Embed Size (px)
Citation preview

Desenvolvimento de SPC no corte de placas
de baterias AGM
Diana Cristina Vieira da Silva (Aluna n.º 65744)
Dissertação para grau de Mestre em
Engenharia Química
Orientadores:
Professora Doutora Maria de Fátima Guerreiro Coelho Soares Rosa (DEQ/IST)
Professor Doutor Miguel António Soares Casquilho (DEQ/IST)
Senhor Rui Manuel Sardinha (Exide Technologies)
Júri:
Professora Doutora Maria Filipa Gomes Ribeiro (DEQ/IST)
Professora Doutora Maria Cristina de Carvalho Silva Fernandes (DEQ/IST)
Senhor Rui Manuel Sardinha (Exide Technologies)
Dezembro de 2015


i
Agradecimentos
A concretização da presente Dissertação apenas foi possível devido a um conjunto de pessoas
que contribuíram com o seu intelecto, experiência e apoio, os quais quero expressar o meu profundo
agradecimento. Assim, posso particularizar e dirigir um especial agradecimento às pessoas que,
directamente, colaboraram cientificamente e afectivamente para a elaboração da Dissertação.
Em primeiro lugar, quero expressar o meu profundo agradecimento ao meu orientador da tese
de Mestrado, Professor Miguel Casquilho, pela sua disponibilidade, objectividade, curiosidade e por
ter estimulado o meu interesse pela área da Qualidade.
Igualmente, agradeço ao meu co-orientador e blackbelt, Rui Sardinha, da empresa Exide
Technologies, L.da
, pela inspiração, transmissão de conhecimento, nomeadamente, da metodologia
Six Sigma e do software InfinityQS que enriqueceram a presente Dissertação de Mestrado.
Estou imensamente grata pela oportunidade de ter realizado um estágio curricular na Exide
Technologies, L.da
que me fez evoluir em termos profissionais e pessoais. Um especial
agradecimento ao Dr. Pedro Fernandes, à Dr.ª Maria João Esteves e à Dr.ª Carla Afonso pela
confiança depositada.
Uma palavra de agradecimento ao Eng.º Tomé Vaz pela sua partilha de conhecimento
científico do processo de fabrico de baterias, que ajudou na elaboração de uma base fundamentada
que potenciou o arranque do tema da Dissertação.
Gostaria, ainda, agradecer à Eng.ª Bruna Pimenta, ao Eng.º André Barbosa e ao Sérgio
Rodrigues pelo acolhimento na Empresa, pelos seus conselhos oportunos e pela sua disponibilidade
em ajudar. Ao Filipe Costa pela sua boa disposição e pela sua palavra amiga sempre ao longo do
estágio curricular.
Sem esquecer, quero agradecer às Eng.as
Ana Pinto e Ana Gunas e Sr. Carlos Coelho pela
integração no ambiente industrial e pela boa disposição contagiante.
De uma forma geral, gostaria de agradecer a todos os operadores da Empresa que diariamente
colaboraram na execução de testes e análises que constituíram o cerne de desenvolvimento do tema.
Por último, mas não menos importante, queria agradecer à minha família, sobretudo aos meus
país e à minha irmã, por me terem disponibilizado frequentar o ensino superior numa instituição de
referência como o Instituto Superior Técnico e pela motivação ao longo destes anos. Quero
agradecer especialmente ao meu namorado Agostinho Torres pelo apoio incondicional, pela
paciência, por ter abdicado parte do seu tempo para me ajudar.
A todos, um sincero obrigado.

ii
(Página intencionalmente deixada em branco)

iii
Resumo
O mercado actual é cada vez mais concorrencial, exercendo pressão nas empresas para que
obtenham produtos com maior qualidade, a preços competitivos e com resposta rápida. A satisfação
dos clientes é essencial para atingir o sucesso das empresas, que, apostam cada vez mais na
melhoria contínua dos processos e produtos, recorrendo a metodologias de qualidade como
Seis Sigma.
A presente Dissertação de Mestrado deriva de um estágio proporcionado pela fábrica de
baterias Exide Technologies, L.da
, no âmbito da Melhoria Contínua. O objectivo desta Dissertação
consiste na implementação de um sistema de controlo estatístico no processo de corte de placas, que
visa diminuir a variabilidade da altura de corte das placas e garantir que os requisitos são cumpridos
antes de serem enviadas para montagem.
Para o desenvolvimento do projecto, recorreu-se à metodologia Seis Sigma, adoptando o
sistema DMAIC, que, em conjunto com ferramentas de Estatística e de Gestão pela Qualidade Total,
permitem identificar as causas-raiz que acentuam a variabilidade da altura de corte. As causas
seleccionadas foram: falta de esquadria, ajuste incorrecto dos discos de corte, folga nas medições,
etc., que foram analisadas individualmente, de modo a reconhecer o seu impacto na variabilidade da
altura de corte. As causas mais influentes foram eliminadas através da implementação de alterações
no processo de corte e no sistema de medição, obtendo-se um processo estável e capaz de produzir
conforme a especificação. Por último, foram estabelecidos sistemas de controlo que permitem que o
processo se mantenha estável e controlado ao longo do tempo.
Palavras-chave: Altura de corte, Controlo Estatístico do Processo, DMAIC, ferramentas da
Qualidade Total, Melhoria Contínua, Seis Sigma.

iv
(Página intencionalmente deixada em branco)

v
Abstract
The current market is increasingly competitive, which puts pressure on companies to produce
higher quality products, with competitive prices and quick response. Customers’ satisfaction is
essential to achieve the success of companies, which thus are increasingly focused on continuous
improvement of processes and products, using Quality methodologies, such as Six Sigma.
The present Dissertation results from an internship provided by the batteries production plant
Exide Technologies, L.da
. The main purpose of this study was the implementation of a statistical
process control (SPC) in the cutting section, a study which aims to reduce the variability of the cutting
height of plates to ensure the requirements are fulfilled to be sent to assembly.
For the development of the project, the DMAIC approach (Define, Measure, Analyze, Improve,
Control) was adopted, as well as several total quality management and statistics tools. This approach
identifies the failures and the causes responsible for the variability of the plates cutting height. The
selected causes were: right-angled-ness of grids, incorrect adjustment of cutting discs, clearance
during measures, etc. These causes were analyzed individually, in order to recognize their impact on
cutting height. The causes with significant impact on the variability of cutting height were eliminated by
implementing procedures in the process and in the measurement system.
After the elimination of the main causes, the quality of cutting height increased and the process
became in control and capable to produce plates according to the specification. At last, control
systems were established to maintain the stability of the cutting process.
Keywords: Cutting height, DMAIC, Total Quality Management tools, Continuous Improvement, Six
Sigma, SPC.

vi
(Página intencionalmente deixada em branco)

vii
Índice
AGRADECIMENTOS ............................................................................................................................... I
RESUMO ................................................................................................................................................ III
ABSTRACT ............................................................................................................................................. V
ÍNDICE DE FIGURAS ............................................................................................................................ IX
ÍNDICE DE TABELAS .......................................................................................................................... XIII
LISTA DE ABREVIATURAS E SIGLAS ................................................................................................XV
CAPITULO 1 – ANTECEDENTES E MOTIVAÇÃO ............................................................................... 1
1.1 ENQUADRAMENTO DO TEMA ................................................................................................... 1
1.2 ESTRUTURA DA DISSERTAÇÃO ............................................................................................... 2
CAPITULO 2 – O GRUPO EXIDE TECHNOLOGIES ............................................................................ 3
2.1 HISTÓRIA DA EXIDE TECHNOLOGIES, L.DA
, ............................................................................... 3
2.2 MISSÃO, VISÃO E VALORES DA EXIDE TECHNOLOGIES, L.DA
, .................................................... 4
CAPITULO 3 – BATERIAS CHUMBO-ÁCIDO ....................................................................................... 5
3.1 BREVE HISTÓRIA DAS BATERIAS CHUMBO-ÁCIDO...................................................................... 5
3.2 TIPOS DE BATERIA CHUMBO-ÁCIDO ......................................................................................... 6
3.2.1 Baterias de ácido livre ....................................................................................... 6
3.2.2 Baterias VRLA ................................................................................................... 7
3.3 CONSTITUIÇÃO DAS BATERIAS AGM ....................................................................................... 8
3.4 FUNCIONAMENTO DAS BATERIAS AGM ................................................................................. 11
3.4.1 Processos de descarga e carga ...................................................................... 11
3.4.2 Recombinação de gases ................................................................................. 12
SINOPSE ....................................................................................................................................... 12
CAPITULO 4 - PROCESSO DE FABRICO DE BATERIAS AGM ....................................................... 13
4.1 PRODUÇÃO DAS ARMADURAS ............................................................................................... 13
4.2 PRODUÇÃO DE PASTAS ........................................................................................................ 14
4.2.1 Produção de óxido de chumbo ........................................................................ 14
4.2.2 Fabrico de pastas ............................................................................................ 15
4.2.3 Empastamento das armaduras ........................................................................ 15
4.2.5 Formação das tiradas ...................................................................................... 16
4.3 CORTE DE PLACAS ............................................................................................................... 17
4.4 MONTAGEM DE BATERIAS ..................................................................................................... 17
4.5 CARGA E QUARENTENA ....................................................................................................... 17
4.6 ACABAMENTO...................................................................................................................... 18
SINOPSE ....................................................................................................................................... 18

viii
CAPITULO 5 – CONTROLO ESTATÍSTICO NO CORTE DE PLACAS.............................................. 19
5.1 CONTROLO ESTATÍSTICO DO PROCESSO .............................................................................. 19
5.1.1 Ferramentas de Gestão pela Qualidade Total ................................................ 20
5.1.2 Capacidade do processo ................................................................................. 22
5.2 METODOLOGIA SEIS SIGMA .................................................................................................. 23
5.3 DEFINIR (DMAIC) ............................................................................................................... 25
5.3.1 Processo .......................................................................................................... 25
5.3.2 Produto ............................................................................................................ 27
5.3.3 Defeitos das placas.......................................................................................... 29
5.3.4 Altura de corte .................................................................................................. 30
5.4 MEDIR (DMAIC) ................................................................................................................. 31
5.4.1 Equipamento de Medição ................................................................................ 31
5.4.2 Método de medição da altura de corte ............................................................ 32
5.4.3 Validação do sistema de medição ................................................................... 33
5.4.4 Projecto InfinityQS ........................................................................................... 39
5.4.5 Projecto de medição da altura de corte ........................................................... 42
5.5 ANALISAR (DMAIC) ............................................................................................................ 44
5.5.1 Falta de esquadria nas armaduras .................................................................. 46
5.5.2 Afinação dos discos de corte ........................................................................... 49
5.5.3 Formação dos operadores ............................................................................... 51
5.5.4 Calibração do paquímetro ............................................................................... 52
5.5.5 Limpeza do paquímetro ................................................................................... 53
5.5.6 Folga no paquímetro ........................................................................................ 54
5.6 MELHORAR (DMAIC) .......................................................................................................... 57
5.6.1 Esquadria das armaduras ................................................................................ 57
5.6.2 Nova especificação da altura de corte............................................................. 60
5.6.3 Formação e treino dos operadores.................................................................. 62
5.6.4 Sistema de limpeza do paquímetro ................................................................. 64
5.6.5 Inclinação do paquímetro ................................................................................ 66
5.6.6 Aumento do peso do paquímetro .................................................................... 68
5.6.7 Estudo M.S.A. ao sistema de medição ............................................................ 70
5.7 CONTROLAR (DMAIC) ......................................................................................................... 71
SINOPSE ....................................................................................................................................... 74
CONCLUSÕES ..................................................................................................................................... 75
REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................................................... 77
ANEXOS................................................................................................................................................ 81
A. FASE DEFINIR ........................................................................................................................... 81
B. FASE MEDIR .............................................................................................................................. 82
C. FASE ANALISAR ......................................................................................................................... 84
D. FASE MELHORAR ...................................................................................................................... 89
E. FASE CONTROLAR ..................................................................................................................... 95

ix
Índice de figuras
Figura 2.1 – Diversas marcas de baterias industriais produzidas pelo Grupo Exide. .............................................. 3
Figura 2.2 – Cronologia do Grupo Exide (Exide Technologies, Lda s.d.) ................................................................ 4
Figura 3.1 – Bateria chumbo-ácido de Gaston Planté (Jones 2004). ...................................................................... 6
Figura 3.2 - Esquema dos tipos de baterias chumbo-ácido e (na linha inferior) tecnologias correspondentes. ...... 6
Figura 3.3 - Baterias GroE (Infotec s.d.). ................................................................................................................. 6
Figura 3.4 – Baterias de Gel (lado esquerdo) (Infotec s.d.).e AGM (lado direito) (ExideTechnologies 2005) ......... 7
Figura 3.5 Constituição das baterias AGM (Veit s.d.). .......................................................................................... 8
Figura 3.6 - Placa positiva (lado esquerdo) e placa negativa (lado direito). ............................................................ 9
Figura 3.7 Jogo de uma bateria. ......................................................................................................................... 10
Figura 3.8 Bateria aberta e sem electrólito. ........................................................................................................ 10
Figura 3.9 – Reacções de descarga e de carga. ................................................................................................... 11
Figura 3.10 Reacções de recombinação de gases nos eléctrodos positivos e negativos. ................................. 12
Figura 4.1 Diagrama de blocos do processo produtivo de baterias AGM. .......................................................... 13
Figura 4.2 - (a) Armaduras de painel duplo, (b) Armadura de painel simples, (c) Máquina de fundição. .............. 14
Figura 4.3 – Esquema simplificado da produção de óxido de chumbo por moagem. ............................................ 14
Figura 4.4 Amassadora do fabrico de pasta. ...................................................................................................... 15
Figura 4.5 a) Empastamento das armaduras, b) Secagem de tiradas, c) Tiradas após empastamento. ........... 15
Figura 4.6 Sala dos tanques de formação. ......................................................................................................... 16
Figura 4.7 a) Armar jogos, b) Soldadura das uniões, c) Termo-soldadura, d) Soldadura dos terminais. ............ 17
Figura 4.8 Baterias nas mesas de carga com os tampões de carga. ................................................................. 18
Figura 5.1 Diagrama de caixa (A, outlier; B, 4º quartil; C, 2º e 3º quartis; D, 1º quartil). .................................... 21
Figura 5.2 Nível de sigma em função das unidades defeituosas (em ppm) que não cumprem especificação.
(Forrest 2003). ....................................................................................................................................................... 24
Figura 5.3 Ciclo PDCA (Plan-Do-Check-Analyze) .............................................................................................. 24
Figura 5.4 Fluxograma do sistema DMAIC segundo a metodologia Seis Sigma................................................ 25
Figura 5.5 – Diagrama de Pareto da produção de sucata de Março e Abril em função da máquina de corte. ...... 25
Figura 5.6 a) Tiradas de painel duplo XP+, b) Introdução de tiradas na máquina de corte, c) Corte e limpeza
das patilhas e corte das tiradas, d) Placas obtidas após corte, e) Placas obtidas após escovagem. ................... 26
Figura 5.7 SIPOC do processo de corte de placas. ............................................................................................ 26
Figura 5.8 Fluxograma do processo de corte de placas. .................................................................................... 27
Figura 5.9 – Definição de produto (Y) em função de inputs, outputs e factores de ruído e controláveis. .............. 27
Figura 5.10 Tiradas de painel duplo (lado esquerdo) e tirada de painel simples (lado direito). .......................... 28
Figura 5.11 – Diagrama de Pareto da produção de sucata de Março e Abril em função do tipo de placas. ......... 28
Figura 5.12 Carta de controlo p da proporção de placas XP+ defeituosas produzidas em Março. .................... 28
Figura 5.13 – Diagrama de Pareto dos defeitos das placas não formadas de Março e Abril. ............................... 29
Figura 5.14 – Diagrama de Pareto da sucata das placas XP+ em função do defeito entre Março e Abril ............ 30
Figura 5.15 – Esquema da altura de corte das placas. ......................................................................................... 30
Figura 5.16 – Esquema da composição de jogos (lado esquerdo) e desfasamento no alinhamento das patilhas
(lado direito)........................................................................................................................................................... 30
Figura 5.17 – Constituição do paquímetro digital: parte fixa (onde são colocadas as placas) e parte móvel (que
mede as placas). ................................................................................................................................................... 32
Figura 5.18 – Posicionamento correcto das placas do lado esquerdo e do lado direito no paquímetro. ............... 33
Figura 5.19 – Componentes de variação de um sistema de medição. .................................................................. 33
Figura 5.20 Desvio-padrão, variação dos componentes do teste R&R e número de categorias distinguidas pelo
sistema de medição para as placas de cada lado. ................................................................................................ 36
Figura 5.21 Cartas de controlo 𝑋 e R da altura de corte das placas do lado esquerdo por cada operador. ....... 37
Figura 5.22 Cartas de controlo 𝑋 e R das placas do lado direito por cada operador. ......................................... 37

x
Figura 5.23 – Altura de corte média de cada placa do lado esquerdo e do lado direito, respectivamente. ........... 38
Figura 5.24 Diagramas de caixa da altura de corte das placas do lado esquerdo de cada operador (sendo, na
caixa, o ponto a média e o traço a mediana). ........................................................................................................ 38
Figura 5.25 Interacção entre as alturas de corte média das placas e os operadores. ........................................ 39
Figura 5.26 – Principais constituintes do projecto InfinityQS da altura de corte. ................................................... 40
Figura 5.27 Configuração da entrada de dados do projecto InfinityQS da altura de corte. ................................ 41
Figura 5.28 Selecção de dados das cartas de controlo 𝑿 e R no InfinityQS da altura de corte. ......................... 41
Figura 5.29 a) Barra das Cartas incluídas no projecto, b) Cartas de controlo 𝑿 e R (cópia de ecrã) produzidas
para as placas de ambos os lados, c) botões de acesso. ..................................................................................... 41
Figura 5.30 – Carta de controlo p (cópia de ecrã), de dimensão variável, da sucata produzida na secção de corte.
.............................................................................................................................................................................. 42
Figura 5.31 Cartas de controlo 𝑿 (e não X, apresentado pelo software) e R da altura de corte antes da
implementação de acções correctivas. .................................................................................................................. 42
Figura 5.32 Diagrama de caixa das alturas de corte das placas XP+ de cada lado da máquina de corte. ........ 43
Figura 5.33 – Histogramas das alturas de corte das placas XP+ de cada lado. .................................................... 44
Figura 5.34 - Diagrama causa-efeito da variabilidade da altura de corte detectada no sistema de medição. ....... 45
Figura 5.35 a) Armadura com esquadria correcta, b), c) e d) Falta de esquadria nas armaduras. ..................... 46
Figura 5.36 – Cércea utilizada no teste por atributos à esquadria das armaduras. ............................................... 46
Figura 5.37 Carta de controlo p da proporção de armaduras fora de esquadria produzidas em Março. ............ 47
Figura 5.38 – Esquema das medições das alturas das placas e medição das placas através do paquímetro. .... 47
Figura 5.39 – Cartas de controlo IX e mR das alturas A e B das placas do lado esquerdo. ................................. 47
Figura 5.40 – Cartas de controlo IX e mR das alturas C e D das placas do lado direito. ...................................... 48
Figura 5.41 Diagramas de caixa das alturas das placas do lado esquerdo (A, B) e do lado direito (C, D). ........ 48
Figura 5.42 Cartas de controlo 𝑿 e R da altura de corte das placas XP+ obtidas em cada lado........................ 49
Figura 5.43 Diagrama de caixa da altura de corte das placas XP+ obtidas em cada lado. ................................ 50
Figura 5.44 – Histogramas da altura de corte das placas obtidas em cada lado na máquina de corte. ................ 50
Figura 5.45 – Histogramas das alturas de corte das placas obtidas em cada lado da máquina de corte, segundo a
nova especificação. ............................................................................................................................................... 51
Figura 5.46 Cartas de controlo 𝑿 e R da altura de corte das placas XP+ sem formação dos operadores. ........ 52
Figura 5.47 Acumulação de pó de chumbo no paquímetro (alaranjado). ........................................................... 53
Figura 5.48 – a) Folga nas medições e b) Folga na calibração do paquímetro. .................................................... 54
Figura 5.49 – Inclinação do paquímetro no teste 1 e no teste 2. ........................................................................... 55
Figura 5.50 – Resultados às variâncias da altura de corte com e sem peso adicional no paquímetro.................. 56
Figura 5.51 Carta de controlo p da proporção de armaduras XP+ produzidas fora de esquadria. ..................... 58
Figura 5.52 – Diagramas de caixa da proporção de armaduras obtidas fora de esquadria em função das
máquinas de fundição antes e depois das medidas correctivas. ........................................................................... 59
Figura 5.53 – Produção de falta de esquadria das placas XP+ na secção de corte entre Março e Junho. ........... 59
Figura 5.54 Diagramas de caixa das alturas das placas do lado esquerdo (A, B) e do lado direito (C, D). ........ 60
Figura 5.55 Cartas de controlo 𝑿 e R da altura de corte das placas segundo a nova especificação. ................ 61
Figura 5.56 – Histogramas das alturas de corte das placas do lado esquerdo com a antiga (esquerda) e com a
nova (direita) especificação. .................................................................................................................................. 61
Figura 5.57 Cartas de controlo 𝑿 e R para altura de corte das placas XP+ antes e após a formação. .............. 62
Figura 5.58 – Diagramas de caixa da variância, desvio-padrão da altura de corte das placas do lado esquerdo e
direito antes e após formação. .............................................................................................................................. 63
Figura 5.59 – Diagramas de caixa da altura de corte obtidas em cada lado antes e após formação dos
operadores. ........................................................................................................................................................... 64
Figura 5.60 Diagramas de caixa da altura de corte obtidas com e sem limpeza do paquímetro. ....................... 65
Figura 5.61 – Histogramas das alturas de corte das placas do lado esquerdo obtidas sem e com limpeza do
paquímetro. ........................................................................................................................................................... 65
Figura 5.62 – Histogramas das alturas de corte das placas obtidas do lado direito da máquina de corte medidas
sem e com limpeza do paquímetro. ....................................................................................................................... 66

xi
Figura 5.63 – Diagramas de Caixa das alturas de corte obtidas com inclinação de 50º e 70º. ............................. 67
Figura 5.64 Histogramas das alturas de corte das placas do lado esquerdo obtidas com 50º e 70º de inclinação
do paquímetro. ...................................................................................................................................................... 67
Figura 5.65 – Histogramas das alturas de corte das placas do lado direito obtidas com 50º e 70º de inclinação do
paquímetro. ........................................................................................................................................................... 68
Figura 5.66 – Paquímetro antes da melhoria (lado esquerdo) e após adição da peça (lado direito) ..................... 68
Figura 5.67 – Diagramas de caixa da altura de corte dobtidas com e sem peso adicional no paquímetro. .......... 69
Figura 5.68 – Histogramas das alturas de corte das placas do lado esquerdo obtidas sem e com adição de peso
no paquímetro. ...................................................................................................................................................... 69
Figura 5.69 – Histogramas das alturas de corte do lado direito obtidas com e sem peso no paquímetro. ............ 70
Figura 5.70 Desvio-padrão e variação dos componentes do teste R&R do sistema de medição para as placas
do lado esquerdo e do lado direito após melhorias. .............................................................................................. 71
Figura 5.71 Ajuda visual do lado que está a ser medido. ................................................................................... 72
Figura 5.72 Aviso no projecto InfinityQS para fazer a calibração do paquímetro. .............................................. 72
Figura 5.73 Placas fora de controlo (fundo amarelo) e dados fora de especificação (vermelho). ...................... 73
Figura 5.74 Cartas de Controlo 𝑿 e R da altura de corte após a implementação das acções de melhoria. ....... 73

xii
(Página intencionalmente deixada em branco)

xiii
Índice de Tabelas
Tabela 3.1 - Composição das ligas utilizadas na produção de armaduras positivas e negativas (Infotec s.d.). ...... 8
Tabela 3.2 - Composição das pastas positivas e negativas (Infotec s.d.). .............................................................. 9
Tabela 5.1 - Interpretação dos índices de capacidade Cp e Cpk. ........................................................................... 23
Tabela 5.2- Critérios de aceitação dos testes R&R segundo AIAG. ...................................................................... 34
Tabela 5.3 – Hipóteses admitidas no teste ao sistema de medição das alturas de corte. ..................................... 34
Tabela 5.4 – Resultados do método ANOVA ao sistema de medição para as alturas de corte das placas obtidas
de cada lado. ......................................................................................................................................................... 35
Tabela 5.5 - Contribuição dos componentes de variação do sistema de medição para as alturas de corte. ........ 35
Tabela 5.6 - Contribuição dos componentes de variação do sistema de medição das alturas de corte................ 36
Tabela 5.7 - Hipóteses admitidas no teste às diferenças entre as alturas de corte das placas de cada lado ....... 43
Tabela 5.8 – Resultados do teste à diferença entre a altura de corte do lado esquerdo e direito. ........................ 43
Tabela 5.9 - Plano de verificação de causas. ........................................................................................................ 45
Tabela 5.10 - Hipótese admitidas no teste à diferença entre as alturas das placas. ............................................. 48
Tabela 5.11 – Resultados dos testes às médias das alturas das placas do lado esquerdo e direito. ................... 49
Tabela 5.12 – Resultado do teste One-Sample Z à altura de corte das placas obtidas em cada lado. ................. 50
Tabela 5.13 – Hipóteses admitidas no teste à diferença entre alturas de corte obtidas com e sem calibração. ... 52
Tabela 5.14 - Resultados do teste à diferença entre as médias das alturas de corte com calibração realizada no
início do teste e em todas as placas. ..................................................................................................................... 52
Tabela 5.15 – Hipóteses admitidas do teste à diferença entre as alturas de corte obtidas com e sem limpeza do
paquímetro ............................................................................................................................................................ 53
Tabela 5.16 - Resultados do teste à diferença entre as alturas de corte com e sem limpeza do paquímetro. ...... 53
Tabela 5.17 – Hipóteses admitidas no teste à diferença as alturas de corte obtidas com limpeza no início ou em
todas as medições. ................................................................................................................................................ 54
Tabela 5.18 - Resultados do teste à diferença da média das alturas de corte obtidas com limpeza no início do
teste ou em cada medição. ................................................................................................................................... 54
Tabela 5.19 – Hipóteses admitidas no teste à diferença entre as alturas de corte obtidas com uma inclinação do
paquímetro de 50º e 70º. ....................................................................................................................................... 55
Tabela 5.20 - Resultados do teste à diferença da média das alturas de cortes com inclinação do paquímetro de
50º e de 70º. .......................................................................................................................................................... 55
Tabela 5.21 – Hipóteses admitidas no teste à diferença da média das alturas de corte obtidas sem e com peso
adicional no paquímetro. ....................................................................................................................................... 56
Tabela 5.22 - Resultados do teste à diferença da média das alturas de corte com e sem peso no paquímetro. .. 56
Tabela 5.23 - Hipótese do teste à variância das alturas de corte com e sem peso no paquímetro. ...................... 56
Tabela 5.24 - Resultados do teste à variância das alturas de corte com e sem peso no paquímetro. .................. 57
Tabela 5.25 – Hipóteses admitidas no teste às alturas das placas após alterações na fundição. ........................ 59
Tabela 5.26 - Resultados do teste à diferença da altura média das placas de cada lado. .................................... 60
Tabela 5.27 - Hipótese admitidas no teste à variância das alturas de corte antes e após formação. ................... 62
Tabela 5.28 - Resultados do teste à variância das alturas de corte antes e após formação dos operadores. ...... 63
Tabela 5.29 – Hipóteses admitidas no teste à diferença entre as alturas de corte antes e após formação. ......... 63
Tabela 5.30 – Resultados do teste à diferença da média das alturas de corte antes e após formação dos
operadores. ........................................................................................................................................................... 64
Tabela 5.31 – Hipóteses admitidas no teste à diferença das alturas de corte com e sem limpeza do paquímetro.
.............................................................................................................................................................................. 65
Tabela 5.32 – Resultados do teste à diferença da média das alturas de corte obtidas com e sem limpeza do
paquímetro. ........................................................................................................................................................... 65
Tabela 5.33 – Hipóteses admitidas no teste à diferença da média das alturas de corte obtidas com inclinação do
paquímetro de 50º e 70º. ....................................................................................................................................... 67
Tabela 5.34 - Resultados do teste à diferença da média das alturas de corte obtidas com inclinação do
paquímetro de 50º e 70º. ....................................................................................................................................... 67

xiv
Tabela 5.35 – Hipóteses admitidas no teste à diferença da média das alturas de corte com e sem peso adicional
no paquímetro. ...................................................................................................................................................... 69
Tabela 5.36 - Resultados do teste da média das alturas de corte obtidas com e sem peso de cada lado. ........... 69
Tabela 5.37 - Resultados do método ANOVA ao sistema de medição das alturas de corte das placas de cada
lado após a implementação das melhorias. .......................................................................................................... 70
Tabela 5.38 - Contribuição dos componentes de variação do sistema de medição após melhorias. .................... 71
Tabela 5.39 - Contribuição dos componentes de variação do sistema de medição Após melhorias. ................... 71
Tabela 5.40 - Instrução de controlo de qualidade do teste de à altura de corte das placas. ................................. 72
Tabela 5.41- Média e desvio-padrão das placas obtidas do lado esquerdo e direito da máquina de corte. .......... 73

xv
Lista de abreviaturas e siglas
α Nível de significância
σ Desvio-padrão
�̂� – Desvio-padrão estimado
3BS Sulfato tribásico de chumbo (3PbO.PbSO4.H2O)
4BS Sulfato tetrabásico de chumbo (4PbO.PbSO4)
AGM Baterias de material de vidro absorvente (Absorbent glass mat ou Absorved glass mat)
AIAG Grupo Acção Industrial Automóvel (Automotive Industry Action Group)
ANOVA Função estatística que estima a variância através das médias de duas populações
BE+ Placa/tirada positiva de painel simples não formada
BV - Placa/tirada negativa de painel simples não formada
CEP Controlo Estatístico do Processo
CH – Castanheira do Ribatejo
Cp Índice de capacidade potencial do processo
Cpk Índice de capacidade do processo
Cpm Índice de capacidade do processo em relação ao alvo
D3, D4, d3, d2 – parâmetros estatísticos utilizados na estimativa dos limites de controlo
DF – Graus de liberdade
DMAIC – Sistema de desenvolvimento de projectos segundo a metodologia Seis Sigma (Define-
Measure-Analyze-Improve-Control)
DMADV – Sistema de desenvolvimento de projectos segundo a metodologia Seis Sigma (Define-
Measure-Analyze-Design-Verify)
DFSS – Sistema de desenvolvimento de projectos segundo a metodologia Seis Sigma (Design For
Six Sigma)
D.O.E Design Of Experiments
F – Teste estatístico segundo a distribuição F
GroE Modelo de bateria de ácido livre produzida na Exide Technologies
H0 – Hipótese nula
H1 – Hipótese alternativa
InfinityQS – Software de controlo estatístico
IT – Instruções de trabalho
IX – Carta de controlo de valores individuais
LC – Linha Central da carta de controlo
LIC – Limite Inferior de Controlo
LIE – Limite Inferior de Especificação
LSC – Limite Superior de Controlo
LSE – Limite Superior de Especificação
M.S.A. – Análise do Sistema de Medição (Measurement System Analysis)

xvi
Minitab – Software estatístico
MS – Média das diferenças quadráticas
mR – Amplitude móvel
n – Dimensão da amostra
NF – Tirada/Placa não formada
p – Proporção de defeituosos
PC – Tirada/Placa Pré-carregada
PDCA – Ciclo de Planear, Executar, Verificar, Analisar (Plan, Do, Check, Analyse)
Pp – Índice do desempenho potencial do processo
Ppk – Índice do desempenho do processo
PPM – Partes por milhão
Q1 – 1º quartil da distribuição de valores
Q3 – 3º quartil da distribuição de valores
R – Amplitude
R&R – Repetibilidade e Reprodutibilidade
s – Desvio-padrão da amostra
s2 – Variância da amostra
SIPOC – Diagrama Fornecedores, Matérias-primas, Processo, Produtos, Clientes (Suppliers, Inputs,
Process, Outputs, Customers)
SOC – Estado de carga da bateria (state of charge)
SPC – Controlo Estatístico do Processo (Statistical Process Control)
SS – Soma das diferenças quadráticas
TBS – Marca da máquina de corte automática
UC- – Placa/tirada negativa não formada de painel duplo
UPS – Uninterruptible Power Supply
VRLA – Baterias chumbo-ácido com válvula regulada (Valve Regulated Lead-Acid)
Y – Variáveis de saída do processo
X – Factores controláveis do processo
�̅� – Média da amostra
XP+ – Placa/tirada positiva não formada de painel duplo
Wirtz – Grupo de máquinas de fundição de armaduras
Z – Factores de ruído (incontroláveis) do processo
z – Distribuição normal reduzida

1
Capitulo 1 – Antecedentes e motivação
Actualmente, as organizações lidam com um mercado muito competitivo que exerce pressão
para que apresentem, progressivamente, produtos de qualidade mais elevada, conseguindo preços
reduzidos e resposta rápida. Neste sentido, é necessária, por parte das empresas, uma aposta em
projectos na área da Melhoria Contínua em relação aos processos e aos produtos.
A dissertação de Mestrado desenvolvida resulta do estágio realizado na fábrica da Exide
Technologies, L.da
, em Castanheira do Ribatejo (Vila Franca de Xira), no domínio da Melhoria
Contínua, que visa a implementação dum posto de controlo estatístico associado ao processo de
corte. Este controlo permite a monitorização da altura de corte das placas obtidas no processo,
incrementando o nível de qualidade das placas e possibilita a detecção rápida de não-conformidades,
contribuindo, assim, nomeadamente mediante a diminuição do custo de sucata, para maior
produtividade e eficiência do processo.
1.1 Enquadramento do tema
A altura de corte duma placa representa a sua altura total, incluindo a patilha que permite a
transferência de energia eléctrica. A referida altura é um parâmetro fulcral no processo de fabrico de
baterias, uma vez que, na montagem, as patilhas das placas devem estar niveladas e alinhadas, para
que a soldadura dos jogos que as agruparão seja correctamente efectuada, permitindo a passagem
adequada da corrente eléctrica.
O estudo foi iniciado na Linha de Corte n.º 1 para as placas XP+, na fábrica Exide
Technologies, L.da
, devido ao seu volume relativamente elevado de produção de placas defeituosas.
Posteriormente, o estudo foi estendido para as Linhas de Corte n.º 2 e n.º 3, para as placas UC-, BV-
e BE+, com o intuito de abranger placas positivas e negativas, assim como o corte de tiradas de
painel simples e duplo. Contudo, nesta Dissertação apenas serão abordados os estudos realizados
para as placas XP+.
A altura de corte das placas é medida através de um paquímetro digital que se encontra
conectado ao controlo estatístico do software InfinityQS, com a finalidade de monitorizar as alturas de
corte, exibindo os resultados sob a forma de cartas de controlo. Para análise dos resultados,
recorreu-se à metodologia Seis Sigma (“Six Sigma”), que, em conjunto com controlo estatístico e
ferramentas de Gestão pela Qualidade Total, possibilita avaliar o desempenho do processo, neste
caso, o corte de placas. Foram, ainda, elaboradas ajudas visuais, Instruções de Trabalho (IT) e
quadros de acções correctivas, auxiliando o operador no teste de medição.
Durante o estágio, foram concretizados outros estudos no domínio da Qualidade e da Melhoria
Contínua, que contribuíram para o desenvolvimento de novas capacidades. Esses estudos incluem
identificação de não-conformidades de armaduras durante o processo de fundição, análise do perfil
de temperaturas nos cadinhos de fundição, elaboração de um D.O.E (Design of Experiments) da
soldadura eléctrica das uniões, análise do processo de enchimento de baterias e criação de um
projecto baseado em software da empresa InfinityQS (InfinityQS s.d.) para registo das baterias
retrabalhadas e dos defeitos detectados na área de Acabamento.

2
1.2 Estrutura da Dissertação
Esta dissertação de Mestrado encontra-se estruturada do seguinte modo:
No Capítulo 2 é apresentada a empresa Exide Technologies, L.da
, sendo descrita a sua
história desde a inauguração da antiga fábrica Tudor até à sua inclusão no grupo Exide.
Nesse mesmo capítulo são referidas a missão, a visão e os valores da empresa.
O Capítulo 3 destina-se à descrição das baterias chumbo-ácido, sendo primeiramente
apresentado um breve resumo do percurso da sua invenção, e referidos os tipos de
tecnologias actualmente existentes. Por último, é descrito, detalhadamente, o caso
particular das baterias seladas de fibra de vidro absorvente (AGM), no que respeita à sua
constituição e funcionamento.
No Capítulo 4 é referido o processo de fabrico das baterias AGM adoptado pela Exide
Technologies, L.da
, desde a fundição de armaduras, até ao Acabamento de baterias.
No Capítulo 5 é focado o essencial do tema da dissertação, iniciando-se com uma
introdução ao controlo estatístico do processo e às ferramentas de Gestão pela Qualidade
Total mais utilizadas. De seguida é abordada a metodologia Seis Sigma, que integra o
sistema DMAIC1 escolhido para realizar o estudo.
1 DMAIC: veja-se Lista respectiva.

3
Capitulo 2 – O grupo Exide Technologies
2.1 História da Exide Technologies, L.da,
Em 1950, a Tudor, de designação completa Sociedade Portuguesa do Acumulador Tudor, L.da
,
inaugurou a fábrica de baterias, em Castanheira do Ribatejo, concelho de Vila Franca de Xira. A
Tudor — cuja denominação se inspirou no nome do engenheiro Henry Tudor, que desenvolveu o
primeiro acumulador portátil em 1884 (Földes, György s.d.)— iniciou a comercialização de baterias
em 1920, então na localidade de Dafundo (concelho de Oeiras). A instalação industrial foi projectada
com o intuito de produzir baterias de automóvel, de tracção e para submarinos. Mais tarde, em 1979,
a unidade fabril expandiu-se para a produção de baterias de arranque em blocos de polipropileno.
Posteriormente, em 1994, a Tudor integrou-se no Grupo Exide, reconvertendo, na fábrica da
Castanheira (assim chamada por simplicidade), em 1996, a produção de baterias de arranque para a
de baterias industriais.
Historicamente e no que concerne à integração no actual Grupo, Exide Technologies, esta
empresa foi criada por William Warren Gibbs, em 1888, com intenção de aproveitar o grande
potencial da electricidade face aos combustíveis fósseis, criando um mecanismo fidedigno de
armazenamento de energia eléctrica. Neste sentido, a Exide Technologies viria a tornar-se no
primeiro fornecedor mundial de baterias chumbo-ácido.
Actualmente, o Grupo Exide está presente em mais de 80 países, empregando mais de 10 000
pessoas. O Grupo engloba fábricas de baterias industriais e de arranque, assim como unidades de
reciclagem, de transformação de plásticos e de produção de carregadores.
Na Castanheira do Ribatejo são produzidas baterias mediante três tipos de tecnologia:
Baterias seladas de fibra de vidro absorvente (AGM);
Baterias com o electrólito gelificado (Gel);
Baterias de ácido livre (GroE),
As aplicações mais relevantes destes tipos de baterias abrangem as telecomunicações,
motociclos, uso militar, centrais eléctricas e nucleares. As principais marcas produzidas no Grupo que
representam estes tipos de baterias estão apresentadas na Figura 2.1.
Figura 2.1 – Diversas marcas de baterias industriais produzidas pelo Grupo Exide.
A fábrica da Castanheira (CH) engloba ainda um centro logístico, onde são comercializadas
baterias de arranque e tracção com o propósito de perfazer o consumo nacional.
Em seguida, encontra-se esquematizada na Figura 2.2 a evolução do Grupo Exide:

4
Figura 2.2 – Cronologia do Grupo Exide (Exide Technologies, Lda s.d.)
2.2 Missão, Visão e Valores da Exide Technologies, L.da
,
A missão traduz a finalidade que justifique a existência da empresa, na qual descreve o que a
empresa produz, a sua previsão de conquistas futuras e como espera ser reconhecida pelos clientes.
Como fornecedor integrado de baterias, equipamentos e serviços associados para os mercados de
transporte e indústria, a missão da Exide Technologies contribui para o sucesso dos clientes.
Por sua vez, a visão representa a imagem da empresa projectada no mercado futuro. A Exide
Technologies tem como visão ser respeitada mundialmente como a líder em soluções de energia
eléctrica armazenada e tecnologias inovadoras.
Contribuir, manter e desenvolver as pessoas certas, possibilitando-lhes progredir
continuamente;
Reconhecimento pelos seus excelentes produtos e serviços através de marketing criativo,
design inovador, engenharia extraordinária, fabrico de qualidade de fama mundial, serviço
de assistência ao cliente excepcional e liderança na protecção do ambiente;
Os responsáveis de Exide Technologies instituirão, através do seu exemplo, padrões de
integridade e confiança.
Os valores da Exide Technologies são as qualidades específicas do Grupo e da fábrica da
Castanheira, que ao serem partilhadas pelos colaboradores geram comportamentos e atitudes de
acordo com as normas e compromissos assumidos pela Empresa, fazendo com que se distingam das
empresas concorrentes. Os valores assentam essencialmente nos princípios elaborados do Grupo:
Integridade;
Respeito e Trabalho de Equipa;
Inovação;
Aprendizagem contínua;
Orgulho na Excelência.

5
Capitulo 3 – Baterias chumbo-ácido
Uma bateria2 consiste num dispositivo composto por uma ou mais células electroquímicas
capazes de converter energia química, armazenada no seu interior, em energia eléctrica.
Actualmente existem diversos tipos de baterias secundárias, isto é, as que, após descarga, podem
ser novamente carregadas. Este Capítulo é direccionado para a tecnologia chumbo-ácido, que se
integra na categoria das baterias secundárias.
3.1 Breve história das baterias chumbo-ácido
Devido à complexidade dos processos electroquímicos, o desenvolvimento das baterias
chumbo-ácido percorreu diversas etapas, envolvendo muitos projectos científicos.
Em 1767, Luigi Galvani descobriu que o músculo de uma rã se contraía ao colocar um fio de
ferro no músculo e um fio de cobre no nervo, que o levou a concluir que a energia eléctrica tinha
origem nos músculos (Famous Scientists s.d.). Apesar de as investigações de Galvani terem
promovido a invenção da bateria, foi Alessandro Volta, em 1800, quem construiu a primeira bateria,
que viria, em sua homenagem, a ser conhecida como pilha voltaica. Esta bateria era constituída por
discos de zinco e cobre separados por pedaços de tecido embebidos em solução de H2SO4.
Um ano mais tarde, Gautherot ligou dois eléctrodos duma célula através de fios de platina
imersos numa solução salina. Ao fazer passar corrente, a água decompôs-se em H2 e O2 e, quando
interrompida, a energia movimentou-se no sentido inverso durante um curto período de tempo. Em
1802, Johann Ritter, ao ligar uma célula a discos com camadas de cobre e cartão humedecido em
solução de NaCl, obteve uma voltagem de carga de 1,3 V e de descarga de 0,3 V. (Pavlov 2011).
Em 1859, Gaston Planté analisou a polarização entre dois eléctrodos idênticos de diversos
tipos de materiais (Ag, Pb, Sn, Cu, Au, Pt e Al) imersos numa solução diluída de ácido sulfúrico
(H2SO4), que permitiu a conclusão de que as células se polarizavam de forma diferente, embora,
quando a corrente eléctrica fluía nos eléctrodos, a célula se tornasse num gerador de corrente
inversa. Na sequência do seu estudo, Planté encontrou uma importante melhoria: a corrente
secundária que fluía pela célula com placas de chumbo separadas por tiras de borracha imersas
numa solução de H2SO4 (10%) apresentava voltagem e período de funcionamento superior às
restantes (Pavlov 2011). Contudo, foi apenas um ano mais tarde que Planté construiu a primeira
bateria chumbo-ácido recarregável ilustrada na Figura 3.1.
Em 1957, Otto Jache introduziu electrólito gelificado nas baterias seladas de chumbo-ácido e,
em 1967, Donald Mc.Clelland e John Devitt, usaram pela primeira vez, um separador AGM (Absorbed
Glass Mat ou Absorbent Glass Mat) para facilitar o transporte de O2 e absorver o electrólito.
Nasceram, assim, as baterias secundárias VRLA (Valve Regulated Lead Acid Batteries) que
recombinam os gases, O2 e H2, produzidos (Pavlov 2011).
2 O termo bateria parece provir (séc. XVI) dum termo militar, associado a “batida” ou, por extensão,
“unidade” (ou mesmo carga) de artilharia.

6
Figura 3.1 – Bateria chumbo-ácido de Gaston Planté (Jones 2004).
3.2 Tipos de bateria chumbo-ácido
As baterias chumbo-ácido, quando descarregadas, podem ser submetidas a um processo de
carga, no qual a energia electroquímica é reposta através do fornecimento de energia eléctrica, o
que, precisamente, caracteriza as baterias secundárias. As baterias chumbo-ácido, como o nome
indica, são constituídas por placas de chumbo (Pb), envolvidas em solução de ácido, usualmente, de
ácido sulfúrico (H2SO4).
As baterias chumbo-ácido subdividem-se em duas categorias: de ácido livre e VRLA (Figura
3.2), sendo ambas produzidas na Exide Technologies, L.da
. As baterias GroE pertencem à categoria
das baterias de ácido livre, ao passo que as AGM e Gel pertencem à das baterias VRLA.
Figura 3.2 – Esquema dos tipos de baterias chumbo-ácido e (na linha inferior) tecnologias correspondentes.
3.2.1 Baterias de ácido livre
As baterias de ácido livre têm esta designação devido ao facto de os seus eléctrodos estarem
imersos numa solução de ácido sulfúrico em estado líquido. Este tipo de bateria apresenta como
vantagens: capacidades (> 12
000 Ah) e ciclos de vida elevados (no caso das baterias GroE, cerca de
20 anos), não estarem sujeitos a aquecimentos descontrolados e ser possível analisar o estado de
carga (SOC) pela medição da densidade do electrólito (Exide Technologies 2008). Deste modo, as
baterias de ácido livre são utilizadas como sistemas de arranque, que requerem elevada quantidade
de energia num curto espaço de tempo. As suas principais aplicações em submarinos, baterias de
tracção e estacionárias industriais (Sousa e Murta s.d.).
Em relação às desvantagens, as baterias de ácido livre, por apresentarem electrólito em estado
líquido, terão de funcionar numa posição estática e horizontal. Durante a sua operação, é necessária
a reposição periódica de água, visto que, sob condições de sobrecarga, ocorre electrólise da água no
eléctrodo positivo, libertando O2 e H2 gasosos pelas válvulas.
Como exemplo do tipo de bateria de ácido livre, foi acima citada a bateria GroE, de que se
mostra uma imagem na Figura 3.3.
Figura 3.3 – Baterias GroE (Infotec s.d.).
Baterias chumbo-ácido
Baterias de ácido livre
Baterias GroE
Baterias VRLA
Baterias Gel Baterias AGM

7
3.2.2 Baterias VRLA
As baterias VRLA apresentam o electrólito imobilizado sob a forma de gel ou no separador, o
que confere maior resistência a oscilações e melhor contacto com os eléctrodos, facilitando a
transferência de electrões. Todavia, exibem como desvantagem um tempo de vida menor (cerca de
10 anos a 20ºC) comparativamente às de ácido livre. Neste tipo de bateria ocorre a recombinação
dos gases produzidos durante a carga (O2 e H2), compensando-se, assim, a perda de água por
electrólise, sendo dispensável a manutenção (adição de água). Os gases que não sofrem
recombinação provocam uma sobrepressão interna na bateria, levando à abertura do sistema de
válvulas por onde escapam, diminuindo a pressão.
As baterias VRLA são produzidas através de duas tecnologias, Gel e AGM, sendo ambas
fabricadas nas unidades fabris da Castanheira do Ribatejo.
a) Baterias Gel
Nas baterias Gel, o electrólito está sob a forma de gel tixotrópico3 de sílica (SiO2) que solidifica
devido às pontes de hidrogénio formadas. As suas principais aplicações incluem equipamentos
hospitalares, motociclos e sistemas UPS.
No início do processo de descarga, as baterias Gel são similares às de ácido livre, uma vez
que o electrólito está sob a forma de solução aquosa, proporcionando perda de água por electrólise,
perda que provoca encolhimento e fissuras no gel. Estas fissuras criam caminhos preferenciais por
onde o O2 produzido nas placas positivas se desloca até às negativas. Deste modo, as baterias Gel
não podem ser expostas a sistemas de carga/descarga rápidos, para evitar a produção de fissuras
profundas no gel, que provocam corrosão nas placas (bdchargers s.d.).
b) Baterias AGM
Nas baterias AGM, o electrólito encontra-se absorvido por separadores de fibra de vidro que
promovem o contacto entre o material activo das placas e a solução de electrólito, separando
fisicamente as placas de polaridades opostas, evitando curto-circuitos. Devido à proximidade entre o
separador e o material activo das placas, o O2 libertado consegue difundir-se no electrólito,
recombinando-se no eléctrodo negativo e formando água. A produção de H2 no eléctrodo negativo
diminuiu em relação às baterias de ácido livre.
As principais aplicações destas baterias são em telecomunicações, sistemas de UPS,
utilizações energéticas industriais, iluminação de emergência e sistemas de segurança. Na Figura 3.4
estão ilustradas baterias Gel e AGM produzidas no Grupo Exide.
Figura 3.4 – Baterias de Gel (lado esquerdo) (Infotec s.d.).e AGM (lado direito) (ExideTechnologies 2005)
3 (Fluido) cuja viscosidade diminui quando aplicada agitação.

8
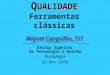
3.3 Constituição das baterias AGM
Neste subcapítulo será descrita a constituição das baterias AGM, referindo os principais
componentes que se encontram ilustrados e identificados na Figura 3.5.
Figura 3.5 Constituição das baterias AGM (Veit s.d.).
Armaduras
As armaduras suportam a pasta que contém o material activo e permitem a condução de
corrente eléctrica ao longo das placas. Existem dois tipos de armaduras (positivas e negativas)
consoante a placa que se pretende produzir, sendo para tal utilizadas diferentes ligas. Na Tabela 3.1
estão descritas as composições de dois tipos de ligas utilizadas na Exide Technologies, L.da
.
Tabela 3.1 Composição das ligas utilizadas na produção de armaduras positivas e negativas (Infotec s.d.).
Composição Armadura
Positiva Negativa
Liga Ca6* Ca3
*
Cálcio (%) 0,065–0,075 0,115–0,13
Estanho (%) 1,30–1,50 0,20–0,26
Alumínio (%) 0,010–0,015 0,010–0,015
Chumbo (%) Restante (~98) Restante (~99) *Ca6 e Ca3: designações internas usuais
Apesar de a composição das ligas depender da polaridade da armadura a produzir, ambas são
constituídas por Pb-Ca-Sn. O cálcio é adicionado para proporcionar à armadura resistência e dureza,
uma vez que o chumbo é um metal bastante dúctil e esponjoso, enquanto o estanho tem a finalidade
de acelerar a solidificação, diminuindo o tempo de repouso após fundição. É relevante referir que as
armaduras das baterias VRLA não podem conter antimónio (ao contrário do que se praticava noutras
baterias), o qual favorece processos de gaseificação, levando à corrosão das placas positivas e à
decomposição da água (Pavlov 2011). Assim, as armaduras positivas, por serem mais susceptíveis à
corrosão, têm espessuras e pesos superiores, necessitando de maior quantidade de estanho.
Relativamente à geometria das armaduras, existem diversos modelos específicos para cada
tipo de bateria. Através dos moldes utilizados na fundição, é possível obter armaduras com diversos
formatos, tamanhos, espessuras e pesos, no entanto, todas incluem patilhas para possibilitar a
transferência da corrente ao longo da bateria. Tendo o peso das armaduras um valor considerável
(cerca de 25% do peso total da bateria) e sendo as ligas de Pb dispendiosas, é tido como um factor
fulcral para a rentabilidade do processo de fabrico, pelo que é alvo de optimizações (Sanhueza 2007).
Pasta
A pasta contém o material activo responsável pela produção de energia electroquímica.
Existem pastas “positivas” e “negativas” (segundo a função que terão na bateria), sendo ambas

9
obtidas a partir de óxido de chumbo, água, ácido sulfúrico e aditivos, diferenciando-se as referidas
pastas no tipo e na quantidade de aditivos. Nas pastas positivas, um dos aditivos são fibras de
poliéster que promovem a aderência à armadura, ao passo que nas negativas se adicionam
expansores que aumentam o ciclo de vida do eléctrodo negativo em condições de temperatura
elevada. (Shree Sai Research Lab. 2011). As pastas diferenciam-se pela cor, sendo as positivas
alaranjadas e as negativas acinzentadas. A Tabela 3.2 refere a composição de duas pastas
produzidas na fábrica da Castanheira.
Tabela 3.2 Composição das pastas positivas e negativas (Infotec s.d.).
Composição Positiva Negativa
Pó óxido de Chumbo (kg) 1000 ± 12 1000 ± 10
Fibra de poliéster (kg) 1 ± 0,002 —
Ácido Sulfúrico (kg) 97 ± 3 80 ± 3
Água Desionizada (kg) 148 ± 7 118 ± 5
Expansores — 2 sacos
Pasta recuperada — 25 ± 5
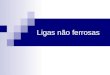
Placas
Designa-se por placa o conjunto de armadura com pasta incorporada. Nas baterias AGM, as
placas negativas são constituídas por Pb e as positivas por PbO2, tal como ilustradas na Figura 3.6.
Conforme o tipo de bateria, as placas têm de cumprir dimensões específicas, como altura e
espessura, para montagem adequada. Várias destas características serão abordadas mais adiante,
constituindo em particular a altura de corte das placas o tópico principal do presente estudo.
Figura 3.6 – Placa positiva (lado esquerdo) e placa negativa (lado direito).
Electrólito
A solução de electrólito é o meio de transferência de electrões, fornecendo os iões necessários
às reacções electroquímicas. O electrólito mais utilizado é a solução aquosa de ácido sulfúrico com
concentração mássica de 30%. A solução é, nomeadamente, constituída por iões H+ e HSO4
- que,
durante a descarga, reagem com o material activo dos eléctrodos, produzindo PbSO4.
Ao electrólito são introduzidos aditivos que favorecem a transferência de O2 nas camadas de
PbSO4 dos eléctrodos, facilitando a sua recombinação e minimizando a perda de água na bateria.
São também colocados compostos orgânicos e inorgânicos, como o sulfato de sódio, que promove a
condutividade e a suspensão de carbono para activar o PbSO4 existente no eléctrodo negativo e
aumentar a sua solubilidade. A presença de impurezas pode promover a indesejada decomposição
da água, levando à produção de gases inflamáveis, aumentando o risco de explosão.
Separadores
Nas baterias AGM são utilizados separadores de fibras de vidro e poliméricas humedecidos em
electrólito, os quais envolvem as placas positivas, fazendo o necessário efeito de separação. As
fibras de vidro, por serem hidrofílicas, absorvem o electrólito, enquanto as poliméricas reforçam a
estrutura dos separadores, facilitando a movimentação de gases e diminuindo o preço, visto que

10
apresentam menor custo. O O2 libertado pela placa positiva penetra nos poros do separador e
difunde-se no electrólito até atingir a placa negativa, onde se recombina com o H2. Os separadores
servem de ponte entre o electrólito e as placas e evitam curto-circuitos, criando uma barreira física
que separa as placas de polaridades opostas.
Jogos
Denomina-se por jogo o conjunto de placas de polaridades opostas intercaladas com
separadores. Um jogo é constituído por: n placas positivas, n+1 placas negativas e n separadores,
como se pode verificar na Figura 3.7. Nas extremidades são dispostas as placas negativas, uma vez
que as positivas, sendo mais sensíveis à corrosão, ditam a capacidade da bateria. Assim, esta
combinação permite rentabilizar ao máximo a área superficial das placas positivas.
Figura 3.7 Jogo de uma bateria.
Bloco, tampa
O bloco corresponde ao recipiente onde são colocados os jogos. É constituído por polipropileno
que é resistente a ácido em caso de derrame de electrólito. O interior é dividido por tabiques (que
separam os diversos elementos da bateria) com perfurações para soldadura das uniões. A tampa é
constituída pelo mesmo material e inclui perfurações, onde são colocadas as válvulas e os terminais.
Uniões
As uniões ligam, através das patilhas, as placas de igual polaridade em série, permitindo a
condução da corrente eléctrica ao longo da bateria, como está ilustrada na Figura 3.8. As uniões são
constituídas por ligas de Pb-Sb e são unidas por soldadura eléctrica.
Válvulas
As baterias VRLA são equipadas por um sistema de válvulas que abrem e fecham consoante a
pressão interna, a qual aumenta devido ao processo de gaseificação. Após a pressão se igualizar, as
válvulas fecham-se, isolando a célula do exterior. Algumas baterias contêm um sistema de
retardamento de chama que impede a entrada da chama, em caso de deflagração.
Terminais
Os terminais são os pontos de conexão da bateria com a corrente eléctrica ou com o elemento
a que se pretende fornecer energia. A bateria dispõe de dois terminais, positivo (+) e negativo (-).
Figura 3.8 Bateria aberta e sem electrólito.

11
3.4 Funcionamento das baterias AGM
Uma bateria não produz energia, apenas a armazena sob a forma electroquímica. Para tal é
submetida a um processo de carga, no qual se dá a conversão da energia eléctrica em
electroquímica e a um processo de descarga, no qual ocorre o inverso.
3.4.1 Processos de descarga e carga
No processo de descarga ocorre a produção de energia eléctrica, a partir da energia
electroquímica existente na bateria. O chumbo, constituinte do eléctrodo negativo, ao entrar em
contacto com o electrólito, sofrendo uma reacção de oxidação, formando PbSO4 e libertando
electrões para o electrólito. Por outro lado, o PbO2 presente no eléctrodo positivo sofre uma redução,
produzindo também PbSO4 e consumindo os electrões. Desta forma, o eléctrodo negativo é
designado por ânodo, uma vez que é oxidado, ao passo que o positivo, por sofrer oxidação,
denomina-se por cátodo. A transferência de electrões dá-se do pólo negativo para o positivo
utilizando a solução de electrólito como meio de transferência.
Na reacção global de descarga, apresentada na Figura 3.9, verifica-se a produção de água
que, consequentemente, diminui a concentração do electrólito. Esta diluição provoca uma diminuição
na tensão da bateria, afectando o seu desempenho ao longo da descarga. Durante a descarga,
forma-se uma camada de PbSO4 na superfície dos eléctrodos, que impede a penetração do electrólito
no seu interior, baixando a capacidade da bateria. Quando atingida 80% da capacidade inicial,
considera-se que a bateria está descarregada, podendo ser carregada.
Para conseguir fornecer novamente energia eléctrica, a bateria é submetida a um processo de
carga. Durante esse processo, a bateria é ligada a uma fonte externa pelos terminais, o que provoca
uma oxidação da placa positiva, convertendo PbSO4 em PbO2, libertando dois electrões e iões SO42-
que se difundem no electrólito. Por sua vez, nas placas negativas, ocorre a redução do PbSO4 em Pb,
consumindo dois electrões provenientes do electrólito.
Figura 3.9 – Reacções de descarga e de carga.

12
3.4.2 Recombinação de gases
Simultaneamente ao processo de carga, ocorrem reacções secundárias que afectam o
desempenho da bateria. No eléctrodo positivo, dá-se a electrólise da água que leva à perda da
mesma, libertando O2 e H+ que se difundem no electrólito. Por este motivo, as baterias de ácido livre
exigem manutenção (topping), na qual é colocada água destilada até perfazer a quantidade perdida.
A grande diferença das baterias VRLA em relação às de ácido livre reside na recombinação
proporcionada pelo eléctrodo negativo. O O2 produzido na placa positiva desloca-se até à negativa,
onde reage com chumbo formando óxido de chumbo que, por sua vez, reage com H2SO4, produzindo
PbSO4 e H2O. O sulfato de chumbo, na presença de iões H+, converte-se em Pb, libertando H2SO4 e
consumindo dois electrões. No eléctrodo negativo ocorre produção de água e de energia térmica,
uma vez que as reacções de recombinação são exotérmicas. Nas placas negativas, cerca de 98–99%
do H2 produzido recombina-se com o O2, ao passo que o restante se acumula no interior da bateria,
provocando um aumento de pressão. Este incremento de pressão conduz à abertura das válvulas,
por onde o H2 é libertado. Na Figura 3.10 são apresentadas as reacções secundárias dos eléctrodos.
Figura 3.10 Reacções de recombinação de gases nos eléctrodos positivos e negativos.
Sinopse
Neste Capítulo foram abordadas as baterias chumbo-ácido, apresentando-se um breve resumo
sobre a sua invenção e de seguida a descrição dos tipos de baterias existentes: ácido livre e VRLA.
As baterias de ácido livre apresentam como vantagens capacidades e ciclos de vida elevados, porém
requerem manutenção, devido à perda de água resultante da sua electrólise no eléctrodo positivo. As
baterias VRLA, que se subdividem em AGM e Gel, proporcionam recombinação de gases,
compensando a perda de água por electrólise. Deste modo, as baterias VRLA não necessitam de
manutenção, embora apresentem capacidades e tempos de vida menores.
Por último, descreveu-se a composição e funcionamento das baterias AGM, referindo os
processos de descarga, carga e recombinação de gases. Simultaneamente ao processo de carga
ocorre a electrólise de água, libertando O2 que se dissolve no electrólito e desloca-se até ao eléctrodo
negativo, onde recombina com o H2 libertado produzindo água. Desta forma, a perda de água neste
tipo de baterias é compensada pela recombinação de gases, não sendo assim
necessária manutenção.

13
Capitulo 4 - Processo de fabrico de baterias AGM
O fabrico de baterias AGM envolve diversas etapas que podem ser agrupadas em: produção
de armaduras; produção de pastas; corte de placas; montagem de baterias; carga; e acabamento. O
processo de fabrico de baterias da Exide Technologies, L.da
encontra-se descrito no diagrama de
blocos da Figura 4.1.
Figura 4.1 Diagrama de blocos do processo produtivo de baterias AGM.
4.1 Produção das armaduras
O processo de fabrico de baterias inicia-se no processo de fundição, no qual são produzidas as
armaduras a partir de ligas Pb-Ca-Sn com diferentes composições consoante a polaridade da
armadura a obter. Os lingotes das ligas são introduzidos em cadinhos eléctricos ou a gás, nos quais
ocorre a fundição e em seguida, através de uma colher, é retirada parte da liga fundida que,
posteriormente é depositada por gravidade num molde. O molde é composto por uma parte fixa e
outra móvel que fecha e abre, permitindo a entrada da liga que, devido ao arrefecimento (súbito, para
originar a devida estrutura), solidifica produzindo a armadura. A armadura produzida pode ser de
painel simples (Figura 4.2-a) ou múltiplo (Figura 4.2-b) consoante o molde utilizado. A armadura, ao
sair do molde, é arrefecida por chuveiros de água, conferindo-lhe maior rigidez. Com o auxílio de
rolos de transporte, as armaduras são levadas até à guilhotina, onde é realizado o corte para remover
o excesso de chumbo, que retorna aos cadinhos. Por fim, as armaduras são armazenadas durante
24–48 horas, consoante a polaridade da armadura, até atingirem as propriedades físicas desejadas.
As armaduras positivas, por serem mais sensíveis à corrosão, apresentam maior espessura,
necessitando de mais tempo para solidificar.

14
Figura 4.2 (a) Armaduras de painel duplo, (b) Armadura de painel simples, (c) Máquina de fundição.
4.2 Produção de pastas
Nesta Secção são referidos os processos envolvidos na produção de pastas, como o fabrico do
óxido de chumbo, a mistura deste com os restantes componentes, a colocação da pasta nas
armaduras, o sazonamento da mesma e a formação de tiradas.
4.2.1 Produção de óxido de chumbo
O óxido de chumbo (PbO) é o principal constituinte das pastas, sendo obtido por moagem em
moinho de bolas. O óxido é produzido a partir de lingotes de Pb de pureza elevada (99,985%) que
são introduzidos no moinho que opera a uma velocidade de rotação para conseguir o tamanho de
partículas e área específica conveniente. Devido à fricção das partículas e ao facto de a reacção de
oxidação ser exotérmica, é gerado calor superior ao requerido pela oxidação, sendo assim necessário
um sistema de arrefecimento que permite controlar a temperatura entre os 90ºC e 100ºC.
Após a oxidação, o PbO segue para um classificador, onde se dá a separação de partículas
por tamanho e peso. Caso o peso ou o tamanho sejam superiores ao imposto, as partículas são
reenviadas para o moinho para redução de tamanho. Quando as partículas cumprem os requisitos,
são enviadas para um ciclone, onde é efectuada a separação do pó de PbO do ar introduzido na
oxidação. Inclui-se ainda um colector de poeiras e um filtro para reter partículas, permitindo que o ar
seja lançado para a atmosfera cumprindo os requisitos ambientais. Na Figura 4.3 está representado
um esquema simplificado da produção de PbO.
Figura 4.3 – Esquema simplificado da produção de óxido de chumbo por moagem.
a
b
c

15
4.2.2 Fabrico de pastas
A preparação das pastas é efectuada em amassadoras (Figura 4.4), nas quais são adicionados
o pó de óxido de chumbo proveniente dos moinhos e os aditivos de cada tipo de pasta.
O fabrico das pastas positivas e negativas faz-se de modos diferentes. A preparação das
pastas positivas inicia-se pela adição das fibras poliméricas, introduzindo-se depois PbO, água e
H2SO4 que reage com o óxido levando à formação de sulfatos de chumbo. O fabrico das pastas
negativas inicia-se pela adição de expansores e PbO, sendo só depois colocada água e H2SO4.
Durante a preparação das pastas ocorrem três tipos de reacções: oxidação de PbO em PbO2; e
formação de sulfatos de chumbo e de hidratos. Estas reacções por serem exotérmicas, implicam
monitorização para que não se excedam os 60ºC, evitando, assim, a formação de cristais
tetrabásicos (4BS). As pastas positivas utilizadas na Empresa são tribásicas (3BS), sendo os seus
sulfatos de chumbo formados pela junção de PbO com H2O e H2SO4. Estes cristais têm porosidade e
tamanho elevado, conferindo à pasta maiores superfície activa, capacidade energética e dureza.
Figura 4.4 Amassadora do fabrico de pasta.
4.2.3 Empastamento das armaduras
No empastamento é incorporada a pasta proveniente das amassadoras, nas respectivas
armaduras, produzindo-se tiradas (Figura 4.5-c). As armaduras obtidas na fundição, após repouso,
são transferidas para o empastamento, onde a pasta adicionada através de uma tremonha (Figura
4.5-a). As tiradas empastadas obtidas contêm humidade elevada (~15%), portanto são secas num
túnel de secagem (Figura 4.5-b) atingindo uma humidade final de 10%. As tiradas secas são
colocadas em grades e seguem para o processo de sazonamento.
Actualmente, na fábrica da Castanheira existem três linhas de empastamento, sendo duas
semelhantes à descrita, ao passo que a linha mais recente, Conpast, é introduzido papel que envolve
as tiradas para que estas possam ser posicionadas horizontalmente, evitando aderência. Nesta linha
é, ainda, realizado o corte das tiradas, bem como o corte e a limpeza das patilhas, obtendo-se placas
com as dimensões desejadas.
Figura 4.5 a) Empastamento das armaduras, b) Secagem de tiradas, c) Tiradas após empastamento.
a b
c

16
4.2.4 Sazonamento das tiradas
As tiradas obtidas no empastamento não contêm as propriedades físicas e químicas indicadas
serem formadas. Neste sentido, são sujeitas a um sazonamento, onde, sob condições controladas de
temperatura e humidade, a pasta reage conferindo-lhe propriedades de adesão, coesão e
porosidade. A coesão reflecte a ligação entre os cristais presentes na pasta, ao passo que a força de
adesão traduz a união entre a armadura e pasta. Durante o sazonamento ocorre a recristalização do
material activo; a evaporação da água na pasta que favorece a produção de sulfatos básicos; a
oxidação do Pb residual; e a corrosão da armadura que cria uma camada, que a une com a pasta.
O processo de sazonamento subdivide-se em três etapas: enchimento, cura e secagem. No
enchimento, as tiradas empastadas são introduzidas nas camaras de sazonamento. Na cura, a pasta
das tiradas reage durante 21 horas formando sulfatos básicos responsáveis pela porosidade elevada
e estrutura tridimensional forte, enquanto na secagem, a humidade da pasta diminui. A eficiência do
processo depende: da humidade da pasta (811%) que actua como catalisador na oxidação de Pb;
da humidade relativa do ar (100%) que mantem a humidade da pasta; e da temperatura do ar
(4060ºC) que promove a oxidação de Pb e a produção de sulfatos básicos.
A escolha do tipo de pasta (3BS ou 4BS) depreende-se com a intensidade da corrente e com o
ciclo de vida que se deseja obter. Na Empresa são utilizadas pastas tribásicas (3BS) que, por serem
constituídas por cristais menores, proporcionam densidades de corrente elevada e ciclos reduzidos,
sendo indicadas para baterias de arranque que requerem corrente elevada num curto espaço de
tempo. As pastas tetrabásicas (4BS) são sugeridas para baterias estacionárias e para veículos de
tracção, por exigirem menor densidade de corrente e ciclos extensos.
4.2.5 Formação das tiradas
Após sazonamento, as tiradas seguem para o processo de formação (tiradas pré-carregadas)
ou de corte (tiradas não formadas). Antes da formação, efectua-se a etapa de soaking, na qual as
placas são mergulhadas no electrólito durante 12 horas, sem ligação a fonte de corrente externa.
Durante esse período, os componentes de chumbo reagem, produzindo-se PbO2 e Pb nas placas
positivas e negativas, respectivamente (Pavlov 2011).
No processo de formação, as tiradas pré-carregadas são colocadas em tanques preenchidos
com solução de ácido sulfúrico (Figura 4.6), sendo posteriormente lavadas e secas. Por sua vez, a
formação das tiradas não formadas é realizada no bloco da bateria, após montagem e enchimento.
De seguida, as tiradas seguem para a formação, prosseguida a conversão da pasta em
material activo. Durante este processo, é fornecida 1,72,3 da capacidade teórica das placas, uma
vez que parte é dissipada em processos de gaseificação. Devido à dimensão dos cristais, as pastas
4BS demoram mais a reagir, sendo a sua formação mais longa e, por conseguinte, mais dispendiosa.
Figura 4.6 Sala dos tanques de formação.

17
4.3 Corte de placas
As tiradas são enviadas para secção de corte, onde são obtidas placas com as dimensões
desejadas para posterior montagem. Na etapa de corte são realizados dois tipos de corte, o das
tiradas (convertendo-as em placas) e o das patilhas. Cada tirada pode produzir uma ou mais placas
conforme seja de painel simples ou múltiplo, existindo portanto diversas máquinas de corte, umas
automáticas e outras manuais. No Capítulo 5 será abordada detalhadamente esta etapa, incidindo o
corte das tiradas XP+.
4.4 Montagem de baterias
Após corte, as placas seguem para montagem, onde são reunidos todos os componentes das
baterias. Em primeiro lugar, armam-se os jogos (Figura 4.7-a), nos quais o separador envolve as
placas positivas que são intercaladas com as placas negativas. Seguidamente, os jogos são
comprimidos e as patilhas são alinhadas consoante a polaridade e as patilhas são escovadas para
remoção de resíduos que impeçam a soldadura, sendo depois imersas num banho de estanho para
posterior soldadura. Após a soldadura das patilhas, os jogos são comprimidos e encaixados nos
respectivos blocos, sendo posteriormente aplicada corrente eléctrica que detecta eventuais curto-
circuitos ou defeitos. Quando não são detectados curto-circuitos ou defeitos, os blocos são enviados
para a soldadura eléctrica, onde os jogos são unidos (Figura 4.7-b) e é efectuado novamente um
teste de detecção de curto-circuitos.
Posteriormente, é soldada a tampa ao bloco por termo-soldadura que faz derrete o plástico da
tampa e do bloco através de calor, permitindo a união por sobrepressão (Figura 4.7-c). A bateria é
sujeita ao teste de estanquicidade que detecta fugas através de injecção de ar comprimido e é
enviada para soldadura dos terminais, onde através de excitação de ondas electromagnéticas, o
chumbo dos terminais e dos casquilhos funde (Figura 4.7-d). De seguida, a bateria é enviada para
enchimento, no qual é preenchida com electrólito por vasos.
Figura 4.7 a) Armar jogos, b) Soldadura das uniões, c) Termo-soldadura, d) Soldadura dos terminais.
4.5 Carga e Quarentena
As baterias após montagem são transportadas até às mesas de carga, onde é-lhes fornecida
corrente eléctrica. Após enchimento, a pasta das baterias não formadas converte-se em material
activo, libertando calor, sendo portanto arrefecidas nas mesas de carga com água que se move em
circuito fechado, arrefecendo em torres de arrefecimento. Por sua vez, as baterias pré-carregadas,
como já foram submetidas ao processo de formação, são enviadas para mesas, onde são sujeitas a
um programa de activação, composto por períodos de carga, descarga e pausa.
a b
c d

18
Nos processos de carga e de activação, o borne positivo é conectado ao negativo da bateria
seguinte (Figura 4.8). De modo a não criar arcos eléctricos, as baterias têm de respeitar uma
distância mínima de 2-3 cm. Após o fecho da mesa, os cabos são ligados e o programa de carga é
iniciado. As baterias devem ter tampões de carga em cada elemento para reter o electrólito em caso
de transbordo causado pelos processos de gaseificação que ocorrem em simultâneo. No final da
carga, as capacidades das baterias são analisadas, caso estejam conformes seguem para
quarentena, onde são repousam protegidas do frio e de exposição solar durante 5 dias.
Figura 4.8 Baterias nas mesas de carga com os tampões de carga.
4.6 Acabamento
Após quarentena, as baterias seguem para acabamento, onde são lavadas, secas e aspiradas
para remoção de vestígios de ácido ou de resíduos. As baterias são submetidas a testes de
estanquicidade, a marcação de terminais e a testes eléctricos, como o teste de rigidez dieléctrica que
detecta microfugas entre a tampa e o bloco, o teste de tensões em circuito aberto e o teste de
descarga rápida, no qual é efectuada uma descarga de corrente num curto período de tempo.
Seguidamente, os terminais são fechados com placas selo por termo-soldadura ou ultra-sons,
sendo então colocados protectores para evitar corrosão. Finalmente, as baterias são identificadas
com um código e são enviadas para a logística, onde aguardam para posterior expedição.
Sinopse
O processo de fabrico de baterias inicia-se na fundição de armaduras através de ligas de Pb-
Ca-Sn. As pastas, a colocar nas armaduras, são preparadas a partir de pó de PbO (obtido nos
moinhos de bolas), água, H2SO4 e aditivos. A pasta preparada segue para empastamento, onde é
adicionada às armaduras, produzindo-se tiradas que, posteriormente, são enviadas para
sazonamento, de modo a conferir as propriedades físicas e químicas desejadas. De seguida, as
tiradas seguem para formação ou corte. Na formação, o conteúdo das pastas é convertido em
material activo (Pb e PbO2 nas placas negativas e positivas, respectivamente), ao passo que no corte,
as tiradas são cortadas em placas com as dimensões adequadas para montagem.
Na montagem são reunidos todos os componentes das baterias. Em primeiro lugar, são
construídos os jogos, cujas patilhas são alinhadas consoante a sua polaridade para posterior
soldadura. Os jogos são depois encaixados nos blocos e através de soldadura eléctrica das uniões,
os jogos de distintos elementos da bateria são ligados. De seguida, é colocada a tampa no bloco e os
terminais são soldados. Por último, é introduzido o electrólito na bateria que segue para carga, onde
através de programas de carga, descarga e pausa é transferida energia eléctrica que, seguidamente
é enviada para quarentena, onde repousa cinco dias. Após esse período, segue para o acabamento,
onde é submetida a testes eléctricos e são realizados os trabalhos finais.

19
Capitulo 5 – Controlo estatístico no corte de placas
A competição no actual mercado exige às empresas níveis de qualidade elevados e
sustentados, diminuindo custos associados a defeitos, retrabalhos4 e reclamações. Deste modo, as
empresas apostam cada vez mais na Melhoria Contínua, recorrendo ao controlo estatístico, que
permite avaliar parâmetros de processos e de produtos. A Melhoria Contínua (em japonês kai-zen) é
uma perspectiva eficaz para elevar o nível de desempenho e qualidade nas organizações,
promovendo a proactividade de forma a resolver problemas e desafios (Pinto 2014).
No referido contexto, decidiu-se implementar um sistema de controlo estatístico no processo de
corte de placas, que era apenas verificado a posteriori. Pretendendo-se respeitar as especificações
das dimensões das placas, é essencial quantificar a altura de corte das mesmas. É, pois, importante
identificar as causas-raiz (root causes) para os desvios encontrados e apresentar soluções para
minimizar a variabilidade deste parâmetro. A partir da altura de corte, é possível avaliar o
desempenho do processo de corte, garantindo, assim, que a qualidade do produto obtido nesta etapa
cumpra os requisitos impostos para as fases seguintes do processo.
5.1 Controlo Estatístico do Processo
A qualidade do produto final depende do desempenho dos processos e da forma como são
executados. A diferença entre estes dois factores traduz a variação do processo. Todos os produtos
apresentam variação que provém de causas comuns (aleatórias) e de causas especiais, na
terminologia atribuível a Walter A. Shewhart ou W. E. Deming, dois dos fundadores da doutrina da
Qualidade. Segundo Shewhart, as causas especiais estão associadas a fontes identificáveis e podem
ser suprimidas, ao passo que as causas comuns não são facilmente detectáveis e, portanto, são de
dificil eliminação (Gupta e Walker 2007).
O Controlo Estatistico do Processo ou SPC (nas iniciais inglesas) consiste num sistema de
inspecção por amostragem que acompanha o processo, com o objectivo de detectar causas
especiais que podem comprometer a qualidade do produto. Através deste sistema, obtém-se uma
imagem do processo que permite identificar a variabilidade e, por conseguinte, o seu controlo. Para
tal, recorre-se a testes de medição e à análise de dados, o que possibilita identificar e eliminar as
causas especiais que originam instabilidade no processo.
Considera-se que o controlo estatistico do processo engloba um conjunto de técnicas, que
visam garantir (Pires 2012):
produtos, com as características de qualidade desejadas e que estão a ser produzidos em
processos que têm capacidade suficiente para as garantir, sistematicamente;
processos, sendo monitorizados para se conseguirem as características de qualidade;
identificação e caracterização de alguma causa de variação anormal, para serem tomadas,
a tempo, medidas que reponham o processo nas condições normais de operação, ainda
sem se ter obtido produto fora das especificações.
4 Termo usado internamente, como óbvio aportuguesamento de rework.

20
5.1.1 Ferramentas de Gestão pela Qualidade Total
Para análise dos dados recorreu-se às seguintes ferramentas de Gestão pela Qualidade Total:
Cartas de controlo: são ferramentas estatísticas que avaliam se um processo está
controlado, através da detecção de causas especiais que provocam variação acentuada nos
resultados finais. São subdividas em duas categorias: “atributos”, que avaliam se o produto
está ou não conforme, e “variáveis” (contínuas), caso a caracteristica seja mensurável,
como por exemplo, a altura de corte, variável concreta em estudo.
Nas cartas de controlo por atributos existem: as cartas p, que representa a percentagem ou
fracção de unidades não-conformes numa amostra obtida pela Eq. (5.1); as cartas np, que
traduzem o número de unidades não-conformes numa amostra; as cartas c, que
demonstram o número de não-conformidades numa amostra; e cartas u, que reflectem o
número de não-conformidades por unidades. Neste projecto foram utilizadas apenas as
cartas de controlo p que são constituidas pela linha central (LC) determinada pela Eq. (5.3)
e pelos limites de controlo inferior (LIC) e superior (LSC) obtidos pela Eq.(5.4)
𝑝𝑖 =𝑋
𝑛 (5.1) �̅� = ∑
𝑝𝑖
𝑛 (5.2)
𝐿𝐶 = �̅� (5.3) 𝐿𝐼𝐶 𝑜𝑢 𝐿𝑆𝐶 = �̅� ± 𝑧√�̅�(1 − �̅�)
𝑛 (5.4)
Dentro da categoria das cartas de controlo por variáveis, existem, entre as mais usadas, as
de valores médios (X̅), as de valores individuais (IX), as de amplitude (R), as de amplitude
móvel (mR) e as de desvio-padrão (s), sendo estas últimas indicadas para amostras de
dimensão elevada (n >1012) ou de dimensão variável (D. C. Montgomery 2009). Para
elaboração das cartas, foram utilizadas as expressões dadas nas Eqs. (5.5) a (5.8)
�̅� = ∑𝑋𝑖
𝑛 (5.5) �̅̅� = ∑
�̅�𝑖
𝑁 (5.6)
𝑅 = max (𝑋𝑖) − min (𝑋𝑖) (5.7) �̅� = ∑𝑅𝑖
𝑁 (5.8)
𝑚𝑅 = |𝑋𝑖+1 − 𝑋𝑖| (5.9) 𝑠 = √1
𝑛 − 1∑(𝑋𝑖 − �̅�)2
𝑛
𝑖=1
(5.10)
onde: �̅�, média dos valores da amostra; 𝑋, valores das medições; 𝑛, dimensão da amostra;
�̅̅�, média do processo; 𝑅, amplitude da amostra; �̅�, a amplitude média; mR, a amplitude
móvel, s, desvio-padrão da amostra; N quantidade de amostras.
As cartas de controlo de valores médios (X̅) são constituidas pela linha central (LC) obtida
através da Eq. (5.11) e pelos limites de controlo inferior e superior obtidos pela Eq. (5.12).
𝐿𝐶 = �̅̅� (5.11) 𝐿𝐼𝐶 𝑜𝑢 𝐿𝑆𝐶 = �̅̅� ± 𝑧�̅�
𝑑2√𝑛= �̅̅� ± 𝐴2�̅� (5.12)
onde: z, desvio (z = 2 representa o grau de confiança de 95% da distribuição normal ou de
Gauss); d2, o parâmetro tabelado dependente (apenas) do tamanho da amostra (n).
Em conjunto com as cartas de controlo de valores médios, surgem as cartas de controlo de
amplitude (R) também constituidas pela LC obtidas pela Eq. (5.13) e pelos LIC e LSC
calculados pelas Eqs. (5.14) e (5.15).

21
𝐿𝐶 = �̅� (5.13) 𝐿𝐼𝐶 = �̅� − 𝑧𝑑3
�̅�
𝑑2√𝑛= 𝐷3�̅� (5.14) 𝐿𝑆𝐶 = �̅� + 𝑧𝑑3
�̅�
𝑑2√𝑛= 𝐷4�̅� (5.15)
onde: d3, D3, D4 são parâmetros tabelados dependentes da dimensão da amostra (n):
Note-se que a estabilidade do processo, traduzida na não-infracção aos limites de controlo,
LIC e LSC, não garante que as especificações do produto, LIE e LSE (mais adiante
mencionadas), sejam cumpridas, visto que as cartas de controlo dependem de
condicionantes internas, podendo o processo ser estável e não cumprir as especificações.
Diagrama de caixa5: permite analisar a dispersão dos valores de uma população e é
formado pela mediana, por uma “caixa” de amplitude que corresponde a 50% dos dados,
pelos traços inferiores e superiores que representam o primeiro quartil (Q1) e o terceiro
quartil (Q3), respectivamente. Os limites (inferior e superior) são calculados a partir das Eqs.
(5.16) e (5.17).
𝐿𝑖𝑚𝑖𝑡𝑒 𝐼𝑛𝑓𝑒𝑟𝑖𝑜𝑟 = max {min(𝑑𝑎𝑑𝑜𝑠) ; 𝑄1 − 1,5 (𝑄3 − 𝑄1)} (5.16)
𝐿𝑖𝑚𝑖𝑡𝑒 𝑆𝑢𝑝𝑒𝑟𝑖𝑜𝑟 = 𝑚𝑖𝑛{max(𝑑𝑎𝑑𝑜𝑠)𝑄3 + 1,5 (𝑄3 − 𝑄1)} (5.17)
Figura 5.1 Diagrama de caixa (A, outlier; B, 4º quartil; C, 2º e 3º quartis; D, 1º quartil).
Diagrama de causa-efeito ou de Ishikawa ou em espinha de peixe: identifica e agrupa
as causas potenciais para um determinado efeito em seis categorias: Mão-de-obra,
Máquina, Medição, Método, Meio ambiente e Material.
Diagrama de Pareto: é uma técnica estatistica utilizada para identificar problemas e
estabelecer prioridades. Este diagrama consiste num gráfico de barras dispostas por ordem
decrescente das frequências. Baseia-se no princípio de Pareto, de que 80% das falhas
provêm de 20% das causas, facilitando a identificação das causas ou falhas principais.
Diagrama SIPOC (Suppliers-Inputs-Process-Outputs-Customers): ferramenta de
mapeamento de processos que identifica os fornecedores, os factores de entrada, o
processo, os factores de saída e os clientes. Para cada categoria, é realizada uma lista de
todos os elementos envolvidos no processo em análise.
Fluxograma: representação gráfica das etapas do processo, facilitando a compreensão do
enredo de cada etapa no processo.
Histograma: gráfico de barras da distribuição de frequências dos valores medidos.
5 Tradução de Boxplot

22
5.1.2 Capacidade do processo
O termo capacidade do processo traduz o seu desempenho face ao cumprimento das
especificações que inclui a influência dos operadores, das condições ambientais não controladas e da
variabilidade introduzida pela produção. Para a sua determinação, é admitido que o processo (no
caso, o corte de placas) segue uma distribuição de Gauss, conforme a bem conhecida Eq.(5.18), o
que, com teoria subjacente, permite uma previsão do desempenho do processo a longo prazo. Um
processo capaz (isto é, no contexto da referida capacidade do processo) não sofre influências
externas, estando sob controlo estatístico, portanto os seus efeitos são previsíveis e tem a aptidão de
produzir itens semelhantes.
𝑓(𝑥) =1
σ√2𝜋exp [−
1
2(
𝑥 − 𝜇
𝜎)
2
] (5.18)
A capacidade do processo é, usualmente, expressa em função dos seguintes índices que
comparam a dispersão e a centragem do processo consoante as especificações:
Índice de capacidade potencial do processo (Cp): é determinado pela razão entre a
tolerância de especificação e a variação natural do processo (6σ) através da Eq. (5.19).
Este índice não considera a descentragem da distribuição das medições, ou seja, não é
sensível às causas especiais. Um processo é dito capaz se apresentar um Cp > 1 e quanto
maior for o seu valor, menor será a probabilidade de o processo não cumprir a
especificação. Contudo, um processo com uma distribuição estreita, isto é, Cp elevado,
pode não estar centrado em relação à especificação. Por outro lado, caso o Cp seja
pequeno, a variação do processo é superior à tolerância de especificação, sendo assim
incapaz de produzir com qualidade.
𝐶𝑝 =𝐿𝑆𝐸 − 𝐿𝐼𝐸
6�̂� (5.19) �̂� =
�̅�
𝑑2 (5.20)
onde: LSE, Limite Superior de Especificação; LIE, Limite Inferior de Especificação; �̂� ,
desvio-padrão estimado.
Índice de capacidade do processo (Cpk): é a razão entre a menor distância da média do
processo (�̅�) e os limites de especificação e a metade da variação natural do processo (3σ).
Este índice considera o efeito da dispersão e a localização da média, por isso a sua
interpretação é realizada em conjunto com Cp, tal como está descrito na Tabela 5.1. Um
processo com capacidade óptima apresenta 𝐶𝑝 = 𝐶𝑝𝑘 = 1,33 , para que a variação do
processo corresponda apenas a 75% da tolerância de especificação e obtendo-se uma
margem de segurança de 25%.
𝐶𝑝𝑘 = 𝑚𝑖𝑛 (𝐿𝑆𝐸 − �̅�
3�̂�;�̅� − 𝐿𝐼𝐸
3�̂�) (5.21)
Índice de capacidade em relação ao valor alvo (Cpm): relaciona a distância entre os
limites de especificação e o alvo sobre a metade da variação natural do processo,
permitindo concluir se o alvo está centrado em relação aos limites de especificação.

23
𝐶𝑝𝑚 = 𝑚𝑖𝑛 (𝐿𝑆𝐸 − 𝐴𝑙𝑣𝑜
3�̂�;𝐴𝑙𝑣𝑜 − 𝐿𝐼𝐸
3�̂�) (5.22)
Tabela 5.1 - Interpretação dos índices de capacidade Cp e Cpk.
Cp Cpk Conclusões
<1 <1 O processo é incapaz de produzir consoante a especificação e não é centrado.
1 Cpk=Cp=1 O processo é crítico, mas cumpre a tolerância de especificação desde que a média do processo esteja centrada com a mediana.
1-1,33 <Cp O processo é capaz de produzir conforme a especificação, mas não é centrado.
1,33 1,33 O processo tem capacidade óptima e é centrado em relação à especificação.
>1,33 1,33 O processo é capaz, porém a tolerância de especificação não é adequada para o processo, pois permite obter produtos com muita variabilidade.
Índices de capacidade de desempenho Pp e Ppk: estes índices são recomendados quando
o processo não está controlado e têm definição semelhante ao Cp e Cpk, respectivamente,
diferenciando-se apenas na determinação do desvio-padrão. Nos índices de capacidade Pp e
Ppk, o desvio-padrão (s) utilizado tem em conta a variabilidade dentro do processo e entre os
subgrupos, ao passo que o desvio-padrão (�̂�) utilizado nos índices de capacidade Cp e Cpk
apenas considera a variabilidade dentro dos subgrupos.
𝑃𝑝 =𝐿𝑆𝐸 − 𝐿𝐼𝐸
6𝑠 (5.23) 𝑃𝑝𝑘 = 𝑚𝑖𝑛 (
𝐿𝑆𝐸 − �̅�
3𝑠;�̅� − 𝐿𝐼𝐸
3𝑠) (5.24)
5.2 Metodologia Seis Sigma
Seis Sigma (Six Sigma) é uma abordagem de Gestão da Qualidade que visa aumentar o
desempenho e lucratividade das empresas através da Melhoria Contínua da qualidade dos produtos
e processos, atenuando a variabilidade dos mesmos e aumentando o grau de satisfação dos clientes.
A filosofia Seis Sigma foi criada nos anos 80 na Motorola pelo engenheiro e cientista Bill Smith
que defendia que, ao fabricar produtos de qualidade elevada, o custo de produção diminuiria. Este
conceito surgiu devido à concorrência proporcionada pelo Japão no sector electrónico que obrigou a
implementação de melhorias no nível de qualidade. Durante diversos anos, outros cientistas e
engenheiros desenvolveram conceitos semelhantes para minimizar a variação dos processos e dos
produtos e, por conseguinte, melhorar a qualidade e maximizar a produtividade, como, desde os anos
30, propugnaram Walter Andrew Shewhart, William Edwards Deming, Joseph Juran, Philip Crosby,
Shiego Shingo e Taiichi Ohno. A implementação do programa Seis Sigma na Motorola aumentou o
resultado líquido de 2,3 mil milhões de dólares em 1978 para 8,3 mil milhões de dólares em 1988. Em
meados dos anos 90, Jack Welch, CEO da General Electric (GE), adoptou também a metodologia
Seis Sigma, para que a qualidade alinhasse com os requisitos impostos pelos clientes. Em 2002,
atingiu ganhos de 4 mil milhões de dólares por ano (Taghizadegan 2006).
O termo “Sigma” provém da letra grega σ, que, em Estatística, representa a variabilidade
intrínseca de uma população, cuja estimativa é calculada pela Eq.(5.10). A variabilidade está
relacionada com controlo estatístico e engenharia do processo, requerendo análises de dados e de
variâncias, métodos de optimização e estatísticos, etc.. Estas técnicas permitem aumentar a
capacidade do processo e, portanto, incrementam continuamente a qualidade do produto,
maximizando a produtividade.
Segundo a metodologia Seis Sigma, os processos devem ser caracterizados pela distribuição

24
gaussiana descrita na Eq.(5.18). Shewart definiu os limites de controlo através das Eqs. (5.25) e
(5.26), a partir dos quais se obtém uma variação natural do processo de 6𝜎 (Taghizadegan 2006).
𝐿𝐼𝐶 = �̅� − 3𝑠 (5.25) 𝐿𝑆𝐶 = �̅� + 3𝑠 (5.26)
O nível de qualidade Seis Sigma reflecte o desempenho do processo, isto é, a capacidade
deste em cumprir as especificações. Neste contexto, um nível de sigma elevado traduz um processo
de variabilidade baixa. Deste modo, o objectivo da metodologia Seis Sigma consiste em minimizar a
variabilidade das características críticas do produto ou do processo, através da eliminação de causas
especiais. Este modelo defende que, para alcançar o nível de qualidade dito “seis sigma” —realmente
4,5 sigma— um processo não poderá gerar mais do que 3,4 unidades defeituosas num milhão de
unidades produzidas (ppm) obtidas pela Eq. (5.27). Todavia, a maioria dos processos apresenta um
nível de qualidade de 4 sigma, como se pode verificar na Figura 5.2 (Forrest 2003), na qual (para
além de imprecisões numéricas da própria origem, manual da Motorola) está “incorporado” o efeito
1,5 sigma relacionado com os distúrbios que os processos estão sujeitos (D. Montgomery 2001).
𝑃𝑃𝑀 =𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑑𝑒𝑓𝑒𝑖𝑡𝑢𝑜𝑠𝑎𝑠
𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑝𝑟𝑜𝑑𝑢𝑧𝑖𝑑𝑎𝑠× 106 (5.27)
Figura 5.2 Nível de sigma em função das unidades defeituosas (em ppm) que não cumprem
especificação. (Forrest 2003).
Para a elaboração de um projecto Seis Sigma existem três abordagens possíveis: DMAIC
(Define, Measure, Analyze, Improve, Control) indicada para melhoria contínua de processos, DMADV
(Define, Measure, Analyze, Design, Verify) e DFSS (Design For Six Sigma), sugeridas para novos
processos ou reengenharia de outros já existentes (Pinto 2014).
Com o propósito de aumentar a capacidade do processo de corte de placas, foi desenvolvido
um projecto Seis Sigma através do sistema DMAIC inspirado no ciclo PDCA (Plan-Do-Check-
Analyze) ilustrado na Figura 5.3, concretizado por Deming e inspirado em Walter A. Shewhart.
Figura 5.3 Ciclo PDCA (Plan-Do-Check-Analyze)
Planear
Executar
Verificar
Analisar

25
A abordagem DMAIC subdivide-se nas cinco fases ilustradas na Figura 5.4:
(D) Definir: na qual são identificados os problemas, os objectivos e os requisitos dos
clientes;
(M) Medir: que engloba estudos M.S.A. (Measurement System Analysis) ao sistema de
medição e testes de medição que fornecem informação sobre a capacidade e a estabilidade
do processo;
(A) Analisar: na qual são identificadas as causas potenciais da variabilidade do processo e
seleccionadas as mais relevante que, posteriormente, são avaliadas individualmente;
(I) Melhorar: que inclui a implementação das acções de melhoria no processo que visam
eliminar as causas seleccionadas na fase anterior;
(C) Controlar: na qual são elaborados instruções de controlo de qualidade, quadros de
acções correctivas, ajudas visuais, etc..
Definir Medir Analisar ControlarModificar? Melhorar
Redefinir
Figura 5.4 Fluxograma do sistema DMAIC segundo a metodologia Seis Sigma.
5.3 Definir (DMAIC)
A primeira fase, Definir, inclui o entendimento do problema, estabelecimento dos objectivos e
planeamento de acções de melhoria. Nesta fase são identificados os processos de corte, os produtos
(placas) e os defeitos, nos quais se pretende actuar.
5.3.1 Processo
Um processo é um conjunto de actividades que transformam as entradas em produtos, as
características intrínsecas dos quais, denominadas por características da qualidade, devem cumprir
os requisitos impostos pelos clientes.
Na fábrica da Castanheira, existem diversos modelos de máquinas de corte, devido à
variedade de tiradas produzidas. Para averiguar o processo de corte que apresenta maior produção
de sucata nas placas não formadas, elaborou-se um diagrama de Pareto da sucata produzida entre
Março e Abril do corrente ano de 2015 (Figura 5.5), em função dos tipos de máquina de corte.
Figura 5.5 – Diagrama de Pareto da produção de sucata de Março e Abril em função da máquina de corte.
0%
20%
40%
60%
80%
100%
0
5000
10000
15000
20000
25000
Pro
du
çã
o d
e s
uc
ata
Máquinas de Corte
Sucata
Frequênciacumulativa

26
Pela interpretação do diagrama de Pareto, a máquina de corte que apresentou maior produção
de sucata de placas não formadas foi a TBS 1, cuja produção corresponde a 22% da sucata total
destas placas obtida entre Março e Abril. De seguida, surge a máquina de corte TBS 2, com 21% da
produção de sucata total de placas não formadas obtida nesses meses.
As máquinas TBS são automáticas, sendo realizado o corte das tiradas e das patilhas através
de discos e a limpeza das patilhas por escovas rotativas. O processo de corte na máquina TBS 1
inicia-se pela introdução das tiradas que, através duma passadeira rolante, se deslocam até aos
discos de corte (Figura 5.6-a), nos quais, primeiramente, é realizado o corte e limpeza das patilhas e
só depois o corte da tirada (Figura 5.6-b) obtendo-se placas. Após corte, as placas saem da máquina
de corte, através de uma passadeira rolante (Figura 5.6-c), onde são recolhidas e escovadas para
remoção de excesso de chumbo ou de pasta.
Nesta etapa é efectuada uma inspecção visual para detecção de não-conformidades. As placas
defeituosas que não podem ser retrabalhadas são enviadas para sucata, sendo registadas no
software, que é o referido InfinityQS. Por sua vez, as placas defeituosas que podem ser reparadas
são retrabalhadas à saída da Linha de Corte, sendo posteriormente colocadas numa palete e
enviadas para montagem.
Figura 5.6 a) Tiradas de painel duplo XP+, b) Introdução de tiradas na máquina de corte, c) Corte e limpeza das patilhas e corte das tiradas, d) Placas obtidas após corte, e) Placas obtidas após escovagem.
Na Figura 5.7 está apresentado o diagrama SIPOC do processo de corte de placas que define
o objectivo do processo e identifica as falhas potenciais, como por exemplo as especificações que o
processo espera dos fornecedores e o que os clientes esperam do processo (ASQ s.d.).
Figura 5.7 SIPOC do processo de corte de placas.
No processo de corte, os “fornecedores” (Suppliers) são os processos de sazonamento e de
formação que enviam as tiradas não formadas e as pré-carregadas, respectivamente. No entanto,
como este estudo incide simplesmente nas placas não formadas, o processo de sazonamento é o
único fornecedor. As entradas do processo (Inputs) incluem as características das tiradas

27
provenientes do sazonamento, como altura, largura e espessura. No processo (Process) são
discriminadas todas as etapas como a limpeza das patilhas e corte das tiradas e das patilhas. Nas
saídas do processo (Outputs) são definidos os requisitos impostos pelos “clientes”, como a altura de
corte, a área limpa das patilhas, a altura e a espessura das placas. As placas obtidas no corte
seguem para montagem, sendo este o cliente (Customers) do processo de corte.
Seguidamente, elaborou-se o fluxograma do processo de corte, representado na Figura 5.8, de
modo a discriminar todas as etapas e as decisões a tomar no processo.
Processo de Corte de Placas
SucataCorte de Placas
Inicio
Tiradas (Não formadas
ou Pré-carregadas)
Corte das Patilhas
Limpeza das Patilhas
Corte de Tiradas
Placas com defeitos
visuais?
Colocar na grade das
placas conformes
Não
Sim
Fim
Limar/escovar as
placas
Colocar as tiradas nas
guias
O defeito pode ser
retrabalhado? Sim
Não
Retrabalho à saída
da linha de corte
Colocar na caixa das
placas rejeitadas
Identificar o tipo de
defeito
Registar no InfinityQS a
quantidade e o defeito
por cada palete
produzida
Sucata
Figura 5.8 Fluxograma do processo de corte de placas.
5.3.2 Produto
O modelo Seis Sigma descreve um produto (Y) em função das entradas do processo (Inputs),
dos factores controláveis (X) e de ruído (Z), como está apresentado na Figura 5.9 e na Eq. (5.30). As
entradas do processo incluem as matérias-primas e todas as suas características. Os factores
controláveis correspondem aos parâmetros que podem ser manipulados, como a velocidade de corte,
a afinação dos discos de corte, etc., ao passo que os factores de ruído são incontroláveis e portanto
de impossível eliminação. Deste modo, ambiciona-se encontrar um nível óptimo de variabilidade dos
factores controláveis para que a variabilidade total do produto não seja comprometida.
𝑌 = 𝑓(𝑋1, … 𝑋𝑛; 𝑍1, … 𝑍𝑛) (5.28)
Figura 5.9 – Definição de produto (Y) em função de inputs, outputs e factores de ruído e controláveis.

28
As tiradas provenientes do sazonamento podem ser positivas ou negativas, consoante o tipo
de pasta que lhes foi adicionada no empastamento. Estas tiradas podem ser de painel simples ou
múltiplo (Figura 5.10) conforme a quantidade de placas obtidas por tirada.
Figura 5.10 Tiradas de painel duplo (lado esquerdo) e tirada de painel simples (lado direito).
Para identificar o tipo de placa não formada com maior produção de sucata, esboçou-se um
diagrama de Pareto da Figura 5.11 da sucata produzida em função do tipo de placa não formada.
Com base no diagrama, a placa não formada que apresenta maior sucata é a XP+, cuja sucata
produzida corresponde a 20% da produção total de sucata de placas não formadas (Março e Abril).
Seguidamente, surgem as tiradas UC-, cuja quantidade de sucata representa 17% da produção de
sucata. Ambas as tiradas (XP+ e UC-) são de painel duplo (Figura 5.10 – lado esquerdo) e são
cortadas nas máquinas TBS 1 e 2 que correspondem aos processos com maior produção de sucata.
Figura 5.11 – Diagrama de Pareto da produção de sucata de Março e Abril em função do tipo de placas.
Para avaliar o desempenho do processo de corte das placas com referida maior produção de
sucata, XP+, efectuou-se uma carta de controlo p da proporção de placas XP+ defeituosas
produzidas apenas durante Março (Figura 5.12). Através das Eqs. (5.1), (5.2), (5.3) e (5.4) para
determinou-se a proporção de defeituosas, a proporção média e os limites de controlo.
Figura 5.12 Carta de controlo p da proporção de placas XP+ defeituosas produzidas em Março.
Através da carta de controlo p, verifica-se que os limites de controlo foram largamente
excedidos, logo o processo de corte das placas XP+ não está controlado (Na carta, estão
representados 168 pontos, dos quais 117 excedem os limites de controlo). A proporção média de
placas XP+ defeituosas é de 0,002, ou seja, 0,2% das placas cortadas apresentavam não-
conformidades. Apesar de esta proporção ser pequena, devido à elevada produção deste tipo de
placa, a sua contribuição no custo total de produção é elevada.
0%
50%
100%
0
5000
10000
15000
20000
25000
XP
+U
C-
NL+
BE
+H
E+
SN
-B
V-
NC
-U
T-
JV
-V
F+
TS
+H
V-
AE
+S
P+
BC
-U
L+
LV
-N
V-
AV
-JE
+LE
+ S
T-
VE
-P
T-
TT
-P
S+
OP
+O
N-
SS
+N
E+
BS
+O
utr
os
Pro
du
çã
o d
e
su
ca
ta
Placas Não-formadas
Sucata
Frequênciacumulativa
30-03
-201
5
26-0
3-20
15
25-03
-201
5
20-0
3-20
15
17-0
3-20
15
13-03
-201
5
10-0
3-20
15
06-0
3-201
5
04-03
-201
5
02-0
3-20
15
0,014
0,012
0,010
0,008
0,006
0,004
0,002
0,000
Data
Pro
po
rção
de
pla
cas
def
eitu
osa
s
_P=0,00202
LSC=0,00338
LIC=0,00065
1
111
1
11
1
1
1
1
111
1
1
11
11
1
1
11
1
111
1
111111
1
1
1
1111
1
1111
1
11
1
11111
11
1
11
1
1
11
1
11111
1111
111
11
1
1
1
1
1
1
1
11
1
11
1
1
1
11
1
11
1
1
1111
1
11
1
1111
Carta de Controlo P - Proporção de placas XP+ defeituosas

29
5.3.3 Defeitos das placas
Após corte, é efectuada uma inspecção visual para detectar não-conformidades nas placas. As
placas conformes são colocadas numa grade que é enviada para a Montagem. Quanto às unidades
defeituosas que não podem ser reparadas, são colocadas em caixas que estão ao lado das Linhas de
Corte, para posterior registo no software InfinityQS. As placas defeituosas que podem ser reparadas
são sujeitas a retrabalho, sendo depois enviadas para montagem.
Nem todos os defeitos detectados nesta secção de fabrico provêm do corte, mas sim de
processos anteriores, como a fundição, o empastamento e o sazonamento. Deste modo, elaborou-se
um diagrama de Pareto (Figura 5.13) da produção de sucata em função do tipo de defeitos
detectados nas placas, com a finalidade de identificar o mais frequente.
Figura 5.13 – Diagrama de Pareto dos defeitos das placas não formadas de Março e Abril.
Pela observação do diagrama anterior, conclui-se que cerca de 60% dos defeitos detectados
nas placas não formadas correspondem à falta de esquadria e de pasta. Ambos os defeitos provêm
de processos anteriores ao corte, nomeadamente, da fundição e do empastamento.
A falta de esquadria representa desvios na geometria da armadura, impedindo a montagem
adequada dos jogos e o encaixe nos blocos. Esta não-conformidade pode afectar também a altura de
corte das placas que, consequentemente, prejudica a soldadura dos jogos. Este defeito surge de
problemas sobretudo associados à fundição das armaduras. Por sua vez, a falta de pasta resulta de
falhas no empastamento causadas, por exemplo, pelo ajuste incorrecto da tremonha que regula a
quantidade de pasta depositada por armadura. Este defeito diminui a quantidade de material activo e,
consequentemente, afecta a capacidade da bateria.
Uma vez que o estudo vai incidir nas placas XP+ e na máquina de corte TBS 1, devido à
elevada produção de sucata, elaborou-se um diagrama de Pareto da sucata das placas XP+ em
função do tipo de defeitos. (O diagrama anterior referia-se a todas as placas não formadas.) Neste
sentido, certifica-se que os defeitos mais frequentes das placas XP+ são a falta de esquadria e de
pasta, coincidindo com a análise de todas as placas. A falta de esquadria e de pasta corresponde a
63% da sucata produzida nesse período.
0%
20%
40%
60%
80%
100%
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
Pro
du
ção
de
su
cata
Defeito
Sucata
Frequênciacumulativa

30
Figura 5.14 – Diagrama de Pareto da sucata das placas XP+ em função do defeito entre Março e Abril
5.3.4 Altura de corte
Os processos são, em geral, constituídos por características associadas às variáveis de saída
que permitem avaliar o desempenho do processo. Estas características podem ser variáveis, que
assumem qualquer valor de uma escala contínua, ou discretas, através de dados por atributos.
A altura de corte da placa é um parâmetro fulcral a cumprir no processo de corte, uma vez que
representa a altura total da placa, incluindo a altura da mesma e da patilha (Figura 5.15). Esta
característica influencia a construção e posterior soldadura dos jogos, permitindo a adequada
condução de corrente eléctrica ao longo da bateria.
Figura 5.15 – Esquema da altura de corte das placas.
Para garantir que a altura dos jogos é uniforme, as alturas de corte das placas positivas são
inferiores às placas negativos, pois têm de ter em consideração a espessura do separador que
envolve apenas as placas positivas (Figura 5.16 - lado esquerdo). Na soldadura dos jogos e das
uniões, é essencial que as patilhas estejam alinhadas e niveladas consoante a polaridade da placa,
para que a corrente eléctrica seja transferida uniformemente ao longo da bateria. Assim, a altura de
corte é um parâmetro relevante, pois um desfasamento poderá afectar o funcionamento das baterias.
No processo de corte, o método de análise da altura de corte das placas consiste numa
avaliação por atributos, recorrendo a uma bitola com as dimensões descritas na especificação. Deste
modo, se a placa entrar e assentar correctamente na bitola (ou cércea) é considerada conforme; se
não, será rejeitada, não sendo possível quantificar o desvio em relação à especificação.
Figura 5.16 – Esquema da composição de jogos (lado esquerdo) e desfasamento no alinhamento das
patilhas (lado direito).
0%
20%
40%
60%
80%
100%
0
2000
4000
6000
8000
10000P
rod
uç
ão
de
su
cata
Defeitos
Sucata
Frequênciacumulativa
Altura de Corte
Placa Negativa
Placa Positiva Separador
Patilha

31
A partir da fase Definir, conclui-se que o processo e o produto com maiores níveis de sucata de
placas não formadas são: a máquina de corte TBS 1 e a placa XP+, respectivamente. O defeito das
placas não formadas mais frequente é a falta de esquadria, que dificulta a montagem de baterias,
sobretudo, a construção e soldadura dos jogos e o encaixe destes nos blocos. A falta de esquadria
poderá afectar a altura de corte das placas, prejudicando a soldadura dos jogos e, por conseguinte, a
transferência de energia ao longo da bateria.
5.4 Medir (DMAIC)
Na fábrica, o método utilizado para avaliar a altura de corte das placas era através de uma
bitola, sendo por este meio impossível quantificar, em termos numéricos, a altura de corte das placas
e, em caso de não-conformidade, o seu desvio em relação à especificação. Para resolução desta
lacuna, implementou-se um sistema de medição da altura de corte das placas através de um
paquímetro digital conectado ao software InfinityQS. A análise deste parâmetro passa a ser por
variáveis em vez de apenas por atributos, permitindo obter a altura de corte e avaliar o desempenho
do processo de corte das placas.
A fase Medir engloba análises ao sistema de medição e ao processo de corte, com a finalidade
de reter o máximo de informação sobre a situação actual do processo de corte e do sistema de
medição. Para tal, em primeiro lugar caracteriza-se o equipamento de medição adequado para medir
a altura de corte, de seguida traçou-se o método de medição e criou-se o programa de controlo
estatístico que permite o registo das medições. Posteriormente, analisou-se a adequação do sistema
de medição para determinar a altura de corte e por último, efectuaram-se os testes de medição que
permitem avaliar o processo de corte.
No referido contexto, a fase Medir encontra-se estruturada nas seguintes partes:
1. Equipamento de medição: descreve-se o funcionamento e constituição do paquímetro;
2. Método de Medição: refere-se o procedimento do teste à altura de corte, incluindo a
recolha das amostras, o posicionamento das placas e a interacção com o software;
3. Projecto InfinityQS: descreve-se, sucintamente, a construção do projecto de controlo
estatistico, assim como a sua utilização;
4. Validação do Sistema de Medição: afere se a aptidão do sistema de medição para
determinar a altura de corte das placas XP+ através de um estudo M.S.A. (Measure
System Analysis), nomeadamente, por teste de Repetibilidade e Reprodutibilidade (R&R);
5. Testes de Medição: incluindo todas as medições efectuadas, permite-se avaliar o
desempenho do processo de corte.
5.4.1 Equipamento de Medição
O paquimetro digital exibido na Figura 5.17, foi o equipamento de medição utilizado para
determinar a altura de corte das placas XP+. É constituído por uma parte fixa, onde são colocadas as
placas a medir, e por uma parte móvel, que desliza verticalmente até atingir a patilha da placa. Este
equipamento conta, ainda, com uma base com inclinação, permitindo à placa permanecer imóvel

32
(encostada) durante a medição. As alturas de corte das placas XP+ compreendem os 178 a 180 mm
e o paquímetro digital tem uma resolução de 0,01 mm. Segundo AIAG (Automotive Industry Action
Group) o equipamento de medição deverá apresentar uma resolução de pelo menos um décimo da
tolerância de especificação, isto é, 0,15 mm.
Figura 5.17 – Constituição do paquímetro digital: parte fixa (onde são colocadas as placas) e parte móvel
(que mede as placas).
5.4.2 Método de medição da altura de corte
As placas XP+ provêm de tiradas de painel duplo que, ao serem introduzidas na máquina de
corte n.º 1, sofrem corte nas patilhas e no centro da tirada, dividindo-a em duas placas. Como o corte
das patilhas é realizado por discos de corte diferentes, são obtidos dois produtos distintos: as placas
obtidas do lado esquerdo e as do lado direito da máquina de corte. Desta forma, para analisar o
desempenho do corte, estes dois produtos têm de ser analisados separadamente.
De seguida, descreve-se o método de medição da altura de corte das placas XP+ adoptado.
1. Recolher cinco placas de cada lado da máquina de corte de tiradas consecutivas e
separá-las consoante o lado onde foram recolhidas, mantendo a ordem;
2. Efectuar a calibração do paquímetro digital, antes de iniciar as medições. Para tal, colocar o
paquímetro o mais próximo possivel da parte fixa e pressionar o botão “zero”;
3. Entrar no projecto do software InfinityQS da Secção de corte, clicar6 no “botão” corres-
pondente à máquina de corte TBS 1 e clicar no botão “Altura de Corte”;
4. Colocar as placas “verticalmente” (inclinadas, como foi referido) na parte fixa do paquímetro
com a patilha para cima (Figura 5.18);
5. Iniciar o teste pela placa do lado esquerdo e seguidamente pela do lado direito, na série
pertencente à mesma tirada;
6. Descer o paquímetro até à patilha e pressionar a botoneira verde até surgir o valor da altura
de corte no ecrã do computador;
7. Após medição das placas, verificar na carta de controlo se:
Foi registado o resultado do teste;
O resultado está dentro dos limites de controlo e dos de especificação;
Os resultados das placas do lado esquerdo e direito são semelhantes.
6 Verbo admitido no Dicionário da Infopédia.

33
Figura 5.18 – Posicionamento correcto das placas do lado esquerdo e do lado direito no paquímetro.
5.4.3 Validação do sistema de medição
Para averiguar se o sistema de medição é adequado para determinar a altura de corte das
placas XP+, foi realizado um estudo M.S.A. (Measure System Analysis) que quantifica a variabilidade
associada às medições e ao sistema de medição. O conceito “medição” corresponde à atribuição de
números a bens materiais para efectuar relações, ao passo que o sistema de medição representa o
conjunto de equipamentos, operações, métodos, softwares, operadores e hipóteses utilizados para
quantificar a unidade de medição ou avaliar a característica a mensurar (Gupta e Walker 2007).
A variação global de um processo provém, como se disse, de causas comuns, que podem ser
minimizadas, mas não suprimidas, e de causas especiais que devem ser eliminadas. Num sistema de
medição, é essencial garantir que a variabilidade não exceda a tolerância de especificação. Todos os
componentes do sistema de medição geram variação proveniente de duas fontes: variação da peça,
que engloba os métodos, os materiais e as máquinas, e a variação M.S.A. associada ao equipamento
de medição e a atribuída aos operadores, as quais, no meio industrial, são usualmente designadas
por repetibilidade e reprodutibilidade, respectivamente. A repetibilidade representa a capacidade de
um operador replicar a medição com a mesma amostra, ao passo que a reprodutibilidade traduz a
habilidade de operadores diferentes para conseguirem atingir o mesmo resultado com as mesmas
amostras. Neste sentido, para validar o sistema de medição recorre-se a testes de Repetibilidade e
Reprodutibilidade (R&R) que analisam a influência destes dois componentes na variação total. Estes
conceitos esquematizam-se na Figura 5.19.
Figura 5.19 – Componentes de variação de um sistema de medição.
Segundo as directrizes de AIAG (Automotive Industry Action Group), para validar um sistema
de medição, este terá de cumprir os requisitos descritos na Tabela 5.2. A variância da amostra, s2,
representa o quadrado do desvio-padrão e mede a dispersão dos dados em torno da média, sendo
obtida pela Eq. (5.29). Os componentes de variância fornecem a quantidade de variação proveniente
de cada fonte de erro de medição e a contribuição da variabilidade entre placas.
𝑠2 =1
𝑛 − 1∑(𝑋𝑖 − �̅�)2
𝑛
𝑖=1
(5.29)
Variação total
Variação M.S.A.
Variação da Repetibilidade
Variação da Reprodutibilidade
Operador
Interacção operador-peça Variação peça-a-peça

34
Tabela 5.2 – Critérios de aceitação dos testes R&R segundo AIAG.
Critérios de aceitação
% Componentes de variância
% Variação do processo Categorias distinguidas
Muito bom < 1% 0-10% > 5
Aceitável 1-9% 10-30% 2-5
Não Aceitável > 9% > 30% < 2
No teste R&R ao sistema de medição da altura de corte das placas XP+, as 10 placas (sem
relação com o método de medição acima referido), foram recolhidas de modo a abranger todas as
variações do processo a que o produto está sujeito. Neste caso, as principais fontes de variação do
processo são os operadores, máquinas e turnos. Uma vez que estas placas são apenas cortadas na
máquina de corte TBS 1, a variação das máquinas foi excluída no estudo.
Após seleccionadas as placas, foram numeradas de 1 a 10 e dispostas por ordem aleatória. De
seguida, solicitou-se a três operadores que medissem duas vezes a altura de corte de cada placa.
Após a conclusão de cada teste, as placas são misturadas para evitar manipulação dos resultados.
Para análise dos resultados, recorreu-se ao método ANOVA cruzado, através do software
Minitab, visto ser o indicado quando operadores diferentes medem as mesmas amostras. A ANOVA
recorre a testes de hipótese à diferença entre as médias de populações distintas, comparando-as
entre si e determinando a relevância da diferença através da análise do valor-p. Segundo (Walpole, et
al. 2002), o valor-p é a probabilidade em obter dados, cujas amostras provêm da mesma distribuição.
Assim, um valor-p menor que o nível de significância (α), usualmente de 0,05, permite concluir que as
distribuições são diferentes.
Como foi referido, as placas do lado esquerdo e direito têm de ser analisadas separadamente,
portanto foram realizados dois estudos M.S.A., um para cada lado. As hipóteses admitidas no método
ANOVA cruzado estão apresentadas na Tabela 5.3.
Tabela 5.3 – Hipóteses admitidas no teste ao sistema de medição das alturas de corte.
Teste Hipóteses Descrição
Placa H0 todas as placas são iguais
H1 (rejeitar H0)
Operador H0 os operadores são igualmente bons
H1 (rejeitar H0)
Interacção Placa-Operador
H0 interacção entre placas e operadores é desprezável
H1 (rejeitar H0)
Através do método ANOVA cruzado, obtiveram-se os resultados apresentados na Tabela 5.4:
para os graus de liberdade DF, a soma das diferenças quadráticas (SS), a média das diferenças
quadráticas (MS), a função cumulativa da distribuição F (F) e o valor-p (P) calculados pelas Eqs.
(5.30) a (5.38).
𝐷𝐹(𝐴) = (𝑎 − 1) (5.30) 𝐷𝐹(𝐴𝐵) = (𝑎 − 1)(𝑏 − 1) (5.31)
𝑆𝑆(𝐴) = 𝑛𝑏 ∑(𝑦𝑖 − �̅�)2
𝑗
(5.32) 𝑆𝑆(𝐴𝐵) = ∑ ∑ ∑(𝑦𝑖𝑗𝑘 − �̅�)2
𝑘𝑗𝑖
− 𝑆𝑗 ∑ ∑(𝑦𝑖𝑗𝑘 − �̅�𝑖𝑗)2
𝑘𝑗
(5.33)
𝑀𝑆(𝐴) =𝑆𝑆(𝐴)
𝐷𝐹(𝐴) (5.34) 𝑀𝑆(𝐸𝑟𝑟𝑜) =
𝑆𝑆(𝐸𝑟𝑟𝑜)
𝐷𝐹(𝐸𝑟𝑟𝑜) (5.35)
𝐹(𝐴) =𝑀𝑆(𝐴)
𝑀𝑆(𝐸𝑟𝑟𝑜) (5.36) 𝑣𝑎𝑙𝑜𝑟 − 𝑝 = 1 − 𝑃(𝐹 ≤ 𝑓𝑗) (5.37)

35
onde: A e B, factores; AB; interacção entre os factores A e B; 𝑎, número de níveis no factor A; b,
número de níveis no factor B; n, dimensão de amostra; yi, média dos valores do nível i de um
determinado factor; �̅�, média das observações.
Tabela 5.4 – Resultados do método ANOVA ao sistema de medição para as alturas de corte das placas obtidas de cada lado.
Um valor-p baixo traduz que a probabilidade de se obter um valor como observado é baixa,
levando à rejeição da hipótese nula (H0). Como em ambos os lados, os valores-p das placas são
inferiores a 0,05, a hipótese nula é rejeitada, sugerindo que as placas medidas são diferentes. Em
contrapartida, os valores-p dos operadores e das interacções operadores-placas são elevados,
indicando que os operadores são igualmente eficientes e que as interacções entre placas e
operadores são desprezáveis. É também relevante avaliar os graus de liberdade (DF) que reflectem o
número de medições necessárias para estimar a repetibilidade. Neste estudo, obtiveram-se 59 graus
de liberdade que, segundo (Gupta e Walker 2007) se encontra acima dos 30 a 45 recomendados (no
mínimo), sendo, pois, o valor considerado suficiente para estimar a contribuição do teste R&R.
Seguidamente, determinou-se a variância e a contribuição de cada componente na variação
total através das Eqs. (5.38)–(5.44) (Minitab 2015). Os resultados estão apresentados na Tabela 5.5.
𝑉𝑎𝑟𝐶𝑜𝑚𝑝(𝑅𝑒𝑎𝑝𝑒𝑎𝑡𝑖𝑏𝑖𝑙𝑖𝑡𝑦) = 𝑀𝑆(𝑅𝑒𝑝𝑒𝑎𝑡𝑎𝑏𝑖𝑙𝑖𝑡𝑦) (5.38)
𝑉𝑎𝑟𝐶𝑜𝑚𝑝(𝑂𝑝𝑒𝑟𝑎𝑡𝑜𝑟) =𝑀𝑆(𝑂𝑝𝑒𝑟𝑎𝑡𝑜𝑟) − 𝑀𝑆(𝑅𝑒𝑝𝑒𝑎𝑡𝑎𝑏𝑖𝑙𝑖𝑡𝑦)
𝑐 × 𝑛 (5.39)
𝑉𝑎𝑟𝐶𝑜𝑚𝑝(𝑅𝑒𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑏𝑖𝑙𝑖𝑡𝑦) = 𝑀𝑆(𝑂𝑝𝑒𝑟𝑎𝑡𝑜𝑟) (5.40)
𝑉𝑎𝑟𝐶𝑜𝑚𝑝(𝑃𝑎𝑟𝑡 − 𝑡𝑜 − 𝑝𝑎𝑟𝑡) =𝑀𝑆(𝑃𝑎𝑟𝑡 − 𝑡𝑜 − 𝑝𝑎𝑟𝑡) − 𝑀𝑆(𝑅𝑒𝑝𝑒𝑡𝑎𝑏𝑖𝑙𝑖𝑡𝑦)
𝑐 × 𝑑 (5.41)
𝑉𝑎𝑟𝐶𝑜𝑚𝑝(𝐺𝑎𝑔𝑒𝑅&𝑅) = 𝑉𝑎𝑟𝐶𝑜𝑚𝑝(𝑅𝑒𝑝𝑒𝑎𝑡𝑎𝑏𝑖𝑙𝑖𝑡𝑦) + 𝑉𝑎𝑟𝐶𝑜𝑚𝑝(𝑂𝑝𝑒𝑟𝑎𝑡𝑜𝑟) + 𝑉𝑎𝑟𝐶𝑜𝑚𝑝(𝑅𝑒𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑏𝑖𝑙𝑖𝑡𝑦) (5.42)
𝑉𝑎𝑟𝐶𝑜𝑚𝑝 𝑇𝑜𝑡𝑎𝑙 = 𝑉𝑎𝑟𝐶𝑜𝑚𝑝 𝐺𝑎𝑔𝑒 𝑅&𝑅 + 𝑉𝑎𝑟𝐶𝑜𝑚𝑝(𝑃𝑎𝑟𝑡 − 𝑡𝑜 − 𝑝𝑎𝑟𝑡) (5.43)
%𝐶𝑜𝑛𝑡𝑟𝑖𝑏𝑢𝑡𝑖𝑜𝑛 =𝑉𝑎𝑟𝐶𝑜𝑚𝑝
∑ 𝑉𝑎𝑟𝐶𝑜𝑚𝑝 × 100 (5.44)
onde: VarComp, variância do componente (em mm2), % Contribution, contribuição de cada
componente na variação total do processo; n, dimensão de amostras medidas; c, número de vezes
que foi executada cada medição; d, número de operadores.
Tabela 5.5 – Contribuição dos componentes de variação do sistema de medição para as alturas de corte.
Fonte de Variação Lado Esquerdo Lado Direito
VarComp %Contribuição VarComp %Contribuição
Repetibilidade 0,00664 3,32% 0,00513 5,30%
Reprodutibilidade 0,00030 0,15% 0,00005 0,05%
Teste R&R 0,00694 3,46% 0,00517 5,35%
Peça a peça 0,19338 96,54% 0,09158 94,65%
Variação total 0,20032 100,00% 0,09676 100,00%
Two-Way ANOVA Table With Interaction – Lado Esquerdo
Source DF SS MS F P
Placa 9 10,5022 1,16691 147,006 0,000
Operador 2 0,0252 0,01258 1,585 0,232
Placa * Operador 18 0,1429 0,00794 1,353 0,226
Repeatability 30 0,1760 0,00587
Total 59 10,8463
α to remove interaction term = 0,05
Two-Way ANOVA Table With Interaction – Lado Direito
Source DF SS MS F P Placa 9 4,99168 0,554631 120,393 0,000 Operador 2 0,01212 0,006061 1,316 0,293 Placa * Operador 18 0,08292 0,004607 0,847 0,637 Repeatability 30 0,16313 0,005438 Total 59 5,24986
α to remove interaction term = 0,05

36
Num sistema de medição aceitável, a maioria da sua variação deverá provir das diferenças
entre placas (peça a peça). Em ambos lados, mais de 96% da variância total provém das placas,
indicando que as amostras contêm alturas de corte diferentes.
Para validar um sistema de medição, a contribuição do teste R&R não poderá exceder 9% da
variação total, como se referiu (Tabela 5.2). Neste sentido, obteve-se uma variação do teste R&R de
3,46% para as placas do lado esquerdo e 5,35% para as do lado direito, sugerindo que o sistema de
medição é aceitável para medir as alturas de corte das placas de ambos os lados. É de salientar que
a repetibilidade tem maior contribuição do que a reprodutibilidade, indicando que é mais difícil repetir
do que reproduzir valores. Este facto provém de problemas associados ao equipamento de medição
(paquímetro digital) como, por exemplo, à calibração ou ao posicionamento incorrecto das placas.
De seguida, procedeu-se à análise do desvio-padrão através das Eqs. (5.45) e (5.46). A
parcela Study Var, dada na Tabela 5.6, representa a variação da altura de corte proveniente do
sistema de medição e da diferença entre placas, sendo obtida pela Eq. (5.47) e em percentagem pela
Eq. (5.48) (Minitab 2015).
𝜎𝑅&𝑅2 = 𝜎𝑅𝑒𝑝𝑒𝑎𝑡
2 + 𝜎𝑅𝑒𝑝𝑟𝑜𝑑2 (5.45) 𝜎𝑡𝑜𝑡𝑎𝑙
2 = 𝜎𝑅&𝑅2 + 𝜎𝑃𝑎𝑟𝑡−𝑡𝑜−𝑝𝑎𝑟𝑡
2 (5.46)
𝑆𝑡𝑢𝑑𝑦 𝑉𝑎𝑟 = 6𝜎𝑖 (5.47) %𝑆𝑡𝑢𝑑𝑦 𝑉𝑎𝑟 =𝜎𝑖
𝜎𝑡𝑜𝑡𝑎𝑙 (5.48)
O número de categorias distinguidas pelo sistema de medição é utilizado para averiguar a
resolução do equipamento de medição, isto é, a capacidade de este detectar diferenças na
característica em estudo. Para a sua determinação recorreu-se à Eq. (5.49) que, segundo AIAG, para
um sistema de medição ser aceitável, deverá distinguir pelo menos 2 categorias (Minitab 2015).
𝑁º 𝑑𝑒 𝑐𝑎𝑡𝑒𝑔𝑜𝑟𝑖𝑎𝑠 𝑑𝑖𝑠𝑡𝑖𝑛𝑔𝑢𝑖𝑑𝑎𝑠 = NINT (𝜎𝑝𝑎𝑟𝑡−𝑡𝑜−𝑝𝑎𝑟𝑡
𝜎𝑅&𝑅 𝑡𝑜𝑡𝑎𝑙 × √2) (5.49)
Na Tabela 5.6 apresentam-se os desvios-padrão e as Study Var (conforme referido) de cada
componente do sistema de medição e o número de categorias distinguidas e, na Figura 5.20 as
contribuições e a variação dos componentes de variação. Assim, a soma dos 2 de R&R (0,082
2 +
0,0172) é o
2 do teste (0,083
2), o qual, com o part-to-part (0,440
2), leva à variação total (0,448
2),
sendo as percentagens indicadas (não-aditivas) relativas a e não a 2 (0,1861
2 + 0,9825
2 = 1
2).
Figura 5.20 Desvio-padrão, variação dos componentes do teste R&R e número de categorias
distinguidas pelo sistema de medição para as placas de cada lado.
Tabela 5.6 – Contribuição dos componentes de variação do sistema de medição das alturas de corte.
Fonte de Variação Lado Esquerdo Lado Direito
mm) Study Var (mm) Study Var (%) mm) Study Var (mm) Study Var (%)
Repetibilidade 0,082 0,489 18,21% 0,072 0,430 23,02%
Reprodutibilidade 0,017 0,103 3,85% 0,007 0,041 2,20%
Teste R&R 0,083 0,500 18,61% 0,072 0,432 23,12%
Placa a placa 0,440 2,638 98,25% 0,303 1,816 97,29%
Variação total 0,448 2,685 100,00% 0,311 1,866 100,00%
Categorias Distinguidas 7 5

37
Ao analisar a Tabela 5.6 e a Figura 5.20, conclui-se que as diferenças entre placas são as
principais responsáveis pela variação do estudo (e não a variação do próprio teste R&R), uma vez
que as placas apresentam alturas de corte diferentes, de modo a abrangerem a tolerância de
especificação. Por outro lado, a variação associada ao teste R&R é de 18,61% (no lado esquerdo) e
de 23,12% (no lado direito), sendo ambas inferiores a 30%, tal como pretendido. A repetibilidade de
valores é a principal responsável desta variação, o que leva a deduzir que é mais difícil repetir valores
do que reproduzir, como já referido. Por sua vez, é possível observar um aumento na variação do
sistema de medição nas placas do lado direito, também proveniente da repetibilidade.
Relativamente ao número de categorias distinguidas pelo sistema de medição, obtiveram-se
sete no lado esquerdo e cinco no direito. Deste modo, ambos os lados cumprem o requisito imposto,
de pelo menos cinco categorias deverem ser distinguidas.
Na Figura 5.21, estão ilustradas as cartas de controlo �̅� e R das placas obtidas do lado
esquerdo (lado direito mais adiante), com o objectivo de concluir se o sistema de medição está
controlado. Os dados de �̅� são de 2 medições e os de R a sua amplitude, medições sempre
efectuadas por 3 operadores (correspondentes aos 3 sectores das cartas).
Figura 5.21 Cartas de controlo �̅� e R da altura de corte das placas do lado esquerdo por cada operador.
A partir da carta de controlo de amplitude (R) —que, como é sabido, deve ser analisada em
primeiro lugar—, é possível avaliar a consistência do método de medição de cada operador. No
cálculo do Limite Superior de Controlo (LSC) está incluído o número de medições realizadas por
operador a cada placa e a variação entre placas, por isso, se o operador for consistente, as suas
medições não excederão este limite de controlo. O LIC é, neste caso, 0, representando que não
existem desvios nas medições para as mesmas placas. Através da carta de R, conclui-se que todos
os operadores foram consistentes, atingindo-se uma amplitude média (�̅�) de 0,093 mm, o que não
traduz impacto significativo comparativamente à tolerância de especificação.
A carta de controlo �̅� é usualmente utilizada para analisar a estabilidade do processo, porém,
neste caso, como as amostras recolhidas representam toda a gama de placas possíveis e os limites
de controlo são calculados apenas tendo em conta a altura de corte média e o desvio-padrão,
existem pontos fora dos limites de controlo. Esta consequência indica que o sistema de medição
consegue distinguir as amostras, registando, assim, placas fora de controlo.
Na Figura 5.22 estão ilustradas as cartas 𝑋 ̅e R da altura de corte das placas do lado direito.
Figura 5.22 Cartas de controlo 𝑿 ̅e R das placas do lado direito por cada operador.

38
Pela carta de controlo R, conclui-se que os operadores são, mais uma vez, consistentes no
método de medição das placas, porém observa-se que o Operador 2 teve mais dificuldade na
medição, pois apresenta amplitudes superiores aos restantes operadores. A amplitude média das
medições é de 0,086 mm, o que não revela influência significativa em relação à tolerância de
especificação (1,5 mm). Na carta de controlo 𝑋 ̅, observam-se pontos fora de controlo, devido ao facto
de as amostras apresentarem alturas de corte muito discrepantes.
De seguida, encontram-se representadas na Figura 5.23 as alturas de corte médias das placas
(unidas por uma linha) e todas as medições realizadas para cada uma (pontos acima e abaixo). Neste
gráfico pretendem-se identificar as amostras que provocaram maior discrepância na altura de corte.
Figura 5.23 – Altura de corte média de cada placa do lado esquerdo e do lado direito, respectivamente.
Idealmente, as alturas de corte obtidas para a mesma placa deviam coincidir, porém pela
Figura 5.23 observam-se algumas incongruências, nomeadamente, nas placas do lado direito,
reforçando que a medição das placas do lado direito foi mais difícil.
Seguidamente esboçaram-se os diagramas de caixa da altura de corte de cada lado por
operador (Figura 5.24), de modo a comparar as distribuições das medições. Pela interpretação dos
diagramas de caixa, confirma-se que os operadores alcançaram médias semelhantes. No lado
esquerdo, verifica-se que as médias e as medianas estão bastante próximas, sobretudo nos
Operadores 1 e 2. A mediana do Operador 3 é ligeiramente inferior à dos restantes, indicando que
este obteve alturas de corte inferiores. No lado direito, as médias atingidas são idênticas, porém o
Operador 2 obteve uma mediana superior e uma dispersão de valores inferior.
Figura 5.24 Diagramas de caixa da altura de corte das placas do lado esquerdo de cada operador
(sendo, na caixa, o ponto a média e o traço a mediana).
Na Figura 5.25 estão representadas as alturas de corte médias de cada placa obtidas pelos
operadores para cada lado. Na figura, a intersecção das linhas traduz interacção entre operadores e
placas, demonstrando que, para uma mesma amostra, as alturas de corte obtidas por operadores
diferentes foram semelhantes. Todavia, verificam-se algumas incongruências em ambos os lados: por
exemplo, no lado esquerdo, observam-se desvios na altura de corte das placas 2, 4 e 6, ao passo
que no lado direito existem discrepâncias nas placas 6, 7 e 8. Contudo, não são observados
constantes desfasamentos na altura de corte em nenhum operador, revelando que todos realizaram a

39
calibração do paquímetro no início do teste de medição. Deste modo, os desvios encontrados provêm
do mau posicionamento das placas, ou do paquímetro no acto de medição.
Figura 5.25 Interacção entre as alturas de corte média das placas e os operadores.
A partir do estudo M.S.A. ao sistema de medição da altura de corte, comprova-se que este
reúne os requisitos necessários, considerando-se aceitável para determinar este parâmetro. No
entanto, comparando os resultados de cada lado, é possível observar uma dificuldade acrescida no
lado direito, em particular, na repetibilidade de valores. Este efeito leva a deduzir que, apesar de o
paquímetro ser adequado para medir a altura de corte, deverá ser melhorado.
5.4.4 Projecto InfinityQS
O software de controlo estatistico InfinityQS usado na Empresa permite a monitorização de
caracteristicas de processos e de produtos, localmente, no chão-de-fábrica. Nesta Secção
descreve-se, sucintamente, a construção, naquele ambiente, do projecto da altura de corte que se
efectuou, bem como do seu funcionamento.
O software InfinityQS é utilizado ao longo do processo de fabrico de baterias, possibilitando o
registo de parâmetros e análise imediata dos resultados, em conjunto com ferramentas pela Gestão
pela Qualidade Total. Ao permitir adicionar programação no sistema, o InfinityQS possibilita também
a criação de lotes e emissão de etiquetas, facultando a rastreabilidade do produto ao longo do
processo de fabrico e ainda a gestão de stocks.
Realizou-se um projecto que permite o registo e análise da altura de corte das placas obtidas
na secção de Corte, antes de serem enviadas para montagem, recorrendo a técnicas de controlo
estatistico. No projecto, as placas são medidas através de um paquímetro digital que envia as leituras
para o software. Os valores são então convertidos em cartas de controlo (de média, �̅� e de
amplitude, R, ou de valores individuais, IX e de amplitude móve mR), exibindo o perfil da altura de
corte ao longo dos turnos.
Base de dados
Os projectos InfinityQS são formados por (pelo menos) três componentes: processo, produto e
testes (Figura 5.26). Para construção do projecto, inicialmente criaram-se estes componentes na
base de dados, na qual foram todos os valores provenientes dos testes de controlo estatístico são
colocados. O processo consiste nas máquinas de corte, que convertem a matéria-prima em produtos.
O produto corresponde ao componente obtido na operação de corte em questão que, neste caso, é a
placa XP+, a qual, por sua vez, pertence aos grupos das placas não formadas e positivas. Por fim, os
testes correspondem ao objectivo do projecto, isto é, à medição da altura de corte. Tal como foi

40
referido, as placas XP+ provêm de tiradas de painel duplo, por isso cada tirada produz duas placas
que terão de ser analisadas em separado. Neste sentido, é necessário existirem dois testes de
medição da altura de corte, um para cada lado da máquina de corte.
Na Figura 5.26, relativa ao projecto da altura de corte das placas XP+, estão esquematizados
os seus três componentes, aqui indicados de forma mais geral, referindo-se placas positivas e
negativas. O presente estudo contempla apenas as placas positivas (XP+), mas fez-se,
acessoriamente, a aplicação (que não será descrita na Dissertação) a outras placas positivas e a
placas negativas.
Figura 5.26 – Principais constituintes do projecto InfinityQS da altura de corte.
Criação do projecto InfinityQS
Após a definição dos componentes da base de dados pré-existente no sistema, procedeu-se à
construção do projecto InfinityQS referente à altura de corte. Na configuração da entrada de dados
(Figura 5.27) é realizada a selecção dos processos, produtos e testes necessários ao projecto. Para
permitir a rastreabilidade do produto ao longo do processo de fabrico, foram incorporados o registo de
turnos e de lotes. Desta forma, na ocorrência de uma não-conformidade, é possível identificar quando
e quem efectuou o corte.
Para facilitar a execução do teste, foram seleccionadas algumas opções, como: visualizar a
leitura do paquímetro em tela cheia, accionar alarmes na presença de não-conformidades, alterar a
cor de fundo das cartas de controlo ao se excederem os limites de controlo ou de especificação.
Após os componentes do projecto estarem seleccionados, para que este funcione são
necessários botões que permitam aceder, adicionar e modificar parâmetros. Os botões criados
(Figura 5.29- c) têm como finalidade: efectuar registos, alterar a máquina de corte, alterar o tipo de
placa, alterar o teste de medição, adicionar comentários na ocorrência de uma não-conformidade,
aceder ao menu da secção de corte e sair do software. Os botões devem ser visíveis e de fácil
percepção, para que no acto de medir não surjam dúvidas.
Após registo de dados provenientes da operação, estes podem surgir sob diversos formatos,
através de algumas ferramentas de Gestão pela Qualidade Total. Neste projecto, optou-se pelas
cartas de controlo �̅� e R, uma vez que a altura de corte é uma variável contínua, sendo cada amostra
constituída por cinco placas. Na selecção de dados da carta de controlo (Figura 5.28), é definida a
quantidade de amostras (com a referida dimensão), o intervalo de tempo, os testes, os produtos e os
processos a exibir. Esta filtração de dados permite análises tanto específicas como abrangentes,
consoante o estudo em questão.
Altura de corte
Produto Placas positivas e negativas
Processo Máquinas de corte
Testes Altura de corte da placa do lado esquerdo
Altura de corte da placa do lado direito

41
Figura 5.27 Configuração da entrada de dados do projecto InfinityQS da altura de corte.
Figura 5.28 Selecção de dados das cartas de controlo �̅� e R no InfinityQS da altura de corte.
Como são realizados dois testes em separado à altura de corte, os resultados surgem em dois
conjuntos de cartas de controlo. No entanto, como a gama de valores dos dois testes deverá ser
semelhante, uma vez que ambos fazem medição de alturas de corte, decidiu-se colocar no mesmo
conjunto ambos os testes. Esta exibição de resultados possibilita a comparação das alturas de corte
de cada lado, permitindo concluir se o corte está centrado.
O projecto criado foi, posteriormente, adicionado ao já existente projecto da secção de Corte,
que inclui a criação de lotes e da respectiva etiqueta, bem como o registo de sucata por lote que
surge sob a forma de um outro tipo de carta, a carta de controlo p (Figura 5.30).
Figura 5.29 a) Barra das Cartas incluídas no projecto, b) Cartas de controlo �̅� e R (cópia de ecrã) produzidas para as placas de ambos os lados, c) botões de acesso.

42
Figura 5.30 – Carta de controlo p (cópia de ecrã), de dimensão variável, da sucata produzida
na secção de corte.
5.4.5 Projecto de medição da altura de corte
Uma vez estabelecidos os passos da elaboração do procedimento de medição, da validação do
sistema de medição e da criação do projecto informático de controlo estatistico, estão reunidas as
condições necessárias para medir adequadamente a altura de corte das placas XP+. Através das
medições da altura de corte, pretende-se obter o máximo de informação possivel sobre o processo de
corte, tal como a sua estabilidade, a existência de tendências, a capacidade em produzir placas
conforme a especificação, etc.. Deste modo, solicitou-se aos operadores da Linha de Corte n.º 1 que
efectuassem o teste de medição da altura de corte das placas XP+ conforme já descrito na Secção
“Método de medição”.
Para avaliar a estabilidade do processo de corte, com os valores registados no projecto
InfinityQS provenientes do teste de medição e com o auxílio do software Minitab, traçaram-se as
cartas de controlo �̅� e R para cada lado do corte, que estão apresentadas na Figura 5.31.
Figura 5.31 Cartas de controlo �̅� (e não X, apresentado pelo software) e R da altura de corte antes da
implementação de acções correctivas.
Pela interpretação das cartas de controlo R, observam-se pontos fora de controlo e uma
amplitude média relativamente elevada face à tolerância de especificação (1,5 mm), nomeadamente,
nas placas do lado direito. Este efeito revela inconsistência na altura de corte das placas de cada
amostra, que poderá ser consequência de desvios associados quer aos discos de corte, quer ao
sistema de medição.
Nas cartas de controlo �̅� , verifica-se que a maioria das placas apresenta alturas de corte
inferiores ao alvo e que várias são inferiores à especificação, sobretudo as do lado esquerdo. Devido
a este desfasamento na altura de corte, o limite superior de controlo (LSC) acaba por ser semelhante
ao valor alvo.

43
De seguida, compararam-se as alturas de corte das placas consoante o lado, com a finalidade
de averiguar existência de diferença significativa. Para tal, recorreu-se ao teste de hipótese
Two-Sample T do Minitab, que analisa a diferença entre as médias das alturas de corte obtidas em
cada lado. Como se sabe, um teste de hipótese é um estudo estatístico que averigua a existência de
evidência suficiente numa amostra para concluir que uma condição é verdadeira para toda a
população (Minitab s.d.). Para tal, foram examinadas duas hipóteses: nula (H0) e alternativa (H1) que
estão descritas na Tabela 5.7. Para concluir a veracidade das hipóteses é analisado o valor-p obtido,
tal como no estudo M.S.A.. Caso este seja inferior ou igual ao nível de significância (α ), a
probabilidade de a hipótese nula ser verdadeira é baixa, sendo portanto rejeitada. Na Tabela 5.8
estão apresentados os resultados obtidos.
Tabela 5.7 – Hipóteses admitidas no teste às diferenças entre as alturas de corte das placas de cada lado.
Hipóteses Descrição
H0 As médias das alturas de corte das placas do lado esquerdo e direito são iguais (𝜇𝑒𝑠𝑞𝑢𝑒𝑟𝑑𝑎 = 𝜇𝑑𝑖𝑟𝑒𝑖𝑡𝑎)
H1 As médias das alturas de corte das placas do lado esquerdo e direito não são iguais (𝜇𝑒𝑠𝑞𝑢𝑒𝑟𝑑𝑎 ≠ 𝜇𝑑𝑖𝑟𝑒𝑖𝑡𝑎)
Tabela 5.8 – Resultados do teste à diferença entre a altura de corte do lado esquerdo e direito.
Figura 5.32 Diagrama de caixa das alturas de corte das placas XP+ de cada lado da máquina de corte.
O diagrama da Figura 5.32 exibe a distribuição dos valores em relação ao valor alvo e à
especificação, permitindo visualizar a dispersão das medições. Desta forma, comprova-se que as
amostras excedem a tolerância de especificação, confirmando inconsistência no processo de corte,
no método ou no sistema de medição. Através do valor-p obtido (0,121) conclui-se que, apesar de
existir diferença entre as alturas de corte de cada lado, esta não é significativa (valor-p > 0,05) no
resultado final.
Para avaliar a capacidade do processo de corte, elaboraram-se os histogramas das alturas de
corte das placas obtidas em cada lado (Figura 5.33) e determinaram-se os índices de capacidade
através das já indicadas Eqs. (5.19), (5.21) e (5.22).
Two-Sample T: Altura de Corte vs Lado da máquina de corte
Lado N Mean StDev SE Mean
Direito 125 178,724 0,266 0,024
Esquerdo 125 178,674 0,237 0,021
Difference = μ (Direito) - μ (Esquerdo)
Estimate for difference: 0,0495
95% CI for difference (-0,0132; 0,1123)
T-Test of difference= 0 (vs ≠): T-value= 1, P-value= 0,121 DF = 244

44
Figura 5.33 – Histogramas das alturas de corte das placas XP+ de cada lado.
Uma vez que algumas das placas analisadas apresentam alturas de corte inferiores à
especificação, no lado esquerdo, o processo de corte é capaz, mas não é centrado em relação aos
limites de especificação nem ao alvo (Cp >
1 e Cpk, Cpm
<
1). Por sua vez, no lado direito, o processo
de corte não é capaz nem centrado (Cp, Cpk, Cpm <
1). Assim, são estimadas 23% e 20% (dadas pelo
Minitab em ppm) de placas fora de especificação no lado esquerdo e direito, respectivamente.
5.5 Analisar (DMAIC)
Na fase Analisar, são identificadas as causas potenciais que acentuam a variabilidade na altura
de corte das placas detectada no sistema de medição. De seguida, são seleccionadas as causas
mais importantes, cujo impacto na variabilidade da altura de corte é analisado individualmente
recorrendo a testes de hipóteses e ferramentas de Gestão pela Qualidade Total. As causas que
apresentarem impacto elevado na altura de corte, serão eliminadas através da implementação de
alterações no processo de corte ou no sistema de medição.
Com base nos resultados obtidos para a altura de corte na fase Medição, listaram-se as causas
potenciais para a variabilidade da altura de corte detectada no sistema de medição, através do
diagrama de Ishikawa, também designado por diagrama causa-efeito, ou espinha de peixe, que se
encontra exibido na Figura 5.34. Este diagrama surgiu em 1943, proposta pelo engenheiro químico
Kaoru Ishikawa, e permite identificar as causas de um determinado efeito, indicando a relação entre o
efeito e as causas. Estas são agrupadas nas seguintes seis categorias: Mão-de-obra, Máquina, Meio
Ambiente, Material, Medição e Método. Neste caso, a variabilidade da altura de corte das placas
provém de desvios associados ao equipamento de medição (Medição), ao método de medição
(Método), ao processo de corte (Máquina), à falta de formação dos operadores que efectuam o teste
(Mão-de-obra), aos defeitos das placas ou das tiradas (Material) e à falta de procedimento de limpeza
no equipamento de medição (Meio ambiente). Deste modo, foram numeradas as causas mais
relevantes, as quais foram depois analisadas individualmente. Assim, criou-se o plano de verificação
de causas, apresentado na Tabela 5.9, que contém a principal informação de cada análise.

45
Figura 5.34 – Diagrama causa-efeito da variabilidade da altura de corte detectada no sistema de medição.
Tabela 5.9 - Plano de verificação de causas.
Ref. Causa Potencial H0 H1 Analisar Como analisar Amostras Teste
1 Falta de esquadria das armaduras
— — Atributos Determinar a proporção de armaduras com problemas na esquadria produzidas na fundição.
335 armaduras Proporção de unidades defeituosas
𝜇𝐴 = 𝜇𝐵 𝜇𝐶 = 𝜇𝐷
𝜇𝐴 ≠ 𝜇𝐵 𝜇𝐶 ≠ 𝜇𝐷
Média
Comparar a média da altura de placas em dois pontos distintos com o objectivo de detectar desvios na esquadria
100 placas (50 placas de cada lado)
paired t-Test
2 Afinação incorrecta dos discos de corte
𝜇 = 𝐴𝑙𝑣𝑜 𝜇 ≠ 𝐴𝑙𝑣𝑜 Média Comparar a média da altura de corte das placas com o valor alvo indicado na especificação
1090 placas (595 placas de cada lado)
One-Sample Z
3 Falta de formação e treino dos operadores
— — Média e Amplitude
Comparar a média da altura de corte das placas com o alvo e a amplitude das amostras com a tolerância de especificação
200 placas (100 placas de cada lado)
—
4 Ausência de calibração do paquímetro
𝜇1 = 𝜇2 𝜇1 ≠ 𝜇2 Média
Comparar a média da altura de corte das placas sem (1) e com calibração do paquímetro no início do teste (2)
112 placas (28 placas antes e 28 placas após de cada lado)
paired T
𝜇2 = 𝜇3 𝜇2 ≠ 𝜇3 Média
Comparar a média da altura de corte das placas com calibração no início do teste (2) e em todas as medições (3).
112 placas (28 placas antes e 28 placas após de cada lado)
paired T
5 Falta de sistema de limpeza do paquímetro
𝜇𝑠𝑒𝑚 = 𝜇𝑐𝑜𝑚 𝜇𝑠𝑒𝑚 ≠ 𝜇𝑐𝑜𝑚 Média Comparar a média da altura de corte das placas com e sem limpeza do paquímetro
112 placas (28 placas antes e 28 placas após de cada lado)
paired T
6
Folga no paquímetro
𝜇50° = 𝜇70° 𝜇50° ≠ 𝜇70° Média
Comparar a média da altura de corte das placas obtidas pelo paquímetro com uma inclinação de 50º e 70º.
112 placas (28 placas antes e 28 placas após de cada lado)
paired T
𝜇𝑠𝑒𝑚 𝑝𝑒𝑠𝑜
= 𝜇𝑐𝑜𝑚 𝑝𝑒𝑠𝑜
𝜇𝑠𝑒𝑚 𝑝𝑒𝑠𝑜
≠ 𝜇𝑐𝑜𝑚 𝑝𝑒𝑠𝑜
Média
Comparar a média altura de corte das placas obtidas pelo paquímetro com e sem peso adicional.
120 placas (30 placas antes e 30 placas após de cada lado)
paired T
𝜎𝑐𝑜𝑚 𝑝𝑒𝑠𝑜
𝜎𝑠𝑒𝑚 𝑝𝑒𝑠𝑜= 1
𝜎𝑐𝑜𝑚 𝑝𝑒𝑠𝑜
𝜎𝑠𝑒𝑚 𝑝𝑒𝑠𝑜≠ 1 Variância
Comparar a variância das alturas de corte das placas obtidas pelo paquímetro com e sem peso adicional.
120 placas (30 placas antes e 30 placas após de cada lado)
Test for two variances

46
5.5.1 Falta de esquadria nas armaduras
A falta de esquadria nas armaduras significa que estas apresentam desvios na sua geometria
em relação à especificação, como se mostra na Figura 5.35, na qual só a armadura “a)” não tem falta
de esquadria adequada. Esta não-conformidade corresponde ao defeito mais frequentemente
detectado na secção de corte para as placas XP+ e que provém nomeadamente do processo de
fundição, uma vez que as armaduras ainda estão quentes e por isso são mais facilmente sujeitas a
distorções, tal como foi referido na fase Definir.
A falta de esquadria afecta sobretudo a montagem de baterias, pois poderá dificultar o encaixe
dos jogos no bloco e alterar a altura de corte das placas, criando desnível nas patilhas, o que
prejudica a soldadura dos jogos e, consequentemente, a transferência de corrente eléctrica.
Para analisar esta falha, foram realizados dois testes, um por atributos e outro por variáveis. No
primeiro, é analisada a esquadria das armaduras XP+ obtidas no processo de fundição, recorrendo a
uma cércea (termo usual neste caso, diferindo de “bitola”, já referido), ao passo que no teste por
variáveis, foram medidas as alturas das placas, em dois pontos distintos, através do paquímetro. Com
estes estudos pretende-se avaliar o impacto desta não-conformidade na altura de corte das placas.
Figura 5.35 a) Armadura com esquadria correcta, b), c) e d) Falta de esquadria nas armaduras.
a) Teste por atributos à esquadria das armaduras
A análise por atributos é um método de simples aceitação/rejeição, através da verificação de
uma amostra, de pequena dimensão no caso vertente. Os valores são classificados em duas
categorias, conforme e não-conforme, que, posteriormente permitem estimar a proporção de
armaduras defeituosas pela Eq.(5.1).
Este estudo foi efectuado recorrendo a uma cércea (Figura 5.36) que possui as dimensões
descritas na especificação do produto. As armaduras XP+ são de painel duplo, sendo produzidas no
grupo de fundição Wirtz 3 que é composto por três máquinas de fundição.
Figura 5.36 – Cércea utilizada no teste por atributos à esquadria das armaduras.
Recolheram-se quatro amostras por lote, sendo cada amostra constituída por cinco armaduras.
Com os resultados obtidos, traçou-se a carta de controlo p, das proporções de unidades defeituosas
produzidas, que se encontra apresentada na Figura 5.37.
a)
c) d)
b)

47
Figura 5.37 Carta de controlo p da proporção de armaduras fora de esquadria produzidas em Março.
Pela carta de controlo p, retira-se que a proporção média de armaduras produzidas com
problemas na esquadria é de 11,9% (com visível irregularidade). Este defeito poderá advir de
problemas associados ao molde, ao transporte, ao arrefecimento durante o processo de fundição,
etc.. Na fase Melhorar serão abordadas, detalhadamente, as causas possíveis para este defeito.
b) Teste de variáveis à altura das placas
No teste por variáveis foi avaliada a esquadria das armaduras XP+, medindo a altura das
placas em dois pontos distintos, através do paquímetro digital, sendo este teste semelhante ao da
altura de corte das placas, excluindo-se, contudo, a altura da patilha. Na Figura 5.38, encontram-se
representadas por A, B, C e D as medições efectuadas.
Figura 5.38 – Esquema das medições das alturas das placas e medição das placas através do
paquímetro.
Com os valores das alturas das placas, construíram-se as cartas de controlo de valores
individuais (IX) e da amplitude móvel (mR) das Figura 5.39 e Figura 5.40, visto que neste caso, cada
amostra é constituída apenas por uma única placa.
Figura 5.39 – Cartas de controlo IX e mR das alturas A e B das placas do lado esquerdo.

48
A esquadria das armaduras para ser conforme, as alturas obtidas para a mesma placa não
deverão apresentar desvios sensíveis, bem como deverão respeitar o alvo. Consoante o esquema da
Figura 5.38, as alturas A e B pertencem às placas recolhidas do lado esquerdo da máquina de corte,
porém verifica-se que a média da altura A é inferior ao alvo, ao passo que a altura B é semelhante.
Deste modo, verifica-se um desvio de 0,4 mm na esquadria das placas do lado esquerdo. Quanto à
carta de controlo IX das alturas A e B, verifica-se que existe um ponto fora de controlo.
Por sua vez, na Figura 5.40, estão ilustradas as cartas de contro de valores individuais (IX) e
de amplitude móvel (mR) da altura das placas recolhidas do lado direito na máquina de corte n.º 1,
que revela um desvio de 0,36 mm na esquadria. Para além disso, observam-se pontos fora de
controlo nas cartas de controlo da altura D.
Figura 5.40 – Cartas de controlo IX e mR das alturas C e D das placas do lado direito.
Com o objectivo de avaliar se os desvios nas alturas das placas originam impacto na esquadria
final das armaduras, foi realizado um teste de hipóteses às alturas das placas A, B, C e D, recorrendo
ao teste Two-Sample T. Neste teste foi analisada a diferença entre a média das alturas A e B, assim
como entre a média das alturas C e D. Na Tabela 5.10 estão descritas as hipóteses consideradas.
Tabela 5.10 – Hipótese admitidas no teste à diferença entre as alturas das placas.
Hipóteses Teste às placas do lado esquerdo Teste às placas do lado direito
H0 As médias das alturas A e B são iguais (𝜇𝐴 = 𝜇𝐵)
As médias das alturas C e D são iguais (𝜇𝐶 = 𝜇𝐷)
H1 As médias das alturas A e B são diferentes (𝜇𝐴 ≠ 𝜇𝐵)
As médias das alturas C e D são diferentes (𝜇𝐶 ≠ 𝜇𝐷)
Na Figura 5.41 estão ilustrados os diagramas de caixa obtidos e na Tabela 5.11 estão
apresentados os resultados dos testes às alturas das placas.
Figura 5.41 Diagramas de caixa das alturas das placas do lado esquerdo (A, B) e do lado direito (C, D).

49
Tabela 5.11 – Resultados dos testes às médias das alturas das placas do lado esquerdo e direito.
Analisando o valor-p obtido em cada teste, conclui-se que a hipótese nula, H0, é rejeitada,
confirmando-se a existência de desvios significativos na altura das placas. É, ainda, possível verificar
que as alturas das placas do lado direito (C e D) são menores que as das placas do lado esquerdo,
sugerindo que o disco de corte central que divide cada tirada em duas placas não estava centrado.
5.5.2 Afinação dos discos de corte
As placas obtidas no processo de corte têm de obedecer à especificação do produto, isto é,
alturas da placa, da patilha e de corte, e largura e espessura da placa. Estes parâmetros devem ser
respeitados de modo a não se comprometer a quantidade de pasta colocada em cada placa, a qual
influencia a capacidade da bateria. Por sua vez, estes parâmetros também influenciam a
transferência de energia que depende da área limpa da patilha e da altura de corte da placa,
dependendo desta última que as patilhas estejam alinhadas e niveladas para soldadura dos jogos.
No referido contexto, realizou-se um teste de controlo estatístico à altura de corte das placas
para confirmar se as especificações são cumpridas. Para tal, recolheram-se amostras de 5 placas de
cada lado, 4 vezes por turno, sendo as alturas de corte medidas através do paquímetro digital. Com
os dados, elaboraram-se as cartas de controlo �̅� e 𝑅 para cada lado, conforme a Figura 5.42.
Figura 5.42 Cartas de controlo �̅� e R da altura de corte das placas XP+ obtidas em cada lado.
Pelas cartas de controlo �̅� e R obtidas ao longo dos turnos de produção, é possível comprovar
que o processo de corte não está controlado. É ainda possível observar que existem várias placas de
ambos os lados com alturas de corte fora de especificação, sugerindo que os discos de corte não
estão afinados consoante a especificação. De seguida, elaborou-se o diagrama de caixa apresentado
na Figura 5.43 para as alturas de corte obtidas em cada lado.
Two-Sample T: Altura da placa vs Lado Esquerdo
Lado esquerdo N Mean StdDev
A 50 162,680 0,219
B 50 163,084 0,277
Difference =μ (A) - μ (B)
Estimate for difference:-0,4040
95% CI for difference: (-0,5030; -0,3050)
T-Test of difference= 0(vs ≠):
P-value=0,000; DF = 93
Two-Sample T: Altura da placa vs Lado direito
Lado direito N Mean StdDev
C 50 162,046 0,214
D 50 161,682 0,307
Difference = μ (C) - μ (D)
Estimate for difference: 0,3640
95% CI for difference: (0,2588; 0,4692)
T-Test of difference = 0 (vs ≠):
P-value = 0,000; DF = 87

50
Figura 5.43 Diagrama de caixa da altura de corte das placas XP+ obtidas em cada lado.
Pelo diagrama de caixa confirma-se que várias placas XP+ não cumprem a especificação da
altura de corte, nomeadamente, o limite inferior de especificação (LIE). Devido a este desfasamento
nas alturas de corte, as médias obtidas para ambos os lados são quase idênticas ao LIE, indicando
que os discos de corte estavam regulados para este limite (178,5 mm). Na Figura 5.44 apresentam-se
os histogramas da altura de corte das placas de cada lado e os índices de capacidade do processo.
Figura 5.44 – Histogramas da altura de corte das placas obtidas em cada lado na máquina de corte.
No lado esquerdo, o processo de corte é capaz (Cp > 1), mas não é centrado em relação aos
limites de especificação nem ao alvo (Cpk, Cpm < 1). Por sua vez, o processo de corte no lado direito,
não é capaz e, portanto, estando descentrado em relação à especificação e ao alvo (Cp, Cpk, Cpm < 1).
A incapacidade de obter produtos conformes resulta do facto de existirem muitas placas com alturas
de corte menores que LIE. Deste modo, é estimado que 34–36% das placas produzidas não
cumprem a especificação da altura de corte.
Procedeu-se à análise da média das alturas de corte das placas, com o intuito de comprovar se
o valor alvo apresentado na especificação descreve adequadamente a distribuição dos valores
medidos. Para tal, recorreu-se ao One-Sample Z que fornece o intervalo de valores onde a média da
altura de corte deve estar inserida, baseando-se na distribuição de Gauss e considerando um
intervalo de confiança de 95%. Na Tabela 5.12 estão apresentados os resultados obtidos no teste à
média da altura de corte das placas de cada lado.
Tabela 5.12 – Resultado do teste One-Sample Z à altura de corte das placas obtidas em cada lado.
One-Sample Z: Altura Corte Lado esquerdo
Variable N Mean StDev SE Mean 95% CI
Altura Corte 595 178,623 0,302 0,012 (178,599; 178,648)
One-Sample Z: Altura Corte Lado direito
Variable N Mean StDev SE Mean 95% CI
Altura Corte 595 178,616 0,320 0,013 (178,590;178,642)

51
Pelo teste One-Sample Z, retira-se que a média da altura de corte das placas se situa-se entre
178,59–178,65 mm e não 179 mm, indicado na especificação. Neste sentido, conclui-se que existe
um desvio de 0,4 mm na altura de corte, em relação à especificação.
A altura de corte das placas positivas relaciona-se com a da placa negativa com que forma os
jogos e com a espessura do separador. Ao pesquisar a especificação da placa negativa, detectou-se
um desfasamento entre a altura de corte da placa negativa e a soma entre a altura de corte da placa
positiva e da espessura do separador, ou seja, a altura do jogo não era uniforme. Assim, alterou-se a
altura de corte das placas XP+ (positiva) para 178–179,5 mm, sendo o alvo 178,5 mm (não simétrica).
Para verificar se a capacidade do processo de corte sofreu alteração face à nova
especificação, foram elaborados novamente os histogramas da altura de corte para cada lado e foram
calculados os respectivos índices de capacidade, que se encontram apresentados na Figura 5.45.
Figura 5.45 – Histogramas das alturas de corte das placas obtidas em cada lado da máquina de corte,
segundo a nova especificação.
Como expectável, a capacidade do processo de corte não sofreu alteração, uma vez que a
tolerância de especificação e a sua variação se mantiveram. Por sua vez, observa-se uma melhoria
na centragem do processo em relação aos limites de especificação e ao alvo, contudo a alteração
não é suficiente para o processo ser classificado como centrado. Consequentemente, existe uma
diminuição no número das placas estimadas fora de especificação de 23% para 2%, no lado
esquerdo e de 20% para 3%, no lado direito.
5.5.3 Formação dos operadores
O teste de controlo estatístico da altura de corte exige passos fulcrais que, sem a devida
formação dos operadores, não são efectuados correctamente. Por exemplo, a ordem das amostras, o
posicionamento das placas no paquímetro e deste na patilha das placas são pontos críticos que têm
de ser cumpridos. Com os dados recolhidos de três operadores sem formação, elaboraram-se as
cartas �̅� e 𝑅 (Figura 5.46), tendo em conta que cada amostra continha 5 placas. Através das
amplitudes das medições, pretende-se avaliar a consistência do método de medição dos operadores.

52
Figura 5.46 Cartas de controlo �̅� e R da altura de corte das placas XP+ sem formação dos operadores.
A inconsistência no modo como é realizado o teste é transmitida pela amplitude das amostras
que, como é possível verificar pela carta de R no lado direito, a altura de corte está fora de controlo e
apresenta uma amplitude média (0,60 mm) elevada face à tolerância de especificação, produzindo
um desvio de 40%.Segundo, as cartas �̅�, retira-se que a altura de corte não está controlada no lado
esquerdo, pois existem alguns pontos fora de controlo. É também pertinente referir que, o LIC é
semelhante ao alvo, o que revela que as alturas de corte obtidas são superiores ao alvo.
5.5.4 Calibração do paquímetro
A calibração do paquímetro é um dos pontos críticos no teste de medição da altura de corte,
pois a falta de calibração ou a sua incorrecta execução geram desvios nas medições em relação ao
valor real, tornando-as inválidas para análise. Caso a calibração seja mal efectuada, por exemplo, por
a parte móvel do paquímetro não assentar correctamente na parte fixa, a altura obtida será inferior à
altura de corte real da placa.
No referido estudo, procedeu-se a dois ensaios: no primeiro, o paquímetro foi calibrado apenas
no início do teste, ao passo que, no segundo, o paquímetro foi calibrado entre cada medição. Com
este estudo pretende-se analisar a influência da calibração na variabilidade da altura de corte e com
que frequência deverá ser realizada. Nestes ensaios utilizaram-se as mesmas placas, por isso
recorreu-se ao paired t-Test que avalia se a diferença entre os ensaios é estatisticamente
significativa. As hipóteses admitidas encontram-se na Tabela 5.13 e os resultados na Tabela 5.14.
Tabela 5.13 – Hipóteses admitidas no teste à diferença entre alturas de corte obtidas com e sem calibração.
Hipóteses Descrição
H0 As médias das alturas de corte com calibração no início do teste e entre cada medição são iguais (𝜇1 = 𝜇2)
H1 As médias das alturas de corte com calibração no início do teste e entre cada medição não são iguais (𝜇1 ≠ 𝜇2)
Tabela 5.14 – Resultados do teste à diferença entre as médias das alturas de corte com calibração realizada no início do teste e em todas as placas.
Paired-t test: Altura de Corte – Lado Esquerdo: com
calibração inicial (1) e em todas as medições(2)
N Mean StdDev Altura de corte 1 28 179,194 0,326 Altura de corte 2 28 179,187 0,366 Difference 28 -0,0021 0,1330 95% CI mean difference: (-0,0537; 0,0494)
T-Test of mean difference = 0 (vs ≠ 0): T-value = 0,66 P-value = 0,933
Paired-t test: Altura de Corte – Lado Direito: com
calibração inicial (1) e em todas as medições (2)
N Mean StdDev Altura de corte 1 28 179,294 0,386 Altura de corte 2 28 179,359 0,443 Difference 28 -0,0650 0,1723 95% CI mean difference:(-0,1318; 0,0018) T-Test of mean difference = 0 (vs ≠ 0): T-value = -2,00 P-value = 0,056

53
Pelo valor-p, comprova-se que não existe diferença sensível entre calibrar no início do teste e
em cada medição (embora o lado direito esteja em situação quase crítica). Deste modo, conclui-se
que não se justifica calibrar o paquímetro entre cada medição, mas sim só no início de cada teste.
5.5.5 Limpeza do paquímetro
À medida que se realizam os testes de controlo estatístico à altura de corte, acumula-se pó de
chumbo na parte fixa do paquímetro (Figura 5.47), que (para além de ser prejudicial à saúde), produz
desvios nas leituras da altura de corte. Deste modo, para análise rigorosa da altura de corte é
importante implementar um procedimento de limpeza.
Figura 5.47 Acumulação de pó de chumbo no paquímetro (alaranjado).
No referido contexto, realizaram-se três ensaios experimentais, nos quais foram medidas as
mesmas placas em três condições distintas: sem limpeza do paquímetro, apenas uma limpeza no
início do teste e entre cada medição. Para estimar a diferença entre as médias das alturas de corte
obtidas em cada situação recorreu-se ao paired t-Test. Iniciou-se o estudo, com a análise as alturas
de corte obtidas sem e com uma limpeza do paquímetro, cujas hipóteses admitidas e os resultados
obtidos estão apresentados na Tabela 5.15 e na Tabela 5.16, respectivamente.
Tabela 5.15 – Hipóteses admitidas do teste à diferença entre as alturas de corte obtidas com e sem limpeza do paquímetro
Hipóteses Descrição
H0 As médias das alturas de corte sem e com limpeza são iguais (𝜇1 = 𝜇2)
H1 As médias das alturas de corte sem e com limpeza são diferentes (𝜇1 ≠ 𝜇2)
Tabela 5.16 – Resultados do teste à diferença entre as alturas de corte com e sem limpeza do paquímetro.
Analisando os valores-p obtidos em cada lado, conclui-se que a limpeza do paquímetro tem
influência nas alturas de corte. Desta forma, comprova-se que é imprescindível remover o pó de
chumbo do paquímetro antes de realizar as medições.
Com o propósito de determinar com que frequência se deve proceder à limpeza, foi realizado
um outro ensaio, no qual, após cada medição, o paquímetro foi limpo. De seguida, utilizando
novamente o paired t-Test para determinar se é significativa a diferença entre as médias das alturas
de corte com limpeza do paquímetro no início do teste e entre cada medição. As hipóteses admitidas
estão apresentadas na Tabela 5.17 e os resultados obtidos na Tabela 5.18.
Paired-t test: Altura de corte – Lado Esquerdo: Sem limpeza(1) e com limpeza no inicio do teste(2)
N Mean StdDev Altura 1 28 178,719 0,532 Altura 2 28 179,298 0,376 Difference 28 -0,5793 0,3802
95% CI for mean difference: (-0,7267; -0,4319) T-Test of mean difference = 0(vs ≠ 0): T-value = -8,06 P-value = 0,000
Paired-t test: Altura de corte – Lado Direito: Sem limpeza(1)e com limpeza no inicio do teste(2)
N Mean StdDev Altura 1 28 178,996 0,396 Altura 2 28 179,498 0,449 Difference 28 -0,5011 0,2449
95% CI for mean difference: (-0,5960; -0,4061) T-Test of mean difference = 0 (vs ≠ 0): T-value = -10,83 P-value = 0,000

54
Tabela 5.17 – Hipóteses admitidas no teste à diferença as alturas de corte obtidas com limpeza no início ou em todas as medições.
Hipóteses Descrição
H0 As médias das diferenças das alturas de corte com limpeza no início do teste e em todas as medições são iguais (𝜇1 = 𝜇2)
H1 As médias das diferenças das alturas de corte com limpeza no início do teste e em todas as medições não são iguais (𝜇1 ≠ 𝜇2)
Tabela 5.18 – Resultados do teste à diferença da média das alturas de corte obtidas com limpeza no início do teste ou em cada medição.
Pelos valores-p obtidos, verifica-se que, em ambos os lados, a diferença entre remover o pó
chumbo no início do teste ou entre medições não tem impacto nos valores medidos. Assim, conclui-
se que é imprescindível a limpeza do paquímetro, mas só se justifica efectuar, pelo menos, uma vez
em cada teste de medição.
5.5.6 Folga no paquímetro
Com as frequências da calibração e da limpeza do paquímetro definidas, a medição da altura
de corte para ser exacta e precisa, a placa deverá ser posicionada correctamente e o paquímetro
deverá assentar na patilha da placa.
Como foi referido na Secção “Equipamento de Medição”, o paquímetro é constituído por uma
parte fixa, onde são colocadas as placas, e por uma parte móvel, que desliza verticalmente até
assentar na patilha da placa. A parte móvel do paquímetro é leve, o que, por vezes, provoca uma
folga em relação à patilha da placa, comprometendo as leituras da altura de corte, e uma folga
relativa à parte fixa, quando se efectua a calibração. Esta falha é perceptível pela difícil repetibilidade
de valores verificada no estudo M.S.A. ao sistema de medição. Na Figura 5.48 está esquematizada a
folga entre a patilha da placa e a parte móvel (lado esquerdo) e a parte fixa e móvel do paquímetro
(lado direito). Neste sentido, averiguou-se quais seriam as causas que criam folga nas medições e na
calibração, tendo-se destacado a inclinação e o peso do paquímetro.
Figura 5.48 – a) Folga nas medições e b) Folga na calibração do paquímetro.
Paired-t test: Altura de corte – Lado Esquerdo com
limpeza: início (2) e em todas as medições (3)
N Mean StDev Altura 2 28 179,298 0,376 Altura 3 28 179,335 0,388 Difference 28 -0,0371 0,1444
95% CI for mean difference: 0,0932; 0,0189) T-Test of mean difference = 0 (vs ≠ 0):
T-value = -1,36; P-value= 0,185
Paired-t test: Altura de corte – Lado Direito com
limpea no início (2) e em todas as medições (3)
N Mean StDev Altura 2 28 179,498 0,449 Altura 3 28 179,5125 0,454 Difference 28 -0,0146 0,2423
95% CI for mean difference:(-0,1086; 0,0793) T-Test of mean difference = 0 (vs ≠ 0): T-value = -0,32 ; P-value= 0,752

55
Inclinação do paquímetro
A inclinação do paquímetro é um dos parâmetros que poderá diminuir os desvios provenientes
da folga deste, pois quanto mais inclinado (mais próximo da vertical) estiver o paquímetro, mais
facilmente a parte móvel deste desliza até à parte fixa ou até à patilha da placa, tanto para calibrar
como para medir. Deste modo, realizaram-se dois ensaios, nos quais se fez variar o ângulo de
inclinação do paquímetro de 50º para 70º (Figura 5.49). Em ambos ensaios foram analisadas as
mesmas placas, por isso recorreu-se ao paired t-Test para averiguar se a diferença das médias dos
dois ensaios é acentuada. As hipóteses assumidas estão descritas na Tabela 5.19 e os resultados
atingidos na Tabela 5.20.
Figura 5.49 – Inclinação do paquímetro no teste 1 e no teste 2.
Tabela 5.19 – Hipóteses admitidas no teste à diferença entre as alturas de corte obtidas com uma inclinação do paquímetro de 50º e 70º.
Hipóteses Descrição
H0 A diferença das médias das alturas de corte com inclinação 50º e 70º são iguais (𝜇1 = 𝜇2)
H1 A diferença das médias das alturas de corte com inclinação 50º e 70º não são iguais (𝜇1 ≠ 𝜇2)
Tabela 5.20 - Resultados do teste à diferença da média das alturas de cortes com inclinação do paquímetro de 50º e de 70º.
Com base nos valores-p, verifica-se que a inclinação do paquímetro tem influência na obtenção
da altura de corte. Segundo a média das medições, conclui-se que quanto maior for a inclinação do
paquímetro, maior será a altura de corte obtida na mesma amostra, devido à facilidade do paquímetro
em deslizar, aproximando-se melhor quer da patilha, quer da parte fixa, o que, por conseguinte,
facilita a calibração. Assim, com uma calibração mais correcta e com menor folga entre o paquímetro
e as placas, as alturas de corte obtidas no sistema de medição estão mais próximas da real.
Peso do paquímetro
A folga nas medições ou na calibração também poderá advir de a parte móvel do paquímetro
não assentar completamente na patilha ou na parte fixa por ser muito leve. Neste contexto, decidiu-se
aumentar o peso da parte móvel do paquímetro, para que esta deslize verticalmente, aumentando a
proximidade com a placa e com a parte fixa. Neste sentido, realizaram-se dois ensaios, em que foram
Paired-t test: Altura de Corte – lado esquerdo Inclinação de 50º (1) e de 70º (2)
N Mean StdDev
Altura 1 28 178,973 0,385 Altura 2 28 179,121 0,404 Difference 28 -0,1482 0,2810
95% CI for mean difference:(-0,2572; -0,0393) T-Test of mean difference = 0 (vs ≠ 0): T-value = -2,79 P-value = 0,010
Paired-t test: Altura de Corte – lado direito Inclinação de 50º (1) e de 70º (2)
N Mean StdDev Altura 1 28 179,087 0,388 Altura 2 28 179,215 0,089 Difference 28 -0,1274 0,0503
95% CI for mean difference:(-0,2306; -0,0242) T-Test of mean difference = (vs ≠ 0): T-value = -2,53 P-value = 0,017

56
medidas as mesmas amostras, fazendo apenas variar o peso do paquímetro. Para análise do impacto
do peso nos resultados utilizou-se o paired t-Test, considerando as hipóteses da Tabela 5.21.
Tabela 5.21 – Hipóteses admitidas no teste à diferença da média das alturas de corte obtidas sem e com peso adicional no paquímetro.
Hipóteses Descrição
H0 As médias das alturas de corte sem e com peso adicional no paquímetro são iguais (𝜇𝑠𝑒𝑚 = 𝜇𝑐𝑜𝑚)
H1 As médias das alturas de corte sem e com peso adicional no paquímetro não são iguais (𝜇𝑠𝑒𝑚 ≠ 𝜇𝑐𝑜𝑚)
Tabela 5.22 – Resultados do teste à diferença da média das alturas de corte com e sem peso no paquímetro.
Relativamente às médias das alturas de corte das placas obtidas com e sem peso adicional no
paquímetro, confirma-se, através dos valores-p pequenos, que o peso da parte móvel tem influência
na determinação da altura de corte.
De seguida, com os mesmos valores, analisaram-se as variâncias e os desvios-padrão das
medições dos dois ensaios, recorrendo ao Test for Two Variances. O teste das variâncias do software
Minitab recorre a dois métodos, Levene e Bonett, que fornecem um erro tipo I baixo (próximo do nível
de significância). O método Bonett é o mais aplicado, excepto nos casos em que a quantidade de
amostras seja pequena (< 20), ou a distribuição seja assimétrica, sendo, então, sugerido o método de
Levene. Nesta análise, optou-se pelo método Bonett por se terem analisado 30 amostras de cada
lado. As hipóteses consideradas neste teste estão apresentadas na Tabela 5.23.
Tabela 5.23 – Hipótese do teste à variância das alturas de corte com e sem peso no paquímetro.
Hipóteses Expressão
H0 𝜎(𝑐𝑜𝑚 𝑝𝑒𝑠𝑜) / 𝜎(𝑠𝑒𝑚 𝑝𝑒𝑠𝑜) = 1
H1 𝜎(𝑐𝑜𝑚 𝑝𝑒𝑠𝑜) / 𝜎(𝑠𝑒𝑚 𝑝𝑒𝑠𝑜) ≠ 1
Na Tabela 5.24 apresentam-se os resultados obtidos no teste à variância da altura de corte das
placas e na Figura 5.50 os diagramas de caixa das variâncias, segundo os métodos Bonett e Levene.
Figura 5.50 – Resultados às variâncias da altura de corte com e sem peso adicional no paquímetro.
Paired-t test: Altura de Corte – Lado Esquerdo Paquímetro sem (sem) e com peso (com)
N Mean SD Altura (sem) 30 179,147 0,464 Altura (com) 30 179,277 0,428
Diferença 30 -0,1303 0,2283
95% CI for mean difference:(-0,2155; -0,0451)
T-Test of mean difference = 0 (vs ≠ 0): T-value = -3,13 P-value = 0,004
Paired-t test: Altura de Corte – Lado Direito Paquímetro sem (sem) e com peso (com)
N Mean SD Altura (sem) 30 179,134 0,426 Altura (com) 30 178,999 0,288 Diferença 30 0,1357 0,2173
95% CI for mean difference: (0,0545; 0,2168) T-Test of mean difference = 0 (vs ≠ 0): t-value = 3,42 P-value = 0,002

57
Tabela 5.24 – Resultados do teste à variância das alturas de corte com e sem peso no paquímetro.
Interpretando os resultados e os diagramas obtidos, retira-se que, segundo o método Bonett,
nas placas do lado esquerdo, a adição de peso no paquímetro não reflecte impacto na medição, ao
passo que nas placas do lado direito, verifica-se uma diminuição na variância na altura de corte.
Assim, conclui-se que o aumento de peso produz medições mais consistentes e próximas da real.
A partir dos testes estatísticos realizados a cada causa seleccionada, concluiu-se que a falta de
esquadria das armaduras, a afinação incorrecta dos discos de corte, a falta de formação de quem
efectua o teste, a ausência ou calibração incorrecta do paquímetro, a falta de procedimento de
limpeza, a inclinação e a falta de peso do paquímetro criam, considerados na sua globalidade,
impacto sensível na altura de corte das placas que se obtém pelo sistema de medição.
5.6 Melhorar (DMAIC)
Na fase Melhorar são propostas de alterações associadas ao processo de fabrico de baterias e
ao sistema de medição que ambicionam eliminar cada uma das causas que na fase Analisar
apresentaram desvios significativos na altura de corte das placas. Para confirmar se essas propostas
de alteração traduzem melhoria no processo de corte de placas, foram recolhidas amostras ao longo
dos turnos de produção, as quais, posteriormente, foram medidas e analisadas estatisticamente.
Inicialmente serão abordadas alterações a nível processual, nomeadamente ao processo de
fundição e de corte. De seguida, são referidas as melhorias associadas ao método de medição e por
fim, modificações relativas ao sistema de medição, de modo a diminuir o desvio associado ao
equipamento de medição, referente à dificuldade acrescida na repetibilidade de valores obtida no
estudo M.S.A. na fase Medir.
Nesta secção, em cada teste serão apresentadas as hipóteses assumidas, os resultados serão
exibidos sob a forma de diagramas de caixa e por último, serão referidas as conclusões a retirar que
comprovem, ou não, a atenuação na variabilidade da altura de corte.
5.6.1 Esquadria das armaduras
A esquadria das armaduras é, como se disse, importante para a subsequente montagem das
baterias e a sua falta provém de problemas no processo de fundição, nomeadamente, funcionamento
incorrecto do molde, arrefecimento insuficiente das armaduras após fundição e deformações durante
o transporte das mesmas nas máquinas de fundição. O mau funcionamento do molde provém do
encaixe incorrecto do mesmo, arrefecimento insuficiente, problemas de funcionamento das
Test for Two Variances: Altura de corte –
Lado esquerdo vs Peso do paquímetro
95% CI for
Peso N SD Variance
Com 30 0,428 0,183
Sem 30 0,464 0,215
Racio SD = 0,922
Racio Variance = 0,851
CI for StDev CI for Variance
Method Ratio Ratio
Bonett (0,716; 1,218) (0,513; 1,484)
Method DF1 DF2 Statistic P-value
Bonett 1 — 0,39 0,533
Test for Two Variances: Altura de corte –
Lado direito vs Peso do paquímetro
95% CI for
Peso N SD Variance
Com 30 0,288 0,083
Sem 30 0,426 0,181
Racio SD = 0,676
Racio variance = 0,4
CI for StDev CI for Variance
Method Ratio Ratio
Bonett (0,520; 0,878) (0,271; 0,770)
Method DF1 DF2 Statistic P-value
Bonett 1 — 7,63 0,006

58
resistências eléctricas, falta de limpeza, etc.. Após fundição, as armaduras saem do molde e são
arrefecidas com chuveiros e, caso não forneçam a quantidade necessária de água, a armadura não
arrefece devidamente, sendo sujeita a deformações mais facilmente. As deformações causadas pelo
transporte resultam da má afinação dos rolos de transporte e das guias, já que são transportadas
cerca de uma dezena por minuto.
Com o propósito de minimizar a quantidade de armaduras produzidas com problemas de
esquadria, foram implementadas as seguintes acções correctivas:
Realização de autocontrolo, que perfaz o teor de cálcio presente na liga de chumbo, o qual
promove a dureza da armadura;
Alteração da quantidade de água fornecida pelos chuveiros, de modo a garantir rápida
solidificação da armadura;
Alteração do espaçamento entre rolos à entrada da guilhotina para evitar deformações;
Adição de o-ring de plástico nos rolos à saída da guilhotina;
Adequação (redução) da temperatura dos moldes e do cadinho.
Após a implementação destas acções, avaliou-se a esquadria das armaduras por atributos e
por variáveis com o intuito de confirmar melhoria na altura de corte das placas.
a) Teste por atributos à falta de esquadria das armaduras XP+
À semelhança do teste realizado na fase Analisar, avaliou-se a esquadria das armaduras XP+
por atributos, após implementação das alterações, através da cércea. Cada amostra é constituída por
cinco placas e foram analisadas quatro amostras por lote. Com os resultados obtidos, elaborou-se
uma carta de controlo p das proporções das armaduras produzidas com problemas de esquadria,
antes e após a implementação das acções referidas da Figura 5.51.
Figura 5.51 Carta de controlo p da proporção de armaduras XP+ produzidas fora de esquadria.
Antes da implementação das alterações, em média 11,9% das armaduras produzidas
apresentavam falta de esquadria, enquanto, após as alterações, a proporção média de armaduras
diminuiu para 4,3%, comprovando melhoria no processo de fundição.
A maioria das armaduras XP+ é produzida no grupo Wirtz 3 que, por sua vez, é composto por
três máquinas de fundição. Com a finalidade de averiguar a evolução do desempenho de cada
máquina de fundição, efectuou-se o diagrama de caixa da proporção de armaduras fora de esquadria
produzidas antes e depois da implementação das acções, que está representado na Figura 5.52.

59
Figura 5.52 – Diagramas de caixa da proporção de armaduras obtidas fora de esquadria em função das
máquinas de fundição antes e depois das medidas correctivas.
Através da Figura 5.52 observa-se uma clara diminuição na proporção das armaduras obtidas
com falta de esquadria sobretudo nas máquinas de fundição n.º 1 e n.º 2, comprovando que as
acções implementadas melhoraram o desempenho do processo de fundição das armaduras XP+.
Por outro lado, para confirmar se a melhoria no processo de fundição se reflectiu no volume de
sucata produzido na secção de corte, esboçaram-se as produções de placas com problemas de
esquadria detectadas no processo de corte entre Março e Junho, de 2015, apresentadas na Figura
5.53. Pela interpretação do gráfico, observa-se uma diminuição na ordem dos 60% na sucata
detectada com falta de esquadria neste tipo de placa, na secção de corte.
Figura 5.53 – Produção de falta de esquadria das placas XP+ na secção de corte entre Março e Junho.
b) Teste por variáveis à altura das placas XP+
Ainda com referência à falta de esquadria, procedeu-se à medição da altura de placa em dois
pontos distintos, através do paquímetro digital, tal como na fase Analisar, de modo a verificar se as
alterações no processo de fundição melhoraram a esquadria das placas na secção de corte. Apesar
de já se ter comprovado que a sucata relativa à falta de esquadria das placas diminuiu na secção de
corte, com este teste pretende-se averiguar, numericamente, se os desvios na esquadria das placas
diminuíram após a implementação das alterações.
Quando as placas apresentam a esquadria apropriada, as alturas A e B (referentes, conforme a
fase Analisar, às placas do lado esquerdo), e as alturas C e D (lado direito) devem ser iguais. Neste
sentido, foi realizado um teste Two-Sample T que analisa a diferença entre as médias das alturas das
placas de cada lado. As hipóteses assumidas neste teste estão referidas na Tabela 5.25.
Tabela 5.25 – Hipóteses admitidas no teste às alturas das placas após alterações na fundição.
Hipóteses Teste às placas do lado esquerdo Teste às placas do lado direito
H0 As médias das alturas das placas A e B são iguais (𝜇𝐴 = 𝜇𝐵)
As médias das alturas das placas C e D são iguais (𝜇𝐶 = 𝜇𝐷)
H1 As médias das alturas das placas A e B são diferentes (𝜇𝐴 ≠ 𝜇𝐵)
As médias das alturas das placas C e D são diferentes (𝜇𝐶 ≠ 𝜇𝐷)
321
321
0,6
0,5
0,4
0,3
0,2
0,1
0,0
321
321
Antes
Máquinas de Fundição
Pro
po
rção
de f
alt
a d
e e
squ
ad
ria Após
Panel variable: Comentário
Diagrama de Caixa - Proporção de armaduras fora de esquadriaAntes e Após melhoria
0
1000
2000
3000
4000
5000
Março Abril Maio Junho
Pro
po
rção
de
fa
tla d
e e
sq
ua
dri
a
(PP
M)
Mês

60
Os resultados obtidos no teste às médias encontram-se expostos na Tabela 5.26 e na Figura
5.54 sob a forma de diagramas de caixa.
Tabela 5.26 - Resultados do teste à diferença da altura média das placas de cada lado.
Figura 5.54 Diagramas de caixa das alturas das placas do lado esquerdo (A, B) e do lado direito (C, D).
Pela análise dos valores-p obtidos, comprova-se que as alturas médias das placas de cada
lado não diferem, o que permite concluir que a esquadria das placas melhorou, nomeadamente no
lado direito, uma vez que o valor-p é elevado. Todavia, é possível verificar que a média das alturas
das placas, apesar de estar mais próxima, é ainda ligeiramente menor que o valor alvo (163 mm).
5.6.2 Nova especificação da altura de corte
Na fase Analisar, foram detectadas incongruências entre as alturas de corte obtidas e a
especificação, uma vez que parte das placas apresentavam alturas de corte inferiores à
especificação. Deste modo, concluiu-se que os discos de corte não estavam afinados consoante a
especificação, criando um desvio de -0,4 mm em relação ao valor alvo.
Depois de analisar as alturas de corte dos jogos (alturas de corte das placas negativas vs. a
altura de corte das placas positivas e a espessura do separador) detectou-se um desfasamento na
altura de corte das placas positivas que estavam a ser cortadas com altura demasiado elevada.
Portanto, diminuiu-se a especificação da placa XP+ em 0,5mm, sendo a especificação 178–179,5 mm
com o valor alvo de 178,5 mm.
Com a finalidade de se averiguar se os discos de corte estão afinados consoante a nova
especificação, foram recolhidas placas durante os turnos de operação e foram medidas as
respectivas alturas de corte após a alteração da especificação. Com esses valores traçaram-se cartas
de controlo �̅� e R, que estão ilustradas na Figura 5.55.
Two-sample T: Altura da placa – Lado direito
Lado N Mean StdDev C 25 162,789 0,523 D 25 162,830 0,273
Difference = μ (C) - μ (D) Estimate difference: -0,041 CI 95% for difference (-0,281; 0,198)
T-Test of difference = 0 (vs ≠): T-value = -0,35 P-value = 0,729 DF = 36
Two-sample T: Altura da placa – Lado esquerdo
Lado N Mean StdDev A 25 162,824 0,357 B 25 162,962 0,394
Difference = μ (A) - μ (B) Estimate difference: -0,138 CI 95% for difference (-0,352; 0,076)
T-Test of difference= 0 (vs ≠): T-value =0,201 P-value = 0,201 DF = 47

61
Figura 5.55 Cartas de controlo �̅� e R da altura de corte das placas segundo a nova especificação.
Pelas cartas de controlo conclui-se que, embora o processo de corte não esteja controlado,
verifica-se que existem menos pontos fora de controlo e, também, que não existem pontos fora de
especificação. É ainda, possível observar que a média da altura de corte está mais próxima do valor
alvo do que com a afinação anterior dos discos de corte. Todavia, nas cartas de controlo �̅�, o valor
alvo é semelhante a cada limite inferior de controlo (LIC), induzindo que a maioria das placas
apresenta alturas de corte superiores ao alvo, como se pode confirmar pelo facto de a média ser 0,2–
0,3 mm superior ao valor alvo.
De seguida, avaliou-se a capacidade do processo face à nova especificação com base nos
histogramas das placas XP+ de cada lado (Figura 5.56) e determinaram-se os índices de capacidade.
Na capacidade do processo, como a tolerância de especificação foi mantida (1,5 mm), apenas a
variação natural do processo sofreu alteração. Contudo, uma vez que houve um desvio de -0,5 mm
na especificação, os índices de capacidade do processo Cpk e Cpm foram alterados, visto que são em
função da média do processo e do valor alvo, respectivamente.
Figura 5.56 – Histogramas das alturas de corte das placas do lado esquerdo com a antiga (esquerda) e
com a nova (direita) especificação.
Em ambos os lados, o processo de corte passou a ser capaz e centrado em relação aos limites
de especificação (Cp, Cpk > 1), mas não ao alvo. A estimativa de placas fora de especificação passou
de 34–35% para 0,2–0,4% das placas produzidas. Assim, conclui-se que a nova afinação dos discos
de corte produz maior quantidade de placas que cumprem a especificação, reflectindo uma melhoria
no processo de corte.

62
5.6.3 Formação e treino dos operadores
Com o intuito de tornar o método de medição da altura de corte mais consistente, fez-se um
acompanhamento diário do teste do controlo estatístico executado pelos operadores, salientando os
pontos críticos. Para além disso, descreveu-se o procedimento de medição numa instrução de
trabalho que foi posta na bancada de medição para que os operadores em caso de dúvida a possam
consultar.
Para analisar o impacto da formação do método de medição na obtenção das alturas de corte,
construíram-se as cartas de controlo �̅� e R exibidas na Figura 5.57, que inclui os valores obtidos
antes e após a formação.
Figura 5.57 Cartas de controlo �̅� e R para altura de corte das placas XP+ antes e após a formação.
Comparando o perfil da altura de corte antes e após formação, verifica-se que a altura de corte
passou a estar controlada. É ainda possível observar diminuição na amplitude entre as medições, o
que leva a crer que o método de medição realizado pelos operadores se tornou mais consistente. Por
outro lado, observa-se um incremento na média da altura de corte das placas que resulta do facto de
a calibração do paquímetro realizada no início de cada teste ter sido executada correctamente.
Para avaliar a influência da formação dos operadores nas medições da altura de corte, foram
comparadas as variâncias e os desvios-padrão, antes e depois da formação dos operadores. Para tal,
recorreu-se ao Test for Two Variances que analisa a razão entre as variâncias e entre os
desvios-padrão de cada período. As hipóteses consideradas estão descritas na Tabela 5.27.
Tabela 5.27 - Hipótese admitidas no teste à variância das alturas de corte antes e após formação.
Hipóteses Expressão
H0 𝜎(𝐴𝑛𝑡𝑒𝑠) / 𝜎(𝐷𝑒𝑝𝑜𝑖𝑠) = 1
H1 𝜎(𝐴𝑛𝑡𝑒𝑠) / 𝜎(𝐷𝑒𝑝𝑜𝑖𝑠) ≠ 1
Neste estudo, optou-se pelo método Bonett, por ser o sugerido no caso de análise de um
número elevado de amostras. Os resultados obtidos encontram-se apresentados nos diagramas da
Figura 5.58 e na Tabela 5.28 (que também inclui o método Levene).

63
Figura 5.58 – Diagramas de caixa da variância, desvio-padrão da altura de corte das placas do lado
esquerdo e direito antes e após formação.
Tabela 5.28 - Resultados do teste à variância das alturas de corte antes e após formação dos operadores.
Em ambos os lados, as razões dos desvios-padrão e das variâncias, antes e depois da
formação dos operadores, são superiores a 1 (Tabela 5.27), indicando que, os resultados
apresentaram desvios menores, sugerindo que o método de medição se tornou mais consistente.
Contudo, apenas no lado esquerdo é possível concluir que a formação dos operadores criou impacto
sensível na obtenção das alturas de corte das placas, visto que o valor-p obtido é inferior ao nível de
significância admitido (0,05).
De seguida, decidiu-se averiguar se após formação, houve alguma alteração nos valores
obtidos na altura de corte. Deste modo, foi realizado o teste Two-Sample T que determina a diferença
entre a média das alturas de corte obtidas antes e depois da formação. Na Tabela 5.29 estão
indicadas as hipóteses assumidas para este teste, enquanto na Figura 5.59 está ilustrado o diagrama
de caixa da altura de corte de cada lado e na Tabela 5.30 estão apresentados os resultados.
Tabela 5.29 – Hipóteses admitidas no teste à diferença entre as alturas de corte antes e após formação.
Hipóteses Descrição
H0 As médias das alturas de corte antes e após formação são iguais (𝜇𝐴𝑛𝑡𝑒𝑠 = 𝜇𝐴𝑝ó𝑠)
H1 As médias das alturas de corte A e B são diferentes (𝜇𝐴𝑛𝑡𝑒𝑠 ≠ 𝜇𝐴𝑝ó𝑠)
Test for Two Variances: Altura Corte –
Lado Esquerdo vs Formação dos operadores
Formação N StDev Variance StDevs
Antes 100 0,263 0,069 (0,218; 0,322)
Após 100 0,196 0,039 (0,177; 0,222)
Ratio of standard deviations = 1,337
Ratio of variances = 1,789
95% Confidence Intervals
CI for
CI for StDev Variance
Method Ratio Ratio
Bonett (1,036; 1,642) (1,074; 2,696)
Test
Method DF1 DF2 Statistic P-Value
Bonett 1 — 4,79 0,029
Test for Two Variances: Altura Corte –
Lado Direito vs Formação dos operadores
Formação N StDev Variance StDevs
Antes 100 0,272 0,074 (0,230; 0,327)
Após 100 0,247 0,061 (0,217; 0,286)
Ratio of standard deviations = 1,102
Ratio of variances = 1,213
95% Confidence Intervals
CI for
CI for StDev Variance
Method Ratio Ratio
Bonett (0,867; 1,364) (0,752; 1,862)
Test
Method DF1 DF2 Statistic P-Value
Bonett 1 — 0,71 0,401

64
Tabela 5.30 – Resultados do teste à diferença da média das alturas de corte antes e após formação dos operadores.
Figura 5.59 – Diagramas de caixa da altura de corte obtidas em cada lado antes e após formação dos
operadores.
Pela interpretação dos valores-p obtidos, conclui-se que, após formação dos operadores sobre
o método de medição, houve uma diferença significativa na média da altura de corte das placas de
cada lado. Esta diferença provém, essencialmente, do posicionamento correcto das placas e da
execução correcta da calibração do paquímetro, o que produz alturas de corte superior e, por
conseguinte, mais próximas das reais.
5.6.4 Sistema de limpeza do paquímetro
A partir do estudo à limpeza do paquímetro realizado na fase Analisar, concluiu-se que a
remoção do pó acumulado na parte fixa do paquímetro é responsável por desvios significativos na
altura de corte das placas. No referido contexto, decidiu-se colocar um pincel na bancada onde são
realizadas as medições, que permite retirar o pó libertado durante o teste de controlo estatístico.
Como proposta futura, sugere-se a implementação de um sistema de sucção, de modo a manter a
bancada limpa mais facilmente e mais segura para a saúde.
Para confirmar que, de facto, esta medida reflecte melhoria na obtenção da altura de corte,
recolheram-se amostras durante um turno de operação e analisaram-se as médias das alturas de
corte de placas obtidas antes e após a introdução do pincel na bancada. A variabilidade associada à
afinação dos discos de corte é diminuta, dependendo apenas da limpeza do paquímetro. Para cada
caso, as amostras analisadas são diferentes, por isso recorreu-se ao teste Two-Sample T que
determina se a diferença entre as médias dos valores obtidos nos dois períodos é relevante. Na
Tabela 5.31 estão referidas as hipóteses admitidas neste teste e na Tabela 5.32 os resultados
obtidos. Na Figura 5.60 estão representados os resultados obtidos sob a forma de diagramas de
caixa das alturas de corte obtidas com e sem limpeza do paquímetro.
Two-sample T: Altura Corte – Esquerdo
Formação N Mean StDev SE Mean Antes 100 178,688 0,263 0,026 Após 100 178,773 0,196 0,020 Difference = μ (Antes) - μ (Após) Estimate for difference: -0,0853 95% CI for difference: (-0,1500; -0,0206) T-Test of difference = 0 (vs ≠): T-Value = -2,60 P-Value = 0,010 DF = 183
Two-sample T: Altura Corte – Direito
Formação N Mean StDev SE Mean Antes 100 178,654 0,272 0,027 Após 100 178,752 0,247 0,025
Difference = μ (Antes) - μ (Após) Estimate for difference: -0,0983 95% CI for difference: (-0,1707; -0,0259) T-Test of difference = 0 (vs ≠): T-Value = -2,68 P-Value = 0,008 DF = 196

65
Tabela 5.31 – Hipóteses admitidas no teste à diferença das alturas de corte com e sem limpeza do paquímetro.
Hipóteses Teste às placas
H0 As médias das alturas de corte obtidas sem e com limpeza do paquímetro são iguais (𝜇𝑠𝑒𝑚 = 𝜇𝑐𝑜𝑚)
H1 As médias das alturas de corte obtidas sem e com limpeza do paquímetro não são iguais (𝜇𝑠𝑒𝑚 ≠ 𝜇𝑐𝑜𝑚)
Figura 5.60 Diagramas de caixa da altura de corte obtidas com e sem limpeza do paquímetro.
Tabela 5.32 – Resultados do teste à diferença da média das alturas de corte obtidas com e sem limpeza do paquímetro.
Pelos valores-p obtidos, comprova-se que a limpeza do paquímetro é imprescindível na
medição das alturas de corte das placas, uma vez que existe diferença significativa entre os valores
obtidos com e sem limpeza do paquímetro.
Com a finalidade de averiguar a evolução da capacidade do processo de corte antes e após a
implementação do procedimento de limpeza no paquímetro, foram elaborados os histogramas
exibidos na Figura 5.61 e na Figura 5.62 para as placas do lado esquerdo e direito, respectivamente,
e foram calculados os índices de capacidade.
Figura 5.61 – Histogramas das alturas de corte das placas do lado esquerdo obtidas sem e com limpeza
do paquímetro.
ComSem
179,6
179,4
179,2
179,0
178,8
178,6
178,4
178,2
Limpeza do paquimetroA
ltu
ra d
e c
ort
e (
mm
)
Diagrama de Caixa - Altura de corte vs Limpeza do paquímetroLado Direito
Two-sample T: Altura de Corte das placas do lado
direito com ou sem limpeza do paquímetro. Altura 2 N Mean StDev SE Mean Antes 20 178,662 0,278 0,062 Depois 20 178,994 0,188 0,042 Difference = μ (Antes) - μ (Depois) Estimate for difference: -0,3320 95% CI for difference: (-0,4849; -0,1791) T-Test of difference = 0 (vs ≠):
T-Value = -4,42 P-Value = 0,000 DF = 33
Two-sample T: Altura de Corte das placas do lado
esquerdo com ou sem limpeza do paquímetro Altura 2 N Mean StDev SE Mean Antes 20 178,403 0,527 0,12 Depois 20 179,000 0,314 0,070 Difference = μ (Antes) - μ (Depois) Estimate for difference: -0,597 95% CI for difference: (-0,877; -0,317) T-Test of difference = 0 (vs ≠): T-Value = -4,36 P-Value = 0,000 DF = 30

66
A quantidade de placas recolhidas durante o turno de operação foi pequena, para além disso,
apresentaram variabilidade acentuada na altura de corte que, consequentemente, afectou a
capacidade do processo de corte, tornando-o incapaz. Esta falta de capacidade advém de outras
causas, como, por exemplo, da afinação incorrecta dos discos de corte, ou falta de esquadria das
placas, que não estão a ser analisadas neste estudo. Assim, compara-se adiante a capacidade do
processo antes e após a implementação, através dos índices de capacidade.
Nas placas do lado esquerdo, observa-se que, após a disponibilização do pincel na bancada de
medição, o processo de corte aumentou a capacidade, no entanto é ainda incapaz de produzir
conforme a especificação. Por outro lado, a distribuição da altura de corte passou a ser mais centrada
em relação aos limites de especificação, mas não ao alvo.
Figura 5.62 – Histogramas das alturas de corte das placas obtidas do lado direito da máquina de corte
medidas sem e com limpeza do paquímetro.
Em relação às placas do lado direito, verifica-se que a capacidade do processo de corte
aumentou bastante ao introduzir o sistema de limpeza no paquímetro, tornando-o capaz de produzir
conforme a especificação e mais centrado em relação aos limites de especificação. Desta forma, é
possível confirmar que a limpeza do paquímetro aumenta a capacidade do processo de corte, uma
vez que, ao remover o pó acumulado na parte fixa do paquímetro, a parte móvel consegue aproximar-
se mais da parte fixa, facilitando a calibração. O sistema de medição passa a obter alturas de corte
superiores e mais próximas do valor real.
5.6.5 Inclinação do paquímetro
Através dos testes apresentados na fase Analisar concluiu-se que, quanto maior for a
inclinação do paquímetro, tanto mais próximas do valor real são as medições, pois uma maior
inclinação (próxima da vertical) facilita a calibração do equipamento e diminui a folga nas medições.
Para comprovar que, de facto, o aumento de inclinação no paquímetro de 50º para 70º produz
diferença significativa nas medições, retiraram-se placas do processo de corte e mediram-se as suas
alturas de corte com uma inclinação no paquímetro de 50º e 70º, no mesmo turno de produção. Deste
modo, a variabilidade associada a outros factores diminui, apenas dependendo da inclinação do
paquímetro. Para análise da diferença, recorreu-se ao teste Two-Sample T, visto que as placas são
diferentes e foram assumidas as hipóteses apresentadas na Tabela 5.33. Os resultados obtidos estão
exibidos na Figura 5.63 e na Tabela 5.34.

67
Tabela 5.33 – Hipóteses admitidas no teste à diferença da média das alturas de corte obtidas com inclinação do paquímetro de 50º e 70º.
Hipóteses Descrição
H0 As médias das alturas de corte obtidas com inclinação do paquímetro de 50º e 70º são iguais (𝜇50° = 𝜇70°)
H1 As médias das alturas de corte obtidas com inclinação do paquímetro de 50º e 70º não são iguais (𝜇50° ≠ 𝜇70°)
Figura 5.63 – Diagramas de Caixa das alturas de corte obtidas com inclinação de 50º e 70º.
Tabela 5.34 - Resultados do teste à diferença da média das alturas de corte obtidas com inclinação do paquímetro de 50º e 70º.
Pela análise dos diagramas de caixa e dos valores-p obtidos, conclui-se que a alteração da
inclinação do paquímetro traduziu melhoria significativa no processo, pois foram obtidas alturas de
corte superiores, sugerindo que a calibração do paquímetro foi executada correctamente.
De seguida, foi analisada a capacidade do processo de corte, após a alteração da inclinação
do paquímetro. A Figura 5.64 mostra os histogramas das alturas de corte das placas do lado
esquerdo e os índices de capacidade, antes e após alteração da inclinação do paquímetro.
Figura 5.64 Histogramas das alturas de corte das placas do lado esquerdo obtidas com 50º e 70º de
inclinação do paquímetro.
Após o aumento da inclinação do paquímetro, o processo de corte do lado esquerdo sofreu um
acréscimo de capacidade até ao valor óptimo de capacidade (o citado 1,33). Todavia, devido à
Two-sample T: Altura de Corte (esquerdo) vs
Inclinação do paquímetro
Inclinação N Mean SD 50º 15 178,772 0,256
70º 15 179,087 0,202 Difference = μ (50º) - μ (70º)
Estimate difference= -0,3153 95% CI for difference:(-0,4882; -0,1424)
T-test of difference = 0 (vs ≠): T-value = -3,75 P-value = 0,001 DF = 26
Two-sample T: Altura de Corte (direito) vs
Inclinação do paquímetro
Inclinação N Mean SD 50º 15 178,856 0,137 70º 15 179,059 0,141 Difference = μ (50º) - μ (70º)
Estimate difference= -0,2033 95% CI for difference:(-0,3075; -0,0992)
T-test of difference = 0 (vs ≠): T-value = -4,01 P-value = 0,000 DF = 27

68
facilidade de calibrar o paquímetro, as alturas de corte obtidas são superiores, o que afectou a
centragem em relação aos limites de especificação e ao valor alvo.
Na Figura 5.65 está representado o histograma das alturas de corte das placas do lado direito,
antes e após o aumento da inclinação do paquímetro digital e os índices de capacidade.
Figura 5.65 – Histogramas das alturas de corte das placas do lado direito obtidas com 50º e 70º de
inclinação do paquímetro.
No lado direito, a capacidade do processo também aumentou, porém a distribuição das alturas
de corte está mais afastada do valor óptimo. Uma capacidade elevada (Cp > 2) traduz que o processo
tem uma margem de segurança demasiado elevada. Também é possível observar que a distribuição
ficou menos centrada em relação à especificação e ao valor alvo, devido ao aumento da altura de
corte provocado pela calibração correcta.
5.6.6 Aumento do peso do paquímetro
Ainda referente à folga do paquímetro nas medições e à dificuldade da calibração do mesmo,
decidiu-se adicionar uma peça para incrementar o peso do paquímetro (Figura 5.66). Assim sendo, a
parte móvel desliza mais facilmente, facilitando a calibração, e aproxima-se melhor da patilha da
placa, diminuindo a folga com a patilha.
Com o propósito de confirmar a melhoria no processo de corte provocado pela adição de peso
na parte móvel do paquímetro, foram recolhidas placas antes e após a colocação da peça no
paquímetro e foram comparadas com as medições obtidas antes dessa alteração. Como as amostras
para cada situação são diferentes, para análise da diferença entre medições recorreu-se ao teste
Two-Sample T. Para tal, foram assumidas as hipóteses descritas na Tabela 5.33 e os resultados
obtidos estão representados na Figura 5.67 e na Tabela 5.36.
Figura 5.66 – Paquímetro antes da melhoria (lado esquerdo) e após adição da peça (lado direito)

69
Tabela 5.35 – Hipóteses admitidas no teste à diferença da média das alturas de corte com e sem peso adicional no paquímetro.
Hipóteses Teste às placas
H0 As médias das alturas de corte obtidas com e sem peso adicional no paquímetro são iguais (𝜇𝑠𝑒𝑚 = 𝜇𝑐𝑜𝑚)
H1 As médias das alturas de corte obtidas com e sem peso adicional no paquímetro não são iguais (𝜇𝑠𝑒𝑚 ≠ 𝜇𝑐𝑜𝑚)
Figura 5.67 – Diagramas de caixa da altura de corte dobtidas com e sem peso adicional no paquímetro.
Tabela 5.36 - Resultados do teste da média das alturas de corte obtidas com e sem peso de cada lado.
Pela análise dos diagramas e dos valores-p é possível confirmar que apenas existe diferença
significativa na medição das placas do lado esquerdo, nas quais foram obtidas alturas de corte
superiores quando se aumenta o peso do paquímetro. Apesar de as placas do lado direito não
apresentarem diferenças significativas nas alturas de corte obtidas com o peso adicional no
paquímetro, verifica-se que também sofreram um acréscimo na altura. Este aumento traduz maior
facilidade na execução da calibração do paquímetro, devido ao incremento de peso do mesmo.
Em seguida, na Figura 5.68 estão representados os histogramas das alturas de corte das
placas do lado esquerdo obtidas sem e com adição de peso na parte móvel do paquímetro e os
índices de capacidade.
Figura 5.68 – Histogramas das alturas de corte das placas do lado esquerdo obtidas sem e com adição de peso no paquímetro.
SemCom
179,6
179,4
179,2
179,0
178,8
178,6
178,4
178,2
178,0
Peso
Alt
ura
Co
rte
(m
m)
Diagrama de Caixa - Altura de Corte, lado esquerdoCom e sem peso adicional no paquímetro
SemCom
180,0
179,5
179,0
178,5
178,0
PesoA
ltu
ra C
ort
e (
mm
)
Diagrama de Caixa - Altura de Corte, Lado direitoCom e sem peso adicional no paquímetro
Two-sample T: Altura Corte (esquerda) vs Peso do
paquímetro
Peso N Mean StDev Com 125 178,930 0,273
Sem 125 178,675 0,244
Difference = μ (Com) - μ (Sem)
Estimate difference:0,2549 95% CI for difference:(0,1905; 0,3193) t-Test for difference =0 (vs ≠): t-value = 7,79 P-value = 0,000 DF = 244
Two-sample T: Altura Corte (direita) vs Peso do
paquímetro
Peso N Mean StDev Com 125 178,846 0,284 Sem 125 178,812 0,274 Difference = μ (Com) - μ (Sem) Estimate difference:0,0338 95% CI for difference:(-0,0358; 0,1033) t-Test for difference 0 (vs ≠): t-value = 0,96 P-value = 0,340 DF = 247

70
Com a adição de peso no paquímetro, o processo de corte das placas do lado esquerdo sofreu
uma diminuição na capacidade, embora ainda seja capaz de produzir conforme a especificação. Esta
diminuição deve-se ao aumento da altura de corte das placas, aproximando-as do limite superior de
especificação. Pelos mesmos motivos, observa-se menor centragem da distribuição em relação ao
valor alvo e aos limites de especificação, sugerindo que a afinação dos discos de corte é
indevidamente realizada tendo em conta os limites de especificação e não o valor alvo.
Em relação ao processo de corte do lado direito, a capacidade foi determinada a partir dos
histogramas e dos índices de capacidade apresentados na Figura 5.69.
Figura 5.69 – Histogramas das alturas de corte do lado direito obtidas com e sem peso no paquímetro.
No lado direito, ao adicionar peso no paquímetro, o processo de corte passou a ser incapaz de
produzir consoante a especificação e afectou a centragem em relação à média e ao valor alvo, devido
ao aumento verificado nas alturas de corte. Esta comparação revelou que, ao adicionar peso no
paquímetro, a medição da altura de corte se tornou mais rigorosa e por isso detectou que o processo
de corte do lado direito era incapaz de produzir consoante a especificação durante este período.
5.6.7 Estudo M.S.A. ao sistema de medição
Feitas as análises aos factores considerados relevantes no paquímetro —calibração,
inclinação, peso e limpeza— e no método, realizou-se, por último, novamente um estudo M.S.A. ao
sistema de medição, recorrendo ao método ANOVA cruzado do Minitab, com o propósito de
comprovar que, de facto, as alterações aplicadas no sistema de medição diminuíram o desvio
associado à repetibilidade. Os resultados estão apresentados na Tabela 5.37, na Tabela 5.38 e na
Tabela 5.39. Na Figura 5.70 estão esquematizadas a contribuição de cada componente de variação.
Tabela 5.37 – Resultados do método ANOVA ao sistema de medição das alturas de corte das placas de cada lado após a implementação das melhorias.
Source DF SS MS F P
Placa 9 5,51485 0,612761 303,458 0,000
Operador 2 0,01279 0,006395 3,167 0,066
Placa * Operador 18 0,03635 0,002019 0,476 0,949
Repeatability 30 0,12716 0,004239
Total 59 5,69114
α to remove interaction term = 0,05
Source DF SS MS F P
Placa 9 11,9766 1,33074 298,247 0,000
Operador 2 0,0482 0,02410 5,402 0,015
Placa * Operador 18 0,0803 0,00446 1,950 0,051
Repeatability 30 0,0686 0,00229
Total 59 12,1738
α to remove interaction term = 0,05

71
Tabela 5.38 – Contribuição dos componentes de variação do sistema de medição após melhorias.
Fonte de Variação Lado Esquerdo Lado Direito
VarComp %Contribuição VarComp %Contribuição
Repetibilidade 0,003103 1,38% 0,003406 3,24%
Reprodutibilidade 0,001050 0,47% 0,00149 0,14%
Teste R&R 0,004153 1,84% 0,003556 3,38%
Peça a peça 0,221272 98,16% 0,101559 96,62%
Variação total 0,225425 100,00% 0,105115 100,00%
Tabela 5.39 – Contribuição dos componentes de variação do sistema de medição Após melhorias.
Fonte de Variação Lado Esquerdo Lado Direito
mm) Study Var (mm) Study Var (%) mm) Study Var (mm) Study Var (%)
Repetibilidade 0,056 0,334 11,73% 0,058 0,350 18,00%
Reprodutibilidade 0,032 0,194 6,82% 0,012 0,073 3,77%
Teste R&R 0,0644 0,387 13,57% 0,060 0,358 18,39%
Placa a placa 0,4704 2,822 99,07% 0,319 1,912 98,29%
Variação total 0,476 2,849 100,00% 0,324 1,945 100,00%
Categorias Distinguidas 10 7
Figura 5.70 Desvio-padrão e variação dos componentes do teste R&R do sistema de medição para as
placas do lado esquerdo e do lado direito após melhorias.
A variação dos testes R&R diminuiu sempre: no lado esquerdo, de 18% para 13% e, no lado
direito, de 23% para 18%. Esta diminuição deve-se ao facto de a variação associada à repetibilidade
se ter atenuado, devido às alterações implementadas no sistema de medição. Por sua vez, a
reprodutibilidade de valores aumentou ligeiramente, mas sem grande relevância. Em relação ao
número de categorias distinguidas pelo sistema de medição (detectadas pelo software), verifica-se
que aumentou de 7 para 10, no lado esquerdo e de 5 para 7 no lado direito, demonstrando que o
sistema de medição passou a ser mais sensível na obtenção das alturas de corte. Os restantes
gráficos produzidos nesta análise, como as cartas de controlo X e R, estão apresentados no Anexo C.
Através do estudo M.S.A. ao sistema de medição após a implementação das alterações
descritas nesta Secção, confirma-se que houve uma melhoria na obtenção da altura de corte a partir
do sistema de medição, proveniente de um decréscimo na variação relativa à repetibilidade.
5.7 Controlar (DMAIC)
Na fase Controlar pretende-se criar sistemas de controlo que permitem a monitorização das
acções de melhoria para que o processo cumpra a especificação e apresente o mínimo de variação
possível, de modo a torná-lo controlado e sustentável. Neste contexto, criou-se a instrução de
controlo de qualidade referente ao teste de controlo estatístico para a altura de corte, descrita na
Tabela 5.40.

72
Tabela 5.40 – Instrução de controlo de qualidade do teste de à altura de corte das placas.
Processo
Característica Especificação
(mm) Equipamento de medição
Amostra Método de Controlo
Acção correctiva
N.º Parâmetro n Frequência Responsável
Corte de placas
1 Altura de
Corte 178-179,5
Paquímetro digital
5 3 vezes por
Turno Operador
InfinityQS - Altura de
Corte
Proceder como descrito no quadro de acções correctivas
Na bancada, onde é realizado o teste à altura de corte e é efectuado o registo da sucata, foram
colocadas ajudas visuais, de modo a organizar e a facilitar o método de medição, bem como auxiliar
os operadores em caso de dúvida ou de esquecimento.
A nível informático, no projecto InfinityQS, também adicionaram-se ajudas visuais, como
imagens do lado da placa a ser medido (Figura 5.71) e mensagens para relembrar determinados
procedimentos, como calibrar o paquímetro (Figura 5.72).
Figura 5.71 Ajuda visual do lado que está a ser medido.
Durante as medições da altura de corte, os valores medidos são exibidos em tela cheia com
cores consoante estejam fora ou dentro dos limites de especificação ou de controlo. Quando esses
limites são ultrapassados, o fundo das cartas de controlo fica vermelho ou amarelo, respectivamente.
Na presença de uma não-conformidade, surge um aviso para alertar que os limites de especificação
foram excedidos e nas cartas de controlo aparece uma linha vertical, designada por marcador, que
detecta que, pelo menos, uma placa da amostra não cumpre a especificação (Figura 5.73).Nas
tabelas de registos, quando a altura de corte das placas excede os limites de controlo ou de
especificação, as células ficam amarelas, ou vermelhas, respectivamente (Figura 5.73).
Na fase Controlar elaborou-se também um quadro das acções correctivas apresentado no
Anexo E, no qual são descritas as falhas potenciais ou não-conformidades que podem surgir e como
se deverá agir perante essas ocorrências.
Figura 5.72 Aviso no projecto InfinityQS para fazer a calibração do paquímetro.

73
Figura 5.73 Placas fora de controlo (fundo amarelo) e dados fora de especificação (vermelho).
Quando o método de medição proposto é realizado correctamente, incluindo todos os
procedimentos de calibração e de limpeza do paquímetro, a altura de corte descreve um
comportamento estável, como se pode comprovar pelas cartas de controlo �̅� e R exibidas na Figura
5.74. Foi determinada a média e o desvio-padrão das alturas de corte de cada lado e foram fixados e
os limites de controlo através das Eqs. (5.11) até (5.15). Os resultados obtidos encontram-se
apresentados na Tabela 5.41.
Tabela 5.41- Média e desvio-padrão das placas obtidas do lado esquerdo e direito da máquina de corte.
Placa Lado Esquerdo Lado Direito
Média 178,74 178,74
Desvio-padrão 0,316 0,321
Figura 5.74 Cartas de Controlo �̅� e R da altura de corte após a implementação das acções de melhoria.
Pelas cartas de controlo confirma-se que o processo de corte passou a estar controlado e
cumpre a especificação, após a implementação das alterações. Todavia, é de salientar que, devido à
facilidade da calibração do paquímetro, as alturas de corte obtidas sofreram um acréscimo, sendo a
média superior ao alvo, mas estando mais próximo do valor real. Deste modo, os operadores
conseguem afinar os discos de corte consoante o resultado obtido no teste SPC da altura de corte.
A introdução do sistema de medição proporciona a monitorização da qualidade das placas
obtidas na secção de corte, a detecção rápida de não-conformidades e como se deverá agir, fazendo
com que haja menor produção de sucata e, consequentemente, incrementando a rentabilidade do
processo de fabrico de baterias.

74
Sinopse
No Capítulo 5, enunciou-se a importância do controlo estatístico nos processos industriais e
quais as principais ferramentas usadas. Pela a metodologia Seis Sigma, através da abordagem
DMAIC, desenvolveu-se um sistema de controlo estatístico para monitorizar a qualidade das placas e,
consequentemente, minimizar os custos relativos à produção de sucata na secção de corte.
Na fase Definir, foi identificado o processo (máquina de corte n.º 1), o produto (placa XP+) e o
defeito (falta de esquadria) que geram mais sucata e definiu-se o parâmetro a analisar (altura de
corte), que corresponde à altura da placa e da patilha. Este parâmetro influencia a construção e a
soldadura dos jogos, sendo esta última importante na transferência de energia ao longo da bateria.
Na fase Medir, descreveu-se o método de medição criado, a constituição do equipamento de
medição e o projecto desenvolvido no InfinityQS. Realizou-se, ainda, um estudo M.S.A. para validar o
sistema de medição, o qual permitiu concluir que este era aceitável para medir a altura de corte. De
seguida, procedeu-se a testes de medição para reter o máximo de informação sobre o perfil da altura
de corte, por forma a entender as suas falhas. O processo de corte revelou-se estar fora de controlo e
incapaz de produzir placas conforme a especificação. Deste modo, tornou-se essencial implementar
um sistema de controlo para optimizar as características finais das placas.
Na fase Analisar, foram identificadas as causas que acentuam a variabilidade na altura de corte
detectada no sistema de medição. Parte dessas causas provém sobretudo: da máquina de corte; do
material (placas); do equipamento e do método de medição; e da mão-de-obra. As causas mais
relevantes foram seleccionadas e analisadas individualmente, recorrendo a ensaios de medição e a
testes de hipóteses que estimam a sua influência na altura de corte. Através destes testes,
concluiu-se que têm impacto na altura de corte a falta de esquadria das armaduras, a afinação dos
discos de corte, a formação dos operadores e a inclinação e o peso do paquímetro.
Na fase Melhorar foram implementadas as alterações no processo de corte, bem como no
sistema de medição. Essas alterações minimizaram a produção de armaduras com problemas de
esquadria; diminuíram a produção de placas com altura de corte fora de especificação; e reduziram a
variabilidade da altura de corte associada ao sistema de medição.
Na fase Controlar, foram estabelecidas acções correctivas e medidas que auxiliam o operador
na realização do teste. O estudo foi finalizado com a demonstração do perfil da altura de corte sob
controlo, resultante da implementação das alterações referidas.

75
Conclusões
O tema principal da dissertação de Mestrado desenvolvida consiste na elaboração de um posto
de controlo estatístico no processo de corte das placas que permite avaliar a altura de corte das
mesmas obtidas neste processo. Decidiu-se introduzir este sistema de controlo dado que não existia
um método fiável para medir a altura de corte e o desvio associado em caso de não-conformidade.
Este parâmetro é relevante para a montagem de baterias, sobretudo para armar e soldar jogos.
A partir da análise da produção de sucata neste processo, decidiu-se incidir o estudo na
máquina de corte n.º 1 para as placas XP+, o principal defeito das quais é a falta de esquadria. Este
defeito poderá, por sua vez, afectar a altura de corte e, assim, a construção e soldadura dos jogos.
A medição da altura de corte é realizada através de um paquímetro digital conectado a um
computador que contém um projecto de controlo estatístico criado no software InfinityQS. O
paquímetro envia a leitura da altura de corte para o projecto, que exibe os resultados sob a forma de
cartas de controlo, permitindo a interpretação rápida de resultados.
O sistema de medição (paquímetro e método de medição) foi validado por um estudo M.S.A.
inicial, do qual se obteve um desvio (R&R) de 18–23% nas alturas de corte das placas e 5–7
categorias distinguidas pelo sistema de medição. Apesar de o sistema de medição cumprir os
requisitos sugeridos pelo AIAG, tentou-se diminuir a sua variabilidade na altura de corte, tendo-se
implementado alterações no sistema de medição.
De seguida, foram medidas as alturas de corte do processo (antes da aplicação das acções de
melhoria), o que levou à conclusão de que o processo não era estável nem capaz de cumprir a
especificação. Deste modo, enumeraram-se as causas potenciais e seleccionaram-se as que mais
acentuavam a variabilidade da altura de corte detectada no sistema de medição. Posteriormente,
analisou-se o impacto de cada causa na altura de corte. As causas detectadas foram: a falta de
esquadria das armaduras; desvios no ajuste dos discos de corte; falta de formação e de treino dos
operadores; falta de limpeza e de calibração do paquímetro; e folga nas medições.
A falta de esquadria das armaduras é originada, essencialmente, no processo de fundição.
Com o intuito de o melhorar, foram realizadas diversas alterações, como: controlo ao teor de cálcio na
liga; afinação dos rolos de transporte; diminuição das temperaturas dos moldes; alteração da
quantidade de água nos chuveiros; entre outras. Estas alterações proporcionaram diminuição da falta
de esquadria nas armaduras de 11,9% para 4,3% e diminuição (cerca de 60%) da sucata produzida
entre Março e Maio (de 2015).
Ao realizar o teste de controlo estatístico às placas XP+, verificou-se que muitas apresentavam
alturas de corte inferiores à especificação, devido à incorrecta afinação dos discos de corte. Ao
comparar as especificações da placa positiva e da negativa, detectou-se uma discrepância na altura
de corte. Neste sentido, foi realizada uma correcção à especificação da altura de corte das placas
XP+ de -0,5 mm, o que provocou um incremento na capacidade do processo de corte.
Uma vez que o método de medição requer passos precisos, sem os quais os resultados não
transmitem o valor real, a formação dos operadores sobre o método de medição é imprescindível
para a reprodução de resultados válidos. Foi então proporcionada formação aos operadores e

76
acompanhamento diário da realização dos testes, o que elevou o nível de consistência no método,
diminuindo a amplitude nas medições.
Durante a medição das placas, é libertado pó que se deposita na parte fixa do paquímetro,
gerando desvios nas medições. Assim, tornou-se necessário disponibilizar um sistema de limpeza ao
equipamento de medição.
Posteriormente, investigou-se a folga nas medições e na calibração do paquímetro em relação
ao seu efeito na variabilidade da altura de corte. Este efeito provinha possivelmente da falta de
inclinação ou da falta de peso do paquímetro. Deste modo, decidiu-se incrementar a inclinação do
mesmo, o que facilita a sua calibração, para além de diminuir a folga nas medições. O aumento do
peso da parte móvel do paquímetro promoveu a proximidade quer com as patilhas, quer com a parte
fixa do paquímetro. Ambas as alterações produziram alturas de corte superiores e mais próximas do
valor real. Contudo, este aumento provocou uma diminuição de capacidade no processo, uma vez
que estavam a ser cortadas placas próximas do limite superior de especificação.
Após a implementação das alterações no sistema de medição foi realizado novamente um
estudo M.S.A. para averiguar se a variabilidade associada ao sistema de medição diminuiu. Pelo
estudo, confirmou-se a melhoria no equipamento de medição, tendo a variabilidade, de facto,
diminuído: de 18% para 13% no lado esquerdo e de 23% para 18% no lado direito.
Por último, na fase Controlar, foram construídos: quadros de acções correctivas; instrução de
trabalho com o procedimento de medição; instrução de controlo de qualidade com a informação sobre
o teste de medição; e ajudas visuais na bancada e no software InfinityQS que auxiliam os operadores
durante a medição. Com as acções de melhoria implementadas, determinou-se a altura de corte das
placas XP+, tendo-se obtido um processo controlado e dentro de especificação.
Como proposta futura, ainda em relação ao teste da altura de corte estudado, visam-se atingir
melhores condições, nomeadamente, no imediato, a melhoria da luminosidade e da limpeza.
Espera-se, num futuro próximo, estender este estudo a todos os tipos de placas, começando pelas
correspondentes negativas, e máquinas de corte, para que a qualidade de todas as placas seja
garantida antes de seguirem para montagem.

77
Referências bibliográficas
Bayeux, Carlos. “Análise da capabilidade e processos.” Junho de 2001.
ASQ. SIPOC (Suppliers, Inputs, Process, Outputs, Customers) Diagram. http://asq.org/service/body-
of-knowledge/tools-sipoc (acedido em Setembro de 2015).
Basu, Ron. Implementing Six Sigma and Lean, A pratical guide to tools and techniques. Elsevier,
2009.
bdchargers. Differences between AGM, GEL and FLOODED batteries.
http://www.bdchargers.com/batterytypes.php (acedido em Agosto de 2015).
Bode, Hans. Lead-Acid Batteries. Nova Iorque: John Wiley & Sons, Inc, 1977.
Breyfogle, F. W., J. M. Cuppelo, e B. Meadows. Managing Six Sigma: A Pratrical Guide to
Undestanding, Assessing, and Implementing the Strategy That Yields Bottom-Line Sucess. .
New York: Wiley, 2001.
Cavanagh, Roland R., Robert P. Neuman, e Peter S. Pande. Design for Six Sigma? The McGraw-Hill
Companies, Inc, 2005.
Erdmann, Tashi P. , Manon de Groot, e Ronald J. M. M. Does. “Quality Quandaries: Improving the
Invoicing Process of a Consulting Company.” 2010.
Exide Technologies. “Handbook for Stationary AGM-VRLA Batteries, Part 2: Installation,
Commissioning and Operation.” 2008.
Exide Technologies. “Handbook for stationary lead-acid batteries, Part 1: Basics, Design, Operation
Modes and Applications.” Exide Technologies, Büdingen, 2008.
Exide Technologies. “Lead-Acid Battery Systems.” 2008.
Exide Technologies, Lda. “Manual de Acolhimento.” Castanheira do Ribatejo.
ExideTechnologies. “AGM Productc and Applications.” 2005.
Famous Scientists. Luigi Galvani. http://www.famousscientists.org/luigi-galvani/ (acedido em Agosto
de 2015).
Földes, György. Rosport's electrifying historic figure. http://www.wort.lu/en/community/did-you-know-
that-about-luxembourg-rosport-s-electrifying-historic-figure-545f3482b9b398870808487f.
Forrest, W. BREYFOGLE. Implementing Six Sigma: Smarter solutions using statical methods. 2º.
Austin, Texas: Wiley, 2003.
Gupta, Bhisham, e H. Fred Walker. Statistical Quality Control for the Six Sigma Green Belt.
Wisconsin, Milwaukee: ASQ Quality Press, 2007.
InfinityQS. http://www.infinityqs.com/.
Infotec. http://www.exide.com/es/es/product-solutions/network-power/product/classic-groe.aspx.
Infotec. http://www.exide.com/pt/pt/product-solutions/motive-power/product/sonnenschein-epzv-
bs.aspx.

78
Jones, Richard C. “The Most Common Cause if Premature Battery Failure is Overcharging.” 17 de
Agosto de 2004, 3ª versão ed.
Linden , David , e Thomas B. Reddy . Handbook of Batteries. 3º. McGraw-Hill, 2002.
Minitab. O que é estudo de medição R&R (repetibilidade e reprodutibilidade)?
http://support.minitab.com/pt-br/minitab/17/topic-library/quality-tools/measurement-system-
analysis/gage-r-r-analyses/what-is-a-gage-r-r-study/ (acedido em 10 de Agosto de 2015).
Minitab. Crossed Gage R&R: How are the Variance Components Calculated? 20 de Fevereiro de
2015. http://blog.minitab.com/blog/marilyn-wheatleys-blog/crossed-gage-rr%3A-how-are-the-
variance-components-calculated (acedido em Outubro de 2015).
—. Hypothesis Tests. http://support.minitab.com/pt-br/minitab/17/topic-library/basic-statistics-and-
graphs/hypothesis-tests/basics/what-is-a-hypothesis-test/ (acedido em Agosto de 2015).
—. Number of distinct categories. Minitab Inc. . 2015. http://support.minitab.com/en-
us/minitab/17/topic-library/quality-tools/measurement-system-analysis/gage-r-r-
analyses/number-of-distinct-categories/ (acedido em 16 de Setembro de 2015).
Modelo dos Seis Sigma. http://old.knoow.net/cienceconempr/gestao/seissigma.htm (acedido em
Setembro de 2015).
Montgomery, Douglas C. Introduction of Statistical Quality Control. 6ª. John Wiley & Sons, Inc., 2009.
Munro, Roderick A. , Govindarajan Ramu, e Daniel J. Zrymiak. The Certified Six Sigma Green Belt
Handbook. 2º. Milwaukee, Wisconsin: ASQ Quality Press, 2015.
Pande, Peter S., Robert P. Neuman, e Roland R. Cavanagh. The Six Sigma way, How GE, Motorola
and othertop companies are honing their performance. McGraw-Hill, 2000.
Pavlov, D. Lead-Acid Batteries. 2011.
Pedott, Alexandre Homsi e Fogliatto, Flávio Sanson. “Estudos de repetitividade e reprodutividade
para dados funcionais.” 19 de 10 de 2011.
Pinto, João Paulo. Pensamento Lean. 6º. LIDEL - Edições Técnica, Lda, 2014.
Pires, António Ramos. Sistemas de Gestão da Qualidade. 1º. Lisboa: Sílado, Lda, 2012.
Sanhueza, Abel Edmundo Chacón. “Desenvolvimentos na indústria de acumulação de energia em
baterias chumbo-ácido.” Tese de Pós-graduação, Ciência e Tecnologia de Materiais,
Universidade Estatual Paulista, Bauru, 2007.
Shree Sai Research Lab. “Expander (Automotive, VRLA & Traction).” 2011.
Sousa, Cristina, e Joel Murta. “Baterias.” Instituto Superior Politécnico de Viseu, Viseu.
Stamatis, D.H. Six Sigma and beyond the implementation proces. Vol. VII. St. Lucie Press , 2003.
Taghizadegan, Salman. Essentials of Lean Six Sigma. Burlington: Elsevier, 2006.
Tashi, P. Erdmanna, Manon, Grootb de e Ronald, J. M. M . “Quality Quandaries: Improving the
Invoicing Process of a Consulting.” 10 de Junho de 2010.

79
Veit, Hugo Marcelo. Reciclagem de Materiais Metálicos.
http://www.ufrgs.br/napead/repositorio/objetos/reciclagem-materiais-metalicos/pag11.php
(acedido em Abril de 2015).
Walpole, Ronald E, Raymond H. Myers, Sharon L. Myers, e Keying Ye. Probability & Statistics for
Engineers & Scientists. 9º. Montagem por Deirdre Lynch. Pearson Education, Inc., 2002.
Weiner, M. Six sigma. Communication World 21 , 2004.

80

81
Anexos
A. Fase Definir
Tabela 1 - Produção de sucata de placas não formadas entre Março e Abril em cada máquina de corte.
Máquinas de Corte
Produção de sucata (placas)
Frequência (%) Frequência
cumulativa (%)
TBS 1 23316 21,9 21,9
TBS 2 22360 21,0 42,9
ERI 4 18853 17,7 60,5
TBS 5 14173 13,3 73,8
TBS 3 11182 10,5 84,3
Rotativa 9808 9,2 93,5
TBS 4 5615 5,3 98,8
MAC 1 1268 1,2 100,0
Total 106575 10 —
Tabela 2 - Produção de sucata de placas não formadas entre Março e Abril em função do tipo de defeitos.
Defeitos das placas Produção de
sucata (placas) Frequência (%)
Frequência cumulativa (%)
Falta de esquadria 42847 40,2 40,2
Falta de pasta 22005 20,6 60,9
Fracturas/Poros 18991 17,8 78,7
Danificada-Corte 4914 4,6 83,3
Placa agarrada 4817 4,5 87,8
Excesso de pasta 4293 4,0 91,8
Deformações 3096 2,9 94,7
Rebarbas 2751 2,6 97,3
Danificada transporte 1491 1,4 98,7
Manchas 841 0,8 99,5
Outro defeito 402 0,4 99,9
Mal formada 96 0,1 100,0
Falta de peletes 17 0,0 100,0
Mal cortada-Fundição 14 0,0 100,0
Total Geral 106575 100 —
Tabela 3 - Produção de sucata de placas XP+ entre Março e Abril em função do tipo de defeitos.
Defeitos da placa XP+ Produção de
sucata (placas) Frequência (%)
Frequência cumulativa (%)
Falta de esquadria 8893 41,1 41,1
Falta de pasta 4782 22,1 63,3
Fracturas/Poros 3981 18,4 81,7
Rebarbas 1063 4,9 86,6
Danificada-Corte 615 2,8 89,5
Placa agarrada 613 2,8 92,3
Danificada transporte 472 2,2 94,5
Deformações 385 1,8 96,3
Excesso de pasta 327 1,5 97,8
Outro Defeito 221 1,0 98,8
Manchas 208 1,0 99,8
Mal formada 47 0,2 100,0
Mal cortadas-Fundição 6 0,0 100,0
Total Geral 21613 100,0 —

82
B. Fase Medir
Tabela 4 - Medições da altura de corte das placas no teste R&R ao sistema de medição.
Amostra Placa Operador Altura de corte placa esquerda
(mm)
Altura de corte placa direita
(mm) Amostra Placa Operador
Altura de corte placa esquerda
(mm)
Altura de corte placa direita
(mm)
1 1 1 179,93 179,55 31 6 1 179,17 178,87
2 1 1 179,81 179,57 32 6 1 179,08 178,93
3 1 2 179,83 179,47 33 6 2 179,24 178,83
4 1 2 179,85 179,50 34 6 2 179,17 178,99
5 1 3 179,75 179,50 35 6 3 179,04 178,82
6 1 3 179,87 179,42 36 6 3 179,10 178,78
7 2 1 179,79 179,35 37 7 1 179,13 178,71
8 2 1 179,67 179,30 38 7 1 178,89 178,87
9 2 2 179,80 179,24 39 7 2 178,97 178,83
10 2 2 179,87 179,39 40 7 2 179,10 178,86
11 2 3 179,64 179,41 41 7 3 179,02 178,76
12 2 3 179,73 179,33 42 7 3 179,10 178,67
13 3 1 179,79 179,25 43 8 1 179,02 178,75
14 3 1 179,63 179,40 44 8 1 178,93 178,75
15 3 2 179,71 179,25 45 8 2 178,95 178,67
16 3 2 179,87 179,33 46 8 2 178,87 178,82
17 3 3 179,79 179,32 47 8 3 178,96 178,56
18 3 3 179,80 179,27 48 8 3 178,96 178,66
19 4 1 179,41 179,35 49 9 1 178,78 178,63
20 4 1 179,38 179,29 50 9 1 178,59 178,66
21 4 2 179,55 179,21 51 9 2 178,73 178,55
22 4 2 179,48 179,25 52 9 2 178,63 178,73
23 4 3 179,68 179,26 53 9 3 178,67 178,65
24 4 3 179,67 179,27 54 9 3 178,71 178,64
25 5 1 179,30 178,93 55 10 1 178,58 178,76
26 5 1 179,25 179,03 56 10 1 178,62 178,79
27 5 2 179,44 178,95 57 10 2 178,59 178,73
28 5 2 179,27 179,11 58 10 2 178,73 178,96
29 5 3 179,37 179,07 59 10 3 178,69 178,92
30 5 3 179,26 178,92 60 10 3 178,80 178,85

83
Tabela 5 - Medições da altura de corte das placas no teste antes da implementação de acções correctivas.
Amostra Altura Corte - Placa
Esquerda (mm) Altura Corte - Placa
Direita (mm) Amostra
Altura Corte - Placa Esquerda (mm)
Altura Corte - Placa Direita (mm)
1 178,34 178,64 64 178,57 178,71
2 178,08 178,82 65 178,66 178,66
3 178,41 178,63 66 178,69 178,69
4 178,55 178,60 67 178,69 178,69
5 178,40 178,58 68 178,69 178,76
6 178,59 178,66 69 178,77 178,41
7 178,28 178,76 70 178,47 178,50
8 178,71 178,84 71 178,34 178,44
9 178,83 178,78 72 178,43 178,83
10 178,65 178,59 73 178,71 178,72
11 178,88 178,88 74 178,56 178,44
12 178,99 178,99 75 178,41 178,50
13 178,73 178,93 76 178,92 178,35
14 179,00 178,89 77 178,69 178,60
15 178,70 178,78 78 178,65 178,86
16 178,12 178,45 79 178,77 178,65
17 178,57 178,65 80 178,82 178,41
18 178,50 178,75 81 178,48 179,32
19 178,59 178,67 82 178,64 178,84
20 178,73 178,79 83 178,75 178,64
21 178,61 178,78 84 178,61 178,26
22 178,22 178,91 85 178,60 178,77
23 178,78 178,61 86 178,45 179,11
24 178,93 178,63 87 178,86 178,70
25 178,62 178,89 88 178,58 178,36
26 178,77 179,00 89 178,52 178,52
27 178,88 178,74 90 178,64 178,94
28 178,57 178,68 91 178,86 178,82
29 178,77 178,76 92 178,72 179,08
30 178,78 178,34 93 178,94 178,80
31 178,76 179,22 94 179,04 178,60
32 178,73 178,82 95 178,85 178,96
33 178,66 178,69 96 178,40 178,51
34 178,53 178,54 97 178,31 178,63
35 178,57 178,83 98 178,82 178,74
36 178,31 178,49 99 178,57 178,63
37 178,52 178,69 100 178,49 178,51
38 179,59 180,00 101 178,61 178,92
39 178,39 178,52 102 178,67 178,85
40 178,63 178,61 103 178,67 178,59
41 178,65 178,55 104 178,58 179,74
42 178,55 178,17 105 178,71 179,01
43 178,49 178,48 106 178,72 178,78
44 178,54 178,78 107 178,71 178,45
45 178,60 178,49 108 178,88 178,90
46 178,57 178,64 109 178,63 178,97
47 178,45 179,62 110 178,83 178,50
48 178,77 178,67 111 178,50 178,57
49 178,64 178,25 112 178,99 178,78
50 178,35 178,69 113 178,64 178,52
51 178,65 178,87 114 178,62 178,30
52 178,72 178,71 115 178,48 178,78
53 178,87 178,43 116 179,12 178,43
54 178,48 178,69 117 178,66 178,69
55 178,75 178,88 118 178,71 178,94
56 178,88 178,64 119 178,89 178,80
57 178,87 178,56 120 178,76 178,51
58 179,00 179,00 121 179,12 179,20
59 179,72 178,97 122 179,14 178,66
60 178,77 178,63 123 178,86 178,80
61 178,22 178,49 124 178,61 179,05

84
C. Fase Analisar
Tabela 6 –Resultados obtidos no teste por atributos à esquadria das armaduras XP+ antes da
implementação das alterações no processo de fundição
Data Máquina OK NOK P Data Máquina OK NOK P
02-03-2015 1 4 1 0,2 04-03-2015 1 5 0 0
02-03-2015 2 5 0 0 04-03-2015 2 3 2 0,4
02-03-2015 3 5 0 0 04-03-2015 3 5 0 0
02-03-2015 1 4 1 0,2 04-03-2015 1 0 5 1
02-03-2015 2 5 0 0 04-03-2015 2 5 0 0
02-03-2015 3 5 0 0 04-03-2015 3 5 0 0
02-03-2015 1 4 1 0,2 04-03-2015 2 4 1 0,2
02-03-2015 2 5 0 0 04-03-2015 3 5 0 0
02-03-2015 3 4 1 0,2 05-03-2015 1 5 0 0
02-03-2015 1 5 0 0 05-03-2015 2 2 3 0,6
02-03-2015 2 4 1 0,2 05-03-2015 3 5 0 0
02-03-2015 3 4 1 0,2 05-03-2015 1 4 1 0,2
03-03-2015 1 3 2 0,4 05-03-2015 2 5 0 0
03-03-2015 2 5 0 0 05-03-2015 3 5 0 0
03-03-2015 3 5 0 0 05-03-2015 1 5 0 0
03-03-2015 1 5 0 0 05-03-2015 2 5 0 0
03-03-2015 2 4 1 0,2 05-03-2015 3 3 2 0,4
03-03-2015 3 4 1 0,2 05-03-2015 2 4 1 0,2
03-03-2015 1 2 3 0,6 05-03-2015 3 5 0 0
03-03-2015 2 2 3 0,6 06-03-2015 1 5 0 0
03-03-2015 3 4 1 0,2 06-03-2015 2 5 0 0
03-03-2015 1 4 1 0,2 06-03-2015 3 4 1 0,2
03-03-2015 2 5 0 0 06-03-2015 1 5 0 0
03-03-2015 3 5 0 0 06-03-2015 2 5 0 0
04-03-2015 1 2 3 0,6 06-03-2015 3 5 0 0
04-03-2015 2 5 0 0 06-03-2015 1 5 0 0
04-03-2015 3 5 0 0 06-03-2015 2 3 2 0,4
04-03-2015 1 5 0 0 06-03-2015 3 5 0 0
04-03-2015 2 5 0 0 06-03-2015 1 5 0 0
04-03-2015 3 5 0 0 06-03-2015 2 5 0 0
04-03-2015 1 5 0 0 06-03-2015 3 5 0 0
04-03-2015 2 5 0 0 06-03-2015 1 5 0 0
04-03-2015 3 5 0 0 06-03-2015 2 5 0 0
06-03-2015 3 4 1 0,2

85
Tabela 7 - Alturas das placas A, B, C e D.
Amostras Altura A (mm) Altura B (mm) Altura C (mm) Altura D (mm)
1 162,6 163,3 162,2 161,7
2 162,7 163,2 161,8 161,1
3 162,8 163,4 162,2 161,5
4 162,8 163,3 162,1 161,7
5 162,8 163,0 161,9 161,5
6 162,4 162,8 162,1 161,5
7 162,6 163,0 162,0 161,4
8 162,3 163,1 161,9 161,4
9 162,1 163,0 162,0 161,3
10 162,6 162,9 162,1 161,5
11 162,7 163,2 162,0 161,5
12 162,5 162,9 162,0 161,7
13 162,6 162,8 161,8 161,4
14 162,2 162,5 161,5 161,1
15 162,6 163,0 161,9 161,6
16 162,6 162,5 161,6 161,7
17 162,8 163,2 162,2 161,4
18 162,6 162,7 161,7 161,4
19 162,6 163,2 162,0 161,6
20 162,7 162,9 161,7 161,5
21 162,5 162,3 162,2 162,1
22 162,9 162,9 162,3 161,7
23 162,6 162,7 161,9 161,9
24 163,0 163,0 162,4 162,1
25 162,9 162,9 162,2 162,1
26 163,0 163,3 162,5 161,9
27 163,0 163,0 162,1 162,0
28 162,8 163,3 161,9 162,9
29 162,5 163,5 162,2 161,4
30 162,6 163,0 162,0 161,9
31 162,8 163,4 162,2 162,0
32 162,7 163,3 162,0 161,6
33 162,5 163,4 161,9 161,6
34 162,4 163,4 162,2 161,7
35 162,7 163,1 162,0 161,9
36 162,8 163,1 161,9 161,7
37 162,5 163,6 161,9 162,3
38 162,6 163,4 162,3 161,5
39 162,6 163,1 162,1 161,4
40 162,4 163,3 162,0 161,5
41 162,8 162,7 161,9 161,7
42 162,7 163,2 162,0 161,8
43 162,6 162,9 162,2 161,7
44 163,2 163,0 161,9 161,6
45 162,9 163,5 162,0 161,6
46 162,7 163,3 162,4 161,8
47 162,8 163,2 162,6 161,9
48 163,0 163,0 162,1 161,9
49 163,1 163,2 162,2 161,8
50 162,8 163,3 162,1 161,6

86
Tabela 8 - Alturas de corte obtidas com calibração no início do teste.
Amostras Altura de corte - Placa Esquerda (mm) Altura de corte - Placa Direita (mm)
1 179,74 179,88
2 179,61 179,82
3 179,55 179,84
4 179,51 179,64
5 179,33 179,50
6 179,03 179,25
7 179,06 179,45
8 179,00 179,13
9 178,92 178,99
10 178,98 179,01
11 179,12 178,99
12 179,00 178,69
13 179,00 179,20
14 178,77 179,11
15 179,81 179,82
16 179,71 179,80
17 179,65 179,84
18 179,62 179,60
19 179,31 179,47
20 179,06 179,23
21 179,16 179,58
22 178,92 179,01
23 178,95 178,88
24 178,87 178,85
25 179,16 179,00
26 178,85 178,58
27 179,02 179,02
28 178,72 179,04
Tabela 9 - Alturas de corte das placas com calibração entre medições.
Amostras Altura de corte - Placa Esquerda (mm) Altura de corte - Placa Direita (mm)
1 179,79 180,15
2 179,71 180,05
3 179,70 179,92
4 179,52 179,58
5 179,20 179,43
6 179,24 179,29
7 179,17 179,32
8 178,81 179,28
9 179,05 178,98
10 179,03 178,87
11 179,13 178,80
13 178,93 178,66
14 178,98 179,11
15 178,52 178,92
1 179,83 180,11
2 179,66 180,18
3 179,74 179,86
4 179,46 179,73
5 179,36 179,47
6 179,01 179,40
7 179,04 179,27
8 179,27 179,25
9 179,03 178,96
10 178,93 178,99
11 179,19 179,16
13 178,68 178,75
14 178,88 179,33
15 178,63 179,22

87
Tabela 10 - Alturas de corte obtidas com limpeza do paquímetro no início e em todas as medições.
Placa
Altura de Corte - Lado Esquerdo (mm) Altura de corte - Lado Direito
Sem limpeza
Limpeza no início
Limpeza em todas as medições
Sem limpeza Limpeza no
início Limpeza em todas as
medições
1 179,05 179,87 179,93 179,43 180,19 180,43
2 179,41 179,91 180,03 179,72 179,98 179,92
3 178,80 179,76 179,72 179,52 179,78 179,96
4 178,69 179,60 179,66 179,40 179,99 179,58
5 178,30 179,17 179,40 179,05 179,84 179,66
6 178,29 179,25 179,31 179,11 179,75 179,85
7 178,21 178,97 179,22 179,13 179,27 179,35
8 178,49 178,96 179,09 178,87 179,78 179,69
9 178,14 179,13 179,08 178,52 179,17 179,04
10 177,97 178,98 179,03 178,80 179,43 179,00
11 178,40 179,35 179,29 178,50 178,88 179,04
12 178,37 178,99 179,22 178,70 179,06 178,88
13 177,77 178,95 179,04 178,66 178,88 179,30
14 177,59 178,82 178,64 178,76 179,16 179,23
15 179,79 180,03 180,06 179,61 179,96 180,36
16 179,45 179,81 179,88 179,64 180,12 180,06
17 179,40 179,64 179,73 179,53 180,02 180,24
18 179,17 179,93 179,65 179,12 179,85 179,78
19 178,84 179,40 179,48 179,25 180,01 180,09
20 178,80 179,12 179,52 178,91 179,36 179,35
21 178,81 179,31 179,34 179,07 179,27 179,37
22 179,28 179,23 178,97 178,85 179,82 179,34
23 179,15 179,15 179,16 178,85 179,11 179,17
24 179,10 178,99 178,93 178,83 179,16 179,04
25 178,78 179,34 179,38 178,43 179,05 179,19
26 178,73 178,99 178,97 178,30 178,76 178,99
27 178,85 178,95 178,99 178,73 178,81 179,25
28 178,50 178,75 178,67 178,61 179,47 179,18
Tabela 11 – Alturas de corte das placas obtidas com inclinação do paquímetro de 50º e 70º.
Placa
Inclinação =50º Inclinação = 70º
Altura de corte - Lado esquerdo (mm)
Altura de corte - Lado direito (mm)
Altura de corte - Lado esquerdo (mm)
Altura de corte - Lado direito (mm)
1 179,70 179,6 179,84 179,88
2 179,62 179,47 179,66 179,78
3 179,51 179,49 179,58 179,73
4 179,43 179,27 179,42 179,57
5 179,12 179,19 179,23 179,37
6 179,08 179,26 179,26 179,24
7 178,92 178,99 179,04 179,14
8 178,76 178,91 178,97 179,04
9 178,88 178,63 178,91 178,78
10 178,65 178,68 178,89 178,91
11 179,24 178,79 178,18 178,93
12 178,89 178,29 178,85 178,56
13 178,97 178,75 178,83 179,06
14 178,55 178,84 178,66 179,03
15 179,56 179,78 179,75 180,22
16 179,58 179,71 179,66 179,80
17 179,24 179,09 179,68 179,81
18 179,09 179,75 179,50 179,85
19 178,88 179,44 179,33 179,43
20 178,69 179,21 179,04 179,23
21 178,74 179,18 179,04 179,17
22 178,59 179,17 178,88 178,25
23 178,62 178,71 179,01 178,85
24 178,52 178,86 178,86 178,83
25 178,79 179,09 179,15 178,92
26 178,69 178,48 178,88 178,63
27 178,60 179,01 178,77 179,05

88
Tabela 12 - Alturas de cortes obtidas com e sem peso adicional na parte móvel do paquímetro.
Placa
Sem peso adicional Com peso adicional
Altura de corte - Lado Esquerdo (mm)
Altura de Corte - Lado Direito (mm)
Altura de corte - Lado Esquerdo (mm)
Altura de Corte - Lado Direito (mm)
1 179,79 179,71 179,93 179,47
2 179,77 179,62 179,67 179,24
3 179,76 179,51 179,53 179,15
4 179,55 179,60 179,38 179,25
5 179,42 179,15 179,25 178,95
6 179,22 179,05 179,08 178,99
7 179,08 178,96 178,89 178,83
8 178,89 178,78 179,12 178,67
9 178,77 178,62 178,62 178,89
10 178,51 178,49 178,78 178,73
11 179,47 179,78 179,83 179,42
12 179,46 179,64 179,87 179,33
13 179,43 179,48 179,87 179,27
14 179,12 179,38 179,55 179,26
15 179,05 179,26 179,44 178,92
16 178,87 179,07 179,24 178,78
17 178,80 179,04 179,10 178,67
18 178,63 178,80 178,95 178,56
19 178,38 178,55 178,71 178,74
20 178,24 178,41 178,73 178,65
21 179,80 179,64 179,87 179,55
22 179,78 179,56 179,73 179,30
23 179,69 179,60 179,80 179,25
24 179,39 179,33 179,68 179,29
25 179,36 179,18 179,26 178,93
26 179,13 179,01 179,10 178,87
27 178,97 178,93 179,02 178,71
28 179,02 178,88 178,96 178,75
29 178,59 178,56 178,70 178,87
30 178,47 178,44 178,67 178,66

89
D. Fase Melhorar
Tabela 13 - Resultados obtidos no teste por atributos à esquadria das armaduras XP+ depois da
implementação das alterações no processo de fundição
Data Máquina OK NOK P Tamanho
08-05-2015 1 2 3 0,60 5
08-05-2015 1 5 0 0,00 5
08-05-2015 3 5 0 0,00 5
09-05-2015 3 5 0 0,00 5
09-05-2015 1 4 1 0,20 5
11-05-2015 3 5 0 0,00 5
11-05-2015 3 4 1 0,20 5
12-05-2015 2 5 0 0,00 5
12-05-2015 1 5 0 0,00 5
12-05-2015 2 5 0 0,00 5
12-05-2015 3 4 1 0,20 5
12-05-2015 1 5 0 0,00 5
13-05-2015 3 5 0 0,00 5
13-05-2015 3 5 0 0,00 5
13-05-2015 1 5 0 0,00 5
13-05-2015 2 5 0 0,00 5
13-05-2015 2 5 0 0,00 5
13-05-2015 3 5 0 0,00 5
13-05-2015 1 4 1 0,20 5
14-05-2015 3 5 0 0,00 5
14-05-2015 2 4 1 0,20 5
14-05-2015 3 5 0 0,00 5
15-05-2015 1 4 1 0,20 5
15-05-2015 1 5 0 0,00 5
18-05-2015 2 5 0 0,00 5
18-05-2015 1 5 0 0,00 5
18-05-2015 2 5 0 0,00 5
18-05-2015 3 4 1 0,20 5
18-05-2015 2 5 0 0,00 5
18-05-2015 3 5 0 0,00 5
19-05-2015 2 4 1 0,20 5
19-05-2015 1 5 0 0,00 5
19-05-2015 2 5 0 0,00 5
19-05-2015 3 5 0 0,00 5
19-05-2015 1 5 0 0,00 5
20-05-2015 1 5 0 0,00 5
20-05-2015 2 5 0 0,00 5
20-05-2015 1 5 0 0,00 5
20-05-2015 2 5 0 0,00 5
20-05-2015 3 5 0 0,00 5
20-05-2015 1 5 0 0,00 5
20-05-2015 2 5 0 0,00 5
20-05-2015 3 5 0 0,00 5
21-05-2015 1 5 0 0,00 5
21-05-2015 2 4 1 0,20 5
21-05-2015 1 5 0 0,00 5
21-05-2015 2 5 0 0,00 5
21-05-2015 3 5 0 0,00 5
29-05-2015 1 5 0 0,00 5
29-05-2015 3 5 0 0,00 5
29-05-2015 2 5 0 0,00 5
29-05-2015 1 5 0 0,00 5
01-06-2015 3 5 0 0,00 5
01-06-2015 3 5 0 0,00 5
02-06-2015 2 4 1 0,20 5
02-06-2015 1 5 0 0,00 5
02-06-2015 2 5 0 0,00 5
02-06-2015 3 5 0 0,00 5
03-06-2015 2 5 0 0,00 5

90
Data Máquina OK NOK P Tamanho
03-06-2015 3 5 0 0,00 5
03-06-2015 1 5 0 0,00 5
03-06-2015 2 5 0 0,00 5
03-06-2015 3 4 1 0,20 5
03-06-2015 1 5 0 0,00 5
03-06-2015 2 3 2 0,40 5
03-06-2015 3 5 0 0,00 5
04-06-2015 3 5 0 0,00 5
04-06-2015 1 5 0 0,00 5
04-06-2015 2 5 0 0,00 5
04-06-2015 3 5 0 0,00 5
04-06-2015 1 5 0 0,00 5
04-06-2015 2 5 0 0,00 5
04-06-2015 3 5 0 0,00 5
05-06-2015 3 5 0 0,00 5
05-06-2015 1 5 0 0,00 5
05-06-2015 2 5 0 0,00 5
05-06-2015 3 5 0 0,00 5
05-06-2015 1 5 0 0,00 5
05-06-2015 2 5 0 0,00 5
05-06-2015 3 4 1 0,20 5
08-06-2015 1 4 1 0,20 5
08-06-2015 2 5 0 0,00 5
08-06-2015 3 5 0 0,00 5
08-06-2015 1 5 0 0,00 5
08-06-2015 2 5 0 0,00 5
08-06-2015 3 5 0 0,00 5
08-06-2015 1 5 0 0,00 5
Tabela 14 - Alturas de corte obtidas sem e com limpeza do paquímetro.
Amostras
Sem limpeza do paquímetro Com limpeza do paquímetro
Altura de corte - Placa Esquerda (mm)
Altura de corte - Placa direita (mm)
Altura de corte - Placa Esquerda (mm)
Altura de corte - Placa direita (mm)
1 178,95 179,20 179,09 178,71
2 178,88 178,58 178,85 178,83
3 178,47 178,91 178,59 179,00
4 178,20 178,75 179,30 179,00
5 178,90 178,85 179,25 179,48
6 178,05 178,51 178,98 179,02
7 177,27 178,51 178,40 178,71
8 177,68 178,53 178,81 178,95
9 177,76 178,65 178,84 178,94
10 177,73 178,31 179,05 178,86
11 179,29 178,72 179,47 179,19
12 178,67 178,36 179,01 179,08
13 177,99 178,52 178,82 179,01
14 178,72 178,45 179,81 179,01
15 178,50 178,45 179,20 179,33
16 178,86 178,71 178,93 179,01
17 178,13 178,38 178,70 178,79
18 178,74 179,43 179,14 178,91
19 178,60 178,73 178,91 179,12
20 178,68 178,70 178,86 178,94

91
Tabela 15 - Alturas de corte obtidas após formação dos operadores.
Amostras Placas Altura de corte –
Placa esquerda (mm) Altura de corte –
Placa direita (mm) Amostras Placas
Altura de corte – Placa esquerda (mm)
Altura de corte – Placa direita (mm)
1 1 178,49 178,48 11 1 178,93 178,54
1 2 178,57 178,93 11 2 178,69 178,88
1 3 178,87 178,62 11 3 179,10 179,23
1 4 178,64 178,23 11 4 179,16 178,96
1 5 178,44 178,58 11 5 178,69 178,65
2 1 178,52 178,71 12 1 178,77 179,10
2 2 178,62 179,09 12 2 178,89 178,59
2 3 178,82 178,77 12 3 178,33 178,85
2 4 178,73 178,34 12 4 178,56 179,11
2 5 178,50 178,70 12 5 178,87 178,98
3 1 178,46 178,75 13 1 178,54 179,21
3 2 178,75 178,65 13 2 178,81 178,94
3 3 178,60 178,10 13 3 178,64 178,70
3 4 178,49 178,49 13 4 178,50 178,98
3 5 178,8,0 178,71 13 5 178,59 179,03
4 1 178,63 178,59 14 1 178,90 179,13
4 2 178,76 178,86 14 2 178,74 178,79
4 3 178,82 178,63 14 3 178,81 178,78
4 4 178,55 178,23 14 4 179,03 179,05
4 5 178,60 178,50 14 5 178,96 178,98
5 1 178,94 178,69 15 1 178,95 178,86
5 2 178,86 178,95 15 2 178,63 178,96
5 3 178,87 178,75 15 3 178,68 179,11
5 4 178,83 178,40 15 4 179,02 178,98
5 5 179,00 178,68 15 5 178,97 178,69
6 1 178,59 178,96 16 1 178,77 178,77
6 2 178,83 178,88 16 2 179,13 178,72
6 3 178,63 178,79 16 3 179,17 178,61
6 4 178,35 178,80 16 4 178,92 178,48
6 5 178,81 178,88 16 5 178,50 178,88
7 1 178,79 178,78 17 1 178,84 178,91
7 2 178,92 178,73 17 2 179,05 178,92
7 3 178,84 178,26 17 3 179,14 178,67
7 4 178,56 178,60 17 4 178,86 178,49
7 5 178,74 178,85 17 5 178,67 178,66
8 1 178,86 178,47 18 1 178,94 178,84
8 2 178,69 178,64 18 2 178,93 178,62
8 3 178,75 179,31 18 3 178,57 178,45
8 4 179,01 178,68 18 4 178,43 178,73
8 5 178,82 178,32 18 5 178,95 178,87
9 1 178,77 178,69 19 1 178,85 178,73
9 2 179,07 178,88 19 2 178,78 179,03
9 3 178,93 178,68 19 3 178,86 179,05
9 4 178,99 178,39 19 4 179,07 179,18
9 5 178,91 178,49 19 5 179,02 178,71
10 1 178,58 179,27 20 1 178,55 178,58
10 2 178,65 179,14 20 2 178,86 178,61
10 3 179,04 178,87 20 3 178,69 178,50
10 4 178,86 178,36 20 4 178,90 178,53
10 5 178,55 178,71 20 5 178,43 178,75

92
Tabela 16 - Alturas de corte obtidas no processo de corte com a inclinação do paquímetro a 70º.
Amostra Altura de corte –
Placa esquerda (mm) Altura de corte –
Placa direita (mm)
1 179,23 179,27
2 179,12 179,00
3 179,20 178,99
4 179,28 178,93
5 179,23 179,13
6 179,07 178,99
7 178,67 178,95
8 179,13 178,96
9 179,05 179,00
10 179,07 178,85
11 179,39 179,32
12 178,86 179,29
13 178,71 179,12
14 179,09 179,09
15 179,21 179,00

93
Tabela 17 - Alturas de corte obtidas no processo de corte com e sem peso adicional no paquímetro.
Amostras
Com peso Sem peso
Altura Corte – Placa Esquerda (mm)
Altura Corte – Placa Direita (mm)
Altura Corte – Placa Esquerda (mm)
Altura Corte – Placa Direita (mm)
1 178,54 178,50 178,72 179,29
2 179,11 178,81 179,07 178,96
3 178,74 178,86 179,00 178,57
4 178,37 178,50 178,61 178,97
5 178,45 178,17 178,75 178,88
6 178,78 179,02 179,05 178,76
7 178,66 179,16 178,62 178,87
8 178,61 178,98 178,64 179,17
9 178,82 178,69 178,24 178,97
10 179,07 178,97 178,80 178,91
11 179,02 179,16 178,72 178,93
12 179,08 178,92 178,42 178,97
13 178,96 178,85 178,49 178,55
14 179,14 179,30 178,69 178,67
15 179,14 179,32 178,69 178,95
16 178,66 178,27 178,58 178,84
17 178,69 178,82 178,75 179,27
18 178,94 178,86 178,58 178,95
19 178,71 178,74 178,46 178,72
20 178,60 178,50 178,55 178,76
21 178,88 178,44 178,40 178,54
22 179,07 178,71 178,44 178,61
23 178,47 178,76 178,67 178,8
24 178,57 178,78 178,60 178,79
25 178,88 178,69 178,41 178,65
26 178,62 178,86 178,51 178,84
27 178,64 178,87 178,60 179
28 178,89 178,92 178,62 179,05
29 178,68 178,75 178,85 178,68
30 178,52 178,87 178,84 178,84
31 178,80 179,45 178,92 178,57
32 179,25 178,51 178,49 178,71
33 179,04 178,82 178,54 179,07
34 178,78 179,24 178,77 178,86
35 179,09 178,92 178,47 178,65
36 178,59 179,40 178,74 178,72
37 178,91 178,77 178,24 178,87
38 178,79 178,39 178,32 178,85
39 178,93 178,92 178,63 178,47
40 178,43 179,44 178,43 178,59
41 178,79 179,27 178,61 178,83
42 179,13 178,97 178,80 178,44
43 179,08 178,81 178,68 178,58
44 178,55 179,37 178,56 178,91
45 178,69 179,21 178,39 178,75
46 179,28 179,28 178,77 178,66
47 179,28 179,19 178,91 178,79
48 178,89 178,71 178,63 179,32
49 178,82 179,17 178,82 179,25
50 178,87 179,12 178,53 178,49
51 179,39 178,84 178,64 179,26
52 178,84 178,57 179,09 179,19
53 178,67 178,45 178,99 179,05
54 178,37 178,79 178,81 178,93
55 178,63 178,78 178,72 178,84
56 178,95 178,33 178,95 179,14
57 178,62 178,90 178,87 178,74
58 178,56 179,47 178,48 178,82
59 178,68 178,52 178,71 179,03
60 178,48 178,81 178,92 178,98
61 179,19 178,88 178,96 178,68
61 179,19 178,88 178,96 178,68
62 179,11 178,98 178,66 178,64
63 178,62 178,95 178,42 178,57

94
Amostras Altura Corte –
Placa Esquerda (mm) Altura Corte –
Placa Direita (mm) Altura Corte –
Placa Esquerda (mm) Altura Corte –
Placa Direita (mm)
64 178,69 178,57 178,44 179,00
65 179,03 178,88 178,75 178,71
66 179,16 179,18 178,88 178,37
67 179,50 178,95 178,83 178,35
68 179,29 178,88 178,52 178,83
69 179,10 179,26 178,47 178,42
70 179,44 179,25 178,71 178,37
71 179,19 178,39 178,97 179,12
72 179,31 178,79 178,93 179,07
73 179,11 179,42 178,66 179,13
74 179,26 178,96 178,93 178,87
75 179,32 178,45 179,40 179,33
76 178,99 178,81 179,09 178,98
77 178,79 178,88 178,85 179,42
78 179,18 178,79 178,78 179,09
79 179,15 178,52 179,03 178,94
80 178,85 178,97 179,31 179,27
81 179,31 179,08 178,72 178,58
82 179,37 178,95 178,43 178,91
83 179,22 178,60 178,58 179,22
84 178,97 178,96 179,09 178,75
85 179,23 179,09 178,92 178,94
86 178,34 178,34 178,14 178,60
87 178,51 178,89 178,28 178,46
88 178,98 178,76 178,60 178,68
89 178,79 178,44 178,39 178,80
90 178,84 178,88 178,26 178,58
91 178,80 179,01 178,57 178,74
92 179,03 179,12 178,72 179,23
93 179,19 178,78 178,96 179,09
94 178,89 178,79 178,81 179,87
95 178,76 179,14 178,69 178,85
96 179,12 179,01 178,91 178,51
97 179,23 178,72 178,98 178,40
98 178,90 178,17 178,75 178,40
99 178,69 178,73 178,39 178,53
100 178,98 178,58 178,71 178,77
101 179,22 179,15 178,70 178,72
102 179,16 178,19 178,54 178,49
103 179,27 178,61 178,21 178,93
104 179,02 178,61 178,43 178,97
105 179,18 178,77 178,71 178,86
106 179,20 178,93 178,67 178,53
107 178,78 179,10 178,46 178,89
108 178,46 178,77 178,43 178,77
109 178,92 178,85 178,37 178,43
110 178,95 178,74 178,76 178,57
111 179,06 178,97 178,79 179,07
112 178,81 178,40 179,06 178,84
113 179,20 178,52 178,84 178,53
114 178,89 178,75 178,58 178,94
115 178,79 178,70 178,74 178,92
116 178,73 179,02 179,22 178,84
117 179,43 178,69 178,77 178,42
118 179,28 178,94 178,42 178,99
119 179,24 178,94 178,75 178,87
120 178,97 179,20 178,87 178,71
121 178,98 178,80 178,45 178,59
122 179,43 178,86 178,62 178,33
123 179,21 178,79 178,31 178,02
124 179,16 178,44 178,15 178,49

95
E. Fase Controlar
Tabela 18 - Quadro de acções correctivas do processo de corte de placas.
QUADRO DE ACÇÕES CORRECTIVAS – CORTE DE PLACAS
PROBLEMA/DEFEITO CAUSA POSSÍVEL ACÇÃO CORRECTIVA
Altura da placa elevada
Disco de corte central descentrado em relação à tirada Centrar o disco de corte consoante a altura da placa apresentada na especificação
Disco de corte central inclinado Ajustar o disco de corte
Problemas associados ao processo de fundição (falta de esquadria)
Sucata
Guias desniveladas que posicionam mal a tirada na máquina de corte
Afinação das guias de transporte
Rebarbas/ excesso de chumbo na cercadura das placas Limar e escovar a placa
Altura da placa reduzida
Disco de corte central descentrado em relação à tirada Centrar o disco de corte consoante a altura da placa apresentada na especificação
Disco de corte central inclinado Ajustar o disco de corte central
Problemas associados ao processo de fundição (falta de esquadria)
Sucata
Guias desniveladas que posicionam mal a tirada na máquina de corte
Afinação das guias de transporte
Altura de corte elevada
Disco de corte central descentrado em relação à tirada Centrar o disco de corte consoante a altura da placa apresentada na especificação
Disco de corte central inclinado Ajustar o disco de corte
Problemas associados ao processo de fundição (falta de esquadria)
Sucata
Guias desniveladas que posicionam mal a tirada na máquina de corte
Afinação das guias de transporte
Excesso espaçamento entre os discos de corte das patilhas e o disco de corte central
Afinar os discos das patilhas consoante a especificação da altura de corte
Discos de corte das patilhas inclinados Ajustar os discos de corte das patilhas
Discos de corte das patilhas gastos Substituir os discos de corte das patilhas
Rebarbas/ excesso de chumbo na cercadura das placas Limar e escovar a placa
Altura de corte reduzida
Disco de corte central descentrado em relação à tirada Centrar o disco de corte consoante a altura da placa apresentada na especificação
Disco de corte central inclinado Ajustar o disco de corte
Problemas associados ao processo de fundição (falta de esquadria)
Sucata
Guias desniveladas que posicionam mal a tirada na máquina de corte
Afinação das guias de transporte
Pouco espaçamento entre os discos de corte das patilhas e o disco de corte central
Afinar os discos das patilhas consoante a especificação da altura de corte
Discos de corte das patilhas inclinados Ajustar os discos de corte das patilhas
Área limpa da patilha elevada
Escovas rotativas das patilhas muito apertadas Folgar as escovas rotativas das patilhas
Excesso espaçamento entre os discos de corte das patilhas e o disco central
Afinar os discos de corte das patilhas consoante a altura de corte da especificação
Discos de corte das patilhas gastos Substituir os discos de corte das patilhas
Discos de corte das patilhas desalinhados Ajustar os discos de corte das patilhas
Discos de corte das patilhas gastos Substituição dos discos de corte
Área limpa da patilha reduzida
Escovas rotativas das patilhas mal apertadas Ajustar as escovas rotativas às patilhas das placas
Escovas rotativas das patilhas gastas Substituir e afinar as escovas rotativas
Pouca velocidade de rotação das escovas Aumentar a velocidade de rotação das escovas rotativas
Pouco espaçamento entre os discos de corte das patilhas e o disco central
Afinar os discos das patilhas consoante a especificação da altura de corte
Discos de corte das patilhas inclinados Ajustar os discos de corte das patilhas

96
PROBLEMA/DEFEITO CAUSA POSSÍVEL ACÇÃO CORRECTIVA
Deformações na patilha
Escovas rotativas muito apertadas Substituir e afinar as escovas rotativas
Espessura da patilha muito elevada Ajustar as escovas rotativas e os discos de corte das patilhas
Escovas rotativas danificadas Substituir e afinar as escovas rotativas
Excesso de velocidade de rotação das escovas rotativas Diminuir a velocidade de rotação das escovas rotativas
Problemas associados a processo anterior Através de calor moldar novamente a patilha
Espessura das patilhas elevada
Problemas associados ao processo de fundição Limar e escovar a patilha
Espessura das patilhas reduzida
Problemas associados ao processo de fundição Sucata
Excesso de pasta na cercadura da placa
Afinação incorrecta da tremonha no processo de empastamento
Limar e escovar o excesso de pasta na cercadura da placa
Excesso de pasta na placa
Afinação incorrecta da tremonha no processo de empastamento
Sucata
Falta de esquadria das armaduras
Problemas associados ao processo de fundição Sucata
Deformações durante o transporte das placas Sucata
Falta de pasta/peletes
Afinação incorrecta da tremonha no processo de empastamento
Sucata
Falta de pasta na tulha no empastamento Sucata
Fracturas e poros Problemas associados ao processo de fundição Sucata
Largura da placa elevada
Problemas associados ao processo de fundição (falta de esquadria)
Sucata
Corte incorrecto da guilhotina no processo de fundição Sucata
Rebarbas/ excesso de chumbo na cercadura Limar e escovar
Largura da placa reduzida
Problemas associados ao processo de fundição (falta de esquadria)
Sucata
Corte incorrecto da guilhotina no processo de fundição Sucata
Mal formada Problemas associados ao processo de formação Sucata
Manchas na pasta Problemas associados ao processo de sazonamento (cristais tetrabásicos)
Sucata
Patilha não cortada
Discos de corte das patilhas gastos Substituir e afinar os discos de corte das patilhas
Velocidade de corte reduzida Ajustar a velocidade de corte
Discos de corte das patilhas gastos Substituir e afinação dos discos das patilhas
Discos de corte das patilhas muito espaçados Afinar os discos de corte das patilhas consoante a altura de corte da especificação
Espessura da patilha muito elevada Afinação dos discos de corte das patilhas e inserir novamente na máquina de corte.
Placa deformada
Problemas associados aos processos anteriores Sucata
Problemas associados ao transporte Sucata
Escovas rotativas muito apertadas Folgar as escovas rotativas
Velocidade de corte muito elevada Diminuir a velocidade de corte
Discos de corte mal ajustados Afinação correcta dos discos de corte consoante a especificação
Falta de limpeza na patilha
Escovas rotativas gastas Substituir e afinar as escovas rotativas
Escovas rotativas mal apertadas Ajustar as escovas rotativas
Velocidade de rotação das escovas reduzida Aumentar a velocidade de rotação das escovas
Sobreposição de placas na máquina de
corte
Velocidade de tapete após corte muito elevada Redução da velocidade de corte
Velocidade do tapete antes do corte muito reduzida Aumento da velocidade de corte
Tapete deformado Substituição do tapete
Tapete sujo Limpeza do tapete
Transporte incorrecto das placas
Guias desniveladas Afinação das guias
Sujidade nas guias Limpeza das guias/usar lubrificante
Velocidade incorrecta do tapete Alterar a velocidade do tapete
Tapete deformado Substituição do tapete
Posição errada das placas Alterar a posição da placa manualmente antes do corte

97
Figura 1 Ajuda visual para separar as placas medidas das não medidas e as do lado esquerdo e direito
na bancada de medição.
Figura 2 Menu do projecto Infinity da secção da corte de placas.