Embed Size (px)
Citation preview

81REM: R. Esc. Minas, Ouro Preto, 56(2): 81-86, abr. jun. 2003
ResumoNesse artigo é apresentada uma pesquisa experimen-
tal sobre os danos térmicos que aparecem nas válvulasde admissão dos motores após passarem pelo processode retificação. Foram utilizados, nessa experimentação,quatro tipos de fluidos de corte e dois rebolos (CBN eAl
2O
3), sendo analisadas a tensão residual, a microdure-
za e a microestrutrura das peças fabricadas com essesmateriais. Esses fluidos e rebolos resultaram em diferen-tes tipos de tensões residuais. O óleo de corte, por exem-plo, induziu nas peças tensões residuais de compressão.Em relação ao rebolo de CBN, devido às melhores pro-priedades de seus grãos abrasivos, estes proporcionaramtensões de compressão para todos os fluidos testados.Em relação às alterações microestruturais, notou-se quenenhuma alteração térmica foi detectada nas peças, em-bora a inexistência de alterações microestruturais nemsempre sugerem que tensões residuais favoráveis foramobtidas.
Palavras-chave: Retificação, fluidos de corte, rebolos,tensões residuais, danos térmicos, válvulas.
AbstractThis paper presents an experimental research in
which the thermal damage in inlet engine valves grindingwas evaluated. Four different cutting fluids and twogrinding wheel were tested and were analyzed theworkpiece residual stress, the micro hardness and theoptical observation of the workpiece microstructure. Thecutting fluid and the grinding wheel types adoptedresulted in different types of residual stress. The cuttingoil resulted in compressive residual stresses, even usingthe conventional wheel. The CBN wheel, due to the bestproprieties of its grains resulted in compressive residualstresses for all fluids tested by the reducing of the grindingenergy and its easier dissipation from the grinding zone.The microstructure investigations showed that the sourceof the tensile residual stresses observed was the thermalcycles imposed. No microstructure alterations weredetected. Although, the absence of microstructurealterations not always suggests that favorable residualstresses can be obtained.
Keywords: Grinding, cutting fluids, grinding wheel,residual stresses, thermal damage, valves.
Evaluation of the thermal damages in inletengine valves varying the grinding wheels
and the cutting fluids
Eduardo Carlos Bianchi������������������ ��������������� ������� �� ��������� ���������������������������
� ���!�"� ��#��"$� ���$"�
Eraldo Janonne da Silva������� ������� �� ��������� ��� ����������%��&����������������
Paulo Roberto de Aguiar����������������������������� ������� �� �������'�����������������������������
Rodrigo Eduardo Catai������ ������� �� �����( �������� ���������������������������
Metalurgia & Materiais

REM: R. Esc. Minas, Ouro Preto, 56(2): 81-86, abr. jun. 200382
1. IntroductionConventional grinding is a manu-
facturing process with a relatively highpower density input. During grinding,due to the chip formation mechanism, agreat part of the produced energy is con-verted into heat and high temperaturesare generated at the interface betweenthe abrasive grain and the workpiece.These temperatures are the main sourceof damage on the machined surface(Shaw, 1984). Besides the grinding tem-perature, the cooling rates and tempera-ture gradients are factors that influencesurface integrity. It was found that ther-mal stresses generated in the grindingprocess were the primary cause of thetensile residual stresses (Chen et al.,2000), which cause a reduction in theservice life under stress corrosion or fa-tigue conditions. In many cases, the ther-mal damage of the workpiece limits theproductivity of advanced grinding me-thods. Besides the tensile residual stres-ses, the formation of the untempered(UTM) and overtempered martensite(OTM) and cracks are aspects that arealso related with the ground surface in-tegrity (Johnson, 1990).
The reduction of the thermal dama-ges in grinding and the achievement ofthe surface integrity require the full un-derstand and control of the energy parti-tion, which is the portion of the genera-ted energy in the grinding process thatflows as heat into the workpiece. Themaximum grinding temperature is deter-mined from the energy conducted intothe workpiece, which depends on theheat transfer capacity of the four mainelements, which are the wheel, the chips,the fluid and the workpiece. As a result,the thermal damage and the residualstresses in grinding can be controlled bythe adoption of the most effective cut-ting fluid and grinding wheel types, as-sociated with the right selection of thecutting conditions.
This paper presents a comparativestudy in which the surface integrity ofinlet engines valves, ground with diffe-rent combinations of cutting fluids andgrinding wheels was analyzed. The eva-luation parameters were the workpieceresidual stress, the micro hardness, and
the optical observation of the subsurfa-ce microstructure. As these valves aresubmitted to fatigue conditions in servi-ce, special attention was given in the re-sidual stress results analyze, identifyingthe possible sources of residual stresses.
2. Thermal damagesin grinding2.1 Surface overheating,cracks and untempered(UTM) and overtempered(OTM) martensite formation
The most common thermal dama-ge in grinding is the surface overheating(burn). In easy to quench materials, thesurface overheating followed by the ra-pid quenching commonly causes the for-mation of the UTM. If the UTM is pre-sent it will generally be found on the toplayer of the surface region, which is sub-jected to the maximum quenching rate.The UTM layer will be harder and morebrittle than the base material and is of-ten the source of cracks in the surface.The UTM will show up as a white layerwhen nital etched.
The formation of OTM also resultsfrom overheating of the ground surface.Quenching at a slower rate will case anovertempering of the surface. The OTMwill be softer than the base material andshow up as a darker layer when nitaletched. When UTM is present, a regionof OTM will generally be found under-neath between the UTM region and thebase material. According to Field & Kah-les (1985), the presence of even smallamounts of OTM and UTM will cause asignificant reduction in the fatiguestrength of the component.
2.2 Residual stresses ingrinding
Residual stresses are induced intometals and other materials by any pro-cess - mechanical, thermal or chemical -that result in permanent, non-uniformchange in shape or volume. Low residu-al stress after grinding is an importantrequirement for surface integrity of stress
sensitive components (Chen et al.,2000). Compressive residual stresses canincrease the fatigue life and the mecha-nical properties of the ground compo-nent (Malkin, 1989). In general, residu-al stresses in grinding are primarily ge-nerated due to three effects (Chen et al.,2000): thermal expansion and contracti-on during grinding phase transformati-ons due to high grinding temperaturesand plastic deformation caused by theabrasive grains of the grinding wheel.Compressive residual stresses are rela-ted to mechanical deformation duringgrinding, due to the normal grinding for-ce (Snoyes et al., 1972). They are for-med due to the Hertzian compression andshear forces produced by the action ofgrains during grinding (Chen et al., 2000;Malkin, 1989).
The tensile residual stresses aregenerated in grinding mainly due to theprevailing thermal effects. It was foundthat thermal expansion and contractionin grinding process was the most signi-ficant factor in generation of the tensilestress (Chen et al., 2000). According toMalkin (1989) these stresses and thethermal strains are related to grindingtemperatures and their gradient from theworkpiece surface to its center. In thegrinding zone, during the material remo-val, the thermal expansion of the moreheated workpiece material portion, theone that is close to the surface, is cons-trained by the coldest material portion,located in the subsurface. This fact ge-nerates thermally induced compressiveresidual stresses close to the workpiecesurface, which are severe enough to cau-se plastic flow in compression. In thesubsequent cooling, after the grindingheat source has passed by, plasticallydeformed material tends to contract morethan the material in the subsurface. Inorder to ensure the material mechanicalequilibrium, compressive residual stres-ses should appear in the material sub-surface, which are in magnitude, inferi-or to those tensile.
It is possible to induce compressi-ve residual stress in grinding reducingthe generated heat amount and the work-piece temperature, keeping it belowthe transformation temperature (Snoyeset al., 1972).

83REM: R. Esc. Minas, Ouro Preto, 56(2): 81-86, abr. jun. 2003
Combined with the right selectionof the cutting conditions, the correct useof the most appropriated fluid and grin-ding wheel types can reduce the thermaldamage, avoid the cracks arising andallow the prevalence of the plastic de-formation and the compressive residualstresses.
The cutting fluids can influence themagnitude of the residual stress and thethermal damage. In the grinding zone,due to the film boiling effect (Yasui &Tsukuda, 1983), convective cooling bythe grinding fluid can usually be neglec-ted in regular grinding (Lavine &Malkin, 1990). Consequently, the lubri-cant ability of the cutting fluid seems tobe the governing factor to its performan-ce and to reduce the heat generation. Theadequate cutting fluid lubricity guaran-tees the chip formation instead of plo-wing, keeping the abrasive grain sharp,reducing the friction coefficient betwe-en grain and workpiece and the grindingwheel wear (Carius, 1989). Thus, lessheat will be generated during the grin-ding process (Hitchiner, 1990), decrea-sing the specific grinding energy(Malkin, 1989) and the thermal damagearising.
When comparing to the Al2O
3 whe-
els, the use of CBN can lead to a doublebenefit (Kohli et al., 1995): less heat isgenerated due to its higher abrasivegrains hardness and this heat is easierdissipated through the grains and bondinstead of the workpiece, reducing theenergy partition. Consequently, moreheat is conducted out of the grindingzone lowering the grinding temperatu-res (Lavine et al., 1989). Thus, the ther-mal damage is reduced when CBN areused (Malkin, 1985), the burn rarely oc-curs and the residual stresses are mainlycompressive (Tönshoff & Grabner,1984).
3. Test methodologyThe grinding tests of the inlet engi-
ne valves were performed in a CNCcylindrical grinding, Sulmecânica, mo-del Ruaph 515-CNC. The material of testspecimens was the chrome-silicon steelSAE HVN-3 (DIN X 45 CrSi 9 3), tem-
pered and quenched, 60HRc, in a cylin-drical shape. Its final diameter was23.8mm and it was 35mm long. Beforethe grinding tests, and after the tempe-ring, the test specimens were turned, inorder to correct their dimensional andgeometrical errors. This operation wasperformed using an EMCO turn, modelTurn 120, with the following cutting con-ditions: cutting speed (v
c)=67m/min;
feed (f)=50mm/min. The insert used hasthe CCMT 09 T3 08 - UR ISO specifi-cation and a SCLCL 1212 D09 tool hol-der. The fluid used was 5% soluble oil.
Four different types of cutting weretested: a cutting oil, an E.P. mineral oilwithout chlorine additives and nitride;8% soluble oil (vegetable emulsion), abiodegradable vegetable soluble oil; 8%soluble oil (mineral emulsion), a mine-ral emulsion with non-chlorine E.P. addi-tives and 8% synthetic fluid. The cuttingconditions applied in the grinding testswere: cutting speed (v
s)=60m/s; work-
piece diameter (dw)=23.8mm; spark-out
time of 5 seconds; plunge speed(v
f)=1.2mm/min; h
eq=0.025mm; grinding
wheel penetration (a)=200µm, grindingwidth (b)=15mm. The fluid delivery sys-tem was improved. A new round nozzlebased on Rouse et al. (1952) was deve-loped, with exit diameter (D
n) equal to
6mm. A 5-bar pressure pump was ins-talled. It permitted the maximum jet ve-locity (v
j) equal to 34m/s (approx. flow
rate equal to 3,500 l/h) for the less vis-cous cutting fluid and 31m/s (approx.flow rate equal to 3,100 l/h), when usingthe most viscous (cutting oil). Thus, themaximum ratio v
j/v
s, assigned as V*, ap-
plied in this research was, approximate-ly, equal to 0.5.
The tests were performed using a19A100SVHB grinding wheel, dressed
with dressing overlap (Ud) equal to 8,reproducing in the laboratory the samedressing condition and grinding wheeladopted in the TRW factory, where thisgrinding is performed on semi finishingand finishing operations. In order to ve-rify the grinding wheel type influence inthe outlet parameters, a CBN grindingwheel B76R125V12 was also tested, tru-ed using a diamond rotator disc with spe-ed-ratio equal to 0.7 positive, i.e., thevelocity of the rotator disc was 0.7 ofthe grinding wheel velocity.
In order to verify the influence ofthe grinding wheel wear in the outletparameters, for each trial, varying thecutting fluid and grinding wheel types,103 grinding cycles were performed withthe cutting conditions mentioned later.
The residual stress were measuredusing a 4 circles difractometer SIE-MENS, model D5000, using chrome asan X-ray radiation. To the determinati-on of the nominal values of residualstress were used the sin2ψ two exposuremethod, according to the InformationReport SAE J784a (1971). In this expe-rimental procedure, it is possible toanalyze the normal residual stress (σ
n)
and the shearing stress (τ) adjusting cur-ves that related the crystallography pla-ne interplanar distances (d) versus sin2ψ,where ψ is the workpiece incline angle.The Figure 1 presents the direction ofthe measured residual stress and someparameters. The samples were collectedafter 1, 52, 103 cycles.
For each trial, samples were pre-pared to measurement of the micro hard-ness and for evaluation of subsurfacemicrostructure. The samples include theworkpiece material after quenching andturning and all the grinding tests after
Figure 1 - Normal residual stress measuring procedure.
Measured residual stress direction
Dim ensions in mm
A-AA
nσ
nσ A 12
d=23,4m m
• • • •
• • •
Maximum X-ray penetration 15µm.X-ray radiation: chrome.Atomic plane analyzed (110) electron iron (alpha phase).Yong’s modulus and Poison coefficient in agreement with the
electron iron, plane (110). scanning angle range was 65 to 72 degrees steps 0.1 degrees
Exposure time: 4 seconds.Workplace incline angle ( ) range: -60 to 60 degrees, steps 10
degrees
2θ
Ψ
REM: R. Esc. Minas, Ouro Preto, 56(2): 81-86, abr. jun. 200384
performing the cycle 103. The Knoopmicro hardness was measured using aMicro hardness Tester Buehler - Micro-met 2100 series. The test load was 100gf. The samples were prepared accordingto the standard procedures for opticalobservation of the subsurface micros-tructure and etched using Vilella (HCl 5mL, Picric Acid 1g, Ethanol 100 mL).
4. Results anddiscussion4.1 Residual stress results
The average residual stress valuesafter tempering and turning were 425MPa tensile and 450 MPa compression,respectively. Analyzing these results, itwas possible to verify that, after turning,all the test specimens presented compres-sion residual stresses, due to the machi-ning process used to correct their geo-metrical and dimensional errors. The sta-te of compression indicates that, beforethe grinding tests, non-thermal damagewas imposed during the turning.
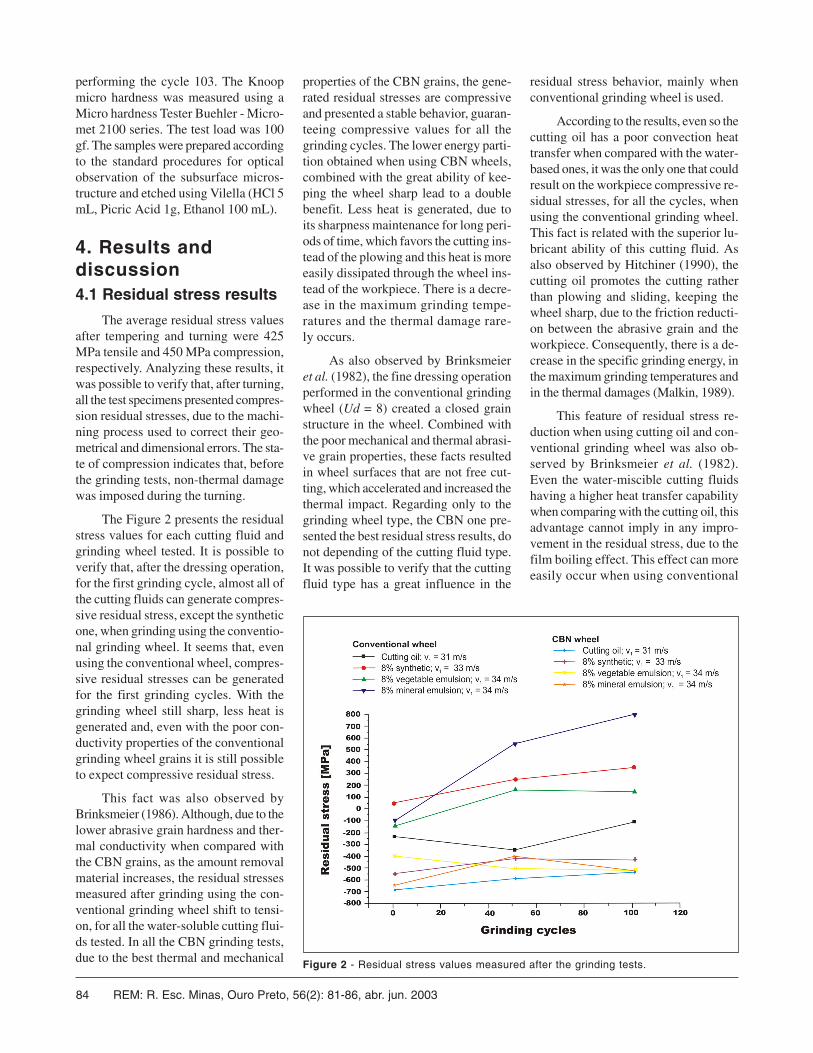
The Figure 2 presents the residualstress values for each cutting fluid andgrinding wheel tested. It is possible toverify that, after the dressing operation,for the first grinding cycle, almost all ofthe cutting fluids can generate compres-sive residual stress, except the syntheticone, when grinding using the conventio-nal grinding wheel. It seems that, evenusing the conventional wheel, compres-sive residual stresses can be generatedfor the first grinding cycles. With thegrinding wheel still sharp, less heat isgenerated and, even with the poor con-ductivity properties of the conventionalgrinding wheel grains it is still possibleto expect compressive residual stress.
This fact was also observed byBrinksmeier (1986). Although, due to thelower abrasive grain hardness and ther-mal conductivity when compared withthe CBN grains, as the amount removalmaterial increases, the residual stressesmeasured after grinding using the con-ventional grinding wheel shift to tensi-on, for all the water-soluble cutting flui-ds tested. In all the CBN grinding tests,due to the best thermal and mechanical
properties of the CBN grains, the gene-rated residual stresses are compressiveand presented a stable behavior, guaran-teeing compressive values for all thegrinding cycles. The lower energy parti-tion obtained when using CBN wheels,combined with the great ability of kee-ping the wheel sharp lead to a doublebenefit. Less heat is generated, due toits sharpness maintenance for long peri-ods of time, which favors the cutting ins-tead of the plowing and this heat is moreeasily dissipated through the wheel ins-tead of the workpiece. There is a decre-ase in the maximum grinding tempe-ratures and the thermal damage rare-ly occurs.
As also observed by Brinksmeieret al. (1982), the fine dressing operationperformed in the conventional grindingwheel (Ud = 8) created a closed grainstructure in the wheel. Combined withthe poor mechanical and thermal abrasi-ve grain properties, these facts resultedin wheel surfaces that are not free cut-ting, which accelerated and increased thethermal impact. Regarding only to thegrinding wheel type, the CBN one pre-sented the best residual stress results, donot depending of the cutting fluid type.It was possible to verify that the cuttingfluid type has a great influence in the
residual stress behavior, mainly whenconventional grinding wheel is used.
According to the results, even so thecutting oil has a poor convection heattransfer when compared with the water-based ones, it was the only one that couldresult on the workpiece compressive re-sidual stresses, for all the cycles, whenusing the conventional grinding wheel.This fact is related with the superior lu-bricant ability of this cutting fluid. Asalso observed by Hitchiner (1990), thecutting oil promotes the cutting ratherthan plowing and sliding, keeping thewheel sharp, due to the friction reducti-on between the abrasive grain and theworkpiece. Consequently, there is a de-crease in the specific grinding energy, inthe maximum grinding temperatures andin the thermal damages (Malkin, 1989).
This feature of residual stress re-duction when using cutting oil and con-ventional grinding wheel was also ob-served by Brinksmeier et al. (1982).Even the water-miscible cutting fluidshaving a higher heat transfer capabilitywhen comparing with the cutting oil, thisadvantage cannot imply in any impro-vement in the residual stress, due to thefilm boiling effect. This effect can moreeasily occur when using conventional
Figure 2 - Residual stress values measured after the grinding tests.

85REM: R. Esc. Minas, Ouro Preto, 56(2): 81-86, abr. jun. 2003
grinding wheels and water-misciblefluids, due to the higher grinding tem-peratures and the lower boiling point ofthese fluids (approx. 100ºC), which canbe easily surpassed when using this typeof grinding wheel. It seems that the cut-ting oil with higher lubricant capabilitycan outweigh its poor heat transfer abi-lity through the reduction of friction andthe abrasive wear, leading to less heatgeneration. The same behavior of decre-asing the residual stresses when usingdifferent types of fluids could not beobserved in the CBN grinding wheel tes-ts. It seems that due to the superior ther-mal and mechanical properties of itsabrasive grains, the amount material re-moval performed in each test (194 mm3)were not sufficient enough to cause sharp-ness reduction in the CBN grinding whe-el.
4.2 Micro hardness andoptical subsurface observation
The Figure 3 presents the opticalobservation of the subsurface after thequenching, turning and the grinding tes-ts. The Figure 4 presents the micro hard-ness results.
The combined analyze of the opti-cal observation of the subsurface and themicro hardness results show that micros-tructure alterations were not observedeither by the subsequent operations orby the application of different cuttingfluid and grinding wheel combinations.
The structure was always marten-site with no presence of OTM or UTM.The micro hardness characteristics afterthe turning was preserved, with no sig-nificant alterations due to the cuttingfluid and grinding wheel combination.Although, even with no microstructurealterations, in the tests, the different re-sidual stress types observed when usingdifferent cutting fluid and grinding wheelcombinations can be attributed to theprevailing of the mechanical or thermalactions. For this grinding tests, the ten-sile residual stress results observed inFigure 2 can be attributed to the thermalcycle imposed, heat and subsequent co-oling, with different rates in differentmaterial portions, as suggested by Chen
et al. (2000), Malkin (1989) and Snoyeset al. (1972). As suggested by Chen etal. (2000), thermal expansion and con-traction in grinding process was the mostsignificant factor in generation of thetensile stress. The use of conventional
wheels with a non-effective cutting fluid(poor lubricity) can lead to higher grin-ding temperatures. These temperatures,followed by an inappropriate coolingrate impose a thermal cycle, which allo-ws the generation of thermal stresses.
Figure 3 - Optical observation of the subsurface after the quenching, turning and twogrinding tests (scale: 1 division = 20 µm). (νi) = speed of cutting fluid.
Figure 4 - Micro hardness Knoop results (test load 100 gf). The cutting conditions appliedin the grinding tests were: cutting speed (νs)=60m/s; plunge speed (νf)=1.2mm/min;heq=0.025mm; grinding wheel penetration (a)=200µm; grinding width (b)=15mm; (νi) =speeds of cutting fluids.

REM: R. Esc. Minas, Ouro Preto, 56(2): 81-86, abr. jun. 200386
5. ConclusionsAccording to the results obtained in
this research, the authors conclude that:
The magnitude and the type (tensi-on or compression) of the residual stressdue to grinding can be influenced by thecutting fluid and the grinding wheeltypes.
The use of CBN grinding wheelscan reduce the thermal damage in grin-ding, and, consequently, permit the ge-neration of compressive residual stres-ses on the ground material surface. The-se stresses, instead of thermally inducedones, arise due to the prevailing of theplastic deformations caused by the abra-sive grain. The conventional grindingwheels can also generate compressiveresidual stresses, although with less in-tensity and only for the first grindingcycles or when a suitable fluid is appli-ed. With the increase of the removedmaterial, the residual stress tendency isshift to tension. On the other hand, thecompressive residual stresses generatedwhen grinding with CBN wheels are gre-ater in intensity and much less depen-dent of the removed material.
The fluid type can sensibly influ-ence the grinding residual stresses andthe radial wheel wear. When grindingwith conventional wheels, the use of cut-ting oils can allow the generation of com-pressive residual stresses in the workpi-ece, even using a grinding wheel that itsgrains have inferior mechanical and ther-mal properties than the CBN ones. Whencomparing to the other cutting fluids, thesuperior lubricant ability of the cuttingpromotes the cutting instead of plowing.
Due to the film boiling, the coolingproperties of the water-miscible fluidscan be neglected and don’t cause any im-provement in the reduction of the grin-ding residual stresses. The absence orpoor mineral oil content of some water-miscible fluids lead to any significantreduction in the abrasive workpiece co-efficient of friction, neither in the spentgrinding energy.
The investigations about the mi-crostructure before and after grindingshowed that the source of the tensile re-sidual stresses observed was the thermalcycles imposed. No microstructure alte-rations were detected.
6. AcknowledgmentsThis research was supported by
FAPESP and was performed in FE -UNESP Bauru - São Paulo, in collabo-ration with the NUMA (OPF Group), lo-cated in the EESC - USP São Carlos -São Paulo, and with the following com-panies: Houghton do Brasil, Master Di-amond Ferramentas Ltda., TRW do Bra-sil, DE Beers do Brasil and Saint-Goba-in Abrasives.
7. ReferencesBRINKSMEIER, E. A Model for the development of
residual stresses in grinding, In: NIKU-LARI, A.Advances in Surface Treatments. 5.ed. PergamonPress, 1986. v. 5, p.173-189.
BRINKSMEIER, E., CAMMETT, J. T., KÖNIG, W.,LESKOVAR, P., PETERS, J., TÖNSHOFF, H. K.Residual stresses - measurement and causes inmachining processes, Annals of the CIRP, v. 31/2, p. 491-510. 1982.
CARIUS, A. Effects of fluid type and delivery on CBNwheel performance. Modern Grinding TechnologyConf. SME, Novi MI 10-12 Oct.
CHEN, X., ROWE, W. B., McCORMACK, D. F.Predicting the transitional boundary of tensileresidual stress in grinding, Abrasives Magazine,Feb. /Mar. p. 28-35. 2000.
FIELDS, M., KAHLES, J. F. The influence ofuntempered and overtempered martensiteproduced during grinding on the surface integrityof AISI 4340, HRC steel. Milton C. Shaw GrindingSymposium, ASME, Miami Beach, Florida. 1985.
HITCHINER, M. P. Precision grinding systems forproduction grinding with vitrified CNB” SME.Technical Paper MR90-507, p. 1-11. 1985.
JOHNSON, G. A. Beneficial compressive residualstress resulting from CBN grinding. SME SecondInternational Grinding Conference, p. 12. 1990.
KOHLI S.P., GUO, C., MALKIN, S. Energy partitionfor grinding with aluminum oxide and CBNabrasive wheels. ASME Journal of Engineeringfor industry, v. 117, p. 160-168. 1995.
LAVINE, A. S., MALKIN, S. The role of cooling increep-feed grinding. International Journal ofAdvanced Manufacturing Technology, v. 110, p.1. 1990.
LAVINE, A.S., MALKIN, S., JEN, T.C. Thermalaspects of grinding with CBN abrasives. Annalsof the CIRP, v. 38/1, p. 557-560. 1989.
MALKIN, S. Current trends in CBN grindingtechnology, Annals of the CIRP., v. 34/1, p. 557-560. 1985.
MALKIN, S. Grinding mechanisms e grindingtemperatures and thermal damage, In: MALKIN,S. Grinding Technology: theory and applicationsof machining with abrasives. Chichester: EllisHorwood Limited, 1989. Cap. 5 e 6, p.108-171.
ROUSE, H., ASCE, M., HOWE, J.W; METZLER, D.E.Experimental investigation of fire monitors andNozzles, 117th ASCE Transactions. 1952.
SAE J784a, Residual stress measurement by X-raydiffraction. Society of Automotive Engineers, Inc.,Second Edition, p. 1-119. 1971.
SHAW, M. C. Grinding temperatures. Proceedings ofthe 12th North American Research Conference,Society of Manufacturing Engineers, Dearborn,MI, USA, p. 304. 1984.
SNOYES, R., MARIS, M., PETERS, J. Thermallyinduced damage in grinding. Annals of the CIRP,v. 27/2, p. 571-581. 1972.
TÖNSHOFF, H. K., GRABNER, T. Cylindrical andprofile grinding with boron nitride wheels.Proceedings of the 5th International Conferenceon Production Engineering, Tokyo, p. 326-343.1984.
YASUI, H., TSUKUDA, S. Influence of fluid type onwet grinding temperature. Bull. Japan Soc. ofPrecision Engineering. n.2, v. 17, p. 133-134,1983.
Artigo recebido em 24/10/2002 eaprovado em 26/06/2003.
1936 - 2003Não esconda seu trabalho.
Publique-o na REM.67 anos divulgando ciência.





























