Embed Size (px)
Citation preview
Inspecção Baseada no Risco - Válvulas de Segurança de
Equipamentos sob Pressão
Moisés Sebastião Jones
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Júri
Presidente: Prof. Luís Manuel Varejão Oliveira Faria
Orientadora: Prof. Virgínia Isabel Monteiro Nabais Infante
Co-Orientador: Prof. Manuel Correia Alves da Cruz
Vogais: Prof. Eduardo Joaquim Anjos de Matos Almas
Eng. António Correia da Cruz
Outubro de 2009


I
"É muito melhor arriscar coisas grandiosas,
alcançar triunfos e glórias, mesmo expondo-se a derrota,
do que formar fila com os pobres de espírito
que nem gozam muito nem sofrem muito,
porque vivem nessa penumbra cinzenta
que não conhece vitória nem derrota."
Theodore Roosevelt

II

III
À minha mãe
e aos meus irmãos

IV

V
Agradecimentos Primeiramente agradeço a Deus, meu pai do céu, por ter me concedido a vida.
Seguidamente expresso meus sinceros agradecimentos a minha querida orientadora, a professora Dra.
Virgínia Isabel Monteiro Nabais Infante, pela confiança que depositou-me ao tornar disponível este tema
e atribui-lo a mim, agradeço também a paciência, incentivo e competência tanto como professora bem
como orientadora desta dissertação.
Também expresso gratidão ao Professor Manuel Correia Alves da Cruz na qualidade de co-orientador
pela competência e disponibilidade para avaliação e orientação desta tese.
É muito importante para mim também reconhecer e agradecer ao Eng. António Correia da Cruz pela
paciência, e por tornar disponíveis as normas e documentação sem os quais seria difícil trabalhar assim
como por providenciar-me a formação em Weibull administrada no ISQ (Instituto de Soldadura e
qualidade); Assim também agradeço a referida empresa e seu elenco que apoiou-me por receber-me nas
suas instalações e tornou possível a realização deste honrado trabalho. Grato também fico pelo Dr. Rui
Manuel Assis Monteiro pelos seminários sobre a metodologia Weibull ministrados no ISQ e pelos
pertinentes esclarecimentos de dúvidas bem como ao Eng. Ricardo Sanches pelas dicas pertinentes que
deu-me.
Outros agradecimentos vão à TOTAL pelo apoio financeiro enquanto estudante do IST (Instituto Superior
Técnico). Assim como aos seus professores, quadros que moldaram-me baseados no seu leque de
conhecimento e experiencia até o momento da defesa desta dissertação. As minhas queridas irmãs
Luzia e Leonor, vocês sabem que se este trabalho por mim foi feito é graças a vossa humilde
contribuição que foi para mim o maior dos troféus. Ao Sr. Toni, meu sempre querido mestre, que Deus te
dê cem vezes mais conhecimento e sucessos na tua carreira profissional do que aquele que ajudaste-me
a tornar possível obter.
A minha mãe pelo amor e paciência com que educou-me tornando-me no homem que actualmente sou.
A dona Orquídea Mendes, que tem sido como uma mãe para mim desde que cheguei à Portugal.
A todos os meus colegas, pela amizade e encorajamento dado directa ou indirectamente. Finalmente
agradeço a todos aqueles que não pude citar por nome, mas que sou grato do fundo do coração pois não
consigo esquecer-me deles e do bem que fizeram a mim.

VI

VII
Resumo A metodologia da inspecção baseada no risco constitui hoje o ponto crucial no planeamento da
inspecção com vista ao controlo e mitigação do risco que envolve a indústria de processo. O risco é
utilizado como critério prioritário na previsão de intervalos óptimos de inspecção.
Vários métodos de inspecção baseada no risco têm sido desenvolvidos ultimamente, com vista a se
utilizar metodologias adequadas para aplicar a vários componentes da indústria. No entanto, a API
(American Petroleum Institute), como entidade particular, desenvolveu um documento com prácticas
recomendadas para a actividade de inspecção baseada no risco, aplicável a um vasto número de
equipamentos da indústria de processos. A norma, porém, não apresenta uma análise sistemática de
compreensão e aplicação simples e imediata. É por esta razão que é sempre bem-vinda à indústria, toda
iniciativa que indique metodologias simplificadas de avaliação do risco.
Neste trabalho foi feita uma aplicação da metodologia de inspecção baseada no risco a válvulas de
segurança e sistemas de alívio de pressão da indústria de processo. Também foi feita a identificação dos
parâmetros críticos de análise e a sua forma de obtenção.
Foi feita também uma síntese as normas API RP 581 e API RP 580. Abordou-se através da análise de
Weibull a determinação da probabilidade de falha.
Por último, foi aplicada a metodologia a casos práticos, mediante a aplicação de um “software”,
inteiramente baseado na norma API RP 581, de uso bastante simples, para determinação quantitativa da
probabilidade de falha, e dos parâmetros que viabilizaram a sua determinação.
Palavras-chave: Válvulas de segurança e alívio, RBI API, Parâmetros de Weibull, Probabilidade de falha, “software” de RBI

VIII

IX
Abstract Risk-based inspection (RBI) methodology constitutes a fundamental point in the inspection planning in
order to control and mitigate the risk that involves process industry. The risk is used as priority criterion in
the forecast of optimal inspections intervals.
Several methods of RBI have been developed to use appropriate methodologies to apply to various
industry components. However, American Petroleum Institute (API), as an institution has developed a
standard document, as a guide to RBI, applicable to a wide range of equipments inside processes
industry. This document, however, does not present a systematic understanding or simple and immediate
application. The reason why it is always welcome to industry, any initiative that indicates simplified risk
assessment methods for give to operators some tools, to better quantify, assess state of components and
help them in the vast resources of inspection available, for reducing risk.
In this work a survey of current state of art of RBI methodology applied to Pressure Relief Devices (PRDs)
in processes industry was made. It was also developed the identification of critical parameters of analysis
as well as its determination.
It was also made a synthesis of API RP 581, API RP 580 and an approach on the Weibull analysis and
the determination of probability of failure by this method.
Finally, the methodology was applied in practical cases, through application of software, which was
developed based entirely on API RP 581 standard, very easy to use, quantify and determine probability of
failure, and parameters that enabled determination of such probability.
Keywords: Pressure Relief Devices, RBI API, Weibull parameters, Probability of failure, RBI software

X

XI
Índice
Agradecimentos ............................................................................................................................................. V
Resumo ....................................................................................................................................................... VII
Abstract ......................................................................................................................................................... IX
Índice ............................................................................................................................................................ XI
Índice de Figuras ........................................................................................................................................ XV
Índice de Tabelas ..................................................................................................................................... XVII
Simbologia ................................................................................................................................................. XIX
Abreviaturas .............................................................................................................................................. XXI
Capítulo 1: Introdução ................................................................................................................................... 1
1.1 Breves considerações sobre o risco ................................................................................................... 1
1.2 Objectivos ............................................................................................................................................ 2
1.3 Organização da Dissertação ............................................................................................................... 3
1.4 Estado da arte ..................................................................................................................................... 4
Capítulo 2: Fundamentos das PRDs ............................................................................................................. 5
2.1 Projectos das PRDs ............................................................................................................................ 5
2.2 As PRDs na actividade diária .............................................................................................................. 8
2.3 Programas de inspecção e gestão do risco para os PRDs ............................................................... 16
2.3.1 Breve historial sobre as PRDs e seus métodos de inspecção ................................................... 16
2.3.2 Inspecção das PRDs .................................................................................................................. 17
Capítulo 3: Análise da norma da API RP 580 para aplicação as PRDs ..................................................... 19
3.1 Introdução .......................................................................................................................................... 19
3.2 Estado da documentação API RBI .................................................................................................... 20
3.3 Equipamentos abordados e não abordados na análise por RBI ...................................................... 20
3.4 Introdução a Inspecção Baseada no Risco ....................................................................................... 21
3.4.1 Contínuo de Análises ................................................................................................................. 23
3.4.2 Avaliação Quantitativa do Risco (QRA) ..................................................................................... 23
3.4.3 Gestão do Risco através de Inspecção ............................................................................... 24
3.4.4 Utilizando o RBI para Estabelecer Planos e Prioridades de Inspecção .............................. 24
3.5 Aquisição de Dados e Informações para Avaliação por RBI ............................................................ 24
3.5.1 Dados Necessários para o RBI .................................................................................................. 24
3.5.2 Qualidade dos dados .................................................................................................................. 25
3.5.3 Fontes de Dados e Informações Específicas do Local .............................................................. 26

XII
3.6 Identificação dos Mecanismos de Dano e Modos de Falha .............................................................. 27
3.6.1 Falhas e Modos de falha para RBI ............................................................................................. 27
3.7 Avaliação da Probabilidade de Falha ................................................................................................ 28
3.7.1 Determinação da Probabilidade de Falha .................................................................................. 28
3.7.2 Cálculo da Probabilidade de Falha por Tipo de Dano ............................................................... 29
3.8 Avaliação da consequência de falha ................................................................................................. 29
3.9 Preparação e qualificações para a aplicação do RBI ....................................................................... 29
3.10 Documentação em RBI ................................................................................................................... 30
Capítulo 4: Análise do modelo Weibull ........................................................................................................ 31
4.1 Introdução .......................................................................................................................................... 31
4.1.1 Observações relativas ao factor de forma β .............................................................................. 33
4.2 Hipóteses e causas de falhas em PRDs ........................................................................................... 34
4.3 Cálculo de actualização Bayesiana ................................................................................................... 35
4.3.1 Teorema de Bayes ..................................................................................................................... 35
Capítulo 5: Análise da adequação da norma API RP 581 para aplicação as PRDs .................................. 37
5.1 Introdução .......................................................................................................................................... 37
5.2 Visão geral do conteúdo da API 581 ................................................................................................. 37
5.2 Metodologia utilizada na análise da probabilidade de falha .............................................................. 38
5.2.1 Introdução ................................................................................................................................... 38
5.2.2 Gestão de risco .......................................................................................................................... 38
5.2.3 Matriz de risco ............................................................................................................................ 39
5.2.4 Planos de inspecção .................................................................................................................. 40
5.3 Válvulas de segurança de equipamento sob pressão (PRDs) .......................................................... 42
5.3.1 Modos de falha das PRDs .......................................................................................................... 43
5.3.2 Procedimentos de cálculo para os dois modos de falhas principais .......................................... 44
5.3.2.1 Falha ao Abrir (FAIL) ............................................................................................................... 44
5.3.2.2 Fuga (LEAK) ............................................................................................................................ 45
5.4 Cálculo da consequência de falha e do Risco .................................................................................. 47
Capítulo 6: Desenvolvimento do “software” para aplicação as PRDs ........................................................ 49
6.1 Introdução .......................................................................................................................................... 49
6.2 O “Software” de Inspecção baseada no risco da API ....................................................................... 49
6.3 O “software” desenvolvido ................................................................................................................. 50
6.3.1 Algoritmo .................................................................................................................................... 50
6.3.2 Interface gráfica de usuário ........................................................................................................ 51
Capítulo 7: Aplicação da metodologia e do “software” a casos práticos .................................................... 55

XIII
7.1 Introdução .......................................................................................................................................... 55
7.2 Casos práticos estudados ................................................................................................................. 55
7.2.1 Casos de válvulas de segurança estudadas .............................................................................. 55
7.3 Documentação previamente necessária ........................................................................................... 59
7.4 Resultados aplicando o “software” .................................................................................................... 60
7.4.1 Avaliação para a válvula X (de segurança e alívio) ................................................................... 61
7.4.2 Avaliação para a válvula Y (de alívio) ........................................................................................ 64
Capítulo 8: Conclusões e perspectivas de trabalhos para o futuro ............................................................ 67
8.1 Conclusões ........................................................................................................................................ 67
8.2 Perspectivas de trabalho para o futuro ............................................................................................. 67
Referências Bibliográficas ........................................................................................................................... 69
Anexos ......................................................................................................................................................... 71

XIV
XV
Índice de Figuras Figura 1: Classificação das PRDs ................................................................................................................. 5Figura 2: a) Vários tipos de dispositivos de alívio de pressão, b) Sua potencial aplicação, uma refinaria (Equity, 2009) ................................................................................................................................................ 9Figura 3: a) Uma caldeira, b) Tipo de válvula de alívio e segurança que se usa (Watts, ASME, 2006) .... 10Figura 4: Reservatórios de pressão com válvulas de alívio de pressão e discos de ruptura (Flaretec Alloys, 2008) ................................................................................................................................................ 11Figura 5: a) Corte transversal de uma válvula usada num reservatório, b) Discos em ruptura num reservatório em sobrepressão (Mohammad A. Malek, 2006) ..................................................................... 11Figura 6: a) Válvula de alívio de linha principal de vapor com motor eléctrico opcional de recurso, b) Válvula de alívio para proteção de sobrepressão de pressurizador (CCI Nuclear Valve, 2007) ................ 12Figura 7: a) Válvulas de alívio de pressão interna, b) Componente de uma válvula de alívio de pressão externa (Midland Manufacturing, 2006) ....................................................................................................... 13Figura 8: Reservatório numa refinaria no Alaska - USA (alaska-in-pictures.com, 2009) ........................... 15Figura 9: Redução do risco em função do nível da actividade de inspecção ............................................. 19Figura 10: Risco associado à operação de 10 equipamentos numa indústria de processos ..................... 21Figura 11: a)Diferentes abordagens para análise por RBI, b) Paneamento do processo de inspecção baseada no risco ......................................................................................................................................... 23Figura 12: a) Função densidade de probabilidade Weibull para diferentes valores do parâmetro β. Quando β =2 o processo de degradação é linear, b) Função acumulada de probabilidade de Weibull para diferentes valores de β (Rui Assis, 2004) ................................................................................................... 32Figura 13: Matriz de risco segundo a API RP 581 ...................................................................................... 39Figura 14: a) Plano de inspecção quando o risco admissível é excedido b) No momento em que foi realizada a análise RBI o risco admissível já havia sido ultrapassado (API RP 581) C) O risco não atinge o risco admissível na próxima data de inspecção (API RP 581, 2008) ...................................................... 41Figura 15: Diagrama de funcionamento do software .................................................................................. 50Figura 16: Menu inicial do "software" .......................................................................................................... 51Figura 17: a) Janela do “software” para análise do FAIL, b) Janela do “software” para análise do LEAKAGE .................................................................................................................................................... 52Figura 18: Gráfico da evolução da probabilidade de fuga .......................................................................... 63Figura 19: Gráfico da evolução da probabilidade de falha ao abrir ............................................................ 66

XVI

XVII
Índice de Tabelas Tabela 1: Definição das categorias de consequências e probabilidade de falha para a matriz de risco, por área afectada e por custo financeiro. .......................................................................................................... 40Tabela 2: Resultados de inspecção e TR após paragem numa refinaria em 1998 .................................... 56Tabela 3: Resultados de inspecção e TR em válvulas de segurança após paragem em 2000 e 2004, .... 57Tabela 4: Resultados de inspecção e TR em válvulas de segurança após paragem em 2004, ................ 58Tabela 5: Dados básicos necessários numa avaliação RBI API aplicáveis as PRDs (API 581, 2008) ...... 59Tabela 6: Histórico da válvula em estudo mediante a consulta da API RP 581 ......................................... 62Tabela 7: Valores introduzidos no programa e a vida modificada calculada por ele para o LEAKAGE ..... 63Tabela 8: Valores calculados pelo programa para determinação da probabilidade para o LEAKAGE ...... 63Tabela 9: Histórico da válvula em estudo mediante a consulta da API RP 581 ......................................... 65Tabela 10: Valores introduzidos no programa e a vida modificada calculada por ele para o FAIL ............ 65Tabela 11: Valores calculados pelo programa para determinação da probabilidade para o FAIL ............. 66

XVIII

XIX
Simbologia Pr(A ∩ B) Probabilidade de um evento A ocorrer em simultâneo com B
Pr(B|A) Probabilidades a posteriori de B condicional a A
CFfail Factor de confiança caso PRD falhe ao teste ou inspecção
CFpass Factor de confiança caso PRD passe ao teste ou inspecção
Cf,jprd Consequência de falha ao abrir associado ao j-ésimo caso de sobrepressão
Clprd Consequência de fuga associado a um PRD
Df−Total Factor de Dano total
Fc Factor de ajustamento para o caso de falha ao abrir associado ao tipo de PRD
Fenv Factor de ajustamento ambiental
Fop ,j Factor de ajustamento de sobrepressão associado do j-ésimo caso de sobrepressão
Fop Factor de ajustamento de sobrepressão
Fs Factor de ajustamento para o caso de fuga associado ao tipo de PRD
P0 Pressão de sobrepressão
Pf,priorprd Probabilidade de falha a priori
Pf,wgtprd Probabilidade de falha ao abrir ponderada
Pf,jprd Probabilidade de falha ao abrir associado ao j-ésimo caso de solicitação em
sobrepressão Pfail Probabilidade de falha ao abrir
Pl Probabilidade de fuga
Plprd Probabilidade de fuga associado a um PRD
Pp,priorprd Probabilidade de passe a priori associado a um PRD
Riskf,jprd Risco de ocorrer falha ao abrir associado ao j-ésimo caso de solicitação em
sobrepressão associado a um PRD
Riskfprd Risco de ocorrer falha ao abrir associado a um PRD
Risklprd Risco de ocorrer fuga associado a um PRD
Riskprd Risco total associado a um PRD
T� MTTF quando t0 = 0
t0 Parâmetro de localização
tdur ,i Tempo de duração até a próxima inspecção
tinsp Tempo de inspecção
ηdef Vida característica padrão
ηmod Vida característica modificada
ηupd Vida característica actualizada
lnf(x) Logaritmo natural da função f(x)
Γ(n) Função Gama de n
σ Desvio padrão

XX
F(t) Função acumulada de probabilidade de Weibull
Pr(A) Probabilidade de um evento A ocorrer
Pr(B) Probabilidade de um evento B ocorrer
R(t) Fiabilidade em função do tempo
dx Diferencial de x
e Base do logaritmo natural
f(t) Função densidade de probabilidade da distribuição de Weibull
n Número de caso de solicitação em sobrepressão num sistema a que está sujeita
uma PRD ndc Número de cada caso de solicitação em sobrepressão
t Variável tempo na equação de Weibull
β Parâmetro de Weibull (Parâmetro de escala)
η Parâmetro de Weibull (vida característica)

XXI
Abreviaturas AI Inspector autorizado (Autorized Inspector)
AIChE American Institute of Chemical Engineers
API American Petroleum Institute
API RP Prácticas recomendadas do Instituto Americano do Petróleo (API Recommended
Practices)
ASME American Society of Mechanical Engineers
CF Factor de confiança
DIERS Design Institute for Emergency Relief Systems
DRRF Factor de redução da taxa de solicitação do PRD
FAIL Modo de falha ao abrir de uma PRD
ISQ Instituto de Soldadura e Qualidade
IST Instituto Superior Técnico
LEAKAGE
Modo de falha de fuga de uma PRD
MAWP Pressão máxima de trabalho admissível (Maximum Allowed working pressure)
MOC Gestão da mudança (Management of Change for Process Safety)
MTBF Tempo médio entre falhas (Mean time between failure)
MTTF Tempo médio de falha (Mean time to Failure)
NDE Ensaios não destrutivos
OSHA Occupational Safety and Health Administration
PHA Processo de análise de perigos (Process hazard analysis)
PMI Identificação Positiva do Material (Positive Material identification)
PRD Válvulas de Segurança de Equipamentos sob Pressão
PSM Gestão de processos de segurança (Process safety management)
POF Probabilidade de Falha
PRV Válvula de Alívio de Pressão (Pressure Relief Valve)
PWR Reactor de água pressurizada (Pressurized Water Reactor)
QRA Análise quantitativa de risco (Quantitative risk analysis)
RBI Inspecção baseada no Risco
RCM Manutenção centrada na fiabilidade (Reliability-centered maintenance)
TR Testes de recepção
TTFF Tempo da primeira falha (Time To First Failure)

XXII
1
Capítulo 1: Introdução
1.1 Breves considerações sobre o risco Na vida, sempre, desde que nascemos tomamos decisões de risco, seja quando começamos a
frequentar a escola, ou quando decidimos começar a conduzir por tirar a carta de condução ou então
quando queremos comprar uma casa ou mesmo casar. O risco está associado a qualquer evento
adverso (consequência) que pode sobrevir a todos, bem como as possibilidades de ocorrência do
mesmo (Probabilidade de falha). Por exemplo, a pessoa que decide começar a conduzir está consciente
que pode sofrer um acidente que pode resultar em sofrer ferimentos graves ou mesmo a morte, mas a
pessoa aceita correr este risco sabendo que a probabilidade de sofre-lo é muito reduzida (risco
aceitável). Na indústria petroquímica ou petrolífera é imprescindível correr-se risco assim que a
produtividade é tanto maior quanto mais risco a empresa correr. As PRDs constituem os equipamentos
de grande risco nas plataformas industriais, pelo que, a sua inspecção em intervalos óptimos é
fundamental. Os cálculos do risco com a API RBI envolvem a determinação da probabilidade de falha
combinada com a consequência de falha.
A falha de uma PRD é o não cumprimento da sua função, devendo o mesmo ocorrer quando o
equipamento não realiza de maneira nenhuma a sua função ou por executa-lo de forma deficiente não
cumprindo com os objectivos para a qual foi projectado. Neste último caso estamos numa situação duma
perda de contenção devido a pressão na fronteira do equipamento resultando assim em perdas para a
atmosfera ou para um sistema fechado ou então na ruptura do componente pressurizado.
Uma vez que vai-se acumulando o dano sobre um componente pressurizado em serviço, o risco
aumenta em detrimento da probabilidade de falha aumentar. Em determinada altura risco admissível, ou
risco aceitável, será ultrapassado sendo então recomendada uma inspecção de eficácia suficiente para
melhor quantificar os danos e o estado do componente.
Na prática sempre existe a probabilidade de um componente falhar em serviço e esta falha por sua vez
acarreta consequências, por isso dizemos que a inspecção em si não reduz o risco, porém, diminui a
incerteza, permitindo a quantificação dos danos que se verificarão no componente. Na maioria das
situações, uma vez que os riscos forem identificados, soluções alternativas para reduzi-los estão sempre
disponíveis. No entanto, quase todas as grandes perdas comerciais são resultado da incapacidade de
compreender ou gerir os riscos (API RECOMMENDED PRACTICE 581, 2008).
Os estudos resultantes da avaliação de RBI fornecem programas de inspecção. A informação é gerada a
partir de modos de falhas (ou tipos de danos) que possam ser esperados, a partir de técnicas de
inspecção apropriadas a serem utilizadas assim como onde procurar o dano potencial e como
normalmente, as inspecções devem ser realizadas. A RBI é considerada como uma alternativa eficaz
2
para a redução do custo que a inspecção tradicional pode gerar. A RBI é usada no planeamento e
implementação de programas de inspecção e manutenção.
As estatísticas indicam que dos 80% do risco nas plataformas industriais, em geral, 20% estão
relacionados aos equipamentos sob pressão. Para tornar as inspecções e manutenções mais eficientes,
é importante identificar estes 20% de maior risco (http://www.pt.sgs.com, 2006. Último acesso
05/05/2009).
Define-se o risco como a combinação da probabilidade de ocorrência de uma falha durante um intervalo
de tempo com as suas consequências:
𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅 = 𝑃𝑃𝑃𝑃𝑅𝑅𝑃𝑃𝑃𝑃𝑃𝑃𝑅𝑅𝑃𝑃𝑅𝑅𝑃𝑃𝑃𝑃𝑃𝑃𝑃𝑃 𝑃𝑃𝑃𝑃 𝑓𝑓𝑃𝑃𝑃𝑃ℎ𝑃𝑃 𝑥𝑥 𝐶𝐶𝑅𝑅𝐶𝐶𝑅𝑅𝑃𝑃𝐶𝐶𝐶𝐶ê𝐶𝐶𝑅𝑅𝑅𝑅𝑃𝑃 (1.1)
Na equação 1.1, a probabilidade de falha do equipamento é a possibilidade, medida em valores
numéricos, de um determinado equipamento falhar completamente ou não cumprir a função para a qual
foi concebida, ainda que esta falha não implique a paragem do funcionamento do sistema na qual o
equipamento está inserido.
A probabilidade como é sabido é adimensional. A consequência de falha por sua vez é medida em
valores monetários por unidade de tempo (perdas monetárias anuais). Então o risco é quase sempre
medido em €/ano, também pode ser medido em área/ano, isto é, área afectada pelo dano durante um
ano. Mas neste trabalho a unidade de medida considerada é €/ano.
1.2 Objectivos A metodologia da RBI é actualmente a metodologia aprovada, e normalizada da API e constitui o actual
pilar na indústria de processos para o planeamento e definição de intervalos de inspecção com o
objectivo de melhor controlar e mitigar o risco. É especialmente usada na indústria do Petróleo,
Petroquímica Refinaria e na indústria de processos Químicos. O Risco admissível é utilizado como meta
nas operações de inspecção e a probabilidade de falha fornece a base, porque é função do tempo, para
a previsão dos intervalos óptimos de inspecção.
O estudo da RBI tem a sua análise centrada na probabilidade de falha, uma vez que a consequência de
falha de qualquer equipamento pode ser facilmente determinada, seja oriunda de danos ambientais, de
perda de produção, devidos as perdas do fluido no sistema (fugas), devido a paragem para reparação ou
devido a qualquer outra falha que obriga o equipamento a não efectuar o seu normal funcionamento.
Neste trabalho pretende-se consolidar o conhecimento sobre a determinação da probabilidade de falha
das PRDs, isto é, metodologias de análise da probabilidade de falha, parâmetros necessários à análise
da probabilidade de falha e Obtenção dos parâmetros relevantes a sua determinação.
Uma das tarefas levadas a cabo ao longo desta dissertação é a explicitação das normas API RP 580 e
API RP 581 de modos a facilitar a aplicabilidade a casos práticos decorrentes das actividades diárias na
indústria de processos e petroquímica.

3
Nesta dissertação fez-se também um levantamento do actual estado da arte da aplicação da metodologia
da RBI às PRDs na indústria de processos bem como de forma detalhada explicou-se a forma de
obtenção de dados nos locais em que os equipamentos estão inseridos.
Desenvolveu-se um “software” que pode funcionar em qualquer computador que utiliza o sistema
operativo do “Windows” baseado completamente na norma API RP 581 e capaz de calcular os
parâmetros necessário a determinação da probabilidade falha através da função de Weibull, isto é os
parâmetros η e β, que em si não é tão simples a sua determinação quando se trata de válvulas de
segurança de equipamentos sob pressão, também calcula-se com este software a probabilidade de falha
para os diferentes modos de falha para este tipo de equipamento.
Faz-se também uma descrição dos vários tipos de válvulas de segurança de equipamentos sob pressão
e suas aplicações de modos a familiarizar o utilizador/inspector do trabalho bem como dos equipamentos
que irá encontrar na indústria.
1.3 Organização da Dissertação Capítulo 1 – Introdução
Neste capítulo é introduzido breves considerações e os objectivos pretendidos nesta dissertação, bem
como o enquadramento e o estado da arte da metodologia da RBI API aplicado às PRDs
Capítulo 2 – Fundamentos das PRDs
Faz-se uma visão geral do que o mercado e a indústria têm a oferecer no que respeita as válvulas de
segurança de equipamento sob pressão. É fundamental conhecer o funcionamento e a aplicação desses
dispositivos, só assim garante-se um estudo e uma avaliação baseada no risco bastante eficaz e
actualizada. Neste capítulo também apresenta-se que programas de inspecção e gestão do risco estão
disponíveis aos PRDs bem como seu histórico no que respeita ao fabrico e a sua inspecção.
Capítulo 3 – Análise da norma API RP 580 para aplicação as PRDs
Este documento constitui a normalização da metodologia e procedimentos a adoptar para se efectuar
uma avaliação de RBI API para diferentes equipamentos. Portanto torna-se imprescindível que se faça
uma análise ao seu conteúdo, mas considerando a sua aplicação as PRDs. Informações como a forma
de aquisição de dados, tipo de dados, identificação do mecanismo de falhas, assim como informações
que tem a ver com o nível de preparação do inspector são abordadas neste capítulo.
Capítulo 4 – Análise do modelo Weibull
Este modelo estatístico é adoptado pela API para avaliação da vida dos equipamentos por eles
estudados. Neste capítulo, portanto faz-se uma introdução a função densidade de probabilidade de
Weibull assim como a sua adequação ao estudo da probabilidade de falha. Também introduz-se

4
sucintamente o cálculo de actualização bayesiana, pois a actualização dos dados feito neste trabalho
baseia-se no teorema de Bayes.
Capítulo 5 – Análise da adequação da norma API RP 581 para aplicação as PRDs
Esta norma é mais adequada estudo de carácter quantitativo, como se confirmará neste capítulo. Define-
se aqui como se determina os planos de inspecção atendendo o risco admissível. Também aborda-se
sobre a matriz de risco, os tipos de avaliação RBI, quer seja qualitativa, semi-quantitativa ou qualitativa.
Por fim apresenta-se os procedimentos na qual baseou-se para se determinar os parâmetros de estudo e
a probabilidade de falha.
Capítulo 6 – Desenvolvimento do “software” para aplicação as PRDs
Este assim como os capítulos a seguir são os capítulos mais práticos, onde se debruça sobre o
desenvolvimento do “software”, e a sua aplicação a casos práticos.
Capítulo 7 – Aplicação da metodologia e do software a casos práticos
É mostrado neste capítulo dois casos pertinentes de avaliação que conduz a uma avaliação RBI API, não
sendo, apenas, pela ausência de dados para se calcular as consequências. Mas é aqui apresentado aqui
como a norma permite calcular os parâmetros de Weibull e subsequentemente a probabilidade de falha
tanto para um modo de falha de fuga como para um modo de falha ao abrir que são os dois modos de
falha principais para os PRDs. É feita também uma breve justificação dos resultados.
Capítulo 8 – Conclusões e perspectivas de trabalho para o futuro
Capítulo 9 – Referências bibliográficas
1.4 Estado da arte Desde o início do século 20 muitos códigos e práticas de inspecção têm sido publicadas com vistas a
normalizar as actividades de inspecção e garantir a segurança em vários sectores da indústria que
utilizam as PRDs. Assim podemos acompanhar o seu desenvolvimento como se segue:
Em 1911 a ASME criou um comité para caldeiras e reservatórios de pressão, que levou a criar normas
para os mesmos seja para concepção e inspecção.
Em 1955 a API publicou o primeiro documento sobre sistemas de alívio de pressão
Em 1969 novamente a API voltou as publicações com a criação da API RP 521 separada da API RP 520.
Em 1976 a ALChE formou a DIERS, como um instituto de projectos para emergências em sistemas de
alívio de pressão.
Em 2000 a API publicou a primeira edição do código API RBI 581 dele derivando a API RP 580.
Em 2002 a API publicou a primeira edição da API RP 580 que estudaremos mais adiante.
Em 2008 surge a segunda edição da API RP 581

5
Capítulo 2: Fundamentos das PRDs
2.1 Projectos das PRDs As PRDs são dispositivos concebidos para ajudar que a pressão exterior ou vácuo de um recipiente não
ultrapasse valores pré-determinado fazendo isso pela transferência de fluido, para o exterior ou para um
sistema fechado de processamento do mesmo, em situação de emergência ou em condições anormais.
Agindo em condições de emergência ou em condições anormais, a transferência de fluido pode salvar
vidas humanas e propriedades.
Os principais tipos de PRDs estão divididos em três grupos, como se vê na figura 1, a saber:
1. Válvulas de alívio de pressão de fecho automático (Reclosing Pressure Relief Devices)
2. Válvulas de alívio de pressão para pressão de vácuo (Vacuum Pressure Relief Devices)
3. Válvulas de alívio de pressão de fecho manual (Nonreclosing Pressure Relief Device)
Figura 1: Classificação das PRDs
Nota-se mais adiante estes tipos de válvulas bem como a sua função e principais aplicações.
Válvulas de alívio de pressão de fecho automático. Uma PRD de fecho automático são válvulas
destinadas a fechar após a actuação. Existem muitas PRDs deste tipo. Segue-se então a sua
classificação e o nome pelas quais eles são vulgarmente conhecidos.
a) Válvulas de alívio de pressão (pressure relief valve, PRV): consiste num dispositivo de alívio de
pressão destinado a accionar quando actuado uma pressão estática de entrada e fechar depois
das condições normais serem restauradas. E podem ser dos seguintes tipos e ter um ou mais dos
seguintes recursos de projecto:
1) Válvula de curso baixo (Low-lift PRV): uma válvula de alívio de pressão em que a área
de descarga real é a área de cortina (separação).
2) Válvula de curso completo (Full-lift PRV): uma válvula de alívio de pressão em que a
área de descarga real é a área de furo.
3) Válvula de passagem reduzida (Reduced bore PRV): uma válvula de alívio de pressão
em que a área de passagem do fluxo abaixo da base é inferior à área de superfície do
fluxo à entrada da válvula.

6
4) Válvula de passagem completa (Full-bore PRV): Uma válvula de alívio de pressão em
que a área de passagem é igual à área de fluxo de entrada para a válvula e não existe
nenhuma saliência na passagem.
5) Válvula tipo Mola carregada directamente (Direct spring-loaded PRV): Uma válvula de
alívio de pressão na qual o disco é mantido fechado por uma mola.
6) Válvula tipo Piloto Operada (Pilot-operated PRV): uma válvula de alívio de pressão na
qual o disco é mantido fechado pela pressão do sistema e a pressão de operação é
controlada por uma válvula piloto accionada pela pressão do sistema.
7) Válvula tipo convencional (Conventional direct spring-loaded PRV): uma válvula de alívio
de pressão tipo Mola carregada directamente cujas características operacionais são
directamente afectadas por mudanças na pressão de retorno.
8) Válvula tipo balanceada (balanced direct spring-loaded PRV): uma válvula de alívio de
pressão tipo Mola carregada directamente que incorpora os meios de minimizar o efeito
da pressão de retorno sobre as características operacionais (pressão de abertura,
pressão de fecho e capacidade de alívio da pressão)
9) Válvula tipo Mola interna (internal spring PRV): uma válvula de alívio de pressão do tipo
Mola carregada directamente cuja mola e todas ou algumas partes do mecanismo de
funcionamento fica exposta à pressão do sistema quando a válvula está fechada.
10) Válvula de alívio de pressão e temperatura (temperature and pressure relief valve): uma
válvula de alívio de pressão que pode ser accionada por pressão à entrada da válvula ou
temperatura à entrada da válvula.
11) Válvula de accionamento externo (Power-actuated PRV): uma válvula de alívio de
pressão accionada por um dispositivo de controlo externo aparte da válvula.
12) Válvula de alívio (relief valve): uma válvula de alívio de pressão caracterizada por uma
progressiva abertura que é geralmente proporcional ao aumento de pressão. Ele é
normalmente usado para fluidos incompressíveis.
b) Válvula de segurança e alívio (Safety relief valve): uma válvula de alívio de pressão caracterizada
pela rápida abertura ou por uma progressiva abertura que é geralmente proporcional ao aumento
de pressão. Ele pode ser usado para fluidos compressíveis ou incompressíveis.
c) Válvula de segurança (Safety valve): uma válvula de alívio de pressão caracterizada por abertura
rápida e normalmente usado para fluidos compressíveis (ASME PTC, 2009).
Válvulas de alívio de pressão de vácuo. Uma válvula de alívio de pressão de vácuo, é um dispositivo
de alívio automático de vácuo accionado pela pressão de vácuo no equipamento protegido. As válvulas
de alívio de pressão de vácuo geralmente são usadas para proteger os tanques de armazenamento a
pressão atmosférica e baixa pressão contra pressões altas suficiente para danificar tais tanques. As
válvulas de alívio de pressão de vácuo não são usadas para aplicações que exijam uma pressão de
ajuste de mais de 103 kPa (15 lbf/in2).
7
Estas válvulas classificam-se em três categorias: (1) válvula de ajuste de pressão de vácuo, (2) Válvulas
de alívio de pressão, e (3) Válvulas de alívio de vácuo.
(a) Válvula de ajuste de pressão de vácuo (Pressure vacuum vent valves): O projecto das válvulas
de ajuste de pressão de vácuo ou válvula de alívio de pressão de vácuo mantém um anel
retentor apertado até que a pressão do sistema ou vácuo excede a pressão de abertura.
(b) Válvulas de alívio de pressão (Pressure relief valves): O projecto desta válvula de alívio de
pressão promove a protecção contra sobrepressão positiva, impede a entrada de ar e a perda
por evaporação do produto e ajuda a conter os vapores odoríferos e potencialmente perigosos.
(c) Válvulas de alívio de vácuo (Vacuum relief valves): Para estas válvulas também o seu projecto
fornece protecção contra sobrepressão de vácuo, ajuda a evitar perdas por evaporação do
produto e a conter os vapores de odoríferos potencialmente perigosos (Mohammad A. Malek,
2006). Válvulas de alívio de pressão de fecho manual. As válvulas de alívio de pressão de fecho manual são
dispositivos de alívio de pressão que permanece aberto depois da operação. Existem muitos tipos de
dispositivos de alívio de pressão de fecho manual, e podem ser classificados de acordo com os recursos
utilizados no seu projecto
Recursos de projecto:
(a) Dispositivo tipo de baixo curso (Low-lift device): um dispositivo no qual a área de descarga real é
dependente da elevação do disco.
(b) Dispositivo tipo de alto curso (Full-lift device): um dispositivo no qual a área de descarga real é
independente da elevação do disco.
(c) Dispositivo tipo de passagem reduzida (Reduced bore device): um dispositivo no qual a área de
passagem de fluxo abaixo da base é inferior a superfície de passagem de fluxo à entrada do
dispositivo.
(d) Dispositivo tipo de passagem completa (Full-bore device): um dispositivo no qual a área de
passagem de fluxo abaixo da base é igual a área de passagem de fluxo à entrada do dispositivo.
Tipos de projecto:
(a) Discos de ruptura (frangible, bursting and rupture disk device): trata-se de um dispositivo que
contêm um disco que se rompe quando a diferença de pressão estática a montante e a jusante do
disco atinge um valor predeterminado. Um dispositivo de disco de ruptura deve incluir um disco de
ruptura e também pode incluir um suporte para o disco.
(b) Pinos de ruptura (pin device): um dispositivo accionado pela diferença de pressão estática ou
pressão estática de admissão e destinado a funcionar pela activação de uma secção de rolamento
de carga com um pino que suporta o elemento que contém a pressão. Um pino é o elemento de
forma cilíndrica fina que suporta uma pressão até a sua ruptura (o pino funciona como funciona as
molas para as válvulas convencionais). Exemplos destes dispositivos incluem os seguintes:

8
(1) Pino de ruptura (breaking pin device): dispositivo projectado para funcionar pela quebra da
secção de transporte de carga que consiste num cilindro fino que suporta o elemento que contém
a pressão.
(2) Pino de flambagem (buckling pin device): dispositivo projectado para funcionar pela flambagem
da secção de transporte de carga que consiste num cilindro fino que suporta o elemento que
contém a pressão.
(3) Pino de corte (shear pin device): dispositivo projectado para funcionar pelo corte da secção de
transporte de carga que consiste num cilindro fino que suporta o elemento que contém a
pressão.
(d) Dispositivo tipo Mola-Carregada directamente (direct spring-loaded device): um dispositivo
accionado por uma diferença de pressão ou pressão de admissão estática na qual o disco é mantido
fechado por uma mola. Sob actuação tal disco mantém-se aberto através de um mecanismo que o
prende.
(e) Dispositivo tipo Piloto operado (pilot-operated device): um dispositivo no qual o disco é mantido
fechado pela pressão do sistema e a pressão de operação é controlada por um piloto accionado pela
pressão do sistema. O piloto pode consistir em um dos dispositivos listados acima (ASME PTC,
2009).
2.2 As PRDs na actividade diária As PRDs são consideradas como um dos mais importantes dispositivos de segurança a nível industrial
sejam eles instaladas em plataformas da indústria petrolífera em caldeira de pressão ou de qualquer
reservatório de pressão. As PRDs protegem o sistema quando a pressão no interior do sistema ou
recipiente sob pressão aumenta, por qualquer um motivo e esta pressão excessiva ameaça explodir o
reservatório. Estes dispositivos são usados para proteger equipamentos sob pressão, como se pode ver
na figura 2, superior a pressão máxima admissível de trabalho (MAWP). Se ela falha em desempenhar a
função para a qual foi concebida, ocorrerá então uma sobrepressão dentro do reservatório ou caldeira,
resultando em perigosas explosões e incêndios, que poderão por sua vez provocar danos ambientais e
económicos gravíssimos. Estes equipamentos agem como a última linha de defesa, pois são dispositivos
mecânicos que salvam vidas e bens (ASME, 2009).

9
a)
b)
Figura 2: a) Vários tipos de dispositivos de alívio de pressão, b) Sua potencial aplicação, uma refinaria (Equity, 2009)
As PRDs são equipamentos largamente utilizados actualmente na indústria, e a sua aplicação está
intrinsecamente ligada a segurança económica da indústria energética e química. Assim podemos
verificar a sua larga aplicação neste ramo da indústria.
Válvulas de segurança para Caldeiras de potência
Uma caldeira de potência é a caldeira na qual o vapor de água ou outro vapor é gerado a uma pressão
superior a 103,421 kPa (15 psi) para uso externo de si mesmo.
A caldeira de potência é basicamente uma caldeira de alta pressão, e inclui os seguintes tipos:
Caldeira eléctrica - uma caldeira de potência ou uma caldeira de água a alta temperatura em que a fonte
de calor é a electricidade.
Caldeira de água a alta temperatura - destinada ao funcionamento a pressões superiores a 1103,161 kPa
(160 psi) e / ou temperaturas superiores a 250 ° F.
Vaporizador de fluidos orgânicos - um dispositivo semelhante a uma caldeira na qual um fluido orgânico
é vaporizado através da aplicação de calor resultante da combustão de combustíveis (sólido, líquido ou
gasoso).
As válvulas de segurança são utilizadas nas caldeiras de potência que geram vapor. Caldeiras de
potência como as Caldeiras eléctricas, Mini caldeiras, e Vaporizador de fluidos orgânicos geralmente são
equipados com válvulas de segurança. Por outro lado a caldeira de potência como a caldeira de água a
alta temperatura utiliza válvula de alívio e segurança.

10
a)
b)
Figura 3: a) Uma caldeira, b) Tipo de válvula de alívio e segurança que se usa (Watts, ASME, 2006)
As válvulas de segurança e válvulas de alívio e segurança são as mais importantes válvulas numa
caldeira de potência. Acidentes catastróficos podem ocorrer se as válvulas de segurança não conseguem
abrir, no caso, uma explosão da caldeira de potência. Por isso é dada grande importância a inspecção e
reparação de válvulas de segurança.
PRDs para reservatórios de pressão
Os reservatórios de pressão são recipientes fechados projectados para conter altas pressões sejam elas
provenientes do interior ou do exterior, e estes reservatórios são estáticos, no sentido de não serem
transportáveis, ver figura 4. As pressões impostas a estes reservatórios podem ser de fonte externa,
através da aplicação de calor a partir de uma fonte directa ou indirecta, ou por qualquer combinação
destas duas fontes enquanto a pressão interna num reservatório desenvolve-se a partir de processos
que envolvem mudanças de estado, temperatura e condições de pressão e temperatura que são
impostas aos fluidos. A pressão externa sobre um reservatório pode ser imposta por um vácuo interno ou
por uma pressão do fluido entre um invólucro exterior e a parede do reservatório. Se um reservatório de
pressão não conseguir conter as altas pressões internas e externas os componentes do reservatório
podem falhar causando acidentes perigosos.
Os reservatórios de pressão geralmente estão sujeitos a uma pressão interna ou externa de
funcionamento acima de 103 kPa (15 psi).
Os reservatórios de pressão são projectados e construídos com diversas formas as quais podem ser
cilíndrica com cabeças, esféricas, esferoidais, caixas, ou sem uma forma definida. Os tipos mais comuns
destes tipos de reservatórios funcionam como caldeiras, aquecedores de água, tanques de expansão,
aquecedores de água de alimentação, colunas, torres, reactores, permutadores de calor, condensadores,
11
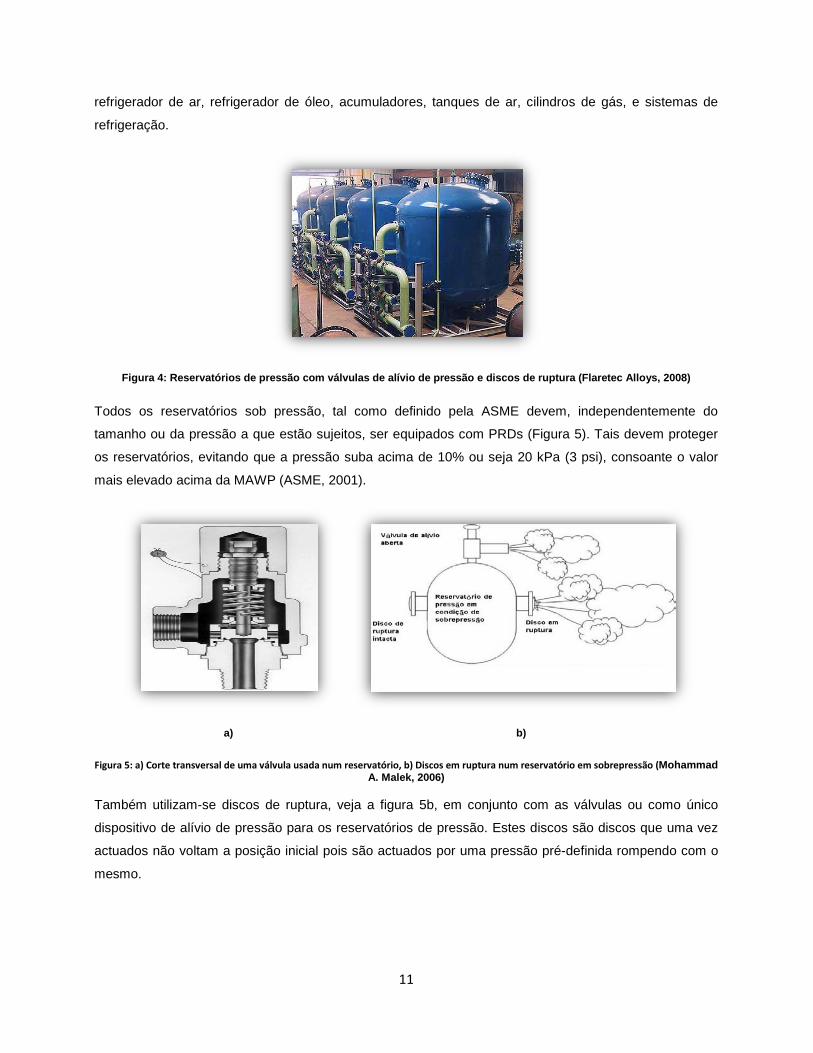
refrigerador de ar, refrigerador de óleo, acumuladores, tanques de ar, cilindros de gás, e sistemas de
refrigeração.
Figura 4: Reservatórios de pressão com válvulas de alívio de pressão e discos de ruptura (Flaretec Alloys, 2008)
Todos os reservatórios sob pressão, tal como definido pela ASME devem, independentemente do
tamanho ou da pressão a que estão sujeitos, ser equipados com PRDs (Figura 5). Tais devem proteger
os reservatórios, evitando que a pressão suba acima de 10% ou seja 20 kPa (3 psi), consoante o valor
mais elevado acima da MAWP (ASME, 2001).
a)
b)
Figura 5: a) Corte transversal de uma válvula usada num reservatório, b) Discos em ruptura num reservatório em sobrepressão (Mohammad A. Malek, 2006)
Também utilizam-se discos de ruptura, veja a figura 5b, em conjunto com as válvulas ou como único
dispositivo de alívio de pressão para os reservatórios de pressão. Estes discos são discos que uma vez
actuados não voltam a posição inicial pois são actuados por uma pressão pré-definida rompendo com o
mesmo.

12
As PRDs para sistemas nucleares
Os Sistemas nucleares são protegidos contra as consequências decorrentes da aplicação de condições
de pressão e temperatura que causariam que tanto as pressões especificadas de projecto ou a de
serviço fossem ultrapassadas. Estes dispositivos são utilizados quando a condição, considerada no
Relatório de protecção contra sobrepressão, causasse que o limite especificado do projecto fosse
ultrapassada. Nos sistemas nucleares existem linhas de vapor chamadas principais linhas de vapor,
estas devem ser protegidas com válvulas de segurança.
Válvulas de segurança para a linha principal de vapor (Figura 6 a). Estas válvulas são necessárias sobre
as principais linhas de vapor para proteger o gerador de vapor (de um sistema ou reactor nuclear) de
sobrepressão. Esta válvula de segurança avançada actua com o princípio da pressurização, isto é, o
fluxo de vapor ou do fluido em causa na área de controlo piloto é limitado e a velocidade é controlada
para se prevenir que haja erosão e fugas.
a)
b)
Figura 6: a) Válvula de alívio de linha principal de vapor com motor eléctrico opcional de recurso, b) Válvula de alívio para proteção de sobrepressão de pressurizador (CCI Nuclear Valve, 2007)
Válvula de segurança de pressurizador (Figura 6 b). O objectivo desta válvula de segurança é proteger o
circuito primário de um PWR (Reactor de água pressurizada) contra sobrepressão. A um determinado
valor de pressão pré-definida (MAWP) a válvula abre e liberta vapor, água ou hidrogénio do
pressurizador para um reservatório. Também são usados discos de ruptura.
As PRDs para reservatórios de pressão transportáveis
Os reservatórios transportáveis são utilizados para o transporte de mercadorias perigosas através de
vias terrestres, férreas, aérea, ou marítima. O reservatório é constituído por um recipiente sob pressão,
equipamentos de serviço e componentes estruturais externos.

13
Todos os reservatórios de pressão transportáveis, independentemente do tamanho e da pressão a que
estão sujeitos, devem estar providos com uma ou mais PRDs para protecção contra sobrepressões. O
proprietário do equipamento deve ser o responsável pela instalação destes dispositivos. O fabricante do
reservatório não tem a obrigação de fornecer as PRDs. As autoridades reguladoras podem especificar as
características operacionais, bem como definir pontos, requisitos de capacidade, etc, para os dispositivos
de alívio de pressão utilizados para várias aplicações (ASME Code requirements Sec. XII, 2004).
Os reservatórios de pressão transportáveis não devem estar submetidos à pressão superior a pressão
máxima permitida como se pode consultar no apêndice do ASME Sec. XII. (Mohammad A. Malek, 2006)
Geralmente, são usados dois tipos de válvulas de alívio de pressão para aplicações em reservatórios de
pressão transportáveis, os internos e os externos.
Válvula de segurança interna. Consiste numa mola que é instalada de tal forma que a maior parte do
corpo da válvula fica dentro do reservatório (Figura 7a). A válvula é accionada quando houver
sobrepressão no interior do reservatório. Não existem disposições para a activação manual da válvula.
a)
b)
Figura 7: a) Válvulas de alívio de pressão interna, b) Componente de uma válvula de alívio de pressão externa (Midland Manufacturing, 2006)
Válvulas de segurança externa. Também funcionam com o princípio da mola, mas ao contrário das
internas estas válvulas são instaladas de tal forma que a maior parte do corpo da válvula permanece no
topo (exterior) do reservatório (Figura 7b). A válvula é accionada por sobrepressão no reservatório. Não
existem disposições para a activação manual da válvula.
Os discos de ruptura para este tipos de reservatórios são discos que uma vez actuados não voltam a
posição inicial pois são actuados por uma pressão pré-definida rompendo com o mesmo. São discos de
ruptura testados pelo fabricante.

14
As PRDs para a indústria do petróleo
Depois de longo tempo de obscurantismo no uso do petróleo que se verificou durante a idade média, ele
ressurgiu nos meados dos anos de 1850s, quando químicos amadores e profissionais da Europa e dos
Estados Unidos começaram a fazer experiencias para refina-lo e obter assim um combustível seguro
para ser usado na iluminação. Assim em 1854 foi patenteado nos Estados unidos o Querosene
(LEONARDO MAUGERI, 2006).
Mas a medida que se explorava este recurso bastante útil foi se verificando debilidades nas técnicas de
extracção, pois obtinha-se o Crude com técnicas e dispositivos amadores. A indústria do petróleo como
tal surgiu em 1859 na Pensilvânia, USA, quando Edwin Drake começou a perfurar o primeiro poço de
petróleo para fins comerciais com uma máquina de perfuração. Dois anos mais tarde abriu-se a primeira
refinaria para se processar então a transformação do crude em Querosene.
A evolução das simples refinarias de destilação aos modernos e sofisticados processos gerou a
necessidade de mais segurança no processo. O processamento do crude em gases e líquidos
inflamáveis, a alta temperatura e pressão, usando reservatórios de pressão, tubagens e outros
equipamentos sujeitos a tensão e corrosão requeria cada vez mais consideráveis níveis de
conhecimento, controle e perícia pois estes reservatórios são especialmente concebidos para resistir ao
ambiente corrosivo dos produtos petrolíferos.
As PRDs devem proteger os reservatórios de pressão, as tubagens e outros equipamentos na indústria
do petróleo por abrirem automaticamente a uma determinada pressão e assim prevenir consequências
destrutivas por excesso de pressão nos sistema e nos reservatórios de armazenagem, prevenindo nos
casos extremos explosões e incêndios o que implica perdas económicas elevadas (Mohammad A. Malek,
2006).
A API há 75 anos tem sido a principal associação comercial representando quase 400 membros no que
tange a todos os aspectos relacionados ao petróleo e gás natural desde a maior empresa do ramo do
petróleo à menor, sejam eles independentes ou não, provenientes de todos os segmentos da indústria.
Entre eles estão empresas exploradoras, produtoras, refinarias, empresas que operam com tubagens e
petroleiros, bem como as empresas fornecedoras de serviço e produtos que suportam todos os
segmentos da indústria. (API, 29 Maio 2009)
Desde um tempo a esta parte a API tem vindo a publicar vários códigos e normas para a indústria
petrolífera e do gás. As seguintes normas são aplicáveis as PRDs:
API 510: Pressure Vessel Inspection Code: Inspection, Rating, Repair, and Alteration
RP 520: Sizing, Selection, and Installation of Pressure Relieving Devices in Refineries
Parte I - Sizing and Selection

15
Parte II - Installation
RP 521: Guide for Pressure-Relieving and Depressuring Systems
Std 526: Flanged Steel Pressure Relief Valves
Std 527: Seat Tightness of Pressure Relief Valves
RP 576: Inspection of Pressure Relieving Devices
Std 620: Design and Construction of Large, Welded, Low-Pressure Storage Tanks
Std 650: Welded Steel Tanks for Oil Storage
Std 2000: Venting Atmospheric and Low-Pressure Storage Tanks
Bull. 2521: Use of Pressure-Vacuum Vent Valves for Atmospheric Pressure Tanks to Reduce Evaporation
Loss
API recommended practice 581 - Risk-Based Inspection Technology
Parte I - inspection planning using API RBI technology
Sobre esta última norma e da norma API RP 580 debruçar-se-á mais adiante pois a análise da
metodologia de inspecção baseada no risco considerada nesta dissertação basear-se-á nelas.
As PRDs são utilizadas na indústria do petróleo tanto na exploração e produção bem como na refinaria,
mas especialmente neste último ramo da indústria do petróleo, a refinaria (Figura 8).
Figura 8: Reservatório numa refinaria no Alaska - USA (alaska-in-pictures.com, 2009)
As PRDs para a protecção dos equipamentos. As indústrias petroquímicas e de petróleo comummente
utilizam as PRDs para protecção dos seus equipamentos.
A maioria dos dispositivos automáticos de alívio de pressão comuns, tais como as válvulas de alívio de
pressão, válvulas de alívio de pressão piloto operada e discos de ruptura, são equipadas em vários tipos
de recipientes sob pressão instalados na indústria do petróleo. As válvulas de alívio de pressão ou os
discos de ruptura podem ser utilizados independentemente ou em combinação entre si de modos a
fornecer a protecção necessária contra a excessiva acumulação de pressão nos reservatórios.

16
Os reservatórios das refinarias exigem uma protecção especial contra sobrepressões. A válvula de alívio
de pressão de vácuo provê protecção contra as sobrepressões de vácuo, impede a entrada de ar no
reservatório, a perda de produtos por evaporação, e ajuda a conter odoríferos perigosos e vapores
potencialmente explosivos.
2.3 Programas de inspecção e gestão do risco para os PRDs
2.3.1 Breve historial sobre as PRDs e seus métodos de inspecção
A válvula de segurança é um dispositivo de alívio de pressão que existe desde 1682, foi inventada pelo
físico francês Denis Papin. O modelo inventado por Papin funcionava com um sistema de contrapeso,
onde um peso ao ser movimentado ao longo de uma alavanca alterava a sua pressão de ajuste1
Em 1848 o inglês Charles Ritchie foi o primeiro a introduzir um meio de aproveitar as forças expansivas
do fluido para aumentar o curso de abertura do disco da válvula. Este consistia num anel simples em
volta da área de vedação do bocal, porém, era fixo. Hoje no lugar desse anel simples existe o anel do
bocal, uma peça roscada usada para variar a força de abertura da válvula.
.
Em 1863 Willian Naylor introduziu mais uma melhoria para aumentar o curso de abertura da válvula,
aumentando a força reactiva. Esta melhoria era um segundo anel em volta do disco, e que hoje em dia é
uma “saia” na face inferior do suporte do disco ou um anel superior roscado. As válvulas modernas
utilizam os princípios de projecto de ambos para aproveitar as forças reactivas e expansivas do fluído de
processo para alcançarem o curso máximo e consequentemente o caudal máxima. A válvula de
contrapeso devido a sua falta de precisão foi responsável por diversas explosões de caldeiras e vasos de
pressão e consequentes perdas de vidas. Por isso é que actualmente O código ASME Secção I não
permite que sejam instaladas válvulas de contrapeso em caldeiras.
Somente a partir de 1869 é que foi inventada a válvula de segurança tipo mola a partir do projecto de
dois americanos, George Richardson e Edward H. Ashcroft.
A ASME (American Society of Mechanical Engineers) foi criada em 1880 como uma Sociedade Técnica e
Educacional de Engenheiros Mecânicos.
Nos Estados Unidos, durante 5 anos entre 1905 e 1911 houve pelo menos 1700 explosões de caldeiras
resultando em 1300 mortes. Em função disto, em 15 de Setembro de 1911, o ASME foi chamado a
elaborar o anteprojecto de um código de projecto e estabelecer as especificações para a construção de
caldeiras e outros recipientes sob pressão. Assim foi formado um Comité de Caldeiras e Vasos de
Pressão e com este surgiu a primeira secção do código ASME para vasos de pressão submetidos a fogo
(Caldeiras). Em 14 de Dezembro de 1914, o Comité de caldeira e o Comité Consultivo iniciaram
1 Pressão de ajuste ou “set pressure” é a pressão pré-definida na qual a válvula actua quando a pressão do sistema atingir este valor.

17
preparação de um projecto final. O primeiro código ASME, que consiste em regras de construção de
caldeiras foi adoptado na Primavera de 1915. Esta secção do código tornou-se uma exigência obrigatória
em todos os estados dos E.U.A. que reconheceram a necessidade de um regulamento. Foi publicada
então em 1914 e formalmente adoptada na primavera de 1915 (Mohammad A. Malek, 2006).
Actualmente existem normas e padrões reconhecidos mundialmente que descrevem regras e
procedimentos quanto ao projecto, dimensionamento, inspecção e instalação de válvulas de alívio e/ou
segurança em caldeiras e processos industriais.
2.3.2 Inspecção das PRDs
Começa-se por definir inspecção como toda actividade unitária, ou conjunto organizado de actividades
destinadas a caracterizar e documentar o estado em que se encontra determinado equipamento,
tubagem ou sistema constituído por equipamentos e tubagens. As válvulas de segurança como já vimos
carecem de devidos e eficientes planos de inspecção de modo a minimizar o risco envolto ao seu
funcionamento.
Uma PRD devidamente projectado, construído e instalado é suposto garantir a segurança do pessoal e
proteger o equipamento em circunstâncias anormais. Assim entra em cena o papel da inspecção para os
PRDs, ela deve ser feita para garantir a protecção em caso de situações de emergência. Esta inspecção
deverá incluir factores que possam vir a afectar o desempenho da válvula. São considerados os
seguintes factores:
Variação da temperatura, Factores ambientais e do sistema
Vibração
Resíduo nas partes internas da válvula
Elementos da válvula submetido a tensão
Turbulência no fluido
Dimensionamento e configuração de tubagem de descarga
Dimensionamento e configuração de tubagem de admissão
Diâmetro interno
Os Dispositivos de alívio de pressão, como também podemos chamar as PRDs, devem ser
inspeccionados por um inspector autorizado (Authorized Inspector, AI) que é qualificado pela área de
jurisdição ou a devida entidade jurídica. Dependendo das leis e regras regionais os PRDs são
inspeccionados regularmente por um AI, ele deve ter conhecimento e experiência necessária sobre os
códigos da ASME e os códigos da API. Na ausência de regras e leis jurisdicionais, a inspecção deve ser
conduzida por um engenheiro com experiência na área de tecnologia dos dispositivos de alívio de
pressão (Mohammad A. Malek, 2006).
Alguns riscos já são reconhecidos por não poderem ser geridos somente por inspecção.
Exemplos de situações onde a inspecção pode não ser suficiente na gestão de riscos a níveis aceitáveis
são:
Equipamento próximo do fim da vida.
18
Mecanismos de falhas (tais como fractura frágil e fadiga), onde a prevenção de falha
depende, principalmente, da operação dentro de valores pré-definidos de pressão /
temperatura.
Riscos dominados por consequência.
Como temos vindo a considerar até aqui a inspecção baseada no risco (RBI) constitui o actual estado da
arte na indústria de processo, para o planeamento da inspecção e definição de janelas de operação com
vista ao controlo e mitigação do risco em particular nas indústrias do petróleo e petroquímica. O risco é
utilizado como critério de prioritização das actividades de inspecção e a sua componente da
probabilidade de falha tem sido a base para a previsão dos intervalos óptimos de inspecção. Vejamos
brevemente uma introdução do que consiste a RBI.
De forma mais detalhada e específica dêmos agora um olhar a norma “API RECOMMENDED PRACTICE
580 - RISK-BASED INSPECTION”, assim conheceremos a abrangência dela bem como a sua
adequação a inspecção baseada no risco para as PRDs.

19
Capítulo 3: Análise da norma da API RP 580 para aplicação as PRDs
3.1 Introdução Como já foi referido, a API e ASME dedicam seus esforços em criar códigos e normas para assegurar o
bom funcionamento das válvulas de segurança. Assim, estas duas entidades criaram códigos e normas
para se garantir o projecto adequado à instalação e funcionamento dos PRDs de modo a não se
ultrapassar riscos inaceitáveis que podem advir do funcionamento dos mesmos.
Uma das normas que tem sido bastante usada desde um tempo a esta parte é a norma da API RP 580
PRÁTICAS RECOMENDADAS – INSPECÇÃO BASEADA NO RISCO. Esta tem sido o documento oficial
para práticas de inspecção baseada no risco usado desde então.
Esta norma pode ser usada para se gerir o risco global de uma instalação concentrando esforços de
inspecção nos equipamentos que representam riscos mais elevados.
Os custos relacionados a inspecção pode ser reduzida pela redução dos esforços de inspecção nas
áreas identificadas como tendo menor risco. O Gráfico da Figura 9 mostra como o risco pode ser
reduzido em função do nível da actividade de inspecção.
Figura 9: Redução do risco em função do nível da actividade de inspecção
Como já referimos, o cálculo do risco nas normas da API RBI envolve a determinação da probabilidade
de falha e a consequência de falha do equipamento pressurizado. A falha por sua vez é definida como a
perda de contenção resultando em fuga para a atmosfera ou a ruptura do reservatório. Também, é de
notar que a acumulação de dano ao longo do tempo resulta no aumento do risco.
Assim a inspecção baseada no risco da API desempenha um papel fundamental no que concerne a
melhor quantificação do dano, bem como na redução da incerteza e redução da probabilidade de falhas
inesperadas.

20
3.2 Estado da documentação API RBI A API RBI iniciou-se como um projecto industrial conjunto em 1992, após esta data foram produzidas
duas publicações, a saber, API 580 (primeira edição, Maio de 2002) e API 581 (primeira edição, Maio de
2000). A primeira publicação, API 580, introduz os princípios e apresenta as orientações gerais mínimas
para a prática da RBI. Está previsto o lançamento da segunda edição para o ano de 2009. Já a segunda
publicação, API 581, prevê métodos quantitativos de RBI para planificação da inspecção. Este último
inicialmente era um único documento que era conhecido como um documento básico de recurso para
inspecção baseada no risco. Em Setembro de 2008 surgiu a segunda edição, Tecnologia da API RBI que
foi uma revisão significativa da primeira edição e foi dividida em três partes:
Parte 1: Planos de Inspecção usando a tecnologia da API RBI
Parte 2: Determinação da probabilidade de falha numa avaliação API RBI
Parte 3: Análise da consequência numa avaliação API RBI
Estas normas, e em particular a API 580, não abrangem a infinidade de equipamentos que existem ou
possam vir a existir, embora os seus princípios possam vir a ser úteis na análise de outros
equipamentos. Uma vez que a API é um instituto de petróleo, eles especializaram-se em equipamentos
da indústria de processos e de petróleo. Vejamos os equipamentos abordados na análise API RBI.
3.3 Equipamentos abordados e não abordados na análise por RBI A API RP 580 oferece aos usuários a flexibilidade de aplicar a metodologia RBI dentro do contexto das
práticas de gestão de risco de cada empresa. A API 580 pretende promover consistência e qualidade na
identificação, avaliação e gestão dos riscos que estão ligados a deterioração do material, que pode
conduzir à perda de estanquicidade.
Várias metodologias diferentes de RBI estão a ser aplicadas em toda a indústria. Não se pretende
determinar qual o melhor método para uma aplicação específica de RBI. Pretende-se, apenas, esclarecer
os elementos essenciais para uma análise por RBI.
Portanto, os seguintes tipos de equipamentos pressurizados e seus componentes internos são ou não
abordados na análise por RBI da API:
Equipamentos abordados na análise por RBI
Reservatórios de pressão – todos os componentes submetidos à pressão.
Tubagens – tubagens e componentes das tubagens.
Tanques de armazenamentos – atmosféricos e pressurizados.
Equipamentos rotativos – componentes pressurizados e estáticos.
Caldeiras e aquecedores – componentes pressurizados.
Permutadores de calor – cascos, tampos, carretéis e feixes.
Dispositivos de alívio de pressão.
Equipamentos não abordados na análise por RBI
21
Instrumentação e sistemas de controlo.
Sistemas eléctricos.
Equipamentos rotativos – componentes dinâmicos.
3.4 Introdução a Inspecção Baseada no Risco O objectivo da RBI é determinar que acidentes pode ocorrer (consequência de falha) a partir da falha do
equipamento e quão provável será este acontecimento (probabilidade de falha). As consequências
advêm de fugas ou de falhas ao abrir no caso dos PRDs.
A combinação da probabilidade de um ou mais eventos adversos ocorrerem, associados às suas
consequências, determinarão o risco de operação. Se a combinação entre a probabilidade e
consequência (risco) é alta o suficiente para tornar o nível de risco inaceitável, então uma acção de
mitigação para prevenir ou prever o evento (inspecção) é recomendável. Tradicionalmente, as
organizações focalizavam suas atenções unicamente nas consequências das falhas ou na probabilidade,
sem esforços sistemáticos em relacionar ambos.
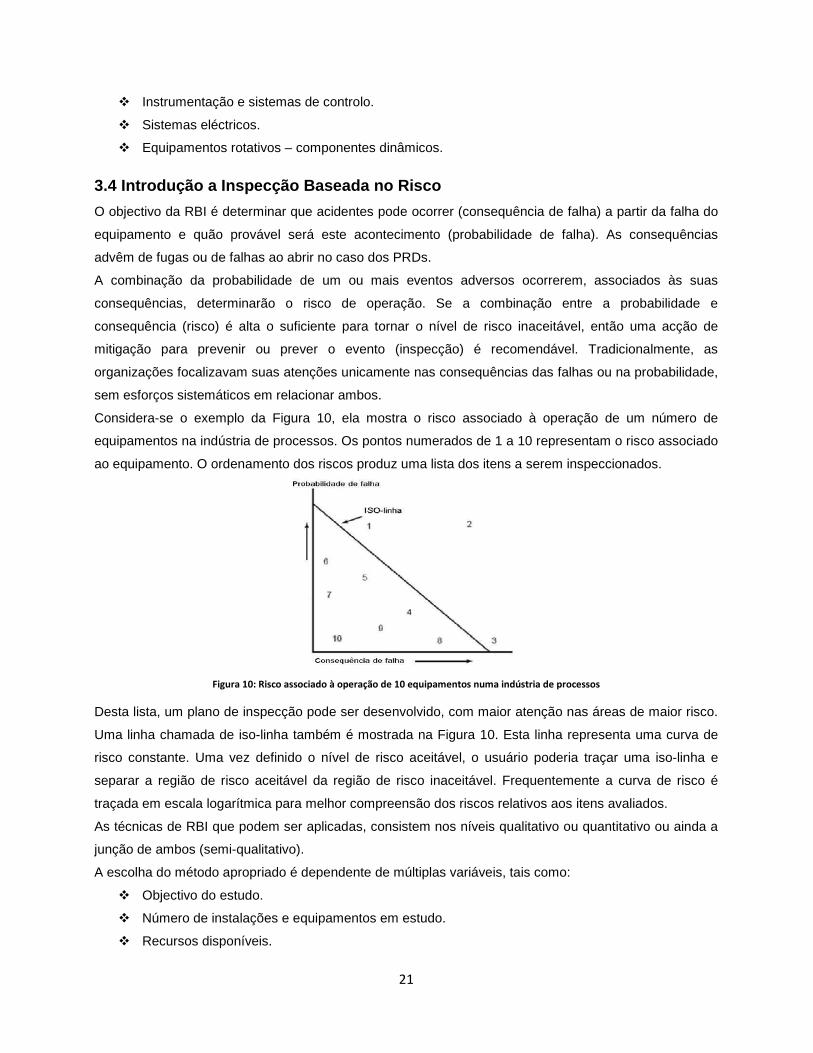
Considera-se o exemplo da Figura 10, ela mostra o risco associado à operação de um número de
equipamentos na indústria de processos. Os pontos numerados de 1 a 10 representam o risco associado
ao equipamento. O ordenamento dos riscos produz uma lista dos itens a serem inspeccionados.
Figura 10: Risco associado à operação de 10 equipamentos numa indústria de processos
Desta lista, um plano de inspecção pode ser desenvolvido, com maior atenção nas áreas de maior risco.
Uma linha chamada de iso-linha também é mostrada na Figura 10. Esta linha representa uma curva de
risco constante. Uma vez definido o nível de risco aceitável, o usuário poderia traçar uma iso-linha e
separar a região de risco aceitável da região de risco inaceitável. Frequentemente a curva de risco é
traçada em escala logarítmica para melhor compreensão dos riscos relativos aos itens avaliados.
As técnicas de RBI que podem ser aplicadas, consistem nos níveis qualitativo ou quantitativo ou ainda a
junção de ambos (semi-qualitativo).
A escolha do método apropriado é dependente de múltiplas variáveis, tais como:
Objectivo do estudo.
Número de instalações e equipamentos em estudo.
Recursos disponíveis.

22
Tempo disponível para a realização do estudo.
Complexidade da unidade processual e do processo.
Natureza e qualidade dos dados disponíveis.
Abordagem Qualitativa. São abordagens descritivas baseadas na avaliação e experiência da equipe de
engenharia como fundamento da análise de probabilidade e consequência de falha. Dados de entrada
são comummente dispostos em faixas ao invés de valores discretos. Os resultados são geralmente
fornecidos em termos qualitativos, tais como: alto, médio e baixo.
Os resultados provenientes de uma análise qualitativa dependem do perfil e experiência do analista.
Abordagem Quantitativa. A análise quantitativa de risco abrange, numa metodologia uniforme, todas as
informações relevantes sobre o projecto da planta, práticas operacionais, histórico operacional,
fiabilidade do equipamento, acções humanas, progressão física de acidentes, e potenciais danos à
saúde e ao meio ambiente.
A análise quantitativa do risco utiliza modelos lógicos, representando combinações de eventos que
poderiam resultar em acidentes severos e modelos físicos representando a progressão de acidentes e
transporte de materiais que possam causar danos ao ambiente. Os modelos são avaliados
probabilisticamente, de modo a fornecer visões tanto qualitativas quanto quantitativas sobre o nível de
risco, identificando as características de projecto, operacionais e locais que mais contribuem para o risco.
A análise quantitativa de risco é distinta da análise qualitativa em relação à profundidade da abordagem
e quanto à integração de avaliações detalhadas.
Os modelos lógicos utilizados pela análise quantitativa do risco geralmente consistem no histórico de
eventos e históricos de falhas. Os históricos de eventos delimitam eventos iniciais e combinações de
sucessos e falhas do sistema, enquanto os históricos de falhas seleccionam de que maneiras as falhas
do sistema, representado pelo histórico de eventos, podem ocorrer.
Abordagem Semi-quantitativa. Apresenta aspectos derivados de ambas análises: qualitativa e
quantitativa. Obtém-se maiores vantagens em relação às abordagens previamente mencionadas, sendo
elas: velocidade da qualitativa e rigor da quantitativa. Normalmente, a maioria dos dados utilizados em
uma análise quantitativa é necessária para a análise semi-quantitativa, mas contendo menos detalhes.
Os modelos também não precisam, necessariamente, de ser tão rigorosos quanto os utilizados na
análise quantitativa. Os resultados são geralmente dados através de categorias de consequência e
probabilidade ao invés de valores numéricos de risco, mas os valores numéricos podem ser associados a
cada categoria, permitindo assim, o cálculo do risco e a aplicação de um critério apropriado de risco. Na
prática, um estudo da RBI utiliza aspectos das análises qualitativas, quantitativas e semi-quantitativas.
O método semi-quantitativo foi desenvolvido pelo grupo de estudo coordenado pela API, após ter sido
concluído o projecto-piloto de RBI. Neste método, a análise de risco é feita em uma escala menos
abrangente que a do método quantitativo e por esta razão requer menos informações. Foi concebido
para apresentar os resultados de uma maneira simplificada, através de uma matriz 5 X 5, na qual os

23
valores de probabilidade e consequência são agrupados em categorias, mais adiante ver-se-á mais
detalhes sobre esta matriz.
3.4.1 Contínuo de Análises
Na prática, um estudo da RBI utiliza aspectos das análises qualitativas, quantitativas e semi-
quantitativas.
Estas análises do RBI não são consideradas como competidoras, mas sim como complementares. As
três abordagens são consideradas um contínuo, sendo a análise qualitativa e quantitativa os extremos do
contínuo. Tudo entre os extremos constitui a análise semi-quantitativa.
a)
b)
Figura 11: a)Diferentes abordagens para análise por RBI, b) Paneamento do processo de inspecção baseada no risco
O processo de RBI mostrado num diagrama de blocos simplificado na figura 11b, aponta os elementos
essenciais no panejamento da inspecção baseada na análise de risco. Este diagrama é aplicável a figura
11a), independente da abordagem RBI que for aplicada.
3.4.2 Avaliação Quantitativa do Risco (QRA)
A avaliação quantitativa de risco (QRA) refere-se a metodologia prescritiva que resultou da aplicação de
técnicas de análise de risco em diferentes tipos de instalações, incluindo as de processos químicos e as
de hidrocarbonetos. Uma análise de RBI compartilha muitas das técnicas e necessidades de dados com
a QRA. Se uma QRA foi bem preparada para uma unidade de processo, a análise de consequência do
RBI pode utilizar, extensivamente, dados da avaliação anterior.
Uma QRA tradicional é geralmente composta de 5 etapas:
Identificação de sistemas.
Identificação de risco.
Avaliação de probabilidade.
Análise de consequência.
Resultados de riscos.
A definição do sistema, identificação do risco e análise de consequência estão integralmente
relacionados. A identificação de riscos numa análise de RBI, geralmente, está centrada nos mecanismos
de dano que podem ser identificados no equipamento (causas inspeccionáveis), mas não trata
24
explicitamente com outros cenários de falha possíveis, resultantes de eventos, tais como falta de energia
ou erro humano. Uma QRA trata do risco total e, não somente, do risco associado à deterioração do
equipamento.
A QRA envolve uma avaliação muito mais detalhada do que uma análise de RBI. São analistas de risco
experientes que, geralmente, conduzem uma QRA. Existe a possibilidade de relacionar uma QRA
detalhada com um estudo de RBI (API 580, 2007).
3.4.3 Gestão do Risco através de Inspecção
As inspecções influenciam na incerteza do risco associado ao equipamento de pressão, melhorando o
conhecimento sobre o estado de deterioração e previsibilidade da probabilidade de falha. Mesmo que a
inspecção não reduza o risco directamente, ela representa uma actividade de gestão do risco que pode
levar à sua redução. A inspecção em serviço é inicialmente focalizada na detecção e monitoramento da
deterioração. A probabilidade de falha devido a tal deterioração é função dos seguintes quatro factores:
Mecanismo e tipo de dano.
Taxa de dano.
Probabilidade de detecção e identificação de estados de deterioração futuros através de técnicas
de inspecção.
Tolerância do equipamento (API 580, 2007).
3.4.4 Utilização da RBI para Estabelecer Planos e Prioridades de Inspecção
O objectivo primário da realização duma RBI deve ser um plano de inspecção para cada componente
dos equipamentos avaliados. Para riscos considerados inaceitáveis, o plano deve conter as acções de
inspecção e recuperação recomendadas para reduzir o risco a níveis aceitáveis. Para os componentes
de equipamentos nos quais a inspecção consiste em um meio de gestão de risco eficaz e de bom
resultado na avaliação custo/benefício, os planos devem descrever o tipo, objectivo, e tempo de
inspecção/exame recomendados. Fazendo um “ranking” dos equipamentos por níveis de riscos não
mitigados, é permitido ao usuário apontar prioridades para as diversas tarefas de inspecção/exame. O
nível de risco não mitigado deve ser utilizado na avaliação da urgência da inspecção.
3.5 Aquisição de Dados e Informações para Avaliação por RBI
3.5.1 Dados Necessários para o RBI
Um estudo da RBI pode utilizar uma abordagem qualitativa, semi-quantitativa ou quantitativa, como já foi
referido. A diferença fundamental entre estas abordagens consiste no grau de detalhe dos dados de
entrada, cálculo e resultados.
Para cada análise de RBI é importante que se documente toda a base de estudo e considerações, desde
o início, além da utilização de um conceito consistente. Quaisquer desvios dos procedimentos prescritos
por normas devem ser devidamente documentados. O equipamento deve corresponder a um único grupo
ou localização, tal como uma unidade de processo ou um local específico da planta.
25
Informações necessárias para uma análise de RBI podem incluir, entre outros:
Tipo de equipamento.
Materiais de construção.
Relatórios de inspecção, reparos e trocas.
Composições de fluidos de processo.
Inventário de fluidos.
Condições de operação.
Sistemas de segurança.
Sistemas de detecção de falhas.
Mecanismos de dano, taxas e severidade.
Densidade populacional.
Informações sobre camadas de protecção, isolantes.
Custos de paragens.
Custos de reposição de equipamentos.
Custos de revitalização ambiental.
Portanto considere-se o tipo de dados necessários para cada abordagem utilizada na análise RBI.
RBI Qualitativa. A abordagem qualitativa, geralmente, não demanda todas as informações
mencionadas. Além disso, os itens devem ser caracterizados em grupos amplos ou classificados através
de um ponto de referência. Geralmente, uma análise qualitativa utilizando vastas faixas requer um nível
mais alto de julgamento, habilidade e compreensão do usuário do que uma abordagem quantitativa.
RBI Quantitativa. A análise quantitativa de risco utiliza modelos lógicos representando combinações de
eventos que poderiam resultar em acidentes severos e modelos físicos representando a progressão de
acidentes e o transporte de materiais perigosos para o ambiente. Os modelos são probabilisticamente
avaliados para prover-nos visões tanto qualitativas quanto quantitativas sobre o nível de risco e para
identificar as características de projecto, do local e de operação, que são as mais importantes quanto ao
risco. Por isso, mais informações e dados detalhados são necessários para uma análise quantitativa de
RBI.
RBI Semi-quantitativa. A análise semi-quantitativa, normalmente, requer o mesmo tipo de informação
da análise quantitativa. Mas é, geralmente, menos detalhada. Por exemplo, os volumes de fluido podem
ser estimados. Mesmo que a precisão da análise seja inferior, o tempo necessário para colecta de dados
e análise também será inferior.
3.5.2 Qualidade dos dados
É positivo para a integridade da análise de RBI que os dados estejam actualizados e validados por
pessoal capacitado. Como em inspecções, a validação dos dados é essencial por diversas razões tais
como desenhos e documentos desactualizados, erros de inspecção, erros de digitação e precisão dos
26
equipamentos de medição. Outra fonte potencial de erro na análise consiste em considerações sobre
histórico de equipamentos. Por exemplo, se as inspecções de campo não foram realizadas ou
documentadas, as espessuras nominais serão utilizadas no lugar das espessuras originais.
Durante a etapa de colecta de dados, é necessária uma avaliação sobre quais as normas ou códigos que
estão a ser utilizados, ou foram utilizados quando o equipamento foi projectado. A quantidade de códigos
ou normas utilizadas numa instalação pode causar impactos significativos nos resultados de RBI.
3.5.3 Fontes de Dados e Informações Específicas do Local
As informações necessárias para o RBI podem ser encontradas em muitos locais dentro das instalações.
É importante destacar que a precisão dos dados deve estar adequada à complexidade do método de RBI
utilizado. O indivíduo ou equipa deve compreender a sensibilidade dos dados necessários para o
programa, antes de colectar qualquer informação. Pode ser vantajoso combinar a recolha de dados do
RBI com a recolha de dados de outros tipos de análise de risco/perigo, uma vez que grande parte das
informações se sobrepõe.
Fontes potenciais específicas de informação incluem, entre outros:
Desenhos e Dados de Projecto e Construção:
Desenhos isométricos das tubagens.
Lista de especificações de engenharia.
Lista de materiais.
Informações de construção.
Normas e códigos utilizados.
Sistemas protectores de instrumentação.
Sistemas de detecção e monitoramento de fugas.
Sistemas de isolamento:
Dados de inventário.
Sistemas de emergência, de alívio e despressurização.
Sistemas de segurança.
Sistemas a prova de fogo e contra-incêndio.
Esquema da empresa.
Dados de Inspecção:
Espessura medida e frequência.
Quantidade e tipos de inspecção.
Reparos e alterações.
Dados de PMI2
Resultados de inspecção.
.
2 PMI (Identificação positiva do material) – é um método de análise não destrutiva que utiliza um equipamento que recorre a emissão de raios x ou emissão óptica para a identificação de falhas no equipamento em análise.

27
Dados de Processo:
Análise química da composição do fluido, incluindo contaminantes e vestígios de componentes.
Dados do sistema de controlo.
Procedimentos operacionais.
Procedimentos de arranque e paragem.
Procedimentos de emergência.
Certificados de operação e dados de processo.
Dados ou relatórios de PSM, PHA, RCM, e QRA.
Dados de gestão de mudança (MOC).
Informações e dados externos – se a consequência pode afectar áreas externas.
Dados de falha:
Dados genéricos de falhas frequente – da indústria ou doméstico.
Dados de falha específica da indústria.
Dados de falha específica da planta e dos equipamentos.
Dados de fiabilidade e monitoramentos.
Dados de vazamentos.
Condições do Local:
Dados de condições climatéricas e meteorológicas.
Dados de actividade sísmica.
Custos de reposição de Equipamentos:
Relatórios de custos de projecto.
Banco de dados industriais.
Dados de inspecções baseadas no Risco:
Estudos PSM.
Estudos PHA.
Estudos QRA.
Outros estudos sobre riscos específicos locais.
Investigações de incidências.
3.6 Identificação dos Mecanismos de Dano e Modos de Falha Um especialista em corrosão ou metalurgia deve ser consultado para esta finalidade. Dados utilizados e
considerações feitas devem ser validados e documentados. Condições de processo (normais e
anormais) devem ser consideradas na avaliação. Os mecanismos de falha, taxas e susceptibilidade são
os dados primários de entrada na avaliação da probabilidade de falha.
3.6.1 Falhas e Modos de falha para RBI
A falha é definida como o fim da habilidade de desempenhar certa função requerida.

28
O termo modo de falha pode ser definido como a maneira que a falha ocorre. Modos de falhas podem
incluir um pequeno defeito no componente ou equipamento até a ruptura completa do mesmo.
A RBI pode ser expandido de modo a se incluir outros tipos de falhas, além da perda de estanquicidade.
Exemplos de falhas e modos de falhas para as válvulas de segurança podem ser: a prisão dum
componente da válvula que impede que ela abra, depósito de material à montante ou a jusante, o não
accionamento e fuga.
3.7 Avaliação da Probabilidade de Falha A análise de probabilidade de falha deve levar em conta todos os mecanismos de dano aos quais o
equipamento, objecto de estudo, está susceptível. A análise deve apresentar credibilidade, repetibilidade
e deve ser bem documentada.
A análise de probabilidade num programa de RBI é realizada com o objectivo de estimar a probabilidade
de uma consequência adversa, resultante da perda de estanquicidade, que por sua vez é resultante de
um mecanismo de dano.
Deve-se notar que os mecanismos de dano não são a única causa de perda de estanquicidade. Outras
causas de perda de estanquicidade podem incluir, entre outros:
Actividade sísmica.
Condições climáticas extremas.
Sobrepressão devido à falha de uma válvula de segurança.
Erro de operação.
Substituição de materiais de construção sem aviso prévio.
Erros de projecto.
Sabotagem.
Estas e outras causas de perda de estanquicidade podem exercer impacto na probabilidade de falha e
devem ser incluídas na análise de probabilidade de falhas.
3.7.1 Determinação da Probabilidade de Falha
Independentemente de uma análise qualitativa ou quantitativa ser utilizada, a probabilidade de falha é
determinada por duas considerações:
Mecanismos e taxas de dano relacionados aos materiais de construção do equipamento,
resultados do ambiente de operação (interno e externo).
Eficácia do programa de inspecção para se identificar e monitorar os mecanismos de dano.
Analisando o efeito de ocorrer um dano numa inspecção em serviço na probabilidade de falha, as
seguintes etapas estão envolvidas:
1. Identificação dos mecanismos de dano, plausíveis e activos, que podem ser esperados durante o
intervalo de tempo considerado (considerando condições normais e críticas).
2. Determinação da susceptibilidade e taxa de dano.

29
3. Quantificação da eficiência de inspecções e manutenção passadas e dos programas de
inspecção e manutenção propostos. É geralmente necessário considerar diversas alternativas
para as futuras estratégias de inspecção e manutenção, possivelmente incluindo estratégia de
“não inspecção ou manutenção”.
4. Determinação da probabilidade, considerando as condições actuais dos danos contínuos a uma
taxa esperada/prevista exceder a tolerância ao dano do equipamento, resultando em falha. O
modo de falha (pequeno vazamento, grande vazamento, ruptura de equipamento) também deve
ser determinado baseando-se no mecanismo de dano.
3.7.2 Cálculo da Probabilidade de Falha por Tipo de Dano
Ao se combinar: mecanismo de dano esperado, taxa ou susceptibilidade, dados de inspecção e
eficiência de inspecção, uma probabilidade de falha pode ser então determinada para cada tipo de dano
e modo de falha. A probabilidade de falha pode ser determinada para futuros intervalos de tempo ou
condições, assim como para as actuais. É importante que os usuários avaliem se o método utilizado para
o cálculo do POF é, de fato, minucioso e adequado para a sua necessidade. (API 580, 2007)
A norma API RP 581 parte 1 capítulo 7 trata dos modos de falhas das PRDs bem como do método de
cálculo da probabilidade de falha.
3.8 Avaliação da consequência de falha A análise da consequência num programa de RBI é executada para fornecer discriminação entre itens de
equipamentos baseados numa potencial falha. Em geral, o programa de RBI é controlado por inspectores
ou coordenadores que inspeccionam a instalação e controlam o risco à probabilidade de falha com
planeamento de inspecção e manutenção. Por outro lado, a gestão pode ter interesse em controlar o
lado da consequência na equação de risco. A análise da consequência deve ser uma estimativa
repetitiva e simplificada do que poderá acontecer caso ocorra uma falha no equipamento que está a ser
avaliado.
Métodos mais ou menos complexos e detalhados de análise da consequência podem ser usados,
dependendo da aplicação desejada para a avaliação. O método de análise da consequência escolhido
deve ter a capacidade de fornecer uma relação entre diferentes níveis de consequências para diferentes
equipamentos. A norma API RP 581 parte 1 capítulo 7 trata dos modos de falhas dos PRDs bem como
do seu método de cálculo da sua consequência.
Esta dissertação não abrange o cálculo das consequências de falha uma vez que o objectivo é o cálculo
da probabilidade de falha para os PRDs nos seus modos de falhas característicos.
3.9 Preparação e qualificações para a aplicação do RBI O RBI requer dados obtidos de muitas fontes, análises especializadas e, a partir disso, a tomada de
decisão para a gestão do risco. Normalmente, uma única pessoa não tem condição ou habilidade de
conduzir, sem ajuda, um estudo completo. Em geral, reúne-se uma equipa para conduzir uma avaliação

30
efectiva em RBI. A API RP 580 na secção 14.2 fornece uma lista de uma equipe típica para uma
avaliação em RBI. Dependendo da aplicação, alguns dos tópicos listados podem não ser necessários.
Alguns membros podem trabalhar durante meio período devido à baixa necessidade de alguns dados de
entrada. Também é possível que alguns membros não sejam necessários, caso outros tenham
conhecimentos de várias disciplinas.
3.10 Documentação em RBI É importante que informação suficiente seja recolhida a fim de se documentar inteiramente a avaliação
de RBI. Normalmente, essa documentação deve incluir os seguintes dados:
O tipo de avaliação.
Membros da equipe que executaram a avaliação.
Período de tempo durante o qual a avaliação é válida.
Entradas e recursos utilizados para determinar o risco.
Hipóteses consideradas durante a avaliação.
Resultados da avaliação de risco (incluindo informações sobre probabilidade e consequência).
Estratégia de mitigação, se aplicável, para gestão do risco.
Níveis de risco mitigados (por exemplo, risco residual após a implementação da mitigação).
Referências aos códigos ou aos padrões aplicáveis a jurisdição sobre frequência de inspecção.
É ideal obter e manter uma quantidade suficiente de dados, de tal forma que a avaliação possa ser
alterada ou actualizada mais adiante por outros que não estiveram envolvidos na avaliação original. Para
facilitar isso, é desejável armazenar a informação numa base de dados computadorizada, o que
contribuirá para reforçar a capacidade de análise, recuperação e manuseio. A utilização da base de
dados será particularmente importante na administração das recomendações desenvolvidas a partir da
avaliação por RBI e na gestão global do risco ao longo dos prazos indicados.
No próximo capítulo seguinte, será feita a naálise do modelo de Weibull para determinação da
probabilidade de falha.
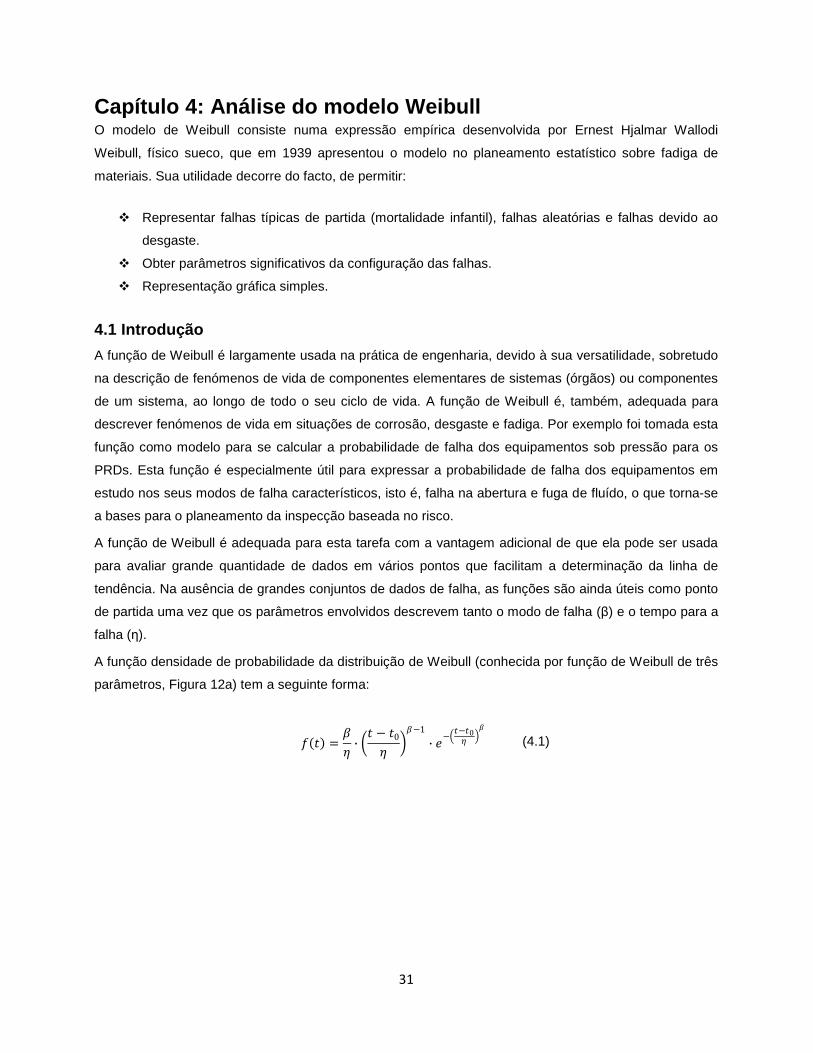
31
Capítulo 4: Análise do modelo Weibull O modelo de Weibull consiste numa expressão empírica desenvolvida por Ernest Hjalmar Wallodi
Weibull, físico sueco, que em 1939 apresentou o modelo no planeamento estatístico sobre fadiga de
materiais. Sua utilidade decorre do facto, de permitir:
Representar falhas típicas de partida (mortalidade infantil), falhas aleatórias e falhas devido ao
desgaste.
Obter parâmetros significativos da configuração das falhas.
Representação gráfica simples.
4.1 Introdução A função de Weibull é largamente usada na prática de engenharia, devido à sua versatilidade, sobretudo
na descrição de fenómenos de vida de componentes elementares de sistemas (órgãos) ou componentes
de um sistema, ao longo de todo o seu ciclo de vida. A função de Weibull é, também, adequada para
descrever fenómenos de vida em situações de corrosão, desgaste e fadiga. Por exemplo foi tomada esta
função como modelo para se calcular a probabilidade de falha dos equipamentos sob pressão para os
PRDs. Esta função é especialmente útil para expressar a probabilidade de falha dos equipamentos em
estudo nos seus modos de falha característicos, isto é, falha na abertura e fuga de fluído, o que torna-se
a bases para o planeamento da inspecção baseada no risco.
A função de Weibull é adequada para esta tarefa com a vantagem adicional de que ela pode ser usada
para avaliar grande quantidade de dados em vários pontos que facilitam a determinação da linha de
tendência. Na ausência de grandes conjuntos de dados de falha, as funções são ainda úteis como ponto
de partida uma vez que os parâmetros envolvidos descrevem tanto o modo de falha (β) e o tempo para a
falha (η).
A função densidade de probabilidade da distribuição de Weibull (conhecida por função de Weibull de três
parâmetros, Figura 12a) tem a seguinte forma:
𝑓𝑓(𝑡𝑡) =𝛽𝛽𝜂𝜂∙ �𝑡𝑡 − 𝑡𝑡0
𝜂𝜂�𝛽𝛽−1
∙ 𝑃𝑃−�𝑡𝑡−𝑡𝑡0𝜂𝜂 �
𝛽𝛽
(4.1)

32
a)
b)
Figura 12: a) Função densidade de probabilidade Weibull para diferentes valores do parâmetro β. Quando β =2 o processo de degradação é linear, b) Função acumulada de probabilidade de Weibull para diferentes valores de β (Rui Assis, 2004)
Nesta função, t representa o tempo, ciclos de funcionamento ou qualquer outra medida descritiva de
duração de vida, e representa a base do logaritmo natural (e = 2,7183), β, η e t0 são parâmetros que têm
o seguinte significado:
t0 – Parâmetro de localização: corresponde ao menor valor assumido por t (por exemplo, no caso de
modos de falha que tenham como causa o desgaste ou a fadiga, a falha só poderá ocorrer após algum
tempo de funcionamento).
β – Parâmetro de forma: traduz o mecanismo de degradação – corresponde ao valor característico da
duração do equipamento, indica a forma da curva de probabilidade e a característica das falhas.
η – Parâmetro de escala (ou vida característica): intervalo de tempo entre "t0" e "t" no qual ocorrem
63,2% das falhas, restando portanto, 36,8% de itens sem falhar.
O parâmetro η nasce onde t0 termina. Na maioria das vezes consideram-se apenas os dois parâmetros, β
e η, conhecidos como os parâmetros de Weibull.
Se integrarmos a expressão 4.1 entre t0 e t, obtemos a função acumulada de probabilidade de falhas,
Figura 18:
𝐹𝐹(𝑡𝑡) = 1 − 𝑃𝑃−�𝑡𝑡−𝑡𝑡0𝜂𝜂 �
𝛽𝛽
(4.2)
Na maioria dos casos, de modos de falha, por degradação de um órgão, os tempos entre falhas
apresentam um período t0 sem falhas. Este período pode ser estimado a partir da aplicação específica do
órgão ou pode ser aproximado ao tempo da primeira falha (TTFF), no caso de órgãos reparáveis.
Quando tratamos os dados de modos de falha de um sistema, constatamos frequentemente que a
consideração do limite inferior de vida t0 = 0 constitui uma aproximação bastante aceitável. Nestas
condições, a expressão anterior simplifica-se, passando a conter apenas dois parâmetros, ou seja
considera-se que o equipamento não tenha nenhum tempo de funcionamento, volta ao estado como
novo (t0=0) para a inspecção em questão.

33
𝐹𝐹(𝑡𝑡) = 1 − 𝑃𝑃−�
𝑡𝑡𝜂𝜂�
𝛽𝛽
(4.3)
Esta função é chamada de a função acumulada de probabilidade de falhas, algumas vezes referidas
simplesmente como a não fiabilidade.
Notar que o parâmetro de forma β caracteriza o mecanismo de falha e o parâmetro de escala η as
condições (carga e ambiente) reais de utilização. Logo, a única diferença que poderá existir entre a
fiabilidade intrínseca (informada pelo fabricante) e a extrínseca (resultante da nossa experiência) é
apenas no que se refere ao valor de η. Os valores de β serão (aproximadamente) iguais para um mesmo
mecanismo de falha.
O tempo médio de falhas (MTTF ou MTBF para alguns autores) da função densidade de probabilidade
de Weibull é dado por:
𝑀𝑀𝑀𝑀𝑀𝑀𝐹𝐹 = �𝑅𝑅(𝑡𝑡) ∙ 𝑃𝑃𝑡𝑡∞
0
= 𝑡𝑡0 + 𝜂𝜂 ∙ 𝛤𝛤(1 +1𝛽𝛽
) (4.4)
Onde 𝛤𝛤(1 + 1𝛽𝛽
) é a função Gama para um valor de (1 + 1𝛽𝛽
). A função Gama é definida como:
𝛤𝛤(𝐶𝐶) = � 𝑃𝑃−𝑥𝑥 ∙ 𝑥𝑥𝐶𝐶−1 ∙ 𝑃𝑃𝑥𝑥∞
0
(4.5)
Para o caso de se considerar apenas dois parâmetros a equação 4.4 pode se reduzir a:
𝑀𝑀� = 𝜂𝜂 ∙ 𝛤𝛤(1 +1𝛽𝛽
) (4.6)
Observe que alguns profissionais assumem erradamente que η é igual a MTBF ou MTTF. Isso só é
verdade no caso em que β = 1 desde que 𝛤𝛤 �1 + 11� = 𝛤𝛤(2) = 1
O desvio Padrão para a função de Weibull é portanto,
𝜎𝜎 = 𝜂𝜂[𝛤𝛤(1 + 2𝛽𝛽−1) − 𝛤𝛤2(1 + 𝛽𝛽−1)]12� (4.7)
4.1.1 Observações relativas ao factor de forma β
A escolha apropriada de t0, β e η na Distribuição de Weibull podem ser usadas para representar uma
larga faixa de distribuições, incluindo tanto as distribuições aleatórias (exponencial negativa) quanto as
distribuições aproximadamente normal. Embora a experiência tenha mostrado que a distribuição de
Weibull possa ser usada para representar a grande maioria de modelos de falha, é essencial notar que é
uma função empírica, e pode não ser capaz de representar algumas distribuições particulares
encontradas na prática.

34
Com relação ao factor de forma β, temos que:
Quando β < 1 (período de mortalidade infantil) a taxa de falhas decresce repentinamente, logo, a
diminuir a probabilidade de falha;
Quando β = 1 (período de vida útil), a taxa de falhas mantém-se constante, o mesmo
acontecendo com a probabilidade de falha, tornando inútil a substituição preventiva do órgão;
Pode ser uma indicação que modos de falhas múltiplos estão presentes ou que os dados
colectados dos tempos para falhar são suspeitos. Este é frequentemente o caso dos sistemas
que têm diferentes componentes com diferentes idades, e o tempo individual de operação dos
componentes não está disponível. Uma taxa de falhas constante pode também indicar que as
falhas são provocadas por agentes externos, tais como: uso inadequado do equipamento ou
técnicas inadequadas de manutenção.
Quando β > 1 (período de degradação) a taxa de falhas cresce repentinamente, pois estamos a
potenciar o aparecimento de falhas e aumentando a probabilidade de falha. É caracterizado o
modo de falhas por desgaste mas pode ocorrer situações as quais as falhas por desgaste
ocorram depois de um tempo finito livre de falhas, e um valor de β = 1 é obtido. Isto pode ocorrer
quando uma amostragem contém uma proporção de itens imperfeitos, acarretando falhas antes
de um tempo finito livre de falhas. Os parâmetros da Distribuição de Weibull dos modos de falhas
por desgaste podem ser deduzidos se forem eliminados os itens imperfeitos e analisados os
seus dados separadamente.
4.2 Hipóteses e causas de falhas em PRDs
O parâmetro de Weibull η, ou vida característica, é equivalente ao tempo médio entre falhas (Mean Time
Between Failure, MTBF) quando o parâmetro β é igual à 1. Nesta dissertação as discussões são
relacionadas com a adaptação deste parâmetro de Weibull, η. Serão feitos ajustes ao parâmetro para
aumentar ou diminuir a probabilidade de falha do PRD em solicitação e no caso de haver fugas, quer
seja resultado de factores ambientais, do tipo de PRD ou seja resultado de dados de uma inspecção
recente feita a uma determinada PRD. Esses ajustes podem ser vistos como um ajuste para o tempo
médio de falhas (MTTF) no caso da PRD.
A hipótese usada para determinar os parâmetros de Weibull padrão é que as PRDs em serviços
semelhantes terão a mesma probabilidade de falha em solicitação, Pfod, e a mesma probabilidade de
fuga, Pl, também semelhante. Portanto, os dados de taxa de falha da indústria podem ser utilizados como
base para se estabelecer o valor inicial (ou padrão) da probabilidade de falha para um dispositivo
específico.
A probabilidade de Falha em solicitação de um dispositivo específico está relacionada com o processo de
identificação bem como as condições de instalação. Essas condições podem incluir a temperatura do
processo, corrosão, tendência do processo vir a falhar, polimerização ou qualquer outro mecanismo que
bloqueie a entrada do PRD ou impeça o PRD de voltar as condições normais durante a operação.
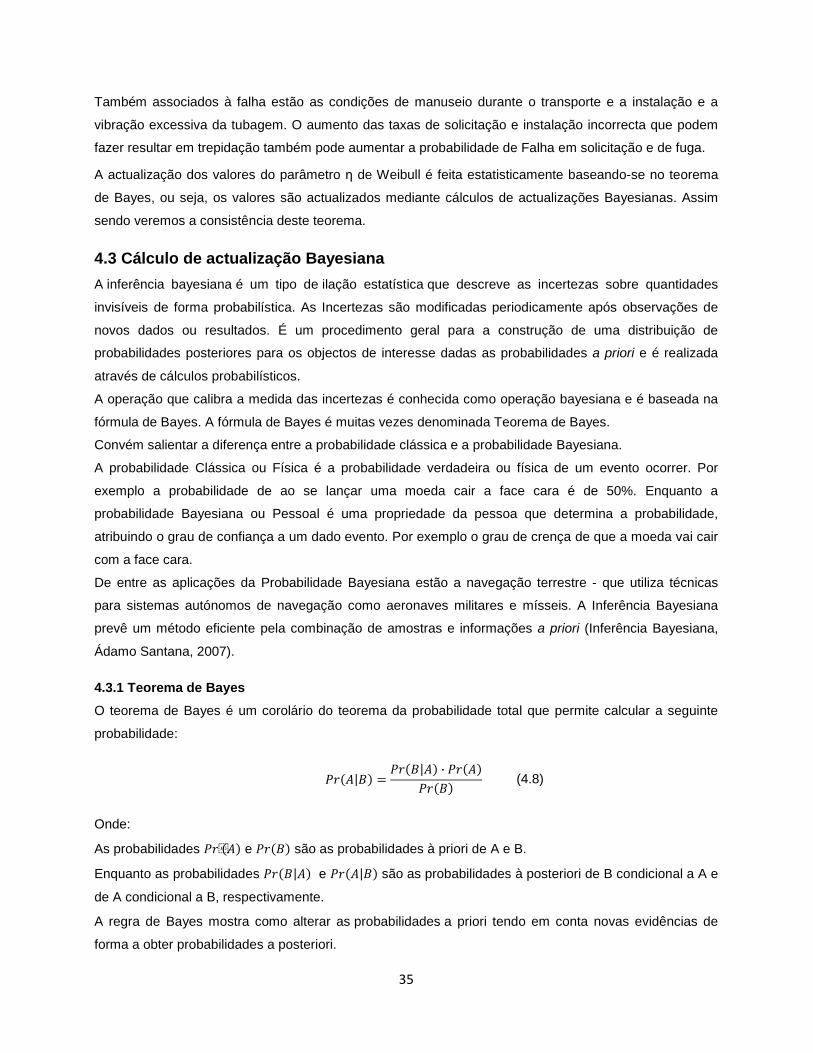
35
Também associados à falha estão as condições de manuseio durante o transporte e a instalação e a
vibração excessiva da tubagem. O aumento das taxas de solicitação e instalação incorrecta que podem
fazer resultar em trepidação também pode aumentar a probabilidade de Falha em solicitação e de fuga.
A actualização dos valores do parâmetro η de Weibull é feita estatisticamente baseando-se no teorema
de Bayes, ou seja, os valores são actualizados mediante cálculos de actualizações Bayesianas. Assim
sendo veremos a consistência deste teorema.
4.3 Cálculo de actualização Bayesiana A inferência bayesiana é um tipo de ilação estatística que descreve as incertezas sobre quantidades
invisíveis de forma probabilística. As Incertezas são modificadas periodicamente após observações de
novos dados ou resultados. É um procedimento geral para a construção de uma distribuição de
probabilidades posteriores para os objectos de interesse dadas as probabilidades a priori e é realizada
através de cálculos probabilísticos.
A operação que calibra a medida das incertezas é conhecida como operação bayesiana e é baseada na
fórmula de Bayes. A fórmula de Bayes é muitas vezes denominada Teorema de Bayes.
Convém salientar a diferença entre a probabilidade clássica e a probabilidade Bayesiana.
A probabilidade Clássica ou Física é a probabilidade verdadeira ou física de um evento ocorrer. Por
exemplo a probabilidade de ao se lançar uma moeda cair a face cara é de 50%. Enquanto a
probabilidade Bayesiana ou Pessoal é uma propriedade da pessoa que determina a probabilidade,
atribuindo o grau de confiança a um dado evento. Por exemplo o grau de crença de que a moeda vai cair
com a face cara.
De entre as aplicações da Probabilidade Bayesiana estão a navegação terrestre - que utiliza técnicas
para sistemas autónomos de navegação como aeronaves militares e mísseis. A Inferência Bayesiana
prevê um método eficiente pela combinação de amostras e informações a priori (Inferência Bayesiana,
Ádamo Santana, 2007).
4.3.1 Teorema de Bayes
O teorema de Bayes é um corolário do teorema da probabilidade total que permite calcular a seguinte
probabilidade:
𝑃𝑃𝑃𝑃(𝐴𝐴|𝐵𝐵) =𝑃𝑃𝑃𝑃(𝐵𝐵|𝐴𝐴) ∙ 𝑃𝑃𝑃𝑃(𝐴𝐴)
𝑃𝑃𝑃𝑃(𝐵𝐵) (4.8)
Onde:
As probabilidades 𝑃𝑃𝑃𝑃(𝐴𝐴) e 𝑃𝑃𝑃𝑃(𝐵𝐵) são as probabilidades à priori de A e B.
Enquanto as probabilidades 𝑃𝑃𝑃𝑃(𝐵𝐵|𝐴𝐴) e 𝑃𝑃𝑃𝑃(𝐴𝐴|𝐵𝐵) são as probabilidades à posteriori de B condicional a A e
de A condicional a B, respectivamente.
A regra de Bayes mostra como alterar as probabilidades a priori tendo em conta novas evidências de
forma a obter probabilidades a posteriori.

36
Alguns preferem escrever o teorema de Bayes na forma:
𝑃𝑃𝑃𝑃(𝐴𝐴 ∩ 𝐵𝐵) = 𝑃𝑃𝑃𝑃(𝐵𝐵|𝐴𝐴) ∙ 𝑃𝑃𝑃𝑃(𝐴𝐴) = 𝑃𝑃𝑃𝑃(𝐴𝐴|𝐵𝐵) ∙ 𝑃𝑃𝑃𝑃(𝐵𝐵) (4.9)
Onde 𝑃𝑃𝑃𝑃(𝐴𝐴 ∩ 𝐵𝐵) é a probabilidade dos eventos A e B ocorrerem em simultâneo.
Este teorema de Bayes é portanto uma das bases para a qual actualiza-se os valores dos parâmetros a
determinar-se mediante o procedimento descrito na norma API 581, como se segue. Este procedimento
de cálculo descrito é a base de cálculo do software desenvolvido para inspecção em válvulas de
segurança, uma vez que se calcula as probabilidades de falhas pode-se facilmente associar os custos a
estas probabilidades e assim calcular-se os riscos de ocorrerem determinado modo de falha numa
instalação em que foi aplicada alguma válvula de segurança.

37
Capítulo 5: Análise da adequação da norma API RP 581 para aplicação às PRDs
5.1 Introdução A norma API RP581 como já foi referido constitui a norma da tecnologia de inspecção baseada no risco
pois constitui um documento normalizado dos métodos de cálculos e procedimentos para se estimar a
probabilidade de um equipamento vir a falhar em resultado de um mecanismo de falha. Nesta análise
abordar-se-á inteiramente esta norma, mais precisamente a parte 7 que trata das PRD.
Esta publicação fornece procedimentos quantitativos para estabelecer um programa de inspecção
usando métodos baseados em risco para os equipamentos fixos pressurizados, incluindo o recipiente
sob pressão, tubulações, tanques, dispositivos de alívio de pressão e permutadores de calor. Este
documento é para ser usado em conjunto com a API RP 580, que fornece orientação sobre o
desenvolvimento de um programa de controlo baseado em risco para equipamentos fixos na indústria da
refinaria e petroquímicos e instalações industriais de processo químico. Enquanto o objectivo da API RP
580 é introduzir as linhas gerais mínimas da RBI esta publicação fornece métodos quantitativos de
cálculo para determinar um plano de inspecção usando uma metodologia baseada em risco.
5.2 Visão geral do conteúdo da API RP 581
A metodologia da API RBI apresenta-se nesta publicação num volume de três partes.
Parte 1 – Plano de inspecção usando a tecnologia API RBI
Parte 2 – Probabilidade de falha numa avaliação API RBI
Parte 3 – Consequência de falha com a API RBI
Os métodos usados para obter um plano de inspecção são fornecidos na parte 1 para equipamentos
fixos incluindo reservatórios sob pressão, tubagens, reservatórios sob pressão atmosférica, dispositivos
de alívio de pressões e permutadores de calor. A probabilidade de falha dos referidos equipamentos fixos
é coberta na parte 2. A parte 3 fornece métodos para a computação das consequências de falha. São
fornecidos dois métodos, o primeiro método, ou nível 1, baseia-se em soluções de forma fechada
geradas para um conjunto limitado de fluidos de referência ou grupos de fluidos. O segundo método,
nível 2, é um método geral, mais rigoroso, que pode ser usado para qualquer composição de fluxo de
fluido (API RP 581).
A análise da probabilidade de falha como já referimos conduzirá análise RBI quando se fazer a
incorporação dos seus valores com as consequências. Mas para tal como se viu é necessário a
determinação dos parâmetros de Weibull que acaba por sendo os parâmetros em questão, isto é, que se
pretende determinar segundo a norma para aplicação às PRDs. Vejamos então esta metodologia da
probabilidade de falha.
38
5.2 Metodologia utilizada na análise da probabilidade de falha
5.2.1 Introdução
O cálculo do risco da metodologia de inspecção baseada no risco da API (API RBI) envolve a
determinação de uma probabilidade de falha em combinação com a consequência de falha. A falha,
segundo a RBI API é definida como uma perda de contenção por pressão excessiva, resultando em fuga
para a atmosfera ou ruptura de um componente pressurizado. À medida que o dano se vai acumulando
num componente pressurizado durante a operação o risco vai por sua vez também aumentando, chegará
então o momento em que o risco tolerado será ultrapassado e nessa altura é recomendada uma
inspecção de eficácia suficiente para melhor quantificar o estado do componente quanto ao dano sofrido.
A própria acção de inspecção não reduz o risco; no entanto, reduz a incerteza permitindo assim uma
melhor quantificação dos danos presentes no componente.
5.2.2 Gestão de risco
Na maioria das situações, uma vez identificados os riscos, as oportunidades alternativas estão
disponíveis para reduzi-los. No entanto, quase todas as perdas comerciais importantes são o resultado
de uma falha de compreender ou gerir os riscos.
A RBI API conduz-nos ao primeiro passo para um programa de gestão integrada de risco. No passado, o
foco da avaliação de risco estava relacionada com questões que tinham a ver com a segurança no local
de trabalho. Actualmente, há uma maior consciencialização da necessidade de avaliar os riscos
resultantes de factores como:
Riscos no local para os funcionários,
Riscos para a Comunidade,
Riscos de interrupção do negócio
Riscos por danos ambientais
A abordagem RBI API permite que qualquer combinação desses tipos de riscos seja repartida em
decisões que têm a ver com quando, onde e como inspeccionar o equipamento.
Esta metodologia pode ser usada para gerir o risco geral de uma instalação, concentrando esforços de
controlo sobre os equipamentos de processo com o mais alto risco. A RBI API fornece a base para a
gestão de risco, tomando-se a decisão baseando-se em informações como a frequência de inspecção,
nível de detalhe das informações e tipos de NDE (Ensaios não destrutivos). Na maioria das instalações,
um grande percentual do risco total da unidade está concentrado numa percentagem relativamente
pequena dos equipamentos. Esses componentes com potencial de alto risco podem exigir maior
atenção, talvez através de um plano de inspecção revisto. Os custos do aumento dos esforços de
inspecção às vezes podem ser recompensados reduzindo os esforços de controlo excessivo nas áreas
identificadas como tendo menor risco. Com um programa de RBI API no local, inspecções vão continuar
a ser conduzidas como definidas nos documentos de trabalho existentes, mas as prioridades e as

39
frequências serão guiadas pelo procedimento da RBI API. A RBI API é flexível e pode ser aplicado a
vários níveis. Dentro deste documento, a RBI API é aplicada a equipamentos sob pressão que
contenham fluidos de processo. No entanto, ele pode ser expandido para o nível de sistema e incluir
equipamentos adicionais, tais como instrumentos, sistemas de controlo, distribuição eléctrica e utilitários
essenciais.
5.2.3 Matriz de risco
A apresentação dos resultados numa matriz de risco é uma forma eficaz de mostrar a distribuição de
riscos para as diferentes componentes numa unidade de processo sem valores numéricos. Na matriz de
risco, as categorias de consequência e probabilidade são organizadas de tal modo que os componentes
de risco mais altos estão em direcção ao canto superior direito. A matriz de risco utilizada na RBI API
pode ser visto na figura 13. A matriz de risco pode ser expressa em termos da área da consequência ou
consequência financeira. È a base para apresentação dos resultados do método da análise semi-
quantitativa.
As Categorias de risco (ou seja, alto, médio alto, médio e baixo) são atribuídas para a matriz de risco. Na
RBI API as categorias de risco são assimétricas para indicar que à categoria de consequência é dada
maior ponderação que à categoria de probabilidade. Os equipamentos que se situarem no canto superior
direito da matriz de risco muito provavelmente terão prioridade de inspecção a quando do planeamento
porque esses itens têm maior risco. Da mesma forma, os itens que residem em direcção ao canto inferior
esquerdo da matriz de risco tendem a ter prioridade mais baixa, porque esses itens têm o menor risco.
Após terem sido identificadas todas as parcelas, a matriz de risco pode então ser usada como uma
ferramenta de rastreio durante o processo de prioritização.
Figura 13: Matriz de risco segundo a API RP 581
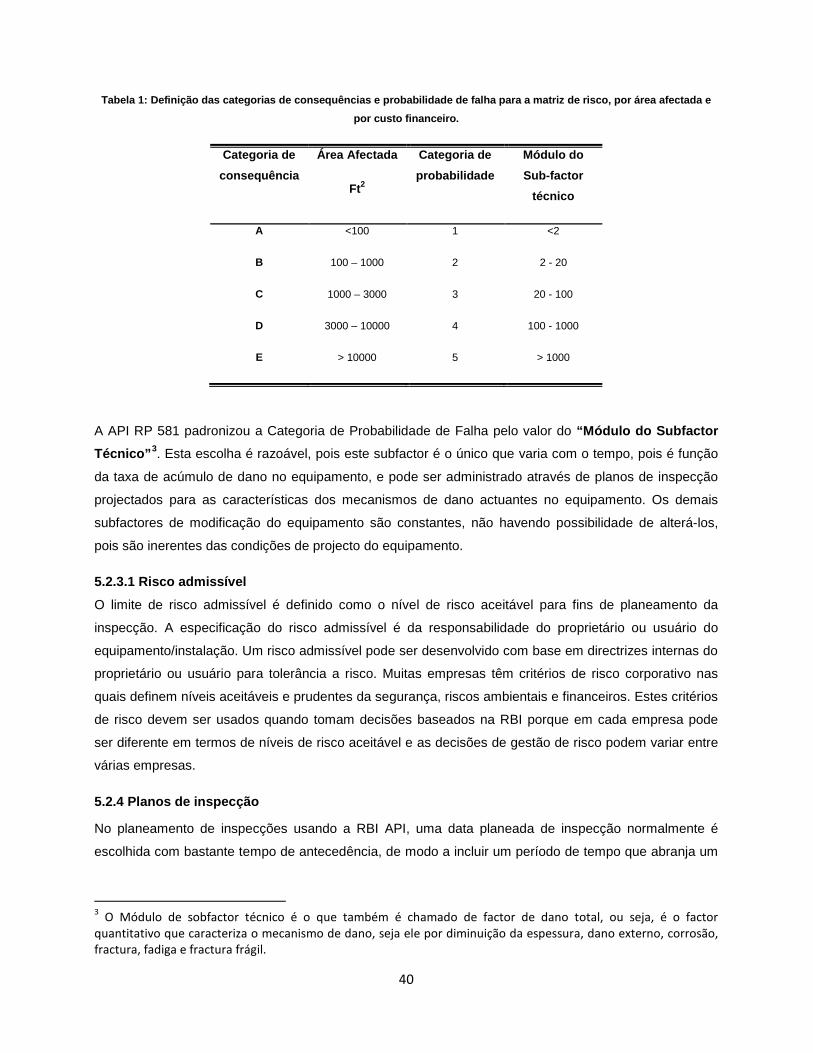
40
Tabela 1: Definição das categorias de consequências e probabilidade de falha para a matriz de risco, por área afectada e por custo financeiro.
Categoria de
consequência
Área Afectada
Ft2
Categoria de
probabilidade
Módulo do
Sub-factor técnico
A <100 1 <2
B 100 – 1000 2 2 - 20
C 1000 – 3000 3 20 - 100
D 3000 – 10000 4 100 - 1000
E > 10000 5 > 1000
A API RP 581 padronizou a Categoria de Probabilidade de Falha pelo valor do “Módulo do Subfactor Técnico”3
5.2.3.1 Risco admissível
. Esta escolha é razoável, pois este subfactor é o único que varia com o tempo, pois é função
da taxa de acúmulo de dano no equipamento, e pode ser administrado através de planos de inspecção
projectados para as características dos mecanismos de dano actuantes no equipamento. Os demais
subfactores de modificação do equipamento são constantes, não havendo possibilidade de alterá-los,
pois são inerentes das condições de projecto do equipamento.
O limite de risco admissível é definido como o nível de risco aceitável para fins de planeamento da
inspecção. A especificação do risco admissível é da responsabilidade do proprietário ou usuário do
equipamento/instalação. Um risco admissível pode ser desenvolvido com base em directrizes internas do
proprietário ou usuário para tolerância a risco. Muitas empresas têm critérios de risco corporativo nas
quais definem níveis aceitáveis e prudentes da segurança, riscos ambientais e financeiros. Estes critérios
de risco devem ser usados quando tomam decisões baseados na RBI porque em cada empresa pode
ser diferente em termos de níveis de risco aceitável e as decisões de gestão de risco podem variar entre
várias empresas.
5.2.4 Planos de inspecção
No planeamento de inspecções usando a RBI API, uma data planeada de inspecção normalmente é
escolhida com bastante tempo de antecedência, de modo a incluir um período de tempo que abranja um
3 O Módulo de sobfactor técnico é o que também é chamado de factor de dano total, ou seja, é o factor quantitativo que caracteriza o mecanismo de dano, seja ele por diminuição da espessura, dano externo, corrosão, fractura, fadiga e fractura frágil.

41
ou vários ciclos de manutenção futura. Dentro deste período, são possíveis identificar três casos com
base no risco previsível e no risco admissível especificados.
Caso 1 – Quando se excede o risco admissível em algum ponto no futuro antes da próxima data
planeada de inspecção (Figura 14a) – Este é um caso clássico. Neste caso, os resultados de um plano
de inspecção ditarão o número, bem como a eficácia ou ainda o tipo de inspecções necessárias para
reduzir o risco à uma data futura abaixo do risco admissível. A data pretendida é a data em que se
espera atingir o risco admissível e é a data recomendada para a próxima inspecção.
a)
b)
c)
Figura 14: a) Plano de inspecção quando o risco admissível é excedido b) No momento em que foi realizada a análise RBI o risco admissível já havia sido ultrapassado (API RP 581) C) O risco não atinge o risco admissível na próxima data de inspecção (API RP 581, 2008)

42
Caso 2 – No momento em que foi realizada a análise RBI o risco admissível já havia sido ultrapassado
(Figura 14b) – É recomendado um controlo imediato a um nível suficiente, para reduzir o risco abaixo do
risco admissível até à próxima data futura planeada para inspecção.
Caso 3 – O risco não atinge o risco admissível na próxima data de inspecção (Figura 14c) – neste caso
não é recomendada nenhuma actividade de inspecção durante a data planeada. Neste caso, a inspecção
de rotina, isto é, a programada em datas específicas, deve ser ajustada para uma data futura indicando-
se que uma avaliação dos equipamentos para inspecção ou nova análise do risco deve ser realizada no
fim dessa data planeada.
O conceito de como as técnicas de inspecção diferentes, com níveis de eficácia diferentes, podem
reduzir o risco é mostrado na Figura 14a. No exemplo mostrado, uma inspecção de nível B foi
recomendada à data limite. Este nível de inspecção seria suficiente, uma vez que o risco previsto após a
inspecção realizada é inferior ao risco admissível à data planeada de inspecção de rotina. Observe que,
na Figura 14a, uma inspecção de nível D, a data de destino não teria sido suficiente para satisfazer os
critérios de risco admissível. O risco projectado na data planeada de inspecção de rotina iria ultrapassar
o risco admissível.
5.3 Válvulas de segurança de equipamento sob pressão (PRDs)
Estas válvulas são vulgarmente conhecidas simplesmente como dispositivos de alívio de pressão (PRD).
A maior preocupação com os PRDs é que o dispositivo pode falhar ao aliviar eventos de sobrepressão
que podem causar a falha do equipamento protegido pelo dispositivo, levando a uma perda de
contenção, embora existem também consequências associadas a fuga em PRDs.
A intenção não é de verificar ou realizar cálculos relacionados com o projecto ou a capacidade do PRD
pois considera-se que todos os dispositivos foram concebidos e dimensionados de acordo com a norma
da API nomeadamente a API 521, e que foram seleccionados e instalados de acordo com a API 520.
Também assume-se que as práticas mínimas de inspecção nos termos da API 576 estão em vigor e são
cumpridas.
A abordagem fundamental consiste em utilizar uma taxa de solicitação (ou actuação) para o dispositivo
combinado com a sua probabilidade de falha para dados específicos de uma instalação se estiverem
disponíveis, ou partindo de dados padrão. Essas entradas são usadas para gerar uma probabilidade de
falha em função do tempo por meio de uma abordagem estatística de Weibull. As consequências de
falha do dispositivo são determinadas com base nos métodos descritos na parte 3 da API RP 581 mas
são modificadas para incluir os casos de sobrepressão, a quantidade de casos de sobrepressão
esperado após a falha do PRD e as consequências adicionais associadas a fuga do dispositivo. A
combinação da consequência com a probabilidade de falha em função do tempo resulta num valor de
risco que aumenta com o tempo entre ensaios ou inspecções. Isso permite intervalos de teste ou

43
inspecções a ser determinado com base na meta de risco admissível. Na abordagem RBI API, o risco do
PRD está directamente relacionado com o equipamento que está sendo protegido pelo mesmo.
5.3.1 Modos de falha das PRDs
Ao avaliarmos os riscos associados à falha de um PRD podemos verificar que existem vários modos de
falhas significativos. Os modos de falha são agrupados em duas categorias:
a) Falha ao abrir (Fail to Open, FAIL)
1) Presa ou abertura insuficiente (Stuck or fails to open, FTO)
2) Abertura parcial da válvula (Valve partially opens, VPO)
3) Abre-se acima da pressão de ajuste (Opens above set pressure, OASP)
b) Falha de fugas (Leakage Failure, LEAK)
1) Fuga ocorrida na válvula (Leakage past valve, LPV),
2) Abertura artificial ou prematura (Spurious/premature opening, SPO)
3) Válvula presa ao abrir (Valve stuck open, VSO)
O modo de falha “FAIL” é um dos modos de falhas de preocupação primária pois esta falha é a causa
potencial de sobrepressões e perdas de contenção em equipamentos protegidos com PRDs. Incluídos
neste caso está o caso quando a válvula abre parcialmente (VPO), onde as consequências não são tão
graves assim, mas, no entanto os equipamentos podem sofrer sobrepressão. A RBI API
conservadoramente considera quaisquer dados que indique uma válvula parcialmente aberta como um
modo de falha “FAIL”. Dados que indicam uma válvula aberta acima da pressão de ajuste (OASP) está
incluído no modo de falha “FAIL” desde que a curva de probabilidade esteja baseada em bancos de
dados de testes onde a falha é definida como qualquer teste que exija uma pressão superior em 1.3
vezes a pressão de ajuste para que a válvula abra. Não é considerado “FAIL” se num determinado
ensaio a válvula abre a uma pressão acima da pressão de ajustamento mas que seja inferior a 1.3 vezes
a esta pressão, e o teste é considerado um teste bem-sucedido.
Uma preocupação secundária é a falha do PRD em conter o processo enquanto operam em condições
normais. A metodologia da RBI API agrupa os três modos de falha restantes numa única categoria, a
saber, FUGA. Fuga ocorrida na válvula (LPV), abertura artificial ou prematura (SPO) e Válvula presa ao
abrir (VSO) são falhas que não causarão a perda de contenção dos equipamentos protegidos nem
sobrepressão, mas resultarão em potenciais fugas inaceitáveis ao sistema e ao processo. As
consequências da fuga através de um PRD podem variar de um transtorno menor, causando alguma
perda de produto à consequência mais grave, resultando na paragem do processo para se reparar ou
substituir o PRD. Se a descarga do PRD é feita na atmosfera, consequências adicionais podem ser de
impacto ambiental e potencial exposição a incêndios, explosões e tóxicos.
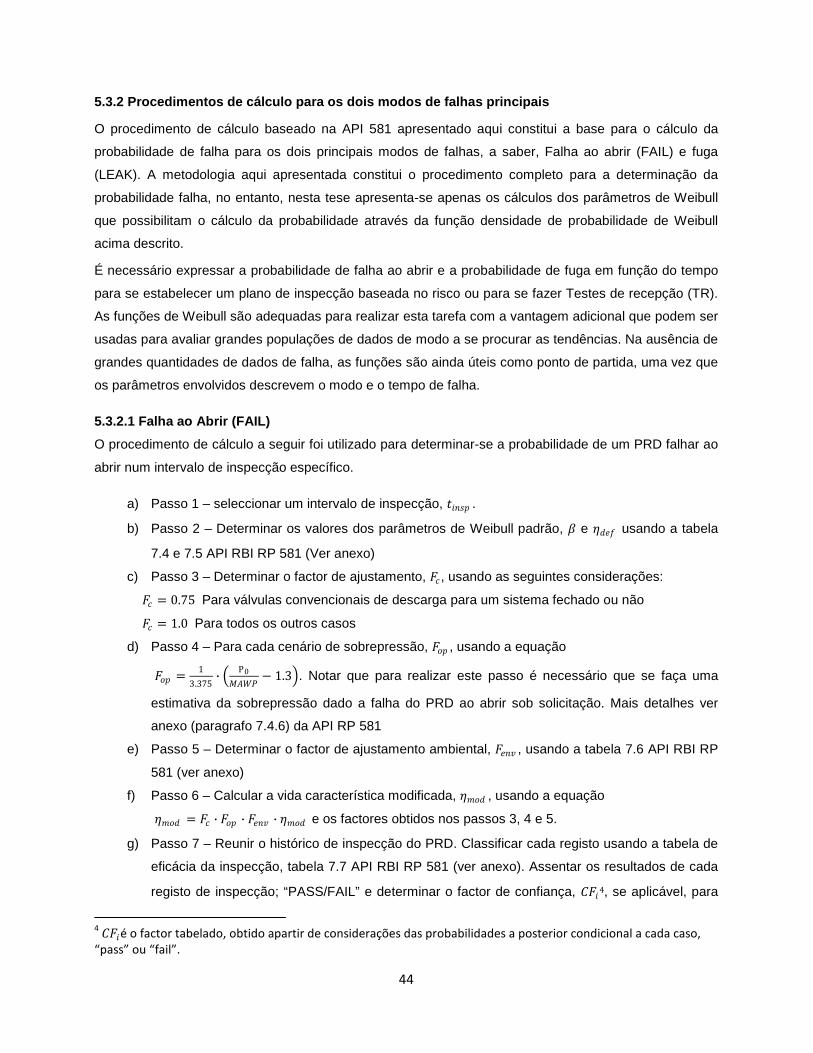
44
5.3.2 Procedimentos de cálculo para os dois modos de falhas principais
O procedimento de cálculo baseado na API 581 apresentado aqui constitui a base para o cálculo da
probabilidade de falha para os dois principais modos de falhas, a saber, Falha ao abrir (FAIL) e fuga
(LEAK). A metodologia aqui apresentada constitui o procedimento completo para a determinação da
probabilidade falha, no entanto, nesta tese apresenta-se apenas os cálculos dos parâmetros de Weibull
que possibilitam o cálculo da probabilidade através da função densidade de probabilidade de Weibull
acima descrito.
É necessário expressar a probabilidade de falha ao abrir e a probabilidade de fuga em função do tempo
para se estabelecer um plano de inspecção baseada no risco ou para se fazer Testes de recepção (TR).
As funções de Weibull são adequadas para realizar esta tarefa com a vantagem adicional que podem ser
usadas para avaliar grandes populações de dados de modo a se procurar as tendências. Na ausência de
grandes quantidades de dados de falha, as funções são ainda úteis como ponto de partida, uma vez que
os parâmetros envolvidos descrevem o modo e o tempo de falha.
5.3.2.1 Falha ao Abrir (FAIL)
O procedimento de cálculo a seguir foi utilizado para determinar-se a probabilidade de um PRD falhar ao
abrir num intervalo de inspecção específico.
a) Passo 1 – seleccionar um intervalo de inspecção, 𝑡𝑡𝑅𝑅𝐶𝐶𝑅𝑅𝑖𝑖 .
b) Passo 2 – Determinar os valores dos parâmetros de Weibull padrão, 𝛽𝛽 e 𝜂𝜂𝑃𝑃𝑃𝑃𝑓𝑓 usando a tabela
7.4 e 7.5 API RBI RP 581 (Ver anexo)
c) Passo 3 – Determinar o factor de ajustamento, 𝐹𝐹𝑅𝑅 , usando as seguintes considerações:
𝐹𝐹𝑅𝑅 = 0.75 Para válvulas convencionais de descarga para um sistema fechado ou não
𝐹𝐹𝑅𝑅 = 1.0 Para todos os outros casos
d) Passo 4 – Para cada cenário de sobrepressão, 𝐹𝐹𝑅𝑅𝑖𝑖 , usando a equação
𝐹𝐹𝑅𝑅𝑖𝑖 = 13.375
∙ � P0𝑀𝑀𝐴𝐴𝑀𝑀𝑃𝑃
− 1.3�. Notar que para realizar este passo é necessário que se faça uma
estimativa da sobrepressão dado a falha do PRD ao abrir sob solicitação. Mais detalhes ver
anexo (paragrafo 7.4.6) da API RP 581
e) Passo 5 – Determinar o factor de ajustamento ambiental, 𝐹𝐹𝑃𝑃𝐶𝐶𝑒𝑒 , usando a tabela 7.6 API RBI RP
581 (ver anexo)
f) Passo 6 – Calcular a vida característica modificada, 𝜂𝜂𝑚𝑚𝑅𝑅𝑃𝑃 , usando a equação
𝜂𝜂𝑚𝑚𝑅𝑅𝑃𝑃 = 𝐹𝐹𝑅𝑅 ∙ 𝐹𝐹𝑅𝑅𝑖𝑖 ∙ 𝐹𝐹𝑃𝑃𝐶𝐶𝑒𝑒 ∙ 𝜂𝜂𝑚𝑚𝑅𝑅𝑃𝑃 e os factores obtidos nos passos 3, 4 e 5.
g) Passo 7 – Reunir o histórico de inspecção do PRD. Classificar cada registo usando a tabela de
eficácia da inspecção, tabela 7.7 API RBI RP 581 (ver anexo). Assentar os resultados de cada
registo de inspecção; “PASS/FAIL” e determinar o factor de confiança, 𝐶𝐶𝐹𝐹𝑅𝑅4, se aplicável, para
4 𝐶𝐶𝐹𝐹𝑅𝑅é o factor tabelado, obtido apartir de considerações das probabilidades a posterior condicional a cada caso, “pass” ou “fail”.

45
cada histórico de inspecção baseado nos resultados dos TRs. Determinar a duração, 𝑡𝑡𝑃𝑃𝐶𝐶𝑃𝑃 ,𝑅𝑅 , de
cada ciclo de inspecção.
h) Passo 8 – Começar pelo mais recente registo de inspecção, actualizar a vida característica
modificada, 𝜂𝜂𝑚𝑚𝑅𝑅𝑃𝑃 , determinado no passo 6 como se segue:
1) Passo 8.1 – Calcular a probabilidade de falha a prior usando a equação
𝑃𝑃𝑓𝑓 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃𝑖𝑖𝑃𝑃𝑃𝑃 = 1 − 𝑃𝑃
−� 𝑡𝑡𝜂𝜂𝑚𝑚𝑅𝑅𝑃𝑃
� . O valor de tempo a ser usado nesta equação é a duração do
ciclo de inspecção, 𝑡𝑡𝑃𝑃𝐶𝐶𝑃𝑃 ,𝑅𝑅 , determinado no passo 7. Notar que para o primeiro registo de
inspecção, a vida característica modificada, 𝜂𝜂𝑚𝑚𝑅𝑅𝑃𝑃 , é utilizada. Nos registos de
inspecção subsequentes são usados a vida característica actualizada, 𝜂𝜂𝐶𝐶𝑖𝑖𝑃𝑃 , como ver-
se-á no passo 8.5 mais em frente.
2) Passo 8.2 – Calcular a probabilidade de não falhar à prior, usando a equação
𝑃𝑃𝑖𝑖 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃𝑖𝑖𝑃𝑃𝑃𝑃 = 1 − 𝑃𝑃𝑓𝑓 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃
𝑖𝑖𝑃𝑃𝑃𝑃
3) Passo 8.3 – Determinar a probabilidade condicional de falha e a probabilidade
condicional de não falhar usando as equações 𝑃𝑃𝑓𝑓 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃𝑖𝑖𝑃𝑃𝑃𝑃 = (1 − 𝐶𝐶𝐹𝐹𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅 ) ∙ 𝑃𝑃𝑖𝑖 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃
𝑖𝑖𝑃𝑃𝑃𝑃 e
𝑃𝑃𝑖𝑖 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃𝑖𝑖𝑃𝑃𝑃𝑃 = 𝐶𝐶𝐹𝐹𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅 ∙ 𝑃𝑃𝑓𝑓 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅 r
𝑖𝑖𝑃𝑃𝑃𝑃 + (1 − 𝐶𝐶𝐹𝐹𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅 ) ∙ 𝑃𝑃𝑖𝑖 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃𝑖𝑖𝑃𝑃𝑃𝑃 , respectivamente.
4) Passo 8.4 – Calcular a probabilidade de falha ponderada, 𝑃𝑃𝑓𝑓 ,𝑤𝑤𝑤𝑤𝑡𝑡𝑖𝑖𝑃𝑃𝑃𝑃 , usando a equação
apropriada da tabela 7.9 API RBI RP 581 (ver anexo).
5) Passo 8.5 – Determinar a vida característica actualizada, 𝜂𝜂𝐶𝐶𝑖𝑖𝑃𝑃 , usando a equação
𝜂𝜂𝐶𝐶𝑖𝑖𝑃𝑃 = 𝑡𝑡
�−𝑃𝑃𝐶𝐶 �1−𝑃𝑃𝑓𝑓 ,𝑤𝑤𝑤𝑤𝑡𝑡𝑖𝑖𝑃𝑃𝑃𝑃 ��
1𝛽𝛽 e a probabilidade de falha ponderada, 𝑃𝑃𝑓𝑓 ,𝑤𝑤𝑤𝑤𝑡𝑡
𝑖𝑖𝑃𝑃𝑃𝑃 , determinado no
passo 8.4
6) Passo 8.6 – Repetir esses passos todos para cada registo de inspecção disponível
para o PRD até que um valor final da vida característica actualizada, 𝜂𝜂𝐶𝐶𝑖𝑖𝑃𝑃 , seja
determinado.
Segundo a norma considera-se ainda mais 8 passos, até o passo 16 para se determinar completamente
a probabilidade de falha para o modo de falha ao abrir, mas não é objectivo desta dissertação a
determinação da probabilidade de falha, pelo que ficamos pela determinação dos parâmetros, embora já
é possível determinar a probabilidade de falha até esta última actualização da vida característica. Mas os
passos até aqui considerados são suficientes para o trabalho proposto.
5.3.2.2 Fuga (LEAK)
O procedimento de cálculo a seguir foi utilizado para se determinar a probabilidade de um PRD ter uma
fuga num intervalo de inspecção específico.
a) Passo 1 – Seleccionar um intervalo de inspecção, 𝑡𝑡𝑅𝑅𝐶𝐶𝑅𝑅𝑖𝑖 .
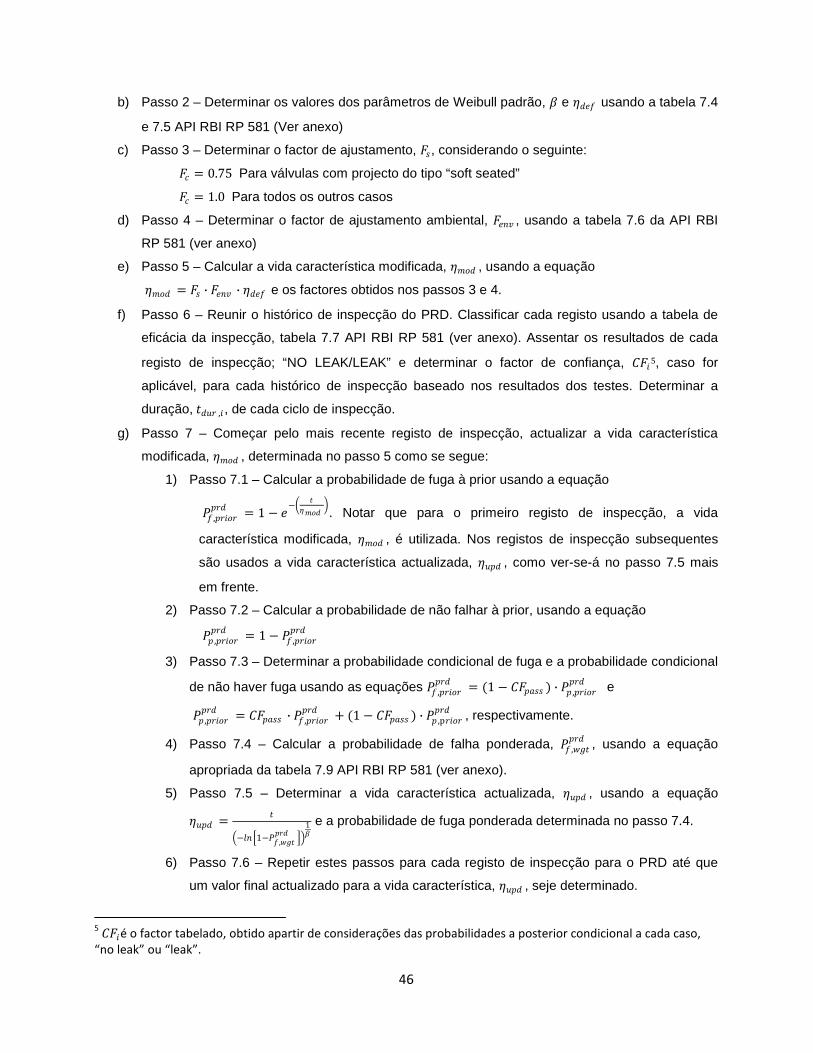
46
b) Passo 2 – Determinar os valores dos parâmetros de Weibull padrão, 𝛽𝛽 e 𝜂𝜂𝑃𝑃𝑃𝑃𝑓𝑓 usando a tabela 7.4
e 7.5 API RBI RP 581 (Ver anexo)
c) Passo 3 – Determinar o factor de ajustamento, 𝐹𝐹𝑅𝑅, considerando o seguinte:
𝐹𝐹𝑅𝑅 = 0.75 Para válvulas com projecto do tipo “soft seated”
𝐹𝐹𝑅𝑅 = 1.0 Para todos os outros casos
d) Passo 4 – Determinar o factor de ajustamento ambiental, 𝐹𝐹𝑃𝑃𝐶𝐶𝑒𝑒 , usando a tabela 7.6 da API RBI
RP 581 (ver anexo)
e) Passo 5 – Calcular a vida característica modificada, 𝜂𝜂𝑚𝑚𝑅𝑅𝑃𝑃 , usando a equação
𝜂𝜂𝑚𝑚𝑅𝑅𝑃𝑃 = 𝐹𝐹𝑅𝑅 ∙ 𝐹𝐹𝑃𝑃𝐶𝐶𝑒𝑒 ∙ 𝜂𝜂𝑃𝑃𝑃𝑃𝑓𝑓 e os factores obtidos nos passos 3 e 4.
f) Passo 6 – Reunir o histórico de inspecção do PRD. Classificar cada registo usando a tabela de
eficácia da inspecção, tabela 7.7 API RBI RP 581 (ver anexo). Assentar os resultados de cada
registo de inspecção; “NO LEAK/LEAK” e determinar o factor de confiança, 𝐶𝐶𝐹𝐹𝑅𝑅5, caso for
aplicável, para cada histórico de inspecção baseado nos resultados dos testes. Determinar a
duração, 𝑡𝑡𝑃𝑃𝐶𝐶𝑃𝑃 ,𝑅𝑅 , de cada ciclo de inspecção.
g) Passo 7 – Começar pelo mais recente registo de inspecção, actualizar a vida característica
modificada, 𝜂𝜂𝑚𝑚𝑅𝑅𝑃𝑃 , determinada no passo 5 como se segue:
1) Passo 7.1 – Calcular a probabilidade de fuga à prior usando a equação
𝑃𝑃𝑓𝑓 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃𝑖𝑖𝑃𝑃𝑃𝑃 = 1 − 𝑃𝑃
−� 𝑡𝑡𝜂𝜂𝑚𝑚𝑅𝑅𝑃𝑃
�. Notar que para o primeiro registo de inspecção, a vida
característica modificada, 𝜂𝜂𝑚𝑚𝑅𝑅𝑃𝑃 , é utilizada. Nos registos de inspecção subsequentes
são usados a vida característica actualizada, 𝜂𝜂𝐶𝐶𝑖𝑖𝑃𝑃 , como ver-se-á no passo 7.5 mais
em frente.
2) Passo 7.2 – Calcular a probabilidade de não falhar à prior, usando a equação
𝑃𝑃𝑖𝑖 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃𝑖𝑖𝑃𝑃𝑃𝑃 = 1 − 𝑃𝑃𝑓𝑓 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃
𝑖𝑖𝑃𝑃𝑃𝑃
3) Passo 7.3 – Determinar a probabilidade condicional de fuga e a probabilidade condicional
de não haver fuga usando as equações 𝑃𝑃𝑓𝑓 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃𝑖𝑖𝑃𝑃𝑃𝑃 = (1 − 𝐶𝐶𝐹𝐹𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅 ) ∙ 𝑃𝑃𝑖𝑖 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃
𝑖𝑖𝑃𝑃𝑃𝑃 e
𝑃𝑃𝑖𝑖 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃𝑖𝑖𝑃𝑃𝑃𝑃 = 𝐶𝐶𝐹𝐹𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅 ∙ 𝑃𝑃𝑓𝑓 ,𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃
𝑖𝑖𝑃𝑃𝑃𝑃 + (1 − 𝐶𝐶𝐹𝐹𝑖𝑖𝑃𝑃𝑅𝑅𝑅𝑅 ) ∙ 𝑃𝑃𝑖𝑖 ,p𝑃𝑃𝑅𝑅𝑅𝑅𝑃𝑃𝑖𝑖𝑃𝑃𝑃𝑃 , respectivamente.
4) Passo 7.4 – Calcular a probabilidade de falha ponderada, 𝑃𝑃𝑓𝑓 ,𝑤𝑤𝑤𝑤𝑡𝑡𝑖𝑖𝑃𝑃𝑃𝑃 , usando a equação
apropriada da tabela 7.9 API RBI RP 581 (ver anexo).
5) Passo 7.5 – Determinar a vida característica actualizada, 𝜂𝜂𝐶𝐶𝑖𝑖𝑃𝑃 , usando a equação
𝜂𝜂𝐶𝐶𝑖𝑖𝑃𝑃 = 𝑡𝑡
�−𝑃𝑃𝐶𝐶�1−𝑃𝑃𝑓𝑓 ,𝑤𝑤𝑤𝑤𝑡𝑡𝑖𝑖𝑃𝑃𝑃𝑃 ��
1𝛽𝛽 e a probabilidade de fuga ponderada determinada no passo 7.4.
6) Passo 7.6 – Repetir estes passos para cada registo de inspecção para o PRD até que
um valor final actualizado para a vida característica, 𝜂𝜂𝐶𝐶𝑖𝑖𝑃𝑃 , seje determinado.
5 𝐶𝐶𝐹𝐹𝑅𝑅é o factor tabelado, obtido apartir de considerações das probabilidades a posterior condicional a cada caso, “no leak” ou “leak”.

47
Até aqui calcula-se os parâmetros de Weibull actualizados, nomeadamente o parâmetro 𝜂𝜂 actualizado
em função dos dados de inspecção ou testes realizados ao PRD, para os dois métodos de falha em
questão (API RP 581).
5.4 Cálculo da consequência de falha e do Risco Embora não faça parte do objectivo nesta dissertação, o procedimento a seguir apresentado, servirá
como base para o cálculo da consequência de falha e posteriormente do risco. Este análise é uma das
perspectivas para trabalhos futuros.
Tanto para um modo de falha como para outro, isto é, FAIL ou LEAKAGE, cumprir-se-á o mesmo
procedimento de cálculo da consequência de falha. Também é pertinente dizer que basicamente a
consequência de falha é a soma dos custos associados a cada caso adverso, seja ele um dano
ambiental, pessoal, custo de parada da produção, etc. No entanto a API RP 581 na parte 7 faz uma
abordagem em pormenores acerca do cálculo da consequência por FAIL e por LEAKAGE.
O cálculo do risco global para o caso de falha ao abrir de um PRD calcula-se pela soma individual
associada a cada caso de solicitação em sobrepressão, e a sua expressão é a seguinte:
𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑓𝑓𝑖𝑖𝑃𝑃𝑃𝑃 = �𝑃𝑃𝑓𝑓 ,𝑗𝑗
𝑖𝑖𝑃𝑃𝑃𝑃 ∙ 𝐶𝐶𝑓𝑓 ,𝑗𝑗𝑖𝑖𝑃𝑃𝑃𝑃 = �𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑓𝑓 ,𝑗𝑗
𝑖𝑖𝑃𝑃𝑃𝑃𝐶𝐶𝑃𝑃𝑅𝑅
𝑅𝑅=1
𝐶𝐶𝑃𝑃𝑅𝑅
𝑗𝑗=1
(4.10)
Onde j representa cada ndc (número de cada caso de solicitação em sobrepressão).
O cálculo do risco associado a fuga do PRD é obtido pela multiplicação da probabilidade de fuga pela
sua consequência de acordo com a equação:
𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑃𝑃𝑖𝑖𝑃𝑃𝑃𝑃 = 𝑃𝑃𝑃𝑃
𝑖𝑖𝑃𝑃𝑃𝑃 ∙ 𝐶𝐶𝑃𝑃𝑖𝑖𝑃𝑃𝑃𝑃 (4.11)
O risco total associado a falha do PRD abrir e ter alguma fuga é obtida pela soma dos riscos dos dois
casos considerados, como se segue:
𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑖𝑖𝑃𝑃𝑃𝑃 = 𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑓𝑓𝑖𝑖𝑃𝑃𝑃𝑃 + 𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑃𝑃
𝑖𝑖𝑃𝑃𝑃𝑃 (4.12)
Numa avaliação RBI API é considerada o risco de cada PRD em particular, portanto, a avaliação torna-se
completa após a realização numa plataforma industrial, o que pode incluir vários PRDs. 6
6 Uma fuga de um PRD é uma falha contínua no sistema e pode afectar todo o sistema em si. Mas a falha ao abrir o PRD ocorre apenas em caso de sobrepressão e pode afectar apenas um dentre os vários PRDs instalados no sistema, por isso, a método de cálculo da probabilidade de falha são diferentes para estes dois casos.

48

49
Capítulo 6: Desenvolvimento do “software” para aplicação as PRDs
6.1 Introdução Um dos problemas propostos para esta dissertação é a dificuldade em perceber-se tanto a norma quanto
o software da API RBI de modo a se poder avaliar directamente programas de inspecção para PRDs,
assim surgiu a necessidade de usar-se uma metodologia simplificada similar à proposta no API RP 581.
Em conformidade com as especificações regulamentadas para testes e inspecções, este “software” visa
fornecer uma base para o cálculo específico dos parâmetros de Weibull relativos aos PRDs, não constitui
no entanto um “software” completo para uma avaliação RBI API abarcando toda a regulamentação
normalizada na API 581 para estes equipamentos, mas ousa-se dizer que será um parceiro de extrema
utilidade no acto da actividade de inspecção realizada por qualquer usuário e seguidor da referida norma.
Há portanto diferenças que importa referir pelo menos quanto às características e os seus objectivos
tanto deste aplicativo como do software da API de inspecção baseada no risco.
6.2 O “Software” de Inspecção baseada no risco da API O Documento API RP 581 é, até o momento, a única metodologia publicada em seus detalhes, que
abarca um conjunto de procedimentos de cálculo que permitem a determinação tanto das consequências
quanto da probabilidade de uma falha estrutural, em função das características de projecto, operação e
de inspecção dos equipamentos que temos vindo a estudar até agora.
Porque os procedimentos de cálculo, tanto das consequências quanto da probabilidade de falha, são
trabalhosos e extensos, é importante que haja uma ferramenta informatizada para realizar de forma ágil a
avaliação dos equipamentos. Para tal a API desenvolveu um “software”, o RBI API software baseado
inteiramente no documento referido, para dar suporte à aplicação da sua metodologia.
O uso do “software” possibilita o acompanhamento da variação das consequências sob dois aspectos
muito importantes: (1) o da área afectada pela falha; e (2) os custos financeiros da falha. Estas duas
abordagens são importantes, pois, a probabilidade de falha é função dos mecanismos de dano e da
efectividade dos planos de inspecção actuantes (Bruno Eckstein, Edneu Jatkoski, José Ademar Nucci
Etter, 2002).
Características do “software” de RBI da API:
Analisa Reservatórios de pressão, tubagens, permutadores de calor e dispositivos de alívio de
pressão.
Possui três níveis de análise: qualitativa, semi-quantitativa e quantitativa.
O planeamento de inspecção é automatizado.

50
O valor da consequência é expresso em termos de risco por unidade de área, a unidade de
área por ano e a unidade financeira por ano. As consequências podem estar relacionadas a
dano de equipamentos, custos de inactividade, poluição, explosões, danos ambientais, etc.
Possui a matriz qualitativa para a classificação do risco.
Possibilidade de transferência de dados para acelerar a entrada de informações.
Capacidades de relatar todos os cenários de risco, matrizes, consequência e planos de
inspecção.
Mas este “software” bem como a sua metodologia (descrita na API RP 581) carecem ainda de certos
aspectos de adequação e simplicidade no que respeita a avaliação para os PRDs e permutadores de
calor.
Nesta ordem de ideia a o ISQ sentiu a necessidade da simplificação no entendimento da metodologia e
da existência de “software” que possibilitasse a aplicação simples porém em conformidade com a API
581 e que facilitasse a elaboração do plano de inspecção baseada no risco para as válvulas de
segurança de equipamentos sob pressão.
6.3 O “software” desenvolvido O presente “software” serve para coadjuvar a elaboração de um plano de inspecção baseada no risco
segundo a API (RBI API) para dispositivos de alívio de pressão, sejam eles efectuados nos níveis
quantitativos ou semi-quantitativos. Não se efectuam directamente a partir deste “software” cálculos de
consequências de falhas e portanto também não se efectua o cálculo directo do risco, mas dá-se, no
entanto, os valores necessários ao cálculo da componente fundamental da análise de risco, que é a
probabilidade de falha.
6.3.1 Algoritmo
De modo a facilitar a compreensão do funcionamento do “software”, a figura 15 representa o diagrama do
seu funcionamento.
Figura 15: Diagrama de funcionamento do software

51
6.3.2 Interface gráfica de usuário
O “software”, está dividido em duas partes, a saber, uma para análise e determinação dos parâmetros de
Weibull, nomeadamente a vida característica η, uma vez que o parâmetro β (Parâmetro de forma) traduz
apenas o mecanismo físico de degradação (falha). Está portanto associado a este valor os dois
mecanismos de falha que constitui a base de cálculo do “software”, e está associado a cada modo de
falha, Fuga e Falha ao abrir, os valores de β estão tabelados, foram obtidos pela API RP 581 através de
estudos e longa experiencia do instituto (API) no ramo de inspecção baseada no risco.
A compreensão deste “software” torna-se simples após a leitura dos procedimentos de cálculo abordado
no subcapítulo 5.3 – Válvulas de segurança de equipamentos sob pressão que faz parte do capítulo 5 –
Análise da adequação da norma API 581 (Set. 2008), Tecnologia de (RBI) inspecção baseada no risco
aplicada as (PRDs) válvulas de equipamentos sob pressão.
O “software” possui um menu inicial (Figura 16) onde deixa ao utilizador a possibilidade de escolher para
que modo de falha vai proceder a análise, se é para análise de Falha ao abrir (FAIL) ou análise de Fuga
(LEAKAGE).
Figura 16: Menu inicial do "software"
Este menu dá ao utilizador a possibilidade de escolher para qual dos modos de falha irá efectuar o seu
estudo, ou seja, ele pode-se seleccionar o modo FAIL ou LEAKAGE.
Seguidamente dependendo da escolha do utilizador (inspector) irá aparecer uma janela de cálculo
(Figura 17a), onde se abre a possibilidade do utilizador introduzir valores por ele analisados mediante as
condições da API RP 580 e API RP 581 (capítulo 7).
Para a análise dos parâmetros e probabilidade de falha para o modo de falha ao abrir irá aparecer a
janela da figura 17a:

52
a)
b)
Figura 17: a) Janela do “software” para análise do FAIL, b) Janela do “software” para análise do LEAKAGE
No primeiro painel apenas reconhece-se a entidade para a qual este aplicativo foi desenvolvido bem
como descreve a sua utilidade e finalidade. No painel vertical a esquerda o utilizador introduz valores
previamente estabelecidos mediante análise das tabelas e condições que se podem observar na API RP
581 (Ver em anexo), bem como valores decorrentes da experiencia do inspector para o dispositivo em
análise e registados no histórico de inspecções ou testes realizados ao mesmo. Estes valores são
portanto, o intervalo de inspecção, os parâmetros de Weibull padrão (ou iniciais, podem ser consultados
nas tabelas da API RP 581 que estão em anexo), factor de ajustamento, pressão máxima de trabalho
admissível (MAWP), pressão de sobrepressão, factor de ajustamento ambiental, Factores de confiança
(CF), duração do teste ou tempo de funcionamento do dispositivo sem inspecção e o número de
inspecções ou testes realizados. Também neste painel podemos observar um “pop-up menu” (menu de
escorregamento) que possibilita escolher qual o critério de análise que o dispositivo esteve sujeito, isso
faz-se usando a tabela de eficácia da inspecção, tabela 7.7 da API RP 581 (Ver anexo). Por fim, neste
painel observa-se um valor que é dado através de cálculos internos do programa da vida característica
modificada e o factor de ajustamento de sobrepressão.
Seguidamente vemos à direita três “Pusshbuttom” (botão de clique), calcular, fechar e salvar resultados
como, que dispensam apresentações.
A área do gráfico fornece a probabilidade de falha da análise e do dispositivo em questão, esta
probabilidade de falha que será utilizada para determinação do risco e assim para se poder fazer a
análise de RBI obedecendo às normas API RP 580 e API 581.

53
Para a análise dos parâmetros e probabilidade de falha para o modo de fuga (figura 17b) irá aparecer a
janela da referida figura:
Como na primeira janela o primeiro painel apenas reconhece-se a entidade para a qual este aplicativo foi
desenvolvido bem como descreve a sua utilidade e finalidade. No painel vertical a esquerda o utilizador
introduz valores previamente estabelecidos mediante simples análise das tabelas e condições que
podem observar na API 581, bem como valores decorrentes da experiencia do inspector para o
dispositivo em análise e registados no histórico de inspecção ou teste realizados ao mesmo. Estes
valores são portanto, o intervalo de inspecção, os parâmetros de Weibull padrão (ou iniciais, podem ser
consultados na API 581), factor de ajustamento, factor de ajustamento ambiental, Factores de confiança
(CF), duração do teste ou tempo de funcionamento do dispositivo sem inspecção e o número de
inspecções ou testes realizados. Também neste painel podemos observar um “pop-up menu” que
possibilita escolher qual o critério de análise que o dispositivo esteve sujeito, isso faz-se usando a tabela
de eficácia da inspecção, tabela 7.7 da API 581. Por fim, neste painel observa-se um valor que é dado
através de cálculos internos do programa da vida característica modificada.
Seguidamente vemos à direita três “Pusshbuttoms”, calcular, fechar e salvar resultados como, que
dispensam apresentações.
A área do gráfico fornece a probabilidade de falha da análise e do dispositivo em questão, esta
probabilidade de falha que será utilizada para determinação do risco serve para se poder fazer a análise
de RBI obedecendo as normas API RP 580 e API RP 581.

54
55
Capítulo 7: Aplicação da metodologia e do “software” a casos práticos
7.1 Introdução A metodologia utilizada nesta dissertação é a metodologia conhecida como RBI API (Inspecção baseada
no risco da API), que consiste na metodologia de inspecção baseada no risco do Instituto Americano do
Petróleo. Esta metodologia de inspecção é tão eficiente que foi normalizada, tornando-se a ferramenta
fundamental para análise e previsão de intervalos óptimos de inspecção na indústria de processos,
petroquímica e do petróleo.
O método quantitativo de análise da probabilidade de falha abordado nesta dissertação para as válvulas
de segurança de equipamentos sob pressão frequentemente chamado de PRD constitui a base da
discussão que faremos neste capítulo. Quanto a análise da metodologia deixa-se para consulta nos
capítulos precedentes, nomeadamente, os capítulos 3, 4 e 5.
7.2 Casos práticos estudados É necessária a ratificação e consolidação do estudo da inspecção baseada no risco dos PRDs feita até
agora mediante aplicação à casos práticos, isto é, seguidamente far-se-á o estudo de inspecção de
diferentes equipamentos, PRDs, e proceder-se-á à determinação dos parâmetros de Weibull para
avaliação da probabilidade de falha, quer o modo de falha seja por falha ao abrir, quer o modo seja por
fuga.
Durante a operação, é recomendado, que seja mantida a pressão de operação das PRDs abaixo da
pressão de ajuste em, no mínimo, 10% para válvulas ASME VIII e 7% para válvulas ASME I.
7.2.1 Casos de válvulas de segurança estudadas
A análise dos resultados da inspecção e dos testes de Recepção (TR) das PRDs de unidades de
processamento da indústria de refinaria e petroquímica, realizados após várias operações, mostram que
podem ser grandes as quantidades de ocorrências de falhas ocultas nesses dispositivos.
Um levantamento de dados, efectuado ao longo de vários anos, revela que pode ser significativo a
percentagem de válvulas que, durante a inspecção/teste, abrem fora da pressão de ajuste, que não
abrem, que apresentam-se obstruídas, que têm fuga antes ou após serem abertas e que apresentam
falhas em alguns dos seus componentes.
É indispensável, a adopção de um plano de inspecção e de medidas adequadas para detecção e
tratamento dos problemas de funcionamento destas válvulas, embora, a experiencia mostre que muitas
válvulas não falham ou não apresentam problemas de mau funcionamento porque não são solicitadas
quando estão em operação, gerando a falsa impressão de que estão cumprindo eficazmente a sua
função pretendida.

56
7.2.1.1 Dados provenientes duma unidade de processamento numa refinaria
Inicialmente foi feito um levantamento somente com os dados do TR de 69 válvulas (49 de segurança e
alívio e 20 de alívio) inspeccionadas na paragem de uma unidade de refinação em 1998, após operação
durante 3 anos. Esses dados estão apresentados na tabela 2.
A análise desses dados mostra o que podemos resumir na seguinte tabela: Tabela 2: Resultados de inspecção e TR após paragem numa refinaria em 1998
Circunstância das válvulas De segurança e
alívio
Válvulas de
alívio
Total
Qtde. % Qtde. % Qtde. %
Abriram no intervalo de tolerância e mantiveram
a estanquicidade
19 39 4 20 23 33
Abriram no intervalo de tolerância e não
mantiveram a estanquicidade
15 31 3 15 18 26
Abriram com pressão até 20% acima da pressão
de ajuste 4 8 2 10 6 9
Abriram com pressão entre 20% a 40% acima da
pressão de ajuste 0 0 8 40 8 12
Abriram com pressão superior a 40% da pressão
de ajuste 3 6 2 10 5 7
Abriram com pressão inferior a 95% 2 4 1 5 3 4
Tiveram fuga antes de abrir 6 12 0 0 6 9
Na altura não foram identificadas, pois não se analisou, as causas que levaram ao mau resultado no TR
das referidas válvulas.
Depois, nos anos 2000 e 2004, foi feito, durante paragens e após estarem a trabalhar pelo período de 2 e
4 anos respectivamente, um levantamento mais detalhado dos resultados do TR das válvulas de
segurança e alívio, com o objectivo de se determinar a disponibilidade das válvulas e os intervalos
óptimos de inspecção, porque tinha-se o objectivo de adoptar um intervalo de inspecção de 5 anos para
tal unidade.
Neste caso foram estabelecidas as pressões de abertura para o teste e em conjunto com as pressões de
ajuste estabeleceu-se o que pode ser consultado na tabela 3, a seguir:

57
Tabela 3: Resultados de inspecção e TR em válvulas de segurança após paragem em 2000 e 2004,
Pa – Pressão de ajuste, Pt – Pressão de teste7
Resultado da inspecção
Paragem em 2000 Paragem em 2003
Qtde. % Qtde. %
1.1Pa≤1.1Pt e fecho normal 16 11 - -
1.1Pt<Pa≤1.5Pt e fecho normal 1 1 - -
1.1Pt<Pa≤1.5Pt 5 3 12 11
Pa≤1.1Pt, PRD não fechou 22 15 - -
Pa≤1.1Pt, houve uma fuga directa 6 4 - -
Pa>1.5Pt 5 3 3 3
Pa≤1.1Pt 43 30 38 34
Pa≤1.5Pt 47 32 59 53
Foi garantido que com a metodologia utilizada com estes dados calculou-se a disponibilidade das
válvulas de segurança dessas duas unidades. Foi considerado que as válvulas de segurança e alívio têm
um comportamento diferente das válvulas de alívio, e por isso foi determinada de forma separada a
disponibilidade para cada tipo de válvula. Determinou-se que as válvulas que abriam com pressão entre
10% e 50% acima da pressão de ajuste apresentavam falha, e que as válvulas que abriam com pressão
acima de 50% da pressão de ajuste apresentavam falha crítica. As disponibilidades calculadas foram de
93% para as válvulas de segurança e alívio e de 80% para as válvulas de alívio, que são muito baixas. É
recomendável trabalhar com disponibilidade mínima de 95%, e válvulas mais críticas próximo de 100%.
Foram analisadas, para cada válvula que falhou, as causas das falhas. Concluiu-se que a causa principal
de abertura da válvula acima da pressão de ajuste é devido a presença de produto de corrosão na
entrada da válvula; este problema ocorre também nas linhas de entrada e descarga das válvulas, e em
geral invalida a protecção proporcionada pela válvula.
Após essa análise foi decidido, como regra geral, estabelecer intervalos de inspecção de 2 anos e meio
para as válvulas que apresentaram falha. Para as demais válvulas foi recomendado acompanhar o prazo
de inspecção do equipamento protegido.
7.2.1.2 Dados duma indústria petroquímica
Em 2004, durante uma paragem geral na unidade de processamento de uma petroquímica, num período
de trabalho de 3 anos, 64 PRDs foram submetidas a inspecção e manutenção. Algumas das válvulas
estavam em operação há mais tempo que o tempo inicialmente estabelecido. Do total, apenas 35 foram
aprovadas no TR. Uma análise mais apurada do estado geral destas válvulas e das causas de
reprovação das outras 29 (45,3 %) revelou o seguinte: 7 Pa – Pressão de ajuste, é a pressão fixa para a qual espera que o PRD não actue. Pt – Pressão de teste, é a pressão instantânea de teste.

58
a) 5 Válvulas abriram abaixo da Pressão de Teste (Pt). A causa não foi devidamente esclarecida.
b) 5 Válvulas vazaram devido à falha ou desgaste de componentes
(especialmente mola, fole e sedes de vedação), ou devido a sujidade.
c) Falta de estanquecidade após abertura, causada por falha de componentes ou desgaste nas sedes de
vedação.
d) 2 Válvulas não abriram até 1,5 x Pt, devido a aprisionamento causado por incrustação, corrosão e a
sujidade nas regiões guiadas, devido à obstrução, falha do fole e anéis de vedação.
e) Das 2 válvulas enquadradas no item acima, 1 estava operando em período de tempo maiores do que
as inicialmente recomendadas.
f) Nas válvulas tipo piloto operado era ainda mais evidente a necessidade de inspecção/manutenção.
Mesmo entre as 35 aprovadas foi observado que a maioria já estava a necessitar de inspecção/
manutenção, naquela ocasião, devido ao grau de sujidade, deterioração de componentes não metálicos
(juntas, anéis), e oxidação de roscas de parafusos.
A maioria das que falharam no TR ou que, mesmo sendo aprovadas já apresentavam necessidade de
manutenção/inspecção, representava pequeno risco para a segurança, porém comprometiam a
fiabilidade operacional, apesar de não terem apresentado ocorrências operacionais, ver tabela 4.
Tabela 4: Resultados de inspecção e TR em válvulas de segurança após paragem em 2004,
Pa – Pressão de ajuste, Pt – Pressão de teste
Resultado da
inspecção
Quantidade % Inspecção visual
Quantidade total de
válvulas
64 100
Aprovadas no TR 31 48
Pa≤0.95Pt 3 5
0.95Pt≤Pa≤1.1Pt 12 19
1.1Pt<Pa≤1.5Pt 2 3
Que abriram até 1.5Pa 2 3 2 Válvulas presas
Com fuga directa 5 8
Com peças danificadas
8 12 Os principais componentes
danificados que foram observados
foram: a haste, o disco e o suporte do
disco e da mola
Obstruídas 1 2
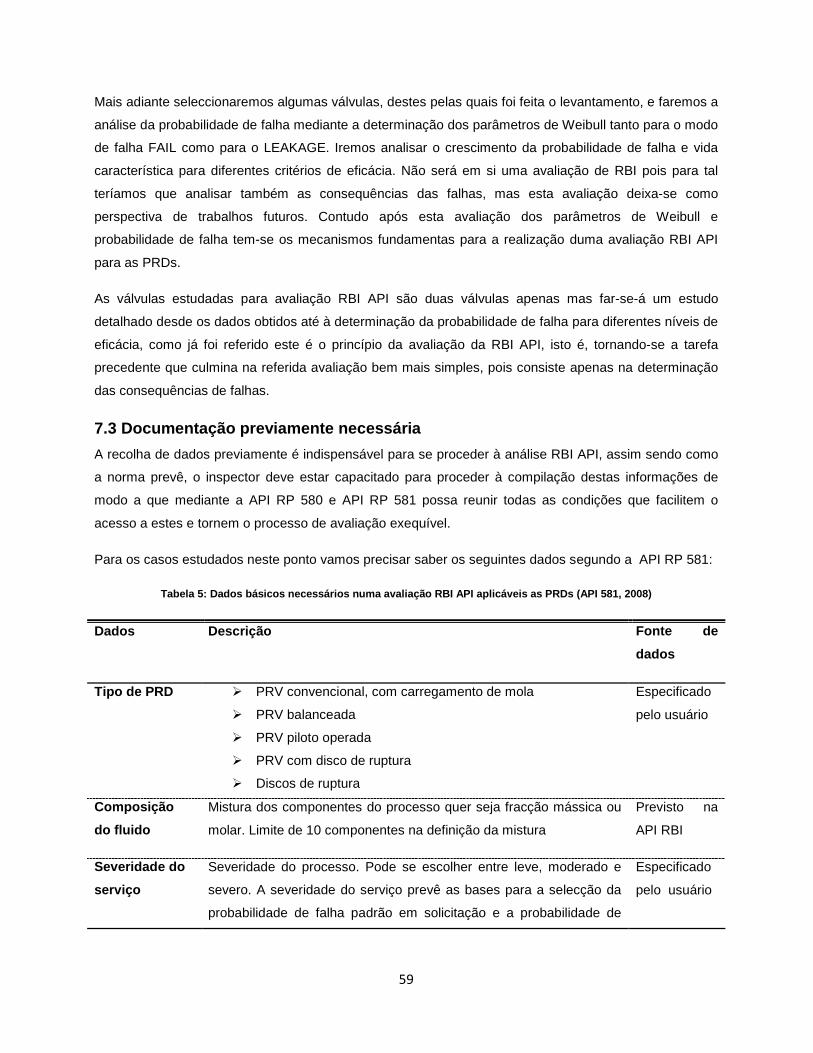
59
Mais adiante seleccionaremos algumas válvulas, destes pelas quais foi feita o levantamento, e faremos a
análise da probabilidade de falha mediante a determinação dos parâmetros de Weibull tanto para o modo
de falha FAIL como para o LEAKAGE. Iremos analisar o crescimento da probabilidade de falha e vida
característica para diferentes critérios de eficácia. Não será em si uma avaliação de RBI pois para tal
teríamos que analisar também as consequências das falhas, mas esta avaliação deixa-se como
perspectiva de trabalhos futuros. Contudo após esta avaliação dos parâmetros de Weibull e
probabilidade de falha tem-se os mecanismos fundamentas para a realização duma avaliação RBI API
para as PRDs.
As válvulas estudadas para avaliação RBI API são duas válvulas apenas mas far-se-á um estudo
detalhado desde os dados obtidos até à determinação da probabilidade de falha para diferentes níveis de
eficácia, como já foi referido este é o princípio da avaliação da RBI API, isto é, tornando-se a tarefa
precedente que culmina na referida avaliação bem mais simples, pois consiste apenas na determinação
das consequências de falhas.
7.3 Documentação previamente necessária A recolha de dados previamente é indispensável para se proceder à análise RBI API, assim sendo como
a norma prevê, o inspector deve estar capacitado para proceder à compilação destas informações de
modo a que mediante a API RP 580 e API RP 581 possa reunir todas as condições que facilitem o
acesso a estes e tornem o processo de avaliação exequível.
Para os casos estudados neste ponto vamos precisar saber os seguintes dados segundo a API RP 581:
Tabela 5: Dados básicos necessários numa avaliação RBI API aplicáveis as PRDs (API 581, 2008)
Dados Descrição Fonte de
dados
Tipo de PRD PRV convencional, com carregamento de mola
PRV balanceada
PRV piloto operada
PRV com disco de ruptura
Discos de ruptura
Especificado
pelo usuário
Composição
do fluido
Mistura dos componentes do processo quer seja fracção mássica ou
molar. Limite de 10 componentes na definição da mistura
Previsto na
API RBI
Severidade do
serviço
Severidade do processo. Pode se escolher entre leve, moderado e
severo. A severidade do serviço prevê as bases para a selecção da
probabilidade de falha padrão em solicitação e a probabilidade de
Especificado
pelo usuário

60
fuga.
Leve
FALHA AO ABRIR
Moderado (Padrão)
Severo
Leve
FUGA
Moderado (Padrão)
Severo
Cenário de
sobrepressão Prevê a lista de cenários de sobrepressão aplicável a cada PRD.
Para cada cenário de sobrepressão existem valores iniciais para as
frequências de evento e para o factor de redução da taxa de
solicitações (DRRF) disponíveis na tabela 7.2 da API RP 581. Estes
dois parâmetros quando multiplicados prevêm uma estimativa da taxa
de solicitações do PRD.
Especificado
pelo usuário
Local de descarga do
PRD
Atmosfera
Queima (Padrão)
Processo em sistema fechado
Especificado
pelo usuário
Historial de
inspecção do
PRD
Data do teste
Data de instalação
Tipo de teste
Resultados do teste/inspecção
Revisto? (Sim/Não)
Condição da tubagem
Especificado
pelo usuário
Detalhes do
equipamento
protegido
Condições de trabalho, condições de projecto, dimensões,
mecanismos de dano, frequências de falhas genéricas e factores de
dano
Previsto na
RBI API
7.4 Resultados aplicando o “software” Os cálculos efectuados neste programa, que visa determinar essencialmente os parâmetros de Weibull e
no final a probabilidade de falha por FAIL ou LEAKAGE, são baseados no procedimento de cálculo da
API 581 e dar-nos-á a probabilidade de falha para um intervalo especificado de inspecção (ver secção
5.3.2). Este intervalo de inspecção dado inicialmente, pode ser tomado como o tempo decorrido durante
o tempo em que o PRD estiver sob TR, desde que esse valor seja equiparado na unidade de tempo
anual.

61
Consideremos uma válvula do caso da refinaria já citado. Como expusemos as mesmas PRDs foram
submetidas a três TRs em épocas diferentes, o primeiro em 1998 posteriormente em 2000 e em 2004, é
claro que muitas válvulas foram substituídas e algumas adicionadas de modo a reforçar a segurança, no
entanto, pelo menos a maior parte delas ainda continuou o seu funcionamento normal.
Não iremos considerar nenhum dado proveniente de testes realizados às PRDs em questão, apenas
daremos início a uma avaliação RBI API mediante a determinação quantitativa dos parâmetros de
Weibull bem como a probabilidade de falha para os modos de falha já salientado.
Identificaremos estas duas válvulas pelas letras X e Y; na verdade, as válvulas consideradas são, uma
válvula de alívio e segurança e a outra válvula de alívio, todas elas convencionais.
7.4.1 Avaliação para a válvula X (de segurança e alívio)
1. Adopção um intervalo de inspecção, tinsp, de 5 anos.
2. Valor dos parâmetros de Weibull padrão, β e ηdef, usando a tabela 7.4 e 7.5 da API RP 581.
Segundo se pode observar nestas tabelas para se caracterizar a severidade do serviço do PRD, temos
que obter os seguintes dados:
a) Data de inspecção: 27/09/2009 (Refere-se a inspecçãoque terá início resultante do planeamento
proposto por esta RBI)
b) Fluido do processo: hidrocarboneto
c) Existem partículas resultantes da corrosão, por sua vez do vapor de água presente durante o
processo
d) Modo de falha a analisar: LEAKAGE
e) Percentagem de fluido em fase líquida geralmente não excede a 50%
f) Temperatura de serviço: 177ºC (350ºF)
g) Tipo de PRD: Válvula de segurança e alívio convencional
h) Data de registo da última falha sistema: 1998 (11 anos até a data de inspecção)
i) Caracterização da falha: presença de produto de corrosão que obstruiu a entrada da válvula
j) Classificação da pressão de serviço (Baixa, alta, média): Média
k) A descarga é feita para atmosfera
Conclusão: severidade de serviço é moderado.
Portanto, β = 1,8 e ηdef = 23,9 anos
3. Pelo projecto deste tipo de dispositivo determinamos que o factor de ajustamento, Fs = 1,25
4. Factor de ajustamento ambiental, Fenv, usando a tabela 7.6 da API RBI RP 581

62
É necessário ter em consideração os seguintes pormenores para se determinar tal factor:
a) O PRD foi instalado em equipamento sob frequente trepidação
b) O equipamento é actuado em frequência cíclica
c) Média de solicitação por ano: não menos do que 5 vezes
Conclusão: Fenv = 0,5
5. O histórico de inspecção do PRD. Usando a tabela de eficácia da inspecção, tabela 7.7 API RBI RP
581 (ver anexo). Resultados de cada registo de inspecção; “NO LEAK/LEAK” e determinar o factor de
confiança, 𝐶𝐶𝐹𝐹𝑅𝑅, caso for aplicável, para cada histórico de inspecção baseado nos resultados dos TR.
Determinar a duração, 𝑡𝑡𝑃𝑃𝐶𝐶𝑃𝑃 ,𝑅𝑅 , de cada ciclo de inspecção.
a) Número de testes realizados: 3 (estes testes foram realizados durante as inspecções)
b) Data do último teste/inspecção: 2004
c) Considerou-se que os três testes tiveram eficácia de nível C, isto é, Razoavelmente eficaz
d) A válvula em questão passou no TR realizados em 1998 e em 2000 mas reprovou em 2004 e
verificou-se haver fuga na mesma em 2000 mas foi reparado.
Conclusão:
Tabela 6: Histórico da válvula em estudo mediante a consulta da API RP 581
Factor de confiança
(CFi)
Duração
(Anos)
CFleak CFnoleak Tdur,i
0,50 2
0,50 4
0,70 5
Até aqui estamos em condições de efectuar os cálculos usando o software.
Resultados:

63
Tabela 7: Valores introduzidos no programa e a vida modificada calculada por ele para o LEAKAGE
𝐭𝐭𝐢𝐢𝐢𝐢𝐢𝐢𝐢𝐢
[anos]
𝛃𝛃 𝛈𝛈𝐝𝐝𝐝𝐝𝐝𝐝
[anos]
𝐅𝐅𝐢𝐢 𝐅𝐅𝐝𝐝𝐢𝐢𝐞𝐞 𝛈𝛈𝐦𝐦𝐦𝐦𝐝𝐝
[anos]
5 1,80 23,90 1,25 0,50 14,94
Tabela 8: Valores calculados pelo programa para determinação da probabilidade para o LEAKAGE
𝛈𝛈𝐮𝐮𝐢𝐢𝐝𝐝 [anos] 12,03 11,02 5,45
𝐭𝐭 [anos] 2 6 11
𝐏𝐏𝐥𝐥 0,04 0,28 0,97
Estes resultados só confirmam a o grande valor desta metodologia de análise de inspecção baseada no
risco através da função densidade de probabilidade de Weibull. Era de esperar que a vida característica
diminuísse à medida que os anos passassem e a válvula ia apresentando falhas, no caso, fugas. Notar
que nas primeiras duas inspecções não se verificou haver fugas, o que justifica o facto de que a vida do
componente não diminua significativamente. No entanto na terceira inspecção, como se pode verificar na
tabela 8, já houve um aumento no tempo de funcionamento sem inspecção, o que justifica o facto da vida
do PRD diminuir significativamente de 11 para 5 anos. A figura 18 mostra a tendência da curva de
probabilidade de fuga.
Figura 18: Gráfico da evolução da probabilidade de fuga
00,20,40,60,8
11,2
0 5 10 15
Prob
abili
dade
Tempo [anos]
64
O gráfico da figura 18 dados dá-nos a percepção de como seria a evolução da probabilidade de falha,
para esta válvula a medida que o tempo vai passando, tornando assim necessário o encurtamento dos
intervalos de inspecção.
7.4.2 Avaliação para a válvula Y (de alívio)
Para este caso dispõe-se de mais dados, portanto, será melhorar a percepção da evolução da
probabilidade de falha com o tempo.
Este é o caso de uma das válvulas, da Petroquímica citada, aprovada no TR. Alguns dados aqui foram
ficticiamente adoptados para se avaliara tendência de falha do PRD.
1. Adopção de um intervalo de inspecção de 3 anos.
2. Valor dos parâmetros de Weibull padrão, β e ηdef, usando a tabela 7.4 e 7.5 da API RP 581.
Segundo se pode observar nestas tabelas para se caracterizar a severidade do serviço do PRD, temos
que obter os seguintes dados:
a) Data de inspecção: 27/09/2009 (Refere-se a inspecçãoque terá início resultante do planeamento
proposto por esta RBI)
b) Fluido do processo: hidrocarboneto
c) Existem partículas resultantes da corrosão, e do vapor de água presente durante o processo
d) Modo de falha a analisar: FAIL
e) Percentagem de fluído em fase líquida geralmente não excede a 50%
f) Temperatura de serviço: 177ºC (350ºF)
g) Tipo de PRD: Válvula de segurança e alívio convencional
h) Data de registo da última falha sistema: 2004 (05 anos até a data de inspecção)
i) Caracterização da falha: presença de produto de corrosão que obstruiu a entrada da válvula
j) Classificação da pressão de serviço (Baixa, alta, média): Média
k) A descarga é feita para atmosfera
Conclusão: severidade de serviço moderado.
Portanto, β = 1,8 e ηdef = 23,9 anos
3. O factor de ajustamento é Fc = 0,75 pois trata-se de válvulas convencionais de descarga
4. Agora determina-se o factor de ajustamento de sobrepressão, que será calculado no programa. Mas
para tal é necessário determinar-se o valor de MAWP e de P0, este último valor é determinado tendo em
conta alguns factores que podem ser consultados na tabela 7.3 da API RP 581 (Ver anexo).

65
Pela experiencia qualquer inspector deverá ser capaz de prever e determinar então este valor de P0. Pela
análise das considerações desta tabela chegamos a seguinte conclusão:
Como na maioria dos casos aproximar-se-á P0 a 4xMAWP, ou seja, P0 = 4 × MAWP. Portanto Fop =1
3,375∙ �4×MAWP
MAWP− 1,3� = 0,8; MAWP=1,5 MPa
5. Factor de ajustamento ambiental, Fenv, usando a tabela 7.6 API RBI RP 581 (ver anexo)
É necessário ter em consideração os seguintes pormenores para se determinar tal factor:
a) O PRD foi instalado em equipamento sob frequente trepidação
b) O equipamento é actuado em frequência cíclica
c) Média de solicitação por ano: não menos do que 5 vezes
Conclusão: Fenv = 0,5
6. O histórico de inspecção do PRD. Usando a tabela de eficácia da inspecção, tabela 7.7 API RBI RP
581 (ver anexo). Resultados de cada registo de inspecção; “PASS/FAIL” e determinar o factor de
confiança, CFi, caso seja aplicável, para cada histórico de inspecção baseado nos resultados dos TR.
Determinar a duração, tdur,i, de cada ciclo de inspecção.
Conclusão:
Tabela 9: Histórico da válvula em estudo mediante a consulta da API RP 581
Factor de confiança
(CFi)
CFpass 0,50 0,50 0,50 0,50 0,50 0,50 0,50 0,50
CFfail 0,70 0,70
Duração (Anos) Tdur,i 3 3 3 3 3 2 2 2 2
Resultados:
Tabela 10: Valores introduzidos no programa e a vida modificada calculada por ele para o FAIL
𝐭𝐭𝐢𝐢𝐢𝐢𝐢𝐢𝐢𝐢
[anos]
𝛃𝛃 𝛈𝛈𝐝𝐝𝐝𝐝𝐝𝐝
[anos]
𝐅𝐅𝐜𝐜 𝐌𝐌𝐌𝐌𝐌𝐌𝐏𝐏
[kPa]
𝐏𝐏𝟎𝟎
[kPa]
𝐅𝐅𝐦𝐦𝐢𝐢 𝐅𝐅𝐝𝐝𝐢𝐢𝐞𝐞 𝛈𝛈𝐦𝐦𝐦𝐦𝐝𝐝
[anos]
3 1,80 23,90 1,25 1500 6000 0,80 0,50 7,17
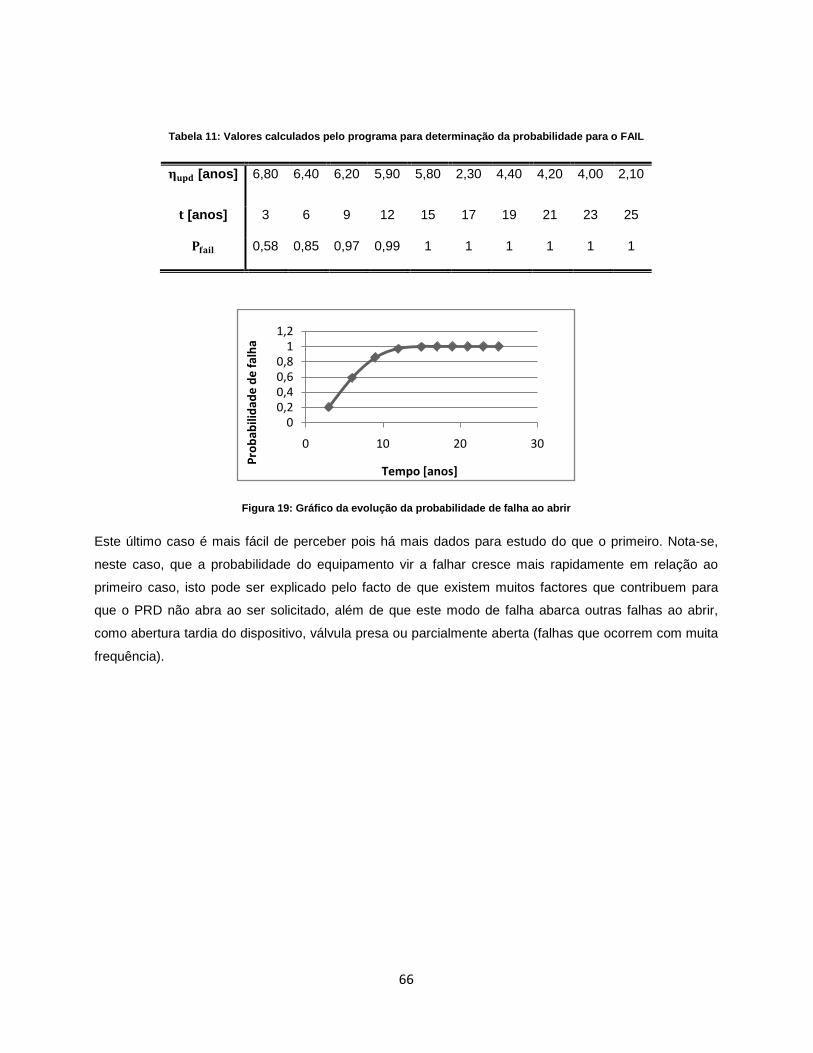
66
Tabela 11: Valores calculados pelo programa para determinação da probabilidade para o FAIL
𝛈𝛈𝐮𝐮𝐢𝐢𝐝𝐝 [anos] 6,80 6,40 6,20 5,90 5,80 2,30 4,40 4,20 4,00 2,10
𝐭𝐭 [anos] 3 6 9 12 15 17 19 21 23 25
𝐏𝐏𝐝𝐝𝐟𝐟𝐢𝐢𝐥𝐥 0,58 0,85 0,97 0,99 1 1 1 1 1 1
Figura 19: Gráfico da evolução da probabilidade de falha ao abrir
Este último caso é mais fácil de perceber pois há mais dados para estudo do que o primeiro. Nota-se,
neste caso, que a probabilidade do equipamento vir a falhar cresce mais rapidamente em relação ao
primeiro caso, isto pode ser explicado pelo facto de que existem muitos factores que contribuem para
que o PRD não abra ao ser solicitado, além de que este modo de falha abarca outras falhas ao abrir,
como abertura tardia do dispositivo, válvula presa ou parcialmente aberta (falhas que ocorrem com muita
frequência).
00,20,40,60,8
11,2
0 10 20 30
Prob
abili
dade
de
falh
a
Tempo [anos]

67
Capítulo 8: Conclusões e perspectivas de trabalhos para o futuro
8.1 Conclusões
Ao se efectuar uma avaliação RBI API, recomenda-se que sejam consultadas as tabelas em anexo, da
API RP 581. Elas são de simples percepção. Quanto aos aspectos quantitativos da avaliação o
“software” apresentado neste trabalho ocupa-se de resolve-lo de modo a facilitar o processo de cálculo e
que conduz a referida avaliação.
Foi considerado pormenores acerca das válvulas de segurança e sistemas de alívio de pressões, fez-se
abordagem das práticas e recomendações e uma análise introdutória da inspecção baseada no risco.
O “software” é de aplicação simples, uma vez recolhidas as informações requeridas por ele, pode ser
usado em qualquer sistema operativo, pois foi feito um executável para corre-lo em qualquer
computador. No entanto não se deve entender como sendo um “software” de avaliação RBI API, mas
como um auxílio de grande utilidade.
Os casos práticos mostrados foram casos que generalizam aplicação do software bem como conduz a
percepção do início de uma avaliação RBI API. Muitos mais casos podiam ser estudados, no entanto a
falta de dados na referida companhia bem como a sua dificuldade em obtê-la condicionou a consolidação
deste trabalho. Porém convém salientar que satisfez-se aqui as exigências quanto ao que se pretendia
inicialmente, isto é, a determinação dos parâmetros de Weibull, para posterior análise de RBI API.
A principal dificuldade neste trabalho consistiu na avaliação de dados disponíveis, que mostraram ser
insuficientese inadequados, para determinação da probabilidade de falha e assim a avaliação RBI API.
Espera-se que com este trabalho seja feita uma recolha de dados e informações adequados e em
conformidade com a API RP 580 e API RP 581.
8.2 Perspectivas de trabalho para o futuro Um dos problemas que se pôs no acto da atribuição desta dissertação pela empresa, ISQ, era o pleno
entendimento da normalização da inspecção baseada no risco pela API de modos a aplica-lo
convenientemente. Segundo pesquisas realizadas algumas companhia do ramo petrolífero efectuam
trabalhos que visam esclarecer a aplicação da API 581, trabalho este que tem servido e dado bases para
futuros desenvolvimento de metodologias de análise de inspecção baseada no risco. Nesta dissertação
foi feito muito mais do que um esclarecimento das normas envolvidas, foi objectivo torna-lo exequível e
mediante o desenvolvimento do “software”. Mas ainda se deixa algum trabalho por se fazer, trabalho este
que complementado este servirá para completar uma avaliação RBI API. Este trabalho consiste no

68
cálculo pormenorizado da probabilidade de falha, em caso de falha ao abrir de um dos componentes num
sistema constituído por vários PRDs, bem como o desenvolvimento do software para o cálculo das
consequências de falha e o cálculo do risco.
Adequação, simplificação e determinação, com ajuda de um software, auxiliar das consequências de
falha das PRDs para os dois modos de falha considerados.
A avaliação da RBI API torna-se completa mediante a determinação do risco que cada componente, no
caso PRD, corre. Portanto, futuramente pode-se continuar a determinação quantitativa das
consequências de falha assim como o risco associado a estas consequências. Este software pode ser
desenvolvido mais para posterior análise completa da RBI API para os PRDs.
69
Referências Bibliográficas Ádamo Santana, Inferência Bayesiana, 2006.
American Petroleum Institute, API RECOMMENDED PRACTICE 580 – Risk-Based Inspection,
First edition May 2002, Revision 01 2007.
American Petroleum Institute, API RECOMMENDED PRACTICE 581 - Risk-Based Inspection
Technology, SECOND EDITION, SEPTEMBER 2008.
American Petroleum Institute, API RP 520 PT II - Sizing, Selection, and Installation of Pressure-
Relieving Devices in Refineries Part II – Installation, USA, 1 AGOSTO 2003.
Artur Cardozo Mathias, VÁLVULAS DE SEGURANÇA PARA CALDEIRAS E PROCESSOS
INDUSTRIAIS, 2006.
ASME Code Section XII - DOT Transportation Tank, American Society of Mechanical Engineers,
2004 Edition.
ASME Code Simplified, Power Boiler Design, Inspection, and Repair: Per ASME Boiler and
Pressure, McGraw-Hill Professional, Feb 2005.
ASME PTC 25-2008, (Revision of ASME PTC 25-2001) Pressure Relief Devices Performance
Test Codes, January 13, 2009.
ASME Section VIII-DIV 1, 2001 ASME Boiler and Pressure Vessel Code, Section VIII, Division 1:
Design and Fabrication of Pressure Vessels American Society of Mechanical Engineers / 01-Jul-
2001.
Carlos Bruno Eckstein, Edneu Jatkoski, José Ademar Nucci Etter (PETROBRAS), INSPEÇÃO
BASEADA EM RISCO SEGUNDO API 581 - APLICAÇÃO DO API-RBI SOFTWARE, agosto,
2002.
CCI Nuclear Valve Resource Guide for Power Uprate and Productivity Gains,
(www.ccivalve.com), © 2003.
Chi-Hui Chien, Chun-HungChen, Yuh J. Chao, Reliability Engineering and System Safety - A
strategy for the risk-based inspection of pressure safety valves, September 2008.
D. N. PRABHAKAR MURTHY, MIN XIE, RENYAN JIANG, Weibull Models, A JOHN WILEY &
SONS, INC. PUBLICATION, 2004.
Farris Engineering, Division of Curtiss-Wright Flow Control Corporation, Series 2700 – Pressure
relief Valves, 2006.
Helio S. Migon, Introdução a inferência Bayesiana, 2006.
http://www.flaretec.com, último acesso: 05/08/2009.
http://www.pt.sgs.com, último acesso: 05/05/2009.
http://www.whirlpoolwaterheaters.com, último acesso: 05/08/2009.
ITOPF, OIL TANKER SPILL STATISTICS, 2008.
70
Juvêncio Vieira Santos, Edneu Jatkoski, Glaydston Emmerick Evangelista, Fernando Teixeira
Gazini (PETROBRAS e TBG), FALHAS EM VÁLVULAS DE SEGURANÇA: LEVANTAMENTO
ESTATÍSTICO DURANTE PARADAS DE MANUTENÇÃO, Agosto 2002.
LEONARDO MAUGERI, THE AGE OF OIL - The Mythology, History, and Future of the World’s
Most Controversial Resource, PRAEGER, USA, 2006.
Lynne Kaley, P.E., RBI: A Quantitative Solution Made Practical, E2G – The Equity Engineering
Group
Lynne Kaley, RBI: Risk-Based Inspection Reassessment, 2009.
Mario Pezzi Filho, Aplicação de RBI, Inspecção Baseada em Risco a Oleodutos segundo o API
581 BRD Verificação de Consistência com as Práticas Usuais da Indústria para Avaliação de
Risco – Dissertação de Mestrado, Rio de Janeiro Maio 2003.
MIDLAND, Pressure Relief Valves - Instructions for EXTERNAL-STYLE Valves - Installation,
Operation, Inspection, Maintenance. Doc. No. A-1400/A-15000 Rev. 2.7 3/05.
Mohammad A. Malek, Heating Boiler Operator’s Manual: Maintenance, Operation, and Repair,1ª
edition, JAN-07.
Mohammad A. Malek, Ph.D, Pressure Relief Devices ASME and API Code Simplified - P.E. 2006.
P. C. Gregory, Bayesian Logical Data Analysis for the Physical Sciences, A Comparative
Approach with MathematicaTM Support, Department of Physics and Astronomy, University of
British Columbia, Cambridge University Press 2005.
Panos Topalis, Ghassab F. Alajmi, Yong Seng Teo, Ijaz Ul Karim Rao, IMPLEMENTATION OF
AN INTEGRATED RISK BASED INSPECTION (RBI) SYSTEM IN AN ONSHORE
INSTALLATION, 2006
QUALyTEK QUALIDADE, TECNOLOGIA E SISTEMAS LTDA, http://www.qualytek.com.br, último
acesso: 02/09/2009.
Ramesh J. Patel, Risk Based Inspection - Qatargas Operating Company Limited, 27-30 Nov 2005
ReliaSoft Corporation, http://www.weibull.com, último acesso: 02/09/2009.
Richard Akinretoye (SIEMENS), Pressure Relief System Design Practices, May, 2008.
Rui Assis, Apoio à Decisão em Gestão da Manutenção, Fiabilidade e Manutenibilidade, Lidel
2004.
TWI and Royal & Sun Alliance Engineering, Best practice for risk based inspection as a part of
plant integrity management, Prepared for the Health and Safety Executive. CONTRACT
RESEARCH REPORT. 363/2001.
www.midlandmfg.net, último acesso: 10/08/2009

71
Anexos
Listagem do código em Matlab Listagem do código sem código de interface gráfica:
clear all, clc, disp('====================================================') disp(' INSTITUTO DE SOLDADURA E QUALIDADE ') disp(' INSTITUTO SUPERIOR TÉCNICO ') disp(' DISSERTAÇÃO DE MESTRADO ') disp(' ') disp(' ') disp(' MOISÉS JONES, 2009 ') disp(' ===================================================') disp('DETERMINAÇÃO DOS PARÂMETROS DE WEIBULL PARA A ') disp('PROBABILIDADE DE FALHA POR FALHA AO ABRIR ') disp('DAS VÁLVULAS DE EQUIPAMENTO SOB PRESSÃO ') format short % Calculation procedure and code to be used to determine the probability % of a PRD failure to open at a specified inspection interval. disp(' ') disp(' CASO DE UMA FALHA AO ABRIR (FAIL TO OPEN) ') % STEP 1 – Select an inspection interval, t_insp. disp('Seleciona um intervalo de inspecção em anos') t_insp=input('t_insp='); % STEP 2 – Determine the default values for the Weibull parameters, %beta and eta_def using Tables 7.4 and 7.5. disp('Introduza os valores dos parâmetros de Weibull padrão, veja as tabelas 7.4 e 7.5') beta_def=input('beta='); eta_def=input('eta_def='); % STEP 3 – Determine the adjustment factor, F_c, using Equation (1.16). disp('Introduza o factor de ajustamento, F_c, veja equação 1.16 ') F_c=input('F_c='); % STEP 4 – For each overpressure scenario, determine the adjustment factor, %F_opj, using Equation (1.18) Note that to perform this step, an estimate %of the overpressure given a failure of the PRD to open upon demand is %required. This is covered in more detail in STEP 2 of paragraph 7.4.6. disp('Introduza o "maximum allowed working pressure", MAWP em kPa') MAWP=input('MAWP=')
72
P_o=input('P_o=') disp('Factor de ajustamento de sobrepressão para o "Overpressure Demand case considerado"') F_op=1/(3.375)*(P_o/MAWP-1.3) % STEP 5 – Determine the environmental adjustment factor, envF, using %Table 7.6 disp('Introduza o factor de ajustamento ambiental, ver tabela 7.6') F_env=input('F_env='); %STEP 6 – Calculate the modified characteristic life, eta_mod, using %Equation (1.14) and the factors obtained from STEPs 3, 4,and 5. %Vida característica modificada, eta_mod_ eta_mod_=F_c*F_op*F_env*eta_def % STEP 7 – Assemble the PRD’s inspection history. Grade each record using %the inspection effectiveness table, Table 7.7. Record the results of each %inspection record; PASS/FAIL and NO LEAK/LEAK and determine the confidence %factors, CF_i, as applicable, for each inspection history based on the %results of the test. Determine the time duration, ,t_duri, of each %inspection cycle. %(Aqui eu quero que o programa seja capaz de importar dados do excel %automáticamente não importa onde eles estejam guardado) disp(' A importar dados por favor aguarde ...') importfile('dados_historicos.xls'); % STEP 8 – Starting at the earliest inspection record, update the modified %characteristic life, eta_mod, determined in STEP 6 as follows: % STEP 8.1 – Calculate the prior probability of failure using Pprd_fprior, %Equation (1.19). The time period for use in Equation (1.19). is the time %duration of the inspection cycle, t_duri, as determined in STEP 6. %Note that for the first inspection record, the modified characteristic %life, eta_mod, is used. Subsequent inspection records will use the updated %characteristic life, eta_upd, from STEP 8.5 below. disp(' ') %Factor de confiança CF_pass; CF_fail; disp('Duração de cada cíclo de inspecção ou duração de cada cíclo de teste') t_duri disp('Qual o número de inspecções ou testes que foram realizados') N_limite=input('N_limite='); disp(' ') disp('CONSIDERAR-SE-Á OS VÁRIOS CASOS COMO SE SEGUE:')

73
disp(' ') disp('Caso A - Highly Effective, pass') disp(' ') eta_mod_Ap(1,:)=eta_mod_; for j=1:N_limite %Probabilidade de falha a prior Pprd_fprior_A(j,:)=1-exp(-(t_duri(j,:)./eta_mod_Ap(j,:)).^beta_def); % STEP 8.2 – Calculate the prior probability of passing using Equation (1.20). %disp('Probabilidade de não falhar a prior') Pprd_pprior_A(j,:)=1-Pprd_fprior_A(j,:); % STEP 8.3 – Determine the conditional probability of failure and the %conditional probability of pass using Equations (1.21) and (1.22), %respectively. %Probabilidade de não falhar (passar na inspecção) condicional Pprd_pcond_A(j,:)=(1-CF_pass(j,:)).*Pprd_pprior_A(j,:); %Probabilidade de falhar (reprovar na inspecção) condicional Pprd_fcond_A(j,:)=CF_fail(j,:).*Pprd_fprior_A(j,:)+(1-CF_pass(j,:)).*Pprd_pprior_A(j,:); % STEP 8.4 – Calculate the weighted probability of failure, Pprd_fwgt, %using the appropriate equation from Table 7.9. %Caso A - Highly Effective, pass Pprd_fwgt_Ap(j,:)=Pprd_fprior_A(j,:)-0.2*Pprd_fprior_A(j,:).*(t_duri(j,:)./eta_mod_Ap(j,:))+0.2*Pprd_fcond_A(j,:).*(t_duri(j,:)./eta_mod_Ap(j,:)); %STEP 8.5 – Determine the updated characteristic life, eta_upd, using Equation (1.23) % and the weighted probability of leakage,Pprd_lwgt, established in STEP 8.4 eta_mod_Ap(j,:)=t_duri(j,:)./(-log(1-Pprd_fwgt_Ap(j,:))).^(1/beta_def); if(j~=N_limite) eta_mod_Ap(j+1,:)=eta_mod_Ap(j,:); end end eta_upd_Ap=eta_mod_Ap; Pprd_fwgt_Ap eta_upd_Ap disp('Caso A - Highly Effective, fail') Pprd_fcond_A; eta_mod_Af(1,:)=eta_mod_; for j=1:N_limite Pprd_fwgt_Af(j,:)=Pprd_fcond_A(j,:); %STEP 8.5 – Determine the updated characteristic life, eta_upd, using Equation (1.23) % and the weighted probability of leakage,Pprd_lwgt, established in STEP 8.4 eta_mod_Af(j,:)=t_duri(j,:)./(-log(1-Pprd_fwgt_Af(j,:))).^(1/beta_def); if(j~=N_limite) eta_mod_Af(j+1,:)=eta_mod_Af(j,:); end end

74
eta_upd_Af=eta_mod_Af; Pprd_fwgt_Af eta_upd_Af disp('Caso B - Usually Effective, pass') disp(' ') eta_mod_Bp(1,:)=eta_mod_; for j=1:N_limite %Probabilidade de falha a prior Pprd_fprior_B(j,:)=1-exp(-(t_duri(j,:)./eta_mod_Bp(j,:)).^beta_def); % STEP 8.2 – Calculate the prior probability of passing using Equation (1.20). %disp('Probabilidade de não falhar a prior') Pprd_pprior_B(j,:)=1-Pprd_fprior_B(j,:); % STEP 8.3 – Determine the conditional probability of failure and the %conditional probability of pass using Equations (1.21) and (1.22), %respectively. %Probabilidade de não falhar (passar na inspecção) condicional Pprd_pcond_B(j,:)=(1-CF_pass(j,:)).*Pprd_pprior_B(j,:); %Probabilidade de falhar (reprovar na inspecção) condicional Pprd_fcond_B(j,:)=CF_fail(j,:).*Pprd_fprior_B(j,:)+(1-CF_pass(j,:)).*Pprd_pprior_B(j,:); % STEP 8.4 – Calculate the weighted probability of failure, Pprd_fwgt, %using the appropriate equation from Table 7.9. %Caso A - Highly Effective, pass Pprd_fwgt_Bp(j,:)=Pprd_fprior_B(j,:)-0.2*Pprd_fprior_B(j,:).*(t_duri(j,:)./eta_mod_Bp(j,:))+0.2*Pprd_fcond_B(j,:).*(t_duri(j,:)./eta_mod_Bp(j,:)); %STEP 8.5 – Determine the updated characteristic life, eta_upd, using Equation (1.23) % and the weighted probability of leakage,Pprd_lwgt, established in STEP 8.4 eta_mod_Bp(j,:)=t_duri(j,:)./(-log(1-Pprd_fwgt_Bp(j,:))).^(1/beta_def); if(j~=N_limite) eta_mod_Bp(j+1,: )=eta_mod_Bp(j,:); end end eta_upd_Bp=eta_mod_Bp; Pprd_fwgt_Bp eta_upd_Bp disp('Caso B - Usually Effective, fail') Pprd_fcond_B; eta_mod_Bf(1,:)=eta_mod_; for j=1:N_limite Pprd_fwgt_Bf(j,:)=Pprd_fcond_B(j,:); %STEP 8.5 – Determine the updated characteristic life, eta_upd, using Equation (1.23) % and the weighted probability of leakage,Pprd_lwgt, established in STEP 8.4 eta_mod_Bf(j,:)=t_duri(j,:)./(-log(1-Pprd_fwgt_Bf(j,:))).^(1/beta_def); if(j~=N_limite)
75
eta_mod_Bf(j+1,: )=eta_mod_Bf(j,:); end end eta_upd_Bf=eta_mod_Bf; Pprd_fwgt_Bf eta_upd_Bf disp('Caso C - Fairly Effective, pass') disp(' ') eta_mod_Cp(1,:)=eta_mod_; for j=1:N_limite %Probabilidade de falha a prior Pprd_fprior_C(j,:)=1-exp(-(t_duri(j,:)./eta_mod_Cp(j,:)).^beta_def); % STEP 8.2 – Calculate the prior probability of passing using Equation (1.20). %disp('Probabilidade de não falhar a prior') Pprd_pprior_C(j,:)=1-Pprd_fprior_C(j,:); % STEP 8.3 – Determine the conditional probability of failure and the %conditional probability of pass using Equations (1.21) and (1.22), %respectively. %Probabilidade de não falhar (passar na inspecção) condicional Pprd_pcond_C(j,:)=(1-CF_pass(j,:)).*Pprd_pprior_C(j,:); %Probabilidade de falhar (reprovar na inspecção) condicional Pprd_fcond_C(j,:)=CF_fail(j,:).*Pprd_fprior_C(j,:)+(1-CF_pass(j,:)).*Pprd_pprior_C(j,:); % STEP 8.4 – Calculate the weighted probability of failure, Pprd_fwgt, %using the appropriate equation from Table 7.9. %Caso A - Highly Effective, pass Pprd_fwgt_Cp(j,:)=Pprd_fprior_C(j,:)-0.2*Pprd_fprior_C(j,:).*(t_duri(j,:)./eta_mod_Cp(j,:))+0.2*Pprd_fcond_C(j,:).*(t_duri(j,:)./eta_mod_Cp(j,:)); %STEP 8.5 – Determine the updated characteristic life, eta_upd, using Equation (1.23) % and the weighted probability of leakage,Pprd_lwgt, established in STEP 8.4 eta_mod_Cp(j,:)=t_duri(j,:)./(-log(1-Pprd_fwgt_Cp(j,:))).^(1/beta_def); if(j~=N_limite) eta_mod_Cp(j+1,: )=eta_mod_Cp(j,:); end end eta_upd_Cp=eta_mod_Cp; Pprd_fwgt_Cp eta_upd_Cp disp('Caso C - Fairly Effective, fail') eta_mod_Cf(1,:)=eta_mod_; for j=1:N_limite Pprd_fwgt_Cf(j,:)=0.5*Pprd_fprior_C(j,:)+0.5*Pprd_fcond_C(j,:); %STEP 8.5 – Determine the updated characteristic life, eta_upd, using Equation (1.23) % and the weighted probability of leakage,Pprd_lwgt, established in STEP 8.4

76
eta_mod_Cf(j,:)=t_duri(j,:)./(-log(1-Pprd_fwgt_Cf(j,:))).^(1/beta_def); if(j~=N_limite) eta_mod_Cf(j+1,: )=eta_mod_Cf(j,:); end end eta_upd_Cf=eta_mod_Cf; Pprd_fwgt_Cf eta_upd_Cf disp('Caso D - Inefective') disp('Não se efectuam cálculos para este caso')
clear all, clc, disp('====================================================') disp(' INSTITUTO DE SOLDADURA E QUALIDADE ') disp(' INSTITUTO SUPERIOR TÉCNICO ') disp(' DISSERTAÇÃO DE MESTRADO ') disp(' ') disp(' ') disp(' MOISÉS JONES, 2009 ') disp(' ===================================================') disp('DETERMINAÇÃO DOS PARÂMETROS DE WEIBULL PARA A ') disp('PROBABILIDADE DE FALHA POR FUGA ') disp('DAS VÁLVULAS DE SEGURANÇA DE EQUIPAMENTO SOB PRESSÃO') format long % Calculation procedure and code to be used to determine % the Weibull parameters of a PRD leakage disp(' ') disp(' CASO DE UMA FALHA POR FUGA (LEAKAGE) ') % STEP 1 – Select an inspection interval, t_insp disp('Seleciona um intervalo de inspecção em anos') t_insp=input('t_insp='); % STEP 2 – Determine the default values for the Weibull parameters, beta % and eta_def using Tables 7.4 and 7.6 disp('Introduza os valores dos parâmetros de Weibull padrão, veja as tabelas 7.4 e 7.5') beta_def=input('beta='); eta_def=input('eta_def='); % STEP 3 – Determine the adjustment factor, F_s, using Equation (1.37) disp('Introduza o factor de ajustamento, F_s, veja equação 1.37') F_s=input('F_s=');
77
% STEP 4 – Determine the environmental adjustment factor, F_env, using Table 7.6 disp('Introduza o factor de ajustamento ambiental, ver tabela 7.6') F_env=input('F_env='); % STEP 5 – Calculate the modified characteristic life, eta_mod, using % equation(1.35) and the factors obtained in STEPS 3 and 4. %Vida característica modificada, eta_mod_ eta_mod_=F_s*F_env*eta_def % STEP 6 – Assemble the PRD’s inspection history. Grade each record using % the inspection effectiveness table, Table 7.7. Record the results of each % inspection record; NO LEAK/LEAK and determine the confidence factors, CF_i, % as applicable, for each inspection history based on the results of the test. %Determine the time duration, ,t_duri, of each inspection cycle %(Aqui eu quero que o programa seja capaz de importar dados do excel %automáticamente não importa onde eles estejam guardado) disp(' A importar dados por favor aguarde ...') importfile('dados_historicos.xls'); % STEP 7 – Starting at the earliest inspection record, update the modified % characteristic life, eta_mod, determined in STEP 5 as follows: % 1)STEP 7.1 – Calculate the prior probability of leakage using Equation(1.19). % Note that for the first inspection record, the modified % characteristic life, eta_mod, is used. Subsequent inspection records % will use the updated characteristic from STEP 7.5 below. %========================================================================== disp(' ') %Factor de confiança CF_pass; CF_fail; disp('Duração de cada cíclo de inspecção ou duração de cada cíclo de teste') t_duri; disp('Qual o número de inspecções ou testes que foram realizados') N_limite=input('N_limite='); disp(' ') disp('CONSIDERAR-SE-Á OS VÁRIOS CASOS COMO SE SEGUE:') disp(' ') disp('Caso A - Highly Effective, pass') disp(' ') eta_mod_Ap(1,:)=eta_mod_; for j=1:N_limite

78
%Probabilidade de falha a prior Pprd_fprior_A(j,:)=1-exp(-(t_duri(j,:)./eta_mod_Ap(j,:)).^beta_def); % STEP 7.2 – Calculate the prior probability of passing using Equation (1.20). %disp('Probabilidade de não falhar a prior') Pprd_pprior_A(j,:)=1-Pprd_fprior_A(j,:); % STEP 7.3 – Determine the conditional probability of failure and the %conditional probability of pass using Equations (1.21) and (1.22), %respectively. %Probabilidade de não falhar (passar na inspecção) condicional Pprd_pcond_A(j,:)=(1-CF_pass(j,:)).*Pprd_pprior_A(j,:); %Probabilidade de falhar (reprovar na inspecção) condicional Pprd_fcond_A(j,:)=CF_fail(j,:).*Pprd_fprior_A(j,:)+(1-CF_pass(j,:)).*Pprd_pprior_A(j,:); % STEP 7.4 – Calculate the weighted probability of failure, Pprd_fwgt, %using the appropriate equation from Table 7.9. %Caso A - Highly Effective, pass Pprd_lwgt_Ap(j,:)=Pprd_fprior_A(j,:)-0.2*Pprd_fprior_A(j,:).*(t_duri(j,:)./eta_mod_Ap(j,:))+0.2*Pprd_fcond_A(j,:).*(t_duri(j,:)./eta_mod_Ap(j,:)); %STEP 7.5 – Determine the updated characteristic life, eta_upd, using Equation (1.23) % and the weighted probability of leakage,Pprd_lwgt, established in STEP 7.4 eta_mod_Ap(j,:)=t_duri(j,:)./(-log(1-Pprd_lwgt_Ap(j,:))).^(1/beta_def); if(j~=N_limite) eta_mod_Ap(j+1,: )=eta_mod_Ap(j,:); end end eta_upd_Ap=eta_mod_Ap; Pprd_lwgt_Ap eta_upd_Ap disp('Caso A - Highly Effective, fail') Pprd_fcond_A; eta_mod_Af(1,:)=eta_mod_; for j=1:N_limite Pprd_lwgt_Af(j,:)=Pprd_fcond_A(j,:); %STEP 7.5 – Determine the updated characteristic life, eta_upd, using Equation (1.23) % and the weighted probability of leakage,Pprd_lwgt, established in STEP 7.4 eta_mod_Af(j,:)=t_duri(j,:)./(-log(1-Pprd_lwgt_Af(j,:))).^(1/beta_def); if(j~=N_limite) eta_mod_Af(j+1,: )=eta_mod_Af(j,:); end end eta_upd_Af=eta_mod_Af; Pprd_lwgt_Af eta_upd_Af disp('Caso B - Usually Effective, pass') disp(' ')
79
eta_mod_Bp(1,:)=eta_mod_; for j=1:N_limite %Probabilidade de falha a prior Pprd_fprior_B(j,:)=1-exp(-(t_duri(j,:)./eta_mod_Bp(j,:)).^beta_def); % STEP 7.2 – Calculate the prior probability of passing using Equation (1.20). %disp('Probabilidade de não falhar a prior') Pprd_pprior_B(j,:)=1-Pprd_fprior_B(j,:); % STEP 7.3 – Determine the conditional probability of failure and the %conditional probability of pass using Equations (1.21) and (1.22), %respectively. %Probabilidade de não falhar (passar na inspecção) condicional Pprd_pcond_B(j,:)=(1-CF_pass(j,:)).*Pprd_pprior_B(j,:); %Probabilidade de falhar (reprovar na inspecção) condicional Pprd_fcond_B(j,:)=CF_fail(j,:).*Pprd_fprior_B(j,:)+(1-CF_pass(j,:)).*Pprd_pprior_B(j,:); % STEP 7.4 – Calculate the weighted probability of failure, Pprd_fwgt, %using the appropriate equation from Table 7.9. %Caso A - Highly Effective, pass Pprd_lwgt_Bp(j,:)=Pprd_fprior_B(j,:)-0.2*Pprd_fprior_B(j,:).*(t_duri(j,:)./eta_mod_Bp(j,:))+0.2*Pprd_fcond_B(j,:).*(t_duri(j,:)./eta_mod_Bp(j,:)); %STEP 7.5 – Determine the updated characteristic life, eta_upd, using Equation (1.23) % and the weighted probability of leakage,Pprd_lwgt, established in STEP 7.4 eta_mod_Bp(j,:)=t_duri(j,:)./(-log(1-Pprd_lwgt_Bp(j,:))).^(1/beta_def); if(j~=N_limite) eta_mod_Bp(j+1,: )=eta_mod_Bp(j,:); end end eta_upd_Bp=eta_mod_Bp; Pprd_lwgt_Bp eta_upd_Bp disp('Caso B - Usually Effective, fail') Pprd_fcond_B; eta_mod_Bf(1,:)=eta_mod_; for j=1:N_limite Pprd_lwgt_Bf(j,:)=Pprd_fcond_B(j,:); %STEP 7.5 – Determine the updated characteristic life, eta_upd, using Equation (1.23) % and the weighted probability of leakage,Pprd_lwgt, established in STEP 7.4 eta_mod_Bf(j,:)=t_duri(j,:)./(-log(1-Pprd_lwgt_Bf(j,:))).^(1/beta_def); if(j~=N_limite) eta_mod_Bf(j+1,: )=eta_mod_Bf(j,:); end end eta_upd_Bf=eta_mod_Bf; Pprd_lwgt_Bf eta_upd_Bf

80
disp('Caso C - Fairly Effective, pass') disp(' ') eta_mod_Cp(1,:)=eta_mod_; for j=1:N_limite %Probabilidade de falha a prior Pprd_fprior_C(j,:)=1-exp(-(t_duri(j,:)./eta_mod_Cp(j,:)).^beta_def); % STEP 7.2 – Calculate the prior probability of passing using Equation (1.20). %disp('Probabilidade de não falhar a prior') Pprd_pprior_C(j,:)=1-Pprd_fprior_C(j,:); % STEP 7.3 – Determine the conditional probability of failure and the %conditional probability of pass using Equations (1.21) and (1.22), %respectively. %Probabilidade de não falhar (passar na inspecção) condicional Pprd_pcond_C(j,:)=(1-CF_pass(j,:)).*Pprd_pprior_C(j,:); %Probabilidade de falhar (reprovar na inspecção) condicional Pprd_fcond_C(j,:)=CF_fail(j,:).*Pprd_fprior_C(j,:)+(1-CF_pass(j,:)).*Pprd_pprior_C(j,:); % STEP 7.4 – Calculate the weighted probability of failure, Pprd_fwgt, %using the appropriate equation from Table 7.9. %Caso A - Highly Effective, pass Pprd_lwgt_Cp(j,:)=Pprd_fprior_C(j,:)-0.2*Pprd_fprior_C(j,:).*(t_duri(j,:)./eta_mod_Cp(j,:))+0.2*Pprd_fcond_C(j,:).*(t_duri(j,:)./eta_mod_Cp(j,:)); %STEP 7.5 – Determine the updated characteristic life, eta_upd, using Equation (1.23) % and the weighted probability of leakage,Pprd_lwgt, established in STEP 7.4 eta_mod_Cp(j,:)=t_duri(j,:)./(-log(1-Pprd_lwgt_Cp(j,:))).^(1/beta_def); if(j~=N_limite) eta_mod_Cp(j+1,: )=eta_mod_Cp(j,:); end end eta_upd_Cp=eta_mod_Cp; Pprd_lwgt_Cp eta_upd_Cp disp('Caso C - Fairly Effective, fail') eta_mod_Cf(1,:)=eta_mod_; for j=1:N_limite Pprd_lwgt_Cf(j,:)=0.5*Pprd_fprior_C(j,:)+0.5*Pprd_fcond_C(j,:); %STEP 7.5 – Determine the updated characteristic life, eta_upd, using Equation (1.23) % and the weighted probability of leakage,Pprd_lwgt, established in STEP 7.4 eta_mod_Cf(j,:)=t_duri(j,:)./(-log(1-Pprd_lwgt_Cf(j,:))).^(1/beta_def); if(j~=N_limite) eta_mod_Cf(j+1,: )=eta_mod_Cf(j,:); end end eta_upd_Cf=eta_mod_Cf;
81
Pprd_lwgt_Cf eta_upd_Cf disp('Caso D - Ineffective') disp('Não se efectuam cálculos para este caso') %========================================================================== % 6)STEP 7.6 – Repeat these steps for each of the inspection records available for the % PRD until a final updated value for the characteristic life, eta_upd, is determined. % h)STEP 8 - Calculate the probability of leakage for the specific PRD in % accordance with Equation (1.36). (IS NOT NECESSARY FOR THIS DISSERTATION BUT I'LL CALCULATE FOR THIS CASE) disp('Cálculo da probabilidade de fuga Para o caso A:') TTI=cumsum(t_duri); TTI Pprd_l=1-exp(-(TTI(j,:)./eta_upd_Ap).^beta_def); Pprd_l plot(TTI,Pprd_l)

82

83
Tabelas da norma API 581 usadas nesta dissertação

API RP 581 RISK-BASED INSPECTION TECHNOLOGY
4.6 Tables
Table 4.1 – Numerical Values Associated with Probability and Area-Based Consequence Categories in API RBI
Probability Category (1) Consequence Category (2) Category Range Category Range (ft2)
1 2f totalD � � A 100CA�
2 2 2f totalD �� � 0 B 100 1000CA� �
3 20 100f totalD �� � C 1000 3000CA� �
4 100 1000f totalD �� � D 3000 10000CA� �
5 1000f totalD � � E 10000CA �
Notes: 1. In terms of the total damage factor, see Part 2, paragraph 4.4.2. 2. In terms of consequence area, see Part 3, paragraphs 5.11.4.
Table 4.1M – Numerical Values Associated with Probability and Area-Based Consequence Categories in API RBI
Probability Category (1) Consequence Category (2) Category Range Category Range (m2)
1 2f totalD � � A 9.29CA�
2 2 2f totalD �� � 0 B 9.29 92.9CA� �
3 20 100f totalD �� � C 92.9 279CA� �
4 100 1000f totalD �� � D 279 929CA� �
5 1000f totalD � � E 929CA �
Notes: 1. In terms of the total damage factor, see Part 2, paragraph 4.4.2. 2. In terms of consequence area, see Part 3, paragraphs 5.11.4.
1-19

API RP 581 RISK-BASED INSPECTION TECHNOLOGY
Table 4.2 – Numerical Values Associated with Probability and Financial-Based Consequence Categories in API RBI
Probability Category (1) Consequence Category (2) Category Range Category Range ($)
1 2f totalD � � A 10,000FC �
2 2 2f totalD �� � 0 B 10,000 100,000FC� �
3 20 100f totalD �� � C 100,000 1,000,000FC� �
4 100 1000f totalD �� � D 1,000,000 10,000,000FC� �
5 100 1000f totalD �� � E 10,000,000FC �
Notes: 1. In terms of the total damage factor, see, Part 2, paragraph 4.4.2. 2. In terms of financial consequence, see Part 3, paragraph 5.12.
1-20

API RP 581 RISK-BASED INSPECTION TECHNOLOGY
7.9 Tables
Table 7.1 – Basic Data Needed for the PRD Module
Data Description Data Source
PRD Type
Type of Pressure Relief Device, (Drop Down Menu). � Conventional Spring Loaded PRV (Default) � Balanced Bellows PRV � Pilot-Operated PRV � PRV with Rupture Disk � Rupture Disk only
User Specified
Fluid Composition Process fluid mixture components, either mass or mole fraction. Limit of 10 components in mixture definition API RBI Fixed Equipment
Service Severity
Severity of process fluid. Choices are Mild, Moderate and Severe. The service severity provides the basis for the selection of the default probability of failure on demand and probability of leakage curves.
User Specified
FAIL TO OPEN � Mild � Moderate (Default) � Severe
LEAKAGE � Mild � Moderate (Default) � Severe
Overpressure Scenarios
Provide a listing of the applicable overpressure scenarios for each PRD. For each overpressure scenario, default values for the initiating event frequency and the PRD demand rate reduction factor (DRRF) are provided in Table 7.2. These two parameters when multiplied together provide an estimate of the demand rate on the PRD installation.
User Specified
PRD Discharge Location
� Atmosphere � Flare (Default) � Closed Process
User Specified
PRD Inspection History � Date of Testing � Install Date � Type of Test (Effectiveness)
� Results of Test/Inspection � Overhauled ? (Yes/No) � Piping Condition
User Specified
Protected Equipment Details
Operating conditions, Design conditions, dimensions, damage mechanisms, generic failure frequency and damage factors RBI Fixed Equipment
Fluid Inventory Fluid inventory associated with the protected equipment, (lbm) May be less than the RBI calculated inventory due to shut-in conditions, e.g. reactor discharge valve fails closed
RBI Fixed Equipment
Injury Costs Cost of serious injury, $ RBI Fixed Equipment
Environmental Costs Environmental fines and costs associated with PRD leakage or loss of equipment containment, $/event RBI Fixed Equipment
Production Costs Cost of Lost Production, $ RBI Fixed Equipment
Unit Costs Cost to replace unit, $/ft2 RBI Fixed Equipment
1-55
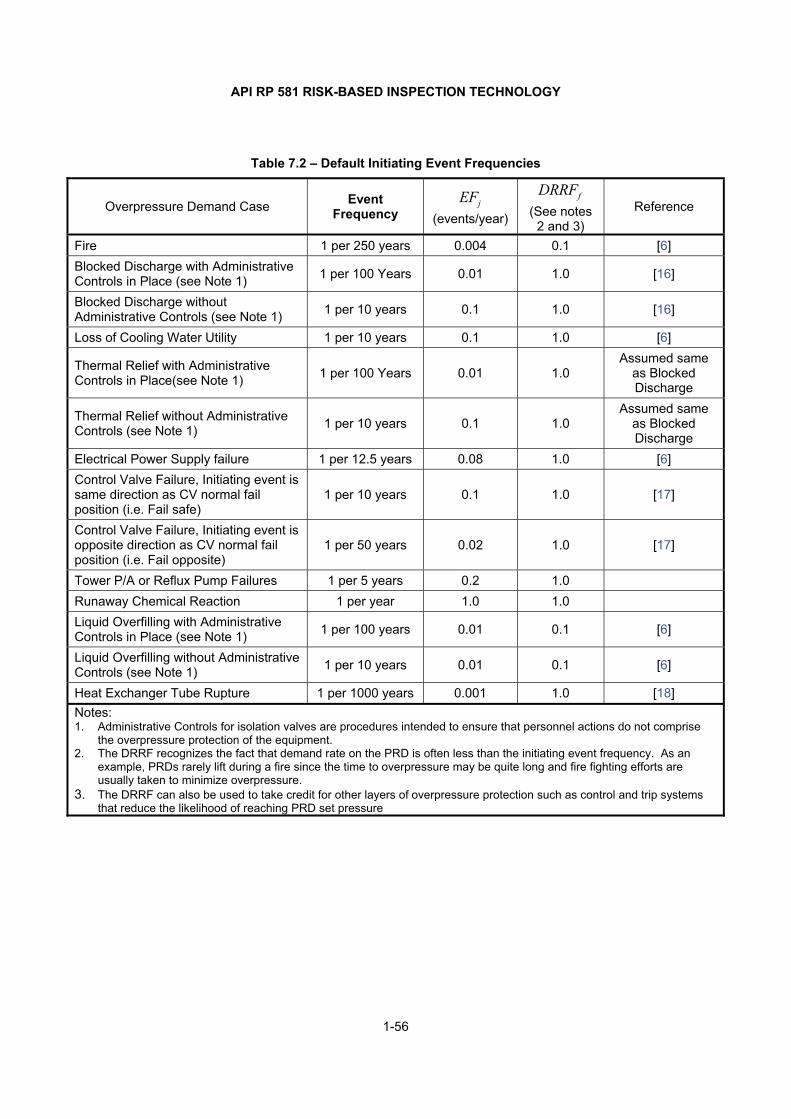
API RP 581 RISK-BASED INSPECTION TECHNOLOGY
1-56
Table 7.2 – Default Initiating Event Frequencies
Overpressure Demand Case Event Frequency
jEF (events/year)
fDRRF (See notes
2 and 3) Reference
Fire 1 per 250 years 0.004 0.1 [6] Blocked Discharge with Administrative Controls in Place (see Note 1) 1 per 100 Years 0.01 1.0 [16]
Blocked Discharge without Administrative Controls (see Note 1) 1 per 10 years 0.1 1.0 [16]
Loss of Cooling Water Utility 1 per 10 years 0.1 1.0 [6]
Thermal Relief with Administrative Controls in Place(see Note 1) 1 per 100 Years 0.01 1.0
Assumed same as Blocked Discharge
Thermal Relief without Administrative Controls (see Note 1) 1 per 10 years 0.1 1.0
Assumed same as Blocked Discharge
Electrical Power Supply failure 1 per 12.5 years 0.08 1.0 [6] Control Valve Failure, Initiating event is same direction as CV normal fail position (i.e. Fail safe)
1 per 10 years 0.1 1.0 [17]
Control Valve Failure, Initiating event is opposite direction as CV normal fail position (i.e. Fail opposite)
1 per 50 years 0.02 1.0 [17]
Tower P/A or Reflux Pump Failures 1 per 5 years 0.2 1.0 Runaway Chemical Reaction 1 per year 1.0 1.0 Liquid Overfilling with Administrative Controls in Place (see Note 1) 1 per 100 years 0.01 0.1 [6]
Liquid Overfilling without Administrative Controls (see Note 1) 1 per 10 years 0.01 0.1 [6]
Heat Exchanger Tube Rupture 1 per 1000 years 0.001 1.0 [18] Notes: 1. Administrative Controls for isolation valves are procedures intended to ensure that personnel actions do not comprise
the overpressure protection of the equipment. 2. The DRRF recognizes the fact that demand rate on the PRD is often less than the initiating event frequency. As an
example, PRDs rarely lift during a fire since the time to overpressure may be quite long and fire fighting efforts are usually taken to minimize overpressure.
3. The DRRF can also be used to take credit for other layers of overpressure protection such as control and trip systems that reduce the likelihood of reaching PRD set pressure

API
RP
581
RIS
K-B
ASE
D IN
SPEC
TIO
N T
ECH
NO
LOG
Y
Tabl
e 7.
3 –
Ove
rpre
ssur
e Sc
enar
io L
ogic
Initi
atin
g Ev
ent
Freq
uenc
y Eq
uipm
ent
Type
PR
D D
eman
d R
ate
Red
uctio
n Fa
ctor
Q
ualif
ier
Ove
rpre
ssur
e Po
tent
ial
Bac
kgro
und
and
Com
men
ts
Ove
rpre
ssur
e Sc
enar
io –
Blo
cked
Dis
char
ge, M
anua
l Val
ve
1 pe
r 100
yea
rs
(adm
in c
ontro
ls)
1 pe
r 10
year
s (w
/o
adm
in c
ontro
ls
Mul
tiply
Eve
nt
Freq
uenc
y tim
es th
e #
of a
pplic
able
blo
ck
valv
es lo
cate
d in
pr
oces
s flo
w p
ath.
Le
es, 1
983
[16]
su
gges
ts a
n es
timat
ed ra
te o
f 0.
5 to
0.1
eve
nts
per y
ear f
or s
hutti
ng
man
ual v
alve
in
erro
r
Exc
hang
ers,
Fin
Fa
ns, R
eact
ors,
P
ipin
g, D
rum
s or
R
otat
ing
Equ
ipm
ent
1.0
Dow
nstre
am o
f ro
tatin
g eq
uipm
ent
othe
r tha
n po
sitiv
e di
spla
cem
ent t
ype
Dea
dhea
d P
ress
ure
or 1
.3 ti
mes
th
e no
rmal
dis
char
ge p
ress
ure
or B
ubbl
e P
oint
pre
ssur
e of
the
feed
stre
am a
t hea
t sou
rce
tem
pera
ture
(for
cas
es w
here
th
e eq
uipm
ent h
as in
tern
al o
r ex
tern
al h
eat s
ourc
es),
whi
chev
er is
gre
ates
t
Mos
t ce
ntrif
ugal
rot
atin
g eq
uipm
ent
will
dea
dhea
d at
30%
abo
ve th
e no
rmal
ope
ratin
g po
int.
Initi
atin
g ev
ent
frequ
ency
sh
ould
be
ad
just
ed
if th
e pr
otec
ted
equi
pmen
t is
rem
oved
fro
m s
ervi
ce f
or
mai
nten
ance
or
op
erat
iona
l ne
eds
(filte
r re
plac
emen
t or
cy
clic
pr
oces
s op
erat
ion)
at
a
frequ
ency
gr
eate
r th
an
the
unit
turn
arou
nd
frequ
ency
. E
quip
men
t w
ith i
nter
nal
or e
xter
nal
heat
sou
rces
m
ay h
ave
a si
gnifi
cant
pot
entia
l fo
r ov
erpr
essu
re
as a
res
ult
of v
apor
izat
ion
of t
he c
onta
ined
flu
id
stre
am.
1.0
Dow
nstre
am o
f po
sitiv
e di
spla
cem
ent t
ype
rota
ting
equi
pmen
t
4.0
X M
AW
P (R
uptu
re)
Dis
char
ge
pres
sure
fro
m
posi
tive
disp
lace
men
t pu
mps
w
ill
cont
inue
to
in
crea
se
pres
sure
. A
ssum
ptio
n is
mad
e th
at ru
ptur
e w
ill o
ccur
.
1.0
Dow
nstre
am o
f S
team
Tur
bine
s
Ste
am S
uppl
y P
ress
ure
or
Bub
ble
Poi
nt p
ress
ure
of th
e fe
ed s
tream
at s
team
sup
ply
tem
pera
ture
(for
cas
es w
here
th
e eq
uipm
ent h
as in
tern
al o
r ex
tern
al h
eat s
ourc
es),
whi
chev
er is
gre
ates
t
1.0
Dow
nstre
am o
f P
roce
ss U
nits
or
vess
els
1.1
X M
AW
P o
f Ups
tream
V
esse
l S
ourc
e P
ress
ure
Pro
cess
Tow
er w
ith
Fire
d H
eate
r he
at
sour
ce
1.0
Con
side
r LO
PA
or r
isk
redu
ctio
n an
alys
is
asso
ciat
ed w
ith lo
ss o
f flo
w c
ontro
ls o
n th
e fir
ed h
eate
r
Hea
t Sou
rce
to
tow
er is
a fi
red
heat
er
4.0
X M
AW
P (R
uptu
re)
Ass
umpt
ion
is m
ade
that
rup
ture
occ
urs.
Th
is
appl
ies
to t
he b
lock
ed v
apor
out
let
line
only
, se
e Li
quid
Ove
rfilli
ng C
ase
for
bloc
ked
liqui
d/bo
ttom
s ou
tlet
Pro
cess
To
wer
, al
l ot
her h
eat s
ourc
es
1.0
No
Ups
tream
Fire
d H
eate
r
Bub
ble
Poi
nt p
ress
ure
of th
e fe
ed s
tream
at h
eat s
ourc
e te
mpe
ratu
re
This
app
lies
to t
he b
lock
ed v
apor
out
let
line
only
, se
e Li
quid
O
verfi
lling
C
ase
for
bloc
ked
liqui
d/bo
ttom
s ou
tlet
Hea
ters
1.
0
4.0
X M
AW
P (R
uptu
re)
Add
ed
incr
ease
in
po
tent
ial
over
pres
sure
w
ith
fired
/radi
ant
heat
tra
nsfe
r. A
ssum
ptio
n is
mad
e th
at ru
ptur
e oc
curs
.
1-57
Po
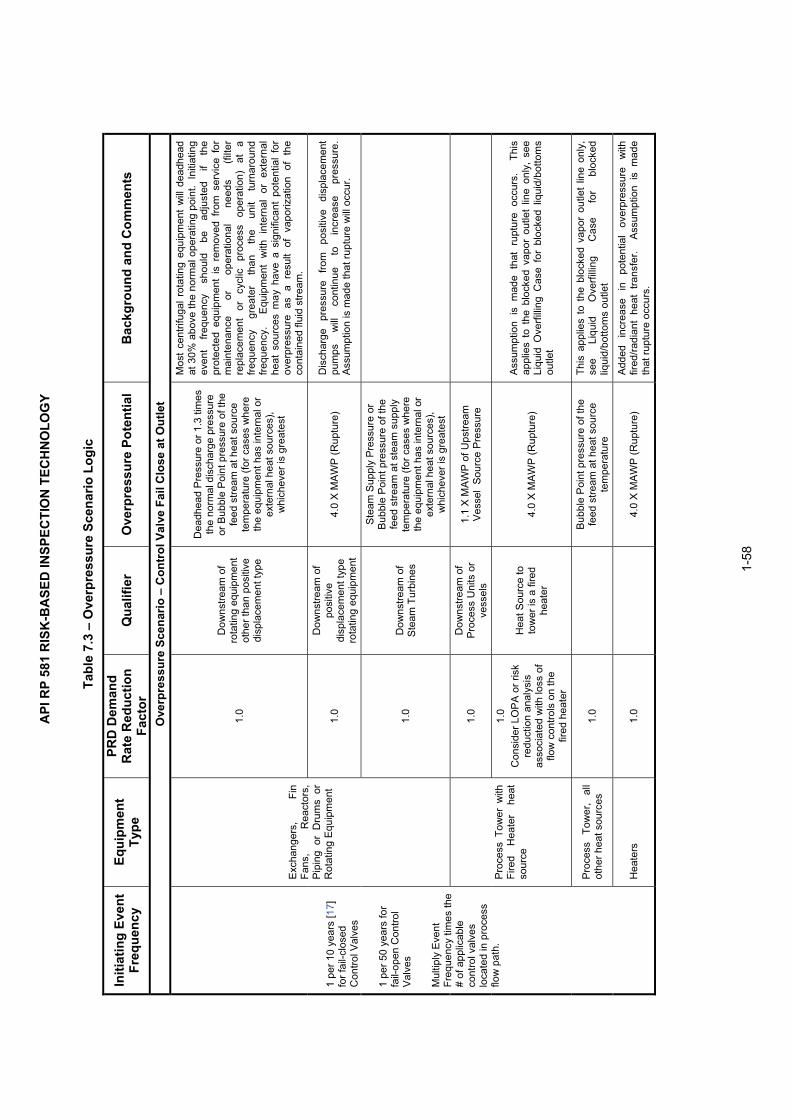
API
RP
581
RIS
K-B
ASE
D IN
SPEC
TIO
N T
ECH
NO
LOG
Y
Tabl
e 7.
3 –
Ove
rpre
ssur
e Sc
enar
io L
ogic
Initi
atin
g Ev
ent
Freq
uenc
y Eq
uipm
ent
Type
PR
D D
eman
d R
ate
Red
uctio
n Fa
ctor
Q
ualif
ier
Ove
rpre
ssur
e Po
tent
ial
Bac
kgro
und
and
Com
men
ts
Ove
rpre
ssur
e Sc
enar
io –
Con
trol
Val
ve F
ail C
lose
at O
utle
t
1 pe
r 10
year
s [1
7]
for f
ail-c
lose
d C
ontro
l Val
ves
1 pe
r 50
year
s fo
r fa
il-op
en C
ontro
l V
alve
s M
ultip
ly E
vent
Fr
eque
ncy
times
the
# of
app
licab
le
cont
rol v
alve
s lo
cate
d in
pro
cess
flo
w p
ath.
Exc
hang
ers,
Fi
n Fa
ns,
Rea
ctor
s,
Pip
ing
or D
rum
s or
R
otat
ing
Equ
ipm
ent
1.0
Dow
nstre
am o
f ro
tatin
g eq
uipm
ent
othe
r tha
n po
sitiv
e di
spla
cem
ent t
ype
Dea
dhea
d P
ress
ure
or 1
.3 ti
mes
th
e no
rmal
dis
char
ge p
ress
ure
or B
ubbl
e P
oint
pre
ssur
e of
the
feed
stre
am a
t hea
t sou
rce
tem
pera
ture
(for
cas
es w
here
th
e eq
uipm
ent h
as in
tern
al o
r ex
tern
al h
eat s
ourc
es),
whi
chev
er is
gre
ates
t
Mos
t ce
ntrif
ugal
rot
atin
g eq
uipm
ent
will
dea
dhea
d at
30%
abo
ve th
e no
rmal
ope
ratin
g po
int.
Initi
atin
g ev
ent
frequ
ency
sh
ould
be
ad
just
ed
if th
e pr
otec
ted
equi
pmen
t is
rem
oved
fro
m s
ervi
ce f
or
mai
nten
ance
or
op
erat
iona
l ne
eds
(filte
r re
plac
emen
t or
cy
clic
pr
oces
s op
erat
ion)
at
a
frequ
ency
gr
eate
r th
an
the
unit
turn
arou
nd
frequ
ency
. E
quip
men
t w
ith i
nter
nal
or e
xter
nal
heat
sou
rces
may
hav
e a
sign
ifica
nt p
oten
tial
for
over
pres
sure
as
a re
sult
of v
apor
izat
ion
of t
he
cont
aine
d flu
id s
tream
.
1.0
Dow
nstre
am o
f po
sitiv
e di
spla
cem
ent t
ype
rota
ting
equi
pmen
t
4.0
X M
AW
P (R
uptu
re)
Dis
char
ge
pres
sure
fro
m
posi
tive
disp
lace
men
t pu
mps
w
ill
cont
inue
to
in
crea
se
pres
sure
. A
ssum
ptio
n is
mad
e th
at ru
ptur
e w
ill o
ccur
.
1.0
Dow
nstre
am o
f S
team
Tur
bine
s
Ste
am S
uppl
y P
ress
ure
or
Bub
ble
Poi
nt p
ress
ure
of th
e fe
ed s
tream
at s
team
sup
ply
tem
pera
ture
(for
cas
es w
here
th
e eq
uipm
ent h
as in
tern
al o
r ex
tern
al h
eat s
ourc
es),
whi
chev
er is
gre
ates
t
Pro
cess
Tow
er w
ith
Fire
d H
eate
r he
at
sour
ce
1.0
Dow
nstre
am o
f P
roce
ss U
nits
or
vess
els
1.1
X M
AW
P o
f Ups
tream
V
esse
l S
ourc
e P
ress
ure
1.0
Con
side
r LO
PA
or r
isk
redu
ctio
n an
alys
is
asso
ciat
ed w
ith lo
ss o
f flo
w c
ontro
ls o
n th
e fir
ed h
eate
r
Hea
t Sou
rce
to
tow
er is
a fi
red
heat
er
4.0
X M
AW
P (R
uptu
re)
Ass
umpt
ion
is m
ade
that
rup
ture
occ
urs.
Th
is
appl
ies
to t
he b
lock
ed v
apor
out
let
line
only
, se
e Li
quid
Ove
rfilli
ng C
ase
for
bloc
ked
liqui
d/bo
ttom
s ou
tlet
Pro
cess
To
wer
, al
l ot
her h
eat s
ourc
es
1.0
B
ubbl
e P
oint
pre
ssur
e of
the
feed
stre
am a
t hea
t sou
rce
tem
pera
ture
This
app
lies
to t
he b
lock
ed v
apor
out
let
line
only
, se
e Li
quid
O
verfi
lling
C
ase
for
bloc
ked
liqui
d/bo
ttom
s ou
tlet
Hea
ters
1.
0
4.0
X M
AW
P (R
uptu
re)
Add
ed
incr
ease
in
po
tent
ial
over
pres
sure
w
ith
fired
/radi
ant
heat
tra
nsfe
r. A
ssum
ptio
n is
mad
e th
at ru
ptur
e oc
curs
.
1-58
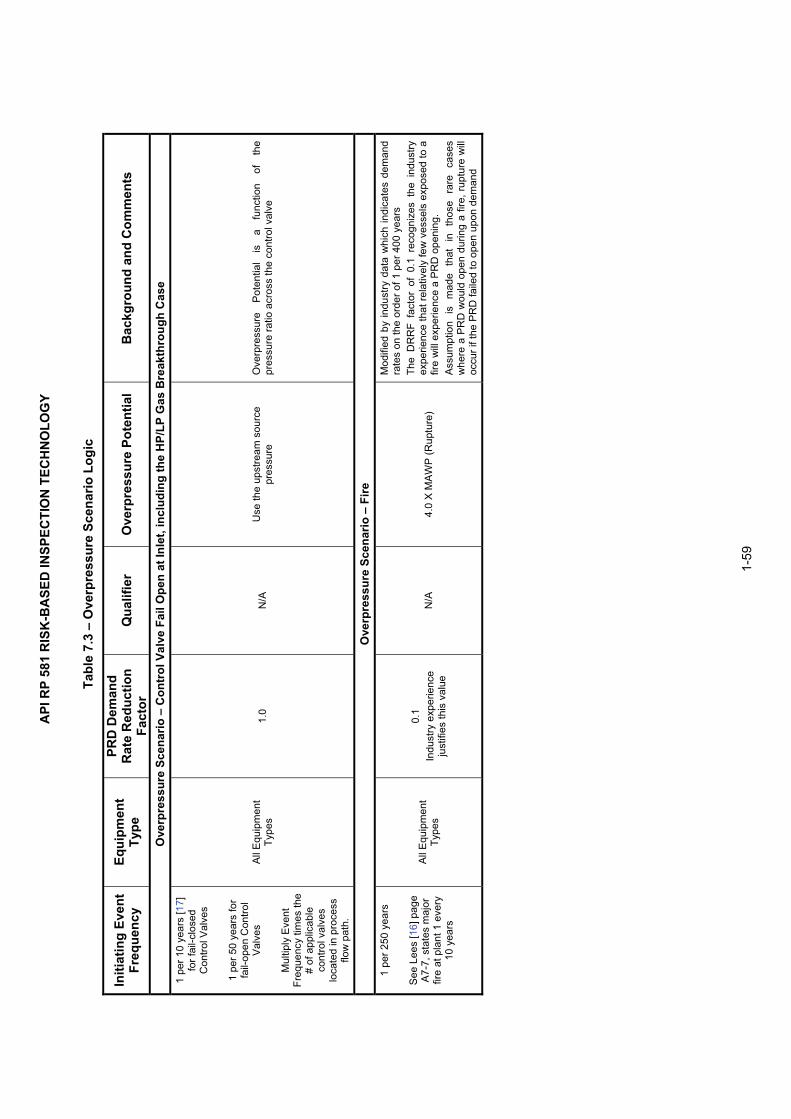
API
RP
581
RIS
K-B
ASE
D IN
SPEC
TIO
N T
ECH
NO
LOG
Y
Tabl
e 7.
3 –
Ove
rpre
ssur
e Sc
enar
io L
ogic
Initi
atin
g Ev
ent
Freq
uenc
y Eq
uipm
ent
Type
PR
D D
eman
d R
ate
Red
uctio
n Fa
ctor
Q
ualif
ier
Ove
rpre
ssur
e Po
tent
ial
Bac
kgro
und
and
Com
men
ts
Ove
rpre
ssur
e Sc
enar
io –
Con
trol
Val
ve F
ail O
pen
at In
let,
incl
udin
g th
e H
P/LP
Gas
Bre
akth
roug
h C
ase
1 pe
r 10
year
s [1
7]
for f
ail-c
lose
d C
ontro
l Val
ves
1
per 5
0 ye
ars
for
fail-
open
Con
trol
Val
ves
M
ultip
ly E
vent
Fr
eque
ncy
times
the
# of
app
licab
le
cont
rol v
alve
s lo
cate
d in
pro
cess
flo
w p
ath.
All
Equ
ipm
ent
Type
s 1.
0 N
/A
Use
the
upst
ream
sou
rce
pres
sure
O
verp
ress
ure
Pot
entia
l is
a
func
tion
of
the
pres
sure
ratio
acr
oss
the
cont
rol v
alve
Ove
rpre
ssur
e Sc
enar
io –
Fire
1
per 2
50 y
ears
See
Lee
s [1
6] p
age
A7-
7, s
tate
s m
ajor
fir
e at
pla
nt 1
eve
ry
10 y
ears
All
Equ
ipm
ent
Type
s
0.1
Indu
stry
exp
erie
nce
just
ifies
this
val
ue
N/A
4.
0 X
MA
WP
(Rup
ture
)
Mod
ified
by
indu
stry
dat
a w
hich
indi
cate
s de
man
d ra
tes
on th
e or
der o
f 1 p
er 4
00 y
ears
Th
e D
RR
F fa
ctor
of
0.1
reco
gniz
es t
he i
ndus
try
expe
rienc
e th
at re
lativ
ely
few
ves
sels
exp
osed
to a
fir
e w
ill e
xper
ienc
e a
PR
D o
peni
ng.
Ass
umpt
ion
is
mad
e th
at
in
thos
e ra
re
case
s w
here
a P
RD
wou
ld o
pen
durin
g a
fire,
rupt
ure
will
oc
cur i
f the
PR
D fa
iled
to o
pen
upon
dem
and
1-59

API
RP
581
RIS
K-B
ASE
D IN
SPEC
TIO
N T
ECH
NO
LOG
Y
Tabl
e 7.
3 –
Ove
rpre
ssur
e Sc
enar
io L
ogic
Initi
atin
g Ev
ent
Freq
uenc
y Eq
uipm
ent
Type
PR
D D
eman
d R
ate
Red
uctio
n Fa
ctor
Q
ualif
ier
Ove
rpre
ssur
e Po
tent
ial
Bac
kgro
und
and
Com
men
ts
Ove
rpre
ssur
e Sc
enar
io –
The
rmal
/Hyd
raul
ic E
xpan
sion
Rel
ief
1 pe
r 100
yea
rs
(man
ual v
alve
w
/adm
in c
ontro
ls)
1
per 1
0 ye
ars
(man
ual v
alve
w/o
ad
min
con
trols
or
cont
rol v
alve
Mul
tiply
initi
atin
g ev
ent f
requ
ency
tim
es th
e nu
mbe
r of
appl
icab
le b
lock
va
lves
loca
ted
in
proc
ess
flow
pat
h.
Pip
ing
or o
ther
liqu
id
fille
d eq
uipm
ent
1.0
N/A
O
pera
ting
Pre
ssur
e or
Bub
ble
Poi
nt p
ress
ure
of c
onta
ined
flui
d at
140
o F, w
hich
ever
is la
rger
Ass
umpt
ion
is m
ade
that
the
prob
abili
ty o
f a le
ak is
1.
0 (fl
ange
leak
s), m
odel
ed a
s a
¼ in
ch h
ole.
The
pr
obab
ility
of
rupt
ure
is a
ssum
ed t
o be
0.0
. F
or
fluid
s th
at
will
no
t bo
il,
sinc
e th
e pr
essu
re
is
relie
ved
imm
edia
tely
upo
n le
akag
e, t
he p
ress
ure
for
the
cons
eque
nce
calc
ulat
ion
will
be
the
norm
al
oper
atin
g pr
essu
re o
f the
pip
ing.
N
ot li
kely
to re
sult
in r
uptu
re, l
ikel
y to
cau
se fl
ange
le
aks/
smal
l lea
ks, h
eate
d on
ly
If th
e flu
id
can
boil
due
to
sola
r en
ergy
, th
e co
nseq
uenc
e pr
essu
re c
ould
be
mai
ntai
ned
at th
e bu
bble
poi
nt p
ress
ure
of th
e co
ntai
ned
fluid
. Le
ak
and
rupt
ure
prob
abili
ties
will
be
calc
ulat
ed a
s a
func
tion
of th
e bu
bble
poi
nt p
ress
ure.
Col
d si
de o
f Hea
t E
xcha
nger
s 1.
0 N
/A
Ope
ratin
g P
ress
ure
or B
ubbl
e P
oint
pre
ssur
e of
con
tain
ed fl
uid
at th
e ho
t sid
e flu
id in
let
tem
pera
ture
, whi
chev
er is
larg
er
Add
ed
incr
ease
in
po
tent
ial
over
pres
sure
w
ith
addi
tiona
l hea
t tra
nsfe
r fro
m h
ot s
ide.
Fo
r liq
uids
that
do
not b
oil,
the
assu
mpt
ion
is m
ade
that
the
pro
babi
lity
of l
eak
is 1
.0 (
flang
e le
aks)
, m
odel
ed a
s a
¼ in
ch h
ole,
and
the
pro
babi
lity
of
rupt
ure
is 0
.0.
If th
e co
ld s
ide
fluid
can
boi
l, th
e co
nseq
uenc
e pr
essu
re c
ould
rea
ch th
e bu
bble
poi
nt p
ress
ure
of
the
stor
ed
fluid
at
th
e ho
t si
de
fluid
in
let
tem
pera
ture
. Le
ak a
nd ru
ptur
e pr
obab
ilitie
s w
ill b
e ca
lcul
ated
as
a
func
tion
of
the
bubb
le
poin
t pr
essu
re.
Ove
rpre
ssur
e Sc
enar
io –
Los
s of
Coo
ling
1 pe
r 10
year
s
Pro
cess
Tow
er w
ith
Fire
d H
eate
r hea
t so
urce
1.0
Con
side
r LO
PA
or r
isk
redu
ctio
n an
alys
is
asso
ciat
ed w
ith lo
ss o
f flo
w c
ontro
ls o
n th
e fir
ed h
eate
r
Hea
t Sou
rce
to
tow
er is
a fi
red
heat
er
4.0
X M
AW
P (R
uptu
re)
Ass
umpt
ion
is m
ade
that
rupt
ure
occu
rs.
All
Oth
er E
quip
men
t w
ith in
tern
al o
r ex
tern
al h
eat
sour
ces
1.0
Bub
ble
Poi
nt p
ress
ure
of th
e fe
ed s
tream
at h
eat s
ourc
e te
mpe
ratu
re
1-60

API
RP
581
RIS
K-B
ASE
D IN
SPEC
TIO
N T
ECH
NO
LOG
Y
Tabl
e 7.
3 –
Ove
rpre
ssur
e Sc
enar
io L
ogic
Initi
atin
g Ev
ent
Freq
uenc
y Eq
uipm
ent
Type
PR
D D
eman
d R
ate
Red
uctio
n Fa
ctor
Q
ualif
ier
Ove
rpre
ssur
e Po
tent
ial
Bac
kgro
und
and
Com
men
ts
Ove
rpre
ssur
e Sc
enar
io –
Tow
er P
/A o
r Ref
lux
Pum
p Fa
ilure
1 pe
r 5 y
ears
Pro
cess
Tow
er w
ith
Fire
d H
eate
r hea
t so
urce
1.0
Con
side
r LO
PA
or r
isk
redu
ctio
n an
alys
is
asso
ciat
ed w
ith lo
ss o
f flo
w c
ontro
ls o
n th
e fir
ed h
eate
r
Hea
t Sou
rce
to
tow
er is
a fi
red
heat
er
4.0
X M
AW
P (R
uptu
re)
Ass
umpt
ion
is m
ade
that
rupt
ure
occu
rs.
All
Oth
er P
roce
ss
Tow
ers
1.0
Bub
ble
Poi
nt p
ress
ure
of th
e fe
ed s
tream
at h
eat s
ourc
e te
mpe
ratu
re
Ove
rpre
ssur
e Sc
enar
io –
Ele
ctric
al P
ower
Fai
lure
0.08
per
yea
r (1
per
12.5
yea
rs) p
ower
su
pply
failu
re p
er
Tabl
e on
pag
e 9/
30
of [1
6]
Pro
cess
Tow
er w
ith
Fire
d H
eate
r hea
t so
urce
1.0
Con
side
r LO
PA
or r
isk
redu
ctio
n an
alys
is
asso
ciat
ed w
ith lo
ss o
f flo
w c
ontro
ls o
n th
e fir
ed h
eate
r
Hea
t Sou
rce
to
tow
er is
a fi
red
heat
er
4.0
X M
AW
P (R
uptu
re)
Ass
umpt
ion
is m
ade
that
rupt
ure
occu
rs.
Pro
cess
Tow
er a
nd
Oth
er E
quip
men
t w
ith in
tern
al o
r ex
tern
al (n
on-fi
red)
he
at s
ourc
es
1.0
Bub
ble
Poi
nt p
ress
ure
of th
e fe
ed s
tream
at h
eat s
ourc
e te
mpe
ratu
re
Ove
rpre
ssur
e Sc
enar
io –
Run
away
Che
mic
al R
eact
ion
1 pe
r yea
r A
ll E
quip
men
t 1.
0
4.0
X M
AW
P (R
uptu
re)
This
ove
rpre
ssur
e sc
enar
io s
houl
d be
bas
ed o
n a
thor
ough
rev
iew
of
the
wid
e va
riety
of
pote
ntia
l in
itiat
ing
even
ts
and
miti
gatio
n m
easu
res
asso
ciat
ed w
ith th
e re
acto
r sys
tem
inst
alla
tion.
Th
e D
RR
F an
d th
e po
tent
ial
over
pres
sure
as
soci
ated
w
ith
failu
re
of
PR
D
to
open
up
on
dem
and
shou
ld
be
chos
en
base
d on
a
risk
asse
ssm
ent.
Per
She
ll st
udy,
50%
of
all
vess
el r
uptu
res
are
attri
bute
d to
reac
tive
over
pres
sure
cas
e.
Ove
rpre
ssur
e Sc
enar
io –
Tub
e R
uptu
re
1 pe
r 100
0 ye
ars
(9x
10-4
per
ex
chan
ger p
er [1
8])
Exc
hang
ers
– H
P
Gas
in T
ubes
, LP
Li
quid
in S
hell
1.0
N
orm
al
Max
imum
O
pera
ting
Pre
ssur
e of
the
hig
h pr
essu
re
side
of t
he e
xcha
nger
Like
lihoo
d of
she
ll ru
ptur
e is
incr
ease
d w
hen
high
pr
essu
re
tube
side
ga
s en
ters
lo
w
pres
sure
sh
ells
ide
liqui
d
1-61

API
RP
581
RIS
K-B
ASE
D IN
SPEC
TIO
N T
ECH
NO
LOG
Y
1-62
Tabl
e 7.
3 –
Ove
rpre
ssur
e Sc
enar
io L
ogic
Initi
atin
g Ev
ent
Freq
uenc
y Eq
uipm
ent
Type
PR
D D
eman
d R
ate
Red
uctio
n Fa
ctor
Q
ualif
ier
Ove
rpre
ssur
e Po
tent
ial
Bac
kgro
und
and
Com
men
ts
Ove
rpre
ssur
e Sc
enar
io –
Liq
uid
Ove
rfill
ing
1 pe
r 100
yea
rs
(adm
in c
ontro
ls)
1
per 1
0 ye
ars
(w/o
ad
min
con
trols
Mul
tiply
Eve
nt
Freq
uenc
y tim
es th
e nu
mbe
r of
appl
icab
le b
lock
va
lves
loca
ted
in
proc
ess
flow
pat
h.
All
Equ
ipm
ent
incl
udin
g P
roce
ss
Tow
er (B
lock
ed
Out
let o
f Liq
uid
Bot
tom
s)
1.0
Dow
nstre
am o
f ro
tatin
g eq
uipm
ent
othe
r tha
n po
sitiv
e di
spla
cem
ent t
ype
Dea
dhea
d P
ress
ure
or 1
.3 ti
mes
th
e no
rmal
dis
char
ge p
ress
ure
or B
ubbl
e P
oint
pre
ssur
e of
the
fe
ed
stre
am
at
heat
so
urce
te
mpe
ratu
re
(for
case
s w
here
th
e eq
uipm
ent
has
inte
rnal
or
ex
tern
al
heat
so
urce
s),
whi
chev
er is
gre
ates
t
Mos
t ce
ntrif
ugal
rot
atin
g eq
uipm
ent
will
dea
dhea
d at
30%
abo
ve th
e no
rmal
ope
ratin
g po
int.
Initi
atin
g ev
ent
frequ
ency
sh
ould
be
ad
just
ed
if th
e pr
otec
ted
equi
pmen
t is
rem
oved
fro
m s
ervi
ce f
or
mai
nten
ance
or
op
erat
iona
l ne
eds
(filte
r re
plac
emen
t or
cy
clic
pr
oces
s op
erat
ion)
at
a
frequ
ency
gr
eate
r th
an
the
unit
turn
arou
nd
frequ
ency
.
Equ
ipm
ent
with
int
erna
l or
ext
erna
l he
at s
ourc
es
may
hav
e a
sign
ifica
nt p
oten
tial
for
over
pres
sure
as
a r
esul
t of
vap
oriz
atio
n of
the
con
tain
ed f
luid
st
ream
.
1.0
Dow
nstre
am o
f po
sitiv
e di
spla
cem
ent t
ype
rota
ting
equi
pmen
t
4.0
X M
AW
P (R
uptu
re)
Dis
char
ge
pres
sure
fro
m
posi
tive
disp
lace
men
t pu
mps
w
ill
cont
inue
to
in
crea
se
pres
sure
. A
ssum
ptio
n is
mad
e th
at ru
ptur
e w
ill o
ccur
.
1.0
Dow
nstre
am o
f S
team
Tur
bine
s
Ste
am
Sup
ply
Pre
ssur
e or
B
ubbl
e P
oint
pr
essu
re
of
the
feed
st
ream
at
st
eam
su
pply
te
mpe
ratu
re
(for
case
s w
here
th
e eq
uipm
ent
has
inte
rnal
or
ex
tern
al
heat
so
urce
s),
whi
chev
er is
gre
ates
t
1.0
Dow
nstre
am o
f P
roce
ss U
nits
or
vess
els
1.1
X
MA
WP
of
U
pstre
am
Pre
ssur
e S
ourc
e V
esse
l

API RP 581 RISK-BASED INSPECTION TECHNOLOGY
Table 7.4 – Categories of PRD Service Severity (Fail to Open Case Only)
Service Description
Mild
Clean hydrocarbon products at moderate temperature. No aqueous phase present. Low in sulfur and chlorides. Failure is characterized by a long (25 years) MTTF . Failure is strongly characterized as a “wear out” type of failure, in which the failure occurs due to an accumulation of damage over a long period of time. Examples include, product hydrocarbon streams (including lubricating oils), LPG, BFW, low pressure steam and clean gasses such as nitrogen and air.
Moderate
Hydrocarbons that may contain some particulate matter. A separate aqueous phase may be present, but is a minor component; however, clean, filtered and treated water may be included in this category. Some sulfur or chlorides may be present. Temperatures of up to 500oF may exist. Failure occurs at an average (15 years) MTTF . Failure is weakly characterized as a “wear out” type of failure, in which the failure occurs due to an accumulation of damage. Examples include, intermediate hydrocarbon streams, in-service lube and seal oils, process water (not cooling water or BFW) and medium to high pressure steam.
Severe
Hydrocarbons that are processed at temperatures above 500oF with significant tendency to foul. Sulfur and chloride concentrations may be high. Monomers processed at any temperature that can polymerize are in this group as well. Sometimes included are aqueous solutions of process water, including cooling water. Failure is characterized as a relatively short (7 years) MTTF . Failure is characterized as a “random” type of failure, in which the failure can occur due to a variety of mechanisms such as corrosion or plugging. Examples include; Heavy hydrocarbon streams such as crude, amine services, cooling water, corrosive liquids and vapors, and streams containing H2S.
1-63
p q p yclean, filtered and treated water may bep
included in this category.

API RP 581 RISK-BASED INSPECTION TECHNOLOGY
Table 7.5 – Default Weibull Parameters for Probability of Failure on Demand
Fluid Severity
Conventional and Balanced Bellows PRVs 1 Pilot-Operated PRVs 2 Rupture Disks 3
� � � � � �
Mild 1.8 50.5 1.8 33.7 1.8 50.5
Moderate 1.8 23.9 1.8 8.0 1.8 50.5
Severe 1.8 17.6 1.8 3.5 1.8 50.5
Notes: 1. The � parameter values for conventional PRVs are reduced by 25% if the discharge is to a closed system or to
flare. 2. The � parameter values for pilot-operated valves are currently based on the conventional PRV data; however,
reduced by a factor of 1.5, 3, and 5 for Mild, Moderate and Severe services, respectively. 3. Without any failure rate data for rupture disks, the conventional PRV values for Mild services were used. This
assumes that the RD material has been selected appropriately for the fluid service.
Table 7.6 – Environmental Adjustment Factors to Weibull � Parameter
Environment Modifier Adjustment to POFOD �
Parameter Adjustment to POL �
Parameter
Operating Temperature 200<T<500oF 1.0 0.8
Operating Temperature > 500oF 1.0 0.6
Operating Ratio >90% for spring-loaded PRVs or >95% for pilot-operated PRVs 1.0 0.51
Installed Piping Vibration 1.0 0.8
Pulsating or Cyclical service, such as Downstream of Positive Displacement Rotating Equipment
1.0 0.8
History of Excessive Actuation in Service (greater than 5 times per year) 0.5 0.52
History of Chatter 0.5 0.5
Notes: 1. Some Pilot-operated PRVs operate extremely well with operating ratios approaching 98%. In these cases, the
environmental factor should not be applied. 2. This factor will not be applied if the environmental factor for operating ratio is already applied.
1-64

API RP 581 RISK-BASED INSPECTION TECHNOLOGY
Table 7.7 – Inspection and Testing Effectiveness
Inspection Effectiveness Component Type Description of Inspection
Highly Effective
A
Pressure Relief Device
A bench test has been performed on the PRV in the as-received condition from the unit and the initial leak pressure, opening pressure and the reseat pressure has been documented on the test form. The inlet and outlet piping has been examined for signs of excessive plugging or fouling.
Rupture Disk None Available.
Usually Effective
B
Pressure Relief Device
� A bench test has been performed, however, the PRD was cleaned or steamed out prior to the bench test. Additionally, a visual inspection has been performed where detailed documentation of the condition of the PRD internal components was made.
� An in-situ test has been performed using the actual process fluid to pressurize the system.
Rupture Disk The rupture disk is removed and visually inspected for damage or deformations.
Fairly Effective
C
Pressure Relief Device
� A visual inspection has been performed without a pop test, where detailed documentation of the condition of the PRD internal components was made.
� A trevitest or in-situ test has been performed where the actual process fluid was not used to pressurize the system.
Rupture Disk The space between the disk and the PRV is monitored for leakage in accordance with the ASME Code and API RP 520 Part 2.
Ineffective
D
Pressure Relief Device No pop test was conducted.
Rupture Disk No details of the internal component were documented.
1-65

API RP 581 RISK-BASED INSPECTION TECHNOLOGY
Table 7.8 – Level of Inspection Confidence Factors
Inspection Result Confidence Factor That Inspection Result Determines the True Damage State, CFIneffective Fairly Effective Usually Effective Highly Effective
Pass, passCF No credit 0.5 0.70 0.9
Fail, failCF No Credit 0.70 0.95 0.95
No Leak, noleakCF No Credit 0.5 0.70 0.9
Leak, leakCF No Credit 0.70 0.95 0.95
Table 7.9 - Inspection Updating Equations
Inspection Effectiveness and Result Equation for Weighted Probability of Failure on Demand
Highly Effective Pass , ,, ,0.2 0.2f prior f prior
prd prd prd prdf wgt f cond
t tP P P P� �
� � � �� � � � � �
� �
Usually Effective Pass , ,, ,0.2 0.2f prior f prior
prd prd prd prdf wgt f cond
t tP P P P� �
� � � �� � � � � �
� �
Fairly Effective Pass , ,, ,0.2 0.2f prior f prior
prd prd prd prdf wgt f cond
t tP P P P� �
� � � �� � � � � �
� �
Highly Effective Fail , ,prd prdf wgt f condP P�
Usually Effective Fail , ,prd prdf wgt f condP P�
Fairly Effective Fail , ,0.5 0.5prd prd prd,f wgt f prior f condP P P�
1-66

API RP 581 RISK-BASED INSPECTION TECHNOLOGY
Table 7.10 – Damage Factor Classes for Protected Equipment
Damage Factor Class
Damage Factor Description
None 1 New vessel or inspection shows little if any damage.
Minimal 20 Equipment has been in service for a reasonable amount of time and inspection shows evidence of minor damage.
Minor 200
One or more damage mechanisms have been identified, limited inspection data available and fairly moderate evidence of damage.
Single damage mechanism identified, recent inspection indicates moderate evidence of damage.
Moderate 750 Moderate damage found during recent inspection.
Low susceptible to one or more damage mechanisms, and limited inspection exists.
Severe 2000 One or more active damage mechanisms present without any recent inspection history.
Limited inspection indicating high damage susceptibility.
Table 7.11 – Categories of PRD Service Severity (LEAK Case Only)
Service Description
Mild Many heavy liquid streams such as crude oil tend not to leak through a PRV. Cooling water and amine services are some examples of a corrosive/fouling fluids that do not leak. Additionally, clean fluids such as LPG, air, and nitrogen are MILD leakage services.
Moderate Most of the intermediate and product HC streams, most HC vapors, lube, seal and cycle oils and process water (not cooling water or BFW).
Severe BFW/Condensate, Steam and corrosive liquids such as caustic and acids.
1-67
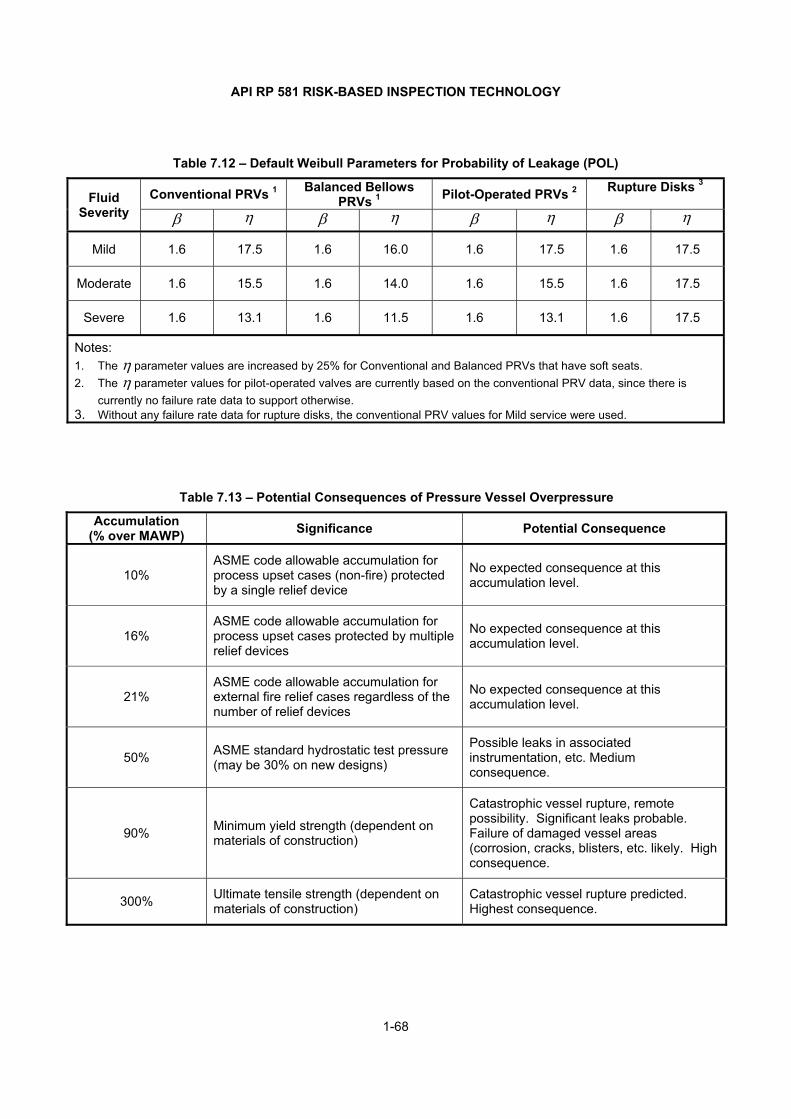
API RP 581 RISK-BASED INSPECTION TECHNOLOGY
Table 7.12 – Default Weibull Parameters for Probability of Leakage (POL)
Fluid Severity
Conventional PRVs 1 Balanced Bellows PRVs 1 Pilot-Operated PRVs 2 Rupture Disks 3
� � � � � � � �
Mild 1.6 17.5 1.6 16.0 1.6 17.5 1.6 17.5
Moderate 1.6 15.5 1.6 14.0 1.6 15.5 1.6 17.5
Severe 1.6 13.1 1.6 11.5 1.6 13.1 1.6 17.5
Notes: 1. The � parameter values are increased by 25% for Conventional and Balanced PRVs that have soft seats. 2. The � parameter values for pilot-operated valves are currently based on the conventional PRV data, since there is
currently no failure rate data to support otherwise. 3. Without any failure rate data for rupture disks, the conventional PRV values for Mild service were used.
Table 7.13 – Potential Consequences of Pressure Vessel Overpressure
Accumulation (% over MAWP) Significance Potential Consequence
10% ASME code allowable accumulation for process upset cases (non-fire) protected by a single relief device
No expected consequence at this accumulation level.
16% ASME code allowable accumulation for process upset cases protected by multiple relief devices
No expected consequence at this accumulation level.
21% ASME code allowable accumulation for external fire relief cases regardless of the number of relief devices
No expected consequence at this accumulation level.
50% ASME standard hydrostatic test pressure (may be 30% on new designs)
Possible leaks in associated instrumentation, etc. Medium consequence.
90% Minimum yield strength (dependent on materials of construction)
Catastrophic vessel rupture, remote possibility. Significant leaks probable. Failure of damaged vessel areas (corrosion, cracks, blisters, etc. likely. High consequence.
300% Ultimate tensile strength (dependent on materials of construction)
Catastrophic vessel rupture predicted. Highest consequence.
1-68
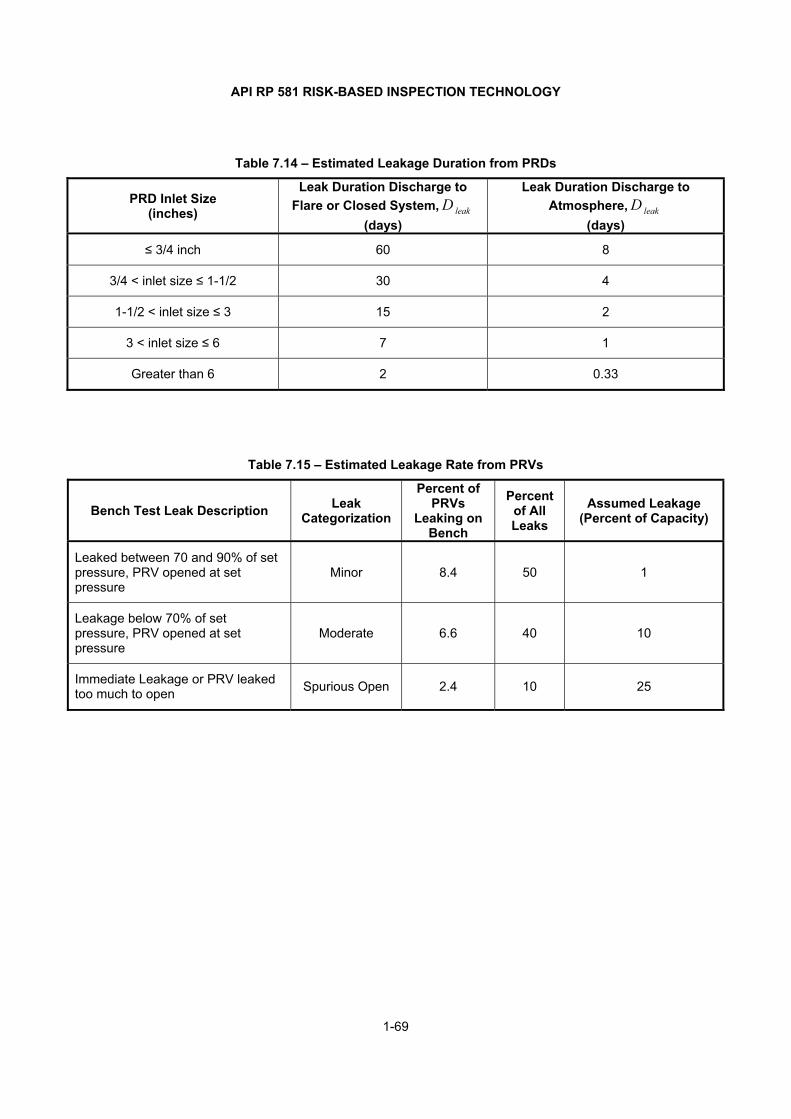
API RP 581 RISK-BASED INSPECTION TECHNOLOGY
Table 7.14 – Estimated Leakage Duration from PRDs
PRD Inlet Size (inches)
Leak Duration Discharge to Flare or Closed System, leakD
(days)
Leak Duration Discharge to Atmosphere, leakD
(days)
� 3/4 inch 60 8
3/4 < inlet size � 1-1/2 30 4
1-1/2 < inlet size � 3 15 2
3 < inlet size � 6 7 1
Greater than 6 2 0.33
Table 7.15 – Estimated Leakage Rate from PRVs
Bench Test Leak Description Leak Categorization
Percent of PRVs
Leaking on Bench
Percent of All Leaks
Assumed Leakage (Percent of Capacity)
Leaked between 70 and 90% of set pressure, PRV opened at set pressure
Minor 8.4 50 1
Leakage below 70% of set pressure, PRV opened at set pressure
Moderate 6.6 40 10
Immediate Leakage or PRV leaked too much to open Spurious Open 2.4 10 25
1-69