Embed Size (px)
DESCRIPTION
CEP
Citation preview

Controle Estatístico da Qualidade
Jacinto Ponte Júnior

Jacinto Ponte Júnior
• Engenheiro civil – UFC
• Mestre em Engenharia – UFRGS
• Doutor em engenharia – UFRGS
• Quality Engineer – ASQ-USA
• Reliability Engineer – ASQ –USA
• Lead Assessor- P-E-Batalas -UK

Programa
• Conceitos Básicos de Probabilidade e Estatística• Distribuição de Probabilidades• Causas de Variação• Gráficos de Controle• Estabilidade de Processos• Capacidade e Capabilidade de Processo• Exercícios

Conceitos de Probabilidade e Estatística
População:
É a totalidade dos elementos de um universo sobre o qual desejamos conhecer e estabelecer conclusões para a tomada de ação
Amostra:
É um subconjunto de elementos extraídos de uma população
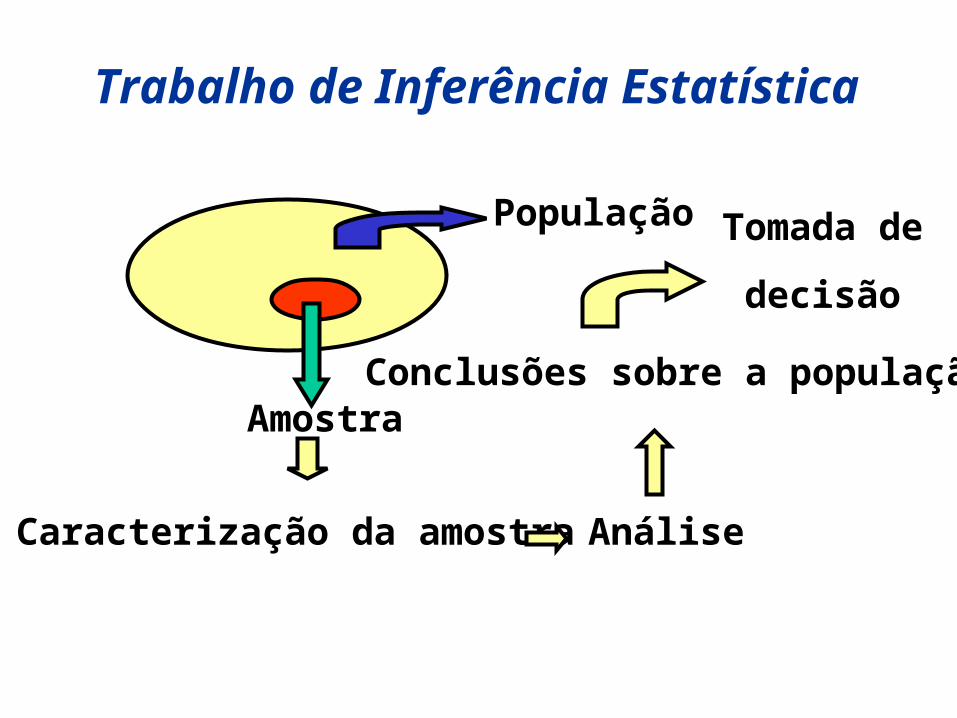
Trabalho de Inferência Estatística
População
Amostra
Caracterização da amostra Análise
Conclusões sobre a população
Tomada de
decisão

Caracterização da amostra
•Medidas de Tendência Central
•Média
•Moda
•Mediana
•Medidas de Variação
•Amplitude
•Desvio Padrão
•Variância
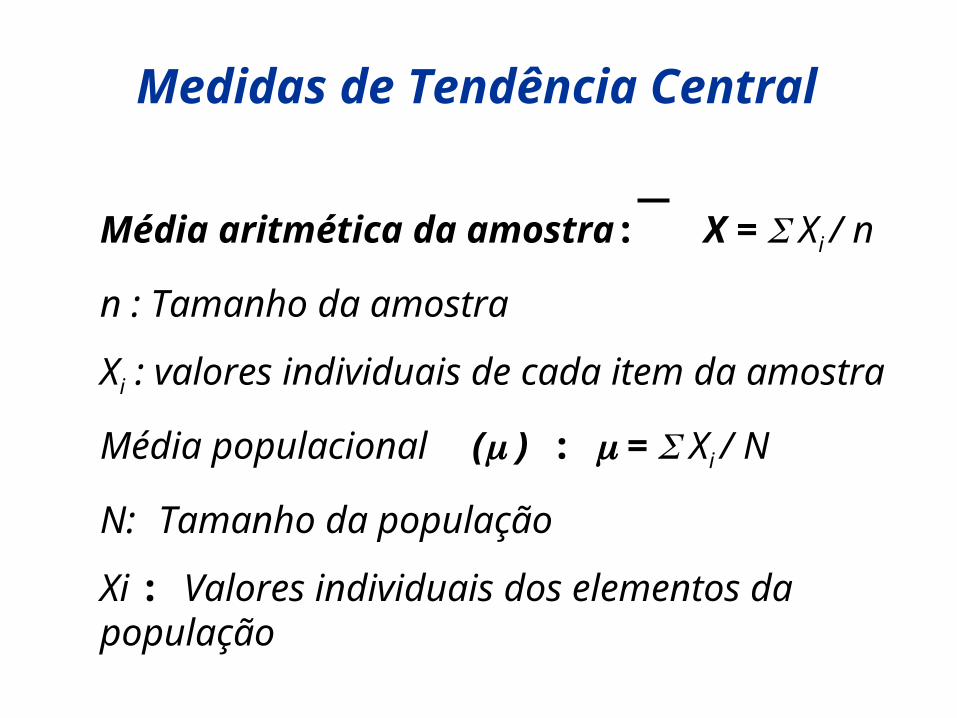
Medidas de Tendência Central
Média aritmética da amostra: X = Xi / n
n : Tamanho da amostra
Xi : valores individuais de cada item da amostra
Média populacional ( ) : = Xi / N
N: Tamanho da população
Xi : Valores individuais dos elementos da população
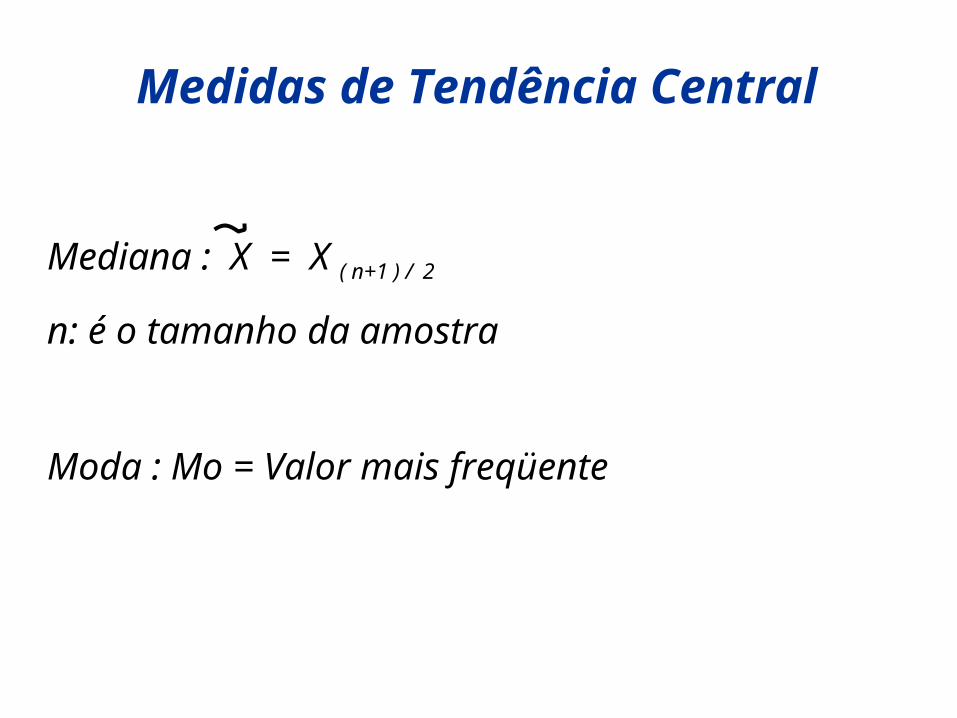
Medidas de Tendência Central
Mediana : X = X ( n+1 ) / 2
n: é o tamanho da amostra
Moda : Mo = Valor mais freqüente
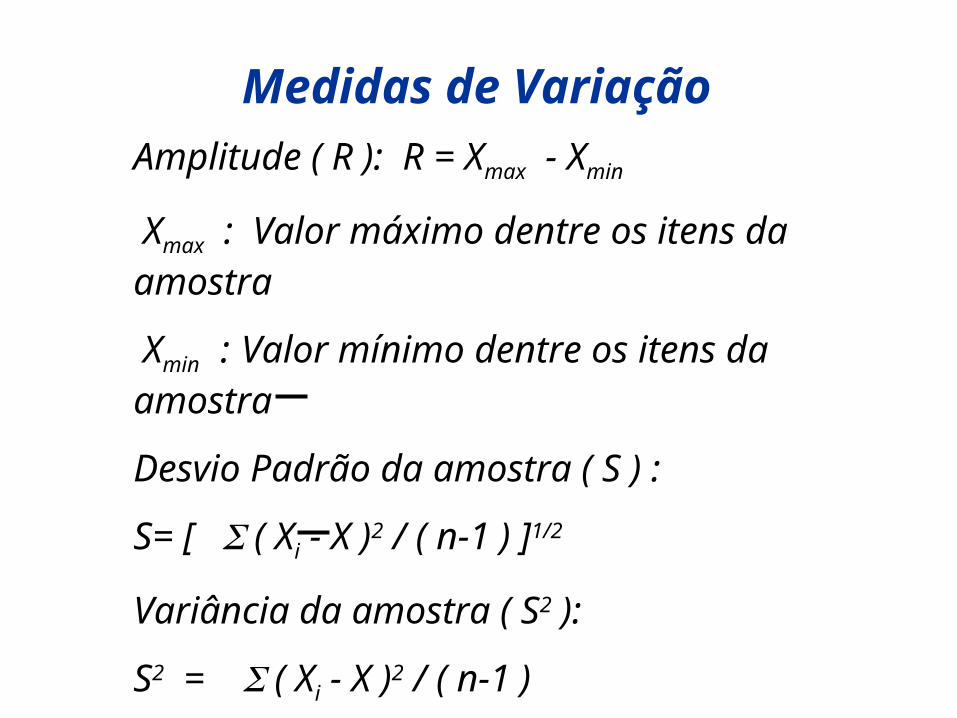
Medidas de VariaçãoAmplitude ( R ): R = Xmax - Xmin
Xmax : Valor máximo dentre os itens da amostra
Xmin : Valor mínimo dentre os itens da amostra
Desvio Padrão da amostra ( S ) :
S= [ ( Xi - X )2 / ( n-1 ) ]1/2
Variância da amostra ( S2 ):
S2 = ( Xi - X )2 / ( n-1 )

Medidas de Variação
Desvio Padrão da população ( ) :
= [ ( Xi - )2 / ( N ) ]1/2
Variância da população ( 2 ):
2 = ( Xi - )2 / ( N )

Gráfico seqüencial
Gráfico seqüencial
0,0
200,0
400,0
600,0
800,0
0 10 20 30 40 50 60
Tempo/ periodo
Pre
ssão
Fontes de Variação
• As variações estão sempre presentes nos processos
• As variações são provenientes de diversas fontes como por exemplo os “6 M”– máquinas , método, materiais,meio ambiente,
medições, mão de obra
• As variações são inimigas da qualidade
• A melhoria de um processo está ligada à redução da variação

Causas especiais e causas comuns de variação
• Causas comuns : São causas inerentes aos processos, estão sempre presentes nos processos. Em geral tem origem nos diversos operadores, diversas máquinas diversos métodos etc; existentes nos processos.
• Causas especiais : São causas eventuais e aparecem de forma esporádica nos processos. Em geral tem origem em fatores isolados e algumas vezes são chamadas de causas assinaláveis.
Eliminação x Redução
• Os gerentes tem a responsabilidade de entender, quantificar e reduzir as variações devidas às causas comuns
• Os operadores tem a responsabilidade de detectar e eliminar as variações devidas às causas especiais
Melhorias
Controle

Construção do Histograma
• Determine o tamanho da amostra (n)• Estabeleça o maior e o menor valor Xmax e Xmin.
• Estabeleça o número de classes(k)
K = n ou k = 1+3.3 log n, ou tabela.• Calcule o tamanho de classe (t) : t = ( Xmax - Xmin ) / k
• Faça ajustes• Estabeleça os intervalos de classes• Estabeleça a freqüência de cada classe • Construa barras proporcionais às freqüências encontradas

Histograma
Valores
Freqüências

Histograma
Valores
Freqüências
Limite inferior de especificação Limite superior de especificação
LIE LSE
Distribuição Normal
• A curva não tem início nem fim
• É governada por dois parâmetros (média e desvio padrão)
• É simétrica em relação à média
• A área sob a curva é a probabilidade
: média
: desvio padrão x-x: valor z = --------
z: variável padrão
z : mede o número de desvios padrão do valor de interesse x até a média
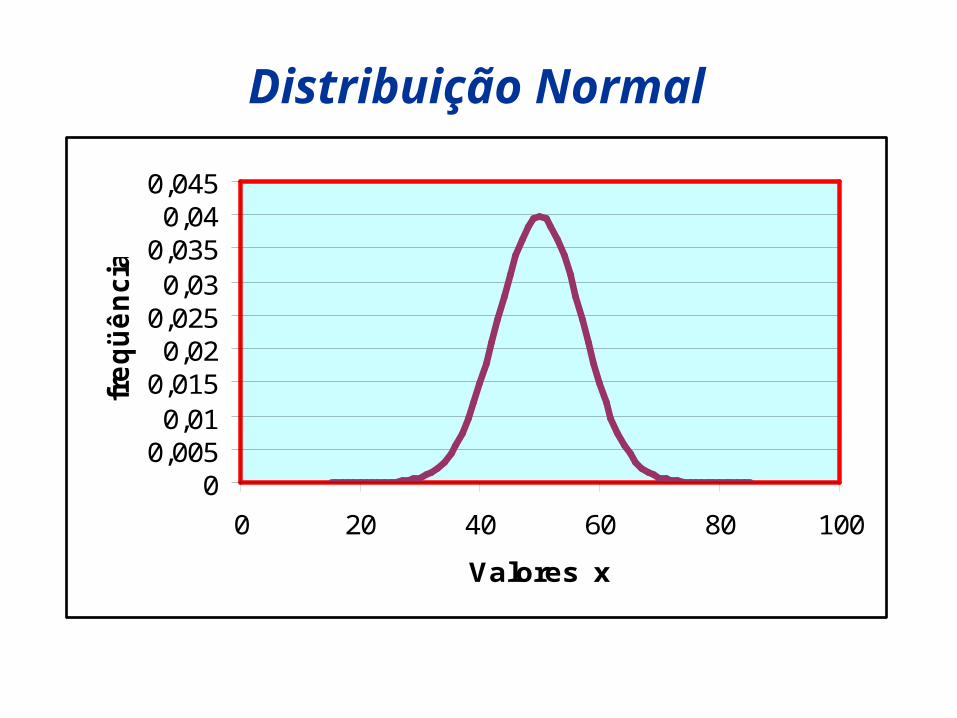
Distribuição Normal
00,0050,010,0150,020,0250,030,0350,040,045
0 20 40 60 80 100
Valores x
fre
qü
ên
cia
Gráficos de Controle
É uma ferramenta estatística que é utilizada para monitorar e controlar o processo.
Consiste em um gráfico de linha ou seqüencial que contem:
Uma linha central ( LC )
Um limite superior de controle ( LSC)
Um limite inferior de controle ( LIC ).

Gráfico de Controle
LSC
LC
LIC
O Trabalho
• Nível operacional
- Conhecer o processo
- Atuar nas causas especiais
- Manter o processo estável• Nível gerencial
- Entender as variações
- Reduzir as variações (melhoramento)
- Buscar o valor alvo(centro,máximo,mínimo)
- Mudança de patamar

Processo Estável
• Processo estável ou sob controle é um processo livre de causas especiais de variação
• Num processo estável só as causas comuns estão presentes
A estabilidade é condição necessária para se determinar a capacidade e capabilidade do processo
Razões para estabilizar processos
• Manter o desempenho
• Evitar aumento de variações
• Fazer estimativas fidedignas sobre os parâmetros média e desvio padrão
• Conhecer a forma da distribuição
• Ter consistência nas tomadas de decisões

Detecção da Instabilidade
É necessário averiguar a presença de causas especiais de variação quando:
Pontos fora dos limites de controle Seqüências de pontos consecutivos acima ou abaixo do valor
central Seqüência de pontos consecutivos crescentes ou decrescentes Ausência de pontos no terço médio Pontos consecutivos próximos a linha centralTendências ou não aleatoriedade
Razões para a capacitação
Maior produtividade
Reduzir desperdício
Reduzir custos
Atender as especificações
Maior competitividade
Gráficos de atributos • np - número de itens não conformes
• p - fração defeituosa • c - número de não conformidades• u - não conformidades / unidade
Não conformidade é uma característica de um item que não atende aos requisitos especificados .
Não conforme é aquele item que tem uma ou mais não conformidades
Gráfico np
• UTILIZAÇÃO: quando é desejado controlar o número de itens não conformes .É necessário tamanho da amostra constante.
• Limites de Controle:• LSC= np + 3 np (1- p)• LC= np• LIC= np - 3 np ( 1 - p )
• A capacidade do processo é avaliada pelo valor médio de np
Gráfico p
• UTILIZAÇÃO: quando é necessário controlar a fração de itens não conformes. Não é exigido tamanho da amostra constante.
Os gráficos p e np se aplicam às mesmas situações só que o np necessita de tamanho de amostra constante . O gráfico p pode ser construído com tamanho de amostra constante ou não.

Gráfico p
Limites de Controle:
LSC = p + 3 p( 1 -p ) / n
LC = p
LIC = p - 3 P( 1 -p ) / n
p = ( np1 + np2 + ......+npk) / ( n1 + n2 + n3 +.....nk )
np = n . p
p = np / n
n = np / p
Gráfico c
• Utilização: quando é necessário controlar o número de não conformidades.
É exigido tamanho da amostra constante
Limites de controle:
LSC = c + 3 c
LC = c
LIC = c - 3 c
Gráfico u
• UTILIZAÇÃO: quando o tamanho da amostra não é constante e deseja-se controlar o numero de não conformidades por unidade
• Limites de controle:
• LSC = u + 3 u / n
• LC = u
• LIC = u - 3 u / n
u = c / n
c = u . n
n = c / u
Gráfico de variáveis
• OS PRINCIPAIS GRÁFICOS DE VARÍAVEIS SÃO:• Média e amplitude ( X - R )• Média e desvio padrão ( X - S )• Mediana e amplitude ( X - R )• Valor individual e amplitude ( X - R )• Os gráficos de variáveis são construídos sempre aos
pares, um com medida de tendência central e outro com medida de dispersão.
Gráfico X- R
• Limites de controle:– Gráfico de médias:
LSC = X + A2 R
LC = X
LIC = X - A2 R
– Gráfico de amplitude
LSC = D4 R
LC = R
LIC = D3 R

Tabela de fatores para uso de gráficos por variáveis
n A2 A6 D3 D4 d2
2 1,880 1,88 ---- 3,267 1,1283 1,023 1,19 ---- 2,574 1,6934 0,729 0,80 ---- 2,282 2,0595 0,577 0,69 ---- 2,114 2,3266 0,483 0,55 ---- 2,004 2,5347 0,419 0,51 0,076 1,924 2,7048 0,373 0,43 0,136 1,864 2,847
Estimativas de e
Quando os gráficos mostram um processo sob controle
é possível estimar a média do processo e o desvio padrão.
= X
= R / d2

Gráfico dos valores individuais
• Limites de controle:– Gráfico de individuais
LSC = X + 3 R / d2
LC = X
LSC = X - 3 R / d2
Gráfico de amplitudes
LSC = D4 R
LC = R
LIC = D3 R

Estimativas de e
Quando os gráficos mostram um processo sob controle
é possível estimar a média do processo e o desvio padrão.
= X
= R / d2

Gráfico X- R
• Limites de controle:– Gráfico de médias:
LSC = X + A6 R
LC = X
LIC = X - A6 R
– Gráfico de amplitude
LSC = D4 R
LC = R
LIC = D3 R
Estimativas de e
Quando os gráficos mostram um processo sob controle
é possível estimar a média do processo e o desvio padrão.
= X
= R / d2

Gráfico X- S
• Limites de controle:– Gráfico de médias:
LSC = X + A3 S
LC = X
LIC = X – A3 S
– Gráfico de amplitude
LSC = B4 S
LC = S
LIC = B3 S

Estimativas de e
Quando os gráficos mostram um processo sob controle
é possível estimar a média do processo e o desvio padrão.
= X
= S / c2

Capacidade e Capabilidade
• Capacidade medida pelo índice de capacidade• CPk = mínimo { [( LSE - )/ ( 3 ) ] e [ ( - LIE) / (3 ) ] }
• capabilidade é medida pelo índice de capabilidade• CP= ( LSE- LIE) / ( 6 )
• Geralmente adota-se o seguinte valores de referência:
• CPk 1,0 CP 1,0

Relação do Cpk e o índice de defeituosos Cpk Faixa de sigmas % ou ppm
0,33 +/- 1 σ 31,74 %
0,67 +/- 2 σ 4,56 %
1,00 +/- 3 σ 0,27 %
1,33 +/- 4 σ 60,00 ppm
1,67 +/- 5 σ 0,57 ppm
2,00 +/- 6 σ 0,002 ppm





























