Embed Size (px)
Citation preview

14
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
AUTOR: JOSÉ SEBASTIÃO DOS REIS SILVA
COMPARAÇÃO DO DESEMPENHO DE
FERRAMENTAS DE CERÂMICA NO
FACEAMENTO DE FERRO FUNDIDO NODULAR
NO ESTADO ENDURECIDO
São João Del Rei, 2012.

JOSÉ SEBASTIÃO DOS REIS SILVA
COMPARAÇÃO DO DESEMPENHO DE
FERRAMENTAS DE CERÂMICA NO FACEAMENTO
DE FERRO FUNDIDO NODULAR NO ESTADO
ENDURECIDO
Dissertação apresentada ao Curso de Mestrado da
Universidade Federal de São João Del-Rei, como
requisito para a obtenção do título de Mestre em
Engenharia Mecânica.
Área de Concentração: Materiais e Processos de
Fabricação
Orientador: Prof. Dr. Durval Uchôas Braga
São João Del Rei, 2012.

Silva, José Sebastião dos Reis
S586c Comparação do desempenho de ferramentas de cerâmica no faceamento de ferro fundido
nodular no estado endurecido [manuscrito] / José Sebastião dos Reis Silva . – 2012.
53f. ; il.
Orientador: Durval Uchôas Braga
Dissertação (mestrado) – Universidade Federal de São João del-Rei. Departamento de
Engenharia Mecânica.
Referências: f. 54-55.
1. Torneamento – Teses 2. Ferro fundido – Teses 3. Cerâmica - Teses 4. Engenharia
mecânica – Teses I. Braga, Durval Uchôas (orientador) II. Universidade Federal de São João
del-Rei. Departamento de Engenharia Mecânica III. Título
CDU: 621.9


Dedicatória
A minha esposa Simone F. M. Silva aos meus filhos, João Gabriel e Simone Maria,
pelo amor, incentivo, paciência, compreensão, companheirismo e carinho a mim
dispensado.
Aos meus pais e irmãos que me ajudaram em minha formação e sempre me
incentivaram no meu desenvolvimento contínuo e nas minhas conquistas.
Agradecimentos
Agradeço a Deus, pois sem ele nada somos e nada conseguimos.
Ao meu Amigo e Orientador, Prof. Dr. Durval Uchôas Braga pela amizade, paciência,
motivação, pela sua capacidade de interpretar, orientar, de me direcionar e me fazer
crescer como estudante, desde a época do curso superior e agora nesta nova etapa
como Mestrando / Professor/ Engenheiro, me ajudando a superar os desafios e
obstáculos encontrados.
Ao Prof. Dr. Frederico Ozanan Neves que nos ajudou muito no desenvolvimento das
análises estatísticas.
À empresa Gerdau Açominas pelo incentivo dando-me a oportunidade de ausentar-
me em alguns momentos do desenvolvimento efetivo de minha função para o
desenvolvimento e conclusão do Mestrado.
À empresa Sandi Ferramentas, na pessoa do Sr. Janio Ferreira, representante da
empresa Sandvik do Brasil, pelo apoio e ajuda no desenvolvimento dos ensaios
experimentais.
Aos colegas de mestrado Rodrigo Barbosa, Robson Bruno, Décio Alves, Elifaz, que
me ajudaram a desenvolver os trabalhos em várias áreas durante o mestrado.
A todos os professores e funcionários do Departamento de Engenharia Mecânica da
UFSJ, que direto ou indiretamente contribuíram para a realização deste trabalho.

EPÍGRAFE
“Além disso, irmãos, tudo o que é verdadeiro, tudo o que é nobre, tudo o que é justo,
tudo o que é puro, tudo o que é amável, tudo o que é de boa fama, tudo o que é
virtuoso e louvável, eis o que deve ocupar vossos pensamentos”.
Filipenses 4:8
BÍBLIA SAGRADA

Resumo
O desempenho de um processo de usinagem, seja ele por torneamento ou não,
depende de vários fatores, tais como: usinabilidade dos materiais, potência e rigidez
dos equipamentos, material, geometria da ferramenta de corte, processo de
formação de cavacos, refrigeração, entre outros. Este trabalho tem como objetivo
comparar o desempenho de duas ferramentas de cerâmica na usinagem em
faceamento de cilindros de ferro fundido nodular no estado endurecido com dureza
variando entre 60 a 75 Shore C. Os testes foram realizados em um torno ROMI UT
42A CNC de grande porte, utilizando inserto SNGN 250924 à base de Nitreto de
Silício (Si3N4) na cor preta, inserto à base de Óxido de Alumínio (Al2O3) mais
Carbonitreto de titânio (TiCN) na cor Cinza e inserto branco em óxido de Alumínio
(Al2O3) + Óxido de Zircônio (ZrO2) que foi descartado por fratura durante os testes. A
variável de resposta do processo foi o desgaste e/ou avaria da ferramenta cerâmica.
Primeiramente desenvolveram-se pré-testes para avaliar se havia variação da
dureza nos sentidos longitudinal e transversal do cilindro. Os resultados obtidos
através modelo estatístico fatorial com 5% de significância mostraram não haver
influência na dureza no sentido longitudinal. Porém, observou-se redução da dureza
no sentido radial em direção ao centro do cilindro. Como cada ensaio foi realizado
em único passe da ferramenta em faceamento, este fato não invalidou a análise dos
resultados que, qualitativamente, pôde-se observar uma melhor performance do
inserto na cor preta em cerâmica a base de nitreto de silício (Si3N4) comparado com
aquele na cor cinza à base de Óxido de Alumínio (Al2O3)mais Carbonitreto de titânio
(TiCN).
Palavras-chave: Torneamento, ferro fundido, cerâmica, desgaste da ferramenta.

Abstract
The performance of a machining process, either by turning or not, depends on
many several factors such as: machinability of materials, power and stiffness of the
equipment, material, cutting tool geometry, chip formation process and cooling, and
others. This study aims to compare the efficiency of two ceramic tools in face milling
machining of nodular cast iron rolls at the hardened state and hardness range
between 60 and 75 Shore C. The tests were performed on a ROMI UTC-42A lathe
using SNGN 250924 black color insert made of silicon nitride (Si3N4), gray color
insert made of aluminum oxide (Al2O3) and titanium carbonitride (TiCN) and white
color insert made of aluminum oxide(Al2O3) + zirconium oxide (ZrO2) which was
discarded due to fracture during the tests. The process response variable was the
wear and/or damage of the ceramic tool. First pre-tests were developed to evaluate
whether there were variation of the hardness in the longitudinal and transversal
directions in the roll. The results obtained by the statistical model factor of 5% of
demonstrated no effect on the hardness in the longitudinal direction. However, there
was a reduction in hardness in a radial direction toward the center of the roll. As each
test was performed in a single pass of the tool face milling, this fact did not invalidate
the analysis of the results that, qualitatively, one could observe a better performance
of the black color ceramic insert made of silicon nitride (Si3N4) when compared to the
gray one made of aluminum oxide (Al2O3) and titanium carbonitride (TiCN).
Keywords: Turning, cast iron, ceramic, tool wear.

Lista de Ilustrações
Figura 1-a) Ferro fundido cinzento, b) ferro fundido vermicular, c) Ferro fundido
nodular e d) Ferro fundido branco. ............................................................................ 17
Figura 2- Exemplo da modificação da microestrutura pela modificação da
composição química. Efeito da adição de elementos nodulizantes (ASM
MetalsHandbook, Vol. 9, 2004). ................................................................................ 18
Figura 3- Grandezas do processo de usinagem por torneamento. ........................... 23
Figura 4 – Torneamento radial - Faceamento ........................................................... 25
Figura 5-Arestas de corte e superfícies da parte de corte de uma ferramenta de
torneamento (fonte: DINIZ; MARCONDES; COPPINI, 2008). ................................... 25
Figura 6- Planos dos sistemas de referência da ferramenta (fonte: DINIZ;
MARCONDES; COPPINI, 2008). .............................................................................. 26
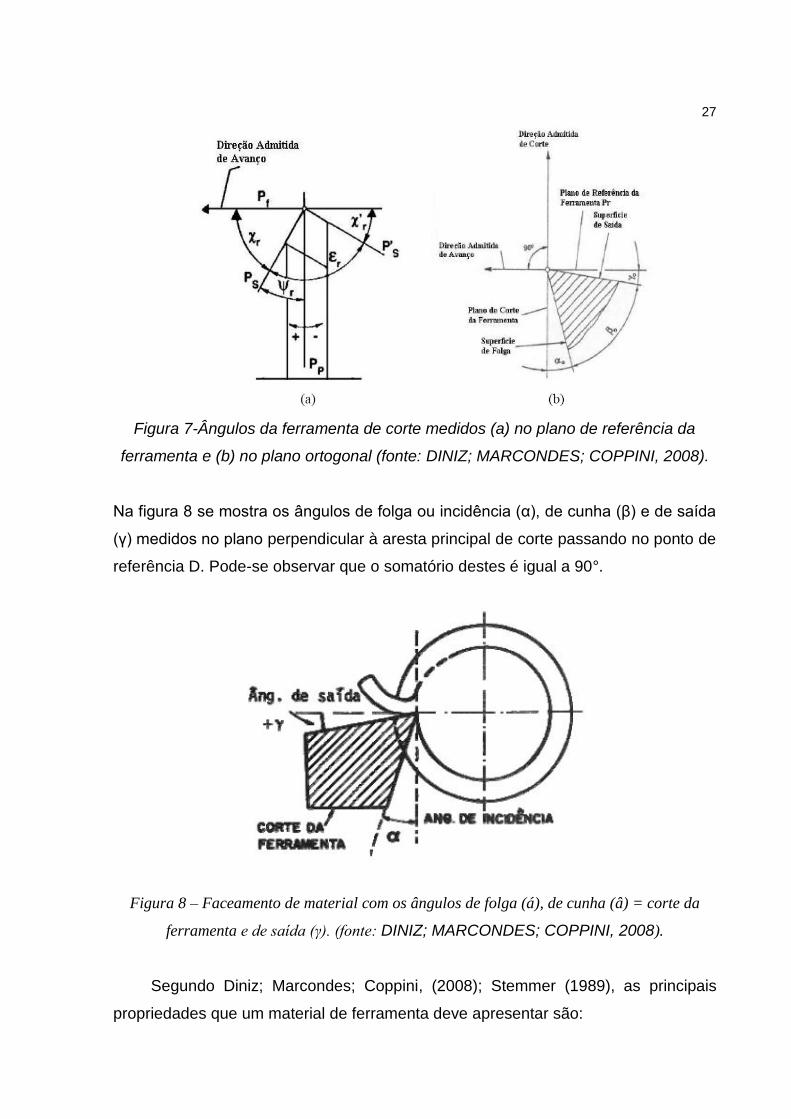
Figura 7-Ângulos da ferramenta de corte medidos (a) no plano de referência da
ferramenta e (b) no plano ortogonal (fonte: DINIZ; MARCONDES; COPPINI, 2008).
.................................................................................................................................. 27
Figura 8 – Faceamento de material com os ângulos de folga (á), de cunha (â) = corte
da ferramenta e de saída (γ). (fonte: DINIZ; MARCONDES; COPPINI, 2008). ......... 27
Figura 9- Divisão de materiais cerâmicos para ferramentas de corte, Mundo da
Usinagem Sandvik (2002). ........................................................................................ 35
Figura 10- Torno ROMI UT 42A CNC ....................................................................... 38
Figura 11- Suporte especial código 500 100141R26, (a) e (b) Adaptador Capto C8X-
ASHA-55090-32M. .................................................................................................... 39
Figura 12- Durômetro de impacto modelo 4007 ........................................................ 40
Figura 13- Microscópio Mitutoyo TM-500 com câmera Moticam 2300. ..................... 40
Figura 14- Perfil do corpo de prova para os ensaios. ................................................ 41
Figura 15- Corpo de prova para os ensaios. ............................................................. 42
Figura 16- Montagem das ferramentas cerâmicas dos ensaios ................................ 44
Figura 17- Pontos de coletas de dados no corpo de prova. ...................................... 44
Figura 188- Dureza versus passes axiais ................................................................. 47
Figura 199- Dureza versus passes radiais ................................................................ 47
Figura 20- Dureza versus passes radiais e axiais da ferramenta .............................. 48

Lista de Tabelas
Tabela 1: Comparação da formação de cavacos entre aços e ferro fundidos
(KLOCKE & KLÖPPER, 2006). ................................................................................. 30
Tabela 2- Configuração do torno ROMI UT 42A. ...................................................... 38
Tabela 3– Composição química do corpo de prova em ferro fundido nodular. ......... 42
Tabela 4– Resultados da dureza após os ensaios experimentais............................. 45
Tabela 5- ANOVA para a variável dureza (Shore) e os fatores ferramentas (i=2),
passes (j=4) e raios (k=3). ......................................................................................... 46
Tabela 6 - Ensaio 1 comparando as arestas da superfície de saída em relação aos
insertos. ..................................................................................................................... 49
Tabela 7 - Ensaio 2 comparando as arestas da superfície de saída em relação aos
insertos. ..................................................................................................................... 49
Tabela 8 - Ensaio 1 comparando as arestas da superfície de folga principal em
relação aos insertos. ................................................................................................. 50
Tabela 9- Ensaio 2 comparando as arestas da superfície de folga principal em
relação aos insertos. ................................................................................................. 50
Tabela 10- Ensaio 1 comparando as arestas da superfície de folga secundária em
relação aos insertos. ................................................................................................. 51
Tabela 11- Ensaio 2 comparando as arestas da superfície de folga secundária em
relação aos insertos. ................................................................................................. 51
.

SUMÁRIO
CAPÍTULO 1 .................................................................................................................. 14
1. INTRODUÇÃO ....................................................................................................... 14
CAPÍTULO 2 .................................................................................................................. 15
2. REVISÃO BIBLIOGRÁFICA ................................................................................ 15
2.1. Ferros Fundidos .................................................................................................. 15
2.2. Tipos de Ferro Fundido .................................................................................... 16
2.3. Ferro Fundido Cinzento .................................................................................... 16
2.4. Ferro Fundido Branco ....................................................................................... 16
2.5. Ferro Fundido Mesclado ................................................................................... 17
2.6. Ferro Fundido Maleável .................................................................................... 17
2.7. Ferro Fundido Vermicular ................................................................................ 17
2.8. Ferro Fundido Nodular: .................................................................................... 18
CAPÍTULO 3 .................................................................................................................. 19
3. USINABILIDADE DOS FERROS FUNDIDOS ................................................ 19
CAPÍTULO 4 .................................................................................................................. 22
4. OPERAÇÃO DE TORNEAMENTO ...................................................................... 22
4.1. Ferramenta monocortante ........................................................................................ 25
4.2. Cavacos .................................................................................................................... 29
4.3. Fluidos de corte ....................................................................................................... 30
4.3.1. Classificação dos fluidos de corte ..................................................................... 31
4.4. Ferramentas Cerâmicas............................................................................................ 32
4.5. Propriedades dos insertos cerâmicos ....................................................................... 33
4.5.1. Resistência às reações químicas ........................................................................ 33
4.5.2. Resistência ao choque térmico .......................................................................... 34
4.5.3. Dureza ............................................................................................................... 34
4.5.4. Base de óxido de alumínio (Al2O3) ................................................................... 35
4.5.5. Cerâmica pura, branca ou oxida. ....................................................................... 36
4.5.6. Alumina reforçada com whiskers de SiC. ......................................................... 36
4.5.7. Cerâmica a base de nitreto de silício (Si3N4) ................................................... 36

4.5.8. Sialon ................................................................................................................. 37
CAPÍTULO 5 .................................................................................................................. 37
5. PROCEDIMENTO EXPERIMENTAL .................................................................. 37
5.1. Equipamentos utilizados .......................................................................................... 38
5.2. Caracterização dos corpos de prova ........................................................................ 41
CAPÍTULO 6 .................................................................................................................. 43
6. METODOLOGIA .................................................................................................... 43
CAPÍTULO 7 .................................................................................................................. 45
7. RESULTADOS E ANÁLISE .................................................................................. 45
7.1. Pré-teste de dureza ................................................................................................... 45
7.2. Teste comparativo de insertos ................................................................................. 49
CAPÍTULO 8 .................................................................................................................. 52
8. CONCLUSÕES ....................................................................................................... 52
CAPÍTULO 9 .................................................................................................................. 53
9. PROPOSTA DE TRABALHOS FUTUROS .......................................................... 53
CAPÍTULO 10 ................................................................................................................ 54
10. REFERÊNCIAS BIBLIOGRÁFICAS .................................................................... 54

CAPÍTULO 1
1. INTRODUÇÃO
Atualmente, o processo de fabricação por torneamento em cilindros de laminação
de ferro fundido é um tema de constante estudo pelos pesquisadores, pelos
fabricantes de cilindros, pelos fabricantes de ferramentas de corte ou até mesmo
pelos próprios clientes que utilizam cilindros de laminação, com o foco em aumentar
a vida destes.
Os clientes dos produtos laminados como chapas, fio-máquina, perfis, barras,
placas, tarugos, entre outros, estão com exigências por tolerâncias dimensionais e
geométricas, cada vez mais apertadas. Para que estas tolerâncias sejam atendidas
viavelmente, depende-se diretamente do desenvolvimento de materiais com
camadas ainda mais endurecidas, estas camadas devem resistir o máximo possível,
aos esforços, aos desgastes, às deformações geradas durante o processo, às
variações de temperatura, sem danificar os produtos laminados.
O torneamento é uma dentre várias operações empregada em trabalhos
experimentais de usinagem. No processo de torneamento de cilindros de laminação,
o cilindro é geralmente disposto entre pontos rotativos e preso em uma das
extremidades por um dispositivo, composto por castanhas de fixação, este, por sua
vez, quando acionado, gira em torno de seu próprio eixo. O inserto, fixado a um
porta-ferramenta, se movimenta a uma velocidade ao longo do eixo da peça, e em
contato com o cilindro, remove camadas de metal, formando uma superfície com a
forma desejada ao processo de laminação.
A otimização dos parâmetros de usinagem de acordo com a seleção adequada
do inserto tem sido uma das principais alternativas empregadas pela tecnologia
atual. Para definir o melhor inserto deve-se considerar o material que está sendo
usina.

Em sistemas produtivos e com grandes máquinas operatrizes, há a necessidade
de desenvolvimento de ferramentas que tenham desempenho cada vez melhor para
trabalhos pesados, com peças de grandes diâmetros, com peso em toneladas, altas
durezas e sem refrigeração.
Outro agravante é o ambiente de trabalho das máquinas, os quais, geralmente
são ambientes agressivos, com pós-metálicos, partículas em suspensão geradas no
processo de torneamento de ferro fundido, sem refrigeração. Esse é um dos
cenários típicos de operações de usinagem pesada.
Considerando o exposto acima, desenvolveu-se a pesquisa com o objetivo
comparar o desempenho de duas ferramentas de cerâmica na usinagem em
faceamento de cilindros de ferro fundido nodular no estado endurecido, dureza
variando entre 60 a 75 Shore.
CAPÍTULO 2
2. REVISÃO BIBLIOGRÁFICA
2.1. Ferros Fundidos
Juntamente com os aços, os ferros fundidos são os materiais mais utilizados pela
indústria, sendo aplicados em diversos setores, não só devido às suas
características inerentes, mas como também sua imensa versatilidade. Podem
apresentar diversas características mecânicas dependendo dos elementos de liga
presentes ou do tratamento térmico submetido.
Ferro fundido é a liga ferro-carbono-silício, que apresenta teores de carbono
geralmente acima de 2,0 %, em quantidade superior à que pode ser retida em
solução sólida na austenita, de modo a resultar carbono parcialmente livre, na forma
de veios ou lamelas de grafita. (CHIAVERINI, 1990, APUD TELLES, 2007)

16
As propriedades mecânicas como resistência, ductilidade e módulo de
elasticidade dependem fortemente da estrutura, da distribuição dos constituintes
microestruturais e as propriedades físicas, como condutividade térmica é fortemente
influenciada pela microestrutura. Em qualquer ferro fundido, a característica
microestrutural de efeito significante nessas propriedades é a presença de grafita
pura.
Dentre as ligas ferro-carbono, os ferros fundidos constituem um grupo de ligas de
importância fundamental para a indústria, pois mediante a introdução de elementos
de liga e de aplicação de tratamentos térmicos adequados, tornou-se possível o
emprego do ferro fundido nodular em aplicações antes exclusivas dos aços
(CHIAVERINI, 1990).
2.2. Tipos de Ferro Fundido
Tem-se vários tipos de ferro fundido, cada um apresentando características bem
distintas. Um estudo detalhado da aplicação, as propriedades mecânicas desejadas
são fundamentais para a escolha correta do tipo de ferro fundido a ser empregado.
Segue os principais tipos de ferro fundido utilizado em indústria.
2.3. Ferro Fundido Cinzento
Apresenta como elementos de liga fundamentais o carbono e o silício. Neste
material, uma parcela relativamente grande do carbono apresenta-se no estado livre
(grafita lamelar) e outra parcela no estado combinado Fe3C (cementita).
2.4. Ferro Fundido Branco
Apresenta como elemento de liga fundamental o carbono e o silício. Devido às
condições de fabricação e menor teor de silício, apresenta o carbono quase
inteiramente na forma combinada (Fe3C).
17
2.5. Ferro Fundido Mesclado
Caracterizado igualmente por uma mescla de proporções variáveis de ferro
fundido branco e ferro fundido cinzento.
2.6. Ferro Fundido Maleável
Obtido a partir do ferro fundido branco mediante um tratamento térmico
(maleabilização) resultando numa transformação de praticamente todo o ferro
combinado (Fe3C) em grafita na forma de nódulos.
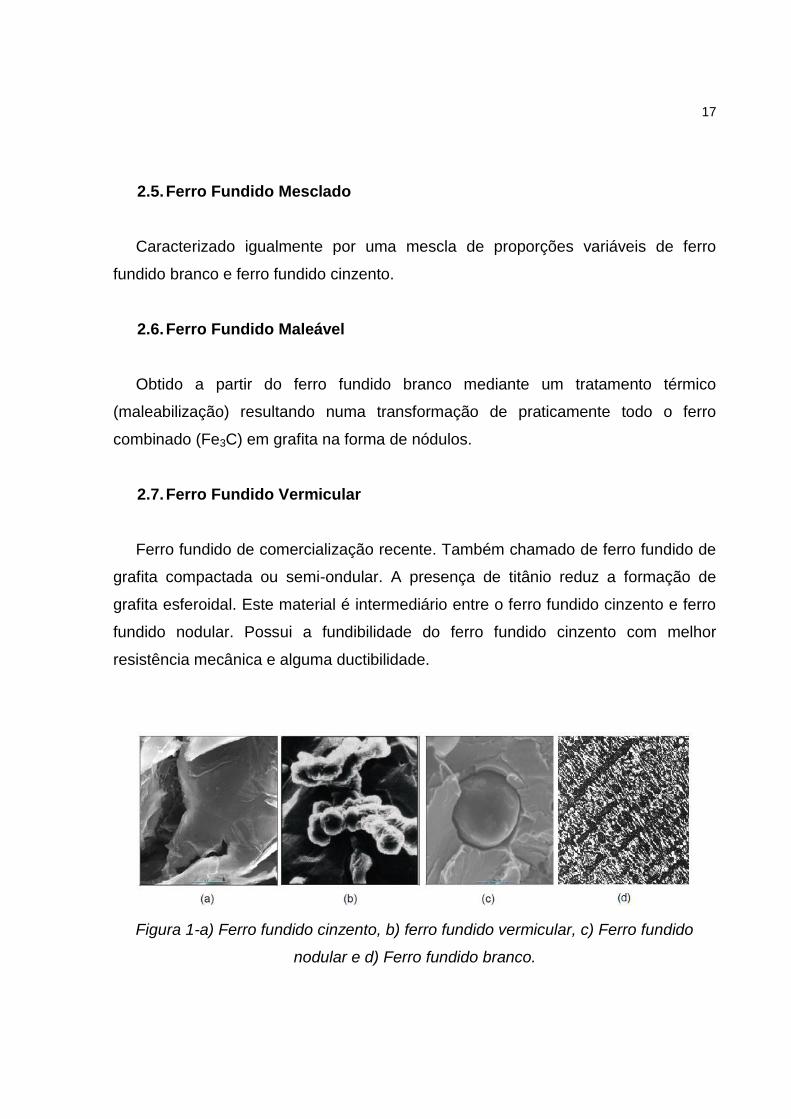
2.7. Ferro Fundido Vermicular
Ferro fundido de comercialização recente. Também chamado de ferro fundido de
grafita compactada ou semi-ondular. A presença de titânio reduz a formação de
grafita esferoidal. Este material é intermediário entre o ferro fundido cinzento e ferro
fundido nodular. Possui a fundibilidade do ferro fundido cinzento com melhor
resistência mecânica e alguma ductibilidade.
Figura 1-a) Ferro fundido cinzento, b) ferro fundido vermicular, c) Ferro fundido
nodular e d) Ferro fundido branco.

18
2.8. Ferro Fundido Nodular:
Caracterizado por apresentar, devido um tratamento realizado ainda no estado
líquido, carbono livre na forma de grafita esferoidal, o que confere ao material
característica de boa ductilidade, daí a denominação frequentemente para esse
material de ferro fundido dúctil. O ferro fundido nodular ou dúctil caracteriza-se pela
sua ductilidade, tenacidade e resistência mecânica. Seu limite de escoamento é
mais elevado, comparado com o ferro fundido cinzento, e apesar de mais alta
pressão específica de corte e resistência, apresenta boa usinabilidade (CHIAVERINI,
1990).
Segundo Boehs (2000), a grafita presente na microestrutura dos ferros fundidos
contribui para a boa usinabilidade, tanto pelo fator lubrificação da ferramenta quanto
pela descontinuidade que produz na micro-estrutura e, com isto, a ruptura do cavaco
em pequenos segmentos, independentemente do processo de usinagem.
Figura 2- Exemplo da modificação da microestrutura pela modificação da
composição química. Efeito da adição de elementos nodulizantes (ASM
MetalsHandbook, Vol. 9, 2004).
CAPÍTULO 3
3. USINABILIDADE DOS FERROS FUNDIDOS
A usinabilidade pode ser definida como uma grandeza comparativa e expressa
num conjunto de propriedades de usinagem de um material, isto é, o grau de
dificuldade de usinar um determinado material. A usinabilidade depende de uma
série de condições intrínsecas ao material, tais como o estado metalúrgico da peça,
da dureza, das propriedades mecânicas do material, de sua composição química,
das operações anteriores efetuadas sobre ele. Mas também de condições de
usinagem, das características da ferramenta, das condições de refrigeração, da
rigidez do sistema máquina-ferramenta, operação empregada, corte contínuo ou
intermitente, condição de entrada e saída da ferramenta, etc. (DINIZ; MARCONDES;
COPPINI, 2008)
Genericamente, os ferros fundidos são tidos como materiais que apresentam
uma boa usinabilidade, principalmente os cinzentos e nodulares de menor dureza e
resistência (BOEHS, 2000).
O ferro fundido é um material onde a ocorrência e a distribuição de seus
constituintes define sua usinabilidade. Esta não é explicada simplesmente pela
composição química, por ensaios de dureza ou de ruptura à tração, destacando-se a
microestrutura como sendo um dos principais fatores a influenciar a vida da
ferramenta.
A dureza é um bom indicador da microestrutura e também da usinabilidade,
porém esta não é uma condição suficiente, como já dito, pois diferentes
microestruturas podem ter diferentes propriedades de usinagem apresentando,
contudo, a mesma dureza.

20
A influência dos microconstituintes mais comuns na usinabilidade dos ferros
fundidos, segundo Silveira (1983), pode ser resumida da seguinte forma:
- Grafita: A presença de grafita no ferro fundido é de suma importância no estudo
da usinabilidade, por ser o elemento que determina as propriedades mecânicas. A
grafita cria descontinuidades na matriz facilitando com isto a ruptura do cavaco.
Além disso, atua como lubrificante sólido e impede a soldagem do material à
ferramenta reduzindo a formação de aresta postiça de corte e, também, as forças de
corte.
- Ferrita: Trata-se do ferro no estado alotrópico alfa, contendo traços de carbono.
Apresenta uma estrutura de grãos poligonais irregulares. A matriz ferrítica pode ser
obtida no estado bruto de fundição em alguns tipos de ferro. Com dureza entre 100 a
150 HB, é o microconstituinte de melhor usinabilidade, excetuando-se apenas os
casos em que se encontra fortemente ligado com cromo, silício e alumínio. Com
exceção da grafita, a ferrita apresenta mais baixa dureza em relação a outros
constituintes do ferro fundido.
- Perlita: É um microconstituinte comum nos ferros fundidos, de média resistência
e dureza, com propriedades mecânicas intermediárias entre a ferrita e a cementita. A
matriz perlítica combina muito bem sua boa resistência a ruptura e a abrasão com
uma boa usinabilidade. Sua dureza se situa entre 150 e 350 HB. A perlita fina é mais
resistente e menos usinável, enquanto que a perlita grossa é menos resistente e tem
melhor usinabilidade. Nos ferros fundidos, o carbono que combina com a perlita é
função da taxa de esfriamento (SILVEIRA, 1983).
- Steadita É um constituinte de natureza eutética, compreendendo partículas de
fosfeto de ferro (Fe3P) e carboneto de ferro (Fe3C). Ocorre em áreas
interdendríticas, formando uma segregação, pois essas áreas são as últimas que
solidificam. A steadita é dura e quebradiça, influenciando de maneira prejudicial à
usinabilidade, melhorando a resistência ao desgaste.

21
- Cementita: Carbonetos livres, ou carboneto de ferro (Fe3C), se caracteriza pela
sua elevada dureza, chegando a 800 HB ou mais. Mesmo em proporção muito
pequena, reduz acentuadamente a usinabilidade, acentuando o desgaste da
ferramenta, principalmente para altas velocidades, por se tratar de um constituinte
altamente abrasivo.
- Austenita: Possui baixa condutibilidade térmica e maior tenacidade. Sua
presença implica no aumento da velocidade de corte, ângulos de saídas maiores e
cuidados especiais com refrigeração e lubrificação (SANTOS et al, 2003). A
austenita está presente somente nos ferros fundidos com altos teores de Ni, Cu e
Mn. A dureza deste microconstituinte é de 120 a 160 HB (SILVEIRA, 1983).
Os elementos de liga interferem, também, diretamente na usinabilidade. A
determinação da influência dos elementos de liga que compõem os ferros fundidos é
bastante difícil, tendo em vista três fatores: a reação entre si desses elementos, seu
efeito na microestrutura e a taxa de resfriamento do material na sua fabricação.
O efeito dos elementos químicos mais comuns sobre a usinabilidade dos ferros
fundidos pode ser assim analisado:
- Carbono e Silício: O carbono e o silício são os principais elementos de liga. O
carbono determina a quantidade de grafita e o silício é um poderoso elemento de
grafitização, ou seja, promove a decomposição do carbono combinado (Fe3C) em
ferro e carbono, melhorando, assim, sua usinabilidade.
- Manganês e enxofre: O efeito do enxofre deve ser analisado em conjunto com o
teor de manganês no ferro fundido. Quando se forma sulfeto de manganês, o
enxofre promove a redução da matriz perlítica. Obtém-se um ganho expressivo na
vida da ferramenta quando se faz variar à percentagem de sulfeto de manganês,
com teores de enxofre entre 0,02 para 0,12 %. Supõe-se que esse aumento seja
consequência do efeito lubrificante adicional proporcionado pelos sulfetos de

manganês, reduzindo o atrito e consequentemente a temperatura de corte. A
presença de uma quantidade maior de enxofre se traduz na formação de maior
número de sulfetos que são responsáveis pela ruptura do cavaco em pequenos
fragmentos.
- Fósforo: Não apresentam uma ação muito significativa do ponto de vista de
tendência a grafitização. O fósforo é um estabilizador de carboneto de ferro. Atua na
estrutura do material formando com o ferro e o carbono, carboneto de ferro e fosfeto
de ferro, de aparência branca e perfurada, chamada steadita.
Outros elementos também podem ser encontrados nos ferros fundidos, tais
como: Alumínio, Antimônio, Boro, Cromo, Cobre, Manganês, Molibdênio, Níquel,
Telúrio, Estanho, Titânio, Vanádio e Nióbio.
CAPÍTULO 4
4. OPERAÇÃO DE TORNEAMENTO
No torneamento, a peça presa na placa do torno gira em torno de seu próprio
eixo. A ferramenta (inserto) é rigidamente presa no porta-ferramenta. Esse conjunto
se movimenta com avanço constante ao longo da geratriz da peça, removendo uma
camada de metal para formar um cilindro ou uma superfície de formato mais
complexo (TRENT & WRIGHT, 2000). Na figura 3 temos algumas grandezas
influentes do processo de torneamento observados no plano de referência da
ferramenta.
O processo de torneamento gera formas cilíndricas em uma peça, com o auxílio
de uma ferramenta de corte usinando com uma única aresta e na maioria dos casos,
a ferramenta é fixa e a peça que sofre a rotação.

23
Figura 3- Grandezas do processo de usinagem por torneamento.
O ângulo de posição da aresta principal de corte (r) é o ângulo entre a aresta
principal de corte em graus (°) e a direção de avanço medido no plano de referência
da ferramenta; a profundidade de corte (ap) é a profundidade ou largura de
penetração da ferramenta em relação à peça em mm; o avanço (f) é o percurso de
avanço em cada volta da ferramenta em mm/rotação (mm/rot); a largura de
usinagem (b) é a largura calculada da secção transversal de corte em mm, sendo
idêntica ao comprimento efetivo da aresta de corte;a espessura de corte (h) é a
espessura calculada da seção transversal de corte em mm.
A velocidade de corte (vc) é definida pela rotação da peça e é medida em metros
por minuto (m/min). Já a velocidade de avanço (vf) é determinada pelo movimento
de avanço da ferramenta e é medida em milímetros por minuto (mm/min).
Segundo a norma NBR 206175, os conceitos básicos de torneamento são:
Torneamento é um processo mecânico de usinagem destinado a obter
superfícies através de rotações com a ajuda de uma ou mais ferramentas
monocortantes. Para isso a peça rotaciona em torno do eixo principal de rotação da

24
máquina e a ferramenta se desloca simultaneamente segundo uma trajetória
coplanar com o referido eixo. Pode ser dividido em retilíneo ou curvilíneo.
O torneamento retilíneo é um processo de torneamento no qual a ferramenta se
desloca segundo uma trajetória retilínea, podendo ser: cilíndrico, cônico, radial e
perfilamento.
O processo de torneamento no qual a ferramenta se desloca segundo uma
trajetória paralela ao eixo principal de rotação da máquina chama-se torneamento
cilíndrico, podendo ser externo ou interno.
Entende-se que o torneamento cônico é o processo de torneamento no qual a
ferramenta se desloca segundo uma trajetória retilínea, inclinada em relação ao eixo
principal de rotação da máquina e também pode ser externo ou interno.
No processo de torneamento radial a ferramenta se desloca segundo uma
trajetória retilínea, perpendicular ao eixo principal de rotação da máquina. Quando o
torneamento radial visa à obtenção de uma superfície plana é denominado
faceamento (Figura 4). Quando o torneamento radial visa à obtenção de um entalhe
circular é denominado sangramento radial conforme Diniz; Marcondes; Coppini
(2008).
O perfilamento é um processo de torneamento no qual a ferramenta se desloca
segundo uma trajetória retilínea radial ou axial, visando à obtenção de uma forma
definida, determinada pelo perfil de uma ferramenta.
Em relação ao torneamento curvilíneo, entende-se que é o processo de
torneamento no qual a ferramenta se desloca segundo uma trajetória curvilínea.

25
Figura 4 – Torneamento radial - Faceamento
4.1. Ferramenta monocortante
Ferramentas monocortantes são aquelas que contêm apenas uma parte
cortante ou elemento responsável pela geração de cavacos. O torneamento é um
exemplo de operação que utiliza tais ferramentas. A figura 5 ilustra as características
básicas de uma ferramenta de monocortante.
Figura 5-Arestas de corte e superfícies da parte de corte de uma ferramenta de
torneamento (fonte: DINIZ; MARCONDES; COPPINI, 2008).
A superfície de saída (Aγ) é aquela na qual o cavaco flui. As superfícies de
folga (Aα e A`α) são aquelas que não entram em contato com a peça. As arestas de

26
corte são responsáveis pela realização do corte, sendo a principal aquela que entra
em contato com a peça usinada de forma efetiva e, portanto, a maior responsável
pela ação de corte.
A figura 6 ilustra os planos do sistema de referência da ferramenta, os quais são
essenciais para determinação dos ângulos da ferramenta.
Figura 6- Planos dos sistemas de referência da ferramenta (fonte: DINIZ;
MARCONDES; COPPINI, 2008).
Os ângulos da ferramenta monocortante são mostrados na figura 7, onde r é o
ângulo de posição da ferramenta; r é o ângulo de posição secundário da
ferramenta; o é o ângulo de saída ortogonal; o é o ângulo de folga ortogonal; o é
o ângulo de cunha ortogonal e r é o ângulo de ponta da ferramenta, todos dados em
graus (°).
27
Figura 7-Ângulos da ferramenta de corte medidos (a) no plano de referência da
ferramenta e (b) no plano ortogonal (fonte: DINIZ; MARCONDES; COPPINI, 2008).
Na figura 8 se mostra os ângulos de folga ou incidência (α), de cunha (β) e de saída
(γ) medidos no plano perpendicular à aresta principal de corte passando no ponto de
referência D. Pode-se observar que o somatório destes é igual a 90°.
Figura 8 – Faceamento de material com os ângulos de folga (á), de cunha (â) = corte da
ferramenta e de saída (γ). (fonte: DINIZ; MARCONDES; COPPINI, 2008).
Segundo Diniz; Marcondes; Coppini, (2008); Stemmer (1989), as principais
propriedades que um material de ferramenta deve apresentar são:

28
- Dureza;
- Tenacidade;
- Resistência ao desgaste;
- Resistência a compressão;
- Resistência ao cisalhamento;
- Boas propriedades mecânicas e térmicas a altas temperaturas;
- Resistência ao choque térmico;
- Inércia química.
Estas propriedades não estão listadas em ordem de importância, até porque as
qualidades necessárias à ferramenta podem variar bastante com a operação de
usinagem, com o material a ser usinado e com os parâmetros de corte. Porém, de
um modo geral, pode-se dizer que as mais importantes são a dureza e a tenacidade.
O processo de seleção da ferramenta deve-se considerar os seguintes fatores:
a) Geometria da ferramenta: forma do inserto (quadrada, triangular, etc),
ângulos (folga, saída, posição, etc).
b) Condição da aresta de corte: aresta de corte “viva”, chanfrada ou
arredondada (“honning”).
Atualmente tem-se disponível no mercado uma grande quantidade de materiais
para ferramentas de corte: Com base nas características químicas, os principais
materiais podem ser agrupados da seguinte maneira: aço rápido, aço rápido com
cobertura, metal duro, metal duro com cobertura, cerâmica, nitreto cúbico de boro
(CBN) e diamante (PCD), de acordo com Diniz; Marcondes; Coppini (2008).
O metal duro é o principal material para ferramenta de corte, segundo
KOELSCH (2000). A ascendência do metal duro predominou nos últimos anos
devido à evolução das classes que podem suportar o calor e a abrasão do corte a
altas temperaturas e a usinagem de materiais difíceis de usinar. As ferramentas de

29
corte tornaram-se mais robustas e precisas. Isto foi conseguido principalmente
através de quatro avanços tecnológicos: diminuição do tamanho de grão, melhores
ligantes, gradientes de concentração de cobalto e a grande evolução dos tipos de
revestimento. Estes avanços melhoraram a resistência ao desgaste, à tenacidade e
a dureza a quente.
4.2. Cavacos
Sobre o processo de formação de cavacos na usinagem de ferro fundido têm-
se algumas particularidades, conforme tabela 1. Em contrapartida à usinagem do
aço, ocorrem menores solicitações mecânicas e consequentemente, menores
solicitações térmicas. Porém, estas solicitações são distribuídas em uma pequena
zona e oscila com a frequência da segmentação dos cavacos (KLOCKE &
KLÖPPER, 2006 APUD TELES, 2007)
Teles (2007) cita Klocke e Klöpper (2006) explicando que durante a usinagem do
ferro fundido nodular, o cavaco é diretamente influenciado pela forma da grafita,
ocorrendo baixas solicitações mecânicas e, respectivamente, menores solicitações
térmicas quando se compara com a usinagem dos aços. Porém, estas solicitações
são distribuídas em uma pequena zona e oscila com a frequência da segmentação
dos cavacos A tabela 1 temos algumas características típicas da formação de
cavaco na usinagem do aço e ferro fundido.
O maior consumo de energia na usinagem ocorre nas regiões de deformação.
Por isso, os problemas práticos e econômicos relativos ao processo, como a taxa de
remoção, formação de aresta postiça, desgaste da ferramenta de corte, acabamento
superficial, quebra do cavaco, vibrações, comportamento da força de usinagem e
temperaturas são diretamente relacionadas com a formação do cavaco. A busca de
soluções para esses problemas requer a compreensão do comportamento de fratura
do material quando sujeito a elevada quantidade de deformação plástica, da forma
como este volume deformado transforma-se em cavaco e, por sua vez, movimenta-
se sobre a face da ferramenta de corte, (TRENT, 1991).

30
Tabela 1: Comparação da formação de cavacos entre aços e ferro fundidos
(KLOCKE & KLÖPPER, 2006).
O processo de corte no torneamento inicia-se quando a ferramenta penetra na
peça, fazendo com que uma pequena porção do material seja deformada elástica e
plasticamente, aumentando as tensões até que ocorra o cisalhamento do material e
este escoe sobre a superfície da face da ferramenta, formando o cavaco. Na
usinagem do ferro fundido, o cavaco é influenciado pela forma da grafita.
No ferro fundido nodular, a grafita na forma de nódulos é deformada pela ação
compressiva da ferramenta, antes da separação do cavaco. Esta microestrutura
permite o escoamento e a ductilidade que o ferro fundido cinzento não exibe durante
a usinagem. Assim, o material flui na forma de um cavaco contínuo sobre o gume da
ferramenta similar ao cavaco de um aço (XAVIER, 2003).
4.3. Fluidos de corte
A função principal do fluido de corte é fazer com que, tanto a ferramenta como a
peça que está sendo usinada não se aqueçam demasiadamente.
Atualmente, com o surgimento de novos materiais para ferramentas, aliado ao
fato da crescente severidade da legislação ambiental quanto aos descartes
industriais e os custos referentes aos fluidos de corte, a indústria tem buscado novas
soluções produtivas, sendo uma delas a usinagem a seco, onde os fluidos de corte
são eliminados do processo, mas com a não utilização de fluidos de corte, retira-se
CAVACOS CONTÍNUOS CAVACOS DESCONTÍNUOS
Típico para materiais dúcteis (aço) Típico para ferros fundidos com grafita nodular
Processo de cisalhamento contínuo.
Compressões descontínuas e processo de formação de trincas (grafita: defeito interno).
Solicitação térmica e mecânica uniforme.
Reduzido, mas com solicitação mecânica oscilante.
Transmissão de força através da zona de cisalhamento e distribuição sobre toda a zona de contato do cavaco
Pouca transmissão de força através da zona de cisalhamento e, portanto, zona de contato do cavaco pequena.

31
da usinagem os seus benefícios, que é a lubrificação, a refrigeração e a remoção de
cavacos gerados no processo de torneamento.
Como as funções dos fluídos de corte não estão disponíveis em operações de
usinagem a seco, isto significa que existe maior atrito entre a ferramenta e a peça e
entre o cavaco e a ferramenta, como também maior dificuldade de expulsão dos
cavacos. A ferramenta é submetida a uma maior carga térmica, o que pode resultar
em níveis mais altos de desgaste por adesão, abrasão, difusão e oxidação e,
portanto, a redução de sua vida. O efeito da redução da refrigeração pode acarretar
um aquecimento adicional na máquina e, consequentemente, problemas com a
precisão. A peça ao receber maior quantidade de calor dilata-se dificultando a
obtenção de tolerâncias apertadas e também pode ter sua camada superficial
metalurgicamente afetada pelo calor (DINIZ; MARCONDES; COPPINI, 2008).
Dentre os principais materiais utilizados pela indústria mecânica, o ferro fundido
cinzento foi o primeiro a ser usinado a seco em operações de torneamento, mas hoje
em dia também se pode usinar a seco materiais mais duros (MOMPER, 2000).
4.3.1. Classificação dos fluidos de corte
Existem diversas formas de classificar os fluidos de corte e não há uma
padronização única estabelecida entre as empresas fabricantes. A classificação
mais difundida é feita da seguinte maneira, segundo Machado & Diniz (2000):
- Ar: Pouco utilizado, aplica-se principalmente na usinagem de ferro fundido
cinzento.
- Água: Primeiro fluido a ser utilizado. Foi substituído por óleos integrais e óleo
emulsionáveis devido a sua alta taxa de evaporação, é deficiente na lubrificação e
provoca corrosão em materiais ferrosos.
- Emulsão: É uma solução onde se mistura um percentual de água mais um
percentual de óleo solúvel em um reservatório.

32
- Óleos: Em operações na qual o calor gerado pelo atrito é muito grande,
recomenda-se o uso de óleo puro que são divididos em minerais, graxos,
compostos, de extrema pressão e óleos de uso múltiplo.
4.4. Ferramentas Cerâmicas
O material cerâmico é considerado ferramenta de usinagem desde a década de
50, quando as primeiras ferramentas foram utilizadas, mas só passou a ser um
material com uma porcentagem não desprezível do mercado de ferramentas de
corte na década de 80, depois dos desenvolvimentos conseguidos no campo das
propriedades de cerâmica (DINIZ; MARCONDES; COPPINI, 2008).
As ferramentas de óxidos metálicos ou de cerâmica, como são também
designadas, possibilitam altas velocidade de corte. Sendo assim, as máquinas
ferramentas necessitam altas potências de corte e rigidez mecânica. Segundo Trent
(2000), a cerâmica utilizada como ferramenta de corte consiste de grão finos com
alta densidade, contendo menos de 2% porosidade.
Diferentes métodos têm sido utilizados para fazer os blanks, como por
exemplo, a prensagem e sinterização dos blanks por um processo similar ao
utilizado para insertos de metal duro. A sinterização é realizada a ar, e, neste caso,
os Banks são brancos para a cerâmica de Al2O3. Outro método é por pressão a
quente de largos cilindros de alumina em moldes de grafite. Os blanks são cortados
com ferramentas de diamante. Neste caso, os blanks das ferramentas são cinza
escuro (TRENT, 2000).
A estabilidade química é muito importante quando se usina em altas
velocidades e temperaturas. Algumas propriedades desses materiais fazem com que
sua utilização na usinagem não seja tão fácil, quais sejam: baixa condutividade
térmica, o que, logicamente dificulta a transferência de calor e faz com que a região
próxima do contato cavaco-ferramenta e peça-ferramenta atinjam temperatura muito
alta e principalmente baixa tenacidade, o que facilita a formação de trincas e a
quebra da ferramenta (MACHADO et. al. 2009).

33
Essa baixa tenacidade foi à principal razão que fez com que o material
cerâmico não fizesse parte do mercado de ferramentas de corte há mais tempo. Nos
últimos anos, grande esforço tem sido feito no sentido de aumentar a tenacidade
deste material e bons resultados têm sido obtidos.
Em geral, as cerâmicas possuem as seguintes propriedades:
Capacidade de suportar altas temperaturas (materiais refratários);
Alta resistência ao desgaste abrasivo;
Alta dureza;
Alta fragilidade;
Baixa condutividade térmica;
Alta estabilidade química e térmica;
Alta resistência à compressão e baixa resistência à tração.
Dependendo da classe e a aplicabilidade da cerâmica, estas propriedades
podem variar para mais ou para menos.
4.5. Propriedades dos insertos cerâmicos
4.5.1. Resistência às reações químicas
Devido à incidência de altas temperaturas na interface cavaco–ferramenta e
ferramenta peça, o desgaste da ferramenta ocorre geralmente devido à difusão,
mecanismo que normalmente não é observado em temperaturas inferiores. Para
temperaturas mais baixas, o mecanismo de desgaste predominante, passa a ser a
abrasão. (BALDONI e BULJAN,1988).
Neste aspecto, a alumina é o componente ideal para os insertos cerâmicos
devido à sua inatividade química. Os insertos à base de nitreto de silício e a alumina
reforçada com whiskers são os mais reativos com o cobalto e com o ferro. A
reatividade do carboneto de silício com materiais ferrosos parece ser a razão pela
qual os insertos de Al2O3 + SiC possuem baixo desempenho nas aplicações em

34
aços endurecidos, onde o desgaste predominante é o de cratera; Costa (1993);
Komanduri e Samanta (1989).
Pelo que foi exposto, pode-se dizer que os requisitos de um inserto cerâmico são
exigências da aplicação em si. A aplicação do material da ferramenta depende do
tipo de material a ser usinado, das condições de corte e das condições da máquina–
ferramenta. A capacidade em atender a estes requisitos é função direta de suas
propriedades físicas, mecânicas, químicas e térmicas, e estas por sua vez são
dependentes da composição química, da micro-estrutura e do processo de
fabricação.
4.5.2. Resistência ao choque térmico
Para os insertos cerâmicos, observa-se que a resistência ao choque térmico é
inversamente proporcional ao coeficiente de expansão térmica e diretamente
proporcional à condutividade térmica do material. Situações que envolvam
alterações bruscas de temperatura como corte interrompido ou utilização interrupta
de fluido refrigerante pode causar fraturas nos insertos cerâmicos. Os insertos à
base de nitreto de silício (Si3N4) são os mais resistentes ao choque térmico, fato
este, que se deve à sua boa condutividade térmica e baixo coeficiente de expansão;
Ezugwu e Wallbank (1987).
4.5.3. Dureza
A dureza a frio da aresta de corte deve ser geralmente três vezes maior que a
dureza da peça; Nakayama (1988). Portanto, para tornear aços cuja dureza seja
superior a 60 HRC (aproximadamente 760 HV), seria necessária uma ferramenta
com dureza superior a 2200 HV. Dos insertos cerâmicos anteriormente relacionados,
os que apresentam maior dureza à temperatura ambiente são os insertos cerâmicos
à base de alumina reforçada com whiskers (2000 HV) e a cerâmica mista (2200 HV).
Porém, o fato de alguns insertos cerâmicos não apresentarem dureza ideal na
temperatura ambiente, não deve ser considerado isoladamente, pois a dureza a

35
quente do material da ferramenta e da peça, variam de acordo com a ferramenta –
peça.
O grupo de ferramentas composto por insertos confeccionados à base de
materiais cerâmicos é formado por várias classes de insertos, os quais estão
divididos em dois grandes grupos em função do material empregado como matriz –
óxido de alumínio ou alumina (Al2O3) ou nitreto de silício (Si3N4), conforme Figura 9.
Dentro destes grupos, estes materiais diferem entre si de acordo com as suas
composições.
CERÂMICA A BASE DE ÓXIDO DE ALUMÍNIO (AL2O3)
CERÂMICA A BASE DE NITRETO DE SILÍCIO (SI3N4)
CERÂMICA PURA, BRANCA OU OXIDA.
CERÂMICA MISTA (TiN ou TiC)
ALUMINA REFORÇADA COM WHISKERS (SiC).
SIALON
NITRETO DE SILÍCIO (SI3N4)
Figura 9- Divisão de materiais cerâmicos para ferramentas de corte, Mundo da
Usinagem Sandvik (2002).
4.5.4. Base de óxido de alumínio (Al2O3)
Dividem-se em cerâmicas puras, cerâmicas mistas e alumina reforçada com
“whiskers”. As cerâmicas puras são aquelas constituídas somente de óxidos. Podem
ser alumina pura, constituída basicamente de finos grãos de Al2O3 sinterizados,
podendo ter também algum teor de MgO para inibir o crescimento de grão e óxido de
cromo, titânio e níquel para aumentar a resistência mecânica, ou alumina com
baixos percentuais de zircônio (ZrO2) que aumenta a tenacidade do material (DINIZ;
MARCONDES; COPPINI, 2008). As cerâmicas mistas contêm além de alumina, ou o
carboneto de titânio (TiC) ou o nitreto de titânio (TiN). A alumina reforçada com
36
“whiskers” é constituída por inclusões de monocristais de SiC chamadas “ whiskers”
em uma matriz cerâmica (Al2O3).
4.5.5. Cerâmica pura, branca ou oxida.
Trata-se de insertos de alumina reforçados com zircônia (ZrO2), possui cor
branca quando na sua fabricação é prensado a frio, ou cor cinza quando prensado à
quente. Estas cerâmicas surgiram no mercado na década de 80, com o objetivo de
expandir a faixa de aplicação das cerâmicas para a usinagem dos aços. Por tratar-se
de material frágil, estes insertos devem ser utilizados com ângulo de saída negativo
e aresta de corte chanfrada, objetivando-se melhorar a resistência à fratura. Devido
à sua elevada resistência ao desgaste, é indicada para a usinagem de ferro fundido
(cinzento, nodular e maleável). Em operações de acabamento, indica-se insertos
com menores quantidades de zircônia, ao passo que para o desbaste são
recomendados insertos com maior teor de zircônia.
4.5.6. Alumina reforçada com whiskers de SiC.
Este tipo de inserto, possui em sua composição cerca de 20 a 40% em volume de
carboneto de silício (SiC), na forma de cilindros monocristalinos, que têm diâmetro
variando de 0,05 a 10 μm. A finalidade destes cilindros monocristalinos de carboneto
de silício, dispersos na matriz de alumina, é aumentar a tenacidade à fratura e a
resistência ao choque térmico. Estas ferramentas possuem cor verde e são
indicadas para a usinagem a altas velocidades (500m/min), de superligas à base de
níquel e cobalto, ferro fundido endurecido e aços temperados, com durezas
superiores a 45 HRC. Este material não é indicado para a usinagem de aços de
média e baixa dureza, devido às altas taxas de desgaste de cratera, provocado pela
afinidade entre as fibras de SiC e os aços; Abrão (1996).
4.5.7. Cerâmica a base de nitreto de silício (Si3N4)
São cristais de Si3N4 com uma fase intergranular de SiO2 que são sinterizados na
presença da alumina e o óxido de ítrio (Y2O3) e manganês (MgO). Este tipo de

cerâmica também é chamado de Sialon. Tem excelentes propriedades como alta
dureza, melhor tenacidade quando comparado com a Alumina e baixo coeficiente de
expansão térmica, resultando em boa resistência a choques térmicos. Os insertos de
sialon são fabricados pelo processo similar ao processo do metal duro sinterizado
(TRENT, 2000).
4.5.8. Sialon
O sialon é um inserto cerâmico à base de nitreto de silício (Si3N4), possuindo
excelentes propriedades em termos de dureza à quente e resistência ao choque
térmico, porém é péssimo com relação à estabilidade química. Devido a essa
característica, é principalmente utilizado na usinagem do ferro fundido em desbaste,
onde a dureza à quente, a resistência ao choque térmico e a tenacidade são
fundamentais e também, onde o cavaco curto não tende a causar difusão na
superfície de saída da ferramenta.
CAPÍTULO 5
5. PROCEDIMENTO EXPERIMENTAL
Neste capítulo é apresentado o desenvolvimento experimental desta pesquisa.
Os testes foram realizados em um torno ROMI UT 42A CNC de grande porte,
utilizando as ferramentas de corte de cerâmica de nitreto de silício, cerâmica mista e
em cerâmica de oxido de Zircônio, adaptador Capto C8X-ASHA-55090-32M, suporte
500 100141R265 e inserto SNGN 250924. Este trabalho visa estudar o desgaste da
ferramenta de cerâmica, sendo, inserto na cor preta em cerâmica de nitreto de silício
(Si3N4), cerâmica branca em óxido de Alumínio (Al2O3) + Óxido de Zircônio (ZrO2) e
cerâmica cinza em óxido de Alumínio (Al2O3) + Carbonitreto de titânio (TiCN), nos
ensaios experimentais no torneamento de ferro fundido nodular endurecido.

38
Ao longo deste capítulo, serão apresentados todos os demais equipamentos,
instrumentos e ferramentas utilizados nos ensaios.
5.1. Equipamentos utilizados
Os ensaios foram realizados em um torno ROMI UT 42A CNC de grande porte
(Figura10).
Na Tabela 2, as configurações do torno ROMI UT 42A onde realizamos a
pesquisa.
Tabela 2- Configuração do torno ROMI UT 42A.
Pontos Principais do equipamento Especificações mínimas
Diâmetro admissível sobre o barramento 1500 mm
Distancia entre pontos 5000 mm
Peso máximo admissível entre pontos 42 t
Diâmetro da placa de 4 castanhas 1200 mm
Faixa de velocidade do eixo arvore Baixa 0,5 a 25 rpm
Alta 2 a 100 rpm
Figura 10- Torno ROMI UT 42A CNC

39
O bom desempenho da cerâmica depende do uso do porta-ferramenta adequado,
que deve ser posicionado com o menor comprimento em balanço possível.
Foi utilizado um porta-ferramenta especial, para torneamento externo com ângulo
de posição da aresta de corte, (χr) igual a 95º, com fixação por grampo e de seção
transversal de 32 mm x 32 mm; trata-se de um modelo T– MAX P para faceamento
cujo código especial 500 100141R265, conforme mostrado na Figura11 e Figura11
(a) e (b), o qual possui ângulos de saída (γo) e de inclinação da aresta de corte (λs)
ambos iguais a - 6º.
(a) (b)
Figura 11- Suporte especial código 500 100141R26, (a) e (b) Adaptador Capto C8X-
ASHA-55090-32M.
Os insertos cerâmicas eram pretas tipo SNGN 250924 em Nitreto de Silício
(Si3N4), brancas em óxido de Alumínio (Al2O3) + Óxido de Zircônio (ZrO2) e cinza em
óxido de Alumínio (Al2O3) + Carbonitreto de Titânio (TiCN).
O durômetro de impacto (Figura 12), Modelo 4007, foi desenvolvido para medir a
dureza de materiais metálicos de qualquer classe, desde valores muito baixos á
valores muito altos. Este aparelho pode funcionar diretamente no local de trabalho, e
em qualquer posição. São grandes as aplicações típicas para este aparelho, como
por exemplo, para peças pesadas, as quais são de difícil acesso. E especialmente
apropriado para aplicações nas quais o testador de dureza estática não é aplicável e
nem econômico.

40
Figura 12- Durômetro de impacto modelo 4007
Para a análise, avaliação e fotos das superfícies dos insertos utilizadas nos
ensaios, foram obtidas através de um microscópio Mitutoyo TM-500 com câmera
Moticam 2300, 3.0 MPixels e software de processamento de imagens Motic Images
Plus 2.0, conforme figura 13.
Figura 13- Microscópio Mitutoyo TM-500 com câmera Moticam 2300.

41
5.2. Caracterização dos corpos de prova
O corpo de prova foi o cilindro de ferro fundido no estado endurecido, com
1234 mm por 138 mm de comprimento. O comprimento de faceamento foi de 100
mm até o limite de diâmetro 1034 mm. As ferramentas intercambiáveis de cerâmica
em dois níveis (j) ISO SNGN 25 09 24 T 04020 DCD 1500, como Si3N4 (preta) e
Carbonitreto de Silício TiCN (Cinza) e os parâmetros de corte utilizados eram a
velocidade de corte constante vc = 80 m/min, a profundidade de corte ap = 4 mm e o
avanço f = 0,5 mm/rot.
Para a correta interpretação dos resultados é necessário que o material a ser
usinado seja bem caracterizado, composição química, tamanho e forma das grafitas,
microestrutura e dimensões. O corpo de prova possui a característica geométrica
mostrada nas figuras14 e 15.
Figura 14- Perfil do corpo de prova para os ensaios.

42
Figura 15- Corpo de prova para os ensaios.
A Tabela 3 apresenta a composição química do material a ser testado.
Tabela 3– Composição química do corpo de prova em ferro fundido nodular.
Os elementos de liga interferem diretamente na usinabilidade. A determinação da
influência dos elementos de liga que compõem os ferros fundidos depende de
alguns fatores, entre eles, a reação entre si dos elementos, seu efeito na
microestrutura e a taxa de resfriamento.
O desempenho dos elementos químicos mais comuns sobre a usinabilidade dos
ferros fundidos pode ser assim analisado. O carbono e o silício são os principais
elementos de liga. O carbono determina a quantidade de grafita e o silício é um
poderoso elemento grafitizante, ou seja, faz-se à decomposição do carbono
combinado (Fe3C) em ferro e carbono melhorando assim sua usinabilidade.
Composição C Mn Si S P Cr Mo Ni Mg
Min 2,81 0,68 1,19 0,00 0,00 0,77 0,68 2,47 0,03 Max 3,85 0,98 1,67 0,05 0,02 1,15 0,98 3,45 0,09
Análise Química

O efeito do enxofre deve ser analisado em conjunto com o teor de manganês no
ferro. Quando se forma sulfeto de manganês, o enxofre promove a redução da
matriz perlítica. Obtém-se um ganho expressivo na vida da ferramenta quando faz se
variar à percentagem de sulfeto de manganês, com teores de enxofre entre 0,02
para 0,12 %. Supõem se que esse aumento seja consequência do efeito lubrificante
adicional proporcionado pelos sulfetos de manganês, reduzindo o atrito e
consequentemente a temperatura de corte. A presença de uma quantidade maior de
enxofre se traduz na formação de maior número de sulfetos, que são responsáveis
pela ruptura do cavaco em pequenos fragmentos. O fósforo não apresenta uma
ação muito significativa do ponto de vista de tendência grafitizante.
CAPÍTULO 6
6. METODOLOGIA
Foram executados ensaios de torneamento de faceamento em cilindro de ferro
fundido nodular com dureza variando entre 60 a 75 Shore. Os testes foram
realizados em um torno ROMI UT 42A CNC de grande porte, utilizando inserto
SNGN 250924 de Nitreto de Silício (Si3N4) na cor preta, inserto a base de Óxido de
Alumínio (Al2O3) e Carbonitreto de titânio (TiCN) na cor Cinza e inserto a base Óxido
de Alumínio (Al2O3) + Óxido de Zircônio ZrO2.
A avaliação do desgaste e ou avarias em ferramenta cerâmica foram dispostas
em três níveis, ou seja: Si3N4 (Figura16 a), Al2O3 + Óxido de Zircônio ZrO2 (Figura 16
b) e Al2O3 + Carbonitreto de titânio TiCN (Figura 16 c), mantendo-se constantes a
velocidade de corte (vc) de 60 m/min, a profundidade de corte (ap) de 4 mm, o
avanço da ferramenta (f) de 0,5 mm/rpm. O limite de vida da ferramenta foi fixado
em um comprimento de corte de aproximadamente 700 metros equivalente a um
comprimento de avanço radial de 100 mm.

44
Os ensaios foram realizados sem o uso de fluido de corte (a seco), para avaliar a
utilização de ferramentas de cerâmica.
(a) (b) (c)
Figura 16- Montagem das ferramentas cerâmicas dos ensaios
Os pontos de coletas das medidas foram obtidos conforme figura 16, onde
primeiramente na lateral direita do corpo de prova, mediu-se em quatro posições 1,
2,3 e 4 equidistantes a 90° e nos três pontos a, b e c repetindo todo o processo na
face lateral direita do corpo de prova.
Figura 17- Pontos de coletas de dados no corpo de prova.
CAPÍTULO 7
7. RESULTADOS E ANÁLISE
7.1. Pré-teste de dureza
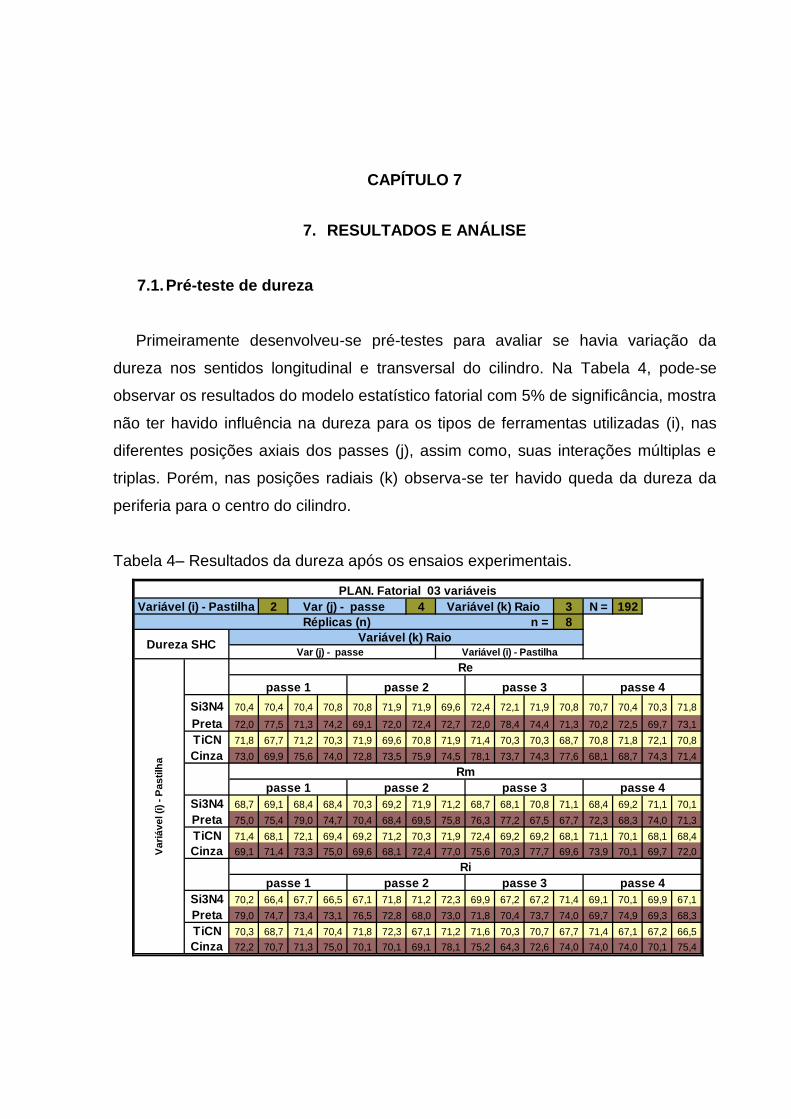
Primeiramente desenvolveu-se pré-testes para avaliar se havia variação da
dureza nos sentidos longitudinal e transversal do cilindro. Na Tabela 4, pode-se
observar os resultados do modelo estatístico fatorial com 5% de significância, mostra
não ter havido influência na dureza para os tipos de ferramentas utilizadas (i), nas
diferentes posições axiais dos passes (j), assim como, suas interações múltiplas e
triplas. Porém, nas posições radiais (k) observa-se ter havido queda da dureza da
periferia para o centro do cilindro.
Tabela 4– Resultados da dureza após os ensaios experimentais.
2 4 3 N = 192
8
Si3N4 70,4 70,4 70,4 70,8 70,8 71,9 71,9 69,6 72,4 72,1 71,9 70,8 70,7 70,4 70,3 71,8
Preta 72,0 77,5 71,3 74,2 69,1 72,0 72,4 72,7 72,0 78,4 74,4 71,3 70,2 72,5 69,7 73,1
TiCN 71,8 67,7 71,2 70,3 71,9 69,6 70,8 71,9 71,4 70,3 70,3 68,7 70,8 71,8 72,1 70,8
Cinza 73,0 69,9 75,6 74,0 72,8 73,5 75,9 74,5 78,1 73,7 74,3 77,6 68,1 68,7 74,3 71,4
Si3N4 68,7 69,1 68,4 68,4 70,3 69,2 71,9 71,2 68,7 68,1 70,8 71,1 68,4 69,2 71,1 70,1
Preta 75,0 75,4 79,0 74,7 70,4 68,4 69,5 75,8 76,3 77,2 67,5 67,7 72,3 68,3 74,0 71,3
TiCN 71,4 68,1 72,1 69,4 69,2 71,2 70,3 71,9 72,4 69,2 69,2 68,1 71,1 70,1 68,1 68,4
Cinza 69,1 71,4 73,3 75,0 69,6 68,1 72,4 77,0 75,6 70,3 77,7 69,6 73,9 70,1 69,7 72,0
Si3N4 70,2 66,4 67,7 66,5 67,1 71,8 71,2 72,3 69,9 67,2 67,2 71,4 69,1 70,1 69,9 67,1
Preta 79,0 74,7 73,4 73,1 76,5 72,8 68,0 73,0 71,8 70,4 73,7 74,0 69,7 74,9 69,3 68,3
TiCN 70,3 68,7 71,4 70,4 71,8 72,3 67,1 71,2 71,6 70,3 70,7 67,7 71,4 67,1 67,2 66,5
Cinza 72,2 70,7 71,3 75,0 70,1 70,1 69,1 78,1 75,2 64,3 72,6 74,0 74,0 74,0 70,1 75,4
PLAN. Fatorial 03 variáveis
Dureza SHC
Va
riá
ve
l (i
) -
Pa
sti
lha
passe 1 passe 2 passe 3
passe 2
Var (j) - passe Variável (i) - Pastilha
Variável (i) - Pastilha Var (j) - passe Variável (k) Raio
passe 1 passe 2 passe 3
passe 4
Re
Rm
Ri
passe 3
Réplicas (n) n =
Variável (k) Raio
passe 4
passe 4
passe 1

46
Tabela 5- ANOVA para a variável dureza (Shore) e os fatores ferramentas (i=2),
passes (j=4) e raios (k=3).
Fo Fo 5%, (i-1), (ijk(N-1)
Foi 0, 498 3, 905
Foj 1, 596 2, 665
Fok 4, 893 3, 057
Foij 0, 232 2, 665
Foik 0, 136 3, 057
Fojk 0, 587 2, 160
Foijk 0, 452 2, 160
Da análise gráfica de dureza média axial do cilindro, independentemente da
posição radial, percebe-se uma constância da dureza quando independentemente
da ferramenta conforme mostrada na Figura 17. Já a dureza média radial do
cilindro, mostra tendência de queda para o interior do cilindro, sentido radial,
independentemente da ferramenta de TiCN ou Si3N4 e, também, dos diversos
passes axiais, como mostrados nas Figura18 e Figura 19.
Quanto aos passes, camadas mais internas axiais do cilindro, o comportamento
se manteve decrescente apenas para a ferramenta de Si3N4, pois para TiCN a
dureza até cresceu até o terceiro passe, independente da posição radial de medida,
conforme figura 17.

47
Figura 188- Dureza versus passes axiais
Graficamente observa-se uma tendência de redução da dureza em camadas
mais internas radiais do cilindro, independentemente da ferramenta e do passe no
cilindro, conforme figura 18.
Figura 199- Dureza versus passes radiais

48
Figura 20- Dureza versus passes radiais e axiais da ferramenta
Os dois níveis de ferramentas, as quatro posições axiais e as três posições
radiais não apresentaram diferenças significativas quanto à dureza da superfície
usinada. Sua interação múltipla e tripla também não interfere na dureza.
De posse desses resultados e após análise e discussões do pré-teste, pode-se
observar com 95% de confiança que:
1. Independente do material da ferramenta e do raio da peça a dureza do
cilindro sentido axial é mantida constante;
2. Não existem interações múltiplas e triplas entre os níveis das variáveis
pesquisadas;
3. A variável, raio do cilindro, apresenta diferença significativa de dureza
medida, podendo comprometer a vida dos cilindros laminadores;
4. As durezas observadas para as ferramentas TiCN (Cinza) apresentaram
pequena tendência de serem maiores, sugerindo avaliação futura de possíveis
causas ou tendências contra as características das cerâmicas pretas;
49
5. Independente da ferramenta há tendência de crescimento da dureza após
os passes e no sentido axial apenas nas medidas radiais externas, o que
sugere mais investigação por se tratar de uma região mais externa do corpo de
prova ou porque no início do corte o acúmulo de energia térmica seja pequeno.
7.2. Teste comparativo de insertos
A ferramenta (branca) ZrO2, foi excluída do teste, por não ter suportado a alta
dureza do material utilizado, efetuando apenas um passe que nos impossibilitou a
geração dados suficientes para desenvolvermos uma análise comparativa.
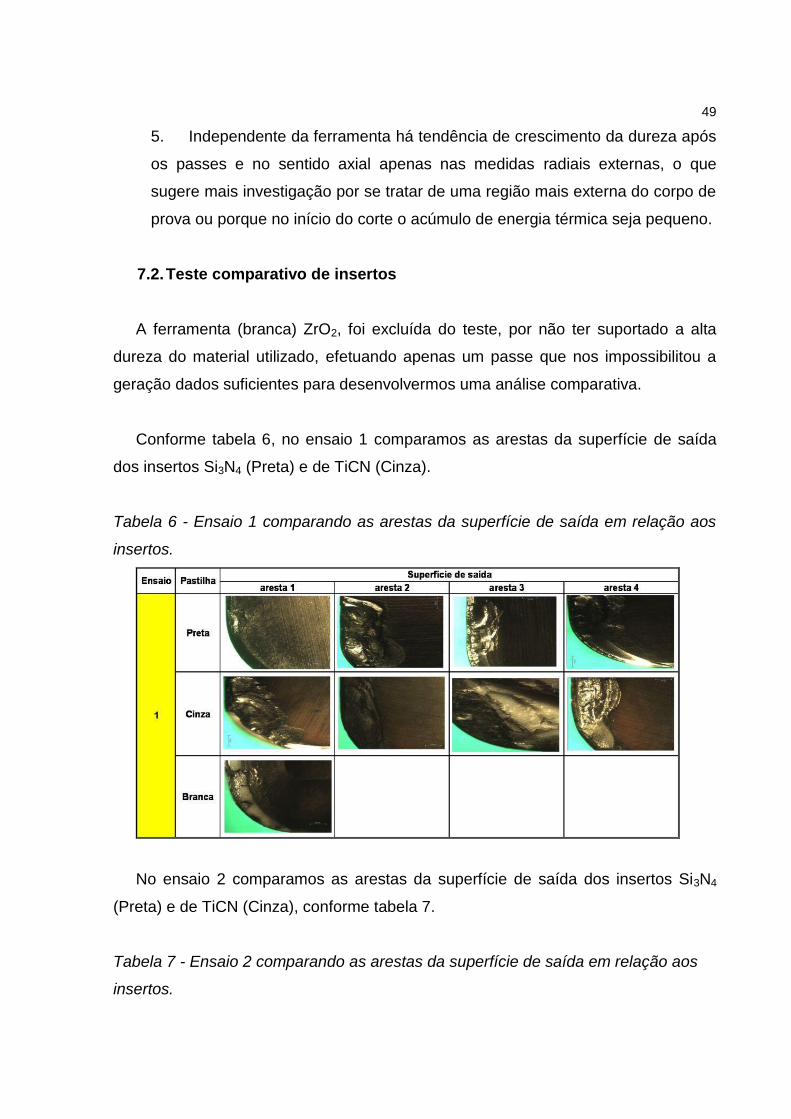
Conforme tabela 6, no ensaio 1 comparamos as arestas da superfície de saída
dos insertos Si3N4 (Preta) e de TiCN (Cinza).
Tabela 6 - Ensaio 1 comparando as arestas da superfície de saída em relação aos
insertos.
No ensaio 2 comparamos as arestas da superfície de saída dos insertos Si3N4
(Preta) e de TiCN (Cinza), conforme tabela 7.
Tabela 7 - Ensaio 2 comparando as arestas da superfície de saída em relação aos
insertos.

50
No ensaio 1 comparamos as arestas da superfície de folga principal dos insertos
Si3N4 (Preta) e de TiCN (Cinza), conforme tabela 8.
Tabela 8 - Ensaio 1 comparando as arestas da superfície de folga principal em
relação aos insertos.
No ensaio 2 comparamos as arestas da superfície de folga principal dos insertos
Si3N4 (Preta) e de TiCN (Cinza), conforme tabela 9.
Tabela 9- Ensaio 2 comparando as arestas da superfície de folga principal em
relação aos insertos.

51
No ensaio 1 comparamos as arestas da superfície de folga secundária dos
insertos Si3N4 (Preta) e de TiCN (Cinza), conforme tabela 10.
Tabela 10- Ensaio 1 comparando as arestas da superfície de folga secundária em
relação aos insertos.
No ensaio 2 comparamos as arestas da superfície de folga secundária dos
insertos Si3N4 (Preta) e de TiCN (Cinza), conforme tabela 11.
Tabela 11- Ensaio 2 comparando as arestas da superfície de folga secundária em
relação aos insertos.

CAPÍTULO 8
8. CONCLUSÕES
Para uma análise qualitativa da ferramenta no processo de faceamento pode-
se dizer que:
1. Apesar de se ter concluído pela igualdade da dureza do cilindro no
sentido axial, percebe-se que, tanto na superfície de saída A quanto
na superfície principal de folga Aα a ferramenta apresentou maior
avaria quando realizado o primeiro ensaio comparado a sua réplica,
independentemente do tipo de ferramenta;
2. Em ambos os ensaios a ferramenta cinza apresentou uma topografia
mais uniforme para a superfície A aliada à manutenção de seu raio de
ponta, o que é compatível com a manutenção do acabamento da
superfície usinada;

3. Para o caso da superfície principal de folga Aα percebe-se uma
inversão de comportamento em que a ferramenta preta apresentou-se
melhor quanto ao desgaste. Neste caso, pode-se sugerir o uso da
mesma quando adotado o comprimento de corte como critério de fim
da vida da ferramenta;
4. Quando analisada a superfície secundária de folga Aα’ pouca
diferença pôde ser observada, a não ser em poucas avarias da aresta
secundária da ferramenta cinza apenas no primeiro ensaio. Isto pode
comprometer o acabamento da peça, caso este seja o critério de fim
de sua vida.
CAPÍTULO 9
9. PROPOSTA DE TRABALHOS FUTUROS
Existem diversos trabalhos de pesquisa que precisam ser desenvolvidos
nesta área. Abaixo listo algumas propostas:
1. Continuar o desenvolvimento deste estudo, avaliando a rugosidade
superficial deixado pelas ferramentas após este percurso;
2. Desenvolver um estudo, avaliando estas ferramentas no torneamento
cilíndrico e a rugosidade superficial deixada pelas ferramentas após
um determinado percurso;
3. Avaliar o desgaste dos insertos SNGN 250924 em cerâmica de Nitreto
de Silício (Si3N4) na cor preta e a base de Óxido de Alumínio (Al2O3) e
Carbonitreto de titânio (TiCN) na cor Cinza, por critério de fim de vida
das ferramentas;

4. Analisar o comportamento dos insertos SNGN 250924 em cerâmica de
Nitreto de Silício (Si3N4) na cor preta e a base de Óxido de Alumínio
(Al2O3) e Carbonitreto de titânio (TiCN) na cor Cinza, trabalhando com
profundidades máximas indicadas pelos fabricantes.
CAPÍTULO 10
10. REFERÊNCIAS BIBLIOGRÁFICAS
ABRÃO, A. M.; ASPINWALL, D. K.; WISE, M. L. H., 1996. A vida de ferramentas e a
integridade das peças no torneamento de aços temperados. Máquinas e Metais,
p. 200-17, Abril-1996.
BALDONI, J. G.; BULJAN, S. J. T., 1988. Ceramics for machining. CeramicBulletin,
v. 67, nº 2, p. 381-7.
BOEHS, L.; CONSALTER, L. A.; ZEILMANN, R. P.: Características de Desgastes e
Avarias em Ferramentas Cermet no Torneamento de Aço ABNT 1045, 2000;
CHIAVERINI, V. Tecnologia Mecânica. Vol. I. São Paulo, Ed. McGraw-Hill, 1990.
COSTA, D. D., 1993. Análise dos parâmetros de torneamento de aços endurecidos,
Campinas: Faculdade de Engenharia Mecânica, UNICAMP, 110 p., Dissertação
de mestrado.
DINIZ, A. S.; MARCONDES, F. C.; COPPINI, N. L. “Tecnologia da usinagem dos
materiais”. 5ª ed, São Paulo: Artliber Editora Ltda., 2008.
EZUGWU, E. O.; WALLBANK, J., 1987. Manufacture e properties of ceramic cutting
tools: a review. Materials Science and Technology, v. 3, p. 881-7.
KLOCKE, F.; KLÖPPER, C. (2006), “Característica da usinagem do ferro fundido
nodular austemperado”, Máquinas e Metais, pp.148-165, Jul.
KOELSCH, J.R. (2000), “Ferramentas de carbeto... o estado da arte”, Máquinas e
Metais, pp. 186-201, Ago.
KOMANDURI, R.; SAMANTA, K., 1989. Ceramics. MetalsHandbook, v. 16, p. 98-
103, nona edição.

55
MACHADO, A.R.; DINIZ, A.E. (2000), “Vantagens e desvantagens do uso (ou não)
de fluidos de corte”, Máquinas e Metais, pp. 134-151, Dez.
MACHADO, A.R.; e Da SILVA, M.B.; Coelho, R. T; Abrão, A. M.- “Teoria da
Usinagem dos Materiais” 1ª ed. São Paulo: Editora Blucher, 2009.
MOMPER, F.J. (2000), “Usinagem a seco e de materiais endurecidos”, Máquinas e
Metais, pp. 30-43, Ago.
NAKAYAMA, K; ARAI, M.; KANDA, T. Machinig characteristics of hard materials.
Annals of the CIRP, v. 37/1, p. 89 – 92, 1988.
SANDVIK COROMANT DO BRASIL, 2002. O Mundo da Usinagem, p. 32.
SILVEIRA, J. (1983), ―Influência de fatores metalúrgicos na usinabilidade de ferros
fundidos FE6002, FE4212, FC25‖, Dissertação (Mestrado em Engenharia) –
Universidade Estadual de Campinas (UNICAMP), Campinas, SP, Brasil.
TELES, J. M. “Torneamento de ferro fundido nodular ferritizado com nióbio utilizando
ferramentas de metal duro”. 2007. 106 p. Dissertação de mestrado - Programa de
Pós-Graduação em Engenharia Mecânica – Universidade Federal de Itajubá,
Itajubá, MG.
TRENT, E. M. Metal Cutting. 3. ed.Londom: Butterworths, 1991. 273 p.
TRENT, E; WRIGHT, P. Metal Cutting. 4th ed. Boston, USA: Butterworth Heinemann,
2000.
SANTOS, S. C., DA SILVA, M. B., SALES, W. F., (2003), ―Estudo do desempenho
de brocas de aηo rαpido revestidas na furaηγo do ferro fundido GH 190 em
diferentes condiηυes de aplicaηγo de fluido de corte. ‖, Congresso Brasileiro de
Engenharia de Fabricaηγo, Uberlβndia, MG.
STEMMER, C. E. “Ferramentas de corte”. 2 ed., Florianópolis: ed. UFSC, 1989.
XAVIER, F. A. 2003. Aspectos Tecnológicos do torneamento do ferro fundido
vermicular com ferramentas de metal duro, cerâmicas, e CBN. Tese de mestrado
apresentado a Universidade federal de Santa Catarina.