Embed Size (px)
Citation preview

INPE-16645-TDI/1608
ESTUDO DO DESALINHAMENTO DAS FIBRAS NAS
PROPRIEDADES MECANICAS DE COMPOSITOS
ESTRUTURAIS DE PAS EOLICAS
Andre Santiago Barros
Tese de Doutorado do Curso de Pos-Graduacao em Engenharia e Tecnologia
Espaciais/Ciencia e Tecnologia de Materiais e Sensores, orientada pelos Drs.
Mirabel Cerqueira Rezende, e Eduardo Abramof, aprovada em 27 de novembro de
2009.
Registro do documento original:
<http://urlib.net/sid.inpe.br/mtc-m19@80/2010/01.15.11.17>
INPE
Sao Jose dos Campos
2010

PUBLICADO POR:
Instituto Nacional de Pesquisas Espaciais - INPE
Gabinete do Diretor (GB)
Servico de Informacao e Documentacao (SID)
Caixa Postal 515 - CEP 12.245-970
Sao Jose dos Campos - SP - Brasil
Tel.:(012) 3945-6911/6923
Fax: (012) 3945-6919
E-mail: [email protected]
CONSELHO DE EDITORACAO:
Presidente:
Dr. Gerald Jean Francis Banon - Coordenacao Observacao da Terra (OBT)
Membros:
Dra Maria do Carmo de Andrade Nono - Conselho de Pos-Graduacao
Dr. Haroldo Fraga de Campos Velho - Centro de Tecnologias Especiais (CTE)
Dra Inez Staciarini Batista - Coordenacao Ciencias Espaciais e Atmosfericas (CEA)
Marciana Leite Ribeiro - Servico de Informacao e Documentacao (SID)
Dr. Ralf Gielow - Centro de Previsao de Tempo e Estudos Climaticos (CPT)
Dr. Wilson Yamaguti - Coordenacao Engenharia e Tecnologia Espacial (ETE)
BIBLIOTECA DIGITAL:
Dr. Gerald Jean Francis Banon - Coordenacao de Observacao da Terra (OBT)
Marciana Leite Ribeiro - Servico de Informacao e Documentacao (SID)
Jefferson Andrade Ancelmo - Servico de Informacao e Documentacao (SID)
Simone A. Del-Ducca Barbedo - Servico de Informacao e Documentacao (SID)
REVISAO E NORMALIZACAO DOCUMENTARIA:
Marciana Leite Ribeiro - Servico de Informacao e Documentacao (SID)
Marilucia Santos Melo Cid - Servico de Informacao e Documentacao (SID)
Yolanda Ribeiro da Silva Souza - Servico de Informacao e Documentacao (SID)
EDITORACAO ELETRONICA:
Viveca Sant´Ana Lemos - Servico de Informacao e Documentacao (SID)

INPE-16645-TDI/1608
ESTUDO DO DESALINHAMENTO DAS FIBRAS NAS
PROPRIEDADES MECANICAS DE COMPOSITOS
ESTRUTURAIS DE PAS EOLICAS
Andre Santiago Barros
Tese de Doutorado do Curso de Pos-Graduacao em Engenharia e Tecnologia
Espaciais/Ciencia e Tecnologia de Materiais e Sensores, orientada pelos Drs.
Mirabel Cerqueira Rezende, e Eduardo Abramof, aprovada em 27 de novembro de
2009.
Registro do documento original:
<http://urlib.net/sid.inpe.br/mtc-m19@80/2010/01.15.11.17>
INPE
Sao Jose dos Campos
2010

Dados Internacionais de Catalogacao na Publicacao (CIP)
Barros, Andre Santiago.B278es Estudo do desalinhamento das fibras nas propriedades meca-
nicas de compositos estruturais de pas eolicas / Andre SantiagoBarros. – Sao Jose dos Campos : INPE, 2010.
180 p. ; (INPE-16645-TDI/1608)
Tese (Doutorado em Engenharia e Tecnologia Espaci-ais/Ciencia e Tecnologia de Materiais e Sensores) – Instituto Na-cional de Pesquisas Espaciais, Sao Jose dos Campos, 2009.
Orientadores : Drs. Mirabel Cerqueira Rezende, e EduardoAbramof.
1. Compositos. 2. Propriedades mecanicas. 3. Pas eolicas. 4. Re-forco de vidro e carbono. 5. Matriz epoxi. I.Tıtulo.
CDU 620.179.12:620.172.25
Copyright c© 2010 do MCT/INPE. Nenhuma parte desta publicacao pode ser reproduzida, arma-zenada em um sistema de recuperacao, ou transmitida sob qualquer forma ou por qualquer meio,eletronico, mecanico, fotografico, reprografico, de microfilmagem ou outros, sem a permissao es-crita do INPE, com excecao de qualquer material fornecido especificamente com o proposito de serentrado e executado num sistema computacional, para o uso exclusivo do leitor da obra.
Copyright c© 2010 by MCT/INPE. No part of this publication may be reproduced, stored in aretrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying,recording, microfilming, or otherwise, without written permission from INPE, with the exceptionof any material supplied specifically for the purpose of being entered and executed on a computersystem, for exclusive use of the reader of the work.
ii
Aprovado (a) pela Banca Examinadora em cumprimento ao requisito exigido para obteneao do Titulo de Doutor(a) em
ETElCi~ncia e Tecnologia de Materiais e Sensores
;'
Dr. Chen Ying An
Dr. Eduardo Abramof
Ora. Mirabel Cerqueira Rezende
Ora. Neidenei Gomes Ferreira
Dr. Edson Cocchieri Botelho
Dr. Rogerio Scatena Biscaro
Convidado(a) I TECSIS I Sorocaba - SP
Presidente IINPE I SJCampos - SP
~
Convidac;;1?a) I UNESP I Guaratingu=-- 'SP
LiJ~~~ Aluno (a): Andre Santiago Barros
Sao Jose dos Campos, 27 de novembro de 2009


À minha esposa Priscila e nossos filhos Enzo, Hector e Lincoln,
à minha mãe Maria Suelena, ao meu pai Elpídio e à Dalva.


AGRADECIMENTOS
Ao Instituto Nacional de Pesquisas Espaciais (INPE), pela oportunidade de estudos e utilização de suas instalações. À empresa Tecsis Tecnologia e Sistemas Avançados por ter acreditado no trabalho e fornecido recursos para o desenvolvimento da pesquisa. Ao grupo de pesquisas de Tecnologia de Materiais (TECMAT) do Laboratório Associados de Sensores e Materiais (LAS), pela atenção dedicada. À Divisão de materiais do IAE/CTA, especificamente ao Grupo MARE, pelo suporte dado em todas as etapas experimentais. Aos professores da Área de Concentração em Ciência e Tecnologia de Materiais e sensores (CMS) do Programa de Pós-Graduação em Engenharia e Tecnologia Espaciais (ETE), pelo conhecimento compartilhado, em especial à Dra. Maria do Carmo Nono e ao Dr. Chen Ying An. À minha orientadora Dra. Mirabel Cerqueira Rezende pela sabedoria dividida, pela tranqüilidade e serenidade demonstrada nos momentos difíceis, e também pela alegria compartilhada durante todo o período da pesquisa. Ao meu orientador Dr. Eduardo Abramof pela experiência e motivação passada e pela atenção dedicada na realização deste trabalho. Ao Sr. Phillips A. da Costa Lemos, pela vontade de conhecer profundamente os materiais compósitos aplicados em pás eólicas. Ao Sr. Leo Ossanai, pelo conhecimento técnico repartido e pelo fornecimento de recursos para manufatura dos laminados. Ao Sr. Estácio Terui, pela tranqüilidade evidenciada nas questões mais complexas. Aos colegas do LAS/INPE, por compartilhar das dificuldades e vitórias: Francisco Augusto Souza Ferreira, José Vitor, Maria Lúcia Brison, Beatriz Leonila Diaz Moreno, Emílio Moreno, Stela Teixeira e Úrsula Mengui, Aos colegas do IAE/CTA pela colaboração: Carlos Eduardo de Souza, Fábio, Rodolfo Queiroz, Vanderlei Oliveira, João Fernandes e Pedro Laurindo. Aos colegas da Tecsis pela motivação proporcionada: Rodolfo Meleiro, José Henrique dos Santos, Rogério Schneider Cardoso, João Alves Feitoza Filho e Wagner Lapa.


RESUMO
Este trabalho apresenta o estudo da influência da ondulação nas propriedades mecânicas de componentes estruturais de pás eólicas processados por infusão a vácuo. Para isso, defeitos de desalinhamento de fibra do tipo ondulação fora do plano, comumente encontrados no processamento dos componentes, foram induzidos em laminados reforçados com fibras de vidro e carbono, para serem comparados com laminados de controle, sem a presença de defeitos. Com o desenvolvimento de um dispositivo especial, laminados com diferentes severidades (S = 2,5 até 20 %) foram fabricados e usinados para a obtenção de corpos-de-prova para ensaios estáticos de tração longitudinal (0o, carga aplicada na direção da fibra) e compressão longitudinal (0o), e para ensaios dinâmicos de fadiga em tração tração. As normas ISO 527-5, ISO 14126 e ASTM 3479 foram respectivamente utilizadas como referência para esses ensaios. Os ensaios estáticos e dinâmicos foram realizados em máquinas universais servo-hidráulicas e os dados de elongação, carga e número de ciclos adquiridos foram utilizados para determinar a resistência à tração, a resistência à compressão, a deformação na ruptura e a vida em fadiga. Durante o ensaio de tração longitudinal foi possível determinar o módulo de elasticidade e o coeficiente de Poisson, utilizando dispositivos sensíveis à deformação na região elástica do tipo strain gauges. A presença de ondulação nos laminados de vidro e carbono afetou negativamente a resistência à tração, com 25 % de decréscimo para os laminados de vidro com S = 20 % e 13 % para os laminados de carbono com S = 12,5 %. A queda da resistência à compressão se mostrou bastante acentuada, devido ao desalinhamento da fibra favorecer o modo de falha por dobramento. Ao se comparar a família de controle com a de S = 20 %, essa redução chegou a 84 % para os laminados de vidro e a 70 % para os de carbono. A análise do ensaio de fadiga comprova o efeito deletério da ondulação sobre a vida útil do laminado em esforços severos. Para uma tensão aplicada no valor de 65 % da tensão de ruptura, a vida em fadiga da família de referência (S = 0) do laminado de vidro foi de 60.000 ciclos. Aplicando-se o mesmo valor de tensão, a vida foi reduzida para 30.000 ciclos para a família com S = 10 % e para 1.500 ciclos para S = 20 %. Os resultados dos ensaios mecânicos mostram que a ondulação da fibra influencia negativamente nas propriedades mecânicas do laminado, evidenciando uma fratura catastrófica e precoce, localizada na região central do defeito, resultando em um local propício ao início de trincas em um componente estrutural sob carregamento severo. Em suma, este estudo permitiu quantificar os efeitos do desalinhamento de fibra tipo ondulação fora do plano nas propriedades mecânicas dos componentes estruturais de pás eólicas.


STUDY OF FIBER MISALIGNMENT EFFECTS ON THE MECHANICAL PROPERTIES OF WIND BLADES
STRUCTURAL COMPOSITES
ABSTRACT
This work presents the study of waviness influence on the mechanical properties of wind blades structural components fabricated by vacuum infusion. For this purpose, out-of-plane waviness, which is a common manufacturing defect, was induced on glass and carbon reinforced plastics (GRP and CRP) and compared with control laminates without waviness (wave-free control specimens). With a special device, different severities varying from 2,5 to 20 % were intentionally induced in the laminates Specimen families with different severities were machined for statics longitudinal tensile test (0o, load applied on fiber direction) and longitudinal compression test (0o), and tensile-tensile fatigue dynamic test, R = 0,1. ISO 527-5, ISO 14126 and ASTM 3479 norms were respectively used for the tests. Both static and dynamic tests were performed on servo-hydraulic machines. Elongation, load and cycles number until brake were acquired and used to determine the tensile strength, the compression strength, the strain at break and fatigue life. During the longitudinal tensile test it was possible to determine the Young modulus and the Poisson coefficient using strain gauges extensometers. The waviness on GRP and CRP affects negatively the tensile strength, with a reduction of 25 % for GRP with S = 20 %, and of 13 % for CRP with S = 12,5 %. The drop of compression strength was significant due to the fact that the fiber misalignment leads to a buckling compression failure. Comparing the control laminate with the S = 20 % one, this reduction was 84 % for GRP and 70 % for CRP. The fatigue analysis proved that the out-of-plane waviness reduces substantially the composite life time under severe strengths. For an applied load of 65 % of control glass laminate tensile strength, the fatigue life for the control group was 60.000 cycles. Applying the same load, the fatigue life was reduced to 30.000 cycles for S = 10 % family and to 1.500 for S = 20 %. The mechanical tests results showed the negative influence of the waviness on the composite mechanical properties, and demonstrated the existence of a catastrophic and premature failure, localized on the central region of the wave, which can turns in a potential area for crack initiation of a structural component with severe load. In summary, this study allowed quantifying the effects of out-of-plane waviness on the mechanical properties of wind blade structural components.


SUMÁRIO
Pág. LISTA DE FIGURAS LISTA DE TABELAS LISTA DE SÍMBOLOS LISTA DE SIGLAS E ABREVIATURAS
1 INTRODUÇÃO......................................................................................................27
2 TURBINAS EÓLICAS..........................................................................................31
2.1 Fabricação de pás................................................................................................... 37
3 MATERIAL COMPÓSITO..................................................................................43
3.1 Resina epóxi .......................................................................................................... 45 3.1.1 Região de gel...................................................................................................................................47 3.1.2 Temperatura de transição vítrea.....................................................................................................48 3.1.3 Viscosidade .....................................................................................................................................48 3.2 Reforço .................................................................................................................. 51 3.2.1 Fibra de vidro .................................................................................................................................54 3.2.2 Fibra de carbono ............................................................................................................................55 3.3 Processamento ....................................................................................................... 56 3.4 Ondulação.............................................................................................................. 59 3.4.1 Tipos de ondulação .........................................................................................................................63
4 CARACTERIZAÇÕES MECÂNICA E FRACTOGRÁFICA .........................67
4.1 Ensaios mecânicos................................................................................................. 67 4.1.1 Ensaio de tração .............................................................................................................................68 4.1.2 Ensaio de Compressão....................................................................................................................72 4.1.3 Ensaio dinâmico de fadiga..............................................................................................................74 4.2 Fractografia............................................................................................................ 78
5 PREPARAÇÃO DOS CORPOS-DE-PROVA ....................................................81
5.1 Materiais ................................................................................................................ 81 5.2 Preparação dos laminados compósitos .................................................................. 83 5.2.1 Preparação dos dispositivos para a indução do defeito .................................................................83 5.2.2 Preparação dos laminados .............................................................................................................84 5.2.3 Preparação dos corpos-de-prova ...................................................................................................88
6 RESULTADOS ......................................................................................................95
6.1 Avaliação da qualidade do laminado..................................................................... 95 6.2 Avaliação da temperatura de transição vítrea........................................................ 99 6.3 Ensaios de tração ................................................................................................. 100 6.3.1 Laminados reforçados com fibra de vidro ....................................................................................102

6.3.2 Laminados reforçados com fibra de carbono ...............................................................................113 6.4 Ensaios de compressão ........................................................................................ 124 6.4.1 Laminados reforçados com fibra de vidro ....................................................................................125 6.4.2 Laminados reforçados com fibra de carbono ...............................................................................133 6.5 Ensaios de Fadiga ................................................................................................ 139
7 CONCLUSÕES....................................................................................................149
REFERÊNCIAS BIBLIOGRÁFICAS ......................................................................153
ANEXO A - TRABALHOS APRESENTADOS EM EVENTOS ...........................159
ANEXO B – BOLETIM TÉCNICO DOS MATERIAIS UTILIZADOS...............161
ANEXO C – CURVAS DSC .......................................................................................173

LISTA DE FIGURAS
2.1 - Tradicional moinho de vento holandês utilizado na moagem de grãos e bombeamento de água................................................................................. 31
2.2 - Crescimento em tamanho das turbinas eólicas comerciais.......................... 32 2.3 - Turbina eólica da Bard VM de 5 MW instalada perto da costa (near
shore) em Wilhelmshaven – norte da Alemanha........................................ 35 2.4 - Seção transversal de uma pá eólica típica................................................... 36 . 2.5 - Tipos de carga e materiais em uma pá eólica.............................................. 37 2.6 - Seção longitudinal de um spar cap fabricado por (a) infusão e (b)
fabricado por laminação manual com defeito de ondulação fora do plano. 37 2.7 - Esquema do processamento de fabricação de pás eólicas........................... 38 2.8 - Posicionamento do reforço sobre o molde.................................................. 39 2.9 - Esquema da bolsa de vácuo utilizada no processo de infusão de uma pá
eólica............................................................................................................ 39 2.10 - Vista de um molde de infusão a vácuo na etapa de impregnação da
resina............................................................................................................ 40 2.11 - Vistas da (a) aplicação de adesivo estrutural em uma das cascas, (b)
fechamento do molde para a colagem das duas cascas, (c) pá desmoldada e (d) pá eólica embalada para transporte..................................................... 41
3.1 - Grupo funcional epóxi................................................................................. 45 3.2 - Esquema da estrutura molecular característica de um polímero
termorrígido................................................................................................. 46 3.3 - Viscosidade em função da temperatura para a resina epóxi MGS L135i.... 49 3.4 - Curvas de viscosidade da resina epóxi L135i versus tempo, curada por
dois endurecedores diferentes. Curva verde: mistura dos endurecedores (RIMH-137 (80 %) e RIMH – 134 (20 %) (m/m) e curva azul: RIMH – 137............................................................................................................... 50

3.5 - Esquema das possíveis distribuições do reforço no compósito em função dos parâmetros: (a) concentração, (b) tamanho, (c) forma, (d) distribuição e (e) orientação do reforço....................................................... 51
3.6 - Esquema da classificação de reforços em compósitos................................ 52 3.7 - Exemplo de uma máquina de tear utilizada na fabricação de tecidos......... 53 3.8 - Configurações de tecidos sem costura, denominados de (a) Plain Weave,
(b) Satin Weave e (c) Twill Weave.............................................................. 54 3.9 - Exemplo de alinhamento das fibras na fabricação de um tecido
-45/90/+45/90/0o.......................................................................................... 55 3.10 - Esquema do processo de infusão por resina................................................ 58 3.11 - Representação das ondulações das fibras em compósitos: (a) no plano e
(b) fora do plano.......................................................................................... 60 3.12 - Esquema de ondulação fora do plano avaliada neste estudo....................... 61 3.13 - Parâmetros δ e λ para caracterização da severidade de uma ondulação..... 61 3.14 - Ângulo máximo de desalinhamento da fibra............................................... 62 3.15 - Função senoidal que representa a ondulação............................................... 63 3.16 - Ondulação uniforme na direção transversal a fibra (a) e ondulação
uniforme com comprimento de onda unitário (b)........................................ 64 3.17 - Esquema de ondulação gradual................................................................... 64 3.18 - Ondulação no plano localizada em uma camada central............................. 65 4.1 - Esquema dos principais ensaios de caracterização mecânica, com
esforços de (a) tração, (b) compressão e (c) cisalhamento.......................... 68 4.2 - Curva típica de ensaio de tração para compósitos....................................... 71 4.3 - Máquina de ensaio mecânico Instron modelo 1332.................................... 72 4.4 - Modos de falha em compressão Fonte: Franco (2003)............................... 73 4.5 - Vistas dos dispositivo IITRI utilizado nos ensaios de resistência à
compressão.................................................................................................. 74

4.6 - Vista da máquina de ensaios Instron adaptada com o dispositivo IITRI durante um ensaio........................................................................................ 74
4.7 - Ciclo de fadiga para diferentes valores de R............................................... 76 4.8 - Curva típica de fadiga - tensão versus número de ciclos............................. 77 4.9 - Vista da máquina de ensaio de fadiga MTS 810 durante um ensaio de
fadiga........................................................................................................... 77 4.10 - Modos de falha característicos para os materiais compósitos: (a)
intralaminar, (b) interlaminar e (c) translaminar......................................... 79 5.1 - Vista dos reforços utilizados: (a) vidro e (b) carbono................................. 82 5.2 - Dispositivo utilizado para gerar a ondulação no laminado: (a) vista de
topo, (b) vista da lateral do dispositivo....................................................... 84 5.3 - Esquema do posicionamento do transfer, entrada de resina e bico de
vácuo utilizado na montagem de infusão dos laminados..................................................................................................... 86
5.4 - Ilustração das etapas de preparação dos laminados: (a) posicionamento
dos bicos de resina, (b) infusão em andamento........................................... 87 5.5 - Curva representativa de um ciclo de cura no processo de infusão dos
laminados..................................................................................................... 88 5.6 - Vista de (a) um laminado com ondulação e (b) da máquina de corte na
obtenção do corpo-de-prova........................................................................ 90 5.7 - Vista do laminado com tabs........................................................................ 90 5.8 - Vista da colagem de tabs no laminado em prensa hidráulica com
aquecimento................................................................................................. 91 5.9 - Esquema do corte do laminado com tabs.................................................... 91 5.10 - (a) Esquema dos corpos-de-prova dos ensaios de resistência à tração
longitudinal com dimensões em mm e (b) vistas frontal e lateral dos mesmos........................................................................................................ 92
5.11 - Vista do sistema de medição da deformação do corpo-de-prova com
strain gauge................................................................................................. 92

5.12 - (a) Esquema dos corpos-de-prova dos ensaios de resistência à compressão com dimensões em mm e (b) vistas frontal e lateral dos mesmos........................................................................................................ 93
5.13 - (a) Esquema dos corpos-de-prova dos ensaios de resistência à fadiga com
dimensões em mm e (b) vistas lateral e frontal dos mesmos...................... 94 6.1 - Microscopia eletrônica de varredura das seções transversais (a) da fibra
de vidro e (b) da fibra de carbono............................................................... 98 6.2 - Microscopia eletrônica de varredura das seções transversais (a) do
laminado de fibra de vidro e (b) do laminado de fibra de carbono............. 98 6.3 - Curvas típicas do comportamento de tensão-deformação para os
laminados de resina epóxi reforçada com fibra de vidro e fibra de carbono, com S = 0...................................................................................... 101
6.4 - Curvas de tensão-deformação representativas dos laminados fibra de
vidro / epóxi, com S = 0, 10 e 20 %............................................................ 103 6.5 - Resistência à tração e resistência à tração normalizada das famílias de
laminados fibra de vidro / epóxi com diferentes severidades..................... 105 6.6 - Variação do coeficiente de Poisson, módulo de elasticidade e
deformação de ruptura das famílias de laminados reforçados com fibra de vidro em função de diferentes níveis de severidade............................... 107
6.7 - Modo de falha tipo escova, observado nas superfícies de fratura da
família de laminados fibra de vidro / epóxi com S = 0............................... 108 6.8 - Modo de falha observado nas superfícies de fratura da família de
laminados epóxi/vidro com S = 20 %. (a) vista geral, (b) detalhe da ondulação após o ensaio mecânico.............................................................. 109
6.9 - Vista geral de um laminado de vidro (referência) (S = 0). Aumento de
750x............................................................................................................. 110 6.10 - Vista geral de laminados de vidro com (a) S = 12,5 % e (b) S = 15 %,
aumento de 1000x........................................................................................ 111 6.11 - Detalhe da interface fibra de vidro-resina de um laminado de vidro com
(a) S = 5 %, aumento 1500x e (b) S = 2,5 %, aumento 3500x.................... 112 6.12 - Detalhe da seção transversal de um filamento de vidro, com o ponto de
origem da falha e propagação da trinca, S = 0, aumento 5000x.................. 112

6.13 - Aspectos tipo marcas de rio, 1500x (a) e escarpas, 2000x (b) na região de fratura do laminado de vidro (S= 0)............................................................ 113
6.14 - Curva típicas de tensão-deformação dos laminados de
fibra de carbono / epóxi com (a) S= 0, (b) S = 10 % e (c) S= 20 %............ 115 6.15 - Variação da resistência à tração e resistência à tração normalizada de
laminados de fibra de carbono / epóxi com diferentes severidades............ 118 6.16 - Variação do coeficiente de Poisson, módulo de elasticidade e
deformação de ruptura das famílias de laminados reforçados com fibra de carbono em função de diferentes níveis de severidade........................... 120
6.17 - Modo de falha típico para as famílias de laminados de carbono com S
igual (a) 0, (b) 10 %, (c) 20 % e (d) detalhe de (c)..................................... 122 6.18 - Detalhes da interface entre as fibras de carbono e a resina epóxi, (a)
S = 10 %, 5000x e (b) 2,5 %, 3500x............................................................ 123 6.19 - Seção transversal de uma fibra de carbono, com o detalhe da origem da
falha e propagação da trinca (seta amarela), S = 10 %, 7500x.................... 123 6.20 - Região de fratura do laminado de fibra de carbono / epóxi (S= 0) sob
tração. Aspectos tipo (a) marcas de rio, 1500x e (b) escarpas, 2000x........................................................................................................... 124
6.21 - Curvas típicas de tensão - deformação em compressão dos laminados
fibra de vidro / epóxi, com (a) S= 0, (b) 10 % e (c) 20 %........................... 126 6.22 - Resistência à compressão e resistência à compressão normalizada das
famílias de laminados fibra de vidro / epóxi com diferentes severidades... 129 6.23 - Deformação em compressão das famílias de laminados
fibra de vidro / epóxi com diferentes severidades....................................... 130 6.24 - Vistas de laminados de vidro após o ensaio de compressão: (a) S = 0 % e
(b) S = 20 %................................................................................................. 131 6.25 - Vistas de um corpo-de-prova de laminado de vidro, com S = 0 %,
ensaiado em compressão............................................................................. 132 6.26 - (a) Imagem do corpo-de-prova de laminado de vidro com S = 10 % após
o ensaio em compressão. (b) Detalhe da região da microflambagem (500x).......................................................................................................... 132

6.27 - (a) Imagem do corpo-de-prova de laminado de vidro com S = 20 % após o ensaio em compressão. (b) Detalhe da região da microflambagem (500x).......................................................................................................... 133
6.28 - Curvas típicas de resistência à compressão dos laminados
fibra de carbono / epóxi, com (a) S = 0, (b) 10 % e (c) 20 %...................... 134 6.29 - Figura 6.30– Resistência à compressão e resistência à compressão
normalizada das famílias de laminados fibra de carbono / epóxi com diferentes severidades.................................................................................. 137
6.30 - Variação da deformação em compressão em função da severidade das
famílias de laminados fibra de carbono / epóxi com diferentes severidades.................................................................................................. 138
6.31 - Microscopia eletrônica de varredura de laminado de carbono após ensaio
de compressão, com S = 10 %, aumento de (a) 100x e (b) 500x................ 138 6.32 - Curva S-N e curva S-N com tensão normalizada do laminado de
fibra de vidro / epóxi com S = 0.................................................................. 142 6.33 - Curvas S-N dos laminados de epóxi/vidro com S = 0, 10 e 20 %.............. 143 6.34 - Imagem de uma região de fratura de um bordo de fuga de uma pá eólica.
Fonte: cortesia da empresa Tecsis............................................................... 144 6.35 - Imagem termográfica do corpo-de-prova com S = 20 % durante o ensaio
de fadiga em tração. A barra à esquerda mostra a variação de temperatura em ºC....................................................................................... 145
6.36 - Inspeção visual do laminado de vidro com S= 0 após o ensaio de fadiga... 146 6.37 - Inspeção visual do laminado de vidro com S= 10 após o ensaio de fadiga. 146 6.38 - Inspeção visual do grupo com S= 20 após o ensaio de fadiga.................... 147

LISTA DE TABELAS
2.1 - Os dez maiores fabricantes de turbinas eólicas em 2007............................. 33
2.2 - Principais fabricantes de turbinas eólicas com potência de 5 MW.............. 34
5.1 - Especificação da resina de infusão MGS RIM 135i.................................... 82
5.2 - Especificação dos endurecedores MGS RIMH 134 e MGS RIMH 137...... 82
5.3 Severidades induzidas nos laminados estudados....................................... 84
5.4 - Configuração dos laminados de compósitos com fibras de carbono e vidro........................................................................................................... 85
5.5 - Dimensões dos corpos-de-prova utilizados nos ensaios de tração,
compressão e fadiga................................................................................... 89
6.1 - Fração volumétrica de reforço, resina e vazios nos laminados de fibras de vidro e de carbono................................................................................. 97
6.2 - Valores de tensão de ruptura (σr), desvio padrão de σr (∆σr), σr máximos
e mínimos, coeficiente de Poisson (ν), módulo de Young (Ε) e deformação na ruptura (εr) das famílias de laminados de fibra de vidro / epóxi, com diferentes severidades.................................... 104
6.3 - Valores de tensão de ruptura (σr), desvio de σr (∆σr), σr máximos e
mínimos, coeficiente de Poisson (ν), módulo de Young (Ε) e deformação na ruptura (εr) das famílias de laminados de fibra de carbono / epóxi, com diferentes severidades.................................................................................. 116
6.4 - Valores de resistência à compressão (σr), desvio padrão (∆σr), valores
máximos e mínimos e deformação na ruptura (εr) das famílias de laminados de fibra de vidro / epóxi, em função da severidade.................... 127
6.5 - Valores de resistência à compressão (σr), desvio padrão (∆σr), valores
máximos e mínimos e deformação na ruptura (εr) das famílias de laminados de fibra de carbono / epóxi, em função da severidade................ 135
6.6 - Valores de tensão aplicadas nos ensaios de fadiga e número de ciclos até
a ruptura de laminados de fibra de vidro / epóxi, com S = 0, 10 e 20 %.............................................................................................................. 141


LISTA DE SÍMBOLOS
A - Área da seção transversal
F - Força
k - Permeabilidade
l - Distância de escoamento
L0 - Comprimento inicial da amostra
MA - Massa da amostra
M f - Massa de fibra
η - Viscosidade dinâmica da resina
p - Diferença de pressão
R - Razão entre tensão mínima e tensão máxima
S - Severidade
t - Tempo de preenchimento
Tg - Temperatura de transição vítrea
VA - Volume da amostra
Vf - Volume de fibras
Vr - Volume de resina
Vv - Volume de vazios
∆L - Elongação
∆σ - Faixa do ciclo de tensão
Ε - Módulo de elasticidade ou módulo de Young
Ν - Número de ciclos

δ - Amplitude
ε - Deformação
εn - Deformação transversal
ε1 - 0,0005 de deformação
ε2 - 0,0025 de deformação
λ - Comprimento de onda
ν - Coeficiente de Poisson
θ - Ângulo da fibra
ρf - Massa específica da fibra
ρL - Massa específica do laminado
ρr - Massa específica da resina
σ - Tensão
σa - Amplitude do ciclo de tensão
σm - Tensão média
σmax - Tensão mínima
σmin - Tensão máxima
σr - Tensão de ruptura
σ1 - Tensão em ε1
σ2 - Tensão em ε2

LISTA DE SIGLAS E ABREVIATURAS
AR - Aspect Ratio
ASTM - American Society for Testing and Materials
AWEA - American Wind Energy Association
CET - Coeficiente de expansão térmica
DSC - Differencial Scanning Calorimetry
EWEA - European Wind Energy Association
GE - General eletric
GL - Germanischer Lloyd
HBM - Hottinger Baldwing Messtechnick
HLU - Hand Lay Up
IITRI - Illinois Institute of Technology Research Institute
ISO - International Organization for Standardization
MEV - Microscopia Eletrônca de Varredura
PAN - Poliacrilonitrila
PVC - Poli(cloreto de vinila)
RTM - Resin Transfer Moulding
SCRIMP - Seeman Composite Resin Infusion Manufacturing Process
VIP - Vacuum Infusion Process


27
1 INTRODUÇÃO
Diante do esgotamento iminente das fontes de energia não renováveis, como os
combustíveis fósseis, e dos danos que este tipo de energia vem causando ao meio
ambiente, o interesse pelo uso de energias alternativas, provenientes de recursos
naturais renováveis, tem aumentado significativamente nas últimas décadas. A energia
eólica é uma forma de energia renovável, reabastecida diariamente quando parte da terra
é aquecida pelo sol e o ar arremete-se para preencher as áreas de baixa pressão, criando
o vento. Ela é considerada atualmente a fonte renovável com melhor relação
custo/benefício para a geração de eletricidade (Awea, 2007).
A energia eólica é transformada em eletricidade por uma turbina eólica, composta
tipicamente por um conjunto de três pás dispostas em sua frente, onde a energia cinética
do vento (energia do movimento das moléculas do ar) é convertida em movimento
rotacional do rotor. O rotor é conectado a um gerador por meio de um eixo, que
converte o movimento rotacional do eixo em energia elétrica.
As pás eólicas e alguns outros componentes da turbina eólica são fabricados com
materiais compósitos poliméricos. As dimensões das pás variam entre 30 e 60 metros,
com uma produção de energia que varia de 1 a 5 MW. As pás em materiais compósitos
são processadas pelo uso de diferentes materiais, como madeira balsa, espuma de
poli(cloreto de vinila) (PVC), fibras de carbono e de vidro e uma matriz polimérica
(Mastemberg, 2004; Bundy, 2005). Uma das mais atrativas características desses
materiais é a elevada razão resistência/peso. A fibra de carbono tem, por exemplo, a
resistência específica cinco vezes maior que a do alumínio (Mastemberg, 2004).
Usualmente, no setor de energia eólica, os materiais compósitos são obtidos em moldes
que atendem a perfis aerodinâmicos, de modo a maximizar o desempenho da pá no
aproveitamento da energia do vento. Desse modo, componentes estruturais, como hastes
e componentes próximos a regiões da raiz da pá, constituem-se em partes com elevado
carregamento mecânico, apresentando, assim, rígidos requisitos em serviço. Materiais

28
compósitos espessos, processados com fibras de vidro unidirecionais e resina epóxi, são
normalmente utilizados na fabricação de componentes estruturais de pás de geradores
eólicos. O processo de fabricação mais utilizado na obtenção desses componentes é a
infusão, pelo fato dessa técnica melhor se ajustar à obtenção de componentes de grande
porte e de geometria complexa.
Atualmente, os produtores de geradores eólicos estão procurando fornecer às
companhias de energia elétrica turbinas mais eficientes a um custo cada vez mais baixo
(Dawson, 2003). Desta forma, o aumento da potência de saída das atuais turbinas
eólicas está atrelado à necessidade de utilização de pás cada vez maiores (Bundy, 2005).
Enquanto a área de varredura da pá aumenta com o quadrado do comprimento da pá, o
seu peso cresce a um expoente de aproximadamente 2,35 de seu comprimento (Mason,
2007). Conforme as pás se tornam maiores, o reforço estrutural principal deve aumentar
proporcionalmente de tamanho (Bundy, 2005).
Na busca contínua de otimização dos materiais, a substituição seletiva da fibra de vidro
por fibra de carbono está disponibilizando estruturas híbridas mais complexas, que
podem alcançar a demanda estrutural de pás de geradores eólicos mais modernos
(Bundy, 2005). Estudos recentes de utilização de fibra de carbono e laminados híbridos
de carbono/vidro têm apresentado valores de resistência à compressão e tensões de
fratura, que são fronteiras no projeto de pás de geradores eólicos (Avery et al., 2004).
As resistências à tração e à compressão para laminados de fibra de vidro e resina epóxi
são da ordem de 480 e 420 MPa, respectivamente, enquanto que para um laminado de
fibra de carbono com resina epóxi encontram-se em torno de 2550 e 1470 MPa,
respectivamente (Hexion, 2009; Toray, 2008).
A ocorrência de defeitos em artefatos de materiais compósitos pode ser relativamente
significativa, dependendo de diferentes fatores, como geometria, tamanho, e técnica de
processamento. O controle da presença de defeitos é uma preocupação constante para
processadores e usuários, já que defeitos promovem, normalmente, o decréscimo das
propriedades mecânicas do material (Wang, 2001).

29
Atualmente, pás de geradores de energia eólica são fabricadas, em nível nacional, por
meio de projetos de clientes internacionais. Apesar da importância dessa área para o
Brasil, como exportadora de pás de geradores e, também, como incentivadora na
implantação de um maior número de geradores eólicos no país, poucos estudos têm sido
realizados na otimização dos parâmetros de processamento desses artefatos e no
entendimento de seus comportamentos mecânicos em função da presença de defeitos
gerados no seu processamento.
Considerando que para se tornar um produtor competitivo, o processador deve garantir a
qualidade de seu produto, a Tecsis - Tecnologia e Sistemas Avançados LTDA, empresa
brasileira de fabricação de pás eólicas, tem investido na otimização de seus produtos.
Neste enfoque, a referida empresa está ampliando os seus conhecimentos relativos à
influência da presença de defeitos no desempenho de componentes estruturais de pás e o
quanto eles afetam a vida útil do artefato. Para isto, estudos envolvendo a definição de
critérios de aceitação ou rejeição de componentes durante o seu processo de fabricação
estão sendo realizados. Este tipo de informação é estrategicamente fundamental para a
empresa Tecsis, que deu todo o suporte e apoio para a realização dessa pesquisa de
doutorado.
No processamento de componentes estruturais com fibras contínuas, um dos tipos de
defeitos que promovem a degradação das propriedades mecânicas do artefato é o
desalinhamento de fibras no plano e fora do plano. Considerando-se os possíveis efeitos
deletérios que a presença de desalinhamentos de fibras e ondulações em compósitos
estruturais pode promover no desempenho de pás de geradores eólicos e artefatos
aeroespaciais, o presente trabalho tem como motivação o estudo sistemático da presença
desses defeitos no comportamento mecânico de laminados.
Assim, esta lacuna tecnológica, referente ao conhecimento do efeito de desalinhamentos
de fibras nas propriedades mecânicas de compósitos, motivou a realização deste estudo
sistemático, que visa à otimização do processamento de compósitos estruturais para a
aplicação em geradores eólicos e artefatos de uso aeroespacial e o estabelecimento de
materiais de referência aplicados no processo de fabricação de pás para melhorar a vida

30
útil desses componentes e, também, fornecer subsídios para a indústria de asas rotativas,
que ainda é inexistente no Brasil.
Com isso, o objetivo principal deste trabalho de doutorado é investigar a influência de
defeitos do tipo desalinhamento de fibras nas propriedades mecânicas de compósitos
estruturais de fibras contínuas de vidro e de carbono em resina epóxi, utilizados no
processamento de componentes estruturais de pás de geradores eólicos. A investigação
foi realizada por meio de ensaios mecânicos específicos em corpos-de-prova, nos quais
o desalinhamento das fibras nos laminados foi induzido intencionalmente, com a
posterior comparação do comportamento mecânico dessas amostras com as de
referência, obtidas sem a presença de defeitos.
Além deste capítulo de Introdução, o conteúdo desta tese está estruturado em outros 7
capítulos. O Capítulo 2 apresenta o conceito de turbinas eólica e a fabricação de pás
eólicas. O Capítulo 3 discute o tema materiais compósitos, com ênfase no reforço e na
matriz, assim como a abordagem de aspectos de seu processamento e o desalinhamento
da fibra, e discorre sobre estudos feitos com diferentes ondulações de fibras contínuas.
O Capítulo 4 descreve os ensaios mecânicos realizados neste estudo e apresenta
algumas considerações sobre análise de fratura, de modo a apoiar as análises feitas neste
estudo. A preparação das amostras de laminados e as metodologias utilizadas na
caracterização dos corpos-de-prova são descritas no Capítulo 5. No Capítulo 6 são
apresentados e discutidos os resultados dos ensaios mecânicos e a correlação destes com
os aspectos morfológicos dos materiais e das superfícies de fratura. As conclusões finais
são relatadas no Capítulo 7.

31
2 TURBINAS EÓLICAS
A evolução das turbinas eólicas modernas é uma história de engenharia e conhecimento
científico, acoplada a um forte espírito empresarial. Nos últimos 20 anos, as turbinas
tiveram sua potência aumentada em pelo menos 100 vezes (de 25 kW para 2500 kW ou
superiores), o custo da energia foi reduzido em cerca de cinco vezes e a indústria passou
de uma atividade inicialmente idealista para um estabelecido setor da indústria de
geração de energia elétrica (Ewea, 2009).
A origem da turbina eólica se deve ao tradicional moinho de vento holandês (Figura
2.1), que se espalhou pela Europa a partir do século XIX e teve seu pico no final do
século XIX, com aproximadamente 100.000 máquinas. Essas máquinas foram
antecessoras ao surgimento da energia elétrica, e eram usadas para moer grãos e
bombear água pelo uso da energia do vento.
Figura 2.1 – Tradicional moinho de vento holandês utilizado na moagem de grãos e bombeamento de água. Fonte: Adaptada de Schefter (1982).
A tentativa mais recente de geração de energia comercial em grande escala foi a turbina
Smith Putnam, de 53 m de diâmetro e com 1,25 MW, erguida em 1939 nos EUA. Outro
marco foi a turbina Gedser de 24 m de diâmetro, 200 kW, instalada em 1956 na
Dinamarca. Já, no começo dos anos 80, muitos tópicos relativos à tecnologia de pás
eólicas foram investigados, sendo que o sistema madeira-epóxi foi desenvolvido nos
EUA e, a construção pelo uso do sistema fibra de vidro/poliéster se tornou consolidada
nos anos 80 na Dinamarca pela LM, empresa construtora de barcos (Ewea, 2009).

32
Pelo aspecto tecnológico, um resultado significativo e particularmente notável foi o
desenvolvimento realizado por fabricantes alemães, que propuseram alguns novos
conceitos, como a introdução da tecnologia inovadora de gerador com direct drive
(acoplamento entre rotor e gerador sem engrenagens) feito pela empresa Enercom.
Entretanto, o maior desafio nos anos recentes é o desenvolvimento de turbinas cada vez
maiores, para a geração comercial de máquinas multi-megawatts. Nesse sentido, já
existem geradores instalados no continente e fora dele (Ewea, 2009).
Figura 2.2 – Crescimento em tamanho das turbinas eólicas comerciais. Fonte: Adaptada de Ewea (2009).
A Figura 2.2 resume a história do aumento do tamanho das turbinas eólicas comerciais
até a data de 2008 e ilustra alguns conceitos das maiores turbinas para o futuro próximo.
Geradores eólicos aparecem em vários tamanhos, dependendo do uso da eletricidade.
Por exemplo, uma turbina com pás acima de 40 m de comprimento, com diâmetro do
rotor acima de 80 m, montada em uma torre de 80 m de altura pode gerar 1,8 MW de
potência. Esse sistema supre eletricidade suficiente para 600 casas, com um custo
superior a 1,5 milhão de dólares (Dawson, 2007).
Passado e presente das
turbinas eólicas
Futuro das turbinas eólicas?
e

33
Medido pela fatia de mercado global em 2007, a Tabela 2.1 mostra os dez maiores
fabricantes de turbinas eólicas, assim como as características técnicas das turbinas,
como potência gerada e o diâmetro do rotor (Ewea, 2009).
Tabela 2.1 – Os dez maiores fabricantes de turbinas eólicas em 2007. Fonte: Ewea (2009).
Fabricante Fatia de
mercado (%)
Modelo Potência
(kW)
Diâmetro
(m) Vestas 22,8 V90 3000 90
GE Energy 16,6 2.5XL 2500 100
Gamesa 15,4 G90 2000 90
Enercon 14,0 E82 2000 82
Suzlon 10,5 S88 2100 88
Siemens 7,1 3.6 SWT 3600 107
Acciona 4,4 AW-119/3000 3000 116
Goldwind 4,2 REpower 750 750 48
Nordex 3,4 N100 2500 99,8
Sinovel 3,4 1500 (Windtec) 1500 70
Em relação às três primeiras fabricantes líderes de mercado, destaca-se, há um longo
tempo, a empresa dinamarquesa Vestas, tendo como seus produtos-chave as turbinas
V80 e V90. Essa empresa tem como principal característica tecnológica o fornecimento
de turbinas mais leves, com pás em compósitos de elevada resistência, manufaturadas
pelo uso de pré-impregnados.
Atualmente, a empresa americana GE Energy está focada no aumento de produção das
suas turbinas para 2,5 MW, que já entraram em produção em série no início de 2008.
Essa produção já é tida como a próxima geração de turbinas, substituindo as bem
sucedidas máquinas de 1,5 MW (Ewea, 2009).

34
O último projeto da empresa espanhola Gamesa, o G10X, de 4,5 MW e 128 m de
diâmetro de rotor, está atualmente sendo desenvolvido, sendo que esse desenvolvimento
tem como características, pás de baixo peso, seccionadas em 2 partes.
Em relação às grandes turbinas, com potência gerada em torno de 5 MW, destacam-se
as fabricantes listadas na Tabela 2.2.
Tabela 2.2 – Principais fabricantes de turbinas eólicas com potência de 5 MW. Fonte: EWEA (2009).
Fabricante Modelo Diâmetro do rotor (m)
Comprimento da pá (m)
Massa
(103 kg)
Bard VM 5.0 122 59,4 26
Enercon E112 114 55,5 20
Multibrid M5000 116 56,5 17
REpower 5M 126,3 61,5 18
A empresa Bard VM inaugurou sua primeira turbina de 5 MW em agosto de 2008 em
Wilhelmshaven, no litoral norte da Alemanha (Figura 2.3). Destacam-se, também, as
turbinas E-112 da empresa Enercom, a M500 da empresa Multibrid e a REpower 5M da
empresa REpower.
O desafio do futuro é estender o conceito convencional de turbinas de três pás com
potência acima de 5 MW, como o projeto Upwind. Upwind é o maior projeto europeu
de pesquisa e desenvolvimento de energia eólica, iniciado em 2006, cujo objetivo é
projetar e fabricar um gerador eólico com capacidade de energia de saída de 8 a 10 MW
e com um diâmetro do rotor maior que 120 m (Ewea, 2006).
Nesse sentido, a otimização do uso de material compósito torna-se cada vez mais
necessária, especialmente para grandes geradores eólicos, considerando-se que o peso
da pá aumenta significativamente em relação à sua capacidade de geração de energia.
No entanto, sabe-se que pás muito compridas são praticamente inviáveis de serem
utilizadas, sem um conhecimento sólido do comportamento do material sob as cargas

35
dominantes geradas pelo peso da pá (Nijssen et al., 2003). O fator peso é crítico no
gerador eólico, principalmente, devido às cargas de curvatura induzidas pela gravidade.
Essas cargas são completamente revertidas a cada ciclo do rotor, estabelecendo-se,
assim, uma considerável deformação dinâmica da pá.
Figura 2.3 – Turbina eólica da Bard VM de 5 MW instalada perto da costa (near shore) em Wilhelmshaven – norte da Alemanha.
Pás para geradores eólicos são aplicações únicas de materiais compósitos, no sentido em
que esses sistemas são submetidos a um ambiente de carregamento incomum (Nijssen et
al., 2003), caracterizado pela variedade de condições ambientais externas, pelos
carregamentos severos e complexos , incluindo mais de 100 milhões de ciclos de fadiga,
e pelo complexo estado de tensões nas partes estruturais internas da pá.
Apesar de surgirem diferentes projetos de pás eólicas nesses últimos anos, a indústria
convergiu para uma estrutura universal (Mastemberg, 2004). A Figura 2.4 é
representativa dessa estrutura, que apresenta a seção transversal de uma pá típica de
gerador eólico.

36
Figura 2.4 – Seção transversal de uma pá eólica típica. Fonte: Adaptada de Mastemberg (2004).
Nessa estrutura, universalmente aceita, tem-se que a seção transversal é, essencialmente,
uma combinação de uma estrutura tipo viga em I, denominada de longarina, composta
de duas mesas de longarina (denominada em inglês de spar cap) e uma alma de
longarina (denominada em inglês de shear web), que promove um suporte adicional em
flexão e cisalhamento, com um envoltório aerodinâmico (casca) para o suporte
estrutural. Cargas de pressão na casca da pá são transmitidas como cargas significativas
na direção dos bordos, que são proporcionais à direção do vento. Cargas de gravidade
geram cargas cíclicas na direção da ponta da pá. O spar cap, o bordo de ataque e o
bordo de fuga são predominantemente fabricados com tecidos unidirecionais espessos
(Figura 2.5 e Figura 2.6). As almas da longarina são manufaturadas, principalmente, por
laminados compósitos multiaxiais. Para prevenir esforços em dobramento dos grandes
painéis da casca, espuma e madeira balsa são utilizadas em algumas áreas internas da pá
(Nijssen et al., 2007).
Raiz
Ponta
B. ataque
Bordo de fuga
AlmaFlange
MesaRaiz
Ponta
B. ataque
Bordo de fuga
AlmaFlange
Mesa

37
Figura 2.5 – Tipos de carga e materiais em uma pá eólica. Fonte: Adaptada de Nijssen et al. (2007).
(a) (b)
Figura 2.6 – Seção longitudinal de um spar cap fabricado por (a) infusão e (b) por laminação manual com defeito de ondulação fora do plano.
2.1 Fabricação de pás
As pás eólicas são predominantemente fabricadas pelo processo de infusão a vácuo.
Basicamente, este tipo de processamento é dividido em várias etapas, como ilustrado na
Figura 2.7. Primeiramente, duas metades de uma pá, denominadas de casca, são
fabricadas pelo processo de infusão (Figura 2.7a). Em seguida, um componente
estrutural pré-fabricado, denominado de alma da longarina, é colado nessas cascas
(Figura 2.7b). Posteriormente, faz-se a aplicação do adesivo estrutural nos bordos
(Figura 2.7c), o molde é fechado (Figura 2.7d) e, finalmente, as cascas são coladas,
Reforço
Multiaxial
Espumadireção do vento
Unidirecional
Reforço
Multiaxial
Espumadireção do vento
Unidirecional

38
formando o produto final (Figura 2.7e). A seguir, tem-se a descrição de cada uma das
etapas de fabricação de uma pá eólica:
- infusão das cascas: refere-se ao posicionamento de todo o reforço seco sobre o molde,
além dos materiais de preenchimento como madeira balsa e espuma de PVC, incluindo
peças estruturais pré-fabricadas como, por exemplo, a mesa de longarina (Figura 2.8).
- Após o posicionamento do reforço e acessórios, a bolsa de vácuo é selada utilizando-
se uma membrana, também conhecida como plástico de vácuo. A bolsa é, então,
evacuada a uma pressão de, aproximadamente, 10 mbar com o auxílio de uma bomba de
vácuo e o material acessório conhecido como espiral de vácuo (Figura 2.9).
- Em seguida, a resina é impregnada no reforço (Figura 2.10). A direção do fluxo de
resina é perpendicular ao comprimento da peça, iniciando no centro da bolsa, onde se
localiza a canaleta principal de entrada de resina e seguindo em direção às laterais do
molde, onde estão localizadas as canaletas de vácuo.
Figura 2.7 – Esquema do processamento de fabricação de pás eólicas. Fonte: Huntsman (2009).
a)
c)
e)
d)
b)

39
Figura 2.8 – Posicionamento do reforço sobre o molde. Fonte: cortesia da empresa Tecsis.
- Após a infusão e cura das cascas, todos os materiais auxiliares de processo, que não
fazem parte do laminado, são retirados, como, por exemplo, o plástico de vácuo.
Seguindo o processo, a alma de longarina é colada sobre a mesa de longarina em uma
das cascas, e após essa etapa, as cascas são preparadas para o fechamento da pá,
aplicando-se adesivo estrutural nos bordos de cada uma das cascas (Figura 2.11a).
Figura 2.9 – Esquema da bolsa de vácuo utilizada no processo de infusão de uma pá eólica.
Cubas
Bomba de vácuo
Canaleta para entrada de água
Espiral de Vácuo Perimetral
Tambor para água
resina
resina
Cubas
Bomba de vácuo
Canaleta para entrada de água
Espiral de Vácuo Perimetral
Tambor para água
resina
resina

40
Figura 2.10 – Vista de um molde de infusão a vácuo na etapa de impregnação da resina. Fonte: cortesia da empresa Tecsis.
Em seguida, o molde é fechado para que a pá seja finalmente colada (Figura 2.11b).
Após a cura do adesivo estrutural, o molde é aberto e a peça é desmoldada (Figura
2.11c). Em seguida, a pá eólica passa por processos de acabamento, como pós-cura,
realizada em estufa para completar a cura, de modo que a temperatura de transição
vítrea seja adequada com a temperatura de operação da turbina, rebarbação, corte,
furação e pintura. Para finalizar, outros componentes são montados na pá, como, por
exemplo, o sistema de para-raio. Finalmente, tem-se o produto final pronto para ser
entregue ao cliente, que, por fim, é acondicionado em embalagens adequadas para o
transporte por meio de caminhões e navio (Figura 2.10d).

41
(a) (b)
(c) (d)
Figura 2.11 – Vistas da (a) aplicação de adesivo estrutural em uma das cascas, (b) fechamento do molde para a colagem das duas cascas, (c) pá desmoldada e (d) pá eólica embalada para transporte. Fonte: cortesia da empresa Tecsis.

42

43
3 MATERIAL COMPÓSITO
Compósito é um material que consiste da combinação de dois ou mais componentes,
convenientemente arranjados e distribuídos, porém mantendo-se física e quimicamente
distintos, mas que juntos conferem propriedades diferenciadas ao produto resultante,
graças à formação da interface entre os componentes (Shackelford, 2008).
Os materiais compósitos caracterizam-se por serem formados por reforços, tipos fibras
ou partículas, aglomerados por uma matriz, que pode ser metálica, cerâmica ou
polimérica (Shackelford, 2008). No presente estudo, os materiais estudados encontram-
se na classe dos compósitos poliméricos. Os componentes principais desse tipo de
compósito são:
- matriz polimérica, que pode ser de dois tipos, termorrígida ou termoplástica,
responsável pela transferência dos esforços, pelo alinhamento das fibras e pela proteção
das mesmas da abrasão e da degradação ambiental. Este componente está diretamente
relacionado com as resistências à compressão e ao cisalhamento do compósito. A matriz
confere ainda rigidez, tornando este tipo de material susceptível ao dano (Mastemberg,
2004);
- reforço, que pode ser constituído por partículas, fibras picadas ou contínuas e
whiskers. Neste estudo são utilizadas fibras contínuas. Este componente é,
prioritariamente, responsável pela resistência mecânica aos esforços, principalmente, de
tração e fadiga.
Pelo fato do material compósito ser formado por dois ou mais componentes, existem
diferentes possibilidades de combinações. Devido a isso, os compósitos são
desenvolvidos pela engenharia para atender propriedades específicas, como rigidez,
resistência, tolerância a danos, resistência à corrosão, condutividade térmica, entre
outras, para uma aplicação particular (Mastemberg, 2004; Shackelford, 2008).

44
A área de materiais compósitos tem mostrado um desenvolvimento contínuo, motivado
pela sua crescente aplicação em setores que exigem produtos com elevados valores de
resistência e menor massa específica, em relação aos metais. A seleção entre as várias
opções de materiais, tanto a matriz polimérica quanto o reforço, está condicionada a
fatores como desempenho, custo, condições de processamento e disponibilidade
(Nogueira et al., 1999).
Uma característica de suma importância neste tipo de material é a razão
resistência/peso, onde os reforços de fibras de carbono têm se sobressaído. A fibra de
carbono, por exemplo, apresenta a razão resistência/peso 4 a 5 vezes maior que a do
alumínio (Mastemberg, 2004; Shackelford, 2008).
Esses materiais são denominados compósitos poliméricos avançados ou estruturais
(Nogueira et al., 1999; Ellis, 1993), quando a combinação do reforço contínuo com a
matriz polimérica confere ao compósito obtido baixos valores de massa específica, por
exemplo de 1,2 a 3,0 g/cm3, e elevados valores de resistência mecânica e rigidez, por
exemplo, resistência à tração de 700 e 2500 MPa para compósitos reforçados com fibras
de vidro e carbono, respectivamente.
Os materiais poliméricos para aplicação estrutural em aeronaves, por exemplo, utilizam
fibras de excelente qualidade e resina epóxi de elevada resistência, pertencentes a
gerações de polímeros de diferenciados desempenhos, que apresentam maior tolerância
a danos, resistência ao impacto e boas propriedades nas condições de temperatura e
umidade elevadas (Franco, 2003).
Nesse sentido, este capítulo apresenta conceitos básicos relativos aos dois componentes
do material compósito - matriz e reforço - e ao processamento desse material, de modo a
embasar conceitualmente o tema abordado nesta tese.

45
3.1 Resina epóxi
As resinas epóxi (também denominadas epoxídicas), poliéster, poliamida e éster-vinílica
são as matrizes poliméricas mais usadas no processamento de materiais compósitos.
Neste trabalho de compósitos para aplicações estruturais é estudada apenas a matriz
polimérica do tipo epóxi.
As resinas epóxi foram introduzidas no mercado após a segunda grande guerra e podem
ser consideradas como um avanço tecnológico sobre alguns termorrígidos existentes,
como, por exemplo, as resinas fenólica e poliéster (Costa, 1998).
As resinas epóxi são polímeros caracterizados pela presença de pelo menos dois anéis
de três membros (Figura 3.1), conhecidos como epóxi, epóxido, oxirano ou etano epóxi
(Almeida, 2005). A resina epóxi, que pode possuir um ou mais grupamentos epóxi, é
convertida em uma forma termorrígida pela formação de uma estrutura tridimensional
em rede (May, 1988; Costa, 1998).
O termo epóxi é comumente usado para descrever o anel de oxirane, representado por
um composto monocíclico com um átomo de oxigênio ligado a outros dois átomos,
formando um anel de 3 átomos (oxa + irane: o prefixo oxa representa o oxigênio de
valência 2 e a terminação irane representa um anel de 3 membros), sem nitrogênio e
saturado, isto é, sem dupla ligação entre estes 3 membros. O anel de três átomos é
formado por um átomo de oxigênio ligado a dois outros átomos de carbono, chamados
de -α ou grupos epóxi -1,2. Uma resina epóxi é definida por qualquer molécula que
contenha uma ou mais moléculas do grupo epóxi -1,2 (Costa, 1998).
Figura 3.1 – Grupo funcional epóxi.
As resinas epóxi são convertidas em polímeros termorrígidos por um processo chamado
reação de cura, pela ação de agentes de cura, que também são conhecidos por

46
endurecedores. O termo cura é usado para descrever o processo onde um ou mais tipos
de reagentes, isto é, um grupo epóxi e um agente de cura, são transformados de um
material de baixa massa molar em uma rede rica em ligações cruzadas (Figura 3.2) e de
maior massa molar (May, 1988; Shackelford, 2008). Esse mecanismo de crescimento
das cadeias moleculares é devido à presença de monômeros polifuncionais. Após esta
etapa de tratamento térmico, a resina termorrígida não mais se funde.
A reação química de cura é acelerada com o aumento da temperatura e é irreversível, ou
seja, a polimerização se mantém após o resfriamento. A rigidez e a maior estabilidade
térmica apresentada pelos polímeros termorrígidos, em particular as resinas epóxi,
tornam essas resinas atrativas para aplicações estruturais (Ancelotti Jr., 2006). Os
termorrígidos são também chamados de polímeros de engenharia, muito comuns na
substituição de determinados materiais metálicos (Shackelford, 2008). Apesar das
inúmeras vantagens deste tipo de polímero, vale mencionar que eles têm a desvantagem
de não serem reciclados e, em geral, apresentam as suas características finais
estreitamente dependentes dos parâmetros de processamento utilizados. A alteração de
poucos graus na temperatura de processamento pode produzir diferenças significativas
nas características finais do material obtido.
Figura 3.2 – Esquema da estrutura molecular característica de um polímero termorrígido. Fonte: Shackelford, (2008).
47
A utilização de agentes de cura (endurecedores) no processamento de resinas epóxi
torna esta estrutura com um arranjo tridimensional das cadeias, que confere ao material
propriedades como estabilidade, insolubilidade e infusibilidade.
A escolha do tipo e da proporção de endurecedor está ligada aos parâmetros de
processamento do produto, que, por sua vez, está relacionada ao tempo de trabalho da
matriz. Os parâmetros de mistura são normalmente definidos pelo fabricante, visando as
melhores propriedades do material final. Caso as proporções mais adequadas de
resina:endurecedor não sejam consideradas, não se pode garantir a cura completa da
resina e, consequentemente, as melhores propriedades finais do produto.
O aumento da viscosidade da resina no processamento de um material compósito está
diretamente relacionado com o tipo e a quantidade de endurecedor adicionado. Os tipos
de endurecedores são classificados como rápidos e lentos, de acordo com o tempo de
cura desejado.
3.1.1 Região de gel
A cura de um polímero termorrígido usualmente envolve complexas mudanças
químicas, que afetam o comportamento reológico do material, quando o monômero ou
oligômero é transformado do estado líquido para o estado sólido. Essa etapa envolve a
formação de uma estrutura molecular de rede com ligações cruzadas, resultantes de
reações químicas dos grupos reativos no sistema (May, 1988; Shackelford, 2008). Nesse
processo, a transição entre os dois estados da matéria mencionados passa por uma
região denominada de região de gelificação ou região de gel.
Na região de gel coexistem uma rede tridimensional infinita e numerosas cadeias livres.
Após essa região, a rede se densifica. Teoricamente, a região de gel corresponde ao
limiar de formação de uma molécula infinita, correspondente à formação de uma fração
de massa molar insolúvel em solventes polares e apolares (Costa, 1998).

48
3.1.2 Temperatura de transição vítrea
Diversas propriedades mecânicas importantes da resina epóxi, que incluem, por
exemplo, módulo e carga máxima de ruptura em cisalhamento, estão correlacionadas
intimamente com a composição química e a energia interna do polímero. Entretanto,
essas correlações estão restritas à resposta puramente elástica da resina curada, abaixo
de sua temperatura de transição vítrea (May, 1988; Shackelford, 2008).
Os polímeros amorfos, como é o caso de sistemas de resina epóxi após a polimerização,
são constituídos de macromoléculas com conformações desordenadas. A temperaturas
mais baixas, esses polímeros têm características vítreas e a temperaturas mais elevadas
apresentam comportamento viscoelástico. A transição entre estas duas condições tem
como referência a denominada temperatura de transição vítrea (Tg). Nessa temperatura
ocorre um aumento da mobilidade das macromoléculas, resultando no relaxamento do
material, sem, no entanto, apresentar alterações na sua integridade estrutural (Ortiz,
2008; Rocha, 2009).
Na Tg, o módulo e a resistência à tração, dureza, propriedades elétricas e resistência
química se alteram, enquanto que o alongamento e a flexibilidade aumentam
sensivelmente (Costa, 1998; Shackelford, 2008). As temperaturas de transição vítrea de
resinas e compósitos poliméricos de alto desempenho são frequentemente utilizadas
como uma medida da temperatura máxima de utilização do material. Portanto, a
temperatura de serviço do compósito é limitada à temperatura de transição vítrea da
resina (Ortiz, 2008; Rocha, 2009).
3.1.3 Viscosidade
A viscosidade é um parâmetro de particular importância nos sistemas poliméricos
líquidos, pois sendo função da temperatura determina os parâmetros de processamento.
Como exemplo, a Figura 3.3 mostra a variação da viscosidade em função da
temperatura da resina epóxi L135I da empresa MGS Hexion, aditada com os
endurecedores RIMH-137 (80 % m/m) e RIMH-134 (20 % m/m) (Hexion, 2009). O

49
perfil desta curva mostra que à medida que a temperatura aumenta, a viscosidade
diminui, como esperado para sistemas termorrígidos (Costa, 1998).
A Figura 3.4 mostra um gráfico de viscosidade versus tempo de uma resina epóxi
catalisada por dois diferentes tipos de endurecedores, indicando que os dois sistemas
apresentam tempos de cura diferentes. À medida que ocorre o aumento da densidade das
ligações cruzadas, a viscosidade da matriz aumenta exponencialmente (Hexion, 2009).
Figura 3.3 - Viscosidade em função da temperatura para a resina epóxi MGS L135i. Fonte: Hexion (2009).
Temperatura (oC)
Vis
cosi
dade
(m
Pas
)

50
Figura 3.4 – Curvas de viscosidade da resina epóxi L135i versus tempo, curada por dois endurecedores diferentes. Curva verde: mistura dos endurecedores (RIMH-137 (80 %) e RIMH – 134 (20 %) (m/m) e curva azul: RIMH – 137. Fonte: Hexion (2009).
O aumento da viscosidade da resina em função do tempo está diretamente relacionado
com o tipo e a quantidade de endurecedor utilizado. Os tipos de endurecedores podem
ser classificados como rápidos e lentos, de acordo com o tempo de cura. Pode-se
acrescentar um endurecedor lento quando busca-se um tempo de cura maior, ou um
endurecedor rápido para um tempo de cura menor, e, até mesmo, uma combinação entre
os endurecedores, na proporção 80 % do lento e 20 % do rápido, como mostra a Figura
3.4, por exemplo.
O tempo de processamento da matriz está diretamente atrelado ao tipo e à proporção de
endurecedor utilizado, que, por sua vez, está ligado à técnica de processamento e aos
parâmetros ambientais de processamento do produto como, por exemplo, a temperatura
ambiente. Os parâmetros de mistura são normalmente definidos pelo fabricante da
resina, pois a adição de uma maior ou menor quantidade de endurecedor não afeta a
velocidade da reação de cura, mas o grau de cura da resina e, consequentemente, as
propriedades finais do componente que está sendo fabricado.
Tempo (min)
Vis
cosi
dade
(m
Pas
)

51
3.2 Reforço
As propriedades estruturais de um compósito dependem primeiramente do tipo de
reforço utilizado, da sua porcentagem em volume no material, da orientação da fibra e o
quão efetivo o material é utilizado (May, 1988; Shackelford, 2008). Tipicamente, o
reforço é utilizado para conferir resistência aos esforços, ou seja, maiores valores de
rigidez e de resistência à tração ao material. O reforço, no caso de compósitos
estruturais, é constituído de fibras contínuas, as quais podem ser de diferentes tipos, por
exemplo, fibras de vidro, carbono e aramida.
Os compósitos são diferenciados de acordo com as características do reforço presente,
conforme esquematizado na Figura 3.5. Esta classificação envolve os parâmetros: (a)
concentração, (b) tamanho, (c) forma, (d) distribuição e (e) orientação do reforço.
Figura 3.5 – Esquema das possíveis distribuições do reforço no compósito em função dos parâmetros: (a) concentração, (b) tamanho, (c) forma, (d) distribuição e (e) orientação do reforço. Fonte: Shackelford (2008).
A classificação do reforço pode também ocorrer de acordo com a sua disposição na
matriz, conforme a Figura 3.6 (Ancelotti Jr., 2006; Shackelford, 2008):
• particulados: alta rigidez, baixa resistência, baixa tenacidade;
• fibras curtas (descontínuas): alta rigidez, baixa resistência, baixa tenacidade, e
• fibras longas (contínuas): alta rigidez, alta resistência, alta tenacidade.

52
Figura 3.6 – Esquema da classificação de reforços em compósitos. Fonte: Ancelotti Jr. (2006).
Reforços de mantas de fibras descontínuas têm as orientações das fibras dispostas
aleatoriamente e são conhecidos como nãotecidos. Alguns exemplos de nãotecidos são:
manta com gramatura de 240 g/m2 e véu com gramatura de 40 g/m2 (Seartex, 2009).
O reforço de fibra contínua pode ser obtido no mercado na forma de rolos de cabos com
diferentes números de filamentos contínuos, por exemplo, 3.000, 9.000 ou 12.000
filamentos, fitas unidirecionais ou como tecidos, com o arranjo dos filamentos em duas,
três e até quatro direções e diferentes gramaturas.
Os reforços na forma de tecidos são confeccionados em máquinas de tear, onde os
parâmetros orientação das camadas, gramatura e tipo de costura ou amarração são
definidos em função da aplicação final (Figura 3.7).

53
Figura 3.7 – Exemplo de uma máquina de tear utilizada na fabricação de tecidos. Fonte: Liba (2009).
Reforços com arranjo unidirecional e tecido bidirecional ±45o, preferencialmente de
fibras de vidro, são os tipos de reforços normalmente utilizados na área de fabricação de
pás para geradores eólicos. A seleção dos tecidos de reforço utilizados na fabricação de
pás de turbinas eólicas é historicamente focada em materiais utilizados na indústria
naval (Samborsky, 1999). Os reforços de fibra contínua podem ser classificados em dois
tipos: os trançados (tecidos) e os costurados pelo arranjo de fitas unidirecionais e tecido
biaxial.
Nos tecidos, uma mecha de fios passa sobre um outro, posicionando as mechas de fibras
nas direções 0o (urdume) e 90o (trama). A configuração do arranjo dos cabos define
vários tipos de tecidos, como ilustra a Figura 3.8. Nesta figura observam-se três tipos
diferentes de tecidos sem costura.

54
(a) (b) (c) Figura 3.8 – Configurações de tecidos sem costura, denominados de (a) Plain Weave,
(b) Satin Weave e (c) Twill Weave. Fonte: Hexcell (2009).
Nos tecidos, as fibras podem também ser mantidas em sua posição por meio de costura
com fios sintéticos (poliéster, poliamida), com o arranjo dos filamentos em uma, duas,
três e até quatro direções, na direção da trama ou do urdume, ou até mesmo a 45o. Para
aplicações estruturais de pás para geradores eólicos, normalmente são utilizados os
reforços unidirecionais na direção 0o (trama). A Figura 3.9 ilustra um tecido sendo
confeccionado pelo posicionamento de fibras unidirecionais nos ângulos de -
45/90/+45/90/0o (Saertex, 2009).
3.2.1 Fibra de vidro
O material mais comumente utilizado como reforço no processamento de compósitos
poliméricos é a fibra de vidro. O tipo denominado de E-glass é o mais amplamente
utilizado. O componente principal deste tipo de fibra é a sílica (SiO2, dióxido de silício)
(Mastenberg, 1994; May, 1988). O vidro é um material amorfo e a produção de
filamentos de fibra de vidro envolve a mistura de produtos de rochas (areia, caolin e
colmanita) a 1600 oC, produzindo o vidro líquido. Este líquido é bombeado através de
uma fieira com furos muito finos (na ordem de micrometros) e, simultaneamente, é
resfriado (Seartex, 2009). Posteriormente, o filamento é processado em diferentes
arranjos, fitas e tecidos.

55
Figura 3.9 – Exemplo de alinhamento das fibras na fabricação de um tecido -45/90/+45/90/0o. Fonte: Saertex (2009).
Existem dois tipos de vidro usados com resina epóxi, o vidro tipo E, borosilicato
alumínio-cal, e o vidro tipo S, uma combinação do dióxido de silício (SiO2), alumínio e
magnésio. O tipo E-glass, que possui o menor preço, é o mais amplamente utilizado em
compósitos estruturais. O tipo S-glass é aproximadamente duas vezes mais resistente,
tem maior módulo e elongação, e é selecionado quando necessita-se de melhor
desempenho do componente (May, 1988).
O vidro é considerado um material pobre, devido à presença quase que inerente de
defeitos e falhas, somada à sua menor rigidez. O vidro puro tem maior resistência, mas é
mais frágil. Qualquer tipo de defeito, principalmente os tipo fenda, rapidamente se
transforma em trinca, que se propaga com pouca carga (Mastenberg, 2004). O uso de
fibras curtas em uma matriz polimérica minimiza esse efeito, primeiramente pelo fato
de fibras mais curtas apresentarem um número menor de defeitos, somado ao fato da
falha na fibra ser isolada pela matriz polimérica.
3.2.2 Fibra de carbono
A fibra de carbono é produzida por meio da oxidação controlada, carbonização e
grafitização de materiais ricos em carbono, que já se encontram na forma de fibras. O
objetivo é remover, na forma gasosa, todos os elementos que não sejam carbono, apesar
de que fibras de alta resistência (4 GPa) podem conter até 5 % de nitrogênio (Morgan,
2005; Ortiz, 2008).

56
A matéria-prima mais frequentemente usada na produção de fibras de carbono de uso
estrutural é a poliacrilonitrila (PAN) (Seartex), embora a fibra de carbono possa também
ser obtida de precursores como celulose, piche de alcatrão de hulha e piche de petróleo.
Dependendo dos parâmetros de processamento, as fibras podem ter inúmeras variações
de propriedades mecânicas. As fibras podem ser classificadas quanto ao tipo de
precursor, propriedades mecânicas (resistência e módulo), e temperatura de tratamento
final. Uma classificação comercial bastante utilizada diz respeito às propriedades de
resistência e módulo, podendo então ser classificadas como fibras de alta resistência (4
GPa), ultra-alta resistência (>4 GPa), módulo padrão (230 GPa) , módulo intermediário
(~270 GPa), alto módulo (350 GPa) e ultra-alto módulo (>370 GPa) (Ancelotti Jr.,
2006; Ortiz, 2008).
De todos os materiais precursores disponíveis para a preparação de fibras de carbono de
boa qualidade, a PAN é a matéria-prima mais adequada. A qualidade final das fibras de
carbono depende fortemente da composição e da qualidade da PAN, das condições do
processo de estabilização oxidativa, bem como das condições de carbonização (Costa,
1998).
3.3 Processamento
Atualmente, existem muitos processos disponíveis para o processamento de compósitos
termorrígidos. Os mais utilizados são: laminação manual ou hand lay up, infusão por
vácuo (Vacuum Infusion Process, VIP), o Resin Transfer Moulding (RTM) e a
laminação pelo uso de pré-impregnados.
Alguns processos são bem simples e envolvem pouca tecnologia e intenso trabalho
manual, enquanto outros fazem uso de ferramentas sofisticadas e controles
computacionais. No entanto, todas as técnicas de processamento possuem um ponto em
comum, que é o uso de ferramentas, denominadas de moldes, para manter o reforço na
posição desejada enquanto a resina é curada. O processamento de materiais compósitos
necessita, ainda, de alguma maneira, do uso de algum artifício para forçar a migração da
matriz polimérica para dentro do reforço (Mastemberg, 2004). A qualidade final da

57
peça, limitações em tamanho e geometria, custo do ferramental e o tempo de
processamento são as diferenças principais nas técnicas de processamento.
A fabricação de um compósito polimérico termorrígido, não importando o tipo de
molde utilizado, é realizada em três etapas principais (Barros, 2006): adaptação do
material de reforço ao molde, obtendo-se desse modo, a forma e dimensão desejadas;
impregnação do reforço pela matriz polimérica; e cura da resina, com o enrijecimento
do material compósito e desmoldagem da peça final.
A técnica de processamento envolvida neste estudo refere-se à infusão por vácuo, que é
relativamente simples e com a vantagem de reduzir a emissão de voláteis, pois o
processamento do compósito faz uso de moldes fechados. Na tentativa de diminuir os
custos no uso de moldes fechados, inúmeras tentativas têm sido avaliadas desde a
década de 50, de modo a introduzir sistemas mais simples e mais competitivos
economicamente, em relação à laminação manual.
A primeira proposição de sucesso real foi o SCRIMP (Seeman Composite Resin
Infusion Manufacturing Process), desenvolvido por Bill Seeman nos EUA (Owen,
2000). Nesse processo, também denominado de infusão por vácuo, tem-se um menor
custo na fabricação do molde, em comparação com outros processos que utilizam
moldes fechados, como por exemplo, a técnica de RTM. A técnica de infusão por vácuo
mostra-se bastante adequada, principalmente no processamento de componentes de
grandes dimensões, pelo fato do reforço ser posicionado sobre um molde, no formato
desejado para o produto final. Neste caso, a conformação da parte superior do
componente é realizada pela combinação de vácuo e uma membrana flexível, que se
ajusta ao formato da peça pela ação do vácuo. Esse processo vem sendo aplicado com
êxito no mercado marítimo na fabricação de barcos e de pás para energia eólica, onde
outros processos, como o RTM, não são comercialmente atrativos (Owen, 2000).
No processo de infusão por vácuo, as camadas de reforço de fibra são mantidas entre
um molde rígido e uma membrana flexível, perifericamente selada ao molde. O espaço
da cavidade formada é parcialmente evacuado para comprimir e compactar o reforço. A
resina é, então, introduzida na cavidade do molde, que se encontra sob a influência do

58
vácuo, favorecendo, assim, a criação de um fluxo da matriz polimérica através do
molde, com a conseqüente impregnação do reforço (Figura 3.10). Após a cura, a
membrana é retirada e o laminado é desmoldado (Owen, 2000).
Figura 3.10 – Esquema do processo de infusão por resina. Fonte: Adapatada de Owen (2000).
No formato de membrana flexível, o processo de infusão pode ser comparado com a
consolidação por bolsa de vácuo adotada em pré-impregnados e laminados de elevado
desempenho.
Alguns benefícios como qualidade e reprodutibilidade são verificados na infusão por
vácuo, em comparação à laminação manual, assim como melhores propriedades
mecânicas do laminado produzido. Neste caso, o compósito apresenta uma distribuição
mais homogênea fibra-resina, o tempo de processamento é menor que o verificado na
laminação manual, além de promover um ambiente de trabalho mais limpo e menos
agressivo à saúde.
O escoamento da resina na infusão é regido pelas leis de fenômeno de transporte para
escoamento laminar, obedecendo a Lei de Darcy (Equação 3.1) (Owen, 2000):
pk
lt
..2
.η= , (3.1)
onde t é o tempo de preenchimento (s), k é a permeabilidade, ou porosidade da camada
de tecido (m2), η é a viscosidade da resina (mPa.s), e l é a distância de escoamento (m),
ou seja, o comprimento da camada de tecido, e p é diferença de pressão (Pa), mantida
constante durante a infusão.
Canaleta de vácuo
Plástico de vácuo
Fita selante
Canaleta de resina Acelerador
Nylon
Reforço seco

59
Apesar dos benefícios que a técnica de infusão por vácuo confere ao processamento de
compósitos estruturais com fibras contínuas, observam-se alguns tipos de defeitos
possíveis, que promovem a degradação das propriedades mecânicas do artefato. Dentre
esses, destacam-se o desalinhamento de fibras e ondulações no plano e fora do plano,
que podem promover a degradação do desempenho mecânico do laminado compósito.
3.4 Ondulação
A presença de ondulações do reforço ou desalinhamento de fibras é ocorrência comum
em materiais compósitos, principalmente em laminados estruturais espessos, e
caracteriza-se como um defeito que promove o decréscimo das propriedades mecânicas
do material, constituindo-se em um local com maior probabilidade de iniciação de
falhas em componentes estruturais (Chan, 1994; Highsmith, 1992; Joyce, 1997; Kluger,
2002).
Um estudo realizado por Wang (Wang, 2001) sugere que corpos-de-prova submetidos a
ensaios de fadiga em compressão, com poucas camadas de ondulação (0,05 < S < 0,06)
exibem perda de vida útil de fadiga em compressão de uma ordem e meia de grandeza,
em comparação com amostras sem ondulação.
Observa-se ainda que, imperfeições de alinhamento apresentam um impacto muito
maior nas propriedades mecânicas de laminados de carbono, do que nas propriedades de
laminados de vidro (Mason, 2004). Sabendo-se que, componentes estruturais, como
hastes e regiões próximas da raiz da pá, constituem-se em partes com elevado
carregamento mecânico, onde a fibra de carbono tem sido utilizada como elemento de
reforço em projetos atuais de pás, a presença de ondulação neste tipo de reforço passa a
ser um defeito de significativa importância.
Nesse sentido, tem-se observado que o estudo do desalinhamento de fibras, com a
ondulação da camada, tem sido assunto em recentes estudos de materiais de pás pelo
uso de laminados pré-impregnados de uso aeroespacial (Avery et al., 2004). Avery
mostra que o esforço em compressão é conhecido por ser sensível ao alinhamento das

60
fibras, onde um pequeno grau de desalinhamento ou ondulação causa um decréscimo
significativo nas propriedades de compressão.
Este tipo de defeito pode ser induzido não intencionalmente durante o processo de
manufatura do compósito, ou estar presente em função da arquitetura do arranjo de
tecidos. A ondulação pode também ser causada e agravada pela deformação térmica
residual gerada, devido ao descasamento dos coeficientes de expansão térmica (CET)
entre o reforço e a matriz (Chan, 1994; Kluger, 2002).
O compósito é livre de tensões acima da temperatura de transição vítrea da resina, ou da
temperatura de processamento, se esta for menor que a temperatura de transição vítrea.
No entanto, o descasamento do CET reforço-matriz pode promover o desenvolvimento
de tensões durante o resfriamento após a cura (Kluger, 2002). O CET de matrizes
poliméricas é da ordem de 50 x 10-6 oC-1 (Hexion, 2009), enquanto que o da fibra de
carbono é de – 0,38 x 10-6 oC-1 (Toray, 2009) e o da fibra de vidro é da ordem de
5x10–6 oC-1 (Hexion, 2009).
Ondulação no plano, ou ondulação da fibra, e ondulação fora do plano, ou ondulação da
camada, são os dois tipos de desalinhamentos de fibras. A Figura 3.11 representa esses
dois tipos de ondulações.
Figura 3.11 – Representação das ondulações das fibras em compósitos: (a) no plano e (b) fora do plano. Fonte: Wang (2001).
Quando a ondulação ocorre, a orientação principal da fibra normalmente se mantém
paralela à direção desejada para o reforço, mas com uma curvatura periódica,
freqüentemente modelada como senoidal (Garnich et al., 2005; Highsmith, 1992; Joyce,
1997; Kluger, 2002; Piggot, 1981).

61
A ondulação fora do plano induzida no laminado para este estudo tem formato senoidal,
estendendo-se continuamente na direção transversal (na direção da espessura do
laminado) com comprimento de onda unitário (Figura 3.12).
Figura 3.12 – Esquema de ondulação fora do plano avaliada neste estudo.
Uma questão importante é como quantificar a ondulação da fibra. Para uma curva no
formato senoidal, sua caracterização está relacionada com dois parâmetros, o
comprimento de onda (λ) e a amplitude (δ), como mostrado na Figura 3.13 (Adams et
al., 1994). A ondulação da fibra é caracterizada pela razão dos parâmetros δ e λ
(Equação 3.2), denominada de severidade (S) da ondulação (Highsmith, 1992).
λδ=S , (3.2)
onde δ é a amplitude pico a pico da onda e λ é o comprimento de onda.
Intuitivamente, uma ondulação mais severa implica em um comprimento de onda
menor, somado a uma amplitude de onda maior, resultando em maiores valores de S.
Figura 3.13 – Parâmetros δ e λ para caracterização da severidade de uma ondulação.
X
Y
x Z

62
O formato da ondulação da fibra é idealizado como uma função senoidal. O parâmetro y
da equação que rege o formato da curva é definido pela Equação 3.3 (Adams et al.,
1994):
=λπδ x
seny2
2 . (3.3)
As propriedades de um material compósito com relação à ondulação da fibra, para um
determinado comprimento de onda, estão relacionadas ao ângulo da fibra θ e aos
parâmetros δ e λ. O ângulo θ ao longo do eixo x pode ser expresso pela Equação 3.4:
=λπ
λδπθ x2
cosarctan. (3.4)
Simplificando, o ângulo máximo da Equação 3.4 ocorre quando o │cos (2πx/λ)│ = 1,
obtendo-se a Equação 3.5 (Figura 3.14):
=λδπθ arctan . (3.5)
A Figura 3.15 é representativa de curvas da função senoidal, que representam a
ondulação.
Figura 3.14 – Ângulo máximo de desalinhamento da fibra. Fonte: Adams et al. (1994).

63
0 5 10 15 20
-2,0
-1,5
-1,0
-0,5
0,0
0,5
1,0
1,5
2,0
S = 5% S = 10% S = 15% S = 20%
Am
plitu
de (
mm
)
Comprimento de onda (mm)
Figura 3.15 – Função senoidal que representa a ondulação.
Outro método de quantificar a ondulação é a determinação da razão de aspecto (AR),
sendo este parâmetro o inverso da severidade.
3.4.1 Tipos de ondulação
Considerando-se o escopo deste estudo são apresentados, a seguir, os três tipos básicos
de modelos de ondulação (Garnich et al., 2005):
1 - ondulação uniforme na direção transversal à fibra, que pode ser contínua (Figura
3.16a) ou limitada a um comprimento de onda (Figura 3.16b).

64
(a) (b) Figura 3.16 – (a) Ondulação uniforme na direção transversal à fibra e (b) ondulação
uniforme com comprimento de onda unitário. Fonte: Garnich et al. (2005).
2 - Ondulação gradativa ou gradual, onde a amplitude é considerada como um declive
linear na direção transversal (espessura), com um máximo na superfície média e o zero,
a uma certa distância no interior do laminado (Figura 3.17).
Figura 3.17 – Esquema de ondulação gradual. Fonte: Adapatada de Garnich et al. (2005).
3 – Ondulação localizada em uma camada central (Figura 3.18).
cam
ada
s
amplitude
cam
ada
s
amplitude

65
Figura 3.18 – Ondulação no plano localizada em uma camada central. Fonte: Garnich et al. (2005).
O impacto no decréscimo das propriedades mecânicas de compósitos, causado pela
presença de ondulação, é dependente da severidade da onda e da extensão da região da
ondulação da fibra (Garnich et al., 2005). Geralmente, a influência de defeitos da
ondulação de fibras no comportamento mecânico de materiais compósitos é ignorada
em análises estruturais, que assumem propriedades ideais associadas com materiais sem
defeitos, ou seja, o reforço apresenta somente fibras alinhadas, sem ondulação. A
aplicação de modelos micromecânicos é considerada efetiva para a caracterização de
materiais com reforço de fibra com ondas periódicas (Garnich et al., 2005).

66

67
4 CARACTERIZAÇÕES MECÂNICA E FRACTOGRÁFICA
Este capítulo descreve os ensaios mecânicos de tração, compressão e fadiga que foram
realizados nos corpos-de-prova dos laminados em estudo nesta tese, juntamente com a
técnica de fractografia utilizada na análise dos danos ou falhas após os ensaios.
4.1 Ensaios mecânicos
Estruturas laminadas fabricadas com compósitos poliméricos termorrígidos, quando
utilizadas em serviço, podem estar sujeitas a uma série de carregamentos mecânicos. Os
esforços podem ser tanto de natureza estática como cíclica e estarem relacionados com
impactos ou fadiga, que podem facilitar o surgimento de delaminações por trincas
interlaminares (Cândido, 2001).
Em relação às pás de geradores eólicos em funcionamento, as cargas predominantes são
cíclicas. A cada giro completo de uma pá, ela está sujeita à ação da gravidade, ora de
um lado, quando está subindo e ora do outro lado, quando está descendo. Se for
considerada uma pá de 60 m de comprimento, com a massa de, aproximadamente,
18.000 kg, têm-se momentos de flexão elevados nas partes internas da pá, devido às
cargas gravitacionais (Kenshe, 2006). Kenshe estima que 100 milhões de ciclos de carga
aconteçam em um tempo de vida útil de 20 anos de uma turbina eólica (Kenshe, 2006).
Considerando-se, então, os esforços mecânicos em pás eólicas, faz-se necessário
realizar ensaios mecânicos durante todas as etapas do desenvolvimento do projeto deste
tipo de produto – desde a nanométrica, na avaliação da interface fibra-resina, por
exemplo, até a escala real, considerando o comprimento total da pá (Nijssen et al.,
2007).
O projeto da geometria aerodinâmica de uma pá está relacionado ao (Nijssen et al.,
2007) desempenho da pá e suas cargas (razão entre produção de potência do gerador e o

68
custo de aquisição da pá com duração de 20 anos), aos desempenho e barulho gerado, e
às propriedades mecânicas de resistência, como tração, compressão, fadiga e módulo de
elasticidade, sendo esta última propriedade muito importante no projeto de estruturas de
compósitos poliméricos. Vale ainda considerar que essas propriedades estáticas
normalmente decrescem com o desalinhamento das fibras do reforço.
Os principais ensaios mecânicos destrutivos na caracterização mecânica de materiais
são tração, compressão e cisalhamento, esquematizados na Figura 4.1 (Shackelford,
2008):
Figura 4.1 – Esquema dos principais ensaios de caracterização mecânica, com esforços de (a) tração, (b) compressão e (c) cisalhamento. Fonte: Shackelford (2008).
4.1.1 Ensaio de tração
O ensaio estático de tração é um dos testes mais comuns utilizados para avaliar
materiais. Em sua forma mais simples, o teste de tração consiste em fixar os extremos
opostos de um corpo-de-prova a uma estrutura de carga de uma máquina de teste. Em
seguida, uma força de tração é aplicada pela máquina, resultando em uma deformação
gradual e eventual fratura do corpo-de-prova. Durante esse processo, dados de
deformação e força são obtidos, sendo medidas quantitativas de quanto o material se
deforma sob a aplicação de força. Quando realizado adequadamente, o teste de tração
resulta em dados de tensão – deformação, que podem quantificar propriedades
mecânicas importantes de um material, como por exemplo, o módulo de elasticidade (Ε)

69
e o coeficiente de Poisson (ν). Essas características do teste de tração são usadas para o
controle de especificações técnicas e de requisitos de qualidade de projetos e de
produção, para avaliar o desempenho de materiais estruturais e para apoiar o
desenvolvimento de processos e produtos (Shackelford, 2008; Paiva et al., 2006).
Durante ensaios de tração, a força aplicada no corpo-de-prova e a deformação da peça
são medidas simultaneamente. O ensaio de tração longitudinal apresenta uma maior
concentração de esforços nas fibras de reforço, que estão alinhadas no sentido de
carregamento da máquina. Com a aplicação da carga, as deformações que ocorrem no
corpo-de-prova são uniformemente distribuídas, pelo menos até atingir a carga máxima
permitindo medir satisfatoriamente a resistência do laminado. A força aplicada é medida
pela máquina e a deformação pode ser medida com um extensômetro. Para calcular os
valores de tensão utiliza-se a Equação 4.1 (Callister, 2008; Paiva et al., 2006):
A
F=σ, (4.1)
onde σ é a resistência à tração (MPa), F a força medida (N) e A a área da seção
transversal (mm2).
Para calcular os valores de deformação ε utiliza-se a Equação 4.2 ou a Equação 4.3
(Callister, 2008; Paiva et al., 2006):
0L
L∆=ε
, (4.2)
ou
( )0
100%L
L∆×=ε
(4.3)
onde ε é a deformação na direção do esforço axial (%), ∆L a elongação (mm) e L0 o
comprimento inicial da amostra (mm).

70
Para se calcular o módulo de elasticidade, tem-se as Equações 4.4 e 4.5:
εσ ⋅Ε= , (4.4)
onde E é o módulo de elasticidade (GPa),
ou
12
12
εεσσ
−−
=Ε (4.5)
onde σ1 é a tensão medida quando ε1 = 0,0005 e σ2 a tensão medida quando ε2 = 0,0025,
conforme a norma ISO 527-5.
Para calcular o coeficiente de Poisson (ν), tem-se a Equação 4.6:
εεν n−= , (4.6)
onde εn é a deformação transversal do corpo-de-prova.
A Figura 4.2 mostra uma curva típica de tensão versus deformação obtida em um ensaio
de tração de um compósito e, separadamente, da fibra (reforço) e da matriz
(Shackelford, 2008; Callister, 2008). A análise desta figura mostra duas regiões distintas
nas curvas. A primeira refere-se à região de deformação elástica, onde a inclinação da
curva fornece o módulo de elasticidade do material e a segunda região é indicativa de
deformação plástica.
De acordo com órgãos certificadores de geradores eólicos, a resistência à tração
longitudinal (paralela à direção da fibra) de materiais compósitos unidirecionais deve
ser baseada na norma ISO 527-5, tipo A, com um mínimo de 6 amostras para

71
determinar a resistência à tração, tensão máxima de ruptura, o módulo de elasticidade e
o coeficiente de Poisson (ISO 527-5, 1997; Germanischer Lloyd, 2001).
Figura 4.2 – Curva típica de ensaio de tração para compósitos. Fonte: Callister (2008).
Os corpos-de-prova deste estudo foram ensaiados em uma máquina universal Instron
modelo 1332, com capacidade de 25 kN e uma célula de carga de 25 kN, alocadas no
Laboratório de Ensaios Mecânicos da Divisão de Materiais do IAE/CTA conforme
mostra a Figura 4.3. Os ensaios foram realizados à temperatura ambiente com
velocidade de 1 mm/min.

72
Figura 4.3 - Máquina de ensaio mecânico Instron modelo 1332.
Os dados de deformação foram monitorados com um sistema de aquisição de dados
fornecido pela empresa Tecsis.
4.1.2 Ensaio de Compressão
Em geral, materiais compósitos submetidos ao carregamento na direção axial
apresentam menores valores de resistência à compressão, quando comparados à
resistência à tração. Enquanto que, a resistência à tração de compósitos laminados é
influenciada principalmente pelas propriedades mecânicas e orientações das fibras de
reforço, a resistência à compressão é determinada prioritariamente pelas propriedades
da matriz polimérica e, também, influenciada pela orientação das fibras de reforço
(Callister, 2008; Nogueira, 2005).
A resistência à compressão é conhecida por ser influenciada pelo alinhamento da fibra.
Pequenos graus de ondulação ou desalinhamento podem causar um decréscimo
significativo nas propriedades de compressão (Mandell et al., 2003). A presença de
ondulação pode reduzir a resistência em compressão, devido a dois fatores principais:
(1) a fibra pode estar posicionada em uma geometria que agrava ou intensifica o modo

73
de falha em dobramento do reforço, e (2) a ondulação desloca a orientação da fibra para
fora do eixo da direção longitudinal da camada, induzindo falhas, que prioritariamente
deveriam ocorrer na matriz, para camadas nominalmente orientadas na direção 0o. O
segundo fator também afeta a resistência à tração em diversos casos (Mandell et al.,
2003).
A falha em compressão ocorre em três modos principais, como mostra a Figura 4.4: (a)
compressão e falha das fibras, (b) separação longitudinal na matriz (spliting) e (c)
cisalhamento (Agarwal, 1980; Scheirs, 2000). A resistência à compressão decresce com
a presença de defeitos de fabricação, tais como porosidade, delaminações e microtrincas
internas no laminado (Franco, 2003; Costa, 1999; Rezende, 2000;).
De acordo com órgãos certificadores de geradores eólicos, a compressão longitudinal de
materiais compósitos unidirecionais deve ser baseada na norma ISO 14126, com um
mínimo de 6 amostras para determinar a resistência à compressão, a tensão máxima de
ruptura e o módulo de elasticidade.
SEPARAÇÃO LONGITUDINAL (SPLITTING)
CISALHAMENTO
COMPRESSÃO
Figura 4.4 - Modos de falha em compressão. Fonte: Franco (2003).
A medida de resistência à compressão de laminados é sensível à montagem do corpo-
de-prova utilizada no carregamento. Neste estudo, os corpos-de-prova foram montados
em um dispositivo IITRI (Figura 4.5), em uma máquina universal Instron modelo 1332,
(Figura 4.6), alocada no Laboratório de Ensaios Mecânicos da Divisão de Materiais do

74
IAE/CTA. Os ensaios foram realizados à temperatura ambiente, com velocidade de 1
mm/min, conforme a norma ISO 14126.
Figura 4.5 – Vistas do dispositivo IITRI utilizado nos ensaios de resistência à compressão.
Figura 4.6 – Vista da máquina de ensaios Instron adaptada com o dispositivo IITRI durante um ensaio.
4.1.3 Ensaio dinâmico de fadiga
Fadiga é um tipo de falha que ocorre em níveis de tensão mais baixos que a tensão
máxima de ruptura e tensão de escoamento, após um período de tensão repetitiva ou
deformação cíclica. Este tipo de falha ocorre de repente e sem aviso.

75
O ensaio de fadiga é resultante da repetição cíclica do efeito de histerese tensão -
deformação na linha do tempo de um material sólido. O ciclo de fadiga é usualmente
representado como uma senóide. A tensão máxima, σmax, é o maior valor algébrico da
tensão no ciclo de tensão (normalmente chamado de pico) e a tensão mínima, σmin, é a
menor tensão (também chamada de vale). Valores de tensão de tração são tidos como
valores positivos, e os de tensão de compressão são tomados com negativos
(Shuterland, 1999).
A tensão média é a média algébrica entre σmax e σmin dada pela Equação 4.7:
2minmax σσσ +=m
. (4.7)
A faixa do ciclo de tensão, ∆σ, é definido pela Equação 4.8:
minmax σσσ −=∆ . (4.8)
E a amplitude do ciclo de tensão, σa, é igual à metade da faixa e é dada pela Equação
4.9:
22minmax σσσ
σ ∆=−
=a. (4.9)
A razão entre σmin e σmax é a chamada de razão R,
max
minσσ=R
. (4.10)
O ciclo de fadiga para várias tensões médias e valores de R são apresentados na Figura
4.7.

76
Figura 4.7 – Ciclo de fadiga para diferentes valores de R. Fonte: Shuterland (1999).
Tipicamente, as características de fadiga de um material são determinadas pela
contagem do número de ciclos até a ruptura de um corpo-de-prova. Em testes de fadiga
em amplitudes constantes, os dados são tipicamente chamados de curva S x N,
refletindo o número de ciclos N, em um determinado nível de tensão requerido para a
fratura da amostra (Shuterland, 1999). Os procedimentos experimentais levam a
registrar o número de ciclos de ruptura em função da amplitude cíclica, enquanto se
mantém constante a média ou a razão R. Este procedimento de teste resulta em uma
família de curvas que descreve o comportamento em fadiga do material. As informações
contidas nessas curvas são tipicamente caracterizadas usando algumas técnicas
normalizadas.
A Figura 4.8 é representativa de uma curva típica obtida em ensaios de fadiga (curva
S x N), que correlaciona tensão versus número de ciclos (Mandell et al., 2003;
Shackelford, 2008).

77
Figura 4.8 – Curva típica de fadiga - tensão versus número de ciclos
Fonte: Adapatada de Shackelford (2008).
Neste trabalho de tese os ensaios de fadiga em tração foram realizados baseados na
norma ASTM D3479, no Laboratório de Ensaios Mecânicos da Divisão de Aeronáutica
do IAE, utilizando uma máquina MTS 810 (Figura 4.9).
Figura 4.9 – Vista da máquina de ensaio de fadiga MTS 810 durante um ensaio de fadiga.
Ciclos até a falha, N (escala logarítmica)
Am
plit
ud
e d
e te
nsã
o, N
Resistência à fadiga em N1
Vida em fadiga na tensão S1

78
4.2 Fractografia
A fractografia é uma das principais ferramentas utilizadas no processo de análise de
superfícies oriundas de danos ou falhas. A superfície de fratura é a principal fonte de
referência para se determinar a causa da falha. Nela está registrada de forma detalhada a
história dos danos ou de parte dela, contendo as evidências do tipo de carregamento, os
efeitos envolvidos e a qualidade do material (Franco, 2003; Purslow, 1988; Rezende,
2007).
Esta análise consiste em identificar aspectos fractográficos e estabelecer relações entre a
presença do aspecto observado e o tipo de dano obtido, ou ainda, estabelecer correlação
entre a ausência desses aspectos com a seqüência de eventos de fratura, que pode
contribuir para a elucidação do tipo de carregamento e condições dos esforços no
momento da falha. A fractografia confirma ou remove as suspeitas que possam recair
sobre os modos de falha ocorridos (Purslow, 1988; Rezende, 2007).
Esta ferramenta é a chave para se determinar a seqüência de eventos ocorridos durante
um processo de fratura e para identificar o estado de tensões atuantes no momento da
falha. Outros fatores como condições ambientais, defeitos do material e outras
anomalias que possam contribuir para o início, crescimento e término da fratura também
podem ser avaliados pelo uso da fractografia. A observação deve atentar não somente
para a identificação e documentação da morfologia da falha, mas também para
informações que ajudem a determinar a causa da falha (Franco, 2003; Purslow, 1988;
Rezende, 2007).
É importante notar que, os diferentes tipos de falhas estão relacionados com o tipo de
matriz e fibras e com a interface existente entre esses elementos. Devido à construção
anisotrópica dos compósitos, os danos podem ocorrer de várias maneiras. Os tipos e
modos desses danos estão diretamente relacionados com a orientação das fibras e com a
direção de aplicação do carregamento. Os modos de fratura podem ser dos tipos
interlaminar, intralaminar e translaminar (Figura 4.10) (Franco, 2003; Rezende, 2007).
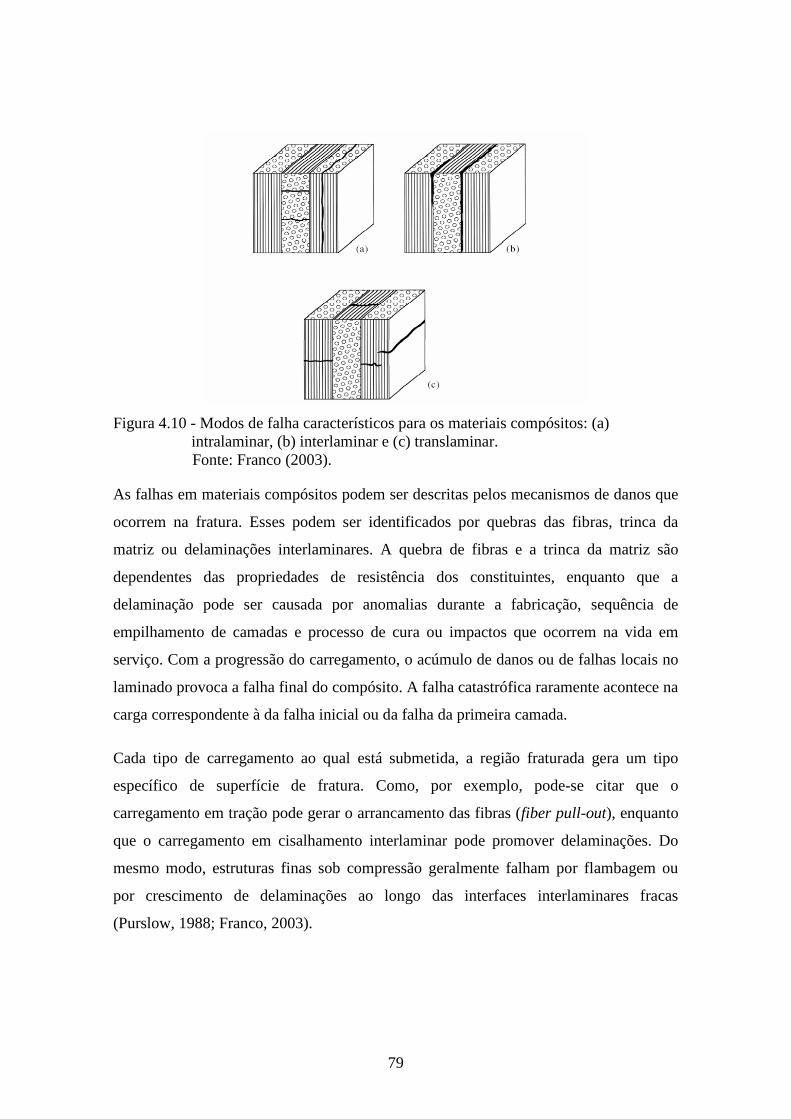
79
Figura 4.10 - Modos de falha característicos para os materiais compósitos: (a) intralaminar, (b) interlaminar e (c) translaminar. Fonte: Franco (2003).
As falhas em materiais compósitos podem ser descritas pelos mecanismos de danos que
ocorrem na fratura. Esses podem ser identificados por quebras das fibras, trinca da
matriz ou delaminações interlaminares. A quebra de fibras e a trinca da matriz são
dependentes das propriedades de resistência dos constituintes, enquanto que a
delaminação pode ser causada por anomalias durante a fabricação, sequência de
empilhamento de camadas e processo de cura ou impactos que ocorrem na vida em
serviço. Com a progressão do carregamento, o acúmulo de danos ou de falhas locais no
laminado provoca a falha final do compósito. A falha catastrófica raramente acontece na
carga correspondente à da falha inicial ou da falha da primeira camada.
Cada tipo de carregamento ao qual está submetida, a região fraturada gera um tipo
específico de superfície de fratura. Como, por exemplo, pode-se citar que o
carregamento em tração pode gerar o arrancamento das fibras (fiber pull-out), enquanto
que o carregamento em cisalhamento interlaminar pode promover delaminações. Do
mesmo modo, estruturas finas sob compressão geralmente falham por flambagem ou
por crescimento de delaminações ao longo das interfaces interlaminares fracas
(Purslow, 1988; Franco, 2003).

80
Estruturas em materiais compósitos podem falhar prematuramente, devido a vários tipos
de danos, como trinca longitudinal, trinca transversal, ruptura de fibras, dano no núcleo,
absorção de água, vazios, porosidades, deslocamento e delaminações. Muitas vezes
esses danos são originados por erros de projeto, ou durante o processo de fabricação ou
ainda na utilização em serviço (Franco, 2003).
Em se tratando de falhas em pás eólicas, observa-se a ocorrência de fraturas em
laminados estruturais, onde a falha translaminar ocorre exatamente na região onde
existiam defeitos de fabricação, como por exemplo, ondulação da fibra fora do plano,
levando a peça a uma falha catastrófica. A inclinação transversal de propagação da
trinca no laminado defeituoso é diretamente proporcional ao grau de desalinhamento
das fibras, sendo o caso mais crítico o que ocorre na direção de propagação
perpendicular às camadas (Adams et al., 1994).
Neste trabalho pretende-se observar os aspectos da superfície da fratura e o modo de
falha, bem como sua direção de propagação e ponto de origem, utilizando análise
macroscópica, microscopia óptica e a microscopia eletrônica de varredura.
Para esta última, as análises foram realizadas em um microscópio eletrônico de
varredura da marca JEOL, modelo JSM-5310, instalado no LAS/INPE. Para realizar as
micrografias, as superfícies de fratura das amostras foram previamente metalizadas em
vácuo com um filme fino de ouro (~10 nm), sem alterar a topografia do plano de falha
do laminado.
A análise microestrutural da interface fibra/resina no plano de falha dos laminados
ensaiados em tração envolveu análises em um estereoscópio da marca Zeiss, modelo
Stemi SV-11, com aumento de até 66 vezes, na Divisão de Materiais/IAE.

81
5 PREPARAÇÃO DOS CORPOS-DE-PROVA
Este capítulo apresenta os materiais utilizados e os procedimentos experimentais
adotados na preparação dos laminados compósitos e dos corpos-de-prova utilizados nos
ensaios mecânicos.
5.1 Materiais
Para a realização deste trabalho foram escolhidos materiais atualmente utilizados no
setor produtivo de componentes estruturais para pás eólicas. No caso dos laminados de
fibra de vidro foi utilizado o tecido unidirecional e-glass de 600 g/m2 woven roving tipo
plain weave, fornecido pela empresa Ahlstrom (Figura 5.1a). Este tipo de reforço é
atualmente utilizado no processamento de componente estrutural para o reforço de
bordo de fuga de pás eólicas. Os laminados de fibra de carbono foram preparados pelo
uso de reforço unidirecional de 405 g/m2, fornecido pela empresa Saertex, obtido pelo
uso de fibras de carbono T700S (6K) da empresa Toray (Figura 5.1b).
O sistema de matriz polimérica utilizado para impregnar ambos os reforços foi uma
resina epóxi de infusão, código MGS RIM 135 e os endurecedores MGS RIMH 137
(80 %) e RIMH 134 (20 %), fornecidos pela empresa Hexion. As Tabelas 5.1 e 5.2
mostram um maior detalhamento das especificações da resina e dos endurecedores
utilizados neste trabalho.

82
(a) (b) Figura 5.1. – Vista dos reforços utilizados: (a) vidro e (b) carbono.
Tabela 5.1 – Especificação da resina de infusão MGS RIM 135i.
Fonte: Hexion (2009).
Massa específica
(g/m3)
Viscosidade dinâmica
(mPa.s)
1,13 – 1,17 700 – 1100
Tabela 5.2 – Especificação dos endurecedores MGS RIMH 134 e MGS RIMH 137.
Fonte: Hexion (2009).
Endurecedor Massa específica
(g/m3)
Viscosidade dinâmica
(mPa.s)
MGS RIMH 134 0,93 - 1,00 10 - 80
MGS RIMH 137 0,93 - 0,98 10 - 50

83
5.2 Preparação dos laminados compósitos
5.2.1 Preparação dos dispositivos para a indução do defeito
Durante o processo de infusão dos laminados com ondulações, o desalinhamento da
fibra foi obtido com a utilização de dispositivos especiais, projetados e preparados para
este estudo. Esta metodologia se mostrou, em ensaios preliminares, adequada e
reprodutível, sendo então utilizada para a preparação de todos os lotes de amostras com
ondulação.
A fabricação dos dispositivos foi realizada em madeira tipo MDF com dimensões de
(250 x 250 x 15) mm, e com a ondulação modelada na parte central da placa, conforme
ilustra a Figura 5.2. Assim, foram fabricados 8 tipos de dispositivos para obter
laminados com diferentes severidades (S (%) = 0; 2,5; 5; 7,5; 10; 12,5; 15 e 20). A
Tabela 5.3 mostra os tipos de dispositivos fabricados e os parâmetros de amplitude e
comprimento de onda, classificados pelas diferentes severidades da ondulação.
A geometria do defeito (ondulação) tem um formato senoidal, como já apresentado na
Figuras 3.13 e 3.15, estendendo-se continuamente na direção transversal do laminado,
com um comprimento de onda unitário de 20 mm. A variação da amplitude da onda foi
de 0,5 a 4,0 mm, obtida pela utilização de 7 diferentes dispositivos (Tabela 5.3). O lote
de controle foi fabricado em uma placa plana, com o objetivo de não induzir defeito na
fibra (S = 0 %).

84
(a) (b) Figura 5.2 – Dispositivo utilizado para gerar a ondulação no laminado: (a) vista de topo,
(b) vista da lateral do dispositivo.
Tabela 5.3 – Severidades induzidas nos laminados estudados.
Severidade
(%)
δ
(mm)
λ
(mm)
0 0 0
2,5 0,5
5 1,0
7,5 1,5
10 2,0
12,5 2,5
15 3,0
20 4,0
20
5.2.2 Preparação dos laminados
O processo de fabricação dos laminados foi baseado na técnica de infusão por vácuo,
utilizando parâmetros semelhantes aos já usados no processamento de acessórios
estruturais de pás industriais ou comerciais.
A espessura dos laminados foi definida pelos requisitos exigidos nas normas utilizadas
nesta tese para a caracterização mecânica dos corpos-de-prova. A Tabela 5.4 mostra a
espessura exigida nas normas para os ensaios de tração, compressão e fadiga e o número

85
de camadas de reforço utilizado para atingir a espessura especificada para cada um
desses ensaios mecânicos.
Tabela 5.4 – Configuração dos laminados de compósitos com fibras de carbono e vidro.
Número de camadas Ensaio
Espessura
(mm) Vidro Carbono
Tração 1 2 3
Compressão 3 6 9
Fadiga 3 6 9
A orientação das camadas nos laminados, ou seja, a orientação das fibras de carbono e
de vidro foi baseada nos processos de fabricação de peças estruturais reais da indústria
de processamentos de pás. As camadas de reforço foram cortadas nas direções 0º e
empilhadas sempre na seqüência 0º.
Utilizando-se os dispositivos de indução de defeitos, foram preparadas as famílias de
laminados com fibras de vidro e carbono, totalizando 16 grupos de laminados com
diferentes severidades para os ensaios de tração (8 grupos com fibra de vidro e 8 grupos
com fibra de carbono), 11 grupos para os ensaios de compressão (8 grupos com fibra de
vidro e 3 grupos com fibra de carbono) e 3 grupos com fibra de vidro para os ensaios de
fadiga. Em seguida, esses laminados foram cortados de acordo com o tipo de ensaio a
ser realizado.
A seguir é descrito o procedimento utilizado no processo de infusão na obtenção dos
laminados:
- limpar o dispositivo para indução de defeito e posicioná-lo sobre a bancada de teste
pré-aquecida a 40 oC;

86
- aplicar duas camadas de desmoldante semi-permanente (tipo Frekote 700NC) e duas
camadas de desmoldante de sacrifício (cera desmoldante) sobre toda a superfície do
dispositivo;
- identificar cada família de laminado;
- posicionar as camadas de reforço, observando o alinhamento da fibra na posição 0o.
- cobrir todo o reforço com uma camada de filme de nylon (também conhecida como
peel ply);
- posicionar uma camada de media transfer (acelerador para a infusão), observando os
pontos onde termina o transfer (ver Figura 5.3). Não cobrir totalmente as camadas;
- posicionar a espiral de entrada de resina e de vácuo utilizando os tees de PVC de ¾”
para fazer a conexão com a mangueiras;
Figura 5.3 – Esquema do posicionamento do transfer, entrada de resina e bico de vácuo utilizado na montagem de infusão dos laminados.
- posicionar a fita selante (também denominada de butil tape ou ‘banban’) ao redor do
dispositivo;

87
- montar o saco de vácuo e fazer o fechamento com fita selante (a Figura 5.4
exemplifica a preparação da bolsa de vácuo);
- montar as mangueiras de infusão de ¾”de para a entrada de resina e a saída de vácuo
nos tees de PVC de ¾”, utilizando fita selante para vedação e válvulas de PVC de ¾”;
- aplicar vácuo de 10 mbar;
- fazer o teste de estanqueidade para validar a bolsa de vácuo;
- iniciar a infusão, abrindo a válvula de entrada de resina;
- após a impregnação de todo o tecido, fechar a válvula de entrada de resina;
(a) (b) Figura 5.4 – Ilustração das etapas de preparação dos laminados: (a) posicionamento dos
bicos de resina, (b) infusão em andamento.
- após uma hora do fechamento da válvula de entrada de resina, elevar a temperatura da
mesa para 50 oC. A Figura 5.5 é representativa da curva de cura (temperatura do
termopar posicionado na mesa de infusão versus tempo) na preparação dos laminados;

88
0 1 2 3 4 5 6 7 820
25
30
35
40
45
50
55
Tem
pera
tura
(o C
)
Tempo (h)
Figura 5.5 – Curva representativa de um ciclo de cura no processo de infusão dos laminados.
- desligar o aquecimento da mesa após 5 horas;
- retirar o saco de vácuo e desmoldar os laminados.
Tanto os laminados de controle, como os laminados que tiveram a introdução de
ondulações não foram pós-curados para evitar a deformação dos defeitos gerados.
5.2.3 Preparação dos corpos-de-prova
Após a obtenção das diferentes famílias de laminados, esses foram cortados e usinados
nas dimensões especificadas em cada uma das normas utilizadas nos ensaios mecânicos
(Tabela 5.5). As normas utilizadas para os ensaios de tração, compressão e fadiga são a
ISO 527-5, ISO 14126 e ASTM D 3479, respectivamente.

89
Tabela 5.5 – Dimensões dos corpos-de-prova utilizados nos ensaios de tração, compressão e fadiga.
Corpo de prova Tab
Ensaio Norma Comp. (mm)
Largura (mm)
Espessura (mm)
Comp. (mm)
Espessura (mm)
Tração ISO 527-5 250 15 1 50 2
Compressão ISO 14126 110 10 3 40* 2
Fadiga ASTM D3479 210 25 3 55 2
*Para as amostras de controle da família de laminado de fibra de vidro e carbono, o tab foi utilizado com comprimento de 50 mm.
A obtenção dos corpos-de-prova envolveu, inicialmente, o corte das laterais dos
laminados, ajustando os seus comprimentos nas dimensões previstas nas normas
adotadas neste estudo (Tabela 5.5). Para isto, fez-se uso de uma retífica com disco
adiamantado e refrigeração a água. A Figura 5.6 ilustra um laminado com ondulação e o
corte do mesmo.
Em seguida, todos os laminados foram preparados para a colagem de tabs
(denominação dada ao laminado, normalmente de fibra de vidro, colado na parte final
do corpo-de-prova), que ficará presa na máquina de ensaios mecânicos, conforme
sugerem as normas utilizadas. O tab auxilia o posicionamento do corpo-de-prova na
máquina de ensaios e, também, previne possíveis danos no material pela garra da
máquina durante o ensaio. Nesse sentido, os tabs foram colados nas duas extremidades
dos laminados utilizando um filme adesivo, código FM 261, da empresa 3M (Figura
5.7). Em seguida, os laminados com os tabs foram transferidos para uma prensa
hidráulica com sistema de aquecimento (Figura 5.8). A região de colagem (com o filme
adesivo) dos tabs foi, então, curada à pressão de 3 x 103 kg, sob o seguinte ciclo de
cura: elevar a temperatura da ambiente até 130 oC, à taxa de 30 ºC/min, mantendo-se a
essa temperatura por 2 horas.

90
Figura 5.6 – Vista de (a) um laminado com ondulação e (b) da máquina de corte na obtenção do corpo-de-prova.
Figura 5.7 – Vista do laminado com tabs.
Em seguida, após o resfriamento do laminado, a placa de compósito com tabs foi
cortada, resultando nos corpos-de-prova a serem utilizados nos ensaios mecânicos,
conforme ilustra a Figura 5.9. Finalizando, os corpos-de-prova foram identificados e
numerados conforme sua severidade, e suas dimensões foram medidas com o auxilio de
um paquímetro digital modelo 500-136 e de um micrômetro digital 0,25 – 0,001 mm,
modelo 293-265, ambos da Mytutoyo.
TAB
TAB

91
Figura 5.8 – Vista da colagem de tabs no laminado em prensa hidráulica com aquecimento.
Figura 5.9 – Esquema do corte do laminado com tabs. Fonte: ISO 527-5 (1997)
A Figura 5.10 ilustra os corpos-de-prova preparados para os ensaios de tração, conforme
as dimensões especificadas na Tabela 5.5. Três corpos-de-prova de cada família foram
instrumentados com strain gauges da empresa Excell, para a determinação do módulo
de elasticidade e do coeficiente de Poisson. Para as amostras com ondulação, os strain
gauges foram posicionados deslocados 15 mm do centro da amostra. Para isto, foram
utilizados strain gauges (0o/90o rosette PA-06-125TG-350, da Excell Sensors). A
aquisição de dados dos strain gauge foi realizada simultaneamente à execução dos
ensaios de tração, utilizando um sistema de medição da deformação do corpo-de-prova
via medidas precisas da variação de resistência elétrica do strain gauge (Hoffmann,
1989), pelo uso de um equipamento modelo Spider 8, da empresa Hottinger Baldwin
Messtechnick (HBM) (Figura 5.11).

92
(a)
(b) Figura 5.10 – (a) Esquema dos corpos-de-prova dos ensaios de resistência à tração
longitudinal com dimensões em mm e (b) vistas frontal e lateral dos mesmos.
Figura 5.11 – Vista do sistema de medição da deformação do corpo-de-prova com strain gauge.

93
A Figura 5.12 mostra os corpos-de-prova preparados para os ensaios de compressão, de
acordo com a norma ISO 14126, conforme as especificações da Tabela 5.5.
(a)
(b)
Figura 5.12 – (a) Esquema dos corpos-de-prova dos ensaios de resistência à compressão com dimensões em mm e (b) vistas frontal e lateral dos mesmos.
Os corpos-de-prova utilizados nos ensaio de fadiga foram fabricados de acordo com a
norma ASTM D3479 (dimensões detalhadas na Tabela 5.5), como ilustra a Figura 5.13.

94
(a)
(b)
Figura 5.13 – (a) Esquema dos corpos-de-prova dos ensaios de resistência à fadiga com dimensões em mm e (b) vistas lateral e frontal dos mesmos.

95
6 RESULTADOS
Este capítulo apresenta e discute os resultados experimentais das caracterizações
mecânica e fractográfica das amostras de compósitos laminados de resina epóxi
reforçada com fibras de vidro e carbono, com e sem a introdução de defeitos, tipo
ondulação fora do plano. Foi dada ênfase à análise de resultados de resistências à tração,
compressão e fadiga das famílias de laminados com diferentes níveis de severidade na
ondulação induzida.
6.1 Avaliação da qualidade do laminado
A verificação do padrão da qualidade das diferentes famílias de compósitos laminados
processadas foi realizada quantitativamente pelo ensaio de digestão ácida da resina
epóxi, obtendo-se os teores de fibra e resina no material e por análises morfológicas via
microscopia eletrônica de varredura.
A digestão química da matriz é um método padronizado pela norma ASTM D 3171 que
permite determinar o conteúdo de fibras de um laminado. É um método simples que
consiste em degradar a resina em um meio de digestão a quente, sem atacar fortemente
as fibras. O ácido sulfúrico concentrado é o meio de digestão selecionado para os
laminados, especificado pelo Procedimento B da norma.
Este ensaio foi realizado em 6 amostras de laminados, reforçados com fibra de vidro e
de carbono, com (17 x 10) mm no Laboratório de Química da Divisão de
Materiais/IAE, utilizando uma balança analítica com 0,0001 g de precisão. Após a
digestão da matriz, os resíduos foram filtrados, lavados, secos e pesados e os conteúdos
de fibras e resina determinados. A fração em volume de fibras e resina é calculada a
partir da massa de fibras obtida após o ensaio de digestão e da massa específica dos
constituintes, e o conteúdo de vazios é obtido por diferença conforme especificado pela
norma.
As frações em volume de fibras (Vf), resina (Vr) e vazios (Vv) foram utilizadas as
Equações 6.1, 6.2 e 6.3, respectivamente:

96
( ) 100⋅
⋅−=
f
LfAf MMV
ρρ , (6.1)
( )100⋅
⋅
−=
r
L
A
fAr M
MMV
ρρ , (6.2)
( )rfv VVV +−=100 , (6.3)
onde MA e Mf são as massas (g) da amostra e de fibra no laminado, respectivamente, e
ρL, ρf, e ρr são as massas específicas (g/cm³) do laminado, da fibra e da resina,
respectivamente.
A massa específica do laminado foi obtida por ρL = MA / VA, onde VA (cm3) é o volume
medido da amostra de laminado (largura x comprimento x espessura). Após a
determinação de VA e MA para as respectivas amostras de laminados, o valor médio de
ρL determinado foi de 1,63 g/cm3 para o laminado reforçado com fibra de vidro e de
1,39 g/cm3 para o laminado com fibra de carbono. Os valores de ρf e ρr foram
adquiridos de dados dos fabricantes, sendo ρf = 2,55 g/cm3 para a fibra de vidro, ρf =
1,80 g/cm3 para a fibra de carbono, e ρr = 1,18 g/cm3 para a resina epóxi. Através das
Equações 6.1, 6.2 e 6.3, os valores médios de fração volumétrica de reforço, de resina e
de vazios foram determinados e encontram-se dispostos na Tabela 6.1.
Os resultados da Tabela 6.1 mostram que o laminado de vidro possui 62,7 ± 0,2 % em
massa de reforço, correspondendo a 41 % do volume total, enquanto que o laminado
reforçado com fibras de carbono tem 69,9 ± 0,2 %, em massa de reforço, que
corresponde a 45 % de fração volumétrica. Estes valores mostram que os laminados de
carbono encontram-se, proporcionalmente, com uma maior fração em massa de reforço
que os de vidro, sugerindo que o menor diâmetro das fibras de carbono e o seu maior
empacotamento no cabo, oferecem uma maior resistência à impregnação. Este resultado
é concordante com resultados de inspeção visual, que mostram que os laminados de

97
carbono apresentam regiões pobres em resina, ou seja, o reforço está com falhas de
impregnação, expondo visivelmente regiões de fibras sem impregnação.
Tabela 6.1 – Fração volumétrica de reforço, resina e vazios nos laminados de fibras de
vidro e de carbono.
Amostras Fração Volumétrica de
Reforço (%)
Fração Volumétrica de
Resina (%)
Fração Volumétrica de
Vazios (%)
Laminado de Vidro 41 43 16
Laminado de Carbono 45 40 15
As frações em volume de reforço e matriz polimérica obtidas encontram-se dentro da
faixa esperada (40-45 %), mencionada na literatura para laminados obtidos pelo
processo de infusão a vácuo (Ewea, 2009; Mandell et al., 1997). Porém, são mais baixas
que as observadas para laminados obtidos pelo uso de pré-impregnados processados em
autoclave, que mantém a sua relação em torno de 60:40 para reforço:resina (Cândido,
2001). No caso dos laminados processados, o conteúdo de vazios é relativamente alto
(~15 %) em comparação ao encontrado em laminados de uso aeronáutico (~2 %) (Ewea,
2009; Mandell et al., 1997).
Análises por microscopia eletrônica de varredura confirmam que os filamentos de
carbono são mais finos (~7,0 µm) (Figura 6.1) e apresentam-se mais densos no
laminado que os de vidro (Figura 6.2). O filamento de vidro apresenta o diâmetro médio
em torno de aproximadamente 19 µm (Figura 6.1).

98
(a) (b) Figura 6.1 – Microscopia eletrônica de varredura das seções transversais (a) da fibra de
vidro e (b) da fibra de carbono.
A análise das superfícies de fratura dos laminados por meio de microscopia eletrônica
de varredura mostra, de uma maneira geral, uma distribuição homogênea entre fibra e
resina no interior dos laminados (Figura 6.2). Observa-se, ainda, uma superfície
relativamente plana, resultante da rigidez das fibras, que se comporta como materiais
frágeis e, também, devido à boa interface entre o reforço e a fibra. A planeza da
superfície de fratura é melhor observada nos laminados de carbono, devido ao aspecto
mais frágil deste tipo de reforço (Purslow, 1988).
(a) (b) Figura 6.2 – Microscopia eletrônica de varredura das seções transversais (a) do
laminado de fibra de vidro e (b) do laminado de fibra de carbono.
16 µm

99
6.2 Avaliação da temperatura de transição vítrea
A determinação da temperatura de transição vítrea (Tg) foi realizada pelo uso da técnica
termoanalítica denominada de calorimetria exploratória diferencial (DSC), que tem
como princípio a avaliação de mudanças entálpicas que ocorrem nos materiais. Nesta
técnica, o fluxo de calor que entra e sai de uma amostra e de uma referência é medido
em função da temperatura ou do tempo (Costa, 1999).
Para a determinação da Tg dos laminados fabricados foram realizadas análises por DSC,
conforme a norma ASTM 3418, utilizando um equipamento da marca
Netzsch DSC 200 F3, em atmosfera de nitrogênio, com fluxo de 20 mL/min. Essas
análises foram realizadas na Divisão de Materiais/IAE. As massas utilizadas para as
medidas foram de 5,0 mg e a taxa de aquecimento utilizada foi de 10 ºC/min.
O valor médio de Tg das amostras de laminados utilizadas para a fabricação dos corpos-
de-prova deste trabalho foi de 78,5 oC para o laminado reforçado com fibra de vidro e
85,4 oC para o reforçado com fibra de carbono.
Apesar dos laminados de vidro e carbono terem sido submetidos ao mesmo ciclo
térmico (Figura 5.4), com temperatura máxima de tratamento igual a 50 ºC, por cerca de
200 min, observa-se que os laminados apresentam diferentes temperaturas de transição
vítrea. Tal comportamento é atribuído às diferentes condutividades térmicas das fibras
de vidro (1,5x10-4 (cal/s.cm.ºC) (Young, 2000) e de carbono (2,24x10-2 (cal/s.cm.ºC))
(Toray, 2008). No caso do laminado reforçado com fibra de carbono observa-se um
maior valor de Tg, promovido, provavelmente, por uma melhor distribuição do calor no
processo de cura da resina termorrígida, levando a uma maior reticulação da resina
epóxi. Sabendo-se que a Tg está associada à temperatura de serviço do componente,
pode-se concluir que o laminado reforçado com fibras de carbono amplia em cerca de
8 oC este requisito. Conclui-se ainda que as Tg dos laminados processados neste estudo
atendem aos requisitos de projeto de componentes estruturais de pás eólicas, que
exigem valores de temperatura de transição vítrea mínima em torno de 75ºC (Kensche,
2006).

100
6.3 Ensaios de tração
Neste estudo, a influência da ondulação em compósitos estruturais de resina epóxi
reforçados com fibras de vidro e carbono foi avaliada via ensaios de resistência à tração.
As tensões de ruptura foram calculadas a partir da razão entre a carga medida, lida
diretamente na máquina de ensaios, e a área da seção transversal inicial do corpo-de-
prova, calculada com base na espessura e na largura médias medida em cada corpo-de-
prova.
Uma média da espessura foi obtida a partir de dois pontos tomados ao longo da seção de
testes do corpo-de-prova. Este procedimento foi adotado para calcular a tensão real de
cada amostra, visto que o processamento pode provocar pequenas variações na
espessura do laminado. Vale lembrar, também, que os laminados de fibra de vidro e
fibra de carbono foram processados com reforços de diferentes gramaturas (item 5.1). A
medida da largura foi também obtida em dois pontos ao longo do corpo-de-prova com
um paquímetro digital, visto que este parâmetro pode variar durante o processo de corte
das amostras. Em média, o valor da espessura medida encontrada para os laminados de
fibra de vidro foi de 0,85 ± 0,04 mm e para os laminados de fibra de carbono igual a
1,14 ± 0,02 mm, enquanto que a especificada pela norma ISO 527-5 é de 1,0 ± 0,2 mm.
Portanto, os valores de espessura dos corpos-de-prova encontram-se no intervalo
especificado em norma. Os valores médios de largura encontrados para os laminados de
fibras de vidro e de carbono foram iguais a 14,90 ± 0,11 e 14,91 ± 0,06 mm,
respectivamente, enquanto que o especificado pela norma ISO 527-5 é de 15 ± 0,5 mm.
Assim, os valores médios de área da seção transversal para as famílias de laminados de
fibras de vidro e de carbono são iguais a 12,7 e 16,9 mm2, respectivamente.
Neste estudo, a resistência à tração, a deformação na ruptura, o módulo de Young e o
coeficiente de Poisson foram determinados para os laminados, utilizando-se sempre a
família sem defeito induzido (S = 0) como referência. Para isto, dados de carga e
deformação foram obtidos nos ensaios de tração longitudinal dos compósitos
unidirecionais de fibra de vidro e fibra de carbono pelo uso de strain gauges e na
própria máquina de ensaios.

101
Curvas típicas de tensão-deformação de amostras de laminados de fibra de vidro e de
fibra de carbono sem ondulação são apresentadas na Figura 6.3. Por meio destas curvas,
comparando-se o tipo de reforço utilizado, observa-se um comportamento característico
dos laminados em estudo, qual seja, os laminados com fibras de carbono apresentam
maior resistência e menor deformação que os laminados reforçados com fibras de vidro,
comportamento este já citado na literatura (Shackelford, 2008; Callister, 2008).
Particularizando a análise das curvas da Figura 6.3 observa-se que o laminado com
reforço de fibra de carbono de referência (S = 0) apresenta resistência máxima à tração
em torno de 2000 MPa, superior ao valor de 500 MPa determinado para o laminado de
fibra de vidro com S = 0. Estes valores de resistência máxima à tração estão próximos
aos disponibilizados na literatura para laminados de fibra de carbono / epóxi (2500 MPa
(Toray, 2009)) e fibra de vidro / epóxi (750-880 MPa (Mandell et al., 1997)), com
reforços e matriz polimérica similares, processadas por infusão a vácuo.
0,0 0,5 1,0 1,5 2,0 2,5 3,00
400
800
1200
1600
2000S = 0
Vidro / epóxi Carbono / epóxi
Res
istê
ncia
à T
raçã
o (M
Pa)
Deformação (%)
Figura 6.3 – Curvas típicas do comportamento de tensão-deformação para os laminados
de resina epóxi reforçada com fibra de vidro e fibra de carbono, com S = 0.
Por sua vez, o laminado com reforço de fibra de vidro apresenta uma deformação na
ruptura maior, em torno de 2,65 %, que a observada para o laminado com fibra de

102
carbono (~1,8 %), comprovando a característica da fibra de carbono em se deformar
menos em relação à fibra de vidro, devido à sua maior rigidez (Shackelford, 2008;
Callister, 2008). Verifica-se, ainda, nesta figura, que a curva do laminado de carbono
apresenta pequenos picos que representam provavelmente a presença de quebra do
reforço e de início de delaminação, antes da ruptura total do laminado.
6.3.1 Laminados reforçados com fibra de vidro
A seguir são apresentadas curvas de tensão-deformação representativas dos ensaios de
tração dos laminados fibra de vidro / epóxi. Neste caso, são exemplificadas curvas de
amostras com as severidades das ondulações introduzidas iguais a 0, 10 e 20 % (Figura
6.4). A comparação das curvas desta figura mostra claramente que a tensão de ruptura
máxima e a deformação na ruptura decrescem com o aumento da severidade. Têm-se
valores de σr máximos iguais a 748; 628 e 540 MPa e valores médios de deformação
iguais a ~2,7; 2,2 e 2,5 %, para valores de S iguais a 0, 10 e 20 %, respectivamente. A
análise da região elástica desta figura mostra também que as diferentes famílias
apresentam comportamentos distintos, quais sejam, a família sem a introdução de
severidade (S = 0), para um mesmo valor de deformação, por exemplo, 0,25 %, a
resistência à tração é aproximadamente 140 MPa e este valor diminui com o aumento da
severidade, de aproximadamente 100 MPa para S = 10 e 60 MPa para S = 20. Este
comportamento é atribuído à maior elongação da região de defeito, ou seja, da
ondulação, com menores valores de resistência à tração na região elástica.
A partir da análise das curvas obtidas para todas as famílias de laminados epóxi/vidro
caracterizadas (S = 0; 2,5; 5; 7,5; 10; 12,5; 15 e 20 %) foram determinados diferentes
parâmetros mecânicos, como mostra a Tabela 6.2. Assim, para cada família de laminado
de fibra de vidro são apresentados resultados médios de resistência à tração
longitudinal, com seus respectivos desvios padrão e valores máximos e mínimos e os
valores de deformação na ruptura. Os valores de módulo de Young e coeficiente de

103
Poisson foram calculados pela média de três amostras de cada família, instrumentadas
com strain gauges.
0 1 2 3 4
0
150
300
450
600
750
0
150
300
450
600
750
0 1 2 3 4
0
150
300
450
600
750
Fibra de vidro / EpóxiS = 0%
Res
istê
ncia
à T
raçã
o (M
Pa)
Fibra de vidro / EpóxiS = 10%
Deformação (%)
Fibra de vidro / EpóxiS = 20%
Figura 6.4 – Curvas de tensão-deformação representativas dos laminados fibra de vidro / epóxi, com S = 0, 10 e 20 %.

104
Tabela 6.2 – Valores de tensão de ruptura (σr), desvio padrão de σr (∆σr), σr máximos e mínimos, coeficiente de Poisson (ν), módulo de Young (Ε) e deformação na ruptura (εr) das famílias de laminados fibra de vidro / epóxi, com diferentes severidades.
Severidade σr ∆σr σr máximo σr mínimo ν E εr
(%) (MPa) (MPa) (MPa) (MPa) (GPa) (%)
0 625 103 748 489 0,29 36,3 2,7
2,5 599 87,5 684 470 0,32 * 3,1
5,0 602 70,1 667 446 0,30 36,5 2,5
7,5 533 78,9 593 376 0,28 * 1,9
10,0 528 70,2 628 404 0,28 47,0 2,2
12,5 542 44,9 596 494 0,29 * 2,2
15,0 488 31,0 541 442 0,36 44,9 2,1
20,0 470 49,4 540 398 0,25 46,2 2,5
*Aquisição de dados da máquina não aproveitados
Comparando-se os valores de resistência à tração das amostras de todas as famílias de
laminados reforçados com fibra de vidro, confirma-se que a ondulação (desalinhamento
da fibra) causa efeito deletério no comportamento em tração dos laminados. Observa-se
ainda que, os desvios destas medidas, de uma maneira geral, diminuem com o aumento
da severidade (Tabela 6.2). Já, o coeficiente de Poisson mostra a tendência de
decréscimo, exceto para a amostra com S = 15 % (ν = 0,36). A análise dos valores de
módulo de Young mostra a tendência de aumento, enquanto que o parâmetro
deformação na ruptura mostra a tendência de decréscimo.
A Figura 6.5 ilustra o comportamento dos valores de tensão de ruptura com suas
respectivas barras de erro, obtidas pelo desvio padrão da medida, e a tensão de ruptura
normalizada de todas as famílias de laminados reforçados com fibra de vidro, em função
das diferentes severidades. Vale ressaltar que, neste trabalho, a normalização dos
valores de tensão foi realizada sempre em relação ao valor médio da família com S = 0

105
(σr/σr(S=0)). A análise desta figura mostra que a tensão de ruptura decresce, chegando a
uma redução de, aproximadamente, 25 % na sua resistência à tração para a família com
S = 20 %, em comparação ao lote de controle sem ondulação (S = 0). Verifica-se, ainda,
que o desvio padrão mostra a tendência de diminuir com o aumento da severidade nas
diferentes famílias de laminados analisadas, como já observado por Mandell (Mandell et
al., 2003). Este comportamento sugere que o aumento da ondulação da fibra na região
mediana do corpo-de-prova é um defeito com influência preponderante no decréscimo
da propriedade, e os menores desvios indicam que a indução de ondulações mais
severas nos laminados apresenta maior influência sobre outros possíveis defeitos
oriundos do processamento, como falhas de interface e porosidades, no espalhamento
dos dados obtidos experimentalmente.
0 5 10 15 20
0
150
300
450
600
750
0 5 10 15 200,0
0,2
0,4
0,6
0,8
1,0
Res
istê
ncia
à tr
ação
(M
Pa)
Fibra de vidro / Epóxi
Severidade (%)
Res
istê
ncia
à tr
ação
nor
mal
izad
a
Fibra de vidro / Epóxi
Figura 6.5 – Resistência à tração e resistência à tração normalizada das famílias de laminados fibra de vidro / epóxi com diferentes severidades.

106
Observa-se, ainda, que o decréscimo da resistência, em comparação ao laminado sem
defeito, para S = 2,5 e 5 % é cerca de 4 %, para S variando entre 7,5 e 12,5 % é cerca de
15 % e, finalmente, para S = 15 e 20 %, a queda da propriedade é de, aproximadamente,
24 %. Estes dados mostram que a partir de 5 % de severidade o decréscimo da
propriedade é mais acentuado.
A Figura 6.6 apresenta mais claramente a variação do coeficiente de Poisson, do
módulo de elasticidade e da deformação na ruptura em função da severidade. A análise
desta figura mostra o ligeiro decréscimo do coeficiente de Poisson em função do
aumento da severidade, como observado por Adams (Adams et al., 1994). Para S = 0, o
coeficiente de Poisson é igual a 0,29 e para S = 20 % esse parâmetro torna-se igual a
0,25. Exceto para alguns pontos que não se ajustam à curva (S = 2,5 e 15 %), este
comportamento é esperado, considerando-se a Equação 4.6 e o fato do corpo-de-prova
com ondulação ter a tendência de se alongar na longitudinal, com a aplicação do
esforço. Este comportamento é favorecido nos laminados de fibra de vidro, em função
da menor rigidez desta fibra em comparação à fibra de carbono. O desvio de
comportamento observado para alguns corpos-de-prova pode ser atribuído ao
deslocamento da colagem do strain gauge em relação à região mediana do corpo-de-
prova, devido à presença da ondulação.
Como apresentado anteriormente na Tabela 6.2, observa-se na Figura 6.6 que o módulo
de Young para a família de referência (S = 0) é igual a 36 GPa e para S = 20 % o
módulo é igual a 45 GPa. Deste modo, verifica-se que este parâmetro tende a aumentar
com o aumento da severidade. Os valores de Ε para as famílias com S = 2,5; 7,5 e
12,5 % não foram adquiridos.
A análise da curva de deformação na ruptura em função da severidade (Figura 6.6)
mostra que o aumento da severidade promove o rompimento do corpo-de-prova em
valores menores de deformação e com menores cargas (Tabela 6.2), mostrando
claramente o efeito deletério da ondulação no comportamento mecânico do laminado.

107
0,00
0,08
0,16
0,24
0,32
0,400 5 10 15 20
0
10
20
30
40
50
0 5 10 15 20
0,0
0,6
1,2
1,8
2,4
3,0
3,6
Coe
ficie
nte
de P
oiss
on
Fibra de vidro / Epóxi
Mód
ulo
de e
last
icid
ade
(GP
a)
Fibra de vidro / Epóxi
Def
orm
ação
na
rupt
ura
(%)
Severidade (%)
Fibra de vidro / Epóxi
Figura 6.6 – Variação do coeficiente de Poisson, módulo de elasticidade e deformação de ruptura das famílias de laminados reforçados com fibra de vidro em função de diferentes níveis de severidade.
Em complementação à avaliação do comportamento mecânico dos laminados com a
severidade, foram realizadas análises fractográficas das superfícies de fratura dos

108
corpos-de-prova com reforço de fibra de vidro ensaiados em tração. A realização destas
análises visou complementar o estudo dos efeitos deletérios das ondulações nos
laminados compósitos, buscando definir quais os prováveis modos de falha que
promovem a queda na propriedade de resistência à tração longitudinal e os tipos de
fratura resultantes na ruptura.
Após os ensaios mecânicos, a primeira análise das superfícies de fratura refere-se à
inspeção visual, para identificar os aspectos macroscópicos revelados pelo material.
Nesta análise observa-se claramente que as amostras sem defeito ou com defeitos menos
severos (S = 0 e 2,5 %) apresentam aspectos de fraturas diferentes em relação às
amostras com ondulações mais severas (S = 5; 7,5; 10; 12,5; 15 e 20 %) (Figuras 6.7 e
6.8).
Para a família de laminados com S= 0 e 2,5 %, o modo de fratura apresenta uma
aparência de escova (brush like appearance) (Purslow, 1988; Asm, 2001). A Figura 6.7
mostra corpos-de-prova com S = 0 % ensaiados até a ruptura total. Estes modos de falha
são também representativos da família de laminados de vidro com S = 2,5 %.
Figura 6.7 – Modo de falha tipo escova, observado nas superfícies de fratura da família de laminados fibra de vidro / epóxi com S = 0.
Já, as famílias com ondulações mais severas (S ≥ 5 %), a fratura se dá,
preferencialmente, na região de ondulação da fibra, passando pelo ponto de inflexão da
curva, exibindo uma fratura mais plana (Figura 6.8), como também observado por
Avery (Avery et al., 2004). A Figura 6.8 mostra o modo de fratura típico da família de
laminados com S = 20 %, representativo dos laminados com S ≥ 5 %.

109
(a) (b) Figura 6.8 – Modo de falha observado nas superfícies de fratura da família de laminados
epóxi/vidro com S = 20 %. (a) vista geral, (b) detalhe da ondulação após o ensaio mecânico.
A análise das superfícies de fratura dos laminados com S ≥ 5 % mostra claramente que a
propagação da trinca que leva à fratura da amostra se inicia na região do defeito
(ondulação) do laminado (Figura 6.8b).
O segundo passo é a observação em microscópio eletrônica de varredura, onde são
alcançados aumentos maiores, de modo que podem ser visualizados os caminhos e
mecanismos da falha no laminado.
Como já verificado na inspeção visual, as amostras de controle e com severidade baixa
apresentam uma ruptura de difícil análise do ponto de vista fractográfico, uma vez que
se fragmentaram. Os fragmentos restantes da amostra, na forma de varetas, e os
recolhidos no local apresentam a superfície de análise danificada, devido ao impacto
entre os próprios fragmentos do corpo-de-prova, durante a quebra do reforço. A Figura
6.9 é representativa da análise realizada em uma porção da amostra recuperada (uma
vareta) e mostra uma vista geral da família de controle (S = 0). Um aspecto interessante
desta família e das demais com baixa severidade S = 2,5 % é a quebra do reforço em
diferentes planos, devido ao impacto na ruptura. Observa-se, ainda, a presença do efeito
de pullout (arrancamento da fibra), atribuído a falhas na interface resina-fibra e regiões

110
mais ricas em resina, provavelmente associada à presença de poros, em função do
aspecto dessa região.
Figura 6.9 – Vista geral de um laminado de vidro (referência) (S = 0). Aumento de 750x.
O segundo tipo de fratura, observado para as famílias com maiores severidades, revela
uma fratura frágil e uniforme na seção transversal da amostra, com uma região limpa,
plana e sem aspectos muito diferenciados, permitindo a visualização das fibras de topo,
como que em um corte a 90º, como apresentado por Franco (Franco, 2003). Este tipo de
fratura pode ser observado na Figura 6.10, referente às famílias com S = 12,5 e 15 %.
Nesta figura observa-se ainda que, a interface entre as fibras e a resina é boa, uma vez
que as fibras apresentam-se recobertas pela resina e aderidas a esta (Figuras 6.10a e
6.11). Observa-se, no entanto, a presença de regiões ricas em resina (Figura 6.10b). Este
tipo de aspecto é característico do processo de infusão, já que este não favorece uma
impregnação homogênea do reforço em função da ausência de pressão durante o
processamento, como apresenta a literatura (Cândido, 2001). Observa-se, também, a
ocorrência de arrancamento de fibras, porém em menor quantidade. A fratura observada
Pullout
Região rica em resina

111
é translaminar e deve-se ao fato da superfície de fratura ser praticamente perpendicular
ao carregamento, com o ponto de propagação da falha localizado na região mediana do
corpo-de-prova, na ondulação, como se espera na teoria (Mandell et al., 2003). A Figura
6.12 ilustra o topo de uma fibra, revelando as marcas radiais (estrias) no filamento e o
ponto de origem da falha transversal (região inferior do filamento).
(a) (b) Figura 6.10 – Vista geral de laminados de vidro com (a) S = 12,5 % e (b) S = 15 %,
aumento de 1000x.
40 µm
Resina
40 µm
Região rica em resina

112
(a) (b) Figura 6.11 – Detalhe da interface fibra de vidro-resina de um laminado de vidro com (a) S
= 5 %, aumento 1500x e (b) S = 2,5 %, aumento 3500x.
Figura 6.12 – Detalhe da seção transversal de um filamento de vidro, com o ponto de origem da falha e propagação da trinca, S = 0, aumento 5000x.
21 µm Resina
7 µm
Ponto de início de propagação da falha
9 µm
Resina

113
A Figura 6.13a ilustra o aspecto de falha denominado marcas de rio em uma região rica
em resina e a Figura 6.13b a presença dos aspectos conhecidos como escarpas, ao redor
de um filamento de vidro. Estes aspectos são característicos de matrizes termorrígidas
sob carregamento em tração (Franco, 2003). A Figura 6.13b também ilustra, mais uma
vez, a boa ancoragem da resina no reforço de vidro e em alguns pontos de falhas na
adesão. Entre os dois filamentos observa-se também a ocorrência da propagação de uma
trinca, que pode levar à ocorrência do defeito de delaminação.
(a) (b) Figura 6.13 – Aspectos tipo marcas de rio, 1500x (a) e escarpas, 2000x (b) na região de
fratura do laminado de vidro (S= 0).
6.3.2 Laminados reforçados com fibra de carbono
A Figura 6.14 ilustra curvas típicas de tensão-deformação das famílias de laminados de
fibra de carbono de referência (S = 0) e com severidades iguais a 10 e 20 %,
respectivamente. A análise destas curvas mostra que a família de referência, com
severidade S = 0, possui maior resistência à tração (σr = 2007 MPa), que a observada
para o laminando com severidade igual a 10 % (σr = 1830 MPa), porém ligeiramente
menor que o determinado para S = 20 % (σr = 2188 MPa). Deve-se ressaltar que este
último valor obtido não era esperado.
21 µm
Marcas de rio
16 µm
Trinca
Escarpas
Defeitos

114
Outra observação importante refere-se à deformação na ruptura, que para a família de
controle (S = 0) é maior em relação às outras duas amostras. A análise da região elástica
desta figura mostra também que a família com S = 10 % apresenta comportamento
diferente do observado para a família sem a introdução de severidade (S = 0). Assim,
para um mesmo valor de deformação, por exemplo, 0,25 %, a resistência à tração da
família com S = 10 % é menor. Este comportamento, de maneira similar ao apresentado
para os laminados com reforço de vidro, é atribuído à maior elongação da região de
defeito, ou seja, da ondulação, com um menor valor de resistência à tração. No entanto,
os laminados de maior severidade (S = 20 %) não apresentam este comportamento,
assemelhando-se ao desempenho da família de referência, sem defeito. A análise da
Figura 6.14 mostra também que a família com S = 10 % apresenta um típico
comportamento de material com fratura frágil, com falha catastrófica, como menciona a
literatura (Mandell et al., 2003). Já, a família com S = 20 % indica que a ruptura do
corpo-de-prova se deu com o rompimento parcial do material, ou seja, do reforço, antes
da falha total do material.
A partir da análise das curvas obtidas para todas as famílias de laminados
fibra de carbono / epóxi caracterizadas (S = 0; 2,5; 5,0; 7,5; 10; 12,5; 15 e 20 %) foram
determinados diferentes parâmetros mecânicos, como mostra a Tabela 6.3. Assim, para
cada família de laminado de fibra de carbono são apresentados resultados médios de
resistência à tração longitudinal, com seus respectivos desvios padrão e valores
máximos e mínimos e os valores de deformação na ruptura. Os valores de módulo de
Young e coeficiente de Poisson foram calculados pela média de três amostras de cada
família, instrumentadas com strain gauges.

115
0,0 0,5 1,0 1,5 2,0
0
400
800
1200
1600
2000
0
400
800
1200
1600
2000
0,0 0,5 1,0 1,5 2,0
0
400
800
1200
1600
2000
Fibra de Carbono / EpóxiS = 0%
Res
istê
ncia
à T
raçã
o (M
Pa)
Fibra de Carbono / EpóxiS = 10%
Deformação (%)
Fibra de Carbono / EpóxiS = 20%
Figura 6.14 – Curva típicas de tensão-deformação dos laminados de fibra de carbono / epóxi com (a) S= 0, (b) S = 10 % e (c) S= 20 %.

116
Tabela 6.3 – Valores de tensão de ruptura (σr), desvio padrão de σr (∆σr), σr máximos e mínimos, coeficiente de Poisson (ν), módulo de Young (Ε) e deformação na ruptura (εr) das famílias de laminados fibra de carbono / epóxi, com diferentes severidades.
Severidade σr ∆σr σr máximo σr mínimo ν Ε εr
(%) (MPa) (MPa) (MPa) (MPa) (GPa) (%)
0 2011 145 2226 1825 0,25 142 1,8
2,5 2174 205 2327 1809 0,29 104 2,0
5,0 1872 182 2227 1692 * * 1,5
7,5 1904 154 2162 1672 * * 1,4
10,0 1830 16,7 1946 1703 0,39 66,3 1,3
12,5 1755 46,8 1783 1701 * * 1,4
15,0 1934 28,3 1966 1912 * 30,6 1,5
20,0 2188 164 2526 2018 0,55 18,7 1,5
*Aquisição de dados da máquina não aproveitados
Inicialmente, comparando-se os valores de resistência à tração e de módulo de Young
dos laminados de carbono e vidro, de referência (S = 0), verifica-se que os laminados de
carbono apresentam estas propriedades sensivelmente superiores, 2007 MPa e 142 GPa,
respectivamente, em relação às dos laminados de vidro, 624 MPa e 36,3 GPa,
respectivamente. As atrativas propriedades mecânicas dos laminados de carbono são
acrescidas de sua menor massa específica (1,39 g/cm3) em relação à dos laminados de
vidro (1,63 g/cm3).
Comparando-se os valores de resistência à tração das famílias de laminados reforçados
com fibra de carbono, verifica-se que a ondulação (desalinhamento da fibra), de maneira
similar ao observado para os laminados reforçados com fibra de vidro, degrada o
comportamento em tração dos laminados, exceto para os laminados com S = 15 e 20 %,
que apresentam comportamento não esperado. Observa-se ainda que, os desvios destas
medidas, de uma maneira geral, diminuem com o aumento da severidade. Já, o
coeficiente de Poisson mostra a tendência de aumentar, provavelmente, devido à maior

117
rigidez da fibra de carbono e, conseqüentemente, a sua maior resistência em se
deformar. A análise dos valores de módulo de Young mostra a tendência de decréscimo,
juntamente com a deformação na ruptura.
A Figura 6.15 apresenta os valores de tensão de ruptura e de tensão de ruptura
normalizados (σr/σr(S=0)) de todas as famílias de laminados reforçados com fibra de
carbono, em função da severidade de cada família. A análise desta figura mostra que a
tensão de ruptura decresce, chegando a uma redução de, aproximadamente, 13 % na sua
resistência à tração para a família com S = 12,5 %, em comparação ao lote de controle
sem ondulação (S = 0). Verifica-se, ainda, que o desvio padrão apresenta a tendência de
diminuir com o aumento da severidade nas diferentes famílias de laminados analisadas,
como já observado por Mandell (Mandell et al., 2003). No entanto, a família com
S = 20 % mostra, de maneira não esperada, um aumento desta propriedade em cerca de
9 %. Os comportamentos anômalos para os laminados com 15 e 20 % podem ser
oriundos do processamento deste lote de laminado ou de problemas na aquisição de
dados da máquina de ensaio. Outro aspecto não esperado é o alto desvio padrão para os
laminados com S = 20 %. Considerando-se as severidades de 0; 2,5; 5; 7,5; 10 e 12,5 %
pode-se afirmar que o aumento da ondulação da fibra na região mediana do corpo-de-
prova é um defeito com influência preponderante no decréscimo da propriedade, e os
menores desvios sugerem que a indução de ondulações mais severas nos laminados tem
influência sobre outros possíveis defeitos oriundos do processamento, como falhas de
interface e porosidades. Observa-se, ainda, que o decréscimo da resistência, em
comparação ao laminado sem defeito, para S = 5 e 7,5 % é cerca de 7 %, para S = 10 %
o decréscimo desta propriedade é cerca de 8,9 %. Estes dados mostram que a partir de
5 % de severidade o decréscimo da propriedade é mais acentuado. Para severidades
iguais ou superiores a 15 % verifica-se o aumento da propriedade sugerindo que novas
investigações devam ser realizadas para confirmar esta tendência.
Em resumo, comparando-se os resultados dos corpos-de-prova de todos os grupos de
laminados reforçados com fibra de carbono, verifica-se que a ondulação
(desalinhamento) da fibra, de maneira geral, causa efeito deletério no comportamento
em tração dos laminados, como já observado para os laminados de fibra de vidro.

118
0
500
1000
1500
2000
25000 5 10 15 20
0 5 10 15 200,0
0,2
0,4
0,6
0,8
1,0
Res
istê
ncia
à tr
ação
(M
Pa)
Fibra de carbono / Epóxi
Severidade (%)
Res
istê
ncia
à tr
ação
nor
mal
izad
a
Fibra de carbono / Epóxi
Figura 6.15 – Variação da resistência à tração e resistência à tração normalizada de laminados de fibra de carbono / epóxi com diferentes severidades.
A Figura 6.16 apresenta mais claramente a variação do coeficiente de Poisson, do
módulo de elasticidade e da deformação dos laminados de fibra de carbono / epóxi com
diferentes severidades. A análise desta figura mostra que o coeficiente de Poisson
aumenta com o aumento da severidade. Para S = 0, o coeficiente de Poisson é igual a
0,25 e para S = 20 % esse parâmetro torna-se igual a 0,55. Em princípio este valor de
ν > 0,5 não é aceito, como prevê a literatura sobre comportamento mecânico de
compósitos (Asm, 2001). No entanto, Hsiao e Daniel (Hsiao et al., 1996) e Garnich e
Karami (Garnich et al., 2005) mostram valores de coeficiente de Poisson em laminados

119
com ondulação variando de 0,22 a 0,48, citando que o coeficiente de Poisson é
extremamente afetado na direção longitudinal em laminados com ondulação. Esta
tendência de aumento do coeficiente de Poisson é contrária à observada para os
laminados de fibra de vidro, em função da menor rigidez desta fibra em comparação à
fibra de carbono. O desvio de comportamento observado para alguns corpos-de-prova
pode ser atribuído ao deslocamento da colagem do strain gauge em relação à região
mediana do corpo-de-prova, devido à presença da ondulação.
Como apresentado anteriormente, observa-se na Figura 6.16 e na Tabela 6.3 que o
módulo de Young para a família de referência (S = 0) é igual a 142 GPa, e para S =
20 % o módulo é igual a 18,7 GPa. Deste modo, verifica-se que este parâmetro tende a
diminuir com o aumento da severidade. Este comportamento mostra claramente o efeito
deletério da ondulação no módulo de Young do material com o aumento da severidade.

120
0 5 10 15 20
0,00
0,15
0,30
0,45
0,60
0
30
60
90
120
150
0 5 10 15 20
0,0
0,5
1,0
1,5
2,0
2,5
Coe
ficie
nte
de P
oiss
on
Fibra de carbono / Epóxi
Mód
ulo
de e
last
icid
ade
(GP
a)
Fibra de carbono / Epóxi
Def
orm
ação
na
rupt
ura
(%)
Severidade (%)
Fibra de carbono / Epóxi
Figura 6.16 – Variação do coeficiente de Poisson, módulo de elasticidade e deformação de ruptura das famílias de laminados reforçados com fibra de carbono em função de diferentes níveis de severidade

121
A análise da curva de deformação na ruptura em função da severidade (Figura 6.16)
mostra que o aumento da severidade promove o rompimento do corpo-de-prova em
valores menores de deformação e com menores cargas (Tabela 6.3), indicando
claramente o efeito deletério da ondulação no comportamento mecânico do laminado
até a severidade de 15 %.
De maneira similar às análises fractográficas realizadas para os laminados de vidro, fez-
se a caracterização microscópica das superfícies de fratura dos corpos-de-prova da
família reforçada com fibra de carbono, após os ensaios em tração.
A inspeção visual dos corpos-de-prova dos laminados de carbono fraturados mostra que
as amostras com S = 0 (Figura 6.17a) e 2,5 % apresenta modo de falha tipo escova
(brush like appearance) (Franco, 2003; Purslow, 1988). Já, as famílias com ondulação
mais severa, a fratura ocorre preferencialmente na região de ondulação da fibra, tipo
frágil, passando pelo ponto de inflexão da curva (Figura 6.17b-c), como observado por
Adams (Adams et al., 1994). Verifica-se ainda que, o aspecto tipo escova diminui com
o aumento da severidade, migrando para fraturas mais típicas de materiais frágeis. A
Figura 6.17d mostra o detalhe da região de fratura de um laminado com 20 %, onde se
observa um strain gauge colado ao lado da severidade, deslocado da região mediana do
corpo-de-prova.
As análises por microscopia eletrônica de varredura mostram que a interface entre as
fibras e a resina apresenta regiões com adesão entre as fibras e a resina (Figura 6.18a),
mas, também, muitas regiões com interface pobre (fibras lisas e sem resina), sugerindo
que a compatibilidade entre a fibra e a resina precisa ser melhorada (Figura 6.18b).
Estas observações são concordantes com o comportamento mecânico apresentado na
Figura 6.14, que sugere a ocorrência de delaminação do compósito ou problemas na
interface.

122
(a) (b)
(c) (c)
Figura 6.17 – Modo de falha típico para as famílias de laminados de carbono com S igual (a) 0, (b) 10 %, (c) 20 % e (d) detalhe de (c).

123
(a) (b)
Figura 6.18 – Detalhes da interface entre as fibras de carbono e a resina epóxi, (a) S = 10 %, 5000x e (b) 2,5 %, 3500x.
A Figura 6.19 mostra o topo de uma fibra, com evidências das marcas radiais (estrias) e
do local de origem da falha. A seta amarela indica a propagação da trinca através do
filamento de carbono. Nesta imagem observa-se também que a resina está bem ancorada
no reforço.
Figura 6.19 – Seção transversal de uma fibra de carbono, com o detalhe da origem da falha e propagação da trinca (seta amarela), S = 10 %, aumento de 7500x.
7 µm
Boa ancoragem da resina
16 µm
Falha na interface
Fibras lisas que indicam ausência de interface
Origem da falha
5 µm

124
A Figura 6.20a ilustra o aspecto de falha denominado marcas de rio em uma região rica
em resina, com os filamentos de carbono bem ancorados na matriz e a Figura 6.20b a
presença de escarpas, características de matrizes termorrígidas sob carregamento em
tração (Franco, 2003).
(a) (b) Figura 6.20 – Região de fratura do laminado de fibra de carbono / epóxi (S= 0) sob
tração. Aspectos tipo (a) marcas de rio, 1500x e (b) escarpas, 2000x.
6.4 Ensaios de compressão
Neste estudo, a influência da ondulação em compósitos estruturais de resina epóxi
reforçados com fibras de vidro e carbono unidirecionais foi também avaliada via ensaios
de resistência à compressão. As propriedades de resistência à compressão e deformação
na ruptura dos laminados em estudo foram avaliadas, utilizando-se sempre a família
sem defeito induzido (S = 0) como referência. Para isto, dados de carga e deformação
foram obtidos na própria máquina de ensaios.
21 µm 16 µm

125
6.4.1 Laminados reforçados com fibra de vidro
Curvas típicas de tensão-deformação em compressão para amostras com severidades de
0, 10 e 20 % de laminados fibra de vidro são apresentadas na Figura 6.21. Por meio
destas curvas observa-se o comportamento característico destas famílias de laminados.
Particularizando a análise das curvas observa-se que o laminado com reforço de fibra de
vidro sem defeito induzido (S = 0) apresenta resistência máxima à compressão igual a
673 MPa, valor superior aos determinados para os laminados de fibra de vidro com
S = 10 e 20 %, que mostram resistências de 144 e 107 MPa, respectivamente.
Comparando-se os valores de resistências à compressão obtidos para a família de vidro
com S = 0, com dados da literatura de laminados similares, têm-se valores próximos
(396-593 MPa) (Ewea, 2009).
Observa-se também que a deformação na ruptura do corpo-de-prova diminui
sensivelmente com a introdução da ondulação, diminuindo de 4,3 % para o laminado
com S = 0, para, aproximadamente, 1,4 e 1,3 % para as famílias com S = 10 e 20 %,
respectivamente. Verifica-se ainda que os perfis da curvas dos laminados com e sem
defeitos são bastante distintos. Nos casos dos laminados com severidades de 10 e 20 %
tem-se que, desde o início do ensaio, já se observa uma influência maior do esforço
sobre o comportamento de deformação do corpo-de-prova, levando-o à ruptura em
menor valor de deformação e com menores valores de resistência.

126
0 1 2 3 4 5
0
150
300
450
600
750
0
40
80
120
160
200
0 1 2 3 4 5
0
40
80
120
160
200
Fibra de vidro / EpóxiS = 0%
Res
istê
ncia
à C
ompr
essã
o (M
Pa)
Fibra de vidro / EpóxiS = 10%
Deformação (%)
Fibra de vidro / EpóxiS = 20%
Figura 6.21 – Curvas típicas de tensão - deformação em compressão dos laminados fibra de vidro / epóxi, com (a) S= 0, (b) 10 % e (c) 20 %.

127
A partir da análise das curvas obtidas para todas as famílias de laminados epóxi/vidro
caracterizadas (S = 0; 2,5; 5,0; 7,5; 10; 12,5; 15 e 20 %) foram determinados diferentes
parâmetros mecânicos, como mostra a Tabela 6.4. Assim, para cada família de laminado
de fibra de vidro são apresentados resultados médios de resistência à compressão, com
seus respectivos desvios padrão e valores máximos e mínimos, e os valores de
deformação na ruptura.
Tabela 6.4 - Valores de resistência à compressão (σr), desvio padrão (∆σr), valores máximos e mínimos e deformação na ruptura (εr) das famílias de laminados de fibra de vidro / epóxi, em função da severidade.
Severidade σr ∆σr σr máximo σr mínimo εr
% (MPa) (MPa) (MPa) (MPa) (%)
0 673 91 839 511 4,3
2,5 287 34 330 228 2,2
5,0 288 14 307 269 2,2
7,5 210 30 249 169 1,8
10 144 16 164 116 1,4
12,5 137 12 159 122 1,6
15 161 20 183 129 1,6
20 107 12 130 92 1,3
Comparando-se os valores de resistência à compressão e deformação das amostras de
todas as famílias de laminados reforçados com fibra de vidro, verifica-se que a
ondulação (desalinhamento da fibra) causa uma queda acentuada nesta propriedade.
Observa-se ainda que, os desvios destas medidas, de uma maneira geral, diminuem com
o aumento da severidade.
A Figura 6.22 apresenta o comportamento dos valores de resistência à compressão de
todas as famílias de laminados reforçados com fibra de vidro, em função da severidade

128
de cada família. A análise desta figura mostra que a tensão de ruptura decresce de
maneira acentuada, chegando a uma redução de, aproximadamente, 84 % na sua
resistência à compressão para a família com S = 20 %, em comparação ao lote de
controle sem ondulação (S = 0). Verifica-se, ainda, que o desvio padrão mostra a
tendência de diminuir com o aumento da severidade nas diferentes famílias de
laminados analisadas, como já observado por Mandell (Mandell et al., 2003).
Comparando-se os resultados de tração e compressão observa-se que a ondulação é mais
deletéria para o esforço em compressão e que esta redução aumenta com o aumento da
severidade da fibra na região mediana do corpo-de-prova. Assim, tem-se que os
laminados com S = 2,5 e 5 % tem a sua resistência à compressão reduzida em cerca de
57 %, com a tendência deste decréscimo aumentar significativamente para severidades
maiores, como mostram os laminados com S = 7,5 % nos quais a resistência cai para
cerca de 69 % e para S = 7,5 e 10 % a queda chega a 80 %. Estes dados mostram que a
partir de 2,5 % de severidade o decréscimo da propriedade é acentuado e muito danoso
ao comportamento mecânico em compressão do material.
Um aspecto que provavelmente influenciou nesta queda abrupta da resistência em
compressão do laminado é o fato do desalinhamento de fibras induzido na amostra ter
promovido o efeito de dobramento (buckling) do laminado durante o ensaio,
característica de fratura não desejada para ensaios de compressão, como já menciona a
norma ISO 14126 (ISO 14126, 2000). Esta norma rejeita dados de amostras fraturadas
por dobramento.

129
0
150
300
450
600
750
0 5 10 15 20
0 5 10 15 200,0
0,2
0,4
0,6
0,8
1,0
Res
istê
ncia
à c
ompr
essã
o (M
Pa)
Fibra de vidro / Epóxi
Severidade (%)
Res
istê
ncia
à c
ompr
essã
o no
rmal
izad
a
Fibra de vidro / Epóxi
Figura 6.22 – Resistência à compressão e resistência à compressão normalizada das famílias de laminados fibra de vidro / epóxi com diferentes severidades.
A Figura 6.23 mostra o comportamento dos valores de deformação na ruptura em
compressão de todas as famílias de laminados reforçados com fibra de vidro, em função
da severidade de cada família. A análise desta figura é concordante com o observado na
Figura 6.22, com uma queda acentuada deste parâmetro em função do aumento da
severidade, confirmando que a severidade de 2,5 % já compromete de maneira decisiva
o desempenho do material.

130
0 5 10 15 200
1
2
3
4D
efor
maç
ão n
a ru
ptur
a (%
)
Severidade (%)
Fibra de vidro / Epóxi
Figura 6.23 – Deformação em compressão das famílias de laminados fibra de vidro / epóxi com diferentes severidades.
A análise fractográfica das superfícies de fratura dos corpos-de-prova com reforço de
fibra de vidro, ensaiados em compressão, apresenta diferentes aspectos de fratura para
as diversas famílias. A Figura 6.24 mostra a região de deformação de corpos-de-prova
com e sem ondulação. Verifica-se que as amostras com ondulações romperam
preferencialmente na região de inflexão da ondulação e as sem severidade apresentam
rompimento próximo ao tab.

131
(a) (b) Figura 6.24 – Vistas de laminados de vidro após o ensaio de compressão: (a) S = 0 % e
(b) S = 20 %.
A Figura 6.25 é representativa de análises por estereoscopia de corpos-de-prova com
S = 0 %, onde observa-se a presença de falha por microflambagem (microbuckling)
próxima à região do tab (região esbranquiçada em forma de S). Esta deformação é na
realidade uma flambagem ou dobra da fibra. Observa-se também a presença de
delaminações que se propagam para dentro do tab. Este aspecto é representativo das
famílias com S = 0 e 2,5 %. Já, as amostras com severidades iguais a 10 % (Figura 6.26)
e 20 % (Figura 6.27) mostram dobramento na região mediana da senóide da ondulação
(região esbranquiçada).

132
(a) (b) Figura 6.25 – Vistas de um corpo-de-prova de laminado de vidro, com S = 0 %, ensaiado
em compressão.
(a) (b) Figura 6.26 – (a) Imagem do corpo-de-prova de laminado de vidro com S = 10 % após o
ensaio em compressão. (b) Detalhe da região da microflambagem (aumento de 500x).
Tab
Dobramento
Delaminação
70 µm

133
(a) (b) Figura 6.27 – (a) Imagem do corpo-de-prova de laminado de vidro com S = 20 % após o
ensaio em compressão. (b) Detalhe da região da microflambagem (aumento de 500x).
As Figuras 6.26b e 6.27b mostram detalhes da região de deformação com a presença de
fibras quebradas e de resina que se deformou com o esforço em compressão.
A Figura 6.25b mostra a região que ocorreu a microflambagem, próxima ao tab (região
esbranquiçada em forma de S, onde se observa a delaminação das camadas. Aspectos
semelhantes são observados para os laminados com S = 10 e 20 %, porém com a
ocorrência na região central do corpo-de-prova.
6.4.2 Laminados reforçados com fibra de carbono
A Figura 6.28 apresenta o comportamento das famílias de laminados carbono/epóxi sob
esforço em compressão. A análise destas curvas mostra que o laminado com S = 0
possui resistência máxima à compressão igual a 307 MPa, valor superior aos
determinados para os laminados de fibra de carbono com S = 10 e 20 %, que têm
resistências de 217 e 91 MPa, respectivamente. Comparando-se os valores de
resistências à compressão obtidos para a família de carbono com S = 0, com dados da
literatura de laminados similares, têm-se valores similares (460-510 MPa) (Hexion,
2009).
70 µm

134
0 1 2 3 4
0
60
120
180
240
300
360
0
60
120
180
240
300
360
0 1 2 3 4
0
40
80
120
160
200
Fibra de carbono / EpóxiS = 0%
Res
istê
ncia
à C
ompr
essã
o (M
Pa)
Fibra de carbono / EpóxiS = 10%
Deformação (%)
Fibra de carbono / EpóxiS = 20%
Figura 6.28 – Curvas típicas de resistência à compressão dos laminados fibra de carbono / epóxi, com (a) S = 0, (b) 10 % e (c) 20 %.

135
Observa-se também que, a deformação na ruptura do corpo-de-prova diminui
sensivelmente com a introdução da ondulação diminuindo de 3,2 % para o laminado
com S = 0 para, aproximadamente, 2,9 e 1,6 % para as famílias com S = 10 e 20 %,
respectivamente. Verifica-se também que os perfis das curvas dos laminados com e sem
defeitos são bastante distintos. No caso do laminado com severidade de 20 %, de
maneira similar ao apresentado pelos laminados de vidro, observa-se uma influência
mais acentuada do esforço sobre o comportamento de deformação do corpo-de-prova,
levando-o à ruptura em menor valor de deformação e com menores valores de
resistência.
A partir da análise das curvas obtidas para as famílias de laminados epóxi/carbono
caracterizadas (S = 0; 10 e 20 %) foram determinados diferentes parâmetros mecânicos,
como mostra a Tabela 6.5. Assim, para cada família de laminado de fibra de carbono
são apresentados resultados médios de resistência à compressão, com seus respectivos
desvios padrão e valores máximos e mínimos, e a deformação na ruptura.
Tabela 6.5 - Valores de resistência à compressão (σr), desvio padrão (∆σr), valores máximos e mínimos de σr e deformação na ruptura (εr) das famílias de laminados de fibra de carbono / epóxi, em função da severidade.
Severidade σr ∆σr σr máximo σr mínimo ε r
% (MPa) (MPa) (MPa) (MPa) (%)
0 307 60 411 220 3,6
10 217 21 242 187 2,9
20 91 11 106 77 1,6
Comparando-se os valores de resistência à compressão e deformação dos laminados
reforçados com fibra de carbono, verifica-se que a ondulação (desalinhamento da fibra)
diminui, de maneira similar às outras famílias de laminados analisadas, acentuadamente

136
o comportamento em compressão. Observa-se ainda que, os desvios destas medidas, de
uma maneira geral, diminuem com o aumento da severidade.
A Figura 6.29 apresenta o comportamento dos valores de resistência à compressão e de
resistência à compressão normalizada de todas as famílias de laminados de carbono em
função da severidade de cada família. A análise desta figura mostra que a tensão de
ruptura decresce de maneira acentuada, chegando a uma redução de cerca de 30 % para
S = 10 % e de aproximadamente 70 % para S = 20 %, em comparação ao lote de
controle sem ondulação. Verifica-se, ainda, que o desvio padrão mostra a tendência de
diminuir com o aumento da severidade nas diferentes famílias de laminados analisadas,
como já observado por Mandell (Mandell et al., 2003). Este comportamento confirma o
efeito negativo do aumento da ondulação da fibra no laminado.

137
0
80
160
240
320
4000 5 10 15 20
0 5 10 15 200,0
0,2
0,4
0,6
0,8
1,0
Res
istê
ncia
à c
ompr
essã
o (M
Pa)
Fibra de carbono / Epóxi
Severidade (%)
Res
istê
ncia
à c
ompr
essã
o no
rmal
izad
a
Fibra de carbono / Epóxi
Figura 6.29– Resistência à compressão e resistência à compressão normalizada das famílias de laminados fibra de carbono / epóxi com diferentes severidades.
A Figura 6.30 mostra o comportamento dos valores de deformação em compressão das
famílias de laminados com S = 0, 10 e 20 % reforçados com fibra de carbono, em
função da severidade de cada família. A análise desta figura mostra o decréscimo deste
parâmetro em função do aumento da severidade, em concordância com as observações
feitas para as outras famílias e com o comportamento da resistência à compressão.

138
0 5 10 15 200
1
2
3
4D
efor
maç
ão n
a ru
ptur
a (%
)
Severidade (%)
Fibra de carbono / Epóxi
Figura 6.30 – Variação da deformação na ruptura em compressão das famílias de
laminados fibra de carbono / epóxi em função da severidade.
Os aspectos da região de compressão dos laminados de carbono são semelhantes aos
observados para os laminados de vidro. A Figura 6.31a ilustra a presença de bandas de
flambagem e a imagem da Figura 6.31b mostra escarpas no interior dos vazios da banda
de flambagem em detalhe.
(a) (b)
Figura 6.31 – Microscopia eletrônica de varredura de laminado de carbono após ensaio de compressão, com S = 10 %, aumento de (a) 100x e (b) 500x.
70 µm

139
6.5 Ensaios de Fadiga
Como citado na literatura (Hsiao et al., 1996), a ondulação é crítica para as propriedades
de fadiga em compressão de laminados compósitos, assim, ensaios de fadiga em
compressão são sugeridos. Nesse caso, para evitar o dobramento do corpo-de-prova
durante este tipo de ensaio, alguns dispositivos mecânicos são necessários. Como para
este estudo não existiu esta disponibilidade de utilizar ou fabricar este tipo de
dispositivo, decidiu-se por realizar os ensaios de fadiga em tração.
Assim, corpos-de-prova das famílias de laminados de epóxi/fibra de vidro, com
severidades iguais a 0, 10 e 20 %, foram submetidos a ensaios dinâmicos de resistência
à fadiga do tipo tração-tração com razão de tensão máxima e mínima R = 0,1 e
frequência de ciclagem de 10 Hz, em forma de onda senoidal. Somente estas famílias
com reforço de vidro foram avaliadas, devido a problemas de tempo de alocação da
máquina de ensaios e perdas que ocorreram nos ensaios preliminares para ajustar a
metodologia utilizada.
A caracterização dos laminados de carbono não foi realizada, devido à indisponibilidade
deste tipo de material e, também, devido à elevada carga necessária para efetuar o
ensaio de fadiga em tração neste tipo de compósito para as dimensões de corpo-de-
prova fabricado, maior que o limite de carga da garra da máquina disponível.
Ensaios de fadiga, de uma maneira geral, necessitam de cuidados especiais na seleção
da freqüência a ser utilizada, pois elevadas taxas de ciclagem podem causar a variação
na temperatura da amostra, que pode afetar as características térmicas da matriz
polimérica, como apresenta a norma ASTM D3479. Assim, a freqüência deve ser baixa
o bastante para não promover variações significativas na amostra e também não
influenciar na resposta dinâmica da mesma. A literatura menciona que para
determinados compósitos poliméricos variações de aproximadamente 20 oC podem
proporcionar alterações prejudiciais nas propriedades da matriz polimérica e,
conseqüentemente, no comportamento do material compósito (Adams et al., 1994).

140
Neste sentido, durante a execução dos ensaios realizados neste estudo, fez-se o controle
da temperatura das amostras por meio de um termômetro digital e um imageador
térmico de infravermelho da marca Fluke.
Para o levantamento dos dados da vida em fadiga (curva S-N) das amostras de controle
(S = 0) e das amostras com ondulação (S = 10 e 20 %) foram aplicadas tensões entre 50
e 80 % do valor médio da resistência à tração da família de referência do laminado de
fibra de vidro / epóxi. Este procedimento adotado visou obter o número de ciclos até a
ruptura de cada amostra, de modo a comparar o efeito deletério da ondulação para
carregamentos próximos ou iguais aos aplicados para laminados compósitos
supostamente sem defeitos.
Todas as amostras foram ensaiadas até a ruptura ou até atingir 1 milhão de ciclos, valor
considerado neste estudo como vida infinita para os laminados. Para a família de
controle (referência) foram ensaiadas 8 amostras, enquanto que para as famílias com
S = 10 e 20 % foram ensaiadas 5 amostras, respectivamente. Para ensaios dinâmicos
preliminares e exploratórios, a norma ASTM D3479 recomenda a utilização de 6
corpos-de-prova. Neste ensaio, alguns corpos-de-prova foram descartados devido ao
descolamento de tab, por exemplo. Os valores de tensão aplicada e o número de ciclos
até a ruptura para cada amostra de laminado ensaiada (S = 0, 10 e 20 %) encontram-se
apresentados na Tabela 6.6.

141
Tabela 6.6 – Valores de tensão aplicadas nos ensaios de fadiga e número de ciclos até a ruptura de laminados de fibra de vidro / epóxi, com S = 0, 10 e 20 %.
σ/σr(S=0) σ Número de ciclos
(%) (MPa) S = 0 % S = 10 % S = 20 %
50 313 1000000 - -
60 376 301240 - -
33535 65 407 60268
28536 1557
6063 70 438
5355 58512 1192
1872 6334 75 470
3904 6453 4856
80 501 569 - 48
A curva de vida em fadiga (Curva S-N) da família de referência (S = 0) é apresentada na
Figura 6.32, com o número de ciclos em escala logarítmica. A análise desta figura
mostra que a curva de ajuste tem formato linear, sendo uma curva típica de simulação
de vida em fadiga (Curva S-N) para um compósito de fibra de epóxi/vidro. A literatura
relata comportamento semelhante para outras famílias de laminados compósitos fibra de
vidro / epóxi (Mandell et al., 1997). A inclinação obtida a partir do ajuste linear
realizado mostra uma queda gradual da vida em fadiga para o material sem defeito
(S = 0) com o aumento do número de ciclos. Observa-se nesta curva que, o laminado
com S = 0 apresenta vida em fadiga igual ou superior a 106 ciclos para carregamento
igual a 50 % da carga em tração do laminado de referência. Para 80 % da carga, o
laminado apresenta vida em fadiga de cerca de 500 ciclos. Para facilitar a comparação
dos resultados em fadiga obtidos, a Figura 6.32 apresenta a curva S-N do laminado de
referência com a tensão normalizada
O ajuste realizado na curva da Figura 6.33 é expresso pela Equação 6.4, a seguir:

142
σ = 644 – 52.log(N), (6.4)
A utilização desta equação permite predizer a vida em fadiga de amostras de laminados
sob um determinado esforço aplicado.
0
120
240
360
480
600
100 101 102 103 104 105 1060,0
0,2
0,4
0,6
0,8
1,0
S = 0% Ajuste Linear σ
r(S=0)
Ten
são
(MP
a)
S = 0% σ
r (S=0)
σ /
σ r (S
=0)
Número de ciclos até a falha
Figura 6.32 – Curva S-N e curva S-N com tensão normalizada do laminado de fibra de vidro / epóxi com S = 0.
É de se esperar que laminados com defeitos (ondulação) apresentem valores menores de
vida em fadiga em comparação à família de referência. A Figura 6.33 apresenta as

143
curvas S-N das três famílias de laminados fibra de vidro / epóxi analisadas. De uma
maneira geral, observa-se que a vida em fadiga diminui, em relação ao laminado de
referência, com o aumento da carga e também com o aumento da severidade (Tabela
6.6). Assim, o laminado com S = 10 % apresenta seu limite em fadiga, para 65 % da
carga aplicada (em relação à carga do laminado com S = 0), em cerca 30.000 ciclos. E o
laminado com S = 20 % tem a sua vida em fadiga reduzida para, aproximadamente,
1.000 ciclos, com 65 % da carga aplicada. O laminado com S = 0 apresenta vida infinita
(o laminado não se rompeu com 106 ciclos e o ensaio foi interrompido) para 50 % da
carga aplicada. Deste modo, esta figura mostra que os laminados com ondulação falham
com um menor número de ciclos para um mesmo valor de carga aplicada.
100 101 102 103 104 105 1060
100
200
300
400
500
600
- S = 0% - σ
r (S=0)
- S = 10% - σ
r (S=10)
- S = 20% - σ
r (S=20)
Ten
são
(MP
a)
Número de ciclos até a falha
Figura 6.33 – Curvas S-N dos laminados de epóxi/vidro com S = 0, 10 e 20 %.
A partir da análise dos resultados obtidos com os laminados preparados conclui-se que a
presença de ondulação em componentes estruturais de pás leva à fratura catastrófica e
precoce do artefato, com um menor número de ciclos que o projetado pelo fabricante.

144
Neste sentido, pode-se citar como ilustração o ensaio dinâmico de uma pá em escala
real na empresa Tecsis. Nesse ensaio foi identificada uma fratura no bordo de fuga da pá
ocasionada pela trinca do reforço estrutural, que continha defeitos de ondulação fora do
plano (Figura 6.34). Esses defeitos só foram identificados após a perda do artefato no
ensaio de fadiga. O detalhe da trinca mostra que ela se iniciou no reforço estrutural do
bordo de fuga e se propagou em direção à região de colagem do bordo e em direção à
casca.
Figura 6.34 – Imagens de uma região de fratura de um bordo de fuga de uma pá eólica. Fonte: cortesia da empresa Tecsis.
A temperatura ao longo dos corpos-de-prova sem severidade (S = 0), durante os ensaios
dinâmicos, foi monitorada manualmente com um termômetro digital. Os resultados
obtidos nesta inspeção mostram que a temperatura do laminado, na região próxima à
garra da máquina de ensaios, aumentou, atingindo um valor máximo de 34oC. Esse
valor está cerca de 13oC acima da temperatura ambiente do laboratório (21oC).
Considerando-se que este aumento de temperatura está dentro da faixa aceita em
literatura (Mandell et al., 2003), não foi necessário ajustar a freqüência de ciclagem do
ensaio de fadiga.
O monitoramento da temperatura dos laminados com severidade igual a 20 % durante o
ensaio de fadiga, pelo uso do termoimageador, mostrou uma variação mais acentuada
deste parâmetro ao longo do ensaio (Figura 6.35). Neste caso, verifica-se que a
temperatura na região central da amostra (região da ondulação) alcançou valores entre
42,6 e 46,8 oC. Nas regiões próximas do tab, a temperatura manteve-se mais baixa, na

145
faixa entre 29,8-33,2 oC. E, o monitoramento da garra da máquina revelou que esta
manteve a sua temperatura próxima à ambiente, ou seja, em torno de 22 ºC. Apesar da
elevação da temperatura do corpo-de-prova com ondulação durante o ensaio de fadiga,
esta ficou abaixo da temperatura de transição vítrea (78,5oC), como apresentado no item
6.1. Assim, a freqüência de ensaio não foi diminuída.
Figura 6.35 – Imagem termográfica do corpo-de-prova com S = 20 % durante o ensaio de fadiga em tração. A barra à esquerda mostra, em escala de cor, a variação de temperatura em ºC.
A região de maior aquecimento concentrou-se em torno da ondulação, como resultado
de maior concentração de tensões no material, enquanto que para as amostras sem
defeito, S = 0, este efeito não foi detectado.
Ao se realizar a inspeção visual nas amostras ensaiadas por fadiga observou-se que
alguns laminados com S = 0 apresentaram a fratura na região próxima ao tab (Figura
6.36), região que também mostrou aumento de temperatura na inspeção por termômetro
digital. Comportamento similar, quanto à região que apresentou o aumento de

146
temperatura e também a ruptura, foi observado para as amostras com ondulação (S = 10
e 20 %). No caso da família com S = 10 %, as fraturas ocorreram predominantemente
na região mediana do corpo-de-prova (ondulação) (Figura 6.37) e para os laminados
com S = 20 %, a região de fratura se deu na ondulação (Figura 6.38).
Figura 6.36 – Inspeção visual do laminado de vidro com S= 0 após o ensaio de fadiga.
(a) (b) Figura 6.37 – Inspeção visual do laminado de vidro com S = 10 % após o ensaio de
fadiga.

147
(a) (b) Figura 6.38 – Inspeção visual do grupo com S = 20 % após o ensaio de fadiga.

148

149
7 CONCLUSÕES
Este trabalho destinou-se ao estudo da influência do desalinhamento de fibras nas
propriedades mecânicas de compósitos unidirecionais de resina epóxi com reforço de
fibras de vidro e de carbono, com configurações semelhantes às de componentes
estruturais de pás eólicas.
Os defeitos tipo ondulação fora do plano foram induzidos intencionalmente durante o
processamento dos laminados, por meio de um dispositivo desenvolvido especialmente
para este trabalho. Laminados com severidade da ondulação variando de 2,5 % até
20 %, com passos de 2,5 %, foram fabricados pelo processo de infusão a vácuo, para
serem comparados com laminados sem defeito.
Ensaios estáticos de tração e compressão e dinâmico de fadiga em tração-tração foram
realizados nos corpos-de-prova com diferentes severidades e comparados com as
propriedades dos laminados de referência, obtidos sem a presença de defeitos. Através
dos resultados desses ensaios foi possível determinar as propriedades de resistência à
tração longitudinal, resistência à compressão longitudinal, deformação na ruptura em
tração e compressão, módulo de elasticidade e coeficiente de Poisson. Após os ensaios,
os corpos-de-prova foram submetidos à análise fractográfica para investigar as
superfícies oriundas de danos ou falhas, e levar ao melhor entendimento das causas dos
defeitos. A análise global dos resultados obtidos pelos ensaios permite chegar às
conclusões apresentadas a seguir.
A presença de desalinhamento de fibras, do tipo ondulação fora do plano, em laminados
de resina epóxi reforçada com fibras de vidro e fibras de carbono afeta negativamente o
comportamento mecânico dos respectivos materiais compósitos, degradando em até
25 % a propriedade de resistência à tração de laminados de vidro com severidade de
20 %, em relação ao material sem ondulação. No caso dos laminados reforçados com
150
carbono esta propriedade é reduzida em até 13 % para a família com severidade de
12,5 %.
A resistência à compressão decresce de maneira acentuada, chegando a uma redução de
aproximadamente 84 % para laminados de vidro com severidade de 20 %, em
comparação ao lote sem ondulação. Já, laminados reforçados com fibra de carbono com
severidade de 10 % têm a sua propriedade reduzida em 30 % e com severidade de 20 %
diminui em até 70 %. Estes resultados mostram que a presença de ondulação fora do
plano afeta mais significativamente a resistência em compressão do que em tração.
O comportamento da fadiga em tração de laminados de vidro sem severidade mostra
que esses apresentam vida em fadiga igual ou superior a 106 ciclos para carregamentos
de 50 % da carga em tração do laminado de referência, considerado vida infinita para
este ensaio. Para 80 % da carga, o laminado passa a apresentar vida em fadiga de cerca
de 500 ciclos. Já, laminados com severidade de 10 % apresentam seu limite em fadiga
em cerca 30.000 ciclos, para 65 % da carga aplicada, e amostras com severidade de
20 % têm a sua vida em fadiga reduzida para perto de 1000 ciclos, com 65 % da carga
aplicada.
Os laminados com ondulação fora do plano apresentaram propriedades mecânicas
(resistência a tração, compressão e vida em fadiga) inferiores aos laminados sem
defeito. Para as amostras com defeito, ficou evidente que a fratura é catastrófica e
precoce, localizada na região central do defeito (ponto de inflexão da curva), além de
comprovar que a região com defeito é uma região de concentração de tensões (devido
ao aumento de temperatura observado) e potencialmente um local de iniciação de trinca
em um componente estrutural sob carregamento severo.
Em suma, os resultados deste estudo permitiram quantificar os efeitos da ondulação fora
do plano nas propriedades mecânicas dos componentes estruturais de pás eólicas, e
podem ser utilizados para definir critérios de aceitação destes componentes na indústria
de fabricação de pás para geradores eólicos.

151
Algumas sugestões para trabalhos futuros são: estudo da influência das ondulações fora
do plano, com ondulações do tipo gradual e ondulações no plano (na camada), nas
propriedades mecânicas de componentes estruturais de pás eólicas; pesquisa da
influência de ondulação no plano e fora do plano em fadiga em compressão (R = 10) e
em tração-compressão (R = -1) para laminados de fibra de vidro/epóxi e fibra de
carbono/epóxi.

152

153
REFERÊNCIAS BIBLIOGRÁFICAS
ADAMS, D.O.; HYERT, M.W. Effects of layer waviness on the compression fatigue performance of thermoplastic composite laminates. Fatigue, v 16, p 385-391, 1994.
AGARWAL, B.D.; BROUTMAN, L.J. Analysis and performance of fiber composites. John Wiley & sons, New york, (SPE Monograph) 355 p., 1980.
ALMEIDA, C.N. Propriedade mecânicas e térmicas do sistema epóxi DGEBA/ e tilenodiamina modificado com nanoplataformas de silsesquioxano substituídas com grupos ésteres. 81 f. Dissertação (Mestrado em Física e Química)- UNESP, Ilha Solteira, 2005.
AMERICAN WIND ENERGY ASSOCIATION (AWEA) Wind power today. 2007. Disponível em: <http://www.awea.org/pubs/factsheets/windpowertoday_2007.pdf>. Acesso em: 28 maio 2007.
ANCELOTTI JR., A. C. Efeitos da porosidade na resistência ao cisalhamento e nas propriedades dinâmicas de compósitos de fibra de carbono / resina epóxi. 203 f. Dissertação (Mestrado em Engenharia Aeronáutica e Mecânica) - ITA, São José dos Campos, 2006.
AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM). D 3479/D 3479M – 96: Standard test method for tension-tension fatigue of polymer matrix composite materials: West Conshohocken, Aug. 1996. 6p.
AVERY, D. P.; SAMBORSKY, D.D.; MANDELL, J.F.; CAIRNS, D.S. Compression strength of carbon fiber laminates containing flats with fiber waviness. In: Wind Energy Symposium. 2004, Reno. Proceedings.
BARROS, A. R. F. Compósitos híbridos: desenvolvimento de configuração e efeitos de umidificação. Dissertação (Mestrado em Engenharia Mecânica) - UFRGN, Natal, 2006.
BUNDY, B.C. Use of. Pultruded carbon fiber/epoxy inserts as reinforcement in composite structures. 2005, 325 f. Dissertação (Mestrado em Engenharia Mecânica) - Montana State University. Bozeman, 2005.
CALLISTER, W.D. Materials science and engineering: na introdution. New York, Wiley, 2000.
CÂNDIDO, G.M. Influência do condicionamento ambiental na resistência à delaminação de borda livre em compósitos avançados. 2001, 234 f. Tese (Doutorado em Engenharia Aeronáutica e Mecânica) - ITA. São José dos Campos, 2001.
CHAN, W.S.; Wang, J.S. Influence of fiber waviness on the structural response of composite laminates. Journal of Thermoplastic Composite Materials, v 7, p 243-260, July 1994.

154
COSTA, M.L. Estabelecimento de parâmetros de processamento de compósitos via analises térmicas e viscosimétrica. 142 f. Dissertação (Mestrado em Engenharia Aeronáutica e Mecânica)- ITA, São José dos Campos, 1998.
DAWSON, D. K. Big blades cut wind energy cost. Composites Technology, february 2003. Disponível em: <http://www.compositesworld.com/ct/issues/2003/february/1>. Acesso em: 30 outubro 2009.
ELLIS, B. Chemistry and technology of epoxy resins. 1a edição. Londres. Black Academie & Professional. 1993. 332 p.
EUROPEAN WIND ENERGY ASSOCIATION (EWEA) Upwind. 2006. Disponível em: <http://www.ewea.org>. Acesso em: 28 maio 2007.
EUROPEAN WIND ENERGY ASSOCIATION (EWEA) Wind Energy – The facts. Executive Summary. 13 fevereiro 2009. Disponível em: <http://www.ewea.org/ >. Acesso em: 30 outubro 2009.
FRANCO, L.A.L. Análise fractográfica de compósitos poliméricos estruturais. 168 f. Dissertação (Mestrado em Engenharia Aeronáutica e Mecânica) - Ita, São José dos Campos, 2003.
GARNICH, M.R.; KARAMI, G. Localized fiber waviness and implications for failure in unidirectional composites. Journal of Composite Materials, v 39, p 1225-1245, 2005.
GERMANISCHER LLOYD WINDENERGIE GMBH. Guideline for the certification of wind turbines. Hamburg, GmbH, 2003.
HEXCELL. Technical Data Sheet. 2009. Disponível em: <http://www.hexcell.com>. Acesso em: 30 outubro 2009.
HEXION. Infusion resin MGS RIM 135 (L135i). Technical Data Sheet. agosto, 2005. Disponível em: <http://www.hexion.com>. Acesso em: 30 outubro 2009.
HIGHSMITH, A.L.; Davis, J.J.; Helms, K.L.E. The influence of fiber waviness on the compressive behavior of unidirectional continuous fiber composites. Composite Materials: Testing and Design, American Society for Testing and Materials, Philadelphia. p 20-36, 1992.
HSIAO, H.M.; DANIEL, M. Elastic properites of composites with fiber waviness. Composites Part A, v 27A, p 931-941, 1996.
HUNTSMAN. Blade process.2009. Disponível em: <http://www.huntsman.com>. Acesso em: 30 outubro 2009.
INTERNATIONAL ORGANIZATION FOR STANDARDIZATION (ISO). ISO 14126: 1999 (E): Fibre-reinforced plastic composites – Determination of compressive properties in the in-plane direction: Genève, 1999. 27 p.
_____. ISO 527-5: 1997 (E): Plastics - Determination of tensile properties – part 5: test conditions for unidirectional fibre-reinforced plastic composites: Genève, 1997. 13 p.
155
JOYCE, P.J.; KLUGER, D.; MOON, T.J. A technique for characterizing process-induced fiber waviness in unidirectional composite laminates - using optical microscopy. Journal of Composite Materials, v 31, n 17, p 1694-1727, 1997.
KENSCHE, C. W. Fatigue of composites for wind turbines. International Journal of Fatigue, v 28, p 1363-1374, 2006.
KLUGER, D.; MOON, T.J. Identification of the most significant processing parameters on the development of fiber waviness in thin laminates. Journal of Composite Materials, v 36, n 12, p 1451-1479, 2002.
LIBA. T echnical Data Sheet. 2009. Disponível em: <http://www.liba.com>. Acesso em: 30 outubro 2009.
MANDELL, J.F.; SAMBORSKY, D.D. DOE/MSU Composite material fatigue database: Test methods, materials and analysis. Department of Chemical engineering – Montana State University. Bozeman, 1997.
MANDELL, J.F.; SAMBORSKY, D.D.;WANG, L. New fatigue data for wind turbine blade materials. AIAA, p. 167-179, 2003. Disponível em: < http://www.coe.montana.edu/composites/People/Publications/publications.htm>. Acesso em: 28 maio 2007.
MASON, K. F. Carbon/glass hybrids used in composite wind turbine rotor blade design. Composites Technology, april 2004. Disponível em: <http://www.compositesworld.com/ct/issues/2004/april/431/3>. Acesso em: 28 maio 2007.
MASTEMBERG, D.B. Simulation and testing of resin infusion manufacturing processes for large composite structures. 154 p. Dissertação (Mestrado em Engenharia Mecânica) - Montana State University. Bozeman,, 2004.
MAY, C. A. Epoxy resins. 2a edição. New York: ed. Marcel Dekker, inc., 1988. 1242 p.
MIRACLE, D.B.;DONALDSON, S.L. ASM Handbook: Composites. [S.l.]: ASM, 2001. v 21.
MORGAN, P. Carbon fibers and their composites. EUA: Crc Press, 2005. 1153 p.
NIJSSEN, R. P. L.; VAN DELFT, D. R. V.; JOOSE, P. A.; VAN WINGERDE, A. M. Optimat blades - optimal and reliable use of composite materials for wind turbines. In: International Conference on Composite Materials, 14., 2003, San Diego. Proceedings.
NIJSSEN, R. P.; VAN WINGERDE, A. M.; VAN DELFT, D. R. V. Wind turbine rotor blade materials: estimating service lives. Sampe Journal, v 43, n 2, p 7-15, March/April 2007.
NOGUEIRA, C. L.; MARLET, J. M. F.; REZENDE, M.C. Processo de obtenção de pré-impregnados poliméricos termoplásticos via moldagem por compressão a quente. Polímeros: Ciência e Tecnologia, v 9, n 3, p 18-27, 1999.

156
NOGUEIRA, C. L; PAIVA, J.M.F. REZENDE, M.C. Effect of the interfacial adhesion on the tensile and impact properties of carbon fiber reinforced polypropylene matrices. Materials Research, v 8, n 1, p 81-89, 2005.
ORTIZ, E. C. Avaliação do comportamento dinâmico-mecânico de compósito carbono/epóxi/termoplástico em espectro amplo de freqüências. Dissertação (Mestrado em Física e Química de Materiais Aeroespaciais) - ITA, São José dos Campos, 2008.
OWEN, M.J.; MIDDLETON, V.; JONES, I.A. (Eds.). Integrated design and manufacture using fibre-reinforced polymeric composites. Boca Raton, FL: CRC Press, 2000.
PAIVA, J.M.F.; MAYER, S.; REZENDE, M.C. Comparison of tensile strength of different carbon fabric reinforced epoxy composites. Materials Research, v 9, n 1, p 83-89, 2006.
PIGGOT, M. R. A theoretical framework for the compressive properties of aligned fibre composites. Journal OF Materials Science, v 16, p 2837-3845, 1991.
PURSLOW, D. Matrix fractography of fibre-reinforced thermoplastics, Part 3. Tensile, compressive and flexural failure. Composites, V 19, n5, p 358-366, Sep. 1988b.
REZENDE, M. C. . Fractografia de compósitos estruturais. Polímeros, v XVII, p E4-E11, 2007.
REZENDE, M. C. ; BOTELHO, E. C. O uso de compósitos estruturais na indústria aeroespacial. Polímeros, São Carlos/SP, v X, n 2, p E4-E10, 2000.
ROCHA, D.F.B. Obtenção de curvas mestre de compósitos poliméricos estruturais utilizando utilizando DMTA em fluência. Dissertação (Mestrado em Ciência e Engenharia de Materiais) - Universidade Federal de São Carlos, São Carlos, 2009.
SAERTEX. Unidirectional Carbon Fabric. Technical Data Sheet. março, 2007. Disponível em: <http://www.saertex.com>. Acesso em: 30 outubro 2009.
SAMBORSKY, D. D.; MANDELL, J. F.; CAIRNS, D. S. Selection of reinforcing fabrics for wind turbine blades. AIAA. 1999. 11p. Disponível em: < http://www.coe.montana.edu/composites/People/Publications/publications.htm>. Acesso em: 28 maio 2007.
SCHEFTER, J.L. Capturing energy from the wind. Washington: Nasa, 1982.
SCHEIRS, J. Failure of fiber-reinforced composites. In: Scheirs, J. Compositional and failure analysis of polymers: a practical approach. Chichester: John Wiley & Sons, c2000. cap. 15, p449-481.
SHACKELFORD, J.F. Introduction to materials science for engineers. 7a edição, New Jersey: Pearson Prentice Hall, 2008. 878 p.
SHUTERLAND, H. J. On the fatigue analysis of wind turbines. Sandia national Laboratories. Albuquerque,1999.

157
TORAYCA. T700S Data sheet. Technical Data Sheet. Disponível em: <http://www.toraycausa.com>. Acesso em: 30 outubro 2009.
WANG, L. Effects of in -plane fiber waviness on the static and fatigue strength of fiberglass. 2001, 80 p. Dissertação (Mestrado em Engenharia Química) - Montana State University. Bozeman, 2001.

158

159
ANEXO A - TRABALHOS APRESENTADOS EM EVENTOS
Barros, A.S.; Rezende, M.C.; Abramof, E. Out-of-plane waviness influence on tensile
properties of unidirectional composites. Proceedings: DEWEK 08 –, Bremem
November 2008.

160

161
ANEXO B – BOLETIM TÉCNICO DOS MATERIAIS UTILIZADOS

162

163

164

165

166

167

168

169
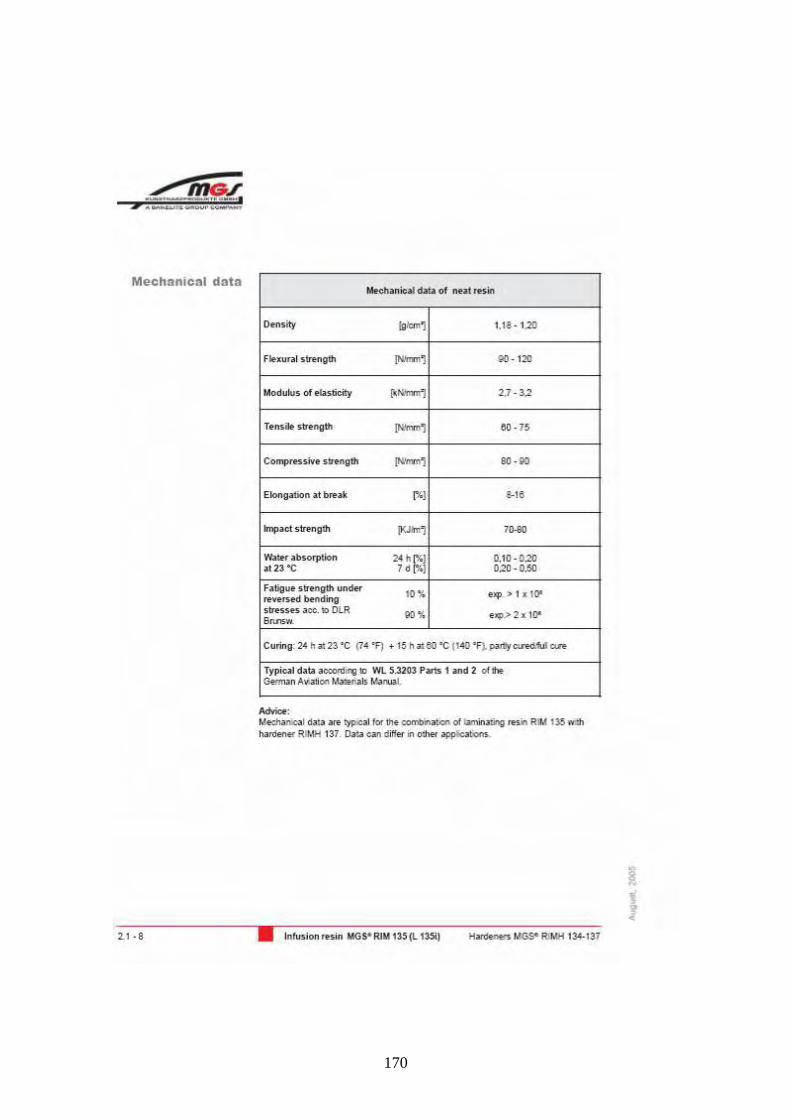
170

171

172

173
ANEXO C – CURVAS DE DSC
1º aquecimento – corpos-de-prova de carbono/epóxi utilizados nos ensaios de
resistência à compressão.

174
2º aquecimento – corpos-de-prova de carbono/epóxi utilizados nos ensaios de
resistência à compressão.

175
1º aquecimento – corpos-de-prova de vidro/epóxi utilizados nos ensaios de resistência à
compressão.

176
2º aquecimento – corpos-de-prova de vidro/epóxi utilizados nos ensaios de resistência à
compressão.

177
1º aquecimento – corpos-de-prova de carbono/epóxi utilizados nos ensaios de
resistência à tração.

178
2º aquecimento – corpos-de-prova de carbono/epóxi utilizados nos ensaios de
resistência à tração.

179
1º aquecimento – corpos-de-prova de vidro/epóxi utilizados nos ensaios de resistência à
tração.

180
2º aquecimento – corpos-de-prova de vidro/epóxi utilizados nos ensaios de resistência à
tração.