Embed Size (px)
Citation preview

VIVIAN BORGES
ESTRATÉGIA DE IMPLANTAÇÃO DA PRODUÇÃO MAIS LIMPA EM INDÚSTRIA COSMÉTICA
TERCEIRISTA DE PEQUENO PORTE
SÃO CAETANO DO SUL
2011

VIVIAN BORGES
ESTRATÉGIA DE IMPLANTAÇÃO DA PRODUÇÃO MAIS LIMPA EM INDÚSTRIA COSMÉTICA
TERCEIRISTA DE PEQUENO PORTE
SÃO CAETANO DO SUL
2011
Dissertação apresentada à Escola de Engenharia Mauá do Centro Universitário do Instituto Mauá de Tecnologia para obtenção do Título de Mestre em Engenharia de Processos Químicos e Bioquímicos.
Linha de Pesquisa: Projeto isolado
Orientador: Prof. Dr. Antonio C. D. Cabral

Borges, Vivian Estratégia de Implantação da Produção Mais Limpa em Indústria Cosmética Terceirista de Pequeno Porte. / Vivian Borges – São Caetano do Sul, SP: CEUN-EEM, 2011. 267p.
Dissertação de Mestrado – Programa de Pós-Graduação, Linha de Pesquisa: Projeto isolado – Escola de Engenharia Mauá do Centro Universitário do Instituto Mauá de Tecnologia, São Caetano do Sul, SP, 2011. Orientador: Prof. Dr. Antonio Carlos Dantas Cabral
1. Indústria Cosmética 2. Produção Mais Limpa 3. Boas Práticas de Fabricação e Controle I. Instituto Mauá de Tecnologia. Centro Universitário. Escola de Engenharia Mauá II. Título

VIVIAN BORGES
ESTRATÉGIA DE IMPLANTAÇÃO DA PRODUÇÃO MAIS LIMPA EM INDÚSTRIA COSMÉTICA
TERCEIRISTA DE PEQUENO PORTE
Banca examinadora:
Prof. Dr. Antonio Carlos Dantas Cabral Orientador
Escola de Engenharia Mauá - IMT
Prof. Dr. Octávio Mattasoglio Neto Escola de Engenharia Mauá - IMT
Prof. Dr. Wanderley Marinho da Silva Universidade de São Paulo - USP
São Caetano do Sul, 26 de agosto de 2011
Dissertação aprovada como requisito parcial para a obtenção do título de Mestre em Engenharia de Processos Químicos e Bioquímicos pela Escola de Engenharia Mauá do Centro Universitário do Instituto Mauá de Tecnologia. Linha de pesquisa: Projeto isolado

DEDICATÓRIA
Aos meus pais Luiz e Vera pela constituição de um lar que me proporcionou uma formação
baseada em valores, princípios, possibilidades e amor incondicional em todos os momentos
da minha vida.

AGRADECIMENTOS Ao professor Cabral, pela orientação e apoio educacional que proporcionou para que tudo fosse direcionado para obter os melhores resultados e extrair desse processo, a aprendizagem fundamental, alcançando todos os envolvidos nesse trabalho. A ele sou grata pela proposta do tema, na disponibilidade e paciência em ouvir, discutir e propor melhorias, e por fazer revisões tão cuidadosas e críticas que facilitaram a elaboração dessa dissertação. A Renata, Manoel, Alan, Claiton, Paulo e aos demais colaboradores da Nobile Cosméticos, pela acolhida generosa, oferecendo a oportunidade em desenvolver o trabalho na unidade fabril, cenário de novas perspectivas e exemplo que uma pequena empresa é constituída de grandes idealizadores com vontade de empreender e de alcançar novos horizontes. Direciono a minha gratidão, a Renata, pela atenção e dedicação, que apesar de seus múltiplos deveres na empresa, me acompanhou em toda a parte prática do trabalho. Aos professores Octavio, Aldo e Wanderley pela participação na banca examinadora, por acrescentarem sugestões e propor novos direcionamentos que foram primordiais ao trabalho na fase da qualificação e na adequação textual da dissertação. A coordenação, equipe administrativa, corpo docente e amigos do curso de pós-graduação do Instituto Mauá de Tecnologia que contribuíram para o meu desenvolvimento pessoal e profissional ao longo do mestrado. Aos entes queridos, familiares e amigos fraternos, não menos importantes, participando indiretamente desse trabalho, como sempre, oferecendo-se para dividir as tarefas, vibrando e torcendo a cada etapa do trabalho fosse concluída com êxito, e compreendendo que às vezes, nesse período, a minha ausência era difícil ser entendida... A todos, devolvo um coração agradecido.

“Por vezes sentimos que aquilo que fazemos não é
senão uma gota de água no mar. Mas o mar seria menor se lhe faltasse uma gota”.
Agnes Gonxha Bojaxhiu
(Madre Teresa de Calcutá)

RESUMO
A urgência do setor de Higiene Pessoal, Perfumaria e Cosméticos, em apresentar um nível
de sustentação produtiva e consumista, tornou-se uma necessidade, a partir dos sintomas
crônicos e praticamente irreversíveis apresentados pela variação climática do planeta. É
uma das indústrias do ramo químico, que mais cresce no país e contribui com a geração de
resíduos, em toda a cadeia pré e pós-produtiva. A busca por programas ambientais, como a
Produção mais Limpa traz o diferencial para as empresas do setor como a ampliação das
perspectivas de mercado interno e externo e um melhor relacionamento com os órgãos
ambientais, com a mídia e a comunidade. Apesar de ser o programa mais difundido no setor
de HPPC, não há relatos de sua implantação. Em outros setores que já adotam, verifica-se
que mesmo com o apoio de entidades de classe e do governo, estão propensos ao fracasso
porque lidam com quebra de paradigma. Ao analisar as características do setor, depara-se
com três realidades que justificam a demora em implantar a Produção mais Limpa em suas
organizações: Cerca de 98% das empresas são de micro a pequeno porte, apresentam uma
alta deficiência tecnológica e o seu Humanware é pouco qualificado; a maioria delas presta
serviços de terceirização para as de médio e grande porte e precisam se adequar as
exigências das mesmas e; a maioria vive no patamar da sobrevivência, cumprindo a
legislação na sua totalidade e em alguns casos, até na parcialidade, baseada nas Boas
Práticas de Fabricação e Controle. O foco desse trabalho foi sugerir uma solução para
essas constatações, apresentando uma estratégia de implantação desse programa em
empresas terceiristas de pequeno porte do setor vinculado as Boas Práticas de Fabricação
e Controle para buscar a sua diferenciação no mercado. Optou-se pela Metodologia da
Pesquisa-Ação para a fundamentação do processo e a sua parte prática foi vivenciada na
Nobile Cosméticos, representante dessas realidades, possibilitando resultados que
validaram a proposta.
Palavras Chave: Cosméticos; Produção Mais Limpa; Terceirista de pequeno porte;
Metodologia; Diferenciação.

ABSTRACT
The urgency of the Cosmetic and Toiletries’ sector provide a level of consumption and
production based in sustainability, has become a necessity, since the chronic symptoms and
virtually irreversible climate change presented by the planet. It’s one of the chemical
industries that fastest growing in the country and contributes to the waste generation, in pre-
and post-production, across the entire. The search for environmental programs, such as
Cleaner Production, brings the gap for companies as extension of the perspectives of
domestic and foreign markets and provides a better relationship with environmental
agencies, media and community. Despite being the most widespread program in the
industry, there are no reports of its implementation. Other sectors that have already adopted,
it appears that even with the support of agencies and government, are prone to failure
because they deal with Paradigm Shift. By analyzing the characteristics of the sector, faces
three realities which justify the delay in deploying the Cleaner Production in their
organizations: Approximately 98% are micro to small enterprises, have a high technological
deficiency and its Humanware is unskilled; most of them provides outsourcing services came
in the medium and large enterprises and need it to suit the requirements thereof and; the
majority, live in the survival’s level, complying with the legislation in totality and in some
cases partiality, based on Good Manufacturing Practices. The project’s focus was to suggest
a solution to these findings, featuring a strategy for implementing this program in small
outsource in the sector linked to Good Manufacturing Practice for their differentiation in the
market. Was opted for the Action Research’ methodology for the reasoning process and its
share was experienced in practice Nobile Cosméticos, representative of these realities,
providing results that validate the proposal.
Keywords: Cosmetics; Cleaner Production; Outsourcing, Methodology, Differentiation.

LISTA DE ILUSTRAÇÕES
FIGURA 1 – PARTICIPAÇÃO DOS SEGMENTOS DE HPPC – 2010................................... 29 FIGURA 2 – DISTRIBUIÇÃO DA MÃO-DE-OBRA EMPREGADA NO SETOR DE HPPC – 2010........................................................................................................................................
30
FIGURA 3 – DISTRIBUIÇÃO NACIONAL DE EMPRESAS NO SETOR DE HPPC.............. 39 FIGURA 4 – CICLO PDCA DE CONTROLE DE PROCESSOS............................................ 44 FIGURA 5 – ETAPAS CONSTRUTIVAS PARA A QUALIDADE TOTAL............................... 48 FIGURA 6 – RELAÇÃO DOS PROBLEMAS AMBIENTAIS COM AS ESCALAS DE TEMPO E ESPAÇO LEVANDO EM CONSIDERAÇÃO A SUSTENTABILIDADE DO SISTEMA................................................................................................................................
51 FIGURA 7 – MAPA DE ABRANGÊNCIA DA ECOLOGIA INDUSTRIAL................................ 52 FIGURA 8 – ELEMENTOS ESSENCIAIS DA PmaisL........................................................... 56 FIGURA 9 – ESCOPO DE ATUAÇÃO DO PROGRAMA DE PmaisL.................................... 57 FIGURA 10 - HIERARQUIA DE GRENCIAMENTO DE POLUENTES.................................. 60 FIGURA 11 – FLUXOGRAMA DA IMPLEMENTAÇÃO DA PmaisL....................................... 65 FIGURA 12 – CUSTOS E BENEFÍCIOS COM IMPLEMENTAÇÃO DE MEDIDAS DE PmaisL....................................................................................................................................
69
FIGURA 13 – PASSOS PARA IMPLANTAÇÃO DA PmaisL.................................................. 72 FIGURA 14 – FLUXOGRAMA EM REDE DO PROCESSO PRODUTIVO DAS INDÚSTRIAS DO SETOR DE HPPC.....................................................................................
74
FIGURA 15 – MODELO DO PROCESSO DE TRANSFORMAÇÃO...................................... 78 FIGURA 16 – FLUXOGRAMA GERAL NO SETOR DE HPPC.............................................. 79 FIGURA 17 – FLUXOGRAMA DE PRODUÇÃO – FAMÍLIA BASES COM BAIXA TS........... 80 FIGURA 18 – FLUXOGRAMA DE PRODUÇÃO – FAMÍLIA SOLUÇÕES............................. 80 FIGURA 19 – FLUXOGRAMA DE PRODUÇÃO – FAMÍLIA EMULSÕES............................. 81 FIGURA 20 – FLUXOGRAMA DE PRODUÇÃO – FAMÍLIA SISTEMAS COLOIDAIS.......... 82 FIGURA 21 – FLUXOGRAMA DE PRODUÇÃO – FAMÍLIA SISTEMAS ANIDROS.............. 83 FIGURA 22 – DEGRAUS PARA ALCANÇAR A SUSTENTABILIDADE EMPRESARIAL..... 105 FIGURA 23 – FLUXOGRAMA DE ENTRADA E SAÍDA DA NOBILE COSMÉTICOS........... 124 FIGURA 24 – OPORTUNIDADES EM PmaisL VINCULADAS AS BPF&C EVIDENCIADAS NA NOBILE COSMÉTICOS...................................................................................................
125

LISTA DE TABELAS E QUADROS
TABELA 1 – PARTICIPAÇÃO DA INDÚSTRIA DE HPPC NA PRODUÇÃO DA INDÚSTRIA QUÍMICA MUNDIAL POR PAÍSES REPRESENTATIVOS – ANO BASE 2009......................................................................................................................................
27 TABELA 2 – FATURAMENTO LÍQUIDO EM US$ BILHÕES DA INDÚSTRIA QUÍMICA BRASILEIRA NOS ANOS 2008 – 2010................................................................................
28
TABELA 3 – MERCADO MUNDIAL DE HPPC E RANKING DOS 10 MAIORES MERCADOS..........................................................................................................................
29
TABELA 4 – EVOLUÇÃO DO EMPREGO GERADO NA INDÚSTRIA DE COSMÉTICOS......................................................................................................................
30
TABELA 5 – FORMAS DE COMERCIALIZAÇÃO NA INDÚSTRIA DE COSMÉTICOS – PARTICIPAÇÃO SOBRE O TOTAL DO FATURAMENTO DO SETOR...............................
31
TABELA 6 – BALANÇA COMERCIAL BRASILEIRA FOCADA NO SETOR DE HPPC – 2001 A 2010.........................................................................................................................
32
TABELA 7 – SETOR HPPC: NÚMERO DE EMPRESAS E DE COLABORADORES POR PORTE (2008)......................................................................................................................
40
QUADRO 1 – DEFINIÇÃO DO PORTE DA EMPRESA DE ACORDO COM A SITUAÇÃO ECONÔMICO-FINANCEIRA................................................................................................
38
QUADRO 2 – DEFINIÇÃO DO PORTE DA EMPRESA DE ACORDO COM O NÚMERO DE COLABORADORES.......................................................................................................
39
QUADRO 3 – ANALOGIAS SOBRE A SUSTENTABILIDADE............................................. 53 QUADRO 4 – EVOLUÇÃO DAS QUESTÕES AMBIENTAIS NO BRASIL........................... 55 QUADRO 5 – COMPARAÇÕES ENTRE PRODUÇÃO LIMPA E PRODUÇÃO MAIS LIMPA...................................................................................................................................
61
QUADRO 6 – PRINCIPAIS DIFERENÇAS ENTRE AS TECNOLOGIAS DE FIM DE TUBO E A PmaisL................................................................................................................
67
QUADRO 7 – BARREIRAS A IMPLEMENTAÇÃO DA PmaisL EM EPPs........................... 69 QUADRO 8 – TIPOS DE PESQUISA-AÇÃO E SUAS PRINCIPAIS CARACTERÍSTICAS. 91 QUADRO 9 – ATIVIDADES REALIZADAS NA FASE EXPLORATÓRIA............................. 98 QUADRO 10 – ATIVIDADES REALIZADAS NA FASE DE PLANEJAMENTO.................... 100 QUADRO 11 – ATIVIDADES REALIZADAS NA FASE DE AÇÃO....................................... 101 QUADRO 12 – ATIVIDADES REALIZADAS NA FASE DE AVALIAÇÃO............................. 103 QUADRO 13– PLANO 5W2H1S PARA OS QUESITOS NECESSÁRIOS........................... 111 QUADRO 14 – PLANO 5W2H1S PARA OS QUESITOS RECOMENDÁVEIS.................... 114 QUADRO 15 – OPORTUNIDADES EM PmaisL VINCULADAS AS BPF&C........................ 115 QUADRO 16 – OPORTUNIDADES EM PmaisL EVIDENCIADAS NA EMPRESA.............. 116 QUADRO 17 – PLANO 5W2H EM OPORTUNIDADES EM PmaisL VINCULADAS AS BPF&C..................................................................................................................................
128

LISTA DE ABREVIATURAS E SIGLAS
3R Reduzir – Reaproveitar - Reciclar
5W2H (What? (O que?), Why? (Por quê?) Who? (Quem?), Where? (Onde?), When?
(Quando?), How? (Como?) e How much? (Quanto?)
5W2H1S (What? (O que?), Why? (Por quê?) Who? (Quem?), Where? (Onde?), When?
(Quando?), How? (Como?), How much? (Quanto?) e Show me? (Como
monitorar / demonstrar resultados?)
ABIHPEC Associação Brasileira da Indústria de Higiene Pessoal, Perfumaria e
Cosméticos
ABIQUIM Associação Brasileira da Indústria Química
ACV Avaliação do Ciclo de Vida
ANVISA Agência Nacional de Vigilância Sanitária
BPF&C Boas Práticas de Fabricação e Controle
CEBDS Conselho Empresarial Brasileiro para o Desenvolvimento Sustentável
CETESB Companhia de Tecnologia de Saneamento Ambiental
CNAE Cadastro Nacional de Atividade Empresarial
EI Ecologia Industrial
EPP Empresa de Pequeno Porte
GAIA Gerenciamento de Aspectos e Impactos Ambientais
HPPC Higiene Pessoal, Perfumaria e Cosméticos
IBGE Instituto Brasileiro de Geografia e Estatística
MPE Microempresa
MTE Ministério do Trabalho e Emprego
P2 Prevenção a Poluição
PDCA Planejamento (Plan) – Execução (Do) – Verificação (Check) – Ação (Action)
PL Produção Limpa
PmaisL Produção Mais Limpa
RAIS Relatório Anual de Informações Sociais
SEBRAE Serviço Brasileiro de Apoio às Micro e Pequenas Empresas
SIDRA Sistema de Recuperação Automática (IBGE)
UNEP United Nations Environment Programme
UNIDO United Nations Industrial Development Organization
WBCSD World Business Council for Sustainable Development

SUMÁRIO
1. INTRODUÇÃO 15
1.1. OBJETIVOS 15
1.2. JUSTIFICATIVA 15
1.3. DEFINIÇÃO DO PROBLEMA 18
1.4. QUESTÃO CENTRAL 19
1.5. CONTRIBUIÇÕES DO TRABALHO 19
1.6. ESQUEMA DE DISSERTAÇÃO 20
2. REVISÃO BIBLIOGRÁFICA 22
2.1 A INDÚSTRIA COSMÉTICA 22
2.1.1. Contextualização 22
2.1.2. Caracterização do setor 23
2.1.3. Panorama Mundial da Indústria Cosmética 26
2.1.4. Panorama Brasileiro da Indústria Cosmética 28
2.2 TERCEIRIZAÇÃO NO SETOR 33
2.3 PEQUENA EMPRESA: CRITÉRIO DE CLASSIFICAÇÃO 37
2.3.1. Caracterização e análise do desempenho das pequenas empresas brasileira no setor de HPPC 39
2.4 ESTRATÉGIAS DE SOBREVIVÊNCIA E DE DIFERENCIAÇÃO
PRODUTIVA PARA AS PEQUENAS TERCEIRISTAS NO
SETOR
42
2.4.1. Estratégia de sobrevivência: Boas Práticas de Fabricação e Controle (BPF&C)
43
2.4.2. Estratégia de diferenciação: Controle severo dos Impactos Ambientais
48
2.5 PRODUÇÃO MAIS LIMPA (PmaisL) 55
2.5.1. Contextualização e Conceito 55
2.5.2. O conceito de PmaisL relacionado as demais ferramentas da Ecologia Industrial no âmbito empresa-ambiente
58

2.5.3. A Rede Brasileira de PmaisL e o foco nas MPEs 63
2.5.4. Benefícios da PmaisL para as MPEs 66
2.5.5. Processo de implantação da PmaisL no setor de HPPC 71
3. METODOLOGIA 90
3.1. TIPO DE PESQUISA 90
3.2. LIMITAÇÕES DO MÉTODO ESCOLHIDO 92
3.3. VARIÁVEIS DA QUESTÃO DA PESQUISA 94
3.4. HIPÓTESES 95
3.5. FONTES DE DADOS: PRIMÁRIOS E SECUNDÁRIOS 96
3.6. PROCEDIMENTO DE COLETA DE DADOS 96
3.6.1. Fases da pesquisa-ação 97
3.6.1.1. Fase Exploratória 97
3.6.1.2. Fase Principal (Planejamento) 99
3.6.1.3. Fase de Ação 101
3.6.1.4. Fase de Avaliação 102
4. RESULTADOS E DISCUSSÃO 106
4.1. RESULTADO DA AUDITORIA INTERNA BASEADA NAS BPF&C
E AS OPORTUNIDADES IDENTIFICADAS PARA O
DIRECIONAMENTO EM PMAISL 106
4.2. RESULTADOS DA AUDITORIA BASEADA NO CHECK-LIST
GLOBAL E A SUA SITUAÇÃO PERANTE O DESEMPENHO
EMPRESARIAL 132
5. CONCLUSÕES 140
REFERÊNCIAS 141
ANEXOS 149
APÊNDICES 212

15
1. INTRODUÇÃO
1.1. OBJETIVOS
O objetivo principal da pesquisa é:
• Avaliar uma estratégia de implantação do programa de Produção mais Limpa
(PmaisL) vinculada as Boas Práticas de Fabricação e Controle (BPF&C) em uma
indústria cosmética terceirista1 de pequeno porte2.
Os objetivos secundários são:
• Orientar tecnicamente a terceirista, com relação ao cumprimento dos itens estipulados
no Manual de BPF&C para Produtos de Higiene Pessoal, Perfumaria e Cosméticos
(HPPC), como estratégia de sobrevivência no setor.
• Propor medidas de PmaisL a partir da conclusão da análise realizada sobre o processo
produtivo das famílias de produtos cosméticos.
• Verificar se a PmaisL pode ser aplicado no setor de HPPC, como estratégia de
diferenciação no mercado, como proposto pela Associação Brasileira da Indústria de
Higiene Pessoal, Perfumaria e Cosméticos (ABIHPEC), independentemente do porte
da empresa.
1.2. JUSTIFICATIVA
A indústria cosmética é um segmento da indústria química de transformação, focada na
fabricação de produtos para aplicação no corpo humano, direcionados na higienização,
embelezamento, ou para alterar sua aparência sem afetar sua estrutura ou funções.
Portanto, o segmento deve ser definido segundo o objetivo da utilização de seus principais 1 Terceirista: empresa que executa etapas da fabricação ou fabricação total de produtos, corresponsável pelos aspectos técnicos e legais inerentes à atividade objeto da terceirização. (ANVISA, 2006) 2 Empresa de pequeno porte: é a pessoa jurídica com receita bruta anual até R$ 2.400.000,00, de acordo com a classificação apoiada na Lei Geral para Micro e Pequenas Empresas (Lei nº 123/06) ou com o quadro de colaboradores encerrados em 49 para o comércio e 99 para a indústria, de acordo com a classificação estatística do Serviço Brasileiro de Apoio às Micro e Pequenas Empresas (SEBRAE, 2010)

16
produtos, assim como os segmentos de higiene pessoal e perfumaria, consolidando o setor
(ABIQUIM, 2011).
Segundo dados da ABIHPEC, o setor apresentou um crescimento no decênio (2000-2010)
de 12,6% em valor de vendas, projetando-se um crescimento anual real para referência
decenal em 2011 de 13,2%. Estes valores foram alcançados pela atuação efetiva de 20
empresas de grande porte e 1639 empresas de médio e pequeno porte do setor, com maior
concentração na região Sudeste (63,1%), colocando o Brasil no terceiro lugar no Mercado
Mundial de Produtos HPPC (ABIHEPC, 2011).
O aumento significativo de unidades funcionais de empresas de médio e principalmente de
pequeno porte, tem se intensificado nos últimos anos. Essas empresas foram originadas de
duas vertentes: da segregação das tradicionais farmácias de manipulação, em
medicamentos e cosméticos, investindo o capital neste novo segmento e; do planejamento e
construção de pequenas unidades fabris especializadas em sublocação de espaço e mão de
obra especializada, para atender a demanda produtiva das empresas que passaram a focar
suas atividades para a divulgação de suas marcas, gerada diretamente pelo crescimento do
consumo nacional de produtos do setor (CETESB, 2006).
Dentro desse nicho, cabe às pequenas empresas especializadas em terceirização,
oferecerem serviços diferenciados aos seus clientes, buscando a equidade entre consumo e
produção sustentável, com a prática dos princípios da Química Verde na criação de um
Ecossistema Industrial, na interface empresa-ambiente, através de ferramentas que
direcionam a utilização de tecnologias limpas, comumente chamadas de programas
ambientais, pelo setor.
Uma estratégia que pode ser aplicada, sem exigir gastos fora do contexto para buscar essa
equidade, é associar a implantação de programas ambientais e/ou ferramentas da qualidade
com o sistema de gestão baseado nas BPF&C, praticado na empresa em conformidade à
exigência sanitária no setor.
As empresas do setor, independente do porte, são obrigadas a atender os requisitos
“imprescindíveis” e “necessários” versados no Manual de BPF&C, contemplado na Portaria
n° 348, publicado no Diário Oficial da União pela Agência Nacional de Vigilância Sanitária
(ANVISA). Trata-se de sua sobrevivência no mercado, cumprindo a legislação vigente do
setor.

17
Ao praticar os requisitos “recomendáveis”, consequentemente há um direcionamento para a
busca da melhoria contínua, replanejando o seu processo fabril, podendo torná-lo “mais
limpo” ou “sustentável”, de acordo com o programa ou ferramenta da qualidade eleita,
vinculada a este processo, na efetivação do seu sistema de Garantia da Qualidade Total.
Dentre as sugestões que podem ser aplicadas para as micro e pequenas empresas,
incluindo as terceiristas do setor, é o programa de Produção Mais Limpa (PmaisL) citado
pelo Guia Técnico Ambiental, redigido pela Companhia de Tecnologia e Saneamento
Ambiental do Estado de São Paulo (CETESB) em parceria com a ABIHPEC.
A opção por esse programa é o seu baixo custo na implantação, por não ser
“tecnologicamente exigente” nas duas das três fases de sua implantação, e delinear em
similaridade com muitos dos requisitos “recomendáveis” descritos no Manual de BPF&C do
setor, que estabelecem procedimentos administrativos e técnicos sobre a melhoria da
eficiência de seus processos e impactos ambientais.
De acordo com a UNEP/UNIDO (2004), a PmaisL é a aplicação contínua de uma estratégia
ambiental preventiva integrada aos processos produtivos, produtos e serviços para
aumentar a eco-eficiência3 e evitar ou reduzir os danos ao homem e ao ambiente. Sua
atuação consiste em minimizar ou reduzir desperdícios de material e energia durante o
processo gerando menos resíduos a serem tratados ou dispostos adequadamente no final
do mesmo (fim de tubo) 4.
As vantagens da implantação de PmaisL são significativas para todos os envolvidos, dos
colaboradores à sociedade, do país ao planeta. Mas é a empresa que obtém os maiores
benefícios para o seu próprio negócio. Para esta, a metodologia reverte em redução de
custos de produção; aumento de eficiência e competitividade; diminuição dos riscos de
acidentes ambientais; melhoria das condições de saúde e de segurança do colaborador;
melhoria da imagem da empresa junto a consumidores, fornecedores, poder público,
mercado e comunidades; ampliação de suas perspectivas de atuação no mercado interno e
externo; maior acesso a linhas de financiamento; melhoria do relacionamento com os órgãos
ambientais e a sociedade, dentre outros (CEBDES, 2004).
3 Eco-eficiência: patamar alcançado mediante o fornecimento de bens e serviços a preços competitivos que satisfaçam as necessidades humanas e tragam qualidade de vida, ao mesmo tempo em que reduz progressivamente o impacto ambiental e o consumo de recursos ao longo do ciclo de vida, a um nível, no mínimo, equivalente à capacidade de sustentação estimada da Terra (CEBDS, 2004). 4 Fim de tubo: final do processo.

18
Para viabilizar a implantação da PmaisL nas empresas é necessário: comprometimento da
direção, colaboradores e fornecedores de serviços diretos e indiretos; pró-atividade dos
envolvidos; persistência em cumprir as tarefas em tempo limite, sem interrupções ou
atropelar etapas e principalmente, a vontade de romper paradigmas. Na prática, envolve
treinamentos, planejamentos, projeções, monitoramento e continuidade da metodologia
empregada (CEBDES, 2004).
De fato, existe uma grande relutância para a prática de PmaisL, motivada principalmente
pela falta de informação de como esse programa pode ser implantado sem dispor de
recursos econômicos e tecnológicos para a execução do mesmo (CEBDES, 2004).
Diante da necessidade de se apresentar uma proposta próxima à realidade das pequenas
empresas, este trabalho se desenvolve intencionalmente no estudo de aplicação desta
metodologia estratégica vinculada as BPF&C, apresentando suas facilidades e dificuldades
envolvendo o processo de adequação, na busca de uma identidade sustentável para a sua
diferenciação no mercado.
1.3. DEFINIÇÃO DO PROBLEMA
Considerando os dados apresentados pela ABIHEPC referente ao panorama do setor no ano
de 2010, 98,8% das empresas no país são enquadradas como de pequeno e médio porte.
(ABIHEPC, 2011)
O comportamento observado destas empresas é atuar em um limiar entre a singularidade e
a deficiência tecnológica, sem oferecer diferenciais para se manter atuante em um mercado
competitivo.
Adequar à unidade fabril a atender todos os requisitos versados no Manual de Boas Práticas
de Fabricação e Controle; diagnosticar as falhas do sistema produtivo e corrigi-las, sem
comprometer o seu orçamento e o meio ambiente e; capacitar seus colaboradores em uma
nova filosofia no pensar-agir, transmutando em uma nova cultura organizacional eco-
eficiente ou até mesmo sustentáveis são passos essenciais para que a empresa possa se
sobressair perante as suas concorrentes e se manter atuante no futuro, quando essas
exigências se tornarão obrigatórias. O ponto-chave está no pensamento e atuação pioneira.
A opção de se adotar o programa de PmaisL no sistema produtivo vai ao encontro desta
filosofia.

19
Em se tratando de pequenas empresas terceiristas, ao atenderem todos estes quesitos e
adotar este programa na busca da eco-eficiência, traduz-se a fidelização de seus
contratantes e a conquista de novos empreendedores que compartilham da mesma filosofia.
Nesta cadeia, o foco de sobrevivência passa a ser de diferenciação, baseado na
responsabilidade ambiental, atraindo investimentos no crescimento da empresa, viabilizando
a aquisição de inovações tecnológicas, oferecendo cada vez mais produtos e serviços
diferenciados.
Em resumo, esse trabalho se propõe a criar uma estratégia de conciliar as BPF&C com o
programa de PmaisL em uma indústria cosmética terceirista de pequeno porte,
justificando a possibilidade de obter resultados promissores de cunho econômico e/ou
ambiental, tornando-o competitivo, em relação aos demais setores que já
experimentaram esse programa e é referência no país.
1.4. QUESTÃO CENTRAL
A questão central da pesquisa é a seguinte: Como traçar uma estratégia de implantação do programa de PmaisL vinculado as BPF&C em uma indústria cosmética terceirista de pequeno porte?
1.5. CONTRIBUIÇÕES DO TRABALHO
A realização desta pesquisa busca conscientizar e envolver os diversos departamentos de
uma empresa terceirista, na ação direta de seus colaboradores, a adotar medidas simples e
economicamente viáveis tendo como objetivo a busca da eco-eficiência.
Por se tratar de um trabalho pioneiro, visto que até o presente momento, não há publicações
referentes a essa estratégia vinculada de programas e sistemas de gestão da qualidade em
pequenas empresas no setor de HPPC, os resultados obtidos poderão servir de modelo
para outras empresas terceiristas de pequeno e médio porte do setor ou adaptado a
outros setores da área química como a farmacêutica e alimentícia, por sua similaridade
em rigor ao cumprimento às BPF&C.

20
No meio acadêmico, o presente trabalho pode servir de referência para a montagem de
competências nos cursos de Sistemas da Qualidade e na elaboração de trabalhos de
conclusão de curso, monografias e dissertações para continuar os estudos apresentados
com outra ótica ou até evidenciar oportunidades e falhas na aplicação do mesmo.
1.6. ESQUEMA DA DISSERTAÇÃO
Capítulo 1 - INTRODUÇÃO OBJETIVO, JUSTIFICATIVA, DEFINIÇÃO DO PROBLEMA, QUESTÃO CENTRAL,
CONTRIBUIÇÕES DO TRABALHO E ESQUEMA DE DISSERTAÇÃO.
Capítulo 2 - REVISÃO BIBLIOGRÁFICA A INDÚSTRIA COSMÉTICA, Contextualização, Caracterização do setor, Panorama Mundial da Indústria Cosmética, Panorama Brasileiro da Indústria Cosmética;
TERCEIRIZAÇÃO NO SETOR; PEQUENA EMPRESA: CRITÉRIO DE CLASSIFICAÇÃO,
Caracterização e análise do desempenho das pequenas empresas brasileira no setor de HPPC; ESTRATÉGIAS DE SOBREVIVÊNCIA E DE DIFERENCIAÇÃO PRODUTIVA
PARA AS PEQUENAS TERCEIRISTAS NO SETOR, Estratégia de sobrevivência: Boas Práticas de Fabricação e Controle (BPF&C), Estratégia de diferenciação: Controle severo dos Impactos Ambientais, PRODUÇÃO MAIS LIMPA (PmaisL),
Contextualização e Conceito, O conceito de PmaisL relacionado às demais ferramentas da Ecologia Industrial no âmbito empresa-ambiente, A Rede Brasileira de PmaisL e o foco nas MPEs, Benefícios da PmaisL para as MPEs, Processo de implantação da PmaisL no setor de HPPC.
Capítulo 3 - METODOLOGIA TIPO DE PESQUISA; LIMITAÇÕES DO MÉTODO ESCOLHIDO; VARIÁVEIS DA
QUESTÃO DA PESQUISA; HIPÓTESES; FONTES DE DADOS: PRIMÁRIOS E
SECUNDÁRIOS; PROCEDIMENTO DE COLETA DE DADOS; Fases da pesquisa-ação, Fase Exploratória, Fase Principal (Planejamento), Fase de Ação, Fase de Avaliação.
Capítulo 4 - RESULTADOS E COMENTÁRIOS RESULTADO DA AUDITORIA INTERNA BASEADA NAS BPF&C E AS OPORTUNIDADES
IDENTIFICADAS PARA O DIRECIONAMENTO EM PMAISL; RESULTADOS DA
AUDITORIA BASEADA NO CHECK-LIST GLOBAL E A SUA SITUAÇÃO PERANTE O

21
DESEMPENHO EMPRESARIAL.
Capítulo 5 - CONCLUSÕES
REFERÊNCIAS ANEXOS
A. Manual de Boas Práticas de Fabricação e Controle (Portaria 348/97) B. Roteiro de Inspeção de Boas Práticas (Portaria 348/97) C. Ferramenta G.A.I.A
APÊNDICES
A. Apresentação infraestrutural da Nobile Cosméticos B. Check-list Baseado no roteiro de Inspeção apontando oportunidades em PmaisL C. Lista de verificação de sobrevivência e diferenciação das empresas do setor de
HPPC

22
2. REVISÃO BIBLIOGRÁFICA
2.1. A INDÚSTRIA COSMÉTICA
Por se tratar de um assunto abrangente, muito rico em informações, nesse trabalho existirá
um direcionamento do tema em pontos que afetam as variáveis: pequena empresa e
terceirização de serviços no setor, sob a ótica da PmaisL.
2.1.1. Contextualização
A indústria cosmética, de acordo com a classificação da Associação Brasileira da Indústria
Química (ABIQUIM), é um segmento da indústria química, pertencente ao bloco de produtos
químicos de uso final, cuja atividade se vincula com a manipulação de fórmulas, destinadas
à elaboração de produtos de aplicação no corpo humano, para limpeza, embelezamento, ou
para alterar sua aparência sem afetar sua estrutura ou funções (ABIQUIM, 2011).
Nesse sentido, a noção de cosméticos vincula-se com produtos destinados, essencialmente,
à melhoria da aparência do consumidor. De modo geral, os segmentos de HPPC delimitam
o setor e deve ser enquadrado segundo o objetivo da utilização de seus principais produtos
(ABIQUIM, 2011).
A legalidade sanitária do setor é assistida pela Agência Nacional de Vigilância Sanitária
(ANVISA), órgão pertencente ao Ministério da Saúde, cuja atuação é de regulamentar,
controlar e fiscalizar produtos, substâncias e serviços de interesse para a saúde.
Com a intenção de compatibilizar as legislações nacionais com os instrumentos
harmonizados no âmbito do Mercosul (GMC110/94), a ANVISA publicou em 14 de julho de
2005, a Resolução nº 211, adotando-se como definição de cosméticos, produtos de higiene
e perfumes, presente no anexo 1 desta resolução: “Preparações constituídas por substâncias naturais ou sintéticas, de uso externo nas diversas partes do corpo humano, pele, sistema capilar, unhas, lábios, órgãos genitais externos, dentes e membranas mucosas da cavidade oral, com objetivo exclusivo ou principal de limpá-los, perfumá-los, alterar sua aparência e/ou corrigir odores corporais e/ou protegê-los ou ainda mantê-los em bom estado” (ANVISA, 2005).
Na mesma resolução os produtos cosméticos são subdivididos em duas categorias de
acordo com a sua natureza funcional: “Grau de risco 1: Produtos para higiene pessoal, cosméticos e perfumes os quais de acordo com a definição de cosmético "caracterizado por ter propriedades básicas ou

23
elementares as quais não necessitam ser inicialmente comprovadas e não requeiram informações detalhadas em relação ao seu modo de uso e as suas restrições de uso, devido às características intrínsecas do produto", tais como sabonetes, xampus, cremes de beleza, loção de beleza, óleos, maquiagem, batons, lápis e delineadores labiais, produtos para maquiagem dos olhos (sem proteção solar) e perfumes. Grau de risco 2: Produtos para higiene pessoal, cosméticos e perfumes os quais são de acordo com a definição de cosmético, "os quais possuem indicações específicas, cujas características requeiram sua segurança e/ ou eficácia a serem provadas, bem como informações e cuidados, modo e restrições de uso". Como exemplos de produtos desta categoria têm-se: todos os produtos infantis, xampus anticaspa, cremes dentais anticáries e antiplacas, desodorante íntimo, desodorante antiperspirante axilar, esfoliante "peeling" químico, protetores labiais com protetor solar, alguns produtos para área dos olhos, filtros UV, agentes bronzeadores, tinturas capilares, branqueadores, clareadores, produtos para ondular cabelo, tônicos capilares, depilatórios químicos, removedores de cutícula, removedores de mancha de nicotina químico, endurecedores de unha e repelentes de insetos” (ANVISA, 2005).
Outro mérito adotado dentro desse setor foi que se procurou convergir com as definições
adotadas mundialmente, o que tem implicações importantes para a dinâmica do setor como,
por exemplo, na classificação dos produtos comercializáveis internacionalmente, bem como
a descrição e padronização dos ingredientes na rotulagem dos produtos cosméticos,
segundo a International Nomenclature of Cosmetic Ingredient (INCI) (ANVISA, 2005).
Para a legalidade funcional das empresas que pretendem exercer atividades de extrair,
produzir, fabricar, transformar, sintetizar, embalar, reembalar, importar, exportar, armazenar,
expedir, distribuir, constantes da Lei n° 6.360/76, Decreto n° 79.094/77 e Lei n° 9.782/99,
Decreto n° 3.029/99, correlacionadas a Produtos de Higiene, Cosméticos e Perfumes, é
necessário à autorização da ANVISA e estabelecer um Sistema de Cosmetovigilância
integrado ao Departamento de Atendimento ao Consumidor (RDC 332/2005) (ANVISA,
2005).
2.1.2. Caracterização do setor
O setor de Higiene Pessoal, Perfumaria e Cosméticos (HPPC) caracteriza-se por ser
composto de diversos tipos de empresas, que produzem diferentes famílias de produtos e
são fortemente dependentes de indústrias a montante de sua cadeia produtiva.
O setor participa no mercado estruturado nos seguintes tipos de organizações:
• Empresas com atuação concentrada em HPPC – têm sob sua responsabilidade a
etapa de formulação do produto, geralmente mais sofisticada, pelos elevados gastos
em inovação tecnológica e pesquisa de novos materiais e processos. São muito
importantes as competências associadas à capacidade inovativa, reincorporação de
essências e fragrâncias diferenciadas e embalagens. A fabricação, no entanto, pode

24
ser terceirizada. Situam-se nessa classificação empresas que operam em mais de
um subsegmento (cosméticos, higiene pessoal e perfumaria), havendo
possibilidades de usufruir de economias de escopo5. Em geral, são empresas bem
estruturadas, de capital nacional ou internacional, entre elas, podem-se citar L’Oréal,
Shiseido, Estee Lauder, Revlon, Coty, Natura e O Boticário.
• Empresas diversificadas com atuação em vários mercados – São aquelas que
possuem várias áreas de atuação, sendo o segmento de HPPC apenas parte dos
seus negócios. Em geral, são empresas multinacionais que se aproveitam de
economias de escala6 e de escopo, tanto no que se refere à pesquisa quanto à
produção e à comercialização. Empresas dessa categoria geralmente não atendem a
todos os subsegmentos do HPPC. Os principais exemplos são a Unilever e a Procter
& Gamble.
• Empresas de nicho7/farmácia de manipulação – É característica dessas empresas
apenas a mistura de compostos químicos, e não o desenvolvimento de novas
fórmulas, podendo ou não fabricar. Em geral, são empresas de pequeno ou médio
porte, de capital nacional, que têm a sua produção voltada para um subsegmento
específico (cosméticos, higiene pessoal ou perfumaria), apresentando menor grau de
complexidade e pouca necessidade de investimentos iniciais. Exemplos: Dermatus,
PHD (GARCIA, 1999).
Tecnologicamente, o setor supre suas necessidades a partir da realização e participação
em: feiras nacionais e internacionais de máquinas e produtos, congressos científicos,
pesquisas de mercado envolvendo o benchmarking e estudos comportamentais dos seus
concorrentes, workshops (informais) e viagens internacionais (ABIHPEC, 2009).
Institucionalmente, o setor se desenvolve a partir de pesquisas científicas, especialização na
5 Economias de escopo: ocorrem quando o custo total de uma firma para produzir conjuntamente, pelo menos dois produtos/serviços, é menor do que o custo de duas ou mais firmas produzirem separadamente estes mesmos produtos/serviços, a preços dados de insumos. De forma similar às economias de escala, as economias de escopo podem também ser entendidas como reduções nos custos médios derivadas da produção conjunta de bens distintos, a preços dados de insumos. (SEAE, 2010) 6 Economias de escala: ocorrem quando o custo médio da firma reduz-se (ou o produto médio aumenta) quando a produção cresce, a preços dados de insumos. De forma análoga, ocorrem quando o custo total de uma firma para produzir um determinado produto/serviço é menor do que o somatório do custo total de duas ou mais firmas para produzirem este mesmo produto/serviço. A analogia se encontra quando a produtividade do trabalho aumenta quando o insumo utilizado aumenta. Isso pode ocorrer, por exemplo, quando o aumento da produção numa empresa permitir a especialização de uma linha de produção ou a ocorrência de economias de aprendizagem (learning economies). (SEAE, 2010) 7 Empresas de nicho: são microempresas e/ou empresas de pequeno porte que atuam em mercados específicos pouco explorados pelas médias e grandes empresas. (SEBRAE, 2010)

25
área acadêmica, contratações de especialistas de outros setores, acesso a publicações de
mídias impressas e eletrônicas especializadas, e, principalmente, pelo apoio técnico
fornecido por fornecedores de insumos, produtos e processo (ABIHPEC, 2009).
Sócio-ambientalmente, o setor reflete, a exemplo de toda sociedade organizada e
consciente, o desejo em identificar, desenvolver e implantar soluções que levem a melhoria
contínua dos seus processos, oferecendo produtos e serviços, que visam o desenvolvimento
sustentável. Nesse sentido, o setor por meio da participação de grupos de trabalho,
coordenados pela ABIHPEC, vem realizando um conjunto de ações que abrange a cadeia
produtiva e suas interfaces, além de integrar-se a projetos de ação global, a exemplo das
alterações climáticas, incentivando a construção de uma agenda positiva baseada na
agenda 21 proposta na RIO 92 (ABIHPEC, 2009). De fato, reconhecê-se que as grandes
empresas merecem destaque no setor por praticarem a sustentabilidade e que a há
incentivos para as micro, pequenas e médias empresas adotarem programas ambientais em
suas unidades fabris.
Como parâmetro estatístico, o setor utiliza-se de dados coletados adaptados à realidade do
mesmo, a partir de publicações realizadas por órgãos governamentais e não
governamentais como: Relatório Anual de Informações Sociais (RAIS), que é coletada e
tabulada pelo Ministério do Trabalho e do Emprego (MTE), Pesquisa Industrial Anual (PIA)
elaborada pelo Instituto Brasileiro de Geografia e Estatística (IBGE), dados de exportação e
importação disponibilizados pela Secretaria do Comércio Exterior (SECEX), Panorama
Anual do Setor, que sintetiza os dados destes três citados mais os dados internacionais
codificados pela Euromonitor, redigido pela ABIHPEC e, dados da indústria química
brasileira, sistematizada e divulgada pela ABIQUIM.
O maior impasse que cerca o estudo analítico do setor está na classificação do setor pelos
órgãos governamentais. Dentro da Classificação Nacional da Atividade Econômica
(C.N.A.E.), utilizada tanto pelo IBGE na elaboração da PIA, como pelo MTE para coletar e
tabular os dados da RAIS existe um código específico para a atividade de fabricação de
produtos cosméticos, que é a Classe 2063-1, Fabricação de cosméticos, produtos de
perfumaria e de higiene pessoal (IBGE/SIDRA, 2010). Trata-se de uma classificação muito
generalizada que pode levar a uma interpretação imprecisa sobre o setor, visto a natureza
de muitas empresas multiproduto e/ou multiplantas em território nacional não terem a
fabricação de produtos cosméticos como atividade principal.

26
Em termos de classificação de produto, a mais utilizada no Brasil é Nomenclatura Comum
do Mercosul (NCM), originado a partir do Sistema Harmonizado (SH) adotado
mundialmente. Segundo esta classificação, os produtos de cosméticos, perfumaria e higiene
pessoal estão inseridos no Capítulo 33 - Óleos essenciais e resinoides; produtos de
perfumaria ou de toucador preparados e preparações cosméticas (IBGE/SIDRA, 2010).
Nesse caso, também se verifica a dificuldade de delimitação do setor, já que alguns
produtos que compõem o rol das empresas de cosméticos, como sabonetes, não estão
inseridos no referido capítulo, o que traz prejuízos à análise do montante exportado.
No que se refere às importações, problema semelhante também é verificado, já que alguns
dos insumos bastante utilizados pelo setor não constam do Capítulo 33, especialmente os
insumos básicos químicos e embalagens de vidro. Fontes ligadas ao setor são unânimes em
apontar que os dados de importação da indústria de cosméticos estão certamente
subestimados por causa da dificuldade de incorporação desses dois itens. (GARCIA e
SALOMÃO, 2008).
2.1.3. Panorama Mundial da Indústria Cosmética A indústria cosmética é classificada, usualmente, como um segmento da química,
juntamente com perfumaria e higiene pessoal, totalizam cerca de 7% da produção da
indústria química mundial, como mostra a Tabela 1.
De acordo com a tabela, verifica-se uma maior participação dos países localizados fora da
região européia, merecendo destaque a China alcançando um peso próximo a 6% no setor
devido a sua política econômica agressiva de expansão capitalista e praticando taxas
mínimas de impostos, deixando para trás os países europeus com tradição neste setor que
alcançaram em média 4% em 2009.
Os países como Estados Unidos e Japão são os principais atores internacionais do setor
com grandes empresas transnacionais8, que atuam geralmente em diversos segmentos da
indústria – cosméticos, perfumaria e higiene pessoal – e possuem ligações importantes com
atividades químicas, farmacêuticas e, em alguns casos, de alimentos, aproveitando-se das
economias de escala e de escopo decorrentes da proximidade da base técnica-produtiva e,
sobretudo, comercial dessas atividades.
8 Empresas transnacionais - entidade autônoma que fixa suas estratégias e organiza sua produção em bases internacionais, ou seja, sem vínculo direto com as fronteiras nacionais. (SILVA, 1998)

27
TABELA 1 – PARTICIPAÇÃO DA INDÚSTRIA DE HPPC NA PRODUÇÃO DA INDÚSTRIA QUÍMICA MUNDIAL POR PAÍSES REPRESENTATIVOS – ANO BASE 2009
Países Representativos
Faturamento em US$
(em bilhões)
Química de base + Especialidades
Químicas + Farmacêutica (%)
Higiene Pessoal, Perfumaria e
Cosméticos (%)
Peso do setor sobre a produção total da Indústria
Química (%) 1° Estados Unidos 674,0 83,2 16,8 20,2
2° China 635,0 94,1 5,9 6,3
3° Japão 286,0 88,6 11,4 12,9
4° Alemanha 213,0 95,0 5,0 5,3
5° França 135,0 95,3 4,7 4,9
6° Itália 105,0 96,4 3,6 3,7
8° Brasil 101,0 91,9 8,1 8,8
9° Reino Unido 97,0 95,7 4,3 4,5
12° Espanha 65,0 96,9 3,1 3,2
13° Rússia 64,0 97,0 3,0 3,1
Média ponderada 7,3
FONTE: Dados adaptados de ABIQUIM (2011) e ABIHPEC (2010).
Como característica marcante da estratégia empresarial destes países verifica-se a
internacionalização do setor investindo-se em capacidades produtivas identificadas aos
mercados locais e ativos comerciais, como marca e canais de distribuição. Antes de
empreender esforços mais expressivos de internacionalização, as empresas procuram
estabelecer nos mercados-destino suas marcas próprias e canais de comercialização e
distribuição dos produtos.
Uma tendência que vem sendo crescentemente verificada na indústria transnacional
cosmética é a estratégia de subcontratação das atividades produtivas junto a empresas
especializadas na manufatura. Esse processo é muito comum em outros setores industriais,
como as demais indústrias não pertencentes ao ramo químico (GARCIA, 2005).
Muitas empresas têm se utilizado dessas estratégias para o processo de internacionalização
de sua atuação. Por meio dessa estratégia, as empresas conseguem atuar de modo mais
próximo ao seu mercado destino, sem, no entanto, imobilizar volumes mais expressivos de
recursos.
Na outra face desse processo, nota-se o crescimento das empresas especializadas em
manufatura, que se aproveitam das economias de escala na fabricação de produtos
cosméticos para diversas empresas subcontratantes (GARCIA, 2005).

28
2.1.4. Panorama Brasileiro da Indústria Cosmética
O mercado brasileiro é bastante expressivo, como mostram as Tabelas 2 e 3, estimado
como sendo da ordem de US$ 13,8 bilhões (ABIQUIM, 2011), representando um pouco
mais de 11% do faturamento da indústria química nacional e 10% do mercado mundial
(ABIHPEC, 2011).
TABELA 2 – FATURAMENTO LÍQUIDO EM US$ BILHÕES DA INDÚSTRIA QUÍMICA BRASILEIRA NOS ANOS 2008 – 2010
Segmentos 2008 2009 2010 Peso do setor
sobre o total (%) US$ % US$ % US$ %
Higiene Pessoal, Perfumaria e Cosméticos
10,5 8,5 11,3 11,4 10,6 13,8 11,2
Química de base + Especialidades Químicas + Farmacêutica
111,6 91,5 89,7 88,6 119,6 86,2 88,8
TOTAL 122,2 100,9 130,2 100,0
FONTE: Adaptado de ABIQUIM, 2011
Essa importância é atestada pela presença das grandes empresas transnacionais do setor,
que possuem atividades produtivas e comerciais bastante relevantes no Brasil como a
Unilever, Procter & Gamble, Johnson & Johnson, Colgate-Palmolive, L’oréal, Revlon, Wella,
Beiersdorf, Payot e Avon. Atuantes no país desde a década de 50, suas ações estão
voltadas em constantes investimentos para aumento da capacidade de produção e
incremento das ações publicitárias e comerciais no setor (LOUZADA e SILVA, 2006). É
importante destacar também a participação importante de empresas nacionais no setor
como Natura, Niasi, Jequiti e Boticário (ABIHPEC, 2010).
O Brasil tem atraído cada vez mais a atenção das empresas estrangeiras que atuam no
setor, devido ao aumento significativo no consumo de produtos de Higiene Pessoal pelas
classes econômicas mais expressivas no país (C e D), aumento da expectativa de vida e
participação da mulher no mercado de trabalho – ponto marcante no poder de decisão em
compra, posicionando-o no terceiro colocado mundial no mercado, conforme citado na
Tabela 3.

29
TABELA 3 - MERCADO MUNDIAL DE HPPC E RANKING DOS 10 MAIORES MERCADOS
Higiene Pessoal, Perfumaria e
Cosméticos
2010 US$ Bilhões
(preço ao consumidor)
Percentual (%) Crescimento Participação
Mundo 374,3 7,0 1 Estados Unidos 59,8 1,7 16,0 2 Japão 43,8 6,8 11,7 3 Brasil 37,4 30,1 10,0 4 China 23,6 10,8 6,3 5 Alemanha 17,7 -2,0 4,7 6 França 15,9 -3,8 4,2 7 Reino Unido 15,3 3,4 4,1 8 Rússia 12,5 15,0 3,3 9 Itália 12,0 -4,5 3,2
10 Espanha 10,4 -5,3 2,8 As 10 mais 248,3 6,3 66,3
FONTE: ABIHPEC, 2011
O Brasileiro e’ o primeiro consumidor em desodorante, produtos infantis e perfumaria,
segundo mercado em produtos masculinos, higiene oral, proteção solar, cabelos e banho;
terceiro em cosmético coloridos; quarto em pele e quinto em depilatórios (ABIHEPEC,
2011).
Com relação à participação dos três principais segmentos que compõem o faturamento do
setor, o de higiene pessoal foi responsável, em 2010, por 62,8%, seguido pelo de
cosméticos, 21,2%, e de perfumaria, 16,2%, conforme Figura 1.
Higiene pessoal62,6%
Perfumaria16,2%
Cosméticos21,2%
FIGURA 1 – PARTICIPAÇÃO DOS SEGMENTOS DE HPPC – 2010 FONTE: Adaptado de ABIHPEC, 2011

30
Outra característica marcante do setor é a sua elevada capacidade de criação de empregos,
especialmente nas etapas relacionadas com a comercialização do produto, conforme Tabela
4.
TABELA 4 – EVOLUÇÃO DO EMPREGO GERADO NA INDÚSTRIA DE COSMÉTICOS
EMPRESA Ano Crescimento
(em %) Crescimento
médio 2010/1994 1994 2010
Indústria 30.100 68.000 125,9 5,6
Franquia 11.000 34.000 209,1 7,8
Consultora Venda Direta 510.000 2.700.000 429,6 11,8
Profissionais de Beleza 579.000 1.480.000 155,6 6,5
TOTAL 1.130.100 4.282.000 278,9 9,3
FONTE: ABIHPEC, 2011
Todavia, grande parte dos empregos gerados no setor, particularmente, aqueles nas etapas
de comercialização, é composta por ocupações não qualificadas e sem vínculo
empregatício.
A Figura 2 mostra que mais da metade do emprego no setor (e nos seus canais de
comercialização) está vinculado aos esquemas de venda direta de produtos de cosméticos e
também perfumaria. O mesmo inclui também os chamados profissionais de saúde e beleza
(como visagistas, manicures, esteticistas, e podólogos), que se inserem nas atividades de
serviços pessoais, mas estão indiretamente vinculados à indústria de cosméticos.
Indústria; 1,6% Franquia; 0,8%
Vendas Diretas; 63,1%
Profissionais de saúde e beleza;
34,6%
FIGURA 2 – DISTRIBUIÇÃO DA MÃO-DE-OBRA EMPREGADA NO SETOR DE HPPC – 2010 FONTE: Adaptado de ABIHPEC, 2011

31
Como se vê pela Figura 2, cerca de 60% da mão de obra envolvida com o setor está
associada ao sistema de venda direta. Nota-se que o volume de emprego nas atividades de
comercialização e de serviços, bem como os empregos na manufatura é relativamente
menos importante.
A multiplicidade das formas de comercialização é outra característica peculiar do setor,
dividindo-o comercialmente nas modalidades de varejo tradicional, venda direta e franquia.
A Tabela 5 mostra os canais de distribuição no setor, da qual se pode observar a
concentração do volume de vendas no canal de varejo tradicional, que atende todas as
classes econômicas. Os outros canais estão voltados à venda de produtos com maior valor
agregado, direcionado para o público A e B.
TABELA 5 – FORMAS DE COMERCIALIZAÇÃO NA INDÚSTRIA DE COSMÉTICOS – PARTICIPAÇÃO SOBRE O TOTAL DO FATURAMENTO DO SETOR
FONTE: Adaptado de ABIHPEC, 2011
Cabe ressaltar que a comercialização de produtos de higiene pessoal se dá principalmente
por meio do sistema tradicional de varejo, seja através de supermercados, lojas
especializadas ou drogarias. Já para os produtos cosméticos, a importância do varejo
tradicional cai para pouco mais de 60% e mais de um terço das vendas é realizado pelo
sistema “porta a porta”. Para produtos de perfumaria, a venda direta é responsável por
quase 60% das vendas e o sistema de franquia por cerca de 20% (GARCIA e SALOMÃO,
2008).
Quanto aos indicadores econômicos do setor, o saldo da balança comercial é pequeno
frente ao de outros países, com uma participação de apenas 0,3%. No entanto, no período
entre 2001 e 2010, o país tem demonstrando um crescimento acumulado de 275,3% nas
exportações, enquanto que as importações cresceram 216,0%, conforme a Tabela 6
(ABIHPEC, 2011).
Canais Valor em Reais (%) Volume em Toneladas (%)
Varejo Tradicional 62,2 90,3
Venda Direta 31,7 8,6
Franquia 6,1 1,1

32
TABELA 6 – BALANÇA COMERCIAL BRASILEIRA FOCADA NO SETOR DE HPPC – 2001 A 2010
FONTE: ABIHPEC, 2011
Cabe destacar que a grande participação de empresas transnacionais nesse mercado tem
levado o país a ter um saldo positivo na balança comercial, pois tem servido de base
exportadora intrafirmas na América do Sul.
De acordo com este quadro econômico, o saldo da balança comercial mostra um Brasil
fragilizado pela concorrência em produtos de HPPC, que se sustenta na quantidade e falha
na qualidade tecnológica priorizada pelos países desenvolvidos, referência em consumo
mundial de produtos cosméticos.
O setor de HPPC é altamente dependente da importação de matérias-primas e de
embalagens diferenciadas. Algumas especialidades químicas, embalagens e seus materiais
não possuem substitutos nacionais e, mesmo uma política contundente de substituição de
importação, provavelmente seria ineficaz pela pouca atratividade do mercado brasileiro tanto
BALANÇA COMERCIAL HIGIENE PESSOAL, PERFUMARIA E COSMÉTICOS
ANO IMPORTAÇÃO EXPORTAÇÃO SALDO
US$'000 % CRESC US$'000 % CRESC US$'000
1998 281.198 1,5 141.573 3,2 139.625
1999 206.424 26,6 168.015 18,7 38.408
2000 220.374 6,8 184.748 10,0 35.626
2001 199.533 9,5 191.510 3,7 8.022
2002 152.284 23,7 202.755 5,9 50.471
2003 150.279 1,3 243.888 20,3 93.610
2004 156.830 4,4 331.889 36,1 175.059
2005 211.658 35,0 407.668 22,8 196.010
2006 294.568 39,2 488.835 19,9 194.268
2007 373.440 26,8 537.497 10,0 164.057
2008 465.794 24,7 647.885 20,5 182.090
2009 456.178 2,1 587.575 9,3 131.398
2010 696.487 52,7 693.318 18,0 3.169
% Cresc. últimos
10 anos
216,0 275,3
% Médio últimos
10 anos
12,2% 14,1%

33
para os fabricantes estrangeiros como para o desenvolvimento de empresas nacionais para
essa finalidade (CNQ, 2010).
O mercado nacional tem sido considerado como um dos maiores do mundo e, com a
continuidade do seu crescimento, verifica-se uma participação ativa de empresas
internacionais que não possuem operações fabris, ou estão presentes ainda de forma muito
sutil na modalidade de distribuição/representação local, como é o caso das empresas Lush,
Ebel Paris, L´Occitane e The Body Shop. A maioria das citadas anunciou planos de iniciar a
produção interna no país (CNQ, 2010).
Algumas empresas do setor farmacêutico têm realizado grandes investimentos no setor de
HPPC, principalmente, nos chamados dermocosméticos ou cosmecêuticos9 (ABIHPEC,
2010).
A disponibilidade de matérias-primas na química convencional, mas, sobretudo na química
verde é uma das potencialidades que o setor deve aproveitar nos próximos anos, de acordo
com o comportamento mundial em consumo de produtos orgânicos (ABIHPEC, 2010).
Os investimentos para o próximo período 2010-2011 estão destinados em ordem de
prioridade ao aumento da capacidade produtiva, compra de equipamentos, lançamento e
divulgação de novos produtos, pesquisa de novos produtos e melhoramento da estrutura de
pesquisa da empresa (CNQ, 2010).
A tendência para atender o mercado é a subcontratação de serviços terceirizados na
indústria de cosméticos (CNQ, 2010).
2.2. TERCEIRIZAÇÃO NO SETOR
A partir de 1992 houve um período de grande crescimento interno de consumo de
cosméticos, o que levou a necessidade de grandes investimentos de produção. A abertura
de mercado gerou um aumento no volume dos produtos importados e aumentou a
competição no setor (ABIHPEC, 2010).
Assim, a ampliação da capacidade produtiva das empresas se tomou obrigatória, e, é claro
9 Dermocosméticos ou cosmecêuticos – Cosméticos com princípios ativos, atribuindo ao produto certo grau terapêutico.

34
que nem todas elas estavam preparadas para isso. Desse fato, surgiu a necessidade de se
procurar prestadores de serviços especializados, no processo denominado terceirização.
“Terceirização ou outsourcing pode ser definida como a contratação de terceiros para executar parte ou a totalidade de determinadas funções da organização. Na realidade, trata-se de uma transferência de atividades de uma organização para outra [...] que passam a serem fornecedores. [...] substituindo-se custos fixos por custos variáveis e efetuando-se desinvestimento em ativo fixo” (CHIAVENATO 1999a, p. 415)
A subcontratação na indústria de cosméticos, mais que uma tendência, é uma das principais
características da organização industrial da cadeia produtiva. Em alguns países, como a
França, por exemplo, a subcontratação ultrapassa as fronteiras do país, abrangendo mais
de um setor. No Brasil, ao contrário, é restrita ao mercado interno, mas é parte integrante de
um mesmo setor (GARCIA, 2009).
O que torna a terceirização no setor economicamente viável e atrativa é que boa parte das
inovações tecnológicas podem ser adquiridas dos segmentos fornecedores (aditivos,
ingredientes e embalagens). Com isto, a empresa produtora do setor, concentra a sua
atenção e gastos nos processos produtivos, comercialização e publicidade.
A empresa contratada10 pode exercer atividades mais restritas ou se encarregar de todas as
atividades, desde o desenvolvimento e toda a documentação a ele relativa, compra de
matéria-prima, até a embalagem do produto. Com os contratos11, incluindo cláusulas de
sigilo, busca-se explicitar deveres e resguardar direitos de contratante (por exemplo, no
caso de ser detentor da fórmula) e contratados (por exemplo, quanto à interrupção das
encomendas em prazo não compatível com os investimentos incorridos para atendê-las).
Outra possibilidade dentro deste contexto é utilizar a terceirização para:
• Atender aumentos circunstanciais ou sazonais da demanda por produtos da empresa
contratante12; complementando de forma consistente a sua capacidade interna,
10 Empresa Contratada: Empresa que executa etapas da fabricação ou fabricação total de Produtos de Higiene Pessoal, Cosméticos e Perfumes, corresponsável pelos aspectos técnicos e legais inerentes à atividade objeto da terceirização. Também chamada empresa terceirista. 11 Contrato: É o documento devidamente legalizado em cada Estado Parte que estabelece o vínculo entre as empresas envolvidas nas atividades objeto desta Regulamentação. 12 Empresa Contratante: Empresa titular de produto que desenvolve no mínimo uma etapa do processo de fabricação e contrata serviços de fabricação total ou parcial de produtos e serviços de controle de qualidade e/ou armazenamento de terceiros, responsável por todos os aspectos legais e técnicos vinculados com o produto ou processo objeto da terceirização.

35
como é o caso da maioria das grandes empresas como, por exemplo; Avon, Natura,
Johnson & Johnson, Nívea;
• Realizar as etapas iniciais e/ou finais da empresa contratante, quando esta não tem
capacidade de investimento para ter fabricação própria, como no caso das médias
empresas citando a Adcos que terceiriza o envase de um produto em aerossol;
• Ser parte integrante da estratégia da empresa contratante, que embora com
capacidade financeira, optou por não fabricar inicialmente no país como, por
exemplo, a Anna Pegova, sem unidade fabril no Brasil que subloca a terceirista para
produzir a sua linha de cosméticos;
• Atuar de maneira definitiva na gestão da marca e na comercialização, como no caso
da maioria das pequenas empresas com Marcelo Beauty e redes de distribuição
como o Grupo Pão de Açúcar, Carrefour e Wall Mart com as suas marcas, Taeq,
Les Cosmètiques e Equate, respectivamente.
Embora seja parte integrante da estrutura organizacional do setor, em épocas de expansão,
o número de terceiristas tende a aumentar pelo aumento da demanda por esse tipo de
atividade. São práticas comuns, alguns dos profissionais demitidos de grandes empresas,
usarem os conhecimentos adquiridos, fomentando esta modalidade de serviços nos dois
lados da cadeia: uma parte investe no desenvolvimento de novos produtos, recorrendo à
fabricação em terceiros, por falta de capital suficiente para investir em uma planta fabril.
Outros, com mais capital disponível, iniciam a empresa já preparada para atender contratos
de outras empresas, tornando-se prestadores de serviço.
No Brasil, a terceirização no setor de cosméticos é regulada pela ANVISA. A Resolução
RDC nº 176, de 21 de setembro de 2006 estabeleceu os critérios relativos à terceirização de
etapas da fabricação ou fabricação total de Produtos de Higiene, terceirização de etapas da
fabricação ou fabricação total de Produtos de Higiene Pessoal, Cosméticos e Perfumes.
Pela resolução, cabe destacar os seguintes aspectos em relação à natureza da empresa
terceirista e o regime de contratação entre contratante e contratada:
• A empresa contratada (ou terceirista), que deve ter autorização da Autoridade
Sanitária Competente, executa mediante contrato (devidamente legalizado em cada
Estado Parte, que estabelece o vínculo entre as empresas envolvidas nas atividades
objeto da Regulamentação), etapas da fabricação ou fabricação total de Produtos de
Higiene Pessoal, Cosméticos e Perfumes.

36
• A contratante, seu responsável técnico13 e seu representante legal14, e a empresa
contratada são solidariamente responsáveis perante as autoridades sanitárias, pelos
aspectos técnicos, operacionais e legais inerentes à atividade objeto da
terceirização.
• O controle de qualidade em processo na etapa de elaboração é privativo da empresa
fabricante do produto, portanto, em condições normais, não pode ser terceirizado. A
contratação de terceiros para a realização de controle de qualidade só é permitida
em casos em que a complexidade da análise exija a utilização de equipamentos ou
recursos altamente especializados, e, nos casos de análises que são realizadas com
frequência tão baixa que não se justifica a aquisição de equipamentos para tal fim.
Nesses casos, podem ser realizados contratos com laboratórios analíticos
capacitados e reconhecidos pela autoridade sanitária competente.
• No âmbito das atividades terceirizadas, a planta e a distribuição física industrial do
contratado são consideradas como extensão da empresa contratante, e, portanto,
são passíveis de inspeção pela autoridade sanitária competente, em conformidade
com as “Boas Práticas de Fabricação” vigentes. Todas as atividades devem ser
definidas em contrato, no qual deve constar a forma pela qual o responsável técnico
da empresa contratante vai exercer sua responsabilidade quanto à aprovação dos
lotes dos produtos para a venda e quanto à emissão do laudo de análise de
qualidade.
• A empresa contratante pode inspecionar as instalações da contratada a qualquer
momento. Além disso, o contratado deve manter registro documental referente às
informações das atividades que exerce inerentes aos produtos mediante contrato e
colocá-lo à disposição do contratante. Esses procedimentos são importantes, pois,
pela Resolução, a empresa titular deve manter em seu poder os documentos que
contenham as informações necessárias para a rastreabilidade do produto com as
atividades terceirizadas para serem apresentados à autoridade sanitária quando
solicitados (ANVISA, 2006).
Em síntese, a manufatura, embora não represente um obstáculo pela disponibilidade da
terceirização, dentro da esfera de comercialização, ela pode representar a mais forte
barreira à entrada e a permanência de empresas de menor porte.
13 Responsável Técnico/Diretor Técnico/ Regente - Profissional legalmente habilitado pela Autoridade competente para exercer a responsabilidade técnica das atividades desenvolvidas pela empresa e reguladas pela legislação sanitária vigente. 14 Representante Legal - Pessoa que representa a empresa e responde administrativa, civil, comercial e penalmente pela mesma.

37
Nos campos principais do mercado, essas empresas possuem expressivas dificuldades,
particularmente as relativas à distribuição e se sobressaem em nichos que as médias e
grandes empresas não atuam, como por exemplo, na produção de lotes reduzidos ou no
fracionamento de lote entre várias empresas.
2.3. PEQUENA EMPRESA: CRITÉRIOS DE CLASSIFICAÇÃO
Existem diversos autores que delimitam a definição de Pequena Empresa. Não há um
consenso universal sobre o tema, pois cada país adota critérios específicos de acordo com
suas peculiaridades e intenções classificatórias quanto à tributação fiscal (DIESTE apud
FELIPPE, 2003). Cabe descrever os princípios considerados para o delineamento de perfil
das pequenas empresas no Brasil e sua inserção no contexto ambiental estabelecido neste
trabalho.
Historicamente, os Estados Unidos foram o primeiro país a definir a pequena empresa,
descrição publicada no Selective Service Act15 em 1948, estabelecendo que, para uma
entidade ser considerada como PE, deveria atender aos seguintes critérios: posição não
dominante no comércio ou indústria da qual faz parte; número de seus empregados não
superior a 500; autossuficiente e operante independente do governo americano (FILION
apud MOTTA, 2000:67).
Os critérios geralmente utilizados para classificação são quantitativos, qualitativos ou uma
combinação de ambos. Os quantitativos, normalmente mais utilizados por serem de fácil
acesso, são de ordem econômica e/ou contábil e determinam o porte da empresa através de
indicadores como: número de funcionários, valor de faturamento, valor de mobilização de
ativos, capital social, patrimônio líquido e lucro.
O qualitativo, embora permita uma identificação mais real do porte da empresa é de mais
complexa obtenção. Os indicadores analisados são de cunho gerencial e social e
consideram: organização e administração, especialização dos cargos-chave, dificuldade na
obtenção de financiamento, condições de participação e domínio de mercado em termos de
concorrência, produtos comercializados, aquisição de insumos e matérias-primas, nível
tecnológico, independência de grupos e empresas.
15 Selective Service Act – projeto de lei pós-guerra referente às alterações aos artigos legais de Guerra assinado pelo Comitê das Forças Armadas, que se tornou lei constitucional (Elston Act) em 1948.

38
A associação de ambos os critérios, qualitativo e quantitativo, parece permitir uma melhor
classificação já que levam em conta os aspectos econômicos, características sociais e
políticas da empresa assim como o ambiente em que atua. Todavia, o critério mais utilizado
é o quantitativo devido a várias vantagens: permite a rápida determinação do porte da
empresa; é fácil de ser coletado; permite o emprego de medidas de tendência de tempo;
possibilita análises comparativas; são de uso corrente nos setores institucionais, públicos e
privados (DIESTE apud FELIPPE, 2003).
No Brasil, os critérios quantitativos em relação a quadro de colaboradores são usados por
três fontes de referência: Ministério do Trabalho e Emprego, a partir da publicação do
Relatório Anual de Informações Sociais, Instituto Brasileiro de Geografia e Estatística com a
elaboração de sua Pesquisa Industrial Anual e Serviço Brasileiro de Apoio às Micro e
Pequenas Empresas - SEBRAE.
Para este trabalho, o indicador adotado será o estipulado pelo SEBRAE. A entidade adota
um conceito amplo e diversificado para micro e pequena empresa em função da região,
estado ou município em ela se encontra localizada, de seu porte econômico-financeiro, do
ramo de negócio e da forma jurídica, conforme Quadro 1.
QUADRO 1 – DEFINIÇÃO DO PORTE DA EMPRESA DE ACORDO COM A SITUAÇÃO ECONÔMICO-FINANCEIRA
Ordenação Jurídica
adotada pelo BNDES
Porte da empresa
Micro Pequena
Receita Bruta anual
(Decreto nº 5.028/2004,
de 31/03/2004)
≤ a R$ 433.755,14 Superior a R$ 433.755,14 e
≤ a R$ 2.133.222,00
Receita Bruta anual
(Medida Provisória
275/05 (SIMPLES))
≤ a R$ 240.000,00 Superior a R$ 240.000,00 e
≤ a R$ 2.400.000,00
Faturamento anual
(Indicador Paulista)
< a dez mil UFESP (Unidade
Fiscal do Estado de São Paulo)
entre dez mil e cem mil UFESP
(Unidade Fiscal do Estado de São
Paulo)
FONTE: Adaptado de SEBRAE, 2010
Porém, para efeitos estatísticos, o SEBRAE utiliza o critério de número de colaboradores
combinado com o setor em que a empresa atua conforme Quadro 2.

39
QUADRO 2 – DEFINIÇÃO DO PORTE DA EMPRESA DE ACORDO COM O NÚMERO DE COLABORADORES
Número de colaboradores
Porte da empresa Micro Pequena Média Grande
MTE/RAIS 0-19 20-99 100-499 Acima de 500 SEBRAE Indústria
0-19 20-99 100-499 Acima de 500
SEBRAE Comércio e Serviços
0-9 10-49 50-99 Acima de 100
FONTE: Adaptado de SEBRAE, 2010
2.3.1. Caracterização e análise do desempenho das pequenas empresas brasileira no setor de HPPC
De acordo com os dados publicados pela ABIHPEC em 2010, existem no Brasil 1.659
empresas atuando no mercado de produtos de Higiene Pessoal, Perfumaria e Cosméticos,
sendo que 20 delas são de grande porte, com faturamento líquido de impostos acima dos
R$ 100 milhões, representando 73,0% do faturamento total. As empresas estão distribuídas
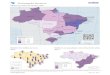
por região/estado de acordo com a Figura 3.
FIGURA 3 – DISTRIBUIÇÃO NACIONAL DE EMPRESAS NO SETOR DE HPPC FONTE: ABIHPEC, 2011

40
Segundo as informações do Relatório Anual de Informações Sociais (RAIS/MTE) e no
Sistema IBGE de Recuperação Automática (SIDRA) existiam 4617 empresas classificadas
na Seção C – Indústria da Transformação; Divisão 20 – Fabricação de Produtos Químicos;
Grupo 20.6 – Fabricação de sabões, detergentes, produtos de limpeza, cosméticos,
produtos de perfumaria e de higiene pessoal em 2008.
Vale observar que os números do RAIS/IBGE não consideram a subclasse 2063-1 –
Fabricação de cosméticos, produtos de perfumaria e de higiene pessoal, dando um
resultado muito superficial, margeando para dados estimados do setor. Apesar de não
considerar todas as empresas que fabricam cosméticos, as informações do RAIS/IBGE
permitem analisar um pouco melhor a estrutura do setor. Como ressaltado anteriormente,
uma das características fundamentais dessa indústria é a existência de barreiras à entrada
pouco significativas, o que permite a existência de um número elevado de micro e pequenas
empresas.
De acordo com o porte da empresa no setor e a quantidade de colaboradores, listados na
Tabela 7, os dados referentes a 2008, apontam que as empresas com até quatro pessoas
ocupadas respondem por mais de 60% do total sendo que a maior concentração está nas
regiões Nordeste e Sudeste.
TABELA 7 – SETOR HPPC: NÚMERO DE EMPRESAS E DE COLABORADORES POR PORTE (2008)
CNAE 2.0 = 20.6: Fabricação de sabões, detergentes, produtos de limpeza e HPPC – Ano 2008
Brasil e Região
Geográfica
Faixa de pessoal ocupado16
Variáveis
N° de empresas e outras organizações (Unidades) Pessoal ocupado
0 a 19 4010 17.517 20 a 99 487 19.185 100 a 499 99 20.468 500 e mais 21 27.949 Total 4.617 85.116
Continua
16 Faixa de pessoal ocupado – Critério utilizado pelo IBGE, adotado também pelo SEBRAE para definir o porte da empresa, considerando microempresa até 19 pessoas ocupadas, pequena empresa até 99 pessoas ocupadas, média empresa até 499 pessoas ocupadas e grande empresa acima de 500 pessoas ocupadas.

41
CNAE 2.0 = 20.6:
Fabricação de sabões, detergentes, produtos de limpeza e HPPC – Ano 2008
Norte
Faixa de pessoal ocupado
Variáveis N° de empresas e outras organizações (Unidades) Pessoal ocupado
0 a 19 90 412 20 a 99 14 346 100 a 499 3 x 500 e mais - x
Total 107 1.621
Nordeste
0 a 19 925 3.246 20 a 99 75 2.978 100 a 499 12 1.043 500 e mais 4 4.131 Total 1.016 12.571
Sudeste
0 a 19 1.808 9.183 20 a 99 294 11.687 100 a 499 69 1.448 500 e mais 15 21.789 Total 2.186 57.139
Sul
0 a 19 943 3.618 20 a 99 80 3.092 100 a 499 13 1.786 500 e mais 1 x Total 1.037 1058
Centro-Oeste
0 a 19 244 295 20 a 99 24 961 100 a 499 2 x 500 e mais 1 x Total 271 4.042
Nota: Os dados com menos de três informantes estão identificados com o caractere x.
FONTE: IBGE - Cadastro Central de Empresas, 2010
Somando as empresas com até 19 pessoas ocupadas, a participação acumulada chega a
aproximadamente 87% do número de empresas concentradas na região Sul e Sudeste.
Porém, elas respondem por apenas 21% do total de colaboradores.
As empresas das faixas entre 20 a 99 e 100 a 499 pessoas ocupadas responderam por
cerca de 10 e 2% do total, respectivamente, enquanto as empresas com mais de 500
pessoas ocupadas responderam pelo quase 1% restantes e estão localizados nas regiões
Norte, Nordeste, Sul e Sudeste. Vale ressaltar que, destas 21 empresas, apenas três
unidades possuem um quadro com mais de 1.000 colaboradores.

42
O aumento significativo de unidades funcionais de empresas de médio e principalmente de
pequeno porte, tem se intensificado nos últimos anos. Estas empresas foram originadas em
duas vertentes:
• Da segregação das tradicionais farmácias de manipulação, em medicamentos e
cosméticos, investindo o capital neste novo segmento e;
• Do planejamento e construção de pequenas unidades fabris especializadas em
sublocação de espaço e mão de obra especializada, para atender a demanda
produtiva das empresas que passaram a focar suas atividades para a divulgação de
suas marcas, gerada diretamente pelo crescimento do consumo nacional de
produtos do setor. (CETESB, 2006)
Considerando a participação das pequenas empresas do setor, verifica-se que as mesmas
atuam em vários segmentos, sendo a fabricação - incluindo a terceirização fabril - a mais
expressiva e competitiva. Isto ocorre por dois fatores, a saber:
a) Atendimento por demanda produtiva devido aos aumentos circunstanciais ou
sazonais das empresas de médio e grande porte; e
b) Ser utilizada em etapas iniciais e/ou finais das micro e pequenas empresas não
especialidades em fabricação ou das médias e grandes que se concentram na
gestão da marca e na comercialização. (CETESB, 2006)
Diante de um número extremamente relevante de micro e principalmente, pequenas
empresas no setor, buscar se diferenciar, oferecendo qualidade e produtividade nos
serviços de forma criativa, inteligente e economicamente viável é a chave para sobreviver,
enfrentando a concorrência e se mantendo no mercado, proporcionando grandes chances
de expansão quanto ao porte como por inclusão de atividades além da singular fabricação.
2.4. ESTRATÉGIAS DE SOBREVIVÊNCIA E DE DIFERENCIAÇÃO PRODUTIVA
PARA A AS PEQUENAS TERCEIRISTAS NO SETOR
Não há dúvidas que uma empresa exprime sua razão de existir pela vontade de seus
clientes. No setor de HPPC, o consumidor busca no produto cosmético: qualidade,
credibilidade quanto aos efeitos prometidos e, acima de tudo, segurança na preservação de
sua própria saúde. Para assegurar estas premissas, o mercado adota programas de gestão
da qualidade como estratégia de sobrevivência no setor e programas e/ou ferramentas de
gestão ambiental para a sua diferenciação no setor.

43
A estratégia de sobrevivência, independente do porte da empresa, consiste no cumprimento
da legislação ambiental e sanitária vigente no país, baseadas em programas de gestão
como as Boas Práticas de Fabricação. Neste sentido, o auto de inspeções focadas no
processo fabril contempla a melhoria contínua do processo produtivo, garantindo a
qualidade de seus produtos e serviços.
O roteiro de inspeção utilizado no setor está presente no anexo II da Portaria n°348,
presente no anexo A (ANVISA, 1997). Trata-se de um guia seccionado em subunidades
que englobam o sistema fabril com itens ou requisitos classificados em “imprescindível”,
“necessário” e “recomendável” para o cumprimento de Boas Práticas de Fabricação e
Controle.
Para manter-se “vivo” no mercado, basta cumprir os requisitos “imprescindíveis” e
“necessários” versados neste roteiro. Agora, como garantia a sua sobrevivência e iniciar a
sua evolução no setor, atender os requisitos “recomendáveis” e se utilizar de programas
ambientais e/ou outras ferramentas da qualidade, resulta em estratégias de diferenciação no
setor.
As estratégias de diferenciação são delineadas de acordo com o porte da empresa. Para
uma empresa terceirista de pequeno porte, a metodologia adotada vai de encontro a sua
realidade financeira, focando seus esforços em aplicar inicialmente, programas ambientais,
complementar as praticadas para a sua sobrevivência e evoluindo para a implantação de
ferramentas da qualidade para alcançar o seu desenvolvimento sustentável.
2.4.1. Estratégia de sobrevivência: Boas Práticas de Fabricação e Controle (BPF&C)
As BPF&C no setor foram instituídas para atender aos requistos harmonizados no Mercosul
e alinhá-lo nas diversas exigências de qualidade, produtividade e competitividade do
mercado mundial, visto que o país mostrou taxas de crescimento consideráveis na
exportação de HPPC nos cinco anos que antecedem a vigência legal da Portaria n° 348
(ABIHPEC, 2009).
Trata-se de um programa de qualidade baseado na ferramenta de gestão “Planejamento-
Execução-Verificação-Ação” (PDCA) que norteia todos os setores produtivos para a
implantação de um Sistema da Garantia da Qualidade (PALADINI, 2009; ANVISA, 1997).

44
O PDCA é um método de controle que utilizado para eliminar os desvios quando se
pretende “Manter a Qualidade”, assegurando os resultados do processo, ou quando
pretender “Melhorar a Qualidade” redirecionando o processo e implantando ações
corretivas, isto tudo dentro de uma perspectiva cíclica de planejamento da qualidade onde
se estabelecem padrões através de quatro fases: planejar (Plan), executar (Do), avaliar
(Check), e agir (Act) corretivamente (PALADINI, 2009). O processo está esquematizado na
Figura 4.
FIGURA 4 – CICLO PDCA DE CONTROLE DE PROCESSOS FONTE: Adaptado de CAMPOS, 2004 e PALADINI, 2009
Cada fase ou etapa funciona para o colaborador como construção de uma nova fase do
conhecimento dos problemas e da área onde atua diretamente. Com a aplicabilidade deste
método, obtém-se um nível de crescimento considerável, uma vez que caminha para o
alcance da eficiência profissional.
A primeira fase do ciclo (Plan) corresponde à definição da meta a ser atingida e o método
para alcançá-la. Nesta fase são utilizadas ferramentas para identificação, observação e
análise do problema, para então, ser traçado um plano de ação (planejamento) para sua

45
resolução e alcance da meta (PALADINI, 2009). Para cada problema identificado e
priorizado, pode-se estabelecer um projeto com análises e soluções, visando atingir a causa
e solucionar o problema no prazo estabelecido. No caso, das BPF&C, utiliza-se o plano de
ação 5W2H1S17, aplicado a partir de um roteiro ou check-list de Auditoria padronizado pela
ANVISA, verificando a capacidade da organização atendem os requisitos imprescindíveis,
necessários e recomendáveis para garantir a qualidade dos serviços, produtos e processos.
A segunda fase (Do) compreende a execução do que foi planejado e depois a coleta de
dados. Nesta etapa, criam-se instruções de trabalho (ITs) e procedimentos operacionais
padrão (POPs) de acordo com a meta traçada (CAMPOS, 2004). Os colaboradores são
treinados para que a execução das tarefas seja exatamente como prevista no plano
(PALADINI, 2009).
Em seguida, a terceira fase, a verificação (Check) dos resultados. A partir dos dados
coletados na execução, a partir de uma nova auditoria baseada no mesmo check-list
utilizado na primeira fase, compara-se o resultado alcançado com a meta planejada
(PALADINI, 2009).
Na quarta e última fase (action), caso a meta tenha sido atingida, as ações que levaram a
esses resultados podem tornar-se referência (padrão) e são implantados meios para manter
os bons resultados (PALADINI, 2009). Nesta fase, têm-se a validação dos POPs, a redação
do Manual da Qualidade e a instituição do Departamento da Garantia da Qualidade na
organização.
Caso não tenha sido atingida, são tomadas ações corretivas, agindo sobre os motivos de
modo a definir novos meios que levem a obter bons resultados no processo. E após uma
reflexão sobre todo o processo (conclusão) roda-se novamente o PDCA (PALADINI, 2009),
na busca da melhoria contínua.
Todas as empresas do setor, independente do porte ou ramo de atividade são obrigadas a
adotar as BPF&C em sua unidade funcional. No caso, das terceiristas, sua unidade fabril
torna-se uma extensão das distribuidoras que não as possuem e/ou fabricantes que
direcionam parte de sua produção para a contratada.
17 5W2H1S – Adaptação do 5W2H (What? (O que?), Why? (Por quê?) Who? (Quem?), Where? (Onde?), When? (Quando?), How? (Como?) e How much? (Quanto?)) de Ishikawa (PALADINI, 2009), incluindo a pergunta Show me? (Como monitorar / demonstrar resultados?). Trata-se de um plano de ação praticado pelo setor de HPPC baseado nessas oito perguntas realizadas em cada etapa do processo analisado, que permite planejamento e ajustes das não conformidades observadas.

46
As operações acordadas devem ser claramente discutidas, devendo o detentor do registro
do produto ou processo fornecer todas as informações por escrito no contrato de
terceirização, que deve explicitar as condições do processo de produção de um determinado
produto assegurando o atendimento à legislação específica do item contratado e os padrões
de qualidade do produto ou dos processos. O mesmo cabe às condições de execução
relacionadas ao produto ou processo deverão estar descritas no contrato elaborado
conjuntamente pelas partes.
A ANVISA determina que o terceirista deva respeitar contratos, principalmente nos tópicos
relacionados à qualidade, devendo participar do processo de auditorias para assegurar o
cumprimento das Boas Práticas de Fabricação e Controle, versado no anexo A da Portaria
n° 348, referente ao setor de HPPC (ANVISA, 1997).
Desde o recebimento dos insumos na unidade fabril até a disposição do produto final nos
pontos de venda, a terceirista, na figura representativa do departamento da Garantia da
Qualidade, documenta todas as inspeções, registros, instruções de trabalho, procedimentos
operacionais padrão, treinamentos de colaboradores para controlar e garantir a satisfação
do consumidor que busca na sua aquisição, qualidade, eficácia e principalmente, segurança
na preservação de sua própria saúde (ANVISA, 1997).
A seleção do terceiro deve ser feita por técnicos com competência específica, que observam
as estruturas, as condições de processo e estabelecem as regras que devem conter os
contratos.
Normalmente a parte técnica é abordada com inspeções realizadas na unidade fabril do
terceirizado, gerando um relatório de Auditoria da Qualidade apontando as verificações
comerciais e o atendimento às regras jurídicas (ANVISA, 1997).
O roteiro para auditoria, presente no anexo B, deverá obedecer à legislação vigente,
podendo ser amplo, em todas as áreas correspondentes ao processo do terceirizado ou
apenas na área a ser objeto do contrato dependerá aí das implicações e necessidade de
contemplá-lo na terceirização.
Todos os processos de validação asseguram o perfeito atendimento às regras de fabricação
ou manipulação, de acordo com a natureza do produto, visando à equalização de tempos de
processo nas linhas, não comprometendo a qualidade final do produto. Os envolvidos com o
processo de validação buscam verificar nas auditorias, todas as documentações

47
relacionadas ao equipamento, seja de calibração de instrumentos, de qualificação
envolvendo a instalação (Installation Qualification - IQ), operação (Operation Qualification -
OP) e atuação (Performance Qualification - PQ); manutenção (preventivo-corretiva /
corretiva / manutenção produtiva total - TPM), até a validação dos processos e dos sistemas
utilizados (CAMPOS, 2004).
Todas as observações feitas por ocasião da auditoria no terceirizado deverão constar em
documento apropriado que atenda às exigências determinadas pela Resolução da Diretoria
Colegiada (RDC) correspondente (ANVISA, 2005).
Assim que finalizada a inspeção, os auditores deverão conduzir a reunião de encerramento,
para expor aos responsáveis pelo contrato de terceirização todos os desvios verificados,
realizando-se um agendamento técnico, para a adoção de ações corretivas pertinentes.
A liberação para o início dos processos de terceirização somente será oficializada após a
constatação por meio do retorno, ou mesmo da participação dos responsáveis pela
terceirização de que todas as pendências técnicas que podem comprometer a qualidade
final do produto ou do processo foram atendidas.
Dentro deste contexto, representado pela Figura 5, vale expor que os quesitos a serem
atendidos englobam somente a Garantia da Qualidade do produto final. A grande
oportunidade para as terceiristas, principalmente de pequeno porte, galgar posição
consistente diante da concorrência e sobreviverem no mercado turbulento e extremamente
competitivo é adequar a unidade fabril a atender os quesitos “recomendáveis” versados no
manual de BPF&C, em conjunto com outras ferramentas da qualidade e/ou programas
ambientais, ampliando o seu Sistema de Garantia da Qualidade para Total ou Global.
Uma empresa que pratica a Qualidade Total no seu sistema caminha para a certificação de
seus produtos e serviços, e mostra ter estrutura suficiente para sobreviver no mercado e
buscar a sua sustentabilidade.
O enlace entre Gestão da Qualidade Total (TQM - Total Quality Management) e Gestão da
Qualidade Total Ambiental (TQEM - Total Quality Environmental Management) é um agente
para mudança cultural da organização, um veículo pelo qual as organizações aprenderam a
tornarem-se mais sensíveis aos consumidores e as suas necessidades, avaliando o próprio
sucesso nestes novos termos (WEVER apud NASCIMENTO et al.. 2002). É, em síntese,
uma estratégia de diferenciação perante a concorrência.

48
FIGURA 5 – ETAPAS CONSTRUTIVAS PARA A QUALIDADE TOTAL FONTE: ADAPTADO DE PALADINI, 2009
2.4.2. Estratégia de diferenciação: Controle severo dos Impactos Ambientais
O controle da poluição tem sido um dos maiores desafios ambientais do mundo atual. O
reconhecimento que a ação do homem contribui para a deterioração do ambiente natural e
dos recursos naturais faz com que todos os países busquem alternativas em relação à
restauração do meio ambiente.
Diante desse fato, estima-se que 70% de todos resíduos e emissões dos processos
industriais podem ser prevenidos na fonte pelo uso de procedimentos tecnicamente sadios e
economicamente rentáveis (BASS et al., 1992 apud NASCIMENTO et al., 2002).
Mobilizações neste sentido têm ocorrido oficialmente desde 1968, com a criação do Clube
de Roma, reunindo cientistas renomados, economistas, políticos, chefes de estado e até
mesmo associações internacionais visando promover um crescimento econômico estável e
sustentável da humanidade (NASCIMENTO et al., 2002). O último encontro oficial entre
países, reuniu 192 signatários em dezembro de 2009 na capital da Dinamarca,
Copenhague, para negociar um novo acordo global climático durante a 15ª Conferência das

49
Partes – Convenção das Nações Unidas sobre Mudança do Clima (COP-15).
O papel das empresas diante da consciência ecológica mundial está em fundamentar-se em
um novo paradigma baseado também nos seguintes fatores: cadeia de valor, flexibilização
dos trabalhos, melhoria contínua dos processos e produtos, preocupação com a satisfação
dos clientes, criação da organização virtual e redução do ciclo de vida de fabricação. Surge,
então, nesse novo ambiente produtivo, a variável ambiental. Com ela se pretende obter um
diferencial competitivo empresarial e, ao mesmo tempo, atender as queixas da sociedade
provenientes de um maior envolvimento desta com as questões ambientais (SILVA FILHO e
SICSÚ, 2003).
Distante da abordagem antiga de gerenciamento, que sugere a interpretação sobre os
problemas ambientais sejam considerados como obrigações a serem sanadas
simplesmente pelo fato de existirem leis punitivas, ou que faz parte de movimentos políticos
e somente é praticável apenas nas grandes empresas, o fator culminante está em tomar
uma atitude mais eficaz e rápida, para se adequarem aos requisitos legais ambientais
emergentes, passando, por conseguinte, a adotar uma atitude pró-ativa caracterizada pela
ética ambiental (CNTL, 2003).
As organizações focadas no futuro estão desenhando um novo cenário denominado
Ecologia Industrial (EI) – baseada em uma analogia de sistemas fabris e ambientais.
Promove um afastamento dos sistemas lineares abertos para cíclicos, semelhantes aos
encontrados no meio ambiente, onde não existem resíduos e sim matéria-prima para outras
atividades, reajustando desta forma o conceito de rejeito18 (CNTL, 2003).
A EI está baseada em seis princípios elementais:
a) Criação de ecossistemas industriais: maximização no uso de materiais reciclados na
produção, otimização no uso de materiais e energia, minimização na geração de
resíduos e reavaliação dos resíduos como matérias-primas para outros processos.
b) Equiparação das entradas e saídas dos processos industriais à capacidade natural
dos ecossistemas: compreensão da capacidade dos grandes sistemas naturais de
absorver resíduos tóxicos, ou de outro tipo, em situações típicas ou de desastre
ambiental.
18 Rejeito - Material que passou pelo processo produtivo consumindo: água, energia, matéria-prima, desgaste de equipamentos, mão-de-obra, participação nos custos fixos da empresa; mas que não se torna produto, ou seja, não agrega valor (CNTL, 2003)

50
c) Desmaterialização: redução na intensidade no uso de materiais e energia na
produção industrial.
d) Melhorar os caminhos metabólicos dos processos industriais e no uso de materiais:
redução ou simplificação dos processos industriais para que estes possam emular os
processos naturais, altamente eficientes.
e) Padrões sistemáticos no uso de energia: promover o desenvolvimento de um
sistema de fornecimento de energia que funcione como uma parte do ecossistema
industrial e que seja livre de impactos ambientais negativos aos padrões correntes
de uso de energia.
f) Alinhamento de políticas com a perspectiva de longo prazo da evolução do sistema
industrial: nações atuando em conjunto para integrar suas políticas econômicas e
ambientais (CNTL, 2003).
A maior aproximação da indústria química, em consequência – a cosmética, da prática da
Ecologia Industrial é a sua atuação baseada na Química Verde. Seu objetivo é fazer uso de
processos que minimizem os riscos à saúde das pessoas e ao meio ambiente, com foco na
maior eficiência dos recursos utilizados e no menor desperdício.
O alcance destas técnicas tem se limitado às vizinhanças da fábrica, ou seja, em minimizar
as emissões de substâncias nocivas resultantes do processo em questão. Este tipo de ação
pode ser associado às práticas de prevenção à poluição ou de produção mais limpa e é
essencial no caminho da Ecologia Industrial. Entretanto, impactos ambientais causados
localmente podem permanecer atuantes por um longo período de tempo e, também de
espaço (KOREVAAR apud BIAGIO e ALMEIDA, 2003).
Desta forma, se há intenção de se alcançar a sustentabilidade, deve-se incluir as interações
com o ambiente por períodos maiores de tempo e considerar o espaço mais abrangente que
as vizinhanças da empresa (Figura 6). Ou seja, deve-se levar em conta não só o processo
em si, mas também a implantação do processo e sua operação (KOREVAAR apud
GIANNETI e ALMEIDA, 2003).
Para expandir a Química Verde sob os conceitos da Ecologia Industrial deve-se adotar uma
análise sistêmica tanto dos produtos como dos processos, servindo-se de ferramentas no
âmbito empresa-ambiente, como a eco-eficiência, alcançada com a implantação de
programas de Prevenção a Poluição (P2), Minimização de Resíduos, Produção Mais Limpa
e/ou Produção Limpa, voltadas ao aumento da eficiência e diminuição do impacto ambiental
de cada unidade – produzir mais com menos ou no âmbito empresa-ambiente-empresa

51
(Eco-rede), como a Avaliação do Ciclo de Vida (ACV)19, alcançada com a implantação do
programa de Ecodesign (DfE)20 e sistema de Gestão Ambiental (SGA) que destinam-se a
tornar o sistema ambientalmente sustentável (GIANNETI e ALMEIDA, 2003), conforme
ilustrado na Figura 7.
FIGURA 6 – RELAÇÃO DOS PROBLEMAS AMBIENTAIS COM AS ESCALAS DE TEMPO E ESPAÇO LEVANDO EM CONSIDERAÇÃO A SUSTENTABILIDADE DO SISTEMA FONTE: GIANNETI e ALMEIDA, 2003
As razões que levam as organizações empresariais a elaboração destas ferramentas são
diversas, tais como: a economia de recursos (energia, água e matérias-primas), atuação
estratégica no mercado para a sua diferenciação, questões referentes à legislação, novos
conhecimentos e tecnologias em gestão, ou por razões pró-ativas em relação à preservação
ambiental, na busca de alcançar seu desenvolvimento sustentável.
De acordo com Lerípio (2001), a sustentabilidade organizacional se baseia no fator humano,
comandante das operações e que estabelecem algum tipo de vínculo com o espaço, meio
ambiente, economia, sociedade, cultura e tempo. O mesmo faz uma analogia com o
conceito de sustentabilidade proposto por Sachs (1993), apresentado a definição de
sustentabilidade organizacional, presente no Quadro 3.
19 ACV – É uma ferramenta para avaliar todas as cargas ambientais associadas a um produto, processo ou atividade e de identificação de alternativas para sua redução. A análise contempla todo o ciclo de vida do produto, processo ou atividade, da obtenção das matérias primas à disposição final de resíduos, abrangendo extração, transporte, fabricação, distribuição, uso, reuso, reciclagem e disposição final. 20 Ecodesign (DfE – Design for Environment) – incorpora a dimensão ambiental na concepção de produtos e serviços. Essa assume o mesmo grau de importância das variáveis tradicionalmente ponderadas como funcionalidade, custo, viabilidade técnica etc. O DfE visa reduzir os impactos ambientais do projetado ao longo de todo o seu ciclo de vida

52
FIGURA 7 – MAPA DE ABRANGÊNCIA DA ECOLOGIA INDUSTRIAL FONTE: Adaptado de VAN BERKEL (b), 2006
Com essas adaptações voltadas para as organizações, pode-se ter uma visão dirigida para
as necessidades de se remodelar a unidade fabril para que perpetuem e busquem um
equilíbrio de consumo de bens renováveis e não renováveis no seu sistema, alcançando a
sustentabilidade.
A indústria cosmética nacional como um todo – em maior ou menor grau – vem pensando a
sustentabilidade de forma estratégica, alinhando esse conceito às tomadas de decisão e
disseminando o conhecimento nos vários níveis e departamentos das organizações, com
ações educacionais para o engajamento dos profissionais e fornecedores envolvidos na
cadeia produtiva – apostando, sabiamente, no efeito multiplicador (FRANQUINO, 2011).
No setor cresce o desenvolvimento de produtos que utilizam ingredientes derivados de
insumos naturais, assim como a opção por embalagens feitas com materiais reciclados ou
recicláveis. Vale mencionar ainda as relações entre fabricantes de insumos cosméticos e
comunidades fornecedoras de matérias-primas. Essas parcerias abrangem treinamentos e o
desenvolvimento de planos para o manejo sustentável, e estão calcadas no conhecido tripé:
negócio socialmente justo, ecologicamente correto e economicamente viável (FRANQUINO,
2011).

53
QUADRO 3 – ANALOGIAS SOBRE A SUSTENTABILIDADE Sustentabilidade Sachs (1993) Lerípio (2001)
Ecológica Enfatiza a ampliação da capacidade de
utilização dos recursos renováveis do planeta,
mantendo a sua capacidade de renovação;
buscar alternativas ou limitar o máximo
possível à utilização de materiais não
renováveis; reduzir, reutilizar e reciclar o que
for possível e produzir de formar a reduzir o
volume de resíduos e poluentes.
O negócio tem que estar
inserido de forma
equilibrada no
ecossistema.
Ambiental É a busca equilibrada da configuração do
ecossistema com a ocupação antrópica,
visando à melhor distribuição das ocupações
territoriais atreladas as atividades econômicas.
O negócio tem que
utilizar racionalmente os
recursos naturais
existentes e disponíveis.
Social É a criação de um processo de
desenvolvimento sustentado e tem por
objetivo a melhoria da qualidade de vida da
população, implicando a adoção de programas
de inclusão social, distribuição de renda e
universalização de atendimento básico as
condições humanas.
O negócio tem que ser
gerador de emprego e
renda, bem como
proporcionar a melhoria
da qualidade de vida da
comunidade.
Cultural (Política) Baseia-se no processo de construção da
cidadania, respeitando raça, credo e
territoriedade de povos nativos, em conjunção
ao progresso local.
Os negócios têm que ser,
entre outros fatores,
independentes de
tecnologias de produção
importadas e de
monopólios de
fornecimento.
Econômico Refere-se a uma gestão macrossocial eficiente
dos recursos, mantendo um fluxo constante de
investimentos públicos e privados.
Os negócios têm que ser
lucrativos.
Temporal A atuação sinérgica dessas cinco dimensões
anteriores promove um desenvolvimento
equilibrado e duradouro ao longo do tempo.
O negócio pode ser
mantido ao longo do
tempo, sem restrições ou
escassez de insumos e
matérias-primas.
FONTE: Adaptado de SACHS (1993) e Lerípio (2001)

54
Empresas de grande porte como Natura, as estadunidenses Avon e Johnson&Johnson e as
transnacionais Procter&Gamble e Unilever, são referência de sustentabilidade no setor, cujo
foco é a atuação na interface empresa-ambiente-empresa, adotando ferramentas como o
Ecodesign e Avaliação do Ciclo de Vida (ABIHPEC, 2010).
Muitas das ações sócio-ambientais realizadas pela indústria cosmética são feitas com apoio
da ABIHPEC. A Associação criou o Departamento de Meio Ambiente com o objetivo
disponibilizar informações e orientações para as empresas interessadas na adoção de
práticas ambientais adequadas. Participa, ainda, de diversos fóruns e discussões de
projetos voltados à proteção do meio ambiente, inclusive na Amazônia, para adequá-los às
realidades empresariais.
O projeto “Dê a mão para o Futuro - Colabore com a reciclagem e ajude a gerar trabalho e
renda”, em parceria com a Fundação Banco do Brasil, busca capacitar e preparar as
associações e cooperativas de catadores de materiais recicláveis, de forma a tornar suas
atividades autossustentáveis. A Betulla Cosméticos, Dermage, Natuflora, Mary Kay, Unilever
(parceria com a rede Pão de Açúcar) e Valmari participam desse projeto (NEVES, 2008).
O “Ápice” é um programa de qualificação, no qual a SGS do Brasil avalia e inspeciona
fornecedores de matérias-primas, embalagens, serviços de disposição de resíduos e
fabricantes terceiristas, nos quesitos saúde ocupacional, segurança do trabalho e
responsabilidade sócio-ambiental. A proposta do programa não é apenas aperfeiçoar
recursos e reduzir riscos, tanto para os fornecedores quanto para as indústrias usuárias de
insumos e serviços, mas também promover uma imagem positiva do setor, privilegiando as
empresas comprometidas com um futuro sustentável, apoiado na Prevenção a Poluição (P2)
– Foco na Reciclagem no processo e insumos. A All Nature, Amend Cosméticos, Aroma do
Campo, BonyPlus, Kert, Maxibrasil, ProfNR Cosméticos Naturais, são empresas de médio
porte que adotam esse programa (NEVES, 2008).
.
Pensando nas MPEs, principalmente nas terceiristas que prestam serviços para as
referenciadas do setor, a ABIHPEC em parceria com a CETESB redigiu o “Guia Técnico
Ambiental” com base no programa de Produção Mais Limpa (PmaisL) (ABIHPEC, 2009),
cuja aplicação:
• Propõe resultados promissores quanto à redução de perdas, geração e controle de
resíduos com incrementos na qualidade dos produtos, processos e serviços
prestados, partindo do principio lógico sobre a busca da melhoria contínua proposta
pelo Manual de BPF&C, constituindo, assim, em um diferencial competitivo em

55
relação às empresas estáticas;
• Possibilita ultrapassar as exigências da legislação e o desenvolvimento de
estratégias de longo prazo, não sujeitas a sobressaltos por pressões externas. O
que tradicionalmente é visto como “constrangimentos ambientais” seriam
transformados em novas “oportunidades de negócios”.
Apesar de ser um grande e significativo passo a favor do meio ambiente, ainda está distante
do ideal defendido pela sociedade, governo e a ABIHPEC. Para o triênio 2010 – 2013, a
meta da ABIHPEC em parceria com o SEBRAE, SENAI e CETESB é formar auditores
especializados em PmaisL para atuarem na implantação do programa nas empresas do
setor (ABIHPEC, 2010).
2.5. PRODUÇÃO MAIS LIMPA (PmaisL)
Por se tratar de um programa que se constitui de uma metodologia estratégica muito
abrangente, neste texto os conceitos e aplicações serão específicos para empresas
terceiristas de pequeno porte do setor de HPPC.
2.5.1. Contextualização e Conceito
Analisando o histórico do gerenciamento ambiental, descrito no Quadro 4, pode-se visualizar
nitidamente as tendências seguidas pela evolução das questões ambientais nas últimas
décadas.
QUADRO 4 – EVOLUÇÃO DAS QUESTÕES AMBIENTAIS NO BRASIL Década 50-60 70-80 90-00 00-10
Governo
Modelos de Qualidade e padrões de
emissão
Comando e controle: EIA,
licenças, multas, etc.
Inclusão de incentivos:
prêmios, redução de impostos
Prevenção nas políticas: Desenv. e
Consumo sustentável
Empresas
Diluição e dispersão de gases e efluentes
Atitudes reativas: Controle a
Poluição (FdT) – ETEs, projetos,
ARIPs
Pró-atividade: Prevenção a Poluição (P2, PmaisL, ISO
14.000)
Atitudes Pró-ativas: Sustentabilidade Acordos setoriais e responsabilidade social corporativa
Sociedade
Ênfase no aumento da
industrialização
Movimentos sociais para Controle de
poluição, ONGs
Participação em comitês de
Gestão e controle social
Trabalhos voluntários, consumo
sustentável
FONTE: Adaptado de LEMOS (1998), CNTL (2003) e FRAQUINO (2011)

56
Esta nova abordagem sobre a questão dos resíduos levou a uma mudança de paradigma. O
resíduo, que antes era visto apenas como um problema a ser resolvido, passou a ser
encarado também como uma oportunidade de melhoria. Isto só foi possível após a
percepção de que o resíduo não era inerente ao processo, mas, pelo contrário, era um claro
indicativo da ineficiência deste. Portanto, é a identificação e análise do resíduo que dará
início à atividade de avaliação de PmaisL (CNTL, 2003).
De acordo com a UNEP21/UNIDO22 (1994), a PmaisL é a melhoria contínua dos processos
industriais, produtos e serviços, visando: reduzir o uso de recursos naturais; prevenir na
fonte a poluição do ar, da água, e do solo; reduzir a geração de resíduos na fonte, como
objetivo de minimizar os riscos aos seres humanos e ao ambiente natural, conforme
esquematizado na Figura 8.
FIGURA 8 – ELEMENTOS ESSENCIAIS DA PmaisL FONTE: Adaptado de UNIDO/UNEP, 2004
21 UNEP – Programa das Nações Unidas para o Meio Ambiente 22 UNIDO – Organização das Nações Unidas para o Desenvolvimento Industrial
Produção Mais Limpa
CONTÍNUA
PRODUTOS SERVIÇOS PROCESSOS
REDUÇÃO DE RISCOS
ao homem e meio ambiente
REDUÇÃO DE CUSTOS
Aumento do DESEMPENHO
AMBIENTAL VANTAGEM COMPETITIVA
INTEGRADA
PREVENTIVA
é uma ESTRATÉGIA
para modificar
para aumentar a EFICIÊNCIA que resulta em

57
A PmaisL busca direcionar-se:
• Ao desenho dos produtos, direcionar o design para a redução dos impactos
negativos do ciclo de vida, desde a extração da matéria-prima até a disposição final;
• Aos processos de produção, direcionar para a economia de matéria-prima e energia,
a eliminação do uso de materiais tóxicos e a redução nas quantidades e toxicidade
dos resíduos e emissões;
• Aos serviços, direcionar seu foco para incorporar as questões ambientais na
estrutura e entrega de serviços (UNEP/UNIDO, 1994).
São utilizadas várias estratégias visando a PmaisL e a minimização de resíduos conforme
observado na Figura 9.
FIGURA 9 – ESCOPO DE ATUAÇÃO DO PROGRAMA DE PmaisL FONTE: CNTL, 2003
A prioridade da PmaisL está na minimização de resíduos e emissões apoiado no nível 1 –
redução na fonte, evitando a geração de resíduos e emissões. Os resíduos que não podem

58
ser evitados devem, preferencialmente, ser reintegrados ao processo de produção da
empresa, promovendo a reciclagem interna (nível 2). Na sua impossibilidade, medidas de
reciclagem fora da empresa podem ser utilizadas (nível 3).
A prática do programa leva ao desenvolvimento e implantação de Tecnologias Limpas nos
processos produtivos. Para introduzir técnicas de PmaisL podem ser utilizadas várias
estratégias, tendo em vista metas ambientais, econômicas e tecnológicas. A priorização
destas metas é definida em cada empresa, através de seus profissionais e baseada em sua
política gerencial. Assim, dependendo do caso, podem-se ter os fatores econômicos como
ponto de sensibilização para a avaliação e definição de adaptação de um processo
produtivo e a minimização de impactos ambientais passando a ser uma consequência, ou
inversamente, os fatores ambientais serão prioritários e os aspectos econômicos tornar-se-
ão conseqüência (CNTL, 2003).
Em síntese, a PmaisL considera a variável ambiental em todos os níveis da empresa, desde
a compra de insumos até o pós-venda, e relaciona as questões ambientais com os ganhos
econômicos, afinal todos os resíduos que a mesma está pagando para tratar (fim de tubo) e
armazenar – ou pagando, sob a forma de multas e danos à própria imagem, por não tratar e
armazenar – foram um dia matérias-primas comprados pela organização. A empresa
aprende a valorizar resíduos que antes descartava, isto é, que eram rejeitos; a colocar no
mercado esses resíduos e subprodutos; a agregar serviços a seus produtos; e a estimular a
criatividade que leva à inovação e, portanto, a novos produtos (ALMEIDA, 2002)
O aspecto mais relevante da PmaisL é que a mesma requer não somente a melhoria
tecnológica, mas também a mudança de atitudes. Esses fatores reunidos é que fazem o
diferencial em relação às outras técnicas ligadas a processos de produção.
As alterações de rotinas e procedimentos sempre geram resistências por parte de quem a
executa, portanto é necessário que estas mudanças sejam respaldadas pela alta direção, a
qual deve desencadear um processo de motivação de todos os envolvidos, salientando a
importância destas medidas para a organização, para os colaboradores e para o meio
ambiente (NASCIMENTO et al., 2002).
2.5.2. O conceito de PmaisL relacionado às demais ferramentas da Ecologia Industrial no âmbito empresa-ambiente
A Ecologia Industrial (EI) é uma das áreas de estudo dos sistemas industriais e das

59
atividades econômicas, incluindo as ligações destas áreas com os fundamentos dos
sistemas naturais. Basicamente, procura imitar os aspectos da reciclagem de materiais de
um ecossistema – a gestão do fluxo de materiais é o aspecto crucial desta abordagem
(CNTL, 2003).
De acordo com a abrangência referindo-se ao âmbito empresa-ambiente-empresa (ou Eco-
rede) e empresa-ambiente – foco dessa discussão, a EI pode ser alcançada pela eco-
eficiência do processo com a adoção de ferramentas como Prevenção a Poluição,
Minimização de Resíduos, Produção Mais Limpa e Produção Limpa.
Com o olhar direcionado a PmaisL, as demais ferramentas serão conceituadas e
comparadas com a mesma, a seguir:
a) Prevenção à Poluição (P2)
A P2 refere-se a qualquer prática, processo, técnica e tecnologia que visem à redução ou
eliminação em volume, concentração e toxicidade dos poluentes na fonte geradora. Inclui
também modificações nos equipamentos, processos ou procedimentos, reformulação ou
replanejamento de produtos, substituição de matérias-primas, eliminação de substâncias
tóxicas, melhorias nos gerenciamentos administrativos e técnicos da empresa e otimização
do uso das matérias-primas, energia, água e outros recursos naturais (CETESB, 2002)
A Agência Ambiental do Canadá (CEAA) define P2 como a utilização de processos, práticas,
materiais, produtos e energia que evitam ou minimizam a geração de poluentes e resíduos,
e reduzem o risco geral à saúde humana e ao meio ambiente (CNTL, 2003). Sob o
Canadian Environmental Assessment Act de 1995, a P2 é o caminho para a busca ao
Desenvolvimento Sustentável.
A Agência Ambiental dos Estados Unidos (EPA) define P2 com redução na fonte –
prevenindo ou reduzindo resíduos onde eles têm origem, na fonte – incluindo práticas que
conservem recursos naturais pela redução ou eliminação de poluentes através do uso mais
eficiente de matérias-primas, energia, água e solo. Sob o Pollution Prevention Act de 1990,
P2 é a política ambiental estadunidense (CNTL, 2003).
Os termos PmaisL e P2 são frequentemente utilizados como sinônimos. A distinção entre os
dois tende a ser geográfica – o termo P2 é mais usado pelos Estados Unidos e Canadá,
enquanto a PmaisL é utilizado em outras partes do mundo. Ambos têm seu foco voltado a
uma estratégia de reduzir continuamente a poluição e impactos ambientais através de

60
reduções na fonte – eliminando os resíduos dentro do processo ao invés de tratá-los após
terem sido gerados. Tratamento de resíduos não deve ser incluído como uma técnica de
Prevenção à Poluição, pois não evita a criação do resíduo (CNTL, 2003).
b) Minimização de Resíduos
O conceito de minimização foi introduzido pela Agência Ambiental dos Estados Unidos
(EPA) em 1988. Neste conceito, a abordagem de prevenção aos resíduos e suas técnicas
são definidas como REDUZIR na planta industrial, resíduos através de mudanças de
matéria-prima, mudanças tecnológicas, boas práticas operacionais, e mudanças de produto,
depois, REAPROVEITAR tudo o que for possível, e só depois pensar em enviar materiais
para RECICLAR. Essa forma de atuação é chamada de 3 R, que é a letra inicial de cada
uma das palavras-chave.
Usualmente, os termos Minimização de Resíduos e P2 são utilizados como sinônimos.
Prevenção à Poluição significa não gerar resíduos em primeiro lugar através de reduções na
fonte. Minimização de Resíduos é um conceito mais amplo que também inclui reciclagem e
outros meios para reduzir a quantidade de resíduo que deve ser tratado/disposto (CNTL,
2003).
A PmaisL em termos de gerenciamento de poluentes é a junção desses dois conceitos
conforme ilustra a Figura 10.
FIGURA 10 - HIERARQUIA DE GRENCIAMENTO DE POLUENTES FONTE: http://www.mesaproducaomaislimpa.sp.gov.br/. Acesso em 18 abr.2011

61
c) Produção Limpa (PL)
A PL preconiza os princípios de precaução, prevenção, integração, controle democrático,
direito de acesso a informações sobre riscos e impactos de produtos e processos e a
responsabilidade continuada do produtor, envolvendo mudanças em processo e no produto.
O objetivo é atender à necessidade de homem por produtos de forma sustentável, isto é,
usando com eficiência materiais e energia renováveis, não nocivos, conservando ao mesmo
tempo a biodiversidade (GREENPEACE, 1997).
Para a PL, os governos têm um papel-chave a desempenhar no desenvolvimento de uma
estrutura global que propicie novas estratégias técnicas e comerciais, além do
desenvolvimento de políticas que favoreçam o ciclo de vida dos produtos, em vez de leis de
controle da poluição ou de ações que apenas remedeiem a poluição gerada (tecnologias de
fim de tubo) (GREENPEACE, 1997).
No Quadro 5 são apresentadas as comparações entre PL e PmaisL. Evidentemente, os
conceitos não são excludentes. A PL pretende uma mudança mais brusca enquanto a
PmaisL prevê um processo contínuo de melhoria, o que também pode ser entendido como
uma estratégia de implementação do conceito.
QUADRO 5 - COMPARAÇÕES ENTRE PRODUÇÃO LIMPA E PRODUÇÃO MAIS LIMPA
ITENS Produção Limpa Produção Mais Limpa Abrangência Processo/Produto Processo/Produto/Serviços
Matéria-prima e insumos
Utilizar somente materiais renováveis
Reutilizar e reaproveitar os materiais por reciclagem
Eliminar o uso de materiais tóxicos e perigosos e utilizar
de forma mais eficiente
Água e energia Uso eficiente de água e energia Conservação de água e energia
Processo Reduzir a toxicidade das emissões e resíduos Atóxico
Produto
Desenvolver produtos de vida útil longa
Gerar produtos fáceis de
montar e desmontar
Reduzir o impacto ambiental durante a extração,
manufatura, consumo e a disposição final do produto
Saúde e segurança ocupacional
Processo e produto seguros e atóxicos para o homem e o ambiente natural
Divulgar para a sociedade, que participa na tomada de
decisões
Disposição
Utilizar o mínimo de embalagens
Reutilizar e reaproveitar dos
resíduos por reciclagem
Reciclar ou vender resíduos
Reutilizar embalagens reaproveitáveis ou recicláveis
FONTE: Adaptado de GREENPEACE, 1997 e UNEP/UNIDO, 2004.

62
Entre as duas, a concepção de PmaisL é a que tem sido mais adotada por países,
organismos internacionais e empresas preocupados em implementar a prevenção da
poluição e reduzir a pressão sobre o ambiente.
O processo contínuo previsto é o modo de incorporar gradativamente os conhecimentos
adquiridos, de forma a limpar cada vez mais a produção, em busca da eco-eficiência do
processo. A PL busca a sustentabilidade do processo, e a mesma pode ser praticada em
continuidade a implantação da PmaisL.
d) Eco-Eficiência
A Eco-eficiência é um termo cunhado pelo World Business Council for Sustainable
Development – WBCSD (Conselho Empresarial Mundial para o Desenvolvimento
Sustentável) em 1992 e definido como a geração de bens e serviços a preços competitivos
que satisfaçam às necessidades humanas e tragam qualidade de vida, ao mesmo tempo em
que reduzem progressivamente os impactos ambientais e o uso de recursos naturais ao
longo do ciclo de vida destes bens e serviços até, pelo menos, o nível de sustentabilidade
do planeta (WBCSD/UNEP, 1997).
Este conceito sugere uma significativa ligação entre eficiência dos recursos (que leva a
produtividade e lucratividade) e responsabilidade ambiental, reduzindo impactos; usando
mais racionalmente matérias-primas e energia; reduzindo os riscos de acidentes e
melhorando a relação da organização com as partes interessadas (stakeholders).
O Programa das Nações Unidas Para o Meio Ambiente (PNUMA) e o Conselho Mundial de
Empresas para o Desenvolvimento Sustentável (WBCSD) têm desenvolvido e promovido à
similaridade de conceitos de PmaisL e Eco-eficiência. A pequena diferença entre eles reside
no fato de que a Eco-eficiência tem origem em questões sobre eficiência econômica que
apresentam benefícios ambientais positivos, enquanto a Produção mais Limpa tem origem
em questões de eficiência ambiental que apresentam benefícios econômicos positivos
(CNTL, 2003).
Ambos os conceitos são parte integrante da macrovisão da Produção e Consumo
Sustentáveis (SP&C – Suitaible Production and Consuption) a qual abrange todo o sistema
comercial e suas inter-relações. Produção e Consumo Sustentáveis foram definidos na
mesa redonda ministerial da União Européia, em Oslo, em fevereiro de 1995, como “a
produção e uso de bens e serviços que respondem às necessidades humanas básicas e
provêem uma melhor qualidade de vida, ao mesmo tempo em que minimizam o uso dos

63
recursos naturais, os materiais tóxicos e as emissões de resíduos e poluentes por todo o
ciclo de vida, sem comprometer as necessidades das gerações futuras” (WBCSD/UNEP,
1997).
2.5.3. A Rede Brasileira de PmaisL e o foco nas MPEs
A UNIDO e a UNEP criaram, em 1991, o projeto Ecological Project for Integrated
Environmental Technologies – ECOPROFIT, voltado para a preservação ambiental, que
conta atualmente com vários centros instalados em todo o mundo. Esses centros, chamados
de National Cleaner Production Centres – NCPC - têm como papel principal promover
demonstrações na planta industrial; treinamento de todos os envolvidos; disseminação das
informações e avaliação das políticas ambientais. Inaugurado em julho de 1995, o NCPC brasileiro chama-se Centro Nacional de Tecnologias
Limpas - CNTL/Brasil - e está localizado no Serviço Nacional de Aprendizagem Industrial –
SENAI/RS -, em Porto Alegre. O CNTL/SENAI-RS tem a função de atuar como um
instrumento facilitador para a disseminação e implementação do conceito de PmaisL em
todos os setores produtivos e baseou-se na experiência da cidade de Graz, na Áustria, cuja
implementação do centro foi realizada pela Consultoria STENUM. (CNTL, 2003)
Em pouco tempo já estava claro que investir em PmaisL é bom negócio. As empresas
gaúchas atendidas pelo CNTL que, em 1997, tinham investido US$ 224 mil no programa
obtiveram um retorno de US$ 465 mil. Em 1999, o retorno foi de US$ 782 mil para um
investimento de US$ 324 mil (ALMEIDA, 2002).
A maior parte dos ganhos veio da economia com matérias-primas e insumos. A geração de
resíduos sólidos entre 1997 e 1999 foi reduzida em 30 mil toneladas. A redução no consumo
médio de água no mesmo período foi de 250 mil metros cúbicos por ano. E a redução no
consumo médio anual de eletricidade foi de 2000 megawatts/hora (ALMEIDA, 2002).
Animado com esses resultados, o CEBDS em parceria com o CNTL; SEBRAE; a
Confederação Nacional da Indústria (CNI) e as federações industriais dos estados; o Banco
do Nordeste do Brasil, o BNDES e a FINEP, decidiu criar no começo de 2000, a “Rede
Brasileira de Produção Mais Limpa” com objetivo de levar às micro e pequenas empresas do
país as técnicas de combate à ineficiência ambiental. Nas micro e pequenas empresas,
mesmo o controle ambiental tradicional – no fim do processo de produção – é precário. Ou
não investem em sistemas de controle da poluição ou falham na sua manutenção e

64
operação. Para essas empresas, e ao contrário das grandes, mais do que pesquisar
soluções novas, o importante é difundir informações já existentes (CNTL, 2003).
Desde então, os números não param de crescer. No final do ano 2000, mais de uma
centena de empresas já participavam. Só as quarenta empresas integrantes da rede desde
seu primeiro ano tiveram um retorno de US$ 2,5 milhões para um investimento de US$ 700
mil (ALMEIDA, 2002).
Dois anos depois de criada, a Rede já contava com oito núcleos (Minas Gerais, Bahia,
Santa Catarina, Mato Grosso, Rio de Janeiro, Rio Grande do Sul, Pernambuco e Ceará),
instalada nas sedes das respectivas federações estaduais. Esses núcleos atendem a
empresas de qualquer parte do Brasil (ALMEIDA, 2002).
Para as empresas, independente do setor, que desejar implantar a PmaisL, o CNTL fornece
a metodologia, capacitando os profissionais indicados pelas próprias empresas divulgar e
aplicar o programa em cada uma de suas unidades fabris (CNTL, 2003).
Os custos da consultoria fornecida pelo CNTL variam conforme os custos locais, a
complexidade e o porte da empresa. O SEBRAE e FINEP dão apoio técnico e financeiro,
enquanto Banco do Nordeste do Brasil e BNDES abrem linhas de crédito para as empresas
investirem nos programas (ALMEIDA, 2002).
A implantação de um Programa de PmaisL, pelo CNTL, em um processo produtivo segue
uma sequência de etapas, conforme a Figura 11.
Embora São Paulo não faça parte do núcleo, o programa de PmaisL está se desenvolvendo
no Estado num ritmo considerável. Sua condição de região mais industrializada tem feito
uma rede de interessados se organizarem com propósitos bem definidos (FURTADO, 2002).
Inclui desde a secretaria do Meio Ambiente, a CETESB, passando pela indústria, por meio
das associações de classe, e até o meio acadêmico, representadas por suas principais
universidades públicas, como Universidade de São Paulo (USP) e Universidade de
Campinas (Unicamp) e privadas como a Faculdade de Engenharia Industrial (FEI),
Universidade Paulista (UNIP), Faculdades Anhembi-Morumbi e Faculdade Presbiteriana
Mackenzie.

65
Pré-avaliação
Estabelecimento de um contrato entre o CNTL e a empresa
Capacitação e sensibilização dos profissionais da empresa
Elaboração de um balanço ambiental, econômico e tecnológico do processo produtivo
Avaliação do balanço elaborado e identificação de oportunidades de PmaisL
Priorização das oportunidades identificadas na avaliação
Elaboração do estudo de viabilidade econômica das prioridades
Estabelecimento de um Plano de Monitoramento para a fase de implementação
Implementação das oportunidades de PmaisL priorizadas
Definição dos indicadores do processo produtivo
Documentação dos casos de Produção Mais Limpa
FIGURA 11 - FLUXOGRAMA DA IMPLEMENTAÇÃO DA PmaisL FONTE: CNTL, 2003
As iniciativas de PmaisL de todos esses setores deram origem a um fórum permanente de
discussões, a “Mesa Redonda Paulista de Produção Mais Limpa”, lançada em conferência
em São Paulo entre 23 e 26 de julho de 2002 (FURTADO, 2002). O último encontro
denominado “Conferência de Incentivo as Práticas de Produção Mais Limpa”, foi realizado
em 14 de setembro de 2010 na sede da Federação das Indústrias do Estado de São Paulo
(FIESP), nesse propósito de discutir e trocar experiências similares as existentes em países
desenvolvidos entre grupos de trabalho formados pelos membros da CETESB, SABESP,
FIESP, ABICLOR, USP, SENAI e representantes da sociedade civil, como as ONGs
ambientalistas e professores.
A Mesa Redonda foi a forma de os principais atores da PmaisL procurarem unir esforços em

66
uma cadeia integrada. Isso porque projetos muito bem-sucedidos vinham ocorrendo nos
últimos anos em São Paulo, motivados pela CETESB. Desde 1996, com o surgimento de
sua divisão de P2, a agência preparou seus colaboradores a entender e expandir o
programa pelo Estado (FURTADO, 2002).
Com a massa crítica formada, a agência paulista resolveu aprender na prática como aplicar
o programa. Em 1998 reuniu as gerências regionais para sugerir o fomento do PmaisL junto
às indústrias sob seus respectivos controles. Três delas conseguiram em seguida iniciar
projetos: a de Americana, junto a representantes da forte indústria têxtil local; a de Limeira,
com o setor de galvanoplastia (de bijuterias); e a do pólo cerâmico de Santa Gertrudes, na
região de Campinas (FURTADO, 2002). Esses três setores foram então sujeitos a
experiências piloto nos anos seguintes e encerram a implantação com sucesso em 2003.
Atualmente, esses setores mantém o programa em funcionamento e incentivam as demais
empresas do setor a adotar o programa em suas unidades fabris (FIESP, 2011).
No estado de São Paulo, há o incentivo da CETESB, SEBRAE e FINEP associadas a
entidades de classe com a divulgação de material auto-didático sob a forma de cartilhas
para a implementação do programa e das Universidades, com formação acadêmica
oferecendo competências em programas ambientais, incluindo a PmaisL em seus currículos.
2.5.4. Benefícios da PmaisL para as MPEs
A implantação de um programa de PmaisL possibilita à empresa o melhor conhecimento do
seu processo industrial através do monitoramento constante para manutenção e
desenvolvimento de um sistema eco-eficiente de produção com a geração de indicadores
ambientais e de processo. Este monitoramento permitirá à empresa identificar necessidades
de: pesquisa aplicada, informação tecnológica e programas de capacitação. Além disso, o
programa irá integrar-se aos Sistemas de Qualidade, Gestão Ambiental e de Segurança e
Saúde Ocupacional, proporcionando o completo entendimento do sistema de gerenciamento
da empresa (CNTL, 2003).
No contexto ambiental, o benefício de se implantar a PmaisL é privilegiar as soluções
voltadas para a prevenção e minimização de resíduos, sugerindo que as empresas atuem
na fonte geradora, evitando a poluição antes que esta seja gerada. De acordo com o Quadro
6, há um comparativo com a técnica de Fim de Tubo adotada legalmente pelas empresas
com o programa de PmaisL.

67
Fim de Tubo PmaisL
Pretende reação. Pretende ação.
Os resíduos, os efluentes e as emissões são controlados através de equipamentos de tratamento.
Prevenção da geração de resíduos, efluentes e emissões na fonte. Procurar evitar matéria-primas potencialmente tóxicas.
Proteção ambiental é um assunto para especialistas competentes.
Proteção ambiental é tarefa para todos.
A proteção ambiental atua depois do desenvolvimento dos processos e produtos.
A proteção ambiental atua como uma parte integrante do desenho do produto e da engenharia de processo.
Os problemas ambientais são resolvidos a partir de um ponto de vista tecnológico.
Os problemas ambientais são resolvidos em todos os níveis e em todos os campos.
Não há preocupação com o uso eficiente de matérias-primas, água e energia.
Uso eficiente de matérias-primas, água e energia.
Leva a custos adicionais. Ajuda a reduzir custos.
QUADRO 6 - PRINCIPAIS DIFERENÇAS ENTRE AS TECNOLOGIAS DE FIM DE TUBO E A PmaisL
FONTE: CNTL, 2003
De acordo com a CNTL (2003) e CETESB (2006), podem ser consideradas como metas
ambientais da PmaisL:
• Eliminação/redução de resíduos: procura-se eliminar o lançamento de resíduos no
meio ambiente ou reduzi-lo substancialmente. Entende-se por resíduo todos os tipos
de poluentes, incluindo resíduos sólidos, perigosos ou não, efluentes líquidos,
emissões atmosféricas, calor, ruído ou qualquer tipo de perda que ocorra durante o
processo de geração de um produto ou serviço;
• Produção sem poluição: Processos produtivos ideais ocorrem em um circuito
fechado, sem contaminar o meio ambiente e utilizando os recursos naturais com a
máxima eficiência possível;
• Eficiência energética: A PmaisL requer os mais altos níveis de eficiência energética
na produção de bens e serviços. A eficiência energética é determinada pela maior
razão possível entre energia consumida e produto final gerado;
• Saúde e Segurança no Trabalho: A PmaisL procura sempre minimizar os riscos para
os colaboradores através de um ambiente de trabalho mais limpo, mais seguro e
mais saudável;
• Produtos ambientalmente corretos: O produto final, bem como todos os subprodutos
comercialmente viáveis, deve ser tão ambientalmente adequado quanto possível.

68
Fatores relacionados à saúde e ao meio ambiente devem ser priorizados nos
estágios iniciais de planejamento do produto e devem ser considerados ao longo de
todo o ciclo de vida do mesmo, da produção à disposição, passando pelo uso;
• Embalagens ambientalmente adequadas: A embalagem do produto deve ser
eliminada ou minimizada sempre que possível. Quando a embalagem é necessária
para proteger, vender, ou para facilitar o consumo do produto, esta deve ter o menor
impacto ambiental possível.
Em síntese, o principal objetivo da PmaisL é reduzir a emissão de poluentes para o meio
ambiente, ao mesmo tempo em que otimiza o uso de matérias-primas, água e energia.
Desta forma, além de um efeito de proteção ambiental de curto prazo, o programa
incrementa a eficiência no uso de recursos naturais, proporcionando melhorias contínuas na
busca da eco-eficiência do sistema e a sustentabilidade produtiva em longo prazo.
No contexto econômico, como em qualquer tipo de projeto gerencial, a decisão de investir
em PmaisL depende da relação custo-benefício que o investimento terá. A implantação de
processos com base no programa não deve ser vista pelas organizações como algo que
trará um aumento de custos, mas sim uma adequação do processo produtivo que, ao longo
do tempo, trará economia por meio do melhor conhecimento de seus processos e da
constante monitoração dos acontecimentos na organização (CNTL, 2003).
A Figura 12 ilustra os ganhos com a PmaisL. Quando não há investimentos, a estrutura de
custos totais não apresenta variações substanciais ao longo do tempo, comportamento que
está representado pela linha horizontal (sem produção mais limpa). Quando se toma a
decisão de implantar ações de PmaisL, a princípio ocorre uma redução dos custos totais
pela adoção de medidas sem investimento, como por exemplo ações de boas práticas
operacionais (good-housekeeping). Visualmente isto corresponde ao segmento A do gráfico.
Num segundo momento (segmento B) ocorre um incremento nos custos totais, resultado
dos investimentos feitos para as adaptações necessárias, incluindo a adoção de novas
tecnologias e modificações no processo existente.
Com a entrada em ação dos processos otimizados e novas tecnologias, ocorre uma redução
nos custos totais que permite a recuperação do investimento inicial e, com o passar do
tempo, os ganhos com a maior eficiência permitem uma redução permanente nos custos
totais. Visualmente esta redução de custos pode ser observada na diferença entre as duas
curvas, no segmento C do gráfico.

69
FIGURA 12 – CUSTOS E BENEFÍCIOS COM IMPLEMENTAÇÃO DE MEDIDAS DE PmaisL FONTE: CNTL, 2003
Mesmo com todos os benefícios apontados pelas entidades em aderir ao programa de
PmaisL, existe uma grande relutância para a prática do mesmo. Os maiores obstáculos
ocorrem em função da resistência à mudança; da falta de informação sobre a técnica e a
importância dada ao ambiente; a inexistência de políticas nacionais que deem suporte às
atividades de produção mais limpa; barreiras econômicas (alocação incorreta dos custos
ambientais e investimentos) e barreiras técnicas (novas tecnologias).
Várias categorias de barreiras à implementação da PmaisL nas indústrias de pequeno porte
estão retratadas no Quadro 7.
QUADRO 7 – BARREIRAS A IMPLEMENTAÇÃO DA PmaisL EM EPPs
Tipos de barreiras Internas à Empresa Externas à Empresa Organizacionais • Alta rotatividade dos colaboradores
• Falta de participação dos colaboradores
• Falta poder de tomada de decisão • Ênfase na produção • Falta de reconhecimento
• Falta de pessoal qualificado
Sistêmicas • Falta de documentação confiável da produção
• Falta de um sistema contábil • Falta de planejamento
• Insuficiente pressão de políticas ambientais
• Informação ambiental não disponibilizada (substitutos mais seguros, tecnologias limpas, etc.)
Continua

70
Tipos de barreiras Internas à Empresa Externas à Empresa Comportamentais • Atitude de baixo risco do
empreendedor • Indiferença à proteção ambiental • Nenhuma orientação para a
manufatura • Falta uma cultura de “organizar a
casa” (housekeeping) • Resistência à mudança • Falta de liderança • Falta de supervisão efetiva • Medo do fracasso
• Limitada consciência pública ambiental
Econômicas • Critério de investimento eventual • Sem disponibilidade de fundos • Plano de investimentos inadequado
• “Custos ambientais” baixos – ou mesmo – inexistentes
• Falta de políticas de impostos preferenciais para as Indústrias de Pequeno Porte
• Ocorrência de impostos de importação para a tecnologia mais limpa
• Diferenciação em impostos de importação
Tecnológicas • Equipamento obsoleto
• Falta de infraestrutura adequada na empresa
• Falta de pessoal técnico treinado • “Gap” tecnológico
• Informação limitada sobre tecnologias disponíveis localmente
• Falta de acesso à informação técnica - orientada para o desenho de produto
• Governamentais • Inadequada política de preços
para a água • Ênfase na abordagem fim de
tubo • Falta de uma política
industrial • Falta de incentivos para
esforços de redução de resíduos e emissões
Outras barreiras • Limitação de espaço • Variações sazonais
• Falta de apoio institucional • Falta de pressão pública para
controlar a poluição (ONGs) FONTE: Adaptado de LEMOS, 1998
A questão da implantação da PmaisL, nas MPEs, demanda mudança no comportamento do
sistema produtivo atual por meio da combinação de uma postura pró-ativa dos empresários,
maior exigência por parte dos consumidores, maior rigor nas leis ambientais e uma política
de valorização / fortalecimento dessas empresas com políticas estaduais e federais de
incentivo fiscal.

71
2.5.5. Processo de implantação da PmaisL no setor de HPPC
Van Berkel (2006a) defende que a implantação da PmaisL pode ser realizada em dois níveis
– micro, baseado na Química Verde, que avalia os processos de síntese e meso, baseado
na eco-eficiência, que avalia o desempenho da planta industrial, onde as Boas Práticas são
aliadas a eficiência do emprego de recursos naturais desde o início do design do produto e
processo, na evolução da engenharia e gerenciamento do processo. O nível macro pode ser
alcançado, de acordo com o desenvolvimento de tecnologias limpas e sustentáveis, com
foco na Ecologia Industrial (EI).
Um ponto que deve ser levado em consideração, principalmente ao que tange as MPEs ao
implantar o programa de PmaisL é o autoconhecimento de seus processos. Essas se
dividem em três níveis: as que conhecem os números relativos aos seus processos; as que
imaginam que os conhecem; e as que declaradamente não os conhecem. E esse é um dado
fundamental para a implantação, uma vez que vamos alterar a organização da empresa
(CBDES/SEBRAE, 2004).
A implantação de um programa de PmaisL é feita em três etapas, que não devem ser
“queimadas”. A primeira concentra-se na identificação de oportunidades de redução de
poluição na fonte e no que se chama de housekeeping (arrumação da casa). Isto é, são
medidas pontuais, que exigem pouco ou nenhum investimento econômico e em geral dão
retorno imediato ou no curto prazo. Já a segunda etapa significa introduzir mudanças no (ou
do) processo de produção. Exige investimento econômico de baixo a médio e o retorno é no
curto ou médio prazo. E, finalmente, a terceira etapa incorpora mudanças tecnológicas e/ou
de design de produto. O investimento econômico é de médio a grande e o retorno é a médio
e longo prazo (ALMEIDA, 2002).
De acordo com o CNTL, o tempo de conclusão varia de acordo com dados de controle das
atividades e operações disponíveis, do número de colaboradores e da situação ambiental da
empresa, podendo durar de 3 a 18 meses, sendo em média de 12 meses (CNTL, 2003).
O programa de PmaisL adotado no Brasil utiliza como referencial o Projeto Ecoprofit, da
UNIDO/UNEP, demonstrado na Figura 13. O mesmo é baseado no método P.D.C.A. (Plan –
Do – Check – Act) de controle de processos e seu plano de ação segue o conceito de
5W2H, podendo ser aliado com princípios utilizados nos processos administrativos
tradicionais ou com as BPF&C já adotadas.

72
FIGURA 13 – PASSOS PARA IMPLANTAÇÃO DA PmaisL FONTE: CNTL, 2003
De acordo com a CNTL (2003) e CEBDES/SEBRAE (2004), as ações são realizadas em
cinco etapas específicas desmembradas em vinte passos, a fim de que os objetivos sejam
alcançados e o processo de implantação de PmaisL tenha êxito. São elas:
a) ETAPA 1: Planejamento e Organização
• Passo 1:Obter comprometimento e envolvimento da alta direção
A gerência da empresa apoiará a implantação de PmaisL quando estiver convencida de
seus benefícios. Sem o comprometimento da gerência, não haverá verdadeira ação e não
haverá resultados.
• Passo 2: Estabelecer a equipe do projeto (ecotime)
Deverá ser formada uma equipe que conduzirá o programa de PmaisL, tentando incluir os
representantes de todos os setores da empresa, a fim de obter o engajamento necessário
de toda a empresa. Deverá ser selecionado um líder para o projeto.

73
• Passo 3: Estabelecer a abrangência da PmaisL
Devem-se traçar metas amplas e realizáveis num primeiro momento, sendo aperfeiçoadas à
medida que a equipe do projeto for conquistando uma maior visão das possibilidades de
implantação da PmaisL.
Este passo é o “coração” no programa e está baseado na função produção dentro da
PmaisL. Representa a reunião de recursos destinados à produção de bens e serviços.
Quanto mais eficaz for à função produção de uma empresa, mais eficientemente usará seus
recursos e produzirão bens e serviços, menores serão a geração de resíduos e maiores
serão a satisfação dos seus clientes, pois ela poderá oferecer produto com qualidade e com
menor custo. (SLACK et al. 2002)
Ao se tratar da fabricação de seus produtos, a indústria cosmética deve realizá-los em
ambientes assépticos23 e se constrói sob as seguintes peculiaridades: a produção é
realizada por batelada, exige uma grande variedade de matérias-primas e produtos
auxiliares, utiliza um volume considerável de embalagens e, consome um expressivo volume
de água e um nível médio de energia (WILKINSON e MOORE, 1990).
Sua cadeia produtiva, linearizada por sua natureza, esquematizada na Figura 14, segue a
seguinte sequência:
i. Recebimento de matérias-primas:
É verificado todo material recebido, por meio de amostragem e análises. Eventuais
desconformidades identificadas podem levar à devolução dos compostos aos respectivos
fornecedores.
ii. Armazenagem:
Matérias-primas, embalagens para os produtos acabados e demais insumos normalmente
recebidos em recipientes retornáveis são estocados no Almoxarifado. Pode haver
segregação de produtos, por razões de compatibilidade, bem como necessidade de
condições especiais de conservação, como, por exemplo, refrigeração.
iii. Pesagem e separação de matérias-primas para produção do lote:
Para cada produto a ser obtido, as matérias-primas são previamente separadas e pesadas
de acordo com as quantidades necessárias, e encaminhadas à produção. Os insumos
23 Ambientes assépticos - ambientes que protejam os produtos de possíveis contaminações pela presença de microorganismos ou agentes químicos, normalmente, presentes no ar, água e solo.

74
recebidos a granel e estocados em tanques ou silos podem ser conduzidos ao setor
produtivo por linhas de distribuição, dependendo do nível tecnológico da empresa.
FIGURA 14 – FLUXOGRAMA EM REDE DO PROCESSO PRODUTIVO DAS INDÚSTRIAS DO SETOR DE HPPC FONTE: Adaptado do CEBDES/SEBRAE, 2004
iv. Produção:
Em função da diversidade de produtos e das peculiaridades verificadas em seus processos
produtivos, geralmente divide-se a produção por famílias, a saber:
Sistemas emulsionados ou emulsões são preparados heterogêneos compostos de
duas ou mais fases aquosas e oleosas, resultando em produtos de várias
consistências / viscosidades (Cremes, Loções e Seruns) e sensoriais partindo-se de
toques acetinados a levemente untuosos (emulsões O/A – onde a fase externa é a
aquosa) até evanescentes a extremamente untuosos (emulsões A/O – onde a fase
externa é a oleosa) (REBELLO e BEZERRA, 2001). Ex: Cremes faciais e corporais,
creme-gel ou gel-creme, loções faciais e corporais, seruns oleosos, óleos bi e

75
trifásicos, fotoprotetores de FPS distintos e a partir de 30 por conformação química,
condicionadores e cremes capilares, desodorantes cremosos, dentre outros.
De acordo com Wilkinson e Moore (1990), sua técnica de fabricação consiste nas etapas de
aquecimento das fases oleosa e aquosa na faixa de temperatura entre 80 a 85°C; mistura
sob agitação constante no sentido anti-horário; resfriamento sob agitação constante a baixa
velocidade; adição de insumos termolábeis; correção do potencial hidrogeniônico (pH) da
formulação e; fase de latência pré-envase reservado entre quatro a quarenta e oito horas
pós-produção para acerto do produto semi-acabado.
Sistemas de baixa tensão superficial ou tensoativos são preparados homogêneos
compostos de uma fase, onde existe a presença de um ou mais surfactantes
carregados ou não eletricamente na composição, resultando em produtos
transparentes a levemente translúcidos de baixa a moderada viscosidade com poder
espumôgeno sob agitação e/ou manipulação (REBELLO e BEZERRA, 2001). Ex:
Xampus, sabonetes líquidos e em barra, dentrifícios (creme dental) e enxaguatórios
bucais.
De acordo com Wilkinson e Moore (1990), sua técnica de fabricação consiste nas etapas de
aquecimento da fase aquosa na faixa de temperatura entre 65 a 75°C para a solubilização
de matérias-primas termorresistentes; resfriamento do sistema a 40°C sob agitação
constante; adição e mistura de matérias-primas tensoativas, sob agitação constante em
baixa velocidade; resfriamento do sistema a temperatura ambiente sob agitação constante;
adição e mistura de matérias-primas termolábeis mantendo a agitação em velocidade baixa;
correção do potencial hidrogeniônico (pH) da formulação e da viscosidade de acordo com a
especificação do produto e; fase de latência pré-envase reservado entre duas a vinte e
quatro horas pós-produção para acerto do produto semi-acabado.
Sistemas solúveis ou soluções são preparados homogêneos compostos de uma ou
mais fases aquosas ou oleosas, resultando em produtos transparentes a levemente
translúcidos de baixa viscosidade (REBELLO e BEZERRA, 2001). Ex: Tônicos
faciais, Desodorantes, Perfumes, Águas aromáticas e Deo-colônias, dentre outras.
De acordo com Wilkinson e Moore (1990), sua técnica de fabricação pra soluções não
alcoólicas consiste nas etapas de aquecimento da fase aquosa na faixa de temperatura
entre 65 a 75°C para a solubilização de matérias-primas termorresistentes; resfriamento do
sistema a 40°C sob agitação constante; adição e mistura de matérias-primas termolábeis
mantendo a agitação em velocidade baixa; correção do potencial hidrogeniônico (pH) da
formulação e da viscosidade de acordo com a especificação do produto e; fase de latência
pré-envase reservado entre duas a vinte e quatro horas pós-produção para acerto do
produto semi-acabado. Para soluções alcoólicas, antes da correção físico-química do
produto, há um período de maceração, onde a mistura fica em repouso no tanque de

76
digestão por vinte e oito dias. Após a correção peagamétrica do produto semi-acabado, o
mesmo continua em repouso por mais uma semana antes do envase.
Sistemas coloidais ou colóides são preparados homogêneos compostos de uma
fase, onde existe a presença de um ou mais espessantes poliméricos carregados ou
não eletricamente na composição, resultando em produtos transparentes a
levemente translúcidos de moderada a elevada viscosidade com poder umectante
e/ou fixação, sendo uma alternativa as emulsões quando referenciados a produtos
para o cuidado de peles lipídicas (oleosas) a acnéicas (REBELLO e BEZERRA,
2001). Ex: Géis e Géis fluidos (seruns) faciais e corporais.
De acordo com Wilkinson e Moore (1990), sua técnica de fabricação consiste nas etapas de
aquecimento da fase aquosa na faixa de temperatura entre 65 a 75°C para a solubilização
de matérias-primas termorresistentes; resfriamento do sistema a 40°C sob agitação
constante; adição e mistura de matérias-primas espessantes, sob agitação constante em
baixa velocidade; resfriamento do sistema a temperatura ambiente sob agitação constante;
adição e mistura de matérias-primas termolábeis mantendo a agitação em velocidade baixa;
correção do potencial hidrogeniônico (pH) da formulação e da viscosidade de acordo com a
especificação do produto e; fase de latência pré-envase reservado entre duas a vinte e
quatro horas pós-produção para acerto do produto semi-acabado.
Sistemas anidros são preparados homogêneos compostos de uma fase oleosa,
resultando em produtos transparentes a opacos de baixa a elevada viscosidade com
alto poder de fixação e resistência a água. Outra definição: Produtos isentos de água
na sua composição (REBELLO e BEZERRA, 2001). Ex: batons de alta fixação – “no
transfer”, desodorantes, sombras, kajal e delineadores sob a forma de bastão ou
stick.
De acordo com Wilkinson e Moore (1990), sua técnica de fabricação consiste nas etapas de
aquecimento da fase oleosa na faixa de temperatura entre 85 a 95°C para a solubilização de
matérias-primas termorresistentes; resfriamento do sistema a 60°C sob agitação constante;
adição e mistura de matérias-primas pigmentadas mantendo a agitação em velocidade baixa
e; fase de latência pré-envase reservado entre duas a vinte e quatro horas pós-produção
para acerto do produto semi-acabado. No envase há um reaquecimento do mesmo entre
85° - 90°C, mantido sob agitação e temperatura constante por trinta minutos até oito horas
em temperatura entre 85° a 88°C. Em todo o processo de envase, a temperatura e a
agitação devem ser constantes para a uniformidade do produto final.
v. Análises: uma vez finalizado, o lote produzido é amostrado e submetido a análises
físico-químicas e microbiológicas (quando aplicável), e, após atestada sua adequação, este
é encaminhado para envase/embalagem. Nos casos em que o produto acabado não está de

77
acordo com os padrões estabelecidos, o lote poderá ser reprocessado a fi m de atender às
exigências/padrão de qualidade e reaproveitado na fabricação de outros produtos ou
descartado.
vi. Envase/Embalagem: confirmada a adequação do produto, o mesmo é acondicionado
em recipientes apropriados e identificados. Esta etapa engloba o acondicionamento de
produtos em frascos (plásticos ou de vidro), sacos, bisnagas ou o empacotamento, no caso
de sabonetes, por exemplo. Uma vez embalado, o produto é identificado por rótulo ou
impressão.
vii. Armazenamento de produtos acabados: o produto, já acondicionado em embalagem
para comercialização, é encaminhado para a área de armazenamento, onde permanece até
que seja enviado ao cliente.
viii. Expedição: ponto de saída dos produtos acabados para o comércio.
• Passo 4: Identificar barreiras e soluções
O ecotime deverá identificar as barreiras que podem impedir ou retardar a execução de
PmaisL e arriscar o sucesso da implementação do programa, devendo ter consciência das
mesmas e encontrar soluções para superá-las. A técnica de brainstorming24 também deve
ser utilizada para assegurar um ambiente criativo.
A participação de todos no processo é fundamental nesse momento, pois as decisões
devem ser em conjunto. Em ordem de prioridade para a busca de soluções, fazemos as
seguintes perguntas:
1. Como deixar de gerar o resíduo?
2. Como reduzir sua geração?
3. Como reciclar internamente?
4. Como reciclar externamente?
b) ETAPA 2 : Pré-avaliação e Diagnóstico
• Passo 5: Desenvolver o fluxograma do processo
A equipe do projeto deve familiarizar-se com os processos de fabricação, incluindo as
instalações de armazenagem, utilitários, instalações para tratamento e disposição de
resíduos.
24 Brainstorming ou “Tempestade de idéias” – Técnica aplicada em dinâmica de grupo para estimular a criatividade, expondo idéias e/ou soluções para cada tema/problema abordado.

78
Slack e colaboradores (2002), afirmam que qualquer atividade de produção pode ser vista
conforme esse modelo de entrada-transformação-saída, esquematizado na figura 15.
FIGURA 15 – MODELO DO PROCESSO DE TRANSFORMAÇÃO FONTE: Adaptada de SLACK et al., 2002
As entradas para a produção são classificadas em:
• Recursos transformados: são aqueles que são tratados, transformados ou
convertidos de alguma forma: materiais (matérias-primas, água e energia),
informações e consumidores;
• Recursos de transformação: são aqueles que agem sobre os recursos transformados
(instalações e colaboradores).
O processo de transformação está diretamente relacionado com a natureza das entradas:
• Processamento de materiais – alteração da característica física de um material;
• Processamento de informações – altera as propriedades informativas, como por
exemplo, a atividade de um contador;
• Processamento de consumidores – atividades realizadas por cabeleireiros, cirurgiões
plásticos, hotéis, etc.
Na saída do processo, têm-se os bens ou serviços e os resíduos gerados pelo
processamento. Os bens e serviços podem ser tangíveis ou intangíveis; podem ou não ser
estocados; a produção pode preceder o consumo ou ser simultânea; pode haver um alto ou
baixo nível de contato com o consumidor; pode ou não ser transportado, e a qualidade
podem ser fácil ou difícil de ser julgada.

79
Baseado no modelo “entrada-transformação-saída” pode-se desenvolver um fluxograma
geral do processo, conforme a Figura 16, descrevendo todas as atividades relacionadas ao
recebimento, armazenagem, separação e pesagem de matérias-primas, além de suas
análises físico-químicas e organolépticas (para fins de controle de qualidade, quando
aplicável), ao envase, embalagem, armazenamento e expedição de produto acabado na
indústria cosmética.
FIGURA 16 - FLUXOGRAMA GERAL DO SETOR DE HPPC FONTE: Adaptado de CETESB/ABIHPEC, 2003

80
Ainda no mesmo modelo, devido às diferenças verificadas nos processos industriais de cada
tipo de produto, as etapas e atividades associadas à produção propriamente dita estão
individualmente representados em fluxogramas específicos, de forma individual ou
agrupada, em função das respectivas similaridades fabris, totalizando cinco grandes famílias
de produtos, a saber: sistemas de baixa tensão superficial (Figura 17), soluções (Figura 18),
emulsões (Figura 19), sistemas ou bases coloidais (Figura 20) e sistemas ou bases anidras
(Figura 21).
FIGURA 17 – FLUXOGRAMA DE PRODUÇÃO – FAMÍLIA: BASES COM BAIXA TS FONTE: Adaptado de CETESB / ABIHPEC, 2003
FIGURA 18 – FLUXOGRAMA DE PRODUÇÃO – FAMÍLIA SOLUÇÕES FONTE: Adaptado de CETESB / ABIHPEC, 2003

81
FIGURA 19 – FLUXOGRAMA DE PRODUÇÃO – FAMÍLIA EMULSÕES FONTE: Adaptado de CETESB / ABIHPEC, 2003

82
FIGURA 20 – FLUXOGRAMA DE PRODUÇÃO – FAMÍLIA SISTEMAS COLOIDAIS FONTE: Adaptado de CETESB / ABIHPEC, 2003

83
FIGURA 21 – FLUXOGRAMA DE PRODUÇÃO – FAMÍLIA SISTEMAS ANIDROS FONTE: Adaptado de CETESB / ABIHPEC, 2003
• Passo 6: Avaliar as entradas e saídas
Com base no senso comum, é possível determinar se as quantidades de entradas resultam
em uma quantidade razoável de saídas. Ao analisar quanto da entrada é convertida em
produto e em resíduo e quanto de insumos é necessário durante a produção, pode-se
determinar se o processo é ou não eficiente.
• Passo 7: Selecionar o foco da avaliação da PmaisL
Com base nos resultados obtidos nos passos 5 e 6, é possível verificar o foco para a
avaliação da PmaisL. Em princípio, todos os processos e unidades de operação podem ser
candidatos ao foco. Contudo, a seleção é feita normalmente por razões financeiras,
legislações ambientais a serem cumpridas e de recursos humanos disponíveis.
c) ETAPA 3: Avaliação de PmaisL
• Passo 8: Originar um balanço material e de energia
Deve-se considerar o uso de insumos, que entram no processo e são liberados pelo mesmo.
Um balanço de material permite a identificação e a quantificação das perdas ou emissões

84
anteriormente desconhecidas. O fluxograma de processo forma a base para o cálculo do
balanço de material. O balanço de material traz a compreensão sobre a fonte e a causa de
resíduos e emissões, a qual é necessária para a geração das opções de PmaisL.
Para quantificar em valores o quanto efetivamente é gasto em matéria-prima e insumos e a
perda financeira devido aos resíduos gerados, pode-se questionar:
Qual é o gasto com insumos como: matéria-prima energia e água?
Quanto é o gasto com os resíduos e emissões produzidos?
De qual parte do processo eles vêm?
Quais produtos residuais são perigosos, precisam ser controlados e por quê?
Quais porções de insumos do processo tornam-se resíduos?
Quanto de insumos do processo são perdidos na forma de emissões?
Quais os custos que incorrem em função da disposição dos resíduos ou perda de
insumos?
• Passo 9: Conduzir uma avaliação de PmaisL
Este passo serve para realçar as fontes e as causas dos resíduos e emissões e as perdas
de energia e água. O balanço de material deve dar-lhe a compreensão de onde, por que e
quantos resíduos e emissões são gerados, e quanto de energia e água é perdido. Esta
compreensão serve como foco para a identificação das opções de PmaisL. Algumas causas
podem estar relacionadas com:
A matéria-prima: abaixo do padrão de especificação, qualidade inadequada,
deficiências no suprimento, armazenagem inadequada;
A tecnologia: falhas operacionais e de manutenção, capacidade do equipamento mal
combinada, seleção de material não favorável, planejamento do laioute inadequado,
tecnologia obsoleta, alto custo de melhor tecnologia, tamanho da planta insuficiente;
As práticas operacionais: pessoal não qualificado, operação ritualística, falta de
treinamento, segredo industrial, desmotivação dos empregados, falta de
comprometimento da alta gerência, falta de reconhecimento;
O desenho do produto: especificações de qualidade altas, design do produto
impraticável, embalagem, produto composto de materiais perigosos; ou
A manipulação do resíduo gerado: não há separação de resíduos, desconsideração
do reuso ou reciclagem de resíduos, manuseio inadequado.
• Passo 10: Gerar opções de PmaisL
Se pensarmos de acordo com a filosofia de Slack e colaboradores (2002), sobre “quanto
mais criativa e inovadora for a função produção da empresa, mais formas novas e

85
melhoradas de produzir bens e serviços surgirão, proporcionando à empresa os meios de
sobrevivência em longo prazo, mantendo-a em vantagem competitiva”, podemos traçar
oportunidades em PmaisL para a indústria cosmética. As medidas podem envolver
programas de verificação, manutenção e substituição de equipamentos, máquinas e/ou
componentes, bem como o treinamento correto dos colaboradores para que certas medidas
sejam efetivas.
Uma vez conhecidas as fontes e as causas dos resíduos e emissões, a PmaisL entra na
fase criativa. Com base no fluxograma do processo e no balanço de material, a equipe
poderá escolher a unidade de operação, o material, os resíduos ou as emissões, ou seja,
por onde pretende iniciar a implementação da PmaisL. Neste momento, as opções podem
ser direcionadas para:
Mudança em matérias-primas: redução ou eliminação de materiais perigosos
(purificação ou substituição do material) ou altamente poluentes. (substituição por
materiais ecologicamente corretos).
Mudança tecnológica: modificações do processo e/ou do equipamento, podendo
variar desde mudanças menores, com o consumo racional de água e energia até
substituição de processos que envolvam grandes custos. Estas podem incluir:
aproveitar ao máximo da iluminação e ventilação natural quando for possível e viável
ao processo, mudanças no processo de produção, modificação do equipamento,
laioute ou tubulação forçando a produção contínua, cíclica e atuante na sua máxima
eficiência, uso de automação, alteração nas condições do processo, tais como taxas
de fluxo, temperaturas, pressões, etc.
Boas práticas operacionais (housekeeping ou soluções caseiras): implicam medidas
de procedimentos, administrativos ou operacionais, que reduzem resíduos e
emissões, normalmente implantadas a um pequeno custo e que não exigem
mudanças tecnológicas significativas. Estas podem incluir práticas de gerenciamento
e de pessoal, melhoria no manuseio de material, treinamento dos colaboradores,
prevenção de perdas, separação de resíduos, práticas de contabilização de custos,
programação da produção, etc.
Mudanças no produto: incluem mudanças nos padrões de qualidade, na composição
do produto desde uma simples mudança de substituir matérias-prima por outras com
certificação orgânica até a redução da quantidade de água do produto, na
durabilidade e, até mesmo, substituição de um produto.
Reuso e reciclagem: envolvem o retorno de um material residual ou para o processo
que o originou, como um substituto para um material de entrada, ou como material
de entrada para outro processo. Dentro da planta industrial, pode-se projetar o

86
consumo da água de reuso para a limpeza de outros departamentos, por exemplo.
Para processos ou embalagens em que o reuso não seja viável, devem-se buscar
alternativas para sua reciclagem.
• Passo 11: Selecionar opções de PmaisL
Após ter sido gerado um número de opções, elas devem ser selecionadas e priorizadas de
acordo com um senso comum, analisando-se as questões econômicas, técnicas e
ambientais, a fim de serem submetidas ao estudo de viabilidade. Esta priorização deve ter
como foco a disponibilidade, a praticabilidade, o efeito ambiental gerado e a viabilidade
econômica das opções.
d) ETAPA 4: Estudos de Viabilidade Técnica, Econômica e Ambiental
• Passo 12: Avaliação preliminar
Deve-se determinar o nível de detalhes no qual cada opção deve ser avaliado e fazer uma
relação das informações ainda necessárias para esta avaliação. Todas as opções
selecionadas devem, em princípio, ser avaliadas em sua viabilidade técnica, econômica e
ambiental. Contudo, para algumas opções pode não ser necessária uma avaliação tão
abrangente. A avaliação preliminar determina que opções necessitem de qual nível de
avaliação técnica, econômica e ambiental. Pode ocorrer desde opções simples, com
soluções caseiras, até mudanças significativas de tecnologia.
• Passo 13: Avaliação técnica
Todos os investimentos maiores requerem uma avaliação técnica, devendo ser investigada
a natureza da opção, a natureza da mudança, o efeito sobre a produção, o efeito sobre o
número de colaboradores, treinamentos requeridos, licenças exigidas, aumento do espaço
físico, controles de laboratório, exigências em relação à manutenção, etc.
• Passo 14: Avaliação econômica
A viabilidade econômica é frequentemente o parâmetro-chave que determina se uma opção
será implantada ou não. A lucratividade de um projeto é medida usando-se fluxos de caixa
estimados (entradas menos saídas de caixa) para cada ano do projeto. O programa utiliza
três métodos padrão para a medição da lucratividade de um projeto:
Período de retorno (payback): tempo que se leva para recuperar o desembolso de
caixa inicial para o projeto (recuperação do investimento efetuado com a opção de
PmaisL).
Taxa interna de retorno (TIR): é uma demonstração da rentabilidade do projeto,
sendo que, quanto maior for a TIR, mais vantagens apresenta o projeto em termos

87
atuais. Para análise entre alternativas de um mesmo projeto e entre projetos sem
grandes diferenças de investimento, a TIR é geralmente aceita como o melhor
instrumento na determinação do mérito de projetos.
Valor presente líquido (VPL): calcula o valor atual do fluxo de caixa incremental em
perspectiva, pelo uso de uma Taxa Mínima de Atratividade, ou seja, a partir de uma
taxa de juros que seja considerada como satisfatória, em função dos ingressos e dos
desembolsos futuros. Sempre que o VPL, estimado a uma taxa de juros (Taxa
Mínima de Atratividade), for superior a zero, o projeto apresenta um mérito positivo.
Na comparação entre dois projetos ou duas alternativas de um mesmo projeto, o
melhor, em princípio, é aquele com maior VPL. Estes índices são extraídos do fluxo
de caixa incremental (fluxo de caixa que contempla a diferença entre os fluxos de
caixa inicial – custos reais de operação do sistema existente sem a opção - e o fluxo
de caixa esperado – custos operacionais estimados associados à opção de PmaisL).
• Passo 15: Avaliação ambiental
Determinar os impactos positivos e negativos da opção para o meio ambiente. Um dos
objetivos da PmaisL é a melhoria do desempenho ambiental de uma empresa, sendo
imperativa uma avaliação ambiental. Pode atingir três níveis: avaliação simples, baseada na
redução da toxicidade e quantidade de resíduos e emissões; avaliação profunda do efeito da
composição de novas entradas e saídas ou avaliação do ciclo de vida do produto.
Atualmente, as empresas de grande porte do setor já adotam ferramentas de EI voltadas a
ACV, que permitem uma melhor concepção do produto e o rastreamento das correntes de
resíduos, reduzindo os impactos ambientais de modo global, ao longo de toda a cadeia de
fornecedores.
• Passo 16: Selecionar as opções a serem implantadas
Este se caracteriza pela análise dos resultados do estudo de viabilidade e pela criação de
uma lista de opções de PmaisL que devem ser implementadas. As opções que não forem
implantadas ficam armazenadas e podem ser recuperadas posteriormente.
e) ETAPA 5: Implementação de Opções e Plano de Continuidade
• Passo 17: Preparar plano de implantação de PmaisL
Deve ser descrito um plano que contenha: a duração do projeto, os recursos humanos e
financeiros necessários, os vínculos nas soluções multidepartamentais, o cronograma para
implantação e como se processará a continuidade do programa de PmaisL.

88
• Passo 18: Implantar as opções de PmaisL
A implantação das opções de PmaisL passa pelos mesmos estágios de qualquer outro
projeto realizado na empresa: planejamento, design, aquisição e construção.
• Passo 19: Monitorar e avaliar
O desempenho das opções de PmaisL implantadas deve ser monitorado, a fim de comparar
os resultados “verdadeiros” aos resultados “esperados”. A eficiência da opção de PmaisL
pode ser medida em função das mudanças em resíduos e emissões, das mudanças em
consumo de recursos e na mudança da lucratividade.
A geração de indicadores para medições de desempenho ambiental é fundamental para o
alcance de melhorias em processos, nos produtos ou em serviços, pois servem como
parâmetro para estipular as metas ambientais a serem atingidas. Além de gerar um banco
de dados importante para o gerenciamento dessas metas, a criação dos mesmos vai
depender de cada empresa e do que efetivamente ela tem interesse e em monitorar e
cumprir em termos ambientais.
O CNTL está buscando compilar os indicadores ambientais gerados nos Cursos de
Capacitação de Consultores em Produção mais Limpa desenvolvidos em todo o País, a fim
de propiciar às empresas dos diversos setores de atividade informações para
benchmarketing25. Esses indicadores estão voltados aos benefícios ambientais obtidos com
a implementação de opções de PmaisL em estudos de caso identificados nas empresas,
tais como:
Redução do consumo de matéria-prima;
Redução de resíduos sólidos (classe II e III);
Redução de resíduos perigosos (classe I);
Redução do consumo de água;
Redução do consumo de energia;
Redução da geração de efluente;
Reciclagem interna (resíduos, emissões e efluentes);
Reciclagem externa (resíduos, emissões e efluentes);
Redução da carga orgânica;
Redução de emissões (particulados, SOx, NOx, CO2);
25 Benchmarketing – É um processo de pesquisa, contínuo e sistemático, para avaliar produtos, serviços e métodos de trabalho, com o propósito de melhoramento organizacional, procurando a superioridade competitiva (CAMPOS, 1994).

89
Redução de ruído;
Custos associados a resíduos sólidos;
Custos associados a efluentes.
• Passo 20: Sustentar atividades de PmaisL
A PmaisL deve ter o caráter de continuidade, buscar sempre a melhoria contínua. O
programa deve sustentar estas atitudes, gerando experiências de aprendizagem que
possibilitem aos empregados e à gerência capacidade de identificar, planejar e desenvolver
projetos de PmaisL.
O aspecto burocrático dado ao programa de PmaisL acaba interferindo na implementação
do mesmo. Esta proposta visa reduzir as barreiras para implantação do programa. Consiste
em um roteiro para a implementação de PmaisL em um setor, não sendo necessária a
identificação de tudo que ocorre na empresa. Esta abordagem separa em partes a empresa
para reduzir as complexidades em relação ao porte e às divergências entre os setores,
porém, não perde o foco do todo da organização.

90
3. METODOLOGIA
3.1. TIPO DE PESQUISA
A escolha do método de pesquisa, que reflete a melhor ação para responder a questão
central deste trabalho, deve ser a mais próxima da realidade e da inserção que o
pesquisador consegue alcançar no objeto de estudo. No caso, não há a melhor metodologia,
mas a coerente, na obtenção de maior volume de dados, ferramentas para definir
estratégias e propostas para resolução dos problemas existentes.
Relembrando a questão central – Como traçar uma estratégia de implantação do programa
de PmaisL vinculado as BPF&C em uma indústria cosmética terceirista de pequeno porte? -
a mesma remete a optar pelos seguintes caminhos de pesquisa, baseados em Gil (1996):
• Quanto ao ponto de vista de sua natureza, a pesquisa eleita é a aplicada porque
gera conhecimentos para aplicação prática, dirigidos à solução de problemas
específicos. Envolve verdades e interesses locais;
• Quanto à forma de abordagem do problema, a pesquisa eleita é a qualitativa porque
considera que há uma relação dinâmica entre o mundo real e o sujeito, isto é, um
vínculo indissociável entre o mundo objetivo e a subjetividade do sujeito que não
pode ser traduzido em números. A interpretação dos fenômenos e a atribuição de
significados são básicas no processo de pesquisa qualitativa. Não requer o uso de
métodos e técnicas estatísticas. O ambiente natural é a fonte direta para coleta de
dados e o pesquisador é o instrumento-chave. Os pesquisadores tendem a analisar
seus dados indutivamente. O processo e seu significado são os focos principais de
abordagem;
• Quanto a sua objetividade de aplicação, a pesquisa eleita é a exploratória porque
proporciona maior familiaridade com o problema com vistas a torná-lo explícito ou a
construir hipóteses. Envolve levantamento bibliográfico; entrevistas com pessoas
que tiveram experiências práticas com o problema pesquisado e análise de
exemplos que estimulem a compreensão;
• Quanto ao procedimento técnico adotado, a pesquisa eleita é a pesquisa-ação, por
ser concebida e realizada em estreita associação com uma ação ou com a
resolução de um problema coletivo. Os pesquisadores e participantes
representativos da situação ou do problema estão envolvidos de modo cooperativo
ou participativo.

91
A pesquisa-ação é um tipo de pesquisa social com base empírica que é concebida e
realizada em estreita associação com uma ação ou com a resolução de um problema
coletivo e na qual os pesquisadores e os participantes representativos da situação ou do
problema estão envolvidos de modo cooperativo ou participativo (THIOLLENT, 2007). A
pesquisa-ação é um método de condução de pesquisa aplicada, orientada para elaboração
de diagnósticos, identificação de problemas e busca de soluções.
Na pesquisa-ação, o termo pesquisa se refere à produção do conhecimento e o termo ação
se refere a uma modificação à realidade do contexto. Neste caso, é a produção do
conhecimento que guia a prática, com a modificação de uma dada realidade ocorrendo
como parte do processo de pesquisa. Nesse método de pesquisa, o conhecimento é
produzido e a realidade é modificada simultaneamente, cada um ocorrendo devido ao outro
(OQUIST, 1978 apud TURRIONI e MELLO, 2010).
Dentro desse contexto a pesquisa-ação pode ser classificada em três modalidades
principais, como mostra o Quadro 8. De acordo com Turrioni e Mello (2010) há uma
discussão entre dois autores em relação às modalidades de pesquisa:
• Para Tripp, em seu livro “Pesquisa-ação: Uma introdução metodológica” defende que
as modalidades vão se intercambiando ao progresso da pesquisa;
• Para Zuber-Skerritt e Perry em seu artigo “Action Research Within Organizations and
University Thesis Writing”, somente a modalidade emancipatória atende os requistos
da pesquisa-ação.
QUADRO 8 – TIPOS DA PESQUISA-AÇÃO E SUAS PRINCIPAIS CARACTERÍSTICAS
Tipo de pesquisa-ação
Objetivos Papel do pesquisador Relacionamento entre pesquisador e participantes
Técnica • Eficácia/eficiência da prática profissional • Desenvolvimento profissional
• Especialista externo • Toma uma prática existente de algum outro lugar e a implementa em sua própria esfera de prática para realizar melhorias (age de forma mecânica)
• Co-opção (dos praticantes que dependem do pesquisador)
Prática • Eficácia/eficiência da prática profissional • Desenvolvimento profissional • Compreensão dos praticantes • Transformação da consciência dos praticantes
• Papel socrático, encorajando a participação e a autorreflexão • Escolhe ou proteja as mudanças feitas
• Cooperação (“consultoria” do processo)
Continua

92
Tipo de pesquisa-ação
Objetivos Papel do pesquisador Relacionamento entre pesquisador e participantes
Emancipatória • Eficácia/eficiência da prática profissional • Desenvolvimento profissional • Compreensão dos praticantes • Transformação da consciência dos praticantes • Emancipação dos participantes das regras de tradição, autodecepção e coerção • Sua crítica da sistematização da burocracia • Transformação da organização e de seus sistemas
• Moderador do processo (responsabilidade compartilhada igualmente com os participantes)
• Colaboração (comunicação sistemática)
Fonte: Adaptado de TURRIONI e MELLO, 2010
3.2. LIMITAÇÕES DO MÉTODO ESCOLHIDO
A pesquisa-ação tem as seguintes limitações:
• É pouco aceita no meio acadêmico brasileiro, pelo fato de existir algumas
conceituações vagas para esta modalidade de pesquisa, para sua metodologia de
pesquisa que “é expressa de forma excessivamente sucinta e não permite uma
avaliação mais profunda de sua aplicabilidade” (SOUZA; LINARDI; BALDINO apud
SATO; ZAKRZEVSKI, 2003), ou seja, falta-lhe o rigor da verdadeira pesquisa
científica e há uma ausência de controle interno e externo, consequentemente com
limitada contribuição ao corpo de conhecimento (COHEN; MARION apud SATO;
ZAKRZEVSKI, 2003);
• Ainda neste meio existe o uso indiscriminado das expressões “pesquisa-ação” e
“pesquisa participante” e às vezes, inclusive, o uso de expressões diferentes para
classificar trabalhados do mesmo tipo. Nota-se que, as tentativas de tornar a
pesquisa-ação aceitável, perante a academia têm levado, quando muito, ao
reconhecimento da pesquisa-ação como pesquisa de segunda classe pela sua falta
de objetividade (SOUZA; LINARDI; BALDINO apud SATO; ZAKRZEVSKI, 2003);
• Em muitas situações a pesquisa-ação é utilizada como um mero instrumento de
resolução de problemas da prática, sem conseguir constituir um corpo teórico mais

93
radicalmente oposto ao positivismo por ser baseada na teoria do realismo
(THOMPSON e PERRY 2004 apud TURRIONI e MELLO, 2010). E, quando a
pesquisa-ação é pensada dentro da racionalidade positivista, não ultrapassa o mero
ativismo. Este é um risco da pesquisa-ação: tornar-se muito mais ação, com
negligência da pesquisa per se.
• Outro aspecto é que os indivíduos que buscam resolver problemas complexos, em
tempo real; acham que os problemas mudam, frequentemente antes que as soluções
sugeridas pela pesquisa-ação alcancem resultados significativos, pois dentro do
quadro epistemológico, as respostas são “provavelmente verdadeiras” por fazer
parte de um microambiente e em alguns casos não se aplicam ao macroambiente
regido pela teoria do positivismo (TURRIONI e MELLO, 2010).
• Dois investigadores que tentam resolver o mesmo problema podem chegar a
conclusões diferentes. E ainda, diferentes investigadores que usam o método de
pesquisa-ação podem discordar na abordagem conquanto concordem nas filosofias
fundamentais ou metas. Os participantes em qualquer empreendimento de pesquisa-
ação no final das contas escolhem conscientemente ou não a rota particular que
dirige a pesquisa (HOLANDA; RICCIO, 2002).
Em contrapartida:
• Gutiérrez (2003) avalia que este método é condenado pelos doutores que
necessitam garantir seus títulos com mínimo esforço. Rejeitam a pesquisa-ação pelo
trabalho e tempo que se gasta com grupos sociais e é muito mais fácil condenar os
pesquisadores pró-ativos do que sair de seus espaços confinados em departamentos
fechados e tradicionalmente sem buscar diálogo com demais saberes. O mesmo cita
em seu artigo: “Infelizmente nossos pares acadêmicos têm uma baixa capacidade de atender e entender este tipo de demandas colaborativas orientadas exclusivamente à melhoria e mudanças de realidades singulares. No seio universitário desenvolve-se pesquisa para explicar, para entender, para descobrir e incluir para profetizar, mas as oportunidades de conectar o conhecimento às práticas são mínimas, desde que estas são muito mais comprometidas, exigem mais dedicação, demandam mais tempo e, sobretudo, porque obriga o pesquisador a tomar uma opção politicamente responsável com seu objeto de investigação, que reflete a sinceridade e a transparência de sua posição pessoal frente aos modelos pré-concebidos e seus níveis de compromisso ideológico com um tipo de prática orientada à mudança e transformação das realidades educativas, sociais e ambientais” (GUTIERREZ, 2003.p.4).
• Segundo Dickens e Watkins (1999) apud Holanda e Riccio (2002), estas críticas
dependem da percepção se a pesquisa-ação tem que contribuir para o conhecimento
da mesma maneira como outras formas de pesquisa em ciência social. E se a
pesquisa-ação tem que terminar, obrigatoriamente, com a resolução de um problema

94
para ser válido, parece que os autores sugerem que a própria compreensão melhor
do problema e o aprendizado possa ser um produto da pesquisa-ação. Assim, as
críticas são mais acadêmicas que preocupações práticas da maioria dos
investigadores de ação.
O que se busca com este trabalho a partir da metodologia de pesquisa escolhida é o
envolvimento do pesquisador em todos os momentos do processo de investigação; tendo o
potencial de gerar uma maior compreensão teórica e desenvolvimento profissional,
colaborando para associar a alta administração e os ecotimes na seleção e estruturação de
problemas práticos; contribuindo no desenvolvimento profissional dos colaboradores,
levando ao crescimento pessoal e profissional de toda a equipe, melhorando a prática e a
compreensão teórica.
Certamente a pesquisa-ação reforça uma postura colaborativa, estimula os participantes a
se aprofundarem na compreensão e interpretação de suas práticas.
Mas o fato de os participantes formarem uma consciência política, de passarem a ser mais
atuantes e críticos, nem sempre os tornam autônomos, livres para imprimirem ao seu
trabalho a direção que desejam. Ser autônomo significa ser capaz de um desenvolvimento
profissional consciente, ou seja, ser capaz de refletir na e sobre a prática, para descobrir,
criticar e modificar os modelos, esquemas nela presentes, promovendo com isso mudanças
(PORLÁN, 1997 apud SATO; ZAKRZEVSKI, 2003).
3.3. VARIÁVEIS DA QUESTÃO DA PESQUISA
Dentre as possíveis explanações de acordo com metodologia eleita, faz-se necessário
objetivar o trabalho de acordo com as variáveis “humanware” e “soft/hardware”.
No fator “Humanware”, levam-se em conta, os colaboradores que extraem do universo
tecnológico, a informação e o conhecimento que possibilitarão conduzir essas organizações
à liderança em seus segmentos. Esse modelo gerencial é traçado para os projetos de
mudança. Oferecem-se ferramentas para a prevenção, diagnóstico e manejo de conflitos ao
longo do ciclo de vida de um projeto.
Para avaliação, adotou-se parâmetros para medir a evolução do trabalho através das
observações da pesquisadora sobre o comportamento dos colaboradores na percepção do

95
sistema ao aplicarem check-lists baseado nas BPF&C, atendimentos aos requisitos
“recomendáveis” direcionando a oportunidades em PmaisL e na ferramenta GAIA -
Gerenciamento de Aspectos e Impactos Ambientais, para medição da sustentabilidade
criado por Lerípio (2001).
Com a aplicação desses três check-lists citados foi possível quantificar a aquisição de
conhecimentos dos especialistas (saber formal) e interessados (saber informal) através de
sugestões para redigir um check-list que contemple as BPF&C – Opções em PmaisL –
Rumo a Sustentabilidade, criando-se uma ferramenta de medição para a empresa avaliar
seu comportamento baseado na sua sobrevivência e diferenciação no setor. A escolha dos
colaboradores para amostragem foi de acordo com a relevância do conhecimento no
processo, sem perder a objetividade da qual a pesquisa-ação é condenada por não ser na
sua essência qualitativa.
O fator “Soft/Hardware” na pesquisa baseia-se na unidade funcional do sistema produtivo da
empresa, envolvendo seus equipamentos e procedimentos operacionais, respectivamente.
Para avaliar o fator, adotou-se parâmetros para medir a evolução do trabalho através da
percepção das oportunidades em PmaisL vinculadas as BPF&C, em toda a unidade fabril e
implantando-as quando possível e viável economicamente, para a melhoria em seus
serviços, produtos e processos.
Durante o decorrer do trabalho, estas duas variáveis se encontraram, mas sem gerar
inferências, possibilitando validar os resultados obtidos.
3.4. HIPÓTESES
A questão central deste trabalho desdobra-se em três hipóteses:
Hipótese 1: É possível implantar uma estratégia de ação que envolva a integração entre
as BPF&C com o Programa de PmaisL, abrangendo as necessidades do setor envolvido
neste trabalho.
Hipótese 2: Utilizando a estratégia em uma empresa terceirista do setor, esta se apresenta
eficiente e atende a seu propósito de aplicação.
Hipótese 3: A estratégia é viável para que empresas com limitações técnicas em igual ou

96
menor patamar ao foco de estudo possa utilizá-la, e flexível o bastante para que outras áreas
a utilizem.
3.5. FONTES DE DADOS: PRIMÁRIOS E SECUNDÁRIOS
O planejamento da pesquisa-ação envolve a definição das técnicas a serem empregadas na
coleta de dados. A combinação e o uso de diferentes técnicas favorecem a validade do
constructo da pesquisa.
Existem várias formas de coletar dados e dependem do contexto que os grupos de
observação e/ou pesquisadores adotam para obtê-los. Podem ser classificados como fontes
primárias e secundárias.
As fontes primárias foram restringidas a coleta de dados através da observação, discussão
e impressões dos participantes no processo.
A fonte secundária se restringiu a coleta de dados extraídos a partir de informes financeiros,
análise estatística operacional e relatórios de marketing, ou seja, baseado no histórico
empresarial e funcional do objeto de estudo.
O objeto de estudo deste trabalho será a Nobile Indústria Comércio e Beneficiamento Ltda.,
situada na cidade de São Bernardo do Campo, São Paulo. Fundada em 27 de fevereiro de
2002, a empresa foi criada com objetivo de atuar na área de terceirização de serviços nos
setores de higiene pessoal, cosméticos e perfumaria, especializada única e exclusivamente
na prestação de serviços para empresas do setor com ou sem área produtiva, não
possuindo marca própria. Com uma área útil de aproximadamente 2160 m2, a unidade fabril
ocupa seus 1600 m2 com equipamentos, produção e 50 colaboradores no chão de fabrica,
divididos em dois turnos. Maiores informações sobre a Nobile Cosméticos estão descritas no
Apêndice A.
A todo o momento, procurou equiparar essa fonte com os dados primários para não se
perder a validade e confiabilidade da metodologia adotada.
3.6. PROCEDIMENTO DA COLETA DE DADOS
Para a pesquisadora, as gerações dos dados vieram através do envolvimento ativo no dia a
dia dos processos organizacionais relacionados com o projeto de pesquisa-ação. Os dados

97
não foram gerados apenas a partir da participação e observação das equipes no trabalho ou
de problemas sendo resolvidos/decisões sendo tomadas, mas também através de
intervenções que foram feitas para efetivar o trabalho.
3.6.1. Fases da pesquisa-ação Conforme Stringer (1996), a pesquisa-ação compreende uma rotina composta por três
ações principais: a) observar, para reunir informações e construir um cenário; b) pensar,
para explorar, analisar e interpretar os fatos; e c) agir, implantando e avaliando as ações
(STRIGER, 1996 apud KRAFTA e col., 2006).
Dentro desta mesma idéia, pode-se dividir o processo de pesquisa-ação em quatro
principais etapas: fase exploratória, fase principal, fase de ação e fase de avaliação
(THIOLLENT, 2007). Esta proposta de divisão em quatro etapas será adotada para a
realização de estudo com o objetivo de definir e acompanhar a uma estratégia de
implementação do programa de PmaisL vinculado as BPF&C, no sistema produtivo em uma
indústria cosmética terceirista de pequeno porte, como possibilidade de diferenciação
competitiva no setor.
A seguir serão descritas as quatro fases versadas por Thiollent (2007), mostrando a
evolução desse trabalho em estudar uma estratégia de integração das BPF&C com as
etapas preconizadas pelo projeto Ecoprofit de autoria da UNIDO/UNEP para a implantação
do programa de PmaisL.
3.6.1.1. Fase Exploratória
Esta primeira etapa do processo de pesquisa-ação, que tem grande importância devido ao
fato de encaminhar as fases subsequentes da pesquisa, possui um aspecto interno, que diz
respeito ao diagnóstico da situação e das necessidades dos atores e à formação de equipes
envolvendo pesquisadores e clientes, e um aspecto externo, que tem por objetivo divulgar
propostas e obter o comprometimento dos participantes e interessados.
Existem dois problemas a serem esclarecidos nessa etapa: o plano institucional e o plano
estratégico. No que diz respeito ao institucional, destaca-se a necessidade de definir o grupo
de pesquisadores e suas relações com os atores da situação. É importante também informar
a todos os participantes sobre os objetivos do estudo e a metodologia empregada.

98
O maior foco está em obter as informações significativas para elaborar o projeto. Deve-se
utilizar um quadro conceitual, elaborado em conjunto com os participantes, para que seja
realmente um retrato da realidade da organização, e paralelamente realizar uma pesquisa
de campo de caráter diagnóstico, através de material elaborado por Instituições renomadas
e/ou reconhecidas no país e mesmo até a aplicação de entrevistas abertas, para detectar os
principais problemas existentes (THIOLLENT, 2007).
Os participantes do processo poderão considerar a Fase Exploratória como concluída, e
passar à fase seguinte, no momento em que concluírem que existe clareza e consenso
entre pontos eleitos prioritários que darão base à pesquisa-ação.
Neste trabalho, a Fase Exploratória foi composta por análise e diagnóstico da estrutura atual
do processo fabril da terceirista nos diferentes processos envolvidos (técnico, comercial e
gestão). No Quadro 9 há os passos realizados para a concretização dessa fase.
QUADRO 9 – ATIVIDADES REALIZADAS NA FASE EXPLORATÓRIA
Etapas do Trabalho
Pesquisa-ação Ciclo BPF&C PmaisL
Exploratória P
Aplicar o check-list de Auditoria
padronizado pela ANVISA, verificando
a capacidade da organização em
atender os requisitos imprescindíveis,
necessários e recomendáveis para
garantir a qualidade dos serviços,
produtos e processos.
1º Obter comprometimento
e envolvimento da
gerência e colaboradores;
2° Estabelecer a equipe do
projeto (Ecotime);
3º Delimitar barreiras e
propor soluções e;
4° Estabelecer metas.
Período de execução Novembro de 2009 a Outubro de 2010
A empresa permitiu fotografar as áreas objeto de estudo e ofereceu acesso a:
• Histórico de produção realizado nos últimos três anos;
• Ordens de produção dos principais itens, classificados por famílias de produtos,
emitidas durante o mesmo período;
• Acompanhamento em linha dos produtos fabricados;
• Planta da unidade fabril da empresa.
Foram realizadas coletas de dados e auditorias internas baseadas na Portaria n° 348 (BPF
& C), presente no anexo B desse trabalho, referentes à produção de produtos de higiene

99
pessoal, cosméticos e perfumes com colaboradores-chave que participam do processo de
fabricação e garantia da qualidade.
O objetivo da coleta destas informações foi de complementar a análise de dados primários
disponibilizados pela empresa com a opinião e o depoimento dos clientes envolvidos sobre
a satisfação dos serviços prestados. O intuito foi de compreender melhor a atividade e o
cenário no qual são planejadas e executadas as estratégias comerciais e como a
informação pertinente ao processo é tratada nesta tomada de decisão.
Realizado esse processo, apresentaram-se os resultados a alta gerência e colaboradores.
Foi proposto que se cumpra os quesitos necessários pendentes e que se busque a melhoria
contínua, cumprindo os quesitos recomendáveis. Para trilhar sua diferenciação no setor,
apontou-se a opção de implantar o programa de PmaisL na unidade fabril, citando suas
particularidades e os possíveis resultados que poderiam ser alcançados - tanto
economicamente como ambientalmente, traçando sua vantagem competitiva diante da
concorrência.
Após o aceite sobre todos os pontos levantados, foi criado em conjunto com o departamento
da Garantia da Qualidade, o projeto de vinculação, realizando o 3° e 4° passo da PmaisL em
conjunção ao cumprimento dos requisitos versados no roteiro pertencente ao Manual de
BPF&C, presente no anexo B desse trabalho.
Para os colaboradores foram ministradas o primeiro ciclo de palestras sobre BPF&C,
Ferramentas da Qualidade e PmaisL, para divulgação dos programas.
3.6.1.2. Fase Principal (Planejamento)
No momento em que há um claro diagnóstico sobre a realidade da organização e dos
eventos ou pontos que se deseja pesquisar, os ecotimes iniciam a prática, que ocorre
através de seminários para guiar a ação. Os seminários em grupo são operacionalizados,
sendo o grupo permanente composto pelos colaboradores, por membros da gerência de
diversas áreas e categorias profissionais e por consultores ou pesquisadores externos.
As principais funções do grupo permanente, que tem poder de decisão, são as seguintes:
• Definição dos temas e problemas prioritários a serem investigados;
• Elaboração da problemática na qual serão tratados os problemas e as
correspondentes hipóteses de pesquisa;

100
• Coordenação de atividades em sintonia com o trabalho dos outros grupos e com as
ações de formação;
• Centralização de informações provenientes de diversas fontes;
• Interpretação dos resultados;
• Busca de soluções e propostas de ação;
• Acompanhamento de ações implantadas e avaliação de resultados; e
• Divulgação de resultados pelos canais apropriados.
Conforme resumido por Thiollent (2007), a Fase Principal é composta por um grande
conjunto de entrevistas individuais e coletivas ou questionários aplicados a pessoas-chaves
da organização, que irão expor suas reclamações, constatações e sugestões a respeito do
assunto em pauta. Todas essas informações coletadas entre os entrevistados servirão como
base para o posterior debate em seminário.
No momento em que se tem uma quantidade satisfatória de dados coletados, chega-se à
fase de processamento das informações e resultados. A divulgação de resultados nesta
Fase Principal tem o objetivo de proporcionar um “autoconhecimento” em torno das
questões organizacionais que estão sendo tratadas. Estes relatórios são geralmente
compostos por gráficos, tabelas e descrições dos eventos e são armazenados para consulta
ao longo e após a pesquisa.
Dando continuidade à prática desse trabalho, com base na etapa exploratória apresentada
no Quadro 10, foram elaborados fluxogramas de produção para as famílias de produtos da
empresa em questão, com a definição dos requisitos e interfaces de entrada (inputs) e
saídas (outputs), que atendam à necessidade e a melhora contínua do objeto de estudo. Os
mesmos foram mapeados dentro da planta estrutural para comparativos de ocupação
espacial e produtividade.
QUADRO 10 – ATIVIDADES REALIZADAS NA FASE DE PLANEJAMENTO
Etapas do Trabalho
Pesquisa-ação Ciclo PmaisL
Planejamento P 5° Desenvolver o fluxograma do processo;
6° Selecionar o foco da avaliação da PmaisL e;
7º Avaliar as entradas e saídas no processo produtivo
Período de execução Novembro de 2010 a Janeiro de 2011

101
Diante das constatações, foi criado um quadro, que engloba sugestões de melhorias
vinculando as BPF&C com a PmaisL. Desta forma, a Fase de Ação pôde ser iniciada com
maior convicção da contribuição prática que o trabalho poderia trazer.
3.6.1.3. Fase de Ação
A Fase de Ação engloba medidas práticas baseadas nas etapas anteriores: difusão de
resultados, definição de objetivos alcançáveis por meio de ações concretas, apresentação
de propostas a serem negociadas entre as partes interessadas e implantação de ações-
piloto que posteriormente, após avaliação, poderão ser assumidas pelos atores sem a
atuação dos pesquisadores (THIOLLENT, 2007).
Quando se fala em divulgação de resultados, os receptores destas informações são as
pessoas que responderam às entrevistas e questionários, o conjunto dos membros da
organização e alguns representantes dos atores e tomadores de decisão. Uma vez
divulgadas as informações, é iniciada a etapa de apresentação de propostas visando
melhorar os aspectos estudados. Estas propostas são analisadas e aprovadas por membros
da gerência e implementadas de forma a colocar em prática as sugestões apresentadas.
No caso deste trabalho, a atividade da Fase de Ação, conforme apresentado no Quadro 11,
foi à aplicação das sugestões propostas na etapa anterior. Para tanto, foram necessários
diversos debates, ciclo de palestras, treinamentos e testes, para verificar a melhor forma de
implementar o programa de PmaisL vinculado as BPF&C.
QUADRO 11 – ATIVIDADES REALIZADAS NA FASE DE AÇÃO
Etapas do Trabalho
Pesquisa-ação Ciclo BPF&C PmaisL
Ação
D
Treinamento dos colaboradores
para que a execução das tarefas seja
exatamente como prevista no plano
8° Originar um balanço de
material – não realizado
nesse momento.
C
Aplicação de um novo check-list para
comparar o resultado alcançado com a
meta planejada
9° Conduzir uma avaliação
das causas;
10° Gerar opções de
melhoria e;
11° Selecionar opções.
Período de execução Fevereiro de 2011

102
Para os colaboradores foram ministradas o segundo ciclo de palestras sobre PmaisL. Os
treinamentos e discussões consistiram em identificar entradas e saídas do processo de toda
a unidade fabril, identificando opções em PmaisL.
Com a interação entre as partes interessadas e o ecotime, chegou-se a conclusão que o
Passo 8 – Originar um balanço de material, não iria ser realizado nesse primeiro momento
porque foi evidenciado em conjunto com os quesitos recomendáveis, as causas (Passo 9) e
as opções de melhoria (Passo 10). Diante das contastações, redigiu-se um novo check-list,
presente no Apêndice B desse trabalho, identificando juntamente com o cumprimento dos
requisitos recomendáveis relacionado as BPF&C, um direcionamento as oportunidades em
PmaisL.
3.6.1.4. Fase de Avaliação
Esta etapa final do processo de pesquisa-ação apresenta dois objetivos principais: verificar
os resultados das ações no contexto organizacional da pesquisa e suas consequências a
curto e médio prazo e extrair ensinamentos que serão úteis para continuar a experiência e
aplicá-la em estudos futuros.
Thiollent (2007) propõe alguns aspectos gerais que devem ser alvo de avaliação:
• Pontos estratégicos (clareza de objetivos, identificação e resolução de problemas e
negociação dos objetivos com membros da diretoria);
• Capacidade de mobilização (aceitação da iniciativa por diversas áreas da
organização e engajamento de um número significativo de pessoas);
• Capacidade de propostas (adequação, relevância e viabilidade das propostas
apresentadas e habilidade dos grupos neste encaminhamento);
• Continuidade do projeto (harmonia no decorrer do tempo);
• Participação (efetividade na participação entre diversos níveis hierárquicos);
• Qualidade do trabalho em equipe (habilidade no gerenciamento das relações e
qualidade nas relações interpessoais);
• Efetividade das atividades de formação (efeito global de autoconhecimento da
instituição e capacidade de aprendizagem); Conhecimento e informação (adequação
do questionário e de outros instrumentos de pesquisa, consistência e validade dos
resultados alcançados, qualidade dos relatórios, possibilidade de publicação em
revistas científicas e comparações com outros estudos);

103
• Comunicação (possibilidade de criação de mecanismos internos, assembleias e
reuniões com participantes, adequação à linguagem utilizada na cultura
organizacional e adequação aos canais de difusão);
• Atividade de Apoio (qualidade, rapidez e eficácia no processamento de dados e na
produção de material de divulgação e capacidade de obter apoio de técnicos em
informática).
Para a conclusão dessa etapa, de acordo com o Quadro 12, foram realizadas a avaliação
preliminar e técnica (Passos 12 e 13, respectivamente) das opções em PmaisL. As etapas
14 e 15 não foram realizadas, porque optaram por fazê-la no segundo momento quando
avançarão com o programa para a escala meso. Traçou-se a partir do Passo 16, um plano
5W2H para a implantação do programa em escala micro. Em consequência, tal etapa gerou
a necessidade de revisionar os POPs e o Manual da Qualidade que contempla as BPF&C.
QUADRO 12 – ATIVIDADES REALIZADAS NA FASE DE AVALIAÇÃO
Etapas do Trabalho
Pesquisa-ação Ciclo BPF&C PmaisL
Avaliação A
Validação dos POPs,
Revisão do Manual da Qualidade.
12° Avaliação
preliminar;
13° Avaliação técnica;
14° Avaliação
econômica;
15° Avaliação ambiental
e;
16° Selecionar as
opções.
17° Preparar o plano de
PmaisL;
18° Implementar as
opções de PmaisL;
19º Monitorar e avaliar;
20° Sustentar atividades
de PmaisL.
Período de execução Março a Abril de 2011
Evidenciado o interesse da empresa em buscar a sua melhoria contínua para praticar a
Qualidade Total dos seus processos, produtos e serviços, redigiu-se um novo check-list,
presente no Apêndice C desse trabalho, apresentando questões que envolvem as BPF&C,

104
PmaisL e Sustentabilidade para avaliar sua colocação diante da concorrência, apontando
sua sobrevivência ou diferenciação no processo.
A opção de incluir questões que direcionem a sustentabilidade foi baseada pela proposta da
WBCSD aos setores na busca do seu desenvolvimento sustentável. As questões elaboradas
foram adaptadas da proposta de Lerípio (2001) com a sua ferramenta de avaliação G.A.I.A.
– Gerenciamento de Aspectos e Impactos Ambientais (presente no anexo C), baseada na
ACV, Gerenciamento de Processos apoiados em PL e Emissão Zero26. Sua premissa
consiste em:
“Proporcionar às organizações o atendimento à legislação, a melhoria
contínua e a prevenção da poluição a partir de atividades focalizadas no
desempenho ambiental e na sustentabilidade, tomando como elementos
fundamentais do processo a organização e as pessoas através de suas
relações como o meio ambiente” (LERÍPIO, 2001)
Após a aplicação do check-list, seu resultado foi apresentado e sugeriu-se a busca pela
melhoria contínua através de atitudes que contemplem o desenvolvimento sustentável,
avançando com a implementação do programa em escala micro (Química verde) – meso
(Eco-eficiência) – macro (ACV). Sua representação evolutiva foi apresentada na forma
ilustrativa gráfica de autoria da pesquisadora, as partes interessadas de acordo com a
Figura 22.
Essa figura demonstra os passos que uma empresa que realiza um planejamento gerencial
alcança em praticar ferramentas e adotar programas da Qualidade em sua unidade fabril. A
busca pela sustentabilidade empresarial pode e deve ser de forma gradual e vinculada a
rotina praticada pela organização.
Em tempo de se sobressair no mercado, o exercício de atitudes criativas e proativas sem
exigir gastos, em muitos casos somente um planejamento mais conciso, faz da empresa
uma referencia para as suas concorrentes.
Ao aplicar o check-list global, a empresa-referência e suas concorrentes podem se
identificar nos degraus que se encontram – pisando firme onde esta e vislumbrando aquém
26 Emissão Zero - vislumbra todos os insumos industriais sendo aproveitados nos produtos finais ou convertidos em insumos de valor agregado para outras indústrias ou processos. Desta maneira os processos produtivos irão se organizar espacialmente em conjuntos, de modo que os resíduos de cada processo sejam completamente correspondidos pelos insumos de outros processos, e o todo integrado não produz resíduos de nenhum tipo (TELUS, 2011).

105
ou além de onde sua concorrente se encontra.
FIGURA 22 – DEGRAUS PARA ALCANÇAR A SUSTENTABILIDADE EMPRESARIAL
Pode descansar ou tomar fôlego para sua diferenciação, mas nunca se contentar com a
sobrevivência. A realidade e única: a busca pela melhoria continua e a chave para a sua
sustentabilidade empresarial.

106
4. RESULTADOS E DISCUSSÕES
4.1. RESULTADO DA AUDITORIA INTERNA BASEADA NAS BPF&C E AS
OPORTUNIDADES IDENTIFICADAS PARA O DIRECIONAMENTO EM PMAISL
A aplicação do check-list baseado no roteiro versado no Manual de BPF&C foi realizada na
fase exploratória. Em relação ao foco de estudo, tais questões não são aplicáveis a
realidade da empresa:
2. ALMOXARIFADO: RECEBIMENTO, ESTOCAGEM E EXPEDIÇÃO
Item S N NA EA A27
39. A temperatura da câmara frigorífica é controlada e registrada?
2.c.22 X R
40. Qual é a temperatura no momento da inspeção? 2.c.22.1 X INF
Motivo: Não há necessidade de câmara frigorífica na empresa, por não utilizar insumos ou produzir produtos termolábeis. 4. RECOLHIMENTO DE PRODUTOS Item S N NA EA A 1. A empresa estabelece e mantém procedimentos para o recolhimento de produtos no mercado?
4.1 X R
1. A empresa estabelece e mantém sistemática que garanta a correta aplicação dos procedimentos?
4.2 X R
3. Existe pessoa responsável designada para a coordenação e execução dos procedimentos?
4.3 X R
4. Quando a pessoa responsável designada não pertencer ao Controle da Qualidade, a mesma é informada das operações efetuadas?
4.4 X R
5. São mantidos registros dos recolhimentos, bem como de suas causas? 4.5 X N
6. Recolhimentos por desvios da qualidade, as autoridades são informadas imediatamente?
4.6 X N
7. São tomadas providências para o recolhimento em todo o território distribuído? 4.6.1 X N
Continua
27 Simbologia: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo. Não se Aplica (NA): a questão não se aplica à empresa auditada Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário)

107
4. RECOLHIMENTO DE PRODUTOS Item S N NA EA A 8. Existe documentação dos recolhimentos e seu devido registro? 4.6.2 X N
9. Os registros de distribuição dos produtos, em nível primário (do fabricante ao receptor), permanecem disponíveis para uma rápida ação de recolhimento do mercado?
4.7 X R
10. Esses registros contêm informações que permitam o rastreamento do(s) cliente(s) da distribuição primária?(Localização do recebedor do produto)
4.7.1 X R
11. As informações dos clientes são conhecidas e estão disponíveis? 4.7.2 X INF
12. Existe área apropriada e segura para a armazenagem dos produtos recolhidos?
4.8 X N
13. Essa área está delimitada física e administrativamente, bem como os produtos recolhidos, enquanto aguardam seu destino?
4.8.1 X N
14. Existem relatórios conclusivos sobre todo o processo para cada produto recolhido? (estudo de rastreabilidade e das causas das não conformidades)
4.9 X R
15. Existem relatórios sobre o destino dos produtos recolhidos no mercado? 4.10 X R
Motivo: A empresa atua como terceirista e não possui linha própria. O reconhecimento do produto fica a encargo do cliente (contratante) que pode direcionar a entrega para a unidade fabril da terceirista, onde a mesma disponibilizará uma área para Recall. 5. SISTEMAS E INSTALAÇÕES DE ÁGUA Item S N NA EA A Água Purificada Osmose reversa (OR) (quando for o caso) 30. A indústria possui equipamento de tratamento de água por OR para produção de água purificada?
5.b.2.1 X INF
a) Qual é a capacidade em litros/hora? 31. A água que abastece o sistema é tratada? 5.b.2.2 X INF
a) Qual é a procedência dessa água? 32. Existe pessoa capacitada para operar o sistema e o responsável pela operação está presente?
5.b.2.3 X N
33. Existe manual de operação do sistema e tem sido utilizado? 5.b.2.4 X R
34. Existe depósito para essa água e o material dele é adequado? 5.b.2.5 X INF
Material: ( ) Acrílico ( ) PVC ( ) Amianto ( ) Fibra de vidro ( ) Concreto a) Há tratamento para evitar contaminação bacteriológica da água (UV-C, filtro, etc.)? 5.b.2.5.2 X INF
Continua

108
5. SISTEMAS E INSTALAÇÕES DE ÁGUA Item S N NA EA A 35. São realizados testes físico-químicos na água tratada na OR? 5.b.2.6 X N
Quais? ( ) Cloretos ( ) Sulfatos ( ) Dureza ( ) Densidade ( ) pH ( ) Condutividade a) Há registros dessa rotina? (verificar evidências) 5.b.2.6.1 X N
36. São feitos testes bacteriológicos na água tratada na OR? 5.b.2.7 X N
a) Há registros dessa rotina? (verificar evidências) 5.b.2.7.1 X N
37. O transporte ou circulação dessa água é feito por tubulação ou outro meio adequado? 5.b.2.8 X N
Material: ( ) PVC ( ) Aço ( ) Cobre ( ) Ferro ( ) Borracha ( ) Silicone ( ) outro: 38. A água tratada na OR é liberada pelo Controle da Qualidade antes de ser utilizada?
5.b.2.9 X N
39. É feita sanitização do sistema? 5.b.2.10 X N a) Existem registros dessas operações? Há periodicidade definida?
5.b.2.10.1 X N
40. Existem procedimentos escritos para a sanitização e estão sendo utilizados? 5.b.2.11 X N
41. É feita manutenção preventiva nos equipamentos do sistema de OR? 5.b.2.12 X INF
a) Há registros dessa rotina de manutenção? (verificar a periodicidade) 5.b.2.12.1 X INF
42. Existe algum tipo de filtro no sistema? 5.b.2.13 X R Qual? ( ) carvão ( ) areia ( ) diatomácea 43. É feita a sanitização do(s) cartucho(s) do(s) filtro(s) e há registros dessa prática?
5.b.2.14 X N
44. Existe procedimento para a sanitização do(s) cartucho(s) do(s) filtro(s) e é utilizado? 5.b.2.15 X N
45. O sistema de tratamento de água por OR é validado por órgão competente ou credenciado?
5.b.2.16 X N
Motivo: A empresa produz água purificada por deionização. 6. PRODUÇÃO Item S N NA EA A Condições gerais 91. Nas áreas produtivas efetuam-se controles de pressão do ar, microbiológicos, de partículas, de umidade e de temperatura, quando for o caso?
6.c.2.24 X N
Motivo: Não há área limpa na unidade fabril.

109
7. FABRICAÇÃO DE PRODUTOS SÓLIDOS E SEMI-SÓLIDOS
Item S N NA EA A
1. Existe local apropriado para a fabricação de pós? 7.1 X N
24. Existem sistemas de exaustão de pó nos locais onde se produza muito pó? 7.24 X N
39. Existem, na área de compressão, aparelhos para testar a compactação e/ou pesos dos produtos?
7.39 X INF
40. São feitos registros desses controles? 7.40 X R 41. O Controle da Qualidade verifica, periodicamente, essas medidas? 7.41 X R
47. As máquinas de compressão estão dispostas de maneira a evitar contaminação cruzada?
7.47 X R
48. As máquinas de compressão possuem sistema de exaustão dos pós? 7.48 X N
49. O setor de fabricação/manipulação de pós está adequadamente equipado para a tarefa (ar comprimido, exaustão, etc.)?
7.49 X N
Motivo: Não há produção de pós/particulados na unidade fabril.
Eliminadas da contagem geral, sua aplicação gerou os seguintes resultados:
Requisitos Total atingido
Imprescindíveis 100%
Necessários 79%
Recomendáveis 80%
As questões que barraram o alcance de 100% no cumprimento dos quesitos necessários
foram as seguintes:
2. ALMOXARIFADO: RECEBIMENTO, ESTOCAGEM E EXPEDIÇÃO
Item S N NA EA A
60. Antes da liberação pelo Controle de Qualidade, a MP permanece em quarentena e devidamente rotulada como tal?
2.d.6 X N
61. A identificação da MP é documentada, colocando-se o rótulo de aprovado no corpo do recipiente / embalagem que a contém, e não na tampa?
2.d.7 X N
62. Todas as MPs, sem exceção, são amostradas pelo Controle da Qualidade, de acordo com metodologias/rotinas adequadas e confiáveis? (baseada em monografias oficiais)
2.d.8 X N
63. Uma MP já aprovada é etiquetada e transferida para o almoxarifado correspondente?
2.d.9 X N
Continua

110
2. ALMOXARIFADO: RECEBIMENTO, ESTOCAGEM E EXPEDIÇÃO Item S N NA EA A
75. A identificação (rótulo ou etiqueta) está completa e devidamente aderida? 2.e.3 X N
76. Antes de sua liberação pelo Controle da Qualidade, os materiais ou embalagens permaneceram em quarentena e devidamente rotulados como tal (se for o caso)?
2.e.4 X N
77. Todos os materiais/embalagens, sem exceção, são amostrados pelo Controle da Qualidade, de acordo com sistemas adequados e confiáveis (descrever métodos de análises ou apresentar métodos de análise acompanhados de laudos internos)?
2.e.5 X N
78. Os materiais já aprovados são etiquetados como tais e transferidos para o almoxarifado ou área correspondente?
2.e.6 X N
3. DEVOLUÇÕES DE PRODUTOS ACABADOS Item S N NA EA A 2. Existe uma área que delimite ou restrinja o armazenamento de produtos devolvidos? (É obrigatório identificar o produto devolvido, não à área; mas a área deve existir).
3.1 X N
11. CONTROLE DA QUALIDADE Item S N NA EA A 18. São mantidas amostras de referência futura das matérias-primas utilizadas? 11.18 X N
28. São efetuados ensaios microbiológicos das MPs e dos produtos acabados (Quando for o caso)?
11.28 X N
29. Existem registros dessa atividade? 11.29 X N
Isto significa que independente dos planos da empresa em buscar a sua diferenciação no
setor, é necessário cumprir 100% dos quesitos necessários. Para traçar um plano de ação
para cumpri-los, o mesmo foi baseado no 5W2H1S, e está esquematizado no Quadro 13.

111
QU
ADR
O 1
3– P
LAN
O 5
W2H
1S P
ARA
OS
QU
ESIT
OS
NEC
ESSÁ
RIO
S
Iden
tific
ação
de
apro
vado
/
repr
ovad
o / q
uare
nten
a no
s
insu
mos
Evita
r mis
tura
s ac
iden
tais
entre
mat
eria
is a
nalis
ados
e
não
anal
isad
os
Sem
pre
Rec
ebim
ento
do
insu
mo
pelo
alm
oxar
ifado
Col
abor
ador
es a
tuan
tes
no
alm
oxar
ifado
e C
Q
Con
scie
ntiz
ação
dos
env
olvi
dos
Sem
cus
to
Fica
a c
argo
da
GQ
mon
itora
r o c
umpr
imen
to d
esse
que
sito
Amos
trage
m d
e
insu
mos
Ref
erên
cia
futu
ra
para
rean
ális
e
Col
abor
ador
es d
o
CQ
Anál
ise
físic
o-qu
ímic
a e
mic
robi
ológ
ica
dos
insu
mos
Qua
lific
ação
dos
forn
eced
ores
Prio
rizar
o p
adrã
o da
MP
Evita
r não
con
form
idad
es n
a
prod
ução
Labo
rató
rio d
e C
Q
Col
abor
ador
es d
o C
Q
Trei
nam
ento
e c
onsc
ient
izaç
ão
dos
envo
lvid
os
Área
par
a pr
odut
os
devo
lvid
os (R
ecal
l)
Evita
r mis
tura
s ac
iden
tais
na
expe
diçã
o
Rec
ebim
ento
do
prod
uto
não
conf
orm
e pe
lo a
lmox
arifa
do
Col
abor
ador
es d
o
alm
oxar
ifado
Con
scie
ntiz
ação
dos
envo
lvid
os
WH
AT (O
que
?)
WH
Y (P
or q
uê?)
WH
EN
(Qua
ndo?
)
WH
ER
E (O
nde?
)
WH
O (Q
uem
?)
HO
W (C
omo?
)
HO
W M
UC
H
(Qua
nto
cust
a?)
SHO
W M
E (C
omo
mon
itora
r / d
emon
stra
r
resu
ltado
s?)

112
Nada impede, porém que concomitantemente, se busque atender os quesitos
recomendáveis, o que no caso é desejável para que se busque a melhoria contínua. As
questões que barraram o alcance de 100% no cumprimento desses foram as seguintes:
2. ALMOXARIFADO: RECEBIMENTO, ESTOCAGEM E EXPEDIÇÃO
Item S N NA EA A
2. Os arredores do edifício, instalações, muros, estão limpos? 2.a.2 X R
5. Estão adequadas as condições físicas/estado de conservação do almoxarifado, estrutura, paredes e tetos?
2.a.5 X R
10. As paredes internas do almoxarifado estão bem conservadas? 2.b.4 X R
13. Os tetos do almoxarifado estão em boas condições gerais (gretas, rachaduras, goteiras e pintura descascando)?
2.b.7 X R
16. A qualidade e a intensidade da iluminação são adequadas? (atendem os quesitos de qualidade e de segurança no trabalho)
2.c.1 X R
17. A ventilação do local (almoxarifado e dependências) é adequada? 2.c.2 X R
21. A temperatura do almoxarifado é controlada e registrada? (ver registros na inspeção)
2.c.6 X R
6. PRODUÇÃO Item S N NA EA A 11. Há procedimentos escritos sobre a forma de proceder, caso necessário modificar a fórmula padrão?
6.a.1.3 X R
12. A fórmula padrão contém nome, forma, concentração e prazo de validade do produto? 6.a.1.4 X R
19. Há exigência de anexar à Ordem de Fabricação (OP) os registros gráficos de temperatura, pressão e umidade, quando o processo requer o controle dos mesmos?
6.a.1.9 X R
21. Há calculo do rendimento real obtido nas diversas etapas de fabricação e relação com o rendimento teórico?
6.a.1.11 X R
Ordem de fabricação Áreas de Pesagem e Medidas 43. Nessas etiquetas consta o nome do produto a que se destina o insumo? 6.b.11.1 X R
45. Consta o número do lote do produto? 6.b.11.4 X R 53. Há sistema de exaustão na área de pesagem e medição? 6.b.14 X R
Áreas Produtivas Condições externas 62. O edifício está em bom estado? 6.c.1.1 X R

113
7. FABRICAÇÃO DE PRODUTOS SÓLIDOS E SEMI-SÓLIDOS
Item S N NA EA A
42. Existem registros de limpeza, fixados a cada recipiente e a cada máquina? 7.42 X R
8. PRODUTOS LÍQUIDOS Item S N NA EA A 33. A relação entre os rendimentos teórico e real é verificada freqüentemente? 8.33 X R
34. A existência de qualquer discrepância é justificada por escrito?
8.34 X R
9. ENVASE Item S N NA EA A 36. É verificada a relação entre o rendimento teórico e o real (no processo de envase)? 9.36 X R
37. Se houver discrepância, ela é justificada por escrito? 9.37 X R
11. CONTROLE DA QUALIDADE Item S N NA EA A 19. Está definido o período de retenção dessas amostras (MPs)?
11.19 X R
22. Existe um procedimento escrito detalhando a data de reanálise das matérias-primas?
11.22 X R
A partir desse levantamento foi traçado um plano de ação para cumpri-los, e o mesmo está
esquematizado no Quadro 14.
A próxima etapa foi a apresentação dos resultados da Auditoria interna, realizada pela
pesquisadora e um representante da Garantia da Qualidade da empresa para a alta
gerência e colaboradores.
A sugestão foi a implantação do programa de PmaisL vinculada ao cumprimento dos
quesitos recomendáveis, versados no roteiro proposto dentro do Manual de BPF&C do setor
de HPPC. Após o aceite, foi ministrado palestras sobre BPF&C e Produção Mais Limpa
para as partes interessadas, incitando a sensibilização e promovendo conhecimento sobre
os programas.

114
QU
ADR
O 1
4 –
PLAN
O 5
W2H
1S P
ARA
OS
QU
ESIT
OS
REC
OM
END
ÁVEI
S
Ren
dim
ento
do
proc
esso
Cal
cula
r gas
tos
e ef
iciê
ncia
da
plan
ta
Qua
nto
emer
gent
e pa
ra o
s e
nvol
vido
s Pesa
gem
, Fa
bric
ação
e
Enva
se
Col
abor
ador
es
atua
ntes
no
CQ
Con
scie
ntiz
ação
do
s en
volv
idos
Sem
cus
to
Fica
a c
argo
da
GQ
mon
itora
r o c
umpr
imen
to d
esse
que
sito
.
Adeq
uaçã
o do
s PO
Ps: C
orre
ção
de F
órm
ula
Pad
rão,
iden
tific
ação
de
insu
mos
, reg
istro
de
limpe
za
dos
equi
pam
ento
s e
perío
do d
e re
tenç
ão d
as a
mos
tras
Padr
oniz
ação
na
rotin
a de
tra
balh
o
Pesa
gem
, Fab
ricaç
ão, E
nvas
e e
CQ
Col
abor
ador
es a
tuan
tes
ness
es
seto
res
Trei
nam
ento
e c
onsc
ient
izaç
ão
dos
envo
lvid
os.
Con
trole
de
tem
pera
tura
Para
pre
zar
pela
qua
lidad
e
das
MPs
, ins
umos
e
prod
uto
acab
ado.
Sem
pre
Alm
oxar
ifado
Col
abor
ador
es
atua
ntes
no
CQ
Con
serv
ação
da
área
inte
rna
e
exte
rna
da u
nida
de fa
bril
Ilum
inaç
ão e
Ven
tilaç
ão in
sufic
ient
e Si
stem
a de
exa
ustã
o Par
a ga
rant
ir a
segu
ranç
a do
co
labo
rado
r e p
reza
r pel
a qu
alid
ade
da
s M
Ps, i
nsum
os e
pro
duto
ac
abad
o. Q
uant
o a
área
ext
erna
, pe
la
sua
esté
tica
e pr
opós
ito e
m p
assa
r um
a
imag
em p
ositi
va a
os c
lient
es.
Sem
pre
para
a á
rea
inte
rna
e o
qua
nto
emer
gent
e pa
ra a
em
pres
a p
ara
a ár
ea
exte
rna
Inte
rno:
Alm
oxar
ifado
, CQ
de
emba
lage
ns,
Lab.
Mic
robi
olog
ia.
Exte
rno:
Fac
hada
da
entra
da p
rinci
pal.
Forn
eced
ores
indi
reto
s
Con
trata
ção
para
refo
rmar
os
pont
os c
rític
os,
ampl
iar p
onto
s de
ilum
inaç
ão, i
nsta
lar
sist
ema
de e
xaus
tão
na p
esag
em, f
abric
ação
e
enva
se, e
isol
ar á
reas
com
tem
pera
tura
s cr
ítica
s.
Nec
essi
ta a
valia
ção
Fica
a c
argo
dos
pro
prie
tário
s a
m
anut
ençã
o pr
even
tiva
e co
rret
iva
des
sa
ocor
rênc
ia.
WH
AT
O q
ue?
WH
Y
Por q
uê?
WH
EN
Q
uand
o?
WH
ER
E
Ond
e?
WH
O
Que
m?
HO
W
Com
o?
HO
W M
UC
H
Qua
nto
cust
a?
SHO
W M
E
Com
o m
onito
rar /
de
mon
stra
r res
ulta
dos?

115
A seguir foi criado o eco-time que identificou o que poderia ser feito em relação aos dados já
coletados com a Auditoria e a estratégia de vinculação com a PmaisL. Com a discussão
entre o grupo e o pesquisador, verificou-se que ao deparar com esses resultados, as
mesmas poderiam ser direcionadas em oportunidades de PmaisL. Antes de colocarmos o
plano de ação em prática, a discussão com o grupo de trabalho chegou as seguintes
propostas, apresentadas no Quadro 15.
QUADRO 15 – OPORTUNIDADES EM PmaisL VINCULADAS AS BPF&C Itens do check-list Oportunidades em PmaisL
2.a.2, 2.a.5 e 6.c.1.1
Os itens referem-se à apresentação estética da infraestrutura externa da empresa e os pontos levantados podem representar uma oportunidade em serviços, sendo o cartão de visita para conquistar novos clientes e manter os cativos. As sugestões dentro da PmaisL são: conservar com reformas periódicas, arborizar os arredores ou manter a já existente com o aval da prefeitura, intimidar pichadores e incentivar grafiteiros até financeiramente ou outro tipo de bônus, com “muros” para expressão artística sobre a área de atuação da empresa.
2.b.4, 2.b.7, 2.c.1 e 2.c.2
A infraestrutura interna do almoxarifado deve ser organizada e racional para possibilitar a sua manutenção, garantindo a segurança do colaborador e prezando pela qualidade das MPs, insumos e produto acabado. As oportunidades em serviços na PmaisL pode figurar em substituir as lâmpadas incandescentes por fluorescentes, aproveitar da ventilação natural em áreas que não represente risco de contaminação, projetar a reciclagem da água (reuso) para limpeza geral e a captação/utilização da energia solar como uma das fontes geradoras de energia.
2.c.6 Referente ao controle de temperatura em áreas delimitadas para armazenagem de MP termoexigentes, onde a utilização de um termo-higrômetro é necessária para medir as variações temperatura e umidade e/ou até mesmo, a instalação de um ar-condicionador e desumidificador para garantir a estabilidade. A oportunidade em processos dentro da PmaisL, se baseia em registrar estas variações diárias de temperatura e umidade para diminuir o risco de não conformidade nas MPs resultando em produtos retrabalhados ou até mesmo descartados.
6.a.1.3 Redigir procedimentos operacionais padrão de todas as possibilidades que possam ocorrer aplicando ações corretivas e principalmente, treinar colaboradores para executar tais ações pode refletir em uma oportunidade em PmaisL para prevenir descartes de produtos fora do padrão da qualidade. Na PmaisL está etapa poderia ser evitada se o desenvolvimento do produto e qualificação dos fornecedores fosse mais efetivo, evitando possíveis retrabalhos, influenciando na adaptação temporária da fórmula padrão.
6.a.1.4 São dados importantes dentro da PmaisL para a produção se organizar quanto à disponibilidade dos equipamentos, embalagens, rótulos e impressão do número de lote e prazo de validade, evitando perda de tempo e possíveis trocas de produtos.
Continua

116
Itens do check-list Oportunidades em PmaisL
6.a.1.9 São variáveis importantes para o Controle e Garantia da Qualidade para produzir lotes padronizados e prevenir não conformidades durante o processo. A oportunidade em PmaisL está em criar fichas de Controle Estatístico de Processo (CEP) anotando essas variáveis e anexar na OP, juntando o maior número de informações sobre o produto facilitando a sua rastreabilidade.
6.a.1.11, 8.33, 8.34, 9.36 e 9.37
Esse item se refere ao balanço de massa desejado dentro da PmaisL. Traçar esse fluxograma listando as entradas e saídas, bem como calcular o seu rendimento, serve de mapa ou guia para direcionar as possibilidades de PmaisL dentro do sistema produtivo.
6.b.11.1 e 6.b.11.4
Esses itens se referem à etiqueta gerada na área de pesagem identificando a MP, seu destino, n° de lote, quantidade medida e o nome do colaborador que efetuou tal medição com sua rubrica confirmatória. Essa etiqueta faz parte de um dos anexos da Ordem de Fabricação (OP) para facilitar a identificação e rastreabilidade do produto, identificando possíveis não conformidades e prevenindo retrabalhos e descartes desnecessários, dentro da oportunidade de PmaisL.
6.b.14 Necessário, caso as MPs utilizadas sejam particuladas ou voláteis para evitar contaminação cruzada e intoxicação acidental do(s) colaborador (es) envolvidos com a área de pesagem. A oportunidade em PmaisL está em evitar acidentes ocupacionais e contaminantes no processo com a instalação de euxastores nas balanças e nas demais áreas de medição.
11.19, 11.21 (já praticado) e 11.22
Os itens referem-se, respectivamente, a retenção de amostras de MPs, produtos acabados e à reanálises para validar as condições de armazenagem das mesmas. A oportunidade em PmaisL consiste em obter dados para a análise de variáveis que possam influenciar na qualidade e eficiência do processo produtivo a partir desses insumos, criando vínculos para a identificação e rastreabilidade no sistema.
O mesmo foi feito com as questões que exprimem os quesitos recomendáveis já cumpridos
pela empresa para identificar as oportunidades em PmaisL e verificar se a mesma já pratica
tais atitudes pró-ativas (Quadro 16), mesmo não as reconhecendo como potencial
econômico e ambiental.
QUADRO 16 – OPORTUNIDADES EM PMAISL EVIDENCIADAS NA EMPRESA
Itens do check-list Oportunidades em PmaisL Já pratica na
unidade fabril? 2.a.6, 6.c.2.23, 6.c.2.25, 6.c.2.29 e 6.c.2.31
A oportunidade em serviços dentro da PmaisL está na organização física do almoxarifado, deixando-o com corredores de livre circulação para a segurança do colaborador em caso de incêndio. Esta atitude é bem vista e desejada em empresas contratantes que possuem certificações em BS8800/SA 8000 ou que possuem programas de responsabilidade social.
Sim
Continua

117
Itens do check-list Oportunidades em PmaisL Já pratica na
unidade fabril? 2.b.3 A facilidade na limpeza reflete na inexistência de
rodapés/cantos vivos na junção piso-parede e na qualidade do impermeabilizante aplicado no piso por empresa especializada. Qualificar fornecedores / prestadores de serviço para executar tais adaptações, além de promover treinamentos sobre ergonomia/postura laboral para os colaboradores envolvidos na limpeza, podem figurar oportunidades em serviços de PmaisL.
Não, porque falta treinamento
2.c.9, 2.c.10 e 6.c.2.20
Os itens são referentes ao controle de pragas. A oportunidade em serviços dentro da PmaisL está em criar um procedimento operacional padrão no combate e prevenção a infestações, treinar 1 a 3 colaboradores para monitorar a atividade e validar anualmente este procedimento com uma empresa autorizada pela ANVISA / VISA para exercer esta atividade. Realizando este controle, há garantias de manter a integridade de MPs, insumos e produtos acabados, bem como a saúde dos colaboradores.
Sim
2.c.13 a 2.c.18
Os itens referem-se à infraestrutura oferecida aos seus colaboradores, de modo a propiciar condições de bem-estar aos mesmos. A oportunidade em PmaisL está em disponibilizar nestes locais, cartazes sobre modo correto de lavar as mãos, vestir o uniforme e os EPIs, saúde ocupacional, reciclagem na empresa, dicas de consumo sustentável, dispor de lixeiras definidas sobre a natureza do resíduo (metal, vidro, etc.) no salão-restaurante e em pontos de circulação. É um modo de promover indiretamente uma educação laboral baseada no desenvolvimento em Humanware da empresa, focando os serviços em PmaisL.
Parcialmente, pois falta programa de
reciclagem
2.c.19.1 Dispor de uniformes e EPIs para os colaboradores é função da empresa para garantir a segurança pessoal, o processo produtivo e o produto final. A oportunidade em PmaisL está em oferecer n° de uniformes e EPIs suficientes para que os seus colaboradores o mantenham sempre limpos e em perfeitas condições. Com isso, indiretamente, não melhora só a imagem da empresa quando há visitas de clientes e fornecedores ou auditorias externas, faz parte na diminuição de ocorrências e não conformidades em serviços envolvendo processos e produtos.
Sim
Continua

118
Itens do check-list Oportunidades em PmaisL Já pratica na
unidade fabril? 2.c.26, 2.c.29, 2.f.1 e 6.b.1
A logística na distribuição de espaços ou o senso de organização funcional da empresa não é só uma oportunidade em PmaisL, mas de todas as ferramentas da qualidade. Em PmaisL este item indiretamente representa a qualidade em serviços, prevenindo misturas acidentais durante a distribuição, armazenamento e expedição, evitando passar uma imagem negativa para seus clientes.
Sim
2.d.10, 2.d.12, 2.d.15 e 6.b.17
Esse item se refere à identificação da MP pelo fornecedor oferecendo no rótulo dados relevantes sobre a mesma. O prazo de validade, seja inicial ou proveniente de uma reanálise, expresso no rótulo é fundamental para os colaboradores organizarem a distribuição para a área de pesagem de acordo com o sistema adotado pela empresa. A oportunidade em PmaisL está organizar as sessões desses insumos no sistema FEFO (First expired, first out – Primeiro a expirar, primeiro a sair), evitando descartar MP vencidas sem uso.
Parcialmente, pois se pratica o FIFO (First in, First Out)
2.e.1 Muitas vezes não dada à devida importância, realizar uma inspeção inicial nas embalagens verificando notas fiscais e laudos técnicos e apontando compatibilidades de informações são oportunidades em PmaisL que refletem indiretamente no produto final, evitando descartes ou inviabilidade de embalagens no momento da produção.
Sim
2.f.3 a 2.f.7 As oportunidades em PmaisL, nesses itens, estão em criar fichas de controle de entrada e saída de produtos acabados rotulados com o maior número de dados relevantes, para garantir a distribuição de forma ordenada, respeitando o sistema FIFO, neste caso válido por respeitar o prazo de validade de acordo com o número de lote interno da produção; ordenar as caixas ou fardos de forma segura aos produtos e aos colaboradores que circulam pelo almoxarifado; em substituir as lâmpadas incandescentes por fluorescentes e; aproveitar da ventilação natural em áreas que não represente risco de contaminação.
Sim
2.f.11 a 2.f.12.2
A oportunidade em PmaisL está em controlar os registros de equipamentos em funcionamento que garantam a segurança dos colaboradores e da infraestrutura funcional da empresa, realizando manutenção preventiva e corretiva dos mesmos, prevenindo acidentes.
Sim
Continua

119
Itens do check-list Oportunidades em PmaisL Já pratica na
unidade fabril? 2.f.16 Esse controle é uma das ferramentas-chave dentro da
PmaisL quando nos referimos a controle de gastos no sistema produtivo. Com essa coleta de dados, existe uma organização para aquisição de novos insumos baseados em se trabalhar com o estoque mínimo e diminuindo o espaço de armazenamento dos mesmos, de acordo com a filosofia do “Just in Time” e na emissão de novas ordens de produção, que indiretamente medem o consumo de massa e energia do sistema.
Não, porque falta planejamento nesse sentido.
2.f.18 Esse controle dentro da PmaisL serve de ferramenta para os serviços prestados pela empresa aos seus clientes, organizando um cronograma de entrega e distribuição nos pontos de venda, quando for o caso, facilitando o trabalho do departamento comercial dos stakeholders (partes interessadas).
Sim
3.5, 3.7, 3.8, 3.9, 4.1, 4.2, 4.3, 4.4, 4.7, 4.7.1, 4.9 e 4.10
Tanto a devolução quanto o recolhimento dos produtos, não é previsto dentro da PmaisL quando o programa está validado, visto que tais ocorrências não acontecem, pois foram prevenidas na fonte. Se não for o caso, é desejável que a empresa implante um sistema de Cosmetovigilância e que seu serviço de atendimento ao consumidor seja efetivo. A oportunidade em PmaisL está em implantar esse departamento de SAC baseado no sistema de Cosmetovigilância, prestando serviços de utilidade e qualidade aos clientes e/ou consumidores.
Parcialmente, pois o SAC existe e a
Cosmetovigilância fica sob
responsabilidade do contratante
5.a.2, 5.a.5, 5.a.10, 5.b.1.3, 5.b.1.4, 5.b.1.11, 5.b.1.15, 5.b.2.4 e 5.b.2.13
A oportunidade em PmaisL é traçar todo o sistema de provimento de água da produção, garantindo sua quantidade e qualidade deste a fonte geradora até o produto final, no caso a água purificada. Desse modo torna-se fácil diagnosticar e prevenir falhas na distribuição de água. O controle realizado dentro da PmaisL está baseado no treinamento de um ou mais colaboradores responsáveis pela operação e manutenção do sistema para garantir a qualidade da água potável, a realização e validação da limpeza da caixa d’água, em obter a água deionizada, desmineralizada ou destilada (de acordo com a necessidade de produção) atestando sua pureza química e microbiológica.
Sim
Continua

120
Itens do check-list Oportunidades em PmaisL Já pratica na
unidade fabril? 6.1, 6.3 e 6.4 É a oportunidade de PmaisL em serviços envolvendo o
Departamento de Recursos Humanos da empresa. Assegurar a saúde ocupacional do colaborador e oferecer treinamentos periódicos sobre BPF&C ou a cada novo procedimento operacional implantado resulta em melhorias dentro do Humanware que obviamente reflete no Hardware/Software no sistema produtivo, evitando acidentes e aumentando o desempenho de produtos e processos.
Sim
6.a.1.4 São dados importantes dentro da PmaisL para a produção se organizar quanto à disponibilidade dos equipamentos, embalagens, rótulos e impressão do número de lote e prazo de validade, evitando perda de tempo e possíveis trocas de produtos.
Sim
6.a.1.7 Dentro da PmaisL é importante ter o maior número possível de colaboradores treinados nas áreas de atuação da empresa para participar ou fornecer dados ao ecotime para efetivar a implantação do programa na empresa. Verificar e executar a limpeza dos equipamentos pode gerar uma oportunidade em PmaisL no consumo e reuso da água, como também estudar a utilização de sanitizantes mais efetivos e menos impactantes para o meio ambiente.
Parcialmente, pois o foco “reuso da
água” não foi cogitado antes dessa coleta de
dados
6.b.6, 7.29, 11.7, 11.8, 11.10 e 11.11
Esse item se refere a(s) balança(s) e recipiente(s) de medida que devem ser calibrados periodicamente por empresas certificadas por órgãos fiscalizadores como o INMETRO. Dentro da PmaisL, a oportunidade está em realizar também calibrações internas que assegurem a precisão dos equipamentos e ferramentas de medição, programando assim a manutenção preventiva e corretiva dos mesmos.
Parcialmente, pois a calibração interna não é
realizada.
6.b.16 A oportunidade em PmaisL está em evitar contaminantes no processo com uma antessala para lavagens dos utensílios eliminando as chances de misturas acidentais do material dessa área com as demais do processo produtivo. Caso não seja possível criar essa antessala, os utensílios devem possuir identificação da área da qual pertencem e devem ser higienizados separadamente dos materiais das demais áreas.
Sim
6.b.21 As oportunidades em PmaisL estão na instalação de euxastores com sistemas filtrantes, se for o caso, nas áreas de medição e pesagem, adquirir MPs com alto grau de pureza e baixa volatilidade que indiretamente irão gerar resíduos com baixo impacto ambiental, quando possível reutilizar a água de lavagem dos utensílios para limpeza geral, dispondo assim a menor quantidade de resíduos e efluentes para o meio ambiente.
Parcialmente, pois o foco “reuso da
água” não foi cogitado antes dessa coleta de
dados.
Continua

121
Itens do check-list Oportunidades em PmaisL Já pratica na
unidade fabril? 6.c.2.2 Redigir um Procedimento Operacional Padrão sobre
Controle de Processos acompanhado de Instruções de Trabalho descrevendo o modo, material utilizado, rotina e frequência da limpeza dos locais de produção é desejável e encontra uma oportunidade em PmaisL, figurando em uma atividade o menos impactante possível para o meio ambiente, gerando o mínimo de efluentes decorrentes dessa atividade.
Parcialmente, pois o foco “impacto
ambiental do processo” não foi
cogitado antes dessa coleta de
dados.
6.c.2.7 e 6.c.2.14
Os itens acima se referem à infraestrutura oferecida aos seus colaboradores, de modo a propiciar condições de bem-estar aos mesmos. A oportunidade em PmaisL está em disponibilizar cartazes sobre modo correto de lavar as mãos, vestir o uniforme e os EPIs nos banheiros e vestiários; afixar acima do bebedouro, laudo de análise físico-química e microbiológica das águas que os abastecem; dispor nas áreas de circulação, cartazes sobre saúde ocupacional, reciclagem na empresa, dicas de consumo sustentável e distribuir lixeiras definidas sobre a natureza do resíduo (metal, vidro, etc.), nas áreas de produção e convivência. É um modo de promover indiretamente uma educação laboral baseada no desenvolvimento em Humanware da empresa, focando os serviços em PmaisL.
Parcialmente, pois o foco “reciclagem”
não foi cogitado antes dessa coleta
de dados
6.c.2.32, 6.c.2.34, 6.c.2.36, 7.13, 7.21 e 7.22
A infraestrutura interna da área de produção deve ser organizada e racional para possibilitar a sua manutenção, garantindo a segurança do colaborador e prezando pela qualidade do produto acabado. As oportunidades em serviços na PmaisL pode figurar em substituir as lâmpadas incandescentes por fluorescentes, aproveitar da ventilação natural em áreas que não represente risco de contaminação, projetar a reciclagem da água (reuso) para limpeza geral e a captação/utilização da energia solar como uma das fontes geradoras de energia.
Parcialmente, pois o foco “reuso da
água” não foi cogitado antes dessa coleta de
dados.
7.5 A oportunidade em PmaisL está em promover uma sensibilização proporcionando ciclos de palestras e treinamentos periódicos sobre a importância dos uniformes e EPIs para uso interno na unidade fabril e as implicações em utilizá-los em ambiente externo, acarretando em contaminações químicas e microbiológicas tanto do usuário como do produto acabado.
Sim
Continua

122
Itens do check-list Oportunidades em PmaisL Já pratica na
unidade fabril? 7.25 e 7.26 A oportunidade em serviços dentro da PmaisL está na
organização física da área de produção, para a fabricação e para a livre circulação dos colaboradores deixando corredores de acesso para a segurança dos mesmos em caso de incêndio. Devem existir treinamentos periódicos oferecidos pelo Departamento de Recursos Humanos em parceria com a Brigada de Incêndio sobre a correta utilização dos extintores e planos de fuga em casos de incêndio de difícil controle. Esta atitude é bem vista e desejada em empresas contratantes que possuem certificações em BS8800/SA 8000 ou que possuem programas de responsabilidade social.
Sim
7.33 Item referente à identificação de todos os utensílios, recipientes e equipamentos por etiquetas com dados referentes ao produto produzido. A oportunidade em PmaisL está em adotar essa medida de identificação para diminuir as ocorrências de não conformidades, reduzindo o número de variáveis possíveis dentro da ocorrência.
Sim
7.35 Item referente à limpeza e conservação de utensílios e recipientes utilizados nessa área. A oportunidade em PmaisL em adotar essa medida de identificação está em minimizar o risco de contaminação entre os processos e produtos, usando os mesmos para o monoproposito.
Sim
7.38, 7.40 e 7.41
Itens referentes à realização de Controle Estatístico do Processo. A oportunidade em PmaisL está em verificar o maior número de variáveis no processo e controlar esses parâmetros a cada lote produzindo garantindo a uniformidade do produto, criando fichas para captar essas informações. Não só o Controle de Qualidade, mas a Garantia da Qualidade devem acompanhar as medições e prever possíveis desvios que requerem manutenção no processo.
Sim
Continua

123
Itens do check-list Oportunidades em PmaisL Já pratica na
unidade fabril? 7.42, 7.47, 7.52, 7.53 e 7.54
Nessas áreas, recomenda-se que a limpeza seja feita por aspiração, no caso da produção de pós. A limpeza de utensílios, recipientes e equipamentos onde os resíduos são de difícil remoção com água e sanitizantes comuns à produção podem ser realizados, utilizando solventes orgânicos de baixo impacto ambiental em um sistema denominado “em contracorrente”, que funciona da seguinte maneira: os componentes a serem limpos são primeiramente mergulhados no solvente mais sujo, passando depois a outro tanque com solvente um pouco menos saturado e assim gradativamente, até que o último enxágue da peça seja feito com solvente “limpo”. De maneira geral, este procedimento minimiza consideravelmente o consumo e o descarte de solvente sujo, visto que apenas a partida mais contaminada é descartada. Os solventes saturados podem ser revendidos para recuperadoras de solventes. Aconselha-se verificar as instalações e a situação legal dessas empresas frente aos órgãos ambientais locais, antes que seja adotada essa medida (CETESB, 2003).
Parcialmente, pois não há
recuperação do solvente.
A programação da empresa em se
tratando de cosméticos
coloridos é de acordo com a tonalidade, do
mais claro para o mais escuro, e também há um
rodízio de sanitizantes de baixo impacto
ambiental utilização para a
assepsia dos utensílios e
equipamentos. 8.2, 8.11, 8.18, 8.19, 8.21, 8.22, 8.26, 8.32
Todas as sugestões citadas para oportunidades em PmaisL na produção de sólidos e semi-sólidos são aplicadas também na produção de líquidos. A presença de exaustores ou de sistemas “enclausurados” para a produção de artigos de perfumaria cabe na mesma sugestão. A limpeza de recipientes, utensílios e equipamentos são menos impactantes pela própria natureza das MPs utilizadas. Outras oportunidades em PmaisL que podem ser aplicadas são a utilização de um sistema móvel e compacto de CIP (Clean In Place) que é deslocado para junto dos tanques a serem limpos, e também o chamado sistema de múltiplo uso, no qual a solução de limpeza é reutilizada por vários ciclos antes de seu descarte. Há economia no volume de água usado, no consumo dos produtos químicos (detergentes e sanitizantes), na geração de efluentes e de resíduos.
Não, porque não há um sistema de
exaustores instalados na
empresa.
9.2, 9.3, 9.13, 9.17, 9.18, 9.22, 9.23, 9.25 e 9.26
Todas as sugestões citadas para oportunidades em PmaisL na fabricação também tem a mesma aplicabilidade na área de envase. Como sugestão adicional está na utilização de tanques-pulmão de fundo móvel para armazenamento e transferência de produtos diminuindo os riscos de contaminação ou de perdas de produto, com os correspondentes impactos ambientais. O fundo é acionado por gás (nitrogênio ou ar comprimido) e funciona como um êmbolo. Ocorre então o escoamento total do produto, o que proporciona o esgotamento do conteúdo do tanque e a eliminação da etapa de limpeza.
Não, o sistema produtivo não está planejado de forma
cíclica e enclausurada para diminuir ao máximo
o impacto ambiental do
processo.
Continua

124
Itens do check-list Oportunidades em PmaisL Já pratica na
unidade fabril? 9.39 A oportunidade em PmaisL desse item está em usar as
embalagens e o excesso do produto que não entraram no processo de envase para os próximos lotes desde que mantidos os padrões de reprodutibilidade, evitando assim descartes desnecessários. Isso é possível desde que haja condições de segurança e higiene na área de armazenamento de insumos e de semi-acabados respectivamente, para armazenar esses subprodutos. Caso não seja possível o seu reaproveitamento na produção, verificar a utilização das embalagens em outras etapas do processo como recipientes e o produto residual ser pesado e descartado de forma segura, gerando um boletim de não conformidade para referência de dados na próxima produção, verificando os dados de rendimento e eficiência na produção.
Sim
10.5 Em PmaisL este item representa a qualidade e a reutilização de materiais em processos, prevenindo misturas acidentais durante a produção, evitando transtornos e desperdícios. Ter um colaborador responsável por essa tarefa facilita o cumprimento dessa oportunidade.
Sim
11.2 e 11.3 A logística na distribuição de espaços ou o senso de organização funcional da empresa não é só uma oportunidade em PmaisL, mas de todas as ferramentas da qualidade. Em PmaisL este item representa a influência de aplicação de métodos e capacitação de colaboradores, independentes fisicamente do espaço, mas de total interação funcional com a área da produção, na busca da qualidade em processos, prevenindo não conformidades durante a produção, evitando retrabalhos e desperdícios.
Sim, pois o laboratório de CQ
está localizado próximo a
atividade vital da empresa
12.2 e 12.5 A Garantia da Qualidade é um departamento independente da empresa que rege e interage com os demais departamentos visando à qualidade total em serviços, produtos e processos. É o departamento responsável por implantar ferramentas da qualidade como as BPF&C isolada ou vinculada a outras como a PmaisL como são o objeto de estudo. Dada importância, é primordial que o programa seja o mais claro possível e exaustivamente divulgado a todos os colaboradores pertencentes aos mais diversos níveis hierárquicos da empresa.
Sim
Continua

125
Itens do check-list Oportunidades em PmaisL Já pratica na
unidade fabril? 12.7, 12.8, 12.9, 12.11 e 12.12
Em conjunto com o Departamento de Recursos Humanos, a Garantia da Qualidade pode e deve solicitar treinamentos periódicos sobre BPF&C, ferramentas da qualidade ou a cada novo procedimento operacional implantado, resulta em melhorias dentro do Humanware que obviamente reflete no Hardware/Software no sistema produtivo, evitando acidentes e aumentando o desempenho de produtos e processos. O sucesso da implantação da PmaisL como de qualquer outra ferramenta da qualidade está na sensibilização dos colaboradores pertencentes a diversos níveis hierárquicos da empresa, a partir de treinamentos e ciclos de palestras, definindo um ecotime com representantes de todos os departamentos que possam levantar indicadores e traçar as oportunidades, além de servirem como multiplicadores, repassando seus conhecimentos à equipe no qual está inserido.
Sim
12.13 e 12.14
As auto-inspeções e seus respectivos registros são ferramentas dentro da PmaisL para captar oportunidades e traçar metas de ação para a efetivação do programa.
Parcialmente, só focando as BPF&C
12.16 e 12.17
Esses registros garantem a qualidade em serviço prestado não só dentro da PmaisL, mas em qualquer outro tipo de ferramenta que prioriza a qualidade. Trata-se de um histórico para referências a futuras produções, evitando cometer os mesmos erros do passado.
Sim
Com todos esses dados coletados, foi verificado que das 38 oportunidades traçadas para
um direcionamento em PmaisL, 23 delas (correspondendo a 60,5%), a empresa já praticava
mesmo desconhecendo o programa até o momento.
Outras oportunidades foram apontadas e verificou-se que seria possível a sua adoção, pois
já praticam de modo parcial. Somente em 4 oportunidades, não houve um direcionamento
em PmaisL, pois o foco de impacto ambiental no processo é mais marcante nessas
questões e a empresa não adota de forma efetiva.
A partir desses resultados foi qualificado em ordem de prioridade e isento de ônus, as ações
a serem praticadas para o cumprimento dos quesitos necessários, recomendáveis e o seu
direcionamento em PmaisL, respectivamente.
Enquanto a alta gerência e os demais colaboradores uniram esforços para cumprir os
quesitos necessários, a pesquisadora e o eco-time traçaram o fluxograma do processo,
(Figura 23), com suas entradas e saídas apontando todos os impactos ambientais
evidenciados na empresa, esquematizou-se a rota de cada família na unidade fabril,

126
analisou as ordens de produção de dois produtos representativos das famílias produzidas28
e apontou as oportunidades de PmaisL (Figura 24) que poderiam ser adotadas em conjunto
com o cumprimento dos quesitos recomendáveis.
FIGURA 23 - FLUXOGRAMA DE ENTRADA E SAÍDA DA NOBILE COSMÉTICOS (Adaptado de CETESB / ABIHPEC, 2003) NOTA: As cinco famílias estão representadas nas etapas do misturador e tanque de armazenagem 28 Os resultados dessa análise não serão apresentados nesse trabalho devido à preservação de sigilo da fórmula padrão do contratante firmado pelo contratado.

127
FIGURA 24 – OPORTUNIDADES EM PmaisL VINCULADAS AS BPF&C EVIDENCIADAS NA NOBILE COSMÉTICOS (Adaptado de CNTL, 2003)
Quando os envolvidos chegaram à etapa do cumprimento dos quesitos recomendáveis, a
pesquisadora e o ecotime apresentaram os resultados e como sugestão, propôs as opções
viáveis e a mesma foi aceita em sua totalidade, priorizando adotar o programa de PmaisL
em busca do nível 3, promovendo a reciclagem externa de estruturas e materiais e no nível
1, em sua escala micro, na visão da Química Verde, atuando na modificação de seu
processo produtivo, substituindo matérias-primas que exigiam altas temperaturas de fusão
por outras menos exigentes e/ou que geravam impactos ambientais na sua obtenção, por
outras com certificações orgânicas ou menos impactantes no ambiente. O plano de ação
está esquematizado no Quadro 17.

128
QUADRO 17 – PLANO 5W2H EM OPORTUNIDADES EM PMAISL VINCULADAS AS BPF&C WHAT? WHY? WHEN? WHERE? WHO? HOW? HOW
MUCH? O que Por quê Quando Onde Quem Como Quanto
custa Vender os resíduos
oriundos da embalagem
para a reciclagem
Reduzir impacto
ambiental Gerar fonte
secundária de renda
Mensal Para empresas de reciclagem
Setor de vendas
Mediante contrato
Sem custo
Vender os equipamentos
sem uso ou consumidores
de grande consumo
energético
Reduzir impacto
ambiental Gerar fonte
secundária de renda
Conforme oportunidade da empresa
Para oficinas especializadas
Setor de vendas
Mediante contrato
Sem custo
Substituir o óleo mineral pelo mesmo item de grau de pureza elevada
Reduzir impacto
ambiental Reduzir
consumo de água para
lavagem de equipamentos
Sempre que possível
Na fabricação Setores de P&D, compras
e CQ
Mediante qualificação
de fornecedores
Necessita avaliação
Substituir o óleo de oliva
pelo o mesmo com
certificação orgânica
Reduzir indiretamente
o impacto ambiental
Sempre que possível
Na fabricação Setores de P&D, compras
e CQ
Mediante qualificação
de fornecedores
Necessita avaliação
Realizar balanço de massa e
energia do processo produtivo
Reduzir gastos
Sempre Na fabricação CQ e GQ Planilha de cálculo sobre rendimento
teórico e prático
Sem custo
A intenção da empresa era dar continuidade na implantação do programa, avançando
gradativamente para a escala meso, buscando a eco-eficiência do processo produtivo.
Vislumbrada essa intenção, foram identificados direcionamentos em sustentabilidade
ambiental passando da eco-eficiência para a análise do ciclo de vida do processo, baseado

129
no check-list proposto por Lerípio29 (2001). A ferramenta de avaliação G.A.I.A, presente no
anexo C desse trabalho, foi aplicada e chegou-se no seguinte resultado:
CRITÉRIO 1 – FORNECEDORES Sim Não NA Observações 1. As matérias primas utilizadas são oriundas de recursos renováveis?
2. Os fornecedores são monopolistas do mercado? CRITÉRIO 2 – PROCESSO PRODUTIVO a) ECO-EFICIÊNCIA DO PROCESSO PRODUTIVO 8. Ocorre a geração de resíduos perigosos durante o processamento do produto?
10. A taxa de conversão de matérias primas em produtos é maior ou igual à média do setor?
15. A organização atende integralmente as normas relativas à saúde e segurança dos colaboradores internos e externos?
b) NÍVEL DA TECNOLOGIA UTILIZADA NO PROCESSO 16. Os produtos produzidos apresentam baixo valor agregado?
17. A tecnologia apresenta viabilidade somente para grande escala de funcionamento?
18. A tecnologia apresenta grau de complexidade elevado?
19. A tecnologia apresenta alto índice de automação (demanda uma baixa densidade de
capital e trabalho)?
20. A tecnologia demanda a utilização de insumos e matérias-primas perigosos?
21. A tecnologia demanda a utilização de recursos não renováveis?
22. A tecnologia é autóctone (capaz de ser desenvolvida, mantida e aperfeiçoada com recursos próprios)?
23. A tecnologia representa uma dependência da organização em relação a algum fornecedor ou parceiro?
c) ASPECTOS E IMPACTOS AMBIENTAIS DO PROCESSO 24. A fonte hídrica utilizada é comunitária?
28. São gerados efluentes perigosos durante o processo?
29. Os padrões legais referentes a efluentes líquidos são integralmente atendidos?
30. São gerados resíduos sólidos perigosos (Classe 1) durante o processo produtivo?
31. Os padrões legais referentes a resíduos sólidos são integralmente atendidos?
Continua
29 Para maiores informações sobre a ferramenta, consulte a tese de Alexandre de Ávila Lerípio, “G.A.I.A. – Um Método de Gerenciamento de Aspectos e Impactos Ambientais”, referenciada nesse trabalho.

130
CRITÉRIO 2 – PROCESSO PRODUTIVO Sim Não NA Observações c) ASPECTOS E IMPACTOS AMBIENTAIS DO PROCESSO 34. A matriz energética é proveniente de fontes renováveis?
36. Ocorre a geração de emissões atmosféricas tóxicas ou perigosas?
37. Os padrões legais referentes a emissões atmosféricas são integralmente atendidos?
39. São utilizados gases estufa no processo produtivo?
40. São utilizados gases ozônio no processo produtivo?
41. São utilizados elementos causadores de acidificação no processo produtivo?
42. São utilizados compostos orgânicos voláteis no processo produtivo?
d) INDICADORES GERENCIAIS 43. A organização está submetida a uma intensa fiscalização por parte dos órgãos ambientais municipais, estaduais e federais?
45. Já ocorreram reclamações sobre aspectos e impactos do processo produtivo por parte da comunidade vizinha?
46. Em caso afirmativo, foram tomadas ações corretivas e/ou preventivas para a resolução do problema?
47. Ocorreram acidentes ou incidentes ambientais no passado?
48. Em caso afirmativo, os acidentes ou incidentes foram resolvidos de acordo com as expectativas das partes interessadas?
49. Os acidentes ou incidentes foram documentados e registrados em meio adequado?
51. A eficiência de utilização de insumos e matérias primas é igual ou superior à média do setor?
e) RECURSOS HUMANOS NA ORGANIZAÇÃO 55. A mão de obra empregada é altamente especializada?
57. A criatividade é um dos pontos fortes da organização e de seus colaboradores?
58. Existe uma política de valorização do capital intelectual?
59. A organização oferece participação nos lucros ou outras formas de motivação aos colaboradores?
60. Os novos produtos desenvolvidos possuem longos ciclos de desenvolvimento?
Continua

131
CRITÉRIO 2 – PROCESSO PRODUTIVO Sim Não NA Observações f) DISPONIBILIDADE DE CAPITAL 62. Existem restrições cadastrais ou legais para a concessão de empréstimos para investimentos em gestão ambiental?
CRITÉRIO 3 – UTILIZAÇÃO DO PRODUTO/SERVIÇO 65. O produto é perigoso ou requer atenção e cuidados por parte do usuário?
66. A utilização do produto ocasiona impacto ou risco potencial ao meio ambiente e aos seres humanos?
67. O produto situa-se em um mercado de alta concorrência?
68. O produto possui substitutos no mercado ou em desenvolvimento?
70. O produto apresenta características de alta durabilidade?
71. O produto é de fácil reparo para aumento da vida útil?
72. O produto apresenta um mínimo necessário de embalagem?
73. O produto, após sua utilização, pode ser reutilizado ou reaproveitado?
74. O produto, após sua utilização, pode ser desmontado para reciclagem e/ou reutilização?
75. O produto, após sua utilização, pode ser reciclado no todo ou em parte?
Embalagem
76. O produto, após sua utilização, apresenta facilidade de biodegradação e decomposição?
77. O produto pós-consumido apresenta periculosidade? Embalagem
78. O produto pós-consumido requer cuidados adicionais para proteção do meio ambiente?
Embalagem
79. O produto pós-consumido gera empregos e renda na sociedade?
Embalagem
Desempenho Ambiental = Total de quadros verdes x 100 = 62,0%
(n° total de quadros – n° de quadros amarelos)
RESULTADO SUSTENTABILIDADE
Inferior a 30% CRÍTICA - VERMELHA
Entre 30 e 50% PÉSSIMA - LARANJA
Entre 50 e 70% ADEQUADA - AMARELA
Entre 70 e 90% BOA - AZUL
Superior a 90% EXCELENTE - VERDE

132
O valor encontrado apontou que a empresa nessa situação, com os quesitos necessários e
recomendáveis cumpridos, porém os últimos, não vinculados a PmaisL ainda nesse
momento, apresentou um nível de sustentabilidade do negócio adequada, porém não
segura quanto a sua diferenciação no setor.
Ao se deparar com os resultados obtidos pelos check-lists baseados nas BPF&C,
oportunidades em PmaisL e sustentabilidade do negócio a partir do seu desempenho
ambiental, a pesquisadora propôs ao eco-time, a redação de um novo check-list global,
apresentado no apêndice C desse trabalho, que versa todos os pontos referenciados nos
roteiros isolados, qualificando-os quanto ao seu cumprimento e avaliando em sequência o
desempenho empresarial dentro do setor de HPPC.
4.2. RESULTADOS DA AUDITORIA BASEADA NO CHECK-LIST GLOBAL E A SUA
SITUAÇÃO PERANTE O DESEMPENHO EMPRESARIAL
Após a redação do check-list, os resultados negativos (N) ou em andamento (EA) obtidos na
fase exploratória30 foram copilados abaixo. O mesmo aconteceu, com os resultados obtidos
na fase de avaliação31, mostrando a evolução da estratégia aplicada:
Infraestrutura funcional da empresa S N NA EA A 1. Quanto ao aspecto externo, o edifício, fachadas, construções aparentes, muros da empresa, apresentam bom estado de limpeza e conservação?
R
6. A empresa utiliza como coadjuvante ao uso de energia elétrica, fontes de energia renováveis como a energia solar ou eólica?
PML32
7. A empresa utiliza como coadjuvante ao uso da água de abastecimento, fontes de águas pluviais para utilização da limpeza externa da fábrica, descargas sanitárias e irrigação do solo ou de plantas na fachada ou no escritório (quando for o caso)?
PML
8. A unidade fabril está dividida fisicamente (por paredes ou outro tipo de separação) nos seguintes setores: 8.1. Almoxarifado I
b) Materiais em quarentena I
d) Devolução / Recall I
Continua
30 Fase Exploratória 31 Fase de Avaliação 32 PML: Produção mais Limpa

133
Infraestrutura funcional da empresa S N NA EA A 12. A unidade fabril está estruturada e equipada de forma a atender as normas NR-7 (Ergonomia e Saúde ocupacional)?
ST33
15. Há um programa de manutenção preventiva, com seu respectivo registro, dos equipamentos na empresa, como calibração interna, p.ex?
R
16. Realiza-se vistoria e programações periódicas de manutenção e troca de equipamentos para garantir que: a) sistemas de aquecimento e refrigeração estejam instalados e mantidos em ótimos níveis de desempenho?
PML
b) defeitos sejam prontamente comunicados e reparados?
PML
c) o desempenho de todos os equipamentos seja monitorado?
PML
d) inspeções sejam realizadas para assegurar que as condições do processo nos equipamentos estejam o mais próximo possível das especificações do fabricante?
PML
e) equipamentos para substituição sejam selecionados com base no desempenho ambiental (p. ex, baixo consumo de energia, fabricado com componentes duráveis, recicláveis e de fácil substituição), investimento de capital, tempo de operação, custos, eficiência, segurança, custos de manutenção e de exploração?
PML
17. Estão adequadas as condições físicas/estado de conservação e limpeza da unidade fabril, estrutura, paredes e tetos?
R
24. Sempre que possível é utilizado sistemas de limpeza a seco (vassoura, espanador, aspirador, raspador, etc.) para reduzir o uso de água?
PML
25. Na lavagem há um consumo racional de água e produtos de limpeza de forma a minimizar desperdícios?
PML
26. Para aumentar a eficiência da limpeza de superfícies, utensílios e recipientes usa-se métodos alternativos como abrasivos, lavagem contra-fluxo, tanques turbulentos, jateamento por spray de água ou vapor?
PML
30. A qualidade e a intensidade da iluminação são adequadas? (atendem os quesitos de qualidade e de segurança no trabalho)
R
32. Há sensores de presença e/ou temporizadores instalados na empresa para controlar o gasto com a iluminação?
PML
33. A ventilação da unidade fabril é adequada? R Continua
33 ST – Sustentabilidade ambiental

134
Infraestrutura funcional da empresa S N NA EA A 40. Pode-se desligar a rede de distribuição, quando não exigido, por exemplo, em fins de semana?
PML
41. As tubulações de água, vapor, gás, ar comprimido e eletricidade, estão devidamente identificados?
R
Infraestrutura social S N NA EA A
1. São realizados investimentos sistemáticos em proteção ambiental?
ST
2. A alta administração e o corpo gerencial se mostram efetivamente comprometidos com a gestão ambiental?
ST
3. Existe plano de integração e treinamento para os colaboradores?
N
4. Há uma descrição das funções e responsabilidades de cada cargo ocupado na empresa?
R
5. A mão de obra empregada é altamente especializada?
ST
6. Os colaboradores estão voltados a inovações tecnológicas?
ST
10. Os colaboradores são orientados quanto ao consumo racional de energia como desligar as luzes, aquecedores, ar condicionado e equipamentos quando não estiverem em uso e no final do dia, quando for possível, retirá-los da tomada?
PML
11. A empresa educa e incentiva seus colaboradores a praticar a filosofia dos 3Rs (Reduzir, Reutilizar, Reciclar) em todas as dependências?
PML 12. Há um programa de incentivo aos colaboradores de praticarem atividades físicas dentro ou fora das dependências da empresa?
ST
19. Todos usam equipamentos de proteção individual adequados a atividade do setor?
N
23. Os colaboradores são orientados quanto ao consumo consciente de água, nos banheiros, bebedouros e refeitório?
PML
24. É possível ajustar a saída de água das torneiras ou instalar sensores ou temporizadores de fornecimento nas mesmas?
PML
25. É possível instalar descargas com sensores, dupla descarga ou de baixa descarga nos banheiros?
PML
32. No refeitório há lavadora de louças automática, de baixo consumo de água, e o seu uso é racional?
PML
33. As torneiras são usadas de forma racional (lavagem inteligente, evitar o uso de água corrente para descongelar alimentos, etc.)?
PML
34. Há lixeiras para a coleta seletiva? PML 35. Realiza-se compostagem de material orgânico na empresa como fonte energética ou adubo (se for o caso)?
ST

135
Controle da Qualidade S N NA EA A
4. Existem procedimentos escritos com a descrição detalhada de amostragem, análise, reanálise e aprovação ou reprovação de matérias-primas, produto semi-acabado, produtos acabados e materiais de embalagem?
N
5. Existem, por escrito, as especificações e os métodos analíticos usados pelo Controle da Qualidade para todas as matérias-primas, produtos semi-acabados, produtos acabados e materiais de embalagem?
R
6. Os resultados e anotações das análises são mantidos em registros adequados?
N
8. São efetuados ensaios microbiológicos das MPs e dos produtos acabados (Quando for o caso)?
N
Garantia da Qualidade S N NA EA A
11. São realizadas auto-inspeções periódicas registradas, com o fim de verificar o cumprimento das BPF&C?
R
12. Existe um programa escrito de estudo de estabilidade dos produtos com registros apropriados de condições dos testes, resultados, métodos analíticos usados, condições de conservação das amostras, envase primário, periodicidade de análise e data de vencimento?
N
Materiais (Matérias-primas, embalagens e demais insumos)
S N NA EA A
2. Os documentos usados para a recepção são adequados (laudo técnico e laudo interno padronizado (especificação interna) do material, quando for o caso)?
N
3. Quando de seu recebimento, cada lote de material recebe um número de registro ou outro, quando for o caso?
N
4. Seu emprego/uso é correto, usado para identificar o material até o final de sua utilização?
N
5. Antes da liberação pelo Controle de Qualidade, os materiais permanecem em quarentena e devidamente rotulada como tal?
N
6. A identificação do material, quando for o caso, é documentada, colocando-se o rótulo de aprovado no corpo do recipiente/embalagem que a contém, e não na tampa?
N
Continua

136
Materiais (Matérias-primas, embalagens e demais insumos)
S N NA EA A
7. Todos os materiais utilizados no processo, sem exceção, são amostradas pelo Controle da Qualidade, de acordo com metodologias/rotinas adequadas e confiáveis? (baseada em monografias oficiais)
N
8. Os materiais já aprovados são etiquetados e transferidos para o almoxarifado correspondente?
N
11. A temperatura do almoxarifado é controlada e registrada? (ver registros na inspeção)
R
14. Os materiais reprovados são devidamente identificados e isolados?
N
15. Existe sistema (planilhas/ERPA) adequado para o controle do estoque?
N
18. Os sacos e vasilhames são totalmente esvaziados? Há sobras?
PML
19. No caso de materiais viscosos, seria possível eliminar perdas residuais nos tambores?
PML
20. Pelo menos metade dos materiais utilizados são oriundos de recursos renováveis?
ST
Fornecedores S N NA EA A
2. É possível programar a compra de materiais na modalidade “a granel” e distribuir os produtos para vários departamentos utilizando caixas de papelão para posterior reutilização ou reciclagem?
PML
5. Os principais fornecedores da organização são certificados pelas normas ambientais ISO 14001 ou de saúde e segurança BS 8800 ou OHSAS 18001?
ST
Produção S N NA EA A
4. Há procedimentos escritos sobre a forma de proceder, caso necessário modificar a fórmula padrão?
R
7. Existem instruções detalhadas de cada uma das etapas de fabricação, setor onde deve ser efetuada e equipamentos a serem utilizados?
N
8. Existe a possibilidade de reformular os produtos, diminuir os seus tamanhos e formato ou alterar os materiais utilizados para gerar menos resíduos?
PML
9. Dentro desse projeto é possível reduzir a quantidade de água presente no produto final?
PML
10. Existe a possibilidade de fabricar uma versão do mesmo produto sem a adição de água (anidro)?
PML
12. Existem procedimentos para limpeza de cada equipamento usado na fabricação de PAs?
N
13. Existem registros das limpezas efetuadas nos equipamentos?
R
Continua

137
Produção S N NA EA A
14. Existe responsável pela verificação e execução da limpeza dos equipamentos empregados?
R
15. É possível lavar ou limpar os equipamentos sem aditivos, ou produtos baseados em água ou até utilizar alternativas mecânicas ou térmicas, tais como sopro ou decapagem a seco para economizar custos?
PML
16. Nesse processo utiliza-se algum sistema baseado em PIG, CIP ou múltiplo uso, no qual a solução de limpeza é reutilizada por vários ciclos antes de seu descarte?
PML
17. Existe uma padronização dos solventes e agentes de limpeza para minimizar o número de diferentes produtos usados no processo?
PML
18. A escolha está baseada em concentração de sólidos, quantidade de resíduos tóxicos e capacidade reutilização como de biodegradação?
PML
19. É possível recuperar os solventes por filtração ou destilação para posterior reutilização?
PML
20. É possível medir o consumo de água e energia de todos os equipamentos usados no processo?
N
21. Há hidrômetros instalados para medir o consumo de água na atividade-chave ou nas áreas de processo?
PML
22. Há submedidores instalados para medir o consumo de energia na atividade-chave ou nas áreas de processo?
PML
24. Existe um sistema de captação de água residual do processo para sua reutilização?
PML
26. O efluente de um processo pode ser utilizado em outro processo?
PML
27. Se negativo, há técnicas de recuperação e tratamento para reutilizá-lo como água de lavagem de superfícies e/ou de descarga sanitária?
PML
31. Há calculo do rendimento real obtido nas diversas etapas de fabricação e relação com o rendimento teórico?
R
32. A relação entre os rendimentos teórico e real é verificada frequentemente?
R
33. A existência de qualquer discrepância é justificada por escrito?
R
42. É possível indentificar a geração de resíduo na entrada e saída do processo?
PML
44. Existe um procedimento de manutenção preventiva para controle de perdas e minimização da quantidade de resíduos gerado?
PML
45. É possível separar os resíduos na origem, a fim de facilitar a sua reutilização ou reciclagem, reduzindo seu volume final para resíduos não-recicláveis?
PML
Continua

138
Produção S N NA EA A
47. Se for possível tratá-lo (por troca-iônica, ultrafiltração, osmose reversa ou eletro-diálise), o mesmo ainda possui capacidade útil de retornar para o processo?
PML
Pesagem e medidas de materiais S N NA EA A
3. Após pesagem e/ou medida, materiais são etiquetados imediatamente, a fim de evitar misturas?
N
4. Nessas etiquetas consta o nome e lote do produto e do insumo, a quantidade que foi pesada e/ou medida e o peso bruto?
R
5. Consta o controle de pesagem ou medida do colaborador que pesa com a respectiva assinatura?
R
Fabricação S N NA EA A
3. Os tanques de alimentação de água e linhas de abastecimento de água quente estão isolados termicamente para evitar perdas de calor?
PML
5. É utilizado algum sistema de alimentação automática para minimizar o desperdício?
PML
6. Existe a possibilidade de fechar o processo produtivo transformando-o de linear para cíclico, onde a reciclagem de materiais seja máxima e constante?
PML
7. É possível reutilizar o produto residual do lote anterior como novas unidades para a próxima corrida do mesmo?
PML
9. Existe um planejamento sequencial de produção para equilibrar a geração de resíduos e reduzir cargas de pico nas instalações de tratamento?
N
11. Está estabelecido um procedimento de ação preventiva dentro do controle estatístico de processo para minimizar o desperdício?
PML
Envase S N NA EA A
2. Nas linhas há tanques-pulmão acionados por êmbolos para esgotar o semi-acabado (evitando assim a sua contaminação e pulando a etapa da limpeza)?
PML
12. É possível minimizar a quantidade de embalagens dos produtos fabricados, por exemplo, eliminando a embalagem secundária ou dispondo-a “a granel” para distribuição?
PML
13. As embalagens utilizadas são recicláveis, retornáveis ou reutilizáveis?
PML
16. Na empresa adota-se a separação dos resíduos de embalagens para reciclagem (papel, plástico, vidro, fitas de aço)?
PML

139
Expedição S N NA EA A
6. Realizam-se inventários periodicamente, dos materiais, insumos e produtos acabados?
R
Clientes S N NA EA A
1. O consumidor tradicional do produto apresenta alta consciência e nível de esclarecimento ambiental?
ST
2. O produto apresenta um mínimo necessário de embalagem?
ST
3. Existe informações nos recipientes e embalagens incentivando os clientes a reutilização ou reciclá-los?
PML
4. É oferecido ao cliente um serviço de “take-back” para recipientes ou embalagens de modo que a empresa possa reutilizar ou reciclá-la?
PML
Desempenho Empresarial = Total de quadros afirmativos x 100
(n° total de quadros – n° de quadros em andamento)
Exploratória =
65%
Avaliação =
79%
RESULTADO COMPORTAMENTO
Inferior a 20% CRÍTICO
Entre 20 e 40% ATENÇÃO
Entre 40 e 70% PATAMAR DE SOBREVIVÊNCIA
Entre 70 e 80% EM BUSCA DA DIFERENCIAÇÃO
Entre 80 a 90% ATITUDES PRÓ-ATIVAS EM PmaisL
Superior a 90% RESPONSABILIDADE AMBIENTAL
Com esses resultados, verificou-se que a estratégia de vincular as BPF&C com o programa de
PmaisL é possível e viável para a realidade das pequenas empresas terceiristas do setor.
Também foi possível identificar que com a vinculação, optando-se em implantar a PmaisL em
escala micro, pode-se pular alguns passos que no segundo momento, ao avançar para a
escala meso, terão que realizá-los.
Mesmo adotando o programa na escala micro, foi possível qualificar a redução do impacto
ambiental.
.

140
5. CONCLUSÕES
A estratégia de vincular as BPF&C com o programa de PmaisL foi possível pelo Humanware
envolvido no processo, tão valorizado pela metodologia da Pesquisa-Ação e em segundo
plano, no demais métodos de pesquisa. Mesmo sendo tão penalizada no meio acadêmico
pela sua falta de objetividade, com a mesma atingiram-se os objetivos propostos e
responder a questão central desse estudo.
As hipóteses que geraram a questão central foram respondidas, pois quando aplicadas, o
fator Soft/Hardware se encontrou com o Humanware sem gerar inferências, possibilitando
validar os resultados obtidos.
A Nobile foi o campo que possibilitou estudar a implantação da PmaisL vinculadas a
BPF&C. O sucesso dessa estratégia foi em escala micro porque não é necessário quebrar
paradigmas, tão preconizada pelo programa que nasceu na escala meso, da eco-eficiência.
Na segunda etapa será possível avançar com o programa, já em escala meso, na busca da
sua eco-eficiência. O paradigma se dissolve per se, pois a primeira etapa foi concluída com
êxito. Nesse campo de estudo foi redigido com a colaboração do eco-time um check-list
global que pode ser aplicado por qualquer empresa do setor, independente do seu porte,
para avaliar seu patamar de sobrevivência e diferenciação diante das exigências presentes
e futuras em se desenvolver na sustentabilidade. Outros setores como o farmacêutico,
domissaniante e alimentício, podem aplicar a mesma ferramenta, porém substituído as
questões referentes às BPF&C para as concernes de suas áreas.
Apesar da ABIHPEC, CETESB e SEBRAE apoiarem o setor a implantar o programa de
PmaisL em suas unidades fabris, não há uma proposta concreta que afete, sensibilize por
hora, principalmente empresas com as mesmas características da Nobile Cosméticos. Esse
trabalho serve de inspiração que se é possível e se mostra como a opção mais tangível e
promissora para que as pequenas terceiristas do setor de HPPC, busquem o seu
diferencial competitivo, entre as empresas de mesma natureza, possibilitando o
crescimento fabril em alicerces estruturados na busca de sua eco-eficiência e além, a
sua sustentabilidade empresarial.

Referências: ASSOCIAÇÃO BRASILEIRA DE INDÚSTRIAS DO SETOR DE HIGIENE PESSOAL,
PERFUMARIA E COSMÉTICOS (ABIHPEC). Anuário 2009 – Caderno de tendências do setor. São Paulo, 2009. Disponível em: http://www.abihpec.org.br/conteudo/ANUARIO
_ABIHPEC _2009_BOOK.pdf. Acesso em: 20. nov. 2010.
________. II Caderno de tendências – 2010/2011. São Paulo, 2010. Disponível em:
http://www.abihpec.org.br/conteudo/caderno_tendencias.pdf. Acesso em: 21. nov. 2010.
________. Panorama do Setor 2010: Higiene Pessoal, Perfumaria e Cosméticos. São
Paulo, 2011. Disponível em: http://www.abihpec.org.br/ conteudo/panorama_do_setor_2010-
2011-14042011.pdf. Acesso em: 18. abr. 2011.
ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA QUÍMICA (ABIQUIM). O Desempenho da Indústria Química Brasileira em 2010. São Paulo. 2011. Disponível em:
http://www.abiquim.org.br/enaiq2010/apr/ desempenho-setor.pdf. Acesso em: 23. fev. 2011.
ALMEIDA, F. O Bom Negócio da Sustentabilidade. Rio de Janeiro: Nova Fronteira, 2002.
208p.
BRASIL. AGÊNCIA NACIONAL DE VIGILÂNCIA SANITÁRIA (ANVISA). SISTEMA
VISALEGIS. Portaria n° 348, de 18 de agosto de 1997. Diário Oficial da República Federativa do Brasil. Brasília – DF, 18 ago. 1997. Disponível em: http://e-
legis.anvisa.gov.br/ leisref/public/showAct.php?id=7315&word=. Acesso em 04. jan. 2010.
________. RDC n° 211, de 14 de julho de 2005. Diário Oficial da República Federativa do Brasil. Brasília – DF, 14 jul. 2005. Disponível em: http://www.suvisa.rn.gov.br/
contentproducao/aplicacao/sesap_suvisa/arquivos/gerados/resol_rdc_211_julho_2005.pdf.
Acesso em 18. abr. 2011.
________. RDC n° 332, de 01 de dezembro de 2005. Diário Oficial da República Federativa do Brasil. Brasília – DF, 01 dez. 2005. Disponível em: http://e-
legis.anvisa.gov.br/ leisref/public/showAct.php?id=19889&word=. Acesso em 18. abr. 2011.

________. RDC n° 176, de 21 de setembro de 2006. Diário Oficial da República Federativa do Brasil. Brasília – DF, 21 set.2006. Disponível em: http://e-legis.anvisa.gov.br/
leisref/public/showAct.php?id=24040&word=. Acesso em 18. abr. 2011.
CAMPOS, V. F. TQC - Controle da Qualidade Total (no estilo japonês). 8ª ed. Belo
Horizonte: INDG Editora, 2004. 256p.
CONSELHO EMPRESARIAL BRASILEIRO PARA O DESENVOLVIMENTO SUSTENTÁVEL
(CEBDS). A Produção Mais Limpa na Micro e Pequena Empresa. Rio de Janeiro, 2004.
Disponível em: http://www.pmaisl.com.br/ publicacoes/cartilha_sebrae.pdf. Acesso em: 12.
out.2008.
COMPANHIA DE TECNOLOGIA DE SANEAMENTO AMBIENTAL (CETESB). Manual para implementação de um programa de prevenção à Poluição / CETESB. 4ª ed. São Paulo,
2002. Disponível em: http://www.cetesb.sp.gov.br/Tecnologia/producao_limpa/documentos/
manual_implem.pdf. Acesso em: 18.abr.2011.
___________. Guia Técnico Ambiental da Indústria de Higiene Pessoal, Perfumaria e Cosméticos – Por uma Produção Mais Limpa. São Paulo, 2006. Disponível em:
http://www.cetesb.sp.gov.br/Tecnologia/ producao_limpa/documentos/higiene.pdf. Acesso
em: 04. mar. 2009.
CHIAVENATO, I. Administração nos Novos Tempos. São Paulo: Makron Books, 1999,
p.415.
CONFEDERAÇÃO NACIONAL DO RAMO QUÍMICO (CNQ). Caderno de Teses. VI
Congresso Nacional – Março de 2010. São Paulo, 2010. Disponível em:
http://www.cnq.org.br/index2.php?option=com_docman&task=doc_view&gid=10&Itemid=184
Acesso em 14.jun 2010.
CENTRO NACIONAL DE TECNOLOGIAS LIMPAS (CNTL). Implementação de Programas de Produção mais Limpa. Porto Alegre – RS, 2003. Disponível em:
http://wwwapp.sistemafiergs.org.br/portal/page/portal/sfiergs_senai_uos/senairs_uo697/proxi
mos_cursos/implementa%E7%E3o%20PmaisL.pdf. Acesso em: 14. Jun. 2010.
FELIPPE, M.C. Sobrevivência e Mortalidade das Pequenas e Médias Empresas na Cidade de São José dos Campos. São Paulo: UNITAU, 2003. Dissertação (Mestrado em

Administração de Empresas) – Departamento de Economia, Contabilidade, Administração e
Comércio Exterior da Universidade de Taubaté, 2003.
FRAQUINO, E. Todos os caminhos levam à sustentabilidade. Revista Cosmetics & Toiletries, São Paulo, v.23, n. 2, pp. 20-24, mar. – abr. 2011.
FURTADO, M. R. Brasil assume compromisso com a Produção Mais Limpa. Revista Química e Derivados, São Paulo, n. 407, pp. 47-51, ago. 2002.
GARCIA, R; SALOMÃO, S. FINEP: Relatório Setorial – Cosméticos. Brasília - DF, 28.
Jan. 2008. Disponível em: http://www.finep.gov.br/PortalDPP/relatorio_setorial_final/relatorio
_setorial_final_impressao.asp?lst_setor=28 . Acesso em 13. Jan. 2010.
GARCIA, R.(Coord.) Projeto Perspectivas do Investimento no Brasil – Bloco: Produção do
Sistema Produtivo: Bens Salário – Documento Setorial: Higiene e Cosméticos. Brasília –
DF: Agosto de 2009. 120p. Disponível em: http://www.projetopib.org/arquivos/ds_
benssalario_higiene_cosmeticos.pdf. Acesso em 02. mai.2010.
_________. Indústria de cosméticos: elementos para uma caracterização de sua estrutura e
dinâmica com base num enfoque de cadeia. In: FURTADO, J. (coord.). Projeto Redipea. Araraquara e Campinas, 1999.
_________. Internacionalização comercial e produtiva na indústria de cosméticos: desafios competitivos para empresas brasileiras. Revista Produção, v. 15, n. 2, p. 158-
171, mai-ago 2005. Disponível em: http://www.ifbae.com.br/congresso2/pdf/trab24.pdf.
Acesso em: 11 set 2009.
GIANNETI, B.F e ALMEIDA, C. M. V. B. A Indústria Química no Contexto da Ecologia Industrial. Revista de Graduação da Engenharia Química - ReGEQ Temática – Ecologia
Industrial, ano VI, n.12 , jul-dez 2003. Disponível em: http://www.hottopos.com/regeq12
/art1.htm. Acesso em: 18.abr.2011.
GIL, A. C. Como elaborar projetos de pesquisa. 3º ed. São Paulo: Atlas, 1996. 159p.
GREENPEACE. O que Produção Limpa? . Greenpeace Report, Rio de Janeiro, out.1997.
Disponível em: http://www.greenpeace.org.br/ toxicos/pdf/producao_limpa.doc. Acesso em:
28. mar. 2009.

GUTIÉRREZ, J. Controvérsias disciplinares e compromissos pendentes na pesquisa contemporânea em educação ambiental. Revista de Educação Pública, Cuiabá, v.12,
n.22, 2003. pp. 83-105. Disponível em: http://www.ie.ufmt.br/revista/arquivos/ED_22.pdf.
Acesso em 20.jun 2010.
HOLANDA, V., RICCIO, E. A Utilização da Pesquisa-ação para perceber e implementar sistemas de informações empresariais. FEA/USP-2002 – http://www.tecsi.fea.usp.br.
Disponível em: http://www.ltsi.fea.usp.br/riccio/ tac/pdf/artpesacao.pdf. Acesso em 06. jun
2010
IBGE/SIDRA. Dados referentes ao setor HPPC. Disponível em: http://www.sidra.ibge.gov.
br/bda/tabela/protabl.asp?c=987&z=t&o=12&i=P. Acesso em: 02.jun.2010.
KRAFTA, L.; FREITAS, H.; COSTA, R. S. Gestão da informação, base de ação comercial de pequenas empresas de TI. In: Anais do 3º Congresso Internacional de Gestão da
Tecnologia e Sistemas de Informação (CONTECSI). São Paulo: FEA/USP, 2006. p. 93, 1
CD-ROM.
LEMOS, A. D. C. A Produção Mais Limpa como geradora de inovação e competitividade: O caso da Fazenda Cerro do Tigre. Rio Grande do Sul: UFRGS, 1998.
Dissertação (Mestrado em Administração), Escola de Administração, Programa de Pós-
Graduação em Administração, Universidade Federal do Rio Grande do Sul, 1998.
LERIPIO, A.A. G.A.I.A. – Um Método de Gerenciamento de Aspectos e Impactos Ambientais. Santa Catarina: UFSC, 2001. Tese (Doutorado em Engenharia de Produção),
Programa de Pós-Graduação em Engenharia de Produção (PPGEP), Universidade Federal
de Santa Catarina, 2001.
LOUZADA, R; SANTOS, F.C.A. Estratégia competitiva na indústria de cosméticos: estudo de caso na Natura. Anais da XIII SIMPEP – Bauru, SP, Brasil, 6 a 8 de novembro
de 2006. Disponível em: http://www.simpep.feb.unesp.br/anais/anais_13/artigos /566.pdf
Acesso em 04.jan. 2010.
MOTTA, F.G. Fatores condicionantes na adoção de métodos de custeio em pequenas empresas. São Carlos, SP: USP, 2000. Dissertação (Mestrado em Engenharia de
Produção). Programa de Pós-Graduação em Engenharia da Produção da Escola de
Engenharia de São Carlos, Universidade de São Paulo, 2000.

NASCIMENTO, L.F.; LEMOS, A.D.C; MELLO, M.C.A. Produção Mais Limpa. Porto Alegre:
EA / UFRGS, 2002. 1 CD-ROM Plataforma Macromedia Flash Player (.sfw) Disponível em:
http://www.portalga.ea.ufrgs.br/cd_pml/base.htm. Acesso em 12. dez. 2009
NEVES, K. Beleza Sustentável. Revista Cosmetics & Toiletries, São Paulo: Tecnopress
Editora, v.20, n. 3, mai-jun 2008. pp. 24-27.
PALADINI, E. P. Gestão estratégica da qualidade: Princípios, Métodos e Processos. 2ª
Ed. São Paulo: Atlas, 2009. 240p.
REBELLO, T; BEZERRA, S.V. Guia de Produtos Cosméticos. 3ª ed. São Paulo: Editora
SENAC São Paulo, 2001.106p.
SACHS, I. Estratégias de transição para o século XXI: desenvolvimento e meio ambiente. Tradução de Magda Lopes. São Paulo: Studio Nobel – Fundação do
Desenvolvimento Administrativo (FUNDAP), 1993. 103p.
SATO, M.; ZAKRZEVSKI, S. B. B. Refletindo sobre a formação de professores em educação
ambiental. In: SATO, M.; SANTOS, J. E. (Orgs). A contribuição da educação ambiental à esperança de Pandora. 2ª ed. São Carlos: RIMA, 2003, pp. 63-84.
SILVA FILHO, J.C.G. e SICSÚ, A. B. Produção Mais Limpa: uma ferramenta da Gestão Ambiental aplicada às empresas nacionais. XXIII Encontro Nacional de Engenheria de
Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003 - ENEGEP 2003 ABEPRO.
Disponível em: http://www.abepro.org.br /biblioteca/ENEGEP2003_TR1005_0001.pdf.
Acesso em: 05.mai.2010.
SILVA, J.V. A Empresa Transnacional. São Paulo em Perspectiva – Capitalismo: Teoria e
Dinâmica Atual. V.12, N.2, Abr-Jun.1998. pp. 46-53. Disponível em: http://www.seade.
gov.br/produtos/spp/v12n02/v12n02_05.pdf. Acesso em: 19 ago. 2010.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R.; HARLAND, C.; HARRISON, A.; JOHNSTON,
R. Administração da Produção. 2ª ed. Tradução: Ailton Bomfim Brandão, Carmem
Dolores, Henrique Corrêa, Sônia Corrêa e Irineu Gianesi. Revisão técnica: Henrique Corrêa
e Irineu Gianesi. São Paulo: Atlas, 2002. 759p.
THIOLLENT, M. Metodologia da Pesquisa-Ação. São Paulo: Cortez, 2007.138p.

TURRIONI, J.B. e MELLO, C.H.P. Pesquisa-ação na Engenharia de Produção. In: MIGUEL,
P.A.C. (coord.). Metodologia de Pesquisa em Engenharia de Produção e Gestão de Operações. Rio de Janeiro: Elsevier, 2010. pp. 145-163.
UNITED NATIONS ENVIRONMENT PROGRAMME (UNEP) / UNITED NATIONS
INDUSTRIAL DEVELOPMENT ORGANIZATION (UNIDO), Guidance Manual - How to Establish and Operate Cleaner Production Centers. França, UNEP: 2004. Disponível em:
http://www.uneptie.org/shared/publications/pdf/WEBx0072xPA-CPcentre.pdf. Acesso em:
20. set.2009.
VAN BERKEL, R. (a) Industrial Ecology. In: MARINOVA, D. (org) The International Handbook on Environmental Technology Management. Cheltenham, Reino Unido:
Edward Elgar Publications, 2006. pp.13-33.
________________. (b) Cleaner Production and Eco-Efficiency. In: MARINOVA, D. (org)
The International Handbook on Environmental Technology Management. Cheltenham,
Reino Unido: Edward Elgar Publications, 2006. pp.67-92.
WILKINSON, J.B e MOORE, R.J. Cosmetología de Harry. Madrid: Ediciones Díaz de
Santos, 1990. 1022p.
Consulta a sites informacionais:
ABIHPEC. Informativos e notícias sobre o setor. Disponível em: http://www.abihpec.org.br.
Acesso em: 28. abr. 2011
ABNT. Associação Brasileira de Normas Técnicas: banco de dados. Disponível em:
http://www.abnt.org.br. Acesso em: 03. mai. 2011
ANVISA. Informativos Jurisprudentes sobre o setor. Disponível em: http://portal.
anvisa.gov.br/wps/portal/anvisa/home/cosmeticos. Acesso em: 04. jan. 2010.
Biblioteca do Congresso Nacional Americano – Divisão Militar. Relatório do 80° Conferência
– 2ª sessão – Redação do Selective Service Act de 1948. Disponível em: http://www.
loc.gov/rr/frd/Military_Law/act_1948.html. Acesso em: 19.ago.2010.

CEBDS. Página do Conselho Empresarial Brasileiro para o Desenvolvimento Sustentável.
Apresenta informações gerais sobre a instituição. Disponível em: http://www.cebds.org.br.
Acesso em: 28. abr.2011.
CETESB. Página da CETESB sobre P2 (prevenção à poluição). Disponível em:
http://www.cetesb.sp.gov.br/Ambiente/prevencao_poluicao/acoes_da_cetesb.htm. Acesso
em: 20 jun. 2009.
CNTL/Brasil. Página do Centro Nacional de Tecnologias Limpas do Brasil. Disponível em:
http://www.rs.senai.br/cntl/. Acesso em: 14. Jun. 2010.
Clube de Roma: Histórico- http://www.clubofrome.org. Acesso em 13. Jan. 2010
EPA/P2. Página da Environmental Protection Agency sobre P2. Disponível em:
http://www.epa.gov/p2/index.htm. Acesso em: 20 abr. 2009.
FÓRUM Brasileiro de Mudanças Climáticas. Disponível em: http://www.forumclimabr
.org.br/bonn_int24.htm. Acesso em: 20 abr. 2009.
GREENPEACE. Página contendo banco de dados da ONG. Disponível em: http://
www.greenpeace.org.br. . Acesso em: 20 abr. 2009.
UFRGS. Página da Escola de Administração da Universidade federal do Rio Grande do Sul
sobre gestão ambiental, chamada Portal da Gestão Ambiental/UFRGS. Disponível em:
http://www.portalga.ea.ufrgs.br/index.htm. Acesso em: 12. dez. 2009.
SEAE - Secretaria de Acompanhamento Econômico – Disponível em: http://www.seae.
fazenda.gov.br/central_documentos/glossarios/E Acesso em: 12. mai. 2010
SEBRAE – Informações sobre o setor de Higiene Pessoal, perfumaria e Cosméticos.
Disponível em: http://www.sebrae.com.br/setor/cosmeticos. Acesso em: 18. out. 2010
TELUS – Rede Paranaense de Projetos em Desenvolvimento Sustentável (antigo Programa
Rede ZERI Paraná). Informações sobre Emissão Zero. Disponível em: http://www.
tecpar.br/telus/Glossario/09%20glossario.htm. Acesso em 18. abr.2011.

UNEP/CP. Página da United Nations Environment Programme sobre PML. Disponível em:
http://www.unep.org. Acesso em: 03 mar. 2010.
UNIDO/CP. Página da United Nations Industrial Development Organization sobre PML.
Disponível em: http://www.unido.org. Acesso em: 03 mar. 2010.
WBCSD. Página do World Business Council for Sustainable Development. Disponível em:
http://www.wbcsd.org/casestd. Acesso em: 03 mar.2010.

ANEXOS

ANEXO A

Legislação em
Vigilância Sanitária
PORTARIA Nº 348 DE 18 DE AGOSTO DE 1997.
Determinar a todos estabelecimentos produtores de Produtos de Higiene Pessoal, Cosméticos e Perfumes, o cumprimento das Diretrizes estabelecidas no Regulamento Técnico - Manual de Boas Práticas de Fabricação para Produtos de Higiene Pessoal, Cosméticos e Perfumes. A Secretária de Vigilância Sanitária do Ministério da Saúde, no uso de suas atribuições legais e considerando: a necessidade do constante aperfeiçoamento das ações de controle sanitário na área de produtos de Higiene Pessoal, Cosméticos e Perfumes, visando a proteção à saúde da população; a importância de compatibilizar os regulamentos nacionais com os instrumentos harmonizados no MERCOSUL; a importância da adoção das Boas Práticas de Fabricação e Controle (BPF e C) pelas empresas fabricantes de Produtos de Higiene Pessoal, Cosméticos e Perfumes, conforme estabelecido na Res. GMC - MERCOSUL 66/96; a necessidade de instituir e implementar a fiscalização e a inspeção nas Indústrias de Produtos de Higiene Pessoal, Cosméticos e Perfumes com base no instrumento harmonizado no âmbito do MERCOSUL - Res. GMC - nº 110/94. Resolve: Art. 1º - Determinar a todos os estabelecimentos produtores de Produtos de Higiene Pessoal, Cosméticos e Perfumes, o cumprimento das Diretrizes estabelecidas no Regulamento Técnico - Manual de Boas Práticas de Fabricação e Controle (BPF e C) para Produtos de Higiene Pessoal, Cosméticos e Perfumes, conforme o Anexo I da presente Portaria. Art. 2º - Instituir como Regulamento Técnico de Inspeção para os Órgãos de Vigilância Sanitária do SUS o Roteiro de Inspeção para Indústria de Produtos de Higiene Pessoal, Cosméticos e Perfumes, conforme o anexo II. da presente Portaria. Art. 3º - Esta Portaria entra em vigor na data de sua publicação, ficando revogadas as disposições em contrário . MARTA NÓBREGA MARTINEZ ANEXO I REGULAMENTO TÉCNICO MANUAL DE BOAS PRÁTICAS DE FABRICAÇÃO E CONTROLE PARA PRODUTOS DE HIGIENE PESSOAL, COSMÉTICOS E PERFUMES 1 - INTRO DUÇÃO Trata-se de um guia para fabricação de Produtos de Higiene Pessoal, Cosméticos e Perfumes no sentido de organizar e seguir a produção dos mesmos de forma segura para que os fatores humanos, técnicos e administrativos que influem sobre a qualidade dos produtos estejam efetivamente sob controle. Os problemas devem ser reduzidos, eliminados e o mais importante: antecipados. Apesar de limitar-se a formalização do referido aspecto para a fabricação, este guia inspira-se num conceito de Qualidade Total. Este guia: Permite às empresas formalizar seu sistema de garantia da qualidade propondo-lhes uma metodologia a ser seguida. Estabelece uma série de roteiros para as diferentes etapas do processo de fabricação. Descrevem atividades que guiam a garantia da qualidade. Da mesma forma, não deve tornar-se obsoleto, seja por:

Desenvolvimentos tecnológicos ligados a maquinários, embalagens ou equipamentos de controle. Progressos em processos de fabricação e técnicas de acondicionamento. Evoluções na organização da produção. Cada empresa deverá implementar as práticas de fabricação de acordo com sua realidade, de tal forma que assegurem um nível de garantia ao menos igual ao proposto nestas recomendações. A direção das empresas têm um papel relevante na aplicação destas normas de BPF e C. Estas devem permitir que os recursos humanos, instalações e máquinas assegurem o seu seguimento. DEFINIÇÕES Garantia da Qualidade: Todas as ações sistemáticas necessárias para prover segurança de que um produto ou serviço irá satisfazer os requerimentos de qualidade estabelecidos. Auditoria: Exame sistemático e independente para determinar quais atividades ligadas à qualidade devem modificar-se e se, estes ajustes têm sido efetivamente implementados, quer seja efetuada por pessoal interno ou externo, denominando-se as mesmas de auditorias internas ou auditorias externas. Lote: Quantidade definida de um lote homogêneo de matéria-prima, item de acondicionamento ou produto obtido de uma série de operações. No caso de uma produção contínua, um lote pode ser uma quantidade produzida dentro de um determinado período de tempo. Controle de Qualidade: Operações técnicas usadas para verificar o cumprimento dos requerimentos de qualidade. Especificações: Documento que descreve os requerimentos que um produto ou serviço deve satisfazer. Inventário de Especificações: Coleção de especificações concernentes a um produto, peça ou equipamento, entregues pelo cliente para orientação do fornecedor. Inspeção: Atividades tais como medição, exame, teste no qual se julga uma ou várias características de um produto mediante uma especificação recebida. Instruções de Fabricação: Documento que descreve em detalhes as operações relacionadas a um produto específico. Identificação: Ação ou série de ações que permitem que se assegure o uso da matéria-prima ou componente correto durante a fabricação. Elaboração: Operações que permitem que matérias-primas preparadas através de um processo definido resultem na obtenção de um granel. Fabricação: Operações de natureza técnica necessárias para a obtenção de um determinado produto, assim como qualquer operação econômico-administrativa.. Enchimento/Embalagem: Conjunto de operações pelas quais, a partir do produto a granel e do material de embalagem (incluindo o rótulo), chega-se a um produto final. Material de Embalagem: Cada um dos elementos de acondicionamento que estarão no produto final conforme entrem ou não em contato com o produto, dividem-se em primários ou secundários. Matéria-Prima: Qualquer substância envolvida na obtenção de um produto a granel que faça parte deste na sua forma original ou modificada. Amostragem: Conjunto de operações de retirada e preparação de amostras. Número de Lote: Referência numérica, alfabética ou alfanumérica que identifique um determinado lote. Procedimento: Caminho para realizar uma atividade. O mesmo deve ser formalizado em um documento. Processamento: Toda operação técnica envolvida na produção de um lote. Produto a Granel: Produto que sofreu todas as etapas de fabricação, à exceção do envase e embalagem. Produto Semi-Acabado: Produto obtido a partir de um envase primário, que necessita no mínimo de uma operação posterior antes de ser considerado um produto terminado. Produto Acabado: Produto pronto para ser colocado no mercado. Reclamação: Informação externa que alude um defeito no produto. Registro de Lote: Documentação relativa a uma quantidade bem definida de um produto elaborado ou fabricado. Recolhimento do Mercado: Decisão tomada pela empresa através do qual um produto completo posto no mercado volte para a empresa. Retorno: Movimento de um ou de alguns produtos colocados no mercado, os quais voltam para a fábrica. Sistema da Qualidade: Estrutura organizacional de procedimentos e recursos para implementar a Administração da

Qualidade. Terceirização: Pessoa ou organização externa da qual se contrata uma ou mais operações . Validação: Ação conduzida para estabelecer e demonstrar que um processo, procedimento, instrumento, aparato ou equipamento conduz necessária e efetivamente ao objetivo requerido. 2. SISTEMA PARA O GERENCIAMENTO DA QUALIDADE Deve se estabelecer, praticar e manter, um Sistema da Qualidade que se adapte às atividades e natureza dos produtos que uma empresa possui. Em nível de produção consiste de um sistema completo que inclui: estrutura organizacional, responsabilidades, recursos disponíveis, procedimentos e processos. a) Estrutura Organizacional e Responsabilidades: A estrutura organizacional deve estar claramente definida, de forma a compreender a organização e o funcionamento da empresa. Cada empregado deve conhecer sua responsabilidade e ter um lugar definido na estrutura. b) Recursos Referem-se especificamente a: Pessoal: cada empresa deve ter pessoal com conhecimentos, experiência, competência e motivação que seu posto requerer. Fiscalização: a concepção, construção e manutenção devem ser de acordo com as necessidades e normas próprias da atividade. A iluminação, temperatura, umidade e ventilação não devem afetar direta ou indiretamente a qualidade do produto durante sua fabricação ou estocagem. Máquinas e Equipamentos: devem estar dispostos de maneira que o movimento de materiais e pessoas não constituam um risco para a qualidade. Deve-se efetuar manutenção e verificação documentada/validação periódica dos equipamentos e máquinas a fim de que estes realmente sirvam aos propósitos a que estão destinados. c) Procedimentos Cada empresa os fixará em função da natureza de sua produção e da sua estrutura organizacional. Os mesmos devem descrever detalhadamente operações, precauções e medidas a serem aplicadas nas diferentes atividades produtivas. d) Processos Os processos usados em fabricação devem ser verificados documentalmente/validados antes da colocação do produto no mercado. 3. FABRICAÇÃO Em cada etapa da produção devem ser concebidas e serem efetivamente seguidas, medidas no sentido de garantir a segurança do uso do produto. A todo momento deve-se identificar a peça de um equipamento, um instrumento, uma matéria-prima, um material de embalagem, um produto de limpeza ou um documento. Qualquer substância, diferente de uma matéria-prima ou produto a granel, não deverá ser confundida com os itens anteriormente citados, no sentido de evitar contaminação. As empresas poderão efetuar as operações em sua própria fábrica ou recorrer a terceiros. a) Fabricação na Própria Empresa Água: Por sua importância dentro do conjunto de matérias-primas, deve ter atenção particular. Os equipamentos de produção de água, assim como outros sistemas que possam existir, devem garantir uma qualidade de água que assegure, por sua vez, a conformidade do produto acabado. Deve ser passível de proceder-se a sistemas de desinfecção, conforme procedimentos bem definidos. As tubulações devem ser constituídas de forma a evitar corrosão, riscos de contaminação e estancamento. Os materiais devem ser escolhidos de forma que a qualidade da água não seja afetada. Devem ser identificadas as tubulações de água quente, fria, desmineralizada e a vapor. A qualidade química e microbiológica deve ser monitorada regularmente de acordo com procedimentos escritos e qualquer anomalia deve ser seguida de uma ação corretiva. Recebimento de Materiais: A recepção de materiais para produção deve seguir procedimentos estabelecidos, cada despacho deve ser registrado e verificada sua conformidade. Os registros devem conter informação que permita a identificação do produto. A informação pode ser apresentada da seguinte forma: Nome comercial na nota fiscal e nos recipientes.

Nome dado ao produto pela empresa para facilitar sua identificação/código de controle da empresa. Data de recepção Nome do fornecedor e número de lote Quantidade total e número de recipientes recebidos Devem ser estabelecidos procedimentos internos sobre a identificação, transporte de matérias-primas e material de embalagem. A amostragem deve ser feita por pessoal competente, assegurando que esta seja representativa do lote enviado. Estocagem: Os materiais, assim como o produto acabado, devem ser guardados em condições apropriadas à sua natureza, de forma a garantir uma identificação eficiente do lote, como também uma correta rotação. Deve existir um sistema que evite o uso de material rejeitado, bem como do material que não tenha sido analisado. Para o caso de armazenamento de produto a granel, devem ser estabelecidos procedimentos específicos. Processamento Pesagem de matérias-primas Devem ser identificadas e quantificadas, conforme a fórmula do produto a ser fabricado. Devem ser pesadas em recipientes limpos, balanças aferidas/validadas conforme o peso ou diretamente na cuba de elaboração. Devem ser tomadas as devidas precauções para evitar a contaminação cruzada e guardar todos os recipientes de matéria-prima para evitar qualquer risco de alteração das mesmas. 2. Elaboração As instruções relativas a elaboração devem estar disponíveis no começo do processo. Antes de começar uma nova elaboração deve ser certificado que os equipamentos estejam limpos e em boas condições de operação. Por outro lado não devem existir elementos pertencentes a processos anteriores. Cada produto a ser fabricado deve ser identificado (nome, número) de maneira que em cada etapa do processo, cada operador possa encontrar a referência para continuar os controles necessários. É essencial a existência de uma única fórmula com um modo operativo para uma quantidade e equipamento específico associados a mesma. Pontos importantes que devem ser observados: Maquinário necessário para fabricar Fórmula Tamanho do lote Lista de matérias-primas utilizadas com número de lote e quantidade pesada Método de operação detalhado: seqüências de adição, temperatura, velocidades de agitação, tempos, processo de transferência. Se os processos forem contínuos, as instruções devem ser adaptados a este tipo de processo. Operações de Enchimento/Embalagem Preparação: consiste em identificar os materiais de embalagem e o granel. Enchimento e embalagem: antes do inicio das operações analisar a limpeza correta dos equipamentos assim como a ausência de materiais correspondentes ao enchimento e embalagem. Deve se assegurar que as instruções de embalagem, amostragem e controles estejam disponíveis antes do começo da operação. Os produtos a serem embalados devem estar corretamente/identificados de forma clara e precisa. Distribuição: devem existir procedimentos para a distribuição de maneira a assegurar que a qualidade do produto não seja alterada. Antes de colocar o produto no mercado, deve-se assegurar que cumpre os padrões previamente fixados. b) Fabricação com Terceiros Seja qual for o contrato, para uma fabricação total ou parcial, enchimento e embalagem parcial ou total, todas as operações devem ser claramente definidas para obter o produto de qualidade conforme o padrão. Por isso, entre ambas as partes deve ser feito um contrato em que se definam as responsabilidades de cada uma. A empresa que outorga o contrato: é responsabilidade do titular avaliar a capacidade do terceirista para efetuar uma tarefa e assegurar que conta com facilidades suficientes para executá-la no que diz respeito a locais, pessoal, máquinas e garantia da qualidade. Se for o caso, o titular deverá fornecer ao terceirista todas as informações requeridas por meio de um contrato escrito, detalhando as respectivas responsabilidades.

O Terceirista: Deve respeitar o preestabelecido, particularmente no que diz respeito aos procedimentos técnicos. Deve facilitar as auditorias que o titular do produto queira realizar para assegurar-se do cumprimento das normas de BPF e C. Procedimentos e especificações: os aspectos técnicos devem ser analisados e aprovados por pessoal competente e treinado em normas de BPF e C. c) Liberação do Produto Acabado Antes de ser colocado no mercado, o produto fabricado pela própria empresa ou por terceiros deve ser aprovado pela Garantia da Qualidade. Esta aprovação deve ser feita mediante um processo claramente definido e documentado. Se o produto for comercializado diretamente a partir do terceirista, os termos de aprovação por parte da empresa contratante e contratada devem estar definidos com precisão no contrato entre as partes e o processo de aprovação de cada lote deve estar devidamente documentado. 4) REQUERIMENTOS PARA A GARANTIA DA QUALIDADE A garantia da qualidade durante a fabricação, envolve quase todas as operações da empresa. Para poder reduzir, eliminar e, o mais importante, prevenir alguma deficiência na qualidade, um conjunto completo de atividades deve ser seguido pelo Departamento de Fabricação e pelos outros ligados a este de forma direta ou indireta. a) Fabricação: os seguintes pontos são relevantes: Participar da implementação respeitando procedimentos e instruções estabelecidas por departamentos competentes. Incentivar o pessoal de fabricação a reportar irregularidades e incidentes de não conformidade. Analisar os desvios de qualidade acompanhados de ações corretivas, melhoria e monitoramento. b) Compras e Abastecimento: Uma das atividades essenciais no Sistema da Qualidade consiste em manejar recursos que vêm de fora da empresa fundamentais para fabricação. Referem-se a: Compra de matérias-primas e componentes, assim como do maquinário para a fabricação. Contratos parciais ou totais de fabricação, como o, de uma empresa especializada . É essencial que as especificações de qualidade exigidas sejam estabelecidas em estreita colaboração com os departamentos envolvidos (Pesquisa e Desenvolvimento, Fabricação, Controle de Qualidade). As responsabilidades para as atividades principais devem ser claramente definidas. Estabelecimento de especificações de matérias-primas, componentes, etc. Aprovação do terceirista e dos fornecedores, para garantir a qualidade. Estabelecimento de condições na relação fornecedor-consumidor (assistência, auditorias). Ter os controles realizados pelo fornecedor ou terceirista assumidas pelo contratante. Estabelecimento de cláusulas contratuais técnicas (como serão feitas as inspeções, critério de aceitação ou rejeição, ações a tomar em caso de não conformidade ou modificações). Outros requerimentos tais como prazo de entrega, instruções ou serviço pós venda se necessário. Documentos de Compras: estes devem conter dados descrevendo claramente o produto, deve também ser definido um procedimento, as responsabilidades concernentes à confecção da ordem de compra, o tipo de informação ou de requisitos a serem mencionados. c) Controle e Manutenção de Equipamentos e Locais: os equipamentos não devem apresentar riscos de contaminação nem danos para os produtos e nem para os trabalhadores. Os locais devem estar limpos e em ordem. O maquinário de produção deve ser desenhado, instalado e mantido de acordo com seus propósitos, de forma a não colocar em risco a qualidade do produto. Deve estar localizados levando em conta o fluxo e ser limpo de acordo com processos definidos. As máquinas devem ser mantidas em boas condições de operação, de acordo com programas pré estabelecidos por departamentos competentes da empresa, ou por um contrato de manutenção. Nas áreas de produção não devem haver pessoas estranhas a mesma. Os produtos de limpeza devem estar claramente identificados, de maneira a nunca entrar em contato com os produtos de higiene pessoal, cosméticos e perfumes. Deve existir um registro de todas as operações de manutenção efetuadas nos equipamentos. Para todos os equipamentos de pesagem e instrumentos de medição deverá ser realizada uma calibração

periódica. d) Elaboração e manutenção dos processos: O departamento responsável pelo desenvolvimento do produto, fórmula e embalagem, fornecerá um processo que leve em consideração as normas de BPF e C. Os processos devem ser bem definidos e testados. Deve ser formalizado um processo de acordo com a natureza do produto, tamanho e estrutura da empresa. Finalmente deve-se verificar a documentação/validação e confirmar que o produto acabado corresponde aos padrões definidos. O processo de verificação da documentação/validação deverá ser atualizado à luz de novas condições de operação. e) Higiene Industrial: Um produto cosmético não pode afetar a saúde do consumidor, não deve sofrer deterioração por nenhum motivo. Um dos fatores que leva a deterioração é a presença ou multiplicação de microorganismos. Para evitar esta condição é essencial respeitar boas práticas de higiene. O risco à contaminação varia de acordo com a natureza do produto; como no caso de, um perfume em relação a uma emulsão que é um meio mais apropriado para o desenvolvimento bacteriano. Portanto, cada etapa produtiva deve contemplar o risco potencial de contaminação. Em todos os setores da fábrica é essencial manter os ambientes, equipamentos, máquinas e instrumentos, assim como matérias-primas, componentes, granéis e produtos acabados em boas condições de higiene. Na fabricação, as diferentes atividades devem ser organizadas de maneira a prevenir, riscos de água parada, pó na atmosfera, presença de insetos ou animais. Os equipamentos de enchimento acondicionamento e embalagem devem ser limpos e desinfetados de acordo com seu desenho e uso. O pessoal deve respeitar as práticas específicas de higiene, seguir instruções de como trabalhar e seguir as operações a que correspondam. Caso haja contaminação, é importante encontrar rapidamente a fonte e a natureza da mesma e saber agir para poder eliminá-la. f) Operações de Controle de Qualidade: entende-se como o conjunto de operações que são seguidas para monitorar a qualidade durante o processo de fabricação. Estas operações podem dividir-se em dois grupos: Controle das matérias primas no início do processo de fabricação e controle final dos produtos acabados. Estas são responsabilidades do pessoal de laboratório. Controle de processo durante a fabricação. É imprescindível que esta responsabilidade seja atribuída ao pessoal de fabricação. Para seguir estas operações de forma eficiente é necessário que, laboratório e pessoal de fabricação, obtenham as seguintes informações: Especificações Métodos de amostragem Métodos de controle Limites de aceitação Independente de até onde se queira envolver o pessoal de fabricação no controle de qualidade, existem alguns requisitos que não podem ser esquecidos: Identificação (nome comercial, código interno) Número de lote e data Equipamento e quantidade fabricada Os resultados devem ser registrados, vistados e usados. Os registros devem ter no mínimo as seguintes informações: Resultado do controle de qualidade e comentários: Decisão clara indicando: Aprovado, Rejeitado, Pendente. Qualquer sistema de registro do controle de qualidade pode ser utilizado, desde que os documentos possam ser consultados rapidamente e encontrem-se em boas condições. Em uma área de acesso restrito devem ser guardadas as amostras de referencia das matérias primas utilizadas em quantidade suficiente por lote, de modo que possam ser controladas eventualmente, assim como também amostras de referencia do produto acabado seguindo os mesmos critérios. g) Capacitação: para assegurar o cumprimento das normas de BPF e C, a empresa deve contar com pessoal com conhecimento, experiência, competência e motivação suficientes. Por isso é essencial verificar as necessidades de capacitação do pessoal, seja qual for seu nível dentro da hierarquia e desenhar um plano adequado para seguí-lo.

Os cursos de treinamento podem ser realizados pela própria empresa ou por empresas externas especializadas.
h) Documentação: os documentos são indispensáveis para evitar erros provenientes da comunicação verbal. A
administração destes documentos deve seguir um procedimento que indique:
Pessoal responsável pela emissão
Pessoa que o supervisione
Local e sistema de arquivo da documentação
Se houver modificações nos procedimentos, devem ser mencionados os motivos, a data e responsável pelas
modificações. A documentação deve ser revisada regularmente. Na empresa deve existir um inventário atualizado
da documentação existente. Dentre os diferentes tipos de documentação que a empresa deve possuir, destacam-
se:
h.1) Procedimentos:
Amostragem de matérias-primas e material de embalagem.
Processos de fabricação: métodos de enchimento/acondicionamento em embalagem, métodos de inspeção de
máquinas e equipamentos.
Limpeza e desinfecção de máquinas utilizadas durante a fabricação.
Ações a serem seguidas antes do começo de uma operação de produção.
Medidas a serem tomadas e métodos a seguir em caso de não conformidade de matérias-primas, componentes,
graneis, produtos acabados.
Aferição/Calibração de instrumentos de medição.
Reclamações/Devoluções.
Recolhimentos.
h.2) Regras de Fabricação: para uma fabricação adequada, é essencial ter regras precisas para todas as
operações. Estas devem oferecer uma descrição detalhada das operações para elaborar um determinado produto.
Devem ser esclarecidas as regras de processamento e enchimento/acondicionamento para cada produto ou grupo
de produtos.
h.3) Especificações: devem descrever os requerimentos para matérias primas, materiais de embalagem, produtos
a granel, semi-acabados e acabados. As especificações devem conter os seguintes detalhes:
Número interno ou identificação adotada pela empresa.
Requerimentos qualitativos (químico, físico, microbiológico) e quantitativos para aceitação.
Data de possíveis reavaliação de controles.
Referências de metodologia utilizada.
h.4) Rastreamento do lote: Perante um incidente de qualidade deve ser seguida uma investigação eficiente. Para
isto é essencial dispor dos registros sobre os dados de processos e embalagem de cada lote.
Uma correlação entre os documentos de registro, referentes às diferentes operações de fabricação, assim como às
operações de controle de todos os diferentes materiais, deve permitir o rastreamento do lote.
i) Monitoramento e uso dos resultados: para a Garantia da Qualidade é muito importante o uso dos resultados
obtidos na verificação da qualidade. Isto permitirá uma análise de possíveis desvios identificando a sua causa e a
conseqüente decisão de uma ação corretiva.
O monitoramento dos desvios que necessitam de uma ação imediata e a síntese periódica dos resultados obtidos
nas ações empreendidas são dois elementos essenciais em um Sistema da Qualidade. Isto é de responsabilidade
do Departamento de Fabricação e do Departamentos envolvidos na Garantia da Qualidade. Deve haver um
sistema de avaliação de reclamações.
j) Auditoria da Qualidade: deve ser efetuada de forma independente e detalhada, regularmente ou a pedido, por
pessoas especialmente designadas e competentes. Pode acontecer, seja na empresa, em um fornecedor ou em
um terceirista. Deve abranger o Sistema da Qualidade em geral. O objetivo é assegurar a conformidade com o
Regulamento Técnico de BPF e C e definir ações corretivas a serem empreendidas. Quando necessário os
resultados das auditorias devem ser enviados à direção da empresa e comunicados ao pessoal auditado de
maneira que estes possam tomar parte das ações de melhoria. Deve ser dado seguimento ao processo da
auditoria para certificar-se de que as ações corretivas foram seguidas.

ANEXO B

REGULAMENTO TÉCNICO
ROTEIRO DE INSPEÇÃO PARA INDÚSTRIA DE PRODUTOS
DE HIGIENE PESSOAL, COSMÉTICOS E PERFUMES
Empresa: ____________________________________________________________________
Nome do inspetor: ___________________________________________________________
1. ADMINISTRAÇÃO E INFORMAÇÃO GERAL
(A empresa deverá apresentar os documentos comprobatórios que sejam solicitados)
1.1. Qual é a razão social da empresa?
1.2. Com quem foi feito o contato inicial?
1.3. O responsável técnico está presente?
Nome:
1.4. Existe prova de sua inscrição no órgão competente?
1.5. Existe autorização de funcionamento para a empresa, pelo Órgão Sanitário Nacional
competente ?
1.6. A empresa possui autorização de órgãos competentes, para funcionamento, referente a
localização, proteção ambiental e segurança de instalações?
1.7. Foram mostradas as plantas dos edifícios?
1.8. Qual é a superfície do terreno ocupado pela empresa? m2
1.9. Qual o número de funcionários pertencentes à empresa?
1.10 Qual o número de funcionários que está diretamente ligado às operações de produção?
1.11. Foram verificadas as fichas médicas dos funcionários?
1.12. Foi mostrada a lista dos produtos de propriedade da empresa, que estão em comercialização
e a dos que não estão?
1.13. Todos esses produtos estão devidamente registrados no órgão Sanitário Nacional competente?
1.14. Importa matéria-prima ?
1.15. Importa produto acabado ?
1.16. Exporta matéria-prima ?
1.17. Exporta produto acabado ?
1.18. A empresa realiza produção com terceiros?
1.18.1. Existe contrato?
1.18.2. Quais produtos e/ou operações são realizadas em terceiros?
Data ___/___/___
Assinatura Inspetor:
Responsável Técnico:
Responsável Legal:
Empresa:
Nome do Inspetor:
2. ALMOXARIFADO
(A empresa deverá apresentar os documentos comprobatórios que sejam solicitados)
S N Observação
2.a. Condições Externas
2.a.1. Quanto ao aspecto externo,
o edifício apresenta boa
conservação (isento de
rachaduras, pintura
descascando, infiltrações,
etc.) ?
R
2.a.2. Os arredores do edifício
estão limpos?
R
2.a.3. Existe proteção contra a N
ANEXO II

entrada de roedores, insetos, aves ou outros animais?
2.a.4. Existem fontes de poluição ou contaminação ambiental próximas ao edifício?
INF
2.a.5. As condições físicas e estado de conservação do almoxarifado, em sua estrutura, paredes e tetos são adequadas?
R
2.a.6. As vias de acesso aos depósitos são adequadas?
R
2.b. Condições Internas (pisos, paredes, tetos)
2.b.1. O piso cumpre os requisitos de higiene e segurança
N
2.b.2. Seu estado de higiene é adequado?
N
2.b.3. É de fácil limpeza? R
2.b.4. As paredes estão bem conservadas?
R
2.b.5. Seu estado higiênico é adequado?
N
2.b.6. As paredes apresentam pinturas que asseguram a manutenção de condições de higiene e limpeza?
R
2.b.7. Os tetos estão em boas condições, isentos de gretas, rachaduras, goteiras e pintura descascada?
R
2.b.8. Seu estado de conservação e higiene é adequado?
N
2.b.9. Os esgotos e encanamentos estão em bom estado?
N
2.c. Condições Gerais
2.c.1. A qualidade e a intensidade da iluminação são adequadas?
R
2.c.2. A ventilação do local é adequada?
R
2.c.3. O setor está limpo? R
2.c.4. As instalações elétricas estão em bom estado de conservação?
R
2.c.5. A temperatura do local é N

condizente com as condições necessárias de armazenamento de insumos e produtos acabados?
2.c.6. A temperatura do almoxarifado é controlada e registrada? (Verificar os registros no momento da inspeção)
R
2.c.7. Foram notados indícios da presença de roedores, insetos, aves ou outros animais?
INF
2.c.8. Existe um sistema de combate aos mesmos?
N
2.c.9. O sistema ou procedimento é utilizado?
R
2.c.10 Existe um responsável pelo mesmo?
R
2.c.11 Existe equipamento de segurança para combater incêndios?
N
2.c.12 O acesso a extintores e mangueiras está livre?
N
2.c.13 Existem sanitários em quantidade suficiente?
R
2.c.14 Estão limpos? R
2.c.15 Existe um salão restaurante? (dependendo do nº. de funcionários)
INF
2.c.16 Está limpo? R
2.c.17 Existem vestiários em quantidade suficiente?
R
2.c.17.1 Estão dentro do almoxarifado?
INF
2.c.18 Estão limpos e em condições adequadas?
R
2.c.19 Os funcionários estão uniformizados?
N
2.c.19.1 Os uniformes estão limpos e em boas condições?
R
2.c.20 Há necessidade de câmara frigorífica?
INF
2.c.21 Se houver necessidade, existe?
N
2.c.22 A temperatura da câmara frigorífica é controlada e
R

registrada?
2.c.22.1 Qual é a temperatura no momento da inspeção?
INF
2.c.23 As balanças são calibradas com freqüência?
N
2.c.23.1 Com qual freqüência? INF
2.c.24 As calibrações são registradas?
N
2.c.25 A disposição do armazenamento preserva a integridade dos materiais?
N
2.c.26 Existem áreas ou sistemas, fisicamente separados que garantam a separação de insumos, produtos semi-acabados e produtos acabados?
R
2.c.27 Existem uma área ou sistema que delimite ou restrinja o uso de insumos em quarentena?
N
2.c.28 Existe uma área ou sistema que delimite ou restrinja o uso de insumos reprovados?
N
2.c.29 Existe uma área ou sistema que delimite ou restrinja o armazenamento de etiquetas ou rótulos?
R
2.c.30 Existe local para o armazenamento de produtos inflamáveis e explosivos?
N
2.c.31 Está situado em setor ou área externa?
INF
2.c.32 Oferece condições de segurança?
N
2.c.33 Existem recipientes para o lixo?
N
2.c.34 Estão bem fechados e identificados?
N
2.c.35 São esvaziados com freqüência?
INF
2.d Recepção e Armazenamento de Matérias-Primas
2.d.1 Realiza-se inspeção na recepção das matérias-primas?
N
2.d.2 Os documentos usados para N

a recepção são adequados?
2.d.3 A identificação (rótulo ou etiqueta) é completa e está devidamente aderida?
N
2.d.4 Quando de seu recebimento, cada lote de matéria-prima recebe um número de registro?
N
2.d.5 Seu emprego é correto, usado para identificar a matéria-prima até o final de sua utilização?
N
2.d.6 Antes de sua liberação pelo Controle de Qualidade, a matéria-prima permanece em quarentena e devidamente rotulada como tal?
N
2.d.7 A identificação da matéria-prima é documentada, colocando-se o rótulo de aprovado no corpo do recipiente que a contém, e não na tampa?
N
2.d.8 Todas as matérias-primas, sem exceção, são amostradas pelo Controle de Qualidade, de acordo com sistemas adequados e confiáveis?
N
2.d.9 Uma matéria-prima já aprovada, é etiquetada como tal e transferida para o almoxarifado correspondente?
N
2.d.10 O prazo de validade, ou data de reanálise, está indicado no rótulo?
R
2.d.11 As matérias-primas reprovadas, são devidamente identificadas e isoladas?
N
2.d.12 A disposição do armazenamento garante a identidade e integridade das matérias-primas?
R
2.d.13 Existe sistema adequado para o controle do estoque?
INF

2.d.14 As embalagens contendo insumos (tambores, barricas, caixas, etc.) estão seguramente fechadas?
N
2.d.15 O uso das matérias-primas respeita a ordem de entrada, utilizando-se primeiro o mais antigo?
R
2.d.16 Existem recipientes para lixo e estão devidamente identificados?
N
2.d.17 Estão bem fechados? N
2.d.18 São esvaziados com freqüência?
INF
2.e. Recepção e Armazenamento de Materiais de Embalagem
2.e.1 Realiza-se inspeção na recepção dos materiais?
R
2.e.2 Os documentos usados para a recepção são adequados?
N
2.e.3 A identificação (rótulo ou etiqueta) é completa e está devidamente aderida?
N
2.e.4 Antes de sua liberação pelo Controle de Qualidade, os materiais permanecem em quarentena e devidamente rotulados como tal?
N
2.e.5 Todos os materiais, sem exceção, são amostrados pelo Controle de Qualidade, de acordo com sistemas adequados e confiáveis?
N
2.e.6 Um material já aprovado é etiquetado como tal e transferido para o almoxarifado correspondente?
N
2.e.7. Os materiais reprovados são devidamente identificados e isolados?
N
2.e.8 Existem recipientes para lixo e estão devidamente etiquetados?
N
2.e.8.1 Os recipientes estão bem fechados?
N
2.e.8.2 São esvaziados com freqüência?
INF

2.e.9 Existe sistema adequado para o controle de estoque?
INF
2.e.10 As embalagens estão adequadamente acondicionadas?
N
2.f Recepção e Armazenamento de Produtos Acabados
2.f1 O depósito é exclusivo para o produto acabado?
R
2.f.2 Existe uma área de quarentena para produto acabado, perfeitamente identificada como tal, de maneira a evitar mistura ou despacho de produto sem aprovação final?
N
2.f.3 O depósito encontra-se devidamente ordenado?
R
2.f.3.1 Com adequada limpeza? N
2.f.3.2 Com adequada iluminação? R
2.f.3.3. Com adequada ventilação? R
2.f.4 Mantém-se um sistema de registro de entrada e do estoque de produto acabado?
R
2.f.5 O sistema de registro e controle dos despachos de produto acabado observa a correspondente relação seqüencial de lote, data de entrada, data de saída e a observação da data de vencimento?
R
2.f.6 O armazenamento do produto acabado realiza-se com a devida ordem de segurança, evitando possíveis misturas no seu controle e despacho, assim como acidentes no seu manuseio?
R
2.f.7 Os produtos estão empilhados com segurança?
R
2.f.8 O produto acabado armazenado encontra-se isolado do piso e afastado das paredes, para facilitar a limpeza e a higiene e ,
N

consequentemente, favorecer a conservação?
2.f.9 O depósito está protegido contra a entrada de aves, insetos, roedores ou outros animais?
N
2.f.10 Existe um programa de sanitização (desratização, desinsetização, etc.), bem como um registro de sua execução?
N
2.f.11 Existem equipamentos de segurança (extintores, mangueiras, etc.) em quantidade suficiente para combater incêndios?
R
2.f.12 Estão bem localizados, delimitados com marcações e o acesso aos mesmos está desimpedido?
INF
2.f.12.1 Verifica-se com freqüência seu correto funcionamento?
R
2.f.12.2 Essas verificações estão devidamente registradas?
R
2.f.13 A superfície dos pisos, paredes e tetos é de fácil limpeza?
N
2.f.14 Os produtos vencidos são retirados do almoxarifado, destruídos posteriormente, e o processo é registrado?
N
2.f.15 Todos os produtos armazenados estão dentro de seu prazo de validade?
N
2.f.16 Realizam-se inventários periodicamente?
R
2.f.17 Existem registros correspondentes?
INF
2.f.18 Existe um controle de distribuição de produtos acabados?
R
Observações: Assinatura do Inspetor: Data: ___/___/___
Empresa: Nome do Inspetor: 3. DEVOLUÇÕES (A empresa deverá apresentar os documentos comprobatórios que sejam solicitados)

S N CLASSIFICAÇÃO
3.1 Existe uma área que delimite ou restrinja o armazenamento de produtos devolvidos?
N
3.2 Estes produtos são identificados como tais?
N
3.3 Existe pessoa responsável designada para a tomada de decisões para sua execução?
N
3.4 O Controle de Qualidade é informado da recepção dessas devoluções?
N
3.5 São mantidos registros das análises, resultados e decisões como conseqüência das devoluções?
R
3.6 Após análise, ocorre destruição ou reprocessamento, segundo os resultados obtidos?
N
3.7 Os resultados das inspeções e análises são devidamente registrados?
R
3.8 Todas as decisões tomadas são devidamente registradas?
R
3.9 Os registros são anexados ou se faz alguma referência dos mesmos nas documentações de cada lote?
R
Observações: Assinatura do Inspetor: Data: ___/___/___
Empresa: Nome do Inspetor: 4. RECOLHIMENTO DE PRODUTOS (A empresa deverá apresentar os documentos comprobatórios que sejam solicitados) Definição: Distribuição a nível primário é a entrega direta de todo produto, na cadeia de comercialização, promoção e pesquisa aplicada, desde o fabricante até o primeiro receptor. As perguntas deste capítulo contemplam a responsabilidade da empresa proprietária na distribuição a nível primário e o correspondente recolhimento do produto, desde este nível, do mercado. S N CLASSIFICAÇÃO
4.1 A empresa estabelece e mantém procedimentos para
R

o recolhimento de produtos do mercado?
4.2 A empresa estabelece e mantém sistemática que garanta a correta aplicação dos procedimentos de recolhimento?
R
4.3 Existe pessoa responsável designada para a coordenação e execução dos procedimentos de recolhimento?
R
4.4 Se a pessoa responsável designada não pertencer ao Controle de Qualidade, o mesmo é informado das operações efetuadas?
R
4.5 São mantidos registros dos recolhimentos, bem como de suas causas?
N
4.6 No caso de recolhimento por desvios de qualidade, as autoridades competentes do(s) país(es) são informadas imediatamente?
N
4.6.1 São tomadas providências imediatas para o recolhimento em todo o território no qual o produto foi distribuído?
N
4.6.2 Existe documentação e seu devido registro?
N
4.7 Os registros de distribuição dos produtos, a nível primário, permanecem disponíveis para uma rápida ação de recolhimento do mercado?
R
4.7.1 Esses registros contém informações que permitam o rastreamento do(s) cliente(s) da distribuição primária?
R
4.7.2 Quais as informações dos clientes?
INF
4.8 Existe área apropriada e segura para a armazenagem dos produtos recolhidos, enquanto aguardam seu
N

destino?
4.8.1 Esta área está delimitada física e administrativamente, bem como os produtos recolhidos estão devidamente identificados?
N
4.9 Existem relatórios conclusivos sobre todo o processo para cada produto recolhido do mercado?
R
4.10 Existem relatórios sobre o destino dos produtos recolhidos no mercado?
R
Observações: Assinatura do Inspetor: Data: ___/___/___
Empresa: Nome do Inspetor: 5. SISTEMAS E INSTALAÇÕES DE ÁGUA (A empresa deverá apresentar os documentos comprobatórios que sejam solicitados) S N CLASSIFICAÇÃO A empresa utiliza água
potável?
INF
A empresa utiliza água purificada?
INF
5.a Água Potável INF
5.a.1 Qual a procedência da água utilizada na empresa? . Rede Pública . Poços Artesianos . Semi-artesianos . Outros? . Quais?
INF
5.a.2 A empresa possui caixa d'água?
R
5.a.3 É feito algum tratamento antes da água ser armazenada?
N
5.a.4 É feita limpeza da caixa d'água? . Qual é a freqüência? . Existem registros?
N
5.a.5 Existem procedimentos escritos para a limpeza da caixa d'água? . São utilizados?
R
5.a.6 São feitos testes físico- N

químicos? . Quais? . Com que freqüência? . Existem registros?
5.a.7 São feitos testes bacteriológicos? . Com que freqüência? . Existem registros?
N
5.a.8 São colhidas amostras de água em diversos pontos da fábrica, para efetuar a contagem bacteriana? . Existem registros?
N
5.a.9 As tubulações utilizadas para transporte de água potável estão em bom estado de conservação e limpeza? . Qual é o material da tubulação?
N
5.a.10 A provisão de água faz-se sob pressão positiva contínua, em um sistema livre de defeitos?
R
5.b Água Purificada
A água potável é usada como fonte de alimentação para sistemas de produção de água purificada? . Qual é o sistema utilizado?
INF
5.b.1 Deionização
5.b.1.1 A indústria possui equipamento deionizador, para produção de água purificada?
INF
5.b.1.2 A água que abastece o deionizador é tratada? . Como? . Qual é a procedência desta água?
INF
5.b.1.3 Existe pessoal capacitado para operar o sistema? . O responsável pela operação está presente?
R
5.b.1.4 Existe manual de R

operação para o sistema? . É utilizado?
5.b.1.5 As resinas são regeneradas com freqüência? . Qual? . Existem registros?
N
5.b.1.6 Se a água que abastece o deionizador é clorada, existe um sistema para a retirada do cloro antes do deionizador? . Qual?
INF
5.b.1.7 Existe depósito para a água deionizada? . Qual é o material utilizado? Existe algum tratamento para evitar a contaminação bacteriológica (radiação UV, filtração, ozonização, etc.)?
INF
5.b.1.8 São feitos testes físico químicos? . Quais? . Existem registros?
N
5.b.1.9 São feitos testes bacteriológicos? . Existem registros?
N
5.b.1.10 O transporte ou circulação da água deionizada é feito por tubulação ou outro meio adequado? . Qual é o material da tubulação?
N
5.b.1.11 É liberada pelo Controle de Qualidade antes de ser utilizada?
R
5.b.1.12 É feita sanitização do sistema? Como? Existem registros?
N
5.b.1.13 Existem procedimentos escritos para a sanitização do sistema? . São utilizados?
N
5.b.1.14 É feita manutenção INF

preventiva nos equipamentos do sistema? . Existem registros?
5.b.1.15 Existe algum tipo de filtro no sistema? . Qual?
R
5.b.1.16 É feita sanitização dos cartuchos? . Existem registros?
N
5.b.1.17 Existem procedimentos escritos para sanitização dos cartuchos? . São utilizados?
N
5.b.1.18 O sistema de purificação é validado? . Existem registros?
N
5.b.2 Osmose Reversa (quando for o caso)
5.b.2.1 A indústria possui equipamento de água por osmose reversa para produção de água purificada? . Qual é a capacidade em litros/hora?
INF
5.b.2.2 A água que abastece o sistema é tratada? . Qual é a procedência desta água?
INF
5.b.2.3 Existe pessoa capacitada para operar o sistema? . O responsável pela operação está presente?
N
5.b.2.4 Existe manual de operação do sistema? . É utilizado?
R
5.b.2.5 Existe depósito para esta água? . Qual é o material utilizado? . Existe algum tratamento para evitar a contaminação bacteriológica (radiação UV, filtração, ozonização, etc.).
INF
5.b.2.6 São feitos testes físico- N

químicos? . Quais? . Existem registros?
5.b.2.7 São feitos testes bacteriológicos? . Existem registros?
N
5.b.2.8 O transporte ou circulação desta água é feito por tubulação ou outro meio adequado? . Qual é o material utilizado?
N
5.b.2.9 É liberada pelo controle de qualidade antes de ser utilizada?
R
5.b.2.10 É feita sanitização do sistema? . Como? . Existem registros?
N
5.b.2.11 Existem procedimentos escritos para a sanitização do sistema? . São utilizados?
N
5.b.2.12 É feita manutenção preventiva nos equipamentos do sistema? .Existem registros?
INF
5.b.2.13 Existe algum tipo de filtro no sistema? . Qual ?
R
5.b.2.14 É feita a sanitização dos cartuchos? . Existem registros?
N
5.b.2.15 Existe procedimento escrito para a sanitização dos cartuchos? . É utilizado?
N
5.b.2.16 O sistema de purificação é validado? . Existem registros?
N
Observações: Assinatura do Inspetor: Data: ___/___/___
Empresa: Nome do Inspetor: 6. PRODUÇÃO (A empresa deverá apresentar os documentos comprobatórios que sejam solicitados)

S N CLASSIFICAÇÃO
6.1. Existe plano de treinamento para os funcionários?
R
6.2. A admissão de funcionários é precedida de exame médico?
N
6.3 O pessoal é submetido a exame médico periódico?
R
6.4 Existe plano de assistência médica permanente e de emergência para casos de enfermidade brusca ou acidente?
R
6.5 Se o funcionário manifesta lesões ou enfermidades que podem afetar a qualidade ou segurança dos produtos, o mesmo é excluído da atividade?
I
6.6 Nas operações onde haja contato com matérias-primas, embalagens ou produto, é utilizada a paramentação adequada (touca, avental, protetor de barba, luvas, calçado fechado e impermeável)?
N
6.7. Existem instalações de segurança com ducha e lava olhos?
N
6.a Organização
6.a.1 Fórmula Padrão I
6.a.1.1 Existe uma fórmula para cada produto fabricado?
I
6.a.1.2 Essa fórmula está preparada, revisada e aprovada por pessoas competentes e responsáveis e assinada por outra pessoa, também responsável e competente?
N
6.a.1.3 Existem procedimentos escritos sobre a forma de proceder, em casos onde
R

é necessário modificar a fórmula padrão?
6.a.1.4 A fórmula padrão contém:
6.a.1.4.1 Nome, forma, concentração e prazo de validade do produto?
R
6.a.1.4.2 Fórmula Centesimal ou por unidade de venda?
N
6.a.1.4.4 Nome, código, quantidade e unidades de cada componente?
N
6.a.1.5 Existem instruções detalhadas de todas e de cada uma das etapas de fabricação, setor onde deve ser efetuada e equipamentos a serem utilizados?
N
6.a.1.6 Existem procedimentos para limpeza de equipamentos?
N
6.a.1.7 Existe responsável pela verificação da execução da limpeza dos equipamentos empregados?
R
6.a.1.8 Existem instruções claras e detalhadas de qual etapa de fabricação requer a intervenção do Controle de Qualidade, para o controle do processo, com a indicação do responsável e a data?
N
6.a.1.9 Existe exigência de anexar à Ordem de Fabricação os registros gráficos de temperatura, pressão e umidade, quando o processo requer o controle dos mesmos?
R
6.a.1.10 Existe exigência de anexar à ordem de fabricação os rótulos de identificação das matérias-primas e
N

materiais empregados, quando não exista outro sistema de segurança equivalente?
6.a.1.11 Existe cálculo do rendimento real obtido nas diversas etapas de fabricação e relação com o rendimento teórico?
R
6.a.1.12 Existem instruções adequadas para rotular e embalar o produto e condições de conservação?
N
6.a.1.13 Existe descrição do material de embalagem utilizado para o fracionamento, com códigos, quantidades e unidades de medida?
N
6.a.1.14 Todos os materiais de envase, linhas, equipamentos usados durante a produção, estão identificados para indicar claramente o seu conteúdo ou a etapa de fabricação do lote?
N
6.a.1.15 Os equipamentos, utensílios e material de envase estão localizados e/ou armazenados em lugar que assegure sua integridade?
N
6.a.2 Ordem de Fabricação
6.a.2.1 Existe um processo de cópia fiel da fórmula padrão que assegure sua exata reprodução?
N
6.a.2.2 Contém o número de lote?
N
6.a.2.3 Contém números de códigos, de lote, e de análise de matérias-primas e materiais de embalagem?
R
6.a.2.4 O cálculo das matérias-primas é correto, tomando-se por base a
N

fórmula unitária ou centesimal?
6.a.2.5 Se houver necessidade de modificar as instruções de fabricação, equipamentos, ambiente e/ou outra condição, a modificação está assinada por um responsável competente e autorizado?
N
6.a.2.6 Após finalização do processo de fabricação, toda a documentação sobre o lote produzido (registro da produção, rótulos, resultado analítico dos controles do processo e do produto acabado) é arquivada?
N
6.a.2.7 Por quanto tempo? INF
6.b Áreas de Pesagem e Medidas
6.b.1 A área está separada fisicamente das demais dependências por paredes, ou outro tipo de separação?
R
6.b.2 A área está limpa? N
6.b.3 Os materiais usados para a pesagem e medidas (recipientes, espátulas, pipetas, etc.) estão limpos?
N
6.b.4 Os materiais são guardados como tal, em local que assegure sua integridade?
N
6.b.5 As balanças e recipientes de medida são calibrados regularmente?
N
6.b.6 Existem registros das calibrações?
R
6.b.7 Quando necessário, durante as pesagens e/ou medidas, são usados equipamentos de proteção (óculos, gorros,
N

luvas, máscaras, etc.)?
6.b.8 Os recipientes que contém uma matéria-prima a ser pesada e/ou medida são limpos antes de serem abertos?
N
6.b.9 Após a pesagem e/ou medida, esses recipientes são bem fechados?
N
6.b.10 Após a pesagem e/ou medida, os materiais são etiquetados imediatamente, a fim de evitar misturas?
N
6.b.11 Nesta etiqueta constam:
6.b.11.1 Nome do produto a que se destina o insumo?
R
6.b.11.2 Nome do insumo? N
6.b.11.3 Número de lote do insumo?
N
6.b.11.4 Número de lote do produto?
R
6.b.11.5 Quantidade que foi pesada e/ou medida?
N
6.b.11.6 Peso bruto? R
6.b.11.7 Controle de pesagem ou medida, com presença do funcionário que pesa e/ou verifica a pesagem, com as respectivas assinaturas?
R
6.b.12 Os funcionários estão com uniformes limpos e em boas condições?
N
6.b.13 A área tem:
6.b.13.1 Ventilação adequada? N
6.b.13.2 Iluminação adequada? N
6.b.13.3 Controles de umidade e temperatura?
INF
6.b.14 Possui sistema de exaustão?
R
6.b.15 Há separação entre os materiais já pesados e/ou medidos para cada lote de produto?
N
6.b.16 A área possui local R

próprio para lavagem de utensílios de pesagem e/ou medida?
6.b.17 As matérias-primas mais antigas são esgotadas primeiramente?
R
6.b.18 Há recipiente de lixo? N
6.b.19 Estão bem tampados? N
6.b.19.1 São esvaziados e limpos com freqüência?
INF
6.b.20 Existe um sistema de prevenção de contaminação cruzada durante a pesagem e/ou medida?
N
6.b.21 Existe um sistema de proteção contra a contaminação do meio ambiente através dos sistemas de exaustão ou de outro modo?
R
6.c Áreas Produtivas
6.c.1 Condições Externas
6.c.1.1 O edifício está em bom estado?
R
6.c.1.2 As vias de acesso estão pavimentadas e construídas de maneira que a poeira não seja fonte de contaminação?
N
6.c.1.3. Os arredores do edifício estão limpos?
N
6.c.1.4 Os tetos, paredes e janelas cumprem as normas de higiene e segurança?
N
6.c.1.5 Existe proteção contra a entrada de roedores, insetos, aves ou outros animais?
N
6.c.2 Condições Gerais
6.c.2.1 As áreas produtivas estão limpas?
N
6.c.2.2 Existe um programa de limpeza por escrito?
R

6.c.2.3 É proibido comer, beber e fumar nos setores produtivos?
N
6.c.2.4 A proibição é cumprida? N
6.c.2.5 Existem vestiários em quantidade suficiente?
INF
6.c.2.6 Existem sanitários próximos à área de produção e em quantidade suficiente?
INF
6.c.2.7 Os sanitários estão limpos e providos de água fria e quente, sabão e toalhas individuais ou secadores?
R
6.c.2.8 A eliminação de águas servidas, sobras e outros refugos, dentro e fora do edifício e das imediações, faz-se de forma segura e sanitária?
N
6.c.2.9 Existe um salão restaurante?
INF
6.c.2.10 Se não, onde as refeições são feitas?
INF
6.c.2.11 Existem normas de segurança escritas?
INF
6.c.2.12 Estas são cumpridas? INF
6.c.2.13 O pessoal utiliza roupa adequada às tarefas que realiza?
N
6.c.2.14 Existem bebedouros de água potável em locais adequados e em quantidade suficiente?
R
6.c.2.15 O pessoal utiliza calçado adequado?
N
6.c.2.16 É proibido o acesso de pessoas com roupa inadequada às áreas de produção?
N
6.c.2.17 Os pisos cumprem os requisitos de higiene e segurança adequados a cada área de trabalho?
N
6.c.2.18 As aberturas estão providas com proteção contra a entrada de
N

roedores, insetos, aves ou outros animais?
6.c.2.19 Existe algum procedimento para combater roedores, insetos, aves ou outros animais?
N
6.c.2.20 São descritos, no mesmo, a freqüência, os métodos e materiais utilizados, e o responsável pela execução?
R
6.c.2.21 Os materiais usados no combate a roedores, inseto, aves ou outros animais são aprovados pelos Órgãos Sanitários?
N
6.c.2.22 Verificou-se previamente, e o seu emprego e forma de aplicação não significam risco de contaminação dos equipamentos e produtos?
N
6.c.2.23 A circulação interna é adequada?
R
6.c.2.24 Nas áreas produtivas efetua-se controles de pressão do ar, microbiológicos, de partículas, de umidade e temperatura, quando for o caso?
N
6.c.2.25 A distribuição das áreas é adequada?
R
6.c.2.26 Consegue-se minimizar a possibilidade de contaminação de uma área para outra?
N
6.c.2.27 Evita-se a contaminação cruzada de um produto com partículas ou pó proveniente da armazenagem, fabricação ou manipulação de outro produto?
N
6.c.2.28 As áreas estão N

distribuídas e adaptadas para fornecer as condições adequadas de estabilidade aos componentes, materiais em processo e produtos acabados?
6.c.2.29 Existem planos de segurança contra incêndios em casos de emergência?
R
6.c.2.30 Os extintores e a rede de combate a incêndio estão localizadas corretamente?
R
6.c.2.31 A quantidade e tipo de extintores são adequados para o risco de cada setor?
R
6.c.2.32 A iluminação das áreas de produção e circulação é suficiente?
R
6.c.2.33 As dimensões das áreas são adequadas?
INF
6.c.2.34 Sua construção e localização permite e adequada limpeza, manutenção, elaboração e processamento dos produtos?
R
6.c.2.35 Os equipamentos e materiais são identificados corretamente?
N
6.c.2.36 A ventilação das áreas produtivas e de circulação é adequada?
R
6.c.2.37 As instalações elétricas cumprem com as normas locais?
N
6.c.2.38 As tubulações de água, vapor, gás, ar comprimido e eletricidade estão devidamente identificadas?
N
6.c.2.39 As paredes, pisos e tetos estão construídos com
N

materiais facilmente laváveis?
6.c.2.40 O estado de conservação das paredes, pisos e tetos asseguram as condições de higiene e limpeza?
N
6.c.2.41 Os recipientes de lixo estão corretamente identificados, localizados e tampados?
N
6.c.2.41.1 São esvaziados com freqüência?
INF
Observações: Assinatura do Inspetor: Data: ___/___/___
Empresa: Nome do Inspetor: 7. PRODUTOS SÓLIDOS E SEMI-SÓLIDOS (Pós e Outros) ( A empresa deverá apresentar os documentos comprobatórios que sejam solicitados) S N CLASSIFICAÇÃO
7.1 Existe local apropriado para fabricação de pós?
N
7.2 A distribuição é ordenada e racional?
R
7.3 A área de circulação encontra-se livre de obstáculos?
N
7.4 O pessoal encontra-se adequadamente uniformizado?
N
7.5 Evita-se a utilização de uniforme de trabalho fora das dependências da fábrica?
R
7.6 Os uniformes estão limpos e em boas condições?
N
7.7 Todos usam toucas? N
7.8 São utilizados, quando necessário, os equipamentos de segurança (máscaras, óculos, luvas, etc.)?
N
7.9 O local está limpo? N
7.10 Existem recipientes para lixo?
N
7.11 Estão bem fechados e N

identificados?
7.12 São esvaziados com freqüência?
INF
7.13 A iluminação do local é adequada?
R
7.14 As paredes e os tetos estão recobertos por materiais facilmente laváveis?
N
7.15 O estado de conservação das paredes e teto assegura as condições de higiene e limpeza?
N
7.16 O piso cumpre os requisitos de higiene e segurança?
N
7.17 As instalações elétricas estão em boas condições?
N
7.18 As instalações de eletricidade, água, vapor, etc., estão adequadamente identificadas?
N
7.19 Os sistemas de esgoto são adequados?
N
7.20 Os ralos são sifonados? N
7.21 São desinfetados freqüentemente?
R
7.22 A ventilação do local é suficiente?
R
7.23 As aberturas encontram-se protegidas contra a entrada de aves, insetos, roedores e outros animais?
N
7.24 Existem sistemas de exaustão de pó nos locais onde se produza muito pó?
N
7.25 São boas as condições de segurança dos locais?
R
7.26 Existem extintores e mangueira contra incêndio em número suficiente?
R
7.27 Estão bem localizados e o acesso está livre?
INF
7.28 Os equipamentos de pesagem e medida são calibrados periodicamente?
N
7.29 Existem registros dessas calibrações?
R
7.30 Existe uma fórmula de N

fabricação a ser seguida e que seja cópia fiel da fórmula padrão?
7.31 As instruções ali contidas são seguidas com exatidão?
N
7.32 Todos os recipientes usados na produção de um lote estão identificados de acordo com o seu conteúdo, número de lote, etc., com o intuito de evitar misturas?
N
7.33 Todos os equipamentos usados na produção de um lote estão identificados com etiquetas exatamente iguais as usadas nos recipientes?
R
7.34 Após seu uso, todos os utensílios, recipientes e equipamentos são bem lavados e conservados até seu próximo uso?
N
7.35 São identificados como tal? R
7.36 Existe adequada separação física entre os equipamentos, para evitar mistura ou contaminação cruzada, quando são fabricados, simultaneamente, lotes de produtos diferentes?
N
7.37 São feitos controles durante o processo de fabricação, com o intuito de garantir a uniformidade do lote?
N
7.38 Existem, por escrito, esses controles?
R
7.39 Existem na área de compressão, aparelhos para testar a compactação e/ou pesos dos produtos?
INF
7.40 São feitos registros destes controles?
R
7.41 O Controle de Qualidade verifica, periodicamente, essas medidas?
R
7.42 Existem registros de limpeza, fixados a cada
R

recipiente e a cada máquina?
7.43 a) O Controle de Qualidade libera o produto semi acabado antes do envase? b) Existe área específica de quarentena para os produtos semi acabados?
N
7.44 Os recipientes que contém esses produtos estão bem fechados e com as identificações contendo os seguintes dados: . Nome do produto . Número do lote e/ou sub-lote . Volume ou peso total contido no recipiente . Número do recipiente/número total de recipientes que compõem o lote
N
7.45 A área está limpa e livre de resíduos?
N
7.46 Os recipientes estão limpos?
N
7.47 As máquinas de compressão estão dispostas de maneira a evitar contaminação cruzada?
R
7.48 As máquinas possuem sistema de exaustão dos pós?
N
7.49 O setor está adequadamente equipado para a tarefa (ar comprimido, exaustão, etc.)?
N
7.50 A área está limpa? N
7.51 Os equipamentos são limpos no final de cada produção?
N
7.52 Existe procedimento de limpeza para cada equipamento?
R
7.53 Existem registros? R
7.54 Existe um programa de limpeza e registro de seu
R

cumprimento?
7.55 São válidas para o pessoal contratado e/ou visitante, as mesmas instruções de higiene e segurança que para o pessoal da área?
N
Observações: Assinatura do Inspetor: Data: ___/___/___
Empresa: Nome do Inspetor: 8. PRODUTOS LÍQUIDOS (A empresa deverá apresentar os documentos comprobatórios que sejam solicitados) S N CLASSIFICAÇÃO
8.1 A distribuição dos equipamentos é ordenada e racional?
INF
8.2 A área de circulação está livre?
R
8.3 Os funcionários estão adequadamente uniformizados?
N
8.4 Os uniformes estão limpos e em boas condições?
N
8.5 Todos usam toucas? N
8.6 Quando necessário, usam luvas especiais?
N
8.7 O local está limpo? N
8.8 Existem recipientes para lixo?
N
8.9 Estão bem fechados e identificados?
N
8.10 São esvaziados com freqüência?
INF
8.11 A iluminação é adequada? R
8.12 As paredes e pisos estão recobertos por material facilmente laváveis?
N
8.13 O piso cumpre com os requisitos de higiene e segurança?
N
8.14 As paredes, pisos e tetos estão livres de rachaduras e pinturas descascando?
N
8.15 As instalações elétricas, de água potável, vapor, água deionizada e ar
N

comprimido e outras caso houverem estão devidamente identificadas e em boas condições?
8.16 O sistema de esgoto é adequado?
N
8.17 Os ralos são sifonados? N
8.18 São desinfetados com freqüência?
R
8.19 A ventilação do local é adequada?
R
8.20 Se existem janelas, as mesmas estão protegidas contra a entrada de pó, insetos, aves, roedores ou outros animais?
N
8.21 As condições de segurança do local são boas?
R
8.22 Existem extintores de incêndio ou mangueiras em quantidade suficiente?
R
8.23 Estão bem localizados e são de fácil acesso?
INF
8.24 Existe uma Ordem de Fabricação que seja cópia fiel da fórmula padrão?
N
8.25 As instruções contidas na Ordem de Fabricação são seguidas com exatidão?
N
8.26 Com o intuito de prevenir a contaminação com resíduos do produto anterior, existem normas de limpeza, por escrito, dos recipientes usados na fabricação?
R
8.27 Os recipientes limpos são identificados como tais?
N
8.28 Os recipientes contendo o produto a ser envasado estão bem fechados e com as identificações contendo os seguintes dados: . Nome do produto . Número do lote e/ou sub-lote . Volume total contido no recipiente
N

. Número de recipientes/ número total de recipientes que compõem o lote
8.29 Os condutores (mangueiras e tubulações) usados para os líquidos são limpos e assim conservados até novo uso?
N
8.30 Os equipamentos da área, como reatores, filtros, agitadores, bombas e recipientes para fabricação, estão em bom estado de conservação e limpeza?
N
8.31 Os aparelhos para pesagens e medidas são calibrados freqüentemente?
N
8.32 Existem registros das calibrações?
R
8.33 A relação entre rendimento teórico e real é verificada?
R
8.34 A existência de qualquer discrepância é justificada por escrito?
R
8.35 Efetuam-se controles do processo, com o intuito de garantir a uniformidade do lote?
N
8.36 a) O controle de qualidade libera o produto semi-acabado antes do envase? b) Existe área específica de quarentena para os produtos semi acabados?
N
Observações: Assinatura do Inspetor: Data: ___/___/___
Empresa: Nome do Inspetor: 9. ENVASE (A empresa deverá apresentar os documentos comprobatórios que sejam solicitados) S N CLASSIFICAÇÃO
9.1 Existe local especial para o envase de produtos?
N

9.2 A distribuição dos equipamentos é ordenada e racional?
R
9.3 Evita-se a mistura de produtos diferentes ou de lotes distintos do mesmo produto, mediante separação entre as linhas de envase?
R
9.4 A área de circulação está livre de obstáculos?
N
9.5 Os funcionários estão adequadamente uniformizados?
N
9.6 Os uniformes estão limpos e em boas condições?
N
9.7 Todos usam toucas? N
9.8 Se necessário, usam luvas, máscaras e óculos de proteção?
N
9.9 O local está limpo? N
9.10 Existem recipientes para lixo?
N
9.11 Estão bem fechados e identificados?
N
9.12 São esvaziados com freqüência?
INF
9.13 A iluminação é adequada? R
9.14 O piso é adequado? N
9.15 As paredes e tetos estão recobertos por material facilmente lavável?
N
9.16 As paredes, pisos e tetos estão livres de rachaduras e pinturas descascadas?
N
9.17 As instalações elétricas estão em boas condições?
R
9.18 Estão devidamente identificadas?
R
9.19 A instalação de ar comprimido, vapor, água potável, deionizada e outras estão devidamente identificadas e em boas condições?
N
9.20 O sistema de esgoto é adequado?
N

9.21 Os ralos são sifonados? N
9.22 São desinfetados com freqüência?
R
9.23 A ventilação do local é adequada?
R
9.24 Se existem janelas, as mesmas estão protegidas contra a entrada de insetos, aves, roedores ou outros animais?
N
9.25 As condições de segurança dos recintos estão boas?
R
9.26 Existem extintores de incêndio e/ou mangueiras em quantidade suficiente?
R
9.27 Estão bem localizados e são de fácil acesso?
INF
9.28 As operações de envase são iniciadas após a aprovação do semi-acabado pelo Controle de Qualidade?
N
9.29 As linhas de envase são verificadas antes do início das operações, em relação à presença de material remanescente de produtos anteriores?
N
9.30 O conteúdo dos recipientes que contém o produto a ser envasado está devidamente identificado?
N
9.31 Os recipientes são mantidos fechados durante o processo, sendo abertos somente quando necessário?
N
9.32 Os recipientes com produtos diferentes são mantidos separados?
N
9.33 Todo material de envase a ser usado tem aprovação do Controle de Qualidade?
N
9.34 Existe identificação de forma visível, dos
N

equipamentos e de cada linha de envase, de acordo com o produto que se está envasando?
9.35 Verifica-se se as suspensões ou emulsões são mantidas homogêneas durante todo o processo de envase?
N
9.36 É verificada a relação entre o rendimento teórico e o real?
R
9.37 Se houver discrepância, ela é justificada por escrito?
R
9.38 Após envase, os produtos aguardam em quarentena a liberação pelo Controle de Qualidade?
N
9.40 O material de envase não utilizado é devolvido?
R
9.41 O material de embalagem, remanescente do envase, impresso com número de lote e/ou data de vencimento, é destruído?
N
Observações: Assinatura do Inspetor: Data: ___/___/___
Nome da Empresa: Nome do Inspetor: 10. ROTULAGEM (A empresa deverá apresentar os documentos comprobatórios que sejam solicitados) S N CLASSIFICAÇÃO
10.1 Os rótulos são inspecionados antes de serem entregues à linha de embalagem?
N
10.2 As máquinas rotuladoras são inspecionadas antes do uso, em relação à não existência de rótulos de produtos anteriores?
N
10.3 As linhas de embalagem são inspecionadas antes do uso, em relação à não existência de rótulos, cartuchos ou outros
N

elementos de produtos anteriores?
10.4 Examinam-se os rótulos, para verificar se os mesmos se referem ao produto a ser embalado, assim como o número de lote e a data de vencimento do produto, antes ou durante o processo?
N
10.5 Se os rótulos remanescentes, não impressos com o número de lote ou data de vencimento, forem devolvidos ao almoxarifado, existe uma pessoa responsável por essa devolução?
R
Observações: Assinatura do Inspetor: Data: ___/___/___
Nome da Empresa: Nome do Inspetor: 11. CONTROLE DA QUALIDADE (A empresa deverá apresentar os documentos comprobatórios que sejam solicitados) S N CLASSIFICAÇÃO
11.1 Existe na empresa um Laboratório de Controle da Qualidade?
I
11.2 O Controle da Qualidade é independente da Produção?
R
11.3 Há uma descrição de função para cada cargo?
R
11.4 Existem ensaios efetuados por terceiros?
INF
11.5 O Controle da Qualidade é responsável por aprovar ou reprovar produtos que estejam sob contrato com terceiros?
I
11.6 No laboratório químico existem instalações de segurança com ducha, lava olhos, extintores, etc., respeitando a correta localização e quantidade?
N

11.7 Há um programa de verificação do funcionamento destes equipamentos?
R
11.8 Existem registros? R
11.9 O Controle da Qualidade está equipado com aparelhos adequados para executar os controles necessários?
N
11.10 Há um programa de manutenção preventiva e calibrações claramente definido?
R
11.11 Existem registros? R
11.12 O Controle da Qualidade é responsável pela aprovação ou reprovação de matérias-primas, produtos semi-acabados, produtos acabados e materiais de embalagem?
N
11.13 Existem procedimentos escritos com a descrição detalhada de amostragem, análise e aprovação ou reprovação de matérias-primas, produto semi-acabados, acabados e materiais de embalagem?
N
11.14 Existem, por escrito, as especificações e os métodos analíticos usados pelo Controle da Qualidade para todas as matérias-primas, produtos semi-acabados, produtos acabados e materiais de embalagem?
N
11.15 Os resultados e anotações das análises são mantidos?
N
11.16 Existem procedimentos escritos para a amostragem das matérias-primas, produtos semi-acabados, produtos acabados e materiais de
N

embalagem, que assegurem ser representativa da totalidade do lote ou partida?
11.17 A amostragem estatística é efetuada por uma pessoa qualificada do Controle da Qualidade?
N
11.18 São mantidas amostras de referência futura das matérias-primas utilizadas?
N
11.19 Está definido o período de retenção destas amostras?
R
11.20 São mantidas amostras de cada lote de produto acabado?
N
11.21 Está definido o período de retenção destas amostras?
R
11.22 Existe um procedimento escrito detalhando a data de reanálise das matérias-primas?
R
11.23 Existem na empresa padrões e materiais de referência?
N
11.24 São conservados e utilizados com procedimentos previamente estabelecidos?
N
11.25 Há funcionário(s) responsável(eis) pela inspeção dos processo de fabricação?
N
11.26 O Controle da Qualidade verifica se cada lote do produto elaborado cumpre as especificações estabelecidas antes de ser liberado?
N
11.27 São mantidos registros? N
11.28 São efetuados ensaios microbiológicos? (quando for o caso)
N

11.29 Existem registros? N
11.30 As áreas para ensaios microbiológicos são adequadas?
N
Observações: Assinatura do Inspetor: Data: ___/___/___
Nome da Empresa: Nome do Inspetor: 12. GARANTIA DA QUALIDADE (A empresa deverá apresentar os documentos comprobatórios que seja solicitados) S N CLASSIFICAÇÃO
12.1 Existe na empresa um Programa de Garantia da Qualidade?
INF
12.2 Este programa é divulgado a todos os níveis?
R
12.3 Existem normas escritas para a divulgação e cumprimento das Boas Práticas de Fabricação?
N
12.4 Há na empresa uma área que coordene as atividades de Garantia da Qualidade?
INF
12.5 As responsabilidades pela gestão da qualidade estão claramente definidas?
R
12.6 Existem procedimentos escritos ou sistemas para avaliar a efetividade e aplicabilidade das normas e sistemas de Garantia da Qualidade?
INF
12.7 Existe um programa de treinamento de pessoal?
R
12.8 Efetuam-se registros do treinamento de cada funcionário?
R
12.9 Os produtos de Higiene, Cosméticos e Perfumes são projetados e desenvolvidos de acordo com os requisitos das Boas Práticas de Fabricação?
R
12.10 As operações de produção e controle estão claramente definidas e escritas?
N

12.11 Os funcionários são treinados e orientados de modo a garantir a correta e completa execução dos processos e procedimentos definidos?
R
12.12 Novos conhecimentos adquiridos nos processos, ou adaptações e melhorias, somente são implementados após completa avaliação e aprovação?
R
12.13 São realizados auto-inspeções periódicas, com o fim de verificar o cumprimento das Boas Práticas de Fabricação?
R
12.14 Existem registros das auto-inspeções realizadas?
R
12.15 Existe um programa escrito de estudo de estabilidade dos produtos com registros apropriados de: condições dos testes, resultados, métodos analíticos usados, condições de conservação das amostras, envase primário, periodicidade de análises e data de vencimento?
N
12.16 São mantidos registros das reclamações recebidas sobre a qualidade dos produtos ou qualquer modificação de suas características físicas, assim como das resoluções tomadas?
R
12.17 Realiza-se nova verificação documentada toda vez que se efetua uma mudança que possa afetar a qualidade ou a reprodutibilidade de um processo ou de um método analítico de controle?
R
Observações: Assinatura do Inspetor:

Data: ___/___/___
Empresa 13. ATA DE INSPEÇÃO 13.1 Nome da Empresa: 13.2 Nome do(s) Inspetor(es) : 13.3 Motivo da Inspeção: 13.4 Nome/cargo/ formação profissional das pessoas entrevistadas: 13.5 Foram colhidas amostras de produtos? 13.6 Quais e quantas? 13.7 Diferenças e procedimentos não adequados, detectados e informados à direção da empresa: 13.8 Recomendações do(s) inspetor(es) à autoridade sanitária do prazo para cumprimento das medidas corretivas: 13.9 Comentários sobre as observações do(s) inspetor(es), por parte do responsável pela empresa: Data: Assinatura Inspetor : Assinatura Técnico : Responsável Legal : RELATÓRIO DE INSPEÇÃO Nome da Empresa: Nome do(s) Inspetor(es): Tema: Pontos problemáticos: Orientação: Conclusões: Assinatura do(s) Inspetor(es): Data: CLASSIFICAÇÃO, CRITÉRIOS DE AVALIAÇÃO E SANÇÕES PARA ITENS DO GUIA DE INSPEÇÕES PARA AS INDÚSTRIAS DE PRODUTOS DE HIGIENE, COSMÉTICOS E PERFUMES. 1. CLASSIFICAÇÃO: O critério estabelecido para classificação está baseado no risco potencial inerente a cada item em relação à qualidade e segurança do produto e do trabalhador em sua interação com os produtos e processos durante a fabricação. Imprescindível - I Considera-se item Imprescindível aquele que atende às recomendações de Boas Práticas de Fabricação e Controle, que pode influir em grau crítico na qualidade ou segurança dos produtos e dos trabalhadores em sua interação dos produtos e processos durante a fabricação. Necessário-N Considera-se item Necessário aquele que atende às recomendações de Boas Práticas de Fabricação e Controle, que pode influir em grau menos crítico na qualidade ou segurança dos produtos e dos trabalhadores em sua interação dos produtos e processos durante a fabricação. Recomendável - R Considera-se Recomendável aquele que atende às recomendações de Boas Práticas de Fabricação e Controle, que pode influir em grau não crítico na qualidade ou segurança dos produtos e dos trabalhadores em sua interação dos produtos e processos durante a fabricação. Informativo - INF Considera-se como item Informativo aquele que apresenta uma informação descrita que não afeta a segurança dos produtos e dos trabalhadores em sua interação dos produtos e processos durante a fabricação. 2. AVALIAÇÃO: Durante o processo de inspeção, os inspetores deverão julgar o cumprimento ao pressuposto de cada item do Guia para Inspeções. O critério de avaliação levará em conta a classificação conforme segue:

ITENS AVALIAÇÃO
Imprescindível, Necessário e Recomendável SIM - Quando a atividade está sendo cumprida NÃO - Quando a atividade não estiver cumprida
Informativo Poderá ser registrado opcionalmente por SIM ou NÃO, ou sob forma de conceito descrito
3. SANÇÕES: Tomando-se por base a avaliação dos itens, previamente classificados, as sanções previstas nos casos de não cumprimento do pressuposto são:
CLASSIFICAÇÃO SANÇÃO
Imprescindível ( I ) - Suspende-se a habilitação/ se interdita o setor ou estabelecimento/ suspende-se a certificação de Boas Práticas de Fabricação e Controle até seu integral cumprimento.
Necessário ( N ) - Após realizada a inspeção inicial se estabelece um prazo de acordo com as dimensões das modificações para cumprir as exigências. Caso findo o primeiro prazo e o itens(s) necessário(s) não tenha(m) sido cumprido(s) será dado um segundo prazo e se fará advertência formal esclarecendo que o(s) item(s) será(ão) considerado(s) na próxima inspeção (terceira), na condição de imprescindível.
Recomendável ( R ) - Orienta-se a empresa, visando seu aprimoramento, podendo o item tratado vir a ser considerado como necessário na próxima inspeção caso o grau de influência na segurança do produto e de trabalhadores bem como sua interação assim o requeira. Os itens recomendáveis não passarão da classificação de Necessário para Imprescindíveis.
ESTABELECIMENTO NOVO Para estabelecimentos novos deverão ser cumpridos todos os itens classificados como Imprescindíveis ( I ) e Necessários ( N ) para que seja concedida a habilitação de funcionamento.
Agência Nacional de Vigilância Sanitária - SEPN 515, Bl.B, Ed.Ômega - Brasília (DF) CEP 70770-502 -
Tel: (61) 3448-1000 Disque Saúde: 0 800 61 1997
Copyright © 2003 ANVISA & BIREME

ANEXO C

Método Gaia
O Método GAIA – Gerenciamento de Aspectos e Impactos Ambientais é um conjunto de instrumentos e ferramentas gerenciais com foco no desempenho ambiental aplicável aos processos produtivos de uma organização e no alcance da sustentabilidade plena.
Este método tem como base três referenciais teóricos, que são a Avaliação do Ciclo de Vida, o Gerenciamento de Processos e a Emissão Zero.
O foco do GAIA está no desenvolvimento de uma consciência crítica nas pessoas que compõem a organização, no que se refere aos níveis de desperdício de matérias-primas e insumos do processo produtivo, assim como sobre os efeitos produzidos pelos resíduos, pelos efluentes e pelas emissões – ambos gerados nesse processo –, e que são prejudiciais ao ambiente e as pessoas. Sendo assim, esse método procura integrar, por meio de etapas sequenciais padronizadas, abordagens relativas à sensibilização das pessoas e à melhoria dos processos, utilizando para tal, princípios de seus fundamentos teórico-conceituais. Os princípios do GAIA são idênticos aos pressupostos básicos de gerenciamento reconhecidos pela NBR ISO 14.001: melhoria contínua, prevenção da poluição e atendimento à legislação.
Dessa forma, os princípios básicos do GAIA são definidos pela seguinte expressão: “Proporcionar às organizações o atendimento à legislação, a melhoria contínua e a prevenção da poluição a partir de atividades focalizadas no desempenho ambiental e na sustentabilidade, tomando como elementos fundamentais do processo a organização e as pessoas através de suas relações como o meio ambiente” (LERÍPIO, 2001, p. 66).
O Método GAIA é composto por três fases: SENSIBILIZAÇÃO – CONSCIENTIZAÇÃO - CAPACITAÇÃO, nas quais são subdivididas em algumas atividades, conforme demonstra o Quadro 1.
Na primeira fase, “SENSIBILIZAÇÃO”, a atividade de avaliação da sustentabilidade do negócio é realizada por meio do preenchimento de uma lista de verificações, apresentada no Quadro 2, que deve ser preenchida pela alta administração, gerência e colaboradores da empresa.

As respostas da lista de verificação da sustentabilidade da organização são classificadas em três cores, de acordo com seu significado em relação a sustentabilidade da organização. A resposta que representar uma boa prática desenvolvida é classificada como verde; a resposta que representar um problema ou uma “oportunidade de melhoria” é classificada como vermelha; e quando a pergunta não se aplicar à realidade da organização, a mesma será classificada como amarela. As 79 perguntas são igualmente ponderadas, conforme a fórmula a seguir:
Desempenho Ambiental = Total de quadros verdes x 100 (nº quadros total – nº quadros amarelos)
A partir do resultado do cálculo do desempenho ambiental, determina-se a sustentabilidade do negócio, com referenciais percentuais conotando a situação de crítica a excelente. Dependendo da identificação do nível da sustentabilidade do negócio, a organização passa a estabelecer algumas relações importantes, o que é feito na análise estratégica ambiental. Esta análise pode ser feita a partir do critério referente ao atendimento da legislação ambiental aplicável. Essa atividade auxilia a alta administração a “perceber” de forma sistêmica e multicriteriosa a real situação da organização ou da unidade sob análise. Com esse passo, procura-se criar um “cenário de organizações hipotéticas”, onde ocorrem diferentes repercussões para cada situação e para cada tipo de empresa estudada e, com isso, busca-se sensibilizar a alta administração e a gerência da organização.
Caso essa ideia seja compreendida, o comprometimento da alta administração será obtido, viabilizando o início efetivo do processo de mudança na organização. Esse comprometimento constitui-se na definição da atividade empresarial, da missão, da política e dos objetivos organizacionais.
O programa de sensibilização das partes interessadas trata de um ciclo de palestras, com duração curta/média, e abrangência total na organização, ou seja, devem ser dirigidas a todos os colaboradores, internos e externos, indiferente do envolvimento dos mesmos com a organização. Durante esse programa, a política ambiental é divulgada e os colaboradores estimulados a participarem ativamente das iniciativas em busca da melhoria do desempenho ambiental da organização. A segunda fase, “CONSCIENTIZAÇÃO”, é constituída por atividades relativas ao estudo da cadeia de produção e consumo e ao estudo detalhado do processo produtivo.

No mapeamento da cadeia de produção e consumo, o objetivo é identificar os processos mais impactantes, prever eventuais problemas de fornecimento de matéria-prima, identificar requisitos de qualificação de fornecedores e o destino final dos produtos da organização.
O objetivo da atividade de mapeamento do macro-fluxo do processo produtivo é conhecer de forma efetiva as etapas do processamento do produto, preparando a próxima atividade, que se constitui no estudo de entradas e saídas. O mapeamento pode ser realizado utilizando softwares de apoio, ou simplesmente um conjunto de formulários apropriados para a atividade, fundamentados no gerenciamento de processos. O estudo de entradas e saídas dos processos é complementar ao mapeamento do macrofluxo e indica, a partir das saídas, os aspectos e os possíveis impactos associados a cada etapa do processo. O desenvolvimento de fluxogramas para os processos e atividades setoriais pode ser a base para a identificação de seus aspectos ambientais. Os fluxogramas fornecem informações sobre as saídas de poluentes de cada atividade ou processo. A análise das saídas e de suas fontes geradoras constitui-se na identificação dos aspectos ambientais da empresa. A quantificação das entradas e saídas é fundamental para a priorização dos aspectos e respectivos impactos. A análise de entradas e saídas permite, ainda, a identificação de eventuais perdas. Esse aspecto pode ser observado quando as quantidades que saem não correspondem às quantidades que entram (pelo menos em termos de informações disponíveis). Essa situação requer um aprofundamento da análise, o que vai beneficiar o processo de inventário de aspectos ambientais.
A identificação dos aspectos ambientais associados a uma atividade deve ser feita de maneira que permita o correto levantamento de dados, que por sua vez irão orientar as decisões tomadas pelos responsáveis. A relação entre os aspectos ambientais e seus impactos é de causa e efeito. Um aspecto ambiental está relacionado a um elemento de uma atividade, produto ou serviço da organização o qual pode ter um impacto benéfico ou adverso sobre o meio ambiente, segundo a definição proposta pela NBR ISO 14.001.
Por exemplo, isto pode envolver uma descarga, uma emissão, consumo ou reutilização de um material, ou ruído.
Exemplos de impacto podem incluir a contaminação da água ou a degradação de um recurso natural, causadas pela descarga, emissão consumo ou reutilização de um material, ou ruído (ou seja, pelo aspecto ambiental). A atividade de inventário de aspectos e impactos ambientais é cumprida com a utilização da planilha de identificação e priorização de aspectos e impactos ambientais, apresentada no Quadro 3.

O aspecto e seu impacto associado deve ser priorizado a partir do elemento de maior soma final na tabela, ao que corresponde às colunas situadas na extrema direita da mesma. A soma final pode ser obtida a partir de vários métodos de ponderação. É necessário organizar os impactos mais significativos em ordem crescente, os quais serão objeto das demais atividades do método. A terceira fase, “CAPACITAÇÃO”, consiste na identificação de oportunidades de melhoria decorrentes da priorização de impactos (Quadro 4), ou seja, para cada problema surgido em relação aos impactos ambientais serão identificadas formas de incremento no desempenho ambiental, econômico e social da organização. Deve-se observar nessa etapa que qualquer melhoria sugerida pode trazer benefícios específicos em relação aos critérios citados anteriormente.
As diferentes possibilidades surgidas nessa fase são objeto no estudo de viabilidade técnica-econômica e ambiental. Nessa atividade, procura-se identificar os elos faltantes ou tecnologias inovadoras para a implementação efetiva das oportunidades de melhoria geradas na atividade anterior. Esse procedimento pode requerer pesquisas e/ou consultas externas a profissionais especializados, caso o conhecimento não exista na organização.
Os resultados dessa atividade serão objeto da última atividade da Fase de Capacitação e do próprio Método GAIA, o planejamento ambiental.
O planejamento para a implementação efetiva das oportunidades de melhoria requer uma estruturação contendo indicadores de desempenho bem definidos e adequadamente aplicados à realidade da organização. Requer ainda investimentos por parte da organização e mudanças nos procedimentos operacionais. No Método GAIA, a estrutura de planejamento sugerida está fundamentada na ferramenta da qualidade denominada 5W1H. A denominação dessa ferramenta é decorrente das expressões originais em inglês (What – O que; Why – Por que; Where – Onde – When – Quando; Who – Quem; e How – Como). Devido às peculiaridades e características do planejamento, uma outra pergunta chave também foi incorporada: How Much, ou seja, Quanto Custa. Com a incorporação desta última pergunta a ferramenta passou a ser denominada de 5W2H (Quadro 5), sendo assim utilizada como base para o plano de ação proposto pelo Método GAIA.
Também cabe mencionar a relevância da criação de índices que representem relações quantitativas entre os produtos produzidos e os resíduos, efluentes e emissões geradas no processo produtivo. Após a identificação destes índices, recomenda-se a contínua comparação com empresas concorrentes na cadeia produtiva.

Quadro 1: Fases e atividades do Método GAIA. FASES OBJETIVO ATIVIDADES RESULTADOS ESPERADOS
SENSIBILIZAÇÃO
Proporcionar a adesão e o
comprometimento da alta
administração com a melhoria contínua do desempenho
ambiental
SUSTENTABILIDADE DO NEGÓCIO
Conhecimento do nível atual do desempenho ambiental da organização pela alta administração
ANÁLISE ESTRATÉGICA AMBIENTAL
Comparação do desempenho atual com aquele apresentado por filosofias defensivas, reativas, indiferentes e inovativas de
gerenciamento COMPROMETIMENTO DA ALTA
ADMINISTRAÇÃO Definição da Missão, Visão, Política e Objetivos Organizacionais
PROGRAMA DE SENSIBILIZAÇÃO DE PARTES INTERESSADAS
Sensibilização dos colaboradores, fornecedores, comunidade, órgãos ambientais, clientes
CONSCIENTIZAÇÃO
Identificar a cadeia de produção e consumo e os principais aspectos ambientais, especialmente o processo produtivo da organização alvo
MAPEAMENTO DA CADEIA DE PRODUÇÃO E CONSUMO
Identificação da cadeia de ciclo de vida do produto, desde a extração de matérias-primas até a destinação final do produto pós-
consumido. MAPEAMENTO DO MACROFLUXO
DO PROCESSO Identificação das etapas do processo produtivo da organização
alvo ESTUDO DE ENTRADAS E SAÍDAS
DOS PROCESSOS Identificação qualitativa das matérias primas,insumos utilizados,
produtos, resíduos, efluentes e emissões de cada etapa do processo INVENTÁRIO DE ASPECTOS E
IMPACTOS AMBIENTAIS Identificação dos principais aspectos e impactos ambientais do
processo produtivo
CAPACITAÇÃO
Capacitar os colaboradores a definir e implantar as melhorias no desempenho ambiental
IDENTIFICAÇÃO CRIATIVA DE SOLUÇÕES
Propostas de soluções para os principais aspectos e impactos, utilizando brainstorming e teoria do alpinista
ESTUDO DE VIABILIDADE TÉCNICA-ECONÔMICO E
AMBIENTAL
Definir qual a solução mais viável sob pontos de vista técnicos, econômicos e ambientais
PLANEJAMENTO Definição de Objetivos e Metas, Planos de Ação e Indicadores de Desempenho (5W2H)

Quadro 2: Lista de verificação da sustentabilidade da organização.
CRITÉRIO 1 – FORNECEDORES Sim Não NA Observações 1. As matérias primas utilizadas são oriundas de recursos renováveis? 2. Os fornecedores são monopolistas do mercado? 3. Os fornecedores apresentam processos produtivos impactantes ao meio ambiente e aos seres humanos? 4. Para a extração/transporte/processamento/distribuição da matéria-prima é necessário grande consumo de energia? 5. Os principais fornecedores da organização são certificados pelas normas ambientais ISO14001? 6. Os principais fornecedores da organização são certificados pelas normas de saúde e segurança BS 8800 ou OHSAS 18001?
CRITÉRIO 2 – PROCESSO PRODUTIVO a) ECO-EFICIÊNCIA DO PROCESSO PRODUTIVO 7. Os processos produtivos são poluentes ou potencialmente poluentes? 8. Ocorre a geração de resíduos perigosos durante o processamento do produto? 9. O processo produtivo é responsável por um alto consumo de energia? 10. A taxa de conversão de matérias primas em produtos é maior ou igual à média do setor? 11. A relação efluente gerado por unidade de produto é igual ou maior que a média do setor em metros cúbicos de água por unidade de produtos produzidos?
12. A relação resíduo sólido gerado por unidade de produto é igual ou maior que a média do setor em quilogramas de resíduo sólido gerado por unidade de produto produzido?
13. A relação emissões atmosféricas geradas por unidade de produto é igual ou maior que a média do setor em metros cúbicos (ou quilogramas) de emissões atmosféricas por unidade de produto produzido?
14. A relação energia utilizada por unidade de produto é igual ou maior que a média do setor em Gigajoules por lote (ou unidade) de produto produzido?
15. A organização atende integralmente as normas relativas à saúde e segurança dos colaboradores internos e externos? b) NÍVEL DA TECNOLOGIA UTILIZADA NO PROCESSO 16. Os produtos produzidos apresentam baixo valor agregado?

17. A tecnologia apresenta viabilidade somente para grande escala de funcionamento? 18. A tecnologia apresenta grau de complexidade elevado? 19. A tecnologia apresenta alto índice de automação (demanda uma baixa densidade de capital e trabalho)? 20. A tecnologia demanda a utilização de insumos e matérias-primas perigosos? 21. A tecnologia demanda a utilização de recursos não renováveis? 22. A tecnologia é autóctone (capaz de ser desenvolvida, mantida e aperfeiçoada com recursos próprios)? 23. A tecnologia representa uma dependência da organização em relação a algum fornecedor ou parceiro? c) ASPECTOS E IMPACTOS AMBIENTAIS DO PROCESSO 24. A fonte hídrica utilizada é comunitária? 25. Existe um alto consumo de água no processo produtivo? 26. Existe um alto consumo de água total na organização? 27. Existe algum tipo de reaproveitamento de água no processo? 28. São gerados efluentes perigosos durante o processo? 29. Os padrões legais referentes a efluentes líquidos são integralmente atendidos? 30. São gerados resíduos sólidos perigosos (Classe 1) durante o processo produtivo? 31. Os padrões legais referentes a resíduos sólidos são integralmente atendidos? 32. Existe algum tipo de reaproveitamento de resíduos sólidos no processo? 33. Existe algum resíduo gerado passível de valorização em outros processos produtivos? 34. A matriz energética é proveniente de fontes renováveis? 35. A atividade produtiva é alta consumidora de energia? 36. Ocorre a geração de emissões atmosféricas tóxicas ou perigosas? 37. Os padrões legais referentes a emissões atmosféricas são integralmente atendidos? 38. Existe algum tipo de reaproveitamento de energia no processo? 39. São utilizados gases estufa no processo produtivo? 40. São utilizados gases ozônio no processo produtivo?

41. São utilizados elementos causadores de acidificação no processo produtivo? 42. São utilizados compostos orgânicos voláteis no processo produtivo? d) INDICADORES GERENCIAIS 43. A organização está submetida a uma intensa fiscalização por parte dos órgãos ambientais municipais, estaduais e federais?
44. A organização é ré em alguma ação judicial referente à poluição ambiental, acidentes ambientais e/ou indenizações trabalhistas?
45. Já ocorreram reclamações sobre aspectos e impactos do processo produtivo por parte da comunidade vizinha? 46. Em caso afirmativo, foram tomadas ações corretivas e/ou preventivas para a resolução do problema? 47. Ocorreram acidentes ou incidentes ambientais no passado? 48. Em caso afirmativo, os acidentes ou incidentes foram resolvidos de acordo com as expectativas das partes interessadas? 49. Os acidentes ou incidentes foram documentados e registrados em meio adequado? 50. São realizados investimentos sistemáticos em proteção ambiental? 51. A eficiência de utilização de insumos e matérias primas é igual ou superior à média do setor? 52. A quantidade mensal de matérias-primas e energia utilizadas por unidade de produto é crescente? e) RECURSOS HUMANOS NA ORGANIZAÇÃO 53. A alta administração se mostra efetivamente comprometida com a gestão ambiental? 54. O corpo gerencial se apresenta efetivamente comprometido com a gestão ambiental? 55. A mão de obra empregada é altamente especializada? 56. Os colaboradores estão voltados a inovações tecnológicas? 57. A criatividade é um dos pontos fortes da organização e de seus colaboradores? 58. Existe uma política de valorização do capital intelectual? 59. A organização oferece participação nos lucros ou outras formas de motivação aos colaboradores? 60. Os novos produtos desenvolvidos possuem longos ciclos de desenvolvimento? f) DISPONIBILIDADE DE CAPITAL 61. Existe capital próprio disponível para investimentos em gestão ambiental?

62. Existem restrições cadastrais ou legais para a concessão de empréstimos para investimentos em gestão ambiental? 63. A organização apresenta lucro operacional na rubrica gerenciamento de resíduos? CRITÉRIO 3 – UTILIZAÇÃO DO PRODUTO/SERVIÇO 64. O consumidor tradicional do produto apresenta alta consciência e nível de esclarecimento ambiental? 65. O produto é perigoso ou requer atenção e cuidados por parte do usuário? 66. A utilização do produto ocasiona impacto ou risco potencial ao meio ambiente e aos seres humanos? 67. O produto situa-se em um mercado de alta concorrência? 68. O produto possui substitutos no mercado ou em desenvolvimento? 69. O produto apresenta consumo intensivo (artigo de primeira necessidade)? 70. O produto apresenta características de alta durabilidade? 71. O produto é de fácil reparo para aumento da vida útil? 72. O produto apresenta um mínimo necessário de embalagem? CRITÉRIO 4 - PRODUTO PÓS-CONSUMIDO 73. O produto, após sua utilização, pode ser reutilizado ou reaproveitado? 74. O produto, após sua utilização, pode ser desmontado para reciclagem e/ou reutilização? 75. O produto, após sua utilização, pode ser reciclado no todo ou em parte? 76. O produto, após sua utilização, apresenta facilidade de biodegradação e decomposição? 77. O produto pós-consumido apresenta periculosidade? 78. O produto pós-consumido requer cuidados adicionais para proteção do meio ambiente? 79. O produto pós-consumido gera empregos e renda na sociedade?
Desempenho Ambiental = Total de quadros verdes x 100 RESULTADO SUSTENTABILIDADE
(nº quadros total – nº quadros amarelos) Inferior a 30% CRÍTICA - VERMELHA
Entre 30 e 50% PÉSSIMA - LARANJA
Entre 50 e 70% ADEQUADA - AMARELA
Entre 70 e 90% BOA - AZUL
Superior a 90% EXCELENTE - VERDE

Quadro 3 - Priorização dos problemas e oportunidades na empresa.
Atividade Aspecto Impacto Situação de Emergência
Preocupações Comerciais Preocupações Ambientais Χ Priorização
sim/não Exposição Legal
Facilidade de Alteração
Custo de Alteração / Remediação
Efeitos Colaterais
Preocupações do Público
Efeitos na Imagem
∑ com
Escala Severidade Propabilidade da Ocorrência
Duração ou Persistência
∑ amb
Média Ponderada
Obtida no mapeamento do processo
Representa as saídas de cada atividade
Alteração real ou potencial do meio ambiente originada do aspecto
Para o preenchimento da planilha adotam-se os seguintes passos:
1. Preencher as três primeiras colunas de acordo com os dados obtidos no mapeamento do processo e no estudo de entradas e saídas. 2. Preencher as colunas referentes aos critérios de avaliação, linha por linha, ou seja, impacto por impacto, utilizando-se o seguinte raciocínio
metodológico: a poluição atmosférica gerada na atividade X através do aspecto Y é extremamente crítica (5), crítica (4), moderada (3), desprezível (2) ou totalmente desprezível (1), em relação ao critério escala do impacto? E assim sucessivamente em relação a cada impacto e a cada critério de avaliação.
3. Após o preenchimento de todas as linhas referentes aos impactos ambientais do processo, calcula-se a média ponderada (Χ) de cada impacto (somatório da média das preocupações comerciais mais o somatório da média preocupações ambientais), o que vai proporcionar a comparação e priorização dos impactos mais significativos.

Quadro 4 - Identificação criativa de oportunidade de melhoria
ASPECTO E IMPACTO PRIORIZADO
OPORTUNIDADE DE MELHORIA IDENTIFICADA
Ruído Uso de EPI (protetor auricular) Poluição do solo Poluição da água Implantação de um sistema de reutilização de efluentes da
produção
Quadro 5 - Planejamento ambiental da empresa.
WHAT WHY WHEN WHERE WHO HOW HOW MUCH O que Por que Quando Onde Quem Como Quanto custa
USO DE EPI Prevenir danos à saúde do trabalhador
Sempre Durante a produção
Funcionários da produção
Conscientização dos
funcionários
Sem custo
REDUZIR O CONSUMO DE ÁGUA REUTILIZANDO OS EFLUENTES DA
PRODUÇÃO
Reaproveitar resíduos e
conservar os recursos hídricos
Conforme a necessidade da empresa
Após a limpeza das peças das máquinas
Funcionários da produção
Implantando um sistema de reutilização de
efluentes na produção
Necessita de avaliação

APÊNDICES

APÊNDICE A

Apresentação da empresa
Fundada em 27 de fevereiro de 2002, a Nobile Indústria Comércio e
Beneficiamento Ltda, foi criada com objetivo de atuar na área de terceirização
de serviços nos setores de higiene pessoal, cosméticos e perfumaria. Tem
como nome fantasia, Nobile Cosméticos, especializada única e exclusivamente
para prestação de serviços para empresas do setor com ou sem área
produtiva, não possuindo marca própria.
Conforme o Registro da Junta Comercial do Estado de São Paulo, o primeiro
contrato social da empresa registra o estabelecimento a Rua Neuza nº 260,
Jardim Canhema, Diadema, São Paulo, permanecendo neste endereço até o
final de novembro de 2007. A partir de 03 de dezembro de 2007 mudou-se para
Rua General Bertoldo Klingler nº 150, Vila Paulicéia, São Bernardo do Campo,
São Paulo.
Durante o período estabelecido em Diadema, se associou com as demais
micro e pequenas empresas do setor e formaram o Pólo de Cosméticos,
atualmente, referência na fabricação de produtos.
Sua atividade fabril se iniciou em agosto de 2003 e em junho de 2004, a Nobile
Cosméticos precisou expandir seu espaço físico que se tornara insuficiente
para a demanda, fazendo com que a diretoria aumentasse a planta industrial,
assim agregando um galpão vizinho. Atualmente, em outra localidade, a
empresa possui aproximadamente 2160 m2 de área útil, estruturada em setores
e subsetores envolvendo todo o sistema produtivo (1600 m2) e administrativo
da empresa.
É composta por quatro sócios desde sua fundação, sendo cada um
responsável por áreas definidas dentro da empresa. A equipe no seu início era
de 10 colaboradores. No ano de 2008 a Nobile chegou a atingir o número de
120 colaboradores. Atualmente, a empresa atua em dois turnos e conta com 70
colaboradores em sua folha de pagamento.

Hoje a Nobile Cosméticos tem como objetivo crescer a cada dia para atender
as necessidades dos clientes, parceiros e fornecedores, promover nos seus
integrantes a disposição para servir a capacidade e o desejo de evoluir e a
vontade de superar resultados.
Sua missão é desenvolver e disponibilizar produtos e soluções adequadas às
necessidades de nossos clientes, com agilidade, criatividade, segurança e
transparência.
Sua visão é ser uma empresa cumpridora das suas metas, e ser melhor nos
serviços prestados aos clientes, buscando sempre satisfazê-los e assim manter
uma relação de respeito e confiança.
Seus valores são Ética, Transparência, Profissionalismo, Qualidade, Inovação,
Parceria e Respeito em todos os relacionamentos.
Produtos/ Serviços oferecidos
Nobile Cosméticos é uma das mais conceituadas empresas do ramo de
terceirização e serviços cosméticos do Brasil e oferece garantia da qualidade
dos produtos que desenvolve, capacitada para fabricar produtos cosméticos
em geral, sempre respeitando os consumidores e clientes.
Dispõem de laboratório próprio, salas de envase de produtos hidroalcóolicos e
tensoativos, almoxarifado e colaboradores qualificados para exercer suas
funções. Dispõem ainda de corpo técnico qualificado que acompanham as
últimas tendências e inovações do mercado.
Paralelamente, indica empresas parceiras no ramo de embalagens e auxilia no
registro / notificação de produtos.

Diferenciais da Empresa
A Nobile Cosméticos reconhece que o fator humano é uma peça fundamental
para a obtenção da qualidade total do seu sistema, e que a ele deve ser dado
todo o apoio necessário para perfeito entendimento deste compromisso.
Buscar a qualidade em todos os processos existentes é uma missão que não
tem fim, objetivando sempre a melhoria continua em quaisquer tarefas que
agreguem valor ao produto ou serviço, dando ênfase constante à participação
de cada funcionário e ao trabalho em equipe.
Trabalhos que preservem o meio ambiente e a segurança individual de cada
contribuinte serão considerados prioritários e terá todo o respaldo gerencial.
Para atender a esses requisitos, delega a cada contribuinte individualmente, o
comprometimento pessoal, encorajando e facilitando a autoconfiança,
simplicidade e agilidade em cada tarefa executada.
A Nobile Cosméticos desenvolve uma metodologia que permite encontrar
parceiros para o processo de fabricação, que em muitas vezes são seus
próprios concorrentes e, mesmo assim a empresa esta preocupada com o
custo e a qualidade dos produtos que fabrica para seus clientes.
É reconhecida no ramo como sendo uma especialista na produção e execução
dos serviços prestados, tendo um grande conhecimento e capacidade
produtiva para se responsabilizar em fabricar um produto que pertence a
terceiros, já que ele será transformador da imagem do produto da empresa
contratante, e este produto refletirá a imagem da empresa no mercado.
Humanware
A faixa de escolaridade é do ensino fundamental completo para quem trabalha
na produção e ensino superior/técnico para quem trabalha na área do
laboratório e Controle / Garantia da Qualidade.

Os treinamentos dados aos colaboradores são:
Boas Práticas de Fabricação;
Sipat;
Motivação;
Instrução sobre asseio pessoal;
Tipos de sanitizante e alternância do mesmo;
Brigada de incêndio;
Higienização e sanitização de equipamentos e área fabril;
Saúde da mulher;
Microbiologia, Manipulação higiênica de produto e Análise de pontos
críticos;
Treinamento de segurança - Operador de empilhadeira;
Treinamento para integrante da Sipat;
Treinamento preventivo - Combate a incêndio ;
Primeiros socorros;
DST/AIDS;
Contaminante em cosméticos e doenças transmitidas por cosméticos;
Manipulação em cosméticos;
Conscientização e respeito ao próximo;
Uso correto de EPIs
Principais Concorrentes:
Lipson Mappel Provaider Weckerler
Gadea
Biosfere
Freedom K&G Lamy MCA

Mapas Estratégicos da Nobile Cosméticos
Resultados finais
Perspectivas
Financeiras
Aumentar
participação no
mercado
Reduzir custo Gerar lucro
Perspectivas de
cliente
Aumentar a
transparência e
estimular o consumo
consciente
Manter alto
índice de
satisfação dos
clientes
Contribuir para o
desenvolvimento social.
Perspectivas de
Processo
Implantação de
gestão por processo
Aumentar o
portfólio de
produto
oferecido
Aumentar o numero de
clientes.
Perspectivas
Aprendizado e
Crescimento
Ter colaboradores
treinados e
comprometidos com
o bem estar da
empresa
Desenvolver
lidere com
qualidade e
quantidade
necessária
Princípios de
relacionamento
cliente/Nobile
O Mapa acima descreve os principais objetivos estratégicos da Nobile
Cosméticos. Com esta análise, deixamos aqui a importante lição que a Nobile
Ser uma empresa de referencia no mercado onde atua gerando resultados
integrados nas dimensões econômica, social e ambiental.

nos dá: uma empresa pode ser lucrativa e crescer a cada dia, treinando seus
colaboradores e sendo transparente em todas suas ações.
Estrutura
Visão da Área Externa
Descarte Lateral externa: Tanques
Tanques: Reservatórios de Água Desmineralizada

Almoxarifado (Administração) Entrada e Saída de Materiais
Expedição: Acabados
Expedição: Semi-acabados

Expedição: Semi-acabados
Corredor horizontal da Expedição
Acesso ao Estoque de MP Setor de Pesagem
Setor de Fabricação

Setor de Fabricação
Produto acabado para envase Setor de envase: Flaconetes (Sl.1 e 2)
Setor de envase: Flaconetes (Sl.3 e 4) Envase de Flaconetes

Setor de Montagem de Batons
Montagem de Batons Setor de Montagem de Kits
Montagem de Kits Mini-estoque de Batom
Setor de CQ – Produção / Linhas Acesso ao Setor de Envase

Setor de Envase
Linha de envase
Banheiros / Vestiários Escada de Acesso a Administração

Laboratório de CQ e P&D Setor de Descarte
Laboratório de Microbiologia Divisão de setores (CQ /Lavagem)
Setor de Lavagem Sala de Rotulagem
Setor de Quarentena Setor de Reprovados (Embalagens e MP)

Laboratório de CQ Embalagem (Direita) Portão de acesso a Expedição (Frente)
Corredor de Acesso para a Produção Sala de Rotulagem (Esquerda) Estoque de MP (Direita)

Croqui da Área produtiva da empresa


Especificação de produtos e famílias
Relação dos principais clientes na ordem decrescente quantitativa de produção
em relação à família de produtos:
Cliente Produtos Família
Avon
a) Flaconete 1mL
b) Demo 4mL
c) Montagem de kit
d) Batom
a) Solução
b) Solução
c) –
d) Sistema anidro
Bionative a) Condicionador
b) Xampu
c) Máscaras
d) Leave in
e) Reparador de pontas
f) Ativadores de cachos
g) Progressiva
a) Emulsão
b) Sistema tensoativo
c) Emulsão
d) Emulsão
e) Solução
f) Emulsão
g) Emulsão
Gellus a) Deo colônia
b) Desodorantes
c) Roll on
a) Solução
b) Solução
c) Emulsão
Markant a) Condicionador
b) Xampu
c) Máscaras
a) Emulsão
b) Sistema tensoativo
c) Emulsão
Alleato a) Deo colônias
b) Loção corporal
a) Solução
b) Emulsão
L.W.V a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão
Semo a) Máscaras
b) Loções corporais
a) Emulsão
b) Emulsão
Italian.Beauty a) Xampu
b) Condicionador
c) Defrizante
d) Leave in
a) Sistema tensoativo
b) Emulsão
c) Emulsão
d) Emulsão

Derms a) Protetor solar
b) Xampu anti-caspa
c) Gel anti-acne
d) Sabonete
e) Loção corporal
f) Espuma de limpeza facial
g) Creme para as mãos
a) Emulsão
b) Sistema tensoativo
c) Sistema coloidal
d) Sistema tensoativo
e) Emulsão
f) Sistema tensoativo
g) Emulsão
Chillies a) Gel hidratante corporal
b) Fluido de massagem
a) Sistema coloidal
b) Emulsão
Vanuá a) Loção tônica
b) Creme de massagem
c) Esfoliante
d) Xampu
e) Loção adstringente
f) Óleo corporal
a) Solução
b) Emulsão
c) Sistema coloidal
d) Sistema tensoativo
e) Solução
f) Sistema anidro
Doctor Clean a) Álcool gel para mãos a) Sistema coloidal
Mutamba a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão
Rafizza a) Deo colônias a) Solução
Cristal Hair a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão
Evolution Hair a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão
Sweet Secret a) Loção desodorante corporal
b) Desodorante corporal
a) Emulsão
b) Solução
Perfeita
sedução
a) Loção desodorante corporal
b) Desodorante corporal
a) Emulsão
b) Solução
Yoten a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão

Raccolto a) Gel fixador a) Sistema coloidal
Brumas a) Gel fixador a) Sistema coloidal
Max Liss a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão
Fine Line a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão
Last Liss a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão
Trat Liss a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão
Mangosteen a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão
Mahaga a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão
Beleza
Feminina
a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão
Codivel a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão
Diversos
(Cooperativa)
a) Xampu
b) Redutor de volume
c) Máscara hidratante
a) Sistema tensoativo
b) Emulsão
c) Emulsão
Famílias em ordem decrescente quantitativa de produção: Emulsões,
Sistemas tensoativos, Soluções, Sistemas coloidais e Sistemas anidros;

Famílias em ordem decrescente quantitativa: Soluções, Sistemas
anidros, Emulsões, Sistemas coloidais e Sistemas Tensoativos;
Linha em ordem decrescente quantitativa de produção: Higiene Pessoal,
Perfumaria e Cosméticos.



Os gráficos abaixo representam os números correspondentes às unidades de
lotes entregues a seus principais clientes:
Avon
A Nobile Cosméticos tem parceria com a Avon desde ano de 2004 no qual se
observa no gráfico acima. Em 2010, houve um aumento de 11,4% na
demanda produtiva, principalmente de produtos representativos da família das
soluções.
A Avon é um dos maiores cliente da Nobile Cosméticos contabilizando cerca de
65% de seu faturamento.
Derms
A Derms é cliente desde o ano de 2007 seu percentual é de 2% em produção
comparado aos outros clientes. Em 2008 teve uma demanda grande em termos
de serviços, e com a crise financeira reduziu a produção em 2009. Em 2010,
manteve o ritmo verificado no ano anterior.

Semo
A Semo é cliente desde o ano de 2006 seu percentual em produção anual tem
aumentado em 2010 sendo de 25%
LWV
A LWV é cliente desde o ano de 2008 seu percentual em produção aumentou
em 64% no ano de 2009. Em 2010, manteve o ritmo de produção alcançado no
ano anterior.

Bionative
A Bionative é cliente desde o ano de 2007 seu percentual em produção tem
aumentado bastante, em 2009 teve um aumento de 56% ela vem crescendo
constantemente a cada ano. Ainda não há dados do questionário de satisfação
de clientes para verificar a razão do decréscimo na demanda de serviço.
Chillies
A Chillies é cliente desde o ano de 2008 seu percentual em produção anual
teve um grande aumento de 72%. Ainda não há dados do questionário de
satisfação de clientes para verificar a razão do decréscimo na demanda de
serviço.

Doctor Clean
A Doctor Clean é um cliente novo chegou no mercado com a expansão da
epidemia da gripe suína e com uma grande demanda de serviços devido a
produção do alcool gel. Em 2010, não houve produção nas dependências da
Nobile.
Gellus
A Gellus é cliente desde o ano de 2005 seu percentual em produção anual tem
aumentado em 2009 foi de 49% é um cliente satisfeito com os serviços
prestados pela Nobile Cosméticos.

Em 2008 o percentual foi menor devido ter trocado de fornecedor por motivo de
redução de custos teve problemas em relação a qualidade do produto e
retomou a contratar os serviços da Nobile Cosméticos em 2009.
Em 2010 a Gellus deixou de contratar os serviços da Nobile por razões
particulares.
Markant

A Markant é cliente desde o ano de 2008 seu percentual em produção
comparado ao anterior é baixo. Em 2009, teve redução em termos de serviços
e devido a crise financeira não se manteve no mercado.
Vanua
A Vanua é cliente desde o ano de 2005 seu percentual em produção
comparado aos outros clientes é baixo. Com a crise financeira teve queda
na produção e como é uma empresa voltada para o setor de cosméticos e
bijouterias em 2009 optou por atuar fortemente com as bijouterias.
Novos Clientes em 2010
Em 2010, a Nobile Cosméticos aumentou a sua carteira em 19 clientes onde a
maior demanda foi a produção de kits para tratamento capilar, enquadrando-os
na famíla produtiva das emulsões.


APÊNDICE B

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo. Não se Aplica (NA): a questão não se aplica à empresa auditada Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário).
Check-List baseado no Regulamento Técnico do Manual de Boas Práticas de Fabricação e Controle (BPF & C) da ANVISA, para os Produtos de HPPC – Resoluções GMC – MERCOSUL 66/96 e 110/94 e Portaria n° 348/97. Oportunidades PmaisL a partir dos itens “recomendáveis” 2. ALMOXARIFADO: RECEBIMENTO, ESTOCAGEM E EXPEDIÇÃO Item S N NA EA A 1. Quanto ao aspecto externo, o edifício, fachadas, construções aparentes, muros da empresa, apresentam bom estado de conservação?
2.a.1 R
2. Os arredores do edifício, instalações, muros, estão limpos? 2.a.2 R 5. Estão adequadas as condições físicas/estado de conservação do almoxarifado, estrutura, paredes e tetos?
2.a.5 R
Os itens 2.a.1, 2.a.2 e 2.a.5 referem-se à apresentação estética da infraestrutura externa da empresa e os pontos levantados podem representar uma oportunidade em serviços, sendo o cartão de visita para conquistar novos clientes e manter os cativos. As sugestões dentro da PmaisL são: conservar com reformas periódicas, arborizar os arredores ou manter a já existente com o aval da prefeitura, intimidar pichadores e incentivar grafiteiros até financeiramente ou outro tipo de bônus, com “muros” para expressão artística sobre a área de atuação da empresa. 6. As vias de acesso aos depósitos são adequadas (permitem movimentação livre)? 2.a.6 R A oportunidade em serviços dentro da PmaisL está na organização física do almoxarifado, deixando-o com corredores de livre circulação para a segurança do colaborador em caso de incêndio. Esta atitude é bem vista e desejada em empresas contratantes que possuem certificações em BS8800/SA 8000 ou que possuem programas de responsabilidade social. 9. É de fácil limpeza (piso do almoxarifado)? 2.b.3 R A facilidade na limpeza reflete na inexistência de rodapés/cantos vivos na junção piso-parede e na qualidade do impermeabilizante aplicado no piso por empresa especializada. Qualificar fornecedores/prestadores de serviço, além de promover treinamentos sobre ergonomia/postura laboral para os colaboradores envolvidos, podem figurar oportunidades em serviços de PmaisL. 10. As paredes internas do almoxarifado estão bem conservadas? 2.b.4 R 12. Apresentam pinturas que assegurem manutenção e condições de higiene/limpeza? 2.b.6 R 13. Os tetos do almoxarifado estão em boas condições gerais (gretas, rachaduras, goteiras e pintura descascando)?
2.b.7 R
16. A qualidade e a intensidade da iluminação são adequadas? (atendem os quesitos de qualidade e de segurança no trabalho)
2.c.1 R
17. A ventilação do local (almoxarifado e dependências) é adequada? 2.c.2 R 18. O setor (almoxarifado, instalações e ambiente) está limpo? 2.c.3 R 19. As instalações elétricas (almoxarifado/instalações) estão em bom estado de conservação?
2.c.4 R
A infraestrutura interna do almoxarifado deve ser organizada e racional para possibilitar a sua manutenção, garantindo a segurança do colaborador e prezando pela qualidade das MPs, insumos e produto acabado. As oportunidades em serviços na PmaisL pode figurar em substituir as lâmpadas incandescentes por fluorescentes, aproveitar da ventilação natural em áreas que não represente risco de contaminação, projetar a reciclagem da água (reuso) para limpeza geral e a captação/utilização da energia solar como uma das fontes geradoras de energia. 21. A temperatura do almoxarifado é controlada e registrada? (ver registros na inspeção) 2.c.6 R Referente ao controle de temperatura em áreas delimitadas para armazenagem de MP termoexigentes, onde a utilização de um termo-higrômetro é necessária para medir as variações temperatura e umidade e/ou até mesmo, a instalação de um ar-condicionador e desumidificador para garantir a estabilidade. A oportunidade em processos dentro da PmaisL, se baseia em registrar estas variações diárias de temperatura e umidade para diminuir o risco de não conformidade nas MPs resultando em produtos retrabalhados ou até mesmo descartados. 24. Esse sistema tem sido utilizado regularmente (frequência) e há registros? 2.c.9 R 25. Existe um responsável pela sua execução? 2.c.10 R Os itens 2.c.9 e 2.c.10 são referentes ao controle de pragas. A oportunidade em serviços dentro da PmaisL está em criar um procedimento operacional padrão no combate e prevenção a infestações, treinar 1 a 3 colaboradores para monitorar a atividade e validar anualmente este procedimento com uma empresa autorizada pela ANVISA / VISA para exercer esta atividade. Realizando este controle, há garantias de manter a integridade de MPs, insumos e produtos acabados, bem como a saúde dos colaboradores.

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo. Não se Aplica (NA): a questão não se aplica à empresa auditada Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário).
28. Existem sanitários em quantidade suficiente, masculino e feminino (1 para 12)? 2.c.13 R 29. Estão limpos? 2.c.14 R 31. Está limpo (o salão-restaurante)? 2.c.16 R 32. Existem vestiários em quantidade suficiente (verificar número e estado)? 2.c.17 R 34. Estão limpos (os vestiários) e em condições adequadas de uso? 2.c.18 R Os itens 2.c.13 a 2.c.18 referem-se à infraestrutura oferecida aos seus colaboradores, de modo a propiciar condições de bem-estar aos mesmos. A oportunidade em PmaisL está em disponibilizar nestes locais, cartazes sobre modo correto de lavar as mãos, vestir o uniforme e os EPIs, saúde ocupacional, reciclagem na empresa, dicas de consumo sustentável, dispor de lixeiras definidas sobre a natureza do resíduo (metal, vidro, etc.) no salão-restaurante e em pontos de circulação. É um modo de promover indiretamente uma educação laboral baseada no desenvolvimento em Humanware da empresa, focando os serviços em PmaisL. 36. Os uniformes estão limpos e em boas condições? 2.c.19.1 R Dispor de uniformes e EPIS para os colaboradores é função da empresa para garantir a segurança pessoal, o processo produtivo e o produto final. A oportunidade em PmaisL está em oferecer n° de uniformes e EPIs suficientes para que os seus colaboradores o mantenham sempre limpos e em perfeitas condições. Com isso, indiretamente, não melhora só a imagem da empresa quando há visitas de clientes e fornecedores ou auditorias externas, faz parte na diminuição de ocorrências e não conformidades em serviços envolvendo processos e produtos. 39. A temperatura da câmara frigorífica é controlada e registrada? 2.c.22 R Este item se refere à câmara frigorífica quando se faz necessária, para armazenar alguma MP que necessite de temperaturas inferiores a 19°C para a sua estabilidade. A oportunidade em PmaisL está em criar um controle estatístico com as variáveis temperatura e umidade para conseguir prevenir alguma não conformidade e assim evitar desperdícios ao descartar MP danificada pela temperatura ou até eliminar esta variável quando ocorrer algum problema no produto final que impossibilite a sua disposição para o consumidor. 45. Existem áreas ou sistemas, fisicamente separados, que garantam a separação de insumos, produtos semi-acabados e produtos acabados?
2.c.26 R
48. Existe área ou sistema que delimite ou restrinja o armazenamento de etiquetas ou rótulos?
2.c.29 R
A logística na distribuição de espaços ou o senso de organização funcional da empresa não é só uma oportunidade em PmaisL, mas de todas as ferramentas da qualidade. Em PmaisL este item indiretamente representa a qualidade em serviços, prevenindo misturas acidentais durante a distribuição, armazenamento e expedição, evitando passar uma imagem negativa para seus clientes. 64. O prazo de validade, ou data de re-análise, está indicado no rótulo? 2.d.10 R Esse item se refere à identificação da MP pelo fornecedor oferecendo no rótulo dados relevantes sobre a mesma. O prazo de validade, seja inicial ou proveniente de uma reanálise, expresso no rótulo é fundamental para os colaboradores organizarem a distribuição para a área de pesagem de acordo com o sistema adotado pela empresa. A oportunidade em PmaisL está organizar as sessões desses insumos no sistema FEFO (First expired, first out – Primeiro a expirar, primeiro a sair), evitando descartar MP vencidas sem uso. 66. A disposição do armazenamento (layout) garante a identidade e integridade das MPs? 2.d.12 R Separar as MPs por natureza física, subdivida em ordem alfabética e em seguida por prazo de validade (FEFO) disposto em uma área controlada ou não exigente de acordo com a necessidade expressa na literatura oficial ou laudo técnico, encontra-se em oportunidade em PmaisL para garantir a correta utilização de insumos evitando ocorrências em não conformidades em produção, produtos e serviços. 69. O uso de MPs respeita a ordem de entrada, utilizando-se primeiro as mais antigas (FIFO)?
2.d.15 R
Nem sempre o FIFO (First in, first out – Primeiro a entrar, primeiro a sair) respeita o prazo de validade das MPs. A oportunidade em PmaisL é aplicar o sistema FEFO (First expired, first out – Primeiro a expirar, primeiro a sair), evitando descartar MP vencidas sem uso. 73. É realizada inspeção na recepção dos materiais para embalagens? 2.e.1 R Muitas vezes não dada à devida importância, realizar uma inspeção inicial nas embalagens verificando notas fiscais e laudos técnicos e apontando compatibilidades de informações são oportunidades em PmaisL que refletem indiretamente no produto final, evitando descartes ou inviabilidade de embalagens no momento da produção. 85. O depósito (local definido no almoxarifado) é exclusivo para o(s) produto(s) acabado(s)?
2.f.1 R
Dentro da logística na distribuição de espaços ou o senso de organização funcional da empresa, dentro da PmaisL representa a qualidade em serviços, prevenindo misturas acidentais durante a expedição, evitando passar uma imagem negativa para seus clientes, por receber produtos trocados, MPs ao invés de produtos ou quantidades inferiores ao combinado. 87. O depósito encontra-se devidamente ordenado (em ordem é diferente de organizado)? 2.f.3 R 89. Com iluminação adequada às necessidades (depósito)? 2.f.3.2 R

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo. Não se Aplica (NA): a questão não se aplica à empresa auditada Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário).
90. Com ventilação também adequada às necessidades (depósito)? 2.f.3.3. R 91. É mantido um sistema de registro de entrada e do estoque de produto acabado? 2.f.4 R 92. O sistema de registro e controle dos despachos de produto acabado observa a correspondente relação sequencial de lote, data de entrada, data de saída e observação de data de vencimento?
2.f.5 R
93. O armazenamento do produto acabado realiza-se com a devida ordem de segurança, evitando possíveis misturas no seu controle e despacho, assim como acidentes no seu manuseio? (despacho = expedição)
2.f.6 R
94. Os produtos são empilhados com segurança (n° max. de caixa sobre caixa organizadas em pallets)?
2.f.7 R
As oportunidades em PmaisL, nos itens 2.f.3 a 2.f.7, estão em criar fichas de controle de entrada e saída de produtos acabados rotulados com o maior número de dados relevantes, para garantir a distribuição de forma ordenada, respeitando o sistema FIFO, neste caso válido por respeitar o prazo de validade de acordo com o número de lote interno da produção; ordenar as caixas ou fardos de forma segura aos produtos e aos colaboradores que circulam pelo almoxarifado; em substituir as lâmpadas incandescentes por fluorescentes e; aproveitar da ventilação natural em áreas que não represente risco de contaminação. 98. Existem equipamentos (extintores, mangueiras, etc.), em quantidade suficiente para combater incêndios?
2.f.11 R
100. Verifica-se com frequência seu correto funcionamento (há registros disso)? 2.f.12.1 R 101. Essas verificações estão devidamente registradas (ver registros)? 2.f.12.2 R A oportunidade em PmaisL está em controlar os registros de equipamentos em funcionamento que garantam a segurança dos colaboradores e da infraestrutura funcional da empresa, realizando manutenção preventiva e corretiva dos mesmos, prevenindo acidentes. 105. Realizam-se inventários periodicamente, dos materiais, insumos e produtos acabados?
2.f.16 R
Esse controle é uma das ferramentas-chave dentro da PmaisL quando nos referimos a controle de gastos no sistema produtivo. Com essa coleta de dados, existe uma organização para aquisição de novos insumos baseados em se trabalhar com o estoque mínimo e diminuindo o espaço de armazenamento dos mesmos, de acordo com a filosofia do “Just in Time” e na emissão de novas ordens de produção, que indiretamente medem o consumo de massa e energia do sistema. 107. Existe um controle de distribuição de produtos acabados (rotina, fluxograma, etc.)? 2.f.18 R Esse controle dentro da PmaisL serve de ferramenta para os serviços prestados pela empresa aos seus clientes, organizando um cronograma de entrega e distribuição nos pontos de venda, quando for o caso, facilitando o trabalho do departamento comercial dos stakeholders (partes interessadas).
3. DEVOLUÇÕES DE PRODUTOS ACABADOS Item S N NA EA A 5. São mantidos registros das análises, resultados e decisões, como consequência das devoluções?
3.5 R
7. Os resultados das inspeções e análises são devidamente registrados? 3.7 R 8. Todas as decisões são devidamente registradas? 3.8 R 9. Os registros são anexados ou se faz alguma referência dos mesmos nas documentações de cada lote de produto acabado devolvido?
3.9 R
4. RECOLHIMENTO DE PRODUTOS Item S N NA EA A 1. A empresa estabelece e mantém procedimentos para o recolhimento de produtos no mercado?
4.1 R
1. A empresa estabelece e mantém sistemática que garanta a correta aplicação dos procedimentos?
4.2 R
3. Existe pessoa responsável designada para a coordenação e execução dos procedimentos?
4.3 R
4. Quando a pessoa responsável designada não pertencer ao Controle da Qualidade, a mesma é informada das operações efetuadas?
4.4 R
9. Os registros de distribuição dos produtos, em nível primário (do fabricante ao receptor), permanecem disponíveis para uma rápida ação de recolhimento do mercado?
4.7 R
10. Esses registros contêm informações que permitam o rastreamento do(s) cliente(s) da distribuição primária?(Localização do recebedor do produto)
4.7.1 R
14. Existem relatórios conclusivos sobre todo o processo para cada produto recolhido? (estudo de rastreabilidade e das causas das não conformidades)
4.9 R
15. Existem relatórios sobre o destino dos produtos recolhidos no mercado? 4.10 R Tanto a devolução quanto o recolhimento dos produtos, não é previsto dentro da PmaisL quando o programa está validado, visto que

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo. Não se Aplica (NA): a questão não se aplica à empresa auditada Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário).
tais ocorrências não acontecem, pois foram prevenidas na fonte. Se não for o caso, é desejável que a empresa implante um sistema de Cosmetovigilância e que seu serviço de atendimento ao consumidor seja efetivo. A oportunidade em PmaisL está em implantar esse departamento de SAC baseado no sistema de Cosmetovigilância, prestando serviços de utilidade e qualidade aos clientes e/ou consumidores.
5. SISTEMAS E INSTALAÇÕES DE ÁGUA Item S N NA EA A Água Potável 2. A empresa possui caixa(s) d’água? 5.a.2 R 5. Existem procedimentos escritos para a limpeza da(s) caixa(s) d’água e são utilizados? 5.a.5 R 10. A provisão de água faz-se sob pressão positiva contínua, em um sistema livre de defeitos? (Verificar evidências)
5.a.10 R
Água Purificada Deionização 14. Existe pessoal capacitado para operar o sistema e o responsável pela operação está presente?
5.b.1.3 R
15. Existe manual de operação para o sistema e é utilizado? (verificar evidências) 5.b.1.4 R 22. A água deionizada é liberada pelo Controle da Qualidade antes de ser utilizada? 5.b.1.11 R 26. Existe algum tipo de filtro no sistema? 5.b.1.15 R Qual? ( ) carvão ( ) areia ( ) diatomácea Osmose reversa (OR) (quando for o caso) 33. Existe manual de operação do sistema e tem sido utilizado? 5.b.2.4 R 42. Existe algum tipo de filtro no sistema? 5.b.2.13 R Qual? ( ) carvão ( ) areia ( ) diatomácea A oportunidade em PmaisL é traçar todo o sistema de provimento de água da produção, garantindo sua quantidade e qualidade deste a fonte geradora até o produto final, no caso a água purificada. Desse modo torna-se fácil diagnosticar e prevenir falhas na distribuição de água. O controle realizado dentro da PmaisL está baseado no treinamento de um ou mais colaboradores responsáveis pela operação e manutenção do sistema para garantir a qualidade da água potável, a realização e validação da limpeza da caixa d’água, em obter a água deionizada, desmineralizada ou destilada (de acordo com a necessidade de produção) atestando sua pureza química e microbiológica.
6. PRODUÇÃO Item S N NA EA A 1. Existe plano de treinamento para os colaboradores? 6.1 R 3. Os colaboradores são submetidos a exame médico periódico? (verificar evidências) 6.3 R 4. Existe plano de assistência médica permanente e emergencial para casos de enfermidades bruscas ou acidentes?
6.4 R
É a oportunidade de PmaisL em serviços envolvendo o Departamento de Recursos Humanos da empresa. Assegurar a saúde ocupacional do colaborador e oferecer treinamentos periódicos sobre BPF&C ou a cada novo procedimento operacional implantado, resulta em melhorias dentro do Humanware que obviamente reflete no Hardware/Software no sistema produtivo, evitando acidentes e aumentando o desempenho de produtos e processos. Organização 11. Há procedimentos escritos sobre a forma de proceder, caso necessário modificar a fórmula padrão?
6.a.1.3 R
Redigir procedimentos operacionais padrão de todas as possibilidades que possam ocorrer aplicando ações corretivas e principalmente, treinar colaboradores para executar tais ações pode refletir em uma oportunidade em PmaisL para prevenir descartes de produtos fora do padrão da qualidade. Na PmaisL está etapa poderia ser evitada se o desenvolvimento do produto e qualificação dos fornecedores fosse mais efetivo, evitando possíveis retrabalhos, influenciando na adaptação temporária da fórmula padrão. 12. A fórmula padrão contém nome, forma, concentração e prazo de validade do produto? 6.a.1.4 R São dados importantes dentro da PmaisL para a produção se organizar quanto à disponibilidade dos equipamentos, embalagens, rótulos e impressão do número de lote e prazo de validade, evitando perda de tempo e possíveis trocas de produtos. 17. Existe responsável pela verificação e execução da limpeza dos equipamentos empregados?
6.a.1.7 R
Dentro da PmaisL é importante ter o maior número possível de colaboradores treinados nas áreas de atuação da empresa para participar ou fornecer dados ao ecotime para efetivar a implantação do programa na empresa. Verificar e executar a limpeza dos equipamentos pode gerar uma oportunidade em PmaisL no consumo e reuso da água, como também estudar a utilização de

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo. Não se Aplica (NA): a questão não se aplica à empresa auditada Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário).
sanitizantes mais efetivos e menos impactantes para o meio ambiente. 19. Há exigência de anexar à Ordem de Fabricação (OP) os registros gráficos de temperatura, pressão e umidade, quando o processo requer o controle dos mesmos?
6.a.1.9 R
São variáveis importantes para o Controle e Garantia da Qualidade para produzir lotes padronizados e prevenir não conformidades durante o processo. A oportunidade em PmaisL está em criar fichas de Controle Estatístico de Processo (CEP) anotando essas variáveis e anexar na OP, juntando o maior número de informações sobre o produto facilitando a sua rastreabilidade. 21. Há calculo do rendimento real obtido nas diversas etapas de fabricação e relação com o rendimento teórico?
6.a.1.11 R
Esse item se refere ao balanço de massa desejado dentro da PmaisL. Traçar esse fluxograma listando as entradas e saídas, bem como calcular o seu rendimento, serve de mapa ou guia para direcionar as possibilidades de PmaisL dentro do sistema produtivo. Ordem de fabricação 28. Contém números de códigos, de lote e de análise de MPs e materiais de embalagens? 6.a.2.3 R Esse item se refere à Ordem de fabricação (OP) onde deve constar dados sobre a fórmula padrão como descriminação de MPs, fórmula centesimal, quantidade a ser produzida e o cálculo referente a essa ordem, prazo de validade e lote interno da produção. A oportunidade em PmaisL está em anexar ou anotar os dados referentes às MPs e insumos utilizados no processo, facilitando a identificação e rastreabilidade do produto, identificando possíveis não conformidades e prevenindo retrabalhos e descartes desnecessários. Áreas de Pesagem e Medidas 33. A área de pesagem e medidas está separada fisicamente das demais dependências por paredes ou outro tipo de separação?
6.b.1 R
A logística na distribuição de espaços ou o senso de organização funcional da empresa não é só uma oportunidade em PmaisL, mas de todas as ferramentas da qualidade. Em PmaisL este item representa a qualidade em processos, prevenindo misturas acidentais durante a produção, evitando transtornos e desperdícios. 38. Há registros das calibrações? (verificar evidências) 6.b.6 R Esse item se refere a(s) balança(s) e recipiente(s) de medida que devem ser calibrados periodicamente por empresas certificadas por órgãos fiscalizadores como o INMETRO. Dentro da PmaisL, a oportunidade está em realizar também calibrações internas que assegurem a precisão dos equipamentos e ferramentas de medição, programando assim a manutenção preventiva e corretiva dos mesmos. 43. Nessas etiquetas consta o nome do produto a que se destina o insumo? 6.b.11.1 R 45. Consta o número do lote do produto? 6.b.11.4 R 47. Consta o peso bruto? 6.b.11.6 R 48. Consta o controle de pesagem ou medida do colaborador que pesa com a respectiva assinatura?
6.b.11.7 R
Esses itens se referem à etiqueta gerada na área de pesagem identificando a MP, seu destino, n° de lote, quantidade medida e o nome do colaborador que efetuou tal medição com sua rubrica confirmatória. Essa etiqueta faz parte de um dos anexos da Ordem de Fabricação (OP) para facilitar a identificação e rastreabilidade do produto, identificando possíveis não conformidades e prevenindo retrabalhos e descartes desnecessários, dentro da oportunidade de PmaisL. 53. Há sistema de exaustão na área de pesagem e medição? 6.b.14 R Necessário, caso as MPs utilizadas sejam particuladas ou voláteis para evitar contaminação cruzada e intoxicação acidental do(s) colaborador (es) envolvidos com a área de pesagem. A oportunidade em PmaisL está em evitar acidentes ocupacionais e contaminantes no processo com a instalação de euxastores nas balanças e nas demais áreas de medição. 55. A área de pesagem e medição possui local próprio para lavagem de utensílios de pesagem e/ou medida?
6.b.16 R
A oportunidade em PmaisL está em evitar contaminantes no processo com uma antessala para lavagens dos utensílios eliminando as chances de misturas acidentais do material dessa área com as demais do processo produtivo. Caso não seja possível criar essa antessala, os utensílios devem possuir identificação da área da qual pertencem e devem ser higienizados separadamente dos materiais das demais áreas. 56. As MPs mais antigas são esgotadas (usadas) primeiramente? (FIFO) 6.b.17 R Nem sempre o FIFO (First in, first out – Primeiro a entrar, primeiro a sair) respeita o prazo de validade das MPs. A oportunidade em PmaisL é aplicar o sistema FEFO (First expired, first out – Primeiro a expirar, primeiro a sair), evitando descartar MP vencidas sem uso. 61. Existe um sistema de proteção contra a contaminação do meio ambiente, através dos sistemas de exaustão ou de outro modo?
6.b.21 R
As oportunidades em PmaisL estão na instalação de euxastores com sistemas filtrantes, se for o caso, nas áreas de medição e pesagem, adquirir MPs com alto grau de pureza e baixa volatilidade que indiretamente irão gerar resíduos com baixo impacto ambiental, quando possível reutilizar a água de lavagem dos utensílios para limpeza geral, dispondo assim a menor quantidade de resíduos e efluentes para o meio ambiente.

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo. Não se Aplica (NA): a questão não se aplica à empresa auditada Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário).
Áreas Produtivas Condições externas 62. O edifício está em bom estado? 6.c.1.1 R Esse item se refere às condições internas e externas do local onde se realiza a produção. Os pontos levantados são os mesmos levantados para todas as áreas da unidade fabril e podem representar uma oportunidade conjunta em serviços, sendo o cartão de visita para conquistar novos clientes e manter os cativos. As sugestões dentro da PmaisL são: conservar com reformas periódicas, arborizar os arredores ou manter a já existente com o aval da prefeitura, intimidar pichadores e incentivar grafiteiros até financeiramente ou outro tipo de bônus, com “muros” para expressão artística sobre a área de atuação da empresa. Condições gerais 68. Existe um programa de limpeza por escrito (com rotina e frequência definidas)? 6.c.2.2 R Redigir um Procedimento Operacional Padrão sobre Controle de Processos acompanhado de Instruções de Trabalho descrevendo o modo, material utilizado, rotina e frequência da limpeza dos locais de produção é desejável e encontra uma oportunidade em PmaisL, figurando em uma atividade o menos impactante possível para o meio ambiente, gerando o mínimo de efluentes decorrentes dessa atividade. 73. Os sanitários estão limpos, providos de água fria/quente, sabão, toalhas ou secadores? 6.c.2.7 R 80. Existem bebedouros em locais adequados e em quantidade suficiente? 6.c.2.14 R Os itens acima se referem à infraestrutura oferecida aos seus colaboradores, de modo a propiciar condições de bem-estar aos mesmos. A oportunidade em PmaisL está em disponibilizar cartazes sobre modo correto de lavar as mãos, vestir o uniforme e os EPIs nos banheiros e vestiários; afixar acima do bebedouro, laudo de análise físico-química e microbiológica das águas que os abastecem; dispor nas áreas de circulação, cartazes sobre saúde ocupacional, reciclagem na empresa, dicas de consumo sustentável e distribuir lixeiras definidas sobre a natureza do resíduo (metal, vidro, etc.), nas áreas de produção e convivência. É um modo de promover indiretamente uma educação laboral baseada no desenvolvimento em Humanware da empresa, focando os serviços em PmaisL. 86. São descritas a frequência, os métodos, materiais utilizados e o responsável pela execução do combate a pragas?
6.c.2.20 R
Esse item se refere ao controle de pragas. A oportunidade em serviços dentro da PmaisL está em criar um Procedimento Operacional Padrão no combate e prevenção a infestações, treinar 1 a 3 colaboradores para monitorar a atividade e validar anualmente este procedimento com uma empresa autorizada pela ANVISA / VISA para exercer esta atividade. Realizando este controle, há garantias de manter a integridade de MPs, insumos e produtos acabados, bem como a saúde dos colaboradores. 90. A circulação interna às áreas da produção é adequada? 6.c.2.23 R 92. A distribuição das áreas da produção é adequada para os propósitos da empresa? 6.c.2.25 R 96. Existem planos de segurança contra incêndios em casos de emergência? 6.c.2.29 R 97. Os extintores e a rede de combate a incêndios estão localizadas corretamente? 6.c.2.30 R 98. A quantidade e tipo de extintores são adequados para o risco de cada setor/área? 6.c.2.31 R A oportunidade em serviços dentro da PmaisL está na organização física da área de produção, para a fabricação e para a livre circulação dos colaboradores deixando corredores de acesso para a segurança dos mesmos em caso de incêndio. Devem existir treinamentos periódicos oferecidos pelo Departamento de Recursos Humanos em parceria com a Brigada de Incêndio sobre a correta utilização dos extintores e planos de fuga em casos de incêndio de difícil controle. Esta atitude é bem vista e desejada em empresas contratantes que possuem certificações em BS8800/SA 8000 ou que possuem programas de responsabilidade social. 99. A iluminação das áreas de produção e circulação é suficiente? 6.c.2.32 R 101. A construção e localização permitem adequada limpeza, manutenção, elaboração e processamento dos produtos?
6.c.2.34 R
103. A ventilação das áreas da produção e de circulação é adequada? 6.c.2.36 R A infraestrutura interna da área de produção deve ser organizada e racional para possibilitar a sua manutenção, garantindo a segurança do colaborador e prezando pela qualidade do produto acabado. As oportunidades em serviços na PmaisL pode figurar em substituir as lâmpadas incandescentes por fluorescentes, aproveitar da ventilação natural em áreas que não represente risco de contaminação, projetar a reciclagem da água (reuso) para limpeza geral e a captação/utilização da energia solar como uma das fontes geradoras de energia.
7. FABRICAÇÃO DE PRODUTOS SÓLIDOS E SEMI-SÓLIDOS Item S N NA EA A 2. A distribuição dos locais é ordenada e funcional? 7.2 R A infraestrutura interna da área de produção deve ser organizada e racional para possibilitar a sua manutenção, garantindo a segurança do colaborador e prezando pela qualidade do produto acabado. A oportunidade em PmaisL está em “enclausurar” o processo de fabricação de sólidos que geram particulados ou VOC’s. Caso não seja possível o seu total “enclausuramento”, colocar

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo. Não se Aplica (NA): a questão não se aplica à empresa auditada Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário).
exaustores para recolher os particulados do ambiente. Ao manipular pós, tanto para alimentar o processo como no envase, fazê-lo de forma lenta e gradual. 5. Evita-se a utilização de uniforme de trabalho fora das dependências da fábrica? 7.5 R A oportunidade em PmaisL está em promover uma sensibilização proporcionando ciclos de palestras e treinamentos periódicos sobre a importância dos uniformes e EPIs para uso interno na unidade fabril e as implicações em utilizá-los em ambiente externo, acarretando em contaminações químicas e microbiológicas tanto do usuário como do produto acabado. 13. A iluminação das áreas/setores da fabricação é adequada? 7.13 R 21. Os ralos são desinfetados frequentemente? (há evidências?) 7.21 R 22. A ventilação das áreas/setores/instalações de fabricação é suficiente? 7.22 R As oportunidades em serviços na PmaisL pode figurar em substituir as lâmpadas incandescentes por fluorescentes, aproveitar da ventilação natural em áreas que não represente risco de contaminação, projetar a reciclagem da água (reuso) para limpeza dos ralos e a captação/utilização da energia solar como uma das fontes geradoras de energia. 25. São boas as condições de segurança dos locais? 7.25 R 26. Existem extintores e mangueiras contra incêndios em número suficiente? 7.26 R A oportunidade em serviços dentro da PmaisL está na organização física da área de produção, para a fabricação e para a livre circulação dos colaboradores deixando corredores de acesso para a segurança dos mesmos em caso de incêndio. Devem existir treinamentos periódicos oferecidos pelo Departamento de Recursos Humanos em parceria com a Brigada de Incêndio sobre a correta utilização dos extintores e planos de fuga em casos de incêndio de difícil controle. Esta atitude é bem vista e desejada em empresas contratantes que possuem certificações em BS8800/SA 8000 ou que possuem programas de responsabilidade social. 29. Existem registros dessas calibrações (ver evidências)? 7.29 R Item referente à calibração de balanças e instrumentos de medida para a padronização dos lotes do produto acabado. A oportunidade em PmaisL está em realizar calibrações periódicas por empresas certificadas pelos órgãos fiscalizadores como o INMETRO, bem como realizar também calibrações internas que assegurem a precisão dos equipamentos e ferramentas de medição, programando assim a manutenção preventiva e corretiva dos mesmos. 33. Todos os equipamentos usados na produção de um lote estão identificados com etiquetas exatamente iguais às usadas nos recipientes?
7.33 R
Item referente à identificação de todos os utensílios, recipientes e equipamentos por etiquetas com dados referentes ao produto produzido. A oportunidade em PmaisL está em adotar essa medida de identificação para diminuir as ocorrências de não conformidades, reduzindo o número de variáveis possíveis dentro da ocorrência. 35. São identificados como tal (utensílios, recipientes, etc.)? 7.35 R Item referente à limpeza e conservação de utensílios e recipientes utilizados nessa área. A oportunidade em PmaisL em adotar essa medida de identificação está em minimizar o risco de contaminação entre os processos e produtos, usando os mesmos para o monoproposito. 38. Existem, por escrito, esses controles (ver evidências)? 7.38 R 40. São feitos registros desses controles? 7.40 R 41. O Controle da Qualidade verifica, periodicamente, essas medidas? 7.41 R Itens referentes à realização de Controle Estatístico do Processo. A oportunidade em PmaisL está em verificar o maior número de variáveis no processo e controlar esses parâmetros a cada lote produzindo garantindo a uniformidade do produto, criando fichas para captar essas informações. Não só o Controle de Qualidade, mas a Garantia da Qualidade devem acompanhar as medições e prever possíveis desvios que requerem manutenção no processo. 42. Existem registros de limpeza, fixados a cada recipiente e a cada máquina? 7.42 R 47. As máquinas de compressão estão dispostas de maneira a evitar contaminação cruzada?
7.47 R
52. Existe procedimento de limpeza para cada equipamento? 7.52 R 53. Existem registros das limpezas efetuadas nos equipamentos? 7.53 R 54. Existe um programa de limpeza e registro de seu cumprimento? 7.54 R Nessas áreas, recomenda-se que a limpeza seja feita por aspiração, no caso da produção de pós. A limpeza de utensílios, recipientes e equipamentos onde os resíduos são de difícil remoção com água e sanitizantes comuns à produção podem ser realizados, utilizando solventes orgânicos de baixo impacto ambiental em um sistema denominado “em contracorrente”, que funciona da seguinte maneira: os componentes a serem limpos são primeiramente mergulhados no solvente mais sujo, passando depois a outro tanque com solvente um pouco menos saturado e assim gradativamente, até que o último enxágue da peça seja feito com solvente “limpo”. De maneira geral, este procedimento minimiza consideravelmente o consumo e o descarte de solvente sujo, visto que apenas a partida mais contaminada é descartada. Os solventes saturados podem ser revendidos para recuperadoras de solventes. Aconselha-se verificar as instalações e a situação legal dessas empresas frente aos órgãos ambientais locais, antes que seja adotada essa medida (CETESB, 2003).

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo. Não se Aplica (NA): a questão não se aplica à empresa auditada Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário).
8. PRODUTOS LÍQUIDOS Item S N NA EA A 2. A área de circulação (da produção de líquidos) está livre e desimpedida? 8.2 R 11. A iluminação (da área da produção de líquidos) é adequada? 8.11 R 18. Os ralos são desinfetados com frequência? 8.18 R 19. A ventilação do local (da produção de líquidos) é adequada? 8.19 R 21. As condições de segurança no local são adequadas? 8.21 R 22. Existem extintores de incêndio ou mangueiras em quantidade suficiente? 8.22 R 26. Existem normas de limpeza, por escrito, dos recipientes usados na fabricação, com o intuito de prevenir a contaminação com resíduos do produto anterior?
8.26 R
32. Existem registros das calibrações? 8.32 R Todas as sugestões citadas para oportunidades em PmaisL na produção de sólidos e semi-sólidos são aplicadas também na produção de líquidos. A presença de exaustores ou de sistemas “enclausurados” para a produção de artigos de perfumaria cabe na mesma sugestão. A limpeza de recipientes, utensílios e equipamentos são menos impactantes pela própria natureza das MPs utilizadas. Outras oportunidades em PmaisL que podem ser aplicadas são a utilização de um sistema móvel e compacto de CIP (Clean In Place) que é deslocado para junto dos tanques a serem limpos, e também o chamado sistema de múltiplo uso, no qual a solução de limpeza é reutilizada por vários ciclos antes de seu descarte. Há economia no volume de água usado, no consumo dos produtos químicos (detergentes e sanitizantes), na geração de efluentes e de resíduos. 33. A relação entre os rendimentos teórico e real é verificada freqüentemente? 8.33 R 34. A existência de qualquer discrepância é justificada por escrito? 8.34 R Esses itens se referem à captação de dados para o cálculo do rendimento teórico e real do balanço de massa desejado dentro da PmaisL. Qualquer variação deve ser anotada e serve como histórico para o estudo de capacidade produtiva da empresa.
9. ENVASE Item S N NA EA A 2. A distribuição dos equipamentos é ordenada e funcional? 9.2 R 2. Evita-se a mistura de produtos diferentes ou de lotes distintos do mesmo produto, mediante separação entre as linhas de envase?
9.3 R
13. A iluminação (da área do envase) é adequada? 9.13 R 17. As instalações elétricas estão em boas condições? 9.17 R 18. Estão devidamente identificadas? 9.18 R 22. Os ralos são desinfetados com frequência (ver registros)? 9.22 R 23. A ventilação do local é adequada? 9.23 R 25. As condições de segurança dos recintos (da área de envase) estão boas? 9.25 R 26. Existem extintores de incêndio e/ou mangueiras em quantidade suficiente? 9.26 R Todas as sugestões citadas para oportunidades em PmaisL na fabricação também tem a mesma aplicabilidade na área de envase. Como sugestão adicional está na utilização de tanques-pulmão de fundo móvel para armazenamento e transferência de produtos diminuindo os riscos de contaminação ou de perdas de produto, com os correspondentes impactos ambientais. O fundo é acionado por gás (nitrogênio ou ar comprimido) e funciona como um êmbolo. Ocorre então o escoamento total do produto, o que proporciona o esgotamento do conteúdo do tanque e a eliminação da etapa de limpeza. 36. É verificada a relação entre o rendimento teórico e o real (no processo de envase)? 9.36 R 37. Se houver discrepância, ela é justificada por escrito? 9.37 R Esses itens se referem à captação de dados para o cálculo do rendimento teórico e real do balanço de massa desejado dentro da PmaisL. Qualquer variação deve ser anotada e serve como histórico para o estudo de capacidade produtiva da empresa. 39. O material de envase não utilizado é devolvido o almoxarifado? 9.39 R Qual o destino? A oportunidade em PmaisL desse item está em usar as embalagens e o excesso do produto que não entraram no processo de envase para os próximos lotes desde que mantidos os padrões de reprodutibilidade, evitando assim descartes desnecessários. Isso é possível desde que haja condições de segurança e higiene na área de armazenamento de insumos e de semi-acabados respectivamente, para armazenar esses subprodutos. Caso não seja possível o seu reaproveitamento na produção, verificar a utilização das embalagens em outras etapas do processo como recipientes e o produto residual ser pesado e descartado de forma segura, gerando um boletim de não conformidade para referência de dados na próxima produção, verificando os dados de

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo. Não se Aplica (NA): a questão não se aplica à empresa auditada Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário).
rendimento e eficiência na produção.
10. ROTULAGEM Item S N NA EA A 5. Se os rótulos remanescentes, não impressos com o número de lote ou data de vencimento, forem devolvidos ao almoxarifado, existe uma pessoa responsável por essa devolução?
10.5 R
Em PmaisL este item representa a qualidade e a reutilização de materiais em processos, prevenindo misturas acidentais durante a produção, evitando transtornos e desperdícios. Ter um colaborador responsável por essa tarefa facilita o cumprimento dessa oportunidade.
11. CONTROLE DA QUALIDADE Item S N NSA EA A 2. O Controle da Qualidade é independente de Produção? 11.2 R 3. Há uma descrição de função para cada cargo do Controle da Qualidade? 11.3 R A logística na distribuição de espaços ou o senso de organização funcional da empresa não é só uma oportunidade em PmaisL, mas de todas as ferramentas da qualidade. Em PmaisL este item representa a influência de aplicação de métodos e capacitação de colaboradores, independentes fisicamente do espaço, mas de total interação funcional com a área da produção, na busca da qualidade em processos, prevenindo não conformidades durante a produção, evitando retrabalhos e desperdícios. 7. Há um programa de verificação do funcionamento desses equipamentos? 11.7 R 8. Existem registros das verificações periódicas desses equipamentos? 11.8 R 10. Há um programa de manutenção preventiva e calibrações claramente definido para os equipamentos/aparelhos que são usados no laboratório de Controle da Qualidade?
11.10 R
11. Existem registros da manutenção preventiva dos equipamentos/aparelhos do laboratório de Controle da Qualidade?
11.11 R
Os itens acima se referem à manutenção e calibração de balanças e instrumentos de medida para as análises físico-químicas e microbiológicas (quando aplicável) de MPs e produtos acabados. A oportunidade em PmaisL está em realizar calibrações periódicas por empresas certificadas pelos órgãos fiscalizadores como o INMETRO, bem como realizar também calibrações internas que assegurem a precisão dos equipamentos e ferramentas de medição, programando assim a manutenção preventiva e corretiva dos mesmos. 19. Está definido o período de retenção dessas amostras? 11.19 R 21. Está definido o período de retenção dessas amostras? 11.21 R 22. Existe um procedimento escrito detalhando a data de reanálise das matérias-primas? 11.22 R Os itens 11.19 e 11.21 referem-se, respectivamente, a retenção de amostras de MPs e produto acabado e o item 11.22 refere-se à reanálises de MPs para validar as condições de armazenagem das mesmas. A oportunidade em PmaisL consiste em obter dados para a análise de variáveis que possam influenciar na qualidade e eficiência do processo produtivo a partir desses insumos, criando vínculos para a identificação e rastreabilidade no sistema.
12. GARANTIA DA QUALIDADE Item S N NA EA A 2. Esse Programa é divulgado a todos os níveis? 12.2 R 5. As responsabilidades pela Gestão da Qualidade estão claramente definidas? 12.5 R A Garantia da Qualidade é um departamento independente da empresa que rege e interage com os demais departamentos visando à qualidade total em serviços, produtos e processos. É o departamento responsável por implantar ferramentas da qualidade como as BPF&C isolada ou vinculada a outras como a PmaisL como são o objeto de estudo. Dada importância, é primordial que o programa seja o mais claro possível e exaustivamente divulgado a todos os colaboradores pertencentes aos mais diversos níveis hierárquicos da empresa. 7. Existe um programa de treinamento de pessoal? 12.7 R 8. Efetuam-se registros do treinamento de cada colaborador? 12.8 R 9. Os produtos de HPPC são projetados e desenvolvidos de acordo com os requisitos das BPF&C?
12.9 R
11. Os colaboradores são treinados e orientados de modo a garantir a correta e completa execução dos processos e procedimentos definidos?
12.11 R
12. Novos conhecimentos adquiridos nos processos ou adaptações e melhorias, somente são implementados após completa avaliação e aprovação?
12.12 R
Em conjunto com o Departamento de Recursos Humanos, a Garantia da Qualidade pode e deve solicitar treinamentos periódicos sobre BPF&C, ferramentas da qualidade ou a cada novo procedimento operacional implantado, resulta em melhorias

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo. Não se Aplica (NA): a questão não se aplica à empresa auditada Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário).
dentro do Humanware que obviamente reflete no Hardware/Software no sistema produtivo, evitando acidentes e aumentando o desempenho de produtos e processos. O sucesso da implantação da PmaisL como de qualquer outra ferramenta da qualidade está na sensibilização dos colaboradores pertencentes a diversos níveis hierárquicos da empresa, a partir de treinamentos e ciclos de palestras, definindo um ecotime com representantes de todos os departamentos que possam levantar indicadores e traçar as oportunidades, além de servirem como multiplicadores, repassando seus conhecimentos à equipe no qual está inserido. 13. São realizadas auto-inspeções periódicas, com o fim de verificar o cumprimento das BPF&C?
12.13 R
14. Existem registros das auto-inspeções realizadas? 12.14 R As auto-inspeções e seus respectivos registros são ferramentas dentro da PmaisL para captar oportunidades e traçar metas de ação para a efetivação do programa. 16. São mantidos registros das reclamações recebidas sobre a qualidade dos produtos ou qualquer de suas características físicas, assim como das resoluções tomadas?
12.16 R
17. Realiza-se nova verificação documentada toda vez que se efetua uma mudança que possa afetar a qualidade ou a reprodutibilidade de um processo ou de método de controle?
12.17 R
Esses registros garantem a qualidade em serviço prestado não só dentro da PmaisL, mas em qualquer outro tipo de ferramenta que prioriza a qualidade. Trata-se de um histórico para referências a futuras produções, evitando cometer os mesmos erros do passado.

APÊNDICE C

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
Lista de verificação de sobrevivência e diferenciação das empresas do setor de HPPC
Requisitos Legais S N NA EA A 1. A empresa está enquadrada na receita federal e nos órgãos competentes sob qual atividade:
a) Importadora INF
b) Exportadora INF
c) Transportadora INF
d) Distribuidora INF
e) Fabricante INF
2. Existe prova da inscrição da empresa no órgão competente? I 3. Existe autorização de funcionamento para a empresa, pelo Órgão Sanitário Nacional (ANVISA e/ou VISA local)? I 4. A empresa possui autorização de órgãos competentes (CETESB, Prefeitura – Secretaria do Meio Ambiente), para funcionamento, referente à localização, proteção ambiental e segurança de instalações? I 5. A organização é ré em alguma ação judicial referente à poluição ambiental, acidentes ambientais e/ou indenizações trabalhistas? RA 6. Já ocorreram reclamações sobre aspectos e impactos do processo produtivo por parte da comunidade vizinha? RA 7. Em caso afirmativo, foram tomadas ações corretivas e/ou preventivas para a resolução do problema? RA 8. Ocorreram acidentes ou incidentes ambientais no passado? RA 9. Em caso afirmativo, os acidentes ou incidentes foram resolvidos de acordo com as expectativas das partes interessadas? RA 10. Os acidentes ou incidentes foram documentados e registrados em meio adequado? RA 11. Há plantas dos edifícios, instalações, construções, disponíveis para verificação? I 12. A superfície do terreno ocupada pelas construções da empresa está disponível? I 13. O responsável técnico (registrado no CRQ ou CRF) está presente? I 14. Existe prova da sua inscrição no órgão de classe? I 15. Existe e está disponível o número de colaboradores pertencentes à empresa (CLT e/ou PJ)? I 16. A admissão e demissão dos colaboradores são precedidas de exame médico? I 17. Está definido o número de colaboradores que está diretamente ligado às operações de produção? I 18. Há lista de todos os produtos de propriedade da empresa, que estão em comercialização e a dos que não estão? I 19. Todos os produtos estão devidamente registrados no órgão Sanitário Nacional competente (ANVISA)? I 20. A empresa realiza produção com terceiros (parceria, aliança ou outra relação)? I 21. Existe contrato, caso a pergunta anterior se aplique? I 22. Há documentos/relatórios que estabeleçam quais são os produtos e/ou processos realizados em terceiros? I

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
Infraestrutura funcional da empresa S N NA EA A 23. Quanto ao aspecto externo, o edifício, fachadas, construções aparentes, muros da empresa, apresentam bom estado de limpeza e conservação? R 24. Existe proteção contra a entrada de roedores, insetos, aves ou outros animais (pragas)? N 25. São descritas a frequência, os métodos, materiais utilizados e o responsável pela execução do combate a pragas? R 26. Os materiais usados no combate a pragas são aprovados pelos Órgãos Sanitários? N 27. Existem fontes de poluição ou contaminação ambiental próxima ao edifício? N 28. A empresa utiliza como coadjuvante ao uso de energia elétrica, fontes de energia renováveis como a energia solar ou eólica? PML 29. A empresa utiliza como coadjuvante ao uso da água de abastecimento, fontes de águas pluviais para utilização da limpeza externa da fábrica, descargas sanitárias e irrigação do solo ou de plantas na fachada ou no escritório (quando for o caso)? PML 30. A unidade fabril está dividida fisicamente (por paredes ou outro tipo de separação) nos seguintes setores:
30.1. Almoxarifado I
a) Recebimento de materiais I
b) Materiais em quarentena I
i) Matérias-primas e embalagens I
ii) Semi-acabados I
iii) Produto acabado I
c) Materiais reprovados I
i) Matérias-primas e embalagens I
ii) Semi-acabados I
iii) Produtos I
d) Devolução / Recall I
e) Estoque de materiais (Materiais aprovados) I
f) Expedição de produtos acabados I
30.2. Pesagem de materiais I
30.3. Fabricação I
a) Pós I
b) Semi-solidos I
c) Líquidos I
30.4. Envase I
30.5. Beneficiamento I
30.6. Controle de Qualidade I
30.7. Garantia da Qualidade R
31. Existe um sistema de proteção contra a contaminação cruzada entre setores e do meio ambiente, através dos sistemas de exaustão ou de outro modo?
N
32. A armazenagem dos materiais está próxima do local que eles são usados e assim minimizando a quantidade de manipulação ou desperdício entre os processos?
PML

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
33. As vias de acesso aos setores são adequadas (permitem movimentação livre)? R
34. A unidade fabril está estruturada e equipada de forma a atender as normas NR-7 (Ergonomia e Saúde ocupacional)?
RA
35. Cada setor está equipado com equipamentos (balanças, peagâmetros, viscosímetros, reatores, caldeiras, envasadoras, esteiras, etc.) e utensílios limpos, adequados ao propósito do espaço e em perfeito estado/funcionamento?
N
36. Os equipamentos são calibrados anualmente por órgãos reconhecidos pelo INMETRO ? (ver validade e contrato)
N
37. Há um programa de manutenção preventiva, com seu respectivo registro, dos equipamentos na empresa, como calibração interna, p.ex?
R
38. Realiza-se vistoria e programações periódicas de manutenção e troca de equpamentos para garantir que:
a) sistemas de aquecimento e refrigeração estejam instalados e mantidos em ótimos níveis de desempenho?
PML
b) defeitos sejam prontamente comunicados e reparados? PML
c) o desempenho de todos os equipamentos seja monitorado? PML
d) inspeções sejam realizadas para assegurar que as condições do processo nos equipamentos estejam o mais próximo possível das especificações do fabricante?
PML
e) equipamentos para substituição sejam selecionados com base no desempenho ambiental (p. ex, baixo consumo de energia, fabricado com componentes duráveis, recicláveis e de fácil substituição), investimento de capital, tempo de operação, custos, eficiência, segurança, custos de manutenção e de exploração?
PML
39. Estão adequadas as condições físicas/estado de conservação e limpeza da unidade fabril, estrutura, paredes e tetos?
R
40. Apresentam pinturas que assegurem manutenção e condições de higiene/limpeza?
R
41. O piso da unidade fabril cumpre os requisitos de higiene e segurança? (Antiderrapante impermeável e os cantos abaulados, de preferência)
N
42. Seu estado (do piso da unidade fabril) de higiene é adequado? R
43. É de fácil limpeza (piso da unidade fabril)? R
44. Estão limpos (piso da unidade fabril)? R
45. Existe um programa de limpeza por escrito (com rotina e frequência definidas)? R
46. Sempre que possível é utilizado sistemas de limpeza a seco (vassoura, espanador, aspirador, raspador, etc.) para reduzir o uso de água?
PML
47. Na lavagem há um consumo racional de água e produtos de limpeza de forma a minimizar desperdícios?
PML
48. Para aumentar a eficiência da limpeza de superfícies, utensílios e recipientes usa-se métodos alternativos como abrasivos, lavagem contra-fluxo, tanques turbulentos, jateamento por spray de água ou vapor?
PML
49. Os esgotos e encanamentos da unidade fabril estão em bom estado e funcionando (interligados com fossas e rede externa)?
N
50. Os ralos são sifonados? N
51. Os ralos são desinfetados frequentemente? (há evidências?) R
52. A qualidade e a intensidade da iluminação são adequadas? (atendem os quesitos de qualidade e de segurança no trabalho)
R
53. As fontes de iluminação artificial são fluorescentes? PML
54. Há sensores de presença e/ou temporizadores instalados na empresa para controlar o gasto com a iluminação?
PML

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
55. A ventilação da unidade fabril é adequada? R
56. Nos setores efetuam-se controles de pressão do ar, microbiológicos, de partículas, de umidade e de temperatura, quando for o caso?
R
57. Há um controle de horário de funcionamento e os requisitos de funcionamento estão descritos em detalhes e é de conhecimento de todos os colaboradores envolvidos no processo?
PML
58. A planta está estruturada de modo que a extensão dos sistemas de ventilação e exaustão local extraia somente o ar quando necessário?
PML
59. A localização da entrada de ar do compressor está em uma área de temperatura ambiente?
PML
60. É possível operar os compressores com a menor pressão possível (até 5 bar)? PML
61. Há necessidade de ar controlado (igual ou acima de 2 bar) fora do horário de trabalho?
PML
62. Pode-se desligar a rede de distribuição, quando não exigido, por exemplo, em fins de semana?
PML
63. As tubulações de água, vapor, gás, ar comprimido e eletricidade, estão devidamente identificados?
R
64. As instalações elétricas (unidade fabril) estão em bom estado de conservação? R
65. Existem recipientes para lixo em todos os setores e estão devidamente identificados em locais de fácil uso?
N
66. Estão bem fechados (os recipientes para lixo)? N
67. São esvaziados com frequência (verificar situação no momento da inspeção)? N
68. Existe equipamento de segurança para combater incêndios? N
69. O acesso a extintores e mangueiras está livre e fácil de chegar até eles? (Área delimitada de 1 m2, pintada no chão, debaixo do equipamento, com tinta vermelha)
N
70. Existem instalações de segurança com ducha e lava olhos em áreas de risco? N
Infraestrutura social S N NA EA A 71. São realizados investimentos sistemáticos em proteção ambiental? RA 72. A alta administração e o corpo gerencial se mostram efetivamente comprometidos com a gestão ambiental?
RA
73. Existe plano de integração e treinamento para os colaboradores? N 74. Há uma descrição das funções e responsabilidades de cada cargo ocupado na empresa?
R
75. A mão de obra empregada é altamente especializada? RA 76. Os colaboradores estão voltados a inovações tecnológicas? RA 77. A criatividade é um dos pontos fortes da organização e de seus colaboradores?
RA
78. Existe uma política de valorização do capital intelectual? RA 79. A organização oferece participação nos lucros ou outras formas de motivação aos colaboradores?
RA
80. Os colaboradores são orientados quanto ao consumo racional de energia como desligar as luzes, aquecedores, ar condicionado e equipamentos quando não estiverem em uso e no final do dia, quando for possível, retirá-los da tomada?
PML 81. A empresa educa e incentiva seus colaboradores a praticar a filosofia dos 3Rs (Reduzir, Reutilizar, Reciclar) em todas as dependências?
PML
82. Há um programa de incentivo aos colaboradores de praticarem atividades físicas dentro ou fora das dependências da empresa?
RA

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
83. Os colaboradores possuem fichas médicas? (PCMSO e PPRA) N 84. Os colaboradores são submetidos a exame médico periódico? (verificar evidências)
R
85. Existe plano de assistência médica permanente e emergencial para casos de enfermidades bruscas ou acidentes?
I
86. Se o colaborador manifesta lesões ou enfermidades que podem afetar a qualidade ou segurança dos produtos, o mesmo é excluído da atividade?
I
87. É proibido o acesso de pessoas com roupa inadequada às áreas da produção? N 88. Os colaboradores estão uniformizados com vestimentas limpas e em boas condições?
N
89. Todos usam equipamentos de proteção individual adequados a atividade do setor?
N
90. Evita-se a utilização de uniforme de trabalho fora das dependências da fábrica?
R
91. Existem sanitários em quantidade suficiente, masculino e feminino (1 para 12 ) e distribuídos pelas dependências de livre circulação?
R
92. Estão limpos e providos de água fria/quente, sabão, toalhas ou secadores? R 93. Os colaboradores são orientados quanto ao consumo consciente de água, nos banheiros, bebedouros e refeitório?
PML
94. É possível ajustar a saída de água das torneiras ou instalar sensores ou temporizadores de fornecimento nas mesmas?
PML
95. É possível instalar descargas com sensores, dupla descarga ou de baixa descarga nos banheiros?
PML
96. A eliminação de água servida, sobras e outros refugos, dentro e fora do edifício e das imediações da produção, faz-se de forma segura e sanitária?
N
97. É proibido comer, beber e fumar nos setores produtivos? N 98. A proibição é cumprida? N 99. Existe um salão restaurante (dependendo no número de colaboradores)? R 100. Se não, onde as refeições são feitas? N 101. Está limpo (o salão)? R 102. No refeitório há lavadora de louças automática, de baixo consumo de água, e o seu uso é racional?
PML
103. As torneiras são usadas de forma racional (lavagem inteligente, evitar o uso de água corrente para descongelar alimentos, etc.)?
PML
104. Há lixeiras para a coleta seletiva? PML 105. Realiza-se compostagem de material orgânico na empresa como fonte energética ou adubo (se for o caso)?
RA
106. Existem vestiários em quantidade suficiente (verificar número e estado)? R 107. Estão limpos (os vestiários) e em condições adequadas de uso? R 108. Existem normas de segurança para as operações de produção escritas e divulgadas?
N
109. Elas estão sendo cumpridas? N 110. Existem bebedouros em locais adequados e em quantidade suficiente? R
Controle da Qualidade S N NA EA A 111. Existem ensaios efetuados por laboratórios terceirizados? N

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
112. O Controle da Qualidade é responsável por aprovar ou reprovar produtos que estejam sob contrato com terceiros?
N
113. O Controle da Qualidade é responsável pela aprovação ou reprovação de matérias-primas, produtos semi-acabados, produtos acabados e materiais de embalagem?
N 114. Existem procedimentos escritos com a descrição detalhada de amostragem, análise, reanálise e aprovação ou reprovação de matérias-primas, produto semi-acabado, produtos acabados e materiais de embalagem?
N 115. Existem, por escrito, as especificações e os métodos analíticos usados pelo Controle da Qualidade para todas as matérias-primas, produtos semi-acabados, produtos acabados e materiais de embalagem?
R 116. Os resultados e anotações das análises são mantidos em registros adequados?
N
117. Há colaborador (es) responsável(eis) pela inspeção dos processos de fabricação ?
N
118. São efetuados ensaios microbiológicos das MPs e dos produtos acabados (Quando for o caso)?
N
119. As áreas para ensaios microbiológicos são adequadas? N
Garantia da Qualidade S N NA EA A 120. Existe na empresa um Programa de Garantia da Qualidade? N 121. Esse Programa é divulgado a todos os níveis? R 122. Existem normas escritas para a divulgação e cumprimento das BPF&C? N 123. Há na empresa uma área que coordene as atividades de Garantia da Qualidade?
N
124. As responsabilidades pela Gestão da Qualidade estão claramente definidas? R 125. Existem procedimentos escritos ou sistemas para avaliar a efetividade e a aplicabilidade das normas e Sistema de Garantia da Qualidade?
N
126. Efetuam-se registros das atividades fabris da empresa? R 127. Os produtos de HPPC são projetados e desenvolvidos de acordo com os requisitos das BPF&C?
R
128. As operações de produção e controle estão claramente definidas e escritas? N 129. Novos conhecimentos adquiridos nos processos ou adaptações e melhorias, somente são implementados após completa avaliação e aprovação?
R
130. São realizadas auto-inspeções periódicas registradas, com o fim de verificar o cumprimento das BPF&C?
R
131. Existe um programa escrito de estudo de estabilidade dos produtos com registros apropriados de condições dos testes, resultados, métodos analíticos usados, condições de conservação das amostras, envase primário, periodicidade de análise e data de vencimento?
N 132. São mantidos registros das reclamações recebidas sobre a qualidade dos produtos ou qualquer de suas características físicas, assim como das resoluções tomadas?
R 133. Realiza-se nova verificação documentada toda vez que se efetua uma mudança que possa afetar a qualidade ou a reprodutibilidade de um processo ou de método de controle?
R
Materiais (Matérias-primas, embalagens e demais insumos)
S N NA EA A
134. É realizada inspeção na recepção de materiais (há um check-list, p.ex.)? N

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
135. Os documentos usados para a recepção são adequados (laudo técnico e laudo interno padronizado (especificação interna) do material, quando for o caso)?
N
136. Quando de seu recebimento, cada lote de material recebe um número de registro ou outro, quando for o caso?
N
137. Seu emprego/uso é correto, usado para identificar o material até o final de sua utilização?
N
138. Antes da liberação pelo Controle de Qualidade, os materiais permanecem em quarentena e devidamente rotulada como tal?
N
139. A identificação do material, quando for o caso, é documentada, colocando-se o rótulo de aprovado no corpo do recipiente/embalagem que a contém, e não na tampa?
N 140. Todos os materiais utilizados no processo, sem exceção, são amostradas pelo Controle da Qualidade, de acordo com metodologias/rotinas adequadas e confiáveis? (baseada em monografias oficiais)
N 141. Os materiais já aprovados são etiquetados e transferidos para o almoxarifado correspondente?
N
142. A disposição do armazenamento (layout) garante a identidade e integridade das MPs evitando misturas acidentais e/ou contaminação cruzada?
R
143. A temperatura do local (almoxarifado) condiz às necessidades de armazenamento de insumos e produtos acabados? (verificar as recomendações de armazenamento e temperatura informadas pelos fornecedores através de laudo ou literaturas oficiais caso o mesmo não especifique)
N 144. A temperatura do almoxarifado é controlada e registrada? (ver registros na inspeção)
R
145. Há necessidade de refrigeradores para armazenar materiais termolábeis? N 146. A temperatura dos refrigeradores é controlada e registrada? R 147. Os materiais reprovados são devidamente identificados e isolados? N 148. Existe sistema (planilhas/ERPA) adequado para o controle do estoque? N 149. O uso de MPs respeita a ordem de entrada, utilizando-se primeiro as mais antigas (FIFO ou FEFO)?
R
150. O inventário de matérias-primas proporciona a minimização de perdas por manipulação dos estoques?
PML
151. Os sacos e vasilhames são totalmente esvaziados? Há sobras? PML 152. No caso de materiais viscosos, seria possível eliminar perdas residuais nos tambores?
PML
153. Pelo menos metade dos materiais utilizados são oriundos de recursos renováveis?
RA
154. A empresa pode eliminar os materiais que não são essenciais para o processo ou a qualidade dos mesmos?
PML
155. Pode-se usar o mesmo material ou matéria-prima para tantos produtos e processos, com a possibilidade de aumentar o potencial de reciclagem interna?
PML
156. Pode-se substituir os materiais tóxicos (baseados em solventes orgânicos, halogenados ou metais pesados) por matérias-primas, revestimentos, tintas, e sanitizantes menos tóxicos?
PML 157. É possível identificar outros exemplos de substituição de uma substância poluente por uma alternativa ambientalmente correta dentro das operações da empresa?
PML
Fornecedores S N NA EA A 158. Os fornecedores diretos da empresa apresentam opções de oferecer produtos acondicionados com o mínimo de embalagens e as mesmas serem retornáveis ou reutilizáveis, como caixas, tambores, containers, pallets ou embalagens recicladas/recicláveis?
PML

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
159. É possível programar a compra de materiais na modalidade “a granel” e distribuir os produtos para vários departamentos utilizando caixas de papelão para posterior reutilização ou reciclagem?
PML 160. Os fornecedores são monopolistas do mercado? RA 161. Os fornecedores apresentam processos produtivos impactantes ao meio ambiente e aos seres humanos?
RA
162. Os principais fornecedores da organização são certificados pelas normas ambientais ISO 14001 ou de saúde e segurança BS 8800 ou OHSAS 18001?
RA
Sistemas e instalações de água S N NA EA A 163. É realizada uma inspeção regular da planta hidráulica (torneiras, vasos sanitários, chuveiros, tubulações visíveis, válvulas) da empresa de modo a detectar vazamentos?
PML
164. Sua manutenção corretiva é fácil e eficaz? PML
165. A empresa utiliza: ( ) água potável ou ( ) água purificada no seu processo produtivo?
N
Água potável
166. A procedência da água potável é da rede pública, poços artesianos ou de ambos?
N
167. A empresa possui caixa(s) d’água? R Material: ( ) Acrílico ( ) PVC ( ) Amianto ( ) Fibra de vidro ( ) Concreto
168. É feita limpeza da(s) caixa(s) d’água? N a) Há frequência definida para a limpeza da (s) caixa (s) d’água? (verificar evidências)
N
b) Existem registros? (verificar registros) N 169. Existem procedimentos escritos para a limpeza da(s) caixa(s) d’água e são utilizados?
R
170. São feitos testes físico-químicos em amostras da água? N a) Quais? ( ) Cloretos ( ) Sulfatos ( ) Dureza ( ) Densidade ( ) pH ( ) Condutividade
b) Há frequência definida para isso? N c) Existem registros? (Verificar evidências) N 171. São feitos testes bacteriológicos em amostras da água? N a) Há frequência definida para isso? N b) Existem registros? (Verificar evidências) N 172. São colhidas amostras de água em diversos pontos da fábrica para efetuar a contagem bacteriana?
N
a) Existem registros? (Verificar evidências) N 173. Tubulações utilizadas para transporte de água potável estão em bom estado de conservação e limpeza?
N
Material: ( ) PVC ( ) Aço ( ) Cobre ( ) Ferro
174. A provisão de água faz-se sob pressão positiva contínua, em um sistema livre de defeitos? (Verificar evidências)
R
Água purificada 175. A água potável é usada como fonte de alimentação para sistemas de produção de água purificada?
N
176. A indústria possui equipamento para produção de água purificada? N

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
a) Qual é a capacidade em litros/hora? 177. Sua produção é feita por: a) Deionização? N b) Osmose reversa? N 178. A água que abastece o equipamento é previamente tratada (pré-filtros de remoção de cloro e metais)?
N
179. Existe algum tipo de filtro no sistema? R Qual? ( ) carvão ( ) areia ( ) diatomácea ( )membranas mistas de celulose
180. Todos os procedimentos e registros das atividades do sistema, como a sanitização dos cartuchos, regeneração de resinas e obtenção da água purificada estão escritos e são utilizados?
N 181. Existe pessoal capacitado para operar o sistema e o responsável pela operação está presente?
R
182. Existe(m) depósito(s) para a água purificada? N Material: ( ) Acrílico ( ) PVC ( ) Amianto ( ) Fibra de vidro ( ) Concreto
a) Há algum tratamento da água para evitar contaminação bacteriológica (filtro, UV-C, ozônio, etc.)?
N
183. São feitos testes físico-químicos na água purificada? N Quais? ( ) Cloretos ( ) Sulfatos ( ) Dureza ( ) Densidade ( ) pH ( ) Condutividade
184. São feitos testes bacteriológicos na água purificada? N 185. O transporte ou circulação da água purificada é feito por tubulação ou outro sistema adequado?
N
Material: ( ) PVC ( ) Aço ( ) Cobre ( ) Ferro ( ) Borracha ( ) Silicone ( ) outro:
186. A água purificada é liberada pelo Controle da Qualidade antes de ser utilizada?
R
187. É feita sanitização do sistema de tratamento da água (purificador)? N 188. É feita manutenção preventiva nos equipamentos do sistema e existem registros?
N
189. O sistema de purificação da água é validado? (por órgão competente ou credenciado)
N
Produção S N NA EA A 190. Há fórmulas padrões (FP) para os produtos a serem fabricados? I a) Há registros dessas fórmulas e elas estão em acordo com os laudos técnicos dos PAs?
I
191. Existe uma fórmula para cada produto fabricado? (Há registros delas?). I 192. Essa fórmula está preparada, revisada e aprovada por pessoas competentes e responsáveis e assinada por outra pessoa, também responsável e competente? (2 a 3 pessoas)
I 193. Há procedimentos escritos sobre a forma de proceder, caso necessário modificar a fórmula padrão?
R
194. A fórmula padrão contém nome, forma, concentração e prazo de validade do produto?
R
195. Há nome, código, quantidade e unidades de cada componente na FP? N 196. Existem instruções detalhadas de cada uma das etapas de fabricação, setor onde deve ser efetuada e equipamentos a serem utilizados?
N
197. Existe a possibilidade de reformular os produtos, diminuir os seus tamanhos e formato ou alterar os materiais utilizados para gerar menos resíduos?
PML

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
198. Dentro desse projeto é possível reduzir a quantidade de água presente no produto final?
PML
199. Existe a possibilidade de fabricar uma versão do mesmo produto sem a adição de água (anidro)?
PML
200. Pode-se reutilizar ou reciclar os resíduos do processo? Caso negativo, o mesmo é ambientalmente menos nocivo ou caro para tratá-lo?
PML
201. Existem procedimentos para limpeza de cada equipamento usado na fabricação de PAs?
N
202. Existem registros das limpezas efetuadas nos equipamentos? R 203. Existe responsável pela verificação e execução da limpeza dos equipamentos empregados?
R
204. É possível lavar ou limpar os equipamentos sem aditivos, ou produtos baseados em água ou até utilizar alternativas mecânicas ou térmicas, tais como sopro ou decapagem a seco para economizar custos?
PML 205. Nesse processo utiliza-se algum sistema baseado em PIG, CIP ou múltiplo uso, no qual a solução de limpeza é reutilizada por vários ciclos antes de seu descarte?
PML 206. Existe uma padronização dos solventes e agentes de limpeza para minimizar o número de diferentes produtos usados no processo?
PML
207. A escolha está baseada em concentração de sólidos, quantidade de resíduos tóxicos e capacidade reutilização como de biodegradação?
PML
208. É possível recuperar os solventes por filtração ou destilação para posterior reutilização?
PML
209. É possível medir o consumo de água e energia de todos os equipamentos usados no processo?
N
210. Há hidrômetros instalados para medir o consumo de água na atividade-chave ou nas áreas de processo?
PML
211. Há submedidores instalados para medir o consumo de energia na atividade-chave ou nas áreas de processo?
PML
212. É possível identificar oportunidades de economia, quantificar a redução e calcular os custos desses consumos?
PML
213. Existe um sistema de captação de água residual do processo para sua reutilização?
PML
214. Se negativo, a mesma pode ser estocada em bombonas para o reuso dentro da empresa?
PML
215. O efluente de um processo pode ser utilizado em outro processo? PML 216. Se negativo, há técnicas de recuperação e tratamento para reutilizá-lo como água de lavagem de superfícies e/ou de descarga sanitária?
PML
217. Há instruções claras e detalhadas de qual etapa de fabricação requer a intervenção do Controle da Qualidade, para o controle do processo produtivo, com indicação do responsável e a data?
N 218. Há exigência de anexar à Ordem de Fabricação (OP) os registros gráficos de temperatura, pressão e umidade, quando o processo requer o controle dos mesmos?
R 219. Há exigência de anexar à Ordem de Fabricação os rótulos de identificação das MPs e materiais empregados, caso não exista outro sistema de segurança equivalente?
N 220. Há calculo do rendimento real obtido nas diversas etapas de fabricação e relação com o rendimento teórico?
R
221. A relação entre os rendimentos teórico e real é verificada frequentemente? R 222. A existência de qualquer discrepância é justificada por escrito? R 223. Há instruções adequadas para rotular, embalar o produto e condições de conservação?
N

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
224. Há descrição do material de embalagem utilizado para o fracionamento, com códigos, quantidades e unidades de medida?
N
225. Todos os materiais de envase, linhas, equipamentos usados durante a produção, estão identificados para indicar claramente o seu conteúdo ou a etapa de fabricação do lote?
N 226. Os equipamentos, utensílios e material de envase estão localizados e/ou armazenados em lugar que assegure sua integridade?
N
227. Existe um processo de cópia fiel da fórmula padrão que assegure sua exata reprodução?
N
228. Se houver necessidade de modificar as instruções de fabricação, equipamentos, ambiente e/ou outra condição, a modificação está assinado por responsável competente e autorizado?
N 229. Após a finalização do processo de fabricação, toda a documentação sobre o lote produzido (registros da produção, rótulos, resultados analíticos do controle do processo e do produto acabado) é arquivada em local de fácil recuperação e rastreabilidade?
N 230. Há tempo definido para o arquivamento dessa documentação e há realmente revisão disso?
N
231. É possível indentificar a geração de resíduo na entrada e saída do processo? PML 232. Se positivo, consegue-se identificar o porque o resíduo e gerado e como o mesmo pode ser evitado?
PML
233. Existe um procedimento de manutenção preventiva para controle de perdas e minimização da quantidade de resíduos gerado?
PML
234. É possível separar os resíduos na origem, a fim de facilitar a sua reutilização ou reciclagem, reduzindo seu volume final para resíduos não-recicláveis?
PML
235. Estes resíduos finais podem ser dispostos por simples tratamento ou eliminação?
PML
236. Se for possível tratá-lo (por troca-iônica, ultrafiltração, osmose reversa ou eletro-diálise), o mesmo ainda possui capacidade útil de retornar para o processo?
PML
Pesagem e medidas de materiais S N NA EA A 237. Recipientes que contém matéria-prima a ser pesada e/ou medida são limpos antes de abertos?
N
238. Após a pesagem e/ou medida, esses recipientes são bem fechados? N 239. Após pesagem e/ou medida, materiais são etiquetados imediatamente, a fim de evitar misturas?
N
240. Nessas etiquetas consta o nome e lote do produto e do insumo, a quantidade que foi pesada e/ou medida e o peso bruto?
R
241. Consta o controle de pesagem ou medida do colaborador que pesa com a respectiva assinatura?
R
242. Há separação entre os materiais já pesados e/ou medidos para cada lote de produto?
N
243. A área de pesagem e medição possui local próprio para lavagem de utensílios de pesagem e/ou medida?
R
Fabricação S N NA EA A 244. A distribuição dos equipamentos é ordenada, funcional e estão funcionando na sua máxima capacidade?
N
245. Existe adequada separação física entre os equipamentos, para evitar mistura ou contaminação cruzada, quando são fabricados, simultaneamente, lotes de produtos diferentes?
N

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
246. Os tanques de alimentação de água e linhas de abastecimento de água quente estão isolados termicamente para evitar perdas de calor?
PML
247. Pode-se usar uma menor demanda de água quente em sistemas de aquecimento no ponto de uso, em vez de uma grande oferta centralizada?
PML
248. É utilizado algum sistema de alimentação automática para minimizar o desperdício?
PML
249. Existe a possibilidade de fechar o processo produtivo transformando-o de linear para cíclico, onde a reciclagem de materiais seja máxima e constante?
PML
250. É possível reutilizar o produto residual do lote anterior como novas unidades para a próxima corrida do mesmo?
PML
251. Existe um planejamento produtivo na fabricação de produtos coloridos onde as mudanças de cor das matérias-primas (por exemplo, do mais leve ao mais escuro) estão programadas para minimizar geração de resíduos?
PML 252. Existe um planejamento sequencial de produção para equilibrar a geração de resíduos e reduzir cargas de pico nas instalações de tratamento?
N
253. São feitos controles durante o processamento da fabricação, com o intuito de garantir a uniformidade do lote?
N
254. Está estabelecido um procedimento de ação preventiva dentro do controle estatístico de processo para minimizar o desperdício?
PML
255. O Controle da Qualidade libera o produto semi-acabado antes de envase? N 256. Os recipientes que contém esses produtos estão bem fechados com as identificações contendo nome do produto, número do lote e/ou sub-lote, volume ou peso total contido no recipiente, número do recipiente, número total de recipientes que compõem o lote?
R 257. Os equipamentos e os condutores (mangueiras/tubulações) usados para transferência de produto são limpos no final de cada produção e assim conservados até novo uso?
N 258. São válidas para o pessoal contratado e/ou visitante, as mesmas instruções de higiene e segurança que para o pessoal da área?
N
Envase S N NA EA A 259. A distribuição dos equipamentos é ordenada, funcional e estão funcionando na sua máxima capacidade?
R
260. Nas linhas há tanques-pulmão acionados por êmbolos para esgotar o semi-acabado (evitando assim a sua contaminação e pulando a etapa da limpeza)?
PML
261. Evita-se a mistura de produtos diferentes ou de lotes distintos do mesmo produto, mediante separação entre as linhas de envase?
R
262. As linhas de envase são verificadas antes do início das operações, em relação à presença de material remanescente de produtos anteriores?
N
263. Os recipientes são mantidos fechados durante o processo, sendo abertos somente quando necessário?
N
264. Os recipientes com produtos diferentes são mantidos separados dos demais? N 265. Existe identificação de forma visível, dos equipamentos e de cada linha de envase, de acordo com o produto que se está envasando?
N
266. Verifica-se se as suspensões ou emulsões são mantidas homogêneas durante todo o processo de envase?
N
267. Após envase, os produtos aguardam em quarentena a liberação pelo Controle de Qualidade?
N
268. O material de envase não utilizado é devolvido o almoxarifado? R

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
269. O material de embalagem, remanescente do envase, impresso com número de lote e/ou data de vencimento é destruído?
N 270. É possível minimizar a quantidade de embalagens dos produtos fabricados, por exemplo, eliminando a embalagem secundária ou dispondo-a “a granel” para distribuição?
PML 271. As embalagens utilizadas são recicláveis, retornáveis ou reutilizáveis? PML 272. Sua composição permite que a reciclagem seja fácil e eficiente? PML 273. É possível substituir as embalagens tradicionais por embalagem a vácuo? PML 274. Na empresa adota-se a separação dos resíduos de embalagens para reciclagem (papel, plástico, vidro, fitas de aço)?
PML
Rotulagem S N NA EA A 275. Os rótulos são inspecionados antes de serem entregues à linha de embalagem?
N
276. As máquinas rotuladoras são inspecionadas antes do uso, em relação a não existência de produtos anteriores?
N
277. Se os rótulos remanescentes, não impressos com o número de lote ou data de vencimento, forem devolvidos ao almoxarifado, existe uma pessoa responsável por essa devolução?
R
Expedição S N NA EA A 278. É mantido um sistema de registro de entrada e de estoque do produto acabado?
R
279. O sistema de registro e controle dos despachos de produto acabado observa a correspondente relação sequencial de lote, data de entrada, data de saída e observação de data de vencimento?
R
280. O armazenamento do produto acabado realiza-se com a devida ordem de segurança, evitando possíveis misturas no seu controle e despacho, assim como acidentes no seu manuseio? (despacho = expedição)
R
281. O produto acabado armazenado encontra-se isolado do piso e afastado das paredes, para facilitar a limpeza e higiene e, consequentemente, favorecer a conservação?
N
282. Produtos vencidos são retirados do almoxarifado, destruídos e o processo é registrado?
N
283. Realizam-se inventários periodicamente, dos materiais, insumos e produtos acabados?
R
284. Existe um controle de distribuição de produtos acabados (rotina, fluxograma, etc.)?
R
Devolução de produto acabado S N NA EA A 285. Existe pessoa responsável designada para a tomada de decisões para a sua execução?
N
286. O Controle da Qualidade é informado da recepção dessas devoluções? N 287. São mantidos registros das análises, resultados e decisões, como consequência das devoluções?
R
288. Após análises ocorrem destruição ou reprocessamento, segundo os resultados obtidos?
N
289. As decisões, resultados das inspeções e análises são devidamente registrados?
R
290. Os registros são anexados ou se faz alguma referência dos mesmos nas documentações de cada lote de produto acabado devolvido?
R

As respostas deverão atender às seguintes situações: Sim (S): significa que a empresa tem a ver com a questão e a está atendendo integralmente; Não (N): significa que a empresa tem a ver com a questão, mas não a está, no momento, atendendo; Não se Aplica (NA): a questão não se aplica à empresa auditada; Em Andamento (EA): significa que a questão se aplica à empresa e que a mesma está sendo implementada. Aplicação ANVISA (A) e penalidades: I = Imprescindível (Habilitação suspensa); N = Necessário (Advertência seguida de interdição, caso não se cumpra no 3° aviso); R = Recomendável (Busca pela melhoria contínua para exercer o SQ); INF = Informativo (complementar ao quesito necessário). *ST: Sutentabilidade ; PML: Produção mais Limpa
Recolhimento de produtos S N NA EA A 291. A empresa estabelece e mantém procedimentos para o recolhimento de produtos no mercado?
R
292. Existe pessoa responsável designada para a coordenação e execução dos procedimentos?
R
293. Recolhimentos por desvios da qualidade, as autoridades são informadas imediatamente?
N
294. São tomadas providências para o recolhimento em todo o território distribuído?
N
295. Existe documentação dos recolhimentos e seu devido registro? N 296. Os registros de distribuição dos produtos, em nível primário (do fabricante ao receptor), permanecem disponíveis para uma rápida ação de recolhimento do mercado?
R 297. Esses registros contêm informações que permitam o rastreamento do(s) cliente(s) da distribuição primária?(Localização do recebedor do produto)
R
298. As informações dos clientes são conhecidas e estão disponíveis? N 299. Existem relatórios conclusivos sobre todo o processo para cada produto recolhido? (estudo de rastreabilidade e das causas das não conformidades)
R
300. Existem relatórios sobre o destino dos produtos recolhidos no mercado? R
Clientes S N NA EA A 301. O consumidor tradicional do produto apresenta alta consciência e nível de esclarecimento ambiental?
RA
302. O produto apresenta um mínimo necessário de embalagem? RA
303. Existe informações nos recipientes e embalagens incentivando os clientes a reutilização ou reciclá-los?
PML
304. É oferecido ao cliente um serviço de “take-back” para recipientes ou embalagens de modo que a empresa possa reutilizar ou reciclá-la?
PML
Resultado comportamental da empresa Inferior a 20% - Crítico
Entre 20 a 40% - Atenção
Entre 40 a 70% - Patamar de sobrevivência Entre 70 a 80% - Em busca da diferenciação
Entre 80 a 90% - Atitudes pró-ativas em PmaisL Acima de 90% - Responsabilidade ambiental
Desempenho = Total de quadros verdes (n° de quadros totais - nº de quadros amarelos)