Embed Size (px)
Citation preview

Planejamento e Controle da Qualidade
PLANEJAMENTO E CONTROLE DA
QUALIDADE
A qualidade dos produtos e serviços que a
operação produz
Demanda de produtos e serviços
Consumidores da operação produtiva
Fornecimento de produtos e serviços
Recursos de produção

Questões Chaves
Como podemos definir qualidade?Como podemos diagnosticar problemas de qualidade?Que passos levam à conformidade das especificações?Como o controle estatístico do processo pode ajudar no planejamento e controle da qualidade?Como a amostragem de aceitação pode ajudar o planejamento e controle da qualidade?

Porque Qualidade é tão importante?
Reduz custosMelhora as receitasReduz os preçosPromove a competitividadeFaz clientes fiéis

Maior qualidade tem efeito benéfico nos custos e na receita
LUCROS MAIORES
Custos menores deoperação
Receitas maiores
Menos necessidade decompetir em
preço
Melhores economiasde escala
Produtividade maior
Custos menores de
capital
Estoques menores
Tempo deprocessamento
menor
Custos de refugoe retrabalho
menores
Custo deserviços menores
Imagem melhor
QUALIDADE MELHOR
Volume devendas maior
Custos deinspeção e
testes menoresCusto de garantia
e reclamações menores

Como podemos definir a qualidade?
Cinco abordagens de qualidade:Abordagem transcedental
excelência inata
Abordagem baseada em manufaturaproduto corresponde às especificações
Abordagem baseada no usuárioproduto adequado a seu propósito
Abordagem baseada em produtoconjunto mensurável de características
Abordagem baseada em valorrelação custo-benefício


Qualidade é fazer certo da primeira vez

Como podemos definir a qualidade?
Qualidade - a visão da operaçãoQualidade é a conformidade consistente com as expectativas dos clientes.
Qualidade - a visão do cliente
ConformidadeExpectativa
A expectativa pode ser diferente para cada consumidorQualidade percebidaForça da imagem de um produto

Como podemos definir a qualidade?
Conciliação das visões de qualidade da operação e do consumidor
O objetivo da operação é satisfazer a expectativas.O consumidor busca sua satisfação
Expectativasdos
consumidoresrelativamente ao produtoou serviço
Percepçãodos
consumidoresrelativamenteao produtoou serviço
lacuna
Expectativasdos
consumidoresrelativamente ao produtoou serviço
Percepçãodos
consumidoresrelativamenteao produtoou serviço
lacuna
Expctativa > percepçãoQualidade pobre
Expctativa < percepçãoQualidade é boa

Como podemos definir a qualidade?
Conciliação das visões de qualidade da operação e do consumidor
A qualidade pode ser definida como o grau de adequação entreas expectativas dos consumidores e a percepção deles doproduto ou serviço;
Se a expectativa for maior que a sua percepção do produto, aqualidade percebida é POBRE;
Se a percepção do produto for maior que a sua expectativa, aqualidade percebida é ALTA;
Se a percepção do produto atende às expectativas, a qualidade percebida é ACEITÁVEL.
Leitura- Jaeger supera em serviço pg 554

Diagnosticando problemas de qualidade
Experiênciasprévias
Comunicaçãoboca a boca
Imagem doproduto ou serviço
Percepção dosconsumidoresrelativamenteao produtoou serviço
Especificações de qualidade do próprio
consumidor
Conceito dagerência quanto aproduto e serviço
Especificaçõesde qualidade
da organização
O Produto ouserviço real
Qualidade
Percebida
Expectativas dosconsumidores
relativamente aoproduto ou serviço
Domínio daoperação
Domínio doConsumidor

Diagnosticando problemas de qualidade
Experiênciasprévias
Comunicaçãoboca a boca
Imagem doproduto ou serviço
Percepção dosconsumidoresrelativamenteao produtoou serviço
Especificações de qualidade do próprio
consumidor
Conceito dagerência quanto aproduto e serviço
Especificaçõesde qualidade
da organização
O Produto ouserviço real
Existe lacuna?
lacuna1lacuna 2
lacuna 3
lacuna 4
Expectativas dosconsumidores
relativamente aoproduto ou serviço
Domínio daoperação
Domínio doConsumidor

Diagnosticando problemas de qualidade
lacuna 1: expectativas do consumidor versus especificações da operação
Ex.: O serviço da operadora de plano de saúde e o serviço esperado pelo associado quando ele fica doente.
lacuna 2: conceito da gerência versus especificação final do produto.
Ex.: No Concorde, a engenharia não conseguiu resolver seus problemas de consumo e ruído.
lacuna 3: especificações versus qualidade realAquele restaurante que tem um bom cardápio e uma boa cozinha mas o atendimento é abaixo da crítica
lacuna 4: qualidade real versus imagem comunicadaEx.: A operação da operadora de celular A é muito pobre, ao contrário do que ela tenta induzir pela propaganda.

Diagnosticando problemas de qualidadeResponsabilidade organizacional pelo fechamento das lacunas
lacunasAção requerida para garantir aqualidade percebida
Principal responsabilidadeorganizacional
lacuna 1 Garantir que haja consistênciaentre as especificações dequalidade internas do produtoou serviço e as expectativas dosconsumidores
MarketingOperaçõesDesenvolvimento de
produto/seviço
lacuna 2 Garantir que as especificaçõesinternas do produto ou serviçovão de encontro ao seu conceitopretendido ou projeto
MarketingOperaçõesDesenvolvimento deproduto/seviço
lacuna 3 Garantir que o produto ouserviço real esteja conformecom seus níveis de qualidadeinternamente especificados
Operações
lacuna 4 Garantir que as promessasfeitas aos consumidoresrelativamente ao produto ouserviço podem na realidade serpropiciadas pela operação
Marketing
lacuna de conformidade àespecificação

Conformidade à especificaçãoO planejamento e controle da qualidade pode ser dividido em seis passos:
Passo 1: Definir as características de Qualidade a serem controladosPasso 2: Definir como medir cada característica de qualidadePasso 3: Estabelecer padrões de QualidadePasso 4: Controlar a Qualidade contra os padrõesPasso 5: Encontrar e corrigir as causas da má QualidadePasso 6: Continuar a fazer melhoramentos
Obs. Este capítulo tratará dos 4 primeiros passos, os passos 5 e 6 serão tratados nos capítulos 18, 19 e 20

Conformidade à especificação
Passo 1: Definir as características de Qualidade a serem controlados
Muito do que define a qualidade de um produto ou serviço terá sido especificado no projeto.Mas nem todas especificações são examinadas, só serão examinadas as que trazem consequências nas características de qualidade.
Funcionalidade Conforto, potência, consumo, ruído... Segurança, atendimento, refeições...Aparência Estética, acabamento interno, cores... Decoração, limpeza, elegância da tripulaçãoConfiabilidade Baixo índice de defeitos e quebras... Pontualidade e consistência nos serviços.Durabilidade Vida útil e valor de revenda Frota renovada e boa manutençãoRecuperação Boa assistência técnica Pronta correção nas falhas do serviçoContato Competência e cortesia do pessoal Atendimento com cortesia e competência
Característica Carro Viagem aérea
Exemplo de características de qualidade de um carro e de uma viagem aérea
Leitura – Colocando dinheiro onde o erro está - pg 558

Conformidade à especificação
Passo 2: Definir como medir cada característica dequalidade
VariáveisAtibutos
Exemplo de: Medidas variáveis e atributos para características de qualidade
Característica Carro Viagem aéreaVariável Atributo Variável Atributo
Funcionalidade Potência medida, Ruído percebido, Índice de Segurança e Sabor das refeições,consumo medido Conforto sentido pontualidade bom atendimento
Aparência Número de manchas Cor dentro do padrão Número de assentos A tripulação estavana pintura especificado limpos bem vestida
Confiabilidade Tempo médio entre Boa confiabilidade Número de vôos Consistência dos falhas da mecânica pontuais serviços de terra.
Contato Número de vendas Os cliente sentiram-se Respostas favoráveis Sensação depor contato bem servidos de cortesia do pessoal ser bem atendido

Conformidade à especificação
Passo 3: Estabelecer padrões de QualidadeO padrão de qualidade é o nível de qualidade que define a fronteira entre o aceitável e o inaceitávelOs padrões podem:
ser limitados pelos fatores operacionais,mas precisam satisfazer as espectativas dos consumidores.
Leitura: Qualidade nos vinhos Torres – pg 560

Conformidade à especificação
Passo 4: Controlar a qualidade contra os padrões
Estabelecidos os padrões, deve-se garantir que os produtos estão conforme os padrões.Para fazer certo da primeira vez, sempre, os gerentes da organização devem tomar algumas decisões:
1) Onde as operações deveriam checadar se estão comforme os padrões?2) Eles devem checar cada cada produto ou usar uma amostra?3) Como as checagens devem ser feitas?

Conformidade à especificação
Passo 4: Controlar a qualidade contra os padrões• Onde as checagens deveriam acontecer?
Deve-se identificar os pontos do processo onde as checagens dos padrões são importantes:
• No início do processo• Durante o processo• Depois do processo
2) Checar toda produção ou uma amostra?• Checar todos, pode não ser possível ou econômico• Não existe garantia de que ao checar todos você checa tudo• Usar amostras para estimar a população pode levar a erros:
Erro do Tipo I : Fazer o que não deveria ser feito Erro do tipo II: Não fazer o que deveria ser feito

Conformidade à especificação
Passo 4: Controlar a qualidade contra os padrões
3. Como as inspecções devem ser feitas?Uma vez decidido que será feita amostragem, deve-seescolher o método de amostragem:
Controle Estatístico do ProcessoAmostragem de Aceitação
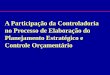
Evolução da Implantação de ISO

Controle Estatístico do Processo
+
25,4 0,2 25,4 0,2
76,2 0,4
25,4 0,1(pinos)
+ +
25,4 0,2
101,6 0,5
25,7 0,2(furos)
+
127,0 0,5
+ +++
Pinos afastados Pinos aproximados
Situações limites

Seguimento Nominal Tolerância
a: -25,40/2 0,10/2b: -76,20 0,40c: -25,40/2 0,10/2d: +26,70/2 0,20/2e: -25,40 0,20f: +101,6 0,50g: +26,70/2 0,20/2
Folga +1,30 1,40
Constatada interferência
Seguimento Nominal Tolerância
a: -25,40/2 (0,10/2)2
b: -76,20 (0,40)2
c: -25,40/2 (0,10/2)2
d: +26,70/2 (0,20/2)2
e: -25,40 (0,20)2
f: +101,6 (0,50)2
g: +26,70/2 (0,20/2)2
Folga +1,30 0,475
Satisfeita estatisticamente
ed
f g
Folga
c b a
+ ++ ++ ++

Controle Estatístico do ProcessoGráficos de Controle• O CEP não apenas INSPECIONA AMOSTRAS, mas tambémMONITORA O RESULTADO DE MUITAS AMOSTRAS AO LONGO DO TEMPO, para procurar tendências de crescimento/diminuição;• Se uma tendência é encontrada, deve-se INVESTIGAR suas causas,mesmo que a qualidade do processo esteja crescendo.
Medida de Qualidade
Tempo

Controle Estatístico do Processo
Variações na qualidade do processoCausas Comuns
Todos os processos variam. Causas comuns nunca podemser eliminadas, apenas reduzidas;
Faixa de tolerância ou especificaçãoVariação natural do processoA princípio, se a faixa de variação natural do processo está dentro da faixa de especificação, o processo está OK.
Peso do Arroz na Caixa (g)
200 206 212 200 206 212 200 206 212 200 206 212

Controle Estatístico do ProcessoCapabilidade do processo
É a medida da aceitabilidade da variação do processo. A medida de capabilidade Cp indica a variação natural do processo (± 3 s)
Faixa de especificaçãoLSTLIT
Variação natural de processo
Cp = 1
Variação natural de processo
Cpk > 1
Faixa de especificação
Variação natural de processo
Cp > 1
LSTLIT
LSTLITFaixa de especificação
Variação natural de processo
Cp < 1
Cp=LST - LIT
6s
LIT
Índice unilateral superior
Ius =LST - X
3s
Iui =X - LIT
3s
Índice unilateral inferior
Cpk= min. (Iui, Ius)
As vezes só o menor dos índices é usado para indicar sua capacidade (Cpk)
Faixa de especificaçãoLST

Controle Estatístico do Processo
Causas de variação assinaláveisAlém das causas comuns, podem ocorrer variações assinaláveis,
ou seja, pode-se “encontrar um culpado” pela variação,seja um funcionário mal treinado,equipamento velho e gasto, etc;
A questão é identificar, no gráfico de controle,qual as causas comuns equal as assinaláveis;
Solução: adoção de LIMITES DE CONTROLE,o que estiver dentro dos limites é causa comum,e o que estiver fora são causas assinaláveis;

Controle Estatístico do Processo
Medidade
Qualidade
LSC
3s3s
LIC
Tempo
Os limites de controle são usualmente estabelecido a ±3s da média da população, ou 0,3% de probabilidade decometer um erro tipo I.

Controle Estatístico do Processo
Tempo
Tempo
A média do processo muda com faixa constante
A faixa do processo muda com média constante

Controle Estatístico do Processo
Interpretação de gráficos de controle
UCL UCL
C/L C/L
LCL LCL
Comportamento alternante
Comportamento estranhamente na média

Controle Estatístico do ProcessoInterpretação de gráficos de controle
UCL
C/L
LCL
UCL
C/L
LCL
Dois pontos próximos dolimite de controle
Cinco pontos do lado da linhacentral

Controle Estatístico do ProcessoInterpretação de gráficos de controle
UCL
C/L
LCL
UCL
C/L
LCL
Tendência aparente de umsentido
Súbita mudança de nível

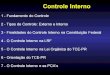
Amostragem de AceitaçãoDiferentemente do CEP, que controla os padrões de qualidadeDURANTE o processo, a amostragem de aceitação analisa lotes inteiros de matéria-prima (ANTES do processo) ou de produtos acabados (DEPOIS do processo);É baseada em atributos: proporção de certos ou errados,defeituoso ou aceitável;Corre-se o risco de se cometer um erro do tipo I ou II, pois julga-se a amostra como representante do todo;

Amostragem de AceitaçãoPlanos de Amostragem
A amostragem de aceitação envolve a determinação da média de uma amostra e comparação com um valor aceitável.
– Se a média é menor que o valor aceitável, o lote é aceito.– Se a média é maior que o valor aceitável, o lote é rejeitado.

Prob
abili
dade
deac
eita
ro
lote
0,4
1,0Erro do tipo I
Erro do tipo II
Porcentagem verdadeira de defeitos no lote0,4
1,0
Controle Estatístico do Processo
0,4
1,0
Aumento do tamanho da amostra

Amostragem de Aceitação
Críticas à amostragem de aceitação:Presume que algum erro é aceitável!A empresa “se conforma” com a quantidade de erro admissível e não tenta melhorarAbordagens como o TQM enfatizam no melhoramento contínuo de modo que se alcance o “sempre fazer certo da primeira vez”


Fonte: http://www.iso.org/iso/en/ISOOnline.frontpageThe ISO Survey of ISO 9001:2000 and ISO 14001 Certificates - 2003

Condições da EstradaDecisão Inseguras Seguras
Atravessar Erro do Tipo I Decisão Correta
Esperar Decisão Correta
Erro do Tipo II
Erro do Tipo I : Fazer o que não deveriaser feitoErro do tipo II: Não fazer o que deveriaser feito