Embed Size (px)
Citation preview

EPP-400Fonte de Alimentação de Plasma
Manual de Instruções (PT)
0558006935 08/2010

Este equipamento após ser instalado, operado, feito a manutenção e reparado de acordo com as instruções for-necidas, operará conforme a descrição contida neste manual acompanhando os rótulos e/ou folhetos e deve ser verificado periodicamente. O equipamento que não estiver operando de acordo com as características contidas neste manual ou sofrer manutenção inadequada não deve ser utilizado. As partes que estiverem quebradas, ausentes, gastas, alteradas ou contaminadas devem ser substituídas imediatamente. Para reparos e substituição, recomenda-se que se faça um pedido por telefone ou por escrito para o Distribuidor Autorizado do qual foi comprado o produto.
Este equipamento ou qualquer uma de suas partes não deve ser alterado sem a autorização do fabricante. O usuário deste equipamento se responsabilizará por qualquer mal funcionamento que resulte em uso impróprio, manutenção incorreta, dano, ou alteração que sejam feitas por qualquer outro que não seja o fabricante ou de um serviço designado pelo fabricante.
CERTIFIQUE-SE DE QUE ESTAS INFORMAÇÕES CHEGUEMATÉ O OPERADOR.
VOCÊ PODE OBTER MAIS CÓPIAS ATRAVÉS DE SEU FORNECEDOR.
Estas INSTRUÇÕES são para operadores com experiência. Caso não esteja familiarizado com as normas de operação e práticas de segurança para solda elétrica e equipamento de corte, recomendamos que leia nosso folheto, “Formulário 52-529 de Precauções e Práticas de Segurança para Solda Elétrica, Corte e Goivagem”. NÃO permita que pessoas sem trei-namento façam a instalação, operação ou a manutenção deste equipamento. NÃO tente instalar ou operar este equipamento até que tenha lido e compreendido completamente as instruções. Caso não as compreenda, contate seu fornecedor para maiores informações. Certifique-se de ter lido as Precauções de Segurança antes de instalar ou operar este equi-pamento.
CUIDADO
RESPONSABILIDADE DO USUÁRIO
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU OPERAR A MÁQUINA.
PROTEJA OS OUTROS E A SI MESMO!

ÍNDICE
Secção / Título Página
1.0 Precauções de Segurança . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
2.0 Descrição . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7 2.1 Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7 2.2 Especificações gerais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7 2.3 Dimensões e peso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
3.0 Instalação. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9 3.1 Geral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9 3.2 Desembalagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9 3.3 Colocação em funcionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9 3.4 Ligação da alimentação de entrada. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10 3.5 Ligação de saída . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12 3.6 Instalação paralela . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13 3.7 Cabos da interface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .164.0 Funcionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19 4.1 Descrição dos circuitos do diagrama de bloco. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19 4.2 Painel de controlo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 4.3 Sequência de funcionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26 4.4 Definições de início do arco . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27 4.5 Curvas V-I do EPP-400 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
5.0 Manutenção . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33 5.1 Geral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33 5.2 Limpeza. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33 5.3 Lubrificação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
6.0 Resolução de problemas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35 6.1 Geral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35 6.2 Indicadores de avaria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35 6.3 Isolamento de avarias. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38 6.4 Teste e substituição de componentes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46 6.5 Interface de circuitos de controlo a utilizar os conectores J1 e J6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .52 6.6 Conjuntor principal auxiliar (K3) e Circuitos do conjuntor de estado sólido . . . . . . . . . . . . . . . . . . . . . . . . 54 6.7 Circuito de activação do conjunto principal (K1A, K1B e K1C) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .55 6.8 Circuitos de detecção de corrente do arco . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56 6.9 Cadinho de controlo de corrente e Vref remoto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57 6.10 Circuitos Alto / Baixo do arco do piloto e de Corte/Marcação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
7.0 Peças Sobressalentes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .597.1 Geral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .597.2 Encomendas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .59

4

5
SEÇÃO 1 MEDIDAS DE SEGURANÇA
1.0 Medidas de SegurançaTodos aqueles que utilizam equipamentos de solda e corte da ESAB devem certificar-se de que todas as pessoas que trabalhem ou estiverem perto da máquina de solda ou corte tenha conhecimento das medidas de segurança. Estas medidas de segurança devem estar de acordo com os requerimentos que se aplicam às máquinas de solda e corte. Leia atentamente as recomendações a seguir. As recomendações em relação ao seu local de trabalho relativas à segurança também devem ser seguidas. Uma pessoa com experiência em equipamentos de solda e corte deve ser responsável pelo trabalho. A operação incorreta da máquina pode danificar o equipamento e causar riscos à sua saúde.
1. Todos aqueles que utilizarem os equipamentos de solda e corte devem estar familiarizados com: - sua operação. - localização das chaves de emergência. - sua função. - medidas de segurança relevantes. - processo de solda e/ou corte
2. O operador deve certificar-se de que: - somente pessoas autorizadas mexam no equipamento. - todos estejam protegidos quando o equipamento for utilizado.
3. A área de trabalho deve ser: - apropriada para esta aplicação. - sem ventilação excessiva.
4. Equipamentos de segurança pessoal: - sempre use equipamentos de segurança como óculos de proteção, luvas e roupas especiais. - não utilize acessórios que não sejam adequados à operação de solda ou corte, como colar, pulseira, etc.
5. Precauções gerais: - certifique-se de que o cabo de trabalho esteja firmemente conectado. - o trabalho em equipamentos de alta voltagem deve ser feito por pessoas qualificadas. - tenha um extintor perto da área onde a máquina esteja situada. - não faça a manutenção ou lubrificação do equipamento durante a operação de corte.
O código IP indica a classe da caixa, ou seja, o nível de protecção contra a penetração de objectos sólidos ou água. A protecção é fornecida contra a pulverização de água até 60 graus a partir da vertical. O equipamento marcado com IP23S poderá ser armazenado, mas não se destina a ser utilizado no exterior durante a queda de precipitação, a menos que esteja abrigado.
Classe da caixa
15°
Máximo Inclinação permitida
ATENÇÃOSe o equipamento for colocado numa super-fície que tenha uma inclinação superior a 15°, poderá ocorrer o tombamento. São possíveis ferimentos pessoais e / ou danos significa-tivos no equipamento.

6
SEÇÃO 1 MEDIDAS DE SEGURANÇA
O PROCESSO DE SOLDA E CORTE PODE CAUSAR DANOS À SUA SAÚDE E A DE OUTROS. TOME AS MEDIDAS DE SEGURANÇA APROPRIADAS AO SOLDAR OU CORTAR. PEÇA AO SEU EMPREGADOR PARA TER ACESSO ÀS NORMAS DE SEGURANÇA.
CHOQUE ELÉTRICO - pode ser fatal! - instale e aterre o equipamento de solda ou corte de acordo com a norma de segurança local. - não toque as partes elétricas ou o eletrodo sem proteção adequada, com luvas molhadas ou com pano molhado. - não encoste no aterramento nem na peça de trabalho. - certifique-se de que a área de trabalho é segura.
FUMOS E GASES - podem ser nocivos à saúde. - mantenha a cabeça longe dos fumos. - utilize ventilação e/ou extração de fumos na zona de trabalho.
RAIOS DO ARCO - podem causar queimaduras e danificar a sua visão. - proteja os olhos e o corpo. Use a lente de solda/corte correta e roupas apropriadas. - proteja as outras pessoas com cortinas apropriadas.
FOGO - fagulhas podem causar fogo. Certifique-se que nenhum produto inflamável não esteja na área de trabalho.
RUÍDO - ruído em excesso pode prejudicar a sua audição. - proteja o seu ouvido. Use protetor auricular. - informe as pessoas na área de trabalho dos riscos de ruído em excesso e da necessidade de se usar protetor auricular.
MALFUNÇÃO - caso a máquina não opere como esperado, chame uma pessoa especializada.
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU OPERAR A MÁQUINA. PROTEJA OS OUTROS E A SI MESMO!
ATENÇÃO
Este produto destina-se exclusivamente a corte a plasma. Qualquer outra utilização poderá resultar em ferimentos pes-soais e/ou danos no equipamento.
ATENÇÃO
ATENÇÃOPara evitar ferimentos pessoais e /ou danos no equipamento, eleve o método e os pontos de afixação aqui apresentados.

7
SECÇÃO 2 DESCRIÇÃO
2.1 Introdução
A fonte de alimentação EPP foi concebida para aplicações de marcação e de corte mecanizado de plasma de alta velocidade. Pode ser utilizada com outros produtos ESAB, tais como os maçaricos PT-15, PT-19XLS, PT-600 e PT-36 juntamente com o Smart Flow II, um sistema informático de regulação e comutação de gás.
• 12 a 400 amperes para marcação• 50 a 400 amperes de corrente de corte• Refrigeração a ar forçada • Alimentação de corrente contínua de estado sólido• Protecção da tensão de entrada• Controlo a partir do painel frontal, local ou remotamente• Protecção do interruptor térmico para os componentes do transformador principal e semi-condutores
de alimentação• Anéis de elevação superiores para forquilha na base para fins de transporte• Capacidades de fonte de alimentação suplementar paralela para aumentar a gama de saída de corrente.
EPP-400 400V,50 / 60Hz CE
EPP-400 460V,60Hz
EPP-400 575V,60Hz
Peça Number 0558006470 0558006471 0558006472
Saída(100 % do ciclo
de serviço)
Tensão 200 VDC
Gama de corrente CC (marking) 12A a 400A
Gama de corrente CC (cutting) 50A a 400A
Alimentação 120 KW
* Tensão de circuito aberto (OCV) 423 VCC 427 VCC 427 VCC
Entrada
Tensão (trifásica) 400 V 460 V 575 V
Corrente (trifásica) 138A RMS 120A RMS 96A RMS
Frequência 50/60 HZ 60 HZ 60 HZ
KVA 95.6 KVA 95.6 KVA 95.6 KVA
Alimentação 87 KW 87 KW 87 KW
Factor de alimentação 91.0 % 91.0% 91.0%
Fusível de entrada 200A 150A 125A
2.2 Especificações gerais
* A tensão do circuito aberto é reduzida para 360V no modo de marcação para os modelos de 460V e 575V a 60Hz e para 310V no modelo de 400V a 50Hz.

8
SECÇÃO 2 DESCRIÇÃO
2.3 Dimensões e peso
114,3 cm45.00” 94,6 cm
37.25”
102,2 cm40.25”
Peso= 825 kg.

9
SECÇÃO 3 INSTALAÇÃO
3.1 Geral
3.3 Colocação em funcionamento
Nota: Utilizar ambos os olhais de elevação ao transportar a partir de uma posição suspensa.
• Permitir uma folga mínima de 1 metro na frente e traseira do equipamento para a circulação do ar.• Planear a instalação com espaço suficiente de modo a permitir a remoção dos painéis superior e laterais
para tarefas de manutenção, limpeza e inspecção. • Colocar o equipamento EPP-400 relativamente próximo de uma fonte e alimentação eléctrica com os
fusíveis adequados.• Manter a área por baixo da fonte de alimentação desimpedida para permitir a circulação do ar.• O ambiente de estar relativamente isente de poeiras, gases e calor excessivo. Estes factores afectam
adversamente a eficácia da refrigeração.
A presença de poeiras e sujidade condutora no interior da fonte de alimentação pode provocar a ignição do arco.Pode ocorrer danos no equipamento. Pode ocorrer curto-circuitos eléctricos se for permitida a acumulação de poeiras no interior da fonte de alimentação. Ver secção de manutenção.
3.2 Desembalagem
A utilização de um olhal de elevação danifica a folha metálica e a armação. Utilize ambos os olhais de elevação durante o transporte suspenso.
• Inspeccionar quanto a danos ocorridos durante o transporte imediatamente após a recepção.• Retirar todos os componentes do contentor de transporte e verificar a existência de peças soltas no
contentor.• Inspeccionar as grelhas de ventilação quanto à existência de obstruções.
O NÃO CUMPRIMENTO DAS INSTRUÇÕES PODE CONDUzIR À MORTE, FERIMENTOS E DANOS MATERIAIS. SIGA ESTAS INSTRUÇÕES PARA EVITAR A OCORRÊNCIA DE FERIMENTOS OU DANOS MATERIAIS. DEVEM SER CUMPRIDOS OS REGULAMENTOS DE SEGURANÇA LOCAIS, REGIONAIS E NACIONAIS.
ATENÇÃO
AVISO
ATENÇÃO

10
SECÇÃO 3 INSTALAÇÃO
3.4 Ligação da alimentação de entrada
OS CHOQUES ELÉCTRICOS PODEM MATAR!! DEVE SER FORNECIDA A PROTECÇÃO MÁxIMA CONTRA CHOQUES ELÉCTRICOS. ANTES DA REALIzAÇÃO DE QUAISQUER LIGAÇÕES NO INTERIOR DA MÁQUINA, ABRIR O INTERRUPTOR DE DESLIGAÇÃO DE PAREDE PARA CORTAR A ENERGIA.
3.4.1 Alimentação principal
O equipamento EPP-400 é uma unidade trifásica. A alimentação de entrada deve ser fornecida a partir de um interruptor de desligação da linha (de parede), que inclua fusíveis ou disjuntores, de acordo com os regulamentos locais e nacionais.
Pode ser necessária uma conduta de alimentação eléctrica dedicada.O EPP-400 está equipado com compensação de tensão de linha, mas, para evitar um desempenho impreciso devido à sobrecarga de um circuito, pode ser necessária uma conduta de alimentação própria.
Corrente de entrada =(arco V) x (arco I) x 0.688
(linha V)
Tamanhos dos condutores de entrada e fusíveis de linha recomendados:
* Tamanhos de acordo com o Código de Electricidade Nacional para condutores de cobre de 90°C (194˚F) numa temperatura ambiente de 40°C (104˚F). Não devem ser incluídos mais de três condutores no cabo. Devem ser seguidos os códigos locais caso especifiquem tamanhos diferentes dos listados anteriormente.
Para estimar a corrente de entrada para uma vasta gama de condições de saída, utilizar a fórmula que se segue.
Entrada à carga nominal Condutor de entrada e de terra*
CU/mm2 (AWG)
Tamanho do fusível de atraso
(amperes)volts amperes
400 138 95 (4/0) 200
460 120 95 (3/0) 150
575 96 50 (1/0) 125
A carga nominal é de 400 A a 200V
AVISO
AVISO

11
• Fornecidos pelo cliente• Podem ser compostos por condutores de cobre cobertos de borracha pesada (três de alimentação e
um de terra) ou passarem numa conduta sólida ou flexível.• Dimensões de acordo com o quadro.
3.4.2 Condutores de entrada
Os condutores de entrada devem ser terminados com terminais em anel.Os condutores de entrada devem ser terminados com terminais em anel com um tamanho de 12,7 mm antes de serem ligados ao EPP-400.
1. Remover o painel lateral esquerdo do EPP-4002. Alimentar três cabos pela abertura de acesso no painel traseiro.3. Fixar os cabos com um aperta-cabos ou acoplamento de
condutas (não fornecidos) na abertura de acesso.4. Ligar o cabo de terra ao rebite na base do chassis.5. Ligar os terminais do anel do cabo de alimentação aos terminais
principais com os parafusos, anilhas e porcas fornecidos.6. Ligar os condutores de entrada à desligação da linha
(parede).
3.4.3 Procedimento de ligação de entrada
1
3
2
1 = Terminais principais
2 = Ligação de terra do chassis
3 = Abertura de acesso do cabo de entrada de alimentação (painel traseiro)
SECÇÃO 3 INSTALAÇÃO
AVISO

12
OS CHOQUES ELÉCTRICOS PODEM MATAR!OS TERMINAIS EM ANEL TÊM DE TER UMA FOLGA ENTRE O PAINEL LATERAL E O TRANSFORMADOR PRINCIPAL. A FOLGA DEVE SER SUFICIENTE PARA EVITAR A POSSÍVEL FORMAÇÃO DE ARCO. GARANTIR QUE OS CABOS NÃO INTERFEREM COM A ROTAÇÃO DA VENTOINHA DE REFRIGERAÇÃO.
A INCORRECTA LIGAÇÃO À TERRA PODE RESULTAR NA MORTE OU FERIMENTOS.OS CHASSIS DEVE SER LIGADO A UMA LIGAÇÃO DE TERRA APROVADA. GARANTIR QUE O CABO DE TERRA NÃO ESTÁ LIGADO A QUALQUER TERMINAL PRINCIPAL.
OS CHOQUES ELÉCTRICOS PODEM MATAR! TENSÃO E CORRENTE PERIGOSAS!SEMPRE QUE TRABALHAR NAS IMEDIAÇÕES DE UMA FONTE DE ALIMENTAÇÃO DE PLASMA COM AS COBERTURAS RETIRADAS:
• DESLIGAR A FONTE DE ALIMENTAÇÃO NO INTERRUPTOR DE DESLIGAÇÃO (PAREDE).
• PROCEDER À VERIFICAÇÃO POR UMA PESSOA QUALIFICADA DAS BARRAS DE BARRAMENTO DE SAÍDA (POSITIVAS E NEGATIVAS) COM UM VOLTÍMETRO.
3.5 Ligações de saída
3.5.1 Cabos de saída (fornecidos pelo cliente)
Escolher cabos de saída de corte de plasma (fornecidos pelo cliente) na base de um cabo de cobre isolado de 4/0 AWG, 600 V por cada 400 amperes de corrente de saída.
Nota: Não utilizar cabos de soldar isolados de 100V.
SECÇÃO 3 INSTALAÇÃO
AVISO
AVISO
AVISO

13
SECÇÃO 3 INSTALAÇÃO
3.5.2 Procedimento de ligação de saída
Painel de acesso
1. Retirar o painel de acesso da secção frontal inferior da fonte de alimentação.2. Alimentar os cabos de saída pelas aberturas na parte inferior do painel frontal ou na parte inferior da fonte de alimentação
imediatamente por trás do painel frontal.3. Ligar os cabos aos terminais designados montados no interior da fonte de alimentação, utilizando os conectores de
cabo de pressão listados na UL.4. Instalar novamente o painel retirado durante o primeiro passo.
Pode ser ligados dois equipamentos EPP-400 em paralelo para aumentar a gama de correntes de saída.
3.6 Instalação paralelaelo
A corrente de saída da fonte de alimentação paralela excede os valores recomendados ao cortar abaixo de 100 A.Utilizar apenas uma fonte de alimentação ao cortar abaixo de 100 A.É recomendada a desligação do cabo negativo da fonte de alimentação suplementar ao mudar para correntes abaixo de 100 A. Este cabo deve ser terminado em segurança para proteger contra choques eléctricos.
ATENÇÃO

14
SECÇÃO 3 INSTALAÇÃO
Nota: A fonte de alimentação principal conta com o condutor (-) do eléctrodo ligada com ligação directa.
A fonte de alimentação suplementar conta com o terminal de trabalho (+) ligado com ligação directa.
1. Ligar os cabos de saída negativos (-) à caixa de arranque do arco (gerador de alta frequência).2. Ligar os cabos de saída positivos (+) à peça de trabalho.3. Ligar os condutores positivos (+) e negativos (-) entre as fontes de alimentação.4. Ligar o cabo do arco do piloto ao terminal do arco do piloto na fonte de alimentação principal. A ligação do arco do
piloto na fonte de alimentação suplementar não é utilizada. O circuito do arco do piloto não é utilizado em paralelo.5. Colocar o interruptor de regulação Alto / Baixo do arco do piloto, na fonte de alimentação suplementar, na posição
“LOW” (Baixo).6. Colocar o interruptor de regulação Alto / Baixo do arco do piloto, na fonte de alimentação principal, na posição “HIGH”
(Alto).7. Se for utilizado um sinal de referência de corrente remoto de 0.00 a +10.00 V CC para definir a corrente de saída,
alimentar o mesmo sinal a ambas as fontes de alimentação. Ligar o J1-G (V CC positiva de 0.00 a 10.00) de ambas as fontes de alimentação e ligar o J1-P (negativo) de ambas as fontes de alimentação. Com ambas as fontes de alimentação em funcionamento, é possível prever a corrente de saída utilizando a seguinte fórmula: [corrente de saída (amperes)] = [tensão de referência] x [100]
As ligações para a instalação paralela de duas fontes de alimentação EPP-400 com ambas as fontes de alimentação em funcionamento.
3.6.1 Ligações paralelas para dois EPP-400
Fonte de alimentação suplementar
Fonte de alimentação principal
trabalho(+)
eléctrodo(-)
arco do piloto
2 – cabos positivos de 4/0 600V para a peça de trabalho
1 – Cabo de 14 AWG 600V para a ligação do arco do piloto na caixa de arranque
(gerador)
2 – Cabos negativos 4/0
600V na caixa de arranque do arco
(gerador)
EPP-400 EPP-400
eléctrodo(-)
trabalho(+)

15
SECÇÃO 3 INSTALAÇÃO
OS CHOQUES ELÉCTRICOS PODEM MATAR!OS CONDUTORES ELÉCTRICOS ExPOSTOS PODEM SER PERIGOSOS!NÃO DEIxAR CONDUTORES ELECTRICAMENTE “QUENTES” ExPOSTOS. AO DESLIGAR A FONTE DE ALIMENTAÇÃO SUPLEMENTAR DA FONTE DE ALIMENTAÇÃO PRINCIPAL, VERIFICAR SE OS CABOS CORRECTOS FORAM DESLIGADOS, ISOLAR AS ExTREMIDADES DESLIGADAS.AO UTILIzAR APENAS UMA FONTE DE ALIMENTAÇÃO NUMA CONFIGU-RAÇÃO PARALELA, O CONDUTOR DO ELÉCTRODO NEGATIVO DEVE SER DESLIGADO DA FONTE DE ALIMENTAÇÃO SUPLEMENTAR E DA CAIxA DE CANALIzAÇÃO. O NÃO CUMPRIMENTO DESTA MEDIDA DEIxA A FONTE DE ALIMENTAÇÃO SUPLEMENTAR ELECTRICAMENTE “QUENTE”.
NÃO OPERAR O EPP-400 COM AS COBERTURAS RETIRADAS.OS COMPONENTES DE ALTA TENSÃO FICAM ExPOSTOS A UM MAIOR RISCO DE CHOQUES.OS COMPONENTES INTERNOS PODEM FICAR DANIFICADOS DEVIDO À PERDA DE EFICÁCIA DAS VENTOINHAS DE REFRIGERAÇÃO.
O equipamento EPP-400 não dispõe de um interruptor geral de ligar/desligar. A alimentação principal é controlado através do interruptor de desligação da linha (parede).
As ligações para a instalação paralela de duas fontes de alimentação EPP-400 com apenas uma fonte de alimentação em funcionamento.
Fonte de alimentação suplementar
Fonte de alimentação principal
trabalho trabalho eléctrodoeléctrodo
2 – cabos positivos de 4/0 600V para a peça de trabalho
2 – Cabos negativos de 4/0 600V na caixa de arranque do arco
(gerador)
Desligar a ligação nega-tiva da fonte de alimen-tação secundária e isolar para converter as duas fontes numa única fonte de alimentação
EPP-400 EPP-400
AVISO
AVISO

16
SECÇÃO 3 INSTALAÇÃO
3.7 Cabos da interfaceInterface do CNC (24 pinos)
3.6.2 Marcação com dois EPP-400 paralelos
Interface de refrigeração a água (8 pinos)
Pode ser ligados dois equipamentos EPP-400 em paralelo e utilizados para a marcação a 24 A e corte de 100 A a 800 A. Podem ser feitas duas modificações simples à fonte de alimentação suplementar para permitir a marcação a 12 A. Só são necessárias as modificações se for necessária a marcação a 12 A.
ALTERAÇÕES DE CAMPO PARA PERMITIR A MARCAÇÃO A 12 A:
1. ALTERAÇÕES À FONTE DE ALIMENTAÇÃO PRINCIPAL: Nenhuma
2. ALTERAÇÕES À FONTE DE ALIMENTAÇÃO SUPLEMENTAR: A. Desligar o cabo Branco da bobina do K12 B. Retirar o cabo de ligação directa Laranja do TB7-11 e ligar ambas as extremidades do cabo de ligação directa no TB7-12.
FUNCIONAMENTO DE DOIS EQUIPAMENTOS EPP-400 PARALELOS:
1. Fornece sinais do conjuntor de Ligar/Desligar, Cortar/Marcar e sinais de Alto/Baixo do Arco do Piloto às unidades principal e suplementar para as tarefas de corte e de marcação. Para a marcação, ambas as fontes de alimentação são ligadas, mas o sinal de marcação desactiva a saída da fonte de alimentação suplementar caso tenha sido alterada para marcação a 12 A. Se a fonte de alimentação suplementar não tiver sido modificada, fornece a mesma corrente de saída que a fonte de alimentação principal.
2. Alimenta o mesmo sinal de VREF às unidades principal e suplementar para corte e marcação. Para instalações com uma fonte de alimentação secundária modificada, a função de transferência de corrente de saída para a marcação é a da fonte de alimentação principal: IOUT = 50 x VREF. Para o corte, é a soma das fontes de alimentação principal e secundária: IOUT = 100 x VREF. Para instalações com uma fonte de alimentação secundária modificada, a função de transferência de corrente de saída para corte e marcação é de IOUT = 100 x VREF.

17
SECÇÃO 3 INSTALAÇÃO
3.7.1 Cabos da interface do CNC com conector da fonte de alimentação correspondente e Interface do CNC não terminada
3.7.2 Cabos da interface do CNC com conectores da fonte de alimentação correspondente em ambas as extremidades
GRN/YEL
RED #4
GRN/YEL
RED #4
VISTA DAS LIGAÇÕES
VISTA DAS LIGAÇÕES
VISTA DAS LIGAÇÕES

18
SECÇÃO 3 INSTALAÇÃO
3.7.3 Cabos da interface de refrigeração a água com conectores da fonte de alimentação correspondente em ambas as extremidades
VISTA DAS LIGAÇÕES VISTA DAS LIGAÇÕES
COMPRIMENTO

19
SECÇÃO 4 FUNCIONAMENTO
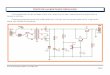
4.1 Descrição dos circuitos do diagrama de bloco
Left
PW
M /
Gat
e D
rive
Boar
d
Gal
vani
c
Isol
ator
PWM
Gat
e D
rive
Gal
vani
cIs
olat
or
PWM
Gat
e D
rive
(Mas
ter)
(Sla
ve)
Righ
t PW
M /
Gat
e D
rive
Boar
d
2
H
Sync
Sig
nal
For A
ltern
ate
Switc
hing
3 Ph
ase
Inpu
t
T1 M
ain
Tran
sfor
mer
-300
V-37
5V
DC
Bus
Bus
Rect
ifier
s30
0U12
0’s
Cap.
Bank
Cont
rol C
ircui
t
Feed
back
For
Fas
t Inn
er S
ervo
s
Erro
r Am
plifi
ers
Gal
vani
c
Is
olat
or0.
0 - 1
0.0V
DC
Vre
fIo
ut =
(Vre
f) x
(50)
CNC
Com
mon
(Flo
atin
g)S
T“T
” Com
mon
Con
nect
ed to
Ear
th G
roun
ded
Wor
k Th
roug
h th
e “+
” Out
put
Feed
back
for C
onst
ant
Curr
ent S
ervo
Twis
ted
Pair
Left
IGBT
Mod
ules
See
Not
e
Righ
tIG
BT M
odul
es
T
Left
Hal
lSe
nsor
Righ
t Hal
lSe
nsor
L1
Bloc
king
Dio
des
Bloc
king
Dio
des
L2
Free
Whe
elin
gD
iode
s - S
ee N
ote
T
T1T1
Cont
act o
n Pi
lot
Arc
Con
tact
or425V
Pea
k25
0V P
eak
Boos
t Sta
rtin
gCi
rcui
tBi
ased
Snu
bber
R (b
oost
)
R (s
nub) Pi
lot A
rcCi
rcui
t Prec
isio
nSh
untEL
ECTR
OD
E
NO
ZZLE
WO
RK
DIA
GRA
MA
DE
BLO
CO
DO
EPP
-400
See
Not
e
See
Not
e
Not
aO
s IG
BTs
e os
dio
dos
de ro
taçã
o liv
re e
stão
in
cluí
dos
no m
esm
o m
ódul
o.

20P. K. Higgins: Current_Ripple_ESP-600C; RMS CURRENT RIPPLE Chart 17
EPP-600 10/20KHz Output RMS Ripple Current Versus Output Voltage
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
0 50 100 150 200 250 300 350
Output Voltage (Volts)
RM
S R
ippl
e C
urre
nt (A
mpe
res)
Choppers Synchronized and Switchng in Unison (10KHz Ripple)
Choppers Synchronized and Switching Alternately (20KHz Ripple)
SECÇÃO 4 FUNCIONAMENTO
4.1 Descrição dos circuitos do diagrama de bloco (continuação)
O circuito de alimentação utilizado no EPP-400 é habitualmente referido como um conversor Buck ou relé modelador. Os interruptores electrónicos de alta velocidade ligam-se e desligam-se vários milhares de vezes por segundo fornecendo impulsos de alimentação à saída. Um circuito de filtro, composto principalmente por um indutor (por vezes, designado como auto-indutor de alisamento), converte os impulsos numa saída de corrente contínua (CC) relativamente constante.
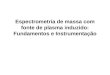
Embora o indutor do filtro retire a maior parte das flutuações da saída “alisada” dos interruptores electrónicos, algumas pequenas flutuações na saída permanecem. O EPP-400 utiliza um circuito de alimentação patenteado que combina a saída de dois auto-indutores de alisamento, cada um a fornecer, aproximadamente, metade da saída total, de forma a reduzir as flutuações. Os auto-indutores de alisamento são sincronizados, de modo a que a flutuação do primeiro auto-indutor seja a saída crescente e a flutuação do segundo indutor seja a saída decrescente. O resultado é a flutuação de cada auto-indutor cancelar parcialmente a flutuação do outro auto-indutor. Consegue-se, assim, uma flutuação ultra reduzida com uma saída de corrente bastante estável. A flutuação reduzida é bastante desejada, uma vez que a vida útil do maçarico é bastante aumentada por uma flutuação reduzida.
O gráfico que se segue mostra o efeito da redução de flutuação patenteada da ESAB com a utilização de dois auto-indutores sincronizados e em comutação alternada. Em comparação com a comutação dos auto-indutores em uníssono, a comutação alternada reduz a flutuação com um factor de 4 para 10.
Corrente de Flutuação RMS do EPP-400 a 10/20 kHz vs Tensão de saída
Corr
ente
de
flutu
ação
de
RMS
(Am
pere
s)
Tensão de saída (volts)
Auto-indutores de alisamento sincronizados e comutação em uníssono (Flutuação de 10kHz)
Auto-indutores de alisamento sincronizados e comutação alternada (Flutuação de 20kHz)

21
O circuito de controlo contém servos reguladores para ambos os auto-indutores de alisamento. Também inclui um terceiro servo, que controla o sinal de corrente de saída total que retorna do Derivador de Precisão. Este terceiro servo ajusta os dois servos dos auto-indutores para manter uma corrente de saída precisamente controlada e comandada pelo sinal Vref.
Os circuitos Vref são isolados galvanicamente dos restantes componentes da fonte de alimentação. O isolamento evita problemas que possa surgir de saltos de “terra”.
Cada auto-indutor de alisamento, o esquerdo e o direito, inclui o seu próprio PWM / Placas de circuitos da unidade PC montadas juntos aos IGBTs. Estes circuitos fornecem sinais de activação / desactivação da PWM (Modulação da Largura do Impulso) para comandar os IGBTs. A PWM esquerda (principal) fornece um sinal de relógio sincronizado ao conjunto de circuitos da unidade de cancela, bem como ao conjunto de circuitos da unidade de cancela direita (secundária). É através deste sinal sincronizado que os IGBTs de ambos os lados comutam alternadamente reduzindo a flutuação de saída.
O EPP-400 inclui uma Fornecimento de Impulso para fornecer, aproximadamente 425 VCC para o arranque do arco. Depois do estabelecimento do arco de corte, o Fornecimento de Impulso é desligado com um contacto no Conjuntor do Arco do Piloto (K4).
Um amortecedor invertido reduz os transientes da tensão criados durante o encerramento do arco de corte. Também reduz as tensões do transiente da fonte de alimentação paralela, evitando assim danos na fonte de alimentação.
O circuito do arco do piloto é composto pelos componentes necessários para o estabelecimento do arco do piloto. Este circuito é desactivado quando o arco de corte ou marcação é estabelecido.
* A tensão do barramento para o modelo de 400V, 50Hz é aproximadamente de 320V CC.
SECÇÃO 4 FUNCIONAMENTO
O Diagrama de Bloco do EPP-400 (depois da sub-secção 6.4.4) mostra os principais elementos funcionais da fonte de alimentação. T1, o transformador principal, fornece o isolamento da linha da alimentação principal, bem como a tensão adequada ao barramento de *375 V CC. Os rectificadores de barramento convertem a saída trifásica do T1 na tensão do barramento de *375V. Uma bateria de condensadores proporciona a filtragem e armazenamento de energia, que fornece energia aos interruptores electrónicos de alta velocidade. Os interruptores são IGBTs (Transístores bipolares de porta isolada). O barramento de *375V fornece alimentação ao auto-indutor de alisamento esquerdo (principal) e ao auto-indutor de alisamento direito (secundário).
Cada auto-indutor de alisamento contém IGBTs, diodos de rotaçãolivre, um sensor, um indutor de filtro e diodos de bloqueio. Os IGBTs são interruptores electrónicos que, no EPP-400, ligam-se e desligam-se 10.000 vezes por segundo. Fornecem os impulsos de alimentação filtrados pelo indutor. Os diodos de rotação livre fornecem o caminho para o fluxo de corrente quando os IGBTs estão desligados. O sensor é um transdutor de corrente, que controla a corrente de saída e fornece o sinal de retorno ao circuito de controlo.
Os diodos de bloqueio desempenham duas funções. Primeiro, impedem a CC de 425V do circuito de arranque por impulso de retornar aos IGBTs e ao barramento de *375V. Em segundo lugar, fornecem isolamento aos dois auto-indutores de alisamento. Estas funções permitem o funcionamento independente de cada auto-indutor de alisamento sem o funcionamento do outro auto-indutor de alisamento.
4.1 Descrição dos circuitos do diagrama de bloco (continuação)

22
SECÇÃO 4 FUNCIONAMENTO
4.2 Painel de controlo
A - Alimentação principal
O indicador acende-se quando a alimentação de entrada é aplicada à fonte de alimentação.
B - Conjuntor ligado
O indicador acende-se quando o conjuntor principal é energizado.
C - Sobreaquecimento
O indicador acende-se quando a fonte de alimentação entra em sobreaquecimento.
D - Avaria
O indicador acende-se quando existem anormalidades no processo de corte ou quando a tensão da linha de entrada cai abaixo do valor nominal obrigatório em ±10%.
E - Avaria de reposição de alimentação
O indicador acende-se quando é detectada uma avaria grave. A alimentação de entrada tem de ser desligada durante, um mínimo de 5 segundos e aplicada novamente.
F - Botão de corrente (Potenciómetro)
B o t ã o d o E P P - 4 0 0 a p r e s e n t a d o. O E P P - 4 0 0 c o n t a c o m u m a g a m a d e 1 2 a 4 0 0 A . Utilizado apenas no modo de painel.
C
B
D
E
K
JI H F
G
A
L

23
SECÇÃO 4 FUNCIONAMENTO
G - Interruptor remoto do painel
Controla a localização do controlo da corrente. • Colocar na posição PANEL (Painel) para controlar utilizando o potenciómetro de corrente.• Colocar na posição REMOTE (Remoto) para controlar a partir de um sinal externo (CNC).
C
B
D
E
K
JI H F
G
A
H e L - Ligações remotas
H - Ficha de 24 pinos para ligação da fonte de alimentação ao CNC (controlo remoto)
L - Ficha de 8 pinos para ligação da fonte de alimentação à refrigeração a água
I - Interruptor Alto / Baixo do Arco do Piloto
Utilizado para seleccionar a quantidade de corrente do arco do piloto pretendida. Como regra geral, para 100 amperes e valores inferiores, é utilizada a regulação LOW (Baixo). Esta situação pode variar, dependendo do gás, material e maçarico utilizados. As regulações High/Low (Alto/Baixo) são especificadas nos dados de corte incluídos no manual do maçarico. Quando o EPP-400 está definido para o modo de marcação, este interruptor deve estar na posição Baixa.
4.2 Painel de controlo (continuação)
L

24
SECÇÃO 4 FUNCIONAMENTO
J - Medidores
Mostram a tensão e amperagem durante o corte. O amperímetro pode ser activado quando não se encontrar no modo de corte para visualizar uma estimativa da corrente de corte antes de se iniciar o corte.
K - Interruptor actual/predefinido
O interruptor de activação montado em mola AMPS ACTUAL / AMPS PREDEF., S42, assume a regulação predefinida de ACTUAL (para cima). Na posição ACTUAL, o amperímetro de saída mostra a corrente de corte de saída.
Na posição PREDEF. (para baixo), o amperímetro de saída mostra uma estimativa da corrente de corte de saída através do controlo do sinal de referência da corrente de corte ou de marcação de 0.00 a 10.00 V CC (Vref ). O sinal de referência resulta do potenciómetro de corrente com o interruptor PANEL/REMOTE na posição PANEL (para cima) e de um sinal de referência remoto (J1-J / J1-L(+)) com o interruptor PANEL/ REMOTE na posição REMOTE (para baixo). O valor apresentado no amperímetro de saída será o valor de Vref (volts) vezes 50. Por exemplo, um sinal de referência de 5.00V resulta numa leitura predefinida de 250 amperes no medidor.
O interruptor pode ser alternado entre as posições ACTUAL e PREDEF. a qualquer momento sem afectar o processo de corte.
TENSÕES E CORRENTES PERIGOSAS!OS CHOQUES ELÉCTRICOS PODEM MATAR!ANTES DO FUNCIONAMENTO, GARANTIR QUE OS PROCEDIMENTOS DE INSTALAÇÃO E LIGAÇÃO À TERRA FORAM SEGUIDOS. NÃO OPERAR ESTE EQUIPAMENTO COM AS PROTECÇÕES RETIRADAS.
4.2 Painel de controlo (continuação)
AVISO

25
SECÇÃO 4 FUNCIONAMENTO
4.2.1 Modos de funcionamento: Modo de corte e marcação
1. O EPP-400 funciona no modo de corte através de uma gama de corrente de saída continuamente ajustável de 50 A a 400 A, através da utilização do potenciómetro de corrente, no painel frontal ou de um sinal de referência de corrente remoto alimentado ao conector J1.
Ao utilizar um sinal remoto, 50A corresponde a um sinal de referência de corrente de 1.00V CC e 400A corresponde a um sinal de 8.00VCC. Para sinais superiores a 8.00V, a fonte de alimentação limita internamente a corrente de saída a um valor típico de 420A.
O EPP-400 assume, por predefinição, o modo de corte a menos que seja fornecido um sinal de comando de um controlo remoto para alterar para o modo de marcação.
2. A fonte de alimentação é colocada no modo de marcação com um relé isolado externo ou contacto de comutação a ligar J1-R (115VCA) a J1-M. Ver o Diagrama esquemático incluído na contra-capa. Este encerramento por contacto deve ser realizado antes (50mS ou superior) de ser emitido um comando de Arranque ou Conjuntor ligado.
No modo de marcação, a corrente de saída é ajustada através de uma gama continuamente ajustável de 12 A a 400 A, através da utilização do potenciómetro de corrente, no painel frontal ou de um sinal de referência de corrente remoto alimentado ao conector J1.
Ao utilizar um sinal remoto, 12A corresponde a um sinal de referência de corrente de 0.24V CC e 400A corresponde a um sinal de 8.00VCC. Para sinais superiores a 8.00V, a fonte de alimentação limita internamente a corrente de saída a um valor típico de 420A.
No modo de marcação, o fornecimento de impulso, utilizado para o arranque do arco no modo de corte, é desactivado. A tensão de circuito aberto resultante é de, aproximadamente, 360V à tensão da linha de entrada nominal*. Adicionalmente, K12 encerra a ligação de R60 a R67 no circuito de saída. Estas resistências ajudam a estabilizar a saída para as correntes de marcação baixas. A fonte de alimentação tem capacidade para produzir um ciclo de serviço de 400 A a 100% no modo de marcação.
As resistências R60-R67 fornecem uma potência de 12 Amp. A Corrente Mínima de Arranque (SW2) definida de fábrica é de 3 Amps. As predefinições do Interruptor 2 (SW2) no Painel PC de controlo montado por trás da tampa de acesso, no canto superior direito do painel frontal são com as posições 5, 6, 7 e 8 desligadas (para baixo).
* Aproximadamente 310V para o modelo de 400V.

26
SECÇÃO 4 FUNCIONAMENTO
1. Aplicar energia, desligando o interruptor da linha (parede). (O EPP-400 não inclui um interruptor geral de ligação / desligação). A luz de alimentação principal acende-se e a luz indicadora de avaria fica intermitente, apagando-se em seguida.
2. Seleccionar a definição Panel / Remote (Painel / Remoto).
3. Colocar o interruptor do arco do piloto nas posições Alto/Baixo. Se as posições High / Low (Alto / Baixo) forem seleccionadas a partir de um controlo remoto, o interruptor tem de estar na posição Low (Baixo). (Consultar os dados de corte no manual do maçarico.)
4. Se utilizar o modo de painel, é possível ver os amperes predefinidos com o interruptor ACTUAL / PREDEF. Ajustar a corrente até que o valor aproximado pretendido seja apresentado no amperímetro. Em caso de utilização do modo remoto, colocar o interruptor Amps / Reset na posição Preset Amps (Amperes predefinidos) fornece a corrente de saída inicial comandada pelo controlo remoto.
5. Iniciar a operação de corte de plasma. Pode incluir a configuração manual de outras opções, dependendo do pacote de plasma total.
6. Em caso de utilização do modo de painel, depois de iniciar o corte, ajustar a corrente até ao valor pretendido.
7. Se o início do corte ou marcação falhar, verificar as luzes indicadoras de avaria. Se a luz de avaria se acender, consultar a secção de resolução de problemas.
Nota: A luz de avaria fica intermitente quando o conjuntor é ligado pela primeira vez, o que significa que o barramento de corrente contínua foi ligado normalmente.
4.3 Sequência de funcionamento SECTION 4 Operation
ESP 400C Plasma Power SourceESP 400C Plasma Power SourceESP 400C Plasma Power SourceESP 400C Plasma Power Source4-4
BeginCutting
ACTUAL AMPS
PRESET AMPS
HIGH
LOW
PILOTARC
PANEL
REMOTE
Apply Power
4.3 Sequence of Operation
1. Apply power by closing the line (wall) switch.(The ESP-400C does not have an on/offswitch). The main power light will illuminateand the fault light will flash and then go out.
2. Select the Panel/Remote setting.
3. Set pilot arc High/Low switch. (Refer to cuttingdata in the torch manual.)
4. If using panel mode, view preset amps with theACTUAL/PRESET AMPS switch. Adjust currentuntil the approximate desired value is shown onthe ammeter.
5. Begin plasma cutting operation. This mayinclude manually setting up other options,depending on the total plasma package.
6. If using panel mode, after cutting has begun,adjust current to desired amount.
7. Check for fault light. If a fault light illuminates,refer to troubleshooting section.
Note: The fault light flashes when the contactor isNote: The fault light flashes when the contactor isNote: The fault light flashes when the contactor isNote: The fault light flashes when the contactor isfirst turned on signifying the DC Bus powered upfirst turned on signifying the DC Bus powered upfirst turned on signifying the DC Bus powered upfirst turned on signifying the DC Bus powered upnormally.normally.normally.normally.
4.4 Arc Initiation SettingsThe time to achieve full current can be adjusted tosuit your particular system. This feature uses 50%of the cutting current to start, dwell and thengradually (less than a second) achieve full current.The ESP-400C is factory shipped with this featureenabled. The default settings are:
Minimum Start Current 40A
Start Current 50% of cut current
Timing to achieve full current 800 msec
Dwell Time 50 msec

27
SECÇÃO 4 FUNCIONAMENTO
4.4 Definições de início do arco
O período de tempo para obter a corrente total pode ser ajustado para um arranque parcial. Esta função utiliza uma corrente reduzida para iniciar e, gradualmente, aumenta até ao nível de corrente total. O EPP-400 é enviado de fábrica com o arranque parcial activado. As predefinições são:
Corrente de arranque mínima. . . . . . . . . . . . . . . . . . . .3ACorrente de arranque. . . . . . . . . . . . . . . . . . . . . . . . . . . .50% da corrente de corteTempo para atingir a corrente total. . . . . . . . . . . . . . .800 mseg.Tempo de espera . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .800 mseg.
Estas funções de temporização podem ser desactivadas ou ajustadas de modo a responder aos requisitos de cada sistema.
Start Current Wave Form With Soft Start OFF
Cut Current1OUT = 50 VREF
Approx. 2 msec time to full current
DC
Out
put C
urre
nt
Time
Start Current Wave Form With Soft Start ON
Cut Current1OUT = 50 VREF
Start Current
Time to full current
800 msecDwellTime
DC
Out
put C
urre
nt
Time
OS CHOQUES ELÉCTRICOS PODEM MATAR!DESLIGAR A CORRENTE NO INTERRUPTOR DE PAREDE ANTES DE RETIRAR QUAISQUER PROTECÇÕES OU FAzER QUAISQUER AJUSTES À FONTE DE ALIMENTAÇÃO.
AVISO

28
4.4.1 Activar/Desactivar condições de início do arco
SECÇÃO 4 FUNCIONAMENTO
1. Retirar o painel de acesso do canto superior direito do painel frontal. Certificar-se de que este painel é instalado novamente após a conclusão dos ajustes.
2. Localizar SW1 e PCB1 e empurrar os interruptores basculantes para baixo para desactivar. Para activar, empurrar os interruptores para cima. (Se um interruptor estiver para cima e outra para baixo, o tempo de início do arco é considerado como ligado.)
4.4.2 Ajuste do temporizador de espera do início do arco
O tempo de espera é controlado pelas selecções das posições 1 a 4 dos interruptores SW2 no PCB1. Quando um interruptor é premido, o respectivo valor é adicionado ao tempo de espera mínimo de 10 mseg.
Interruptor nº 1 = Tempo de espera de 10 mseg.Interruptor nº 2 = Tempo de espera de 20 mseg.Interruptor nº 3 = Tempo de espera de 40 mseg.Interruptor nº 4 = Tempo de espera de 80 mseg.A predefinição é o interruptor nº 3 ligado. 40 mseg. + 10 mseg. (mínimo) = 50 mseg.
4.4.3 Ajuste da corrente de arranque mínima
A corrente de arranque mínima é controlada pela selecção das posições 5 a 8 do SW2. Quando um interruptor é premido, o respectivo valor é adicionado ao valor mínimo definido de fábrica de 3A.
Interruptor nº 5 = Corrente de arranque mínima de 25AInterruptor nº 6 = Corrente de arranque mínima de 12AInterruptor nº 7 = Corrente de arranque mínima de 6AInterruptor nº 8 = Corrente de arranque mínima de 3AA predefinição é 5, 6, 7 e 8 desligadas (para baixo) 0 A + 0 A + 0 A + 3 A = 3 A
Predefinições de fábrica apresentadas
Predefinição de fábrica apresentada
1 2 3 4 5 6 7 8
SW2
SW1
on
off
12345678
SW2
on
off
38
4.4.1 Enable/Disable Arc Initiation Conditions
sECtIon 4 opErAtIon
1. Removeaccesspanelontheupper-rightcornerofthefrontpanel.Besuretoreplacethispanelafteradjustmentshavebeenmade.
2. LocateSW1andPCB1andpushbothrockerswitchesdowntodisable.Toenablepushbothswitchesup.(Ifoneswitchisupandtheotherisdown,arcinitiationtimeisconsideredon.)
4.4.2 Adjusting Arc Initiation Dwell timer
DwellTimeiscontrolledbyselectionsofpositions1through4ofSW2onPCB1.Whenaswitchispushedon,itsvalueisaddedtotheminimumdwelltimeof10msec.
Switch#1=10msecdwelltimeSwitch#2=20msecdwelltimeSwitch#3=40msecdwelltimeSwitch#4=80msecdwelltimeThedefaultsettingiswithswitch#3on.40msec+10msec(minimum)=50msec
4.4.3 Adjusting the Minimum start Current
MinimumStartCurrentiscontrolledbyselectionofpositions5through8ofSW2.Whenaswitchispushedon,itsvalueisaddedtothefactorysetminimumvalueof3A.
Switch#5=25Amin.startcurrentSwitch#6=12Amin.startcurrentSwitch#7=6Amin.startcurrentSwitch#8=3Amin.startcurrentDefaultsettingiswith5,6,7and8off(down)0A+0A+0A+3A=3A
Factorydefaultsettingsshown
Factorydefaultsettingshown.
1 2 3 4 5 6 7 8
SW2
SW1
on
off
12345678
SW2
on
off
SW2
1 2 3 4 5 6 7 8

29
SECÇÃO 4 FUNCIONAMENTO
4.4.4 Controlos de início do arco
38
Temporizador de tendência ascendente
Potenciómetro da corrente de arranque
4.4.5 Corrente de arranque e Temporizador ascendente
Corrente de arranqueDefinida através da utilização do potenciómetro colocado por cima e à esquerda do centro do PCB1. A predefinição de 7 resulta numa corrente de arranque que é 50% da corrente de corte.
Temporizador de tendência ascendenteInterruptor de três posições colocado junto ao potenciómetro da corrente de arranque. O período de tempo decorre da corrente de arranque (após o fim do tempo de espera) até à corrente total. Predefinição de fábrica = 800 mseg. Posição esquerda = 250 mseg. Posição central = 800 mseg.Posição direita = 1200 mseg.
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%0 1 2 3 4 5 6 7 8 9 10
Perc
enta
gem
(%) d
a co
rren
te d
e co
rte
Definição do cadinho da corrente de arranque
Relação da corrente de arranque (%) e definição de cadinho
MAX
SW1
SW2

30
PK
H: V
I_Curves_370V
_Bus.xls; E
PP
-400 (460&575V
) VI C
urves
EPP-400 V
-I CU
RV
ES FO
R 460V
& 575V
INPU
TS
0
100
200
300
400
0100
200300
400500
OU
TPUT C
UR
REN
T (Am
peres)
OUTPUT VOLTAGE (Volts)
427V O
pen C
ircuit (460V
& 575V
Inpu
ts)
INTERNAL CURRENT LIMIT
VREF = 8.000
VREF = 6.000
VREF = 4.000
VREF = 2.000
VREF = 1.000 MIN CUT CURRENT RATING Ou
tput of B
oost/Start C
ircuit
Max O
utpu
t Voltage
@ N
omin
al Line
IOU
T = (50) x (VR
EF )
MIN MARK CURRENT RATINGVREF = 0.240
DATA PLATEM
AX RATING
SECÇÃO 4 FUNCIONAMENTO
4.5.1 Curvas V-I do EPP-400 V-I para entradas de 460V e 575V a 60HzTensão saída (Volts)
Corrente de saída (Amperes)
427V Open Circuit (460V &
575V Inputs)
Output of Boost / Start Circuit
IOU
T = (50) x (V
REF )
Max. O
utput Voltage @
Nom
inal Line
Internal Current Limit
V REF = 8.000V
V REF = 6.000V
Min. Cutting Current
V REF = 0.240V Min. Marking Current
V REF = 2.000V
V REF = 4.000V
V REF = 1.000VD
ATA PLATE
MA
X RATING

31
PK
H: V
I_Curves_370V
_Bus.xls; E
PP
-400 (400V) V
I Curves
EPP-400 V
-I CU
RV
ES FO
R 400V
INPU
T
0
100
200
300
400
0100
200300
400500
OU
TPUT C
UR
REN
T (Am
peres)
OUTPUT VOLTAGE (Volts)
423V O
pen C
ircuit (400V
Inpu
t)
INTERNAL CURRENT LIMIT
VREF = 8.000
VREF = 6.000
VREF = 4.000
VREF = 2.000
VREF = 1.000 MIN CUT CURRENT RATING Ou
tput of B
oost/Start C
ircuit
Max O
utpu
t Voltage
@ N
omin
al Line
IOU
T = (50) x (VR
EF )
MIN MARK CURRENT RATINGVREF = 0.240DATA PLATEM
AX RATING
SECÇÃO 4 FUNCIONAMENTO
4.5.2 Curvas V-I do EPP-400 para entradas de 400V a 50/60HzTensión de salida (voltios)
Corrente de saída (Amperes)
423V Open Circuit (400V Inputs)
Output of Boost / Start Circuit
IOU
T = (50) x (V
REF )
Max. O
utput Voltage @
Nom
inal Line
Internal Current Limit
V REF = 8.000V
V REF = 6.000V
Min. Cutting Current
V REF = 0.240V Min. Marking Current
V REF = 2.000V
V REF = 4.000V
V REF = 1.000V
DATA
PLATEM
AX RATIN
G

32
SECÇÃO 4 FUNCIONAMENTO

33
section 5 maintenance
5.1 General
electric shock can kill!shut off power at the line (wall) disconnect before at-temptinG any maintenance.
warninG
warninGeye hazard when usinG compressed air to clean.
• Wear approved eye protection with side shields when cleaning thepowersource.
• Useonlylowpressureair.
caution maintenance on this equipment should only be performed by trained personnel.
5.2 cleaning
Regularlyscheduledcleaningofthepowersourceisrequiredtohelpkeeptheunitrunningtroublefree.Thefrequencyofcleaningdependsonenvironmentanduse.
1. Turnpoweroffatwalldisconnect.2. Removesidepanels.3. Uselowpressurecompresseddryair,removedustfromallairpassagesandcomponents.Payparticularattentionto
heatsinksinthefrontoftheunit.Dustinsulates,reducingheatdissipation.Besuretoweareyeprotection.

34
section 5 maintenance
air restrictions may cause epp-400 to over heat.thermal switches may be activated causing interruption of func-tion. do not use air filters on this unit. keep air passages clear of dust and other obstructions.
warninG
caution
5.3 lubrication
• Someunitsareequippedwithoiltubesonthefans. Thesefansshouldbeoiledafter1yearofser-vice.
• AllotherEPP-400shavefanmotorsthatarepermanently lubricatedandrequirenoregularmainte-nance.
electric shock hazard!be sure to replace any covers removed durinG cleaninG before turninG power back on.

35
section 6 troubleshootinG
6.1 General
electric shock can kill!do not permit untrained persons to inspect or repair this equipment. electrical work must be performed by an expe-rienced electrician.
warninG
stop work immediately if power source does not work properly.have only trained personnel investigate the cause.use only recommended replacement parts.
caution
6.2 fault indicators
FaultindicatorsarefoundonthefrontpanelUsedwiththeLEDsonPCB1(locatedbehindthecoverwiththeEPPlabel)problemscanbediagnosed.
note:It is normal for momentary light-ing(flashing)ofthefaultindicatorandLED3whena“contactoron”signalisappliedatthebeginning
ofeachcutstart.
FaultIndicatorusedwith:LED3-BusRippleLED4-HighBusLED5-LowBusLED7-ArcVoltageSaturationLED8-ArcVoltageCutoff
PowerResetFaultIndicatorusedwith:LED6-RightOvercurrentLED9-LeftOvercurrentLED10-LeftIGBTUnsaturatedLED11-RightIGBTUnsaturatedLED12-Left-12VBiasSupplyLED13-Right-12VBiasSupply
PCB1 Located behindthispanel.
Front Panel FaultIndicators

36
section 6 troubleshootinG
FaultIndicator(FrontPanel)
Illuminateswhenthereareabnormalities inthecuttingprocessorwhenthe inputvoltagefalls±10%outsidethenormalvalue.Momentary illumination isnormal. Ifcontinuouslylit,checkLEDs3,4,5,7,and8onPCB1forfurtherdiagnosis.
38
38
LED3–(amber)BusRippleFault-Momentarilyilluminatesatthebeginningofeachcut.Continuouslylitduringsingle-phasingorimbalancedline-to-linevoltagesofthethreephaseinputline(ExcessiveRipple).PowerSourceisshutdown.
LED4–(amber)HighBusFault–Illuminateswheninputlinevoltageistoohighforproperoperation (approximately20%abovenominal linevoltage rating).Powersourceisshutdown.
LED5–(amber)LowBusFault–Illuminateswheninputlinevoltage is approximately 20% below nominal line voltagerating.PowerSourceisshutdown.
LED7–(amber)ArcVoltageSaturationFault–Illuminateswhenthecuttingarcvoltageistoohighandcuttingcurrentdropsbelowpreset level.LEDwillextinguishaftervoltagedecreasesandcurrentrises.
LED8–(amber)ArcVoltageCutoffFault–Illuminateswhenarcvoltageincreasesoverthepresetvalue.PSisshutdown.

37
section 6 troubleshootinG
PowerResetFaultIndicator(onfrontpanel)
Illuminateswhenaseriousfaultisdetected.Inputpowermustbedisconnectedforaleast5secondstoclearthisfault.CheckPCB1RedLEDs6,9,10,11,12,and13ifthisfaultisilluminatedforfurtherdiagnosis.
LED6–(red)RightOvercurrentFault–Illuminateswhenthecurrentoutoftherightsidechopperistoohigh(300amps).Thiscurrentismeasuredbytheright-sidehallsensor.Thepowersourceisshutdown.
38
LED9–(red)LeftOvercurrentFault–Illuminateswhenthecurrentfromtheleftsidechopper istoohigh(300amps). Measuredbythelefthallsensor. Powersource isshutdown.
LED10_(red) Left IGBTUnsaturatedFault– Illuminateswhenleft IGBTisnotfullyconducting.PS(PS)isshutdown.
LED11– (red) Right IGBTUnsaturatedFault– IlluminateswhenrightIGBTisnotfullyconducting.PowerSource(PS)isshutdown.
LED12–(red)Left-(neg)12VBiasSupplyFault–Illuminateswhen negative 12V bias supply to the left side IGBT gatedrivecircuit(locatedonPWM-driveboardPCB2)ismissing.PSisshutdown.
LED13–(red)Right–(neg)12VBiasSupplyFault-Illuminateswhennegative12VbiassupplytotherightsideIGBTgatedrivecircuit(locatedonPWMdriveboardPCB3)ismissing.PSisshutdown.

38
section 6 troubleshootinG
6.3 fault isolation
Manyofthemostcommonproblemsarelistedbysymptom.
6.3.1 Fansnotworking6.3.2 Powernoton6.3.3 FaultLightIllumination6.3.4 Torchwon’tfire6.3.5 FussesBlownF1andF26.3.6 Intermittent,InterruptedorPartialOperation
6.3.1 fans not working
problem possible cause action
All4fansdonotrunThisisnormalwhennotcutting.Fans run only when “Contactor On”signalisreceived.
None
1,2or3fansdonotrun.Broken or disconnected wire in fanmotorcircuit. Repairwire.
Faultyfan(s) Replacefans
6.3.2 power not on or low voltage
problem possible cause action
Powersourceinoperable:Mainpowerlampisoff.
Missing3-phaseinputvoltage Restore all 3 phases of input voltage to within±10%ofnominalline.
Missing1of3-phaseinputvoltage Restore all 3 phases of input voltage to within±10%ofnominalline.
Lowopencircuitvoltage
FuseF3blown ReplaceF3
PilotarcContactor(K4)faulty ReplaceK4
FaultyControlPCB1 ReplaceControlPCB1(P/N0558038287)

39
problem possible cause action
Faultlightilluminatesattheendofcutbutgoesoffatthestartofthenext.
Normalconditioncausedwhenter-minatingthearcbyrunningthetorchofftheworkorthearcbeingattachedtoapartthatfallsaway.
Reprogramcuttingprocesstoensurearcisterminatedonlybyremovingthe“ContactorOn”signal.
LED3–(amber)BusRipple
Imbalanceof3-phaseinputpower Maintainphasevoltageimbalanceoflessthan5%.
Momentary loss of one phase ofinputpower
Restoreandmaintaininputpowerwithin±10%nominal
FaultycontrolPCB1 ReplacePCB1P/N0558038287
LED4–(amber)HighBus
Oneormorephasesofinputvoltageexceednominallinevoltagebymorethan15%.
Restoreandmaintainlinevoltagewithin±10%
FaultycontrolPCB1 ReplacePCB1P/N0558038287
Oneormoreshorteddioderectifiers(D25-D28)onthe“ElectrodePlate” Replaceshorteddioderectifiers
LED5–(amber)LowBus
One or more phases of input volt-agearelowerthannominalbymorethan15%.
Restoreandmaintainwithin±10%ofnominal
BlownF1andF2fuses SeeF1andF2inBlownFusesSection
OvertempLightcomeson. SeeovertempinFaultLightSection
Imbalanced3-phaseinputpower
Maintainphasevoltageimbalanceoflessthan5%
Momentary loss of one phase ofinputpower
Restoreandmaintainwithin±10%ofnominal
FaultyMainContactor(K1) ReplaceK1
FAULTYControlPCB1 ReplacePCB1P/N0558038287
section 6 troubleshootinG
6.3.3 fault light illumination

40
section 6 troubleshootinG
problem possible cause action
LED 6 – (red) Right Over Cur-rent
note:Ifoperationat275Aorlessispossible,thentheLEFTsideis
notworking.
Cuttingatover275Awithafaultyleftside(leftsideoutput=0) Seefaultyleftorrightside
Rightcurrenttransducerconnector looseorunplugged.PCBloose. Secureconnections
Loose or unplugged connector at rightPWM/DrivePrintedcircuitboard. Secureconnection
P2atleftofPWM/DrivePCBlooseorun-plugged. Secureconnection
CheckvoltagebetweenP7-6andP7-7.Avoltage in either polarity of greater than0.01Vindicatesafaultyrightcurrenttrans-ducer(TD2).
Replace right current transducer(TD2)
FaultyPCB1 ReplacePCB1P/N0558038287
FaultyrightPWM/DrivePCB Replace right PWM / Drive PCB P/N0558038308
LED9–(red)LeftOverCurrent
note:Ifoperationat275Aorlessis
possible,thentheRightsideisnotworking.
Cuttingatover275Awithafaultyrightside(rightsideoutput=0) Seefaultyrightside
Leftcurrenttransducerconnectorlooseorunplugged.PCBloose. Secureconnections
LooseorunpluggedconnectoratleftPWM/DrivePrintedcircuitboard. Secureconnection
P2 at right of PWM / Drive PCB loose orunplugged. Secureconnection
CheckvoltagebetweenP7-2andP7-3.Avoltage in either polarity of greater than0.01Vindicatesafaultyleftcurrenttrans-ducer(TD1).
Replaceleftcurrenttransducer(TD1)
FaultyPCB1 ReplacePCB1P/N0558038287
FaultyleftPWM/DrivePCB Replace left PWM / Drive PCB P/N0558038308
never attempt to power-up or operate the power source with any Gate / emitter iGbt plug disconnected from it’s pwm / Gate drive board. attempting to operate the power source with any open (un-plugged) iGbt Gate / emitter connector may damage the iGbt and the plasma cutting torch.
caution

41
section 6 troubleshootinG
problem possible cause action
VeryhighOutputcurrentac-companiedbyeitheraleftorrightovercurrent(LED6)
ShortedIGBT ReplacetheIGBTs
Currentpotsettoohigh Lowerthecurrentsetting
FaultyleftPWM/DrivePCB ReplaceleftPWM/DrivePCB
Highremotecurrentsignal Decreaseremotecurrentsignal
FaultyPCB1 ReplacePCB1P/N0558038287
LED10-(red)LeftIGBTUn-saturated
BlackwireconnectingIGBT(Q2)collectortoP3oftheleftPWM/DrivePCB(PCB2)isdisconnected. Secureconnector
ShortedFreewheelingDiode(s) Replacefreewheelingdiode(s)
LooseorunpluggedP1connectorattheleftPWM/DrivePCB SecureP1
LooseorunpluggedP10connectoratPCB1 SecureP10
FaultyPCB1 ReplacePCB1P/N0558038287
FaultyleftPWM/DrivePCB ReplacePCB2P/N0558038308
LED 11 - (red) Right IGBTUnsaturated
BlackwireconnectingIGBT(Q5)collectortoP3oftherightPWM/DrivePCB(PCB3)isdisconnected. Secureconnector
ShortedFreewheelingDiode(s) Replacefreewheelingdiode(s)
LooseorunpluggedP1connectorattheleftPWM/DrivePCB SecureP1
LooseorunpluggedP10connectoratPCB1 SecureP11
FaultyPCB1 ReplacePCB1P/N0558038287
FaultyrightPWM/DrivePCB ReplacePCB3P/N0558038308

42
section 6 troubleshootinG
problem possible cause action
LED12–(red)Left–12VMissing
LooseorunpluggedP1connectorattheleftPWM/DrivePCB SecureP1connector
Loose or unplugged P10 connectoratPCB1 SecureP10connector
FaultyleftPWM/DrivePCB Replace left PWM / Drive PCB P/N0558038308
LED12–(red)Right–12VMissing
LooseorunpluggedP1connectorattherightPWM/DrivePCB SecureP1connector
Loose or unplugged P11 connectoratPCB1 SecureP11connector
FaultyrightPWM/DrivePCB Replace right PWM / Drive PCB P/N0558038308
VeryhighOutputcurrentaccompa-niedbyeitheraleftorrightovercur-rent(LED9orLED6respectively)
ShortedIGBT ReplacetheIGBTs
Currentpotsettoohigh Lowerthecurrentsetting
FaultyleftPWM/DrivePCB Replace left PWM / Drive PCB P/N0558038308
Highremotecurrentsignal Decreaseremotecurrentsignal
FaultyPCB1 ReplacePCB1P/N0558038287
OverTempLampilluminates
Oneormorefansinoperable Repairorreplacefan(s)
Brokenwireorunpluggedconnectoratthermalswitch.
Repair broken wires and unplugged con-nector
Obstructiontoairflowcloserthan3feet(1m)torearofpowersource.
Allow3ft.(1m)minimumbetweentherearofthepowersourceandanyobjectthatmayrestrictairflow.
Excessive dirt restricting cooling airflow
Clean out excessive dirt, especially in theextrusionsfortheIGBTsandfreewheelingdiodes,thePOS,NEGandElectrodePlates,the main transformer (T1) and the filterinductors(L1andL2).
ObstructedairintakeCheckandclearanyobstructionsfromthebottom, front, and top rear of the PowerSource.

43
section 6 troubleshootinG
6.3.4 torch will not fire
problem possible cause action
MainArcTransfers to theworkwithashort“pop”,placingonlyasmalldimpleinthework.
Remote control removes the startsignal when the main arc transfers tothework.
Panel/Remoteswitchin“Remote”withnoremotecontrolofthecurrent
Place Panel/Remote switch in “Panel”position
Remote current control present butsignalmissing.
CheckforcurrentreferencesignalatTB1-4(+)andTB1-5(-).SeeSignalvs.OutputCurrentCurvethissection.
Currentpotsettoolow. Increasecurrentpotsetting.
Start current pot, located behind thecover for the control PCB is set toolow.
Increasethestartcurrentpostsettingto“7”.
Arcdoesnotstart.Thereisnoarcatthetorch.OpencircuitvoltageisOK.
Openconnectionbetweenthepowersourcepositiveoutputandthework. Repairconnection
FuseF6inthePilotarccircuitisblown. ReplaceF6
FuseF7inthepilotarccircuitisblown. ReplaceF7
PilotarcHigh/Lowswitchisinthe”LOW”position when using consumables for100Aorhigher(Refertoprocessdataincludedintorchmanuals)
Change Pilot arc to “High” position.(Refertoprocessdataincludedintorchmanuals)
Pilotarccontactor(K4)faulty. ReplaceK4
FaultyPCB1 ReplacePCB1P/N0558038287

44
problem possible cause action
FusesF1andF2blown.
Processcontroller ignitespilotarctoosoon after providing the “ContactorOn”signal
Process controller must allow at least300MS to lapse between the applica-tion of the“Contactor On” signal andtheignitionofthepilotarc.Fixprocesscontrollerlogicandreplacediodes.
Faultynegative(Electrode)outputcableshortingtoearthground. Repaircable
Shortedfreewheelingdiode. Replace shorted freewheeling diodeandF1-F2
One or more shorted diode rectifiers(D13-D18)on“POSPlate”.
Replacealldioderectifiersonthe“POSPlate”.
One or more shorted diode rectifiers(D7-D12)on“NEGPlate”.
Replacealldioderectifiersonthe“NEGPlate”.
section 6 troubleshootinG
6.3.5 fuses f1 and f2 blown
problem possible cause action
WorksOKat275Aor less-Overcurrent right side when cuttingover275A.LED6oncontrolboardilluminated.
LooseorunpluggedconnectoratleftPWM/DrivePCB(PCB2) Secureconnector
FaultyleftPWM/DrivePCB Replace right PWM / Drive PCB P/N0558038308
CheckvoltagebetweenP5-1andP5-2attheleftPWM/DrivePCB(PCB2).Shouldbe20VAC.BetweenP5-1andP5-3shouldbe40VAC.Ifnotthecontroltransformer(T5)isfaulty.
ReplacecontroltransformerT5
6.3.6 intermittent, interrupted or partial operation
never attempt to power-up or operate the power source with any Gate / emitter iGbt plug disconnected from it’s pwm / Gate drive board. attempting to operate the power source with any open (un-plugged) iGbt Gate / emitter connector may damage the iGbt and the plasma cutting torch.
caution
WorksOKat275Aor less-Overcurrent left side when cuttingover275A.LED9oncontrolboardilluminated.
LooseorunpluggedconnectoratRightPWM/DrivePCB(PCB3) Secureconnector
FaultyRightPWM/DrivePCB Replace right PWM / Drive PCB P/N0558038308
CheckvoltagebetweenP5-1andP5-2attherightPWM/DrivePCB(PCB3).Shouldbe20VAC.BetweenP5-1andP5-3shouldbe40VAC.Ifnotthecontroltransformer(T7)isfaulty.
ReplacecontroltransformerT7

45
section 6 troubleshootinG
problem possible cause action
Power Supply turns off prema-turelyinthemiddleofthecut.
“ContactorOn”signalisremovedfromunit. PowersourceisOK.Troubleshootpro-cesscontroller.
Momentarylossofprimaryinputpower. Restore and maintain input voltagewithin±10%ofnominal.
Faulty condition, indicated by illuminationofthefaultlamp.
RemovecontrolPCB(PCB1)accesspaneltodeterminethefaultcausingtheshut-down.Refertofaultlightilluminationsection.
Faultycondition,indicatedbytheilluminationofthepowerresetfaultlamp.
RemovecontrolPCB(PCB1)accesspaneltodeterminethefaultcausingtheshut-down.Refertofaultlightilluminationsection.
Currentsettingtoolow. Increasecurrentsetting
Remotecurrentsignalremovedduringcut. Fixremotecurrentsignal
problem possible cause action
Output current is unstable anddrifts above or below the set-ting.
PlacethePANEL/REMOTEswitchinthe“PANEL”position.Adjustcurrentcontrolpot.Ifcurrentno longerdrifts, theremotecurrentcontrolsignalisfaulty.
FixtheremotecurrentcontrolsignaltooperatethePANEL/REMOTEswitchinthe“PANEL”position.
Select“PANEL”onthePANEL/REMOTEswitchandadjustthecurrentcontrolpot.Thecur-rentstilldrifts,measurethecurrentreferencesignalatTB1-4(+)andTB1-5(-).Ifthesignaldrifts,thecurrentcontrolpotisfaulty.Ifthesignaldoesnotdrift,theControlPCB(PCB1)isfaulty.
Replacethecurrentcontrolpot.
Replace the control PCB (PCB1) P/N0558038287

46
section 6 troubleshootinG
6.4 testing and replacing components
• ReplaceaPCboardonlywhenaproblemisisolatedtothatboard.• AlwaysdisconnectpowerbeforeremovingorinstallingaPCboard.• Donotgrasporpullonboardcomponents.• Alwaysplacearemovedboardonastaticfreesurface.• IfaPCboardisfoundtobeaproblem,checkwithyourESABdistribu-
torforareplacement.Providethedistributorwiththepartnumberoftheboardaswellastheserialnumberofthepowersource.
• Donotattempttorepairtheboardyourself.Warrantywillbevoidedifrepairedbythecustomeroranunauthorizedrepairshop.
notice
power semiconductor components
Categoriesofpowersemiconductorsinclude;
• PowerRectifiers• ModulescontainingthefreewheelingdiodesandIGBTs

47
section 6 troubleshootinG
6.4.1 power rectifiers
PowerRectifiers–Proceduretoaccessbehindthefrontpanel
1. Removetopcoverandsidepanels2. Locateanddisconnectpluginrearofammeter(at-
tachedtoneredandoneblackwire)3. Removepilotarcswitch4. Disconnectvoltmeter5. DisconnectorangeandyellowwiresfromrelayK4.6. Removetwoboltsholdingtheleftsideofthefront
paneltothebase.7. Removethreeboltsholdingacrossthecenterbase
ofthefrontpanel. Theseareaccessedfromunder-neath.
8. Removeoneoftheboltsholdingtherightsideofthefrontpaneltothebase.Loosenthesecondbolt.Ofthesetwobolts,removetheboltontheleftandloosentheboldontheright.
9. Swing the front panel out to gain access to powerrectifiercomponents.
PowerRectifierslocatedbehindthefrontpanel.
troubleshooting procedures –negative plate
1. VisuallyinspectfusesF8andF9.Replaceiftheyshowsignsofbeingblownormelted. Inspectdiodes. If rupturedorburned,replacealldiodesontheNEGPlate.IfdiodesappeartobeOK,proceedtonextstep.
LocationofNeg.Plate
LocationoffusesF8andF9

48
section 6 troubleshootinG
1. CheckohmsbetweenNEGPlateandBR“A”Bus.Areadingof2ohmsorlessindicatesoneormoreshorteddiodes.ReplaceallDiodesonNEGPlate.
2. IffusesF8and/orF9wereopeninthefirststep,maketwomoreohmmeterreadings.
A.MeasureresistancebetweentheNEGPlateandBR“B”bus.
B.MeasurebetweenNEGPlateandBR“C”bus.
If resistance is 2 ohms or less in either case, replace all thediodesontheNEGPlate.
POSPlateElectrodePlate
DiodeRectifierNEGPlate
LocationofPos.Plate
LocationoffusesF8andF9
troubleshooting pos plate
1. CheckohmsbetweenPOSPlateandBR“A”Bus.Areadingof2ohmsorlessindicatesoneormoreshorteddiodes.ReplaceallDiodesonPOSPlate.
2. IffusesF8and/orF9wereopeninthefirststep,maketwomoreohmmeterreadings.
A.MeasureresistancebetweenthePOSPlateandBR“B”bus.
B.MeasurebetweenPOSPlateandBR“C”bus.
If resistance is 2 ohms or less in either case, replace all thediodesonthePOSPlate.
D27,28D25,26
CathodeLeads
Bus
1. Visuallyinspectforrupturedorburneddiodes.Replaceonlythosedamaged.
2. CheckresistancebetweenElectrodePlateandtheparallelpigtails(cathodeleads)ofD25andD26.Ifreadingis2ohmsorless,disconnectleadsfrombusandcheckeachdiode.Replaceonlyshorteddiodes.
Repeat procedure for D27 and D28. Replace only shorteddiodes.

49
section 6 troubleshootinG
6.4.2 iGbt / freewheeling diode (fwd) replacement
the emitter and the gate of each affected iGbt must be jum-pered together to prevent electrostatic damage. each power source is supplied with six jumper plugs that mate to the iGbt Gate / emitter plug.
caution
electrostatic discharge hazardelectrostatic discharge may damage these components.
• Damageisaccumulativeandmayonlyappearasshortenedcompo-nentlifeandnotasacatastrophicfailure.
• WearaprotectivegroundstrapwhenhandlingtopreventdamagetoPCBcomponents.
• Alwaysplaceapcboardinastatic-freebagwhennotinstalled.
caution
the module gate plugs must be plugged into the pwm/Gate drive pc board whenever the power source is in operation. failure to plug them in will result in damage to the module and possible damage to the torch.
caution
removal:A. Insurethatinputpowerisremovedbytwoactionssuchasadisconnectswitchandremovaloffuses.Tagandlockany
disconnectswitchtopreventaccidentalactivation.B. Removethetoppaneltogainaccesstothemoduleslocatedinthetoprearofthepowersource.C. Cleanthecompartmentcontainingthemoduleswithdry,oil-freecompressedair.D. UnplugthegatedriveleadsconnectingtheIGBTGatestothePWM/GateDrivePCBoard.Inordertopreventdamage
totheIGBT,installjumperplugsintotheIGBTGateDriveConnector.SeeCautionbelow.Jumperplugsaresuppliedwitheachpowersource.
E. RemovethecopperbussplatesandbarsconnectedtotheIGBT’s.SavetheM6hardwareconnectingthebusstructuretothemoduleterminals.Youmayneedtore-usethehardware.Longerhardwarecandamagethemodulebycontact-ingthecircuitrydirectlybelowtheterminals.
F. RemovetheM6hardwaremountingthemodulestotheheatsink.Savethehardwarebecauseyoumayneedtore-useit.HardwaretooshortcanstripthethreadsintheAluminumheatsink.Hardwaretoolongcanhitthebottomoftheholescausingthemodulestohaveinsufficientthermalcontacttotheheatsink.Hardwaretoolongortooshortcancausemoduledamageduetooverheating.

50
threeleads
section 6 troubleshootinG
replacement:A. Thoroughlycleananythermalcompoundfromtheheatsinkandthemodules.Anyforeignmaterialtrappedbetween
themoduleandheatsink,otherthananappropriatethermalinterface,cancausemoduledamageduetooverheat-ing.
B. Inspectthethermal(interface)pad,P/N951833,fordamage.Acreaseordeformitycanpreventthemodulefromseat-ingproperly,impedingtheheattransferfromthemoduletotheheatsink.Theresultcanbemoduledamageduetooverheating.
Ifathermalpadisnotavailable,aheatsinkcompoundsuchasDowCorning®340HeatSinkCompoundmaybeused.It’sagoodideatomountallparalleledmoduleslocatedonthesameheatsinkusingthesamethermalinterface.Differentinterfacescancausethemodulestooperateatdifferenttemperaturesresultinginun-equalcurrentsharing.Theimbal-ancecanshortenmodulelife.
C. Placeathermalpad,andanIGBTmoduleontheheatsink.Carefullyaligntheholesinthethermalpadwiththeheat-sinkandmoduleholes.Ifheatsinkcompoundisusedinplaceofathermalpad,applyathincoatofeventhicknesstothemetalbottomofthemodule.Athicknessof0.002”–0.003”(0.050mm–0.075mm)isoptimum.Toomuchcom-poundimpedesheattransferfromthemoduletotheheatsinkresultinginshortmodulelifeduetooverheating.
D. InsertthefourM6mountingbolts,butdonottighten.Leavethemlooseafewturns.Becertainthatthethreadsfromthemountingboltsdonotbendtheedgesofthethermalpadclearanceholes.Abentthermalpadcanpreventthemodulefromseatingproperly,impedingtheheattransferfromthemoduletotheheatsink.Theresultcanbemoduledamageduetooverheating.
E. Partiallytightenthefourmountingboltsalittlemorethanfingertightintheorder:A-B-C-D.Seefigurebelow.F. Fullytighten,inthesameorderabove,toatorqueof35–44in-lbs(4.0–5.0N-M).Seefigurebelow.G. Installthebusplatesandbusbars.Becarefulthatthesheetsofinsulationseparatingthebusplatesarestillintheir
originalpositions.It’sagoodideatotightenthemountinghardwareonlyaftergettingitallstarted.TorquetheM6moduleterminalhardwareto35–44in-lbs(4.0–5.0N-M).
H. Removethejumperplugsfromthemodulegateleadplugs,andplugintotheappropriateplugsfromthePWM/GateDrivePCBoard.SeeCautionbelow.
I. Replacethetoppanel.
the module gate plugs must be plugged into the pwm/Gate drive pc board whenever the power source is in operation. failure to plug them in will result in damage to the module and possible damage to the torch.
caution
Four-PointMountingType Partialtightening-a➜b➜c➜d Fullytightening- a➜b➜c➜d
a
d
c
b
1 2 36 (red)
7 (wht)
key plugposition 1 (red)
1-IBGTCollector,FreeWheelingDiode(FWD)Anode
2-IGBTEmitter
3-FWDCathode
6-IGBTGate
7-IGBTEmitter

51
6.4.3 power shunt installation
instability or oscillation in cutting current can be caused by im-proper dressing of shunt pick-up leads.
poor torch consumable life will be the result.caution
Terminals paralleltobusbars
Therearetwocablesthatattachtotheshuntpick-uppoints:
atwoconductorcabledrivestheammeterathreeconductorwhichprovidesthecurrentfeedbacksignaltoPCB1(controlPCB).
Dressingofthe2conductorcableisnotcritical.
Thefollowingisthedressingprocedureforthe3conductorcable.
• Thebreakoutpointshouldbephysicallyatthemiddleoftheshunt.Thebreakoutpointistheplacewheretheconductorsexitfromtheouterinsulationjacket.
• Theblackandclearinsulatedwiresmustbekeptnexttotheshuntandunderthecableties.• Thewireterminalsfortheblackandclearinsulatedwiresshouldbeorientedinparallelwithbusbars
asshown.
section 6 troubleshootinG
clearinsulation
twoleadsthreeleads
• It is important to have the barrels of the blackand clear insulated wires, from the three leadcable,bepointinginoppositedirections.
• Thethirdwireattachestothebusbarontheleftwiththeshuntmountinghardware.Orientationofthiswireisnotcritical.

52
section 6 troubleshootinG
6.5 control circuit interface using J1 and J6 connectors
InterfacetotheEPP-400controlcircuitryismadewithconnectorsJ1andJ6onthefrontpanel.J1has24conductors,andJ6has8.
J1-PandJ1-Gprovideaccess tothegalvanically isolatedtransistoroutputsignal indicatingan“ArcOn”condition. SeeSubsection6.8,ArcCurrentDetectorCircuits. J1-LandJ1-JaretheinputsfortheremoteVoltageReferenceSignalthatcommandstheEPP-400outputcurrentSubsection6.9,CurrentControlPot&RemoteVref.J1-RandJ1-Zsupply115VACforremotecontrols.SeeSubsection6.6,AuxiliaryMainContactor(K3)&SolidStateContactorCircuitsandSubsection6.10,PilotArcHi/lo&Cut/markCircuits.
J1-EandJ1-Farethe inputconnectionsfortheEmergencyStopfunction. ForEmergencyStoptooperate,theJumperbetweenTB8-18andTB8-19mustberemoved.
J1-SistheinputtoK8thatparallelsS1switchcontact.When115VACfromJ1-RisfedintoJ1-S,K8activatesplacingthePilotArcinHigh.
J6Cut/Markselection:ThepowersourcedefaultstoCuttingmodewhenthereisnosignalfedintoJ1-C.When115VACfromJ1-RisfedintoJ1-C,K11isactivatedplacingtheEPP-400intheMarkingmode.Formoredetailsconcerningtheopera-tionofK11andtheCut/Markmodes,refertoSubsection6.10,PilotArcHI/LO&Cut/MarkCircuits.
J6connectstothewatercooler.J6-AandJ6-Bare115VAChotandneutralrespectively.This115VACactivatesthecontactorforthepump.J6-CandJ6-Dconnecttotheflowswitch.Theflowswitchisclosedwhencoolantisflowing.J6-EandJ6-Hconnecttothecoolantlevelswitch.Theswitchisclosedwhenthecoolantreservoircontainssufficientcoolantanditisopenwhenthereservoirislow.
6.4.4 procedure for verifying calibration of digital meters.
Voltmeter
1. Connectadigitalmeterknowntobecalibratedtothepositiveandnegativeoutputbusbars.2. Compare the power source voltmeter reading to the calibrated meter reading. Readings should match within
±0.75%.
Ammeter
1. Externaltothepowersource,connectaprecisionshuntinserieswiththeworklead(s).Thebestshuntisonewithavalueof100micro-ohms(50mV/500Aor100mV/1000A)andacalibratedtoleranceof0.25%.
2. Useacalibrated4½digitmetertomeasuretheoutputoftheshunt.Theamperageindicatedwiththeexternalshuntandmetershouldmatchpowersourceammetertowithin0.75%.

53
section 6 troubleshootinG

54
section 6 troubleshootinG
K3,activatedbysupplyingaContactorSignal,initiatesandcontrolstheoperationofK2(StartingContactor)andK4(PilotArc Contactor). K3 iscalled the Auxiliary Main Contactor because itmust be activated before the Main Contactor (K1)power-upsequencecanoccur.TheContactorSignalissuppliedthrougharemotecontactconnecting115VACfromJ1-RtoJ1-M.IfK6-2isclosed(nofault)andtheEmergencyStoploopisclosed,K3willactivate.TheclosingofK3-3activatesK2,theStartingContactor,andK4,thePilotArcContactor,providedthepowersourceisnotoverheated.SeeSubsection6.7,MainContactor(K1A,K1BandK1C)ActivationCircuitformoreinformationontheoperationofK2.K4isturnedoffwhentheCurrentDetectorsensesarccurrentandopensthecontactconnectingP2-5toP2-6ontheControlPCBoard.
InadditiontooperatingK3,theContactorSignalalsoactivatestheSolidStateContactor.TheSolidStateContactorisalogicandinterlockcircuitpermittingtheIGBT’stoconductwhenevertheremoteContactorSignalispresent.The115VACContactorSignalisfedtoTB1-9,TB7-8,andresistorsR45andR45A.Theseresistorsreducethe115Vtoapproximately16VACfedintotheControlPCBoardatP6-1andP6-2.TheControlPCBoardsendsasignaltoboththeLeftandRightPWM/GateDrivePCBoardsmounteddirectlyontheIGBT’s.IlluminationofLED3onbothofthePWM/GateDrivePCBoardsisindicationthattheSolidStateContactorisfunctioning.
6.6 auxiliary main contactor (k3) and solid state contactor circuits
J1-R J1-Z
J1-D
J1-F
J1-E
J1-M

55
section 6 troubleshootinG
6.7 main contactor (k1a, k1b and k1c) activation circuit
Apower-upsequencetakesplacebeforetheMainContactor(K1)activates.K1isactuallythreeseparatecontactors–oneforeachprimaryinputphase.Thus,K1A,K1B,andK1CswitchphasesA,B,andCrespectivelytotheMainTransformer,T1.
Thepower-upsequencebeginswitharemoteContactorSignalactivatingK3.Refertothedescriptionentitled,“AuxiliaryMainContactor(K3)&SolidStateContactorCircuits”formoreinformation.K3activatesK2closingthethreecontactsofK2.K2bypassesK1contactsprovidingprimaryinputpowertotheMainTransformer,T1.ThiscurrentislimitedbythreeoneOhmresistors,R1,R2,andR3.Theresistorseliminatethehighsurgecurrentstypicaloftheturn-oninrushtransientsassociatedwithlargetransformers.ThehighcurrentsurgeofchargingtheBusCapacitorBankisalsoeliminatedbyinitiallypoweringtheMainTransformerthroughK2andtheresistors.
ThedischargedBusCapacitorBankinitiallypreventstheoutputoftheMaintransformerfromreachingitsnormalvalue.AstheBusCapacitorBankcharges,theMainTransformeroutputvoltagerisesandbecomeshighenoughforK1A,K1B,andK1Ctoclose.OncetheK1’sareclosed,thecontactsoftheStartingContactor,K2,arebypassed,andfullprimarylinepowerissuppliedtotheMainTransformer.
Becausethestartingsequencetakestime,itisimportantatleast300mSlapsebetweenapplyingtheContactorSignalandapplyingloadtothepowersource.ApplyingloadtoosoonwillpreventK1fromclosing,andfusesF1andF2willopen.

56
section 6 troubleshootinG
6.8 arc current detector circuits
TherearethreeArcCurrentDetectorcircuitsintheEPP-400.OneisusedinternallytocontrolthePilotArcContactor,K4.Theothertwoareavailableforremoteuse.
AgalvanicallyisolatedtransistorCurrentDetectorOutputisaccessibleatJ1-G(-)andJ1-P(+).J1isthe24conductorcon-nectorontheEPP-400frontpanel.ThetransistorisbestsuitedforswitchingsmallrelaysorlowcurrentlogicsignalslikethoseutilizedbyPLC’s(ProgrammableLogicControllers).Thetransistorcanwithstandamaximumpeakvoltageof150V.Itcanswitchamaximumof50mA.ThetransistorturnsonwheneverthearccurrentthroughtheWorkLeadexceeds5A.Pilotarcsnotestablishingmainarcswillnotturnonthetransistor.
AsecondcurrentdetectoroutputisavailableatTB8-3andTB8-4.Thisoutputissuppliedbyanisolatedrelaycontactratedfor150V,3Amperes.ThiscontactisclosedwhentheprimaryinputpowertotheEPP-400isoff.Itopenswheneverprimarypowerissuppliedtothepowersource,anditcloseswhenmainarccurrentisestablished.Likethetransistoroutput,therelaycontactcloseswheneverthearccurrentthroughtheWorkLeadexceeds3A.Pilotarcsnotestablishingmainarcswillnotclosethecontact.
J6-DJ6-EJ1-GJ1-P

57
section 6 troubleshootinG
6.9 current control pot and remote vref
AReferenceVoltage,Vref,isusedtocommandtheoutputcurrentoftheEPP-400.VrefisaDCvoltagethatcancomefromeithertheCurrentControlPotentiometeronthefrontpanelorfromaremotesource.Inthe“Panel”position,S2,thePanel/RemoteswitchselectstheCurrentControlPotentiometer.Inthe“Remote”position,thePanel/RemoteswitchselectstheVreffedintoJ1-L(+)andJ1-J(-).TheEPP-400OutputCurrent,I(out),willfollowVrefwiththefollowingrelationship:I(out)=(50)x(Vref)
TheControlPCBoardcontainstwoinputsforVref:HighSpeed;andNormal.WhenthenegativeoftheVrefsignalisfedintotheHighSpeedinput(P8-3),theEPP-400willrespondtoachangeinVrefwithin10mS.WhenthenegativeoftheVrefsignalisfedintotheLowSpeedinput(P8-1),theEPP-400willrespondtoachangeinVrefwithin50mS.Theslowerresponseofthe“Normal”inputhelpsfilterelectricalnoisesometimesencounteredinindustrialenvironments.
EPP-400: (50)

58
section 6 troubleshootinG
6.10 pilot arc hi / lo and cut / mark circuits
Aremotecontactconnecting115VACfromJ1-FtoJ1-LplacesthePilotArcinHighbyoperatingK8.Note,thatforthisfunc-tiontooperate,thePilotArcHi/Loswitchonthefrontpanelmustbeinthe“LO”position.
TheEPP-400isplacedintheMarkingmodewhenaremotecontactconnecting115VACfromJ1-RtoJ1-CoperatesK11.IntheMarkingmode,anormallyclosedcontactonK11opensturningoffK10.WhenK10turnsoff,theBoostsupplyisdiscon-nectedloweringthenormalCuttingMode425VDCOpenCircuitVoltageto360V*DCforMarking.Anormallyopencon-tactonK11activatesK12.K12connectstheI(min)resistorsnecessaryforstabilizingthelowcurrentsrequiredformarking.IntheCuttingmode,theminimumstableoutputcurrentis50A,andinthemarkingmode,it’s12A.
*310Vfor400V,50/60Hzmodel
J1-Z J1-S J1-CJ1-D
J1-RJ6-A
J6-B

59
section 7 replacement parts
7.1 General
Alwaysprovidetheserialnumberoftheunitonwhichthepartswillbeused.Theserialnumberisstampedontheunitserialnumberplate.
Toensureproperoperation,itisrecommendedthatonlygenuineESABpartsandproductsbeusedwiththisequipment.Theuseofnon-ESABpartsmayvoidyourwarranty.
ReplacementpartsmaybeorderedfromyourESABDistributor.
Besuretoindicateanyspecialshippinginstructionswhenorderingreplacementparts.
RefertotheCommunicationsGuidelocatedonthebackpageofthismanualforalistofcustomerservicephonenumbers.
7.2 ordering
Billofmaterialitemsthathaveblankpartnumbersareprovidedforcustomerinformationonly.Hardwareitemsshouldbeavailablethroughlocalsources.
note
7.0 replacement parts
NOTE:Schematicson279.4mmx431.8mm
(11”x17”)paperareincludedinsidethebackcoverofthismanual.

60
section 7 replacement parts

61
section 7 replacement parts

62
section 7 replacement parts

63
section 7 replacement parts

64
section 7 replacement parts

65
section 7 replacement parts
EPP-400Only-2Places
EPP-400Only-2Places

66
section 7 replacement parts

67
section 7 replacement parts
49

68
section 7 replacement parts

69
section 7 replacement parts

70
section 7 replacement parts

71
section 7 replacement parts
35751Y35752Y
0558006169

72
section 7 replacement parts
17280215 R10-11 RESISTOR1.5KOHMS100WR28-31
951198 L3 FERRITECORE

73
section 7 replacement parts

74
section 7 replacement parts

75
section 7 replacement parts

76
section 7 replacement parts
0558954035

77
section 7 replacement parts
4600610 3.62W

notes

revision history
1. Originalrelease-11/2006.2. Revision08/2010-UpdatedwithnewDOCform.

europeaustriaESABGes.m.b.HVienna-LiesingTel:+4318882511Fax:+431888251185
belGiumS.A.ESABN.V.BrusselsTel:+3227451100Fax:+3227451128
the czech republicESABVAMBERKs.r.o.PragueTel:+420281940885Fax:+420281940120
denmarkAktieselskabetESABCopenhagen-ValbyTel:+4536300111Fax:+4536304003
finlandESABOyHelsinkiTel:+3589547761Fax:+35895477771
franceESABFranceS.A.CergyPontoiseTel:+33130755500Fax:+33130755524
GermanyESABGmbHSolingenTel:+492122980Fax:+49212298218
Great britainESABGroup(UK)LtdWalthamCrossTel:+441992768515Fax:+441992715803
ESABAutomationLtdAndoverTel:+441264332233Fax:+441264332074
hunGaryESABKftBudapestTel:+3612044182Fax:+3612044186
italyESABSaldaturaS.p.A.Mesero(Mi)Tel:+3902979681Fax:+390297289181
the netherlandsESABNederlandB.V.UtrechtTel:+31302485377Fax:+31302485260
norwayASESABLarvikTel:+4733121000Fax:+4733115203
polandESABSp.zo.o.KatowiceTel:+48323511100Fax:+48323511120
portuGalESABLdaLisbonTel:+3518310960Fax:+35118591277
slovakiaESABSIovakias.r.o.BratislavaTel:+421744882426Fax:+421744888741
spainESABIbéricaS.A.AlcaládeHenares(MADRID)Tel:+34918783600Fax:+34918023461
swedenESABSverigeABGothenburgTel:+4631509500Fax:+4631509222
ESABInternationalABGothenburgTel:+4631509000Fax:+4631509360
switzerlandESABAGDietikonTel:+4117412525Fax:+4117403055
north and south americaarGentinaCONARCOBuenosAiresTel:+541147534039Fax:+541147536313
brazilESABS.A.Contagem-MGTel:+553121914333Fax:+553121914440
canadaESABGroupCanadaInc.Missisauga,OntarioTel:+19056700220Fax:+19056704879
mexicoESABMexicoS.A.MonterreyTel:+5283505959Fax:+5283507554
usaESABWeldingandCuttingProductsFlorence,SCTel:+18436694411Fax:+18436645748
asia/pacificchinaShanghaiESABA/PShanghaiTel:+862153089922Fax:+862165666622
indiaESABIndiaLtdCalcuttaTel:+91334784517Fax:+91334681880
indonesiaP.T.ESABindoPratamaJakartaTel:+62214600188Fax:+62214612929
JapanESABJapanTokyoTel:+81352967371Fax:+81352968080
malaysiaESAB(Malaysia)SndBhdShahAlamSelangorTel:+60355113615Fax:+60355123552
sinGaporeESABAsia/PacificPteLtdSingaporeTel:+6568614322Fax:+6568613195
south koreaESABSeAHCorporationKyungnamTel:+82552698170Fax:+82552898864
united arab emiratesESABMiddleEastFZEDubaiTel:+97148872111Fax:+97148872263
representative officesbulGariaESABRepresentativeOfficeSofiaTel/Fax:+35929744288
eGyptESABEgyptDokki-CairoTel:+2023909669Fax:+2023933213
romaniaESABRepresentativeOfficeBucharestTel/Fax:+4013223674
russia-cisESABRepresentativeOfficeMoscowTel:+70959379820Fax:+70959379580
ESABRepresentativeOfficeStPetersburgTel:+78123254362Fax:+78123256685
distributorsFor addresses and phone num-bers to our distributors in othercountries, please visit our homepage
www.esab.com
esab abse-695 81 laxÅswedenphone: +46 584 81 000www.esab.com
esab subsidiaries and representative offices