avaliadas em escala piloto com revestimento de zinco.
A6.1 - Amostra 4534-4A (camada 22) - BF 15270070
Fonte: Autor (2013)
A6.2 - Amostra 4534-6A (camada 80) - BF 15270070
Fonte: Autor (2013)
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV
Rz 7,56 7,46 7,86 9,25 9,65 8,36 1,019 0,893 12% 8,82 10,6 10,2 10,8 9,79 10,04 0,785 0,688 8% 9,57 9,36 9,38 9,43 10 9,55 0,266 0,233 3%
Ra 1,18 1,14 1,14 1,37 1,46 1,26 0,148 0,129 12% 1,23 1,34 1,45 1,59 1,37 1,40 0,134 0,118 10% 1,26 1,41 1,37 1,26 1,40 1,34 0,074 0,065 6%
Rsk 0,058 -0,228 -0,159 -0,0849 -0,00195 -0,08 0,115 0,101 -139% -0,0845 -0,0805 0,0731 -0,201 -0,0931 -0,08 0,098 0,086 -127% 0,0171 0,145 0,139 -0,104 -0,176 0,00 0,143 0,126 3400%
RPc 76 69 87 74 70 75 7,2 6,3 10% 118 82 78 77 90 89 17,0 14,9 19% 84 90 73 81 71 80 7,9 6,9 10%
FACE SUPERIOR
ÁREA 1 ÁREA 2 ÁREA 3
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV
Rz 10,2 13,1 13,4 13,7 11,5 12,38 1,486 1,302 12% 11,4 11,7 12,1 12,7 12,3 12,04 0,508 0,445 4% 12,2 12,2 11,3 12,2 10,4 11,66 0,805 0,706 7%
Ra 1,41 1,67 1,94 2,07 1,54 1,73 0,275 0,241 16% 1,6 1,86 1,69 1,73 1,62 1,70 0,104 0,091 6% 1,66 1,77 1,63 1,67 1,48 1,64 0,105 0,092 6%
Rsk -0,137 -1,1 -0,467 -0,625 -0,721 -0,61 0,352 0,309 -58% 0,188 0,0127 -0,143 -0,235 -0,282 -0,09 0,193 0,169 -210% -0,206 -0,407 -0,355 -0,787 0,574 -0,24 0,501 0,439 -212%
RPc 88 68 70 79 76 76 7,9 7,0 10% 105 86 102 90 97 96 8,0 7,0 8% 74 71 82 73 80 76 4,7 4,2 6%
ÁREA 1 ÁREA 2 ÁREA 3
FACE SUPERIOR
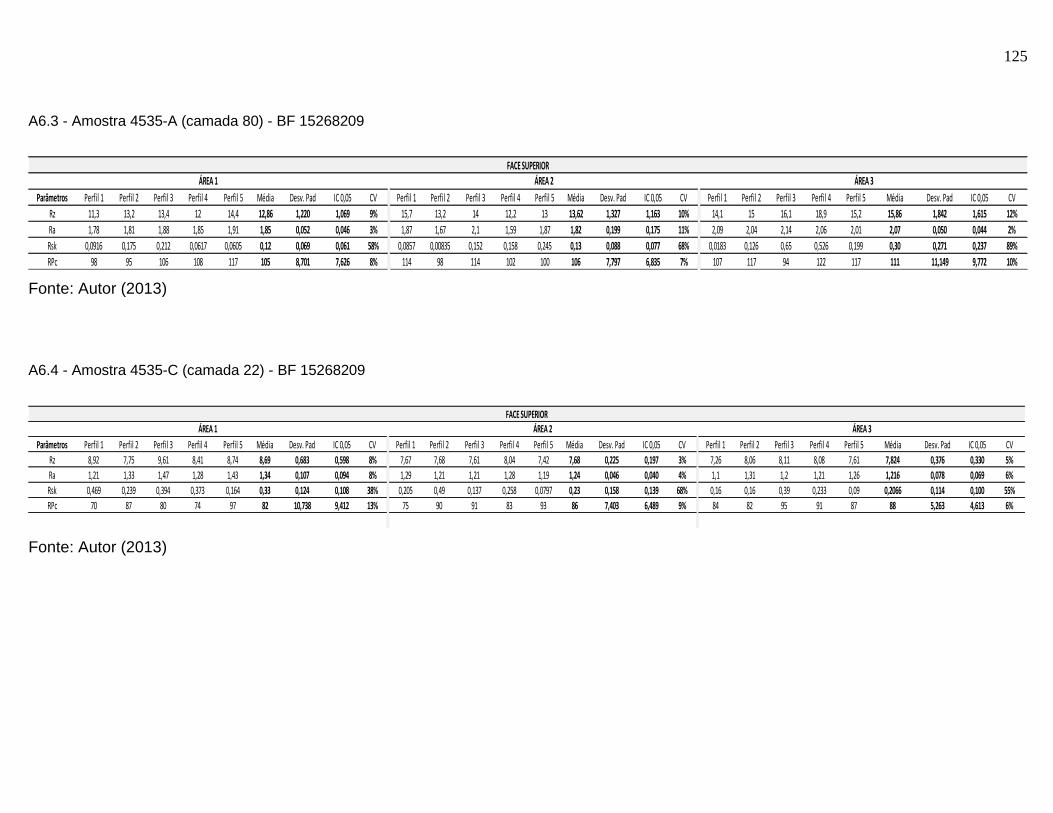
125
A6.3 - Amostra 4535-A (camada 80) - BF 15268209
Fonte: Autor (2013)
A6.4 - Amostra 4535-C (camada 22) - BF 15268209
Fonte: Autor (2013)
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV
Rz 11,3 13,2 13,4 12 14,4 12,86 1,220 1,069 9% 15,7 13,2 14 12,2 13 13,62 1,327 1,163 10% 14,1 15 16,1 18,9 15,2 15,86 1,842 1,615 12%
Ra 1,78 1,81 1,88 1,85 1,91 1,85 0,052 0,046 3% 1,87 1,67 2,1 1,59 1,87 1,82 0,199 0,175 11% 2,09 2,04 2,14 2,06 2,01 2,07 0,050 0,044 2%
Rsk 0,0916 0,175 0,212 0,0617 0,0605 0,12 0,069 0,061 58% 0,0857 0,00835 0,152 0,158 0,245 0,13 0,088 0,077 68% 0,0183 0,126 0,65 0,526 0,199 0,30 0,271 0,237 89%
RPc 98 95 106 108 117 105 8,701 7,626 8% 114 98 114 102 100 106 7,797 6,835 7% 107 117 94 122 117 111 11,149 9,772 10%
FACE SUPERIOR
ÁREA 1 ÁREA 2 ÁREA 3
Parâmetros Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV Perfil 1 Perfil 2 Perfil 3 Perfil 4 Perfil 5 Média Desv. Pad IC 0,05 CV
Rz 8,92 7,75 9,61 8,41 8,74 8,69 0,683 0,598 8% 7,67 7,68 7,61 8,04 7,42 7,68 0,225 0,197 3% 7,26 8,06 8,11 8,08 7,61 7,824 0,376 0,330 5%
Ra 1,21 1,33 1,47 1,28 1,43 1,34 0,107 0,094 8% 1,29 1,21 1,21 1,28 1,19 1,24 0,046 0,040 4% 1,1 1,31 1,2 1,21 1,26 1,216 0,078 0,069 6%
Rsk 0,469 0,239 0,394 0,373 0,164 0,33 0,124 0,108 38% 0,205 0,49 0,137 0,258 0,0797 0,23 0,158 0,139 68% 0,16 0,16 0,39 0,233 0,09 0,2066 0,114 0,100 55%
RPc 70 87 80 74 97 82 10,738 9,412 13% 75 90 91 83 93 86 7,403 6,489 9% 84 82 95 91 87 88 5,263 4,613 6%
FACE SUPERIOR
ÁREA 1 ÁREA 2 ÁREA 3
![ESTUDO MECANÍSTICO DA ELETRODEPOSIÇÃO DE CÁDMIO EM MEIO … · como o estudo de eletrodeposição de níquel[6], zinco[7] e ferro[8], estes em meio de sulfato de sódio, cobalto](https://img.document.onl/doc/110x75/5e32ff49e9bc2a7be70730fb/estudo-mecanstico-da-eletrodeposifo-de-cdmio-em-meio-como-o-estudo-de-eletrodeposio.jpg)

![Rugosidade e Microscopia de Força Atômica de … · rugosidade promovida pelos instrumentos e técnicas de acabamento[3]. ... Topografia de superfície Após análise da rugosidade](https://img.document.onl/doc/110x75/5bc2526b09d3f2fa268cd504/rugosidade-e-microscopia-de-forca-atomica-de-rugosidade-promovida-pelos-instrumentos.jpg)


























