Embed Size (px)
Citation preview

UNIVERSIDADE CATÓLICA DE GOIÁS DEPARTAMENTO DE MATEMÁTICA E FÍSICA
ENGENHARIA DE ALIMENTOS
INFLUÊNCIA DO TRATAMENTO TÉRMICO NO VALOR
NUTRICIONAL DO LEITE FLUIDO
Giulianna Lara Rocha
Orientadora: Profa. Rosário de Maria Arouche Cobucci
Trabalho de conclusão de curso apresentado à Universidade Católica de Goiás “UCG”, para obtenção do título de graduada em Engenharia de Alimentos.
GOIÂNIA Goiás – Brasil Junho - 2004

ii
BANCA EXAMINADORA
APROVADO EM: ____/____/______
________________________________________ Profa. MSc. Rosário de Maria Arouche Cobucci
(ORIENTADORA)
________________________________________ Profa. MSc. Maria Ximena Vázquez F. Lima
(MEMBRO)
________________________________________ Prof. DS Carlos Stuart Coronel Palma.
(MEMBRO)

iii
DEDICATÓRIA
Dedico este trabalho aos meus pais, Assis e Rosilene, e a minha
madrinha Consuelo pelo esforço que fizeram para que eu pudesse concluir esta
caminhada. Ao meu irmão Gustavo pelas palavras de coragem e ao meu amor,
Raul, pelo apoio, carinho, cumplicidade e confiança durante estes anos de
faculdade.

iv
AGRADECIMENTOS
Agradeço a todos os professores pelos ensinamentos e dedicação.
Aos colegas, que de maneira direta ou indireta, me ajudaram na
graduação. Em especial a minha amiga Heloísa de Araújo por compartilhar
comigo estes longos anos de faculdade.
Agradeço à professora Rosário, por toda atenção, paciência e
orientação na elaboração deste TCC.

v
SUMÁRIO
Página
1 - INTRODUÇÃO.................................................................................................. 1
2 - REVISÃO DE LITERATURA ............................................................................ 2
2.1 - CARACTERÍSTICAS FÍSICO-QUÍMICAS DO LEITE ..................................... 2
2.2 - COMPOSIÇÃO E VALOR NUTRITIVO DO LEITE.......................................... 2
2.2.1 - ÁGUA........................................................................................................... 3
2.2.2 - LIPÍDIOS...................................................................................................... 4
2.2.3 - AS PROTEÍNAS DO LEITE ........................................................................ 5
2.2.3.1 - Caseínas................................................................................................... 5
2.2.3.2 - Proteínas do soro..................................................................................... 6
2.2.3.2.1 - Lactoalbumina........................................................................................ 6
2.2.3.2.2 - Lactoglobulinas...................................................................................... 7
2.2.3.3 - Aminoácidos............................................................................ ................. 8
2.2.4 - LACTOSE.............................................................................................. ...... 9
2.2.5 - SAIS MINERAIS.......................................................................................... 9
2.2.6 - VITAMINAS.................................................................................................11
2.2.7 - ENZIMAS................................................................................................ ... 12
2.3 - LEITE DE CONSUMO .................................................................................. 13
2.3.1 - LEITE CRU............................................................................................ .... 13
2.3.2 - LEITE TRATADO TERMICAMENTE......................................................... 13
2.3.2.1 - Pasteurização........................................................................................ . 14
2.3.2.2 - Esterilização........................................................................................ ... 16
2.3.2.2.1 - Sistema convencional ......................................................................... 17
2.3.2.2.2 - Sistema de fluxo contínuo ou UHT...................................................... 18
2.3.2.2.2.1 - Envase asséptico.............................................................................. 19
2.4 - MERCADO DO LEITE .................................................................................. 20
2.5 - DADOS DA EMPRESA................................................................................. 25
3 - UNIDADE EXPERIMENTAL........................................................................... 26
3.1 - DESCRIÇÃO DAS ETAPAS DO FLUXOGRAMA ......................................... 27
3.1.1 - RECEPÇÃO................................................................................................27
3.1.2 - PESAGEM OU MEDIÇÃO ........................................................................ 28

vi
3.1.3 - FILTRAÇÃO............................................... ............................................... 28
3.1.4 - RESFRIAMENTO................................... ................................................... 28
3.1.5 - ESTOCAGEM.............................. ............................................................. 29
3.1.6 - HOMOGENEIZAÇÃO................................................................................ 29
3.1.7 - TRATAMENTO TÉRMICO........................................................................ 29
3.1.7.1 - Pasteurização......................................................................................... 29
3.1.7.2 - Esterilização convencional ..................................................................... 30
3.1.7.3 - Esterilização UHT................................................................................... 30
3.1.8 - PADRONIZADORA......... .......................................................................... 32
3.1.9 - RESFRIAMENTO...................................................................................... 32
3.1.10 - ENVASAMENTO....................... .............................................................. 32
3.1.11 - DISTRIBUIÇÃO......................... .............................................................. 33
4 - RESULTADOS E DISCUSSÃO...................................................................... 34
4.1 - AÇÃO DO AQUECIMENTO SOBRE AS PROTEÍNAS ................................. 34
4.2 - LIPÍDIOS......................... ............................................................................. 36
4.3 - VITAMINAS........................ .......................................................................... 37
4.4 - MINERAIS........................... ......................................................................... 38
4.5 - LACTOSE.................................... ................................................................. 39
4.6 - ENZIMAS...................................................................................................... 40
5 - CONCLUSÃO ................................................................................................. 42
6 - REFERÊNCIAS BIBLIOGRÁFICAS............................................................... 43

vii
LISTA DE FIGURAS
Página FIGURA 1 - PRODUÇÃO DE LEITE LONGA VIDA NO BRASIL.............................................21
FIGURA 2 - FLUXOGRAMA DO BENEFICIAMENTO DO LEITE.............................................26

viii
LISTA DE TABELAS
Página
TABELA 1 - CARACTERÍSTICAS FÍSICAS E QUÍMICAS DO LEITE ........................................ 2
TABELA 2 - COMPOSIÇÃO MÉDIA DO LEITE ................................................................... 3
TABELA 3 - QUANTIDADE DE AMINOÁCIDOS ESSENCIAIS PRESENTES NO LEITE ................ 8
TABELA 4 - PORCENTAGEM DE ELEMENTOS MINERAIS NO LEITE................................... 10
TABELA 5 - QUANTIDADE DE VITAMINAS PRESENTES NO LEITE ..................................... 11
TABELA 6 - EVOLUÇÃO DA PARTICIPAÇÃO DOS DIVERSOS TIPOS DE LEITE NO MERCADO
FORMAL DE LEITE FLUIDO NO BRASIL, EM PERCENTAGEM (%)...................................... 22
TABELA 7 - DESNATURAÇÃO DAS PROTEÍNAS DO SORO DURANTE O TRATAMENTO TÉRMICO
............................................................................................................................. 35
TABELA 8 - PERDAS DE LISINA APÓS OS TRATAMENTOS TÉRMICOS .............................. 36
TABELA 9 - FORMAÇÃO DE LACTONAS E METIL-CETONAS APÓS O TRATAMENTO TÉRMICO37
TABELA 10 - PERDAS DE VITAMINAS APÓS OS TRATAMENTOS TÉRMICOS ...................... 38
TABELA 11 - FORMAÇÃO DE LACTULOSE APÓS O TRATAMENTO TÉRMICO...................... 39
TABELA 12 - INATIVAÇÃO DAS PLASMINAS SEGUNDO O TRATMENTO TÉRMICO ............... 41

ix
INFLUÊNCIA DO TRATAMENTO TÉRMICO NO VALOR NUTRICIONAL DO LEITE FLUIDO
Autora: Giulianna Lara Rocha
Orientadora: Prof. MSc. Rosário de Maria Arouche Cobucci
RESUMO
O leite é um alimento de alta importância na dieta diária, com a qual contribui fornecendo gorduras, carboidratos, proteínas, minerais e vitaminas. Antes de chegar ao consumidor, o leite é processado para destruir os microrganismos patogênicos presentes. Esses tratamentos, ainda que parciais, reduzem consideravelmente o seu valor nutritivo pela destruição ou remoção parcial de seus nutrientes. Com o objetivo de se identificar as perdas ocorridas durante os diferentes tratamentos térmicos, assim como as modificações nas características sensoriais fez-se um levantamento bibliográfico. Verificou-se também através da literatura qual tratamento térmico ocasiona maior perda nutricional no leite fluido. Assim, determinou-se através deste estudo que o leite pasteurizado, pelas características do processo ao qual é submetido possui menores perdas de nutrientes que o leite UHT, porém estas perdas nutritivas são na maioria dos casos pequenas e pouco importantes. Já em relação ao leite esterilizado pelo sistema convencional, as perdas neste caso são maiores, pois as modificações nutritivas variam consideravelmente em função da severidade do tratamento. No entanto, este método não é muito utilizado. O trabalho realizado mostrou que as características sensoriais e os teores nutritivos do leite são muito influenciados pelo tratamento térmico. Sendo maiores nos tratamentos térmicos mais severos.

1 - INTRODUÇÃO
O leite é um dos alimentos mais nutritivos que existem, sendo rico em
proteínas de alta qualidade e fornecendo todos os 10 aminoácidos essenciais,
assim como ácidos graxos, imunoglobinas e outros micronutrientes.
A maior parte do leite destinado ao consumo humano sofre tratamento
térmico, prevenindo problemas de saúde pública, relacionados à presença de
microrganismos patogênicos no leite cru. Os processos industriais comuns de
tratamento térmico para leites líquidos incluem a pasteurização e a esterilização.
Porém, estes processos destroem alguns nutrientes, especialmente as vitaminas
presentes naturalmente no leite. O valor da perda está relacionado ao nutriente e
ao método de processamento.
Assim, a influência do tratamento térmico no valor nutricional do leite
irá variar de acordo com o método utilizado. Este trabalho visa fazer um
levantamento bibliográfico para identificar as perdas nutricionais durante os
diferentes tratamentos térmicos, assim como as modificações nas características
sensoriais do leite. Verificando também qual tratamento térmico ocasiona maior
perda nutricional no leite.
A importância deste trabalho para o Engenheiro de Alimentos é que
através deste estudo pode-se conhecer os diferentes tratamentos térmicos ao
qual o leite é submetido e com isso escolher um método que irá garantir a sua
sanidade microbiológica, preservando ao máximo os seus nutrientes e suas
características sensoriais.

2 - REVISÃO DE LITERATURA
2.1 - CARACTERÍSTICAS FÍSICO-QUÍMICAS DO LEITE
O leite é um liquido branco, opaco, duas vezes mais viscoso que a
água, de sabor ligeiramente açucarado e de odor pouco acentuado (Veisseyre,
1988).
A Tabela 1 apresenta as principais características físicas e químicas de
determinação imediata do leite. Estes valores se referem ao leite fresco e normal.
Tabela 1 - Características físicas e químicas do leite
Características físico-químicas Valores
Densidade a 15oC 1,030 a 1,034
Calor específico 0,93
Ponto de congelamento -0,55 oC
pH 6,5 a 6,6
Acidez expressada em gramas de ácido láctico por litro 1,6 a 1,8
Índice de refração a 20oC 1,35
Fonte: Veisseyre, 1988
2.2 - COMPOSIÇÃO E VALOR NUTRITIVO DO LEITE
O leite produzido pelo animal varia quanto ao volume e quanto à
relação entre os seus diversos componentes. As variações quanto à composição
do leite dependem dos fatores: espécie animal, raça, individualidade animal,
intervalo entre ordenhas, variação durante a ordenha, diferenças entre os quartos,

3
período de lactação, influência das estações, alimentação, temperatura, doenças,
idade do animal e condições climáticas (Pinheiro & Mosquim, 1991).
O leite é uma emulsão de glóbulos graxos, estabilizado por substâncias
albuminóides num soro que contém em solução: um açúcar - a lactose, matérias
protéicas, sais minerais e orgânicos e pequenas quantidades de vários produtos,
tais como: lecitina, uréia, aminoácidos, ácido cítrico, ácido láctico, ácido acético,
álcool, lactocromo, vitaminas, enzimas, e outros (Behmer, 1984).
A Tabela 2 apresenta a composição média do leite.
Tabela 2 - Composição média do leite
Componentes %
Água 85 –87,5
Lipídios 3,5 –4,2
Proteínas 3,3 –3,6
Lactose 4,4 –5,2
Sais minerais 0,7 – 0,9
Enzimas e vitaminas traços
Fonte: Behmer, 1984.
De acordo com Pinheiro & Mosquim (1991) a importância do leite, sob
o ponto de vista nutricional, se deve a qualidade de suas proteínas, ao seu teor
elevado em cálcio, fósforo, magnésio e às vitaminas A, riboflavina e niacina, entre
outras.
2.2.1 - ÁGUA
A água constitui, em volume, o principal componente do leite. Entra em
média na percentagem de 87,5%, influindo sensivelmente na densidade do leite.
Como causa da variação da percentagem de água na composição do leite
salientam-se os seguintes fatores: a raça do gado e o tempo de lactação
(Behmer, 1984).

4
2.2.2 - LIPÍDIOS
Os lipídios são constituídos por uma mistura de substâncias
relativamente diversas, quanto à estrutura química, apresentando, como
característica comum, a solubilidade em solventes orgânicos e insolubilidade em
água. Os lipídios constituem qualitativa e quantitativamente a fração mais variável
do leite e pode modificar-se durante a ordenha, sendo que o primeiro leite é
relativamente magro (0,7%), enquanto que o último ordenhado é muito gordo
(11%) (Pinheiro & Mosquim, 1991).
Os lipídios encontrados no leite são classificados em saponificáveis e
insaponificáveis. No primeiro grupo encontram-se os glicerídeos, que por sua vez
classificam-se em simples, como a gordura, e em compostos como os fosfatídios,
lecitina e cefalina. Dentre os insaponificáveis encontramos as esterinas tais como
a colesterina e ergosterina, as vitaminas lipossolúveis (A, D, E e K) e os
lipocromos, como o caroteno (Pinheiro & Mosquim, 1991).
Sob o ponto de vista nutritivo, a gordura apresenta níveis apreciáveis
dos ácidos graxos essenciais linoléico e araquidônico. O ácido linoléico não é
sintetizado pelo organismo humano, o mesmo não ocorre com o linolênico e
araquidônico; que são sintetizados, a partir do primeiro (Pinheiro & Mosquim,
1991).
A matéria gorda do leite é formada de glóbulos de diversos tamanhos,
que se encontram em suspensão no líquido, dando-lhe aspecto emulsivo e opaco.
Tem o peso específico de 0,93 a 15oC, funde-se a 33oC e solidifica-se entre 20 a
25oC de temperatura. Por ser menos densa a matéria gorda flutua quando o leite
está em repouso, constituindo em grande parte o que se chama nata-creme
(Behmer, 1984).
A presença da gordura é um fator importante para determinar a
palatabilidade dos alimentos. A gordura láctea é particularmente importante neste
aspecto, porque contém um número alto de lipídios de tamanho molecular
pequeno, de ácidos gordurosos de cadeia curta e seus derivados que contribuem
ao sabor, aroma e no caso dos lipídios para a sensação na boca (Varnam &
Sutherland, 1995).

5
2.2.3 - AS PROTEÍNAS DO LEITE
As proteínas do leite vêm despertando interesse, cada vez maior, sob o
ponto de vista econômico e nutricional. A demanda crescente de derivados
lácteos providos de teores elevados deste componente, a exemplo de queijos e
outros produtos alimentícios, demonstra uma maior conscientização do povo
quanto ao uso de proteínas balanceadas, de sabor agradável e a baixo custo
(Pinheiro & Mosquim, 1991).
O reconhecimento do valor nutricional das proteínas lácteas advém do
fato delas conterem todos os aminoácidos essenciais ou indispensáveis nas
proporções requeridas para crescimento e manutenção do organismo humano.
Convém ressaltar que o leite de vaca contém duas vezes mais proteínas que o
leite humano (Pinheiro & Mosquim, 1991).
O leite contém aproximadamente, 3,3% de proteínas, das quais 85%
são constituídas pelas caseínas e 15% pelas proteínas do soro (Pinheiro &
Mosquim, 1991).
2.2.3.1 - Caseínas
As caseínas são um grupo de fosfoproteínas específicas do leite, que
apresentam baixa solubilidade em pH 4,6. São constituídas de micelas com 40 a
300 nm de diâmetro. As micelas são formadas por submicelas, grosseiramente
esférica, contendo agregados de várias moléculas de caseína, mantida unidas por
interações hidrofóbicas e pontes salinas. Fosfato de cálcio amorfo liga as
submicelas entre si, com participação de ésteres fosfatos. Desta forma, quase
todas as regiões nas moléculas de caseína têm mobilidades restritas (Silva &
Almeida, 2000).
As caseínas podem ser precipitáveis pela acidificação do leite, a 20 oC,
até pH 4,6 (ponto isoelétrico), quando libera os sais a ela associados. A
precipitação da caseína a temperaturas mais baixas é incompleta, aumentado a
perda devido a sua maior solubilidade (Pinheiro & Mosquim, 1991).

6
As caseínas do leite podem subdividir-se basicamente em 5 tipos,
caseínas α1, α2, β, γ e K. A caseína α1 compreende entre 39 a 46% do total das
proteínas. Esta caseína é muito sensível ao cálcio ao pH normal do leite
(aproximadamente 7) podendo ocorrer sua coagulação a qualquer temperatura. A
caseína α2 apresenta-se em quantidades modestas (8 a 11%), tem 207
aminoácidos e de 10 a 13 grupos fosfatos. Tem dois resíduos de cisteína e é
muito sensível ao cálcio, qualquer que seja a temperatura, devido a sua riqueza
em grupos fosfato. A caseína β é encontrada em quantidades importantes (25 a
35%), tem 209 aminoácidos, sem cisteína, porém com 5 grupos fosfato. É
sensível aos íons cálcio a temperatura ambiente, porém insensível à baixa
temperatura. As caseínas γ são o resultado da proteólise da caseína β por uma
protease alcalina do leite (plasmina). Esta fração representa de 3 a 7% das
proteínas. A caseína K compreende entre 8 a 15% e tem 169 aminoácidos. É
insensível ao cálcio e atua como estabilizadora da micela, graças à sua
solubilidade ao cálcio, independente da temperatura (Varnam & Sutherland,
1995).
2.2.3.2 - Proteínas do soro
As proteínas do soro são um conjunto de substâncias nitrogenadas que
não precipitam quando o pH do leite atinge 4,6, que corresponde ao ponto
isoelétrico (pHi) da caseína bruta. Por isto são denominados também de proteínas
solúveis. Encontram-se no soro que se separa do coágulo obtido por adição do
coalho. Representam aproximadamente 20% do total das proteínas do leite
(Veisseyre, 1988).
As proteínas do soro compreendem as lactoalbuminas e as
lactoglobulinas (Pinheiro & Mosquim, 1991).
2.2.3.2.1 - Lactoalbumina
A lactoalbumina ou albumina é inteiramente solúvel na água, não se
coagula pelo coalho, mas sim pelos ácidos e pelo calor. A albumina é a película
que se forma no leite logo após o seu cozimento, ou ainda, é ela a espuma que se

7
observa quando se está fervendo ou desnatando o leite. Representa 75% das
proteínas dos soros lácteos e 15% do total das proteínas do leite. É constituída
por α-lactoalbumina, β-lactoglobulina e soroalbumina (Behmer, 1984).
A α-lactoalbumina é muito solúvel em água e pH 6, porém é menos
solúvel na zona de pH 4-4,6. Representa cerca de 25% da fração das albuminas.
Desempenha atividade biológica, participando da síntese da lactose, como uma
das unidades protéicas da lactose síntetase, exercendo a função de proteína
modificadora; está presente em todos os leites que contém lactose (Veisseyre,
1988).
A β-lactoglobulina representa cerca de 60% da fração de albumina. É a
proteína mais abundante no soro (2 a 3g/l). É praticamente insolúvel em água,
mas solúvel em presença de sais. É desnaturada por tratamentos térmicos acima
de 65oC; sua estrutura é modificada expondo grupos nucleofílicos bastante
reativos (-SH e NH2) capazes de reagir com outras proteínas. A sua desnaturação
térmica pode causar a precipitação ou coagulação. A sua termoresistência é
inferior a da α-lactoalbumina (Pinheiro & Mosquim, 1991).
A soroalbumina é oriunda do sangue e solúvel em água, sendo
encontrada em concentrações mais elevadas no leite mastítico. A soroalbumina é
constituída por um único polipeptídeo com 585 aminoácidos, 17 ligações
dissulfídricas, um grupo sulfidrila livre. Sua resistência térmica é intermediária,
situando-se entre a de β-lactoglobulina (mais resistente) e a das imunoglobulinas
(menos resistentes). Representa aproximadamente de 5 a 6% da fração das
albuminas (Veisseyre, 1988).
2.2.3.2.2 - Lactoglobulinas As lactoglobulinas representam 10 a 12% das proteínas solúveis.
Apresentam uma atividade imunológica importante, por isso se chamam
imunoglobulinas (Veisseyre, 1988).
As imunoglobulinas do leite constituem uma fração protéica das mais
heterogêneas, diferenciando das outras proteínas, principalmente, quanto a sua

8
função e a genética molecular envolvida na sua síntese (Pinheiro & Mosquim,
1991).
2.2.3.3 - Aminoácidos As proteínas, quando submetidas a tratamentos térmicos em meio
ácido ou básico, são hidrolisadas liberando suas unidades básicas constituintes,
os aminoácidos. Aproximadamente 20 aminoácidos constituem as proteínas mais
comuns (Pinheiro & Mosquim, 1991).
Os aminoácidos podem ser classificados, de acordo com as
necessidades do organismo animal em essenciais ou indispensáveis e em não
essenciais ou dispensáveis. O organismo animal é incapaz de sintetizar todos os
aminoácidos devido à ausência de sistemas enzimáticos próprios tornando
essencial ou indispensável sua presença na dieta (Pinheiro & Mosquim, 1991).
Os aminoácidos indispensáveis ao homem são em número de oito,
incluindo a histidina quando se tratar de criança. O leite possui todos estes
aminoácidos essenciais, conforme pode ser observado na Tabela 3.
Tabela 3 - Quantidade de aminoácidos essenciais presentes no leite.
Aminoácidos Necessidade do mg de aminoácidos/100g
essenciais adulto (mg/dia) de leite
Fenilanina 2200 140-228
Histidina - 59-110
Isoleucina 1400 167-240
Leucina 1200 312-490
Lisina 1600 184-338
Metionina 2200 70-140
Treonina 1000 136-176
Triptofano 500 43-70
Valina 1600 171-268
Fonte: Pinheiro & Mosquim, 1991.

9
2.2.4 - LACTOSE
A lactose é um dissacarídeo característico do leite, sendo considerado
quase que exclusivo deste produto. Este carboidrato é obtido pela reação (ligação
covalente) de alfa ou da beta-glucose com a beta-galactose. A sua concentração,
embora relativamente constante, varia de 4,4 a 5,2% (média 5,0%), depende do
teor de sais no leite com os quais mantém a pressão osmótica igual à do sangue
(Pinheiro & Mosquim, 1991).
É utilizada como ingrediente alimentar devido as suas propriedades
estabilizantes de proteína e a seu baixo poder edulcorante, é menos doce que a
maioria dos açúcares mais comuns, permitindo o seu emprego em maiores
concentrações sem, contudo, tornar o produto enjoativo (Pinheiro & Mosquim,
1991).
A pouca solubilidade da lactose, cerca de 18% (18g em 100g de água)
e, conseqüentemente, a sua cristalização é importante sob o ponto de vista
tecnológico e influencia no rendimento industrial deste açúcar que utiliza como
matéria-prima o soro de queijo, no tipo de cristal formado e no corpo de diversos
produtos lácteos (Pinheiro & Mosquim, 1991).
A lactose é uma importante fonte de energia na dieta e pode facilitar a
absorção do cálcio. Porém, o uso de lactose como fonte de energia está limitado
pela porcentagem relativamente alta de pessoas intolerantes a lactose (Varnam &
Sutherland, 1995).
2.2.5 - SAIS MINERAIS
O leite contém, em níveis elevados (macroelementos) cloro, fósforo,
potássio, sódio, cálcio e magnésio e, em pequenas concentrações
(microelementos) o alumínio, bromo, zinco, manganês e ferro, de modo geral,
associados às proteínas do produto (Pinheiro & Mosquim, 1991).
A Tabela 4 apresenta as quantidades de minerais presentes no leite.

10
Tabela 4 - Porcentagem de elementos minerais no leite
Fonte: Pinheiro & Mosquim, 1991.
As características de qualidade dos produtos lácteos, um dos principais
itens da dieta de crianças, devido à qualidade de suas proteínas, e de seu teor
elevado em cálcio, magnésio e fósforo, embora pobres em cobre e ferro,
dependem muito da relação entre os seus diversos sais (Pinheiro & Mosquim,
1991).
A estabilidade das proteínas do leite depende dos sais em solução,
principalmente no que diz respeito aos íons cálcio, magnésio, fosfatos e citratos.
Qualquer desequilíbrio entre os níveis dos cátions bivalentes e dos ânions
polivalentes reduz a estabilidade da caseína (Pinheiro & Mosquim, 1991).
A estabilidade do leite pode diminuir devido a uma alta da atividade do
cálcio, uma baixa atividade de fosfatos e citratos e sucessivos tratamentos
térmicos. Com o aquecimento do leite, ocorre o deslocamento de parte do cálcio e
do fosfato solúvel para a fase coloidal. Isso leva à precipitação do fosfato
tricálcico, devido à sua pouca solubilidade a altas temperaturas (Silva & Almeida,
2000).
Elemento %
Cálcio 0,13
Fósforo 0,10
Potássio 0,15
Magnésio 0,012
Cloro 0,10
Sódio 0,05
Cobre 0,00002
Ferro 0,00005
Enxofre 0,03

11
2.2.6 - VITAMINAS
O leite é uma fonte de vitaminas lipossolúveis, A, D e E, e de vitaminas
hidrossolúveis C, B1, B2, B6, ácido pantotênico, niacina, biotina e ácido fólico.
Contém a variedade mais completa de vitaminas, porém estas se encontram em
pequenas quantidades (Veisseyre, 1988).
O leite contribui significativamente para atender as necessidades de
vitamina A do homem e possui quantidades relativamente grandes de vitaminas
hidrossolúveis, como a vitamina B1 e B2, enquanto outras pouco contribuem para
atender as necessidades do homem, a exemplo da C e do ácido nicotínico
(Pinheiro & Mosquim, 1991).
A Tabela 5 mostra as quantidades de vitaminas presentes no leite.
Tabela 5 - Quantidade de vitaminas presentes no leite
Vitaminas mg/l de leite
Vitamina A 0,38
Vitamina B1 0,44
Vitamina B2 1,70
Vitamina B6 0,50
Vitamina B12 0,004
Vitamina C 15,00
Vitamina D 0,04
Vitamina E 0,98
Ácido pantotênico 0,30
Niacina 0,94
Biotina 0,035
Ac. Fólico 0,003
Fonte: Pinheiro & Mosquim, 1991.
12
2.2.7 - ENZIMAS
O leite contém diversas enzimas que possivelmente passam
incidentalmente do tecido glandular para este fluido durante a sua secreção.
Embora constituam uma pequena fração das proteínas do leite, algumas são
muito importantes sob o ponto de vista tecnológico, na estabilidade do leite;
enquanto outras só atuam em substratos não encontrados no leite. (Pinheiro &
Mosquim, 1991; Varnam & Sutherland, 1995).
As proteases e lipases podem afetar o aroma e sabor e a estabilidade
das proteínas do leite. As proteases são enzimas proteolíticas que degradam as
proteínas por hidrólise (quebra) de suas ligações polipeptídicas, liberando
aminoácidos. A lipase é uma lipoproteína, é a principal enzima lipolítica do leite. A
enzima encontra-se em quantidades elevadas no leite recém ordenhado, porém o
efeito protetor da membrana do glóbulo graxo faz com que a lipólise intensa
devido a lipase seja pouco freqüente. No entanto, ocasionalmente, se produz
lipólise espontânea, com uma rápida produção de ácidos graxos livres que se
associam aos aromas e sabores de ranço e sabão. A causa não é bem
conhecida, porque provavelmente se deve a uma combinação de diversos fatores,
entre eles a alimentação e o estado de lactação. A lipase é termolábil e por esta
razão, não é importante no leite tratado termicamente (Varnam & Sutherland,
1995).
A catalase é uma enzima que catalisa a decomposição do peróxido de
hidrogênio, até oxigênio e água. A fosfatase alcalina catalisa a hidrólise de
fosfatos orgânicos (ésteres) liberando o ácido fosfórico e álcool. A ausência desta
enzima no leite indica tratamento térmico correspondente, pelo menos, ao da
pasteurização. A lactoperoxidase não é destruída pela pasteurização lenta ou
rápida, mas só a temperaturas mais elevadas. A lactoperoxidase exerce ação
inibidora sobre os microrganismos devido à oxidação de grupos sulfidrílicos de
proteínas essenciais ao seu metabolismo. É usada como indicadora da
intensidade do tratamento térmico aplicado ao leite mais intenso que o da
pasteurização (Pinheiro & Mosquim, 1991).
13
2.3 - LEITE DE CONSUMO
Os leites destinados ao consumo humano podem classificar-se em
duas categorias, segundo o tratamento a que são submetidos (Amiot, 1991):
Leite cru: sem tratamento;
Leite tratado termicamente.
2.3.1 - LEITE CRU
O leite cru é um produto muito interessante do ponto de vista da
nutrição, e como não sofre nenhum tratamento de saneamento que lhe permita
assegurar uma melhor conservação, sua produção e sua comercialização devem
ser severamente controladas para evitar os riscos que podem ocasionar na saúde
(Luquet, 1993).
2.3.2 - LEITE TRATADO TERMICAMENTE
A maioria dos alimentos que são consumidos pelo homem, tanto os de
origem animal como de origem vegetal, contêm microrganismos que poderão ser
incorporados a esses alimentos, durante qualquer uma das etapas de sua
produção (Silva, 2000).
O emprego de temperaturas ligeiramente acima das máximas, que
permitem a multiplicação dos microrganismos, já é capaz de provocar a morte ou
a inativação de suas células vegetativas. Todavia, os esporos microbianos
geralmente sobrevivem a temperaturas muito mais elevadas, especialmente, os
esporos das bactérias. Estes esporos são muito mais resistentes do que
quaisquer outras formas de microrganismos. Tais esporos são os principais
organismos a serem destruídos durante os tratamentos térmicos, principalmente
na esterilização da grande maioria dos alimentos (Silva, 2000).
Os métodos de conservação, que utilizam o calor, visam principalmente
à eliminação dos microrganismos indesejáveis, que se encontram no alimento. A
14
aplicação dos processos de conservação pelo calor está condicionada ao grau
adequado de temperatura, ao tempo de sua exposição, às diferentes
características dos produtos a serem submetidos aos tratamentos, como também
a resistência térmica dos microrganismos a serem destruídos. A intensidade e o
tempo de exposição ao calor, além de sua vigorosa ação sobre os
microrganismos, poderão alterar também o valor nutritivo e modificar a natureza
histológica, física e química do alimento, reduzindo as suas qualidades sensoriais
e nutricionais, tornando-o inadequado ao consumo humano e conseqüentemente,
reduzindo o seu valor comercial. Portanto, a aplicação do calor como método de
conservação necessita de um rigoroso controle, sob pena de destruir o alimento,
ao invés de contribuir para a sua conservação (Silva, 2000).
Segundo o grau de tratamento térmico, que permite aumentar o tempo
de conservação, se distinguem dois tipos de leite, o leite pasteurizado submetido
ao tratamento térmico da pasteurização e o leite esterilizado, que utiliza o método
de conservação da esterilização (Amiot, 1991).
2.3.2.1 - Pasteurização
A pasteurização é um tratamento térmico que persegue duplo objetivo:
obter um leite saudável e prolongar sua vida útil. O processo de pasteurização
consiste na aplicação de um tratamento térmico no leite, com a finalidade de
destruir os microrganismos patogênicos e parte da flora banal do leite, evitando a
disseminação de doenças, preservando as características físico-químicas pela
destruição quase total de sua microbiota normal ou saprófita conjuntamente com
a inativação de algumas enzimas (Pinheiro & Mosquim, 1991).
É um tratamento térmico que destrói parte, mas não todas as células
vegetativas dos microrganismos presentes no alimento. Este tratamento é usado
quando processos mais rigorosos poderiam afetar as suas propriedades
sensoriais e nutricionais. É utilizado para destruir microrganismos patogênicos ou
deterioradores de baixa resistência ao calor (Amiot, 1991; Silva, 2000).
A pasteurização é um tratamento térmico relativamente suave
(temperaturas geralmente inferiores a 100oC), que é utilizado para prolongar a
15
vida útil dos alimentos durante vários dias ou vários meses. Este método, que
conserva os alimentos por inativação de suas enzimas e destruição dos
microrganismos termossensíveis (por exemplo: bactérias não esporuladas,
leveduras e mofos), provoca mudanças mínimas no valor nutritivo e nas
características sensoriais do alimento em questão (Silva, 2000).
A temperatura e o tempo empregados na pasteurização dependem de
vários fatores como: pH do alimento, sua composição química, resistência térmica
de enzimas e de microrganismos a serem destruídos, a resistência do próprio
alimento a altas temperaturas e a vida-de-prateleira que se deseja para o produto
depois da pasteurização (Silva, 2000).
As ”temperaturas e tempos” dos diversos processos de aquecimento
do leite foram organizados para serem suficientes para a destruição da Coxiella
burnetti, que é dos germes patogênicos um dos mais resistentes, sem, contudo
modificar os componentes do leite (Behmer, 1984).
Com relação ao tempo e a temperatura a ser utilizado, o processo pode
ser realizado de duas maneiras. A pasteurização lenta a baixas temperaturas,
denominado LTLT (Low Temperature Long Time) processo realizado em
temperaturas próximas de 63oC por 30 minutos e a pasteurização rápida a altas
temperaturas, esse processo é denominado HTST (High Temperature Short Time)
realizado a 72oC por 15 segundos (Silva, 2000; Varnam & Sutherland, 1995).
A pasteurização lenta é um processo de pouca utilização industrial,
continua sendo empregada a nível laboratorial e pelos pequenos produtores
rurais, na pasteurização do leite (Silva, 2000).
A pasteurização rápida tem sido largamente utilizada nas grandes
indústrias, principalmente nas que operam com grandes volumes como as usinas
de laticínios. Essa operação é realizada em trocadores de calor de placas ou de
tubos, sob alta pressão e resfriamento, logo depois do tratamento térmico, sendo
que, toda a operação é realizada no mesmo equipamento (Silva, 2000).
Imediatamente após a pasteurização, o produto deve ser
acondicionado em embalagens apropriadas, de acordo com o produto e com o

16
mercado a que se destina, para evitar a sua recontaminação Como a
pasteurização não elimina todos os microrganismos presentes, o alimento deve
ser mantido sob refrigeração, até sua utilização final (Silva, 2000).
2.3.2.2 - Esterilização
A esterilização pelo calor é a operação unitária na qual os alimentos
são aquecidos a uma temperatura suficientemente elevada, durante minutos ou
até mesmo segundos, para destruir microrganismos e inativar enzimas capazes
de deteriorar o produto durante o armazenamento. Os alimentos estabilizados por
este sistema possuem uma vida útil superior a seis meses. As melhoras nos
processos tecnológicos de esterilização têm a finalidade de reduzir efeitos não
desejados sobre os componentes nutritivos e as características sensoriais dos
alimentos, diminuindo o tempo de tratamento dos produtos envasados ou
esterilizados a granel em sistemas assépticos (Fellows, 1994).
A esterilização dos alimentos envasados provoca modificações tanto
no seu valor nutritivo como nas suas características sensoriais. Os melhores
processos são aqueles capazes de promover a eliminação de microrganismos
patogênicos e deterioradores e a inativação de enzimas, sem, contudo provocar
modificações indesejáveis nas características gerais das matérias-primas
submetidas ao tratamento (Silva, 2000).
Para definir o tempo de tratamento que deverá ser aplicado a um
alimento, faz-se necessário conhecer a resistência térmica, tanto dos
microrganismos como das enzimas presentes. É necessário ainda conhecer a
velocidade de penetração de calor, que é uma função de diversos parâmetros
assim como o estado físico do alimento. É importante conhecer também as
propriedades térmicas do alimento, do material de envase e o tamanho do
recipiente (Silva, 2000).
A temperatura de esterilização é aquela suficiente para conseguir a
morte térmica dos microrganismos. Nos processos de esterilização de alimentos,
os esporos, principalmente os bacterianos, oferecem uma resistência adicional à
perda de suas funções reprodutivas, portanto, a esterilização não elimina
17
totalmente a flora microbiana, restando, porém os microrganismos
termorresistentes e, conseqüentemente, os seus esporos, por este motivo, o
processo tem sido chamado de esterilização comercial (Silva, 2000).
O termo “esterilização comercial” indica que o alimento é
microbiologicamente estável, visto que os microrganismos que sobreviveram à
esterilização são espécies termófilas e só conseguem se desenvolver em
temperaturas superiores a 45oC e, portanto, não são capazes de se desenvolver
nas condições normais de armazenamento do leite (Silva, 2000).
É conveniente que a esterilização venha precedida por uma
pasteurização a alta temperatura, a pré-esterilização, destinada a eliminar a
maioria dos germes em condições térmicas mais toleráveis. É sabido que a
intensidade e a duração média de aquecimento a que tem sido submetido o leite
para sua esterilização depende em certa medida, de sua população microbiana e,
especialmente, do número de esporos (Varnam & Sutherland, 1995; Veisseyre,
1988).
Há pelo menos dois sistemas básicos de esterilização, o sistema
convencional e o sistema de fluxo contínuo ou UHT (Ultra High Temperature)
(Pinheiro & Mosquim, 1991).
2.3.2.2.1 - Sistema convencional
No sistema convencional, o leite é devidamente embalado em um
recipiente hermeticamente fechado, impermeável aos líquidos e aos
microrganismos e esterilizado depois de envasado por meio do calor, que deve
destruir as enzimas e os microrganismos patógenos. A esterilização se realiza a
uma temperatura de 109 a 120oC por um período de 15 a 40 minutos. Este
método é pouco utilizado nas indústrias (Pinheiro & Mosquim, 1991).
Na esterilização convencional, o produto já hermeticamente embalado
é aquecido por um período relativamente longo. O tempo de exposição é grande
devido à dificuldade de se submeter o ponto frio do produto, localizado no eixo

18
longitudinal e um pouco abaixo do seu centro geométrico, ao tratamento térmico
indispensável à sua esterilização (Pinheiro & Mosquim, 1991).
A esterilização convencional propicia o escurecimento do produto,
devido à reação de Maillard que envolve a condensação dos grupos amino dos
aminoácidos das proteínas com o grupo hemi-acetal da lactose, resultando em
sabor de cozido ou de caramelo, devido à decomposição dos polímeros
resultantes da reação (Pinheiro & Mosquim, 1991).
2.3.2.2.2 - Sistema de fluxo contínuo ou UHT
O leite UHT começou a ser fabricado para cobrir a demanda de um
leite que permaneceria estável durante um largo período de tempo armazenado a
temperatura ambiente e que ademais não apresentaria o desagradável gosto do
leite esterilizado em garrafas (Varnam & Sutherland, 1995).
O leite UHT é definido como leite homogeneizado, submetido durante 2
a 4 segundos a uma temperatura entre 130oC e 150oC, mediante um processo
térmico de fluxo contínuo, sendo imediatamente resfriado a temperatura inferior a
32oC, e envasado sob condições assépticas em embalagens estéreis e
hermeticamente fechadas (BRASIL, 1996).
Por esse processo as bactérias, inclusive as esporuladas, são
eliminadas. A esterilização absoluta não existe, uma vez que esporos
extremamente termorresistentes podem permanecer no produto, porém em
condições tais que não interferem na durabilidade do produto (Veisseyre, 1988).
O processamento UHT inicia-se com um pré-aquecimento e
desaeração do leite, pois a presença de oxigênio pode comprometer a viabilidade
de alguns nutrientes, logo em seguida deve ser utilizado o aquecimento (Neto et
al, 2002).
O método de esterilização em fluxo contínuo se baseia na eficácia
bacteriológica de um tratamento térmico a alta temperatura durante um tempo
muito curto. Os métodos de aquecimento utilizados para a esterilização UHT são
de dois tipos: aquecimento indireto em trocador de calor tubular ou de placas e
19
aquecimento direto por contato do leite com vapor de água quente (Veisseyre,
1988).
• Método de aquecimento indireto
No método de aquecimento indireto, há uma superfície de separação,
entre o elemento de aquecimento e o produto, por meio do qual se faz a
permutação de calor. A temperatura de esterilização é de 140 a 150oC por 3 a 5
segundos (Veisseyre, 1988).
• Método de aquecimento direto
No método de aquecimento direto o vapor pode ser injetado no
produto, fluindo para produzir a exigida temperatura de pasteurização,
temperatura na qual o leite deve ser pré-aquecido. Este processo causa uma
diluição, aproximadamente de 10% no volume do produto com o vapor
condensado. A diluição é compensada, durante o resfriamento, onde o produto
quente é borrifado, dentro de uma câmara de vácuo, para promover sua
evaporação. A temperatura de esterilização acontece à 138oC por 3 a 5 segundos
(Veisseyre, 1988).
Outra forma do método de aquecimento direto é o sistema por infusão,
no qual o leite é pulverizado na câmara de vapor. Instantaneamente, por
condensação de vapor, a temperatura do leite alcança 140 a 150oC. O produto
passa então para um segundo recinto (separador de vapor) que funciona através
do sistema de vácuo. O vapor condensado anteriormente se evapora ao descer
bruscamente a temperatura do leite até 70 a 75oC. Por último, o produto é
refrigerado mediante um trocador que funciona com água fria e água gelada
(Veisseyre, 1988).
2.3.2.2.2.1- Envase asséptico
Uma vez esterilizado, o leite deve manter-se num estado de assepsia
total: o sistema de tratamento pode conectar-se diretamente a uma ou mais
envasadoras (Amiot, 1991).

20
O acondicionamento asséptico consiste no envase do produto
comercialmente esterilizado na embalagem esterilizada, seguido de fechamento
hermético em meio asséptico, a fim de evitar a recontaminação microbiológica do
leite fluido no resfriamento após a esterilização e durante todo o período de
estocagem e distribuição. Como o leite esterilizado é um produto de larga
conservação, os recipientes de envase devem ser opacos, impermeáveis à água
e a gases, sem sabor e odor, resistentes aos pré-tratamentos térmicos e químicos
e de fácil utilização. A esterilização da embalagem pode ser feita por calor ou por
agentes químicos ou ainda uma combinação dos dois métodos (Veisseyre, 1988).
2.4 - MERCADO DO LEITE
O agronegócio do leite no Brasil, e o segmento de leite fluido, em
particular, têm passado por importantes transformações desde o início da década
de 90. A pecuária leiteira tem experimentado um intenso processo de
reorganização que pode aumentar sua competitividade frente à concorrência
externa. O setor está experimentando a desregulamentação após 45 anos (1945
a 1990) de rigoroso controle governamental no mercado de leite fluido, o
lançamento de novos produtos e derivados, a conformação do Mercado Comum
do Sul (MERCOSUL) e a abertura comercial generalizada (Martins et al, 2004).
Uma outra transformação importante consiste na crescente
participação relativa do leite longa vida no mercado nacional de leite fluido ao
longo da década de 90, em detrimento das demais categorias. A produção
nacional de longa vida, que em 1990 era de 184 milhões de litros, saltou para
2.450 milhões de litros em 1997, correspondendo a um incremento de 1.231,5%
ao longo do período. Isso proporcionou ao longa vida a conquista de uma maior
participação no mercado de leite fluido no Brasil, atingindo 49,3% em 1997,
enquanto em 1990 esta participação era de apenas 4,4% (Martins et al, 2004).
Em relação a esse aspecto, a expansão recente do mercado do leite
ultrapasteurizado (UHT), tipo longa vida, convém ressaltar que os argumentos em
favor do seu sucesso centralizam-se em elementos relacionados tanto a menores
custos logísticos, tais como distribuição e comercialização do produto final, em

21
função das características do produto, bem como na praticidade para o
consumidor. Em função desses e outros elementos, esse produto tem ocupado
um crescente espaço nas vendas de lácteos no mercado nacional. Por outro lado,
esses elementos podem também ter importância crescente no processo de
concentração do complexo lácteo brasileiro (Martins et al, 2004).
A produção brasileira de leite longa vida em escala comercial iniciou-se
em 1972, no Rio de Janeiro, com um volume da ordem de um milhão de litros,
apesar de já existir uma produção em pequena escala desde 1970. Desde então,
a expansão da produção desse tipo de leite fluido tem mostrado tendência de
crescimento, concentrando-se principalmente em Minas Gerais, São Paulo e
Bahia (Martins et al, 2004).
Pela Figura 1 registra-se a expansão da produção do leite longa vida
no Brasil no período de 1970 e 1997.
0
500
1000
1500
2000
2500
Milh
ões
de
Litr
os
1970 1974 1978 1982 1986 1990 1994Anos
Figura 1 - Produção de leite longa vida no Brasil (Martins et al, 2004).
Nota-se que essa produção de longa vida no País tem crescido
continuamente. No entanto, esse crescimento tornou-se mais acelerado a partir
de 1990. De 1990 para 1993 o crescimento da produção do leite
ultrapasteurizado foi de aproximadamente 110%. Estendendo-se esse período
para 1994, esta taxa aumenta para cerca de 312%, o que significa que a
produção quadruplicou nesse período. Obviamente, para que isso pudesse
ocorrer em tão pouco tempo, uma grande capacidade ociosa deveria existir nas
indústrias. Assim, comparando-se dados da capacidade real instalada em 1992
com a produção brasileira em 1991, constata-se um nível de ociosidade da ordem
de 65,4% (Martins et al, 2004).

22
Pela Tabela 6 pode-se obter uma melhor visualização da evolução
relativa do mercado de leite longa vida no Brasil em relação aos demais tipos de
leite fluido sob inspeção.
Tabela 6 - Evolução da participação dos diversos tipos de leite no mercado formal
de leite fluido no Brasil, em percentagem (%)
Tipo 1990 1991 1992 1993 1994 1995 1996 1997 A + B 8,9 12,2 10,8 15,5 12,5 12,9 10,0 8,0
C 86,7 82,6 79,9 72,1 65,8 60,8 52,0 42,7 Longa Vida 4,4 5,2 9,3 12,4 21,7 26,3 38,0 49,3
Fonte: Martins et al, 2004.
Além da crescente participação do leite longa vida no mercado de
fluidos, correspondendo a praticamente à metade, percebe-se também uma
sensível queda relativa do envase de leite tipos A, B e C, dando indícios de que
parte da matéria-prima destinada ao envase desses tipos de leite podem ter tido a
destinação final para a produção de longa vida. Um mercado emergente para o
qual não se dispõe de dados é o de leite A e orgânico, embora seja possível
afirmar que sua demanda é realizada basicamente por uma população com maior
poder aquisitivo e maior nível de esclarecimento do que os demandantes das
demais categorias de leite fluido (Martins et al, 2004).
O processo de ultrapasteurização, que tem a capacidade de prolongar
a vida útil do produto, bem como o tipo de embalagem, constituem-se em
importantes etapas para o bom desempenho do leite longa vida no mercado
brasileiro de leite fluido. Seu formato em caixa (tipo tijolo) de material semi-rígido
permite facilidades adicionais diante da embalagem convencional do leite
pasteurizado (sacos plásticos, tipo almofada, conhecida em algumas regiões
como “barriga mole”), permitindo maior facilidade de estocagem nas prateleiras
dos estabelecimentos comerciais e nas residências, otimizando espaço útil.
(Martins et al, 2004).
Outra característica importante do leite longa vida diz respeito ao fato
de esse produto não exigir refrigeração, podendo ser armazenado por três meses
ou mais enquanto fechado. Essa característica, do ponto de vista da distribuição e

23
comercialização do produto final, consiste numa vantagem expressiva em relação
dos demais tipos de leite fluido comercializados no mercado formal. Isto ocorre
por dispensar o uso de transporte refrigerado entre os diversos níveis de
mercado, bem como por dispensar o uso de refrigeração nos estabelecimentos de
distribuição varejista (Martins et al, 2004).
Do ponto de vista do consumidor, as facilidades em termos de
armazenamento do produto tendem a refletir diretamente na alteração dos seus
hábitos de compra de leite fluido. A comodidade de se deslocar semanal,
quinzenal ou mensalmente aos estabelecimentos comerciais para a aquisição do
produto, ao invés de diariamente, como ocorre geralmente no caso de aquisições
do leite pasteurizado, constitui-se num dos principais fatores promotores do
crescimento da participação de mercado do leite ultrapasteurizado, em detrimento
do leite pasteurizado (Martins et al, 2004).
O fato de o leite longa vida dispensar fervura é outro fator importante
do ponto de vista da demanda pelo produto, principalmente pelo aspecto
qualitativo relacionado ao menor tempo despendido nas atividades domésticas.
Como o leite pasteurizado carrega consigo a crença de que precisa ser fervido,
diferentemente do ultrapasteurizado, a praticidade de consumo do segundo
contribui para o estímulo ao crescimento de sua demanda, comparativamente ao
produto pasteurizado (Martins et al, 2004).
O substituto mais próximo para o leite longa vida é, sem dúvida, o leite
pasteurizado, no que se refere às características físicas desses produtos. Porém,
no que diz respeito a preços, o leite longa vida, a princípio, não é concorrente
direto do leite pasteurizado tipo C, que por muito tempo foi o mais consumido pela
população brasileira (Martins et al, 2004).
O leite pasteurizado tipo B é o que se caracteriza como o principal
concorrente do leite longa vida no que diz respeito exclusivamente a preços.
Mesmo assim o longa vida tem, em geral, apresentado preço sempre superior ao
leite B. Entretanto, as facilidades relacionadas às características de
comercialização e consumo do longa vida tem promovido a expansão relativa do
mercado desse produto em relação ao leite tipo B (Martins et al, 2004).

24
Não obstante o leite longa vida não seja concorrente direto do leite C
em relação a preços, conforme mencionado, tem-se percebido que esse produto,
pelas suas características de praticidade ao consumidor, tem conquistado espaço
expressivo no mercado de fluido relativamente ao leite tipo C. Retornando aos
dados da Tabela 6, pode-se notar uma sensível retração da participação do leite
C no mercado de fluido, acompanhado de uma elevação em proporções ainda
maiores da participação do longa vida (Martins et al, 2004).
Um fator importante no que diz respeito à formação de preços do leite
longa vida refere-se à tributação relativamente mais elevada que incide sobre o
produto quando comparada aos demais tipos de leite fluido. A maior tributação
sobre o leite longa vida tem contribuído significativamente para que o produto não
consiga, ainda, atingir preços mais próximos ao leite pasteurizado tipos B e C.
Uma avaliação comparativa dos preços do leite longa vida diante dos demais
tipos de leite fluido é dificultada pelo recente crescimento de importância que esse
produto obteve na demanda do consumidor (Martins et al, 2004).
No caso de países já tradicionalmente consumidores do produto, a
participação no mercado de leite é bastante superior, na França, 79% do leite
consumido é longa vida; em Portugal 57%, na Itália e Bélgica, 55%. Na Alemanha
o consumo é também superior a 50%. Na Inglaterra, a tradição do leite
pasteurizado em garrafas, ou cartão, entregue de porta em porta, limita o
consumo de longa vida, que vem sendo introduzido lentamente (Martins et al,
2004).
É importante salientar ainda que, além de todas as características de
praticidade relacionadas ao consumo e distribuição de leite longa vida, as
condições climáticas brasileiras, comparativamente às dos países europeus são
muito mais propícias à substituição do leite pasteurizado pelo leite longa vida. A
temperatura ambiente mais elevada no Brasil comparativamente com os países
tradicionalmente mencionados anteriormente, contribui para que o leite
pasteurizado deteriore mais rapidamente, conduzindo a um menor tempo de
conservação do produto. Essa maior perecibilidade do leite pasteurizado gera
uma inconveniência ao consumidor que precisa se dirigir com maior freqüência
aos estabelecimentos comerciais para aquisição deste produto, bem como o

25
coloca mais sujeito a perdas financeiras com a deterioração do produto (Martins
et al, 2004).
Essas características de comercialização e consumo associadas ao
leite longa vida levam a crer que há uma tendência à continuidade da expansão
do mercado para esse tipo de leite no Brasil e da substituição do leite
pasteurizado pelo produto longa vida (Martins et al, 2004).
2.5 - DADOS DA EMPRESA
O estágio foi realizado na Doce maior Confeitaria Indústria e Comércio
LTDA, com sede na Av 86 no 92 Setor Sul, Goiânia-GO.Inaugurada em 26 de
setembro de 1997, com o ramo de atividades em confeitaria, produção de tortas,
bolos, docinhos, quitandas, panificação, salgados, sobremesas e congelados.
Atualmente possui 60 funcionários divididos nas áreas de confeitaria, padaria,
fabricação de salgados, na loja onde são comercializados seus produtos e os
entregadores.

RECEPÇÃO
3 - UNIDADE EXPERIMENTAL
O beneficiamento do leite envolve uma série de operações que visam
preservar as suas qualidades físicas, químicas, sensoriais e bacteriológicas,
assegurando, ao consumidor qualidade constante e período de validade mais
longo (Pinheiro & Mosquim, 1991).
Dentre os diversos tratamentos a que o leite é submetido, desde a
recepção até o consumo, incluem os constantes do fluxograma da Figura 2.
Latões → Caminhões tanques Resfriamento
na fazenda
Lavador de latões Lavador de caminhões
PESAGEM OU MEDIÇÃO
FILTRAÇÃO
RESFRIAMENTO
ESTOCAGEM
TRATAMENTO TÉRMICOHomogeneizador Padronizadora
Creme
A

27
RESFRIAMENTO
ENVASAMENTO
DISTRIBUIÇÃO
A
Figura 2 – Fluxograma do beneficiamento do leite (Pinheiro & Mosquim, 1991).
3.1 - DESCRIÇÃO DAS ETAPAS DO FLUXOGRAMA
3.1.1 - Recepção
O leite é transportado, da fazenda até os postos de resfriamento e
usina de beneficiamento, na maioria das vezes, em latões e, em caminhões
tanques isotérmicos, quando resfriado na fazenda ou em postos de resfriamento
(Pinheiro & Mosquim, 1991).
Segundo as mudanças previstas na portaria no 56 do Ministério da
Agricultura, Pecuária e Abastecimento (MAPA), que deverá entrar em vigor a
partir de 2005, será exigido o resfriamento do leite na fazenda e o transporte
deverá ser feito a granel da fazenda até a plataforma (Balint, 2002).
O leite procedente de fazendas leiteiras, quando é recebido na
plataforma é submetido a um rigoroso controle de qualidade. No laboratório são
realizadas diversas análises físico-químicas e bacteriológicas. As análises são
supervisionadas pelo Serviço de Inspeção Federal do Ministério da Agricultura,
que mantém fiscalização permanente na indústria (Análises físico-químicas do
leite, 2004).
Só pode ser beneficiado o leite considerado normal, sendo proibido o
beneficiamento do leite que: provenha de propriedade interditada; revele presença
de germes patogênicos; esteja adulterado ou fraudado, revele presença de
28
colostro ou leite de retenção, que apresente modificações em suas propriedades
sensoriais, inclusive impurezas de qualquer natureza e acidez inferior a 15°D
(quinze graus Dornic), ou superior a 20°D (vinte graus Dornic) e que não coagule
pela prova do álcool ou do alizarol (Análises físico-químicas do leite, 2004).
A lavagem dos latões e dos tanque isotérmicos deve ser feita com
água morna e detergente. Em seguida é feito o enxágüe visando à remoção de
resíduos da solução de lavagem e a aderência de resíduos lácteos nestes
recipientes (Pinheiro & Mosquim, 1991).
3.1.2 - Pesagem ou medição
A medição do leite recebido pode ser feita por pesagem e volumetria. A
pesagem constitui o método mais rápido e preciso de medição. As balanças são
graduadas em litros, considerando a densidade do leite igual a 1,030 (constante)
e dimensionadas para executar a tarefa num período de três horas. A medida
volumétrica do leite é realizada de forma contínua, com medidores que podem ser
aferidos e zeráveis manualmente (Pinheiro & Mosquim, 1991).
3.1.3 - Filtração
Entende-se por filtração a retirada das impurezas do leite mediante a
centrifugação ou passagem por tela milimétrica, ou ainda, em tecido filtrante
próprio. A filtração remove as sujidades visíveis do leite, constituinte
principalmente por cabelos, fibras vegetais e diversas substâncias insolúveis que
contribuem para o desgaste de peças móveis dos equipamentos. Todo leite
destinado ao consumo deve ser filtrado, antes de qualquer outra operação de
beneficiamento (Pinheiro & Mosquim, 1991).
3.1.4 - Resfriamento
O leite deve ser resfriado logo após a filtração para minimizar a
alteração de seus componentes promovida por microrganismos, caso não seja
imediatamente pasteurizado. Esta última opção resulta em economia de energia,

29
tanto de aquecimento como de resfriamento, devendo ser adotada sempre que
possível. Esta opção depende, entretanto, de um fluxo contínuo de leite para se
evitar descontinuidade de operação do pasteurizador, o que nem sempre é
possível, devido às interrupções na recepção que é, na maioria das vezes,
intermitente (Pinheiro & Mosquim, 1991).
3.1.5 - Estocagem
A estocagem do leite, apesar de não ser microbiologicamente
recomendável, é feita para facilitar o seu beneficiamento e elaboração de
derivados. O leite é estocado sob refrigeração à 5oC (Pinheiro & Mosquim, 1991).
3.1.6 - Homogeneização
Consiste em forçar o leite, a pressões elevadas, através de uma
pequena abertura, ligeiramente maior do que o diâmetro do glóbulo de gordura, a
velocidades elevadas. A homogeneização rompe os glóbulos de gordura,
subdividindo-os em glóbulos de menor diâmetro (Pinheiro & Mosquim, 1991).
Caso um leite tenha sido submetido a este processo isso deverá vir
expressamente referido na embalagem, caso do leite UHT, o qual é
obrigatoriamente homogeneizado, pois é essencial para a sua estabilidade
(Pinheiro & Mosquim, 1991).
3.1.7 - Tratamento térmico
3.1.7.1 - Pasteurização
Existem, também vários tipos de aparelhos pasteurizadores, porém o
mais eficiente é o aparelho de placas. Neste aparelho o leite circula pelas estrias
e canais, formados entre tubos e placas, onde o leite recebe calor (produzido por
vapor de água), e frio respectivamente. Através desse processo o leite é aquecido
à temperatura de 72 a 75 oC durante 15 a 20 segundos e, em seguida, resfriado a
temperatura de 3 a 5 oC. O equipamento possui um sistema de retenção e uma

30
válvula de retorno (válvula de segurança). Estes mecanismos garantem a
permanência do leite durante 15 segundos a temperatura de pasteurização e caso
ocorra alguma falha no processo, a válvula de retorno faz com que o leite não
pasteurizado devidamente seja desviado para o início do processo (Varnam &
Sutherland, 1995).
3.1.7.2 - Esterilização convencional
O leite é submetido a um tratamento térmico mais drástico. Em primeiro
lugar é sujeito a uma pré-esterilização durante 3 a 4 segundos a uma temperatura
entre 130-140ºC, destinado a eliminar a maioria dos microrganismos em
condições térmicas mais toleráveis. Após arrefecimento e embalamento
hermético, o produto é novamente aquecido entre 110-120ºC ao longo de cerca
de 15 minutos em autoclaves, alimentadas descontinua ou continuamente
(Veisseyre, 1988).
O primeiro modo de alimentação é sempre por vapor, os recipientes
permanecem imóveis. O resfriamento é progressivo por aspersão de água morna
e fria. Tem-se uma larga duração do tratamento térmico, resultando num produto
mais escuro. Na alimentação contínua o aquecimento é feito por água e vapor, os
recipientes permanecem em movimento e tem-se menor duração do tratamento,
reduzindo o escurecimento do produto final (Veisseyre, 1988).
3.1.7.3 - Esterilização UHT
O sistema de esterilização UHT pode ser indireto (UHT tubular e de
placas) ou direto (por injeção de vapor ou por infusão) (Varnam & Sutherland,
1995).
No aquecimento indireto o leite é submetido a trocadores de calor
tubulares ou de placas, muito parecido aos utilizados para a pasteurização. O leite
sofre um pré-aquecimento a uma temperatura entre 65 e 75oC por troca de calor
com o leite que sai da seção de regeneração. Depois passa por um
homogeneizador que o impele para pressionar à seção de esterilização (140 a
31
145oC) e, finalmente, a seção de resfriamento, onde em uma primeira etapa
circula a uma pressão que o faz passar por uma válvula que freia a saída do leite
com o fim de assegurar uma contra-pressão, necessária para evitar a ebulição do
leite na seção de esterilização. Em seguida, passa na segunda seção de
resfriamento onde é resfriado, à 89oC (Varnam & Sutherland, 1995).
Ás vezes, antes do aquecimento final, coloca-se um desaerador com o
fim de eliminar o oxigênio dissolvido e os maus odores (Varnam & Sutherland,
1995).
No aquecimento direto por injeção de vapor, o leite é aquecido a uma
temperatura entre 40 e 50oC e depois é desaerado e desodorizado mediante a
passagem por um recipiente desaerador fechado e submetido a vácuo. Na saída
deste desaerador, o leite é pré-aquecido à 80oC em um trocador, e vai para o
aparato de uperização. A injeção de vapor de água a 13 atmosferas de pressão
eleva a temperatura imediatamente do produto para 150 a 160oC.
Subseqüentemente, em uma câmara de expansão refrigerada e a pressão inferior
a da atmosfera, o vapor perde pressão e o leite é pulverizado por choque violento
contra as paredes, fazendo com o que os glóbulos gordurosos não possam
ascender à superfície. Na câmara de expansão, o leite perde o vapor de água
previamente com que esteve misturado (Veisseyre, 1988).
Pode ser feito o controle da vaporização regulando a instalação de
forma que a temperatura do leite na saída seja aproximadamente dois graus
abaixo da temperatura que teve imediatamente antes da injeção do vapor. Nestas
condições, a evaporação compensa a condensação e o conteúdo de matéria seca
do leite alcança sua taxa normal novamente. A refrigeração é completada por
meio da passagem por um trocador que funciona com água fria. Deve-se ressaltar
que o procedimento atual de uperização apresenta algumas diferenças com
relação ao original. Deste modo, na saída da câmara de expansão, o leite está
comprimido em um homogeneizador que trabalha a 300-350 bares, antes de
atravessar o trocador de água fria. Por outro lado o leite é pré-aquecido a 75oC
antes de ser submetido à injeção do vapor (Veisseyre, 1988).

32
No aquecimento direto por infusão, o leite é aspirado por uma bomba e
passa por um aquecedor tubular. Ao alcançar uns 75oC é finamente pulverizado
numa câmara de vapor (sistema de jatos), e imediatamente, por condensação de
vapor, a temperatura do leite alcança 145-150oC. O produto passa seguidamente
a uma câmara de vácuo. Neste recinto tem-se um refrigerador por expansão e o
leite se resfria numa fração de segundos até 75oC. O vapor de expansão se
condensa no aquecedor e cede assim a este seu calor latente. A bomba de vácuo
evacua a água de condensação, o leite é extraído do recinto por uma bomba
centrífuga e é lançado aos refrigeradores e saem estéreis a uma temperatura
entre 5 e 8 oC (Veisseyre, 1988).
3.1.8 - Padronizadora
É um tipo de centrífuga que regula a quantidade de gordura para
resultar em leite integral, semi desnatado ou desnatado. Possui um dispositivo
onde o leite desnatado é reincorporado no creme (Pinheiro & Mosquim, 1991).
3.1.9 - Resfriamento
Após o tratamento térmico o leite deve ser imediatamente resfriado. A
refrigeração do leite a uma temperatura próxima a seu ponto de congelação
prolonga seu tempo de conservação (Pinheiro & Mosquim, 1991).
3.1.10 - Envasamento
O leite pasteurizado pode ser acondicionado em embalagem plástica
flexível, pigmentada, capaz de conferir proteção à luz, em garrafas de vidro e em
envases de cartão forradas de plástico. A embalagem deve ter determinadas
características: ser atrativa, proteger eficazmente o produto contra agressões
físicas, luz e calor deve ser fácil de abrir, preservar o conteúdo de odores e
sabores estranhos O leite esterilizado em sistema convencional pode ser
envasado assepticamente em garrafas estéreis, porém é mais freqüente combinar
o tratamento térmico contínuo com um tratamento adicional na autoclave depois
de envasado (Alves et al, 1994).

33
O envase do leite UHT é uma etapa de fundamental importância, pois
não pode comprometer a integridade do produto, que foi ultrapasteurizado. É
fundamental que não haja qualquer contaminação durante o envase, portanto o
envase deve ser realizado em condições completamente assépticas. O envase
asséptico tem como princípio o envase, em atmosfera estéril, do leite
ultrapasteurizado em embalagens que passaram por um processo adequado de
assepsia (Alves et al, 1994).
A assepsia da embalagem é feita com um banho de água oxigenada
(hidroperóxido H2O2). Depois, a embalagem é submetida a um jato de ar quente a
270ºC. Com essa temperatura, o hidroperóxido é totalmente evaporado e nenhum
resíduo fica na embalagem, além de fazer a sua esterilização final. É um processo
seguro, inerte e que não faz mal à saúde (Alves et al, 1994).
A embalagem preserva o leite, tornando-o longa-vida porque possui 6
camadas que formam uma verdadeira barreira protetora. A primeira, de
polietileno, tem a função de impermeabilizar; a segunda, de papelão duplex, dá
forma; a terceira, de polietileno, reforça a impermeabilização; a quarta, de
alumínio, isola o conteúdo de qualquer ação da luz e dos gases do meio
ambiente; as duas últimas também de polietileno impedem que o alimento entre
em contato com o alumínio. O resultado é uma embalagem totalmente vedada
que protege o leite (Alves et al, 1994).
3.1.11 - Distribuição
O leite pasteurizado deve ficar armazenado a uma temperatura de
aproximadamente 1oC até a sua distribuição. Esta deve ser feita em caminhões
frigoríficos em um curto espaço de tempo e com um controle rigoroso da
temperatura. Já o leite UHT pode ser mantido fora da geladeira, antes de aberto,
por até 180 dias depois do envase (Pinheiro & Mosquim, 1991).

4 - RESULTADOS E DISCUSSÃO
Neste item será descrito as perdas nutricionais do leite, submetido aos
diferentes tratamentos térmicos, e as modificações causadas nas suas
características sensoriais.
O comportamento do leite submetido ao aquecimento é função não
somente da temperatura alcançada, mas também da duração do aquecimento. O
aquecimento do leite acarreta numerosas conseqüências, entre as quais podemos
citar por sua maior importância:
• Modificação da estabilidade da solução coloidal e da emulsão
graxa;
• Modificação de cor e sabor;
• Diminuição do conteúdo em biocatalizadores.
Estas transformações são o resultado de ações complexas sobre os
diversos componentes do leite (Veisseyre, 1988).
4.1 - AÇÃO DO AQUECIMENTO SOBRE AS PROTEÍNAS
O tratamento térmico do leite origina a desnaturação das proteínas do
soro. O efeito varia dependendo da severidade do aquecimento desde a
desnaturação parcial durante a pasteurização até a total na esterilização
convencional. As imunoglobulinas são as proteínas mais lábeis e em ordem
crescente de estabilidade, a albumina sérica, β- lactoglobulina e α-lactoalbumina
(Varnam & Sutherland, 1995).

35
A desnaturação das proteínas do soro desempenha um importante
papel no desenvolvimento do aroma de cozido. Este aroma não é perceptível no
leite pasteurizado HTST, porém forma parte do sabor característico do leite
esterilizado (Varnam & Sutherland, 1995).
A desnaturação é tão mais importante quanto mais alta a temperatura.
Pode constatar-se que uma pasteurização realizada em condições ótimas não
ocasiona uma desnaturação apreciável. No leite pasteurizado podem ocorrer
maiores perdas por ação de luz, sendo os aminoácidos mais afetados a
metionina, triptofano e a tirosina. A esterilização convencional, em autoclave,
provoca a máxima desnaturação. Já o aquecimento UHT Direto não desnatura
mais do que 60% das proteínas do lactosoro, o que não afeta o valor biológico
das mesmas, apenas desfazem parte de sua conformação globular, podendo
tornar-se até mais digerível (Varnam & Sutherland, 1995; Veisseyre, 1988).
A Tabela 7 mostra a desnaturação das proteínas solúveis do leite.
Tabela 7 - Desnaturação das proteínas do soro durante o tratamento
térmico
Tratamento térmico %
Pasteurização 11
UHT Direto 50
UHT Indireto 90
Esterilização mediante autoclaves 100
Fonte: Varnam & Sutherland, 1995
As caseínas não se comportam, frente ao aquecimento, como as
proteínas solúveis. Para poder constatar alguma modificação, é necessário o
aquecimento a temperaturas muito elevadas, superiores a 120oC, durante 10
minutos (Veisseyre, 1988).
Após a pasteurização observam-se perdas do aminoácido lisina,
decorrentes da Reação de Maillard, na qual grupamentos amina de alguns
aminoácidos unem-se a lactose, que tem um paralelismo entre a sua intensidade,
a temperatura do tratamento térmico e o valor nutricional do leite. Quanto maior a

36
temperatura utilizada durante o tratamento térmico, maior a velocidade da Reação
de Maillard e, portanto maiores as perdas de lisina. As perdas de lisina podem
chegar a 4% por tratamento UHT direto e por volta de 5,5% pelo UHT indireto. As
perdas de lisina na pasteurização são de aproximadamente 1 a 2%, podendo ter
maiores perdas por ação da luz (Varnam & Sutherland, 1995).
As perdas de lisina na pasteurização em relação aos outros
tratamentos térmicos são pequenas, como pode ser observado na Tabela 8.
Tabela 8 - Perdas de lisina após os tratamentos térmicos
Produto % Lisinas
Leite Pasteurizado 1–2%
Leite UHT Direto 4%
Leite UHT Indireto 5,5%
Leite Esterilizado (sistema convencional) 13%
Fonte: Varnam & Sutherland, 1995.
4.2 - LIPÍDIOS
Os componentes da matéria gorda são pouco sensíveis aos
tratamentos térmicos moderados. É preciso alcançar temperaturas muito
superiores a 100oC e realizar um aquecimento prolongado durante várias horas a
70-80oC para detectar uma degradação dos glicerídeos que se traduzem pela
formação de δ-lactonas, a partir da hidrolização dos hidroxiácidos graxos. Pode
evidenciar-se a formação de metil cetonas a partir dos ácidos β-cetônicos
procedentes da hidrólise dos glicerídeos (Veisseyre, 1988).
Estes produtos não são desejáveis, pois alteram o sabor do leite. As
quantidades presentes no leite pasteurizado são pequenas em comparação com
as quais se encontra o leite que foi submetido a tratamentos térmicos mais
severos e no caso das metil-cetonas, as quantidades presentes são somente um
pouco superiores as que se encontram no leite não aquecido (Varnam &
Sutherland, 1995; Veisseyre, 1988).
37
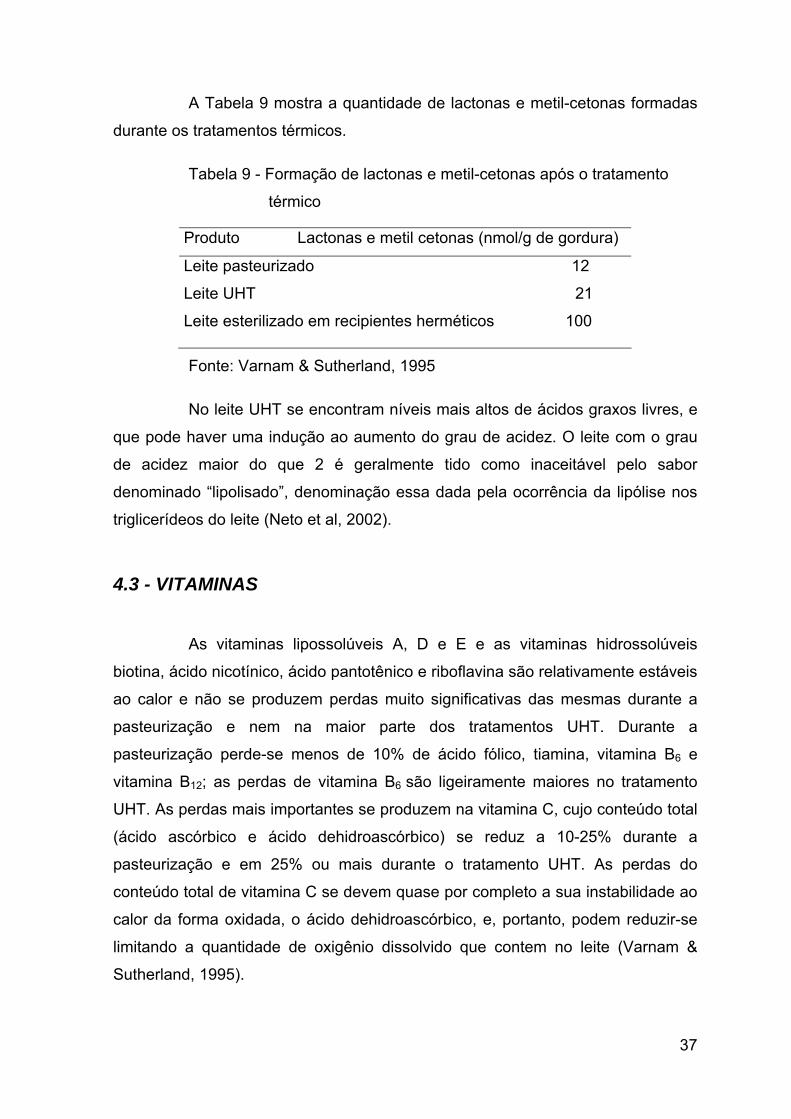
A Tabela 9 mostra a quantidade de lactonas e metil-cetonas formadas
durante os tratamentos térmicos.
Tabela 9 - Formação de lactonas e metil-cetonas após o tratamento
térmico
Produto Lactonas e metil cetonas (nmol/g de gordura)
Leite pasteurizado 12
Leite UHT 21
Leite esterilizado em recipientes herméticos 100
Fonte: Varnam & Sutherland, 1995
No leite UHT se encontram níveis mais altos de ácidos graxos livres, e
que pode haver uma indução ao aumento do grau de acidez. O leite com o grau
de acidez maior do que 2 é geralmente tido como inaceitável pelo sabor
denominado “lipolisado”, denominação essa dada pela ocorrência da lipólise nos
triglicerídeos do leite (Neto et al, 2002).
4.3 - VITAMINAS
As vitaminas lipossolúveis A, D e E e as vitaminas hidrossolúveis
biotina, ácido nicotínico, ácido pantotênico e riboflavina são relativamente estáveis
ao calor e não se produzem perdas muito significativas das mesmas durante a
pasteurização e nem na maior parte dos tratamentos UHT. Durante a
pasteurização perde-se menos de 10% de ácido fólico, tiamina, vitamina B6 e
vitamina B12; as perdas de vitamina B6 são ligeiramente maiores no tratamento
UHT. As perdas mais importantes se produzem na vitamina C, cujo conteúdo total
(ácido ascórbico e ácido dehidroascórbico) se reduz a 10-25% durante a
pasteurização e em 25% ou mais durante o tratamento UHT. As perdas do
conteúdo total de vitamina C se devem quase por completo a sua instabilidade ao
calor da forma oxidada, o ácido dehidroascórbico, e, portanto, podem reduzir-se
limitando a quantidade de oxigênio dissolvido que contem no leite (Varnam &
Sutherland, 1995).
38
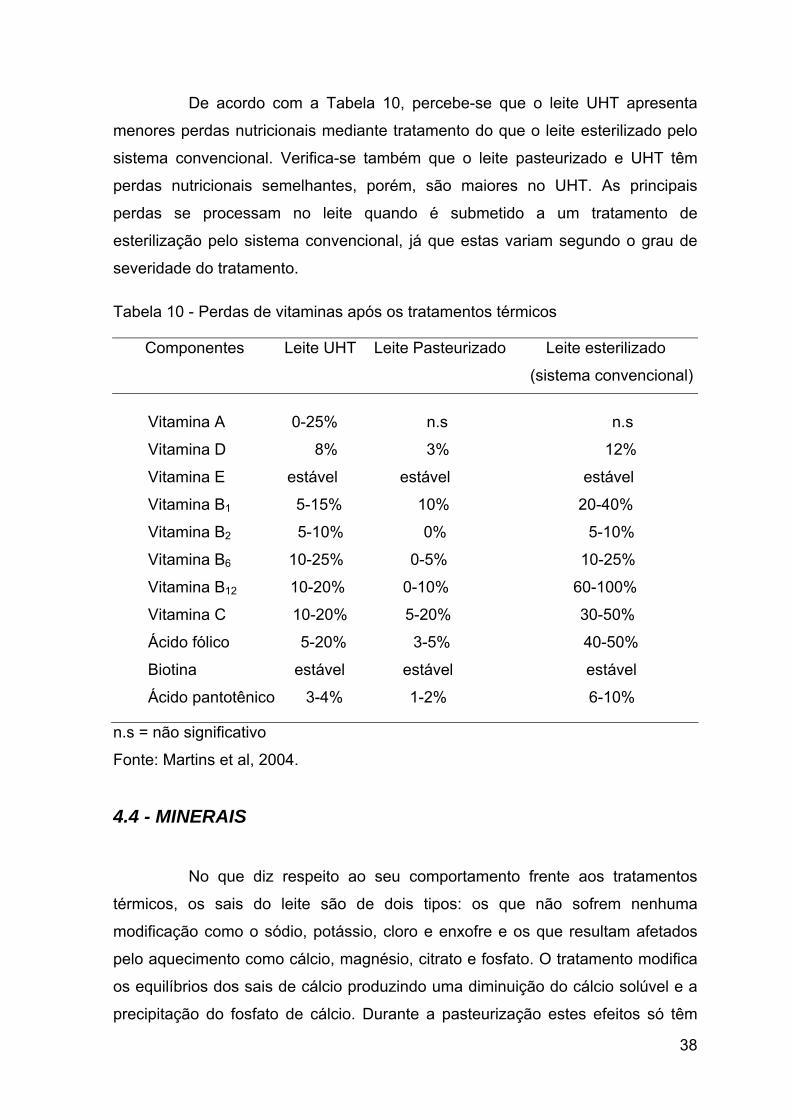
De acordo com a Tabela 10, percebe-se que o leite UHT apresenta
menores perdas nutricionais mediante tratamento do que o leite esterilizado pelo
sistema convencional. Verifica-se também que o leite pasteurizado e UHT têm
perdas nutricionais semelhantes, porém, são maiores no UHT. As principais
perdas se processam no leite quando é submetido a um tratamento de
esterilização pelo sistema convencional, já que estas variam segundo o grau de
severidade do tratamento.
Tabela 10 - Perdas de vitaminas após os tratamentos térmicos
Componentes Leite UHT Leite Pasteurizado Leite esterilizado
(sistema convencional)
Vitamina A 0-25% n.s n.s
Vitamina D 8% 3% 12%
Vitamina E estável estável estável
Vitamina B1 5-15% 10% 20-40%
Vitamina B2 5-10% 0% 5-10%
Vitamina B6 10-25% 0-5% 10-25%
Vitamina B12 10-20% 0-10% 60-100%
Vitamina C 10-20% 5-20% 30-50%
Ácido fólico 5-20% 3-5% 40-50%
Biotina estável estável estável
Ácido pantotênico 3-4% 1-2% 6-10%
n.s = não significativo
Fonte: Martins et al, 2004.
4.4 - MINERAIS
No que diz respeito ao seu comportamento frente aos tratamentos
térmicos, os sais do leite são de dois tipos: os que não sofrem nenhuma
modificação como o sódio, potássio, cloro e enxofre e os que resultam afetados
pelo aquecimento como cálcio, magnésio, citrato e fosfato. O tratamento modifica
os equilíbrios dos sais de cálcio produzindo uma diminuição do cálcio solúvel e a
precipitação do fosfato de cálcio. Durante a pasteurização estes efeitos só têm
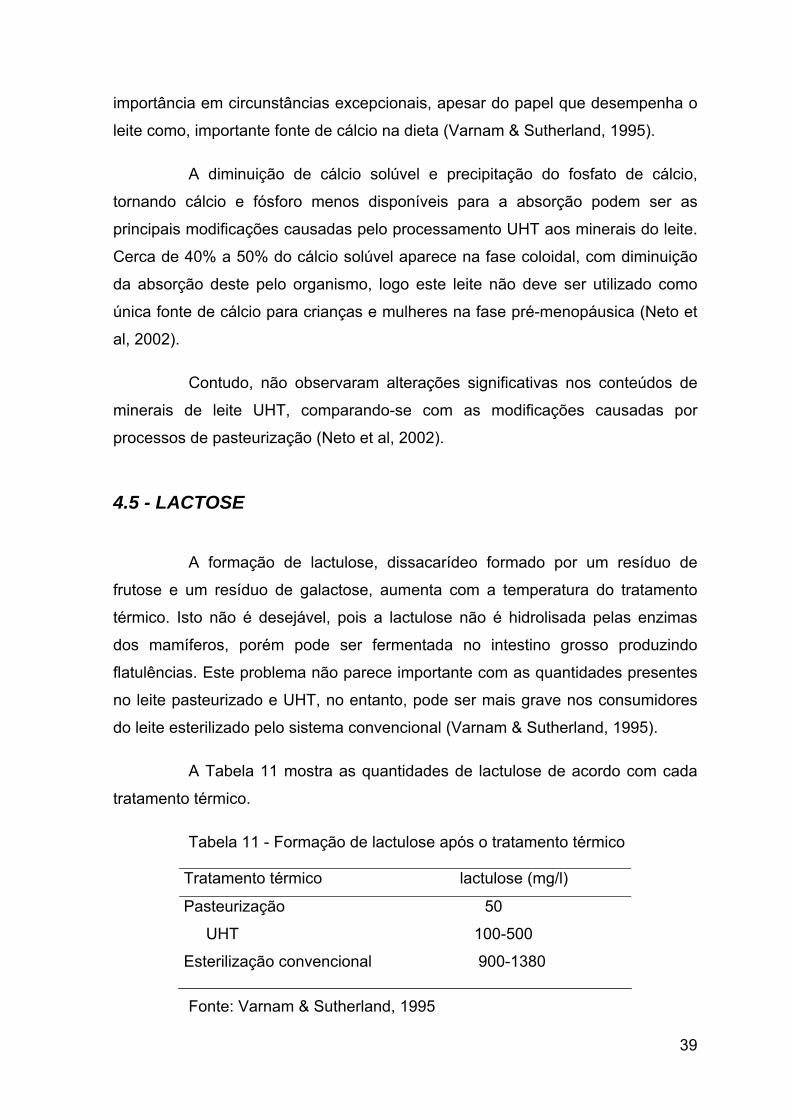
39
importância em circunstâncias excepcionais, apesar do papel que desempenha o
leite como, importante fonte de cálcio na dieta (Varnam & Sutherland, 1995).
A diminuição de cálcio solúvel e precipitação do fosfato de cálcio,
tornando cálcio e fósforo menos disponíveis para a absorção podem ser as
principais modificações causadas pelo processamento UHT aos minerais do leite.
Cerca de 40% a 50% do cálcio solúvel aparece na fase coloidal, com diminuição
da absorção deste pelo organismo, logo este leite não deve ser utilizado como
única fonte de cálcio para crianças e mulheres na fase pré-menopáusica (Neto et
al, 2002).
Contudo, não observaram alterações significativas nos conteúdos de
minerais de leite UHT, comparando-se com as modificações causadas por
processos de pasteurização (Neto et al, 2002).
4.5 - LACTOSE
A formação de lactulose, dissacarídeo formado por um resíduo de
frutose e um resíduo de galactose, aumenta com a temperatura do tratamento
térmico. Isto não é desejável, pois a lactulose não é hidrolisada pelas enzimas
dos mamíferos, porém pode ser fermentada no intestino grosso produzindo
flatulências. Este problema não parece importante com as quantidades presentes
no leite pasteurizado e UHT, no entanto, pode ser mais grave nos consumidores
do leite esterilizado pelo sistema convencional (Varnam & Sutherland, 1995).
A Tabela 11 mostra as quantidades de lactulose de acordo com cada
tratamento térmico.
Tabela 11 - Formação de lactulose após o tratamento térmico
Tratamento térmico lactulose (mg/l)
Pasteurização 50
UHT 100-500
Esterilização convencional 900-1380
Fonte: Varnam & Sutherland, 1995
40
O aquecimento de dissoluções de lactose acarreta conseqüências
tecnológicas importantes, sobretudo quando o açúcar está em presença de
proteína. Isto é a origem do escurecimento não enzimático observado durante a
fabricação e armazenamento dos diversos produtos lácteos (Veisseyre, 1988).
Quando os cristais de lactose são aquecidos a temperaturas mais
elevadas, observa-se primeiramente, a perda da água de cristalização a 110-
130oC, seguido de amarelecimento a 150oC, e escurecimento (marrom) a 170oC,
devido a caramelização (Veisseyre, 1988).
O escurecimento do leite durante o aquecimento se deve a reação
entre o grupo aldeído da lactose e o grupo amino das proteínas (Reação de
Maillard) e a polimerização (caramelização) das moléculas de lactose. Também é
possível que a lactose se decomponha por oxidação em ácidos orgânicos, o que
explicaria em parte o aumento de acidez que se produz durante a esterilização do
leite. No meio alcalino, a termodestruição da lactose pode dar lugar à aparição de
uma cor cinza, mais ou menos escura, que se observa freqüentemente nos
processos de cocção (Amiot, 1991).
4.6 - ENZIMAS
No tratamento de pasteurização várias enzimas do leite são inativadas
e as provas da inativação enzimática como o teste da fosfatase alcalina, são
utilizadas desde muitos anos para comprovar que o leite tem recebido uma
pasteurização adequada (Varnam & Sutherland, 1995).
As lipases naturais do leite também se inativam, uma vez que a
membrana do glóbulo graxo está muito danificada podendo haver alguma
atividade residual. Pelo contrário, a principal proteinase do leite, plasmina, é muito
resistente à pasteurização, mantendo de 70 a 80% de sua atividade depois de um
tratamento HTST. Os plasminógenos parecem ser menos afetados do que a
plasmina ativa e o grau de ativação dos plasminógenos podem aumentar depois
da pasteurização devido à inativação de compostos que normalmente atuam
como inibidores. Portanto, a pasteurização não tem um efeito importante sobre o

41
nível de atividade proteolítica total, já que se produz um certo grau de inativação
da plasmina. Depois da esterilização UHT permanece de 30 a 40% de plasmina
ativa e na esterilização pelo sistema convencional, dependendo do tratamento
aplicado, a enzima pode ser totalmente inativadas (Varnam & Sutherland, 1995).
A Tabela 12 mostra a porcentagem de plasmina inativada de acordo
com o tratamento térmico utilizado.
Tabela 12 - Inativação das plasminas segundo o tratmento térmico
Tratamento térmico % plasmina inativada
Pasteurização 20-30
UHT 30-40
Esterilização convencional 100
Fonte: Varnam & Sutherland, 1995.
5 - CONCLUSÃO
Com base no que foi exposto anteriormente, podemos dizer que o
tratamento térmico é a única maneira de tornar o leite próprio para o consumo
humano. Por outro lado, esse tipo de processamento altera o teor de nutrientes,
principalmente o das vitaminas hidrossolúveis e também provoca mudanças nas
características sensoriais que variam em ambos os casos em função do tempo e
temperatura do tratamento, sendo maiores nos tratamentos mais severos.
Não ocorrem mudanças significativas no valor nutritivo de gordura,
lactose e sais minerais durante o processamento UHT, mas existem pequenas
mudanças no valor nutricional de proteínas, aminoácidos e vitaminas. As perdas
vitamínicas do processo de pasteurização e UHT são muito próximas. Contudo, o
leite UHT perde grande parte das vitaminas C e B6 que detém. No entanto, essas
perdas não são relevantes, pois o leite não é considerado fonte primordial desses
nutrientes. O leite UHT sofre maior desnaturação das proteínas do que o
pasteurizado, contudo, isso não diminui o seu valor nutricional.
As perdas de nutrientes depois do tratamento podem fazer com que o
valor nutritivo do leite pasteurizado e, em determinadas condições do leite
esterilizado UHT, no momento do consumo esteja reduzido, mas na maioria dos
casos, essas perdas são pequenas e pouco importantes, sendo as modificações
no tratamento UHT maiores. Conclui-se, portanto, que as principais perdas se
processam no leite quando é submetido a um tratamento de esterilização pelo
sistema convencional, já que a extensão das modificações nutritivas varia
consideravelmente em função da severidade do tratamento. No entanto, este
método não é muito utilizado nas indústrias.
6 - REFERÊNCIAS BIBLIOGRÁFICAS ALVES, R. M. V., et al. Embalagens para produtos de laticínios. Campinas: ITAL/CETEA, 1994. 112p.
AMIOT, J. Ciência y tecnologia de la leche: Princípios y aplicaciones. Zaragoza: Acribia, 1991. 547p.
Análises físico-química do leite. Disponível em:<http://www.pennone.com.br/mini_ usina%20leite.htm> Acesso em: 15 março 2004.
BALINT, V. Qualidade do leite tem data marcada. Leite e derivados. São Paulo, vol. 12, n. 67, p. 52-57, nov./dez. 2002
BEHMER, M. L. A. Tecnologia do leite. 13o ed. São Paulo: Ed. Nobel, 1984. 320p.
BRASIL. (Ministério da Agricultura/DAS/DIPOA/SNT) Regulamento Técnicos de Identidade e Qualidade dos produstos lácteos, Brasília; 1996, 50p.
EISLER, E. O desenvolvimento do mercado de leite longa vida no Brasil uma inovação na indústria de alimentos. In: Simpósio latino americano de ciência de alimentos, 5, Campinas, 2003. Anais... Campinas: TetraPak do Brasil, 2003. 78p. p. 29.
FELLOWS, P. Tecnologia del procesado de los alimentos: princípios y prácticas. Zaragoza: Acribia, 1994. 487p.
LUQUET, F. M. Leche y productos lácteos (vaca-oveja-cabra): transformación y tecnologias. Zaragoza: Acribia, 1993. vol.2.

44
MARTINS, R. S.; SANTOS, C. V.; TEIXEIRA, S. R. Alterações da rede logística e expansão do mercado de leite longa vida no Brasil. Disponível em: <http://www.madainoticias.com.br/ma_atualidades20.htm>. Acesso em: 15 março 2004.
NETO, L. G. G., et al. Influência do tratamento UAT no valor nutritivo do leite. Leite e derivados, São Paulo, vol. 12, n. 67, p. 36-39, nov./dez. 2002.
PINHEIRO, A. J. R.; MOSQUIM, M. C. A. V. Apostila: Processamento de leite de consumo. Dep. Tecnologia de Alimentos. UFV: Viçosa, 1991.
ROCHE. Nutrificação de leite. Receita. São Paulo: vol. 2 n. 39, nov./dez. 1984.
SILVA, J. A. Tópicos da tecnologia dos alimentos. São Paulo: Livraria Varela, 2000. 325p.
SILVA, P. H. F.; ALMEIDA, M. C. F. Estabilidade térmica do leite. In: CONGRESSO NACIONAL DE LATICÍNIOS, 15, Juiz de fora, 2000. Anais do XV Congresso nacional de laticínios. Juiz de Fora: EPAMIG- Centro Tecnológico – ILTC, 2000. 500p. p. 157-163.
UNIVERSIDADE FEDERAL DE SANTA CATARINA. Aplicação da estrutura operacional. Disponível em: < http:// www.eps.ufsc.br/ disserta97/ raggi/ cap4.htm>. Acesso em: 15 março 2004.
VARNAM, A. H.; SUTHERLAND, J. P. Leche e productos lácteos: tecnologia, química y microbiologia. Zaragoza: Acribia, 1995. 476p.
VEISSEYRE, R. Lactologia técnica: composición, recogida, tratamiento y transformación de la leche. 2o ed. Zaragoza: Acribia, 1988. 629p.





























