Embed Size (px)
Citation preview

MADEIRA & CONSTRUÇÃO
informação técnica

INFORMAÇÃO TÉCNICA PÁGINANORMAS DE SEGURANÇA. 14.01QUALIDEADES DOS MATERIAIS DE CORTE. 14.03VELOCIDADE DE CORTE 14.05VELOCIDADE DE AVANÇO. 14.06SENTIDO DE GIRO RESPEITO AO AVANÇO. 14.08SENTIDO DE GIRO E POSIÇÃO DE TRABALHO. 14.09SENTIDO DE CORTE RESPEITO A FIBRA MADEIRA. 14.10GEOMETRÍA DO FIO. 14.11RECOMENDAÇÕES COMPLEMENTÁRIAS. 14.12
14- INFORMAÇÃO TÉCNICA
Smax
Max 1.1
Max 3
PREVENÇÃO DE ACIDENTES COM AS FERRAMENTAS DE CORTE PARA A MADEIRA.O uso das ferramentas de corte para a mecanização da madeira, é potencialmente perigoso devido ao A prevenção e redução de acidentes durante o trabalho, com ferramentas de corte é um objetivo permanente entre os fabricantes, tanto no sector de máquinas como no sector de ferramentas, alcançando-se esse objetivo mediante o emprego de:- Máquinas dotadas de dispositivos de proteção;- Técnicas de trabalho otimizadas;- Uma regulamentação de segurança rigorosa.Centrando-se neste último parágrafo, o CEN (Comité Europeu para Normas), estabeleceu uma série de normas, EN 847, parte 1 a 3 “Ferramentas para trabalhar a madeira – Requisitos técnicos de
ser considerada segura.dois tipos : - Ferramenta para avanço manual.- Ferramenta para avanço mecânico.que reduza o retrocesso. Limitando o tamanho das fendas ou ranhuras e a saliência da lamina em acidentes.FERRAMENTAS PARA AVANÇO MANUAL
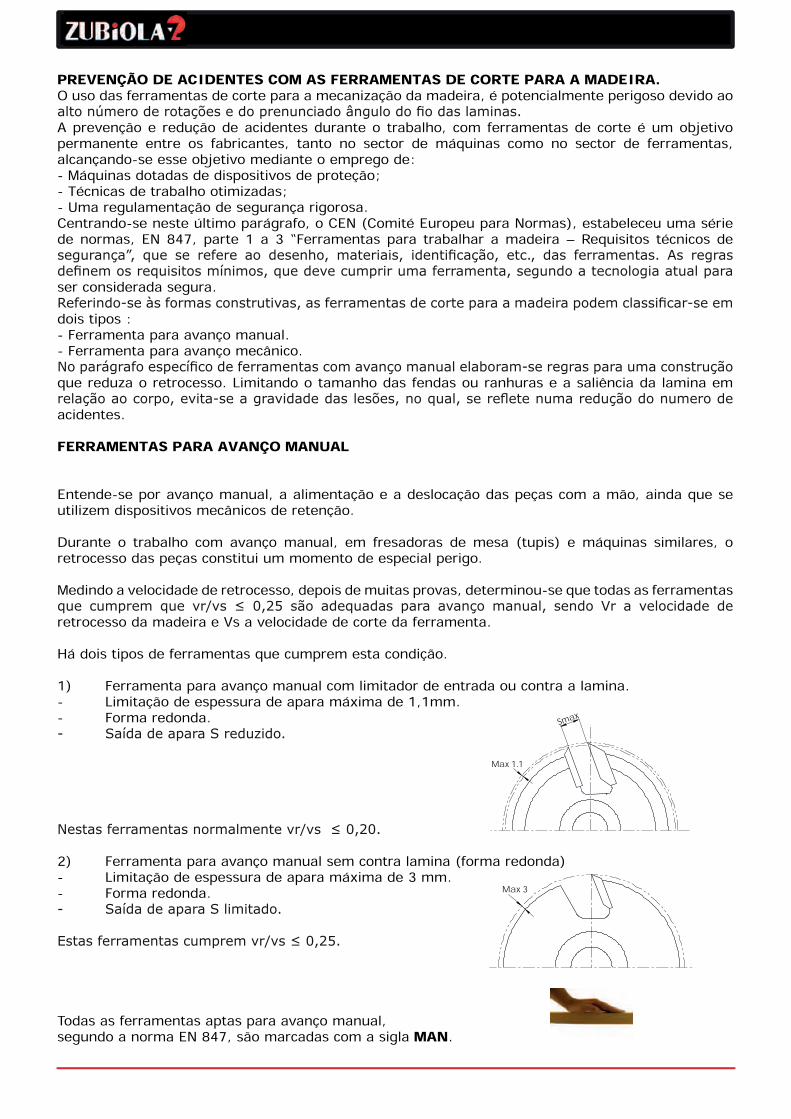
Entende-se por avanço manual, a alimentação e a deslocação das peças com a mão, ainda que se utilizem dispositivos mecânicos de retenção.Durante o trabalho com avanço manual, em fresadoras de mesa (tupis) e máquinas similares, o retrocesso das peças constitui um momento de especial perigo.Medindo a velocidade de retrocesso, depois de muitas provas, determinou-se que todas as ferramentas retrocesso da madeira e Vs a velocidade de corte da ferramenta.Há dois tipos de ferramentas que cumprem esta condição.1) Ferramenta para avanço manual com limitador de entrada ou contra a lamina.- Limitação de espessura de apara máxima de 1,1mm.- Forma redonda.
2) Ferramenta para avanço manual sem contra lamina (forma redonda)- Limitação de espessura de apara máxima de 3 mm.- Forma redonda.
Todas as ferramentas aptas para avanço manual, segundo a norma EN 847, são marcadas com a sigla MAN.
NORMAS DE SEGURANÇA
FERRAMENTAS PARA AVANÇO MECÂNICO
Quando a alimentação e deslocação das peças é absolutamente mecânica, sem intervenção do
- Forma aberta, sem limitação de corte.
Segundo a norma EN 847, estas ferramentas são marcadas com a sigla MEC.
SERRAS CIRCULARESPara as serras circulares dotadas de pequenas placas de metal duro com uma largura de corte não superior a 4 mm, não se aplicam estas distinções sobre o sistema de avanço já que o comportamento de uma serra circular é diferente de uma fresa. Portanto, as serras circulares podem utilizar-se seja para avanço manual ou mecânico.
NORMAS DE SEGURANÇA
são opostas porque em função do material a elaborar devemos eleger entre as gamas de várias ao diamante.
HL – SRAço para ferramentas de alta liga (mais do 5 % de liga leve). Utiliza-se em laminas e ferramentas
HS - HSSAço super-rápido com liga de cobalto, cromo, molibdeno, tungsteno e vanádio. Este material aconselha-
TN
são intermédias entre o HSS e o HM, têm a elasticidade do HSS e a dureza aproximada do HM. Material adequado para madeiras duras e semiduras. Observaram-se excelentes resultados no que concentração de cobalto, observa-se também muito bons resultados em ferramentas para copiadora.
HM – HWMetal Duro (Widia) ou carboneto de tungstênio.É um material caracterizado pela elevada dureza com o qual se pode trabalhar todo o tipo de materiais devido à existência dentro do HM de vários tipos de dureza.O componente principal do qual é a proveniência da dureza são os grãos de carboneto de tungsténio ligados com aglomerado de cobalto. A evolução das qualidades do metal duro nos últimos anos deveu-se conseguiu alcançar um aumento da tenacidade com dureza constante ou incluso, incrementada de maneira a que os metais duros tenham hoje em dia a mais ampla gama de aplicações, desde a
de aglomerado, que logram uma duração de 2 a 6 vezes maiores em materiais como MDF placas de Devido à sua ampla gama, é muito importante quando se solicita uma ferramenta de HM, nos comuniquem também que tipo de material vai trabalhar, para fornecer a qualidade adequada a um
DIA – DP DIAMANTE POLICRISTALINOConsiste em grãos de diamante ligados entre si por aderência e por uma matriz aglomerada metálica.metal duro.É principalmente utilizado para trabalhar com materiais abrasivos (derivados de madeira, plásticos e
Mediante a variação do tamanho dos grãos se pode adaptar a tenacidade e a resistência ao desgaste para um amplo campo de aplicações, conseguindo-se rendimentos entre 40 e 200 vezes superiores aos obtidos com placas de Metal Duro de acordo com o tipo de trabalho e material a mecanizar.
QUALIDADES DOS MATERIAIS DE CORTE
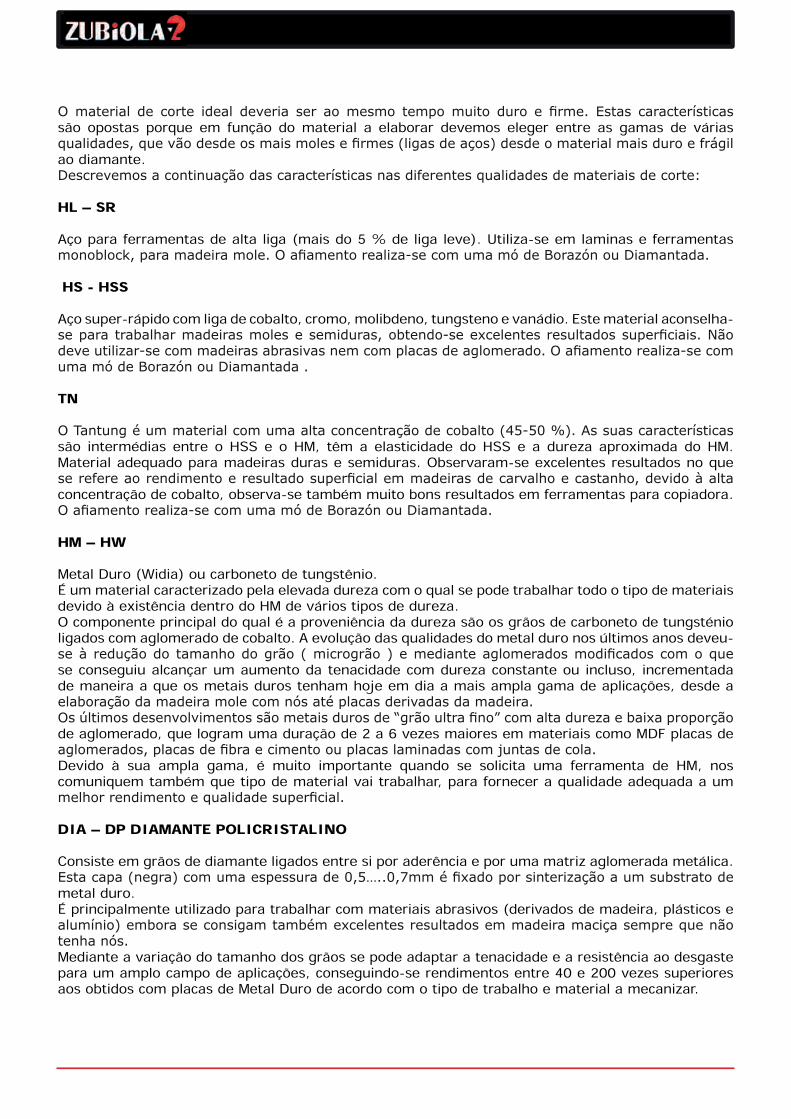
QUALIDADES DOS MATERIAIS
Du
reza
Tenacidad/Resistencia a la flexión
MKD
DP-DIA
Metales duros de granos ultra-finos
Metales duros (HM)
Tantung (TN)
HS (HSS)
Material decorte ideal
QUALIDADES DOS MATERIAIS DE CORTE
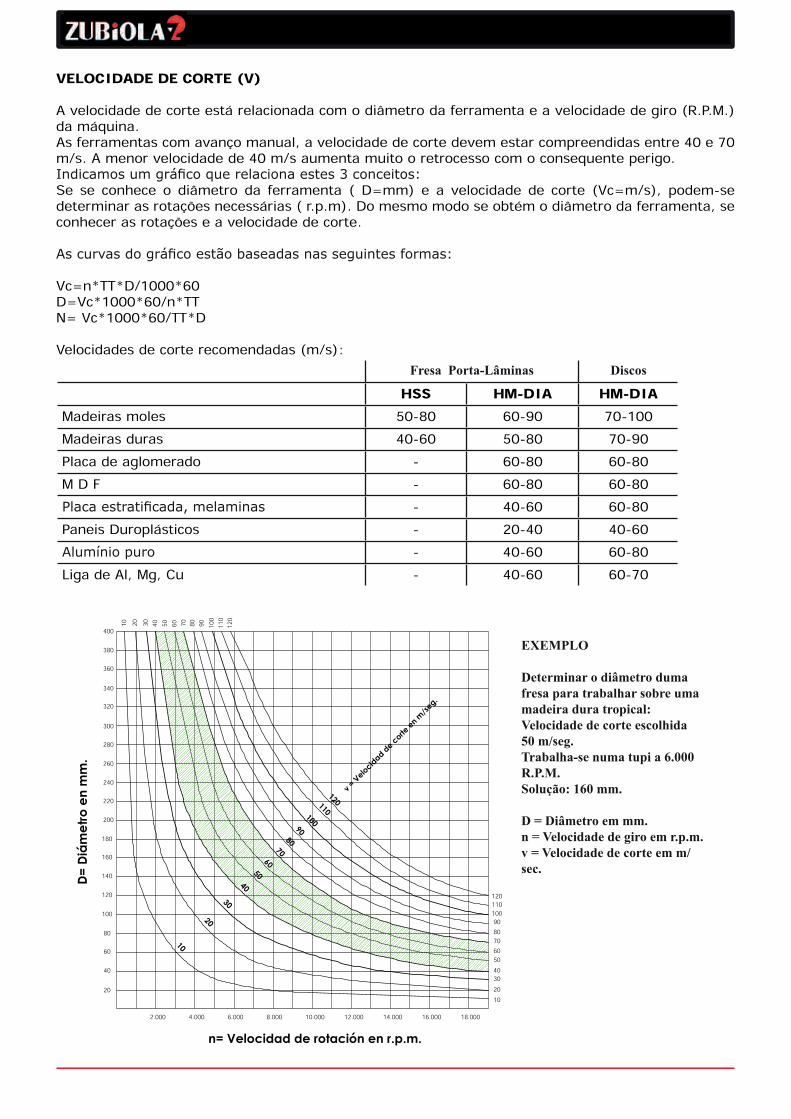
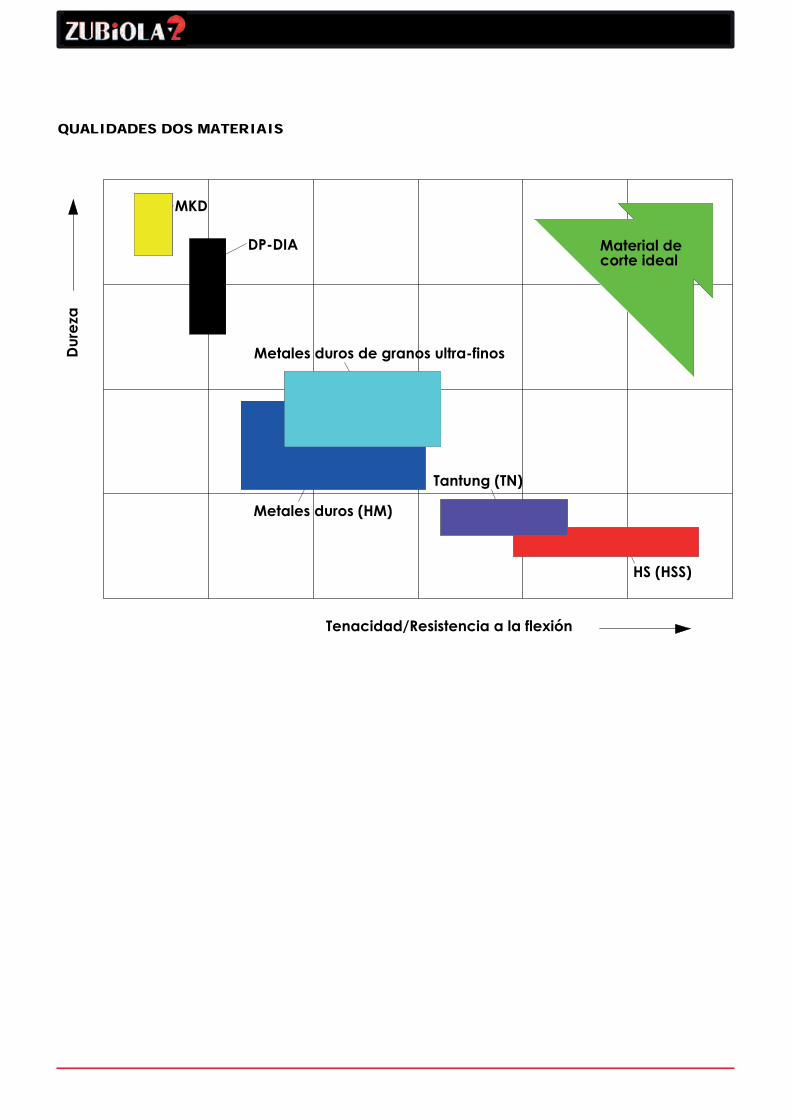
VELOCIDADE DE CORTE (V)A velocidade de corte está relacionada com o diâmetro da ferramenta e a velocidade de giro (R.P.M.) da máquina. As ferramentas com avanço manual, a velocidade de corte devem estar compreendidas entre 40 e 70 m/s. A menor velocidade de 40 m/s aumenta muito o retrocesso com o consequente perigo.Se se conhece o diâmetro da ferramenta ( D=mm) e a velocidade de corte (Vc=m/s), podem-se determinar as rotações necessárias ( r.p.m). Do mesmo modo se obtém o diâmetro da ferramenta, se conhecer as rotações e a velocidade de corte.
Vc=n*TT*D/1000*60D=Vc*1000*60/n*TTN= Vc*1000*60/TT*DVelocidades de corte recomendadas (m/s):
Fresa Porta-Lâminas Discos
HSS HM-DIA HM-DIAMadeiras moles 50-80 60-90 70-100Madeiras duras 40-60 50-80 70-90Placa de aglomerado - 60-80 60-80M D F - 60-80 60-80
- 40-60 60-80Paneis Duroplásticos - 20-40 40-60
- 40-60 60-80Liga de Al, Mg, Cu - 40-60 60-70
1020304050
70
90
60
80
100110
18.00016.00014.00012.00010.0008.0006.0004.0002.000
120
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
10 20 30 40 50 60 70 80 90 100
110
120
D=
Diá
me
tro
en
mm
.
n= Velocidad de rotación en r.p.m.
10
20
30
40
50
60
70
80
90
100
110
120
v = V
elocid
ad de c
orte e
n m/s
eg.
EXEMPLO
Determinar o diâmetro duma
fresa para trabalhar sobre uma
madeira dura tropical:
Velocidade de corte escolhida
50 m/seg.
Trabalha-se numa tupi a 6.000
R.P.M.
Solução: 160 mm.
D = Diâmetro em mm.
n = Velocidade de giro em r.p.m.
v = Velocidade de corte em m/
sec.
VELOCIDADE DE CORTE
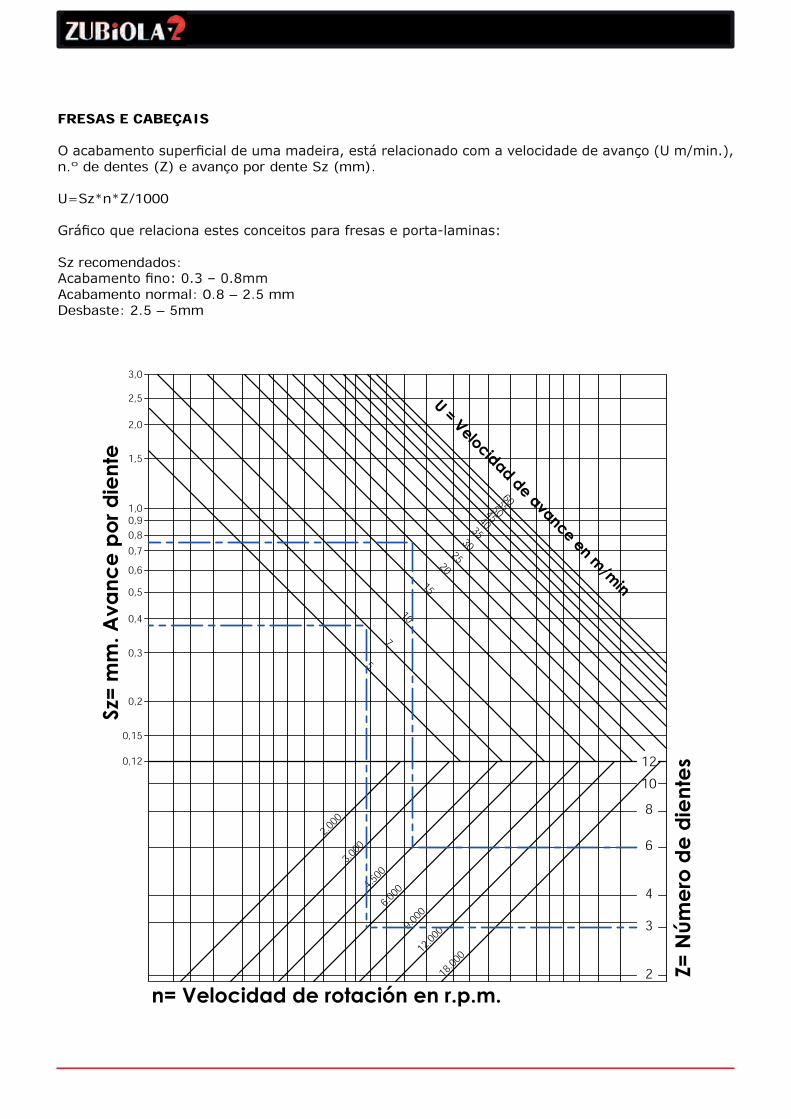
FRESAS E CABEÇAIS
n.º de dentes (Z) e avanço por dente Sz (mm).U=Sz*n*Z/1000
Sz recomendados: Acabamento normal: 0.8 – 2.5 mmDesbaste: 2.5 – 5mm
3,0
Sz=
mm
. A
va
nc
e p
or
die
nte
Z= N
úm
ero
de
die
nte
s
2n= Velocidad de rotación en r.p.m.
2,52,0
1,5
1,00,90,80,70,60,50,4
0,3
0,2
0,150,12
34
681012
2.000
18.000
3.000
4.500
6.000
9.000
12.000
U = Velocidad de avance en m/m
in
60555045403530252015
107
5
VELOCIDADE DE AVA NÇO
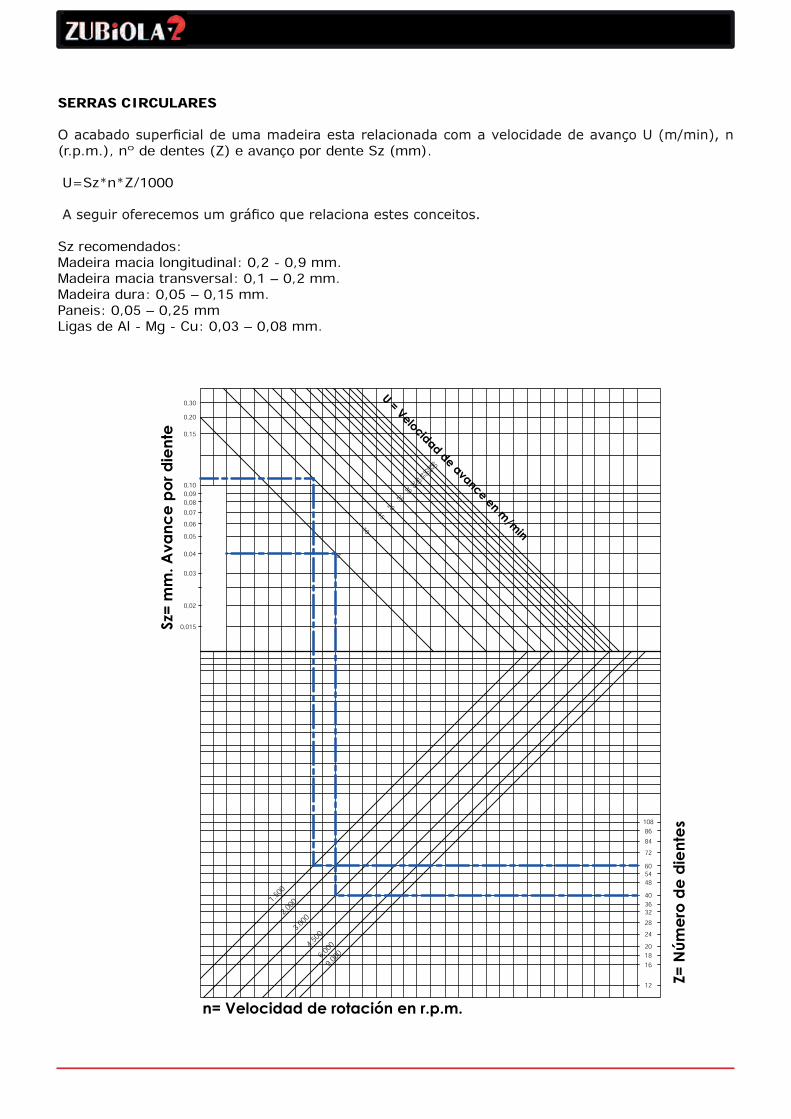
SERRAS CIRCULARES
(r.p.m.), nº de dentes (Z) e avanço por dente Sz (mm). U=Sz*n*Z/1000
Sz recomendados: Madeira macia longitudinal: 0,2 - 0,9 mm.Madeira macia transversal: 0,1 – 0,2 mm.Madeira dura: 0,05 – 0,15 mm.Paneis: 0,05 – 0,25 mm Ligas de Al - Mg - Cu: 0,03 – 0,08 mm.
n= Velocidad de rotación en r.p.m.
12
1618202428323640485460728486108
Z= N
úm
ero
de
die
nte
s
1.500
2.000
3.000
4.500
6.0009.00
0
0,015
0,02
0,03
0,04
0,050,060,070,080,090,10
0,150,200,30
Sz=
mm
. A
va
nc
e p
or
die
nte
5
10
1520
2530354045
505560
U = Velocidad de avance en m/m
in
VELOCIDADE DE AVA NÇO
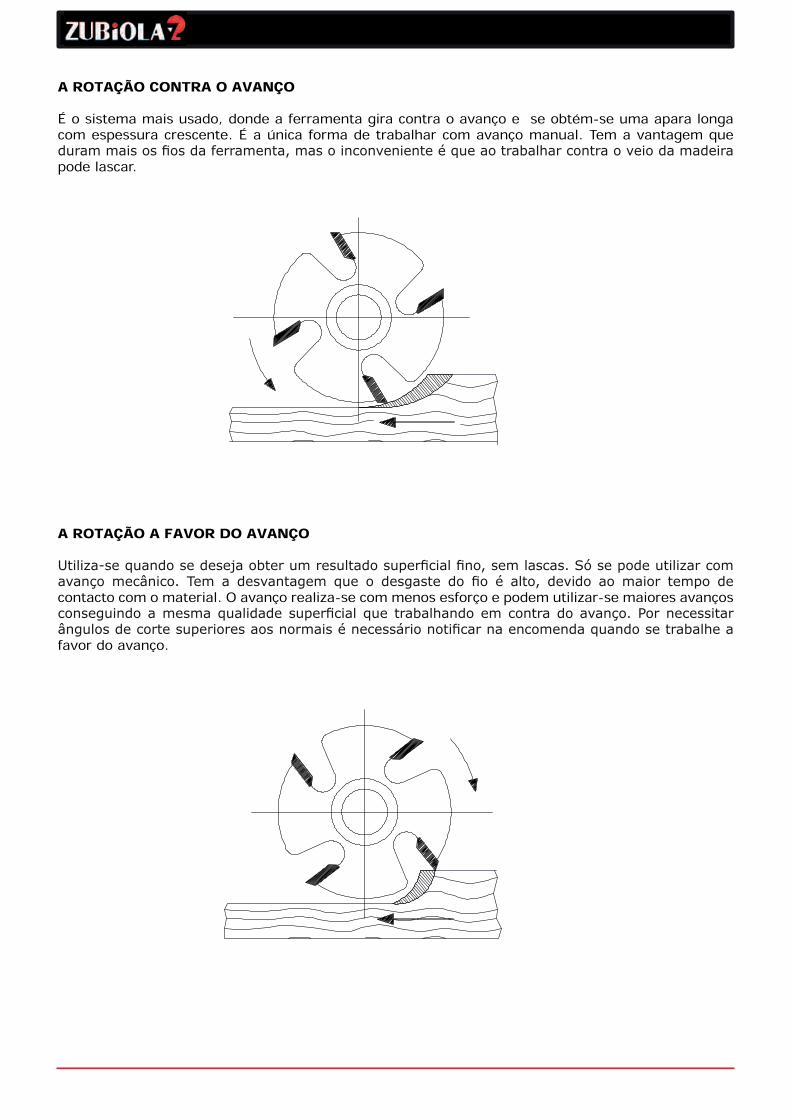
A ROTAÇÃO CONTRA O AVANÇOÉ o sistema mais usado, donde a ferramenta gira contra o avanço e se obtém-se uma apara longa com espessura crescente. É a única forma de trabalhar com avanço manual. Tem a vantagem que pode lascar.
A ROTAÇÃO A FAVOR DO AVANÇO
contacto com o material. O avanço realiza-se com menos esforço e podem utilizar-se maiores avanços
favor do avanço.
ROTATION SENSE WITH RESPECT TO THE FEED
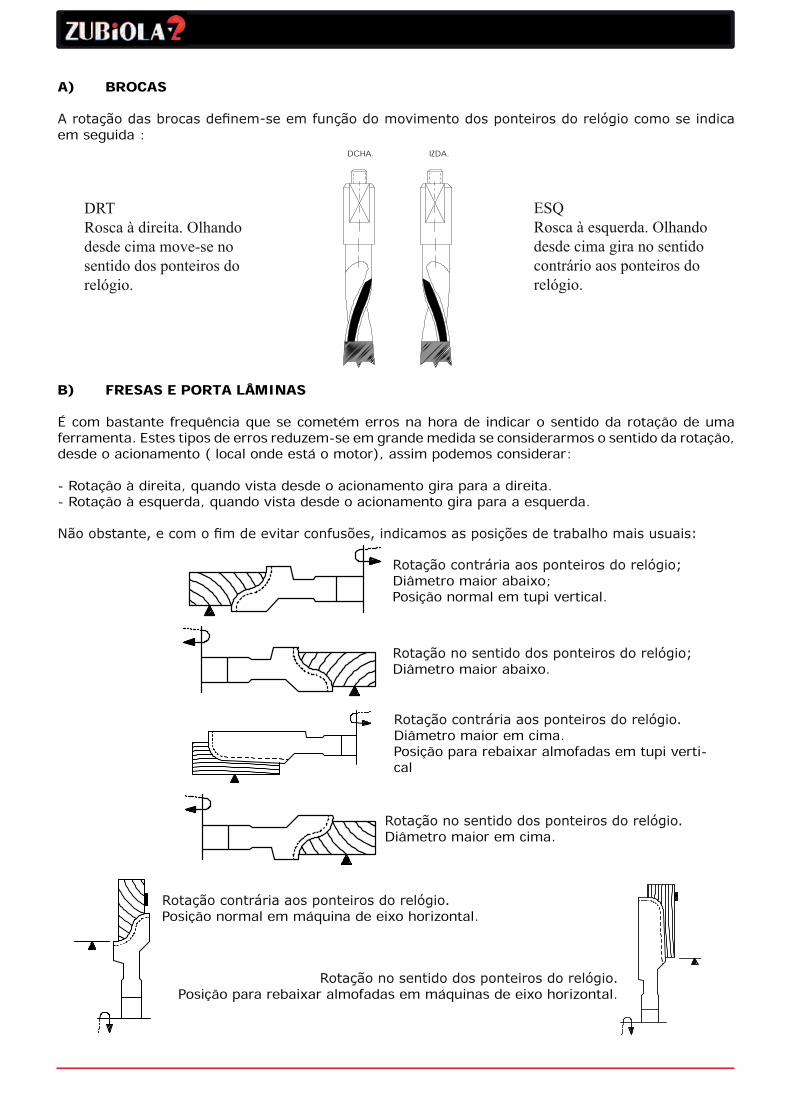
A) BROCAS
em seguida :
B) FRESAS E PORTA LÂMINASÉ com bastante frequência que se cometém erros na hora de indicar o sentido da rotação de uma ferramenta. Estes tipos de erros reduzem-se em grande medida se considerarmos o sentido da rotação, desde o acionamento ( local onde está o motor), assim podemos considerar:- Rotação à direita, quando vista desde o acionamento gira para a direita.- Rotação à esquerda, quando vista desde o acionamento gira para a esquerda.
DCHA. IZDA.
DRT
Rosca à direita. Olhando
desde cima move-se no
sentido dos ponteiros do
relógio.
ESQ
Rosca à esquerda. Olhando
desde cima gira no sentido
contrário aos ponteiros do
relógio.
Diâmetro maior abaixo;Posição normal em tupi vertical.
Diâmetro maior abaixo.
Diâmetro maior em cima.Posição para rebaixar almofadas em tupi verti-cal
Diâmetro maior em cima.
Posição normal em máquina de eixo horizontal.
Posição para rebaixar almofadas em máquinas de eixo horizontal.
SENTIDO DE ROTAÇÃO E POSIÇÕES DE TRABALHO
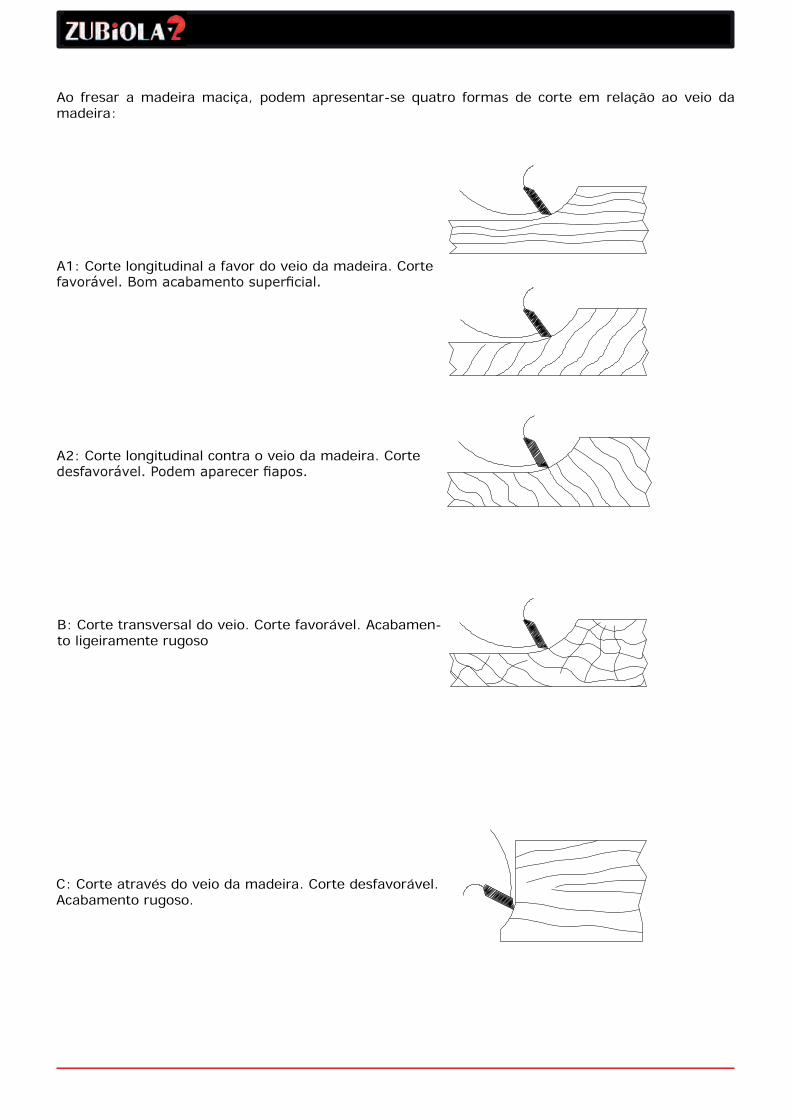
Ao fresar a madeira maciça, podem apresentar-se quatro formas de corte em relação ao veio da madeira:
A2: Corte longitudinal contra o veio da madeira. Corte
B: Corte transversal do veio. Corte favorável. Acabamen-to ligeiramente rugoso
C: Corte através do veio da madeira. Corte desfavorável. Acabamento rugoso.
A1: Corte longitudinal a favor do veio da madeira. Corte
SENTIDO DE CORTE EM REL AÇÃO AO VEIO DA MADEIRA
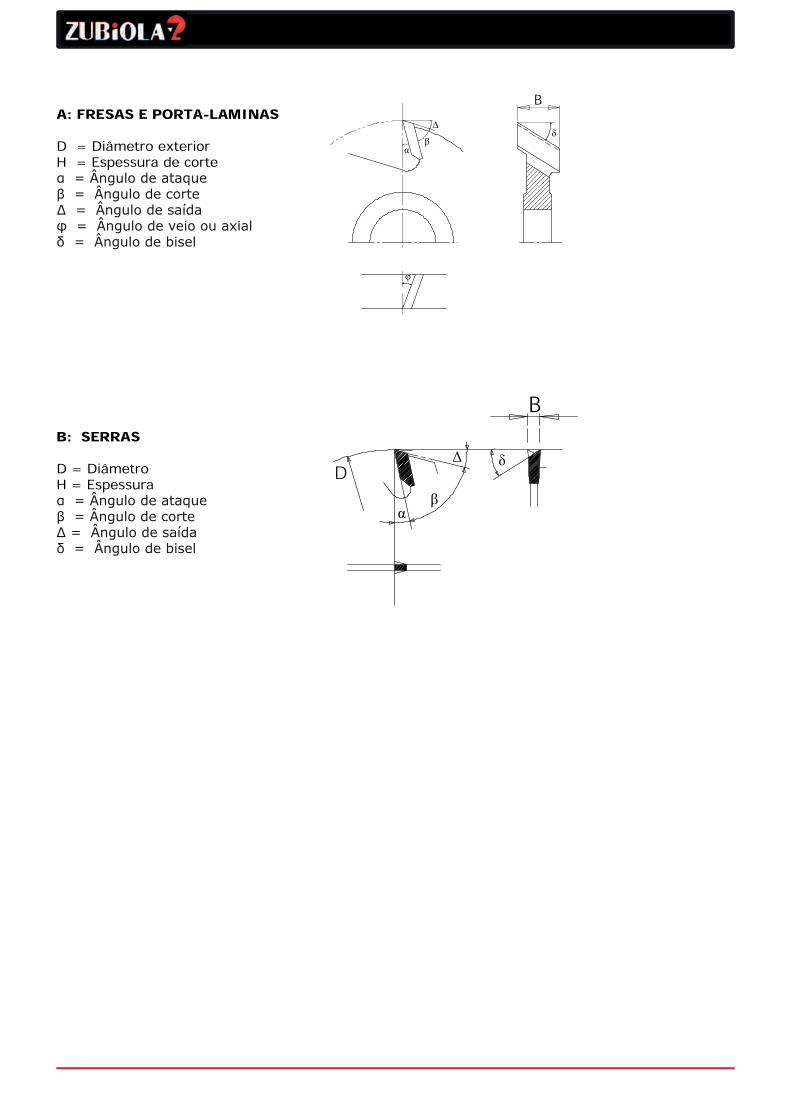
BA: FRESAS E PORTA-LAMINASD = Diâmetro exteriorH = Espessura de corte
B: SERRASD = DiâmetroH = Espessura
B
D
GEOMETRIA DO FIO
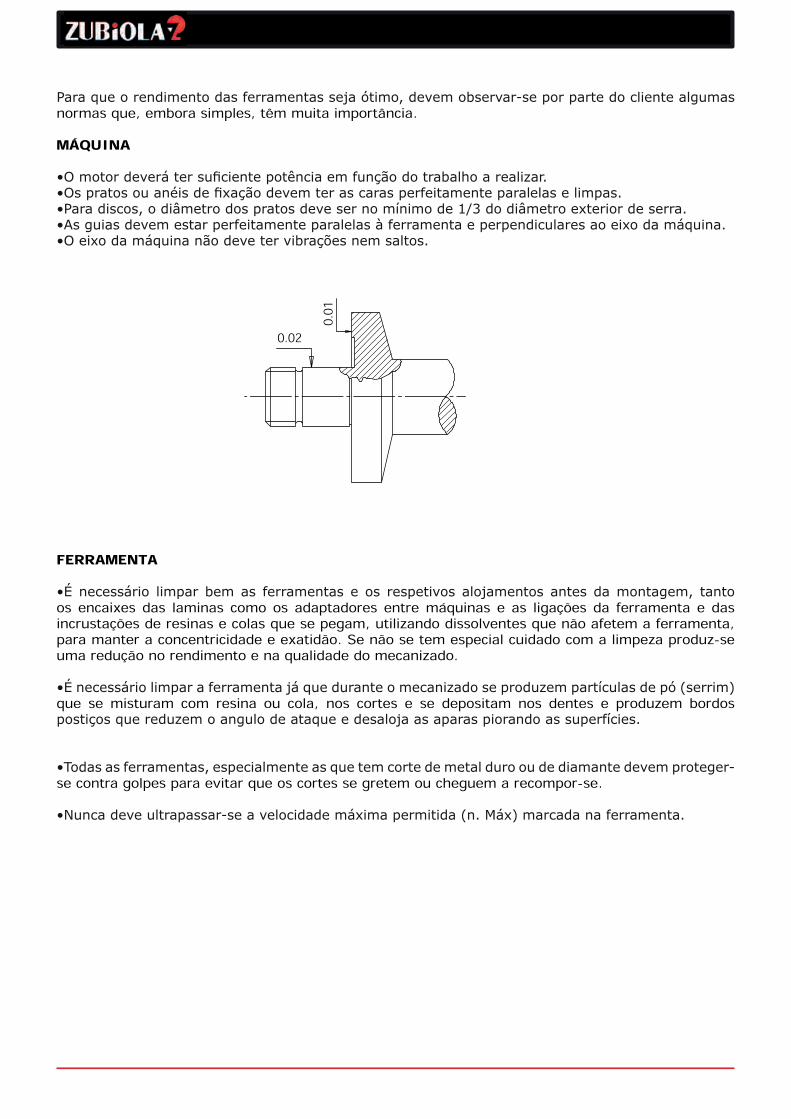
normas que, embora simples, têm muita importância.MÁQUINA
FERRAMENTA
os encaixes das laminas como os adaptadores entre máquinas e as ligações da ferramenta e das incrustações de resinas e colas que se pegam, utilizando dissolventes que não afetem a ferramenta, para manter a concentricidade e exatidão. Se não se tem especial cuidado com a limpeza produz-se uma redução no rendimento e na qualidade do mecanizado.
que se misturam com resina ou cola, nos cortes e se depositam nos dentes e produzem bordos
se contra golpes para evitar que os cortes se gretem ou cheguem a recompor-se.
0.020.0
1
RECOMENDAÇÕES COMPLEMENTARES
MODIFICACIONES
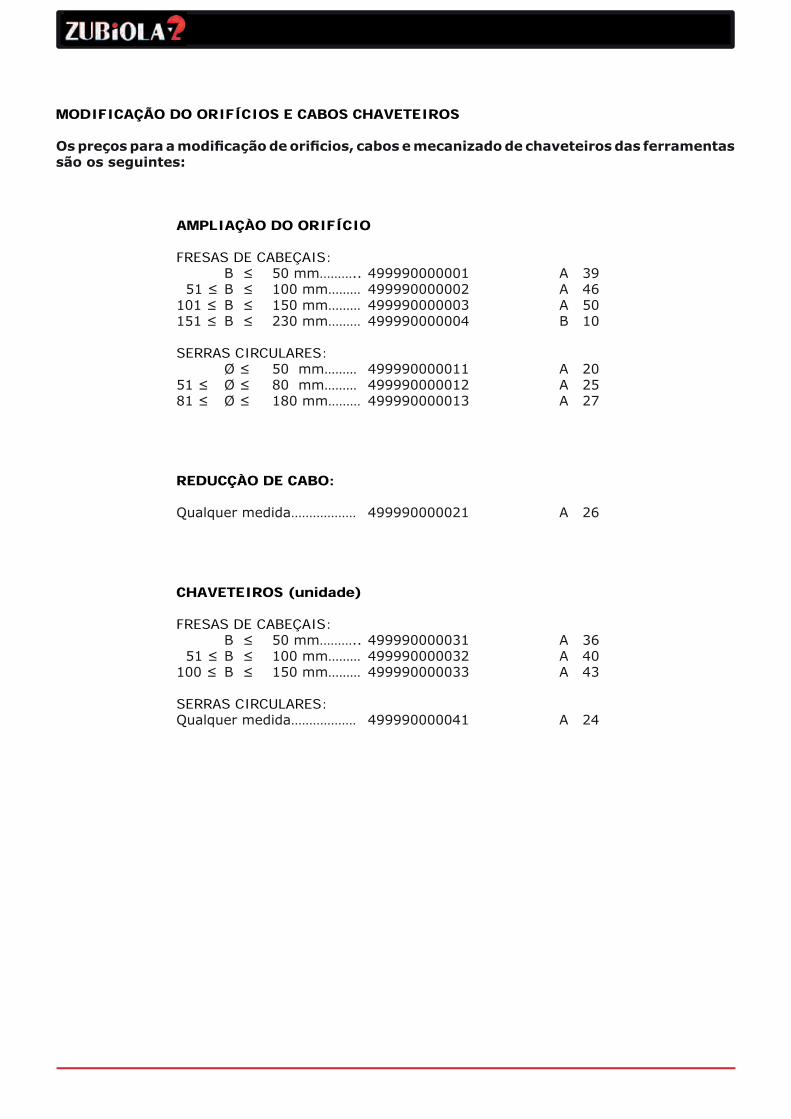
AMPLIAÇÀO DO ORIFÍCIO
FRESAS DE CABEÇAIS:
SERRAS CIRCULARES:
REDUCÇÀO DE CABO:
CHAVETEIROS (unidade) FRESAS DE CABEÇAIS:
SERRAS CIRCULARES:
MODIFICAÇÃO DO ORIFÍCIOS E CABOS CHAVETEIROS
ZUBIOLA Spain
USA
CUBA
VENEZUELA
BRASIL
URUGUAY
SOUTH AFRICA
INDIA
THAILAND
PHILIPPINES
NEW ZEALANDARGENTINA
CHILE
PARAGUAY
BOLIVIA
PERU
KOREA
UNITED ARAB EMIRATES
SANTODOMINGO
EGYPT
EUROPE
SAUDI ARABIA
CAMERUN
MOROCCOMEXICO
GUATEMALA
HONDURAS
COSTA RICA
COLOMBIA
ECUADOR
CANADA
ISO 9001ISO 14001
ManagementQualityGA-2005/0333
GestiónAmbiental
AENOR
PORTUGAL
Pol. Basterretxe, 4420720 AZKOITIA - Gipuzkoa - SPAIN
Tel.: +34 943 15 70 56Fax: +34 943 15 00 26
GPS : 43-10,1739N 2-18,1174O
ZUBIOLA France