-
Copyright 2012, Instituto Brasileiro de Petrleo, Gs e
Biocombustveis - IBP
Este Trabalho Tcnico foi preparado para apresentao na Rio Oil
& Gas Expo and Conference 2012, realizado no perodo de 17 a
20 de setembro de 2012, no Rio de Janeiro. Este Trabalho Tcnico
foi selecionado para apresentao pelo Comit Tcnico do evento,
seguindo as informaes contidas no trabalho completo submetido
pelo(s) autor(es). Os organizadores no iro traduzir ou corrigir
os
textos recebidos. O material conforme, apresentado, no
necessariamente reflete as opinies do Instituto Brasileiro de
Petrleo, Gs e
Biocombustveis, Scios e Representantes. de conhecimento e
aprovao do(s) autor(es) que este Trabalho Tcnico seja publicado
nos Anais da Rio Oil & Gas Expo and Conference 2012.
______________________________ 1 Doutorando PPGCEMat/UFCG
2 Mestre, Tcnico UFCG
3 Doutor, Professor UFCG
4 Doutor, Professor UFCG
5 Doutor, Professor UFCG
6 Doutorando PPGCEMat/UFCG
IBP1540_12
DETERMINAO EXPERIMENTAL DAS TENSES
RESIDUAIS E SUSCEPTIBILIDADE FRAGILIZAO POR
HIDROGNIO DE JUNTAS SOLDADAS DE AO API 5L X80
Bruno A. Arajo1, Emanuel P. Soares
2, Theophilo M. Maciel
3, Antonio
A. Silva 4
, Eudsio O. Vilar5, Jorge A. P. Carrasco
6
Resumo
O presente trabalho apresenta resultados de avaliao de tenses
residuais e susceptibilidade fragilizao por hidrognio
de trs juntas soldadas de ao API 5L X80. As tenses residuais
transversais foram analisadas por difrao de raios-x nas
regies superior e inferior das juntas soldadas. Testes de
susceptibilidade fragilizao por hidrognio foram realizados
de acordo com a norma ASTM G129-00(2006) empregando-se a soluo A
da norma NACE/TM0177(2005). Na regio
superior das juntas soldadas foi verificado que os nveis de
tenses residuais transversais foram dependentes do aporte
trmico, sendo mais compressivos para maiores nveis de aportes
trmicos. Para o caso da regio inferior das juntas
soldadas, quanto maior o aporte trmico maiores foram as tenses
residuais transversais trativas na regio do Metal de
Solda, e mais compressiva ficaram as tenses na vizinhana do
Metal de Solda. Todas as juntas mostram-se susceptveis
fragilizao por hidrognio, mas a junta executada com maiores
intensidades de corrente, e velocidade, apresentou um
menor ndice de fragilizao. Todas as amostras ensaiadas em soluo,
nas diferentes condies de soldagem,
apresentaram modo de fratura dctil com regies de quase-clivagem,
caractersticas em processos de fragilizao por
hidrognio.
Abstract
This paper presents results of evaluation of residual stress and
susceptibility to hydrogen embrittlement of three API 5L
X80 steel welded joints. The transverses residual stresses were
analyzed by x-ray diffraction in the top and bottom region
of the joint. Tests of susceptibility to hydrogen embrittlement
were performed according to ASTM G129-00 (2006)
employing the solution A of standard NACE/TM0177 (2005). In the
top region of the weld has been found that the levels
of transverse residual stresses are dependent on heat input,
being more compression to higher levels of heat inputs. In the
case of the bottom of welded joints, with higher heat inputs was
found higher levels of tensile residual stresses in the weld metal,
and the stresses were more compressive in vicinity of Weld Metal.
All joints appear to be susceptible to hydrogen
embrittlement, but the joint runs with higher current
intensities, and higher velocity, showed a lower embrittlement
index.
In tests of embrittlement all samples showed ductile fracture
mode with regions of quasi-cleavage, which is a
characteristic in hydrogen embrittlement process.
1. Introduo
Com a evoluo tecnolgica dos vrios segmentos industriais,
principalmente nas ltimas dcadas, ocorreu um
aumento da demanda de transporte de gs natural e petrleo por
tubulaes. Assim, elevados investimentos tem sidos
-
Rio Oil & Gas Expo and Conference 2012
2
realizados na montagem de novas redes de transporte e distribuio
de hidrocarbonetos. Alm disso, a necessidade de
canalizar insumos provenientes de locais de extrao recm
descobertos e de abastecer centros consumidores com
demanda em ascenso, tambm tem contribudo para o crescimento da
rede dutoviria (Fedele, 2002; Gorni et al., 2009).
Dentre os aos empregados para as novas linhas de distribuio
utilizadas no Brasil destaca-se o ao API 5L
X80. Os aos API 5L X80 so aos ARBL (Alta Resistncia e Baixa
Liga) de fabricao recente para atender os
requisitos de alta resistncia mecnica associado com alta
tenacidade para a fabricao de tubulaes para o transporte de
petrleo e gs. O uso deste ao na Europa e Japo j bastante
significativo, entretanto no Brasil o seu uso ainda restrito
sendo, portanto, alvo de pesquisa, principalmente, para avaliao
da sua soldabilidade (Caloi, 2008).
Uma das grandes preocupaes em estudos realizados sobre a
soldabilidade de uma determinada junta o seu
comportamento em relao aos processos de degradao das
propriedades que podem ser causados pelo hidrognio. Nos
aos, particularmente em juntas soldadas, os danos induzidos por
hidrognio, segundo Cwiek (2005) podem ocorrer
durante: fabricao e construo na forma de trincamento frio (Cold
Cracking); operao em ambiente corrosivo na
forma de fragilizao por hidrognio (Hydrogen Embrittlement);
trincamento induzido por hidrognio (Hydrogen Induced
Cracking); corroso sob tenso intensificada por hidrognio
(Hydrogen Enhanced Stress Corrosion Cracking).
Considerando transporte de hidrocarbonetos, conhecido que, por
serem maus condutores inicos, os
hidrocarbonetos no do suporte s reaes redox. Por essa razo, no
so capazes de interagir eletroquimicamente com
ligas metlicas, u seja, no so corrosivos. Entretanto, o petrleo
sempre contm, em maior ou menor extenso,
contaminantes inorgnicos e orgnicos, como por exemplo, os
sulfetos (como H2S) e os compostos orgnicos sulfurados
(Alvisi, 2010). Aos expostos a ambientes ricos em H2S absorvem
mais facilmente hidrognio produzidos sobre sua
superfcie devido s reaes de corroso e, desta forma, esto em
condies mais favorveis de susceptibilidade
fragilizao (Beidokhti et al., 2009).
Todos esses fenmenos intensificam-se quando considerado o caso
de uma junta soldada, principalmente devido
s alteraes metalrgicas sofridas pelo Metal de Base (MB) quando
submetido aos ciclos trmicos de soldagem. Muitas
so as alteraes metalrgicas sofridas pelos materiais quando
submetidos a um ciclo trmico de soldagem, destacando-se
o surgimento de tenses residuais (Kou, 2002). O surgimento de
tenses residuais exerce considervel influncia sobre as
propriedades mecnicas das juntas soldadas e seu controle permite
evitar possveis falhas da estrutura soldada (Assis et al.
2002). Nesse sentido, o grande desafio , portanto, manter a alta
resistncia sem prejuzo da tenacidade devido a Zona
Termicamente Afetada (ZTA), principalmente considerando-se o
processo de corroso e demais processos de fragilizao
(Ballesteros et al., 2010), dependentes, tambm, dos nveis de
tenses residuais oriundas dos processos de soldagem.
Portanto, o objetivo deste trabalho foi avaliar as tenses
residuais oriundas dos processos de soldagem de trs
juntas soldadas de ao API 5L X80 e estabelecer sua
susceptibilidade fragilizao por hidrognio em testes sob baixas
taxas de deformao (BTD) segundo a norma ASTM G129-00 (2006).
Para isto foi empregado como ambiente
fragilizante a soluo A recomendada pela norma NACE TM 0177/2005,
substituindo-se o borbulhamento de H2S por
adio de tiossulfato de sdio. Foram avaliados os parmetros
obtidos nos testes de trao e os ndices de fragilizao,
obtidos diretamente pela relao entre as variaes do alongamento,
ao ar e em soluo.
2. Materiais e Metodologia
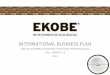
Neste trabalho utilizou-se uma chapa do ao API 5L X80, conforme
Figura 1a, de 120 mm x 360 mm e 17 mm
de espessura, chanfrada com ngulo de 60. Os processos de
soldagem utilizados para o passe de raiz foram o processo
SMAW com eletrodo AWS E 6010 de 3,25 mm de dimetro, e o processo
GTAW com arame AWS ER 70S de 4 mm de
dimetro. Os passes quentes, de enchimento e de acabamento foram
realizados pelo processo SMAW, conforme indicado
na Tabela 1. O gs de proteo utilizado no processo GTAW foi o
Argnio. Foram executados 8 passes de soldagem
conforme ilustrado na Figura 1b. A Temperatura de interpasse foi
de 175C e as soldas foram executadas com as chapas
sem restrio. O espaamento entre as juntas foi a medida do
dimetro do eletrodo empregado. O rendimento trmico da
fonte de energia adotado para o processo SMAW foi de 0,8 e para
o processo GTAW foi de 0,65 de acordo com Machado
(2000). Na Tabela 2 so apresentadas as sequncias de soldagem
empregadas nas trs juntas estudadas (juntas T1.0, T2.0
e E1.0) com os respectivos consumveis empregados. Nas Tabelas 3,
4 e 5 so apresentados os parmetros de soldagem
das trs juntas.
-
Rio Oil & Gas Expo and Conference 2012
3
(a) (b)
Figura 1. Junta a ser soldada. a) Representao das chapas e
respectivos chanfros; b) Representao da sequencia de
passes a ser executado durante a soldagem.
Tabela 2. Consumveis empregados nas diferentes condies de
soldagem.
Consumveis empregados
Sequncia Passe de Raiz Passe Quente Passe de Enchimento Passe de
Acabamento Processos
T1.0 ER70S - GTAW E8010 E8018-G E8018-G GTAW+SMAW
T2.0 ER70S - GTAW E9010 E9018-G E9018-G GTAW+SMAW
E1.0 E6010 - SMAW E8010 E8018-G E8018-G SMAW
Tabela 3. Parmetros de soldagem para a condio de soldagem
T1.0.
Passes I (A) V (V) H (KJ/cm) v (mm/s)
1 Raiz 152,4 12,04 9,55 1,25
2 Quente 68,8 33,38 12,22 1,50
3 Enchimento 110,9 20,88 16,13 1,15
4 Enchimento 130,6 20,11 9,24 2,27
5 Enchimento 130,9 20,52 12,38 1,73
6 Acabamento 130,8 20,85 10,29 2,12
7 Acabamento 130,8 20,16 8,88 2,37
8 Acabamento 130,7 19,73 9,87 2,09
Tabela 4. Parmetros de soldagem para a condio de soldagem
T2.0.
Passes I (A) V (V) H (KJ/cm) v (mm/s)
1 Raiz 156,6 12,56 13,23 0,96
2 Quente 86,5 34,56 15,13 1,58
3 Enchimento 113,4 23,49 17,62 1,21
4 Enchimento 116,6 21,68 10,82 1,87
5 Enchimento 116,5 21,74 9,57 2,12
6 Acabamento 116,5 21,42 10,83 1,84
7 Acabamento 116,7 22,29 8,68 2,39
8 Acabamento 118,5 21,85 7,90 2,62
Tabela 5. Parmetros de soldagem para a condio de soldagem
E1.0.
Passes I (A) V (V) H (KJ/cm) v (mm/s)
1 Raiz 54,2 35,76 15,50 1,00
2 Quente 81,8 33,17 14,09 1,54
3 Enchimento 160,5 21,78 15,71 1,78
4 Enchimento 165,5 21,20 10,31 2,72
-
Rio Oil & Gas Expo and Conference 2012
4
5 Enchimento 165,3 22,19 10,70 2,74
6 Acabamento 165,1 22,40 11,83 2,50
7 Acabamento 165,4 22,19 10,15 2,89
8 Acabamento 165,3 22,52 9,48 3,14
Antes de serem realizadas as anlises de tenso residual por
difrao de raios-x as juntas soldadas foram
submetidas a um ataque eletroltico para a remoo de camada de
xidos de modo a no interferir nas anlises posteriores.
A soluo empregada para a realizao do ataque foi cido clordrico
(HCl) com 10% de concentrao numa densidade de
corrente de 0,25A/cm por um tempo de 20 minutos, conforme
sugerido por Costa et al. (2007). Foi empregado um ao
inoxidvel ferrtico como ctodo.
Para anlise das tenses residuais foi utilizado um difratmetro
porttil - Portable stress analyser STRESSRAD
(RADICON Ltd. Scientific Instruments) juntamente com o software
de anlise do equipamento Stress. Para as medies
das tenses residuais nas juntas soldadas foram adotados os
planos 211 com um comprimento de onda de = 2,2911.
Este comprimento de onda produzido por um tubo andico de Cromo
(Lu et al., 1996). O mtodo empregado foi o
sen, com medidas realizadas para =0, 20, 30, 35, 45.
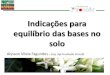
Foram realizadas anlises em trs regies distintas (A, B e C) de
todas as juntas, tanto na regio inferior da junta
(Passe de raiz) quanto na regio superior (Acabamento). A Figura
2 ilustra a disposio dos pontos analisados nas juntas.
Ao longo de cada regio foram analisados 31 pontos espaados de 2
mm. A origem das medidas foi colocada como sendo
o centro do cordo de solda, sendo analisados 15 pontos sua
direita e 15 pontos sua esquerda. No presente trabalho
foram analisadas apenas as tenses residuais transversais, tendo
em vista que elas so consideradas as mais importantes
em fenmenos de fragilizao por hidrognio e corroso-sob-tenso
(Hayashi et al., 2000).
Figura 2. Regies a serem analisados os perfis de tenses
residuais
Para determinar a susceptibilidade fragilizao por hidrognio das
juntas foram realizados testes de trao
uniaxial e Baixa Taxa de Deformao (BTD), de acordo com a norma
ASTM G129-00 (2006), ao ar e em soluo a uma
taxa de deformao de 2,5x10-5
s-1
, em corpos de prova cilndricos de acordo com a norma ASTM
E8/E8M-09. As
superfcies de fratura dos corpos de prova ensaiados ao ar, e em
soluo, foram examinadas no Microscpio Eletrnico de
Varredura, onde foi verificada a influncia do ambiente
fragilizante sobre o modo de fratura. Para cada condio de teste
empregada foram testados 3 corpos de prova, onde obteve-se a
mdia dos parmetros obtidos.
Este tipo de teste, tambm conhecido por SSRT (Slow Strain Rate
Testing), amplamente empregado para
avaliar a suscptibilidade corroso sob tenso e fragilizao por
hidrognio, sendo uma importante ferramenta para
investigar possveis materiais a serem empregados na indstria de
leo e gs, podendo ser realizados um nmero
relativamente satisfatrios de testes dentro de um tempo
relativamente curto (Bott et al., 2005).
A soluo utilizada foi a soluo A da norma NACE TM0177/2005
composta de NaCl (5%) com cido actico
(0,5%), adicionando-se tiossulfato de sdio (10-3
mol.l-1
) em substituio ao borbulhamento de H2S, ficando o pH da
soluo em torno de 3,1, conforme sugerido pela norma NACE. Esta
adio de tiossulfato de sdio em substituio ao
borbulhamento de H2S foi proposta por Tsujikawa et al. (1993)
para simular baixos teores de H2S, como alternativa s
solues propostas pela NACE que so bastante agressivas. Quando o
corpo de prova imerso nesta soluo o H2S
gerado sobre sua superfcie, e segundo Tsujikawa, esta soluo pode
gerar H2S numa faixa significante por 24 horas.
-
Rio Oil & Gas Expo and Conference 2012
5
Sendo a concentrao de tiossulfato de sdio de 10-3
M a concentrao de H2S da ordem de 5.10-4
M. O objetivo em
trabalhar-se com tiossulfato de sdio, simulando-se, desta
maneira, baixos teores de H2S, reside no fato de que as solues
NACE (Soluo A TM0177/2005, por exemplo) so bastante agressivas e
utilizadas para simular ambientes com
elevados teores de H2S. Alm disso, sabe-se que o gs sulfdrico
bastante txico e nocivo ao homem e os custos com
equipamentos de segurana para a realizao destes ensaios poderiam
ser bastante elevados (Girelli, 2006).
3. Resultados e discusses
3.1 Anlises de Tenses Residuais
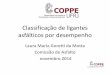
A partir dos dados obtidos por difrao de raios-x foi possvel
plotar os resultados de tenses residuais
transversais para as juntas analisadas. Os experimentos foram
realizados inicialmente na parte superior da junta e
posteriormente na parte inferior da junta. As Figuras 3, 4 e 5
mostram a distribuio de tenses residuais transversais no
Metal de Solda (MS) e no Metal de Base (MB) das partes superior
e inferior das respectivas juntas estudadas.
-30 -20 -10 0 10 20 30-800
-600
-400
-200
0
200
400
600
800
Te
ns
es T
ran
sve
rsa
is (
MP
a)
Distncia do centro da solda (mm)
T1.0 Tens. Trans. (A)
T1.0 Tens. Trans. (B)
T1.0 Tens. Trans. (C)
MBMSMB
-30 -20 -10 0 10 20 30-800
-600
-400
-200
0
200
400
600
800
Te
ns
es T
ran
sve
rsa
is (
MP
a)
Distncia do centro da raiz (mm)
T1.0 Tens. Trans. (A)
T1.0 Tens. Trans. (B)
T1.0 Tens. Trans. (C)
MB MS MB
(a) (b)
Figura 3. Distribuio de tenses residuais transversais ao longo
da junta T1.0; (a) parte superior da junta e (b) parte
inferior da junta.
-30 -20 -10 0 10 20 30-800
-600
-400
-200
0
200
400
600
800
Te
ns
es T
ran
sve
rsa
is (
MP
a)
Distncia do centro da solda (mm)
T2.0 Tens. Trans. (A)
T2.0 Tens. Trans. (B)
T2.0 Tens. Trans. (C)
MBMSMB
-30 -20 -10 0 10 20 30-800
-600
-400
-200
0
200
400
600
800
Te
ns
es T
ran
sve
rsa
is (
MP
a)
Distncia do centro da raiz (mm)
T2.0 Tens. Trans. (A)
T2.0 Tens. Trans. (B)
T2.0 Tens. Trans. (C)
MB MS MB
(a) (b)
Figura 4. Distribuio de tenses residuais transversais ao longo
da junta T2.0; (a) parte superior da junta e (b) parte
inferior da junta.
-
Rio Oil & Gas Expo and Conference 2012
6
-30 -20 -10 0 10 20 30-800
-600
-400
-200
0
200
400
600
800
Te
ns
es T
ran
sve
rsa
is (
MP
a)
Distncia do centro da raiz (mm)
E1.0 Tens. Trans. (A)
E1.0 Tens. Trans. (B)
E1.0 Tens. Trans. (C)
MBMSMB
-30 -20 -10 0 10 20 30-800
-600
-400
-200
0
200
400
600
800
Te
ns
es T
ran
sve
rsa
is (
MP
a)
Distncia do centro da raiz (mm)
E1.0 Tens. Trans. (A)
E1.0 Tens. Trans. (B)
E1.0 Tens. Trans. (C)
MB MS MB
(a) (b)
Figura 5. Distribuio de tenses residuais transversais ao longo
da junta E1.0; (a) parte superior da junta e (b) parte
inferior da junta.
As regies superiores das juntas que foram submetidas anlise de
tenses residuais so compostas dos passes
de acabamento e do metal de base. Consideraes podem ser
realizadas em funo do nvel de tenses residuais
transversais considerando-se os parmetros de soldagem
empregados. As juntas T1.0, T2.0 e E1.0 foram soldadas com
aportes trmicos mdios nos passes de acabamento de
aproximadamente 9,68 KJ/cm, 9,13 KJ/cm e 10,48 KJ/cm,
respectivamente. As correntes mdias empregadas nos passes de
acabamento para as juntas T1.0, T2.0 e E1.0 foram de
130,7 A, 117,2 A e 165,2 A, respectivamente. Conforme mostrado
na Tabela 2, as juntas T1.0 e T2.0, apresentaram os
mesmos consumveis nos passes de acabamento. Logo, pode ser
verificado que, para o presente caso, o emprego de um
maior aporte trmico acarretou um uma intensidade ligeiramente
maior de tenses residuais compressivas, conforme pode
ser observado na junta E1.0. Para o presente trabalho,
considerando-se principalmente as junta T1.0 e T2.0, as
diferenas
nos aportes trmicos no alteraram de forma substancial a
intensidade das tenses residuais transversais, embora,
conforme j mencionado, tenham intensificado as tenses residuais
compressivas ao longo da junta E1.0. Sabe-se que o
emprego de um maior aporte trmico gera um maior nvel de tenses
residuais (Marques et al., 2009; Francis et al., 2007).
Deve-se salientar que os casos apresentados na literatura so
muitas vezes decorrentes de diferentes processos de
soldagem, juntamente com diferentes condies e geometrias de
juntas soldadas. Estudando as tenses residuais em soldas
de ao HSLA-100, Gao et al. (1997) encontraram resultados
semelhantes aos aqui encontrados, onde as tenses residuais
eram sempre compressivas sobre a superfcie da solda, e nas suas
proximidades, tornando-se gradualmente trativas a
medida que a distncia a partir da solda aumentava, sendo esse
fenmeno atribudo ao efeito de transformaes de fase no
ao, uma vez que a expanso volumtrica associada transformao da
austenita para martensita/bainita podem aumentar
o nvel de tenses compressivas.
Analisando-se agora as tenses residuais transversais ao longo da
regio inferior de junta, foi verificado que, no
caso das juntas T1.0 e T2.0 que utilizaram os mesmos consumveis
e processo de soldagem (GTAW), a diferena entre os
nveis de tenses residuais transversais pode ser atribuda aos
diferentes aportes trmicos e diferentes velocidades de
soldagem, j que a corrente foram similares para as duas juntas.
Foi verificado que se diminuindo a velocidade de
soldagem, permanecendo a corrente constante, os nveis de tenses
residuais transversais intensificam-se no MS, mas as
tenses residuais trativas so deslocadas para pontos mais
afastadas do MS e ZTA, conforme pode ser observado para a
junta T2.0. Para o caso da junta T1.0 observado que um menor
aporte trmico, embora no tenha um nvel de tenses
residuais to intenso ao longo do MS, os nveis de tenses
residuais trativas so maiores ao longo da provvel regio da
ZTA, diferente dos resultados obtidos para a junta T2.0. A junta
E1.0 foi soldada empregando-se o processo SMAW com
maior aporte trmico e, como aconteceu para as juntas T1.0 e
T2.0, os picos de tenses residuais transversais trativas
foram deslocados para pontos mais distantes do MS e ZTA.
Sabendo-se que as tenses residuais desempenham importante
papel na susceptibilidade trincamento em condies de servio, em
ambientes ricos em H2S, por exemplo, as tenses
residuais junto ao p do passe de raiz precisam ser analisadas,
pois estas regies so regies preferncias para o
surgimento de trincamento em servio (Paradowska et al., 2006).
Sendo assim, foi verificado que o emprego de maiores
aportes trmicos junto ao passe de raiz conduz a menores nveis de
tenses residuais junto ao p do passe, o que por sua
vez pode diminuir a susceptibilidade a trincamento em
servio.
3.2 Susceptibilidade Fragilizao por Hidrognio
Posteriormente s anlises de tenses residuais foi analisada a
susceptibilidade fragilizao por hidrognio das
juntas soldadas. As curvas tenso-deformao das juntas soldadas
obtidos a partir de testes ao ar, juntamente com os
-
Rio Oil & Gas Expo and Conference 2012
7
testes de fragilizao (testes em soluo), so apresentados na
Figura 6. A anlise comparativa, a partir dos dados obtidos
apresentada na Tabela 6, onde possvel comparar os valores de
limite de escoamento (LE), limite de resistncia
trao (RT), elongamento (El) e reduo de rea (RA). A
susceptibilidade fragilizao por hidrognio das juntas
ensaiadas pode ser avaliada de acordo com a ndice de Fragilizao,
de acordo com a Equao 1, onde possvel verificar
perda de ductilidade entre as amostras hidrogenadas
(fragilizadas) e no-hidrogenadas (Miranda, 1987).
nH
HnH
El
ElElIF
(1)
Onde os valores de ElnH e ElH so os valores de elongamento das
amostras no-hidrogenadas e hidrogenadas,
respectivamente.
Tabela 6. Parmetros obtidos nos testes de fragilizao.
T1.0 sem H T1.0 com H T2.0 sem H T2.0 com H E1.0 sem H E2.0 com
H
LE (Mpa) 527 8,4 538 4,2 531 14,7 529,3 18,5 509 22,3 538
3,0
RT (Mpa) 669 35,3 657 7,7 637 0,5 603,3 61,2 665 20,2 675
8,0
El (%) 18,5 4,0 8,8 0,2 16,6 2,8 8,1 2,3 21,2 1,57 11,8 1,0
RA (%) 49,6 8,3 18,9 6,3 57,7 14,2 21,9 5,1 66,5 5,1 20,2
3,7
IF - 0,52 - 0,51 - 0,44
0 2 4 6 8 10 12 14 16 18 200
100
200
300
400
500
600
700
800
Te
nso
(M
Pa
)
Deformao (%)
T1.0 Sem H
T2.0 Com H
0 2 4 6 8 10 12 14 16 18 200
100
200
300
400
500
600
700
800
Te
nso
(M
Pa
)
Deformao (%)
T2.0 Sem H
T2.0 Com H
(a) (b)
0 2 4 6 8 10 12 14 16 18 200
100
200
300
400
500
600
700
800
Te
nso
(M
Pa
)
Deformao (%)
E1.0 Sem H
E1.0 Com H
(c)
Figura 6. Curvas tenso-deformao das amostras ensaiadas ao ar e
em soluo; (a) junta T1.0, (b) junta T2.0 e (c) junta
E1.0.
-
Rio Oil & Gas Expo and Conference 2012
8
Atravs dos parmetros da Tabela 6 e da anlise da Figura 6 possvel
verificar que ambas as juntas
apresentaram uma significante perda de ductilidade quando
ensaiadas em soluo. Os valores de elongamento das juntas
T1.0, T2.0 e E1.0, quando ensaiadas ao ar, foram 18,5%, 16,6% e
21,2%. Quando ensaiadas em soluo esses valores
foram 8,8%, 8,1% e 11,8%, respectivamente. Os valores de ndice
de Fragilizao (IF), indicam uma menor
susceptibilidade da junta E1.0. Deve-se salientar que os corpos
de prova obtidos para os testes de fragilizao foram
usinados para obter-se, desta maneira, as dimenses conforme
norma empregada nos testes (ASTM E8/E8M-09). Durante
a usinagem dos corpos de prova, os passes de raiz e de
acabamento so retirados, permanecendo apenas parte dos passes
quente e de enchimento. Desta forma, pode-se considerar que a
energia empregada no passe de raiz no dever interferir
nos testes de fragilizao obtidos. Portanto, apenas as energias
de soldagem empregadas nas deposies dos passes
quente, de enchimento e de acabamento devem ser consideradas na
anlise dos testes, pois, embora os passes de
acabamentos sejam retirados durante a usinagem dos corpos de
prova, o efeito do revenimento causado por esses passes
permanecem nos passes anteriores, que no foram retirados. As
energias mdias nos passes quente e de enchimento foram
de 12,49KJ/cm, 13,28kJ/cm e 12,7kJ/cm para as juntas T1.0, T2.0
e E1.0, respectivamente. Os passes de acabamento
foram realizados com aportes mdios de 9,68kJ/cm, 9,13kJ/cm e
10,48kJ/cm. Logo, verifica-se que a junta E1.0 foi
executada com um aporte trmico um pouco maior que o das outras
duas, principalmente com relao junta T2.0.
Como se sabe, a energia de soldagem um parmetro cuja medida
relativamente simples, sendo bastante
empregado em normas e trabalhos tcnicos para especificar as
condies de soldagem. Mas, sua utilizao deve ser feita
com cuidado. Nem sempre existe uma relao direta entre a energia
de soldagem e seus efeitos na pea, pois os
parmetros de soldagem (corrente, tenso e velocidade de soldagem)
afetam de modo diferente a intensidade do arco e o
rendimento trmico do processo. Assim, embora utilizando o mesmo
processo e energia de soldagem, possvel obter
soldas de formatos completamente diferentes pela variao
individual dos parmetros de soldagem (Modenesi et al.,
2001). Consequentemente, mesmo empregando-se os mesmos
consumveis e semelhantes energias de soldagem nos
passes quente e de enchimento das juntas T1.0 e E1.0, o fato da
junta E1.0 ter sido executada empregando-se uma maior
velocidade de soldagem, pode ter gerado uma microestrutura ao
longo do MS diferente das outras duas juntas.
Considerando que o fenmeno estudado depende fortemente de
parmetros de difusividade, permeabilidade e
solubilidade, a microestrutura apresentada pelas juntas
contribui para os diferentes resultados.
Para Arafin e Szpunar (2011), o tipo de teste empregado no
presente trabalho, ou seja, testes SSRT, tambm
indicam a susceptibilidade a trincamento induzido por hidrognio
(HIC). Numerosos estudos j apresentados, como os
realizados por Park et al (2008) e Chang et al. (2001) sugerem
que a microestrutura do ao desempenha um papel
dominante em HIC. Infelizmente, no entanto, diversos estudos
mostraram resultados contraditrios no papel dos
diferentes constituintes microestruturais em relao a HIC. Chang
et al. (2001) mostraram que microestruturas contendo
maiores stios aprisionadores de hidrognio so mais efetivas na
reduo da susceptibilidade a HIC, devido ao fato de
menor quantidade de hidrognio est disponvel para participar no
processo de trincamento. Mesma concluso foi
realizada em estudo feito por Hardie et al. (2006). No entanto,
outros trabalhos, como o de Huang et al. (2010),
mostraram que quanto menor a difusividade do hidrognio na
microestrutura do ao, maiores seriam a eficincia de
aprisionamento e mais vulnervel seria o ao a HIC. Estudando o
efeito do aporte trmico sobre os parmetros de
difusividade, permeabilidade e solubilidade em juntas soldadas
de ao API 5L X80, Han et al. (2012) verificaram que o
emprego de um maior aporte trmico resultou em uma diminuio da
difusividade efetiva em diferentes zonas da junta
soldada, podendo acarretar em uma maior solubilidade de
hidrognio. Portanto, diante da natureza do ao em questo,
provvel que um o emprego de um maior aporte trmico na execuo da
junta E1.0 tenha ocasionado uma reduo da
difusividade do hidrognio na microestrutura da junta, e
corroborando com estudos apresentados de Chang et al. (2001) e
Hardie et al. (2006), reduzindo, desta forma, o ndice de
fragilizao da respectiva junta. No entanto, conforme Arafin e
Szpunar (2011), no claro se mais stios aprisionadores poderiam
ser sempre considerados como um indicador de uma
maior ou menor suscetibilidade a HIC, e, desta forma, uma
quantificao microestrutural das juntas deve ser apresentadas
para um melhor entendimento dos resultados apresentados, ou seja
comportamentos semelhantes entre as juntas T1.0 1
T2.0 e melhor eficincia da junta E1.0.
Embora ambas as juntas tenham exibido um comportamento dctil
quando testadas ao ar, quando testadas em
soluo com tiossulfato de sdio o comportamento apresentou-se, de
certa forma, frgil, j que a fratura apresentou zonas
caracterizadas como sendo de quase clivagem, o que d um
indicativo, tambm, da susceptibilidade das juntas
fragilizao por hidrognio, conforme pode ser observada na Figura
7. A reduo da ductilidade observada pode ser
entendida, neste caso, como uma reduo na tenacidade do material.
Esta perda de ductilidade pode ser associada,
tambm, presena de trincamento secundrio prximo superfcie de
fratura e nas regies mais afastadas da superfcie
de fratura dos corpos de prova ensaiados em soluo. O trincamento
secundrio comumente associado com o mecanismo
de recombinao tomo de hidrognio promovido pela presena de
incluses no-metlicas (Bott et al., 2005).
Trincamento secundrio foi encontrado em todas as juntas
ensaiadas em soluo. Estudos de susceptibilidade
fragilizao por hidrognio de juntas soldadas de aos API 5L X80
tambm foram executados por Ballesteros et al.
(2010) e Martins (2005). Em todos esses trabalhos as juntas
soldadas dos aos da classe API apresentaram
susceptibilidade fragilizao por hidrognio quando ensaiados em
tiossulfato de sdio.
-
Rio Oil & Gas Expo and Conference 2012
9
(a) (b)
Figura 7. Modo de fratura apresentado pelas amostras ensaiadas
ao ar (a) junta T1.0 (2000X); e sem soluo (b) junta
E1.0 (1000X).
4. Concluses
Neste trabalho, foi possvel determinar as tenses residuais
transversais nas regies superiores e inferiores das
juntas soldadas. Os testes de susceptibilidade fragilizao por
hidrognio mostraram-se bastante eficazes, confirmando a
eficincia da substituio de borbulhamento de H2S por adies de
tiossulfato de sdio. Diante dos resultados obtidos foi
possvel concluir que:
Os nveis de tenses residuais transversais foram compressivos na
regio superior da junta soldada, as quais
foram intensificadas com o aumento do aporte trmico.
Para o caso da regio inferior da junta, quanto maior o aporte
trmico maiores foram as tenses residuais
transversais trativas na regio do Metal de Solda, e mais
compressiva ficaram as tenses na vizinhana do Metal
de Solda.
Todas as condies de soldagem empregadas mostraram-se susceptveis
ao fenmeno de fragilizao por
hidrognio com o procedimento utilizado.
O emprego de maiores velocidades de soldagem para um mesmo valor
de aporte trmico acarretou uma reduo
no ndice de fragilizao por hidrognio.
5. Agradecimentos
Os autores agradecem aos Laboratrios de Soldagem (LABSOL-UFCG),
Laboratrio de Engenharia
Eletroqumica (LEEq-UFCG), ao Laboratrio Multidisciplinar de
Materiais e Estruturas Ativas (LaMMEA-UFCG), a
oficina mecnica da UFCG, ao Laboratrio de Caracterizao de
Materiais (UAEM/UFCG) e a CAPES pelo auxlio por
meio de bolsa de doutorado.
8. Referncias
ALVISI, P.P. Nota sobre a seleo do ao para o servio com H2S,
Tecnol. Metal. Mater.Miner.,v.6, n.4, p.192-200, Abr.-
Jun.2010.
AMERICAN SOCIETY FOR TESTING AND MATERIALS, Standard Practice
for Slow Strain Rate Testing to
Evaluate the Susceptibility of Metallic Materials to
Environmentally Assisted Cracking - G129-00(2006).
AMERICAN SOCIETY FOR TESTING AND MATERIALS, Standard Test
Methods for Tension Testing of Metallic
Materials, ASTM E8/E8M-09.
ARAFIN, M. A., SZPUNAR, J. A. Effect of bainitic microstructure
on the susceptibility of pipeline steels to hydrogen
induced cracking. Materials Science and Engineering A, v.528,
p49274940, 2011.
ASSIS, J. T., MONIN, V., TEODOSIO, J.R., GUROVA, T. X-ray
analysis of residual stress distribution in weld region,
International Centre for Diffraction Data, Advances in X-ray
Analysis, Volume 45, 2002.
-
Rio Oil & Gas Expo and Conference 2012
10
BALLESTEROS, A.F., PONCIANO, J.A.C., BOTT, I.S. Susceptibilidade
de juntas soldadas circunferenciais de ao API
5L X80 corroso sob tenso e fragilizao por hidrognio, Tecnol.
Metal. Mater. Miner., v.6, n.3, p.147-152, Jan.-
Mar. 2010.
BEIDOKHTI, B., DOLATI, A., KOUKABI, A.H. Effects of alloying
elements and microstructure on the susceptibility of
the welded HSLA steel to hydrogen-induced cracking and sulfide
stress cracking, Materials Science and Engineering
A, v.507, p.167-173, 2009.
BOTT, I. S, SOUZA, L. F. G, TEIXEIRA, J. C. G., RIOS, P. R.
High-Strength Steel Development for Pipelines: A
Brazilian Perspective, Metallurgical and Materials Transactions
A, v. 36A, p.443-454, Fev, 2005.
CALOI, G. Anlise da soldabilidade do ao API 5L X-80 por meio dos
testes Tekken e de implante. 145p. Dissertao
(Mestrado) Ps-Graduao em Engenharia Metalrgica do Departamento
de Cincia dos Materiais e Metalurgia
Pontifcia Universidade Catlica do Rio de Janeiro, Rio de
Janeiro, 2008.
CHANG, K. D., GU, J. L., FANG, H. S., YANG, Z. G., BAI, B. Z.,
ZHANG, W.Z. Effects of heat-treatment process of a
novel bainite/martensite dual-phasehigh strength steel on its
susceptibility to hydrogen embrittlement. ISIJ
International, v.41, p.1397-1401, 2001.
COSTA, A. D. S. B., ABREU, H.F.G., MIRANDA, H.C., TEIXEIRA, L.,
COSTA, R. C. S. C., SILVA, C.C.,
Comparao dos nveis de tenses residuais para diferentes parmetros
utilizados no processo de soldagem tig
automtico em aos de tubos ASTM A106 Gr. B. Em: PDPETRO, 4, 2007,
Campinas.
CWIEK, J. Hydrogen assisted cracking of high-strength weldable
steels in sea-water, Journal of Materials Processing
Technology, n.164165, p.1007-1013, 2005.
FEDELE, R. Soldagem de tubulaes: metalurgia, procedimentos e
desafios, Metalurgia & Materiais, v.58, n.521, 2002.
GAO, H., GUO, H., BLACKBURN, J. M., HENDRICKS, R. W.
Determination of residual stress by x-ray diffraction in
HSLA-100 steel weldments. Proceedings of the International
Conference on Residual Stress, Linkoping, Sweden,
June 1997.
GIRELLI, A.R. Anlise comparativa de aos ARBL usados na fabricao
de tubos flexveis para produo de petrleo
no mar, em formaes com baixo teor de H2S: Um estudo de FPH
utilizando soluo com tiossulfato de sdio. 193p.
Dissertao (Mestrado) Programa de Ps-graduao em Engenharia
Mecnica (PPGEM) da Universidade Federal do
Esprito Santo (UFES), Esprito Santo, 2006.
GORNI, A. A., SILVEIRA, J. H. D., REIS, J. S. Metalurgia dos aos
microligados usados na fabricao de tubos
soldados com grande dimetro. Tubo & Companhia, v.5:26,
p.52-63, 2009.
HAN, Y. D., JING, H. Y., XU, L. Y. Welding heat input effect on
the hydrogen permeation in the X80 steel
welded joints. Materials Chemistry and Physics, v.132, p.216
222, 2012.
HARDIE, D., CHARLES, E. A, LOPEZ, A. H. Hydrogen Embrittlement
of High Strength Pipeline Steels. Corrosion
Science, v.48, p.4378-4385, 2006.
HAYASHI, M., ISHIWATA, M., MORII, Y. Residual stress
distribuition in carbon steel pipe welded joint medasured by
neutron diffraction. Materials Science Research International,
vol.6, n.4, p.287-294, 2000.
HUANG, F., LIU, J., DENG, Z. J., CHENG, J. H., LU, Z. H., LI, X.
G. Effect of microstructure and inclusions on
hydrogen induced cracking susceptibility and hydrogen trapping
efficiency of X120 pipeline steel. Materials Science
and Engineering A, v.527, 69977001, 2010.
KOU, S. Welding Metallurgy, 2nd. John Wiley & Sons,
2002.
LU, J., JAMES, M., ROY, G. (Ed.). Handbook of measurement of
residual stresses. [S.l.]: Inc. The Fairmont Press, 1996.
MACHADO, I. G. Conduo do Calor na Soldagem: Fundamentos e
Aplicaes. Imprensa Livre, Porto Alegre, 2000.
MARTINS, F. A. Avaliao da junta soldada de ao API em meio
corrosivo. Dissertao (Mestrado) Departamento de
Cincias dos Materiais e Metalurgia, Pontifcia Universidade
Catlica do Rio de Janeiro, Rio de Janeiro, 2005.
MIRANDA, P. E. V. Efeitos Mecnicos-Metalrgicos do Hidrognio no
ao AISI 304L. Tese de doutorado, Rio de
Janeiro, Brasil, 1987.
MODENESI, P. J. MARQUES, P. V., SANTOS, D. B. Introduo
Metalurgia da Soldagem. Apostila. UFMG, Belo
Horizonte, 2006.
NACE STANDARD TM0177-2005. Laboratory Testing of Metals for
Resistance to Sulfide Stress Cracking and Stress
Corrosion Cracking in H2S Environments.
PARADOWSKAA, A., PRICE, J.W.H., IBRAHIM, R., FINLAYSON, T.R.,
BLEVINSC, R., PIPLEYC, M. Residual
stress measurements by neutron diffraction in multi-bead
welding. Physica B, v.385386, p.890893, 2006.
PARK. G. T., KOH, S. U., JUNG, H. G., KIM, K. Y. Effect of
microstructure on the hydrogen trapping efficiency and
hydrogen induced cracking of linepipe steel. Corrosion Science,
v.50, p.18651871, 2008.
TSUJIKAWA, S., MIYASARKA, A., JEDA, M., ANDO, S., SHIBATA, T.,
HARUNA, T., KATAHIRA, M.,
YAAMANE, Y., AOKI, T,, YAMADA, T. Alternative for Evaluating
Sour Gas resistance of Low-Alloy Steels and
Corrosion-Resistant Alloys, Corrosion, v.49, n.5, p.409-419,
1993.