-
7/21/2019 Estampagem Conformacao
1/87
-
7/21/2019 Estampagem Conformacao
2/87
Oque :
Processo de transformao mecnica que consiste emconformar um
disco plano ("blank") forma de uma matriz,
pela aplicao de esforos transmitidos atravs de umpuno.
a operao ocorrem ! alonamento e contrao dasdimens#es de todos os
elementos de volume, em tr$sdimens#es. % c&apa , oriinalmente
plana, adquire uma nova
forma eomtrica
-
7/21/2019 Estampagem Conformacao
3/87
-
7/21/2019 Estampagem Conformacao
4/87
Mtodos de Conformao- Mquinas e Ferramentas
Mquinas! % maior parte da produo seriada de partesconformadas a
partir de c&apas finas realizada em prensasmecnicas ou
&idrulicas.
Ferramental Acessrio
%s ferramentas bsicas utilizadas em uma prensa deconformao de
peas metlicas so o puno e a matriz.
+ puno, normalmente o elemento mvel, a ferramenta
conve-a que se acopla com a matriz cncava.
Como necessrio um alin&amento acurado entre a matrize o
puno, comum mant$los permanentemente montadosem uma porta matriz,
que pode ser rapidamente inserida naprensa.
-
7/21/2019 Estampagem Conformacao
5/87
Ferramental Acessrio
Geralmente, para evitar a formao de ruas na c&apaa conformar
usamse elementos de fi-ao ou a ao de
rampos para comprimir o "blank" contra a matriz.
% fi-ao conseuida por meio de um dispositivo
denominado anti-rugas ou prensa-chapas
-
7/21/2019 Estampagem Conformacao
6/87
Ferramental de estampagem profunda.
-
7/21/2019 Estampagem Conformacao
7/87
-
7/21/2019 Estampagem Conformacao
8/87
Ferramental para conformao progressiva
% tira metlica alimentada, deslizando at a primeira posio
decorte. + furo da arruela puncionado . 2euese um
seundodeslizamento, aps o que a arruela recortada. *urante o corte
daarruela o puno e-ecuta o furo central da pr-ima pea.
-
7/21/2019 Estampagem Conformacao
9/87
Ferramental para repuxamento
+ repu-amento um mtodo empreado para a fabricaode fundos para
tanques de ao e outras peas profundas desimetria circular.
+ "blank" fi-ado contra um bloco de modelaem que iraem alta
velocidade. + 3blank4 conformado proressivamente
contra o bloco por intermdio de uma ferramenta manual ouatravs
de roletes
-
7/21/2019 Estampagem Conformacao
10/87
Ferramental para repuxamento
-
7/21/2019 Estampagem Conformacao
11/87
'tapas do corte!5 %parecimento de deforma#es plsticasem ambos os
lados da c&apa
6 Com o aumento da presso, o materialcomea a trincar
7 %s trincas se unem e separam a pea dac&apa
-
7/21/2019 Estampagem Conformacao
12/87
Corte de Chapas
Caracter8sticas
*estinase obteno de formas eomtricas, a partir de
c&apas submetidas ao de presso e-ercida por um punoou
cun&a de corte contra o material e a matriz.
9uando o puno ou a lmina inicia a penetrao na c&apa,o esforo
de compresso convertese em esforo cisal&ante(esforo cortante)
provocando a separao brusca de umaporo da c&apa.
o processo, a c&apa deformada plasticamente e levadaat a
ruptura nas superf8cies em contato com as lminas
-
7/21/2019 Estampagem Conformacao
13/87
Caracter8sticas
Corte de Chapas
% aresta de corte apresenta em eral tr$s rei#es! uma
ruosa(correspondente superf8cie da trinca da fratura), uma lisa
(formada pelo
atrito da pea com as paredes da matriz) e uma reio
arredondada(formada pela deformao plstica inicial).
-
7/21/2019 Estampagem Conformacao
14/87
Corte de Chapas
Caracter8sticas
% qualidade das arestas cortadas no a mesma dasusinadas,
entretanto quando as lminas so mantidasafiadas e a0ustadas poss8vel
obter arestas aceitveis parauma rande fai-a de aplica#es.
% qualidade das bordas cortadas eralmente mel&ora
com a reduo da espessura da c&apa.
-
7/21/2019 Estampagem Conformacao
15/87
o corte por matriz e puno (3piercin4 ou 3blankin4)
no e-iste uma rera eral para selecionar o valor da fola,pois so
vrios os parmetros de influ$ncia.
% fola pode ser estabelecida com base em atributos,como! aspecto
superficial do corte, imprecis#es, opera#esposteriores e aspectos
funcionais.
2e no &ouver nen&um atributo espec8fico dese0ado
parasuperf8cie do 3blank4, a fola selecionada em funo dafora m8nima
de corte.
Corte de Chapas
Caracter8sticas
-
7/21/2019 Estampagem Conformacao
16/87
a fiura podem ser identificados os parmetros envolvidos no corte
.%dmitese o clculo simples da fora pelo produto da rea pela tensode
ruptura em cisal&amento.
+bserve que a profundidade (s) adotada para este clculo
representaa penetrao do puno na c&apa no momento da
ruptura.
% pot$ncia necessria para o corte calculada pelo produto entre
afora do puno e a velocidade da lmina.
Fora e ot!ncia de Corte
-
7/21/2019 Estampagem Conformacao
17/87
Fora e ot!ncia de Corte
OBSE"#A$%O:
% fora necessria para o corte pode ser bastante
reduzidaconstruindose as bordas da ferramenta em plano inclinadoem
relao ao plano da c&apa, de maneira que apenas umapequena frao
do comprimento total do corte se0a feita de
uma s vez.
Ti d C t
-
7/21/2019 Estampagem Conformacao
18/87
*ependendo do tipo de corte, so definidos diversos rupos de
opera#es
da prensa,conforme listaem abai-o!
Tipos de Corte
% operao de corte usada para preparar o material para
posteriorestampaem ("blank"). % parte dese0ada cortada (removida)
da c&apaoriinal.
% fabricao de furos em prensa (piercin ou punc&in)
caracterizauma operao de corte em que o metal removido
descartado.
% fabricao de entalhes (notc&in) nas bordas de uma c&apa
podeser feita em prensa atravs do puncionamento destas rei#es.
+ corte por guilhotina uma operao que no retira material da
c&apa metlica.
% re&ar&ao (trimmin) uma operao que consiste em aparar
omaterial em e-cesso (rebarbas) da borda de uma pea conformada.
%
remoo de rebarbas de for0amento em matriz fec&ada uma
operaodeste tipo.
-
7/21/2019 Estampagem Conformacao
19/87
Do&ramento
Caracter8sticas
esta operao, a tira metlica submetida a esforos aplicados em
duas dire#es opostas para provocar a fle-o e a deformao
plstica,mudando a forma de uma superf8cie plana para duas
superf8ciesconcorrentes, em nulo, com raio de concordncia em sua
0uno.
-
7/21/2019 Estampagem Conformacao
20/87
% fiura mostra os esforos atuantes e a forma adquirida por
umatira submetida a dobramento
% fibra neutra no tracionadanem comprimida
% determinao de sua posio edo seu raio importante
nodesenvolvimento linear da pea
-
7/21/2019 Estampagem Conformacao
21/87
2.trir
n 360
...2n
d
r
L
..2
360 21 LLLrn
L: L5 ; Ld ; L6
Comprimento do
-
7/21/2019 Estampagem Conformacao
22/87
"aio de Do&ramento
Para a operao de dobramento e-iste um raio de dobramentoabai-o
do qual o metal trinca na superf8cie e-terna. = o raio m8nimode
dobramento, e-presso eralmente em m>ltiplos da espessura
dac&apa.
1m raio de dobramento de 7t indica que o metal pode ser dobrado
formando um raio de tr$s vezes a espessura da c&apa sem
que &a0a o aparecimento de trincas. + raio m8nimo de
dobramento portanto um limite de conformao, que varia muito para os
diversosmetais e sempre aumenta com a prvia deformao a frio do
metal.
%luns metais muito d>cteis apresentam raio m8nimo
dedobramento iual a zero. ?sto sinifica que as peas podem
serac&atadas sobre si mesmas, mas eralmente no se utiliza
este
procedimento para evitar danos no puno ou na matriz.
-
7/21/2019 Estampagem Conformacao
23/87
"etorno elstico -Efeito mola
% operao de dobramento e-ie que se considere arecuperao elstica
do material (efeito mola), para que se ten&am
as dimens#es e-atas na pea dobrada.
% recuperao elstica da pea ser tanto maior quanto maior
for o limite de escoamento, menor o mdulo de elasticidade e
maiora deformao plstica. 'stabelecidos estes parmetros, adeformao
aumenta com a razo entre as dimens#es laterais dac&apa e sua
espessura.
-
7/21/2019 Estampagem Conformacao
24/87
+ efeito mola ocorre em todos os processos de conformao,mas no
dobramento mais facilmente detectado e estudado.
+ raio de curvatura antes da liberao da cara ( @o) menor
do que aps a liberao ( @f ). + efeito mola representado
pelos8mbolo K .
Estiramento
-
7/21/2019 Estampagem Conformacao
25/87
Caracter8sticas
Estiramento
= a operao que consiste na aplicao de foras de trao, de modo
aesticar o material sobre uma ferramenta ou bloco (matriz).
este
processo, o radiente de tens#es pequeno, o que arante a quase
totaleliminao do efeito mola.
Como predominam tens#es de trao, randes deforma#es de
estiramento podem ser aplicadas apenas para materiais muito
d>cteis.
-
7/21/2019 Estampagem Conformacao
26/87
Ferramental! + equipamento de estiramento consiste basicamente
de umpisto hidrulico (usualmente vertical), que movimenta o puno.
*uasgarras prendem as e-tremidades da c&apa.
a operao, no e-iste uma matriz f$mea. %s arras podem ser
mveispermitindo que a fora de trao este0a sempre em lin&a com
as bordas dac&apa (fiura).
Garras fi-as devem ser usadas somente para conformao de peas
com
randes raios de curvatura, evitandose com isto o risco de
ruptura da c&apana reio das arras
Estampagem rofunda ou Em&utimento
-
7/21/2019 Estampagem Conformacao
27/87
Estampagem rofunda ou Em&utimento
Caracter8sticas
= o processo utilizado para fazer com que uma c&apa plana
(3blank4)adquira a forma de uma matriz (f$mea), imposta pela ao de
um
puno (mac&o). + processo empreado na fabricao de peas deuso
dirio (pralamas, portas de carrosA ban&eiras, rodas, etc.).
% operao de embutimento consiste em transformar uma
c&apaplana de espessura 3t4 num corpo cncavo.
% 'stampaem o processo de conformao que imprime sobre
umac&apa plana formas diversas atravs de deforma#es
plsticas.
-
7/21/2019 Estampagem Conformacao
28/87
Catalisador - Ao Inox 409
Tanque combustvel - Ao inox 304
-
7/21/2019 Estampagem Conformacao
29/87
+s aos ino- austen8ticos se deformam basicamente por estiramento
e os ferr8ticos porembutimento.
Reduo generalizada da
esessura
Estiramento
-
7/21/2019 Estampagem Conformacao
30/87
Em&utimento
Ob!etiva-se a menor variao ossvel de esessura
-
7/21/2019 Estampagem Conformacao
31/87
o embutimento a espessura da c&apa varia!
o centro do fundo iual a espessura pr-imos aos bordos do fundo,
a espessura menor do que a do blank a espessura da paredes laterais
aumentam a partir do bordo do fundo e
pode c&ear a 5,6B da espessura do disco.
Estampagem rofunda ou Em&utimento
-
7/21/2019 Estampagem Conformacao
32/87
Estampagem rofunda ou Em&utimento
Caracter8sticas
% distino entre estampaem rasa (s&alloC) e profunda
arbitrria. %estampaem rasa eralmente se refere conformao de um copo
com
profundidade menor do que a metade do seu dimetro com
pequenareduo de parede.
a estampaem profunda o copo mais profundo do que a metade doseu
dimetro.
-
7/21/2019 Estampagem Conformacao
33/87
Para mel&orar o rendimento do processo, importante que se
ten&aboa lu&rificao. Com isto reduzemse os esforos de
conformao e odesaste do ferramental.
+s leos indicados normalmente so para e-trema presso,
devendoarantir boa proteo contra a corroso da c&apa, ser de
fcildesenra-e e no levar o-idao do material (devido s rea#es de
subprodutos dos ases formados no aquecimento do metal).
Geralmente, so leos minerais com uma srie de aditivos (Cl, Pb,
P,orduras ornicas, etc.).
Caracter8sticas
-
7/21/2019 Estampagem Conformacao
34/87
Estampos de "epuxo
Prensac&apas!
funo de manter a c&apa sobpresso para fazer com que
estadeslize apenas para o interior dacavidade da matriz
-
7/21/2019 Estampagem Conformacao
35/87
'-trator que possibilita a sa8da da peapela parte inferiordo
estampo
'-trator que possibilita a sa8da da peapela parte superiordo
estampo
Materiais para estampos
-
7/21/2019 Estampagem Conformacao
36/87
p p
%o CrD com altos teores de carbono e de cromo
%oM
nC
rE com altos teores de carbono e manan$s
%o CrMoE com altos teores de carbono e de cromo
#ariveis importantes
-
7/21/2019 Estampagem Conformacao
37/87
Fora de su0eio
*evese ainda estudar a presso a ser aplicada no
prensac&apas!
se esta for muito pequena, surem ruas nas laterais da peaA
se, por outro lado, for muito elevada, pode ocorrer a ruptura da
pea na
prensa.
SPFs
.
22 )2(4
mM rdDS
400.
.200)1max( 20
r
t
dP
-
7/21/2019 Estampagem Conformacao
38/87
Fora de su0eio
% fora de su0eio reulada seundo o aspecto da pea embutida!
Pea sem ruas e com aspecto bril&ante! fora correta
2uperf8cie lisa e bril&ante mas com traosFmarcas no bordo da
pea!fora pequena
'stiramento do fundo antes de se completar o embutimento!
forae-cessiva
Formao de ruas em um s lado do disco! fora distribu8da
irreularmente sendo menor na reio das ruas
#ariveis importantes
-
7/21/2019 Estampagem Conformacao
39/87
Fola entre puno e matriz
a fabricao de peas por embutimento, tem que se levar em
conta
uma folga suficiente entre a matriz e o puno que permita o
escoamentodo material para o interior da matriz, sem que sur0am
tens#es cisal&antesocasionadas pelo atrito e que levem ruptura
do metal em prensa.
% fola corresponde ao valor da espessura do material mais
umcoeficiente determinado empiricamente.
-
7/21/2019 Estampagem Conformacao
40/87
-
7/21/2019 Estampagem Conformacao
41/87
F?%L%1L% 56FGHF6G5I
F l t i l
-
7/21/2019 Estampagem Conformacao
42/87
Folas pequenas! o materialrepu-ado tende a estirarse
Folas randes
Fola mal distribu8da
#ariveis importantes
-
7/21/2019 Estampagem Conformacao
43/87
Eelocidade de embutimento
%o ino-idvel! 6GG mmFs
%o doce! 6HG mmFs
%lum8nio e lias! BGG mmFs
#ariveis importantes
-
7/21/2019 Estampagem Conformacao
44/87
Lubrificao
%o ino-idvel! Jua rafitada
%o doce! Mistura com 6BK rafite, 6BK de sebo de boi derretido e
BGKde leo de toucin&o
%lum8nio e lias! Lleo rafitado ou vaselina
Di'metro do &lan( - clculo
-
7/21/2019 Estampagem Conformacao
45/87
Para calcular o dimetro do blank de peas cil8ndricas simples,
semaba, utilizamos a frmula!
hddD ..42
Para raio interno (ri) menor do que 5G mm
Para ri 5G mm Teorema de Guldin
Estgios de repuxo
-
7/21/2019 Estampagem Conformacao
46/87
s vezes, o dimetro do "blank3 muito superior ao dimetro dapea a
estampar , sendo que esta deve atinir uma profundidadede copo muito
elevada.
estes casos, a fabricao poder e-iir uma sequ$ncia deopera#es de
estampaem, utilizando uma srie de ferramentas,com dimetros
decrescentes (da matriz e do puno).
+ n>mero de opera#es depende do material da c&apa e
dasrela#es entre o disco inicial (*) e os dimetros das
peasestampadas (d)
Estgios de repuxo
-
7/21/2019 Estampagem Conformacao
47/87
s % relao entre o dimetro do blank (*) e o dimetro dopuno (d)
denominada 2everidade do repu-o ou Grau M-imo de'mbutimento
(MG)
% severidade m-ima (MG m-.) a condio limite para determinar
se o repu-o pode ser feito numa >nica operao.
2e MG N MG m-. 1ma operao de repu-o
2e MG O MG m-. M
ais de uma operao de repu-o
d
D0
-
7/21/2019 Estampagem Conformacao
48/87
-
7/21/2019 Estampagem Conformacao
49/87
Para se determinar o n>mero de estios, devese considerar
umareduo de IGK do dimetro do blank no primeiro estio
os demais, a reduo deve ser de 6GK at que se obten&a
odimetro dese0ado
Di'metro do &lan( - clculo
-
7/21/2019 Estampagem Conformacao
50/87
Para calcular o dimetro do blank de peas cil8ndricas simples,
semaba, utilizamos a frmula!
hddD ..42
Para raio interno (ri) menor do que 5G mm
Para ri 5G mm Teorema de Guldin
Di'metro do &lan( - clculo
-
7/21/2019 Estampagem Conformacao
51/87
Para ri 5G mm T
eorema deG
uldin
mmS
D
SS
s
s
s
t
t
9
2
.4
.2113
.121
4
22.
.7041168,784,18.2
.128823.28.2
2/1
'
2'
3
'
2
'
1
-
7/21/2019 Estampagem Conformacao
52/87
Posio do centro de ravidade de alumas curvas
Estampa&ilidade dos Metais
-
7/21/2019 Estampagem Conformacao
53/87
'stampabilidade a capacidade que a c&apa metlica tem de
adquirir forma de uma matriz, pelo processo de estampaem sem se
romper ouapresentar qualquer outro tipo de defeito de superf8cie ou
de forma.
% capacidade de embutirest liada diretamente te-tura cristalina
domaterial e esta composio qu8mica, estrutura da placa e scondi#es
de processamento termomecnico (laminao a quente e afrio).
% avaliao da estampa&ilidade de uma c&apa metlica
depende demuitos testes, tais como! ensaios simulativos (tipo
'ric&sen, +lsen,Fukui, etc.), ensaios de trao (obtendose o
limite de escoamento e deresist$ncia, o alonamento total at a
fratura, o coeficiente de
encruamento, os coeficientes de anisotropia normal e planar),
ensaiosde dureza, medida da ruosidade do material, metalorafia,
etc.
T=C?C%2 *' %E%L?%Q+ *% '2T%MP%G'M
-
7/21/2019 Estampagem Conformacao
54/87
H diferentes formas de se avaliar a capacidade de
embutimento,sendo a mais usual e fcil via coeficiente de
anisotropia normalmdio, @
Coeficiente de %nisotropia
Por definio, o coeficiente de anisotropia ou coeficiente de
Lankford
( @ ) a razo entre a deformao verdadeira na larura (C) e
naespessura (t) de um CP de trao, aps determinada
deformaolonitudinal prdefinida
R = w/ t
Anisotroia normal R "
-
7/21/2019 Estampagem Conformacao
55/87
onde! rGo, rIBo e rRGo so os valores de r medidos a Go , IBo e
RGo com adireo de laminao.
'ste parmetro indica a &abilidade de uma certa c&apa
metlicaresistir ao afinamento, quando submetida a foras de trao
eFoucompresso, no plano.
Maior @, mel&or embutimento
1ma forma mais representativa de avaliao o mtodo c&amado
-
7/21/2019 Estampagem Conformacao
56/87
L*@ (Limit *raCin @atio @azo de 'stampaem Cr8tica).
LDRc =Dmax#d
$ LDR- $ ro%undidade
1m material isotrpico tem r :5
-
7/21/2019 Estampagem Conformacao
57/87
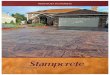
os materiais para estampaem profunda um alto valor de r
dese0ado (maior resist$ncia ao afinamento da c&apa).
% relao entre @ e o L*@ mostrada no rfico. 'ssa definidacomo a
m-ima razo poss8vel entre o dimetro do SblankT e do copo
embutido, sem que ocorra fal&a.
Estampos de corte
-
7/21/2019 Estampagem Conformacao
58/87
-
7/21/2019 Estampagem Conformacao
59/87
artes do estampo
-
7/21/2019 Estampagem Conformacao
60/87
Con0unto superior
Parte mvel do estampo(movimentos de sobe e desce)
Fi-ada na prensa pela espia
'spia
-
7/21/2019 Estampagem Conformacao
61/87
Geralmente cil8ndrica de ao 5G6G a 5GIG
= presa no alo0amento do cabeote da prensa e sustenta o con0unto
superior
2ua posio deve coincidir com o centro de todas as solicita#es a
que estsu0eito os pun#es, evitando o empu-o lateral
Placa superior
-
7/21/2019 Estampagem Conformacao
62/87
Feita de ao 5G6G a5G7G
F
i-a a espia e une, por meio de parafusos,a placa de c&oque e
a placa porta puno
Placa de c&oque
-
7/21/2019 Estampagem Conformacao
63/87
Feita de ao 5GUG, temperado e revenido Tem a funo de receber os
c&oques produzidos pelas cabeas dospun#es no momento da operao,
evitando a penetrao dos mesmosna placa superior espessura varia
conforme o material a ser cortado
Placa portapun#es
-
7/21/2019 Estampagem Conformacao
64/87
Feita de ao 5G6G a 5G7G = fi-ada por parafusos e tem a funo de
sustentar pun#es,cortadores e cun&as
Puno
-
7/21/2019 Estampagem Conformacao
65/87
Faca de avano
Pea de ao com elevado teor de carbono '-ecuta o corte quando
introduzido nas cavidades damatriz, dando forma ao produto Pode ser
simples ou com peas postias
Puno cu0a larura equivale ao passo da matriz 1sados em estampos
proressivos para obter maior rapidez notrabal&o
artes do estampo
-
7/21/2019 Estampagem Conformacao
66/87
Con0unto inferior
Parte imvel do estampoFi-ada na base da prensa
Placa uia
-
7/21/2019 Estampagem Conformacao
67/87
Funo de uiar os pun#es e pilotos centradores nas
cavidadescortantes da matriz %o 5G6G ou 5G7G
Guias laterais
-
7/21/2019 Estampagem Conformacao
68/87
Funo de uiar a tira de material a ser cortado
Placa matriz ou matriz
-
7/21/2019 Estampagem Conformacao
69/87
Possui cavidades que tem a mesma seo dos pun#es Tem a funo de
reproduzir peas pela ao dos pun#es Possui uma parte cnica nas
arestas internas de corte parafacilitar a passaem da pea
Podem ser inteirias ou seccionadas
Placa matriz ou matriz
-
7/21/2019 Estampagem Conformacao
70/87
2erve de apoio placa matriz e fi-ada a ela por meio de
parafusose pinos uias Possui cavidades com dimenso maior para
facilitar a sa8da da pea0 cortada pela parte inferior
-
7/21/2019 Estampagem Conformacao
71/87
'stampo misto
-
7/21/2019 Estampagem Conformacao
72/87
-
7/21/2019 Estampagem Conformacao
73/87
Prensa dobradeira
*obramento de perfis
-
7/21/2019 Estampagem Conformacao
74/87
*obramento em prensas dobradeiras emvrias opera#es
-
7/21/2019 Estampagem Conformacao
75/87
*obramento em L 'stampo
-
7/21/2019 Estampagem Conformacao
76/87
'stampo paradobramento em 1 com nulo
'2T%MP+M?2T+
-
7/21/2019 Estampagem Conformacao
77/87
%nis ou discos
-
7/21/2019 Estampagem Conformacao
78/87
Puno
Prforma
-
7/21/2019 Estampagem Conformacao
79/87
-
7/21/2019 Estampagem Conformacao
80/87
-
7/21/2019 Estampagem Conformacao
81/87
-
7/21/2019 Estampagem Conformacao
82/87
-
7/21/2019 Estampagem Conformacao
83/87
-
7/21/2019 Estampagem Conformacao
84/87
-
7/21/2019 Estampagem Conformacao
85/87
'-emplo!
-
7/21/2019 Estampagem Conformacao
86/87
'-emplo! conector eltrico
-
7/21/2019 Estampagem Conformacao
87/87