Embed Size (px)
Citation preview
www.tempotecnico.com.br - Edição 16 1
INCORPORAÇÃO DE MATERIAIS ALTERNATIVOS EM LAJOTAS
Deus
seja
louva
do!
v. 4
| n. 3
| ed.
16 | 2
015 |
ISSN
2357
-939
0
(48) 3045.7862 - www.tempotecnico.com.br
Rua Vitório Serafim, nº 120, sala 35 - Centro, Criciúma - SC - 88801-012V. 03 - N. 02 - 2014 - Tiragem: 3.000 - Bimestral - Coan CTP
SUSTENTABILIDADE
MATÉRIA PRIMA
INOVAÇÃO
MEIO AMBIENTE
06
16
42
32
Incorporação de materiais alternativos em lajotas de cerâmica
Incorporação do lodo em mistura de argilas para produção de cerâmica vermelha
AGF Consultoria inova com lançamento de Forno Perolla
Identificação de impactos ambientais gerados pelas produção cerâmica vermelha
S U M Á R I O
Conselho Administrativo Jorge Luís Espíndola - Diretor GeralLarraine Espíndola Ferreira - Diretora Administrativa
Conselho EditorialAnselmo Grossi Fernandes - Engenheiro de Segurança do Trabalho (UFMG)Douglas Deolindo - Especialista em Automação Industrial (SATC)Fernando Michelon Marques - Mestre em Engenharia de Minas Metalurgia e Materiais (UFRGS)Ricardo Dutra - Engenheiro de Minas (Escola Politécnica da Universidade de São Paulo)Vitor Nandi - Mestre em Ciência e Engenharia de Materiais (UFSC)Vitor Salvado Frutuoso da Costa - Mestre em Engenharia de Materiais (Instituto Superior Técnico – Portugal)
Os conceitos expressados nos artigos, são exclusivamente responsabili-dade dos autores. É permitida a reprodução total ou parcial dos conteúdos desta publicação, com a autorização por escrito do diretor, citando fontes, edição e data de publicação. Informações adicionais de quaisquer artigos podem ser disponibilizadas escrevendo para nosso correio eletrônico.
Daniel Luís de Andrade (freelancer)Gerenciamento de Comunicação,
Editoração, Projeto Gráfico, Diagramação e Arte
Kennia Cristina da Silva de Andrade (freelancer)Editora de conteúdo, Redação,
Revisão de textos e Diagramação
(48) 3045.7862 - www.tempotecnico.com.brRua Vitório Serafim, nº 120, sala 35 - Centro, Criciúma - SC - 88801-012
v. 4 | n. 3 | ed. 16 | 2015 - Tiragem: 3.000 - Bimestral
facebook.com/revistatempotecnico
Acompanhe nossas novidades agora mesmo!
ENTREVISTA
50 Metalúrgica Costa é sinônomo de tradição e qualidade
EVENTO
46 ANFAMEC
6 www.tempotecnico.com.br - Edição 1666
INCORPORAÇÃO DE MATERIAIS ALTERNATIVOS EM LAJOTAS DE CERÂMICAE. O. B. Nara, J. A. R. Moraes, A. M. V. de Freitas, G. Rediske, G. B. Benitez(Universidade de Santa Cruz do Sul)
Segundo Eires (2006), entende-se por construção sustentável todo o sistema construtivo que possibi-lite uma economia de recursos materiais e energé-ticos, respondendo satisfatoriamente às exigências técnicas, sociais e artísticas, proporcionando a curto ou longo prazo, um equilíbrio energético do edifício. A pesquisa visou, por conseguinte, o de-senvolvimento de um novo produto, utilizando como material alternativo a casca de arroz incorporada as tavelas que formam juntamente com os barrotes o piso ou os forros dos apartamentos e das casas de alvenaria. Procurou-se com essa pesquisa dar um caráter mais nobre e aproveitar os resíduos provenientes das cascas de arroz, resíduo esse de origem agrícola, que se encontra em grande quan-tidade na região sul do país. Como o objetivo geral procurou-se desenvolver um novo produto para construção civil baseado na utilização de resíduo de casca de arroz aglomera-da as lajotas de cerâmica - tavelas. Como objetivo específico procurou-se: analisar as características
físico-químicas da casca de arroz; compreender os fatores que influenciam no isolamento acústico em construções de edifícios; avaliar experimen-talmente a incorporação das cascas de arroz aglomeradas em lajotas de cerâmica – tavelas - analisando seu potencial para redução dos níveis de ruído em edifícios e casas de alvenaria; elaborar ensaios com lajotas de cerâmicas convencionais e compará-las com as lajotas de cerâmicas incor-poradas com casca de arroz. Justificou-se o pre-sente estudo pela necessidade de desenvolvimento de materiais alternativos para construção civil, de forma que possibilite a economia de materiais e o aproveitamento de rejeitos visando à incorporação de produtos sustentáveis durante o processo de construção de prédios e casas. O crescimento da população mundial, associado ao avanço tecnológico alcançado nos últimos anos, gera como consequência uma enorme contamina-ção no meio ambiental, tanto no que se refere à emissão de gases tóxicos, quanto na produção de
enormes quantidades de resíduos, sem um local apropriado para a sua disposição final (SANTOS, 1997). De acordo com alguns investigadores, a forma mais eficiente para a indústria da constru-ção se tornar uma atividade sustentável passa pela incorporação de resíduos de outras indús-trias (METHA, 2001). Segundo Caldas et al. (2013), diversas indústrias geram resíduos que poderiam ser potencialmente utilizados em outros setores industriais, devido à sua disponibilidade de oferta, seus potenciais técnicos e seus custos adequados que, algumas vezes, podem restringir-se apenas ao transporte do material até o local de sua utili-zação. A gestão adequada de resíduos implica na necessidade de se estudar mercados onde seu reaproveitamento seja possível e, por ser o setor industrial o que mais consome matérias primas de diversas naturezas, a construção civil poderá ser potencialmente uma grande opção para a utilização de produtos reciclados e subproduto do setor in-dustrial (JOHN, 1999).
S U S T E N T A B I L I D A D E
INTRODUÇÃO
REVISÃO BIBLIOGRÁFICAOs impactos ambientais do fluxo de materiais na produção do ambiente construído são evidentes. As construções de edificações consomem até 75% dos recursos extraídos da natureza, com o agra-vante que a maior parte desses recursos não são renováveis. Na visão de Thomson et al., (1998), a prática de reutilização de componentes existentes são revisados para aproveitamento na redução de impactos ambientais, como atributos de processos condizente em aproveitamento identificado. A pro-
dução, transporte e uso de materiais contribuem para a poluição global e as emissões de gases de efeito estufa e de poluentes do ambiente interno de edificações, os quais são igualmente relevan-tes (JOHN et al., 2007). São diversos os fatores que justificam a necessidade de uma arquitetura sustentável, como crescimento da população, a in-dustrialização, o consumo exagerado de produtos não renováveis e grande produção de resíduos. Os materiais de construção têm um impacto conside-
rável sobre o meio ambiente, com isso exige uma atenção maior em relação ao uso e escolhas dos materiais. (Akadiri, 2012) Uma construção mais sustentável depende da seleção correta de materiais e componentes, que pode ser definida como a seleção de produtos que, combinada com o correto detalhamento de projeto, resulta em impactos ambientais menores e em maior benefício social, dentro dos limites da viabilidade econômica, para uma dada situação

www.tempotecnico.com.br - Edição 16 77
(JOHN et al., 2007). Para uma seleção susten-tável de materiais deverá ser evidenciado três aspectos: o ambiental, o econômico e o social, assim, deve-se minimizar o uso de recursos não renováveis em busca de um reaproveitamento de materiais evitando assim geração de resíduos; deve-se promover uma distribuição equitativa de custos e benefícios e melhorar a qualidade de vida entre a sociedade, não inviabilizando os aspectos estéticos da construção. Segundo Borge (2000), o projetista adquire então uma posição chave entre a sociedade e a indústria de construção, influen-ciando estas nas escolhas de soluções menos consumidoras de energia, menos poluentes, mais reutilizáveis e ao mesmo tempo mais econômicas e funcionais. Austin et al., (2007) identificam que o setor da construção é muitas vezes focado nos objetivos de curto prazo de projetos, ao invés de estratégia de negócios de longo prazo e relações organizacionais. Os instrumentos de política ambiental, contempo-raneamente empregados no mundo são de duas ordens: Instrumentos Regulatórios, do tipo Co-mando e Controle; e os Instrumentos de Incentivos Econômicos ou de Mercado (SOUZA, 1998). O pri-meiro grupo corresponde às obrigações, normas e padrões a serem cumpridos de forma criteriosa, visando identificar problemas ambientais específi-cos acompanhados de um conjunto de penalidades para aqueles que não as cumprirem. Já o segundo grupo estimula um aumento de acesso a recursos e tecnologias ambientais, subsidiando atividades que inserem gestão ambiental, reduzindo incen-tivos àqueles que possuem impacto negativo ao meio ambiente. É o conjunto de procedimentos que irão ajudar a organização a entender, con-trolar e diminuir os impactos ambientais de suas atividades, produtos e/ou serviços. Para se obter um plano de gestão ambiental em um determina-do empreendimento, Cavalcanti (2010) relata que se devem identificar necessidades e problemas com base na análise dos recursos naturais, suas tendências, potencialidades de ação de impacto e valores sócios culturais. No meio rural, o setor orizícola destaca-se entre os setores que tem demonstrado preocupação com o meio ambiente e têm adotado medidas visando à redução dos im-pactos ambientais decorrentes das externalidades do sistema produtivo (SAIDELLES, 2012). Para Saidelles (2012) os resíduos gerados na agroindústria de beneficiamento de arroz, consi-derados como os principais, produzidos em grande escala e que podem reduzir os impactos socioam-bientais são a casca de arroz e as cinzas. Alguns
produtores rurais já reutilizam a casca de arroz como combustível através da queima na caldeira e outros utilizam em sua própria propriedade. De acordo com Dias (2011) a compostagem é um dos destinos atualmente mais utilizados para este re-síduo. . O próximo passo seria o reaproveitamento dos resíduos gerados na fabricação de outros produtos e na utilização destes resíduos em outros processos como insumos (casca de arroz) (SAI-DELLES, 2012). Nos últimos anos, o interesse por políticas públicas para os resíduos gerados pelo setor da construção civil tem se acirrado com a discussão de questões ambientais. Dentre todas as alternativas a mais eficaz para diminuir os impactos ambientais oriundos da cons-trução civil é a redução da geração de resíduos, além de ser a melhor alternativa do ponto de vista econômico. Dessa forma, muitas indústrias da construção civil estão associando as questões ambientais aos seus processos produtivos através dos denominados Sistemas de Gestão Ambiental (SGA). O sucesso do SGA de uma indústria depende da relação entre os aspectos ambientais ligados aos processos de produção, aos produtos e aos serviços (NICOLELLA, ET. AL, 2004). Segundo Lemos (1998) em um SGA é preciso considerar um sistema a partir de três perspectivas. Uma delas refere-se aos fatores co-ercivos (regulações, multas, barreiras comerciais não tarifadas, pressões externas, etc.). De forma geral, as empresas tratam as suas não confor-midades de forma reativa. Outra perspectiva é a econômica quando as empresas vislumbram opor-tunidades competitivas com a preservação am-biental. A terceira perspectiva refere-se a fatores de conscientização ambiental (responsabilidade ambiental e ética). Geralmente, quando as empre-sas incorporam estas visões em suas estratégias, isto ocorre de forma pró-ativa. O SGA deve ser implantado de forma integrada ao gerenciamento global de uma organização pública ou privada. A ação do SGA não deve ocorrer de forma isolada do gerenciamento da empresa. O meio ambiente não deve ficar restrito a uma sala, departamento ou
conjunto de pessoas que atuam de forma isolada na empresa, mas permear toda a organização. Isto evidencia a importância estratégica que a dimen-são ambiental está assumindo nas organizações (ALBUQUERQUE, 2010). Em um SGA, a gestão dos resíduos, é considerada uma atividade complexa que contempla desde o mapeamento dos resíduos gerados até a verificação da viabilidade técnica e econômica de prevenir e minimizar a geração de cada resíduo, segregá-lo, classificá-lo, identificá-lo e armazená-lo de forma adequada até o transporte e a destinação final. Uma das primeiras etapas é o mapeamento da geração de resíduos, que deve ser realizada no formato de planilhas, identificando e caracterizando os resíduos gerados em cada setor e sua destinação de forma generalizada (ANDRADE & CHIUVITE, 2004).Segundo Eires (2006), a recuperação de resídu-os, além das vantagens ambientais, pode auxiliar na produção de materiais que possam ser de-senvolvidos com menor custo, reduzindo gastos econômicos para se obter o mesmo conforto nas habitações. Os estudos da acústica ambiental provenientes do meio urbano podem ocasionar sérios problemas dentro das edificações, degradando a qualidade de vida e o bem-estar da população. Souza (2000) um dos maiores índices de recla-mações devido à transmissão de ruído de impacto através de lajes advêm do ruído do tipo impulsivo, resultante do caminhar, ou queda de objetos, sobre as lajes, principalmente no período noturno. A NBR 10151 (2000 p.03) descreve os níveis de ruído para avaliação dos diversos ambientes externos como está indicado no quadro 1, sendo os limites de ho-rário para o período diurno e noturno podendo ser definidos pelas autoridades de acordo com os há-bitos da população. Porém, o período noturno não deve começar depois das 22h e não deve terminar antes das 7h do dia seguinte. Se o dia seguinte for domingo ou feriado o término do período noturno não deve ser antes das 9h. Para ambientes inter-nos o nível do quadro 1 deve sofrer correção de 10 dB (A) para janela aberta e 15 dB (A) para janela fechada.
Quadro 1. Nível de critério de avaliação - NCA - para ambientes externos, em dB (A)
Fonte: NBR 10151, 2000
8 www.tempotecnico.com.br - Edição 16888
A NBR 10152 (1987 p. 02) fixa os níveis de ruídos compatíveis com o conforto acústico em ambien-tes diversos, conforme está indicado no quadro 2, o valor inferior da faixa representa o nível sonoro para conforto, enquanto que o valor superior sig-nifica o nível sonoro aceitável para a finalidade, níveis superiores são considerados de desconfor-to, sem necessariamente implicar risco de dano à saúde.Segundo Vianna e Ramos (2005), só existem con-forto quando há um mínimo de esforço fisiológico em relação ao som, a luz, ao calor e à ventilação para a realização de uma determinada tarefa.Na natureza tudo possui propriedade acústica variando a capacidade de absorção pelo tipo de material. Na escolha do material para ser usado na acústica ainda deve ser percebida a taxa de ocu-pação do ambiente de manutenção, a durabilidade, a estabilidade e resistência ao fogo.Segundo Nakamura (2006) a capacidade de absor-ção é quando, por meio da transformação vibrató-ria em energia térmica, o material pode dissipar a energia sonora que incide sobre este. Neste caso são usados materiais leves, fibrosos como espumas de poliéster, fibras cerâmicas, tecidos, etc. A indústria tem desenvolvido novos materiais com coeficientes de isolamento acústico e/ou de absorção muito mais eficientes que os materiais até então considerados “acústicos”. Desta manei-ra tem sido possível se obter, mediante variações de sua composição, resultados acústicos satisfa-tórios que atendam as necessidades do utilizador (MARQUES et al, 2009; MARQUES et. al, 2010).O uso atualmente de materiais recicláveis na acústica ambiental, e o crescimento de produtos reutilizáveis ou recicláveis na acústica ambiental tem se tornado cada vez maior. Neste campo tem sido empregado isolantes com base em fibras têxteis, celulose, resíduos de pneus entre alternativas oriundas de processos de reci-clagem, criando soluções para o uso de resíduos e contribuindo para um melhor desempenho am-biental de certos materiais. Também com o propó-sito de produzir isolantes que gerem baixo impacto ambiental, podem ser utilizadas fibras de origem vegetal ou animal (lã).A casca de arroz é composta por 2% proteínas, 0,3% gorduras, 34,5% de fibras, 13,2% de pro-teínas e 22% de carboidratos, apresentando alta dureza, fibrosidade e natureza abrasiva. Ela possui alto teor de sílica, composta de aproximadamente 50% de celulose, 30% de lignina e 20% de sílica de base anidra (METHA, 1992 apud SANTOS, 1997). . Segundo Della et al. (2006), a sílica pura ou como
Quadro 2. Valores dB(A) e NC - Curva de Avaliação de Ruído
Fonte: NBR 10152, 1987
mineral, é um composto amplamente utilizado na indústria química inorgânica, com grande ênfase na indústria de cerâmica, principalmente como matéria prima para fabricação de vidros, refra-tários, tubos cerâmicos, isolantes térmicos e abrasivos. Na indústria da construção civil, como componente em cimentos, concretos e argamas-sas, a sílica tem fundamental importância, pois é responsável pela resistência mecânica, viscosida-de e tempo de endurecimento. E ainda este mate-rial oriundo da casca de arroz esta sendo utilizado juntamente à argila na fabricação de tijolos e te-lhas como bom isolamento térmico e concreto de baixo peso (GOIVINDARAO, 1980).
A inovação incremental refere-se a qualquer tipo de melhoria em um produto, processo ou forma de organização da produção dentro da empresa, podendo trazer também lucratividade, qualidade e aumento da eficiência técnica. A otimização de processos de produção, o design de produtos ou a diminuição na utilização de materiais e componen-tes na produção de um bem podem ser considera-dos inovações incrementais (LEMOS, 1999). . Para Martins e Barros (2003) a inovação na construção civil que ocorreu no Brasil no início dos anos 90 contribuiu para a evolução do setor da construção na medida em que permitiu às empresas constru-toras a importação de produtos e tecnologias.
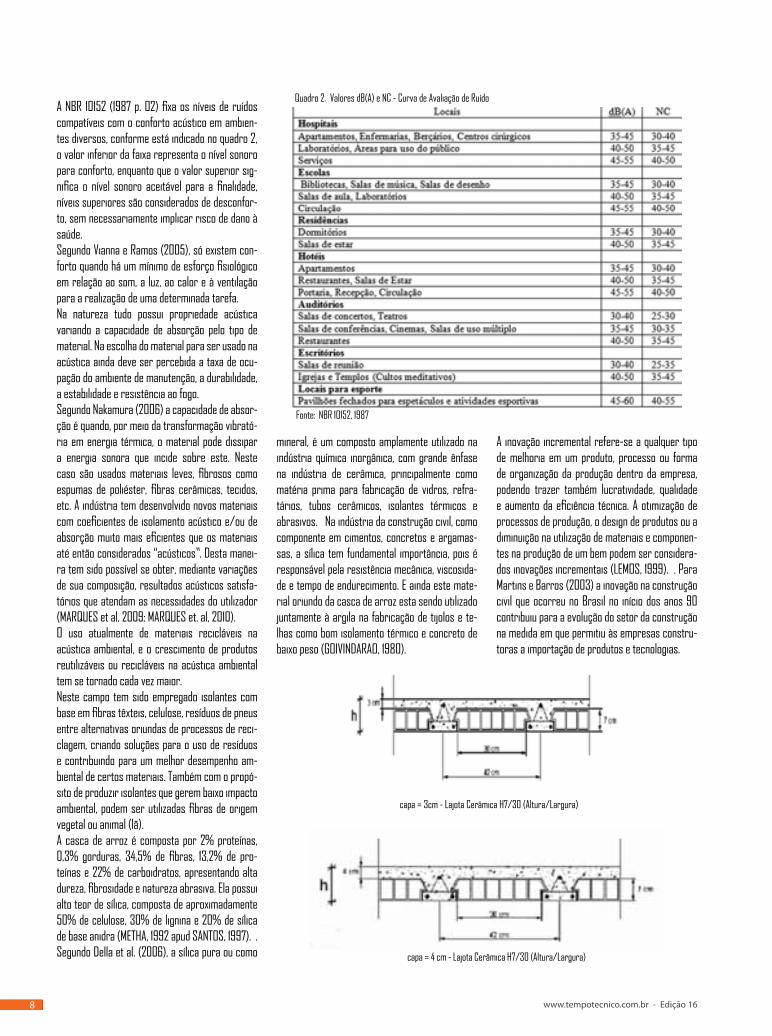
capa = 3cm - Lajota Cerâmica H7/30 (Altura/Largura)
capa = 4 cm - Lajota Cerâmica H7/30 (Altura/Largura)


10 www.tempotecnico.com.br - Edição 161010101010
MetodologiaApós a pesquisa, e a compreensão do tema objeto desse trabalho os pesquisadores rea-lizaram novos insights que serviram de ponta pé iniciais para a coleta dos dados propria-mente ditos.
Figura 1- Tavela convencional Ficha técnica das tavelas convencionais (fig.1) comerciais mais baratas:HxLxC (Cm): 7x30x20Peso (kg): 2,75Peças/m²: 13Resistencia (flexão): ≥ 0,7 KNAbsorção de água (Aa): 8 A 22 %
MATERIAIS E MÉTODOS
Nesse período diversas empresas construto-ras investiram na modernização dos meios de produção, observando-se a crescente industria-lização nos canteiros. Dentro deste contexto, Taniguti et al. (1998) define inovação tecnológica como sendo um aperfeiçoamento tecnológico, resultado de atividades de pesquisa e desen-
volvimento internas ou externas à empresa, aplicado ao processo de produção do edifício objetivando a melhoria de desempenho, qualida-de ou custo do edifício ou de uma parte do mes-mo. Para Junior e Amaral (2008), a inovação na construção civil também pode ser determinada pela vantagem relativa perante o procedimento
tradicional, complexidade, compatibilidade e ex-perimentação. A inovação na construção civil pode ser encon-trada em diferentes etapas: nos produtos aca-bados da construção, nos produtos fornecidos para a construção e na organização interna das empresas do setor.
Figura 2- Cascas de arroz Figura 3- Tavela com casca de arroz aglomeradas internamente (tavela acústica)
Elaboração do ensaioPara realizar os ensaios do novo produto montou--se uma caixa de madeira no tamanho de 50 cm x 30 cm x 20 cm (H x L x C) aberta apenas na parte superior (fig.4) onde se posicionou uma tavela de 7 cm x 30 cm x 20 cm (H x L x C) a qual visou representar a parte superior dos apartamentos ou o forro de uma casa de alvenaria (fig.5).Os ensaios foram executados da seguinte maneira:Colocou-se dentro da caixa de madeira uma sirene e se mediu externamente o ruído produzido para fora dessa caixa pela sirene. Esse procedimento foi repetido por cinco vezes e se anotou os valores re-gistrados pelo decibelímetro, para depois se obter uma média das medições, em dois momentos:Na caixa de madeira se colocou primeiro a tavela convencional (fig.1), sem as cascas de arroz aglo-meradas internamente, e se anotou os ruídos inci-
dentes para fora da caixa.Foram feitas cinco anotações, e posteriormente se fez a média e o desvio padrão dessas leituras. Num segundo momento se colocou a tavela com as cascas de arroz aglomeradas e foi realizado o mesmo procedimento, ou seja: com a sirene inter-namente a caixa, mediu-se o ruído incidente para fora da caixa, na mesma distância que se executou a medição anterior e se anotou o ruído provocado pela sirene. Como no experimento anterior também foi feito cinco leituras, e foi calculado a média e des-vio padrão, dessas leituras. Com os dados coletados, pode-se fazer uma com-paração da redução dos níveis de ruídos que ocor-reram antes e após a substituição das tavelas. A caixa de madeira serviu apenas para simular um ambiente qualquer.
bloco único capaz de ser penetrado nos vãos das tavelas. Após a montagem do protótipo, tavelas acústicas (fig.3) elaborou-se alguns ensaios, procurando avaliar a real eficiência do novo produto.
Elaborou-se uma amostra do novo produto, inserindo dentro das tavela (fig.1), que se obtém comercialmente, as cascas de arroz (fig.2) de forma aglomerada com tenaz (cola branca) visando aglutiná-las e formar um
Figura 4- Caixa de madeira
Figura 5- Caixa de madeira com tavela na parte superior

12 www.tempotecnico.com.br - Edição 16121212
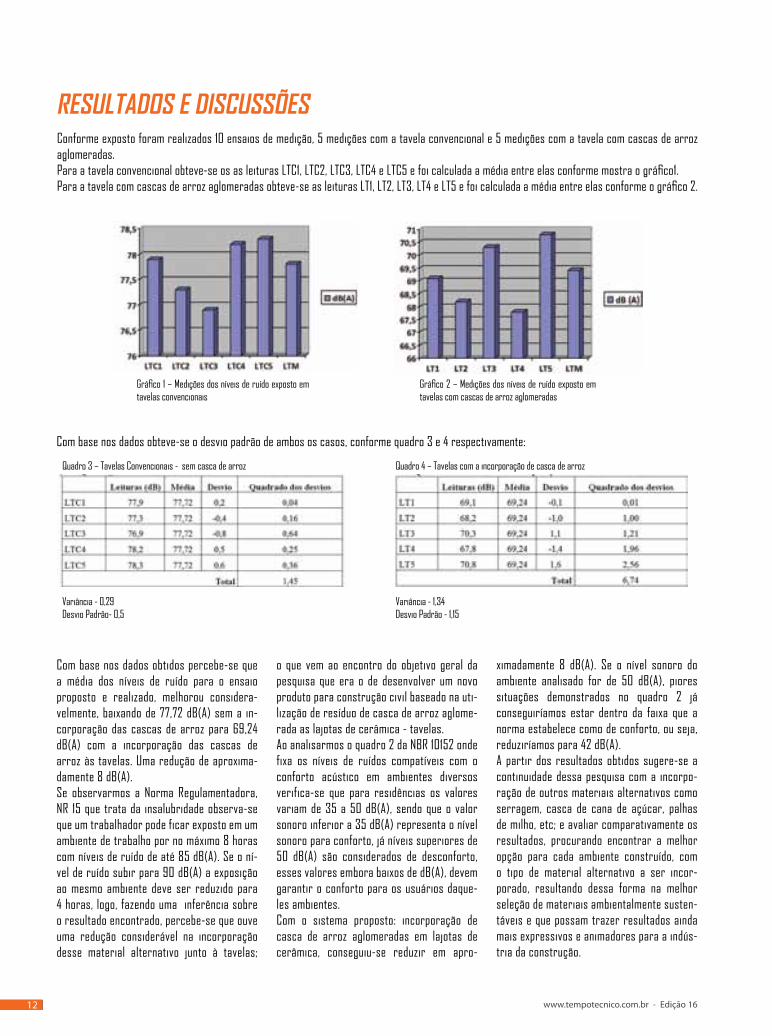
RESULTADOS E DISCUSSÕESConforme exposto foram realizados 10 ensaios de medição, 5 medições com a tavela convencional e 5 medições com a tavela com cascas de arroz aglomeradas.Para a tavela convencional obteve-se os as leituras LTC1, LTC2, LTC3, LTC4 e LTC5 e foi calculada a média entre elas conforme mostra o gráfico1.Para a tavela com cascas de arroz aglomeradas obteve-se as leituras LT1, LT2, LT3, LT4 e LT5 e foi calculada a média entre elas conforme o gráfico 2.
Gráfico 1 – Medições dos níveis de ruído exposto em tavelas convencionais
Gráfico 2 – Medições dos níveis de ruído exposto em tavelas com cascas de arroz aglomeradas
Com base nos dados obteve-se o desvio padrão de ambos os casos, conforme quadro 3 e 4 respectivamente:
Quadro 3 – Tavelas Convencionais - sem casca de arroz Quadro 4 – Tavelas com a incorporação de casca de arroz
Variância - 0,29Desvio Padrão- 0,5
Variância - 1,34Desvio Padrão - 1,15
Com base nos dados obtidos percebe-se que a média dos níveis de ruído para o ensaio proposto e realizado, melhorou considera-velmente, baixando de 77,72 dB(A) sem a in-corporação das cascas de arroz para 69,24 dB(A) com a incorporação das cascas de arroz às tavelas. Uma redução de aproxima-damente 8 dB(A). Se observarmos a Norma Regulamentadora, NR 15 que trata da insalubridade observa-se que um trabalhador pode ficar exposto em um ambiente de trabalho por no máximo 8 horas com níveis de ruído de até 85 dB(A). Se o ní-vel de ruído subir para 90 dB(A) a exposição ao mesmo ambiente deve ser reduzido para 4 horas, logo, fazendo uma inferência sobre o resultado encontrado, percebe-se que ouve uma redução considerável na incorporação desse material alternativo junto à tavelas;
o que vem ao encontro do objetivo geral da pesquisa que era o de desenvolver um novo produto para construção civil baseado na uti-lização de resíduo de casca de arroz aglome-rada as lajotas de cerâmica - tavelas. Ao analisarmos o quadro 2 da NBR 10152 onde fixa os níveis de ruídos compatíveis com o conforto acústico em ambientes diversos verifica-se que para residências os valores variam de 35 a 50 dB(A), sendo que o valor sonoro inferior a 35 dB(A) representa o nível sonoro para conforto, já níveis superiores de 50 dB(A) são considerados de desconforto, esses valores embora baixos de dB(A), devem garantir o conforto para os usuários daque-les ambientes. Com o sistema proposto: incorporação de casca de arroz aglomeradas em lajotas de cerâmica, conseguiu-se reduzir em apro-
ximadamente 8 dB(A). Se o nível sonoro do ambiente analisado for de 50 dB(A), piores situações demonstrados no quadro 2 já conseguiríamos estar dentro da faixa que a norma estabelece como de conforto, ou seja, reduziríamos para 42 dB(A).A partir dos resultados obtidos sugere-se a continuidade dessa pesquisa com a incorpo-ração de outros materiais alternativos como serragem, casca de cana de açúcar, palhas de milho, etc; e avaliar comparativamente os resultados, procurando encontrar a melhor opção para cada ambiente construído, com o tipo de material alternativo a ser incor-porado, resultando dessa forma na melhor seleção de materiais ambientalmente susten-táveis e que possam trazer resultados ainda mais expressivos e animadores para a indús-tria da construção.


14 www.tempotecnico.com.br - Edição 16141414
CONCLUSÕESCom base na pesquisa foi possível verificar que a prática de gestão ambiental na área rural pode contribuir não só para qualidade de vida e ambien-tal da região, como também pode oferecer impor-tantes oportunidades de emprego e renda para a população rural. Resíduos que até então eram causadores de impacto ambiental podem se trans-formar em tecnologias ambientalmente corretas, contribuindo para a disseminação do conceito de emissão zero (Universidade de Tóquio), podendo ainda ser utilizadas em diversas áreas da indústria. Essa pesquisa trouxe assim, uma grande inovação na área ambiental, mostrando que a casca de arroz na construção civil é uma grande oportunidade de minimização de problemas ambientais gerados pela disposição inadequada deste resíduo, além de con-tribuir para melhoria do isolamento acústico. Dessa forma percebe-se que o objetivo geral foi atingido, através da realização dos experimentos, e se verifi-cou que as cascas de arroz aglomeradas em lajotas de cerâmicas-tavelas são eficazes como materiais
alternativos para a melhoria das emissões dos ní-veis de ruído acústico, podendo ser utilizada como um novo material, sendo essa uma nova opção para a indústria da construção civil, se empregada ade-quadamente de forma aglomerada. As características físico-químicas da casca do arroz foram também analisadas e foi concluído que a grande quantidade de resíduos gerados por esta cultura ocorre, após a colheita do arroz, pois sua casca é composta por sílica possuindo gran-de fibrosidade, dureza e natureza abrasiva, sendo inapropriada para consumo por não possuir teor nutricional, mas como exposto e pesquisado na revisão bibliográfica atualmente ela está sendo bastante usada em diversas indústrias por sua alta resistência e poder calorífico. Como objetivo específico analisou-se que o isola-mento acústico está diretamente ligado a resis-tência que alguns materiais possuem de forma a criarem uma barreira devido a sua alta dureza impedindo a passagem do som como é o caso da
casca de arroz que pode ser evidenciado através dos experimentos comparativos com uma lajota de cerâmica convencional. Obteve-se com o expe-rimento realizado uma redução média de 8dB(A), quando comparado com a forma tradicional de construção de forros e pisos utilizando lajotas cerâmicas; sendo considerado, assim, no enten-der dos pesquisadores, as cascas de arroz aglo-meradas e incluídas nas lajotas de cerâmicas, um excelente material alternativo e de custo acessível, capaz de possibilitar uma considerável redução dos níveis de ruídos em edifícios e casas de alvenaria. Com base nos resultados alcançados, verificou-se que os objetivos específicos desta pesquisa foram atingidos. Como sugestão para trabalhos futuros, sugere-se que a pesquisa continue nesse mesmo segmento, incorporando outros materiais alterna-tivos a produtos comercialmente disponibilizados no mercado de modo, e que se avaliem compara-tivamente os resultados trazendo novas opções de materiais ambientalmente sustentáveis
REFERÊNCIAS BIBLIOGRÁFICASAlbuquerque, J.L. (2010), Gestão Ambiental e Responsabilidade Social: Conceitos, Ferramentas e Aplicações, Atlas, São Paulo, 336p.Andrade, T. C. S. & Chiuvite, T. B. S. (2004), Meio Ambiente: Um bom negócio para a indústria – Práticas de Gestão Ambiental, 1. ed. Tocalino, São Paulo, 161 p.Akadiri, O. P. & Olomolaye O. P. (2012), “Development of sustainable assessment criteria for building materials” Journal Engineering, Construction and Architectural Management, Vol. 19 No. 6, pp. 666-687.Associação Brasileira de Normas (ABNT), (2000), NBR 15571: Acústica -Avaliação do ruído em áreas habitadas, visando o conforto da comunidade- Procedimento. Brasil, 4p.Associação Brasileira de Normas (ABNT), (1999), NBR 15572: Acústica -Avaliação do ruído ambiente em recintos de edificações visando o conforto dos usuários - Procedimento. Brasil, 5p.Austin, S.A.; Thorpe, A.; Root, D.; Thomson, D.; Hammond, J. (2007), “Integrated collaborative design”, Journal of Engineering, Design and Technology, Vol. 5, No. 1, pp. 7-22.Borge, B. (2000), The Ecology of Building Materials. Ed. Architectural Press of Reed Educational and Professional Publishing Ltd, Amsterdan.Caldas, A. et al. “Tecnologias alternativas para habitação: o uso de cinzas residuais para produção de novos materiais e componentes construtivos”, available: <www.ibge.gov.br> (accessed February 14, 2013).Cândido, L. H. A. (2008), “Contribuição ao estudo da reutilização, redução e da reciclagem dos materiais com aplicação do ecodesign” Dissertação de Mestrado, Universidade Federal do Rio Grande do Sul, Porto Alegre.Cavalcanti, A.P.B. (2010), “Implantação de programas de manejo e plano de gestão ambiental em pequenas comunidades”, Sociedade & Natureza, Vol. 22, No. 3, pp 539-550.Della, V.P. et al. (2006), “Estudo comparativo entre sílica obtida por lixívia ácida da casca de arroz e sílica obtida por tratamento térmico da cinza de casca de arroz” Quim. Nova, Vol. 29, No. 6, pp 1175-1179.Dias, M. F. P. et al. (2011), “Desafios e respostas inovadoras sustentáveis da agroindústria arrozeira brasileira” Revista em Agronegócios e Meio Ambiente, Vol. 4, No. 1, pp. 57-77.Eires, R. M. G. (2006), “Materiais não convencionais para uma construção sustentável utilizando cânhamo, pasta de papel e cortiça”, trabalho de dissertação, Universidade do Minho, Portugal.Goivindarao, V. M. H. (1980), “Utilization of Rice Husk – A Preliminary Analysis”, Journal of Scientific and Industrial Research. Vol. 39, pp. 495-515.John, V.M. (1999), “Panorama sobre a reciclagem de resíduos na construção civil”, In: II Seminário sobre desenvolvimento sustentável e reciclagem na construção civil, Congresso Brasileiro do concreto. São Paulo: IBRACON.John,V.M. et al. (2007), “Levantamento do estado da arte: seleção de materiais”, Projeto tecnologias para construção habitacional mais sustentável. Projeto Finep 2386/04. SP.Junior, I. F. & Amaral T. G. (2008), “Inovação tecnológica e modernização na indústria da construção civil”, In: XXVIII Encontro Nacional de Engenharia de Produção, RJ. Lemos, A. D. C. (1998), “A produção mais limpa como geradora de inovação e competitividade: o caso da fazenda Cerro do Tigre”, trabalho de Dissertação de Mestrado, Universidade Federal do Rio Grande do Sul, Porto Alegre.Lemos, C. (1999), “Inovação na era do conhecimento”, In LASTRES,H. & ALBAGLI, S. Informação e globalização na área do conhecimento. Cap. 5. Editora Campus Ltda: Rio de Janeiro, pp 122-144.Martins, M. G. & Barros, M. B. (2003), “A formação de parcerias como alternativa para impulsionar a inovação na produção de edifícios”, In: III Simpósio Brasileiro de Gestão e Economia da Construção, São Carlos, SP.Mehta P.K. (2001), “Reducing the environment impact of concrete”, Concrete International, Vol. 10, 2001.Nakamura, J. (2006), “Conforto acústico”, Revista Téchne, Ed. 106, Ano XIV, 2006, pp. 44-47.Nicolella, G. et al. (2004), “ Sistema de Gestão Ambiental: aspectos teóricos e análise de um conjunto de empresas da região de Campinas, SP”, In: Embrapa Meio Ambiente, 42p, Jaguariúna, SP.Saidelles, A.P.F. et al. (2012), “Gestão de resíduos sólidos na indústria de beneficiamento de arroz”, Revista Eletrônica em Gestão, Educação e Tecnologia Ambiental, Vol. 5, No. 5, pp 904-916.Santos S. (1997), “Estudo da viabilidade de utilização de cinza de casca de arroz residual em argamassas e concretos”, trabalho de Dissertação, Universidade Federal de Santa Catarina, Florianópolis.Souza, F. P. (2000), “Efeito do ruído no homem dormindo e acordado”, Acústica e Vibrações, No 25, pp 2-17, julho 2000.Souza, R. S. (1998), “Economia e política do meio ambiente”, Educat, Pelotas, 162p.Taniguti, E. et al. (1998), “ A indústria de materiais, componentes e equipamentos e a inovação tecnológica no processo de produção de edifícios”, In: VII Encontro nacional de tecnologia do ambiente construído, qualidade no processo construtivo, Florianópolis, SC.Thomson, D. S.; Kelly, J. R.; Webb, R. S. (1998), “Attitudes to building services component reuse in the UK healthcare sector”, Facilities, Vol. 16, No. 12-13, pp. 349-355.Vianna, N. S.; Ramos, J. O. (2005), “Acústica arquitetônica & urbana”, Apostila do Curso de Extensão em Arquitetura e Urbanismo da Empresa YCON.
16 www.tempotecnico.com.br - Edição 1616161616161616
INCORPORAÇÃO DO LODO EM MISTURA DE ARGILAS PARA PRODUÇÃO DE CERÂMICA VERMELHA
R. Tartari (Departamento de Engenharia Química, UNIOESTE e Instituto de Educação, Agri-cultura e Ambiente, Engenharia Ambiental, UFAM)A. N. Módenes (Departamento de Engenharia Química, UNIOESTE) S. A. Pianaro (Laboratório Interdisciplinar de Materiais Cerâmicos, Departamento de Engenharia de Materiais, UEPG)N. Díaz-Mora (Laboratório de Materiais - LAMAT, Centro de Engenharias e Ciências Exatas, UNIOESTE)
As jazidas de argilas formadas geologicamente no município de Foz do Iguaçu, PR, segundo le-vantamento realizado pela Mineropar em 1990, sobre as potencialidades minerais, foi estima-da a existência de três milhões de toneladas de argilas com características tecnológicas satisfatórias para produção de cerâmica ver-melha[1]. A ocupação territorial do município de Foz do Iguaçu, PR, se desenvolveu principalmente a partir da construção da Hidrelétrica de Itaipu na década de 70, sem planejamento de uso e ocupação do solo, e devido à inexistência de informações geológicas dos recursos minerais existentes, encontram-se atualmente inúme-ras áreas com minerais no subsolo ocupado por conjuntos habitacionais que impossibilita o processo de lavra. As empresas ceramistas atuantes no município utilizaram na produção de telhas e tijolos grandes quantidades das argilas consideradas de alta plasticidade, sem a incorporação de argilas de características
“magras”, devido à inexistência de informa-ções tecnológicas para melhoramento das massas que, associado a processos rústicos de manufatura, corroboraram para o desper-dício de produtos e também de matéria-prima, tendo um consumo médio de argilas lavradas no próprio município nos últimos 15 anos de 3.200 ton/ano, girando o total em torno de 41.657 toneladas[1]. Atualmente 6 industrias de cerâmica vermelha de pequeno porte abaste-cem o mercado local com média de 1,2 milhões de unidades, entre telhas e tijolos por mês[1, 3,
4]. Para Foz do Iguaçu, a estimativa de esgota-mento das jazidas de argilas, recurso mineral suporte para o setor ceramista local é de até 100 anos[1], entretanto, devido à ocupação ina-dequada do território e, por aproximadamente 40% das jazidas de argilas do município estar localizadas nas áreas de preservação perma-nente do rio Tamanduá, manancial de abaste-cimento de 45% da população do município[1], a lavra torna-se um grande risco para degra-
dação e poluição do curso d água, o que já se tornou objeto de monitoramento da Empresa de Saneamento do Estado do Paraná – SANA-PER[2], ocasionando pressão sob a indústria ceramista por parte dos órgãos ambientais de fiscalização. Nesta perspectiva, os insu-mos para operação das empresas cerâmicas locais, que fazem o abastecimento de materiais para o mercado da construção civil, tornaram--se fatores limitantes, afetando diretamente o custo destes materiais. Para continuidade das atividades, torna-se relevante a busca de outros elementos alternativos passíveis de substituição parcial das argilas “gordas” ou “magras” que na região encontram-se prin-cipalmente nas áreas de preservação perma-nente, caracterizados por solos hidromórficos de classificação gley. Conforme apresentado na Etapa 1, os lodos gerados na ETA Tamanduá de Foz do Iguaçu/PR, necessitam de uma des-tinação adequada, e de acordo com a caracte-rização realizada, semelhanças com as argilas
M A T É R I A P R I M A
INTRODUÇÃO
LODO GERADO NA ESTAÇÃO DE TRATAMENTO DE ÁGUA TAMANDUÁ, FOZ DO IGUAÇÚ, PR, COMO ADITIVO EM ARGILAS PARA CERÂMICA VERMELHA
18 www.tempotecnico.com.br - Edição 1618
indicam a possibilidade de incorporá-lo nas massas para produção de cerâmica vermelha.
Portanto, esta etapa tem por objetivo estudar o método para produção da cerâmica vermelha
incorporando o lodo da ETA Tamanduá às mas-sas argilosas.
Amostras de 20 kg de cada matéria-prima (lodo da ETA – Tamanduá, argilas da Coope-rativa de Artesões de Foz do Iguaçu - COOA-FOZ (AP) e (AA), e, argilas da Cerâmica Santa Rita (OP) e (OA)) foram secas em estufa (110 ± 5 °C) e submetidas à moagem em moinho martelo. Na primeira série experimental, com intuito de determinar as melhores composições por ensaios tecnológicos, prepararam-se as mis-turas em porcentagem peso entre as argilas (AP e AA) e (OP e OA) (Tabela I), com adição de 10% em peso de água, homogeneização manual e repouso por 24 h em potes lacrados para manter as condições desejadas. Para
cada mistura, foram confeccionados 24 cor-pos de prova por prensagem uniaxial, em uma prensa hidráulica Nanetti Mignon SS/EA, sob
pressão de 250 kgf/cm², com molde de aço prismático (8,0 cm de comprimento x 3,5 cm de largura x 0,7 cm de espessura).
MATERIAIS E MÉTODOS
Tabela I - Formulações das misturas binárias das argilas em porcentagem peso.
Na segunda série experimental, adicionou-se a fração de 4, 8, 12 e 16% de lodo em peso seco nas melhores composições seleciona-das pela avaliação tecnológica em cerâmica vermelha realizadas nas três fases do pro-cessamento, sendo: 8 corpos de prova após secagem em estufa após 24 h a 110 ± 5 °C; 8 (oito) após sinterização a 950 °C e; 8 após sinterização a 1050 °C, em forno Jung com resistências de SiC, com programação de taxa de aquecimento de 10 °C/min e patamar de 2 h na temperatura de sinterização. Os corpos de prova foram avaliados pelos en-saios de contração linear (%)[5], absorção de água (%), porosidade aparente (%) e tensão de ruptura a flexão em três pontos (kgf/cm2)[6, 7]. Na terceira série experimental, com resulta-
do da porcentagem admissível de lodo detec-tada na formulação “B”, realizou-se um novo processamento da composição de argila por moagem, adicionando lodo nas reais con-dições de umidade de saída da centrífuga, seguido de homogeneização e conformação pelo método de extrusão, utilizando uma extrusora Gelenski, com molde para confor-mação de corpos de prova em formato de bloco estrutural de seis furos na horizontal (32 cm de altura x 70 cm de comprimento x 36 cm de largura). Os corpos de prova assim confeccionados foram sinterizados a 900 °C (temperatura usualmente utilizada em fornos industriais[9]), com taxa de aquecimento de 5 °C/min e tempo de patamar de 4 h na tem-peratura de sinterização. Os corpos de prova sinterizados, foram submetidos aos mesmos
ensaios aplicados àqueles confeccionados por prensagem uniaxial, alterando-se apenas o ensaio de resistência a flexão por com-pressão, utilizando-se uma prensa hidráulica Shimadzu AG-I com carga máxima de 300 kN, de acordo com as recomendações da norma técnica NBR 7171 [8]. A formulação “A” com porcentagens admis-síveis de lodo foi processada pelo método de moagem e incorporação do lodo com a umidade nas reais condições de saída da cen-trífuga, seguido de homogeneização e confor-mação pelo método de prensagem uniaxial, seguida da avaliação técnica para artesanato de cor de queima, retração linear e deforma-ção. As amostras A e B com % máxima de lodo foram analisadas por microscopia eletrônica de varredura e EDS.
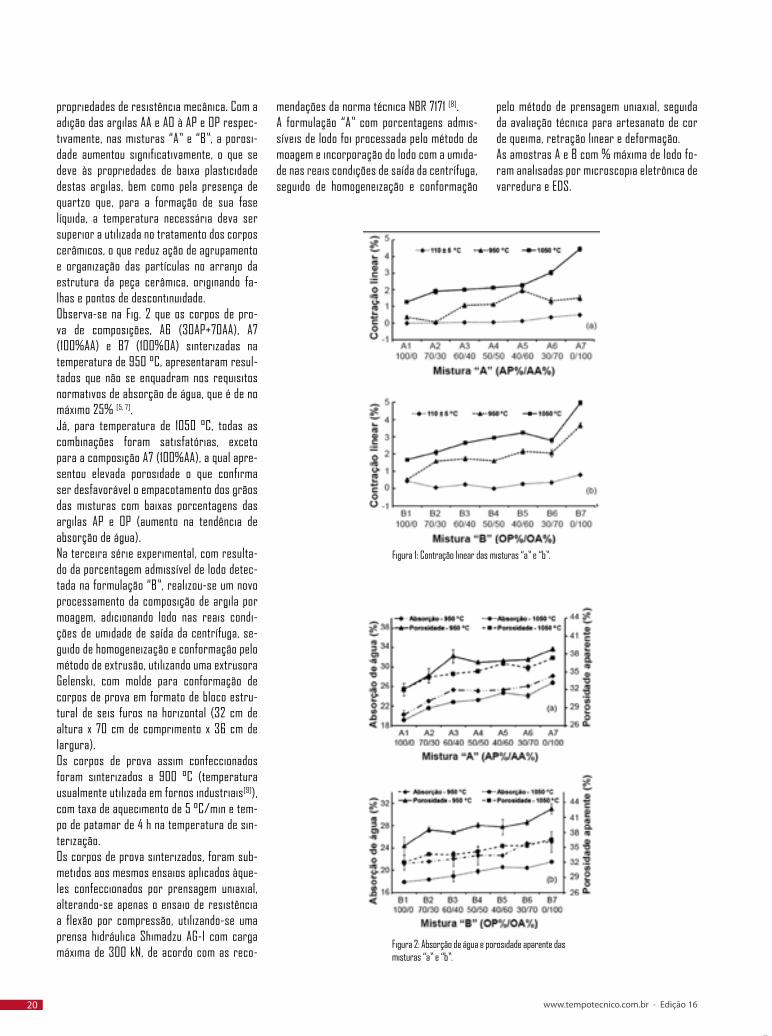
RESULTADOS E DISCUSSÃO A Fig. 1 mostra que os resultados das análises de contração linear das misturas foram infe-riores a 5%, indicando tendências de aumen-to com maior proporção de argilas AA e OA as massas cerâmicas e também pela influência do aumento da temperatura de sinteriza-ção. Esses fatores podem estar diretamente relacionados ao percentual de compostos químicos voláteis presentes, orgânicos e/
ou inorgânicos, cuja eliminação é favore-cida pelo efeito do calor, ou pela formação da fase líquida dos argilominerais que, inte-ragindo entre si, conduzem a reorganização dos grãos densificando o corpo cerâmico[5,
9], contribuindo para retração linear e perda de massa. De acordo com recomendações técnicas para cerâmica vermelha, a contra-ção linear não deve ultrapassar 15%, sendo
a faixa ideal de 2 a 8% [5]. Este indicativo é satisfatório para os resultados obtidos com as argilas utilizadas oriundas da região oeste do estado do Paraná.Após sinterização e resfriamento, o cres-cimento e empacotamento dos grãos como esperado, densificaram a peça cerâmica, diminuindo os espaços vazios (porosidade), inibindo a absorção de água, melhorando as

20 www.tempotecnico.com.br - Edição 1620
propriedades de resistência mecânica. Com a adição das argilas AA e AO à AP e OP respec-tivamente, nas misturas “A” e “B”, a porosi-dade aumentou significativamente, o que se deve às propriedades de baixa plasticidade destas argilas, bem como pela presença de quartzo que, para a formação de sua fase líquida, a temperatura necessária deva ser superior a utilizada no tratamento dos corpos cerâmicos, o que reduz ação de agrupamento e organização das partículas no arranjo da estrutura da peça cerâmica, originando fa-lhas e pontos de descontinuidade. Observa-se na Fig. 2 que os corpos de pro-va de composições, A6 (30AP+70AA), A7 (100%AA) e B7 (100%OA) sinterizadas na temperatura de 950 °C, apresentaram resul-tados que não se enquadram nos requisitos normativos de absorção de água, que é de no máximo 25% [5, 7]. Já, para temperatura de 1050 °C, todas as combinações foram satisfatórias, exceto para a composição A7 (100%AA), a qual apre-sentou elevada porosidade o que confirma ser desfavorável o empacotamento dos grãos das misturas com baixas porcentagens das argilas AP e OP (aumento na tendência de absorção de água).Na terceira série experimental, com resulta-do da porcentagem admissível de lodo detec-tada na formulação “B”, realizou-se um novo processamento da composição de argila por moagem, adicionando lodo nas reais condi-ções de umidade de saída da centrífuga, se-guido de homogeneização e conformação pelo método de extrusão, utilizando uma extrusora Gelenski, com molde para conformação de corpos de prova em formato de bloco estru-tural de seis furos na horizontal (32 cm de altura x 70 cm de comprimento x 36 cm de largura). Os corpos de prova assim confeccionados foram sinterizados a 900 °C (temperatura usualmente utilizada em fornos industriais[9]), com taxa de aquecimento de 5 °C/min e tem-po de patamar de 4 h na temperatura de sin-terização. Os corpos de prova sinterizados, foram sub-metidos aos mesmos ensaios aplicados àque-les confeccionados por prensagem uniaxial, alterando-se apenas o ensaio de resistência a flexão por compressão, utilizando-se uma prensa hidráulica Shimadzu AG-I com carga máxima de 300 kN, de acordo com as reco-
mendações da norma técnica NBR 7171 [8]. A formulação “A” com porcentagens admis-síveis de lodo foi processada pelo método de moagem e incorporação do lodo com a umida-de nas reais condições de saída da centrífuga, seguido de homogeneização e conformação
pelo método de prensagem uniaxial, seguida da avaliação técnica para artesanato de cor de queima, retração linear e deformação. As amostras A e B com % máxima de lodo fo-ram analisadas por microscopia eletrônica de varredura e EDS.
Figura 1: Contração linear das misturas “a” e “b”.
Figura 2: Absorção de água e porosidade aparente das misturas “a” e “b”.
22 www.tempotecnico.com.br - Edição 1622
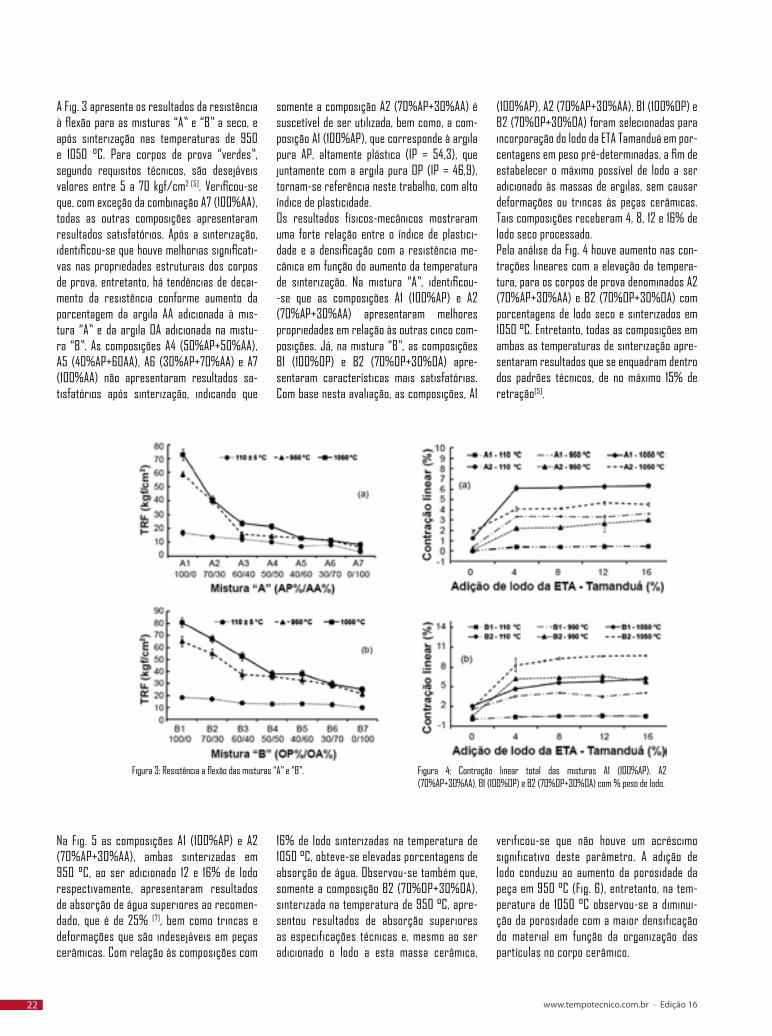
A Fig. 3 apresenta os resultados da resistência à flexão para as misturas “A” e “B” a seco, e após sinterização nas temperaturas de 950 e 1050 °C. Para corpos de prova “verdes”, segundo requisitos técnicos, são desejáveis valores entre 5 a 70 kgf/cm2 [5]. Verificou-se que, com exceção da combinação A7 (100%AA), todas as outras composições apresentaram resultados satisfatórios. Após a sinterização, identificou-se que houve melhorias significati-vas nas propriedades estruturais dos corpos de prova, entretanto, há tendências de decai-mento da resistência conforme aumento da porcentagem da argila AA adicionada à mis-tura “A” e da argila OA adicionada na mistu-ra “B”. As composições A4 (50%AP+50%AA), A5 (40%AP+60AA), A6 (30%AP+70%AA) e A7 (100%AA) não apresentaram resultados sa-tisfatórios após sinterização, indicando que
Figura 3: Resistência a flexão das misturas “A” e “B”. Figura 4: Contração linear total das misturas A1 (100%AP), A2 (70%AP+30%AA), B1 (100%OP) e B2 (70%OP+30%OA) com % peso de lodo.
somente a composição A2 (70%AP+30%AA) é suscetível de ser utilizada, bem como, a com-posição A1 (100%AP), que corresponde à argila pura AP, altamente plástica (IP = 54,3), que juntamente com a argila pura OP (IP = 46,9), tornam-se referência neste trabalho, com alto índice de plasticidade.Os resultados físicos-mecânicos mostraram uma forte relação entre o índice de plastici-dade e a densificação com a resistência me-cânica em função do aumento da temperatura de sinterização. Na mistura “A”, identificou--se que as composições A1 (100%AP) e A2 (70%AP+30%AA) apresentaram melhores propriedades em relação às outras cinco com-posições. Já, na mistura “B”, as composições B1 (100%OP) e B2 (70%OP+30%OA) apre-sentaram características mais satisfatórias. Com base nesta avaliação, as composições, A1
(100%AP), A2 (70%AP+30%AA), B1 (100%OP) e B2 (70%OP+30%OA) foram selecionadas para incorporação do lodo da ETA Tamanduá em por-centagens em peso pré-determinadas, a fim de estabelecer o máximo possível de lodo a ser adicionado às massas de argilas, sem causar deformações ou trincas às peças cerâmicas. Tais composições receberam 4, 8, 12 e 16% de lodo seco processado.Pela análise da Fig. 4 houve aumento nas con-trações lineares com a elevação da tempera-tura, para os corpos de prova denominados A2 (70%AP+30%AA) e B2 (70%OP+30%OA) com porcentagens de lodo seco e sinterizados em 1050 °C. Entretanto, todas as composições em ambas as temperaturas de sinterização apre-sentaram resultados que se enquadram dentro dos padrões técnicos, de no máximo 15% de retração[5].
Na Fig. 5 as composições A1 (100%AP) e A2 (70%AP+30%AA), ambas sinterizadas em 950 °C, ao ser adicionado 12 e 16% de lodo respectivamente, apresentaram resultados de absorção de água superiores ao recomen-dado, que é de 25% [7], bem como trincas e deformações que são indesejáveis em peças cerâmicas. Com relação às composições com
16% de lodo sinterizadas na temperatura de 1050 °C, obteve-se elevadas porcentagens de absorção de água. Observou-se também que, somente a composição B2 (70%OP+30%OA), sinterizada na temperatura de 950 °C, apre-sentou resultados de absorção superiores as especificações técnicas e, mesmo ao ser adicionado o lodo a esta massa cerâmica,
verificou-se que não houve um acréscimo significativo deste parâmetro. A adição de lodo conduziu ao aumento da porosidade da peça em 950 °C (Fig. 6), entretanto, na tem-peratura de 1050 °C observou-se a diminui-ção da porosidade com a maior densificação do material em função da organização das partículas no corpo cerâmico.
www.tempotecnico.com.br - Edição 16 232323232323
24 www.tempotecnico.com.br - Edição 162424242424
Figura 5: Absorção de água das misturas A1 (100%AP), A2 (70%AP+30%AA), B1 (100%OP) e B2 (70%OP+30%OA) com % peso de lodo.
Figura 6: Porosidade aparente das misturas A1 (100%AP), A2 (70%AP+30%AA), B1 (100%OP) e B2 (70%OP+30%OA) com % peso de lodo.
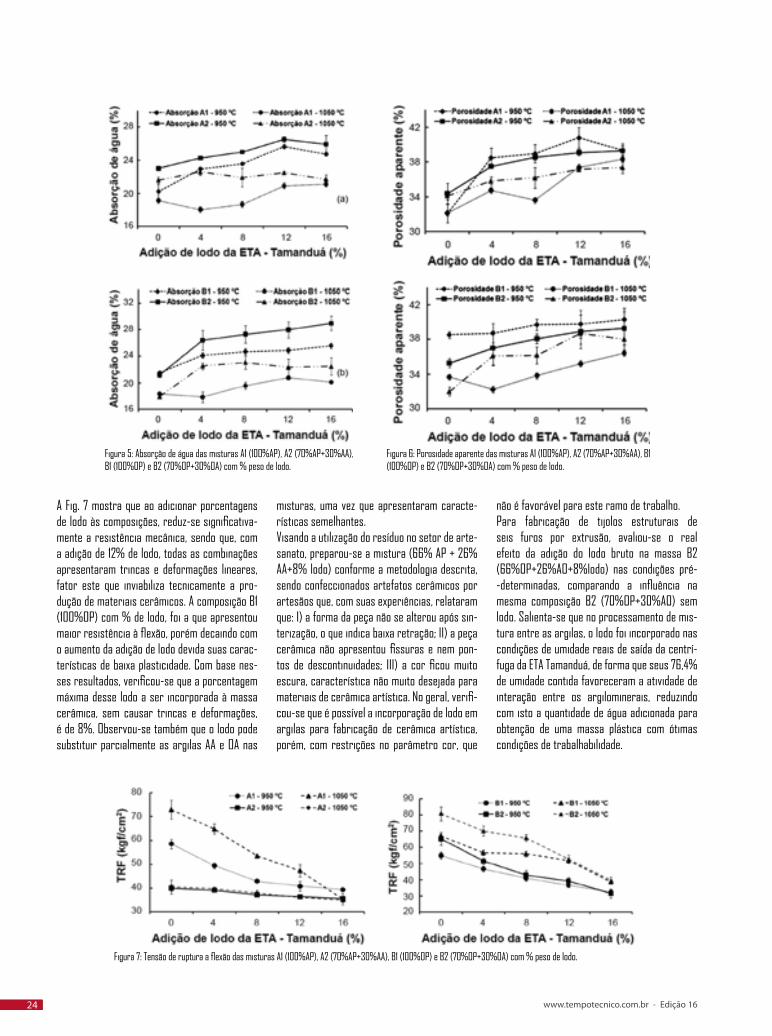
A Fig. 7 mostra que ao adicionar porcentagens de lodo às composições, reduz-se significativa-mente a resistência mecânica, sendo que, com a adição de 12% de lodo, todas as combinações apresentaram trincas e deformações lineares, fator este que inviabiliza tecnicamente a pro-dução de materiais cerâmicos. A composição B1 (100%OP) com % de lodo, foi a que apresentou maior resistência à flexão, porém decaindo com o aumento da adição de lodo devida suas carac-terísticas de baixa plasticidade. Com base nes-ses resultados, verificou-se que a porcentagem máxima desse lodo a ser incorporada à massa cerâmica, sem causar trincas e deformações, é de 8%. Observou-se também que o lodo pode substituir parcialmente as argilas AA e OA nas
misturas, uma vez que apresentaram caracte-rísticas semelhantes. Visando a utilização do resíduo no setor de arte-sanato, preparou-se a mistura (66% AP + 26% AA+8% lodo) conforme a metodologia descrita, sendo confeccionados artefatos cerâmicos por artesãos que, com suas experiências, relataram que: I) a forma da peça não se alterou após sin-terização, o que indica baixa retração; II) a peça cerâmica não apresentou fissuras e nem pon-tos de descontinuidades; III) a cor ficou muito escura, característica não muito desejada para materiais de cerâmica artística. No geral, verifi-cou-se que é possível a incorporação de lodo em argilas para fabricação de cerâmica artística, porém, com restrições no parâmetro cor, que
não é favorável para este ramo de trabalho. Para fabricação de tijolos estruturais de seis furos por extrusão, avaliou-se o real efeito da adição do lodo bruto na massa B2 (66%OP+26%AO+8%lodo) nas condições pré--determinadas, comparando a influência na mesma composição B2 (70%OP+30%AO) sem lodo. Salienta-se que no processamento de mis-tura entre as argilas, o lodo foi incorporado nas condições de umidade reais de saída da centrí-fuga da ETA Tamanduá, de forma que seus 76,4% de umidade contida favoreceram a atividade de interação entre os argilominerais, reduzindo com isto a quantidade de água adicionada para obtenção de uma massa plástica com ótimas condições de trabalhabilidade.
Figura 7: Tensão de ruptura a flexão das misturas A1 (100%AP), A2 (70%AP+30%AA), B1 (100%OP) e B2 (70%OP+30%OA) com % peso de lodo.

www.tempotecnico.com.br - Edição 16 25

28 www.tempotecnico.com.br - Edição 1628282828282828
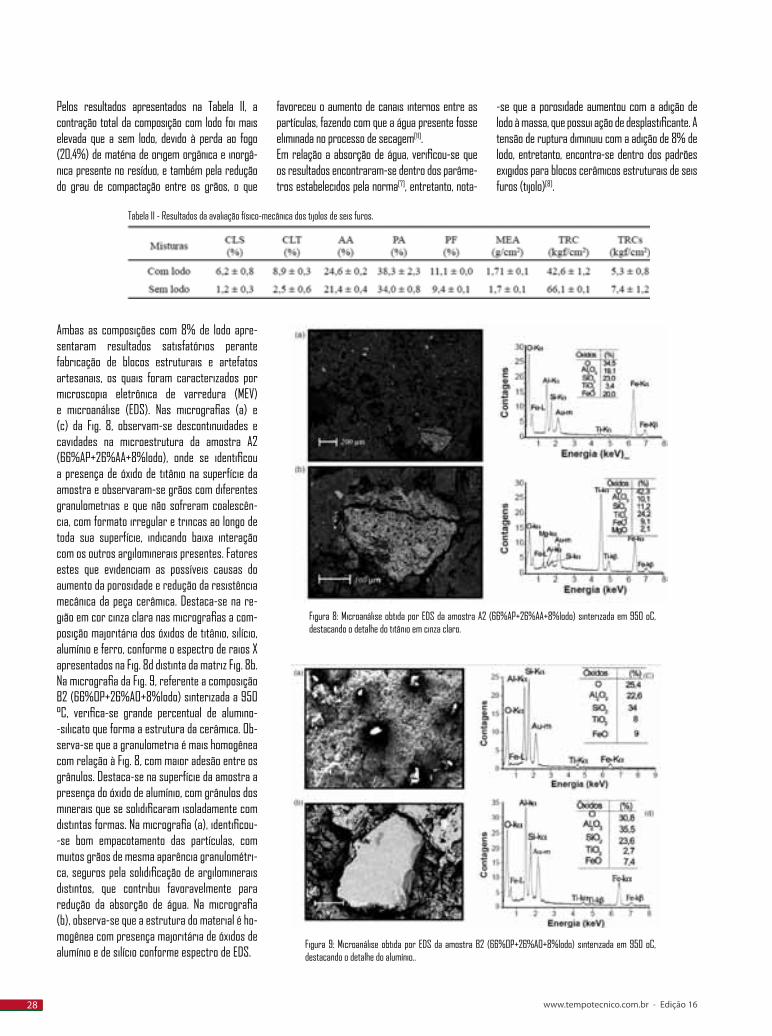
Pelos resultados apresentados na Tabela II, a contração total da composição com lodo foi mais elevada que a sem lodo, devido à perda ao fogo (20,4%) de matéria de origem orgânica e inorgâ-nica presente no resíduo, e também pela redução do grau de compactação entre os grãos, o que
favoreceu o aumento de canais internos entre as partículas, fazendo com que a água presente fosse eliminada no processo de secagem[11]. Em relação a absorção de água, verificou-se que os resultados encontraram-se dentro dos parâme-tros estabelecidos pela norma[7], entretanto, nota-
-se que a porosidade aumentou com a adição de lodo à massa, que possui ação de desplastificante. A tensão de ruptura diminuiu com a adição de 8% de lodo, entretanto, encontra-se dentro dos padrões exigidos para blocos cerâmicos estruturais de seis furos (tijolo)[8].
Tabela II - Resultados da avaliação físico-mecânica dos tijolos de seis furos.
Ambas as composições com 8% de lodo apre-sentaram resultados satisfatórios perante fabricação de blocos estruturais e artefatos artesanais, os quais foram caracterizados por microscopia eletrônica de varredura (MEV) e microanálise (EDS). Nas micrografias (a) e (c) da Fig. 8, observam-se descontinuidades e cavidades na microestrutura da amostra A2 (66%AP+26%AA+8%lodo), onde se identificou a presença de óxido de titânio na superfície da amostra e observaram-se grãos com diferentes granulometrias e que não sofreram coalescên-cia, com formato irregular e trincas ao longo de toda sua superfície, indicando baixa interação com os outros argilominerais presentes. Fatores estes que evidenciam as possíveis causas do aumento da porosidade e redução da resistência mecânica da peça cerâmica. Destaca-se na re-gião em cor cinza clara nas micrografias a com-posição majoritária dos óxidos de titânio, silício, alumínio e ferro, conforme o espectro de raios X apresentados na Fig. 8d distinta da matriz Fig. 8b.Na micrografia da Fig. 9, referente a composição B2 (66%OP+26%AO+8%lodo) sinterizada a 950 °C, verifica-se grande percentual de alumino--silicato que forma a estrutura da cerâmica. Ob-serva-se que a granulometria é mais homogênea com relação à Fig. 8, com maior adesão entre os grânulos. Destaca-se na superfície da amostra a presença do óxido de alumínio, com grânulos dos minerais que se solidificaram isoladamente com distintas formas. Na micrografia (a), identificou--se bom empacotamento das partículas, com muitos grãos de mesma aparência granulométri-ca, seguros pela solidificação de argilominerais distintos, que contribui favoravelmente para redução da absorção de água. Na micrografia (b), observa-se que a estrutura do material é ho-mogênea com presença majoritária de óxidos de alumínio e de silício conforme espectro de EDS.
Figura 8: Microanálise obtida por EDS da amostra A2 (66%AP+26%AA+8%lodo) sinterizada em 950 oC, destacando o detalhe do titânio em cinza claro.
Figura 9: Microanálise obtida por EDS da amostra B2 (66%OP+26%AO+8%lodo) sinterizada em 950 oC, destacando o detalhe do alumínio..


30 www.tempotecnico.com.br - Edição 1630303030303030
CONCLUSÕESO melhor empacotamento dos grãos ocorreu com a adição de 70% das argilas AP e OP nas misturas, contribuindo diretamente para os resultados de menor absorção de água e maior resistência mecânica, devido à característica de plasticidade dessas argilas que diretamente influenciaram na melhoria da formulação da massa cerâmica. Em todos os casos, as retra-ções lineares não ultrapassaram os requisitos normativos de 15%, entretanto, a perda ao fogo elevada do lodo contribuiu para o aumento da
contração linear da peça cerâmica. Adições de lodo superiores a 8% nas composições alteram negativamente as propriedades físico-mecâ-nicas favorecendo o surgimento de trincas e deformações nas peças cerâmicas. A produção de tijolos pelo processo de extrusão apresentou viabilidade em receber porcentagens admissí-veis de lodo à massa com umidade real de saída da centrífuga na preparação da massa para fa-bricação de cerâmica vermelha. Os resultados mostraram que o lodo gerado na Estação de
Tratamento de Água da unidade Tamanduá em Foz do Iguaçu, PR, não pode ser usado como componente majoritário em massas cerâmicas. No entanto, este resíduo pode ser usado em pe-quenas quantidades em massas argilosas (até o limite de 8%), nas condições de umidade reais de saída da centrífuga, vista a redução da ex-ploração da matéria-prima argila e contribuindo também para a economia na adição de água no processo de produção de cerâmica vermelha por extrusão.
AGRADECIMENTOSOs autores agradecem a SANEPAR/SANETEC pelo financiamento e incentivo a pesquisa, ao FPDTA/PTI, à Fundação Araucaria e ao CNPq pelas bolsas de estudo de mestrado e iniciação científica.
REFERÊNCIAS BIBLIOGRÁFICAS[1] Mineropar, Minerais do Paraná S/A., Programa de Levantamento das potencialidades minerais dos municípios: Foz do Iguaçu-PR, Curitiba, Foz do Iguaçu, PR (1990) 83 p.[2] SANEPAR, Plano de Gestão e Manejo do Manancial do Rio Tamanduá, Foz do Iguaçu - PR, SANEPAR 10 (2002). [3] Mineropar, Produção mineral por município (1995-2004), Disponível em <http://www.mineropar.pr.gov.br>. Acesso realizado em novembro de 2009.[4] IPARDES, Caderno Estatístico Município de Foz do Iguaçu, PR (03/2009).[5] P. S. Santos, Ciência e Tecnologia de Argilas, 2a Ed., v.1 Edgar Blucher, S. Paulo, SP (1989).[6] ABNT, Associação Brasileira de Normas Técnicas - NBR 6113, Material refratário denso conformado - determinação da resistência à flexão à tempera-tura ambiente, Rio de Janeiro, RJ (1990).[7] ABNT, Associação Brasileira de Normas Técnicas - NBR 6220, Material refratário denso - determinação da massa específica aparente, porosidade aparente, absorção e massa específica aparente da parte sólida, Rio de Janeiro, RJ (1989).[8] ABNT, Associação Brasileira de Normas Técnicas - NBR 7171, Bloco cerâmico para alvenaria, especificações, Rio de Janeiro, RJ (1992).[9] W. D. Kingery, H. K. Bower, D. R. Uhlmann, Introduction to ceramics, 2nd Ed., John Wiley & Sons, New York, EUA (1975).

www.tempotecnico.com.br - Edição 16 31
32 www.tempotecnico.com.br - Edição 1632323232323232
IDENTIFICAÇÃO DE IMPACTOS AMBIENTAIS GERADOS PELA PRODUCAO DE CERÂMICA VERMELHA NO ENTORNO DA RESERVA EXTRATIVISTA MARINHA CAETÉ-TAPERAÇU DO MUNICÍPIO DE BRAGANÇA-PANaftalino dos Santos Everton, Caroline Morales, Anderson André Alves da Silva(Instituto Federal de Educação, Ciência e Tecnologia do Pará Campus Bragança)IV Congresso Brasileiro de Gestão Ambiental - Salvador/BA
Com o aumento do desenvolvimento no Brasil, que tem levado ao crescimento das atividades de produção em grande escala para dar suporte as inúmeras construções que estão sendo exe-cutada, uma dessas produções é a produção cerâmica vermelha que ao longo do tempo vem se expandindo no país. Segundo Carvalho (2001 apud Nascimento 2007p. 20) destaca que no Brasil existem mais de dez mil empresas que fabricam peças de cerâmica vermelha para atender a demanda do setor da Construção Civil por estes produtos, promoven-do grande oferta de empregos e apresentando uma produção de mais de dois bilhões de peças fabricadas, fatos estes que torna uma atividade que cresce a cada ano.Souza et al., (2006, p. 29) afirmam que a geração de empregos e o retorno financeiro são fatores favoráveis para o empenho na instalação dessas indústrias. Em função disso, os impactos nega-tivos ocasionados por elas tornam-se questão de pouca relevância e grande problemática, pois são apontadas inúmeras consequências desfa-voráveis ao ambiente em efeito à exploração
da atividade, tais como: destruição da fauna e da flora, assoreamento de rios e reservatórios, perda física e química dos solos, geração de re-síduos sólidos e emissões gasosas.Com vista ao desempenho ambiental dessas em-presas em relação ao desenvolvimento susten-tável tão discutido e necessário que repercute na nossa atualidade, as empresas precisam se adequar a ele em consideração aos impactos negativos que suas atividades podem ocasio-nar ao ambiente, se inserindo neste caso com uma responsabilidade necessária e inicialmente cobrada no mercado atual. Logo, deve se incluir nos conceitos das organizações a consciência de que essa responsabilidade não pode ficar excluída, sendo importantemente destacada por meio da preocupação em integrar o desenvol-vimento econômico às ações vinculadas a uma gestão social e ambientalmente responsável (DEMAJOROVIC 2007; INSTITUTO ETHOS 2008).As áreas protegidas são espaços que objetivam proteger e manter a diversidade biológica, os recursos naturais e culturais, através de ins-trumentos legais ou outros meios institucionais
específicos. Esses espaços são criados e geri-dos nos diversos níveis da administração públi-ca (Federal, Estaduais e Municipais). Dentro dos limites e no entorno destas áreas os processos conflituosos são intensos e com diversas pro-porções (BRITO 2008).A Lei que instituiu o Sistema Nacional de Uni-dades de Conservação, ou seja, Lei nº 9985 de 2000 define no Art. 18. A Reserva Extrativista é uma área utilizada por populações extrativistas tradicionais, cuja subsistência baseia-se no ex-trativismo e, complementarmente, na agricultu-ra de subsistência e na criação de animais de pequeno porte, e tem como objetivos básicos proteger os meios de vida e a cultura dessas populações, e assegurar o uso sustentável dos recursos naturais da unidade.A importância da interface entre as UCs e o seu entorno, aparecem registrados na resolução CONAMA nº 13/90 e depois na Lei do SNUC, que determina que todas as unidades de conserva-ção, com exceção das APAs e RPPNs, tenham a sua “zona de amortecimento” definida. (SNUC, artigo 25)
M E I O A M B I E N T E
INTRODUÇÃO

34 www.tempotecnico.com.br - Edição 163434343434343434343434
Ainda, no Sistema Nacional de Unidades de Con-servação, em seu artigo 2, parágrafo dezoito de-fine como zona de amortecimento: o entorno de uma unidade de conservação, onde as atividades humanas estão sujeitas a normas e restrições específicas, com o propósito de minimizar os impactos negativos sobre a unidade.A conservação de uma área natural é comple-mentada pelo uso adequado da terra ao seu redor, pois certas atividades realizadas fora de seu domínio podem repercutir negativamente em seu interior, degradando-a (SILVA, 2000).A interação do homem com o meio ambiente normalmente requer extração e uso de recur-sos naturais, o que é necessário para a produ-
ção de bens serviços e para suprir as carências do ser humano. Recursos naturais estão no meio ambiente físico ou biológico, como por exemplo, no solo, nos vegetais, nos animais, nos minerais; aqueles que de alguma forma podem interessar para serem transformados em um produto ou serviço (FERREIRA & KELLER, 2009).A atividade de extração, ou mineração da argila, é altamente impactante e com grande potencial de degradação, sendo assim, faz-se necessário seguir rigorosamente a legislação ambiental es-pecífica para esta atividade, a fim de obter licen-ciamento e autorização (FORT, C. T., VALENTIM, K., ALMEIDA R. M., 2010, pag.32).A cerâmica vermelha caracteriza-se com sendo
“materiais de coloração avermelhada usados na construção civil (como tijolos, blocos, telhas e etc.), que também pode ser usada na confecção de utensílios de uso doméstico e de adorno (ABC, 2010)Este trabalho teve como principal objetivo iden-tificar os impactos ambientais sucedidos do processo de produção através da analise de qualificação e quantificação dos empreendi-mentos de cerâmica vermelha, localizados no entorno da Resex Caeté Taperaçu, verificando a pressão que esta sujeita à unidade de conser-vação em questão analisada, e as condições so-cioeconômicas que envolvem os indivíduos que atuam nesta área.
A Reserva Extrativista Marinha Caeté-Tapera-çu, Município de Bragança, no Estado do Pará, foi criada através do Decreto no 4.340, de 22 de agosto de 200, assinado pelo Presidente, no dia 20/05/2005. Está inserida na região do salgado paraense, abrangendo uma área de aproximadamente 42068,8600 hectares vem de Ajuruteua passando pela Vila Que Era (ICMBIO).Na RESEX encontram-se áreas de várzea, campos, restingas, manguezal e bosques de terra firme, que abrigam a maior biodiversi-dade de espécies vegetais e animais da reser-va. Encontram-se populações tradicionais que sobrevivem de atividades ligadas ao modo de vida característico da região. (Fonte: Banco de Dados ISA, Abril 2010)Foi analisada a fabricação do inicio ao fim
entre os métodos de produção observaram--se as etapas de extração, moldagem, seca-gem e queima em todas as localidades. Os maquinários utilizados são do tipo manual, semi-manual (maior abundancia) e industrial. Para identificar a categoria das olarias foi necessário um levantamento da quantidade produzida por dia ou semanal, e quantidade de funcionários. Dessa forma obtiveram-se as categorias de empreendimento de pequeno, meio e grande porte.A verificação da situação ambiental e a pres-são que esses empreendimentos estão exer-cendo na unidade de conservação, do tipo Resex, levou em consideração o cuidado am-biental, o abastecimento d’água, ponto de ex-tração, existência de licenciamento ambiental, matérias-primas utilizadas, destinação dos
resíduos gerados e se desenvolvem alguma pratica de gestão ambiental na produção.Buscou-se, inicialmente, compreender a legis-lação ambiental brasileira, especificamente aquela referente a Zonas de Amortecimento e Áreas Circundantes de Unidades de Conserva-ção (UC). Esta análise da legislação forneceu as informações necessárias para desenvolver os conceitos que são relatados nesse artigo.A unidade de conservação em questão se en-contra no processo de elaboração do Plano de manejo desse modo sua Zona de amor-tecimento ainda não está definida. Por esse motivo nesse artigo os empreendimentos de cerâmica vermelha foram enquadrados como área localizada no entorno da Resex Caeté--Taperaçu e não inseridos na Zona de Amor-tecimento.
METODOLOGIA UTILIZADA
Foram pesquisadas todas as unidades produ-tivas na área do entorno da Resex Caete-Ta-peraçu, perfazendo o total de 10 na comuni-dade Taperacu-campo, Arcapara, Tamatateua onde 9 se encontram ativas e 1 está inativa.A argila é utilizada para fabricação de tijolos e telhas, como predomínio da produção de materiais de construção civil tendo em vis-ta atender o mercado interno do município e também externo, porém de forma discre-
ta para cidades próximas como Tracuateua, Augusto Corrêa, Capanema, além de destinar para capital do estado Belém-PA.Observa-se abundancia de olarias de pequeno porte, uma de médio que produz em media 25.000 tijolos e telhas por dia e apenas uma é considerada de grande porte, sua produção media diária e de 60.000 tijolos e já possui instalações para atingir a 180.00 tijolos por dia. Em sua maioria as olarias que produzem
em pequena escala são gerenciadas por pes-soas da mesma família que se unem para um bem comum: gerar renda, estas produzem em media 6.000 tijolos por semana, que são des-tinadas apenas para a sobrevivência daquela família.As cerâmicas se localizam, preferencialmen-te, em regiões próximas a jazidas compostas de depósitos de argila, principal matéria--prima utilizada na fabricação dos produtos.
RESULTADOS OBTIDOS OU ESPERADOS
Características da produção de cerâmica vermelha
35
36 www.tempotecnico.com.br - Edição 163636363636
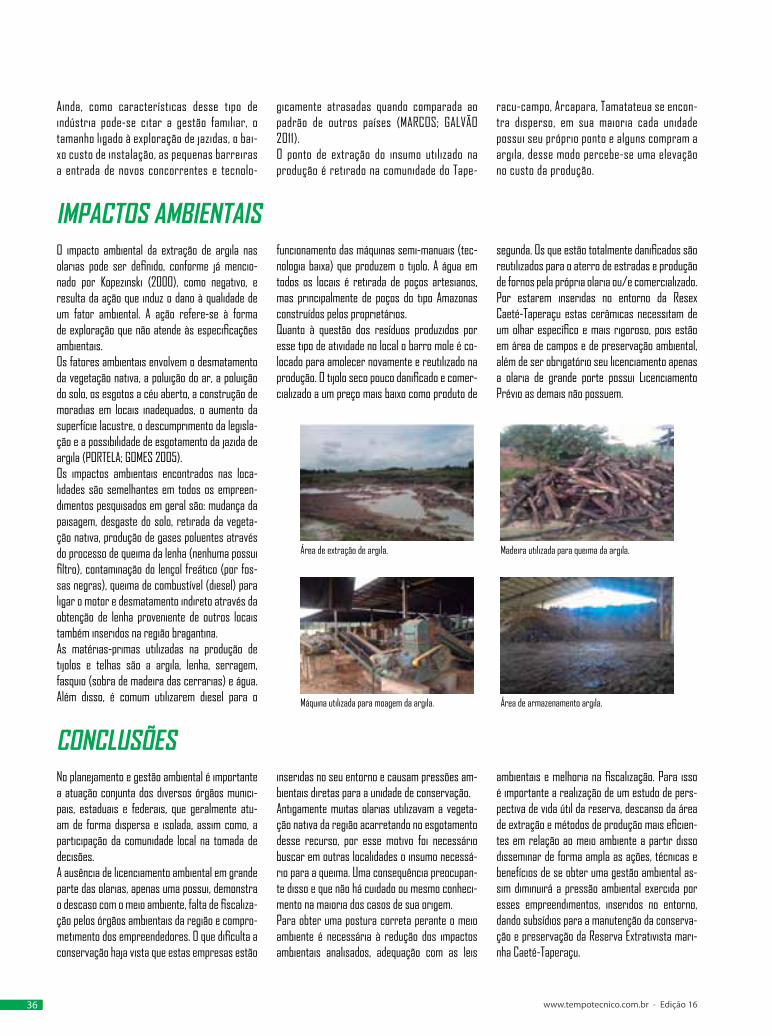
O impacto ambiental da extração de argila nas olarias pode ser definido, conforme já mencio-nado por Kopezinski (2000), como negativo, e resulta da ação que induz o dano à qualidade de um fator ambiental. A ação refere-se à forma de exploração que não atende às especificações ambientais.Os fatores ambientais envolvem o desmatamento da vegetação nativa, a poluição do ar, a poluição do solo, os esgotos a céu aberto, a construção de moradias em locais inadequados, o aumento da superfície lacustre, o descumprimento da legisla-ção e a possibilidade de esgotamento da jazida de argila (PORTELA; GOMES 2005).Os impactos ambientais encontrados nas loca-lidades são semelhantes em todos os empreen-dimentos pesquisados em geral são: mudança da paisagem, desgaste do solo, retirada da vegeta-ção nativa, produção de gases poluentes através do processo de queima da lenha (nenhuma possui filtro), contaminação do lençol freático (por fos-sas negras), queima de combustível (diesel) para ligar o motor e desmatamento indireto através da obtenção de lenha proveniente de outros locais também inseridos na região bragantina.As matérias-primas utilizadas na produção de tijolos e telhas são a argila, lenha, serragem, fasquio (sobra de madeira das cerrarias) e água. Além disso, é comum utilizarem diesel para o
funcionamento das máquinas semi-manuais (tec-nologia baixa) que produzem o tijolo. A água em todos os locais é retirada de poços artesianos, mas principalmente de poços do tipo Amazonas construídos pelos proprietários.Quanto à questão dos resíduos produzidos por esse tipo de atividade no local o barro mole é co-locado para amolecer novamente e reutilizado na produção. O tijolo seco pouco danificado e comer-cializado a um preço mais baixo como produto de
segunda. Os que estão totalmente danificados são reutilizados para o aterro de estradas e produção de fornos pela própria olaria ou/e comercializado.Por estarem inseridas no entorno da Resex Caeté-Taperaçu estas cerâmicas necessitam de um olhar específico e mais rigoroso, pois estão em área de campos e de preservação ambiental, além de ser obrigatório seu licenciamento apenas a olaria de grande porte possui Licenciamento Prévio as demais não possuem.
IMPACTOS AMBIENTAIS
Área de extração de argila. Madeira utilizada para queima da argila.
Máquina utilizada para moagem da argila. Área de armazenamento argila.
No planejamento e gestão ambiental é importante a atuação conjunta dos diversos órgãos munici-pais, estaduais e federais, que geralmente atu-am de forma dispersa e isolada, assim como, a participação da comunidade local na tomada de decisões.A ausência de licenciamento ambiental em grande parte das olarias, apenas uma possui, demonstra o descaso com o meio ambiente, falta de fiscaliza-ção pelos órgãos ambientais da região e compro-metimento dos empreendedores. O que dificulta a conservação haja vista que estas empresas estão
inseridas no seu entorno e causam pressões am-bientais diretas para a unidade de conservação.Antigamente muitas olarias utilizavam a vegeta-ção nativa da região acarretando no esgotamento desse recurso, por esse motivo foi necessário buscar em outras localidades o insumo necessá-rio para a queima. Uma consequência preocupan-te disso e que não há cuidado ou mesmo conheci-mento na maioria dos casos de sua origem.Para obter uma postura correta perante o meio ambiente é necessária à redução dos impactos ambientais analisados, adequação com as leis
ambientais e melhoria na fiscalização. Para isso é importante a realização de um estudo de pers-pectiva de vida útil da reserva, descanso da área de extração e métodos de produção mais eficien-tes em relação ao meio ambiente a partir disso disseminar de forma ampla as ações, técnicas e benefícios de se obter uma gestão ambiental as-sim diminuirá a pressão ambiental exercida por esses empreendimentos, inseridos no entorno, dando subsídios para a manutenção da conserva-ção e preservação da Reserva Extrativista mari-nha Caeté-Taperaçu.
CONCLUSÕES
Ainda, como características desse tipo de indústria pode-se citar a gestão familiar, o tamanho ligado à exploração de jazidas, o bai-xo custo de instalação, as pequenas barreiras a entrada de novos concorrentes e tecnolo-
gicamente atrasadas quando comparada ao padrão de outros países (MARCOS; GALVÃO 2011).O ponto de extração do insumo utilizado na produção é retirado na comunidade do Tape-
racu-campo, Arcapara, Tamatateua se encon-tra disperso, em sua maioria cada unidade possui seu próprio ponto e alguns compram a argila, desse modo percebe-se uma elevação no custo da produção.

38 www.tempotecnico.com.br - Edição 16383838383838
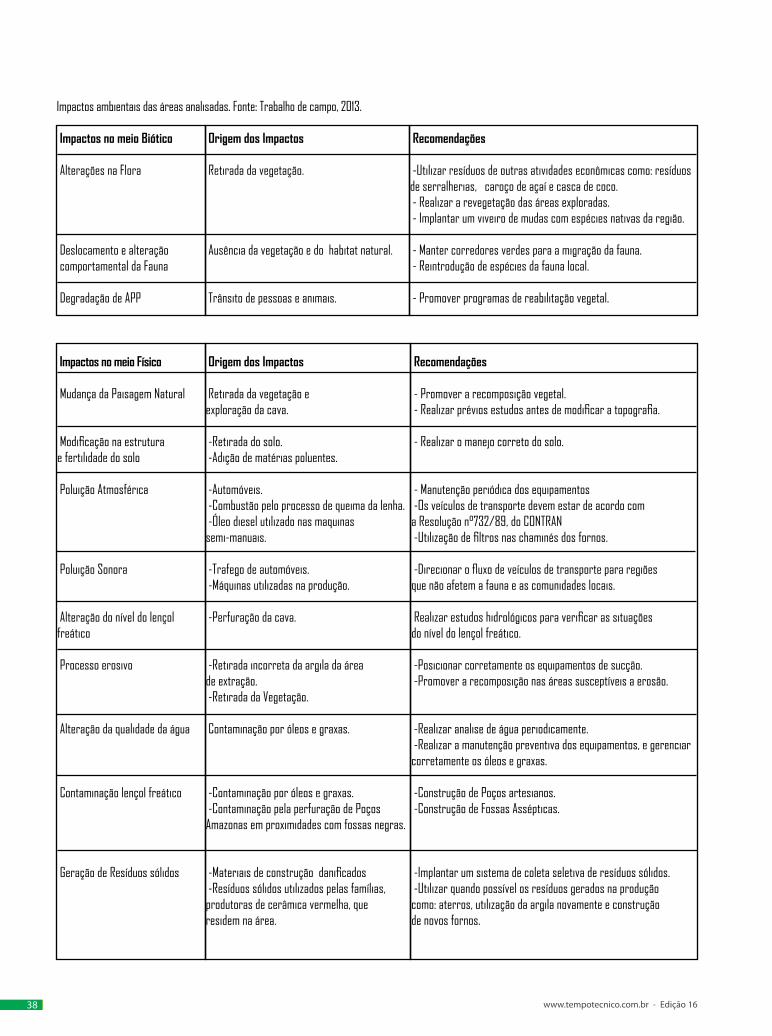
Impactos no meio Biótico
Alterações na Flora
Deslocamento e alteração comportamental da Fauna
Degradação de APP
Impactos ambientais das áreas analisadas. Fonte: Trabalho de campo, 2013.
Recomendações
-Utilizar resíduos de outras atividades econômicas como: resíduos de serralherias, caroço de açaí e casca de coco. - Realizar a revegetação das áreas exploradas. - Implantar um viveiro de mudas com espécies nativas da região.
- Manter corredores verdes para a migração da fauna. - Reintrodução de espécies da fauna local.
- Promover programas de reabilitação vegetal.
Origem dos Impactos
Retirada da vegetação.
Ausência da vegetação e do habitat natural.
Trânsito de pessoas e animais.
Impactos no meio Físico Mudança da Paisagem Natural
Modificação na estrutura e fertilidade do solo
Poluição Atmosférica
Poluição Sonora
Alteração do nível do lençolfreático
Processo erosivo
Alteração da qualidade da água
Contaminação lençol freático
Geração de Resíduos sólidos
Recomendações
- Promover a recomposição vegetal. - Realizar prévios estudos antes de modificar a topografia.
- Realizar o manejo correto do solo.
- Manutenção periódica dos equipamentos -Os veículos de transporte devem estar de acordo com a Resolução n°732/89, do CONTRAN -Utilização de filtros nas chaminés dos fornos.
-Direcionar o fluxo de veículos de transporte para regiões que não afetem a fauna e as comunidades locais.
Realizar estudos hidrológicos para verificar as situações do nível do lençol freático.
-Posicionar corretamente os equipamentos de sucção. -Promover a recomposição nas áreas susceptíveis a erosão.
-Realizar analise de água periodicamente. -Realizar a manutenção preventiva dos equipamentos, e gerenciarcorretamente os óleos e graxas.
-Construção de Poços artesianos. -Construção de Fossas Assépticas.
-Implantar um sistema de coleta seletiva de resíduos sólidos. -Utilizar quando possível os resíduos gerados na produçãocomo: aterros, utilização da argila novamente e construção de novos fornos.
Origem dos Impactos
Retirada da vegetação e exploração da cava.
-Retirada do solo. -Adição de matérias poluentes.
-Automóveis. -Combustão pelo processo de queima da lenha. -Óleo diesel utilizado nas maquinas semi-manuais.
-Trafego de automóveis. -Máquinas utilizadas na produção.
-Perfuração da cava.
-Retirada incorreta da argila da área de extração. -Retirada da Vegetação.
Contaminação por óleos e graxas.
-Contaminação por óleos e graxas. -Contaminação pela perfuração de Poços Amazonas em proximidades com fossas negras.
-Materiais de construção danificados -Resíduos sólidos utilizados pelas famílias, produtoras de cerâmica vermelha, que residem na área.

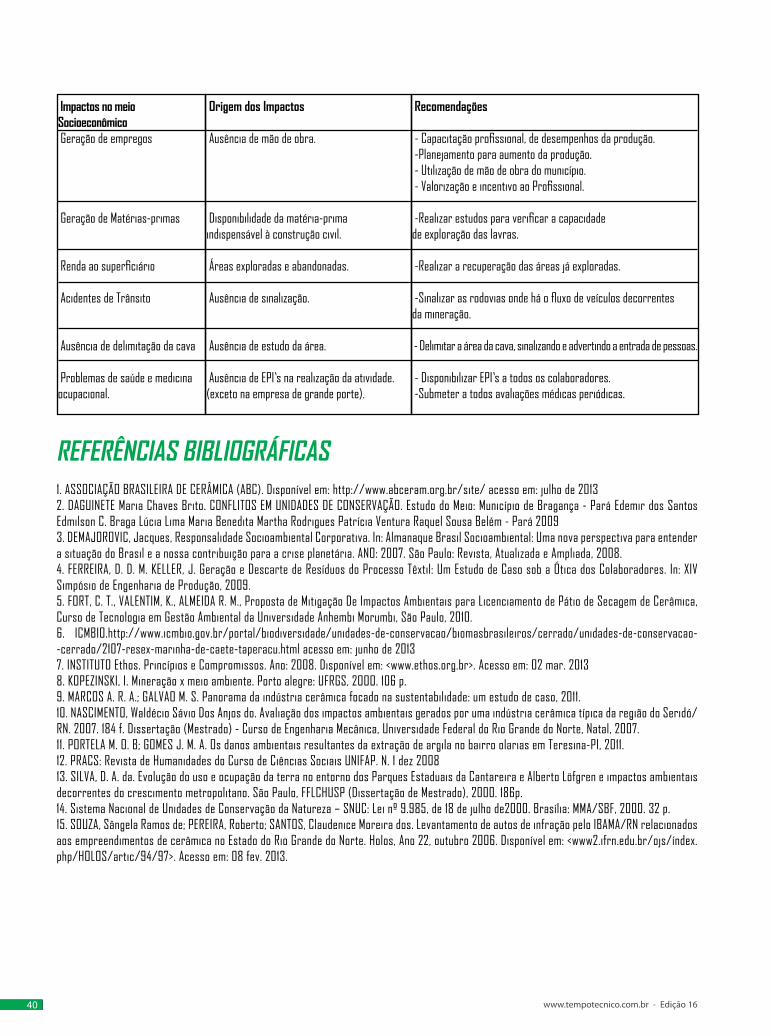
40 www.tempotecnico.com.br - Edição 1640404040404040404040404040
Impactos no meioSocioeconômico Geração de empregos
Geração de Matérias-primas
Renda ao superficiário
Acidentes de Trânsito
Ausência de delimitação da cava
Problemas de saúde e medicinaocupacional.
Recomendações
- Capacitação profissional, de desempenhos da produção. -Planejamento para aumento da produção. - Utilização de mão de obra do município. - Valorização e incentivo ao Profissional. -Realizar estudos para verificar a capacidade de exploração das lavras.
-Realizar a recuperação das áreas já exploradas. -Sinalizar as rodovias onde há o fluxo de veículos decorrentes da mineração.
- Delimitar a área da cava, sinalizando e advertindo a entrada de pessoas.
- Disponibilizar EPI’s a todos os colaboradores. -Submeter a todos avaliações médicas periódicas.
Origem dos Impactos
Ausência de mão de obra.
Disponibilidade da matéria-primaindispensável à construção civil.
Áreas exploradas e abandonadas.
Ausência de sinalização.
Ausência de estudo da área.
Ausência de EPI’s na realização da atividade. (exceto na empresa de grande porte).
1. ASSOCIAÇÃO BRASILEIRA DE CERÂMICA (ABC). Disponível em: http://www.abceram.org.br/site/ acesso em: julho de 20132. DAGUINETE Maria Chaves Brito. CONFLITOS EM UNIDADES DE CONSERVAÇÃO. Estudo do Meio: Município de Bragança - Pará Edemir dos Santos Edmilson C. Braga Lúcia Lima Maria Benedita Martha Rodrigues Patrícia Ventura Raquel Sousa Belém - Pará 20093. DEMAJOROVIC, Jacques, Responsalidade Socioambiental Corporativa. In: Almanaque Brasil Socioambiental: Uma nova perspectiva para entender a situação do Brasil e a nossa contribuição para a crise planetária. ANO: 2007. São Paulo: Revista, Atualizada e Ampliada, 2008.4. FERREIRA, D. D. M. KELLER, J. Geração e Descarte de Resíduos do Processo Têxtil: Um Estudo de Caso sob a Ótica dos Colaboradores. In: XIV Simpósio de Engenharia de Produção, 2009.5. FORT, C. T., VALENTIM, K., ALMEIDA R. M., Proposta de Mitigação De Impactos Ambientais para Licenciamento de Pátio de Secagem de Cerâmica, Curso de Tecnologia em Gestão Ambiental da Universidade Anhembi Morumbi, São Paulo, 2010.6. ICMBIO.http://www.icmbio.gov.br/portal/biodiversidade/unidades-de-conservacao/biomasbrasileiros/cerrado/unidades-de-conservacao--cerrado/2107-resex-marinha-de-caete-taperacu.html acesso em: junho de 20137. INSTITUTO Ethos. Princípios e Compromissos. Ano: 2008. Disponível em: <www.ethos.org.br>. Acesso em: 02 mar. 20138. KOPEZINSKI, I. Mineração x meio ambiente. Porto alegre: UFRGS, 2OOO. 106 p.9. MARCOS A. R. A.; GALVAO M. S. Panorama da indústria cerâmica focado na sustentabilidade: um estudo de caso, 2011.10. NASCIMENTO, Waldécio Sávio Dos Anjos do. Avaliação dos impactos ambientais gerados por uma indústria cerâmica típica da região do Seridó/RN. 2007. 184 f. Dissertação (Mestrado) - Curso de Engenharia Mecânica, Universidade Federal do Rio Grande do Norte, Natal, 2007.11. PORTELA M. O. B; GOMES J. M. A. Os danos ambientais resultantes da extração de argila no bairro olarias em Teresina-PI, 2011.12. PRACS: Revista de Humanidades do Curso de Ciências Sociais UNIFAP. N. 1 dez 200813. SILVA, D. A. da. Evolução do uso e ocupação da terra no entorno dos Parques Estaduais da Cantareira e Alberto Löfgren e impactos ambientais decorrentes do crescimento metropolitano. São Paulo, FFLCHUSP (Dissertação de Mestrado), 2000. 186p.14. Sistema Nacional de Unidades de Conservação da Natureza – SNUC: Lei nº 9.985, de 18 de julho de2000. Brasília: MMA/SBF, 2000. 32 p.15. SOUZA, Sângela Ramos de; PEREIRA, Roberto; SANTOS, Claudenice Moreira dos. Levantamento de autos de infração pelo IBAMA/RN relacionados aos empreendimentos de cerâmica no Estado do Rio Grande do Norte. Holos, Ano 22, outubro 2006. Disponível em: <www2.ifrn.edu.br/ojs/índex.php/HOLOS/artic/94/97>. Acesso em: 08 fev. 2013.
REFERÊNCIAS BIBLIOGRÁFICAS


42 www.tempotecnico.com.br - Edição 1642424242424242
AGF CONSULTORIA INOVA COM LANÇAMENTO DE FORNO PEROLLAForno reversível metálico emantado é o mais acessível do mercado e uma de suas principais vantagens é o descarregamento e carregamento simultâneoAGF Consultoria lança o forno metálico mais aces-sível do mercado. O Forno Perolla consiste em um forno reversível do tipo paulistinha no formato metálico. A Cerâmica União, localizada em Conselheiro La-faiete (MG) foi pioneira na implantação do projeto. Segundo o ceramista Josimar Fernandes Meireles, sócio-diretor da empresa, o forno possibilitou a re-dução de mão de obra e aumentou o rendimento da produção. Informou ainda que no forno paulistinha convencional, conseguia retirar duas queimas por semana, mas que agora com o novo forno, adaptado ao sistema de empilhadeira, agilizou os trabalhos e ele consegue realizar quatro queimas na semana, isto é, aumentou a produtividade e ainda reduziu mão de obra para carregar e descarregar o forno.Além de ser uma estrutura toda isolada com manta de fibra cerâmica, ele destaca que uma das prin-cipais vantagens é o descarregamento e carre-gamento simultâneo do forno que ocorre em um período de 4 horas.Em entrevista para a Revista Técnico, o empresário Josimar conta de que forma este sistema ajudou na diminuição do custo operacional da empresa.
Revista Tempo Técnico: O que o motivou buscar essa inovação?Josimar Fernandes Meireles: Estou automatizan-do a linha de produção e queria muito estender a automação até a carga e descarga do forno.
Revista: Como se desenvolveu essa concepção?Josimar: Tenho um conjunto de fornos paulistinha, fiz a reforma em um, o qual foi instalado um teto plano. Isso possibilitou carregar e descarregar o forno com o uso de empilhadeira.
Revista: O trabalho foi realizado em sua cerâmica?Josimar: Sim, a AGF Consultoria fez a engenharia e execução do teto plano. A instalação da fibra foi
realizada pela Texfiber. Está funcionando desde dezembro de 2012.
Revista: E como foi o resultado?Josimar: Reduzi a mão de obra e o forno ficou mais econômico. Hoje gasto de 3 a 4 horas entre carre-gar e descarregar o forno.
Revista: E qual foi o resultado do projeto do forno paulistinha metálico e emantado?Josimar: Eu dobrei a produção do paulistinha em que coloquei o teto plano, tirava duas fornadas por semana e passei a tirar quatro, e ainda reduzindo mão de obra. Como eu tinha mais dois fornos e pre-cisava reformá-los, decidi em fazer um novo, maior e com o mínimo de alvenaria. Foi então que conver-sei com o Anselmo Grossi, da AGF Consultoria, que desenvolveu e executou o projeto do forno.
Revista: Já calculou a economia para este novo forno?
Josimar: Não com exatidão, mas fica em torno de 30% a menos que o outro forno.
Revista: E o tempo de queima?Josimar: O tempo de esquente e queima oscila entre 17 e 18 horas.
Revista: É muito rápido! Como consegue esquen-tar e queimar tão rápido?Josimar: Eu queimo com pó de serragem mistu-rada com cavaco, é um combustível muito bom, porque ele chega com um mínimo de umidade aqui na cerâmica e como o tijolo sai diretamente do secador, praticamente não tem umidade para remover.
Revista: Consegue quantas queimas na semana?Josimar: Apertando o forno, já consegui tirar cinco. Hoje mantenho quatro queimadas porque assim aproveito mais o calor dele para o secador, mas se o mercado apertar...
I N O V A Ç Ã O

44 www.tempotecnico.com.br - Edição 1644444444444444
Revista: Estaria disposto a fazer outro forno com esta tecnologia?Josimar: Já estou fazendo o segundo. Já demoli um dos paulistinha, e na hora que esse segundo forno entrar em operação, vou demolir o outro paulistinha. Também tenho um forno vagão, mas como não dá para subir com a empilhadeira nele, vou demolir também e fazer um terceiro forno em 2016. O forno é econômico e ainda tem a vantagem de reduzir a mão de obra.
Revista: Como você vê o resultado?Josimar: Esse forno veio para ficar. Além da economia, o material sai muito bonito do forno. Recomendo a qualquer ceramista, é uma excelente escolha, pois tem o preço mais acessível que os demais fornos.
Revista: A AGF Consultoria está sendo responsável por todo o projeto?Josimar: O Paulo Bauer (Beel & Cladii) é respon-sável pela automação de descarga e robótica das cargas secas que serão inseridas nos fornos, já o engenheiro Anselmo (AGF Consultoria) é responsá-vel por todo o projeto do primeiro forno, que está funcionando desde abril de 2014, e do segundo forno que daqui a alguns dias começa a funcionar.
Revista: Explique melhor “cargas secas”.Josimar: A automação (Beel & Cladii) vai montar uma carga com tijolos secos, como se fosse em um pallet, então com a empilhadeira, coloco esta carga no forno. Atualmente utilizo pallets de metal, mas a empilhadeira contará com uma garra que vai elimi-nar esses pallets.
Revista: Pallets de metal? Não são caros? Estão durando?Josimar: Tenho usado eles desde março de 2012
no forno teto plano e só agora que alguns estão precisando ser trocados. A primeira impressão é que são caros, mas com a redução de mão de obra, o retorno do investimento ocorre em 8 meses.
Revista: Mas dois anos não é pouco tempo para durarem?Josimar: Veja bem, manualmente, eu só tiro duas fornadas por semana. Com os pallets, façoquatro fornadas por semana, isto é, produzo em dois anos o que eu levaria quatro anos para produzir pelo processo manual. O que gastaria emquatro anos com mão de obra, consigo recuperar em 10 meses, investindo nos pallets.
Revista: O que o senhor diria para quem quer fazer esse tipo de forno?Josimar: Faça a escolha certa. O forno é inova-ção e a economia diz tudo. Fazer um forno con-vencional hoje seria andar pra trás. O ceramista tem que aproveitar o que há de moderno e seguir adiante para não ficar ultrapassado. E digo mais, tem que trabalhar com gente séria e experiente, principalmente com quem pode mostrar o que já fez ou faz. O profissional para o setor cerâmico não é tão caro como se imagina. Procure o profis-sional que tem trabalhos já realizados. Desconfie daqueles que dizem fazer, mas não tem trabalho para mostrar e cuidado com aventureiros e “co-piadores”.


46 www.tempotecnico.com.br - Edição 16
ANFAMECA feira trouxe um novo formato que foi desenvolvido para demonstrar o potencial transformador da indústria de cerâmica vermelha no país
A ANFAMEC 2015 (Feira de Negócios e Arena de Conhecimentos para a Indústria de Cerâmica Vermelha) aconteceu entre os dias 12 e 14 de março e reuniu milhares de ceramistas, for-necedores e interessados no setor de diversas partes do Brasil e da América Latina no Expo Dom Pedro, em Campinas, São Paulo.“Viver, pensar e sentir o novo momento do se-tor. Essa foi a missão da ANFAMEC 2015. Nosso evento refletiu o esforço que nós, ceramistas, fabricantes e empresários, estamos fazendo para a evolução do segmento e a ampliação de seu papel nas transformações econômicas e sociais brasileiras”, destaca o presidente da ANFAMEC, Matheus Rodrigues. O espaço de feira da ANFAMEC 2015 contou com mais de 7 mil m² e a exposição de 80 máquinas e equipamentos produzidos por 90 marcas nacionais e interna-cionais. Robótica, automação, aprimoramento de processos e produtos e tecnologias de ponta para a indústria de cerâmica vermelha foram os destaques.A ANFAMEC 2015 trouxe ainda um novo formato que foi desenvolvido para demonstrar o poten-cial transformador da indústria de cerâmica vermelha no país.
Na Arena de Especialistas, a missão foi VIVER os rumos do mercado da construção. Nas Oficinas de Solução, os ceramistas foram estimulados a PENSAR em novas possibilidades para superar as adversidades cotidianas. E a feira permitiu SENTIR os novos rumos do setor. O evento teve o apoio institucional da Associa-ção Nacional da Indústria Cerâmica (ANICER), Associação Brasileira de Normas Técnicas (ABNT), Associação Brasileira de Cerâmica
(ABC), Prefeitura de Campinas, Convention Bu-reau Campinas e Expo Dom Pedro.O evento trouxe dois dias de diálogo com espe-cialistas nacionais sobre o mercado da cons-trução e a Norma de Desempenho, a Arena de Especialistas. Mais do que apontar tendências e oportuni-dades, a Arena trouxe novos olhares que irão incrementar o cotidiano das fábricas, as opor-tunidades de negócios e a ampliação dos lucros.
E V E N T O
46464646464646

48 www.tempotecnico.com.br - Edição 16
No primeiro dia de Arena, 12 de março, foi apresentado o tema “Indústria da Construção x Fatores econômico: Oportunidades e pers-pectivas para a manutenção e a expansão do setor de cerâmica vermelha diante dos produtos concorrentes” e no dia 13 de março foi a vez de falar da “NBR 15575 (Norma de Desempenho): Um olhar sobre o cliente para o aumento do índice de segurança nas cons-truções”.
A ANFAMEC apresentou também as Oficinas de Soluções, criando oportunidades para que os ceramistas sejam protagonistas das mudanças necessárias em seus negócios, en-tendendo que a superação das adversidades só é possível através da competitividade e da percepção de que o futuro do setor precisa ser construído com novas atitudes e mudan-ças de olhar. Nas Oficinas de Soluções, os participantes
reuniram-se por três dias com técnicos de cerâmica e trouxeram as demandas de seu negócio para um espaço que teve como obje-tivo proporcionar soluções para as dificulda-des vivenciados no cotidiano das cerâmicas em temas como o mercado nacional, produ-tos, controles, processo, máquinas, dispositi-vos e equipamentos. Dia 12 de março o foco foi “Preços, qualidade e vendas”. Três oficinas foram apresentadas:
48484848484848
Oficina 01 – Custos e formação de preços: o que saber para vender de forma sustentável, Oficina 02 – Ensaios cerâmicos: como executar e interpretar para ganhar e Oficina 03 – Cen-trais de vendas: unindo forças pra não perder mercado.No dia 13 de março o tema foi “Fabricação, preparação e per-das”. Também foram apresentadas três oficinas: Oficina 01 – Processos de fabricação: como fabricar melhor com baixo custo, Oficina 02 – Preparação de massa: como iniciar bem para perder menos e Oficina 03 – Perdas no processo? Saiba identificá-las.O último dia, 14 de março, “Tecnologias, eficiências e norma” foram destaques, apresentadas na Oficina 01 – Manutenção de máquinas e equipamentos: Tenha um plano para reduzir custos, Oficina 02 – Eficiência energética: Como produzir reduzindo consumos e Oficina 03 – NR12 – Desmitificando a implementação: caso de sucesso.

50 www.tempotecnico.com.br - Edição 165050505050505050
METALÚRGICA COSTA É SINÔNIMO DE TRADIÇÃO E QUALIDADEA empresa, no mercado há mais de vinte anos, oferece todo o equipamento necessário para empresa cerâmicaAtuando no mercado há mais de vinte anos, a Me-talúrgica Costa fabrica toda a linha de secagem, como exaustores, vagonetas, auto viajantes, dam-pers e, também toda a linha de queima, como forno móvel, queimadores de serragem, caixão dosador, peneira giratória e a linha de alimentação.Hoje a empresa atua em todos os estados do Brasil, contando com trinta e oito colaboradores.Em entrevista exclusiva à Revista Tempo Técnico o empresário Ivanildo Costa conta um pouco sobre sua trajetória no mercado.
Revista Tempo Técnico: Como o desenvolvimento chegou aos projetos de forno móvel? Conte-nos um pouco a respeito dessa inovação.Ivanildo Costa: Há cinco anos um amigo, proprie-tário da Cerâmica Santa Edwirges, localizada na ci-dade de Aguai (SP), nos procurou para desenvolver um projeto de forno móvel com a linha de queima de serragem/cavaco automatizada. Depois de implan-tado este sistema e da comprovação do sucesso, colocamos em nossa linha de produção.
Revista: Quantos equipamentos fornos a empresa já fabricou? Descreva suas dimensões e capacida-de de produção.Ivanildo: Nossa empresa já fabricou quarenta e sete fornos, com dimensões bastante variadas, entre 10 e 20 metros de comprimento e de 5 a 10 metros de largura, conforme a produção do cliente. Atualmente, fabricamos o forno com capacidade para 80 mil peças, de bloco (9x19x19) medido 17 x 3 x 6 metros.
Revista: Em sua recente atuação no estado de Santa Catarina a Metalúrgica Costa fabricou dois fornos móveis, descreva a capacidade e produtos destes equipamentos.Ivanildo: Na Olaria Campo Novo, na cidade de Ara-ranguá (blocos 9 x 14 x 19), a capacidade é de 46 mil peças e na Cerâmica Porto Galera, na cidade de Canelinha, (blocos 9 x 14 x 24), a capacidade é
de 65 mil peças.
Revista: Seus fornos podem queimar telhas e ti-jolos?Ivanildo: Sim, além de queimar blocos, temos vá-rios na queima de telhas.
Revista: Cite algumas empresas cerâmicas que estão queimando com os fornos da Metalúrgica Costa. Ivanildo: Em São Paulo nossos clientes são a Ce-râmica Lagoa Branca VGSUL, que fabrica blocos; a Cerâmica Santa Edwirges, em Aguai, que fabrica blocos e utiliza três fornos; a Cerâmica Brastec, em Tambaú, com dois fornos e que fabrica telhas. Também temos clientes em Tocantins, a Cerâmica Artefatos de Barro, que fabrica blocos e telhas. No Pará, nosso cliente é a Cerâmica Tramontin com um forno, que fabrica telhas. Em Minas Gerais te-
mos a Cerâmica Carlone, em Guaxupé, que fabrica blocos e utiliza um forno.
Revista: A empresa tem previsão de investimento para os próximos 5 anos? Quais?Ivanildo: Recentemente investimos em mais um galpão de 800 m2 e adquirimos um par de guilhoti-na e dobradeira para agilizar a produção.
Revista: Sua empresa tem alguma filial em outros estados? Ivanildo: Não temos filiais instaladas, mas existem projetos para a instalação de uma unidade no esta-do de Santa Catarina.
Revista: Qual o prazo de entrega de um forno mó-vel? Ivanildo: Após a aprovação do Finame, o prazo é de 60 dias, em média.
E N T R E V I S T A
Claudio e Ivanildo Costa.
www.tempotecnico.com.br - Edição 16 51