Embed Size (px)
Citation preview

0

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
UNIDAD “AZCAPOTZALCO”
“PLANEACIÓN DE LA PRODUCCIÓN Y DISTRIBUCION DE APARATOS
ELECTRODOMESTICOS MAYORES PARA LA LINEA MABE”
TESIS PROFESIONAL
QUE PARA OBTENER EL TITULO DE:
INGENIERO MÉCANICO
P R E S E N T A :
EDUARDO BELTRÁN GARCÍA
MÉXICO, D. F. 2008
1

Índice
Capitulo I
Introducción 3
1 . Antecedentes 5
1 . 1 Breve historia de la empresa 6
1 . 2 Globalización en los mercados y
magnitudes relevantes 8
1 . 3 Participación del mercado de
electrodomésticos en el mundo 8
1 . 4 El diseño y la competitividad de la
industria de electrodomésticos 12
1 . 5 Lideres mundiales de diseño 13
1 . 6 Situación de México en el área 14
1. 7 Plano de distribución de la Compañía 17
1 . 8 Organigrama de la Empresa 18
Capitulo II
2 . Sistema Actual 30
2 . 1 Pronostico de la demanda nacional 32
2 . 2 Pronostico de la demanda de exportación 33
2 . 3 Planeación de los Ritmos de producción 34
2 . 4 Programa de Producción 36
2 . 5 Planeación de la Distribución 38
2
Índice
Capitulo III
3 . Mejora de procesos 40
Niveles de Inventario 41
Días de Inventario 43
Rotación de Inventario 45
Niveles de Inventario 46
Clasificación ABC 46
Calculo de Niveles de Inventario Objetivo (NIO) 51
Excesos y Faltantes de Inventario 52
Balanceo de Inventarios 54
Niveles de Inventario Estadístico (NIE) 58
Análisis 6 Sigma 60
Plan 4 + 2 62
Proceso de Programación 65
Seguimiento del Inventario 68
Capitulo IV
4 . Beneficios Obtenidos 70
BIBLIOGRAFIA 73
3

Los Inventarios
El tema de los Inventarios, en particular y como parte de un renglón tan vital en
los activos de la empresa, posee mayor énfasis en algunos aspectos tales como:
La Concepción de lo que es un inventario, el papel que desempeña en la
empresa, su real importancia, los diferentes tipos de inventario que existen o
pueden aplicarse, la utilidad que se deriva al aplicarlos correctamente y con la
rigurosidad requerida por cada caso particular.
Consideraciones Generales
Desde tiempos inmemorables, los egipcios y demás pueblos de la antigüedad,
acostumbraban almacenar grandes cantidades de alimentos para ser utilizados
en los tiempos de sequía o de calamidades. Es así como surge o nace el
problema de los inventarios, como una forma de hacer frente a los periodos de
escasez. Que le aseguraran la subsistencia de la vida y el desarrollo de sus
actividades normales. Esta forma de almacenamiento de todos los bienes y
alimentos necesarios para sobrevivir motivó la existencia de los inventarios.
Concepto de Inventario:
Según, Finney- Miller, en su libro "Curso de Contabilidad Intermedia", Tomo II,
Pagina 225, se definen los inventarios de una empresa como la compra de
artículos en condiciones para la venta. Los Inventarios de mercancía se
encuentran en los negocios que tienen ventas al por mayor y al detalle. Estos
negocios no alteran la forma de los artículos que adquieren para venderlos.
Otro concepto fue extraído del boletín No. 1, Principios y Normas Contables
sobre la auditoria de los Inventarios del Prof. Maldonado; y dice así: El Vocablo
inventario se usa para nombrar el conjunto de aquellas partidas de bienes
muebles tangibles.
El termino inventario encierra los bienes en espera de su venta (las mercancías
de una empresa comercial, y los productos terminados de un fabricante), los
artículos en proceso de producción y los artículos que serán consumidos directa
o indirectamente en la producción. Esta definición de los inventarios excluye los
activos a largo plazo sujetos a depreciación, o los artículos que al usarse serán
así clasificados.
Introducción
4

Introducción
En esta época existe una gran variedad de necesidades en cuanto asatisfactores en los hogares, aunado a una amplia diversificación degustos y alcance económico.
Los enseres electrodomésticos han venido a servir de apoyo para cubrirlas necesidades mas básicas y apremiantes para el ama de casa.
Para esto se busca satisfacer plenamente las expectativas de nuestrosclientes con productos y servicios innovadores y de alta calidad.
Hoy en día mabe tiene un gran compromiso y un gran reto para lograr lasatisfacción plena con sus clientes, ya que cada vez existen mas marcasque entran al mercado mexicano, por lo que es importante atraer masclientes a la marca, también es importante conservar o mantener con losque ya contamos, lo cual ayudara a mantener las marcas sobre las yaexistentes y las venideras.
El contar con la variedad de producto en el lugar adecuado, la cantidadoptima y en tiempo, esta es una de las principales llaves para consolidarsecomo líder en un mercado muy competido y cambiante.
Considerando la diversidad que se tiene tanto en gustos, necesidadescomo económica de los diferentes estratos sociales, es una de lasvariables y retos mas importantes que desencadena una granincertidumbre ante la demanda tan diversificada y cambiante con quecontamos día a día, para lo cual las empresas deben de contar coninfraestructura y procesos que absorban los cambios mas caprichosospara reducir el riesgo de perder ventas en piso.
5

Capitulo 1
Antecedentes
6

Antecedentes
1.1 Breve historia de la empresa.
Mabe, es una empresa dedicada a la fabricación, distribución y venta deaparatos electrodomésticos mayores. Mabe nace cuando en 1946 losseñores Mabardi y Berrondo, instalaron un pequeño taller en la ciudad deMéxico en donde fabricaban bases para lámparas e importaban artículosvarios.
Un año después, con la unión de las dos primeras letras de ambosapellidos: Mabardi Berrondo surgió la palabra Mabe. En 1948, losfundadores comenzaron a fabricar gabinetes y muebles de empotrar paracocina. Algunos años más tarde en 1953, otro miembro fundador, Don LuisBerrondo Martínez, inició la producción de estufas a gas de 20” y 30”, lascuales eran distribuidas en la República Mexicana.
El deseo de superación es una constante que ha caracterizado a Mabedesde su fundación. En las décadas de los 60´s y 70´s hubo un notablecrecimiento. En 1964, la organización comenzó a fabricar refrigeradores ycon ello diversificó la línea de artículos para el hogar que hasta entoncesproducía. En 1968, Mabe comenzó a tener presencia en Centro América,el Caribe y parte de Sudamérica; en 1976, inició la construcción de suprimera planta fuera de la ciudad de México: Industrias Astral. Esta plantase encuentra ubicada en la ciudad de Querétaro, México.
Años más tarde, en 1987, anticipándose a las oportunidades y amenazasque podría traer hacia su mercado la firma del TLC, Mabe establecióalianzas a nivel nacional e internacional. En ese año se asoció con GeneralElectric, compañía norteamericana, quien actualmente es una de lasempresas líderes a nivel mundial en la comercialización deelectrodomésticos.
Como resultado de la alianza entre Mabe y GE, en 1989 se construyó en laciudad de San Luis Potosí, México, una planta de estufas a gas, que ensus inicios fue llamada Leiser. Hoy en día esta planta es líder enexportación de estufas a gas y eléctricas para el mercado más competidodel mundo: Estados Unidos de Norteamérica.
7

Antecedentes
Posteriormente Mabe adquirió FRIEM, fabricante de estufas, lavadorasy refrigeradores con la marca IEM, y más tarde compró CONFAD,empresa del Grupo Industrial Saltillo, fabricante de lavadoras,transmisiones y motores. Conservando las marcas EASY, EXCELL yCINSA, comenzó Mabe a producir lavadoras.
Como una medida de integración estratégica, Mabe se asoció conSanyo Electric Corporation, compañía de origen japonés, para lafabricación de compresores. Y buscando expandir sus mercados Mabebuscó alianzas con fabricantes locales en Venezuela, Colombia,Ecuador, Perú y Argentina; con lo que se logró consolidar el liderazgode Mabe como una empresa Latinoamericana.
En el año 2001, nuevamente en alianza con General Electric,comienza a operar Quantum, planta ubicada en Celaya, Guanajuatodedicada a la fabricación de refrigeradores “Side by Side” y “TopMount” para el mercado de exportación.
En el año 2003 Mabe adquiere dos compañías Brasileñas para entrara ese mercado fabricando localmente ya como Mabe Brasil, Estufas,Refrigeradores y Lavadoras. Finalmente en el año 2005 continuandocon su expansión Mabe adquiere a CAMCO, la compañía Canadiensemas importante en la fabricación de electrodomésticos iniciando eneste 2006 como Mabe Canadá, y con las marcas Moffat; Hotpoint yGE.
Actualmente Mabe cuenta con 8 centros de distribución Nacionales, yCON LA RED DE SERVICIO más GRANDE DE LATINOAMERICA,para atender las necesidades y quejas del usuario final. Además delas 9 plantas productivas ubicadas en Monterrey, Saltillo, San LuisPotosí, Querétaro, Celaya y Distrito Federal.
8

Antecedentes
1.2. Globalización en los mercados y magnitudes relevantes
El mercado mundial de electrodomésticos refleja el resultado de volumen yprecio. En países desarrollados el precio permite la oferta de productos conmás tecnología aparente y mas funciones asociadas al gusto y costumbresdel consumidor. Por el contrario en los demás países la situación económicade los mismos hace que la oferta se dirija mas hacia el volumen conproductos que cumplen las funciones básicas del electrodoméstico a un bajocosto.
1.3 Participación del Mercado de electrodomésticos en el mundo
9

Antecedentes
A continuación se enuncian las participaciones de
mercado en Europa y Norteamérica:
MERCADO DE ELECTRODOMÉSTICOS EN EUA
Whirpool, 33.4%
GE, 25.7%
Electro lux , 19.0%
M aytag, 15.1%
Otros, 6.8%
MERCADO DE ELECTRODOMÉSTICOS EN MÉXICO
mabe, 46 .5
Whirpoo l, 29 .3
Hoover, 4 .9
Maytag , 1.1
Bosch, 1.1
Daewoo , 5.0
LG, 7.3Samsung , 4 .7
10

Antecedentes
Ventas al
Resto del
mundoCentroamérica
México
Participación de
mercado 48%
Perú
Ecuador
Participación de
mercado 33%
Argentina
Participación de
mercado 16%
Colombia
Venezuela
EUA
Participación de
mercado
35% en estufas y
refrigeradores
Participación de
mercado
23%
Participación de
mercado
31%
Participación de
mercado
46%
Participación de
mercado 32%
Brasil
Participación de
mercado18 %
PARTICIPACIÓN DE MERCADO DE MABE EN EL CONTINENTE
AMERICANO
11

Antecedentes
OPERACIONES Y PLANTAS DE MABE
CelayaRefrigeradores
QuerétaroRefrigeradores, Componentes
y
Centro de Tecnología y
Proyectos
México D. F.Estufas
EcuadorEstufas
ColombiaRefrigeradores
ArgentinaRefrigeradores
Itu
Lavadoras y
Refrigeradores.
CampinhasEstufas
San Luis PotosiEstufas eléctricas, estufas a
gas, Motores y compresores.
MonterreyLav. Manuales
SaltilloLav. Automáticas
MontrealLavaplatos y
Secadoras
Plantas de Producción
Centros de Distribución y Operaciones de
Ventas
12

Antecedentes
1.4 El diseño y la competitividad de la industria de
electrodomésticos; vínculos de diseños / marcas / distribución.
Solo una de las compañías de electrodomésticos mencionada tiene su Centro
para Desarrollo de Tecnología en México (Mabe). Al igual que la mayoría de las
compañías sus centros de diseño están normalmente ubicados en el país de
origen de la firma.
La competencia entre fabricantes y marcas se ha vuelto muy agresiva, la
entrada al mercado nacional de productos asiáticos a precios bajos generó un
esquema de reducción de precios en este sector. A diferencia de la industria
automotriz donde el precio de los automóviles nuevos nunca ha dejado de
incrementarse, en la línea blanca la globalización de los mercados ha generado
un derrumbe de precios.
Por otro lado en la industria automotriz los productos son sustituidos en
periodos de 3 a 5 años normalmente mientras que en la industria de
electrodomésticos el mercado de recambio es mucho menor y los productos se
cambian cada 8 o 15 años.
Las presiones que tienen que enfrentar las compañías de electrodomésticos
generan esquemas de reducción de costos agresivos e innovadores. La
búsqueda constante de nuevos materiales, nuevos componentes, nuevos
mecanismos de ensamble y todo aquello que permita reducir el costo de
fabricación de un electrodoméstico sin afectar su vida útil presenta un reto que
solo puede ser enfrentado a través de una infraestructura para el desarrollo y
generación de tecnología.
Es por esta razón que hoy en día se puede decir que los principales fabricantes
de electrodomésticos del mundo deben su desarrollo al hecho de haber
instalado un centro para el desarrollo de la tecnología asociada a sus productos.
13

Antecedentes
1.5 Líderes mundiales de diseño y ubicación de sus
Centros de Diseño
Líder Ubicación
Mabe México
Whirpool Estados Unidos
Italia
Electrolux Suecia
Bosch Siemens Alemania
Gagennau Alemania
Miele Alemania
Indesit Italia
Samsung Korea
LG Korea
Dae Woo Korea
14

Antecedentes
1.6 Situación de México en el área.
Mercados relevantes nacional e internacional para la industria Mexicana de
electrodomésticos.
El mercado nacional de electrodomésticos se calcula en alrededor de 6
millones de productos al año. La situación geográfica de México y su posición
estratégica gracias a los tratados de libre comercio hacen que hoy en día
México sea el punto más atractivo para la fabricación de electrodomésticos
mayores para exportar hacia los Estados Unidos.
En los últimos 5 años las principales compañías han abierto plantas en
México para fabricar estos productos con diseño y características para el
mercado estadounidense.
En el resto de Latinoamérica el mercado y las posibilidades son más
reducidas para la exportación por la distancia, el tipo de mercado y las
políticas económicas de los países de la región. La estrategia en este caso
se enfoca a tener facilidades locales de manufactura y exportar la tecnología
desde el país de origen. 1.6. La tecnología de Diseño de la industria de
electrodomésticos en México.
El diseño de electrodomésticos en México esta siendo hecho solo por Mabe,
Su Centro de Tecnología y Proyectos en la Cd. de Querétaro está dotado con
las instalaciones e infraestructura adecuada para poder realizar estas
actividades.
Con este Centro para el desarrollo de Tecnología y nuevos productos, Mabe
ha podido mejorar sus productos y la tecnología asociada a la
conceptualizacion, diseño e implementación de los mismos.
El avance tecnológico le ha permitido a Mabe mantener su participación de
mercado y competir contra las nuevas marcas americanas, asiáticas y
europeas, que están entrando al mercado nacional y latinoamericano.
Gracias al modelo de gestión de tecnología del centro, Mabe pudo obtener el
Premio Nacional de Tecnología en el 2003, el 3er lugar en el Premio a la
Innovación Tecnológica ADIAT 2004 y el Premio Estatal de Exportación de
Tecnología 2004 en Querétaro.
15

Antecedentes
Actualmente el centro de Tecnología y Proyectos de Mabe emplea a 256
personas de las cuales el 50% se dedican al diseño de nuevos productos, el 10%
a la evaluación de estos nuevos productos basándose en estándares y normas
internacionales, otro 10% realiza los prototipos necesarios para estas
evaluaciones, el 9% está en el área de investigación y desarrollo, 3% en Diseño
Industrial, 4% son los expertos en la metodología seis sigma que lidera los
diseños, y el resto son actividades administrativas y de soporte al Centro de
Tecnología.
El Centro de Tecnología y Proyectos, en sus instalaciones ubicadas en Acceso B
#406, Parque Industrial Jurica en la ciudad de Querétaro, Qro., cuenta con 12
laboratorios certificados y especializados en las áreas de Refrigeración, Lavado,
Cocinado, Electrónica, Evaluación de Materiales, Acústica, Mecánica, Embalaje,
Conservación de Alimentos, Evaluación Sensorial y Confiabilidad, entre otros.
Estos laboratorios están destinados a evaluar la calidad, funcionalidad y
seguridad de los nuevos desarrollos de producto, nuevos proveedores de
componentes y nuevas tecnologías a nivel mundial. Las evaluaciones de calidad
en los productos que ya están en el mercado se hacen en las plantas y no están
incluidas en el presente proyecto.
También cuenta con áreas de diseño especializadas en diseño mecánico,
industrial, electrónico y empaque.
En el Centro de Tecnología y Desarrollo se utilizan herramientas de vanguardia
para el análisis, diseño y evaluación de productos, como lo son: La Metodología
Seis Sigma, Software especializados para automatización y modelado
matemático del diseño realizado en 3 dimensiones, dibujo en Pro E, análisis de
estudios ergonómicos, análisis de elemento finito, análisis de ensambles,
simulación de flujo en moldes de inyección, simulación de fundición, simulación
de estampados y simulación de termo formados, etc.
Las evaluaciones de calidad, funcionalidad y seguridad de los nuevos desarrollos
de producto, nuevos proveedores de componentes y nuevas tecnologías a nivel
mundial en los productos que ya están en el mercado se hacen en las plantas y
no están incluidas en el presente proyecto.
16

Antecedentes
Anualmente se desarrollan más de 20 macroproyectos para diseñar los nuevos
productos que mabe lanzará al mercado bajo las marcas de Mabe, General
Electric, Easy, IEM y algunas otras marcas regionales de centro y Sudamérica.
17

Antecedentes
1.7 Plano de distribución de la Compañía
SEGUNDO PISOPRIMER PISO
PLANTA BAJA
UBICACION DE SALAS DE JUNTAS EN EDIFICIO PALMAS
18

Antecedentes
1.8 Organigrama de la Empresa
GTE. LAVADORAS GTE. LOGISTICA GTE. REFRIG GTE. ESTUFAS
VP MEXICO Y GTE. GRAL. CENTROAMERICA DISTRIBUCION Y
LOGISTICA GTE. DISTRIBUCION GTE. TRAFICO VP TECNOLOGIA Y
PROYECTOS VP ANDINO PRESIDENTE EJECUTIVO Y CONSEJO
VP FINANZAS VP MERCOSUR
DIR. COMERCIAL
MABE CANADA GTE. GRAL.
NUEVOS NEGOCIOS
19

Dr. Mauricio Lefcovich
Consultor en Administración de Operaciones y Estrategia de Negocios.
Especialista en Calidad, Productividad, Mejora Continua, Reducción de
Costos y Satisfacción del Consumidor
Algunos definen logística como la administración de inventarios, otros piensan en
ella como el transporte de bienes y otros dicen que logística se encarga del
sistema de entrega de mercancías. Todos ellos están en lo correcto. Hoy en día,
hay muchas distintas definiciones de Logística dando vueltas.
La razón probable de ello es que en muchas ocasiones es utilizada como un
término genérico, cubriendo muchos diferentes componentes de las operaciones
e influenciando todos los aspectos del negocio. En general, logística integrada es
un sistema muy amplio de administración de toda Ia cadena de abastecimiento,
desde la materia prima hasta la distribución de los bienes elaborados al
consumidor.
Logística es un término definido por la Academia de la Lengua, para nuestros
fines, como "parte de la organización militar que atiende al movimiento y
mantenimiento de las tropas en campaña"; y como "conjunto de medios y
métodos necesarios para llevar a cabo la organización de una empresa, o de un
servicio, especialmente de distribución".
En un concepto amplio se aplica a todas las fases de distribución de los
productos, incluyendo todos los eslabones de la cadena distribución, requeridos
para hacer llegar el producto hasta el cliente final.
Generalidades
20

Se encarga de optimizar fletes, asegurarse que los productos vaya bien
transportados, calcular tiempos de espera y de descarga, manejo y control de
almacenamiento. El objetivo final de la logística es disminuir los niveles de
inventario y de optimizar el funcionamiento de toda la cadena de distribución.
En los países en vías de desarrollo siempre andamos atrasados de noticias.
Recién ahora algunas PYMES de América Latina están descubriendo la
importancia que tiene la logística. No solo como una estrategia competitiva,
reducir costos y lo más importante, para dar un excelente servicio al cliente, todo
ello a costos razonables.
La exposición de los conceptos relativos a la función logística supone un
recorrido a lo largo de toda la cadena logística (nivel de servicio, ciclo de pedidos,
distribución, almacenamiento, fabricación, aprovisionamiento, compras, etc...).
Esto para formular en cada una de las tres áreas de la cadena logística las
oportunidades existentes. Por otro lado desarrollar la estructura logística
estratégica necesaria para conseguir los objetivos finales de incremento de la
satisfacción de los clientes, servicios de apoyo y post venta al cliente, reducir el
plazo que transcurre entre la realización del pedido y la entrega de los bienes y
productos, reducir los costos totales, incrementar la calidad del proceso de
entrega, llegar a acuerdos estratégicos con los clientes, transportistas,
operadores logísticos y suministradores utilizando las tecnologías de información
y mejorar, con todo ello, la posición competitiva de la empresa.
Generalidades
21

La meta de la logística es examinar cada decisión en la cadena de
abastecimiento, por el impacto en el sistema total y no solamente en sus
componentes. Este objetivo requiere que se administre cada una de las
funciones que componen la cadena de abastecimiento como una unidad, en
lugar de hacerlo cada una por separado.
La logística da a las empresas la ventaja de permitirles afianzar la cadena de
abastecimiento, permitiéndoles llevar las mercaderías necesarias al lugar
correspondiente, en el momento oportuno. Un sistema de logística integrada
reduce los costos de mantener inventarios, ayuda a prestar mejor servicio al
cliente y reduce las inversiones de capital.
Administración de Inventarios
Una vez definidos los precios, la posibilidad de maximizar las utilidades en el
negocio para los distintos participantes de la cadena, viene dada por los ajustes
en los costos de operación, y es precisamente ahí donde un manejo eficiente de
la cantidad y variedad de productos disponibles -es decir, la Administración de
Inventarios es una de las claves para el éxito del negocio.
La administración de inventarios, es uno de los factores determinantes en la
cadena proveedor - distribuidor - consumidor. Lo que el cliente compre o deje de
comprar y en la cantidad que desee, define el accionar de cada uno de los
integrantes de esta relación. Una eficiente administración de inventarios genera
ahorro de costos para toda la cadena y permite a cada uno de los jugadores de
este negocio maximizar sus beneficios.
La profesionalización de los negocios, la reducción de stocks, de costos, de
tiempos de desarrollo, entrega y el aumento de los niveles de servicio son sólo
algunos de los tantos beneficios que este esquema puede dar a una empresa.
Lógicamente evita perder ventas por falta de mercadería, lo cual ocurre
demasiado e las empresas. Desde el punto de vista financiero permite mejor uso
de los fondos, liberando recursos para utilizar en otras áreas.
Generalidades
22

Introducción
La Logística Integral es el conjunto de técnicas y medios destinados a gestionar
los flujos de materiales e información, siendo su objetivo fundamental la
satisfacción de las necesidades en bienes y servicios de un cliente y/o mercado,
en calidad, cantidad, lugar y momento; maximizando la satisfacción del cliente y
la flexibilidad de respuesta, y minimizando los tiempos de respuesta y los costes.
La logística agrupa las actividades que ordenan los flujos de materiales,
coordinando recursos y demanda para asegurar un nivel determinado de servicio
al menor coste posible.
Fue en gran medida, la falta de coordinación entre las ventas y la
producción, la que dieron lugar a la aparición de la logística en las empresas,
como medio de resolver el conflicto entre dichas actividades, sirviendo la misma
de nexo necesario entre la demanda del mercado y las actividades de producción
de la empresa.
Dentro de las actividades de logística, dos de las que más coste absorben son
las de inventario y transporte. La experiencia y los estudios desarrollados indican
claramente que cada una de ellas representa, aproximadamente, de la mitad a
las dos terceras partes del coste logístico total. En tanto que el almacenamiento
añade “valor tiempo” al producto, el transporte añade “valor situación”.
Hoy en día el transporte es un factor esencial para cualquier empresa, ya que
ninguna podría operar sin prever el desplazamiento de sus materias primas y/o
sus productos finales. El otro tema crucial esta dado por el control de inventarios,
puesto que generalmente no es factible o práctico producir y vender de forma
instantánea o inmediata. Este paso intermedio entre el punto de producción y la
demanda, tiene como objetivo mantener la disponibilidad de las mercancías de
cara al usuario, a la vez que proporciona la flexibilidad necesaria a las áreas de
producción y logística en su búsqueda de métodos de fabricación y distribución
más eficientes.
La última actividad clave es el procesamiento de pedidos. En comparación con
los costes de transporte y almacenamiento, el procesamiento de pedidos
constituye una parte importante del tiempo total de recepción por parte del cliente
de los productos o servicios solicitados.
Generalidades
23

Generalidades
Dentro de la gestión empresarial, la logística es vital para casi todas las áreas
que cubren aquélla, ya sea el control de costes, el nivel de empleo, o el
cumplimiento de los objetivos generales de la empresa. Sólo en los últimos años
las actividades de logística han pasado a convertirse en áreas funcionales de
importancia. El incremento de la competencia internacional, la escasez de
materias primas clave y los problemas en materia de productividad han llevado
a poner un mayor énfasis en los aspectos logísticos. Es dentro de este marco
donde las presiones competitivas de un economía cada vez más globalizada, se
mueven en el sentido de incorporar la logística como un componente estratégico
dentro de la organización; y la mejor forma de lograr la excelencia en la logística
al servicio de la empresa es implantando el kaizen en las empresas.
El Kaizen
El Kaizen como sistema destinado a la mejora continua en los niveles de
calidad, productividad, costes, satisfacción, tiempos de los ciclos, y tiempos de
reacción, mediante la gestión combinada del TQC, el Justo a Tiempo, el
Mantenimiento Productivo Total, la actividad de grupos pequeños, los sistemas
de sugerencias y el despliegue de políticas, permite lograr la eliminación de
despilfarros, estandarizar las operaciones y lograr un óptimo de disciplina
laboral.
El kaizen debe ser enfocado a los efectos de la reducción en los costes
logísticos y mejora de sus servicios desde dos puntos de vista:
§ Mediante la aplicación del kaizen en todas las áreas de la empresa y sus
efectos en la logística.
§ Y mediante la aplicación del kaizen en las operaciones de logística.
En cuanto a la aplicación del kaizen en la empresa y sus efectos en materia
logística tenemos:
1.- La aplicación del TQM y sus efectos en la reducción de niveles de fallos y
defectos genera por un lado una menor necesidad de contar con inventarios de
reserva o seguridad para hacer frente a problemas de calidad en la producción.
24

Y por otro lado, el menor nivel de desperdicios implica una menor adquisición de
insumos para reservas y/o reproceso. Ello significa menores costes de
transporte y de almacenamiento, como así también menores costes
administrativos para solicitar y gestionar los insumos.
2.- La implantación del sistema de producción Justo a Tiempo, trae
aparejado menores costes de inventarios, una reducción en el coste
total de los insumos, mejoras importantes en las relaciones con los
proveedores, reducción en la cantidad de proveedores y partes, caída
en los niveles de inventarios de materias primas, productos en
procesos y productos terminados, y reducción en los costes de
pedidos y control de inventarios.
3.- El Mantenimiento Productivo Total lleva a menores niveles de paradas
en las máquinas, como así también a reducir notablemente las fallas
por desperfectos en el funcionamiento de las máquinas, equipos e
instalaciones. Ello genera menores necesidades de inventarios de
seguridad, como así también reduce radicalmente las necesidades de
insumos para actividades de reprocesamiento.
De igual forma los aspectos antes apuntados pueden y deben ser aplicados
específicamente a los procesos y actividades logísticos. Para ello la mejor
manera de controlar y mejorar, tanto los niveles de costes como los de
satisfacción, es aplicando el Control Estadístico de Procesos (SPC), lo
permite una mucho mejor óptica o visión de la evolución de los distintos
indicadores de la empresa, permitiendo conocer tanto la capacidad de los
procesos para generar servicios logísticos a bajo coste y con un excelente
nivel de satisfacción tanto interno como externo, como así también conocer
el coste medio y el nivel medio de satisfacción, detectando a tiempo las
desviaciones y efectos en los cambios de gestión.
La implantación y plena utilización del Kanban (sistema para el
reaprovisionamiento de insumos o componentes mediante arrastre) a logrado
importantes reducciones en materia de inventarios, transportes, y caída en
todos aquellos costes relacionados con los excesos de inventarios.
Generalidades
25

Generalidades
Los objetivos del enfoque Justo a Tiempo aplicado en materia de
aprovisionamiento son:
1. La entrega de componentes y partes justo a tiempo al usuario, para
fabricación o montaje.
2. Eliminación de todo desperdicio generado por actividades que no
agreguen valor al producto en el proceso.
3. Lograr que las transacciones se hagan con un mínimo de complejidad.
El Justo a Tiempo y el aprovisionamiento
El concepto Justo a Tiempo es una filosofía o cultura que abarca toda la
empresa, orientada a la eliminación sistemática de desperdicios por medio
de las funciones logísticas y de manufactura. Caracterizándose por operar
con bajos niveles de inventarios y con los más altos niveles en materia de
calidad y servicio al cliente.
Todas las funciones básicas de una empresa son afectadas por el Justo a
Tiempo. En el área de la logística, el Justo a Tiempo genera relaciones
totalmente nuevas con los proveedores y los transportistas, requiriéndose
nuevos enfoques a los efectos de la localización de los centros de
distribución y en el manejo de inventarios.
El enfoque Justo a Tiempo (JIT) a afectado las actividades relacionadas con
los flujos tanto internos como externos de materiales. El Justo a Tiempo
debe comenzarse por aplicar en primer término en la propia planta, con un
control único del sistema por parte del usuario, para luego extenderlo al
exterior.
26

Generalidades
Las razones esenciales por las que se recomienda en primer lugar adquirir una
experiencia interna en la utilización del JIT está dada por:
§ La formación de proveedores es una de las actividades fundamentales
para la aplicación exitosa del JIT externo, lo cual difícilmente pueda lograrse sin
antes poseer un conocimiento y experiencia a nivel interno.
§ La planificación del JIT se desencadena partiendo de las necesidades de
los clientes finales.
§ Las necesidades de entregas frecuentes de productos e insumos con una
calidad garantizada sólo es posible explotarla cuando los procesos internos de
la empresa garantizan un elevado nivel de calidad.
§ Las necesidades de entregas frecuentes de productos e insumos con una
calidad garantizada sólo es posible explotarla cuando los procesos internos de
la empresa garantizan un elevado nivel de calidad.
§ Al basarse en el arrastre (pull) la activación de los procesos productivos y
de aprovisionamiento, es menester estar a la espera de la señal dada por los
clientes y consumidores.
La preparación de las funciones logísticas para la instrumentación del concepto
Just in Time debe atender los aspectos relativos a estrategia, organización,
operaciones y sistemas.
La Logística Kaizen
La Logística Kaizen se enfoca, en función a la filosofía y metodología antes
descripta, en los aspectos concernientes a:
§ Reducción el número de proveedores
§ Acortar los plazos o tiempos de suministros.
§ Reducir los costes relativos al suministro.
§ Lograr un suministro “justo a tiempo”.
§ Mejorar la calidad del transporte, y
§ Lograr un nivel de excelencia en cuanto a redes de información.
27

Generalidades
En cuanto al número de proveedores se presupone, de acuerdo al sistema Just
in Time, la existencia de un número limitado de proveedores que hay que
integrar dentro de los sistema operativos. De igual forma el TQM prevé la unión
con los más importantes proveedores de la empresa y la limitación de su
número. Ambas estrategias están basadas en un crecimiento guiado del
proveedor. Muy a menudo, esto exige asistencia, formación adecuada y
consultoría, todo lo cual sería totalmente imposible de llevar a cabo con un
número muy grande de proveedores.
Por tal motivo, es menester reducir notablemente el número de proveedores
activos seleccionando aquellos que por sus capacidades y características
mejor se acoplen a la estructura de la empresa, valorándose el coste total, su
potencial de mejora, y sus deseos de seguir el largo camino de colaboración.
En cuanto al plazo de suministro, el mismo afecta notablemente el nivel de
stock de insumos de igual forma que el horizonte de planificación. Reducir el
plazo de suministro es vital, conformándose dicho plazo por:
1. El tiempo par definir el pedido.
2. Tiempo para emitir los documentos.
3. El tiempo de respuesta del proveedor.
4. Tiempo de transporte.
5. Tiempo de recepción e inspección.
6. Tiempo para volver a enviar la mercancía (a departamentos, cadenas,
etc.).
Todos estos tiempos pueden ser reducidos adoptando el Kaizen / Just in Time.
Así la etapa destinada a la definición del pedido es prácticamente eliminada
gracias a la aplicación del Kanban y la teleinformática (IT – EDI). La emisión de
documentos se reduce al adoptar pedidos abiertos, que cubren períodos
prolongados (ejemplo: seis meses, un año o más).
La confirmación de los pedidos se reemplaza por mecanismos de información
que confirman la orden automáticamente. La respuesta física de un proveedor
se garantiza por pasos automáticos (pasos físicos, no de procedimientos)
como el sistema kanban o los suministros sincronizados.
28

Generalidades
En cuanto al tiempo de transporte el mismo se ve reducido gracias al uso de
diversos métodos, tales como los centros de recogida, los circuitos de clientes
o proveedores, o el suministro secuencial. El transporte coordinado o
combinado (camión-tren; barco-camión; avión-camión, etc.) constituye un
importante sistema para reducir los tiempos cuando se tratan de grandes
distancias. La cercanía del proveedor asume siempre una importancia
primordial dentro del esquema de trabajo justo a tiempo.
Los plazos de recepción e inspección, así como los plazos de reenvío se ven
notablemente reducidos e inclusive eliminados debido a que un proveedor que
garantiza la calidad de su producto puede enviarlo directamente a las líneas de
producción del cliente.
Los gastos relacionados a los suministros están conformados por:
1. Costes de negociación.
2. Coste de la emisión de documentos.
3. Costes de despachar.
4. Costes de transporte.
5. Costes de gestión de las mercancías recibidas.
6. Costes de inspección de las mercancías entrantes.
7. Costes de envío a los departamentos.
Mediante la implantación del justo a tiempo y del TQM, los costes antes
mencionados se ven modificados por cuanto:
1. La frecuencia de las negociaciones se reducen drásticamente gracias al
concepto de pedido abierto. La necesidad de negociación llega solamente en el
caso de nuevos productos o de cambios sustanciales que afecten a productos
preexistentes (que requieran la revisión de materiales, sistemas de producción,
o equipos).
2. La emisión de pedidos puede considerarse cancelada porque solamente
se utilizan los pedidos abiertos, mientras las peticiones de entrega se hacen,
automáticamente, a través del kanban o de otros medios).
29

Generalidades
3. En el sistema de entregas JIT de pequeños lotes y de frecuentes
entregas automáticas (semanales, diarias, o más de una vez al día) el término
despachar llega a perder su sentido.
4. El coste de transporte es el que, quizás, menor cambio sufre, pero es
posible que sea sujeto de alguna reducción.
5. Los gastos de contabilización relacionados con la recepción de
mercancías e insumos se reduce al adoptarse un sistema de facturación
automática al final de cada mes.
6. En tanto que los costes de inspección en la recepción y de envíos
desaparece completamente si el proveedor entrega directamente a las líneas
de producción.
Conclusiones
El kaizen ha pasado a ser en la actual era de la globalización y aceleración
constante de la competitividad, una necesidad fundamental para las empresas
que pretendan asegurar su permanencia en el escenario en el mediano y
largo plazo.
Ningún sector, función, actividad o proceso de la empresa puede, ni debe
quedar al margen de la mejora continua. Ello implica que una función que ha
pasado a ser trascendental en las empresas como es la logística no puede
quedar al margen de la mejora continua de sus procesos y niveles de
performance que le son propios.
Una empresa que se ve obligada, quiéralo o no, a competir con oferentes de
carácter global no tiene otra opción que cambiar radicalmente sus paradigmas
de gestión, adaptándose rápidamente a los cambios del entorno.
30

Capitulo 2
Sistema Actual
31

Sistema Actual
PLANEACION DE
RITMOS DE
PRODUCCION,
VENTAS E
INVENTARIOS
PRONOSTICOS
PROGRAMA DE
PRODUCCION
PLANEACION DE
LA DISTRIBUCION
32

OBJETIVO:
LOGRAR EL CONSENSO SOBRE LOS PRONÓSTICOS QUE SERÁN
USADOS EN LOS PROCESOS DE PVI, PLANEACIÓN DE LA
DISTRIBUCIÓN Y PROGRAMACIÓN DE LA PRODUCCIÓN.
FRECUENCIA:
MENSUALMENTE
PARTICIPANTES:
ÁREA DE VENTAS: GERENTES REGIONALES DE VENTAS.
ÁREA DE DISTRIBUCIÓN: GERENTE DE LOGÍSTICA Y ANALISTA
DE LA DEMANDA.
ÁREA DE MERCADOTECNIA: GERENTE DE ANÁLISIS.
INFORMACIÓN:
ENTRADA: DATOS HISTÓTICOS, PRONÓSTICOS GENERADOS
POR MERCADOTECNIA A NIVEL LÍNEA DE PRODUCTO.
SALIDA: PRONÓSTICOS A NIVEL LÍNEA DE PRODUCTO.
INFORMACIÓN PARA
PVI, PLANEACIÓN DE
DISTRIBUCIÓN Y
PROGRAMACIÓN DE
LA PRODUCCIÓN
EL PRONÓSTICO OFICIAL
ES FRACCIONADO A
NIVEL SKUL, USANDO LA
PARTICIPACIÓN DE
VENTAS DE CADA CDR
POR SKU
PRONÓSTICO
OFICIAL POR
LÍNEA DE
PRODUCTO
MKT Y LOGÍSTICA
REVISAN EL PRONÓSTICO
A NIVEL LÍNEA DE
PRODUCTO HASTA
LOGRAR UN CONSENSO
GERENTES DE VENTAS
AJUSTAN EL PRONÓSTICO DE
3 MESES BASADOS EN LA
ESTADÍSTICA DE VENTAS
MKT CALCULA 3 MESES DE
PRONÓSTICO POR GERENCIA
DE VENTAS Y LÍNEA DE
PRODUCTO BASADO EN EL
PRESUPUESTO ANUAL Y EN LA
ESTADÍSTICA DE VENTA
DATOS HISTÓRICOS
OBTENIDOS POR GERENCIA
DE VENTAS Y LÍNEA DE
PRODUCTO
MECANISMO DEL PROCESO:
GERENTES DE VETAS REVISAN EL PRONÓSTICO QUE GENERA
MERCADOTECIA A NIVEL LÍNEA DE PRODUCTO.
LOGÍSTICA Y MERCADOTECNIA REVISAN EN CONJUNTO LOS
PRONÓSTICOS A NIVEL LÍNEA DE PRODUCTO.
MERCADOTECNIA REVISA LOS PRONÓSTICOS A NIVEL LÍNEA DE
PRODUCTO PARA LOGRAR CONSENSO ENTRE ÉSTOS Y EL
PRESUPUESTO ANUAL ACORDADO EN LA PLANEACIÓN
ESTRATÉGICA.
2.1 PRONÓSTICO DE LA DEMANDA NACIONAL
Sistema Actual
33

FIN
INFORMACIÓN
PARA PVI Y
PROGRAMACIÓN
DE PRODUCCIÓN.
EL PRIMER LUNES DEL
SIGUIENTE MES ,
OPERACIONES DE
EXPORTACION ENVIA LOS
PEDIDOS EN FIRME Y LOS
PRONÓSTICOS A
LOGÍSTICA A NIVEL SKU
OPERACIONES DE
EXPORTACIÓN VERIFICA QUE
LOS PEDIDOS SE ENCUENTREN
DENTRO DE LAS REGLAS DE
FLEXIBILIDAD, Y SE HACEN
AJUSTES CON EL CLIENTE EN
CASO NECESARIO.
EL SEGUNDO VIERNES DE CADA
MES, LOS CLIENTES ENVIAN EL
PEDIDO EN FIRME DEL MES
SIGUIENTE Y DOS MESES DE
PROYECCIONES FUTURAS A
OPERACIONES DE EXPORTACIÓN.
OBJETIVO:
OBTENER EL PRONÓSTICO DE EXPORTACIÓN QUE SERAN USADO
COMO BASE DEL PVI Y EL PROGRAMA DE PRODUCCIÓN.
MECANISMO DEL PROCESO:
OPERACIÓN DE EXPORTACIÓN , CENTRALIZA LOS
REQUERIMIENTOS DEL CLIENTE, VERIFICA QUE LOS PEDIDOS SE
ENCUENTREN DENTRO DE LAS REGLAS DE FLEXIBILIDAD , Y SE
HACEN LOS AJUSTES NECESARIOS EN CASO DE SER NECESARIO.
FRECUENCIA:
MENSUAL
PARTICIPANTES:
AREA DE DISTRIBUCÓN:GERENTE DE LOÍSTICA,
COORDINADORES DE LOGÍSTICA, GERENTE DE EXPORTACIÓN Y
COORDINADOR DE OPERACIONES DE EXPORTACIÓN
INFORMACION
ENTRADA:PEDIDOS DEL CLIENTE , DOS MESES DE DEMANDA
PROYECTADA, Y PRONÓSTICO ANUAL DE MABE POR SKU
SALIDA:LAS REGLAS DE FLEXIBILIDAD VALIDADAS PARA EL
SIGUIENTE MES, REQUERIMIENTOS A NIVEL SKU Y DOS MESES
PROYECTADOS DE DEMANDA A NIVEL SKU.
2.2 PRONÓSTICO DE LA DEMANDA DE EXPORTACIÓN
Sistema Actual
34

2.3 PLANEACIÓN DE RÍTMOS DE PRODUCCIÓN VENTAS E INVENTARIOS (PVI)
FIN
EL RITMO DIARIO DE
PRODUCCIÓN Y LAS
JORNADAS DE TRABAJO
QUEDAN ACORDADAS PARA
TODOS LOS MESES
PROYECTADOS.
LOS INVENTARIOS
CUMPLEN LAS
POLÍTICAS?
SE PROPONEN CAMBIOS
A LAS JORNADAS DE
TRABAJO Y/O A LOS
RITMOS DE PRODUCCIÓN,
HASTA LOGRAR UN
CONSENSO CON LAS
GERENCIAS DE PLANTA.
LOS INVENTARIOS
CUMPLEN LAS
POLÍTICAS?
CONCENTRACIÓN DE
INFORMACIÓN POR
LÍNEA DE ENSAMBLE Y
DE PRODCUTO
REVISIÓN DE
RESULTADOS DEL
MES
OBJETIVO:
DEFINIR RITMOS DE PRODUCCIÓN Y JORNADAS FLEXIBLES DE
PRODUCCIÓN PARA CADA PLANTA CON LAS CUALES LAS
POLITICAS DE INVENTARIO SON CUBIERTAS; LO CUAL
GARANTIZÁ LA DISPONIBILIDAD DE PRODUCTO Y EL SERVICIO A
LA FUERZA DE VENTAS.
MECANISMO DEL PROCESO:
REVISIÓN DE LAS VENTAS, NIVELES DE INVENTARIO Y PEDIDOS
AL CIERRE DEL MES ANTERIOR.
EL GERENTE DE LOGÍSTICA PRESENTA LOS RITMOS DIARIOS DE
PRODUCCIÓN Y LAS JORNADAS FLEXIBLES QUE FUERON
ACORDADAS EN LA PASADA JUNTA DE PVI.
SIMULACIÓN Y AJUSTE DE LOS RITMOS DIARIOS DE PRODUCCIÓN
Y DE JORNADAS FLEXIBLES EN CONSENSO CON LOS GERENTES
DE PLANTA, EL DIRECTOR DE DISTRIBUCIÓN, EL DIRECTOR DE
OPERACIONES DE EXPORTACIÓN Y EL GERENTE DE LOGÍSTICA.
FRECUENCIA:
MENSUAL
PARTICIPANTES:
ÁREA DE DISTRIBUCIÓN : GERENTE DE LOGÍSTICA, DIRECTOR DE
DISTRIBUCIÓN, GERENTE DE OPERACIONES DE EXPORTACIÓN Y
COORDINADOR DE LOGÍSTICA.
ÁREA DE MERCADOTECNIA:
ANALISTA DE MERCADO.
AREA DE PRODUCCIÓN: GERENTES DE PLANTA.
INFORMACIÓN:
ENTRADAS: PRONÓSTICO OFICIAL, INVENTARIO FINAL DEL MES
PASADO, ORDENES DE COMPRA, POLÍTICAS DE INVENTARIO,
RITMOS DIARIOS DE PRODUCCIÓN, DÍAS LABORABLES, VENTAS
DEL MES PASADO, TODO POR SUBLINEA DE PRODUCTO.
SALIDAS: PROYECCIÓN DE RÍTMOS DIARIOS DE PRODUCCIÓN,
JORNADAS FLEXIBLES, Y PLAN DE INVENTARIOS TODPS POR
SUBLINEA DE PRODUCTOS.
BASADO EN EL INVENTARIO
INICIAL DEL MES ANTERIOR Y EN
EL RITMO ACTUAL DE
PRODUCCIÓN SE PROYECTAN
LOS NIVELES DE INVENTARIO POR
MES, HABIENDO CUBIERTO LOS
PRONÓSTICOS DE LOS MISMOS.
SÍ
SÍ
NO
NO
COMPARA EL
INVENTARIO MENSUAL
PROYECTADO CONTRA
LAS POLITICAS DE
INVENTARIO.
INFORMACION
PARA
PROGRAMACIÓN
DE PRODUCCIÓN
Sistema Actual
35

PLANEACIÓN DE RÍTMOS DE PRODUCCIÓN VENTAS E INVENTARIOS (PVI)
MONTERREYRODILLOS AGOSTO SEPTBRE OCTUBRE NOVBRE DICBRE TOT'98
NACIONAL
INVENTARIO 3,437 3,342 3,650 3,180 2,831
BACK ORDER 2,655 300 453 33,023
PRONOSTICO DE VENTA 2,274 2,718 4,174 3,669 3,343 35,823
PRODUCCION 2,560 3,026 3,704 3,320 2,215 108%
INVENTARIO AL CIERRE 3,342 3,650 3,180 2,831 1,703
DIAS DE INVENTARIO 25 17 17 17 9
EXPORTACION
INVENTARIO 310 139 0 100 12 4,952
PRONOSTICO DE VENTA 171 153 996 368 50 4,829
PRODUCCION 0 14 1,096 280 185 98%
INVENTARIO AL CIERRE 139 0 100 12 147
DIAS DE INVENTARIO 18 0 5 5 5
RITMO DIARIO 160 160 200 200 200
DIAS LABORABLES 16 19 24 18 12
JORNADA FLEXIBLE -4 0 0 0 -3
ROTACION NACIONAL 8.2 8.9 15.8 15.6 23.6 16.2
ROTACION EXPORT. 14.8 #DIV/0! 119.5 368.0 4.1 #DIV/0!
COMPACTAS 7.5 Kgs. AGOSTO SEPTBRE OCTUBRE NOVBRE DICBRE TOT'98
NACIONAL
INVENTARIO 29,756 26,641 27,510 27,870 22,439
BACK ORDER 22,155 7,121 987 242,179
PRONOSTICO DE VENTA 18,518 21,741 28,901 27,375 25,843 265,669
PRODUCCION 19,040 22,610 29,261 21,944 14,630 110%
INVENTARIO AL CIERRE 26,641 27,510 27,870 22,439 11,226
DIAS DE INVENTARIO 25 19 20 17 10
EXPORTACION
INVENTARIO 2 2 2 0 0 76
PRONOSTICO DE VENTA 0 0 21 16 10 3,023
PRODUCCION 0 0 19 16 10 3978%
INVENTARIO AL CIERRE 2 2 0 0 0
DIAS DE INVENTARIO 0 2 0 0 0
RITMO DIARIO 1,190 1,190 1,220 1,220 1,220
DIAS LABORABLES 16 19 24 18 12
JORNADA FLEXIBLE -4 0 0 0 -3
ROTACION NACIONAL 8.3 9.5 12.4 14.6 27.6 14.1
ROTACION EXPORT. 0.0 0.0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
Sistema Actual
36

2.4 PROGRAMA DE PRODUCCIÓN
EXTRACCIÓN DE
INFORMACIÓN
AJUSTA EL
PRONÓSTICO
DEL MES ACTUAL
CON EL MÉTODO
DE PRODUCTO
DE CONSUMO
DIVIDE EL
PRONÓSTICO
DEL MES ACTUAL
POR PERIODOS
DE PRODUCCIÓN
¿ SUFICIENTE CAPACIDAD
DE PRODUCCIÓN PARA
CUBRIR EL TOTAL DEL
BACKORDER?
PROGRAMA
PRODUCCIÓN A LOS
PEDIDOS EN
BACKORDER POR
FECHA DE EMBARQUE
O POR INSTRUCCIÓN
COMERCIAL
PROGRAMA DE
PRODUCCIÓN A
TODO EL
PRODUCTO CON
BACKORDER
¿SECUENTA CON
CAPACIDAD DE
PRODUCCIÓN?
SE PROGRAMA LA
PRODUCCIÓN DE
PEDIDOS FUTUROS POR
FECHA DE EMBARQUE
HASTA QUE LA
CAPACIDAD ES
CUBIERTA
SE PROGRAMA LA
PRODUCCIÓN POR
SKU BALANCEANDO
INVENTARIOS, EN
BASE A PRONOS.
HASTA QUE LA
CAPACIDAD SEA
CUBIERTA
¿EL PROGRAMA DE
PRODUCCIÓN EXCEDE
LAS POLÍTICAS DE
FLEXIBILIDAD DE LA
PLANTA?
NEGOCIA CON PLANTA
LA POSIBILIDAD DE
PRODUCIR EL EXCESO
¿PLANTA ACEPTA
PRODUCIR EL EXCESO?
SE REPROGRAMA LA
PRODUCCIÓN
CONSIDERANDO
RESTRICCIONES DE
PLANTA
OBJECTIVO:
PROGRAMA DE PRODUCCIÓN DE ACUERDO A LOS NIVELES DE
INVENTARIO QUE GARANTICEN LA REPOSICIÓN DE INVENTARIOS
A LOS CDR´S.
MECANISMO DEL PROCESO:
SE DETERMINA LOS PRONÓSTICOS DE VENTAS DE LA SEMANA A
PROGRAMAR. ESTE PRONÓSTICO ES EL RESULTADO DEL
PRONÓSTICO MENOS LAS VENTAS REALIZADAS AL CORTE DE LA
INFORMACIÓN, APLICANDO LA DISTRIBUCIÓN DE LA VENTA A LA
SEMANA QUE CORRESPONDE.
DETERMINA LAS PRIRIDADES DE PRODUCCIÓN QUE
CORRESPONDE A LOS PEDIDOS DE LOS CLIENTES.
PROGRAMACIÓN DE PANTA DE ACUERSO A LA CAPACIDAD DE
PRODUCCIÓN Y BALANCEANDO LOS NIVELES DE INVENTARIO.
NEGOCIA CON LAS PLANTAS LAS PRODUCCIÓN DE PRODUCTO QUE
SUPERA LAS POLÍTICAS DE FLEXIBILIDAD.
GENERA EL PROGRAMA DE PRODUCCIÓN.
FRECUENCIA:
DOS VECES A LA SEMANA, CON AJUSTES CUANDO ES
REQUERIDO.
PARTICIPANTES:
ÄREA DE DISTRIBUCIÓN : COORDINADORES DE LOGÍSTICA.
ÁREA DE PRODUCCIÓN: GERENTES DE PLANTA, CONTROL
PRODUCCIÓN.
INFORMACIÓN:
ENTRADAS: INVENTARIOS, ORDENES DE COMPRA, PRODUCTO EN
TRÁNSITO PARA CADA LOCALIDAD, PENDIENTE DE PRODUCCIÓN,
PRONÓSTICOS DE POR SKU.
SALIDAS: PROGRAMA DE PRODUCCIÓN
GENERA EL
PROGRAMA DE
PRODUCCIÓN FINAL Y
LO ENVÍA A LA PLANTA
FIN
SI
NO
NO
SI
NO
SI
NO
SI
¿SECUENTA CON
CAPACIDAD DE
PRODUCCIÓN?
SI
NO
USA LA MISMA
LÓGICA PARA
PROGRAMAR LA
PROD. POR SKU PARA
LOS SIG. PERIODOS
USANDO PEDIDOS
FUTUROS Y PRONOS.
GENERA EL
PROGRAMA DE
PRODUCCIÓN
PRELIMINAR
Sistema Actual
37

MABE LAVADORAS MONTERREY
LINEA AGOSTO III AGOSTO IV
INV crono B.O. PRON. PROG. INV.FIN. D.INV. PRON. PROG. INV.FIN. D.INV.
RODILLOS D.L. 4 D.L. 2
LGR29A1 1,426 145 570 490 395 1,396 11 637 0 759 12
LGR29L1 1,580 0 515 296 181 1,246 29 214 0 1,032 25
WD89B1 142 0 38 48 0 94 7 70 61 85 11
WD89L1 182 0 113 53 0 69 19 18 44 95 11
LIR710A1 406 83 359 152 0 130 43 15 48 163 11
LKR29L1 104 0 150 75 0 -46 -7 35 114 33 11
TOTAL NAL. 3,840 228 1,745 1,115 576 2,889 15 989 267 2,167 16
RITMO DIARIO 144 RITMO DIARIO 134
EXPORT
CW-11 41 0 20 8 0 21 21 0 0 21 0
DWW89M 1 0 0 0 0 1 0 0 0 1 0
LCR50B1 2 0 0 0 0 2 0 0 0 2 0
LME1051B1 0 0 0 0 0 0 0 0 0 0 0
LPR-50 178 0 171 0 100 107 6 0 71 178 0
WPR6050B1 100 53 0 62 0 153 20 91 0 62 8
TOT. EXP. 322 53 191 70 100 284 16 91 71 264 34
RITMO DIARIO 25 RITMO DIARIO 36
TOT 169 TOT 169
COMPACTAS 7.5 KGS.
LCA57L1 993 100 144 333 220 980 10 487 228 721 13
LCA58L1 801 195 334 321 255 917 10 457 207 667 13
LGC17A1 11,364 809 5,541 3,879 1,420 8,052 10 4,008 0 4,044 14
LGC18A1 13,152 1,049 6,799 4,500 1,190 8,592 10 4,277 0 4,315 16
LIC17A0 4,191 0 1,036 1,207 915 3,899 11 1,764 616 2,751 13
LIC18A0 3,806 0 1,036 1,196 1,020 3,630 10 1,748 819 2,701 13
LKC17L1 107 0 221 139 0 -114 -5 120 411 177 13
LKC18L1 204 0 212 109 0 -8 -1 57 229 164 13
TOTAL NAL. 34,618 2,153 15,323 11,685 5020 25,948 10 12,919 2510 15,539 14
RITMO DIARIO 1,255 RITMO DIARIO 1,255
EXPORT
LCE1045B1 0 0 0 0 0 0 0 0 0 0 0
LRC18LE0 2 0 0 0 0 2 0 0 0 2 0
TOT. EXP. 2 0 0 0 0 2 0 0 0 2 0
RITMO DIARIO 0 RITMO DIARIO 0
TOT 1,255 TOT 1,255
PROGRAMA DE PRODUCCIÓN
Sistema Actual
38

FIN
NO
GENERAR ÓRDENES DE
REAPROVISIONAMIENTO EN
EL SISTEMA
CRITERIO DE PRIORIDAD DE DISTRIBUCIÓN
ASIGNAR EL PRODUCTO DE LA MANERA SIGUIENTE HASTA QUE
LA DISPONIBILIDAD SE AGOTA:
1. PRODUCTO FUERA DE STOCK EN LOS CDR'S LEJANOS Y
DESPUÉS EN LOS CERCANOS.
2. PRODUCTO PROYECTADO FUERA DE STOCK EN LOS CDR'S
LEJANOS Y DESPUÉS EN LOS CERCANOS.
3. DISTRIBUIR NORMALMENTE EL PRODUCTO A CDR'S LEJANOS
Y DESPUÉS ALOS CERCANOS.
¿EL BIN CUENTA CON
SUFICIENTE PRODUCTO PARA
CUBRIR LOS
REQUERIMIENTOS NETOS DE
LOS CDR'S?
CALCULAR LA
DISPONIBILIDAD DE
PRODUCTO EN EL
BIN (INCLUYE EL
PROGRAMA DE
PRODUCCIÓN
VIGENTE)
EXTRACCIÓN DE
INFORMACIÓN DEL
SISTEMA
CALCULAR LOS
REQUERIMIENTOS
NETOS DE
PRODUCTO POR CDR
ASIGNAR PRODUCTO
USANDO EL CRITERIO DE
PRIORIDAD DE DISTRIBUCIÓN
HASTA AGOTAR LA
DISPONIBILIDAD
OBJETIVO:
ASIGNAR LA DISTRIBUCIÓN DE PRODUCTOPOR CDR DE ACUERDO
CON LOS NIVELES DE INVENTARIO QUE GARANTICEN CUBRIR
LOS REQUERIMIENTOS DE LOS CLIENTES.
MECANISMO DEL PROCESO:
REVISAR EL REQUERIMIENTO DE PRODUCTO DE CADA
LOCALIDAD DE ACUERDO A LA SIGUIENTE CONSIDERACIÓN:
REQUERIMIENTO NETO= USAR EL NÚMERO MÁS GRANDE ENTRE
LOS PEDIDOS DEL CLIENTE Y LOS PRONÓSTICOS.
REVISAR LA DISPONIBILIDAD DE PRODUCTO EN LOS BINES Y EN
LA RED DISTRIBUCIÓN.
ASIGNAR LA DISTRIBUCIÓN DE PRODUCTO DE LOS BINES HACIA
LOS CENTROS DE DISTRIBUCIÓN O DE UN CENTRO DE
DISTRIBUCIÓN A OTROS.
GENERAR ÓRDENES DE REAPROVISIONAMIENTODE PRODUCTO
TERMINADO.
FRECUENCIA:
TRES VECES POR SEMANA.
PARTICIPANTES:
ÁREA DE DISTRIBUCIÓN: COORDINADORES DE LOGÍSTICA.
INFORMACIÓN:
ENTRADAS: INVENTARIOS, PEDIDOS DEL CLIENTE, PRODUCTO EN
TRÁNSITO A CADA LOCALIDAD, ÓRDENESDE
REAPROVISIONAMIENTO Y PRONÓSTICOS A NIVEL SKUL
SALIDAS: ÓRDENES DE REAPROVISIONAMIENTO DEL CENTRO DE
DISTRIBUCIÓN.
REVISAR LAS
UBICACIONES CON
SOBREINVENTARIOS Y
CREAR ÓRDENES DE
REAPROVISIONAMIENTO
ENTRE LOS CDR'S
CONVENIENTES
YES
CUBRIR LOS
REQUERIMIENTOS POR
CDR UTILIZANDO EL
CRITERIO DE PRIORIDAD
GENERAR ÓRDENES DE
REAPROVISIONAMIENT
O EN EL SISTEMA
2.5 PLANEACIÓN DE LA DISTRIBUCIÓN
Sistema Actual
39

I. MIL. MEX. MXLI. MTY. REY. CHUI. MDI. QRO. TOR. SLP SALT. GUAD. VER.
PR LÍNEAARTÍCULO 000 100 101 102 105 108 109 110 111 112 113 115 119 120 Grand Total
TFX27PFXAAG EXISTENCIA 0 0 125 5 20 1 3 3 0 1 0 0 1 0 159
TRÁNSITOS 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
BACKORDER 0 0 4 0 7 0 0 0 0 0 0 0 0 0 11
PORSURTIR 0 0 13 0 0 0 0 0 0 0 0 0 0 0 13
PORRECIBIR 0 0 0 0 10 0 0 0 0 0 0 0 3 0 13
SALDO 1 0 0 108 5 23 1 3 3 0 1 0 0 4 0 148
P. FUT. LT 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
SALDO 2 0 0 108 5 23 1 3 3 0 1 0 0 4 0 148
INV. OBJ. 0 0 0 0 5 0 1 0 0 1 0 0 5 0 12
REPOSICIÓN 0 0 0 0 0 0 0 0 0 0 0 0 1 0 1
VENTA ACUM 0 0 9 0 15 0 0 0 0 2 0 0 5 0 31
TFX27PFXBBG EXISTENCIA 0 0 58 4 0 0 0 0 0 0 0 0 0 0 62
TRÁNSITOS 0 0 0 0 0 0 0 0 0 0 0 0 2 0 2
BACKORDER 0 0 2 0 0 0 0 0 0 0 0 0 2 0 4
PORSURTIR 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
PORRECIBIR 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
SALDO 1 0 0 56 4 0 0 0 0 0 0 0 0 0 0 60
P. FUT. LT 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
SALDO 2 0 0 56 4 0 0 0 0 0 0 0 0 0 0 60
INV. OBJ. 0 0 0 0 0 0 0 1 0 0 0 0 3 0 4
REPOSICIÓN 0 0 0 0 0 0 0 1 0 0 0 0 3 0 4
VENTA ACUM 0 0 41 1 1 0 0 0 0 0 0 0 0 0 43
TFX27PFXWW EXISTENCIA 0 0 241 18 16 3 4 4 0 0 0 0 0 0 286
TRÁNSITOS 0 0 0 0 0 0 0 0 4 0 0 0 0 0 4
BACKORDER 0 0 6 0 0 0 0 0 0 1 0 0 2 0 9
PORSURTIR 0 0 6 0 0 0 0 0 0 0 0 0 0 0 6
PORRECIBIR 0 0 0 0 0 0 0 0 0 1 0 0 5 0 6
SALDO 1 0 0 229 18 16 3 4 4 4 0 0 0 3 0 281
P. FUT. LT 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
SALDO 2 0 0 229 18 16 3 4 4 4 0 0 0 3 0 281
INV. OBJ. 0 0 0 0 4 0 0 0 0 2 0 0 10 0 16
REPOSICIÓN 0 0 0 0 0 0 0 0 0 2 0 0 7 0 9
VENTA ACUM 0 0 88 0 7 0 0 0 0 1 0 0 7 0 103
PLANEACIÓN DE LA DISTRIBUCIÓN
Sistema Actual
40

Capitulo 3
Mejora de los Procesos
41

Niveles de Inventario
Que mabe sea reconocido por el cliente como el proveedor con el mejor nivel de
servicio en la industria nacional al mejor costo logístico.
Visión - Objetivo
Fill Rate
Colaboración
(Pronóstico)Mejorar
Disponibilidad
Programar
para nivelar
(preventivo)
4 + 2
Disminuir
variabilidad
Cero Tolerancia
(Asertividad)
Conocer al cliente y
al mercado
Distribuir
para Nivelar
Nivelación de Inventarios
Entrega en
tiempo y
forma
42

En mabe estamos manejando los siguientes 3:
•Nivel de inventario Estadístico NIE
•Nivel de Inventario Real NIR
•Nivel de Inventario Objetivo NIO
• Es la cantidad de inventario con la que cuenta un almacén y esta se mide
en Unidades o en Días.
¿Que es un Nivel de Inventario?
Efecto Látigo
Variación de la Demanda
Plantas CDR’s Mayoristas Detallistas Cliente Final
Demasiado Inventario Desperdiciado a lo largo de la Cadena, y lo cual no
siempre implica un elevado nivel de servicio
Inventario de Material o de Producto Terminado
43

Días de Inventario
Días de inventario:
Inventario real entre pronostico x 30, esto nos indica cuantos días de inventario son con los que contamos.
PIPO
Phase In – Phase Out: (Fase de Entrada - Fase de Salida)
Es el proceso donde se ven las estrategias a seguir con los
modelos que se dan de Alta y con los modelos que van a sustituir o
que van de salida.
Para un proceso de Phase In, se hacen todas la estrategias para ir
introduciendo gradualmente un producto a un Mercado, Cantidades
producción, inventarios, precios, clientes, etc. Mientras que para el
Phase Out las estrategias van encaminadas a sacar gradualmente
el producto del mercado y también toma en cuenta cantidades
producción, inventarios, precios, promociones, etc.
Fase de Entrada: Entrada gradual o en etapas de algo
Fase de Salida: Paro gradual usando o supliendo algo
44

Periodo de venta que se cubre con el inventario disponible.
Ejercicio:
Si tengo un Pronóstico de Venta para el próximo mes = 3.000 pzs y un
Inventario disponible actual = 1.500 pzs ¿Cuántos días de Inventario tengo?
Pronostico diario = 3.000 pzs / 30 días = 100 pzs/día
Días de Inventario = 1.500 pzs / 100 pzs/día
Si se tienen 1.500 pzs y se planea vender 100 pzs diarias, este inventario cubrirá 15 días de venta.
¿Cuántas unidades en inventario debo tener para cubrir 20 días de venta?
¿Cuántas unidades adicionales necesito en el inventario para cubrir 35 días de venta?
Días de Inventario
Días de Inventario =
Inventario
Pronóstico Diario
R
o
t
a
c
i
ó
n
Rotación de Inventario
Es el número de veces que el inventario da vueltas durante un periodo de tiempo (año, mes, trimestre, etc.). Frecuentemente.
Rotación de Inventario:
El numero de veces que el Inventario circula o da vueltas durante un año. Un método usado frecuentemente para registrar la rotación es dividir el nivel de inventario promedio entre el costo de venta anual.
Apics Dictionary 9th
45

Rotación de Inventario
Un ejemplo para calcular la rotación consiste en dividir el costo delinventario promedio entre el costo de ventas.
Ejemplo.
El costo anual del inventario es de $21 millonesdividido entre el promedio del costo del inventario esde $3 millones, esto es igual a 7 vueltas del inventarioen un año.
Otro ejemplo es dividir el pronostico del Mes entre elinventario y multiplicarlo por el numero de periodos
Ejemplo.
Pronostico de Venta 60,936
Inventario al cierre 116,256
Periodos 12
Vta x 12 meses
Inventario 60,936 __x 12 = 6.29
116,256
La rotación de este inventario es de 6.29 vueltas en el año
Reflexión
El fin principal de un Producto, es que una vez fabricado se desplace lo
mas rápido posible de nuestros almacenes a los distribuidores o al cliente
final, por lo que tener una alta rotación del producto es buena señal y
nos indica una buena administración de nuestros inventarios.
Entre mas vueltas de nuestro inventario más sana se vuelve la
administración de nuestros almacenes
46

Nivel de Inventario Estadístico (NIE) : Es la cantidad de inventarionecesario para cubrir la variabilidad en la demanda, calculada en base a lahistoria de facturación 52 semanas.
Nivel de Inventario Real (NIR) : Es la cantidad de Inventario Físico con laque cuenta un almacén y puede medirse en Días o Unidades
Nivel de Inventario Objetivo (NIO) : Es la cantidad de inventario que sedecide mantener para cada producto. Se determina en base a: NIE, ABC,PIPO, Estrategia Comercial, etc.
Niveles de Inventario
ABC
Qué es un ABC:
Es una forma de clasificar los inventarios, usualmente en función del uso
(volumen) y costo (precio) y sirve para dar prioridades de producción y
distribución.
En la clasificación ABC, se realiza tomando los siguientes 4 criterios:
1. Criterios de validez
Procedencia
Códigos de aviso
2. Criterios de importancia mabe
Volumen
Valor Contribuido x SKU
Valor Contribuido total
3. Criterios de clasificación
A+, B, B- y C
4. Criterios importancia Cliente
Modelos Exclusivos
80-20
47

1.- Criterios de validez (Candidatos a Clasificar)
Procedencia : Se toman en cuenta únicamente los modelos con lasprocedencias validas para el Mercado Nacional.
Nacionales
Unificados
Códigos de aviso : Se toman en cuenta los códigos de aviso validos para laplaneación, producción y distribución.
Inicio de Planeación
Inicio de Comercialización
Línea
Nota: Los próximos a descontinuar y descontinuados, no se clasifican por quetienen un trato comercial diferente.
2.- Criterios de importancia
Volumen : Es la facturación acumulada del Año, con la historia a ultimaGeneración
A 60% son los modelos que nos hacen el 60% del total de lafacturación por planta.
B 80% son los modelos que nos hacen el 60-80% del total de lafacturación por planta
C 100% son los modelos que nos hacen el 80-100% del total de lafacturación por planta.
Valor Contribuido x SKU : La cantidad de VC que como Sku nos aporta en$ de forma individual.
A 20%
B 30%
C 50%
Criterios
48

Criterios
Valor Contribuido total : Es la cantidad que nos aporta en $ del total de la facturación
A 80% son los modelos que nos hacen el 80% de la contribución total en $ de la facturación por planta
B 10% son los modelos que nos hacen el 80-90% de la contribución total en $ de la facturación por planta
C 10% son los modelos que nos hacen el 90-100% de la contribución total en $ de la facturación por planta
3.- Criterios de clasificación
Una vez identificados el ABC en los 3 criterios de importancia Mabe, sehace una tabla juntando los resultados y proceder con la clasificación A+,B, B- y C, así como identificar el trato que se le va a dar a los Sku’sdependiendo de su clasificación ABC.
A+ AAA / AA : modelos que en por lo menos 2 de lasclasificaciones obtuvo dos modelos A’s
B Resto
B- Modelos con < de 600 Piezas Anuales sin una A en suclasificación y que tienden a desaparecer
C Modelos con < de 600, pero con A en VC Unitario
49

Criterios
4.- Criterios importancia Cliente
También se tiene que identificar los modelos que son de importancia para
los clientes, existen 2 formas:
Modelos Exclusivos : Aquello modelos que cuenta con la
exclusividad de producción y distribución para ciertos clientes
principales.
80-20 : Identificar los modelos que no son exclusivos, pero que sin
embargo nos hacen el 80-20 del total de las ventas de los Clientes
principales.
A+
Alto Volumen
Alto Valor Contribuido Unitario
Alto Valor Contribuido Total
Exclusivos
80-20 Clientes (80% volumen línea)
Otros
B Volumen medio
Valor Contribuido Medio
B-
Volumen bajo – Facturación anual <
600u (50 uds. / mes)
Bajo Valor Contribuido
C Volumen bajo
Alto Valor Contribuido
50

Modelo nuevo que sustituye x generación toma la historia
Modelo con plataforma nueva se genera la clasificación “Z”, la cual solodebe durar 3 meses.
Modelo de plataforma nueva pero exclusivo en un cliente principal pasa aser A+
Si el código de aviso es línea debe ligarse a la clasificación A+, B, B-, C.
Modelos de importación con una estacionalidad temporal, se debenclasificar para la medición de NIO con la letra T (Aires, Calefactores)
Se hace la clasificación en 2 etapas.
Enero – Junio SF3
Julio – Diciembre SF28
• Se corre el NIE junto con la primer clasificación de ABC anual. SF3
• Juntas de revisión mensual con Planeación de Producto.
Acuerdos
51

Nivel de Inventario Objetivo (NIO) :
Es la cantidad de inventario que se decide mantener para cada producto.
Se determina en base a: NIE, ABC, PIPO, Estrategia Comercial, etc.
NIO (Nivel de Inventario Objetivo)
NIO
NIE
ABC
PIPO
Pronóstico
Cálculo de NIO pzs
Para calcular el NIO en Piezas por almacén, El pronostico se multiplica por el NIO
en días y se divide entre 30 días.
NIO (pzs)= Pronóstico x NIO (días)
30 días
Ejemplo:
Se tiene un NIO en días de 31.22 días del modelo CM502N1 para el
almacén 101, con un Pronostico de 40 piezas
NIO (pzs) = 40 x 31.22 = 42 piezas
30
52

Cálculo de NIR días
Para calcular el NIR en Días, se divide el Nivel de Inventario Real enunidades, entre el pronostico y el resultado se multiplica por 30 días
(NIR unidades / Pronóstico) * 30 días
Ejemplo:
Se tiene un NIR en unidades de 589 piezas del modelo 4F08U04B1 para el almacén 101, con un Pronostico de 916 piezas.
NIR (días) = (589 / 916) * 30 = 19.29
Excesos y Faltantes
Exceso: Es la cantidad de inventario que sobrepasa el limite de Tolerancia del
Nivel Inventario Objetivo
Faltante: Es la cantidad de inventario que queda bajo el limite de Tolerancia del
Nivel Inventario Objetivo
Nivelados: Es la cantidad de inventario que entra dentro del limite de Tolerancia
del Nivel Inventario Objetivo
53

Niveles de Inventario
Que problemas oculta el Exceso de Inventario?
Inventario
Atrasos
en
tránsitos
Atrasos en
ProducciónCalidadError en
ProgramaciónError en
Distribución
-100.00
-80.00
-60.00
-40.00
-20.00
0.00
20.00
40.00
60.00
80.00
100.00
Balanceo de Inventarios
54

Balanceo de Inventarios
General
0%
25%
50%
75%
100%
34 35 36 37 38
Falt
Niv
Exc
55

Nivel de Inventario por Clasificación SKUs
PRODUCCIÓN NACIONAL
PLANTAS CLIENTES
Frecuencia
Alta
Frecuencia
Media
Baja
INVENTARIOS
A+
B
C
Prdn Continua
Lote Grande
Inv MP Frecuente
Var Baja
CDP Bajo
Prdn Programa
Lote Grande
Inv MP Programa
Var Media
CDP Alto
Prdn Programa
Lote Pequeño
Inv MP Alto
Var Alta
CDP Alto
Rotación
NIO (U)
NIO (D)
Nivelado
Exceso
Faltante
Rotación
NIO (U)
NIO (D)
Nivelado
Exceso
Faltante
Rotación
NIO (U)
NIO (D)
Nivelado
Exceso
Faltante
Alta
Alta
Media
Baja
Media
Media
Baja
Baja
Alta
Verde
Verde
Amarillo
Rojo
Amarillo
Rojo
56

Ejemplos Nivel de Inventario
Caso 1
Modelo PI100L0 Almacen 101 ABC A+
FCSTXSKUL 1984 NIE(días) 16.75 NIO(días) 16.75
NIO(u) 1107 NIR(u) 2833 NIR(d) 42.84
TOL+ 18.43 TOL- 15.08 Pas/No Pas No Pasa
Exceso 24.41 Faltante 0.00 Exc/Falt (u)
Resultado = 1726
Caso 2
Modelo 4G08U04L1 Almacen 110 ABC A+
FCSTXSKUL 39 NIE(días) 26.05 NIO(días) 45
NIO(u) 58 NIR(u) 13 NIR(d) 10.00
TOL+ 49.50 TOL- 40.50 Pas/No Pas No Pasa
Exceso 0.00 Faltante 30.50 Exc/Falt (u)
Caso 3
Modelo LAE11030PB1 Almacen 105 ABC A+
FCSTXSKUL 349 NIE(días) 19.98 NIO(días) 19.98
NIO(u) 232 NIR(u) 229 NIR(d) 19.68
TOL+ 21.98 TOL- 17.98 Pas/No Pas PASA
Exceso 0.00 Faltante 0.00 Exc/Falt (u) 0
57

Reportes NIO’s
58

Nivel de Inventario Optimo: Es la cantidad de inventario necesario paracubrir el pronostico por almacén con una variación del (+)(-) 10% y esta sepuede medir en Días y en Unidades
Nivel de Inventario Real: Es la cantidad de Inventario Físico con la quecuenta un almacén y puede medirse en Días y en Unidades
ABC: Es la clasificación que se tiene de los Sku’s Mabe, y se lleva a cabotomando los siguientes 4 criterios:
Criterios de validez
Criterios de importancia mabe
Criterios de clasificación
Criterios importancia Cliente
Exceso: Es la cantidad de inventario que sobrepasa el limite de Toleranciade + 10 % del Nivel Inventario Optimo
Faltante: Es la cantidad de inventario que queda bajo el limite de Toleranciade – 10 % del Nivel Inventario Optimo
Definiciones
NIE (Nivel de Inventario Estadístico)
LEA9030PB1 RM38W04B0 PI100L0 LED1221B1
Clave Semana 101 119 110+751 110+751
Media 125.81 12.67 46.57 8.95
Desv Std 92.67 18.16 61.21 10.58
NIE (uds) 278.71 42.63 147.56 26.41
NIE (días) 15.51 23.56 22.18 20.64
Desviación Estándar (σ) =
NIE (uds) = x + 1.65 σ
NIE (días) = NIE (uds) / ( x / 7 )
59

NIE (Nivel de Inventario Estadístico)
LEA9030PB1 RM38W04B0 PI100L0 LED1221B1
Clave Semana 101 119 110+751 110+751
20050501 149
20050502 260 15
20050503 78 -1
20050504 160 9
20050601 91 2
20050602 155 1
20050603 86 100
20050604 164 22
20050701 97 2
20050702 21 0
20050703 63 23
20050704 161 0
20050705 191 0
20050801 37 8
20050802 84 69
20050803 69 7
20050804 192 13
20050901 103 1
20050902 154 96
20050903 82 58
20050904 152 25
20051001 180 106
20051002 40 0
20051003 129 243
20051004 250 16
20051005 355 32
20051101 415 53
20051102 353 310
20051103 123 49
20051104 53 34
20051201 69 24 15
20051202 188 15 11
20051203 66 4 13
20051204 32 164 0
20060101 39 50 0
20060102 195 1 0
20060103 235 29 0
20060104 27 25 154 0
20060105 127 6 28 0
20060201 104 6 50 0
20060202 68 20 83 28
20060203 26 23 78 -1
20060204 16 0 46 8
20060301 12 68 5 11
20060302 71 0 85 13
20060303 55 10 43 0
20060304 41 0 43 26
20060401 75 25 63 33
20060402 21 0 4 -1
20060403 247 0 27 23
20060404 243 7 13 10
20060405 138 0 73 8
60

Análisis 6sigma
Desired Service Safety
Factor
Level (%) Multiplier
50.00 0.00
80.00 0.84
84.13 1.00
90.00 1.28
95.00 1.65
97.72 2.00
98.00 2.05
99.00 2.33
99.87 3.00
99.93 3.20
99.99685 4.00
APICS
+1.65 σ
x
95 %
1.65 σ garantiza que el 95% de los datos se encuentran en el área seleccionada.
(Existe un 95% de probabilidad de que un dato caiga en el área seleccionada)
Programación y Producción
Variables para Clasificación de lo modelos
Valor Contribuido Interno
Ventas Interno
Valor Contribuido Total Interno
Exclusividad Cliente
Importancia Cliente
Origen Nacional / Importado
Mercado Doméstico / Export
61

A+
Alto Volumen
Alto Valor Contribuido Unitario
Alto Valor Contribuido Total
Exclusivos
80-20 Clientes (80% volumen línea)
Otros
B Volumen medio
Valor Contribuido Medio
B- Volumen bajo – Facturación anual < 600u (50u / mes)
Bajo Valor Contribuido
C Volumen bajo
Alto Valor Contribuido
ABC Nacional
Programación y Producción28 Clientes 70%
6 7 8 9 10 11 12 6
Feb 13 14 15 16 17 18 19 7
4 20 21 22 23 24 25 26 8
WKS 27 28 1 2 3 4 5 9
6 7 8 9 10 11 12 10
Mar 13 14 15 16 17 18 19 11
4 20 21 22 23 24 25 26 12
WKS 27 28 29 30 31 1 2 13
3 4 5 6 7 8 9 14
Apr 10 11 12 13 14 15 16 15
5 17 18 19 20 21 22 23 16
WKS 24 25 26 27 28 29 30 17
1 2 3 4 5 6 7 18
8 9 10 11 12 13 14 19
May 15 16 17 18 19 20 21 20
4 22 23 24 25 26 27 28 21
WKS 29 30 31 1 2 3 4 22
62

A+ Alto Volumen (60 %)
B Volumen medio (20%)
C Volumen bajo (20 %)
A + : Producir en base a pedido y pronostico
B y C: Producir en base a faltante
ABC Export
Firme Plan Plan Plan Mes 1 Mes 2
4 semanas de plan 2 meses de pronóstico
Firme Plan Plan Plan
Firme Plan Plan Plan
X % Y % Z %
Mes 1 Mes 2
Mes 1 Mes 2
12 semanas de visibilidad para planeación de capacidades y materiales
X % Y % Z %
Plan 4 + 2
63

Distribución
Caso 1: Exceso de A+’s, faltante de B’s
TOL FACTOR DE IMPACTO SKU ABC NIO NIR DELTA TOL+ TOL- E/F E/F * FI
4 A+ Exceso 1 X1 A+ 25 40 15 4 -4 11 11
A+ Faltante 2 X2 A+ 25 36 11 4 -4 7 7
B Exceso 2 X3 A+ 25 27 2 4 -4 0 0
B Faltante 1 X4 A+ 25 10 -15 4 -4 11 22
X5 B 25 32 7 4 -4 3 6
X6 B 25 19 -6 4 -4 2 2
CAL 70 X7 B 25 12 -13 4 -4 9 9
DEV 7.0 X8 B 25 8 -17 4 -4 13 13
56 70
A+
-20
-10
0
10
20B
-20
-10
0
10
20
Balanceo de Inventarios
Caso 2: Faltante de A+’s, Exceso de B’s
TOL FACTOR DE IMPACTO SKU ABC NIO NIR DELTA TOL+ TOL- E/F E/F * FI
4 A+ Exceso 1 X1 A+ 25 32 7 4 -4 3 3
A+ Faltante 2 X2 A+ 25 19 -6 4 -4 2 4
B Exceso 2 X3 A+ 25 12 -13 4 -4 9 18
B Faltante 1 X4 A+ 25 8 -17 4 -4 13 26
X5 B 25 40 15 4 -4 11 22
X6 B 25 36 11 4 -4 7 14
CAL 98 X7 B 25 27 2 4 -4 0 0
DEV 7.0 X8 B 25 10 -15 4 -4 11 11
56 98
A+
-20
-10
0
10
20B
-20
-10
0
10
20
64
Balanceo de Inventarios
Distribución
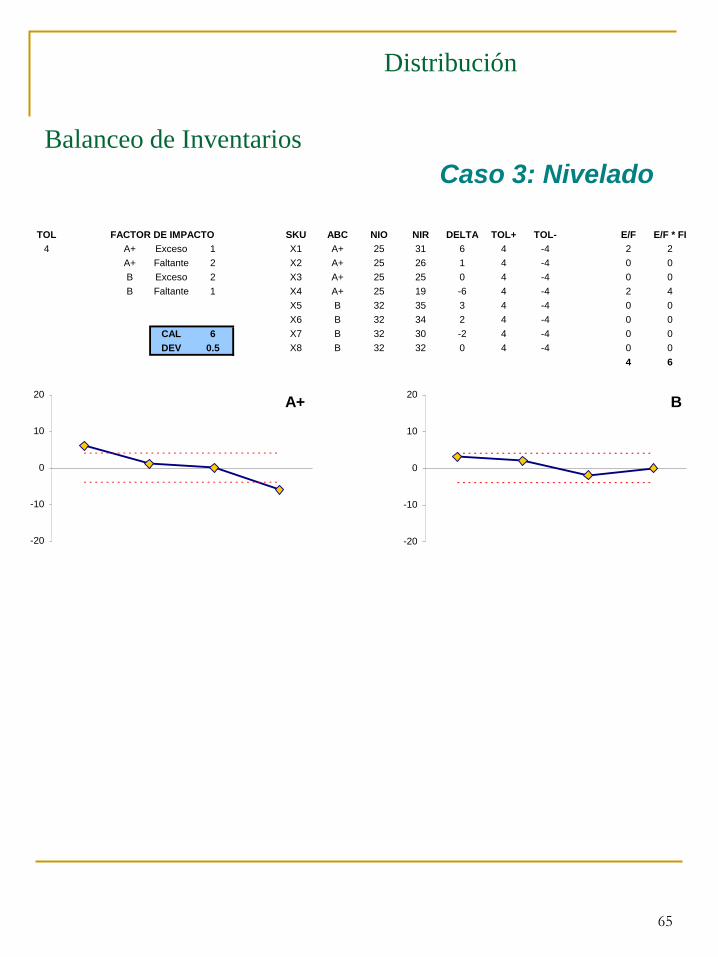
Caso 3: Nivelado
TOL FACTOR DE IMPACTO SKU ABC NIO NIR DELTA TOL+ TOL- E/F E/F * FI
4 A+ Exceso 1 X1 A+ 25 31 6 4 -4 2 2
A+ Faltante 2 X2 A+ 25 26 1 4 -4 0 0
B Exceso 2 X3 A+ 25 25 0 4 -4 0 0
B Faltante 1 X4 A+ 25 19 -6 4 -4 2 4
X5 B 32 35 3 4 -4 0 0
X6 B 32 34 2 4 -4 0 0
CAL 6 X7 B 32 30 -2 4 -4 0 0
DEV 0.5 X8 B 32 32 0 4 -4 0 0
4 6
A+
-20
-10
0
10
20B
-20
-10
0
10
20
65

Proceso de Programación
Pronóstico
12 semanas
3 meses
NIO (días)
x pronóstico venta diaria
promedio
= NIO uds
Nivel de
Inventario
Estadístico
(NIE)
(días)
Confirmación
Nivel de Inventario
Objetivo (NIO)
(días)
6 meses Mensual
Pronóstico venta
diaria promedio (4
semanas)
Inventario Físico
+ tránsitos
- Apartado en BO
= NIR uds
vs
Requerido Distribución
- Inventario BIN
= Producción Requerida
Continuo
Programación / Producción
Semanal
66

Ejercicio
SEM 1 SEM 2 SEM 3 SEM 4 SEM 5 SEM 6
500 500 500 500 400 400
250 250 250 250 200 200
125 125 125 125 100 100
25 25 25 25 20 20
125 125 125 125 100 100
1025 1025 1025 1025 820 820
PRONÓSTICO SEMANAL
CLIENTES 101 106 105 119 109 110 102 TOTAL
ELEKTRA 0 1000 400 400 40 100 60 2000
FAMSA 0 300 400 150 50 0 100 1000
COPPEL 0 200 250 50 0 0 0 500
CHAPUR 10 0 0 0 0 90 0 100
OTROS 30% 150 0 150 100 25 50 25 500
160 1500 1200 700 115 240 185 4100
PRONÓSTICO X LOCALIDAD
CLIENTES MES +1 MES +2 MES +3
ELEKTRA 2000 1600 800
FAMSA 1000 800 400
COPPEL 500 400 200
CHAPUR 100 80 40
OTROS 30% 500 400 200
TOTAL 4100 3280 1640
COLABORACIÓN VENTAS
PRONÓSTICO ESTADÍSTICO
PRONÓSTICO MENSUAL
CLIENTES 101 106 105 119 109 110 102 TOTAL
ELEKTRA 50% 20% 20% 2% 5% 3% 100%
FAMSA 30% 40% 15% 5% 10% 100%
COPPEL 40% 50% 10% 100%
CHAPUR 10% 90% 100%
OTROS 30% 30% 30% 20% 5% 10% 5% 100%
% BASADOS EN 4 MESES DE HISTORIA DE VENTA POR FAMILIA
ALMACENES DE INFLUENCIA
67

Ejercicio
PRON PRON
SKU LOC 4 SEM DIARIO NIE NIO
PI100L0 101 160 5.3 21 112
PI100L0 106 1500 50.0 23 1150
PI100L0 105 1200 40.0 18 720
PI100L0 119 700 23.3 17 397
PI100L0 109 115 3.8 30 115
PI100L0 110 240 8.0 33 264
PI100L0 102 185 6.2 15 93
TOTAL 2850
NIVEL INVENTARIO OBJETIVO (NIO)
SKU LOC NIO
PI100L0 101 112
PI100L0 106 1150
PI100L0 105 720
PI100L0 119 397
PI100L0 109 115
PI100L0 110 264
PI100L0 102 93
20
50
750
600
100
0
INV FIS + TRANS
- APART BO
200
PLAN DE DISTRIBUCIÓN PLAN DE PRODUCCIÓN
PLAN TOTAL
SKU LOC DISTRIB REQ DIST
PI100L0 101 0
PI100L0 106 400
PI100L0 105 120
PI100L0 119 297
PI100L0 109 115
PI100L0 110 244
PI100L0 102 43
PROGRAMA
PRODUCCIÓN
8981218
INV DISP
BIN
320
CLIENTES 101 106 105 119 109 110 102 TOTAL
ELEKTRA 0 1000 400 400 40 100 60 2000
FAMSA 0 300 400 150 50 0 100 1000
COPPEL 0 200 250 50 0 0 0 500
CHAPUR 10 0 0 0 0 90 0 100
OTROS 30% 150 0 150 100 25 50 25 500
160 1500 1200 700 115 240 185 4100
PRONÓSTICO X LOCALIDAD
+ MTO
(Pedidos
en firme)
68

Seguimiento al Inventario
PROC CLASIF 101 % 106 % 105 % 119 %
Nacional A+ 37942 30% 20945 21% 17946 27% 34121 31%
B 33533 27% 33500 34% 31614 48% 40716 37%
C 49810 40% 42812 43% 15872 24% 34279 31%
Prox a Descontinuar 2347 2% 1352 1% 755 1% 827 1%
Descontinuado 1266 1% 54 0% 335 1% 207 0%
TOTAL 124898 98663 66522 110150
Exportación A+ 9144 36% 6732 26% 12894 42% 9548 35%
B 8802 34% 14017 54% 12538 41% 12746 47%
C 5000 20% 5000 19% 5000 16% 5000 18%
Prox a Descontinuar 1043 4% 0 0% 0 0% 0 0%
Descontinuado 1525 6% 0 0% 317 1% 0 0%
TOTAL 25514 25749 30749 27294
Importados A+ 10038 34% 19887 57% 8333 35% 13284 46%
B 13368 45% 8502 25% 8309 35% 10229 35%
C 5000 17% 5000 14% 5000 21% 5000 17%
Prox a Descontinuar 971 3% 1309 4% 1791 8% 389 1%
Descontinuado 556 2% 4 0% 110 0% 26 0%
TOTAL 29933 34702 23543 28928
TOTAL A+ 57124 32% 47564 30% 39173 32% 56953 34%
B 55703 31% 56019 35% 52461 43% 63691 38%
C 59810 33% 52812 33% 25872 21% 44279 27%
Prox a Descontinuar 4361 2% 2661 2% 2546 2% 1216 1%
Descontinuado 3347 2% 58 0% 762 1% 233 0%
TOTAL 180345 159114 120814 166372
LOCALIDAD
ALMACEN 106
SKU CLASIF NIO (dias) NIO (uds) NIR (uds) NIR (días)
08472504001M C 11 721 1597 24
1600BE6 C 33 1480 1594 36
1600LE6 C 39 620 724 46
1600TBBE0 C 16 1476 1337 14
1600TBE10 C 36 1643 1093 24
1600TLE9 C 18 463 853 33
1D7631B7 B- 10 1962 1757 9
1D7631CBI0 A+ 38 1699 1933 43
1D7631CNI0 A+ 39 663 1688 99
1D7631N6 B- 35 1571 1128 25
4G08U04B1 A+ 13 1804 110 1
4G08U04L1 A+ 37 164 783 177
4G09U04L1 A+ 33 117 34 10
4G16U04B0 B 39 560 973 68
4G36U04L0 B 39 1520 1837 47
A3309AASAWW C 26 1764 613 9
ABS300JWW C 13 227 860 49
AC01AB0 A+ 10 1161 1249 11
AMSCD24DB0 B 20 980 231 5
AMSCD24DB0ZL B 21 756 1000 28
AMSCD27DB0 B- 40 1579 1974 50
AMSCD27DB0ZL B- 33 528 801 50
69

Seguimiento
70

Capitulo 4
Beneficios Obtenidos
71
Beneficios Obtenidos
1. ALCANZAR UN 100% DE NIVEL DE SERVICIO CON EL MENOR COSTODE INVENTARIO POSIBLE
2. ADMINISTRAR LOS NIVELES DE SERVICIO A CLIENTESMANTENIENDO NIVEL BAJOS DE INVENTARIO
3. MAXIMIZAR EL RETORNO DE CAPITAL INVERTIDO EN INVENTARIOS,ELIMINANDO FALTANTES, IDENTIFICANDO CONDICIONES DEEXCESO DE INVENTARIO Y RECOMENDANDO ACCIONES DEREABASTO
4. ESTABLECER PROGRAMAS DE DISTRIBUCION Y PRODUCCION,CONSISTENTES Y ACORDES A LOS OBJETIVOS DE NIVEL DESERVICIO E INVERSION EN INVENTARIO
PRONOSTICOS:
EVALUACION DE LA DEMANDA POR CLIENTE.
EVALUACION DE LA DEMANDA POR LOCALIDAD.
ADMINISTRACION DEL NIVEL DE SERVICIO:
OPTIMIZACION DEL COSTO DE SERVICIO: RECOMENDANDOMINIMOS INVENTARIOS QUE SOPORTEN LOS NIVELES DE SERVICIOESPECIFICADOS.
PLANEACION DEL REABASTO:
MINIMIZACION DEL COSTO TOTAL ANUALIZADO.
MANEJO DE LAS RESTRICCIONES DEL LEAD-TIME (TIEMPO DERESPUESTA).
ANALISIS POR EXCEPCION.
72

Beneficios Obtenidos
PLANEACION DE LA DISTRIBUCION:
MANEJO DEL REABASTO A TRAVES DE TODA LA RED DE DISTRIBUCION.
MANEJO DE REDISTRIBUCION DEL PRODUCTO.
PROGRAMACION A PLANTAS:
SUAVIZACION DE LOS RITMOS DE PRODUCCION PROYECTADOS.
PROYECCION DE LOS REQUERIMIENTOS FUTUROS POR SEMANA DEL ALMACEN DE PLANTA.
PRODUCCION BASADA EN PRIORIDADES POR FALTANTES, PREFALTANTES Y REABASTO NORMAL.
73

Beneficios Obtenidos
Finalmente se muestran los costos que representa el inventario excedente, loscuales se pueden minimizar y obtener un ahorro con este proceso, así como elmonitoreo para dar seguimiento y observar las mejoras acompañado de un sanoinventario para dar servicio del 95 % gran compromiso y un gran reto para lograr lasatisfacción plena con sus clientes.
74

Bibliografía
Apics Dictionary 9th
Finney- Miller, en su libro "Curso de Contabilidad Intermedia", Tomo II
boletín No. 1, Principios y Normas Contables sobre la auditoria de los Inventarios del Prof. Maldonado
Estrategia Kaizen – Mauricio Lefcovich – www.gestiopolis.com - 2003
El Kaizen explicado – Mauricio Lefcovich – www.sht.com.ar - 2003
El Kaizen y Seis Sigma. Dos caras de una misma moneda – Mauricio Lefcovich – www.degerencia.com - 2004
Logística de aprovisionamientos – Prida Romero y Gutiérrez Casas –Editorial McGraw Hill – 1996
El Sistema Just in Time y la flexibilidad de la producción – Tomás M. Bañegil – Editorial Pirámide – 1993
Dr. Mauricio Lefcovich Consultor en Administración de Operaciones y Estrategia de Negocios. Especialista en Calidad, Productividad, Mejora Continua,
75





























