Embed Size (px)
Citation preview

Identificação e classificação de defeitos em superfícies metálicas industriais por meio de técnicas de processamento digital de imagens
Diego R. Moraes e Prof. Dr. Jean-Jacques De Groote
Faculdades COC de Ribeirão Preto [email protected]
Resumo
Neste trabalho é apresentado um sistema para automatização do procedimento de identificação e classificação de defeitos em superfícies metálicas, utilizando técnicas de Processamento Digital de Imagens. Peças metálicas desenvolvidas com o propósito de oferecer superfícies de contato para equipamentos industriais são submetidas a testes para identificar defeitos que podem comprometer seu desempenho. Uma norma de qualidade específica, PT 70-3, que estabelece os padrões de classificação destes defeitos, é utilizada como base por inspetores de qualidade na seleção de peças que podem ser aproveitadas, ou que devem ser reparadas. Este processo, que exige precisão, é realizado por meio de processos manuais por inspetores de qualidade. O aplicativo desenvolvido neste trabalho recebe como entrada a imagem da superfície da peça a ser analisada e, por meio de algoritmos de segmentação, ajusta sua escala (pixel/mm) e identifica os defeitos, permitindo ao operador a realização de medições de área, largura, altura e distâncias entre os defeitos. Baseado nas restrições da norma e, de acordo com as medições realizadas, o sistema é capaz de classificar os defeitos de forma rápida e precisa.
1. Introdução
O processo de análise da superfície de peças metálicas
industriais hoje é realizado manualmente por inspetores
de qualidade. A área de inspeção de qualidade tem muita
importância nas empresas que cumprem normas nacionais
e internacionais. Este trabalho baseia-se na norma PT 70-
3, referente à inspeção de qualidade com líquido
penetrante, processo por meio do qual se identifica e
classifica defeitos na superfície de peças industriais, sem
limitações de tipo de material, tamanho ou forma da peça,
exceto para materiais porosos [1].
Considerando que a classificação da norma PT 70-3
baseia-se em critérios de dimensões milimétricas, o
processo torna-se vulnerável ao erro do operador na
análise de fotos, que pode ser agravado pela repetição,
baixa qualidade da imagem, iluminação, brilho, distorção,
entre outros.
O produto utilizado como teste no desenvolvimento
deste trabalho é o casquilho de bronze, também conhecido
como bucha de bronze, que também deve seguir as
especificações da norma. Os casquilhos são, em geral,
corpos cilíndricos que envolvem os eixos, permitindo-lhes
uma melhor rotação. São feitos de materiais macios, como
o bronze e ligas de metais leves [2].
O uso de casquilhos e de lubrificantes permite a
redução do atrito, melhorando a rotação do eixo. Por isso,
dá-se muita importância ao processo de inspeção de
qualidade de sua fabricação, onde qualquer imperfeição
pode aumentar o esforço, o que causa maior atrito e
ocasiona um maior desgaste do eixo.
A proposta deste trabalho envolve a utilização de
técnicas de processamento digital de imagens (PDI), na
elaboração de um software, desenvolvido para auxiliar os
inspetores de qualidade na identificação e classificação de
defeitos na superfície de peças metálicas industriais, com
base na norma de qualidade PT 70-3, automatizando o
processo de análise.
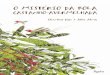
2. Metodologia
A técnica de identificação de defeitos em estruturas
metálicas por líquido penetrante pode ser descrita em seis
etapas,
- Preparação da superfície: limpeza da superfície;
- Aplicação do penetrante: aplicação do liquido na
superfície, geralmente de cor avermelhada;
- Remoção do excesso do penetrante;
- Revelação: aplica-se um revelador, usualmente pó
ou aerosol de cor branca;
- Avaliação e inspeção: é realizada visualmente pelo
inspetor de qualidade e classificada de acordo com a
norma. No final é preparado um relatório tecnico;
- Limpeza pós ensaio.
Para classificar os defeitos em uma imagem digital de
acordo com a norma padrão, é necessário inicialmente
realizar um processo de segmentação.
Uma investigação da aplicação das técnicas de PDI
mostrou que, embora sejam aplicadas a diferentes objetos,
problemas de segmentação em estruturas de formas
semelhantes são encontrados em áreas como medicina [3-
4], agricultura [5-7] e industrial [8-11].
A pesquisa foi dividida em duas fases, a primeira foi a
implementação de técnicas de PDI para teste e análise de
diferentes algoritmos de segmentação [12-13], utilizados
como entrada para a segunda fase, responsável pela
04-07 de Julho - FCT/UNESP - P. Prudente VI Workshop de Visão Computacional
159

identificação e classificação dos defeitos em superfícies
metálicas industriais.
Em paralelo, foi realizado o estudo detalhado da norma
de qualidade PT 70-3, que é dividida em cinco classes,
melhor compreendida na Tabela 1, sendo que para diferi-
las, é necessário analisar cinco critérios de dimensão com
precisão milimétrica: limiaridade, arredondamento,
linearidade, alinhamento e área total de defeitos na
superfície [1].
Tabela 1: critérios das classes da norma PT 70-3.
Para o desenvolvimento do sistema foi utilizado o IDE
Delphi, produzido pela Borland Software Corporation,
que utiliza a linguagem de programação Object Pascal.
Esta escolha foi baseada na grande versatilidade desta
plataforma, que permite a aquisição eficiente das imagens
de câmeras digitais e o processamento destas em tempo
real. Os algoritmos de PDI foram desenvolvidos ao longo
da pesquisa, o que permitiu um maior controle sobre os
resultados obtidos, e sobre as variações nos algoritmos.
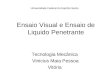
As imagens utilizadas foram adquiridas por meio de
uma câmera digital HP PhotoSmart R727, com resolução
6.2 megapixel e armazenadas no formato JPEG. Um
exemplo é apresentado na Fig. 1.
Figura 1: amostra de imagem com dimensões de 1792x1312, no formato
de cores RGB de 24 bits.
3. Desenvolvimento
A primeira etapa para execução deste trabalho é a
aquisição das imagens que serão processadas pelo
aplicativo desenvolvido com as ferramentas de
segmentação e classificação.
Dentre as ferramentas implementadas, utiliza-se
inicialmente a Parametrização, que é fundamental para o
processo de classificação, pois é a responsável pela
segmentação da imagem e pela definição da escala de
pixel/mm (quantos pixels correspondem a um milímetro).
Foi dividida em três passos, são eles,
- Escala pixel/mm: como referência foi utilizado um
marcador quadrado de papel impresso na cor verde, com
10 mm de largura por 10 mm de altura, ou seja, uma área
de 100 mm2. Neste passo, o aplicativo segmenta a
imagem deixando apenas os pixels com valor de R/G
próximos a 0.4, ou seja, os pixels correspondentes à
referência (cor verde). Após a segmentação, faz-se uma
contagem desses pixels (QtP) e calcula-se o fator de a
escala f linear como,
, (1)
e de área, fa como,
(2)
Estes valores são armazenados em variáveis globais
para cálculos futuros de largura, altura e área dos defeitos.
- Segmentação dos defeitos: neste passo também
ocorre segmentação com relação à razão de R/G, porém,
agora limita os valores de interesse para a faixa entre 1.5 e
2.0 (Fig. 2), valores que representam os defeitos (tom
avermelhado). Esta segmentação foi possível, pois o
fundo da imagem tem valores de R/G próximos a 1.0.
Figura 2: processo de segmentação dos defeitos.
- Binarização: binariza a imagem em preto (0) e
branco (255), sendo que a imagem é facilmente
segmentada devido ao contraste entre o fundo e os
defeitos. A binarização é um elemento facilitador para os
próximos algoritmos, como por exemplo o Flood.
Após o processo de parametrização, o aplicativo
disponibiliza um processo para determinação de
dimensões. Para comprimento, a cada dois cliques
simples do mouse é traçada uma reta e calculado seu
comprimento por meio da distância euclidiana, ou seja,
. A largura e a altura de estruturas podem ser
identificadas por meio deste processo. Para determinação
da área, um clique duplo marca e calcula a área do defeito
selecionado, por meio da técnica de PDI flood, onde os
vizinhos ao pixel selecionado são marcados até a borda do
defeito, como em um processo de inundação.
Após o processo de aquisição das dimensões, o
algoritmo libera o processo de classificação, que é
realizado de acordo com a norma. A saída pode ser
observada na barra de status (Fig. 3).
04-07 de Julho - FCT/UNESP - P. Prudente VI Workshop de Visão Computacional
160

Figura 3: barra de status do processo de classificação.
Após o processo de classificação, o sistema permite a
execução de um relatório (Fig. 4), que tem a função de
documentar toda a análise realizada pelo aplicativo. Muito
utilizado no dia-a-dia dos inspetores, estes relatórios
devem ser apresentados para seus supervisores e
posteriormente para seus clientes.
Figura 4: exemplo de relatório após análise do aplicativo.
4. Resultados
Com o desenvolvimento deste sistema, foi possível
alcançar diversos resultados, são eles:
- Tempo para Análise e Registro: Considerando que
o teste de líquido penetrante consiste no resultado de
reações químicas e físicas, existe um tempo limite para o
ensaio ser considerado confiável. Nos casos em que existe
uma quantidade significativa a ser analisada, o processo
de registro dos defeitos deve ser feito de forma mais
rápida, o que pode comprometer a integridade do ensaio.
Utilizando o aplicativo, as imagens podem ser
capturadas imediatamente e investigadas posteriormente,
incluindo a geração de relatórios. No caso de perda desses
relatórios, é suficiente a realização de uma nova análise
pelo software, sem a necessidade de repetir o ensaio de
líquido penetrante, ou seja, sem aumento de custos e
perda de tempo.
- Área do Defeito: Atualmente não é possível calcular
manualmente a área precisa de cada defeito e
conseqüentemente a área total na superfície analisada; isto
ocorre porque os defeitos são de formas indefinidas.
Sendo assim, estes valores precisam ser estimados por
meio de formas definidas (enquadramento), o que
influencia negativamente no item cinco da norma, que
compara a área total dos defeitos analisados com um valor
limitado pela sua classe, podendo reprovar defeitos que
estariam aprovados.
Com o auxílio do aplicativo, está área é estimada com
melhor precisão, pois quanto mais precisa a escala
(pixel/mm), mais precisa será a área.
- Agilidade na Comparação com as Classes da Norma: Depois de encontradas e registradas as
características dos defeitos, faz-se necessário comparar
com as classes da norma PT 70-3, processo também
custoso dependendo do número de defeitos a ser
analisado, ou ainda, passível de falhas nas comparações.
Portanto, outra vantagem do aplicativo é a velocidade
na comparação com tais classes da norma, pois os valores
além de não poderem ser alterados, o processo
computacional é bem mais rápido do que o humano.
- Estimativa de Precisão: Neste trabalho, a precisão é
dependente do processo de escala, ou seja, quantos pixels
representam um milímetro. Quanto mais preciso for esta
referência, melhores serão os resultados.
Portanto, devem-se tomar alguns cuidados na
aquisição das imagens, como por exemplo, a posição da
câmera com a referência (marcador quadrado verde). Esta
posição deve ser normal (90º) à superfície analisada. Para
qualquer outro ângulo diferente deste, não será possível
manter a escala cartesiana uniforme (x, y), o que
diminuiria a precisão da análise.
Neste trabalho, fica difícil calcular a sua precisão, pois,
para encontrar uma taxa de erro mais apurada, se faz
necessário calcular a média de várias contagens manuais,
por humanos diferentes. Em contrapartida, para estimar
esta precisão, foi adicionada uma trena (fita métrica), no
momento da aquisição das imagens.
Os valores encontrados pelo aplicativo são comparados
com os valores analisados visualmente com a ajuda da
trena. Entretanto, serão comparados apenas os valores
referentes à largura e altura dos defeitos, pois conforme
mencionado anteriormente, na prática, o cálculo manual
das áreas é aproximado devido às formas serem
indefinidas. A Tabela 2 apresenta esta comparação.
Tabela 2: comparação dos valores de medidas manuais com os valores
do aplicativo.
04-07 de Julho - FCT/UNESP - P. Prudente VI Workshop de Visão Computacional
161

5. Conclusão
Neste trabalho foi desenvolvido um aplicativo baseado
em técnicas de PDI, para auxiliar a identificação e a
classificação de defeitos em superfícies metálicas
industriais, de acordo com a norma de qualidade PT 70-3.
Foi realizada uma pesquisa e interpretação desta, e
também uma pesquisa em PDI, onde a mesma deu origem
a um aplicativo capaz de permitir a utilização de
algoritmos adaptados ao sistema analisado. Um estudo
mais aprofundado nesta área somado ao aplicativo inicial
deu origem ao processamento das imagens para a extração
de informações, por meio de algoritmos de segmentação,
removendo o fundo e destacando os defeitos.
Outros algoritmos foram implementados, como Flood,
técnica responsável pela detecção e contagem do número
de pixels da área dos defeitos, e também um algoritmo
para o cálculo da distância entre os pixels. Para este, foi
tomada como base a distância euclidiana, o que aumenta
ainda mais a precisão das análises.
Por último, foi desenvolvido um protocolo para
comparar as características encontradas dos defeitos com
as classes da norma, informando como saída a aprovação
ou reprovação individual do defeito analisado. Com todos
os resultados obtidos pelo diagnóstico, foi possível gerar
um relatório composto por dados e imagem dos defeitos.
Com o auxílio deste aplicativo, além de automatizar o
processo, reduzindo tempo e custo, pode-se melhorar a
qualidade da imagem e ainda aumentar a precisão das
análises e classificações, quando comparado ao processo
de análise convencional que é realizado manualmente e a
olho nu.
6. Agradecimentos
Diego R. Moraes gostaria de agradecer o
financiamento da iniciação científica pelas Faculdades
COC de Ribeirão Preto.
7. Referências
[1] Andreucci, R., Líquidos Penetrantes, 2008.
Disponível em:
http://www.abende.org.br/down2/apostilalp.pdf. Acessado
em: 23/04/2009.
[2] C. Bigaton, Projetos Mecânicos, 2007. Disponível em:
http://www.etepiracicaba.org.br/apostilas/mecanica/meca
nica_3ciclo/projetos_mecanicos.pdf. Acessado em:
02/09/2009.
[3] F.A.A. Caldas, et al., “Controle de qualidade e
artefatos em mamografia”, Radiol Brás, 2205, vol. 38,
n.4, pp. 295-300.
[4] P.M. Azevedo-Marques, “Diagnóstico auxiliado por
computador na radiologia”, Radiol Brás, 2001, vol. 34,
n.5, pp. 285-293.
[5] E.F. Teixeira, S.M. Cícero, and D.D. Neto, “Análise
de imagens digitais de plântulas para avaliação do vigor
de sementes de milho”, Revista Brasileira de Sementes,
2006, vol. 28, n.2, pp. 159-167.
[6] O. Khatchatourian, and F.R.R. Padilha,
“Reconhecimento de variedades de soja por meio do
processamento de imagens digitais usando redes neurais
artificiais”, Eng. Agríc., 2008, vol. 28, n. 4, pp. 759-769.
[7] A.C.L. Lino, J. Sanches, and I.M.D. Fabbro, “Image
processing techniques for lemons and tomatoes
classification”, Bragantia, 2008, v.67, n. 3, Campinas.
[8] C.B.P.A. Conci, and S.A. Segenreich, “Investigação
para detecção automática de falhas têxteis”, J. Braz. Soc. Mech. Sci., 1999, v. 21, n.3, Rio de Janeiro.
[9] ALMEIDA, R. H. P.; CORSO, D. A.; JUNIOR, A. S.
B. Visão Computacional – Sistemas de Visão aplicados à
Inspeção Industrial. UEPG. Disponível em:
http://www.enetec.deinfo.uepg.br/
trabalhos/Rubens%20Henrique%20Pailo%20de%20Alme
ida.pdf. Acessado em: 06/04/2009.
[10] J.K.K. Junior, et al., “Análise discriminante
paramétrica para reconhecimento de defeitos em tabuas
de eucalipto utilizando imagens digitais”, Revista Árvore,
2205, vol.29, n. 2, pp. 299-309.
[11] J.M. Gomes, et al., “Desenvolvimento e avaliação de
um protótipo classificador de tábuas usando técnicas de
visão artificial”, Revista Árvore, 2008, vol.32, n.5, pp.
949-959.
[12] Gonzalez, R.C., and WOODS, R.E., Digital Image Processing. NJ: Pearson Education, 2008.
[13] Filho, O.M., and NETO, H.V., Processamento Digital de Imagens. RJ: Brasport Livros e Multimídia,
1999.
04-07 de Julho - FCT/UNESP - P. Prudente VI Workshop de Visão Computacional
162