Embed Size (px)
Citation preview

�������������������� ��������������� ����������������������������������������� !"�����������
44
III. MATERIAIS E MÉTODOS
III.1. Materiais
O material em estudo é a liga GK AlSiMg7 usada na fabricação de rodas fundidas
em moldes permanentes sob baixa pressão pela empresa Italspeed Automotive Ltda. A
composição química média da liga encontra-se na Tabela II.
Tabela II: Composição química (% massa) da liga em estudo.
Si Fe Cu Mn Mg Ti Ca Sr Al
média 7,44 0,14 0,005 0,003 0,32 0,13 0,002 0,02 balanço
Foram fornecidos pela empresa Italspeed Automotive Ltda 37 conjuntos com três
corpos-de-prova cada, retirados de corridas reais de produção de rodas. A região de
extração dos corpos-de-prova é mostrada na figura 21.
Figura 21: Região de extração dos corpos-de-prova.

�������������������� ��������������� ����������������������������������������� !"�����������
45
Os corpos-de-prova foram retirados das rodas já termicamente tratadas, submetidas
aos processos de solubilização (a 535° C durante 8 horas) e envelhecimento artificial (a
145° C durante 3,5 horas). Inicialmente, os corpos-de-prova foram usinados pela empresa
com 45 mm de comprimento útil e 6 mm de diâmetro útil, tendo como limitação
dimensional a localização dos mesmos na roda. Porém, eles tiveram que ser re-usinados,
devido à diferença dimensional dos raios de arredondamento, ficando com as dimensões
mostradas na figura 22:
Figura 22: Dimensões do corpo-de-prova (mm).
III.2. Métodos
III.2.1. Caracterização microestrutural
Os corpos-de-prova fornecidos pela empresa foram cortados nos sentidos
longitudinal e transversal e embutidos em baquelite. Posteriormente, foi feito o lixamento e
o polimento dos mesmos na politriz automática Struers Abramin (figura 23) de acordo
como roteiro descrito na Tabela III.
�������������������� ��������������� ����������������������������������������� !"�����������
46
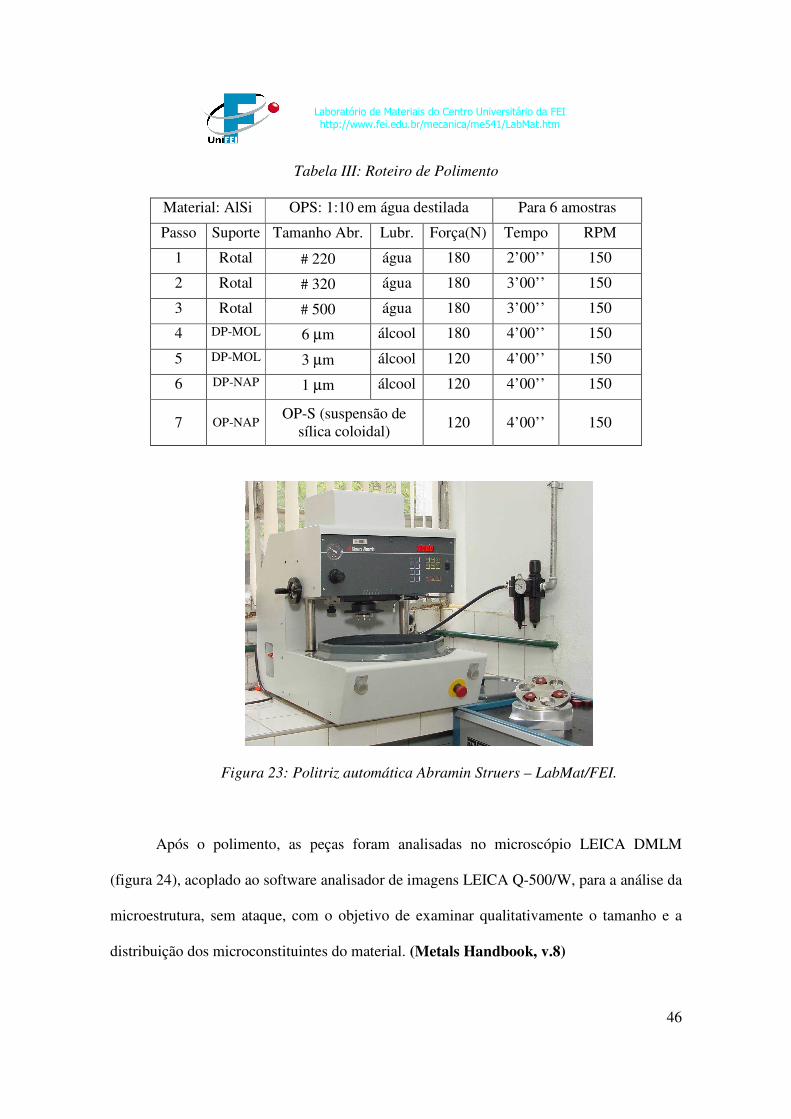
Tabela III: Roteiro de Polimento
Material: AlSi OPS: 1:10 em água destilada Para 6 amostras
Passo Suporte Tamanho Abr. Lubr. Força(N) Tempo RPM
1 Rotal # 220 água 180 2’00’’ 150
2 Rotal # 320 água 180 3’00’’ 150
3 Rotal # 500 água 180 3’00’’ 150
4 DP-MOL 6 µm álcool 180 4’00’’ 150
5 DP-MOL 3 µm álcool 120 4’00’’ 150
6 DP-NAP 1 µm álcool 120 4’00’’ 150
7 OP-NAP OP-S (suspensão de sílica coloidal) 120 4’00’’ 150
Figura 23: Politriz automática Abramin Struers – LabMat/FEI.
Após o polimento, as peças foram analisadas no microscópio LEICA DMLM
(figura 24), acoplado ao software analisador de imagens LEICA Q-500/W, para a análise da
microestrutura, sem ataque, com o objetivo de examinar qualitativamente o tamanho e a
distribuição dos microconstituintes do material. (Metals Handbook, v.8)
�������������������� ��������������� ����������������������������������������� !"�����������
47
Figura 24: Microscópio LEICA-LabMat/FEI
III.2.2. Preparação dos corpos-de-prova
Antes dos ensaios mecânicos, os corpos-de-prova foram lixados com lixas de
granulações #220, #320, #400 e #600 e polidos com pasta de diamante de 6 µm e 1 µm.
III.2.3. Ensaios de tração
O ensaio de tração é um teste feito através da aplicação de uma carga uniaxial
crescente no corpo-de-prova até que ocorra a ruptura. A aplicação da carga é feita através
de duas garras que são presas nas extremidades dos corpos-de-prova, sendo que tais
extremidades são mais largas que o centro para evitar que a ruptura ocorra na região onde
está a garra.
Os ensaios foram realizados em uma máquina universal de ensaios MTS (figura 25)
e através deles foram obtidas as propriedades mecânicas básicas do material, os parâmetros

�������������������� ��������������� ����������������������������������������� !"�����������
48
para o ensaio de fadiga e os valores dos coeficientes H e n da equação de Ramberg-Osgood
sob carregamento monotônico (equação 14).
III.2.4. Ensaios de fadiga
O ensaio de fadiga é um teste feito através da aplicação de uma carga (ou
deformação) alternada com amplitude constante no corpo-de-prova até que ocorra a
ruptura. Através do ensaio, é medido o número de ciclos que ocorrem até a falha e, a partir
daí, pode ser traçada a curva ε-N do material.
Os ensaios de fadiga também foram realizados em uma máquina universal de
ensaios MTS (figura 25) e tiveram amplitude de deformação variando entre 0,175% e
0,25%. A norma ASTM E606-92 só não foi seguida no quesito “dimensão dos corpos-de-
prova” já que estes, por se originarem de rodas, tinham tamanho reduzido.
Figura 25: Máquina universal de ensaios MTS-LabMat/FEI.

�������������������� ��������������� ����������������������������������������� !"�����������
49
III.2.5. Análise fractográfica
Os corpos-de-prova ensaiados tiveram sua superfície de fratura observada em lupa
estereoscópica com o objetivo de serem identificadas características comuns nas mesmas.
Alguns deles foram então escolhidos, pela sua representatividade no conjunto, para terem
suas seções perpendiculares à fratura analisadas no microscópio LEICA DMLM (figura
24), acoplado ao analisador de imagens LEICA Q-500/W, sendo para isso previamente
preparados pelo roteiro de polimento da tabela III.

�������������������� ��������������� ����������������������������������������� !"�����������
50
IV. RESULTADOS
IV.1. Caracterização microestrutural
Foi observado no microscópio que a estrutura da liga GK AlSiMg7 é formada por
dendritas de alumínio envoltas por uma microestrutura eutética (alumínio e silício), como é
possível verificar nas figuras 26 e 27. Foi possível observar também que a estrutura é
bastante refinada, porém contendo muitos poros (indicados por setas na Figura 26), que são
críticos para as propriedades mecânicas da liga, devido à concentração de tensão que
causam.
Figura 26: Microestrutura da seção longitudinal do corpo-de-prova após polimento até
etapa com sílica coloidal. Dendritas de fase α envoltas por microestrutura eutética. Os
pontos escuros da foto da esquerda são porosidades, indicadas por setas.

�������������������� ��������������� ����������������������������������������� !"�����������
51
Figura 27: Microestrutura da seção transversal do corpo-de-prova após polimento até etapa
com sílica coloidal. Dendritas de fase α envoltas por microestrutura eutética.
IV.2. Ensaios de tração
Foram realizados 5 ensaios de tração. A figura 28 mostra o comportamento do
material em um dos ensaios, através de uma curva tensão-deformação convencional.
Figura 28: Curva tensão-deformação convencional de um dos ensaios de tração
realizados.

�������������������� ��������������� ����������������������������������������� !"�����������
52
A partir das tensões e deformações convencionais foram calculadas as tensões e
deformações reais totais, pelas equações 5 e 6 e, assim, traçada a curva real, apresentada na
figura 29.
Figura 29: Curva tensão-deformação real.
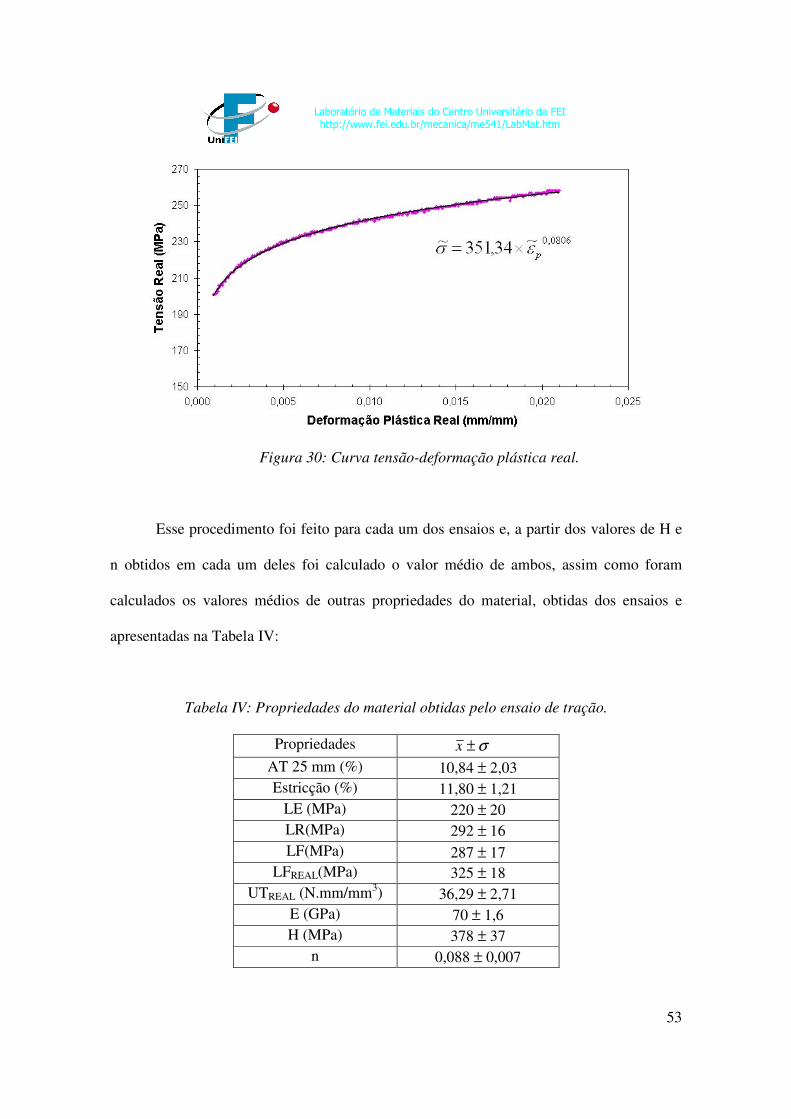
Posteriormente, foi calculada a deformação elástica real pela equação 12 e pela
diferença entre esta e a deformação real total foi encontrada a deformação plástica real. Foi
traçada, então, a curva tensão-deformação plástica real (figura 30) para o intervalo cujo
primeiro ponto tinha tensão real aproximadamente igual a 200 MPa e o último ponto tinha
deformação convencional de aproximadamente 2,5%. Esse intervalo foi escolhido para que
fosse eliminado o erro devido à troca do extensômetro pelo deslocamento da garra para
medir a deformação. A partir da linha de tendência traçada nesse gráfico e de sua equação,
foram retirados os valores de H e n.
�������������������� ��������������� ����������������������������������������� !"�����������
53
Figura 30: Curva tensão-deformação plástica real.
Esse procedimento foi feito para cada um dos ensaios e, a partir dos valores de H e
n obtidos em cada um deles foi calculado o valor médio de ambos, assim como foram
calculados os valores médios de outras propriedades do material, obtidas dos ensaios e
apresentadas na Tabela IV:
Tabela IV: Propriedades do material obtidas pelo ensaio de tração.
Propriedades σ±x AT 25 mm (%) 10,84 ± 2,03 Estricção (%) 11,80 ± 1,21
LE (MPa) 220 ± 20 LR(MPa) 292 ± 16 LF(MPa) 287 ± 17
LFREAL(MPa) 325 ± 18 UTREAL (N.mm/mm3) 36,29 ± 2,71
E (GPa) 70 ± 1,6 H (MPa) 378 ± 37
n 0,088 ± 0,007

�������������������� ��������������� ����������������������������������������� !"�����������
54
É importante ressaltar que no cálculo da tensão real de ruptura do material estudado
não foi necessária a correção dada pela equação 8, já que nesse caso a estricção é pequena
e, portanto, não houve formação de pescoço que impusesse grande estado triaxial de
tensões nesta região.
IV.3. Ensaios de fadiga
Primeiramente, foram realizados 8 ensaios de fadiga válidos, com freqüência de 2
Hz. Como a liga estudada apresentou nesses ensaios uma vida em fadiga longa, optou-se
por realizar os ensaios seguintes com frequência igual a 3 Hz. No total, foram realizados 5
ensaios válidos com cada amplitude de deformação (0,175%, 0,20%, 0,225% e 0,25%),
totalizando 20 ensaios. As figuras 31 e 32 mostram os gráficos tensão-número de ciclos,
originados em ensaios com amplitude de deformação igual a 0,20% e 0,25%,
respectivamente.

�������������������� ��������������� ����������������������������������������� !"�����������
55
Figura 31: Tensões Máximas e Mínimas x Número de ciclos de um dos ensaios
com %20,0=aε
Figura 32: Tensões Máximas e Mínimas x Número de ciclos de um dos ensaios
com %25,0=aε

�������������������� ��������������� ����������������������������������������� !"�����������
56
Para cada ensaio foram calculadas as amplitudes médias de deformação total e de
deformação plástica. Pela diferença destes valores foi obtida a amplitude média de
deformação elástica. A figura 33 mostra a combinação destes dados com o número de
ciclos até a fratura dos respectivos ensaios.
Figura 33: Pontos relacionando as amplitudes de deformação total, elástica e
plástica com o número de ciclos em cada ensaio.
As equações das retas de amplitude de deformação elástica e plástica obtidas no
gráfico acima tiveram sua forma alterada para que fosse possível compará-las com as
equações (22) e (23) apresentadas anteriormente. Assim, foram obtidos os coeficientes e os
expoentes de resistência e ductilidade à fadiga, mostrados na Tabela V.
Os valores de tensão, deformação total e deformação plástica convencionais médios
obtidos nos ensaios foram convertidos para valores reais. A combinação dos valores de

�������������������� ��������������� ����������������������������������������� !"�����������
57
tensão com os valores de deformação total e plástica deu origem aos dois gráficos
apresentados nas figuras 34 e 35.
Figura 34: Comparação dos valores de amplitude média de tensão real obtidos nos ensaios
com amplitude de deformação constante.
Figura 35: Pontos relacionando os valores de amplitude de tensão real média e de
amplitude de deformação plástica real média de cada ensaio.

�������������������� ��������������� ����������������������������������������� !"�����������
58
A partir do gráfico da figura 35 foi possível a obtenção dos valores do coeficiente de
encruamento cíclico (H’) e do expoente de encruamento cíclico (n’) do material estudado, a
partir da equação da curva média dos pontos. Os valores de H’ e n’ são fornecidos na tabela
V.
Tabela V: Propriedades do material obtidas no ensaio de fadiga.
'fε (mm/mm) 0,07
c -0,723
'fσ (MPa) 685
b -0,137
H’ (MPa) 676
n’ 0,137
IV.4. Análise fractográfica
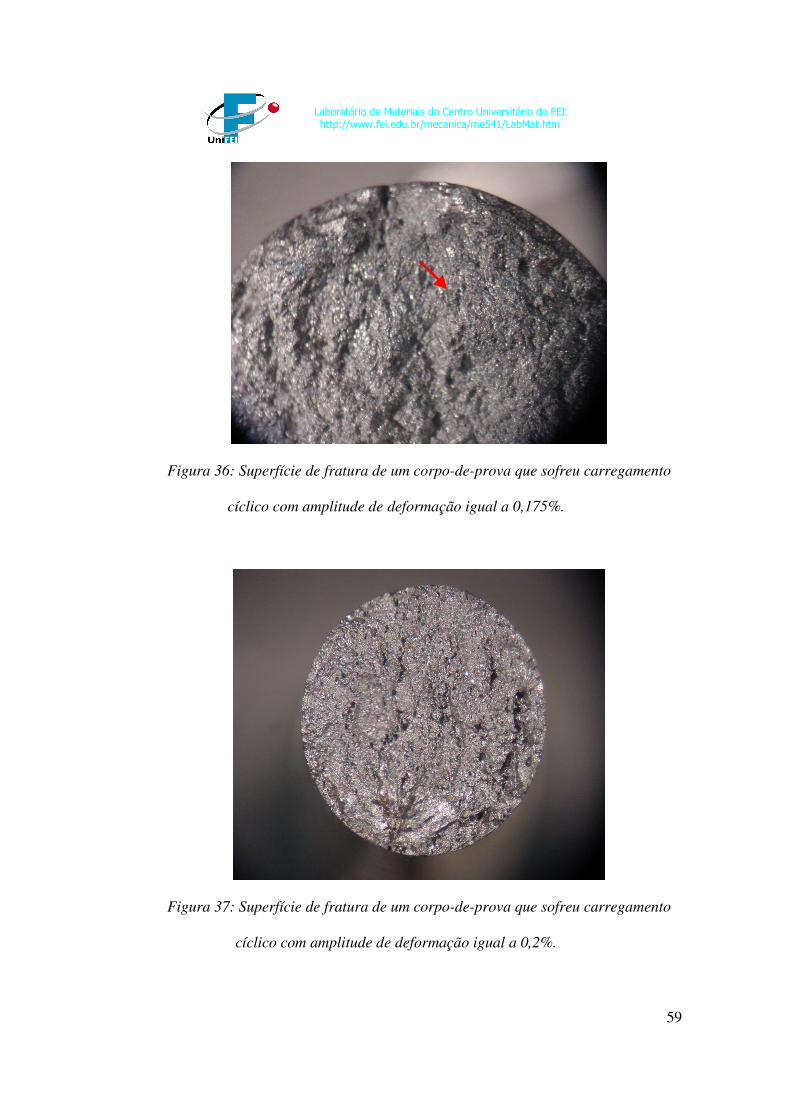
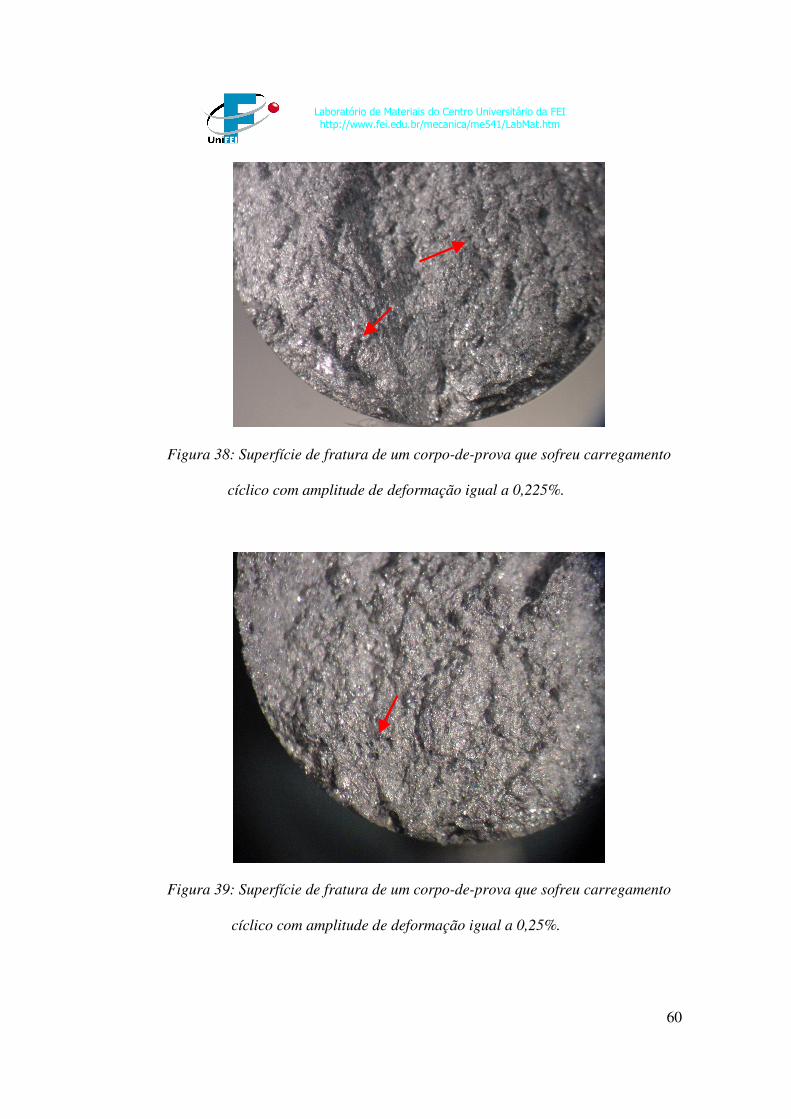
As figuras 36 a 39 mostram fotos das superfícies dos corpos-de-prova que sofreram
carregamentos com diferentes valores de amplitude de deformação e que foram analisadas
em lupa estereoscópica. A análise mostrou a existência de muitos poros, indicados por setas
nas figuras.
�������������������� ��������������� ����������������������������������������� !"�����������
59
Figura 36: Superfície de fratura de um corpo-de-prova que sofreu carregamento
cíclico com amplitude de deformação igual a 0,175%.
Figura 37: Superfície de fratura de um corpo-de-prova que sofreu carregamento
cíclico com amplitude de deformação igual a 0,2%.
�������������������� ��������������� ����������������������������������������� !"�����������
60
Figura 38: Superfície de fratura de um corpo-de-prova que sofreu carregamento
cíclico com amplitude de deformação igual a 0,225%.
Figura 39: Superfície de fratura de um corpo-de-prova que sofreu carregamento
cíclico com amplitude de deformação igual a 0,25%.
�������������������� ��������������� ����������������������������������������� !"�����������
61
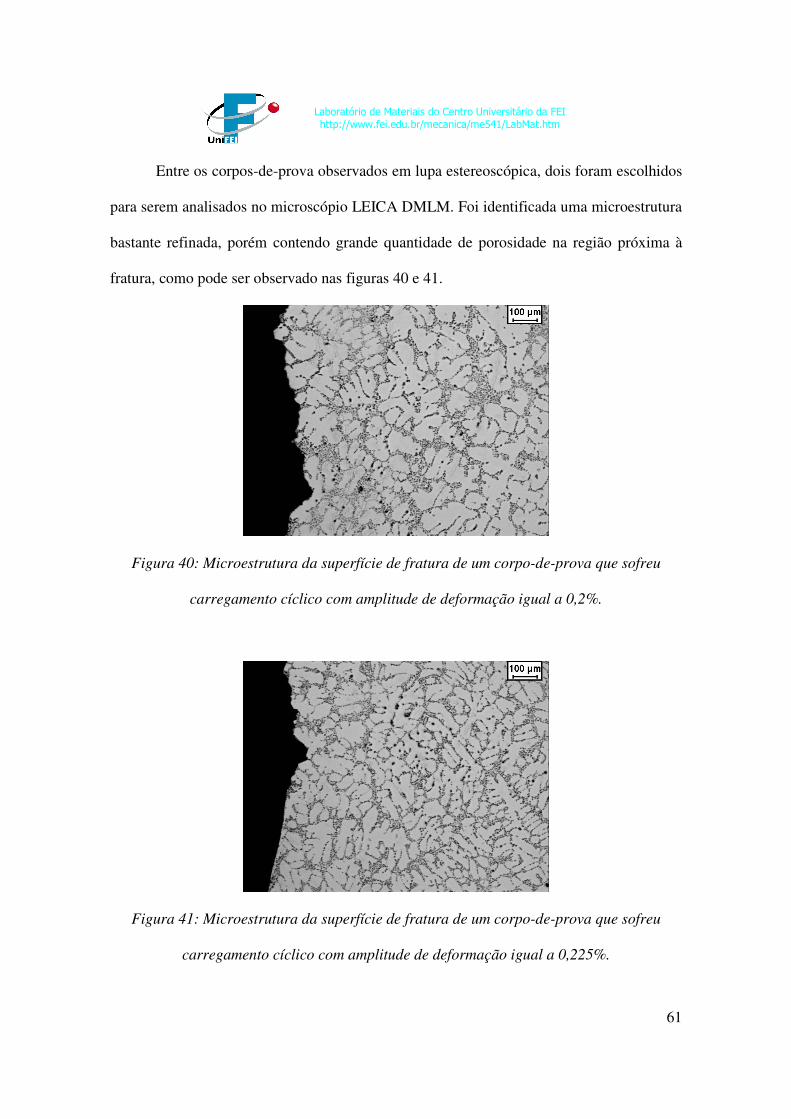
Entre os corpos-de-prova observados em lupa estereoscópica, dois foram escolhidos
para serem analisados no microscópio LEICA DMLM. Foi identificada uma microestrutura
bastante refinada, porém contendo grande quantidade de porosidade na região próxima à
fratura, como pode ser observado nas figuras 40 e 41.
Figura 40: Microestrutura da superfície de fratura de um corpo-de-prova que sofreu
carregamento cíclico com amplitude de deformação igual a 0,2%.
Figura 41: Microestrutura da superfície de fratura de um corpo-de-prova que sofreu
carregamento cíclico com amplitude de deformação igual a 0,225%.
�������������������� ��������������� ����������������������������������������� !"�����������
62
V. DISCUSSÃO DOS RESULTADOS
V.1. Ensaios de fadiga
Primeiramente, os resultados obtidos mostraram que os ensaios realizados foram
caracterizados pela fadiga de alto ciclo, o que pode ser constatado pela observação das retas
das amplitudes elástica e plástica de deformação na figura 33. Tais retas não se cruzam,
sendo que todos os seus pontos se encontram à direita do ponto que seria a intersecção das
mesmas se elas fossem prolongadas. Essa característica dos ensaios já era esperada devido
à limitação de aplicação de pequenas amplitudes de deformação para que o corpo-de-prova
não flambasse. Observa-se também que os pontos da reta de amplitude de deformação
elástica praticamente coincidem com os pontos da reta de amplitude de deformação total, o
que mostra que o processo de fadiga teve predominância da deformação elástica, reflexo da
das pequenas amplitudes de deformação impostas, o que também justifica a fadiga de alto
ciclo.
Pelo gráfico da figura 34, observa-se que para ensaios com uma mesma amplitude
de deformação a amplitude de tensão praticamente não variou. Essa característica pode ter
sido facilitada pelo fato da tensão se estabilizar após alguns ciclos (aproximadamente 100)
em todos os ensaios, o que facilita a análise dos resultados e também aumenta sua
confiabilidade (vide figuras 31 e 32).
Foi feita a comparação entre os comportamentos monotônico e cíclico da liga
através dos dados das tabelas IV (curva monotônica) e V (curva cíclica) aplicados às
�������������������� ��������������� ����������������������������������������� !"�����������
63
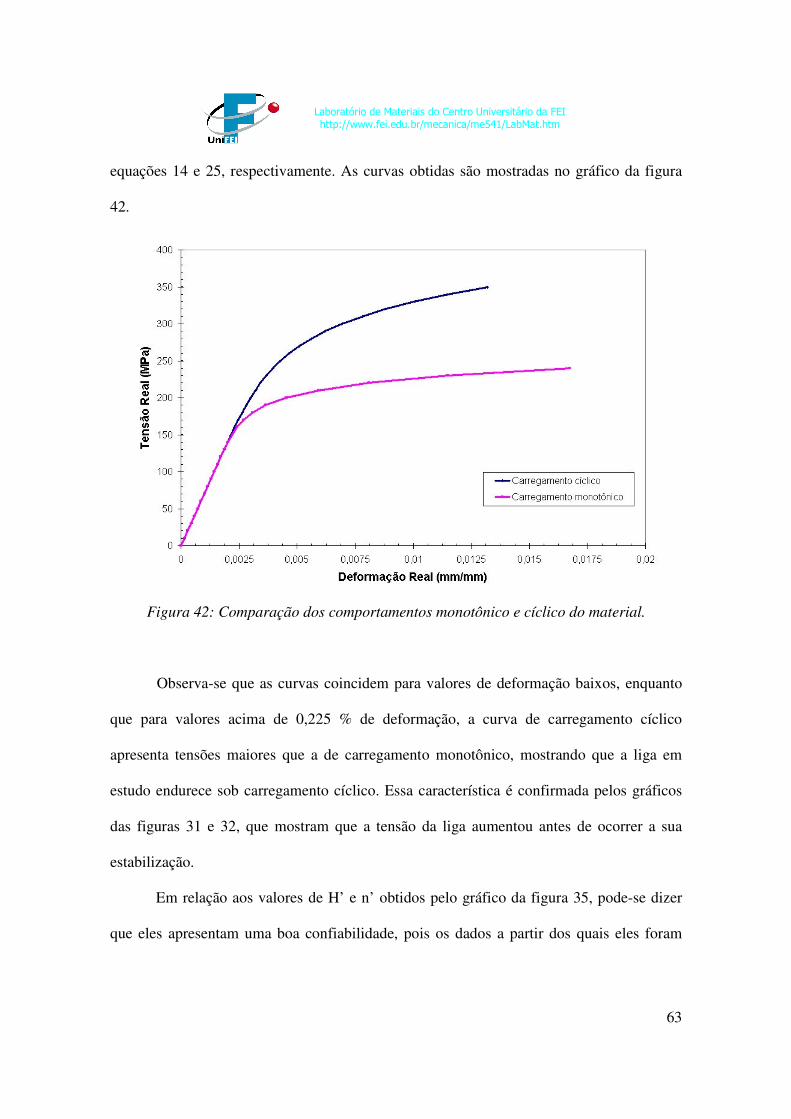
equações 14 e 25, respectivamente. As curvas obtidas são mostradas no gráfico da figura
42.
Figura 42: Comparação dos comportamentos monotônico e cíclico do material.
Observa-se que as curvas coincidem para valores de deformação baixos, enquanto
que para valores acima de 0,225 % de deformação, a curva de carregamento cíclico
apresenta tensões maiores que a de carregamento monotônico, mostrando que a liga em
estudo endurece sob carregamento cíclico. Essa característica é confirmada pelos gráficos
das figuras 31 e 32, que mostram que a tensão da liga aumentou antes de ocorrer a sua
estabilização.
Em relação aos valores de H’ e n’ obtidos pelo gráfico da figura 35, pode-se dizer
que eles apresentam uma boa confiabilidade, pois os dados a partir dos quais eles foram

�������������������� ��������������� ����������������������������������������� !"�����������
64
obtidos não apresentam grande dispersão no gráfico, o que é constatado pelo valor de R2
igual a 0,7524, relativamente próximo de 1.
V.2. Análise fractográfica
Nas figuras 36 a 39, foi possível observar que a superfície de fratura é caracterizada
principalmente por poros, que são concentradores de tensão. Já a análise por microscopia
ótica mostrada nas figuras 40 e 41 mostra que a microestrutura é bastante refinada, apesar
da presença de porosidade.
Essa porosidade, por caracterizar-se por pequenos poros espalhados entre os braços
de dendrita da liga, poderia ser resultante do processo de solidificação da liga, em que seu
tamanho aumenta pela diminuição da velocidade de solidificação. Porém, como a
microestrutura da liga está bastante refinada, percebe-se que a velocidade de resfriamento
não foi lenta, mas mesmo assim não foi suficiente para evitar tal porosidade. O que poderia
ser feito nesse caso, além da melhoria do projeto de fundição, seria o controle da
quantidade de hidrogênio dissolvido no banho fundido para mudar a forma e distribuição
dos poros. Porém, isso deve ser feito com muita cautela, pois, como se sabe, o hidrogênio
também pode formar poros, sendo estes caracteristicamente arredondados e maiores, que
também são concentradores de tensão, apesar de serem bem menos críticos.
Provavelmente, no material estudado a porosidade é a principal determinante da
vida em fadiga. Assim, se for possível controlá-la, a vida será bem maior.

�������������������� ��������������� ����������������������������������������� !"�����������
65
VI. CONCLUSÕES
Do presente trabalho conclui-se que:
1) A liga estudada apresenta estabilização da tensão após alguns ciclos de
carregamento (aproximadamente 100), o que torna confiável a obtenção dos
parâmetros H’ e n’.
2) Os ensaios realizados caracterizaram-se pela fadiga de alto ciclo, devido às
baixas amplitudes de deformação impostas, apresentando, inclusive, predominância
de deformação elástica.
3) Em comparação com o carregamento monotônico, o carregamento cíclico da liga
em estudo apresenta valores maiores de tensão para amplitudes de deformação a
partir de aproximadamente 0,225%, o que mostra que a liga GK AlSiMg7 endurece
sob carregamento cíclico.
4) As superfícies de fratura, apesar de sua microestrutura refinada, apresentam
porosidades concentradoras de tensão, que reduzem a vida em fadiga da liga.

�������������������� ��������������� ����������������������������������������� !"�����������
66
Apêndice A – COMPARAÇÃO DAS LIGAS GKAlSi11 E GKAlSiMg7
Em Iniciação Científica anterior, da mesma aluna (Lopes, 2004), foi estudado o
comportamento mecânico da liga GK AlSi11 também utilizada na fabricação de rodas
automotivas fundidas. A composição química da liga é mostrada na tabela A.I:
Tabela A.I: Composição química da liga GK AlSi11.
Os corpos-de-prova ensaiados foram fornecidos pela mesma empresa com as
mesmas dimensões. Para essa liga, também foram realizados ensaios de tração e de fadiga
controlados por amplitude de deformação, além de análise da superfície de fratura. Assim,
cabe aqui a comparação entre as duas ligas.
Em relação às propriedades mecânicas básicas dos dois materiais, observa-se que a
liga GKAlSiMg7 apresenta valores de rigidez, tenacidade e resistência superiores à liga
GKAlSi11, o que é mostrado na tabela A.II:
balanço 0,0271 0,0021 0,1158 0,0062 0,0064 0,0794 0,0019 0,0057 0,1741 10,94
Al Sr Ca Ti Ni Zn Mg Mn Cu Fe Si

�������������������� ��������������� ����������������������������������������� !"�����������
67
Tabela A.II: Comparação das propriedades mecânicas das ligas GK AlSi11 e GK AlSiMg7.
Em relação à vida em fadiga, observa-se que, para o mesmo carregamento, a liga
GKAlSiMg7 apresenta vida em fadiga maior que a liga GKAlSi11, o que pode ser
explicado pela sua microestrutura mais homogênea e refinada, que proporciona menos
concentração de tensões, apesar da existência de maior quantidade de pequenos poros
espalhados interdendriticamente, enquanto que na liga GKAlSi11 os poros predominantes
são originados pela presença de hidrogênio durante a solidificação, sendo
caracteristicamente arredondados e maiores. O gráfico da figura A.1 mostra curvas
relacionando a amplitude de deformação aplicada e a vida em fadiga das duas ligas em
estudo.
0,088±0,007 0,266±0,017 n
378±37 372±46 H
70 ±1,6 65 ±1 E (GPa)
36,29±2,71 28,79±9,84 UTReal(N.mm/mm3) 325,00±18,00 178,48±15,84 LFReal (MPa)
287,00±17,00 129,20±35,69 LF (MPa)
292,00±16,00 169,40±21,02 LR (MPa)
220,00±20,0 73,20±15,90 LE (MPa)
11,80±1,21 15,02±5,47 Redução de área (%)
10,84±2,03 11,82±3,05 AT25mm (%)
Liga GK AlSiMg7 Liga GK AlSi11 Propriedades

�������������������� ��������������� ����������������������������������������� !"�����������
68
Figura A.1: Comparação das curvas de amplitude de deformação em função do
número de ciclos para as ligas em estudo.
As curvas foram construídas a partir dos valores de 'fσ , '
fε , c, b e E de ambas as
ligas e da equação 24. Observa-se que a liga GK AlSiMg7 apresenta vida em fadiga maior
que a liga GK AlSi11 para amplitudes de deformação correspondentes a vidas entre 5000 e
8x106 ciclos, intervalo no qual estão contidos os ensaios realizados.
A comparação dos parâmetros de fadiga são dados na tabela A.III.
Tabela A.III: Parâmetros de comportamento cíclico das ligas GK AlSi11 e GK AlSiMg7. '
fε (mm/mm) c 'fσ (MPa) b H’ n’
GKAlSi11 4,82 -0,8853 169 -0,0577 128 0,028
GK Al SiMg7 0,04 -0,6619 702 -0,1397 676 0,137
�������������������� ��������������� ����������������������������������������� !"�����������
69
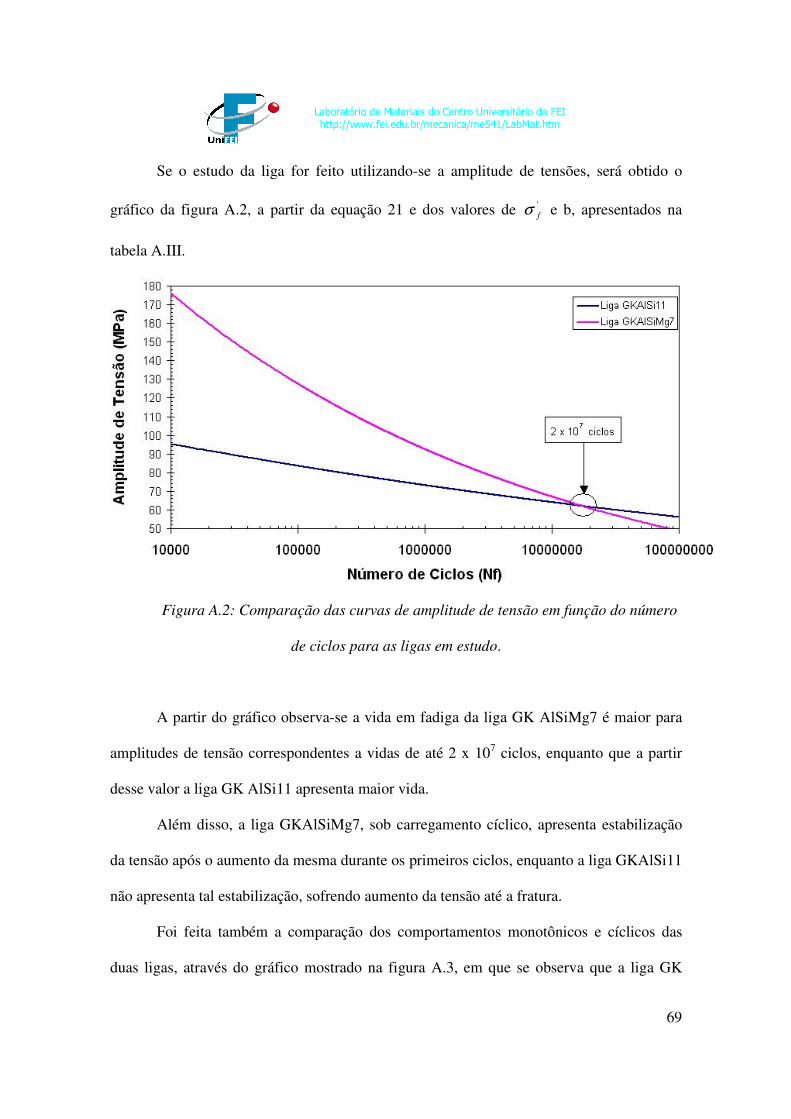
Se o estudo da liga for feito utilizando-se a amplitude de tensões, será obtido o
gráfico da figura A.2, a partir da equação 21 e dos valores de 'fσ e b, apresentados na
tabela A.III.
Figura A.2: Comparação das curvas de amplitude de tensão em função do número
de ciclos para as ligas em estudo.
A partir do gráfico observa-se a vida em fadiga da liga GK AlSiMg7 é maior para
amplitudes de tensão correspondentes a vidas de até 2 x 107 ciclos, enquanto que a partir
desse valor a liga GK AlSi11 apresenta maior vida.
Além disso, a liga GKAlSiMg7, sob carregamento cíclico, apresenta estabilização
da tensão após o aumento da mesma durante os primeiros ciclos, enquanto a liga GKAlSi11
não apresenta tal estabilização, sofrendo aumento da tensão até a fratura.
Foi feita também a comparação dos comportamentos monotônicos e cíclicos das
duas ligas, através do gráfico mostrado na figura A.3, em que se observa que a liga GK

�������������������� ��������������� ����������������������������������������� !"�����������
70
AlSiMg7 apresenta tensões maiores que a liga GK AlSi11 para o mesmo valor de
deformação. Além disso, percebe-se que a liga GK AlSiMg7 endurece sob carregamento
cíclico, já que as tensões da curva cíclica são maiores que as da monotônica, enquanto a
liga GK AlSi11 apresenta comportamento misto, endurecendo ciclicamente até
deformações de aproximadamente 0,007 mm/mm e depois amolecendo.
Figura A.3: Comparação das curvas tensão-deformação reais monotônicas e
cíclicas das ligas em estudo.
�������������������� ��������������� ����������������������������������������� !"�����������
71
Apêndice B – Análise Estatística dos Resultados
O estudo de confiabilidade de determinado equipamento ou componente é muito
útil, pois fornece a probabilidade do mesmo funcionar sem falhas durante determinados
tempos e condições, com certa confiança. Este estudo é bastante aplicado nos casos de falha
por fadiga e tem como objetivo estimar a vida em fadiga do produto em questão, incluindo
a probabilidade dessa falha. (Rodrigues, 2000; Stephens - C, 2001)
As distribuições de probabilidade mais usadas no estudo da falha por fadiga são a
Normal, a Log-normal e a de Weibull, sendo esta última preferencial em relação às outras
duas. (Stephens - C, 2001)
Distribuição de Weibull
Inicialmente, os dados de vida em fadiga do presente trabalho foram estudados pela
distribuição de Weibull.
A função densidade de probabilidade e a função de densidade de probabilidade
acumulada de Weibull são apresentadas respectivamente a seguir:
��
�
�
��
�
�
���
�
�
−−−−=
��
�
�
��
�
�
���
�
�
−−−×
��
�
�
��
�
�
���
�
�
−−×��
�
�
�
−=
−
β
ββ
γθγ
γθγ
γθγ
γθβ
xxF
xxxf
exp1)(
exp)(1
Onde β, γ e θ são parâmetros das funções. Cada autor os nomeia de forma diferente,
porém o que importa é a interpretação de seu significado:
�������������������� ��������������� ����������������������������������������� !"�����������
72
β = parâmetro de forma
θ = parâmetro de localização
γ = parâmetro de escala
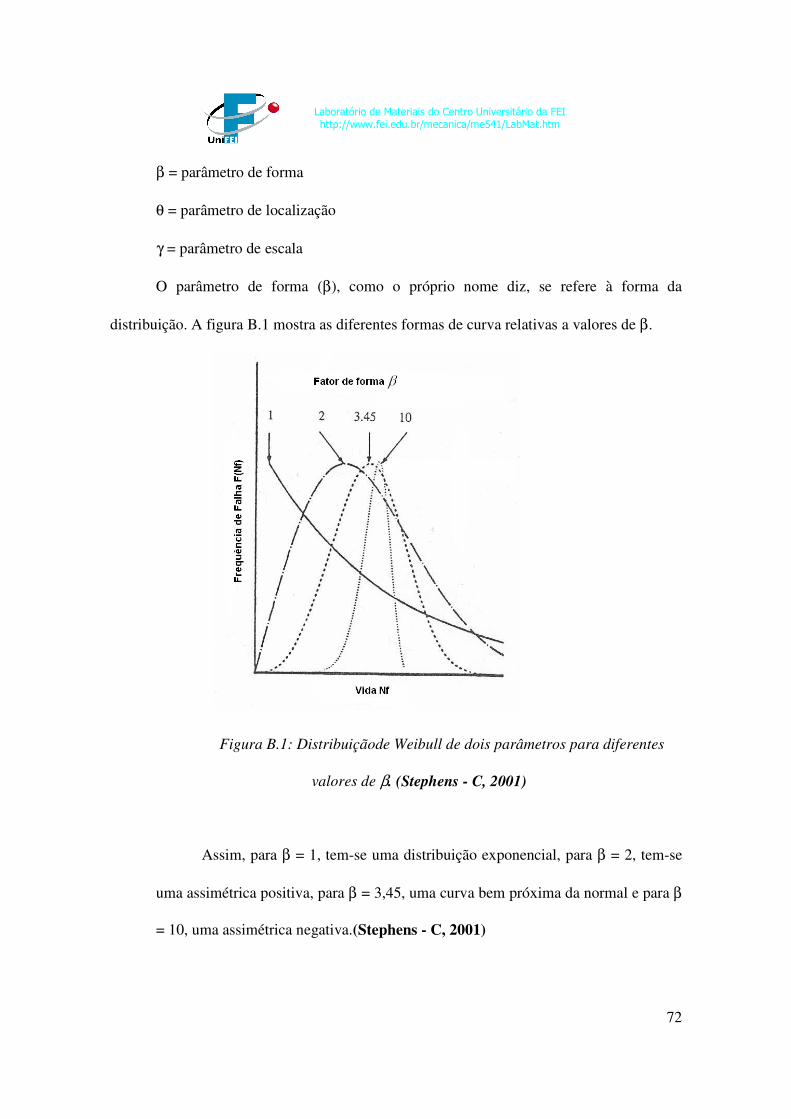
O parâmetro de forma (β), como o próprio nome diz, se refere à forma da
distribuição. A figura B.1 mostra as diferentes formas de curva relativas a valores de β.
Figura B.1: Distribuiçãode Weibull de dois parâmetros para diferentes
valores de β. (Stephens - C, 2001)
Assim, para β = 1, tem-se uma distribuição exponencial, para β = 2, tem-se
uma assimétrica positiva, para β = 3,45, uma curva bem próxima da normal e para β
= 10, uma assimétrica negativa.(Stephens - C, 2001)

�������������������� ��������������� ����������������������������������������� !"�����������
73
O parâmetro de escala (θ), ou vida característica, é o valor (no caso da fadiga, é o
número de ciclos) correspondente a 63,2% das falhas (Stephens - C, 2001). Esse valor foi
obtido substituindo-se o x da função F(x), apresentada anteriormente, por θ. Assim:
��
�
�
��
�
�
���
�
�
−−−−=
��
�
�
��
�
�
���
�
�
−−−−=
β
β
γθγθθ
γθγ
exp1)(
exp1)(
F
xxF
Como na divisão dentro do parênteses o numerador e o denominador são iguais,
resultará em 1:
( )[ ] [ ]%2,63632,0
718,21
1)(
1exp11exp1)(
==−=
−−=−−=
θ
θ β
F
F
(Lipson, 1973)
O parâmetro de localização (γ), ou vida mínima, é o valor mínimo da vida, ou
duração de um componente em uma população. Muitas vezes, o valor da vida mínima é
assumido como sendo zero, o que reduz a função densidade de probabilidade acumulada de
3 parâmetros apresentada para a função de 2 parâmetros (γ = 0):
���
�
���
���
�
�−−=β
θx
xF exp1)(
Assim, enquanto a função densidade de probabilidade de 3 parâmetros assume que a
vida mínima da população seja um valor finito diferente de zero, a função de 2 parâmetros
assume que ela seja zero, o que facilita o seu estudo. (Stephens - C, 2001; Lipson, 1973)
�������������������� ��������������� ����������������������������������������� !"�����������
74
O estudo dos dados segundo a distribuição de Weibull é feito através da confecção
de um gráfico em papel especial (papel de probabilidade de Weibull) que contém uma
escala que torna linear a função em questão e assim permite a obtenção dos seus
parâmetros. Se, após o posicionamento dos pontos correspondentes aos dados estudados no
gráfico, observar-se que eles não são lineares, pode se chegar a duas conclusões: ou o valor
de γ é diferente de zero (neste caso, é possível adaptar o gráfico para linearizá-lo e analisar
o resultado) ou a população estudada não segue a distribuição de Weibull. (Lipson, 1973)
O papel de probabilidade de Weibull apresenta na abscissa os valores referentes ao
tempo, ou, nesse caso, número de ciclos até a falha e na ordenada a porcentagem de falha
acumulada. A escala para tornar linear a função foi obtida a partir da função densidade de
probabilidade acumulada de Weibull de 2 parâmetros:
���
�
���
���
�
�=−
���
�
���
���
�
�−=−
���
�
���
���
�
�−−=
β
β
β
θ
θ
θ
xxF
xxF
xxF
exp)(1
1
exp)(1
exp1)(
( )θββ
θ
β
lnln)(1
1lnln
)(11
ln
−=���
�
�
−
��
�
�=���
�
�
−
xxF
xxF
Comparando essa equação com a equação de reta baxy += , temos:
)(11
lnlnxF
Y−
=
xX ln=
�������������������� ��������������� ����������������������������������������� !"�����������
75
β=a (portanto, β é o coeficiente angular da reta)
θβ ln−=b (Lipson, 1973)
Para se apresentar graficamente estes valores, deve-se ordená-los em ordem
crescente e determinar a probabilidade de falha correspondente através da classificação,
dada por:
( )( )��
���
�
+−
4,03,0
nj
onde n é o número de elementos da amostra e j é o número de ordem do dado
amostral. (Rodrigues, 2000; Stephens - C, 2001)
A descrição feita anteriormente sobre a manipulação dos dados para que seja
possível estudá-los pela distribuição de Weibull foi feita com o objetivo de mostrar qual é a
base para a criação dos gráficos, que é utilizada quando estes são feitos manualmente.
Porém, aqui o estudo será feito com o auxílio de um dos softwares de estatística presentes
no mercado (Minitab, release 14-demo), o que resulta em uma precisão maior do que um
gráfico feito à mão.
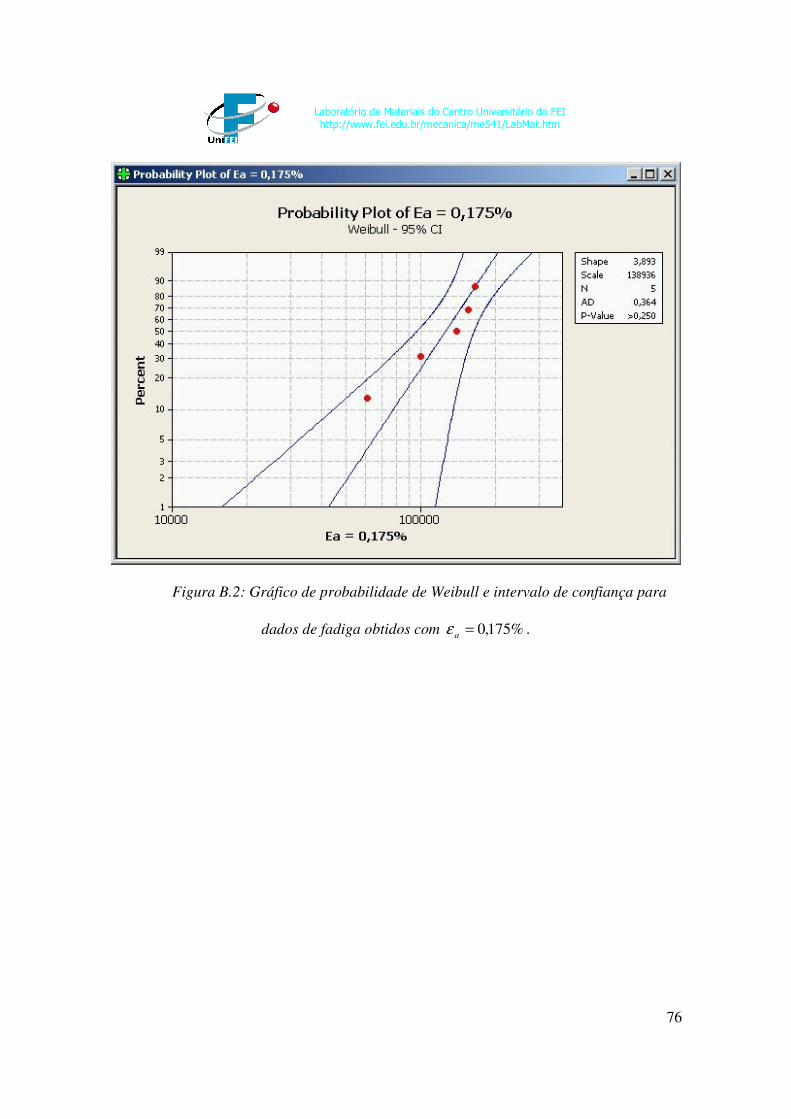
Para cada uma das amplitudes de deformação estudadas, foi feito o gráfico no papel
de Weibull, incluindo o intervalo de confiança (figuras B.2 a B.5).
�������������������� ��������������� ����������������������������������������� !"�����������
76
Figura B.2: Gráfico de probabilidade de Weibull e intervalo de confiança para
dados de fadiga obtidos com %175,0=aε .
�������������������� ��������������� ����������������������������������������� !"�����������
77
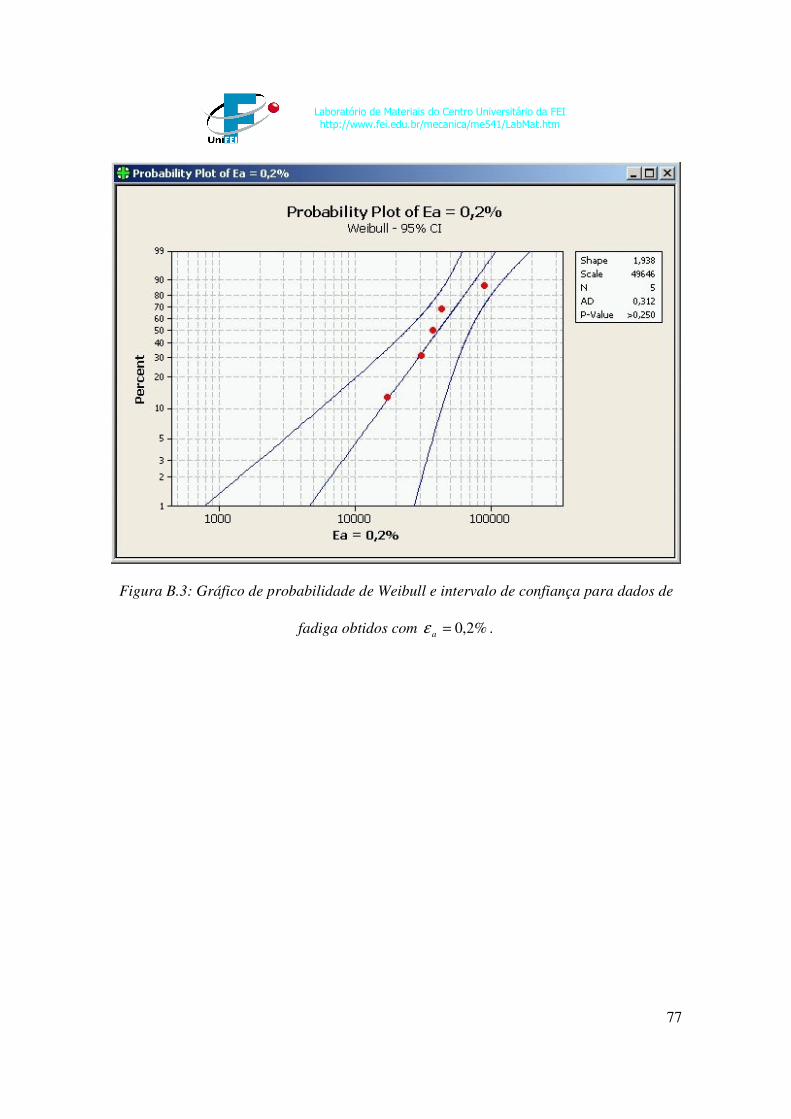
Figura B.3: Gráfico de probabilidade de Weibull e intervalo de confiança para dados de
fadiga obtidos com %2,0=aε .
�������������������� ��������������� ����������������������������������������� !"�����������
78
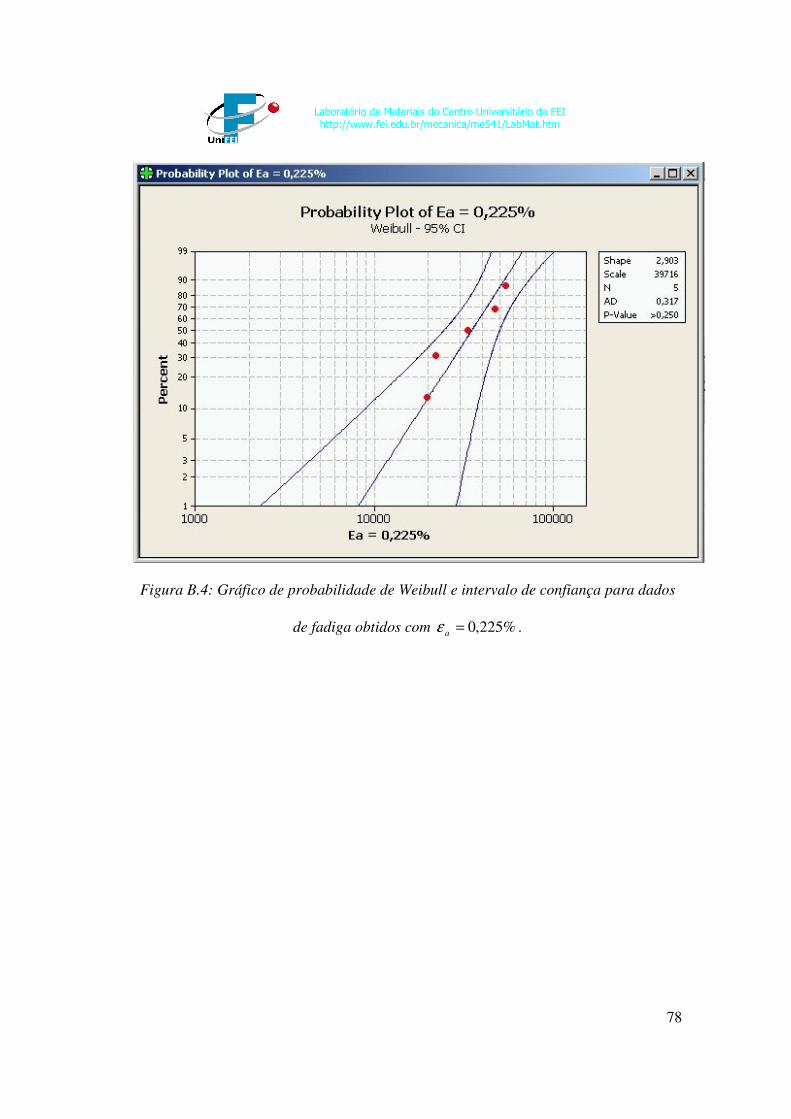
Figura B.4: Gráfico de probabilidade de Weibull e intervalo de confiança para dados
de fadiga obtidos com %225,0=aε .

�������������������� ��������������� ����������������������������������������� !"�����������
79
Figura B.5: Gráfico de probabilidade de Weibull e intervalo de confiança para dados de
fadiga obtidos com %25,0=aε .
Pelos gráficos apresentados, observa-se que as posições dos pontos desenhados
resultaram em retas, apesar destas serem aproximadas, o que mostra que os dados em
estudo podem ser representados pela distribuição de Weibull. Analisando-se os parâmetros
de forma, fornecidos nos gráficos, percebe-se que, entre as formas das distribuições de
Weibull apresentadas (exponencial, assimétrica positiva, normal e assimétrica negativa), as
distribuições dos dados em estudo têm a forma mais aproximada da Normal
( 893,3175,0 =β , 903,2225,0 =β , 287,425,0 =β ), com exceção dos dados para amplitude de
deformação igual a 0,2 %, que se aproximam mais de uma assimétrica positiva
( 938,12,0 =β ). É importante salientar, no entanto que estes valores dos parâmetros de

�������������������� ��������������� ����������������������������������������� !"�����������
80
forma não estão tão próximos dos valores característicos para estas formas de curva de
Weibull.
Além disso, observa-se que os intervalos de confiança estão muito abertos, o que
faz com que percam sua significância, ou seja, na prática, saber que a vida em fadiga de um
elemento pode variar entre um número muito pequeno e um número muito grande de ciclos
não irá ajudar.
Assim, decidiu-se fazer também o estudo da curva de distribuição Normal para os
dados apresentados.
Distribuição Normal
A distribuição Normal, também conhecida como distribuição de Gauss, é descrita
por dois parâmetros principais: média ( x ) e desvio-padrão (σ ). A figura B.6 mostra a
forma da curva Normal:
Figura B.6: Curva Normal(Stephens - C, 2001).
�������������������� ��������������� ����������������������������������������� !"�����������
81
A função densidade de probabilidade f(x) é apresentada a seguir:
2
21
2
1)(
��
�
� −−
×= σ
πσ
xx
exf
A função densidade de probabilidade acumulada é dada pela integral da função
anterior:
)()( xfxF =
(Stephens - C, 2001)
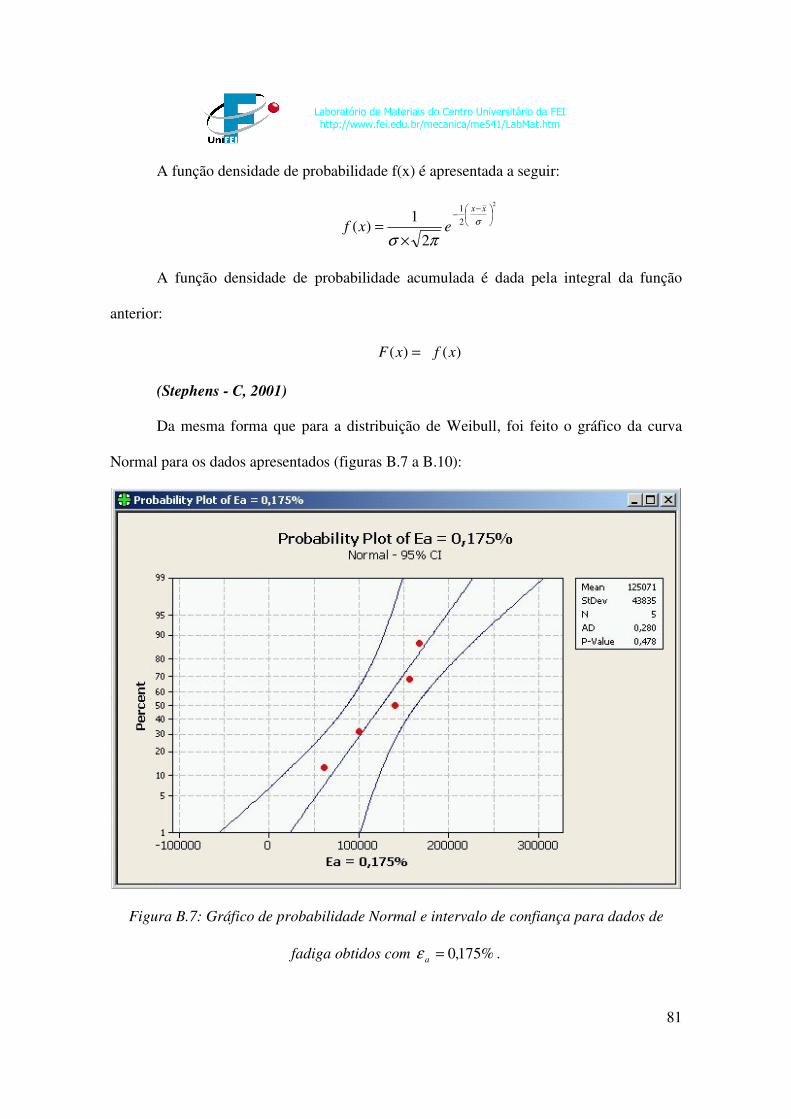
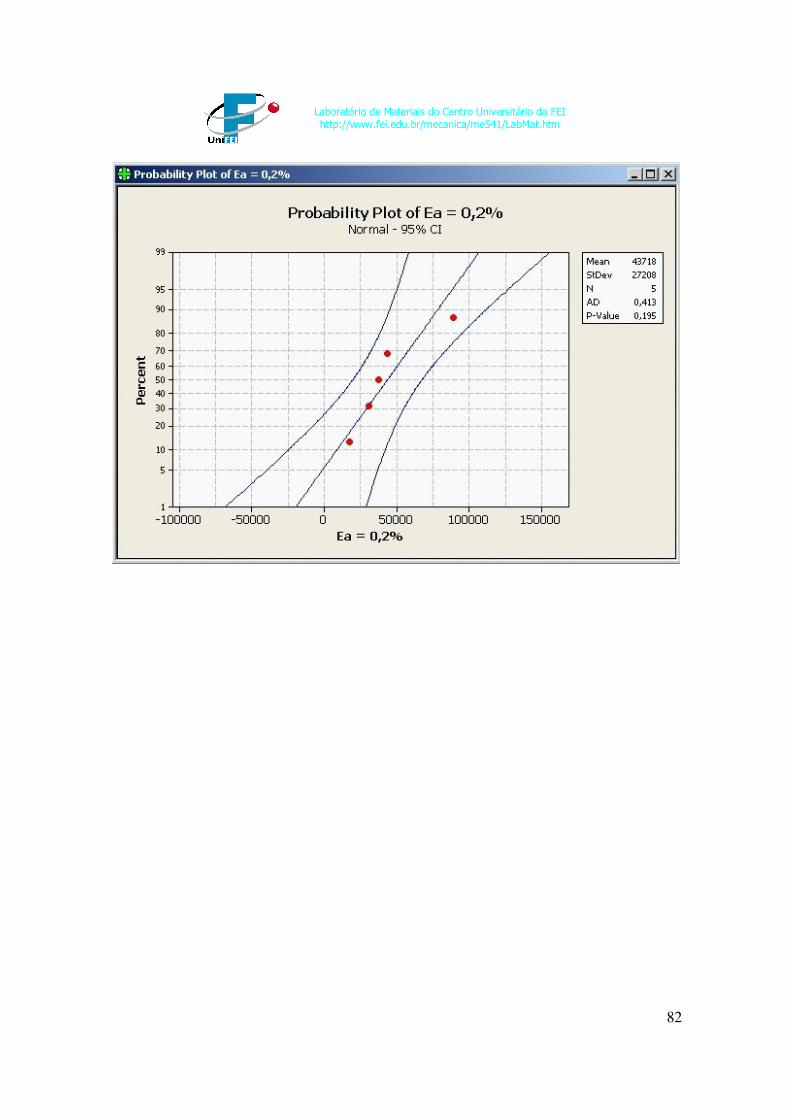
Da mesma forma que para a distribuição de Weibull, foi feito o gráfico da curva
Normal para os dados apresentados (figuras B.7 a B.10):
Figura B.7: Gráfico de probabilidade Normal e intervalo de confiança para dados de
fadiga obtidos com %175,0=aε .
�������������������� ��������������� ����������������������������������������� !"�����������
82