Embed Size (px)
Citation preview


IIIIIIIIIIIIIIIIIIII
Tese apresentada ã Divisão de Engenharia Mecânica Aeronáutica
e ã Divisão de PÕs-Graduação do Instituto Tecnológico de Aerg
náutica COMO parte dos requisitos para a obtenção do tTtulode
"MESTRE EM ENGENHARIA MECKNICA".
.SERGIO MOURÃO SABOYA
COEFICIENTES DE TRANSPORTE EM TROCADORES DE TUBOS ELÍTICOS ALE
TADOS.
Esta tese foi julgada para a obtenção do tTtulo de "MESTRE EM
ENGENHARIA MECÂNICA" e aprovada em sua forma final pelo orien
tador e pelo Chefe da Divisão de PÕs-Graduação.
frof. Francisco Eduardo Mourão SaboyaOrientador.
Prof. Euciides Carvalho FernandesCo-orientador.
Prof. Jair Cândido de MeloChefe da 01v. de Pôs-Graduação
São José* dos CamposEst.S.Paulo-Brasil

IIIIIIIIIIIIIIII1
COEFICIENTES DE TRANSPORTE EH TROCADORES DE TUBOS EL H i COS
ALETADOS.
SERGIO MOURXO SABOYA
A BANCA EXAMINADORA FOI COMPOSTA PELOS SEGUINTES PROFESSORES:
Fernando Pessoa Rebel Io
Francisco Eduardo Mourão Saboya
Euciides Carvalho Fernandes
Richard Bran
Marcos Ximenes Ponte
Kwei Lien Feng
, Prof. Adjunto (Presidente)
, Ph.D. (Orientador)
, Dr. (Coorientador)
, Prof. Catedrãtico
i M • C •
, Prof. Titular
ITA, setembro dt 1979.
II

IIIIIIIIII
TESE DESENVOLVIDA COM RECURSOS DO PROGRAMA
PRONUCLEAR (ITA-DIVISÃO DE ENGENHARIA ME
CÂNICA-AERONÃUTICA - DEPARTAMENTO DE ENER
GIA - PROGRAMA DE CIÊNCIAS Tf-RMICAS)

II
ÍNDICE
XII NOMENCLATURA
SUMARIO X
I ABSTRACT XI
I
AGRADECIMENTOS
DEDICATÓRIA XIII
• I. INTRODUÇÃO 1
II. MÉTODOS EXPERIMENTAIS 8
• II.1. Trocador de massa de na.ftaleno 8
m II.1.a. Destilação do naftaleno, armazena
gem, cuidados especiais 8
• Il.l.b. Molde para fundição das placas de
naftaleno 10
I II.I.e. Fundição das placas de naftaleno. 12
« II.1.d. Fabricação dos tubos elTticos ... 18
• II.I.e. Preparação das placas para a expe
I riincia "
Il.l.f. Seção de testes e sistema do con
| trole de escoamento 21
— II.2 Instrumentos de medição 27
™ II.2.a. Rotãmetro , 27
• 11.2.b. Termômetro 18
II.2.c. Condicionador de ar ..,«.«.,' ti
| II.2.d. BarÕmetro , tt
II.2.e. Cronometro ..*., ti
• II.2.f. HigrÔmetro ;.."" M
I

I II
29M II.2.g. Balança
_ II.3 Procedimento da experiência 29
- III. REDUÇÃO DOS DADOS EXPERIMENTAIS. 33
IV. APRESENTAÇÃO E DISCUSSÃO DOS RESULTADOS. 41
IV.1. Apresentação dos resultados 41
I IV.2. Discussão dos resultados 54
• V. CONCLUSÕES FINAIS. 64
I| APÊNDICES 67
I . A.l. Propriedades do naftaleno 68
A.2. Análise de erros 69
| A.3. Exemplo de calculo 75
f A.4. Tabelas de dados experimentais e coeficientes
• de transporte 79
II
REFERÊNCIAS BIBLIOGRÁFICAS 90
II1Ií

II
ÍNDICES DAS FIGURAS
II I.I.a. Esquema dos trocadores de uma fileira e
nomenclatura utilizada 6
I I.l.b. Esquema dos trocadores de duas fileiras
m e nomenclatura utilizada . , 6
II.1. Destilador de naftaleno 9
| II.2. Molde para fundição das placas de naftaleno ... 11
_ II.3. Libertação da placa de naftaleno 15
• II.4. Dimensões dos cilindros elíticos 2o
• II.5. Colocação de fita adesiva nas placas que não de
viam sofrer sublimação 22
• II.6. Gabarito para furacão das placas de naftaleno 23
11.7. Instalação das placas de naftaleno na seção de
• testes 24
11.8. Esquema da aparelhagem utilizada nas experiên
cias 26
• II.9. Dimensões dos trocadores estudados 32
IV.1. Resultados de transferencia de massa/calor .
I Trocador com uma fileira de tubos 43
• IV.2.a. Resultados de transferência de massa/
calor.
• Trocador com uma fileira de tubos 44
IV.2.b. Resultados de transferência de massa/
I calor.
• Trocador com duas fileiras de tubos ... 44
IV.3.a. Resultados de transferência de massa/
I calor.Trocador com uma fileira de tubos 45
I
I

IV
IV.3.b. Resultados de transferência de massa/
calor.
Trocador com duas fileiras de tubos... 45
IV.4. Concentrações adimensionais na saída do troca
dor com uma fileira de tubos 51
IV.5. Concentrações adimensionais na saída dos troca
dores com uma ou duas fileiras de tubos 52
IV.6. Concentrações adimensionais na saída dos troca
dores com uma e duas fileiras de tubos 53
IV.7.a. Efeito do parâmetro b/a nos coeficien
tes de transporte.
Trocador com uma fileira de tubos .... 55
IV.7.b. Efeito do parâmetro b/a nos coeficien
tes de transporte.
Trocador com duas- fileiras de tubos .. 55
IV.8.a. Efeito do parâmetro b/a nos coeficien
tes de transporte.
Trocador com uma fileira de tubos .... 56
IV.8.b. Efeito do parâmetro b/a nos coeficien
tes de transporte.
Trocador com duas fileiras de tubos .. 56
IV.9. Efeito do espaçamento entre os tubos nos coefi
cientes de transporte.
Trocador com uma fileira de tubos 61

ÍNDICE DE TABELAS
IV.1. Dispersão média nas equações IV.2 a IV.5
IV.2. Capacidades relativas de transferência da pri
meira e segundas fileiras nos trocadores com
duas fileiras de tubos ...,
IV.3. Equações (Sh)2 = F[(Re)2J
A.4.1. Dados experimentais e coeficientes de
transporte.
Trocador com b/a=0,5O e S/2b=3,53 com
uma fileira de tubos
A.4.2. Dados experimentais e .coeficientes de
transporte.
Trocador com b/a*0,50 e S/2b=2,50 com
uma fileira de tubos
A.4.3. Dados experimentais e coeficientes de
transporte.
Trocador com b/a=0,50 e S/2b=2,50 com
duas fileiras de tubos
A.4.4. Dados experimentais e coeficientes de
transporte.
Trocador com b/a*0,65 e S/2b*2,5O com
uma fileira de tubos
A.4,5. Dados experimentais e coeficientes de
transporte.
Trocador com b/a«0,65 e S/2b«2,50 com
duas fileiras de tubos
49
60
63
80
82
84
86
88

NOMENCLATURA
VI
1. Símbolos latinos.
A
A .
a
b
(De)
(Oe)1
(ne)2
V
e
f
(6)9
mK
K
L
H.
flrea de transferincia.
flrea mínima de escoamento.
flrea da aleta.
Area lateral do tubo elTtico-
Semi-eixo menor do tubo elTtico.
Semi-eixo maior do tubo elTtico,
Constantes na equação IV.1.
Diâmetro equivalente.
Diâmetro equivalente, equação III.18.
Hiâmetro equivalente, equação III.22-
Difusividad-s do naftaleno.
Distância entre os tubos, finura II.8.
Fator de correção da vazão do ar.
Fluxo de massa do ar em escoamento ("mass
velocity") baseado na área mínima de escoamento.
Fluxo de massa do ar em escoanento ("mass
velocity") baseado na área do canal.
Constante na equação III.21.
Fator de Colburn para transferência de calor.
Fator de Colburn para transferincia de massa.
Coeficiente local de transferincia de massa,
Coeficiente médio de transferência de massa.
Dimensão do trocador na direção do escoamento,fi
guras 1.1.a, I.l.b e II.8.
Massa total sublimada.
7.

D
I VII
I M Taxa de massa sublimada.
My Taxa de mass total sublimada*
I My7, Taxa de massa total sublimada na zona de sime-
_ tria da aleta,
Mj Taxa de massa sublimada na área correspondente a
I primeira fileira de tubos.
M.j Taxa de massa sublimada na area correspondente a
I seounda fileira de tubos,
m Expoente da analogia em ternos globais.
• m Taxa local de massa sublimada por unidade de área.
• n Expoente da analogia em termos locais,
Nu Número de Nusselt local.,
• (Nu)i Número de Nusselt médio baseado em (De),
(Nu)2 Número de Nusselt médio baseado em
• p Perímetro do tubo elTticOr
• P.*» Pressão atraosféricaT
• Pr Número de Prandti,.
I• Re Número de Reynolds,
(Re)1 Número de Reynolds baseado em (De)1 e (G) 1 #
• (^e)2 Número de Reynolds baseado em (De)2 e (G) 2.
S Distância entre o centro dos tubos .figuras LI. a e
I 1.1.b.m Sc Número de Schmidt.
Sn Número de Sherwood local,
U (Sh)-j Numero de Sherwood médio baseado em -(De)j.
(Sh)9 Número de Sherwood médio baseado em (De),
1• St Número de Stanton.
I
p Pressão de vapor do naftaleno na parede ,
ar Constante de yas do ar.
R Constante de gás do naftaleno.
8.

11111111111111111111
Tar
Tbl
t
y
0
*Zs
vw
x,y
2. STrobol
A(x,y)
Ã
6
S
yarV
varparpnbo
pnbl
pnbx
I'll I
Temperatura ambiente.
Temperatura média global ("bulk temperature") do
ar na entrada do trocador.
Temperatura média global ("bulk temperature") do
ar na saTda do trocador.
Temperatura na parede.
Tempo.
Vazão do ar.
Vazão padronizada do rotametro.
Vazão correspondente a uma zona de simetria da
aleta.
Velocidade transversal na parede^
Coordenadas, fiouras I.l.a e I.l.b.
Desnaste local da placa de naftaleno.
Desgaste médio da placa de naftaleno.
Espaçamento entre as placas de naft*leno.
Espaçamento entre as placas considerando o des
oaste médio.
Viscosidade dinâmica do ar,
Viscosidade cinemãtica.
Viscosidade cinemãtica do ar.
Densidade do ar.
Concentração média global ("bulk concentration")
do naftaleno na entrada do trocador.
Concentração média global ("bulk concentration")
do naftaleno na saTda do trocador.
Concentração média global ("bulk concentration")

IX
pnw
pns
Ap
do naftaleno numa posição x no trocador.
Concentração do naftaleno na parede.
Densidade do naftaleno sólido.
Concentração média logarTtmica do naftaleno.

I• SUMARIO
I
t e ei?rmaqui4rars de condic
em—trucattores tl«
>s—& 1T t i c o i a4^4»éfrs- f-OTaTii-~o1rti dtre—n e^-t a ~p<sq trte a -I u t i 1 i z a n
• do-se a analoqia entre t ransferência de calor e massa, conjun
• tamente com a técnica de_subiimação do naf ta leno ;
IrOs coeficientes de transporte obtidos são apresenta
• dos na forma de parâmetros adimensionais em função do número
m de Reynolds.
CConseouiu-se, utilizando-se o método dos mínimos qua
• drados, equações que fornecem o valor dos coeficientes de trans-
oorte em função do número de Reynolds, observando-se um baixo| qrau de dispersão dos pontos experimentais em relação ã equa
m ção.
IIIIIIII

.'•».-.fí-
IIIIIIIIIIIIIIIIIII1i
XI
Mean transfer coefficients in e l l i p t i ca l tubes and
plate f in heat exchangers were determined by application of
heat and mass transfer analoqy in conjunction with the
naphthalene sublimation technique^
résej*eat excjia-R-ners ha,ve-~"nanyv- ^" * ^^"^
a p p 1 i c^rlf^&ffs and %&&f are coiwrrohly employe-d in air condi t ioning
;SThe transfer coefficients are presented in a
dimensionless form as functions of the Reynolds numhej^.
C3y usino the least squares method^ analytical
expressions for the transfer coefficients were determined with
lov/ scattering

1 São Jose dos CamposEst.S.Paulo-Brasil
I m
II AGRADECIMENTOS
I• Meus agradecimentos ao Professor Francisco Eduardo
• Mourão Saboya pela orientação segura durante a execução desta
tese.
• Estes agradecimentos são também extensivos ao coo-
rientador, Professor Euclides Carvalho Fernandes.
I Devo também registrar a grande colaboração do têç
m nico do ITA, Sr. José de Arimatéia Pereira Filho, que executou
a construção do aparato experimental utilizado, do aluno do ITA
I Dajad Carlos Dakessian, que executou os desenhos e da secreta
ria Luzia Galvão de Faria responsável pela datilografia.
IIIIIíEII

I
IIIIIIIIIIIIIII- GlTcia
• Angela Tereza
I" Francesco
Ana Gabriel a
IÍ
I
XIII

fII
CAPÍTULO I
I• INTRODUÇÃO
a Trocadores de calor consistindo num conjunto de
• placas paralelas, com tubos passando perpendicularmente a elas,
• tem inúmeras aplicações na engenharia, como por exemplo, em ma
quinas de condicionamento de ap, aquecedores, trocadores de ca
| lor compactos, etc. Tais dispositivos são chamados de trocado
res de calor de tubos aletados.
• Unia revisão da literatura apresenta como refe
• rincias principais, relativamente aos trocadores de tubos cir
culares, inicialmente o trabalho de Shepherd [1] que obteve co
I eficientes médios de troca de calor em diversos equipamentos
desse tipo e os trabalhos de Saboya [2] e Saboya e Sparrow [3],
• e [5] que, utilizando a técnica de sublimação de naftaleno,
m obtiveram coeficientes locais e midios de transferência. Os re
sultados de Shepherd [1] referem-se a trocadores com uma filei
I ra de tubos, os de Saboya a trocadores de uma e duas fileiras
em [2] e os de Saboya e Sparrow a uma [3], duas [4] s três [5]
• fileiras de tubos. Devem ser citados também os trabalhos de
m Fukui e Sakamoto [6], que obtiveram alguns coeficientes locais
usando a técnica de sublimação de naftaleno*osde Kruckels [7] ,
I que utilizou técnicas fotométricas, além dos de Gebhart [8] que
obteve resultados de transferência de calor em alguns arranjos
I de aletas planas, Bungle [9], que estudou aletas planas con es
am paçamento variável entre elas, e os de Owen [9] que Investigou,
usando a técnica de sublimação do naftaleno, trocadores COM •
I letas circulares.
I

I 2.
• No caso de trocadores com tubos elíticos .consultan
dc-se alguns textos conhecidos, [IV] , fl2] , encontrare-
I mos apenas referências quanto a existência de tais trocadores,
sem resultados quantitativos mais detalhados relativos aos coe
• ficientes de transferincia ou perda de carga. A única refe
• rencia, pelo menos do nosso conhecimento, que contém alguma in
dicação a respeito ê o artigo de Schulenberg [13]. Neste arti
I no Schulenberg, além de descrever extensamente aplicações de
tubos elTticos aletados, apresenta vários resultados qualitati
• vos (fotografias, relato da experiência na utilização desses
• equipamentos) e outros quantitativos referentes principalmente
a perda de carga. Schulenberg conclui pela vantagem na utiliza
I ção de tubos elTticos em confronto com tubos circulares, mos
trando (figura 7 da citada referência) que,para alguns arranjos
| de tubos, o coeficiente de troca de calor pode ser até 50% mai
a or nestes trocadores de que em trocadores de tubos circulares,
para a mesma perda de carga.No entanto,deve-se fazer algumas ob
M servações a respeito de tal artigo, não com a intenção de mini
mizar ou criticar a contribuição de Schulenberg, mas apenas pa
| ra indicar a necessidade de maiores pesquisas e resultados mais
_ precisos. A primeira,e possivelmente a mais importante, é a i
• nexistíncia de dados precisos sobre os coeficientes de transfe
I rência. A apresentação dos resultados no artigo não i, alem
disso, satisfatória do ponto de vista da universalidade,porque
J eles não são dados na forma dos parâmetros adimensionais usu
a ais. Essa situação seria contornãvel, no entanto, se o artigo
• se referisse ãs situações concretas que foram estudados, o que
• não é feito com clareza. Parece que os resultados de Schulen
berg referem-se principalmente ã situações de grandes vazões ,
I enquanto que o objetivo da presente pesquisa è* a
I

I 3.
• aplicabilidade dos tubos elTticos a baixas e médias vazões, tT
picas de máquinas de ar condicionado. Não é citado no artigo o
J método experimental utilizado, lançando dúvidas quanto a apli
cação dos resultados em outras situações. Deve-se ressaltar,
I que, sem dúvida, a contribuição de Schulenberg é principalmen-
• te importante no sentido de motivar outras pesquisas, como a
presente.
I 0 objetivo do presente trabalho é a obtenção de
coeficientes médios de transferência em trocadores de tubos ei
I lTticos aletados, visando fornecer as informações iniciais que
• possibilitem o dimensionamento e uma avaliação destes equipa
mentos. Foi usada, como método experimental, a analogia entre
I transferência de calor e massa, conjuntamente com a técnica de
sublimação do naftaleno. A analogia provêm dos sistemas de e
• quaçoes diferenciais e condições de contorno que governam os
H fenômenos de transferência, de massa e calor, onde a equação
das concentrações do problema de transferência de massa corres
I ponde a equação da energia no problema de troca de calor. A es
trutura dessas equações sendo idêntica , faz com que as concert
| trações desempenhem um papel análogo ao das temperaturas. A par
_ tir daí definimos um coeficiente de transferência de massa anã
' logo ao coeficiente de transferência de calor e um parâmetro j»
I dimensional, o número de Sherwood, análogo ao número de Nusselt
A taxa de massa transferida desempenha um papel análogo a taxa
| de calor transferida.
— A aplicação da técnica de sublimação do naftale
• no consistiu em construir-se um trocador de massa dimensional
1 mente idêntico ao trocador de calor sobre o qual desejava-se in
formações. Este trocador era constituído por duas placas de
jj naftaleno separadas por espaçaderes de forma elTtica. As aletas

I 4.
• metálicas eram, portanto, substituídas por placas de naftaienc,
enquanto que os espaçadores,na forma de pequenos cilindros elT
| ticos, desempenhavam o mesmo papel dos tubos com respeito ao
_ campo de escoamento estabelecido no trocador de calor. Fazendo*
• se o ar escoar através do trocador c naftaieno sublimava-se,ha
• vendo um desgaste de placa. Medindo-se a massa da placa antes
e depois da experiincia obtinha-se, por drferença,a massa subli
• mada, a qual, através de uma adequada redução dos dados experi
mentais (capítulo III) fornecia o número de Sherwood. 0 número
• de Sherwood podia, então, ser convertido no número de Nusselt
• aplicando-se a analogia, isto é, o fato que uma correlação en
tre os números de Sherwood, Reynolds e Schmidt ser idêntica a
I uma correlação entre Nusselt,Reynolds e Prandti. No caso de se
desejar coeficientes locais medidas dos desgastes locais do naf
• taleno seriam feitas com um apalpador, empregando-se a técnica
I detalhada em [2].A grande vantagem da técnica de sublimação do naf
• taleno consiste em que ela envolve a medição de grandezas como
massa e tempo, o que é conseguido com grande precisão e facili
I dade, ao contrário de medidas de fluxo de calor que seriam ne
cessarias numa experiência direta de transferência de calor.
I Para o emprego do método experimental, descrito bre
• vemente acima, as placas de naftaleno eram fabricadas através
de um processo de fundição num molde projetado especialmente.
• As placas obtidas possuíam um alto grau de planicidade e dimen
soes corretas. Os detalhes da fabricação das placas, montagem
I do trocador de massa e as técnicas e cuidados na manipulação do
H naftaleno são dados no capítulo II.
Uma vista esquemática dos trocadores estudados, ja
Ij presentando também a nomenclatura usada, f dada na figura 1,1.
1

I 5.
• Foram pesquisados três tipos de trocadores cora uma fileira de
tubos e dois com duas fileiras. Como ve-se na finura 1.1.a, os
I trocadores de uma fileira foram construídos com quatro tubos in
• teiros e dois meio-tubos situados nas extremidades da aleta. 0
centro dos tubos foi posicionado na linha de centro da aleta.Os
• tubos nos trocadores de duas fileiras tinham os seus centros de
maneira a formar um triângulo equilãtero ("staggered array"),cg
1 mo ê visto na finura* I.l.b.
B Os parâmetros adimensionais pertinentes ao problema,
usando a nomenclatura da finura 1.1. são:
——— , ———— , — — , ———, r.e > bc e Pr• 2b 2b 2b a
Os parâmetros qeométricos para o presente trabalho
| foram:
i- « 2,50 e 3,53; — -2b 2b 2b
• — 2 _ = 0,193; — i - « 2,50 e 3,53; — — * 2,16; para b/a
foram utilizados os valores de 0,50 e 0,65 com o objetivo de es
tudar-se o efeito do "alongamento" do tubo elítico nos coefici
entes de transferência. Os resultados deste trabalho podem ser
aplicados a todos os trocadores que satisfaçam as relações aci-
ma. £ importante observar que estes valores são típicos de tro
cadores de calor usados atualmente em sistemas de ar condiciona
do, correspondendo ã situações econômicas de fabricação. As di
mensões reais dos trocadores são dados no capítulo II.
0 número de Reynolds foi parâmetro do escoamento va
riado durante as experiências e a faixa coberta nesta pesquisa
é também típica das atuais máquinas de ar condicionado.
0 número de Schimidt, ou seu análogo em transferên
cia de calor, o número de Prandti, relaciona-se com as proprie

IIIIIIIIIIIIIIIII11
6.
r"-
Figura I.I.a - Esquema dos trocadores com uma filei
ra e nomenclatura utilizada.
L
I |1
1 1 «o1
Figura 1.1.b - Esquema dos trocadores com duas filei
ras • nonenclatura utilizada.

IIIIIIIIIIIIIIIIIIII
7.
dades fTsicas do sistema naftaleno-ar.
0 número de Schmidt, como se sabe, 5 a razão entre as difusivi
dades de momentum e massa e seu valor para a difusão de massa do
naftaleno no ar 5 2,50. 0 valor do número de Prandtl para o ar
1 0,70.
Os resultados experimentais são apresentados e dis
cutidos no capTtulo IV e no capítulo final (capitulo V) são fei
tos sugestões para a continuação e extensão desta pesquisa.

I• CAPTTULO II
I• MÉTODOS EXPERIMENTAIS
I II.1 - O trocador de massa de naftaleno.
H II.1.a - Oestilação do naftaleno, armazenagem, cuidados es
• peciais.
• Todo o naftaleno usado nas experiências era desti
lado com o objetivo de conseguir-se o máximo possí
B vel de pureza, condição necessária para que as pro
priedades físicas do naftaleno utilizado fossem as
• mesmas encontradas na literatura, (V. Apêndice A.1)
• e empregadas nas reduções dos dados experimentais.
0 destilador utilizado i mostrado na figura II.1.
• Constou de um balão de destilação no qual era colo
cado o naftaleno sólido impuro. Ligado ao balão ti
I nha-se um tubo de condensação.
• 0 vapor do naftaleno, obtido da ebulição, condensa
va-se no tubo e era recolhido em outro recipiente.
II
Toda operação era controlada através de um termo
metro colocado no topo do balão, o que garantia que
somente naftaleno puro (temperatura de ebulição de
M aproximadamente 217°C) era recolhido.
0 recipiente no qual era recolhido o destilado era
• cuidadosamente lavado com acetona antes da destila
_ çao, o que dissolvia os resíduos de naftaleno que,
• porventura, existissem no seu Interior. Apôs diver
1 sas lavagens o recipiente era aquecido em contato
direto com uma chama, com o objetivo de provocar a
I
22.

IIIIIIIIIIIIIIIIID8I
termômetro
noftaf*noimpuro
Pigur* II.1 - Destilador de naftaleno.

10.
evaporação de qualquer substancia indesejável.
Como é sabido, mesno o naftaleno puro, quando esto
cado por longos períodos de tempo contamina-se,prin
cipalmente em ambientes com grande umidade. Para e
vitar esse inconveniente, era destilada somente a
quantidade necessária para poucas experiências. A
estocaqen nunca era, portanto, muito lonna.mas nes
no assim era cercada de precauções: - o recipiente
com o naftaleno destilado era guardado hermeticarcen
te fechado na presença de desumidificante (sílica-
qel). £ importante salientar-se que as placas uti
lizadas numa experiência nunca eram refundidas e
usadas erc outra,sem antes serem redestiladas. Com
isso obteve-se um qrau de pureza constante ao lon
qo de todas as experiências.
É também útil•lembrar que a destilação do naftale
no deve ser realizada com as devidas precauções de
sequrança, em local adequado, pois, tanto o líqui
do quanto o gás são altamente inflamãveis.
Il.l.b - Molde para a fundição das placas de naftaleno.
Para a fabricação das placas de naftaleno do troca
dor de massa foi construído um molde de fundição,
que, para maior facilidade de descrição, dividire
mos em três conjuntos de peças (fiqura II.2):
- Conjunto 1: este conjunto era constituído por
quatro barras e uma placa de fixação de duralumí-
nio, que eram montadas por parafusos, formando um
espaço,com as dimensões da placa a ser fundida,que
era preenchido pelo naftaleno líquido quando do der
ramamento deste. Foi feito um furo rosqueado numa
IIIIIIIIIIIIIIIIr

CONJUNTO 2
blocodt opo
plOOO
fixflçSo
Figura II.2 - Molde para fundição das placas de naftaltno.

í
I 12
Ê das barras do conjunto para a colocação do funil*
no qual era derramado o naftaleno liquido.
| - Conjunto 2: Consistia de uma placa de aço inoxi
_ dãvel retificada aparafusada a um bloco de aço co
• mum. Neste conjunto eram fixados tris batentes que
• acoplavam o conjunto 1 ao conjunto 2 quando da mon
tagero do molde. -
I - Conjunto 3: tampa do molde, fabricada em duraiu-
mTnio. A montagem do molde era feita conforme o se
• guinte procedimento: montava-se, inicialmente, o
• conjunto 1. Depois o conjunto 2 era preparado for
mando uma espécie de "gaveta" na qual era introdu-
I zido o conjunto 1. Os batentes do conjunto 2 eram
fixados atravis de parafusos. Prendia-se, então,o
I conjunto 3 (tampa) aos parafusos dos batentes por
• meio de porcas. Finalmente, era instalado o funil.
II.l.c - Fundição das placas de naftaleno.
| As placas de naftaleno do trocador de massa deveri
_ am ter os seguintes requisitos para que os resulta
• dos das experiências pudessem ser confiáveis: di
M mensões corretas e paralelismo das faces,homogenei
dade, isto £, ausência de bolhas de ar no seu inte
| rior que pudessem comprometer sua resistência e a
_ cábamento da superfície de teste muito bom. 0 pri
™ meiro dos requisitos foi conseguido com uma crite
T riosa construção mecânica do molde. Quanto ao se
gundo, obtíveram-se placas em ótima resistência e
I um mTnimo de bolhas de ar procedendo-se da seguin
te maneira durante a fundição: o naftaleno era der
' ramado continuamente, procurando-se manter o nT

I
I 13.
I vel do líquido constante dentro do funil. Havia, as
sim, um excesso de naftaleno iTquido no funil, que
I funcionava como um reservatório para suprir as quan
m tidades adicionais necessárias para preencher os va
zios deixados pelas bolhas e pela contração do naf
I taleno na solidificação.Para evitar entupimentos o
funil era aquecido previamente. 0 terceiro requis]
| to (acabamento da superfície de teste) era consegui
_ do através da placa de aço inoxidável do conjunto 2,
" que, sendo retificada, transmitia um ótimo acabamen
• to a superfície da placa de naftaleno. Além disso,
esta placa estando rigidamente montada sobre o
J bloco de aço do conjunto 2, garantia a planicidade
da superfície de teste.
I Talvez os maiores problemas que surgem na aplica
• ção da técnica de sublimação de naftaleno sejam os
relacionados com a fundição. Sobre tais problemas
• e soluções apresentados tem-se extensa discussão
nos trabalhos de Saboya [2], Fernandes [14j e Parise
m D 5 ] * S e m dúvida, o principal deles está no fato do
• naftaleno aderir as superfícies metálicas do molde,
e na impossibilidade de usar-se lubrificantes (o
I que contaminaria o naftaleno) que facilitassem a li
bertação da peça fundida.Agravante para essa situ
• ação ê ser o naftaleno sólido um material que não
fl resiste a esforço de tração. Portanto, uma peça
de naftaleno presa a uma superfície metálica nun
II ca pode ser "puxada" (o que resultaria inevita-
velmente em quebra). C necessário que o esforço p§
1 ra libertá-la seja paralela â Interface naftaleno-nç

I
IIIIIIIIIIIIIIIIIiI
14.
tal, fazendo com que essa interface "cisalhe". Fi
ca claro, desta maneira, a importância da concepção
e projeto do molde no que diz respeito a desmonta-
gem e libertação da peça fundida. 0 molde utilizado
nesta pesquisa foi plenamente satisfatório deste
ponto de vista, o que pode ser demonstrado pela des
crição da desmontagem apôs a fundição, esquematiza-
da na figura II.3 . Inicialmente, eram retirados a
tampa (conjunto 3) e os batentes que formavam a "ga
veta" na qual estava o conjunto 1. A superfície de
teste era, obviamente, a que estava em contato com
a superfície de aço inoxidável retificado. Na maior
parte das vezes havia aderincia entre o naftaleno e
o aço inoxidável. Para libertar-se a superfície de
teste aplicava-se um esforço (pancada), conforme in
dicado na figura II.3.a. Libertava-se assim, o con
junto 1. A estrutura deste conjunto (4 barras for
mando um quadro e a placa de fixação) protegia o
naftaleno, evitando que qualquer esforço fosse trans
mi ti do diretamente ã peça fundida.
Procedia-se, então, ã desmontagem do conjunto l.Ini
cialmente desaparafusava-se a placa de fixação e,
com um pancada (figura II.3.b), libertava-se o qua
dro formado pelas quatro barras com a placa de naf
taieno entre elas. Novamente o quadro protegia a pe
ça fundida de qualquer impacto direto. Desmontava-
se o quadro, começando-se pelas barras de menor COM
primento, aplicando-se esforços nas mesmas, confor-
me o indicado na figura II.3.c.
As barras de maior comprimento, protegiam ainda, •

tfiriçSo 4«aplicação do••forco nodtsmontogtm
Figura II.3 - Libertação da placa de naftaleno:a- libertação do conjunto 1; b,c»d - desmontarem do conjunto 1.
bloco dlnottol«nollbtrtodo

I
I 16.
• placa de naftaieno nesta operação. A operação cri
tica da desmontagem era a libertação das duas bar
I ras de maior comprimento, já que,nesta situação,
• não havia mais a estrutura do quadro para prote-
ger a peça de naftaleno. Era necessário encostar
I a placa num batente e, com pancadas secas,liberta
vam-se sucessivamente as duas barras restantes
| (figura II.3.d).
_ Ve-se, então, que a concepção do molde atendeu aos
• requisitos descritos anteriormente: a placa de naf
I taleno nunca era "puxada", sempre era "cisalhada".
Além disso,a libertação gradual das diversas su
| perfTcies metálicas nunca exigia que o esforço a
_ pi içado fosse muito grande em comparação com o
• que seria necessário num molde onde não tivesse
• sido previsto- uma desmontagem gradual. Isto dimi-
nuía os riscos de quebra.
I Os resultados obtidos por esse processo de fundi-
ção garantiam um alto rendimento na fabricação,con
• seguindo-se placas nas dimensões corretas (106,5mm
• x 37,0 mm x 12 mm), com alta qualidade na superfí
cie de teste, compensando o tempo gasto na monta
I gem e desmontagem.
Deve ser também observado que, durante toda a des
• montagem, a superfície de teste nunca era tocada.
• . Outro fato relacionado com a fabricação das pia
cas de naftaleno refere-se ã temperatura adequada
I para a fundição. Observou-se que a temperatura i
deal, isto 5, aquela na qual se consegue o melhor
I acabamento superficial e facilidade ria libertação
I

I
IIIIIIIIIIIIIIIII
r
17.
da peça, era em torno de 149 C.
Placas fundidas abaixo dessa temperatura apresen
tavam imperfeições na superfície de teste e acima
de 149°C mostravam grande aderência ao metal,prin
cipalmente ãs barras de maior dimensão do conjun
to 1, o que resuitava em quebra da placa na des
montagem. Isto se devia ao seguinte: o naftaleno
líquido, ao entrar em contato com as superfícies
frias do molde, solidificava-se rapidamente na
forma de uma camada muito fina e aderente ao me
tal. Quando o líquido era derramado com temperatu
ras inferiores a 149°C o naftaleno que era derra
mado posteriormente ã formação desta camada não pos
suia energia suficiente para derreti-la, estabeie
cendo descon ti nu idades na estrutura da peça. Forma
va-se uma região frágil que não resistia ao esfor
ço na desmontagem: ao aplicar-se este esforço a ca
mada aderente permanecia agregada ao metal, provo
cando pequenas cavidades e imperfeições na super
fície do naftaleno.Com temperatura superiores a
149 C a camada aderente aumentava muito de espes
sura, formando-se, na parte da placa de naftaleno
próxima ao metal, uma região muito dura e muito
mais resistente que as regiões mais centrais da
placa. Ao aplicar-se o esforço para a libertação
a placa quebrava-se nestas regiões mais fracas.
Conclui-se que a temperatura ideal para fundição
(que supôem-se que deva ser diferente para cada
tipo de molde) 5 aquela em que o naftaleno possui
energia suficiente para derreter a camada aderen
T

I 18.
I te inicialmente formada, mas que não seja demasia
do alta para provocar o aparecimento de regiões com
J resistências mecânicas diferentes na placa.
Uma observação importante refere-se a limpeza do
• molde. As superfícies metálicas eram cuidadosamen-
• te Jimpas com acetona que dissolvia os resíduos de
naftaleno, que estivessem aderidos a elas. A ace
• tona, por ser um líquido bastante volátil, pres"ta
va-se muito bem a este fim porque, evaporando -se
I rapidamente, não deixava nenhum resíduo que pudes
• se contaminar as peças na fundição.
Apôs a fundição as placas de naftalenp eram acon
• dicionadas em folhas de alumínio para protegi-las
da umidade ou qualquer contaminação.
| Com o objetivo de alcançar-se equilíbrio térmico
. entre as placas e o ambiente no qual se realiza
" vam*as experiências, as placas eram deixadas no Ia
I boratõrio (que possuia condicionamento de ar) por
um período em torno de 24 horas antes da experiên
I cia.
• II.1.d - Fabricação dos cilindros elíticos.
Os cilindros elíticos, que no trocador de massa a
I tuavam como espaçadores entre as placas de nafta
leno simulando os tubos do trocador de calor, fo
I ram construídos de acrílico.
• Devido as suas dimensões muito reduzidas destes
espaçadores foi utilizado um processo manual de
• fabricação. Primeiramente era feito um desenho am
pilado da elipse. Depois as dimensões reais da
1 elipse eram obtidas através de um processo de re
I

II dução. Obtido o desenho reduzido, este era colado
_ sobre uma chapa de acrílico, e eram feitos furos
• sobre os eixos da elipse a distâncias determina
• das do seu centro. Estes furos serviam para apôs
terior colocação de pinos que posicionavam os ei
• lindros na placa de naftaleno. 0 contorno elTtico
era,então, obtido por limagem. 0 processo da lima
• gem era controlado através de comparação com odese
• nho e medições com instrumentos de precisão ( pa-
químetros e micrômetros com leitura de centésimo
• de milímetro).
Conseguiram-se resultados muito bons com esse pro
• cedimento. As peças obtidas tinham Ótimo acabamen
to e os cilindros elTticos eram praticamente in
I distinguTveis entre si. 0 desvio típico das dimen
• soes dos eixos foi da ordem de 0,02 mm a 0,05 mm.
Cuidado especial foi tomado para obter-se a aitu
I ra do cilindro, responsável pelo distanciamento
entre as placas, devido ao seu pequeno vai o r( 1,65mm)
• Erros pequenos nesta dimensão poderiam levar a er
• ros percentuais muito grandes no paralelismo en
tre as placas. Obteve-se, por lixamento manual,um
I desvio típico da ordem 1,2%.
Um desenho dos cilindros elíticos fabricados está
| na figura II.4.
• Il.l.e - Preparação das placas para a experiência.
Antes da experiência a placa devia ser preparada,
| Isto é, era necessário posicionar os cilindros e
M líticos e cobrir as superfícies da peça de nafta
leno que não deveria sofrer subiimação durante a
I
33.

s2a
1 TIPO
1
2
3
b/«
0.50
0.50
0,63
12.06
17.06
13.12
2fc
6.03
8^3
8*53
1.65
1,65
1.65
f
6
6
6
dim«ns3«s «m mlifm«trot
Figura II.4 - Dimensões dos cilindros elíticos.o

• ?1.
I experiência. As partes onde não deveria haver su
blimação eram cobertas com fita adesiva.Utilizou-
I se, para isso, um porta-fita,como mostrado na fi
m gura II.5. 0 porta-fita esticava a fita e garan
tia, com uma pequena pressão de dedo,aderência em
I toda superfície a ser coberta. As placas fundidas
tinham como dimensões na superfície de teste 106,5mm
J x 37,0mm, que eram as dimensões da aleta dos tro
_ cadores com duas fileiras de tubos. No caso dos
™ trocadores de uma fileira (106,5 mm x 18,5 mm) e
• ra necessário cobrir metade da area da superfí-
cie de teste com fita adesiva. Conseguia-se isso
I através do procedimento ilustrado na figura II.5.
Usando-se um gabarito traçava-se, com uma ponta de
• uma agulha, uma linha sobre a superfície da placa,
• dividindo-a ao meio no sentido longitudinal.
Fazia-se, então, com que a borda da fita adesiva
• coincidisse com a linha sobre a placa. Para garan
tir a precisão da operação usava-se uma lupa.
• Após serem cobertas todas as superfícies onde não
• deveria haver sublimação, os cilindros elíticos e
ram posicionados, através dos seus pinos, na pia
I ca. Para isso faziam-se furos na placa, utilizan
do um gabarito de furacão, como mostrado na figu
I ra II.6.
• Il.l.f - Seção de teste e sistema de controle de escoamen
to.
g A descrição da seção de teste e do sistema de con
I trole do escoamento e facilitada pelas figuras
II.7 e II.8. Na primeira e mostrada a Instalação
1
I

placa dtnaffottno
fita.adesivo
Figura II.5 - Colocação de fitasadesivas nas superfície
caa*
s que não deviam sofrer sublimaçSo.

placo dtnaftaleno
o*
Figura II.6 - Gabarito para furacão das placas de naftaleno.

ramamento deste. Foi feito um furo rosquea o numa
I
24.
£oeo
•o
seç
eo0)
D)
•uwC
«a<n•d•O
cM
1
h360
IIIIIIIIIIIIIIIIIIII

I 25.
• na seção de teste das placas de naftaleno. Apôs a
colocação na seção de teste as placas eram eu ida dp.
I samente alinhadas e a tampa, mostrada na figura, e
• ra aparafusada. Colocava-se, então, fita adesiva
nas diversas placas que compunham a seção com o
8 intuito de prevenir vazamentos. A seção de teste foi
concebida de maneira a tornar mais curto possível
I o tempo para a sua montagem, procurando-se minimi
_ zar a sublimação natural do naftaleno.
' A figura II.8 ê um esquema geral dos componentes da
• aparelhagem usada nas experiincias. 0 ar, apôs pas
sar pela setio de teste, passava por um rotimetro
• e por uma válvula de controle de vazão e daí ia pa
ra o exaustor, que o lançava para atmosfera fora
I do laboratório. Desta maneira a concentração de naf
• taleno no ar que entrava na seção de teste era sem
pre zero.
I Para evitar transientes no escoamento era usada
uma válvula de fechamento rápido,que somente era a
I berta após o exaustor ter atingido o regime perraa
• nente. Para evitar um aquecimento excessivo do mo
tor do exaustor, que era refrigerado pelo próprio
I ar em escoamento, usou-se um "by-pass", com obje-
tivo de suprir a quantidade adicional de ar para
| a refrigeração.
m Na frente da seção de teste, como indicado na figu
ra II.8, foi instalado um anteparo, cuja função e
• ra fazer com que o perfil da velocidade do ar» na
entrada do trocador, fosse o mesmo dos trocadores
j| reais compostos de diversos canais paralelos.
I

ttrmômttro
-cr«nõm«tro • higrómttr*
O OJ_J:
L.câmara pltno
MCfÔO rotãmttra—J
—vólvwfo 4» f«ek««««t*
port •
I — ky- M « *
volvula <•contril*
Figura II.8 - Esquema da aparelhagem utilizada nas experiências.
i »

IIIIIIIIIIIIIIIIIi1
27.
Acredita-se que tal dispositivo simule adequada-
mente tal perfil, baseando-se nas conclusões de
lombardi e Sparrow [17J e Fernandes [14] que, ju
sando a técnica da sublimação do naftaleno, medi
ram coeficientes locais de transferência em ca
nais de placas planas e paralelas, mostrando õti
ma concordância com as soluções teóricas conheci
das. Nestes estudos Lombardi e Sparrow e Fernan
des utilizaram um dispositivo semelhante,simulan
do condições de entrada idênticas ãs da presente
pesquisa.
A utilização de um exaustor ao invés de um sopra
dor deveu-se a possibilidade de, caso tivesse si
do usado o último, haver um aumento de temperatu
ra do ar em escoamento provocado pelo aquecimento
do motor, o. que introduziria erros nos resultados»
jã que a taxa de sublimação do naftaleno e* muito
sensível a variações de temperatura [2].
II.2 - Instrumentos de medição.
A seguir apresentam-se as descrições dos instrumentos u
tilizados nas medidas das grandezas necessárias ã obten
ção e redução dos dados experimentais.
II.2.a - Rotãmetro
Para medição da vazão do escoamento do ar foi uti
lizado um rotãmetro marca Nanostat tipo FM- 1048C
com flutuadores esféricos de vidro ou aço. A tabe
Ia de caübração deste rotãmetro é dada por Ferntn
des p4j, que utilizou o método de ctlibração des
crito por Figueiredo [16], A Incerteza da calibra

I
I
•
28.
• ção foi estimada por Fernandes como sendo da or
. d em de "\%.I. •
II.2.b - Termômetro.
• Para a determinação dos coeficientes de transfe
rincia, assim como para a determinação da vazão
I nas condições da experiência era necessário a me
• dição da temperatura ambiente. Para isso utili-
zou-se um termômetro de bulho de mercúrio com lei
I tura de O,1°C.
_ II.2.c - Condicionador de ar.
• Como é mostrado no apêndice A2, um erro de 0,1°C
I na temperatura da placa de naftaleno introduz um
erro de 1% no coeficiente de transferincia de mas
| sa. Ma redução de dados a temperatura da placa é
_ tomada igual a temperatura ambiente. Portanto, pa
•. ra não serem cometidos erros substanciais,era ne
• cessãrio, além de se deixar a placa por um perío
do suficientemente longo no laboratório para ser
g atingido o equilíbrio térmico, que esse equilíbrio
_ não fosse quebrado durante a experiincia. conse
• guiu-se isso através do condicionamento do ar do
• laboratório, mantendo-se as variações de tempera
tura dentro de níveis aceitáveis.
II.2.d - Barõmetro.
Tanto para a determinação da vazão, como para a a
valiação das propriedades do ar em escoamento,era
I necessário o conhecimento da pressão atmosférica.
Utilizou-se um barõmetro de mercúrio marca Fisher
• com leitura de 0,1 mm de mercúrio.
1

I
I
_
29.
| II.2.e - Cronômetros.
Para medição do tempo da experiência foram usados
• dois cronômetros: um com leitura de 0,1 segundose
• outro» utilizado apenas como totalizador, com lei
tura de 1 segundo.
| II.2.f - Higrômetro.
_ Durante as experiências preliminares que foram re
• alizadas com o objetivo de teste e familiarização
• com o método experimental observou-se, comprovan-
do a constatação de Parise [15] ,que, para valores
• muito altos da umidade relativa (acima de 80%), a
placa de naftaleno, por ser bastante higroscõpica,
• incorporava umidade. Para o controle do valor da
• umidade relativa utilizou-se um higrômetro com lei
tura de \%. £ necessário observar-se que» durante
I todas as experiências realizadas,a umidade rei ati
va manteve-se em níveis aceitáveis (tipicamente de
I 50 a 55 por cento).
II.2.g - Balança.
_ A pesagem das placas foi feita com uma balança di
• gital Sartorius com leitura de O.lmg e capacida
• de de ate 200g. A balança era constantemente afe
rida com pesos padrões. A pesagem era realizada
J no próprio local da experiência e não demorava
mais que alguns segundos» evitando que a sublima
ção natural ou a mudança de ambiente falseasse
os resultados.Ia II.3. procedimento da experiência.
De posse das placas de naftaleno que jã haviam sido previ
1

I
IIIIIIIIIIIIIIIIII1I
30.
atnente preparadas (colocação de fitas, furacão para coloca-
ção dos cilindros elíticos, etc), e que tinham sido deixa
dos na véspera no laboratório, realizava-se a experiência.
A primeira operação era a ajustagero da válvula de controle
para a obtenção da vazão desejada. Ligava-se o exaustor e,
com a válvula de fechamento rápido aberta, procedia-se ao a
juste, fazendo com que o flutuador do rotâmetro ficasse na
marcação correspondente a vazão escolhida.
Feito isso desligava-se o exaustor, fechava-se a válvula de
fechamento rápido e passava-se a pesagem das placas.
Antes da pesagem os cilindros eiTticos eram posicionados na
placa onde haviam sido feitos os furos de fixação.Pesavam-se,
então, as placas (massa em torno de 50g), uma de cada vez,
tomando-se o cuidado de manter-se a placa que tinha sido pri
meiramente pesada envolvida no seu invólucro de alumínio,en
quanto se pesava a segunda, para evitar-se a sublimação na
tural. Terminada a pesagem as placas eram instaladas na se
ção de teste, como ê visto na figura II.7. Era, então, posi
cionado o anteparo, cuja função foi explicada antes. Toda
essa operação, assim como a colocação das fitas de vedação
referidas anteriormente, era bastante rápida, eliminando-se
os efeitos da sublimação natural sobre os resultados fi-
nais. Ligava-se, então, o exaustor e esperavam-se alguns se
gundos até ser estabelecido o regime permante. Atingida a con
dição de regime, abria-se a válvula de fechamento rápido,
dísparando-se simultaneamente o cronômetro.
Durante o transcorrer da experiência eram anotados os valo
res da pressão atmosférica e os da temperatura ambiente. Os
valores da temperatura eram anotados de cinco em cinco minu
tos, tomando-se posteriormente a média aritmética. Estes va

I 31.
I lores variavam pouco durante a experiência.
Transcorrido o tempo da experiência, fechava-se a válvula de
| fechamento rápido, as placas eram retiradas da seção de tes
_ te e envolvidas novamente nos seus Invólucros de alumínio.
• Executav»-se,então, a segunda pesagem na mesma ordem e com
• as mesmas precauções da primeira.
Foram estudados, usando-se os métodos experimentais descri
I tos neste capítulo, cinco tipos de trocadores de tubos elí
ticos aletados, cujos desenhos e dimensões são dados na fi
• gura II.9.
IIIIIIIIII11í

-h
to».»
íztI FILCMA OC TUBOS
TIPO
IA
IB
IC
»>/o
0.50
0 5 0
0,65
2o
12,06
17,06
13,12
2b
6^3
• ^ 3
6,53
15,27
12.77
12,77
L = 18.50
S =21.30
» = 1.65
1 I
L
1 1
X flLCIRAS OC TUiOS
TIPO
2B
2C
b / a
0,50
0^5
2 0
(7,06
13,12
2b
6,53
8,93
t
12,77
12.77
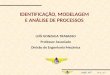
dim«ns5«t «m mm
Figura'II.9 - Dimensões dos trocadores estudados. to

I 33.
" CAPÍTULO III
IREDUÇXO DOS DADOS EXPERIMENTAIS
Neste capítulo mostra-se como, a partir dos dados
| experimentais, obtem-se os valores dos coeficientes de transfe-
I rência.Usando-se nomenclatura da figura 1.1 e sendo
m A (x,y) o desgaste local na placa de naftaleno, p n s a densidade
do naftaleno solido e t o tempo de duração da experiência, a ta
I xa local de massa sublimada por unidade de ãrea 5 dada por:
I A(x.y) pA (x,y) « ^- (III.1) -
• 0 coeficiente local de transferincia de massa i definido por:
I m (x,y) .K (Xly) - (III.2) ,
pnw " pnbx
I onde p_M é a concentração na superfície da placa (parede) e p n vnw n x
• 5 a concentração media global ("bulk concentration") numa posi
ção x no trocador.
I 0 coeficiente médio de transferincia de massa é:
I K m JL K (x,y) dAf (III.3) ,
Ionde A. é a area da aleta.
|
f
A massa sublimada total por unidade de tempo (ob,
•j tida ptla diferença de pesagem antes e depois da experiência)?:
MT - K A. &p (III.4) ,
onde Ap e uma diferença de concentração média.
I

IIIIIIIIIIIIIIIII19Í
expressa por:
M
34.
A taxa de massa total sublimada pode também ser
(III.S),
onde p . . e P n b o sio as concentrações médias globais na entra
da e saída do trocador,respectivamente.V ê a vazão no trocador.
Por outro lado ternos
dM
e
dV dpnbx
dM « m dA.
resultando:
mdMdA,
dV
dAJ
Em vista das equações (III..2} e (III.8) resulta
nw - nbx dA,
U t i l i z a n d o a d e f i n i ç ã o d e K , e q u a ç ã o ( I I I . 3 ) , v e m :
fL fS/2
it •
Jo jopnw - pnbx
Em vista das equações (III.4) e (III.5) resulta:
pnbl - pnbo
dpnbx
Integrando resulta:
( I I I . 6 )
( I I I . 7 ) ,
( I I I . 8 )
( I I I . 9 )
( I I I . 1 0 )
( I I I . 1 1 )
48.

I
I 35.
I A- pnbl - pnbo
In r pnw - pnbo 1 (III.12),• L Pnw - pnb1 J
mj que é chamada concentração média logarítmica, análoga à tempe
ratura média logarTtmica.
| 0 número de Sherwood médio é definido por:
| fh . * (P«)V (III.13),
• onde (De) é uma dimensão característica do trocador.e V a difu
• sividade do naftaleno.
Da equação (II1.4) vem:
IMT1 ( 1 7 1 . 1 4 )
Af Ap
• Portanto, para obter-se §h, necessita-se conhecer (De),que i
uma característica geométrica do trocador, V, que é uma pro
I priedade física e Ãp, cuja determinação se explica a sequir.
De (III.5) tem-se:
MT
• pj»bl - pnbo + -r*- (III. 15)
• A concentração de naftaleno na parede é obtida u
• sando-se a relação determinada por Sogin [18] e que nos forne
ce a pressão do vapor de naftaleno, p n w , eu função da tempera
n tura da placa, Tw.
}] l o 9 l O Pnw " " . 5 6 4 ^ 3 7 " > 4 ( I I I . 7 6 ) ,w
11 com p n w medida em N/m e T w em °K.
49.

I 36.
I Tendo-se p_w, a concentração na parede e dada através da leiri w
dos gases perfeitos.
II
PS2!_ (III. 17),Rn Tw
• onde Rfl 5 a constante de gás de naftaleno (64,87 J/kg K) [V.
Apêndice -A-.-1J-*- A,.concentração p v--é sempre nula. Oe posse des
J tes valores calcula-se Sp através de III.12.
Para o diâmetro equivalente foram utilizadas duas definições.
• A primeira ê a conhecida definição de Kays e London [li].
• (De), - 4 AC L (III.18),
Ionde:
• Ac s ãrea mínima de escoamento.
M A 2 ãrea de transferência.
.No presente caso tem-se:
4(S-2b) «L -
I (0e). * tiii.iyj,
1 2 TSL - irabj + A
• A ãrea A , que e a ãrea lateral dos tubos elíti
cos, foi Introduzida na equação (III.19) para facilitar a apii
I cação dos resultados obtidos em transferência de massa a situ
ações análogas de transferência de calor. Tem-se que:
. Ap • P« (III.20)
onde:
| p s perímetro da elipse, que £ dado por:
tm/2
I p • 4a (1 - H2 sen 2e) 1 / 2 dd (III.21)
Jo
50.

I 37.
I
2 Af
isto é:
= 5 + 6 + 2Ã
MT (III.23),
com:
2 2 1 / 2
I H * (a " b ) ,™ aI Para a segunda definição do diâmetro equivalente
tinha-se:
(De)2. = 2fi . .. (.HI-22)
g S.endo 6 o espaçamento entre as placas.
_ A quantidade 5 foi avaliada levando em conta o
• desoaste médio da placa:
III
$ s 5 + 5 + 2A m 5 + A ( I I I . 2 4 ) .
I * 2 'g Quanto a difusividade do naftaleno sabe-se que:
V « — H _ (III.25*
I • Sconde Sc I o número de Schimidt do naftaleno, que i 2,50 (V. A
I pindice A.l), e v a viscosidade cinematica que pode ser tomada
• igual a do ar, já que as concentrações de naftaleno são multo
pequenas para ocasionar algum desvio. Para avaliar esta visco
I sidade usava-se:
I v « -ÜSI- (III.26),par
II onde uflr foi avaliada a temperatura da experiência através das
I
« - 51.•o o

38.
"Gas Tables" de Keenan e Kaye [19],e p a r através da equação dos
gases perfeitos.
Portanto:
V « if. (III.27)par x 2» 5
Oe posse dessas grandezas podíamos calcular
isto ?, o número de Sherwood correspondente a (De)j.e (Sh)2 *
o número de Sherwood correspondente a (De)2.
0 parâmetro do escoamento usado como variável in
dependente foi o número de Reynolds. Eram usadas também, duas
definições para o número de Reynolds:
()i (De),(Re)1 « 3 !_ (III.28) ;
Var
(6) 2 (0e)2( R e ) 2 « 1 L- (III.29) ,
«ar
sendo: (G), o fluxo de massa ("mass velocity") baseado na ãrea
mínima de escoamento. (De)-j dado por (III.19), (6) 2 o fluxo de
massa baseado na ãrea de escoamento total do canal (6 x L) e
(De)2 dado por (III.22).
Os resultados de transferência de massa podiam
ser, então, convertidos para transferência de calor através da
analogia, isto é, o fato que uma correlação ligando Nu,Re e Pr
ser idêntica a uma correlação envolvendo Sn,Re e Sc. Uma corre
lação comumenteusada [20], [21],[22] é a que envolve os fato
res 5 de Coiburh, de transferência de calor e massa. 0 fator ds

I
• 39.
| Colburn para transferência de calor é definido por:
• j c * St (Pr)2/Z (III.30),
I onde St s número de Stanton, definido como:
|St » íÍH-_ - (III.31)
a Re Pr
logo,
j = ?ÜÍ (III.32).
I
I
c• ( P r ) 1 / 3 Re
Analogamente, tem-se para transferência de massa,
Sn ,c.x2/3 _ ShI i = ^ — (Sc) - ^ (III. 33)m Re Sc (Sc) 1/3 Re
Como conseqüência da analogia resulta:
j * 5 o u üíi . ÜL ( I I I . 3 4 )c m i /o
( P r ) l / 3 ( S c ) 1 ' 3
Ia Nesta pesquisa preferiu-se, no entanto, usar-se
0,4 ao invés de 1/3 como expoente de Pr ou Sc,baseando-se nas
I seguintes considerações: inicialmente os resultados de Shepherd
[1] e Saboya [2] em trocadores com uma f i le i ra de tubos circu
| lares são melhor relacionados com 0,4 como expoente, como é
- mostrado por Carajilescov e Saboya em [23] e [24]. Em trocado
• res de tubos circulares com duas fileiras foi demonstrado re
S centemente por Rosman [25] que o expoente é também 0,4 . Alem
disso, os artigos de Sparrow e Ramsey [26]e Cur e Sparrow [27]
I] fornecem novos suportes a esta escolha. No caso de se desejar
um esclarecimento definitivo sobre o valor do expoente da

I
40
(III.35) ,
(III.36)
I logia em trocadores de tubos elíticos basta notar que:
I & . _Sh.(Pr)" (Sc)1
Isto e:
I! .7
Im De (III.36) ve-se que determinando-se, através
de experiências de transferência de calor, os números de
I Nusselt médios, pode-se, utilizando-se os valores dos números
de Sherwood obtidos no presente trabalho, encontrar-se o va
| lor de m.
— Finalizando este capítulo é conveniente lembrar
• a observação feita por Saboya [2], relativa a uma possível dis
• crepanda na analogia devida ao fato da velocidade do fluido
na parede, na direção normal ã superfície de troca não ser nu
| Ia no problema de troca de massa como o e em troca de calor.
Essa diferença na condição de contorno não chega, no presente
• caso, a afetar os resultados. Para verificar isto,basta compa
• rar a componente da velocidade paralela ã superfície de troca
com essa velocidade transversal, v^ . Conforme observado por
J Saboya, um valor típico de v^ é 8,2 x 10"* m/s, enquanto que a
componente paralela ã superfície de troca ê* da ordem de 3,0m/s,
I resultados estes, também validos para o presente trabalho.
III

I
J 4K
I CAPITULO IV
IAPRESENTAÇÃO E DISCUSSÃO DOS RESULTADOS
Este capítulo foi dividido em duas partes.Na pri
II meira sio apresentados os coeficientes médios de transporte em
• função do núnero de Reynolds, utilizando-se como dimensão ca
racterística o dlimetro equivalente segundo a definição d> Kays
I e London, equação III.19, tradicionalmente usada na literatura,
e como velocidade característica a velocidade média na área mi
| nima de escoamento. Convém observar que os resultados em ter
_ mos destas grandezas não são comparáveis para os diversos tro
• cadores estudados, jã que a dimensão e/ou velocidade caracte
I rísticas não são as mesmas para diferentes valores dos parãme
tros geométricos pertinentes ao problema.
J Para avaliação do efeito da variação dos parãme
tros geométricos nos coeficientes de transporte foi escolhido
• como dimensão característica duas vezes a altura do canal (se
• ounda definição de diâmetro equivalente, equação III.22). Como
velocidade característica empregou-se a velocidade na entrada
I do canal. Com Isso foi evitada a dependência geométrica nas de
finiçoes dos números de Reynolds e Sherwood (e por extensão na
• do número de Nusseit), possibilitando a comparação entre os di
• versos trocadores estudados. Esta comparação constitui a segun
da parte deste capítulo.
| IV.1 - Apresentação dos resultados.
* As figuras IV.1, IV.2.a, IV.2.b, IV.3.a, IV.3.b tpresen
tam os resultados experimentais para os coeficientes de
1 transporte.

1 42.
8 Estes resultados são apresentados na forma dos valores
(§15)
I
— que, em razão da analogia entre transferência e
< s' ) 0' 4 cru).massa, são iguais a - . Estes valores sao apre-
(Pr)°*A
sentados em função de (Re)1.
Na primeira das figuras, IV.1, são dados os resul
J tados para o trocador com b/a * 0,50, S/2b = 3,53 e com
uma fileira de tubos; nas duas seguintes, IV.2.a e IV.2.b,
I são mostrados os coeficientes de transporte para os tro
• cadores com b/a * 0,50e s/2b = 2,50 para uma e duas fi
leiras de tubos, respectivamente; finalmente, nas figu
• ras IV.3.a e IV.3.b são apresentados os resultados dos
trocadores com b/a * 0,65, s/2b * 2,50, também para uma
I e duas fileiras de tubos.
• A primeira observação que se pode fazer a partir
do exame destas figuras e que os valores dos coeficien
I tes de transferência aumentam com o número de Reynolds ,
o que era, alias, de se esperar. A segunda observação ,
| mais importante, I que para pequenos números de Reynolds
os coeficientes de transporte aumentam pouco, enquanto pa
ra números de Reynolds mais altos este aumento é mais a
• centuado. A explicação para esse fato I a mesma dada por
Saboya em [2]. Saboya, estudando trocadores similares aos
| do presente trabalho, mas com b/a » 1, constatou,através
_ de medidas locais de transferência de massa, UM sistema
* de vórtices no escoamento que se estabelece no trocador.
I Estes vórtices desenvolviam-se a partir da frente dos tu
bos, envoi vendo-os. Tinham a forma de um tf com a parte
I fechada do una frente dos tubos» e podiam ser constata

(Sh), (Nu),
5 W
10t
= 3,58 + 3,74 x IÓ*
10* 3 4 S t 7 ft »10»
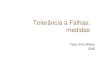
Figura IV.1 - Resultados de transferencia de massa/calor
Trocador com uma fi leira de tubos.

IIIIIIIIIIIIIIIIIIII
44
109
7
C
S
4
b/fl=0.50
>* JS*2« = 5,28 + 3.55xK>"S (Re),(3e)°.«
Z 3 4 5 « T • • |0» (Re),
Figura IV.2.a - Resultados de transferência de tnassa/calor
Trocador com uma fi leira de tubos.
10*
s 3,54+ 1.12,10
» 4 » • T • • t (fttl,
Figura IV.2.b - Resultados da transfarSncia da «assa/calor
Trocador co« duas fileiras de t«bo«.

IIIIIIIIIIIIIIIIII!Í
45.
19
10
7
C
5
4'
b/o = 0.65
S/,K= 2- 5 0
(S>>)' = 1,68 + 2.38x10*' (Re)?*4(Se)t>.4
10* 4 9 « 7 B 9 10» (Re)
Figura IV.3.a - Resultados de .transferência de massa/calor
Trocador com uma fileira de tubos.
(SÜ), (Hi),1 ? ^
19-j
10
•T
=0,65
3.17 4- l»2i*IO t(IU) lW
10* 4 9 • 7 • 9(Ht),
Figura IV.3.b - Resultados d« transferencia d* aassa/calor
Trocador co« duas fileiras de tubos.

I 46.
I dos, principalmente para os valores mais altos do número
de Reynolds, pela presença de sulcos na placa de naftale
J no, na forma descrita acima. Estes sulcos são indicado
a res de um grande aumento local da transferincia de massa.
• Foi mostrado por Saboya [2] que a intensidade dos vórti
• ces cresce com o aumento do número de Reynolds, explican
do a tendência da curva dos dados experimentais torna-se
• mais íngreme com o aumento do valor deste parâmetro. Es
ta explicação também I válida para o presente trabalho,
| pois, apesar de não terem sido feitas medidas locais de
M transferencia de massa, foi observada a existência de
* tais vórtices pela inspeção visual das placas apôs as ex
I periencias. Foi observado que os sulcos na placa de naf
taieno aparecem pára os valores do número de Reynolds a
| proximadamente iguais aos citados em [2]. Constatou-se ,
_ da mesma maneira que em [2], que esses vórtices eram par
• ticuiarmente intensos na segunda fileira do trocador de
• duas fileiras de tubos, levando ao aparecimento de dois,
ou mesmo três, sulcos em forma de U , cada um dentro do
| outro.
_ Utilizando-se a forma de relação entre os números
• de Reynolds e Sherwood sugerida por Carajilescov eSaboya
• em [23], e aplicando-se o método dos mínimos quadrados,
foram obtidas curvas que ajustavam os pontos experimen
I tais. A form* da relação dada em [23] ê
I fh • ct + c2 Rec3 (IV.l)
m Foram obtidas as seguintes relações:
™ a) - Utilizando-se os valores de (Re)j e (Sh)j dados
I por Saboya em [2], para b/a • 1 s/2b > 2,50
í

I
1II
(trocador de tubos circulares).
uma
fileira
de
tubos
(Sh)1 - 6,03 • 2,17 x 10"3(Re)J»15
OU
(Sh)
(Sc)0,4
duas
fileiras
de
tubos
(Sh)
4,18 • 1,50 x 10"3(Re)J'15
5,17 + 1,22 x 10"3(Re)J»24
OU
(Sh)
(Sc)!—• - 3,58 + 8,46 x 10~4(Re)J*'0,4
b) - b/a » 0,50, s/2b « 3,53, figura IV.1.
r(Sh)j - 5,17 + 5,40 x 10~2(Re)°'72
uma
fileira
de
tubos
ou
(Sh)
Uso'-y - 3,58 + 3,74 x 10
47.
(IV.2)
(IV.3)
(IV.4)
(IV.5)
(IV.6)
»72 (IV.7)
c) - b/a « 0,50, s/2b> 2,50; figuras IV.2.a e IV.2.b.
- 7,62 • 5,12 x 10"3(I«)1 (IV.8)
una
fileira
dt
tubos
OU
(Sh)J-y - 5,28 • 3,55 x 10"3(*«)1
(IV.9)

IIIIIIIIIIIIIIIIIIII
duas
fileiras
de
tubos
(Sh)1 - 5,10 + 1,62 x 10~2(Re)°'89
48.
(IV.10)
OU
(Sü)
(Sc)574 (IV.11)
d) b/a * 0,65, s/2b * 2,50, figuras IV.3.a e IV.3.b.
uma
f i le ira
de
tubos
'(S"h)1 - 2,43 + 3,44 x 10"1(Re)j (IV.12)
OU
(Sh)
"(Sc)i - £ - 1 ,68 + 2 , 3 8 x 1 0 " 1 ( R « ) J * 4 9 ( I V . 1 3 )
duas
fileiras
de
tubos
r(Sh)1 - 4,57 + 1,85 x .86(IV.14)
OU
(Sh)
(Sc)0,4- 3,17 + 1,28 x 10"2(Re)J'86
(IV.15)
A« expressões dadas acima representam uma valiosa
ferramenta para o diraensionamento de trocadores de calor de
tubos aletados, e podem ser aplicados com bastante confiabi
11dade, tendo em vista a baixa dispersão dos valores experi
mentais em relação i curva ajustada. A tabela IV.1 apresenta
os valores médios da dispersão para os diversos trocadores es
tudados, sendo que as duas primeiras linhas referem-se aos
resultados dados por Saboya em [2], relativos aos trocadores

1IIIIIIIIIIIIIIII11
49,
de tubos circulares.
número de
fileiras
de tubos
1
2
1
1
2
1
2
b
a
1
1
0
0
0
0
0
.«
,0
,50
,50
,50
,65
,65
2
2
3
2
2
2
2
S
2b
,50
,50
,53
,50
,50
,50
,50
dispersão
média
X
2,1
1,2 •
4,1
2,5
1,3
2,1
2,5
Tabela IV.1.
Dispersão média nas equações
IV.2 a IV.15.
0 exame da tabela mostra que a dispersão média situou-
se tipicamente na faixa dos 2%, com exceção do trocador com
b/a»0,50 e S/2b«3,53. A explicação para este fato é a seguin
te: - neste trocador foram realizadas maior número de experi
ências numa faixa de baixos números de Reynolds, e observou-
se que nesta faixa ocorriam instabilidades no escoamento,tor
nando-se difícil o controle da vazão do ar. Isto levou a um
maior espalhamento desses pontos e uma conseqüente maior dis
pérsio nidi a» na equação relativa a este trocador. Nas«mesmo
assim, a dispersão media ficou abaixo do máximo erro espera-
do para o número de Sherwood (V. Apêndice A.2).
A seguir, nas figuras IV.4,IV.5 e IV.6 são apresenta
63.

IIIIIIIIIIIIIIIIIIII
I
50.
dos os grificos da razão entre as concentrações de naftaleno
na saTda do trocador.p K1 , e as concentrações pnul>'nbl nw emfunção de (Re)-|. Como era de se esperar as curvas em todos
os trocadores apresentam um comp rtamento semelhante, com os
maiores valores de PnDi/Pnw para os menores números de Reynolds,
decrescendo com o aumento deste parâmetro. Um resultado tam
bem esperado e que as curvas relativas aos trocadores de duas
fileiras situam-se acima das pertencentes aos trocadores de
uma única fileira.
Como se sabe, a concentração i a análoga da temperatu
ra na analogia entre transferência de calor e massa. Os valo
res das concentrações adimensionais podem, portanto, serem
transformados em temperaturas adimensionais. Para tal empre
ga-se a relação dada por Saboya em [2],
1 - 6
Sc»l-m
(IV.16)
onde
9 *Tbo ' Tb1
Tbo - Tw
(IV.17)
A equação IV.16 e obtida utilizando-se a analogia en
tre transferência de calor e massa e as definições dos coefi
cientes de transferência dadas no capítulo anterior.
64.

p'urn©,$00
0,400
O.JOO
0400
0,100
(71
) . S OtSO Figura IV.4 Concentrações adimensionais na saída
do trocador corn uma fi l iera de tubos,
Sc-2,50.
«00 400 tOO tOO 1000 1200 1400 l«00 IfOO (Re),

A.0.100 b/g S 0,30 Figura IV.5 Concentrações adimensionais na
saída dos trocadores com uma ou
duas f i leiras de tubos,Sc»2,50.
0,400 j
0.300-
o,too
0,100-
t fllsirot
I fileira
n
a.9OO
cre-1
CDI3O
(V
oo»o-%n
3
tOO 400 «00 •00 WOO ItOO 1400 1600 W00 (Re),cn
Ò-1A-

um esclarecimento definitivo sobre o valor do expoente da ana
53.
!
iiiiiiiiiiiiiii
«1 01c s» "O
•H« 9C OO
•ri • •BI S O
s s «6 B <M
•ri O I•O O Oto co
nn <Ud h n
IO O O
(0 « 9lJ O 4J4J O
c •> «o o «
ei —
I I
ttt
I III
o.o
s
I
oo2»
(O
I
8
s eI » I

I
1 54.
I IV.2 - Discussão dos resultados.
• Com o objetivo de mostrar o efeito da variação do para
metro b/a nos coeficientes de transporte são apresen-
• tados, nas figuras IV.7.a, IV.7.b, IV.8.a e IV.8.b os
gráficos de (SK)? ©m função de (Re) 2. Nestas figuras são
• apresentados também os resultados de Saboya [2], relati
• vos aos trocadores com b/a = 1, isto é, trocadores de
tubos circulares. Todos os outros parâmetros geomitri
I cos, 6/2b, S/2b, L/2b foram mantidos constantes e inuais
aos dos trocadores com tubos circulares.
| Inicialmente são apresentados nas figuras IV.7. a e IV.7.b
•j os gráficos dos trocadores com b/a * 0,65 com uma e duas
fileiras de tubos» respectivamente. Como se observa, os
I pontos referentes «os trocadores de tubos circulares,po
dem.tai a proximidade da curva dos pontos dos trocado
| res con b/a • 0,65, ser considerados como pertencentes
_ a tia.
* Ia fiçtura IV.8.a, referente ao trocador com b/a « 0,50 e
• una filtira de tubos, verifica-se wm aumento de (H») 2 de
aproximadamente 10Í a 4t, na faixa de (Re)-de 150 a 500,
para o trocador com tubos elTticos em relação ao de tu
_ bos circulares. Com relação ao trocador com b/a « 0,50
• e duas fileiras de tubos, figura IV.8.b, vê-se que a
• curva do trocador de tubos elTticos situou-se acima da
curva do trocador com tubos circulares na faixa de(ReL
| de 150 a 1.000 (aumento de (TK) 2 de 7% a 2%, aproximada
_ mente). Pode-se sugerir a seguinte explicação para es
• tes fatos: - as medidas locais de Saboya [2] revelaram
• que a região da aleta situada atrás dos tubos circulares,
correspondendo a região da esteira do escoamento, apre

í
i J•IIIIIIIIIIIIIIIIIV
55.
20
IS
to
.7
S / j
O -
• l
D
i/o s
2.90
0 = C65
1.0 [2] «a>o
_H 1 , , 1 1 1 | 1 1 »-
10'9 « 7 • •
Figura IV.7.a Efeito do parâmetro b/a nos coeficientes de transporte^
Trocador com uma fileira de tubos, Sc«2,50.
= £.50
(Sh),
to
IS
to.
o
o — '
• b / a
5/q = 0.69
= 1,0 [21
—1 , 1—f—
» • 7 • t
Figura IT.7.b Efeito do pariaetro b/a nos coeficientes d* transport*
Troeador co» duas fileiras de tubos, Sc-2,50.

IIIIIIIIIIIIIIIIIIII
56.
20
IS
10
*
Ti
• — —-= 1.0 [21
b/fl = 0.50
10"2
—»-5
•1 1• 7 •
10» (R«>2
Figura IV.8.a Efeito do parâmetro t»/a nos coeficientes de transporte
Trocador com uma fileira de tubos, Sc«2,50.
s 2.50
(síi)2
2O
IS
10
5 i r i i 10*
Figura IV.8.b Efeito do parlactro b/a nos co«fiei*nt«s ds transporte
Trocador co« duas fileiras d* tubos, Sc-2,50.

I 57.
I sentava coeficientes de transferência muito baixos. Ao
serem utilizados tubos elTticos, que são tubos com ca
• racterTsticas aerodinâmicas que tendem a diminuir essa
• região de esteira, esperava-se obter maiores coeficien
tes médios de transferencia. Essa expectativa revelou-
I se infundada nos trocadores com b/a = 0,65 e observou-
se um aumento relativamente fraco nos trocadores com
I b/a = 0,50 (esperando-se, no entanto, que os trocadores
• com tubos elTticos sejam muito mais vantajosos no que
diz respeito a perda de carga), fia parte inicial deste
I capítulo foram descritos os vórtices e o papel que eles
desempenham no mecanismo de transferência. Estes vórti
| ces aumentam com o número de Reynolds, sendo relativa-
-. mente fracos para Reynolds baixos. Os tubos elTticos ten
™ deriam a diminuir a reqião de esteira, mas ao mesmo tem
I po tornariam o escoamento mais ordenado, amortecendo os
vórtices. Existiriam, portanto, dois efeitos concorrer;
| tes: - diminuição da região da esteira, mas ao mesmo tem
— po uma diminuição da intensidade dos vórtices. Ma faixa
• de números de Reynolds onde os vórtices são fracos, is-
• to é, desempenham um papel relativamente pouco importar)
te no mecanismo de transferência, seria de se esperar
• um aumento no número do Sherwood. Isto se verifica real
mente para o trocador com b/a « 0,50 e uma fileira de
I tubos, na faixa de baixos números de Reynolds (150 a
M 500). Nos trocadores com b/a • 0,65 os efeitos concor
rentes se anulariam em toda faixa de números de Reynolds
1 estudados.
Nos trocadores com duas fileiras haveria também o efei
1 to provocado pelos tubos da primeira sobre a segunda fi

I
IIIIIIIIIIIIIIIIIIII
"•IS •
58.
leira. O efeito aerodinâmico dos tubos eiTticos da pri
meira fileira aumentaria os coeficientes de transferên-
cia na região entre os tubos na segunda fileira, compen
sando, pelo menos em parte, o amortecimento dos vórti-
ces. Em outras palavras, os tubos eiTticos na primeira
fileira diminuiriam o"bloqueioM que o tubo circular pro
vocava na região entre os tubos da segunda fileira. Su
porte para esta explicação é dado pelo exame da figura
IV.8.b (b/a » 0,50, duas fileiras de tubos). Nesta figu
ra vê-se que o aumento do número de Sherwood situou -se
numa faixa mais ampla de números de Reynolds (150 a
1000) do que no trocador de uma única fileira de tubos.
No trocador com b/a = 0,65 os efeitos concorrentes tam
bem se anulariam para o caso de duas fileiras de tubos
(fliura IV.7.b).
Deve-se deixar bem claro, no entanto, o seguinte: estas
explicações devem ser encaradas com a devida cautela,des
de que não foram feitas medidas locais que pudessem con
firmã-las. Deve-se encará-las mais como uma hipótese a
ser verificada num trabalho posterior.
Com relação aos trocadores de duas fileiras e* interes
sante determinar-se a taxa de massa média sublimada nas
áreas da aleta correspondentes ã primeira e segunda fi
leiras de tubos, respectivamente. Com Isso determinamos
as capacidades de transferência associadas a cada uma
dessas partes da aleta. Para tal é necessário resolver
o seguinte sistema de equações.
- K Af íp
" * <>nb1
(IV.16)
(IV.17)

I| Sh = Sh (Re) (IV. 18)
• onde: Mj e a taxa de massa sublimada na área corresnon
dente ã primeira fileira de tuhos>AP é a concentraçãonç
• dia Toga rítmica e a equação IV.18 é uma das relações do
grupo IV.2, IV.8 ou IV.12, dependendo do tipo áo troca
| dor em questão.
M - Designando por $_ a taxa de massa sublimada na aletain
teira vem:
I "li * "T ' 1 (IV.19)
I onde MJJ é a taxa de massa sublimada na área correspon
dente ã seaunda fileira. íL é, evidentemente, determina
I Ida por um sistema de equações análogo ao citado anteri
I ormente. A concentração p,,,, , que aparece na média loga
rítmica, i determinada através das equações III.16 e
I III. 17, para uma dada temperatura. As propriedades físi
cas que aparecem nos números de Sherwood são avaliados
g utilizando-se o mesmo critério mostrado no capítulo III.
_ Na tabela IV.2 são apresentadas as taxas de massa subli
• madas na primeira e segunda fileira nas formas de ft./Mj
• e ^JJ/AJ para b/a « 1 [2], b/a • 0,65 e b/a • 0,50. Des
sa tabela ve-se que, quanto menor o número de Reynolds,
| maior é o papel desempenhado pela região correspondente
_ a primeira fileira na massa transferida pelo sistema. X
• medida que o número de Reynolds cresce maior paridade se
• estabelece entre as duas regiões. Estes resultados mos
tram a crescente influência do sistema de vórtices, 5 me
1 dida que o número de Reynolds aumenta, principalmente
' na segunda fileira. Estes resultados atestam que os tr§
V cadores de tubos elíticos têm um comportamento, neste

j
IIIIIIIIIIIIIIIII11
60,
.aspecto, semelhante aos de tubos circulares. Como foi-
observado por Saboya [2], ao investigar os trocadores
de tubos circulares, na primeira fileira e para baixos
números de Reynolds, as camadas limites em desenvolvi
mento são as principais promotoras da transferencia de
massa. Ma segunda fileira, não havendo desenvolvimento,
os vórtices desempenham um papel cada vez mais impor-
tante ã medida que o número de Heynolds aumenta .tenden
do a equilibrar as taxas de transferência das duas re
erioes.
150
200
250
350
450
600
700
800
1.000
1.200
b/a
V0
0
0
0
0
0
0
0
0
0
» 1,
,64
,62 !
,61
.59
,58
,57
,56
,55
.54
,52
0 [2]
V*T0,36
0,38
0,39
0,41
0,42
0,43
0,44
0,45
0,46
0.48
b/a
V0
0
0
0
0
0
0
0
0
0
« 0
.60
,60
,60
,60
,60
,58
,57
,57
.55
,53
,65
'«II
1 o! °
0
0
0
0
0
0
0
0
/MT
,40
,40
,40
,40
,40
,42
,43
.43
,45
,47
b/a «
*I
0
0
0
0
0
0
0
0
0
0
/MT
,67
,65
,62
,59
,57
,54
,53
.52
,50
,49
0l
,50
0
0
0
0
0
0
0
0
0
0
l'*T
,33
,35
,38
,41
,43
,46
,47
,48
,50
,51
Tabela IV.2 - Capacidades relativas de
transferencia da primeira e segunda fi
leiras nos trocadores de duas fileiras
de tubos.
Fianimente, na figura IV.9, onde são comparados os dois

to
IS
10
b/0 = 0.50
S 2.50
K»a I I J . A
Figura IV.9 - Efeito do espaçamento entre os tubos nos coeficientes de transporte.
Trocador com uma fileira de tubos, Sc-2,50.

I
I
IIIIIII
62.
| trocadores com b/a • 0,50, tem-se uma ilustração do efei
— to do espaçamento entre os tubos. Vê-se que o maior espa
• çamento resulta em diminuição dos coeficientes de trans
• porte. Este efeito 5 provocado pela desaceleração do ar
na área mínima de escoamento, o que certamente acarreta
I uma diminuição dos coeficientes locais nesta região, o
que tem èfe~ítos~~riegat1 vos"nos coeficientes médios. A im
8 portância do efeito do espaçamento entre os tubos esta re
m lacionado com a perda de carga, a qual deve ser menor nos
trocadores de tubos elTticos. Desta maneira, é de se es
I perar a obtenção de coeficientes de transporte bem maio
res aproximando-se os tubos, sem que isso provoque um subs
| tanciai aumento da perda de carga.
_ Finalizando esse capTtulo são apresentadas na tabela IV.3
• as equações que ajustam os pontos experimentais em ter
• mos de (§Tí)2 e (Re)^. Estas equações são obtidas a par
tir das relações entre as duas definições dos números de
Reynolds e Sherwood, que são constantes para cada tipo
de trocador. Na tabela IV.3 são dadas estas relações e
as equações correspondentes a cada tipo de trocador.
76.

hi
1
1
0
0
0
0
0
u
. 0
. 0
.50
.50
. 5 0
.65
. 6 5
S/2b
2
2
3
2
2
2
2
.50
. 5 0
. 5 3
,50
. 5 0
.50
. 5 0
nÇ d«
fiUiras
1
2
1
1
2
1
2
<R«)
<*•)
o.
o,
o,
o,
0
0
0
2
1
91
91
• 9 2
,80
,80
• 85
,85
>>2
<sh) l
1
1
1
1
1
1
1
.52
.52
,28
,33
.33
,42
.42
<s~To2
<s"h)2
(Sh)2
(Sh)2
<sio2
(s"h)2
(Sh)2
- 9
- 7
- 6
,20
.82
.59
- 10,1
• 6
- 3
- 6
,82
,45
,52
EQUAÇÃO
• 3 ,
• 2 ,
+ 7 ,
4 - 1 - 8
• 2 ,
+ 5 ,
+ 2 ,
64 x 1<
10 x 1(
36 x 1(
,58 x 1
63 x 1<
28 x 1
,-•2
- 3
- 2
IO'3
i-*iÍr1i
98 x 10" 2
(R«)J(R«)2
(R.)J1 <RO
(R.)J
.15
.24
.72
2
.89
.49
,86
Tabela IV.3
Equações (Sh) 2 « F C(Re)2]

I 64.
CAPITULO V
I• CONCLUSÕES FINAIS.
I Os resultados finais deste trabalho forneceram vã
rias informações úteis no que diz respeito aos objetivos a que se
I propôs, e indicaram a possibilidade de novas pesquisas que o
m complementem e estendam. Inicialmente, é necessário ressaltar
que o método experimental utilizado, a técnica de sublimação do
8 naftaieno, comprovou sua eficiência, simplicidade e orande con
fiabilidade.
| Os resultados experimentais (incluindo o ajuste nu
_ mérico consequido) fornecem os subsídios iniciais duma pesquisa
• que incluiria estudos de perda de carga, medidas locais de coe
• ficientes de transporte e determinação das eficiincias das ale
tas. 0 estudo das perdas de carga é particularmente importante,
J pois daria, em termos quantitativos, um critério de escolha en
_ tre os diversos tipos de trocadores de tubos aletados, já que
• é de se esperar perdas de carga multo menores em trocadores de
• tubos elTticos. Seriam obtidos nestes trocadores números de
Nusseit maiores para uma mesma potência de bombeamento utiliza
• da nos trocadores de tubos circulares, por exemplo.
• Outra extensão deste trabalho seria uma investiga
ção mais completa do efeito do espaçamento entre os tubos (efej
I to do qual foi dado um exemplo), visando a uma possível otimi
sacio do trocador de tubos elTticos. Seria também Interessante
I um* pesquisa que Incluísse outros valores do parâmetro b/a, a
m lém do estudo de trocadores com três ou mais fileiras de tubos.
Medidas locais dos coeficientes de transporte se
I *
78.

IIIIIIIIIIIIIIIIIIII
65.
riam necessárias para o esclarecimento dos mecanismos de trans-
ferência (vórtices, desenvolvimento de camadas limite etc.)*
Medidas locais seriam necessárias, também, num estu
do que envolvesse a determinação das eficiincias das aletas, is
to ê, o quociente entre o calor trocado na aleta real e o calor
transferido numa aleta isotérmica, ideal.
Para tal seria utilizado um procedimento análogo ao
desenvolvido por Carajilescov e Saboya em [23] e [24]:
A analogia entre transferência de calor e massa em
termos locais i:
JIü » (£r,Sh Sc
e em termos alobais é:
(V.l)
m
Sh Sc(V.2)
onde n e m são os chamados expoentes da analogia, local e alg
bal respectivamente.
A definição do número de Nusselt médio è":
Nu dA, (V.3)
Substituindo V.l e V.2 em V.3 vem:
— p P m /Pr»" 1
Sh (ir.) - <--) - 7Sc Sc A
Por outro lado sabemos que:
Sh dA, (V.4)
,

66.
Sh 1•tana
A,Sh dA, (V.5)
Vê-se que as equações V.4 e V.5 so podem ser satis
feitas simultaneamente se m « n. As consequincias desse fato
dão uma maior flexibilidade i analogia e i técnica de sublima
ção de naftaleno, pois através de medidas locais e globais de
transferência de massa seria possTvel determinar-se números de
Nusselt locais, conheçendo-se simplesmente o expoente da analo
gia global. 0 expoente da analogia global poderia ser determi
nado com exatidão, conforme o exposto no final do caítulo III.
De posse dos números de Nusselt locais seria feita
a determinação das eficiêncías das aletas, obtidas da solução
de sistema de equação Tntegro-diferenciais provenientes de ba
lanços térmicos, um na placa e outro no ar em escoamento no tro
cador.
Este estudo foi feito por Carajilescov e Saboya nas
referências citadas anteriormente, no caso da aleta do troca
dor de tubos circulares, representando uma análise bidimensio
nal muito mais próxima da realidade do que as usuais suposições
de coeficientes de troca de calor uniformes e temperatura me
dia global (bulk temperature) <*., ar constante.
Os detalhes deste procedimento encontram-se em [23]
e [24j, sendo detalhadamente discutidos em [24], com a descri
ção completa do método numérico utilizado (diferenças finitas).
Sugere-se, como continuação do presente trabalho, u
ma análise similar nos trocadores de tubos elíticos.
IIIIIIIIIIIIIIIIItr

I
1 67.
APÊNDICES
III
A.I. Propriedades do naftaleno.
A.2. Análise de erros.
A.3..- Exemplo de calculo. _ . . ' . . . .
I A.4. Tabela de dados experimentais e coeficientes de
transporte.
IIIIIIIIIIIIr

ícorrespondendo a região da este ra o esc
IIIIIIIIIIIIIIIIIIII
68.
APÊNDICE A . l
PROPRIEDADES DO NAFTALENO [28]
Fórmula QuTmica
Calor latente de sublimação
Temperatura de ebulição
Temperatura de fusão
Massa molecular
Constante de Gãs
Densidade do solido
Número de Schmidt
C10
133
216
80°
128
64.
H8
,1
,7
C
J
87
1,145
2.50
kcal/kg
°C
$ kg/kmoi
J/kg°K
g/cm

?!
IIII
•
I•
I
69,
•
_
APÊNDICE A.2
ANÁLISE DE ERROS
Todo trabalho experimental, envolvendo medidas de
diversas grandezas físicas, está sujeito a erros dos tipos aci
dental, sistemático ou aleatório. Os erros acidentais no pre
sente trabalho, se não eliminados, foram reduzidos a um mínimo
pela condução cuidadosa dos experimentos e verificação dos da
dos quanto a sua consistSncia. Erros sistemáticos tiveram pou
ca influincia devido i calibração e regular verificação dos
instrumentos. Uma fonte possTvel de erros sistemáticos i a su
blimaçao natural do naftaleno durante a pesagem e montagem
das placas na seção de testes. Como foi dito no capítulo III, es
sa seção foi projetada de maneira a reduzir o tempo gasto na
montagem ao mínimo possTvel. Alem disso, a utilização de uma
balança digital, que permitia uma pesagem muito rápida, garan
tíu que a sublimação natural nunca atingiu níveis que pudessem
lançar incerteza sobre os resultados. Foram feitos, também, ex
periências quanto ao valor da massa perdida pelas placas por
sublimação natural,que confirmaram que este efeito teve influ
Sncia desprezível nos resultados finais.
Outro cuidado relativo a elininação (ou minimiza
ção) dos erros sistemáticos foi a realização de várias experi
incias preliminares, com objetivo de Identificar • eliminar es
ses erros.
Resta, portanto, a discussão dos chamados erros
aleatórios. £ feita, neste apêndice, uma estimativa dos valo

I
I
I
70.
J res dos erros aleatórios COM relação aos parâmetros adimensio
nais em função dos quais foram apresentados os resultados: os
I números de Reynolds e Sherwood. Cada uma das variáveis desses
• parâmetros Introduz erros nos resultados. A soma do valor abso
luto dos erros relativos esperados para cada variável dará um
• limite superior para o erro da quantidade adimensional estuda
da,[29] , [30]." A àriãTrse"què~"ségüè"i"válidaT para qualquer das
| duas definições dos números de Reynolds e Sherwood usadas no
presente trabalho. Escolheu-se estudar (Re)j e
I dado por
Considere-se Inicaimente o número de Reynolds
1 (6), (De),(Re), « J L. (A2.1)
ITem-se também que:
I 4 Ac L (A2.2),
II
2 Par V
I (G) « «I— (A2.3),
resultando
•» ( R e ) , « 8 (A2.4)
m var A
. O erro em v ê desprezível na estreita faixa de temperaturas em
' que foram realizadas as experiências. Portanto, o erro no nú-
• mero de Reynolds será:
I

IIIIIIIIIIIIIIII1tT
A(Re).
(Re)1
A V
V
A (L/A)— — — —
L/A
71.
(A2.5)
O erro em V pode ser tonado con Igual ã Incerteza na calibra
ção do rotâmetro, que, segundo Fernandes [14], é 1%.
A quantidade L/A pode ser expressa por:
2(SL - wab)(A2.6)
Usando-se os valores numéricos de S,L a, b e 6 dados no capTtu
Io II, vê-se que L/A depende principalmente da distância S en
tre o centro dos tubos elTticos. Cuidadosas medidas mostraram
que o erro em S não ê maior que 1,5%. Portanto, utilizando-se
a equação A2.6, vê-se que um limite superior seguro para o er
ro em L/A pode ser estimado em 2%.
Logo resulta, da equação A.2.5, que o máximo er-
ro estimado no número de Reynolds I de 3*.
Considere-se agora o número de Sherwood médio da
do por:
(Sn)K(De)
11 (A2.7)
0 coeficiente de difusão V é calculado da equa-
ção III.27 e pode ser considerado sem erro. Portanto, o erro
máximo esperado no número de Sherwood médio será dado por:
(Sü)
A K
K
A(De).
(De).(A2.8)
Utilizando-se a definição de (De)j, equação III.
19, vê-se que a naior contribuição ao erro en (De)j é devida a

I
I
I
•
8m
I
72.
I 4. O espaçamento entre as placas foi avaliado como a média en
tre as alturas inicial e final do canal (o desgaste típico foi
I da ordem de 0,03 mm). Foram feitas também cuidadosas medidas
da altura dos espaçadores elíticos e foi verificada a sua exa-
tidão dentro de 1,2% (V. capítulo II). Pode-se tomar,portanto,
I como limite superior para o erro em (De), o valor de 2,4%.
_ Ô máximo erro em t é estimado usando-se a equa
• çao III.14» Desta expressão conclui-se que o erro em K não po
• de ser maior que a soma dos valores absolutos dos erros em My,
Af e Sp. Com a balança e o cronômetro de precisão usados o er
ro em M_ é muito pequeno. Foi estimado na ordem de 0,2%. 0 er
ro em Af 5causado principalmente pelos erros nas dimensões S e
L, sendo que a e b têm influência secundária. Medidas cuidado
sas de S, L, a e b deram um valor de 1,5% no máximo erro espe
rado em Af.
Quanto a Ãp, ve-se de sua definição (equação III.
12), que ela depende de pnb* e Pnw* A concentração p i dada
pela equação III.15. Os erros em Plj e V foram dados previamen
te (0,2% e 1%, respectivamente), o que leva ao valor de 1,2%
no erro máximo em Pnb]« Observando os resultados experimentais,
conclui-se que um erro de 1,2% em pnbj causa um erro típico na
concentração media logar.ítmica da ordem de 0,2%. A concentra
ção na parede, p n w, é dada pela equação III.16 conjuntamente
llII
com a lei dos gases perfeitos. Vê-se que p depende exclusivatf W "*
mente de Tw> Para os níveis de temperaturas das experiências un
• erro dt 0,1°C causa um erro na media logarítmica de cerca de
IX. A temperatura T w, na redução de dados, erê tomada igual a
• temperatura ambiente, sendo que, por Isso, as placas eram dei
xadas no laboratório com ar condicionado na véspera da experi
| ência, com o objetivo de ser alcançado o equilíbrio térmico.
I

1IIIIIIIIIIIIII[Irr
73.
(V. capítulo II). Observou-se que durante as experiincias a va
riação maxima da temperatura foi de 0,3°C em média. O erro má
ximo introduzido na media logarTtmica pode ser estimado, por
tanto, em 3%. Tendo em vista a discussão acima pode-se to
mar como um seguro limite superior para o erro em Ãp o valor
de 3,2*.
Logo", "sendo os erros êm MT, Af e Ãp 0,2%, 1,5% e
3,2% respectivamente, tem-se que o erro máximo em K é da or
dem de 4,9%.
Finalmente, utilizando-se a equação A2.8, com
AK/K * 4,9% e A(De),/(De), * 2,4%, chega-se a um valor de 7,3%
no máximo erro no número de Sherwood.
Deve ser enfatizado que todas essas estimativas
referm-se ao máximo erro possTvel [30].
Poder-se-ia também usar o critério de Kline e
McCHntock [31], descrito em [29] e [30], que, aplicado ao
presente caso, daria, utilizando-se as mesmas estimativas ante
riores para os erros em V, L/A, K e (De),:
A(Re)
(Re). L/A
1/2
- 2,2% (A2.9)
A(Sh).
tSh)1 (De), j
T/25,5% (A2.10)
A Interpretação desses resultados é* a seguinte
- é possTvel que o Maximo trro no número de Reynolds se

I 74.
•
•
IIIIIIIIIIIII11I
ja da ordem de 3%, mas i provável que não exceda 2,2%. Similar
mente, é possível que o número de Sherwood tenha üm erro da or
dem de 7,3t, mas é provável que esse erro não ultrapasse o va
lor de 5,5%.

I• APÊNDICE A 3
IEXEMPLO DE CÍLCULO
• Neste apêndice é mostrado como, a partir dos da
dos experimentais, obtem-se os valores de (Re),, (Re)». (Sh),e
• Trocador com b/a - 0,65 e uma fileira de tubos.
Dados medidos durante a experiência:
• Massa total sublimada das duas placas * 107,9 mi
• Tempo da experiência * 4500,2 s
frei da zona de simetria da aleta (am
bas as placas) * 306,15 ram"
_ Marcação do rotâmetro * 9
• Pressão barométrica (Pa*.ffl) • 711,6 mm Ho
•
Temperatura ambiente média (T ) « 295,1°K
arAlém desses valores são conhecidos também os seguintes
II pns - 1,145 g/cm3
I• Vo ~ v a z*° padronizada do rotâmetro > 10,7 1/min [14*!
I A densidade do «r ê obtijía através da lei dos ga
ses perfeitos:
I
P.fí « 64,87 J/kg°K
R«- = constante de <iis do ar • 287,20 J/ko°Ka r
U a r « 1,83 x 10"5 kg/ms [19]
I 287,20 x 295,1
I

IIIIIIIIIIIIIIIIIIII
76.
A difusividade do naftaieno é dada pela equação
III.27:
M 3 * "-5 6,54 x IO"6 m2/s1,12 x 2,5
A vazão do rotãmetro nas condições da experiên-
cia serã dada. por:. .- . .„ .__ . ..
V . f VQ
onde
[760 T .f = fttor de correçio da vazão « ( ) x (-"•.) «1,035
V » 11,071/min
Como o trocador tem }0 zonas de simetria os valo
res da vazão e a taxa total de massa sublimada serão:
-1Vz$ - 11,07 x IO"1 |/min
IO "72,40 x 10"9kg/s
4500,2
0 desqaste médio da placa será (equação III.23)
19.791,145 x 306,15
lono:
ff - 1,65 • 0,03 - 1,68 HM.
0,03 mm
Calculo do noutro je Reynolds:
(Re), -
'ar

IIIIIIIIIIIIIIIIIII
77.
O diâmetro equivalente, segundo a definição de
Kays e London, i dado através da equação III. 19, resultando:
(De). 944,98 x 1,68
612,39 + 34,38 x 1,682,37 mm
(G)p a V 2 x 1,119 x 11,07 x I O " 4 -
a r * >= l ,92ko/n i sA,. 60 x 12,77 x 1,68 x l O " e
(Re). 1 ,92 x 2,37 x 10-3
1,83 x IO"5249
Para a senunda definição do número de Reynolds te
mos:
(De), * 2 6 * 3,36 mm
-31,119 x 11 ,07 x 10
60 x 106,50 x 1,68 x 10-61,15
Resultando:
1,15 x 3,36 x 10 -3
1,83 x 10-5212
Calculo do número de Sherwood.
Da equação II1.16 vem
[13,564 - (3729,4/295,1)] -- 1 0 • 8,438 N/mz
0a equação dos gases perfeitos vem:

J 78.
p - it43*? » 4,408 x 10"4 kq/m3
| nw 6'1,87 x 295,1
nbl
I 11,07 x 10 "*I A concentração média logarTtmica sera:
II
I
p K1 - 2.40 x 10' x 60 , 1 > 3 Q 1 x 1Q-4 k g / m 3no I M
Ãp . '» * < J I * ,'' ' ^ ^ Z O x i O ^ k n / m 3
4,408 x 1 0 ' 4 1
4,408 x 1 0 - 4 - 1,301 x 10"4 i
(Deve ser lembrado que o valor da concentração na entrada do
I trocador é zero).
0 coeficiente médio de transferência de massa se
rã:
9 - MT - 2-40 X 10"9 - 2,11 x 10""K â
Af Ap 306,15 x 3,720 x IO"4
Resultando (definição do número de Sherwwod, e
quaçao II1.13):
(Sh), - 2'" X 10 X 2*37 x 1 0 3 - 7,66,54 x IO"6
(SE), - 2,11 x IO ' 2 x 3t36 x IO"3
Z 6,54 x 10"*

79,
APÊNDICE A4
TABELA DOS DADOS EXPERIMENTAIS E COEFICIENTES
DE TRANSPORTE.
Neste apêndice são apresentados os dados experimen-
tais obtidos durante as experiências, juntamente com os coefici
entes de transporte resultantes das reduções de dados.
Foram realizadas um total de setenta e quatro experi
Sncias, e as tabelas são apresentadas mostrando cs valores das
diversas nrandezas relativas a cada um dos trocadores pesquisa
dos.

TABELA A A. 1 - Dados experimentais e coeficientes de t ransporte.Trocador com b/a=0,50 e S/2b=3,53 com uma f i l e i r a de tubos.
Oto)1
1441
1153
962
838
707
593
467
361
265
207
(K«)2
1320
1062
881
767
648
543
427
331
243
190
Tar
<°K>
293,9
295,6
294,9
294,0
294,7
295,0
293,7
292,7
292,6
291,5
patm
(nm Hg)
723,3
717,1
717,4
721,9
720,4
716,1
715,2
716,6
716,0
716,4
t
(s)
2100,2
2400,2
2700,2
3000,3
3000,2
3000,0
3600,1
3600,3
4500,2
5400,2
(l/min)
6,725
5,522
4,561
3,925
3,332
2,817
2,204
1,695
1,244
0,964
*TZs X l ° 9
(Kg/s)
4,65
4,86
4,52
3,59
3,59
3,43
2,87
2,28
1,97
1,45
a(mm)
0,03
0,03
0,03
0,03
0,03
0,03
0,03
0,02
0,02
0,02
(De) 1
(mm)
2,63
2,63
2,63
2,63
2,63
2,63
2,63
2,61
2,61
2,61
( D e ) 2
(mm)
3,36
3,36
3,36
3,36
3,36
3,36
3,36
3,34
3,34
3,34
Ap xlO4
(kg/m3)
3,72
4,35
4,02
3,69
3,91
3,99
3,45
3,08
2,97
2,64
k x 102
(o/s)
3,71
3,31
3,34
2,89
2,73
2,55
2,47
2,20
1,97
1,63
(âü)j
15.3
13.4
13,6
11,9
11.1
10,3
10,1
9,0
8,0
6,7
<«)J
19,6
17,1
17,3
15,2
14,2
13,2
12,9
11,5
10,3
8,6 00o

TABELA A 4.1 (Cont.) - Dados experimentais e coef ic ientes de t ransporte.Trocador com b/a»0,50 e S/2b=3,53 com uma f i l e i r a de tubos.
206
149
134
119
».) 2
189
136
123
109
293,
293,
295,
291,
7
5
5
6
patm
(m Hg)
721,6
720,3
714,8
714,6
t
(s)
5400,
5400,
5400,
5400,
0
2
2
2
s
(1/min)
0,
0,
0
0
964
698
,641
,555
(kg/s)
2,
1,
1,
1,
04
79
97
40
I(ran)
0,03
0,03
0,03
0,02
(De) 1
(mm)
2,63
2,63
2,63
2,61
(De) 2
(mm)
3,36
3,36
3,36
3,34
Ap x 104
(kg/m3)
3,18
2,89
3,58
2,31
kxlO 2
(m/s)
1,91
1,84
1,63
1,80
(Sh)
7,
7,
6,
7
1
9
6
6
4
(Sh)
10,
9,
8,
9,
2
0
7
4
4

TABELA A &. 2 - Dados experimentais e coef ic ientes He t ransporte.
, Trocador com b/a»O,5O e S /2b»2 ,50 com uma f i l e i r a de tubos .
1703
1547
1471
1419
1320
1095
005
«69
600
531
(U)2
1361
1236
1176
1132
1053
874
643
535
480
425
T.r
(°K)
294,6
295,7
295,7
294,0
296,9
296,8
295,9
296,2
294,6
295,7
0-Hg)
713,1
714,6
713,6
714,7
715,2
716,0
717,0
718,2
716,9
717,0
t
(s)
1800,
1800,
1800,
1800,
2400,
2700,
2699,
3000,
3300,
3600
1
2
1
2
1
1
7
2
4
.1
(l/»in)
7,071
6,458
6,149
5,850
5,543
4,579
3,348
2,786
2,479
2,209
(kg/s)
4,71
4,99
4,70
4,13
5,33
4,71
3,76
3,46
3,06
3,06
I(mm)
0,03
0,03
0,03
0,02
0,04
0,04
0,03
0,03
0,03
0,03
(De)1
(mm)
2,52
2,52
2,52
2,51
2,54
2,54
2,52
2,52
2,52
2,52
(De)2
(nm)
3,36
3,36
3,36
3,34
3,38
3,38
3,36
3,36
3,36
3,36
AP xlO*
(kg/m3)
4,
4,
4,
3,
4,
4,
4,
4
3
4
00
43
43
75
94
86
41
,51
,82
,24
kxlO 2
(m/s)
4,
4,
3,
3,
3,
3,
3,
2
2
2
21
03
79
94
86
46
05
,74
,86
,58
(SE)
16,
15,
14,
15,
14,
13,
11,
10
11
10
1
3
5
6
3
9
4
7
•6
,1
,0
(SE
21,
20,
19,
20,
19,
17,
15,
14
14
13
>2
7
7
5
3
8
8
7
,1
,9
,3
00

TABELA h 4.2 (Cont.) - Dados experimentais e coeficientes de transporte.Trocador cora b/a«0,50 e S/2b*2,50 com uma f i l e i r a de tubos.
(*•)!
401
299
266
235
199
(*«)2
320
239
212
188
159
T .r
(°IO
295,5
294,9
295,4
293,2
294,7
P»f
( •Hg)
712,8
707,1
713,4
714,6
711,8
t
(•)
3600,1
4200,1
4499,9
5401,2
4800,2
\
(l/i
1.
1,
1,
0,
o,
1
•in)
674
256
106
968
827
xlO9
(kg/«)
2
2
2
1
2
,77
,45
,61
,95
,06
I
(•
0,
0,
o,
o,
o,
•)
03
03
04
03
03
(D«
( »
2,
2,
2,
2,
2,
>1
)
52
52
54
52
52
(De)2
(m)
3,36
3,36
3,38
3,36
3,36
& xlO4
(kg/a3)
4
3
3
3
3
,06
,71
,78
,03
.44
TxlO2
(>/8)
2,44
2,36
2,47
2,30
2,14
(SE)1
9,4
9,1
9,6
9,0
8,3
(Sh)2
12,5
12,1
12,8
12,0
11,0
CD

TABELA A 4.3 - Dados exper imenta is e c o e f i c i e n t e s de t r a n s p o r t e .
Trocador com b/a=H,50 e S/2b=2,5O com-duas f i l e i r a s de tubos .
1696
1547
1468
1399
1324
1102
806
670
599
533
(n«)2
1356
1237
1174
1119
1056
881
644
535
479
426
T.r
(°*
295,
295,
295,
296,
296,
294,
295
295
294
294
:)
6
6
9
3
2
,6
,1
,6
,8
,8
patm
(n»Hg)
714,
713,
712,
711,
712
716
715
715
715
715
0
5
5
8
,0
,0
,7
,6
,7
,1
t
(s)
1800,
1800,
1800,
2100,
2400,
2700,
3000,
3000,
3300,
3600,
2
2
1
2
2
1X
1
2
2
,2
v2
(1/min)
7,
6,
6,
5,
5
4
3
2
2
2
078
465
149
884
549
,561
,345
,788
,484
,209
«TZs*
(Kg/s)
10,
9,
9,
9,
9,
7,
6,
5
5
4
40
73
75
84
57
11
32
91
22
,80
z(mm)
0,
0,
0,
0,
0,
0,
0,
0
0
0
03
03
03
03
04
03
,03
,03
,03
,03
(De)1
(mm)
2,
2,
2,
2,
2,
2
2
2
i
2
2
52
52
52
52
54
52
,52
,52
,52
,52
(De)2
(mm)
3,
3,
3,
3,
3
3
3
3
3
3
36
36
36
36
38
,36
,36
,36
,36
,36
Ap xlO4
(kg/-
4,
4,
4,
4,
4,
3
3
3
3
3
17
16
26
42
36
,72
,81
,95
,62
,59
kx 102
(m/s)
4,
4,
4,
3,
3
3
2
2
2
2
46
19
09
98
,93
,42
.96
,67
,58
,39
(Sh)
17,
16,
15,
15,
15,
13,
U
10
10
9
1
2
1
7
2
1
3
,5
,3
,0
,3
(Sh)
22,
21,
20,
20,
20,
. 17,
15
13
13
12
2
9
5
9
3
2
7
,3
.8
,4
,4

TABELA A 4.3 (Cont.) - Dados experimentais e coeficientes de transporte.Trocador com b/a=Q,50 e S/2b»2,50 com duas fileiras de tubos.
Oto) l
404
299
264
233
198
C*«)2
322
239
211
186
159
<°K>
294,5
295,5
295,6
295,3
294,7
(•> Hg)
715,0
707,9
708,5
708,9
709,0
t
(s)
3900,2
4200,3
4500,3
5100,3
5400,3
(l/min)
1,669
1,257
1,111
0,976
0,830
(kg/s)
3,97
3,98
3,77
3,45
3,19
(mm)
0,02
0,03
0,03
0,03
0,03
0>e)1
(mm)
2,51
2,52
2,52
2,52
2,52
(De)2
(nm)
3,34
3,36
3,36
3,36
3,36
Ap x 104
(kg/tn3)
3,40
3,55
3,51
3,32
3,03
k x IO2
(m/s)
2,09
2,01
1,92
1,86
1,88
(§H)X
8,1
7,7
7,4
7,1
7,2
(sH)2
10,8
10,2
9,8
9,5
9,7
00

TABELA A 4.4 - Dados exper imenta is e c o e f i c i e n t e s de t r a n s p o r t e .
Trocador com b/a=O,S5 e S/?.b*?.,$n cora uma f i l e i r a de tubos .
(»«)1
1593
1454
1382
1319
1244
1G51
769
630
564
501
OU) 2
1351
1236
1175
1121
1061
892
654
536
479
426
T«r
(°K)
295,6
295,5
295,6
295,7
295,7
291,4
291,5
295,1
294,6
294,5
patm
O»Hg)
711,5
711,4
710,9
710,8
711,6
712,9
713,5
713,4
713,9
714,4
t
(s)
2100,2
1800,2
1800,4
2100,2
2400,1
2700,2
3000,1
3000,2
3300,3
3600,;'.
VZ8
(1/min)
7,091
6,471
6,161
5,884
5,543
4,548
3,329
2,791
2,487
2,209
^TZs x l ° "
(kg/s)
5,62
5,57
5,12
5,22
4,93
3,10
2,79
3,51
3,14
3,07
1
(ran)
0,03
0,03
0,03
0,03
0,03
0,02
0,02
0,03
0,03
0,03
(De)1
(mm)
2,37
2,37
2,37
2,37
2,37
2,36
2,36
2,37
2,37
2,37
(De)2
(mm)
3,36
3,36
3,36
3,36
3,36
3,34
3,34
3,36
3,36
3,36
Ap xlO4
(kg/m3)
4,38
4,32
4,37
4,39
4,39
2,88
2,86
4,02
3,81
3,73
kxlO 2
(m/s)
4,19
4,22
3,88
3,88
3,67
3,52
3,19
2,85
2,69
2,67
15,1
15,2
14,0
14,0
13,2
13,0
11,8
10,4
9,8
9,7
(s¥)2
21,5
21,6
19,8
19,8
18,8
18,4
16,7
14,7
13,9
13,8 00

TABELA A 4.4 (Cont.) - Dados experimentais e coeficientes de transporte.Trocador com b/a=0,65 e S/2b=2,50 com uma f i l e i r a de tubos.
379
284
249
219
187
c*o2
322
241
212
186
159
Tar
(°K)
294,
294,
295,
295,
294,
4
1
1
0
4
patm
(nm Hg)
714,
715,
711,
711,
710,
6
4
6
5
6
t
(s)
3600,
4200,
4500,
4500,
5100,
1
1
2
3
0
(1/min)
1,669
1,248
1,107
0,973
0,828
*TZs
(kg/
2
2
2
2
1
xlO 9
s)
,64
,37
,40
,13
,93
A
(ran)
0,03
0,03
0,03
0,03
0,03
(De)x
(mm)
2,37
2,37
2,37
2,37
2,37
(De)
(mm)
3,
3,
3,
3,
3
2
36
36
36
36
,36
Ap x 10*
(kg/B3)
3
3,
3,
3,
3,
,63
41
72
67
33
k xlO2
(m/s)
2,38
2,27
2,11
1,90
1,89
(SR)
8,
8,
7,
6,
6
1
7
3
6
9
,9
(SK)
12,
U.
10,
9,
9,
2
3
8
8
8
8

A 4. 5 - Dados experimentais e coeficientes de transporte.
Trocador com b/a=0,65 e S/2b=2,5O com duas fileiras de tubos.
( M ) 1
1605
1460
1389
1326
1255
1039
760
633
565
499
CM) 2
1362
1239
1179
1127
1067
883
646
537
479
424
T.r
(°1
294,
294,
294,
294,
293,
293
293
294
294
)
3
9
8
7
8
,8
,9
,4
,4
295,4
(«
i
i1i
m Hg)
711,
711,
711,
712,
712,
713,
713
713
714
711
9
5
4
2
7
7
• 2
.3
,0
,8
t
(s)
1800,
ltOl,
1800,
2100,
2400,
2700,
3000
3000
3000
3600
3
1
1
2
0
2
,1
,2
,5
,0
VZs
(1/min)
7,
6,
6,
5,
5
4
3
2
2
2
078
465
149
867
,522
,561
,345
,788
,484
,217
•
^ sxlO9
(kg/s)
9,
9,
8,
8,
7,
6
5
5
5
5
52
37
98
43
56
86
,93
,36
,08
,26
Ã
(mm)
0,
0,
0,
0,
0,
o,
0
0
0
0
02
02
02
03
03
03
,03
,02
,02
,03
(De),
(mm)
2,36
2,36
2,36
2,37
2,37
2,37
2,37
2,36
2,36
2,37
(De)2
(mm)
3,34
3,34
3,34
3,36
3,36
3,36
3,36
3,34
3,34
3,36
Ap xlO4
(kg/m3)
3,67
3,87
3,83
3,80
3,47
3,42
3,37
3,51
3,47
3,78
kxlO2
• (m/s)
4,24
3,95
3,83
3,63
3,56
3,27
2,87
2,49
2,39
2,27
(Sh
15,
14,
13,
13,
13.
12
10
9
8
8
>1
4
3
8
2
0
,0
,5
,1
,7
,2
(Sh)2 [
21,8
20,2
19,6
18,7
18,5
17,0
14,9
12,8
12,3
11,7

TABELA A 4.5 (Cont.) - Dados experimentais e coeficientes de transporte.Trocador com b/a»0,65 e S/2b»2,50 com duas fileiras de tubos.
379
282
250
221
188
(K«)2
321
240
212
188
159
(OK)
294,7
295,0
294,4
293,3
294,1
(—Hg)
712,2
709,1
709,9
711,6
712,4
t
(«)
3600,3
4200,3
4500,2
4800,7
5400,3
(l/»in)
1,672
1,255
1,107
0,970
0,826
^TZs*109
(kg/s)
4,29
4,04
3,61
3,02
2,83
Ã
(um)
0,02
0,02
0,02
0,02
0,02
(De)1
(mm)
2,36
2,36
2,36
2,36
2,36
(De)2
(n.)
3,34
3,34
3,34
3,34
3,34
ÃpxlO4
(kg/m3)
3,42
3,31
3,04
2,67
2,86
í x W 2
,(«/•)
2,05
: 2,00
1.94
1,85
1,62
(Sh)x
7,4
7,2
7,0
6,7
5,9
(SH)2
10,5
10,2
9,9
9,5
8,3
00
vs

90.
REFERENCIAS BIBLIOGRÁFICAS
1. SHEPHERD D.C., "Performance of One Row Tube Colls with
Thin Plate Fins, Low Velocity Forced Convection",Heating,
Piping, Air Conditioning, Vol. 28, 1956, pp. 137-144.
2. SABOYA, F.E.M., "Local and Average Transfer Coefficients in
a Plate Fin and Tube Exchanger Configurations"» Ph.D.
thesis, Department of Mechanical Engineering", University
of Minnesota, Minneapolis, Min., 1974.
3. SABOY/s, F.E.M. e SPARROW, E.M., "Local and Avererage
Transfer Coefficients for One-Row Plate Fin and Tube Heat
Exchanger Configurations", Journal of Heat Transfer,August
1974, pp. 265-272.
4. SABOYA, F.E.M. e SPARROW, E.H., "Transfer Characteristics
of Two-Row Plate Fin and Tube Heat Exchanger Configurations",
International Journal of Heat and Mass Transfer, Vol. 19,
1976, pp. 41-49.
5. SABOYA, F.E.M. e SPARROW, E.M., "Experiments on a Three-Row
Fin and Tube Heat Exchanger", Journal of Heat Transfer,
August 1576, pp. 520-522.
6. FUKUI, S. e SAKAMOTO,M., "Some Experiments on Heat Transfer
Characteristics of Air Cooled Heat Exchangers for A1r
Conditioning Devices",Bulletin JSME, Vol.11,1968,pp.303-311.
7. KRUCKELS, W. W., "Determination of Local Heat Transfer
Coefficients in Forced Convection Air Flow by Aid of Photometric
Measurements", AICHE Symposium Series, Vol. 67, N9 118,1972,

91.
pp. 112-118.
8. GEBHART, B., "Flow and Heat ExchangeCliaracteristics of Finned
Tube Exchangers", ASHRAE Transactions, Vol. 67, 1961, pp.
133-153.
9. BUNGE, A.F. "Toetsing van de berekining op theoretische
Grondslag van latnellen-luchtverwarmers aan experimenteel
onderzoek", De Ingenieur, Vol. 71, N9 26, 1959, pp. 123-140.
10. DWEN, F.K., "Heat Transfer from Plain and Finned Cylinders
in Crossflow, Journal of the Institution of Heating and
Ventilating Engineers, Vol. 35, 1967, pp. 213-226.
11. KAYS, W.M., e LONDON,A.L., "Compact Heat Exchangers, Second
ed., McGraw-Hill, New York, 1964.
12. FRAAS.A.P., e OZSIK.M.N., "Heat Exchanger Design".John Wiley,
New York 1965.
13. SCHULENBERGiF. "Finned Elliptical Tubes and Their Application
in Air-Cooled Heat Exchangers" Journal of Engineering for
Industry, Vol. 88. 1966, pp. 179-189.
14. FERNANDES, E.C., "Analogia entre Transferência de Calor e
Massa no Escoamento entre Placas Planas Paralelas", Tese de
Doutorado, Divisão de Engenharia Mecânica, Instituto Tecnolõ
gico de Aeronáutica, São José dos Campos, SP., 1977.
15. PARISE, J.A.R., "Coeficientes de Transporte para Trocadores
de Calor de Tubos Triangulares" Tese de Mestrado, Departinen
to da Engenharia Mecânica, Pontifícia Universidade Católica
do Rio de Janeiro, Rio de Janeiro, RJ., 1978.

92.
16. FIGUEIREDO, J.R., "Projeto e Construção de ura Calibrador de
Medidores de Vazão para Gases e Calibração de Rotâmetros"
Trabalho de Graduação, Divisão de Engenharia Mecânica, Ins
tituto Tecnológico de Aeronáutica, 1975.
77. LOMBARDI.G. e SPARROW,E.M. "Measurements of Local Transfer
Coefficients of Developing Laminar Flow in Flat Rectangular
Ducts", International Journal of Heat and Mass Transfer Vol,
17, 1974, pp. 1135-1140.
IB. S^RIN, H.H., "Sublimation from Disks to Air Streams Flowing
Normal to Their Surfaces", Transactions ASME, Vol. 80,1958 ,
pp. 61-71.
19. KEENAN, J.H. e KAYE, J. "Gas Tables", John Wiley, New York
1966.
20. SPARROW,E.M. e TIEN.K.K., "Forced Convection Heat Transfer
at an Inclined and Yav/ed Square Plate - Appl ication to Solar
Collector", Journal of Heat Transfer, Vol. 99. 1977,pp,507-
512.
21. TIEN.K.K. e SPARROW, E.M., "Local Heat Transfer and Fluid
Flow Characteristics for Airflow Oblique or Normal to a
Square Plate", International Journal of Heat and Mass Transfer,
Vol. 22, 1979, pp. 349-360.
22. SPARROW, E.M. e WACHTLER.K.P., "Transfer Coefficients on
the Surface of a Transverse Plate Situated in a Duct Flow",
International Journal of Heat and Mass Transfer, Vol. 21 ,
1978, pp. 761-767.
2i. CARAJILESCOV.P. e SABOYA.F.E.M., "Performance of One Row Tube

93.
and Plate Fin Heat Exchangers", Anais do IV Congresso Brasi
leiro de Engenharia Mecânica, 1977, pp. 615-624.
24. CARAJILESCOV, P e SABOYA, F.E.M., "Desempenho de Trocadores
de Calor de Uma Fileira de Tubos Aletados", Relatório Inter
no DEM-02/78, PontifTda Universidade Católica do Rio de Ja
neiro, RJ., 1978.
25. ROSMAN, E. "Tese de Mestrado", Pontifícia Universidade Cato
lica do Rio de Janeiro, RJ., 1979.
26. SPARROW, E.M. e RAMSEY, J.W., "Heat Transfer and Pressure Drop
for a Staggered Wall-Attached Array of Cylinders with Tip
Clearance", International Journal of Heat and Mass Transfer,
Vol. 21, 1978, pp. 1369-1377.
27. CUR N. e SPARROW,E.M., "Experiments on Heat Transfer and
Pressure Drop for a Pair of Colinear Interruped Plates Aliened
with the Flow", International Journal of Heat and MassTransfer,
Vol. 21, 1978, pp. 1069-1080.
28. SOGIN.H.H., "Heat Transfer from Surfaces of Non-Uniform
Temperature Distribution, Part 1: Laminar Transfer from
Isothermal Heat Poles on a Flat Plate", AFOSR TN-58-930.ASTIA
Doc. NO 205.095, 1958.
29. HOLMAN,J.P., "Experimental Methods for Engineers".McGraw-Hill
New York, 1966.
30. DOEBELIN, £.0.,"Measurement Systems", McGraw-Hill, New York ,
1975.
31. KLINE,S.J. e McCLINTOCK.F.A., "Describing Uncertainties In
Single Sample Experiments"» Mechanical Engineering, January1953, pp. 3-8.
'•Í