Embed Size (px)
Citation preview
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
PIETRO RAPHAEL TEODORO SANTANA
Investigação do efeito da adição de partículas
cerâmicas na aderência ao cisalhamento de juntas
de compósitos reforçados com fibra de vidro
SÃO JOÃO DEL-REI/MG, 2016.

PIETRO RAPHAEL TEODORO SANTANA
Investigação do efeito da adição de partículas
cerâmicas na aderência ao cisalhamento de juntas
de compósitos reforçados com fibra de vidro
Dissertação apresentada ao Programa de Pós-Graduação em Engenharia Mecânica, da Universidade Federal de São João del-Rei, como requisito para obtenção do título de Mestre em Engenharia Mecânica. Área de Concentração: Materiais e Processos de Fabricação. Orientador: Prof. Dr. Tulio Hallak Panzera.
SÃO JOÃO DEL-REI/MG, 2016.


iv
AGRADECIMENTOS
Agradeço aos amigos do CITeC (Centro de Inovação e Tecnologia em
Compósitos) por toda ajuda, paciência e companheirismo, sem os quais este trabalho
não seria possível.
Agradeço ao professor e orientador Tulio cuja dedicação para com a pesquisa
científica motiva a todos nós alunos.

v
“If I have seen further it is by standing on the sh oulders of
Giants” .
Isaac Newton

vi
RESUMO
A incorporação de nano ou micro partículas cerâmicas em compósitos
reforçados por fibras tem sido amplamente investigada a fim de elevar as
propriedades mecânicas e durabilidade dos mesmos. Da mesma forma, o mecanismo
no qual as partículas cerâmicas agem dentro do material compósito têm sido discutido
na literatura. A partícula cerâmica é capaz de elevar a rigidez da matriz polimérica
mas também contribui com a resistência ao cisalhamento devido ao efeito de
travamento mecânico fibra-matriz. A fim de contribuir com esse campo, uma junta
simples consistindo de compósito híbrido reforçado com fibra de vidro e partículas de
sílica e cimento foi avaliada para verificar o efeito e o mecanismo de travamento físico.
Um planejamento fatorial completo (2³) foi conduzido para identificar o efeito do tipo
de partícula (sílica e cimento), da porcentagem em massa de partícula (2,5 e 5%) e
da gramatura do tecido de fibra de vidro (200 e 600 g/m²) na resistência ao
cisalhamento aparente em juntas simples via carregamento de tração. O
carregamento máximo foi utilizado para identificar a resistência ao cisalhamento
aparente dos compósitos híbridos, enquanto que a resistência adesiva foi determinada
pela inclinação da curva força versus deslocamento. Os resultados mostraram que a
incorporação de partículas cerâmicas eleva a resistência ao cisalhamento aparente e
a resistência à adesão do compósito. O uso de 5% de partículas cerâmicas embutidas
em tecido de fibra de vidro de 600 g/m² obteve maior resistência ao cisalhamento
aparente e resistência adesiva.
Palavras-chave: Compósitos híbridos, partículas cerâmicas, fibra de vidro, polímero
epóxi, resistência ao cisalhamento.

vii
ABSTRACT
The incorporation of nano or micro ceramic particles within fibre reinforced
composites has been widely investigated in order to enhance their mechanical
properties and durability. The proposed mechanisms in which the ceramic particles act
inside the composite material have been extensively discussed in the open literature.
A ceramic particle is able not only to enhance the stiffness of the polymeric matrix
phase, but also contributing to the shear strength due to the physical interlocking
between fibre-matrix. In order to contribute to this field, a single-lap-joint consisted of
hybrid composite (HGFRC) reinforced with glass fibres and silica/cement particles
were evaluated to better assess the mechanical interlocking effect. A full factorial
design (23) was performed to identify the effect of the type of particle (silica and
cement), the particle weight fraction (2.5 and 5 wt%) and the glass fibre fabric (200 and
600 g/m²) on the apparent shear strength of single-lap-joint determined by tension
loading. The maximum load was used to identify the apparent shear strength of
HGFRCs, while the adherent/bonding strength was determined by the slope of load
versus displacement curves. The results revealed the incorporation of ceramic
particles led to increased apparent shear strength and adherent/bonding resistance of
the composites. The use of 5 wt% of ceramic particles within 600 g/m² glass fibre fabric
composites achieved higher apparent shear strength and adherent/bonding
resistance.
Keywords: Hybrid composites, ceramic particle, glass fibre, epoxy polymer, shear
strength.

viii
LISTA DE ILUSTRAÇÕES
2.1
Classificação dos compósitos pelo tipo de fase
reforçadora
20
2.2 Compósito laminado multidirecional 20
2.3
Estrutura química de uma resina epóxi diglicidil éter do
bisfenol-A (DGEBA)
22
2.4
Fibra de vidro: (a) roving, (b) picada, (c) tecido e (d)
manta
24
2.5
Ilustração do desenvolvimento de trinca em compósito
híbrido matriz/fibra/partícula
33
2.6 Teste de cisalhamento em vigas curtas 34
2.7 Teste de cisalhamento por compressão 35
2.8 Junta simples 35
2.9
Exemplos (a) gráfico de interação e (b) gráfico de efeitos
principais
38
2.10 Exemplo gráfico de resíduos 39
3.1 Tecidos de fibra de vidro: (a) 200 g/m² e (b) 600 g/m² 41
3.2 Partículas cerâmicas: (a) Sílica e (b) Cimento 41
3.3 Microscopia partículas: (a) Sílica e (b) Cimento 42
3.4
Tecidos de fibra de vidro cortado: (a) 200 g/m² e (b) 600
g/m²
44
3.5
Pesagem das fases constituintes (a) fibra, (b) resina e (c)
endurecedor
44

ix
3.6
Fabricação das amostras: (a) laminado inferior, (b) área
de contato contendo partículas, (c) sobreposição do
laminado superior e obtenção da junta simples, (d) chapa
de alumínio, (e) tecido Armalon e (f) proteção com placa
de vidro
45
3.7 Estrutura de fabricação do material compósito 46
3.8 Compactação e secagem das amostras
3.9
Material compósito após cura: (a) com fibra 200 g/m² e
(b) com fibra 600 g/m²
46
3.10 Dimensões do Corpo de Prova 47
3.11
Corpos de prova com tecidos de gramatura (a) 200 g/m²
e (b) 600 g/m²
47
3.12 Ensaio de tração - Máquina de ensaios SHIMADZU. 48
4.1
Gráfico Força x Deslocamento para compósitos
fabricados com tecido de gramatura 200 g/m²
50
4.2
Gráfico Força x Deslocamento para compósitos
fabricados com tecido de gramatura 600 g/m²
50
4.3 Gráfico de resíduos para força máxima 52
4.4
Gráfico do efeito de interação sobre a média da força
máxima
52
4.5
Gráfico de resíduos para resistência aparente ao
cisalhamento
53
4.6
Gráfico do efeito de interação sobre a média da
resistência aparente ao cisalhamento
54
x
4.7
Inclinação da curva Força x Deslocamento para
compósitos fabricados com tecido de gramatura 200 g/m²
55
4.8
Inclinação da curva Força x Deslocamento para
compósitos fabricados com tecido de gramatura 600 g/m²
56
4.9 Gráfico de resíduos para resistência adesiva 56
4.10
Gráfico efeito de interação Gramatura da fibra x Tipo de
partícula sobre a média da resistência adesiva
57
4.11
Gráfico de interação Gramatura da fibra x Porcentagem
de partícula sobre a média da resistência adesiva
58
4.12 Partículas de sílica na superfície das fibras de vidro (C6) 59
4.13
Partículas de cimento na superfície das fibras de vidro
(C8)
59

xi
LISTA DE TABELAS
2.1 Classificação dos compósitos com base no tipo de matriz 19
2.2 Classificação das fibras de vidro 24
2.3 Composição química das fibras de vidro 25
2.4 Propriedades físicas e mecânicas da fibra de vidro 25
2.5 Matriz de planejamento genérica do tipo 2k 37
3.1 Propriedades físicas da resina e endurecedor 40
3.2 Propriedades da areia de sílica 42
3.3 Composição química do cimento Portland CP V ARI 42
3.4 Condições experimentais 43
4.1 Resultados médios para as réplicas 1 e 2 49
4.2 Análise de Variância (ANOVA) 51

xii
LISTA DE EQUAÇÕES
2.1 Regra da Mistura 26
2.2 Tensão Máxima 35
2.3 Número total de amostras 37

xiii
LISTA DE ABREVIATURAS E SIGLAS
Abreviações
ANOVA Analyse of Variance - Análise de Variância
DGEBA Diglicidil éter do bisfenol-A
Siglas
ASTM American Society of Testing Materials

xiv
LISTA DE SÍMBOLOS
Letras Latinas
A Área de adesão da junta simples
F Força máxima
k Número de fatores de influência
n Número de réplicas
Pc Propriedade efetiva do compósito
Pf Propriedade da fibra
Pm Propriedade da matriz
R2 Coeficiente de determinação
R2adj Coeficiente de determinação ajustado
Vf Fração volumétrica de fibra
Vm Fração volumétrica de matriz
z Número de amostras
Letras Gregas
α Nível de significância
τ Tensão de cisalhamento máxima

xv
SUMÁRIO
1 INTRODUÇÃO 17
1.1 Comentários Iniciais 17
1.2 Justificativa 18
1.3 Objetivos 18
1.3.1 Objetivo Geral 18
1.3.2 Objetivos Específicos 18
2 REVISÃO BIBLIOGRÁFICA 19
2.1 Material Compósito 19
2.2 Fases Matriz e Reforçadora 21
2.2.1 Fase Matriz Polimérica: Resina Epóxi 21
2.2.2 Fase Reforçadora: Fibra de Vidro 23
2.3 Propriedades de Materiais Compósitos 25
2.4 Compósito Híbrido 27
2.5 Compósitos Híbridos Fibra-Fibra 27
2.6 Compósitos Híbridos Fibra-Partícula 28
2.6.1 Adição de Nanopartículas dentro da Fase Matriz 28
2.6.2 Adição de Micropartículas dentro da Fase Matriz 30
2.6.3 Adição de Nanopartículas na Superfície da Fibra 31
2.6.4 Adição de Micropartículas na Superfície da Fibra 32
2.7 Testes de Cisalhamento 33
2.7.1 Teste de Cisalhamento em Vigas Curtas 34
2.7.2 Teste de Cisalhamento por Compressão 34
2.7.3 Teste de Cisalhamento por Junta Simples 35
2.8 Planejamento e Análise de Experimentos 36

xvi
2.8.1 Planejamento Fatorial 36
2.8.2 Análise de Variância 37
3 MATERIAIS E MÉTODOS 40
3.1 Materiais 40
3.1.1 Matriz Polimérica 40
3.1.2 Fibra de Vidro 40
3.1.3 Partículas Cerâmicas 41
3.2 Planejamento Fatorial 43
3.3 Fabricação 43
3.3.1 Preparação do Material 44
3.3.2 Fabricação do Laminado 44
3.3.3 Processo de Cura 46
3.3.4 Corpos de Prova 47
3.4 Ensaio de Cisalhamento por Tração 48
4 RESULTADOS 49
4.1 Força Máxima 51
4.2 Resistência Aparente ao Cisalhamento (tensão máxima) 53
4.3 Resistência Adesiva (relação força-deslocamento) 55
4.4 Análise Microestrutural 58
4.5 Discussão Geral 60
5 CONCLUSÕES 61
REFERÊNCIAS 62

CAPÍTULO 1
INTRODUÇÃO
1.1 Comentários Iniciais
Os materiais compósitos reforçados por fibras vêm sendo usados com sucesso
há muitas décadas em várias aplicações de engenharia. Materiais compósitos são
superiores à maioria dos materiais estruturais conhecidos no que se refere a
resistência e rigidez específicas, resistência em altas temperaturas e resistência à
fadiga (MATHEW et al.; 2007; KISTAIAH, et al., 2014). As indústrias aeroespacial,
automotiva, esportiva e construção civil são exemplos de setores que utilizam esses
materiais devido ao seu alto desempenho estrutural e baixo peso.
Compósitos poliméricos reforçados por fibra de vidro são amplamente utilizados
na manufatura de diversas peças para a engenharia, devido apresentarem alta
resistência mecânica e rigidez específicas, tolerância ao impacto, elevada resistência
ao ambiente, além do baixo custo (SATHISHKUMAR et al., 2014).
Composições e orientações apropriadas de fibras propiciam propriedades
desejadas e características funcionais aos compósitos poliméricos reforçados por fibra
de vidro equivalentes às do aço (AWAN et al., 2009). O comportamento mecânico de
materiais compósitos reforçados por fibras depende, basicamente, das propriedades
das fases reforçadora e matriz, como resistência e módulo elástico, da estabilidade
química do conjunto e da qualidade da interface fibra-matriz para possibilitar uma
transferência efetiva de esforços (ERDEN et al., 2010; GODRA et al., 2010; RUTZ e
BERG, 2014). Assim, é possível combinar tipos diferentes de reforços com matrizes
apropriadas para obter compósitos com propriedades ainda melhores do que aqueles
contendo apenas um tipo de fibra (KISTAIAH, et al., 2014).
A incorporação de nano ou micro partículas cerâmicas em compósitos
reforçados por fibra tem sido amplamente investigada a fim de elevar as propriedades
mecânicas e durabilidade dos mesmos. O mecanismo no qual as partículas cerâmicas
agem dentro do material compósito tem sido discutido na literatura (CAO e
CAMERON, 2006; TSAI et al., 2010; DETOMI et al., 2014; RUTZ e BERG, 2015). A
partícula cerâmica é capaz de elevar a rigidez da matriz polimérica, como também

18
contribuir com a resistência ao cisalhamento devido ao efeito do travamento mecânico
interlaminar.
1.2 Justificativa
A adesão física e ou química entre as fases de compósitos poliméricos
reforçados por fibras sintéticas é de suma importância no aumento de suas
propriedades mecânicas e durabilidade. Mecanismos químicos, como a
funcionalização das fibras/matrizes, ou físicos, como a incorporação de partículas
rígidas em diferentes escalas, têm sido o foco de inúmeras pesquisas na literatura. A
fim de estudar o efeito da inserção de partículas sobre o travamento mecânico
interlaminar, um compósito híbrido reforçado com fibras de vidro e partículas de sílica
e cimento foi avaliado neste trabalho por meio do ensaio de cisalhamento via tração.
1.3 Objetivos
1.3.1 Objetivo Geral
Este trabalho investiga o efeito da adição de partículas cerâmicas na adesão ao
cisalhamento interlaminar de compósitos reforçados com fibras de vidro.
1.3.2 Objetivos Específicos
Dentre os objetivos específicos, destacam-se:
• Fabricar junta simples de compósito híbrido contendo fibras de vidro e
partículas cerâmicas;
• Investigar a presença de travamento mecânico interlaminar (interlocking) por
meio de ensaio de cisalhamento via carregamento de tração;
• Verificar o efeito do tipo de partícula (sílica e cimento), da porcentagem em
massa de partícula (2,5 e 5%) e do tipo de tecido de fibra de vidro (200 e 600 g/m²)
na resistência aparente ao cisalhamento das juntas híbridas via planejamento fatorial
de experimentos.

CAPÍTULO 2
REVISÃO BIBLIOGRÁFICA
2.1 Material Compósito
Um material compósito, ou estrutura compósita, é definido como um conjunto de
materiais composto de duas ou mais fases em escala macroscópica, cujo
desempenho mecânico e propriedades são projetados para serem superiores aos dos
materiais constituintes quando estes atuam independentemente. Geralmente, os
materiais compósitos são constituídos de duas fases: uma dispersa, chamada
reforçadora, mais forte e mais resistente que a segunda fase, denominada matriz,
contínua e menos resistente (DANIEL e ISHAI, 1994).
Estes materiais podem ser combinados em diversas configurações a fim de se
obter o melhor desempenho para uma determinada solicitação. A Tabela 2.1
apresenta a classificação dos materiais compósitos com base no tipo de matriz, e a
Figura 2.1 mostra a classificação de acordo com o tipo da fase reforçadora.
Tabela 2.1 – Classificação dos compósitos com base no tipo de matriz (DANIEL e ISHAI, 1994).
TIPO DE MATRIZ
Polimérica Epóxi Poliamida Poliéster
Termoplásticos Metálica Alumínio
Magnésio Titânio
Cobre Cerâmica Carboneto de Sílica
Alumina Cerâmica Vitrificada
Nitreto de Sílica Carbono Carbono

20
Figura 2.1 – Classificação dos compósitos pelo tipo de fase reforçadora (Adaptado
de DANIEL e ISHAI, 1994).
Os materiais compósitos podem se apresentar sob a forma de laminados, isto é,
finas camadas dos materiais constituintes (lâmina) sobrepostas e unidas. A orientação
nas fibras em cada lâmina determina o tipo de laminado, ou seja, unidirecional quando
as fibras estão orientadas na mesma direção, ou multidirecional quando as fibras
estão dispostas em direções diferentes.
Figura 2.2 – Compósito laminado multidirecional.
Matriz
ReforçoParticulado
FibraDescontínua
Orientada Unidirecionalmente
OrientadaAleatoreamente
FibraContínua
Orientada Unidirecionalmente
Crossply
Multidirecional

21
As propriedades do compósito dependem basicamente da geometria, da
distribuição e das propriedades das fases constituintes. A fase reforçadora
desempenha a função estrutural do material e determina sua rigidez e resistência. Em
contra partida, a fase matriz protege, suporta e transfere os esforços entre os
componentes da fase reforçadora (LEVY NETO e PARDINI, 2006).
Um aspecto fundamental em uma análise micromecânica de materiais
compósitos é a região de contato entre fase matriz e fase reforçadora. Essa região,
chamada “interface”, influencia diretamente o desempenho mecânico do compósito,
afetando o mecanismo de falha, a tenacidade à fratura e o comportamento tensão-
deformação. Tal fato é devido uma maior ou menor adesão entre as fases, o que gera
uma transferência de esforços mais ou menos efetiva dentro do compósito.
.
2.2 Fases Matriz e Reforçadora
2.2.1 Fase Matriz Polimérica: Resina Epóxi
Polímeros são definidos como macromoléculas compostas por muitas unidades
de repetição, chamadas meros, ligadas por ligação covalente. A unidade básica do
polímero é o monômero, molécula simples cujo tipo, número e ligação classificam os
polímeros em plásticos, elastômeros e fibras (CANEVAROLO JR, 2006).
Plásticos são polímeros de alta massa molecular, sólidos à temperatura
ambiente, e se dividem em termoplásticos e termorrígidos. Os termoplásticos
apresentam a capacidade de amolecer e fluir, reversivelmente, quando submetidos à
variações de temperatura e pressão. Estão entre os termoplásticos: o polietileno, o
poliestireno e a poliamida. Os polímeros termorrígidos, ou termofixos, quando
submetidos a variação de temperatura, sofrem uma transformação irreversível.
Ligações cruzadas são formadas tornando este tipo de plástico rígido após a cura
(polimerização). São exemplos de termorrígidos o poliéster, a resina epóxi e a resina
fenólica (LEVY NETO e PARDINI, 2006).
Elastômeros são polímeros que suportam deformação elástica muito grande,
tendo a capacidade de retornar a sua forma original (CALLISTER, 2007). Esta
característica é devida às cadeias flexíveis ligadas umas às outras por ligações
cruzadas em menor número. Como exemplo de elastômero tem-se a borracha
vulcanizada.
22
Fibras são polímeros termoplásticos orientados na direção da cadeia polimérica.
Possuem comprimento 100 vezes maior que o diâmetro e são usados na forma de
fios ou tecido. Como exemplo citam-se as fibra de aramida e o tecido de poliéster.
Os polímeros apresentam baixa densidade, baixo custo, facilidade de
processamento e possibilidade de modificações das propriedades (RATNA, 2009).
Estas características fizeram dos materiais poliméricos uma boa opção para uso como
matrizes em compósitos, porém, com restrição à temperatura de serviço.
Os materiais termoplásticos poliamida e polipropileno são usados como matrizes
na indústria automobilística. Este tipo de polímero apresenta maior tenacidade à
fratura, maior resistência ao impacto, maior tolerância à danos e a possibilidade de
serem reciclados. Entretanto, os polímeros termorrígidos são os mais utilizados como
matrizes em materiais compósitos por apresentarem a possibilidade de se
polimerizarem em baixas temperaturas. Resinas epóxi apresentam propriedades
mecânicas, resistência ao calor e facilidade de manipulação ligeiramente superiores
a outras matrizes termorrígidas, fato que contribui para sua ampla utilização (LEVY
NETO e PARDINI, 2006).
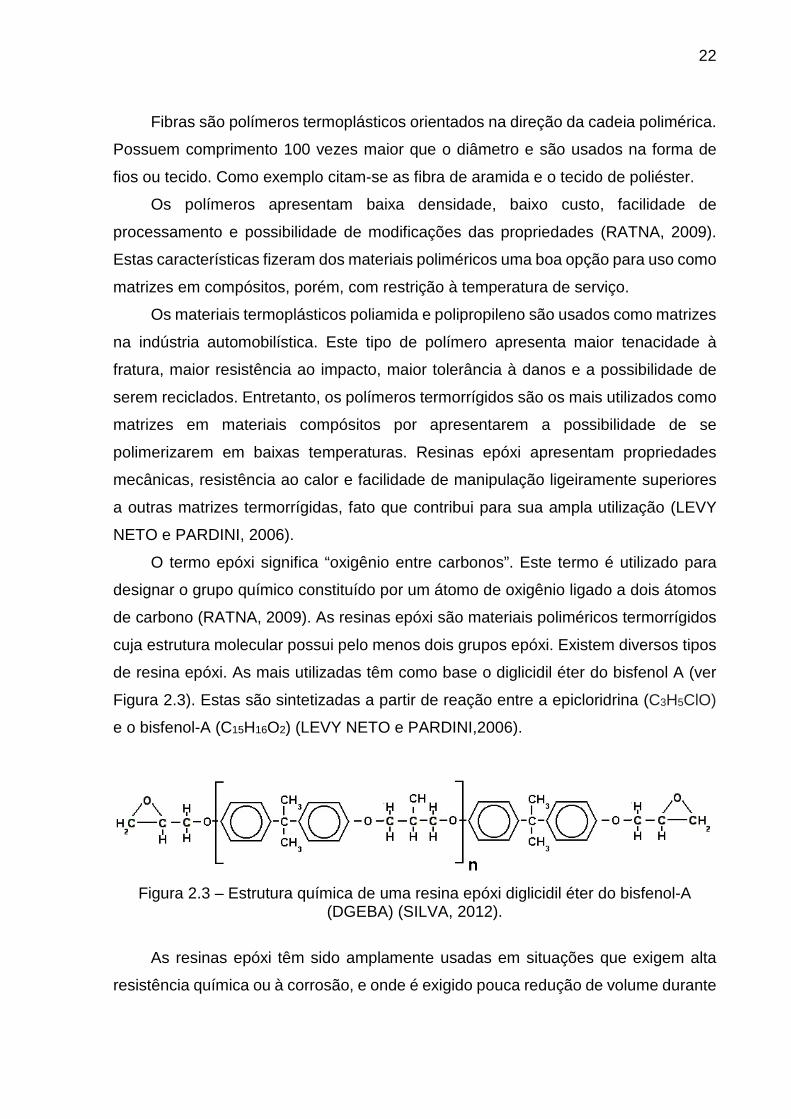
O termo epóxi significa “oxigênio entre carbonos”. Este termo é utilizado para
designar o grupo químico constituído por um átomo de oxigênio ligado a dois átomos
de carbono (RATNA, 2009). As resinas epóxi são materiais poliméricos termorrígidos
cuja estrutura molecular possui pelo menos dois grupos epóxi. Existem diversos tipos
de resina epóxi. As mais utilizadas têm como base o diglicidil éter do bisfenol A (ver
Figura 2.3). Estas são sintetizadas a partir de reação entre a epicloridrina (C3H5ClO)
e o bisfenol-A (C15H16O2) (LEVY NETO e PARDINI,2006).
Figura 2.3 – Estrutura química de uma resina epóxi diglicidil éter do bisfenol-A (DGEBA) (SILVA, 2012).
As resinas epóxi têm sido amplamente usadas em situações que exigem alta
resistência química ou à corrosão, e onde é exigido pouca redução de volume durante

23
a cura. Outro fato que contribui para a utilização ampla das resinas epóxi é sua
capacidade de ser processada sob várias condições (SATHISHKUMAR et al., 2014).
Cura é o processo no qual a resina sofre transformações físicas, em função de
uma reação química, provocada por um agente de cura, também chamado catalisador
ou endurecedor. É na cura que se dá a formação das ligações cruzadas entre cadeias
poliméricas que caracterizam os termorrígidos (CANEVAROLO JR, 2006). O tipo de
agente de cura determina o tipo de reação de cura, velocidade de cura e gelificação
do polímero. Estas variáveis irão afetar as propriedades do material final. A quantidade
do agente de cura (relação resina/endurecedor) afeta as propriedades do material
como transição vítrea, módulo de elasticidade e resistência mecânica. Os agentes de
cura mais comuns são os amínicos (aminas alifáticas e aminas aromáticas) (LEVY
NETO e PARDINI, 2006). O processo de cura de matriz epóxi pode ocorrer sob três
métodos básicos diferentes à pressão constante: cura à temperatura ambiente, cura
à alta temperatura e cura escalonada ou em rampa. Nos dois últimos métodos, a cura
ocorre de forma mais rápida, porém, é necessário o auxílio de equipamentos para
elevação e controle da temperatura. Isso torna a cura à temperatura ambiente mais
simples e mais demorada (CAO e CAMERON, 2007).
As resinas epóxi são empregadas como matrizes em compósitos com vários
tipos de reforços. Sua estrutura química apresenta grupos polares, sendo compatíveis
com a maioria dos substratos com uma adequada molhabilidade das superfícies
(SANTOS, 2013).
2.2.2 Fase Reforçadora: Fibra de Vidro
Os materiais plásticos individualmente não fornecem resistência mecânica
suficiente para serem usados em aplicações estruturais. É necessário, então, a adição
de um reforço para promover aumento em resistência e rigidez do material. Este
reforço pode ser na forma de partículas, fibras descontínuas e fibras contínuas.
Reforços particulados geralmente são micro ou nanopartículas de diferentes
tamanhos e formas, dispersas aleatoriamente na matriz. Estes são usados para
controlar a rigidez, resistência, tenacidade à fratura e absorção de energia ao impacto
de matrizes poliméricas (JAJAM e TIPPUR, 2012). Segundo Fu et al. (2008), materiais
inorgânicos como micro e nano partículas de sílica, vidro, alumina e nanotubos de
carbono são comumente utilizados como reforço em matrizes poliméricas.

24
As fibras são elementos de reforço usadas para suportar carregamento
mecânico (LEVY NETO e PARDINI, 2006). Suas principais características são alta
resistência mecânica, alta rigidez e baixa densidade relativa. As fibras descontínuas
(comprimentos de alguns centímetros ou frações de milímetros) podem se apresentar
sob a forma de feltros, mantas e fibras curtas. As fibras contínuas, ou longas, são
encontradas na forma de filamentos alongados (fios) ou tecidos. Fibra de vidro,
aramida, carbono e carbureto de silício são os principais tipos de fibra sintética
utilizados na fabricação de compósitos poliméricos (SANTOS, 2013).
Fibra de vidro é o tipo de fibra mais comumente utilizado em compósitos
poliméricos devido, principalmente, a sua alta resistência à tração, baixo custo e
inércia química (DANIEL e ISHAI, 1994; LEVY NETO e PARDINI, 2006). As fibras são
fabricadas por fiação do vidro fundido, em formato de filamentos contínuos-roving
(Figura 2.4a) ou picados (Figura 2.4b). Estes filamentos podem, ainda, ser
processados e transformados em tecidos (Figura 2.4c) e mantas (Figura 2.4d).
Figura 2.4 – Fibra de vidro: (a) roving, (b) picada, (c) tecido e (d) manta (OWENS CORNING).
A composição das fibras de vidro podem variar conforme o tipo de fibra. A Tabela
2.2 apresenta a classificação dos principais tipos de fibras de vidro, enquanto a Tabela
2.3 exibe a respectiva composição química.
Tabela 2.2 – Classificação das fibras de vidro (SATHISHKUMAR et al., 2014). TIPO DE FIBRA
DE VIDRO CARACTERÍSTICAS FÍSICAS
A glass Alta durabilidade, resistência mecânica e resistividade elétrica C glass Alta resistência à corrosão D glass Baixa constante dielétrica E glass Alta resistência mecânica e resistividade elétrica R glass Alta resistência mecânica e resistência à corrosão ácida S glass Alta resistência à tração
(a) (b) (c) (d)

25
Tabela 2.3 – Composição química das fibras de vidro (SATHISHKUMAR et al., 2014).
TIPO DE FIBRA DE VIDRO
COMPOSIÇÃO (%) SiO2 Al2O3 TiO2 B2O3 CaO MgO Na2O K2O
A glass 67,5 3,5 -- 1,5 6,5 4,5 13,5 3,0 C glass 64,6 4,1 -- 5,0 14,0 3,3 8,5 0,5 D glass 74,0 -- -- 22,5 -- -- 1,5 2,0 E glass 55,0 14,0 0,2 7,0 22,0 1,0 0,5 0,3 R glass 60,0 24,0 -- -- 9,0 6,0 0,5 0,1 S glass 65,0 25,0 -- -- -- 10,0 -- --
A composição química do vidro pode afetar significativamente as propriedades
da fibra. A Tabela 2.4 apresenta as propriedades físicas e mecânicas dos principais
tipos de fibra de vidro.
Tabela 2.4 – Propriedades físicas e mecânicas da fibra de vidro (DANIEL e ISHAI, 1994; SATHISHKUMAR et al., 2014).
FIBRA DE VIDRO
DENSIDADE (g/cm²)
RESISTÊNCIA À TRAÇÃO (GPa)
MÓDULO DE ELASTICIDADE
(GPa)
ALONGAMENTO (%)
A glass 2,44 3,310 68,9 4,8 C glass 2,52 3,310 68,9 4,8 D glass 2,11-2,14 2,415 51,7 4,6 E glass 2,58 3,445 72,3 4,8 R glass 2,54 4,135 85,5 4,8 S glass 2,49 4,480 85,6 --
As fibra de vidro se aderem com facilidade à matrizes poliméricas por meio de
promotores de ligação do tipo organossilanos, os quais formam ligações estáveis
entre materiais orgânicos e inorgânicos devido à presença de grupos de afinidade
orgânica e inorgânica (LEVY NETO e PARDINI, 2006).
2.3 Propriedades de Materiais Compósitos
O comportamento mecânico de compósitos reforçados por fibras está
diretamente ligado às propriedades dos constituintes. Longitudinalmente, o
comportamento do compósito é dominado pelas propriedades da fibra, enquanto que
na direção transversal, seu comportamento é dominado pelas propriedades da matriz.

26
A concentração das fibras, bem como sua orientação e distribuição, influencia
na resistência e em outras propriedades dos compósitos. Os compósitos de fibra
contínua falham quando a deformação atinge níveis maiores do que os suportados
pela própria fibra (CALLISTER, 2007).
Métodos analíticos são aplicados para prever as propriedades de compósitos.
Nos compósitos laminados as propriedades são estimadas a partir das propriedades
individuais dos constituintes e suas respectivas proporções (frações volumétricas).
Um método bastante simples é a Regra da Mistura, a qual determina as propriedades
elásticas do compósito na direção longitudinal. A regra da mistura fornece resultados
confiáveis apenas em situações onde fibra e matriz estão perfeitamente ligadas, fato
que não ocorre na maioria dos compósitos (SILVA et al., 2012a). A Equação 2.1
mostra a formulação para este método. Os índices c, f, e m indicam compósito, fibra
e fase matriz, respectivamente.
�� = ���� + ���� (2.1)
A região de contato fibra-matriz (conhecida como interface) também
desempenha papel importante nas características mecânicas de um material
compósito. Ratna (2009) considera adequada a interface na qual toda superfície da
fibra é devidamente impregnada pela fase matriz. O grau de ligação entre fibra e matriz
determina a eficácia com que o carregamento é transmitido para a fibra pela matriz
(GODARA et al., 2010).
Segundo Mader et al. (2007), em compósitos laminados com fibra contínua uma
pequena variação nas características da interface fibra-matriz promove uma alteração
significativa no comportamento mecânico de materiais compósitos. A resistência
adesiva da interface pode ser dependente de interações químicas, físicas, mecânicas,
ou combinações destas, podendo envolver pré-tratamentos das fibras ou não.
Para Rutz e Berg (2014), interações mecânicas podem ser induzidas na interface
interlaminar por meio da adição de partículas (hibridização). A adesão entre as
lâminas de um compósitos pode ser melhorada uma vez que tais partículas promovam
um certo travamento mecânico (interlocking).
27
2.4 Compósito Híbrido
Cao e Cameron (2006a) afirmam que compósitos híbridos podem ser definidos
como um sistema que utiliza mais de uma fase reforçadora. Os compósitos híbridos
podem ser fabricados com dois tipos de fibras, dois tipos de partículas ou uma
combinação de fibras e partículas (DONG et al., 2011).
2.5 Compósitos Híbridos Fibra-Fibra
Selmy et al. (2012a) investigaram o cisalhamento interlaminar de compósitos
híbridos de fibra de vidro unidirecional e aleatoriamente distribuída em matriz epóxi.
Os compósitos híbridos foram fabricados com cinco camadas variando-se a sequência
(unidirecional ou aleatória) bem como a fração volumétrica do tipo de fibra utilizado.
As amostras foram testadas através do teste de cisalhamento em vigas curtas. Os
resultados mostraram que a sequência e a fração volumétrica da fibra produziram um
efeito relevante no cisalhamento interlaminar. O compósito fabricado com fibras
unidirecionais no centro do laminado apresentou resistência ao cisalhamento
interlaminar aproximadamente 12,9% maior que o compósito fabricado apenas com
fibras aleatoriamente distribuídas.
Selmy et al. (2012b) também investigaram as propriedades de cisalhamento (no
plano) para compósitos híbridos de fibra de vidro unidirecional e aleatoriamente
distribuída em matriz epóxi, através de teste de cisalhamento de viga com entalhe em
‘v’. Novamente, a sequência e a fração volumétrica da fibra tiveram efeito significativo
nos resultados. O compósito híbrido fabricado com fibra aleatória no centro
apresentou resistência ao cisalhamento e módulo de cisalhamento superiores.
O efeito da hibridização na flambagem lateral de vigas de compósito laminado
foi estudado por Yeter et al. (2015). Foram fabricados compósitos híbridos usando
combinações diferentes de fibras de carbono, vidro e aramida em matriz de resina
epóxi. Os resultados mostraram que a flambagem lateral foi significativamente afetada
pela hibridização (arranjo de diferentes tipos fibras). Dentre os compósitos fabricados
com fibras orientadas simetricamente em 0°/90°, a maior carga suportada em
flambagem lateral foi alcançada pelo compósito cuja sequência de fibras foi
carbono/vidro/aramida.

28
Haery e Kin (2013) analisaram compósitos híbridos de tecidos de fibra de vidro
e carbono, laminados em matriz epóxi, submetidos à fadiga. Através de verificação
macro e microscópica, os autores identificaram o mecanismo de dano no compósito
laminado como sendo devido à dissimilaridades entre os subsistemas vidro/epóxi e
carbono/epóxi.
2.6 Compósitos Híbridos Fibra-Partícula
As partículas adicionadas em materiais compósitos são, geralmente, mais duras
e rígidas que as matrizes. A matriz transfere parte do carregamento para as partículas
que tendem a restringir o movimento da matriz nas redondezas de cada partícula.
Uma forte ligação entre partícula e matriz é necessária para garantir boas
propriedades mecânicas (CALLISTER, 2007).
A fração volumétrica de partículas na matriz influencia o comportamento
mecânico do compósito e suas propriedades finais podem ser estimadas através da
Regra da Mistura (Equação 2.1). Rigidez, resistência, tenacidade à fratura e dureza
são propriedades diretamente afetadas pela fração volumétrica e tamanho das
partículas, bem como da interface matriz-partícula (LAUKE, 2008).
2.6.1 Adição de Nanopartículas dentro da Fase Matriz
Cota et al. (2012) investigaram a adição de 0,7% (em massa) de nanotubos de
carbono em matrizes cimentícias. A adição das nanopartículas reduziu a densidade
volumétrica, resistência mecânica e módulo de elasticidade, além de aumentar a
porosidade aparente do material. Segundo os autores, a aglomeração de nanotubos
de carbono influencia diretamente na formação de poros, e consequentemente nas
propriedades físico-mecânicas finais do compósito.
O grande desafio em incorporar nanotubo de carbono em compósitos fibrosos é
a dispersão. Nanotubos de carbono tendem a se aglomerar e emaranhar devido à
atrações de van der Waals (LI et al., 2014). Utilizando uma combinação de agitação
mecânica de alta velocidade e ultrassônica, Chandrasekaran et al. (2010) dispersaram
0,5% em massa de nanotubos de carbono em matriz epóxi para fabricar um compósito
híbrido com fibra de vidro. Através de teste de cisalhamento por compressão, a
resistência interlaminar ao cisalhamento do compósito híbrido se mostrou 21,3%

29
maior daquele sem a adição de partículas. O processo de fabricação dos compósitos
híbridos se mostrou um fator determinante na melhoria da resistência interlaminar ao
cisalhamento.
Fan et al. (2007) também estudaram a resistência interlaminar ao cisalhamento
de compósito híbrido de epóxi reforçado por fibras de vidro com a adição de nanotubos
de carbono. Foram combinadas técnicas de agitação mecânica de alta velocidade e
ultrassônica e oxidação ácida para melhorar a dispersão das nanopartículas em várias
concentrações (0,5, 1, 2% em massa). O compósito híbrido fabricado com 2% em
massa de nanotubos de carbono apresentou resistência interlaminar ao cisalhamento
33,1% maior que o compósito sem adição de partículas. Os resultados foram obtidos
através de teste de cisalhamento por compressão.
O efeito da adição de nanopartículas de sílica funcionalizadas nas propriedades
físicas e mecânicas de compósito híbrido de epóxi reforçado por fibra de vidro foi
investigado por Santos et al. (2015). Diversas frações em massa (1, 2 e 3,5%) foram
utilizadas e, no geral, as inclusões acarretaram em um aumento de rigidez e
decréscimo da densidade. O nível de 2% em massa de inclusões provocou aumento
em módulo de elasticidade à tração (11,6%), resistência à tração (28,8%) e módulo
de elasticidade à flexão (13,2%) em comparação ao compósito fabricado com matriz
pura. Entretanto, este mesmo nível (2%) apresentou resistência à flexão 18% inferior.
Tsai et al. (2010) também investigaram o comportamento mecânico de
compósito de matriz epóxi reforçado por fibra de vidro unidirecional com a adição de
nanopartículas de sílica (0%, 5%, 10% e 20% em massa) na matriz. Os compósitos
foram fabricados com orientação de fibra em 10° e testados via resistência ao
cisalhamento no plano, através de ensaio de tração. Os resultados mostraram que a
resistência ao cisalhamento cresce com o aumento da porcentagem de partículas e
atinge ganho máximo para o nível de adição de 10% (27% de aumento em relação ao
compósito sem adição). Este fenômeno foi atribuído a melhora da adesão interfacial
entre fibras e matriz provocada pela presença das partículas de sílica. O decréscimo
na resistência ao cisalhamento no compósito fabricado com 20% em massa de nano
sílica (comparado à adição de 10%) foi atribuída à dificuldade em dispersá-lo na
matriz, devido à alta viscosidade gerada.
Nanopartículas de argila foram utilizadas por Dolati et al. (2014) para melhorar a
resistência ao dano por impacto (hail impact) de compósito de fibra de vidro e epóxi.
Foram fabricados compósitos híbridos com a adição de 0,5, 1,5 e 3% em massa de

30
nano argila. As inclusões se mostraram efetivas, elevando a resistência ao impacto
em compósitos laminados, com destaque para o nível de inclusão de 1,5% em massa
(menor área de dano). Uma análise por meio de microscopia eletrônica de
transmissão revelou que as partículas de argila estavam uniformemente distribuídas
na matriz. Uma aglomeração das partículas foi observada para os compósitos com
inclusão de 3% em massa.
2.6.2 Adição de Micropartículas dentro da Fase Matriz
Inclusões de micropartículas de sílica em compósito epóxi reforçado por fibra de
vidro foram avaliadas por Santos et al. (2015). Propriedades de tração (módulo e
resistência) e de flexão (módulo e resistência) foram avaliadas para adições de 1%,
2% e 3,5%, em massa, de partículas. As inclusões se mostraram eficientes em elevar
os módulos de elasticidade à tração (1% em massa) e flexão (3,5% em massa), porém
provocaram redução nas resistências à tração e flexão. Tal fato demostrou um
aumento na rigidez e fragilidade do material híbrido.
Detomi et al. (2014) usaram micropartículas cerâmicas (sílica e carbeto de silício)
na fabricação de compósito híbrido de matriz epóxi reforçado por fibras de vidro. As
partículas foram adicionadas em duas concentrações diferentes (10 e 20% em massa)
e dispersas em locais diferentes (metade superior ou todo compósito). Foi observado
uma elevação na densidade volumétrica do compósito com a aumento da inclusão de
partículas de 10 para 20%. O mesmo comportamento foi observado quando a inclusão
de partículas variou de em “todo compósito” para somente na “metade superior”. Teste
de flexão de três pontos revelou que a inclusão de partículas na parte superior das
amostras proporcionou aumento de 110% na resistência à flexão do compósito híbrido
(em comparação com as amostras sem inclusões). Entretanto, o aumento na
porcentagem de inclusão (de 10% para 20 % em massa) acarretou diminuição na
resistência à flexão. A adição de micropartículas elevou o nível de rugosidade na
interface fibra-matriz, provocando um aumento na resistência adesiva entre fibra e
matriz (travamento mecânico) e, consequentemente, aumento na transferência de
tensões cisalhantes na interface.
Micropartículas de cimento, de tamanhos entre 325 e 400 US-Tyler, foram
utilizadas por Torres (2013) para aumentar a resistência ao impacto de material
compósito de matriz epóxi reforçada por fibras unidirecionais de vidro. Inicialmente foi

31
determinado a porcentagem ótima de inclusões na matriz através de ensaio de
compressão. Foram avaliados as inclusões de 3, 5 e 10% em massa. A inclusão de
5% em massa das partículas de cimento apresentou módulo de elasticidade à
compressão 13,75% e 21,13% mais alto que as inclusões de 3 e 10% em massa,
respectivamente. Posteriormente, laminados híbridos, utilizando inclusões de 5% em
massa, foram fabricados e testados sob impacto (ensaio de Charpy). Os resultados
mostraram um aumento de aproximadamente 36% na energia absorvida pelo
compósito híbrido quando comparado ao compósito fabricado sem adição de
partículas.
A utilização de micropartículas de sílica também tem sido reportada na literatura
na hibridização de compósitos poliméricos reforçados por fibras naturais. Silva et al.
(2012a) investigaram a adição de micropartículas de sílica (0%, 20%, 33% em massa)
em compósitos de resina epóxi com reforço de fibra de sisal e bananeira. Testes de
tração e flexão foram conduzidos e os resultados mostraram que a adição de
partículas de sílica proporcionou aumento da rigidez da matriz, porém, não foi
suficiente para melhorar o módulo de elasticidade do compósito.
Silva et al. (2014) obtiveram aumento em módulo de elasticidade e resistência à
compressão em compósito madeira-plástico, contendo resina epóxi e serragem de
madeira de eucalipto, através da adição de 20% em massa de micropartículas de
sílica. Contudo, a adição de partículas de sílica provocou um aumento na densidade
do compósito híbrido devido sua alta massa específica.
2.6.3 Adição de Nanopartículas na Superfície da Fibra
Rutz e Berg (2015) verificaram o efeito da adição de nanopartículas de sílica de
vários tamanhos (16, 26, 71, 100 nm) em compósito de resina epóxi reforçado por
fibras de vidro. As partículas foram depositadas na superfície das fibras através de
deposição eletrostática (potencial elétrico oposto entre partículas e superfície da fibra
tratada). A resistência interlaminar ao cisalhamento foi determinada por meio de teste
de tração. Os resultados mostraram que a inclusão de partículas de tamanho 26 nm
na superfície da fibra aumentou a resistência interlaminar ao cisalhamento em 35%
quando comparado ao compósito sem inclusões. Nesta configuração, as partículas
mostraram-se bem aderidas à superfície das fibras, proporcionando um aumento do
travamento mecânico (interlocking) fibra-matriz e na tenacidade à fratura.

32
Deposição por eletroforese (electrophoretic deposition) foi utilizada por Rider et
al. (2015) para incorporar nanotubos de carbono funcionalizados em fibra de vidro.
Uma resina epóxi foi utilizada para criar uma interface híbrida com as fibras
impregnadas. Teste de tração foi conduzido para determinar a resistência ao
cisalhamento da interface híbrida. Os resultados mostraram um aumento de 50% na
tensão de cisalhamento do compósito híbrido em comparação à condição de
referência.
Godara et al. (2010) impregnaram fios (roving) de fibra de vidro com nanotubos
de carbono. Os fios impregnados foram utilizados para criar compósitos híbridos com
matriz epóxi pura ou modificada com a inclusão de nanotubos de carbono. Teste de
“push-out” foi utilizado para determinar a resistência interfacial ao cisalhamento.
Dentre as configurações estudadas, a inclusão de partículas apenas na fibra se
mostrou mais eficiente em melhorar a resistência interfacial ao cisalhamento.
Meguid e Sun (2014) investigaram a resistência à tração e ao cisalhamento em
interface de material compósito reforçada com nanotubos de carbono e nanopartículas
de alumina. O laminado de fibra de carbono em matriz epóxi foi ligado a um substrato
de alumínio por meio de uma camada adesiva de matriz epóxi com a adição das
partículas (1,5%, 2,5%, 5%, 7,5%, 10%, 12,5% em massa). Teste de cisalhamento
por junta simples (single-lap shear) mostrou que o aumento na porcentagem em
massa de partículas promovia um aumento nas propriedades de cisalhamento até a
porcentagem limite de aproximadamente 7-8%. O compósito com 2,5% em massa de
nanopartículas de alumina obteve a maior resistência ao cisalhamento.
2.6.4 Adição de Micropartículas na Superfície da Fibra
Cao e Cameron (2006a) testaram a resistência ao impacto de compósito híbrido
de matriz epóxi reforçado por fibras de vidro com a adição de micropartículas de sílica
sobre a superfície da fibra. Foram fabricadas e testadas amostras com e sem pré-
tensionamento da fibra. Os resultados mostraram um efeito positivo no aumento da
energia de impacto absorvida quando as partículas foram adicionadas na fibra pré-
tensionada (aumento de aproximadamente 100%). Isto garantiu uma distribuição
homogênea de partículas na superfície da fibra. Durante a propagação da trinca, as
partículas podem funcionar como barreiras ao longo da interface, devido a sua alta
resistência. A propagação da trinca necessita de um esforço adicional para ultrapassar
33
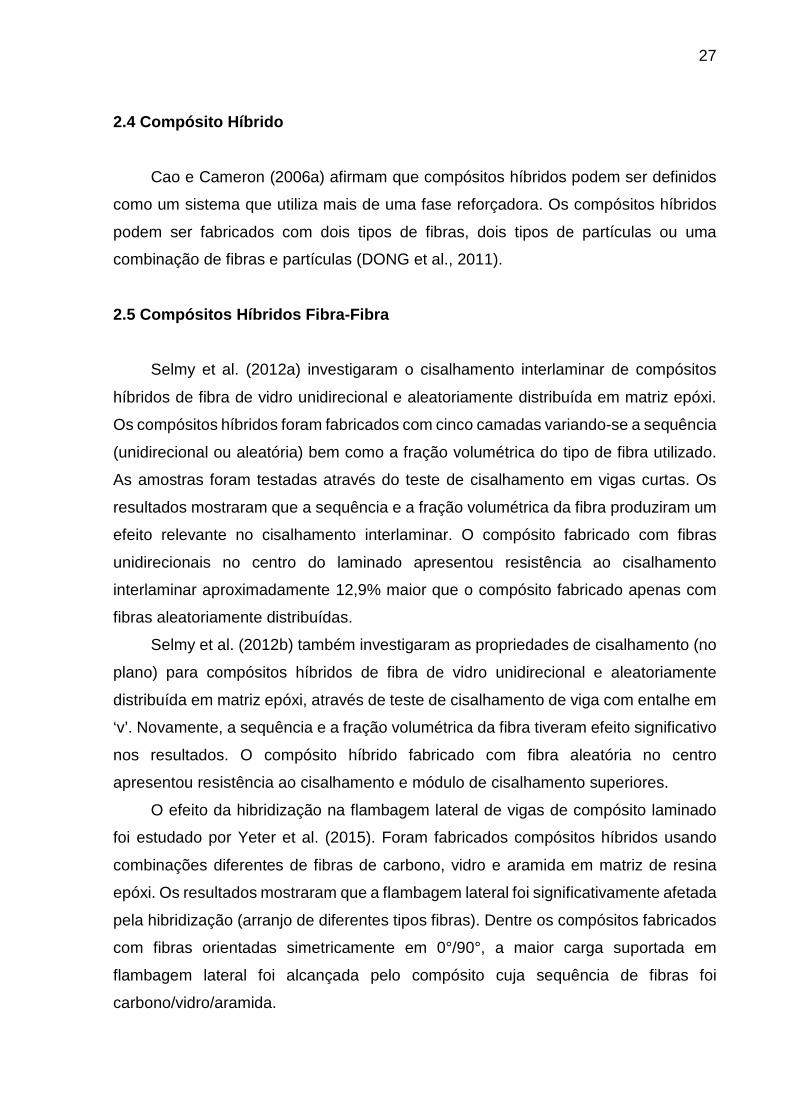
as interfaces fibra-partícula ou matriz-partícula. Esse efeito permitiu retardar o
crescimento da trinca nos compósitos híbridos e a elevar as propriedades mecânicas.
Figura 2.5 – Ilustração do desenvolvimento de trinca em compósito híbrido matriz/fibra/partícula (CAO e CAMERON, 2006a).
A resistência à flexão e o módulo de cisalhamento de compósito epóxi reforçado
por fibra de vidro com a inclusão de micropartículas de sílica também foram reportadas
por Cao e Cameron (2006b). A inclusão das partículas de sílica na superfície da fibra
produziu um aumento do atrito interlaminar, denominado por travamento mecânico
(interlocking), melhorando o nível de adesão, elevando assim as propriedades
mecânicas do compósito.
2.7 Testes de Cisalhamento
A resistência ao cisalhamento pode ser definida como a reação de um compósito
fabricado em camadas às forças externas que tendem a provocar o movimento
relativo entre as camadas.
Testes diferentes têm sido conduzidos para caracterizar a resistência ao
cisalhamento em compósitos reforçados por fibras. Nestes testes, a amostra é
submetida a um carregamento de modo a provocar a fratura do material por
cisalhamento. A tensão cisalhante suportada pela amostra é adotada como a
resistência ao cisalhamento (FAN et al., 2008).

34
2.7.1 Teste de Cisalhamento em Vigas Curtas
O teste de cisalhamento em vigas curtas (short beam shear) é o método mais
simples e mais comumente utilizado. Neste teste, a amostra é colocada sobre dois
apoios e a carga é aplicada diretamente no centro da amostra. A fratura por
cisalhamento é, então, provocada via ensaio de flexão. A norma ASTM D2344 (2013)
estabelece os parâmetros deste teste.
Figura 2.6 – Teste de cisalhamento em vigas curtas (ASTM D2344, 2013).
Segundo Chandrasekaran et al. (2010), o grande problema do teste de
cisalhamento em vigas curtas é que nem todas as amostras falham por cisalhamento
transversal como deveriam. Algumas amostras podem ser esmagadas no ponto de
aplicação da carga, outras podem se fraturar por carregamentos axiais, ou ainda pelo
efeito combinado dos três mecanismos.
2.7.2 Teste de Cisalhamento por Compressão
No teste de cisalhamento por compressão a amostra é fixada entre dois suportes
posicionados perpendicularmente ao plano da amostra (Figura 2.7). Um suporte se
movimenta em relação ao outro criando cisalhamento puro ao longo do plano central
da amostra até que ocorra a falha do material. A resistência ao cisalhamento é
determinada como a carga máxima suportada dividida pela área do plano onde ocorre
a falha (CHANDRASEKARAN et al., 2010).

35
Figura 2.7 – Teste de cisalhamento por compressão (CHANDRASEKARAN et al., 2010).
2.7.3 Teste de Cisalhamento por Junta Simples
O teste de cisalhamento por junta simples (single lap shear test) foi originalmente
desenvolvido para medir as características de colagem de adesivos utilizados em
juntas de plásticos reforçados (Figura 2.8). A amostra é levada a falhar por
cisalhamento na região de colagem, por meio da aplicação de forças trativas. Este
teste é normatizado pelas normas ASTM D3163-01 e D5868-01.
Figura 2.8 – Junta simples.
De acordo com a norma ASTM D3163-01, a resistência aparente ao
cisalhamento é definida como a tensão de cisalhamento máxima (τ), calculada com
base na força máxima à tração (F) e na área de adesão da junta simples (A), conforme
a Equação 2.2.
= �⁄ (2.2)
Variações nas superfícies aderentes, bem como nas propriedades da camada
que liga essas superfícies, são detectadas no cisalhamento da junta simples. Por esse

36
motivo, este método será utilizado neste trabalho para investigar o efeito da inclusão
de micropartículas cerâmicas na interface fibra-matriz (interlaminar) de compósito de
resina epóxi reforçado por fibras de vidro. O efeito será investigado através da
resposta do compósito em termos da resistência aparente ao cisalhamento.
2.8 Planejamento e Análise de Experimentos
A pesquisa experimental consiste em uma série de testes envolvendo mudanças
apropriadas nas variáveis de entrada de um processo com a finalidade de identificar
as implicações (efeitos) destas mudanças nas variáveis-respostas. Experimentos mal
planejados apresentam pouca, ou nenhuma, informação útil para a pesquisa científica
(DRUMOND, 2003). O planejamento e a organização da pesquisa experimental deve,
então, seguir métodos que possibilitem uma avaliação adequada dos resultados
obtidos através de inferências estatísticas com um nível de significância aceitável
(VIEIRA, 2006). Segundo Button (2012), o planejamento de experimentos pode ser
definido como um conjunto de ensaios estabelecidos através de critérios científicos e
estatísticos, os quais possibilitam identificar a influência de diversos fatores nas
respostas de um dado sistema ou processo.
2.8.1 Planejamento Fatorial
O planejamento fatorial é definido como o método no qual todas as combinações
possíveis dos níveis que cada fator de influência são investigadas. Este método é
indicado para quando se deseja estudar o efeito de dois ou mais fatores de influência
(MONTGOMERY, 2005).
O planejamento fatorial mais simples e, portanto, mais comumente utilizado é
composto por “k" fatores, cada fator contendo apenas dois níveis (planejamento 2k)
(BUTTON, 2012). Neste planejamento, a combinação dos níveis, alto (+) e baixo (-),
de todos os fatores resulta em 2k condições experimentais. A Tabela 2.5 apresenta
uma matriz de planejamento genérica do tipo 2k.
37
Tabela 2.5 – Matriz de planejamento genérica do tipo 2k.
CONDIÇÕES FATORES
A B ... k 1 - - ... - 2 + - ... - 3 + + ... - ... ... ... ... ... 2k + + ... +
Se para cada condição “n” réplicas ou repetições são realizadas, o número total
de amostras “z” do experimento é então dado pela equação 2.2.
= � × 2� (2.3)
A adoção de réplicas no experimento é importante na estimativa do erro
experimental na resposta de cada fator. A extensão desse erro é importante para
inferência de efeitos significativos que podem ser atribuídos à ação dos fatores
(DRUMOND, 2003).
2.8.2 Análise de Variância
A análise de variância (ANOVA) consiste em um método estatístico utilizado para
testar a igualdade entre várias médias através da variabilidade total dos dados
(MONTGOMERY, 2005). A influência ou o efeito de vários fatores pode ser detectada
à partir desta análise, assim como a interação entre estes fatores. A hipótese nula
postula que as médias dos fatores são iguais, enquanto que a hipótese alternativa
considera que pelo menos uma média é diferente.
Segundo Montgomery (2005), os resultados da análise de variância são
apresentados sob a forma de uma tabela. Gráficos de interação e/ou efeitos principais
são utilizados na interpretação dos resultados. Interação existe quando a variação da
média da resposta depende da combinação de fatores. Os gráficos de efeitos
principais são usados para comparar as variações na média da resposta causados
por fatores cujos níveis afetam a resposta (WERKEMA e AGUIAR, 1996).

38
Figura 2.9 – Exemplos (a) gráfico de interação e (b) gráfico de efeitos principais (MINITAB).
O efeito principal de um fator deve ser interpretado individualmente apenas se
não há evidência de que o fator interage com outros fatores. Quando um ou mais
efeitos de interação são significativos, os fatores que interagem podem ser
considerados conjuntamente (SILVA et al., 2012c).
A presença de efeitos significativos em uma análise de variância é comumente
identificada através do P-valor (P-value). O P-valor representa o menor nível de
significância (α) que possibilitaria a rejeição da hipótese nula. O coeficiente de
determinação R² é outro parâmetro utilizado na análise de variância. Este índice é
interpretado como a proporção da variabilidade nos dados a qual o modelo estatístico
da ANOVA consegue processar. O coeficiente de determinação ajustado (R²adj.) é
uma variação mais conservadora do “R²” e reflete o número de fatores no modelo.
Quanto mais próximo de 1 for o valor de R² (ou R² adj.) melhor será a representação
dos dados pelo modelo estatístico da ANOVA (MONTGOMERY, 2005).
Na análise de variância, os dados de entrada, bem como os erros aleatórios
associados ao experimento, são assumidos normal e independentemente
distribuídos. Uma forma de verificar essa suposição é através dos resíduos da análise
estatística. Um histograma desses dados apresenta distribuição normal centrada em
zero, como apresentado na Figura 2.10. Desvios da normalidade são potencialmente
sérios na análise de variância e necessitam de investigação mais detalhada
(MONTGOMERY, 2005).

39
Figura 2.10 – Exemplo gráfico de resíduos (MINITAB).
O teste estatístico de Anderson-Darling utiliza os resíduos gerados na análise
de variância e permite verificar as condições de normalidade de uma forma
quantitativa. Neste caso, se o P-valor for superior a 0,05, assume-se que os dados
experimentais seguem uma distribuição normal, validando o planejamento fatorial
realizado. Neste trabalho, os resíduos serão avaliados via gráfico 4 em 1, como
apresentado na Figura 2.10, e também pelo cálculo do P-valor utilizando o teste de
normalidade por Anderson-Darling.

CAPÍTULO 3
MATERIAIS E MÉTODOS
3.1 Materiais
Os compósitos foram constituídos de uma matriz polimérica reforçada por fibra
de vidro e dois tipos de partículas cerâmicas. As principais características e
propriedades destes materiais são apresentadas a seguir.
3.1.1 Matriz Polimérica
A fase matriz consistiu da mistura de resina epóxi RenLam® M (formulada à base
de Bisfenol A) com o endurecedor Aradur HY 951, ambos fabricados pela empresa
Hunstaman Brasil. A proporção resina-endurecedor, em massa, estabelecida pelo
fabricante é de 100 partes de resina para 10 partes de endurecedor (10:1). A Tabela
3.1 apresenta as principais propriedades físicas da resina e do endurecedor.
Tabela 3.1 – Propriedades físicas da resina e endurecedor (Fonte: Huntsman).
PROPRIEDADES FÍSICAS RENLAM® M
Estado Físico Líquido Cor Incolor Viscosidade a 25 °C 1000 - 2000 [mPa.s] Densidade a 20 °C 1,10 – 1,15 [g/cm3] Teor Epóxi 4,15 - 4,30 [Eq/kg]
PROPRIEDADES FÍSICAS ARADUR® HY 951
Aspecto Líquido Cor Amarelo Viscosidade a 25 °C 10 - 20 [mPa.s] Densidade a 25 °C 0,97 - 0,99 [g/cm3]
3.1.2 Fibra de Vidro
O tecido de fibra de vidro do tipo “E” foi utilizado como fase reforçadora. O tecido
foi fornecido pela empresa Resimplast (Brasil).
Tecidos de duas gramaturas diferentes, 200 g/m² e 600 g/m², foram utilizadas no
experimento (ver Figura 3.1).

41
Figura 3.1 – Tecidos de fibra de vidro: (a) 200 g/m² e (b) 600 g/m².
3.1.3 Partículas Cerâmicas
Micropartículas de sílica (Figura 3.2a) e cimento (Figura 3.32b) foram utilizadas
como segunda fase reforçadora para formação do material compósito híbrido. As
partículas de sílica foram fornecidas pela empresa Moinhos Gerais Ltda (Brasil),
enquanto que as partículas de cimento Portland do tipo CP V ARI foram fabricadas
pela empresa Holcim (Brasil). Ambas partículas foram classificadas por peneiramento
entre as faixas granulométricas 325 US-Tyler (44µm) e 400 US-Tyler (37µm).
Figura 3.2 – Partículas cerâmicas: (a) Sílica e (b) Cimento.
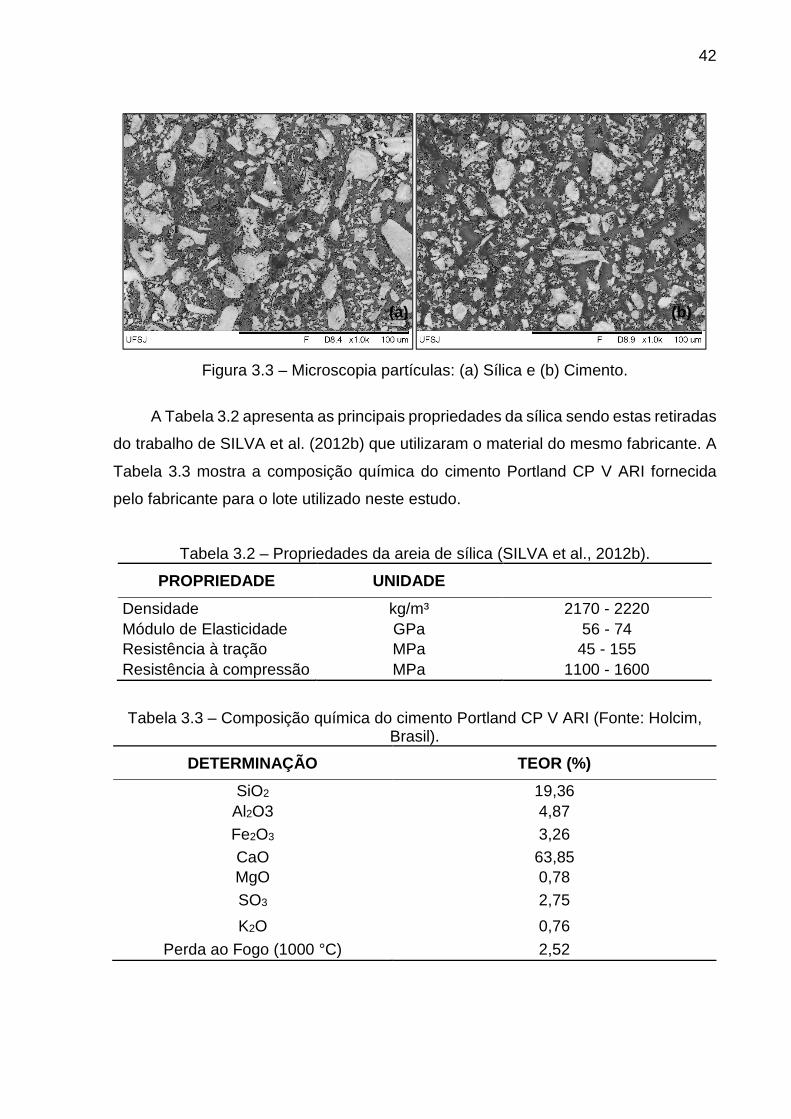
A Figura 3.3 mostra as imagens obtidas por microscopia eletrônica de varredura
com ampliação de 1000x para as partículas de sílica e cimento. Observa-se que
ambas partículas exibem geometrias facetadas e angulares proveniente do tratamento
mineral de cominuição na etapa de moagem.
(b) (a)
(b) (a)
42
Figura 3.3 – Microscopia partículas: (a) Sílica e (b) Cimento.
A Tabela 3.2 apresenta as principais propriedades da sílica sendo estas retiradas
do trabalho de SILVA et al. (2012b) que utilizaram o material do mesmo fabricante. A
Tabela 3.3 mostra a composição química do cimento Portland CP V ARI fornecida
pelo fabricante para o lote utilizado neste estudo.
Tabela 3.2 – Propriedades da areia de sílica (SILVA et al., 2012b).
PROPRIEDADE UNIDADE
Densidade kg/m³ 2170 - 2220 Módulo de Elasticidade GPa 56 - 74 Resistência à tração MPa 45 - 155 Resistência à compressão MPa 1100 - 1600
Tabela 3.3 – Composição química do cimento Portland CP V ARI (Fonte: Holcim, Brasil).
DETERMINAÇÃO TEOR (%)
SiO2 19,36 Al2O3 4,87 Fe2O3 3,26 CaO 63,85 MgO 0,78 SO3 2,75
K2O 0,76
Perda ao Fogo (1000 °C) 2,52
(b) (a)

43
3.2 Planejamento Fatorial
A presença de travamento mecânico fibra-matriz proporcionado pela adição das
partículas cerâmicas no compósito híbrido foi avaliado através de um planejamento
fatorial completo (2³) contendo três fatores e dois níveis experimentais cada. O
primeiro fator, tipo de tecido de fibra de vidro, possui os níveis gramatura 200 g/m² e
gramatura 600 g/m². O segundo fator, tipo de partícula, possui os níveis partículas de
sílica e partículas de cimento. O terceiro fator, porcentagem em massa de partículas,
possui os níveis 2,5 e 5%. Duas condições de referência, “REF1” e “REF2”, foram
fabricadas sem a adição de partículas e testadas para uma avaliação comparativa.
A Tabela 3.4 apresenta a combinação de todos os fatores e níveis, totalizando
oito condições experimentais mais duas condições de referência. Considerando um
mínimo de três corpos de prova para cada condição e a adoção de duas réplicas, 60
corpos de prova foram fabricados e testados sob cisalhamento via carregamento de
tração.
Tabela 3.4 – Condições experimentais.
CONDIÇÃO GRAMATURA DA FIBRA
TIPO DE PARTÍCULA
PORCENTAGEM DE PARTÍCULA
REF1 200 -- 0,0%
C1 200 Sílica 2,5% C2 200 Sílica 5,0% C3 200 Cimento 2,5% C4 200 Cimento 5,0%
REF2 600 -- 0,0%
C5 600 Sílica 2,5% C6 600 Sílica 5,0% C7 600 Cimento 2,5% C8 600 Cimento 5,0%
3.3 Fabricação
Os itens subsequentes mostram a fabricação das juntas simples por meio de
sobreposição de dois laminados.

44
3.3.1 Preparação do Material
Os tecidos de fibra de vidro foram previamente cortados em aproximadamente
101,6 x 101,6 mm (Figura 3.4). As partículas cerâmicas foram secadas por 24 horas
em forno à aproximadamente 50 °C, e resfriados dentro de um dessecador para
posterior utilização, evitando absorção de umidade do ambiente.
Figura 3.4 – Tecidos de fibra de vidro cortado: (a) 200 g/m² e (b) 600 g/m².
3.3.2 Fabricação do Laminado
Cinco cortes de tecido de fibra de vidro foram incialmente pesados para obtenção
da massa de fibra no compósito (Figura 3.5a). Essa massa foi convertida em volume
utilizando-se a densidade da fibra (2,54 g/cm3) encontrada na literatura. A relação em
volume 50% de matriz e 50% de fibra foi adotada para todas as condições
experimentais. O volume de matriz foi então calculado e convertido em massa de
matriz. A proporção, em massa, de resina-endurecedor (10:1) foi mantida constante
durante a fabricação das amostras (Figura 3.5b e c).
Figura 3.5 – Pesagem das fases constituintes (a) fibra, (b) resina e (c) endurecedor
O compósito foi fabricado através de laminação manual (Hand Lay-up) sobre
placas de vidro. Tecidos Armalon (antiaderente) foram utilizados sobre as placas para
(b) (a)
(a) (b) (c)

45
facilitar a desmoldagem do material. A matriz, formada pela combinação de resina e
endurecedor, foi misturada por cinco minutos para garantir homogeneidade. A mistura
foi, então, utilizada para laminar os cinco cortes de tecidos de fibra de vidro formando
o primeiro laminado do material compósito (Figura 3.6a). Sobre a última camada de
tecido de fibra de vidro foi aplicada a matriz acrescida de partículas cerâmicas,
formando um compósito híbrido, em uma faixa de largura de 25,4 mm (1 pol) conforme
recomendações da norma ASTM D5868 (Figura 3.6b). A massa de matriz utilizada
para colagem dos laminados foi calculada proporcionalmente a esta área de contato.
A massa de partículas foi calculada baseada nesta quantidade de matriz e na
respectiva porcentagem em massa da condição experimental. Matriz e partículas
foram misturadas por cinco minutos, antes da aplicação, para garantir
homogeneidade.
Subsequentemente, um segundo compósito, contendo cinco camadas de tecido
de fibra de vidro, foi laminado sobreposto à área contendo partículas cerâmicas,
obtendo assim uma junta simples. O mesmo procedimento de fabricação do primeiro
laminado foi adotado (Figura 3.6c). Uma chapa de alumínio de 0,8 mm de espessura,
recoberta por Armalon, foi utilizada como apoio para a sobreposição dos laminados
do compósito a fim de garantir a planicidade do laminado superior (Figura 3.6d).
Figura 3.6 – Fabricação das amostras: (a) laminado inferior, (b) área de contato contendo partículas, (c) sobreposição do laminado superior e obtenção da junta
simples, (d) chapa de alumínio, (e) tecido Armalon e (f) proteção com placa de vidro.
(a) (b) (c)
(d) (e) (f)
46
O compósito foi então recoberto por Armalon (Figura 3.6e) e protegido por uma
placa de vidro (Figura 3.6f).
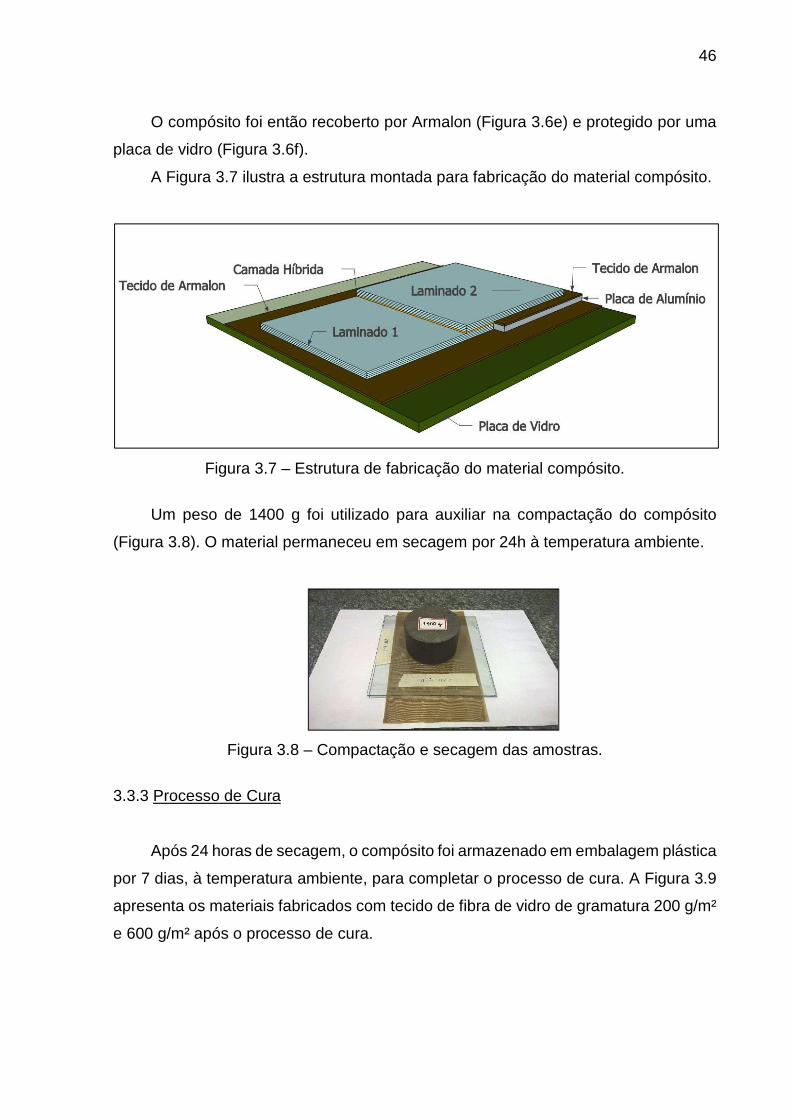
A Figura 3.7 ilustra a estrutura montada para fabricação do material compósito.
Figura 3.7 – Estrutura de fabricação do material compósito.
Um peso de 1400 g foi utilizado para auxiliar na compactação do compósito
(Figura 3.8). O material permaneceu em secagem por 24h à temperatura ambiente.
Figura 3.8 – Compactação e secagem das amostras.
3.3.3 Processo de Cura
Após 24 horas de secagem, o compósito foi armazenado em embalagem plástica
por 7 dias, à temperatura ambiente, para completar o processo de cura. A Figura 3.9
apresenta os materiais fabricados com tecido de fibra de vidro de gramatura 200 g/m²
e 600 g/m² após o processo de cura.

47
Figura 3.9 – Material compósito após cura: (a) com fibra 200 g/m² e (b) com fibra 600 g/m².
3.3.4 Corpos de Prova
Seguindo as recomendações da norma ASTM D5868, o compósito foi cortado
nas dimensões mostradas na Figura 3.10. A junta de contato tem uma área de 645,16
mm2. A Figura 3.11 mostra os corpos de prova fabricados com os tecidos de
gramatura 200 g/cm2 (a) e 600 g/cm2 (b).
Figura 3.10 – Dimensões do Corpo de Prova.
Figura 3.11 – Corpos de prova com tecidos de gramatura (a) 200 g/m² e (b) 600 g/m².
(b) (a)
(b) (a)

48
3.4 Ensaio de Cisalhamento por Tração
Uma máquina de ensaio mecânico universal SHIMADZU® AG-X Plus (Figura
3.12), com célula de carda de 100 kN, foi utilizada para testar os corpos de prova sob
carregamento de cisalhamento via esforços de tração. O ensaio foi realizado
utilizando-se a velocidade de 1 mm/min. Os dados de força e deslocamento, bem
como a força máxima para cada corpo de prova, foram registrados e extraídos para
análise.
Figura 3.12 – Ensaio de tração - Máquina de ensaios SHIMADZU.

CAPÍTULO 4
RESULTADOS
A Tabela 4.1 apresenta a média das variáveis respostas, força máxima,
resistência ao cisalhamento aparente e resistência adesiva, para a réplica 1 e 2 dos
compósitos híbridos e das condições de referência.
Tabela 4.1 – Resultados médios para as réplicas 1 e 2.
FORÇA MÁXIMA (N) RESISTÊNCIA AP. AO CISALHAMENTO (MPa)
RESISTÊNCIA ADESIVA (N/mm)
CONDIÇÃO RÉPLICA 1 RÉPLICA 2 RÉPLICA 1 RÉPLICA 2 RÉPLICA 1 RÉPLICA 2
REF1 2307,88 2229,11 3,38 3,27 1847,97 1664,27
C1 2464,41 2449,95 3,63 3,53 2300,28 2255,83 C2 2918,15 2876,37 4,38 4,18 2284,00 2398,27 C3 2344,61 2230,89 3,52 3,15 2101,80 2152,50 C4 3177,08 3078,13 4,72 4,58 2208,20 2341,90
REF2 2264,10 2247,18 3,23 3,41 2271,37 2154,30
C5 1950,65 2061,72 2,77 3,01 2102,30 2131,97 C6 2839,42 2678,78 4,04 4,04 2352,50 2354,93 C7 2975,74 2864,65 4,35 4,21 2273,33 2167,53 C8 3350,26 3098,16 4,95 4,60 2481,53 2455,57
A resistência aparente ao cisalhamento foi adotada como sendo a tensão de
cisalhamento máxima, determinada através da Equação 2.2.
As Figura 4.1 e Figura 4.2 apresentam os gráficos “Força x Deslocamento”
obtidos no ensaio de tração para os compósitos híbridos e condições de referência.
Para cada condição é apresentada uma curva característica. Os gráficos mostram a
presença de dois comportamentos diferentes. A primeira região está contida num
intervalo de forças entre 0 N e ±1000 N, e a segunda acima destes valores. A
resistência adesiva foi calculada a partir da inclinação da curva força versus
deslocamento no intervalo entre 20 e 200 N, a fim de sistematizar as medições e evitar
anormalidade dos resultados.

50
Figura 4.1 – Gráfico Força x Deslocamento para compósitos fabricados com tecido de gramatura 200 g/m².
Figura 4.2 – Gráfico Força x Deslocamento para compósitos fabricados com tecido de gramatura 600 g/m².
A Tabela 4.2 apresenta a Análise de Variância (ANOVA) das respostas médias
obtidas pelos compósitos híbridos. Um nível de confiança de 95% foi adotado (P-valor
0
1000
2000
3000
4000
0 0,5 1 1,5 2 2,5 3
FOR
ÇA
[N
]
DESLOCAMENTO [mm]
COMPÓSITOS COM FIBRA DE 200 g/m²
C1 (Sílica2,5%)
C2 (Sílica5%)
C3 (Cimento2,5%)
C4 (Cimento5%)
REF1
0
1000
2000
3000
4000
0 0,5 1 1,5 2 2,5 3
FOR
ÇA
[N
]
DESLOCAMENTO [mm]
COMPÓSITOS COM FIBRA DE 600 g/m²
C5 (Sílica2,5%)
C6 (Sílica5%)
C7 (Cimento2,5%)
C8 (Cimento5%)
REF2

51
≤ 0,05). P-valores sublinhados mostram os fatores que apresentaram interação
significativa entre si, os quais serão analisados através de gráficos de interação.
Quando interações de ordem superior são significativos, os fatores individuais, mesmo
que significativos, podem ser avaliados conjuntamente (SILVA et al., 2012c). Os P-
valores, obtidos via teste de normalidade por Anderson-Darling, estão apresentados
e exibem valores superiores a 0,05 validando, portanto, a ANOVA. Os valores do
coeficiente de determinação R²(adj), calculados na análise de variância, são
apresentados na Tabela 4.2 e variaram entre 79,41% e 94,97%.
Tabela 4.2 – Análise de Variância (ANOVA). P-VALOR ≤ 0.05
FATORES FORÇA MÁXIMA
RESISTÊNCIA AP. AO CISALHAMENTO
RESISTÊNCIA ADESIVA
Efe
itos
Prin
cipa
is Gramatura Fibra
(GF) 0,474 0,670 0,243
Tipo de Partícula (TP)
0,000 0,000 0,992
Porcentagem Partícula (PP)
0,000 0,000 0,000
Inte
raçã
o GF*TP 0,000 0,000 0,004 GF*PP 0,265 0,274 0,037 TP*PP 0,799 0,889 0,406 GF*TP*PP 0,002 0,004 0,523
Anderson-Darling (P-valor≥0.05)
0,572 0,835 0,886
R² (adj) % 94,97 93,87 79,41
4.1 Força Máxima
Os resultados de força máxima variaram entre 1247,26 e 4057,71 N. O efeito de
interação de terceira ordem foi significativo apresentando um P-valor de 0,002 (ver
Tabela 4.2). O valor do coeficiente de determinação (94,97) mostra uma elevada
correlação entre os resultados e o modelo estatístico da ANOVA.
A Figura 4.3 apresenta o gráfico de resíduos para a força máxima. O gráfico
mostra um comportamento normal e independente dos resíduos, com média centrado
em zero. Pode-se inferir, portanto, que os dados de entrada, bem como os erros
associados ao experimento, se mostram adequados às exigências da Análise de

52
Variância (MONTGOMERY, 2005). O teste de Anderson-Darling exibiu um P-valor
superior a 0,05 (0,572), comprovando a normalidade dos dados avaliados.
Figura 4.3 – Gráfico de resíduos para força máxima.
O gráfico de interação “Gramatura da Fibra x Tipo de Partícula x Porcentagem
de Partícula” sobre a média da força máxima é apresentado na Figura 4.4. O
comportamento apresentando pela força máxima e resistência aparente ao
cisalhamento (tensão máxima) em relação aos fatores experimentais são similares,
uma vez que a tensão é produto da força (Equação 2.2). Por esse motivo, uma única
discussão de resultados será apresentada no item subsequente.
Figura 4.4 – Gráfico do efeito de interação sobre a média da força máxima.
3300
3000
2700
2400
2100
600200
3300
3000
2700
2400
2100CimentoSílica
Gram. Fibra * Tipo Part.
Gram. Fibra * Porc. Part.
Gram. Fibra
Tipo Part. * Porc. Part.
Tipo Part.
Sílica
Cimento
Tipo Part.
2.5
5
Part.
Porc.
Méd
ia d
a F
orç
a M
áxim
a (
N)
Fitted Means
REF1 REF2

53
4.2 Resistência Aparente ao Cisalhamento (tensão má xima)
Os resultados para resistência aparente ao cisalhamento variaram entre 1,81 e
5,96 MPa. O efeito de interação de terceira ordem apresentou um P-valor de 0,004 e
coeficiente de determinação R²(adj) de 93,87% (ver Tabela 4.2). A normalidade e
independência dos resíduos evidenciada na Figura 4.5 valida a ANOVA para esta
variável-resposta. O teste de normalidade via Anderson-Darling para os resíduos
exibe um P-valor de 0,835, o que valida a ANOVA.
Figura 4.5 – Gráfico de resíduos para resistência aparente ao cisalhamento.
A Figura 4.6 apresenta o gráfico de interação “Gramatura da Fibra x Tipo de
Partícula x Porcentagem de Partícula” sobre a média da resistência aparente ao
cisalhamento. Duas linhas horizontais correspondendo às condições de referência 1
(linha verde, esquerda) e referência 2 (linha laranja, direita) foram adicionadas ao
gráficos de interação. Em geral, a incorporação de partículas cerâmicas na fase matriz
foi capaz de elevar a resistência aparente ao cisalhamento. O nível de tensão aumenta
36,4% quando partículas de cimento são dispersas na fase matriz do compósito
fabricado com tecido de fibra de vidro de 600 g/m² (Figura 4.6a). Em contrapartida, a
inclusão de partículas de sílica alcançou níveis superiores de tensão quando os
compósitos híbridos foram fabricados com tecido de fibra de vidro de 200 g/m² (Figura
4.6a).

54
A Figura 4.6b mostra um aumento percentual em torno de 33% ao se incorporar
5% em massa de partículas cerâmicas no compósito, quando comparado às
condições de referência (sem adição de partículas). Os tipos de tecido de fibra de
vidro não sofreram variações significativas quando a mesma quantidade de partículas
foi adicionada no sistema.
A mudança na porcentagem de partículas adicionadas ao compósito, de 2,5 para
5% em massa, levou a uma melhoria na resistência aparente ao cisalhamento (28,6%
para a adição de partículas de sílica e 23,7% para as partículas de cimento), como
mostrado na Figura 4.6c. O compósito fabricado com a adição de 2,5% em massa de
partículas de sílica não atingiu resistência superior às condições de referência. O uso
de partículas de cimento proporcionou uma resistência superior quando comparada a
inclusão de partículas de sílica. Tal comportamento pode ser atribuído ao efeito de
travamento mecânico (interlocking) proporcionado pela inclusão das partículas
cerâmicas, bem como a um aumento da resistência mecânica da fase matriz,
principalmente quando partículas de cimento são combinadas com o polímero epóxi,
como reportado por Panzera et al. (2010). A condição C8 (compósito fabricado com
fibra de vidro de 600 g/m² e 5% de partículas de cimento) alcançou a maior força e
resistência aparente ao cisalhamento (ver Tabela 4.1).
Figura 4.6 – Gráfico do efeito de interação sobre a média da resistência aparente ao cisalhamento.
4,8
4,4
4,0
3,6
3,2
600200
4,8
4,4
4,0
3,6
3,2
CimentoSílica
Gram. Fibra * Tipo Part.
Gram. Fibra * Porc. Part.
Gram. Fibra
Tipo Part. * Porc. Part.
Tipo Part.
Sílica
Cimento
Tipo Part.
2.5
5
Part.
Porc.
Méd
ia d
a R
esi
stên
cia A
pare
nte
ao
Cis
alh
am
en
to (
MP
a)
Interaction Plot for Tensão Máx. (MPa)
REF1 REF2
36,4%
18,3%
32,8%34,3%
23,7%
28,6%
(b)
(a)
(c)

55
4.3 Resistência Adesiva (relação força-deslocamento )
As Figura 4.7 e Figura 4.8 apresentam a inclinação das curvas “Força x
Deslocamento”, compreendida entre 20 e 200 N. Para cada condição (compósitos
híbridos e condição de referência) é apresentada uma curva característica. Os
compósitos fabricados com tecido de fibra de vidro de gramatura 200 g/m² são
apresentados na Figura 4.7 e os fabricados com gramatura 600 g/m² são
apresentados na Figura 4.8.
Figura 4.7 – Inclinação da curva Força x Deslocamento para compósitos fabricados com tecido de gramatura 200 g/m².
y = 2297,5x - 6,3388R² = 0,9999
y = 2384x - 4,8371R² = 0,9995
y = 2039,2x - 3,7238R² = 0,9997
y = 2221,4x - 4,4701R² = 0,9998
y = 1985,3x - 24,579R² = 0,9976
0
50
100
150
200
250
0 0,05 0,1 0,15
FOR
ÇA
[N
]
DESLOCAMENTO [mm]
COMPÓSITOS COM FIBRA DE 200 g/m²
C1 (Sílica2,5%)
C2 (Sílica 5%)
C3 (Cimento2,5%)
C4 (Cimento5%)
REF1

56
Figura 4.8 – Inclinação da curva Força x Deslocamento para compósitos fabricados com tecido de gramatura 600 g/m².
A resistência adesiva dos compósitos híbridos e de referência variaram entre
1482,5 e 2962,5 N/mm. Duas interações de segunda ordem foram significativas
apresentando P-valor de 0,004 e 0,037 (ver Tabela 4.2). A Figura 4.9 apresenta os
comportamentos dos resíduos para a resistência adesiva os quais permitem validar a
ANOVA, assim como o P-valor (0,886) obtido no teste de Anderson-Darling.
Figura 4.9 – Gráfico de resíduos para resistência adesiva.
y = 2014,1x + 1,7734R² = 0,9993
y = 2349,2x - 0,1653R² = 0,9995
y = 2218,5x + 1,3037R² = 0,9992
y = 2616,7x - 4,1524R² = 0,9997
y = 2159x + 2,6486R² = 0,9995
0
50
100
150
200
250
0 0,05 0,1 0,15
FOR
ÇA
[N
]
DESLOCAMENTO [mm]
COMPÓSITOS COM FIBRA DE 600 g/m²
C5 (Sílica2,5%)
C6 (Sílica5%)
C7 (Cimento2,5%)
C8 (Cimento5%)
REF2

57
A Figura 4.10 apresenta o gráfico efeito de interação para os fatores “Gramatura
da Fibra e Tipo de partícula”. A incorporação de partículas cerâmicas proporcionou
aumento na resistência adesiva do material compósito quando comparado com as
condições de referência. O efeito das partículas de sílica foi mais evidente quando as
mesmas foram incluídas em compósito fabricado com fibra de vidro de 200 g/m². Por
outro lado, a inclusão de partículas de cimento no compósito fabricado com fibra de
vidro 600 g/m² acarretou em resistência adesiva superior. Duas linhas horizontais
correspondentes a condição de referência 1 (linha verde, esquerda) e condição de
referência 2 (linha laranja, direita) foram adicionadas aos gráficos da Figura 4.10 e
Figura 4.11. Uma variação significativa de aproximadamente 26% foi verificada entre
as condições de referência, o que significa que a resistência adesiva é amplamente
afetada pelo fator “Gramatura da fibra”.
Figura 4.10 – Gráfico efeito de interação Gramatura da fibra x Tipo de partícula sobre a média da resistência adesiva.
A Figura 4.11 apresenta o gráfico efeito de interação para os fatores “Gramatura
da fibra e Porcentagem de partículas”. O nível mais alto de adição de partículas (5%
em massa) atingiu resistência adesiva superior às condições de referência e o nível
inferior de adição (2,5% em massa), principalmente quando o compósito foi fabricado
com fibra de gramatura 600 g/m². Contudo, o efeito de ganho em resistência adesiva
foi mais evidente (31,4%) quando a fibra de vidro de gramatura 200 g/m² foi utilizada.
É notado que o nível inferior de 2,5% em massa de adição de partículas provocou
600200
2400
2300
2200
2100
2000
1900
1800
Gram. Fibra * Tipo Part.
Gram. Fibra
Méd
ia d
a R
esi
stên
cia
Ad
esi
va
(N/m
m) Sílica
Cimento
Tipo Part.
Fitted Means
REF2
REF1
5,95%
25,3%
31,5%
26%

58
uma redução na resistência adesiva quando comparada à condição de referência
(sem partículas) para compósitos fabricados com fibra de vidro de 600 g/m². Por outro
lado, a adição de 2,5% em massa de partículas cerâmicas levou a um aumento de
mais de 25% em resistência adesiva para os compósitos fabricados com tecido de
fibra de vidro de 200 g/m².
Figura 4.11 – Gráfico de interação Gramatura da fibra x Porcentagem de partícula sobre a média da resistência adesiva.
4.4 Análise Microestrutural
As Figura 4.12 e Figura 4.13 apresentam imagens obtidas por microscopia
eletrônica de varredura, com ampliação de 1500x, para as juntas contendo compósitos
híbridos fabricados com partículas de sílica e cimento, respectivamente. As imagens
mostram a deposição das partículas não apenas sobre a superfície das fibras de vidro,
mas também nos espaçamentos entre elas. Esta penetração das partículas no tecido
pode revelar o efeito de travamento do movimento relativo de translação entre lâminas
por cisalhamento, principalmente quando um tecido cross-ply é utilizado, ou seja, as
fibras orientadas a 90º podem funcionar como barreiras durante a deformação da fase
matriz-reforçada. Este mecanismo de aderência está em concordância com aquele
sugerido por Cao e Cameron (2006).
600200
2500
2400
2300
2200
2100
2000
1900
1800
Gram. Fibra * Porc. Part.
Gram. Fibra
Méd
ia d
a R
esi
stên
cia
Ad
esi
va (
N/m
m)
2.5
5
Part.
Porc.
Fitted Means
REF1
REF2
26%25,4%
31,4%

59
Figura 4.12 – Partículas de sílica na superfície das fibras de vidro (C6).
Figura 4.13 – Partículas de cimento na superfície das fibras de vidro (C8).

60
4.5 Discussão Geral
Os resultados revelaram que as inclusões de micropartículas cerâmicas foram
capazes de aumentar a resistência aparente ao cisalhamento e resistência adesiva
de compósitos híbridos reforçados por fibra de vidro. Este fenômeno pode ser
atribuído ao efeito de travamento físico (mechanical interlocking) promovido pelas
partículas, principalmente aquelas embutidas no tecido. A rugosidade das partículas
pode aumentar o atrito entre as fases fibra-matriz, aumentando a adesão entre as
mesmas, o que está de acordo com as discussões apresentadas por Cao e Cameron
(2006); Detomi et al. (2014); e Santos et al. (2015).
Os resultados ainda demostraram que a quantidade de partículas adicionadas
afeta significativamente a resistência adesiva, proporcionando um travamento
mecânico fibra-matriz superior. Os compósitos fabricados com adição de partículas
cerâmicas ao nível de 5%, em massa, obtiveram valores maiores de resistência ao
cisalhamento e resistência adesiva do que as condições de referência (sem adição de
partículas), bem como os compósitos fabricados com adição de 2,5%.
Finalmente, a melhoria da resistência adesiva pôde ser alcançada através do
uso de partículas cerâmicas na região de contato em uma junta simples, o que pode
contribuir para entender melhor o efeito da inclusão de partículas cerâmicas dentro de
materiais compósitos híbridos.

CAPÍTULO 5
CONCLUSÕES
As principais conclusões deste trabalho são:
i. A adição de partículas de cimento proporcionou à junta híbrida força máxima,
resistência aparente ao cisalhamento e resistência adesiva superiores àquelas
fabricadas com a adição de sílica e sem partículas.
ii. O fator “Gramatura da fibra de vidro” afetou significativamente a força
máxima, resistência aparente ao cisalhamento e resistência adesiva das juntas,
apresentando valores superiores para os compósitos fabricados com tecido de fibra
de vidro com gramatura de 600 g/m².
iii. A adição de 5% em massa de partículas cerâmicas melhorou a força
máxima, resistência aparente ao cisalhamento e resistência adesiva em até 30% em
comparação às condições de referência.
iv. A mudança na adição de partículas de 2,5 para 5% em massa proporcionou
aumento de até 20% na resistência aparente ao cisalhamento.
v. Valores superiores de resistência adesiva puderam ser alcançados através
de duas configurações: 5% de partículas de cimento e tecido de fibra de vidro de
gramatura de 600 g/m², ou 5% de partículas de sílica e tecido de fibra de vidro de
gramatura de 200 g/m².

62
REFERÊNCIAS
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM D2344/D2344M. Standard Test Method for Short-Beam Strength of Polymer Matrix Composite Materials and Their Laminates. 2013.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM D3163-01. Standard Test Method for Determining Strength of Adhesively Bonded Rigid Plastic Lap-Shear Joints in Shear by Tension Loading. 2014.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM D 5868-01. Standard Test Method for Lap Shear Adhesion for Fiber Reinforced Plastic (FRP) Bonding. 2014.
BUTTON, S. T. Metodologia para Planejamento Experimental e Anális e de Resultados . Campinas: Universidade Estadual de Campinas, 2012. 88p.
CALLISTER, W. D. Materials science and enginieering: an introduction . 7 ed. New York: John Wiley & Sons, 2007. 871p.
CANEVAROLO JR, S. V. Ciência dos Polímeros: um texto básico para tecnólo gos e engenheiros . 2 ed. São Paulo: Artliber Editora, 2006. 280p.
CAO, Y.; CAMERON, J. Flexural and Shear Properties of Silica Particle Modified Glass Fiber Reinforced Epoxy Composite. Journal of Reinforced Plastics and Composites . Vol.25, p.347-359, 2006b.
CAO, Y.; CAMERON, J. Impact Properties of Silica Particle Modified Glass Fiber Reinforced Epoxy Composite. Journal of Reinforced Plastics and Composites . Vol.25, p.761-769, 2006a.
CAO, Y.; CAMERON, J. The effect of Curing Conditions on the Properties of Silica Modified Glass Fiber Reinforced Epoxy Composite. Journal of Reinforced Plastics and Composites . Vol.26, p.41-50, 2007.
CHANDRASEKARAN, V. C. S.; ADVANI, S. G.; SANTARE, M. H. Role of processing on interlaminar shear strength enhancement of epoxy/glass fiber/multi-walled carbon nanotube hybrid composites. Carbon . Vol.48, p.3692-3699, 2010.
COTA, F. P.; PANZERA, T. H.; SCHIAVON, M. A.; CHRISTOFORO, A. L.; BORGES, P. H. R.; BOWEN, C.; SCARPA, F. Full Factorial Design Analysis of Carbon Nanotube Polymer-Cement Composites. Materials Research . Vol.15, p.573-580, 2012.
DANIEL, I. M.; ISHAI, O. Engineering mechanics of composite materials . New York: Oxford University Press, 1994. 395p.
DETOMI, A. C.; SANTOS, R. M.; FILHO, S. L. M. R.; MARTUSCELLI, C. C.; PANZERA, T. H.; SCARPA, F. Statistical effects of using ceramic particles in glass fibre reinforced composites. Materials and Design . Vol.55, p.463-470, 2014.

63
DOLATI, S.; FEREIDOON, A.; SABET, A. R. Hail impact damage behaviors of glass fiber reinforced epoxy filled with nanoclay. Journal of Composites Materials . Vol.48, p.1241-1249, 2014.
DONG, Y.; CHAUDHARY, D; PLOUMIS, C.; KIN-TAK, L. Correlation of mechanical performance and morphological structures of epoxy micro/nanoparticulate composites. Composites Part A: Applied Science and Manufacturin g. Vol.42, p.1483-1492, 2011.
DRUMOND, F. B. Metodologia de Otimização de Processos . Belo Horizonte: Departamento de Tecnologia Mineral do CDTN/CNEN, 1993.
FAN, Z.; SANTARE, M. H.; ADVANI, S. G. Interlaminar shear strength of glass fiber reinforced epoxy composites enhanced with multi-walled carbon nanotubes. Composites: Part A . Vol.39, p.540-554, 2008.
FU, S. Y.; FENG, X. Q.; LAUKE, B.; MAI, Y. W. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Composites: Part B . Vol.39, p.933-961, 2008.
GAO, X.; JENSEN, R. E.; MCKNIGHT, S. H.; GILLESPIE JR, J.W. Effect of colloidal silica on the strength and energy absorption of glass fiber/epoxy interphases. Composites: Part A . Vol.42, p.1738-1747, 2011.
GODARA, A.; GORBATIKH, L.; KALINKA, G.; WARRIER, A.; ROCHEZ, O.; MEZZO, L.; LUIZI, F.; VAN VUURE, A. W.; LOMOV, S. V.; VERPOEST, I. Interfacial shear strength of a glass fiber/epoxy bonding in composites modified with carbon nanotubes. Composites Science and Technology . Vol.70, p.1346-1352, 2010.
GODARA, A.; RAABE, D. Influence of fiber orientation on global mechanical behavior and mesoscale strain localization in a short glass-fiber-reinforced epoxy polymer composite during tensile deformation investigated using digital image correlation. Composites Science and Technology . Vol.67, p.2417-2427, 2007.
HAERY, H. A.; KIM, H. S. Damage of hybrid composite laminates. In: International Conference on Smart Materials and Nanotechnology in Engineering, 4., 2013. Gold Coast. Disponível em: <http://proceedings.spiedigitallibrary.org>. Acessado em: 19/10/2015.
HOLCIM BRASIL. Disponível em: <www.holcim.com.br/pt>. Acessado em: 26/02/2016.
HUNTSMAN QUÍMICA BRASIL LTDA. Advanced Materials. Disponível em: <www.huntsman.com/advanced_materials>. Acessado em: 26/02/2016.
JAJAM, K. C.; TIPPUR, H. V. Quasi-static and dynamic fracture behavior of particulate polymer composites: A study of nano- vs. micro-size filler and loading-rate effects. Composites: Part B . Vol.43, p.3467-3481, 2012.
KISTAIAH, N.; UDAYA KIRAN, C.; RAMACHANDRA REDDY, G.; SREENIVASSA RAO, M. Mechanical characterization of hybrid composites: A review. Journal of Reinforced Plastics and Composites . Vol.33, p.1364-1372, 2014.

64
LAUKE, B. On the effect of particle size on fracture toughness of polymer composites. Composites Science and Technology . Vol.68, p.3365-3372, 2008.
LEVY NETO, F.; PARDINI, L. C. Compósitos estruturais: ciência e tecnologia . São Paulo: Edgard Blucher, 2006. 313p.
LI, W.; DICHIARA, A.; ZHA, J.; SU, Z.; BAI, J. On improvement of mechanical and thermo-mechanical properties of glass fabric/epoxy composite by incorporating CNT-Al2O3 hybrids. Composite Science and Technology . Vol.103, p.36-43, 2014.
MADER, E.; GAO, S.; PLONKA, R.; WANG, J. Investigation on adhesion, interphases and failure behaviour of cyclic butylene terephthalate (CBT)/glass fiber composites. Composites Science and Technology . Vol.67, p.3140-3150, 2007.
MAXEPOXI INDL E COML LTDA. RenLam ® M. Disponível em: <www.maxepoxi.com.br>. Acessado em: 12/02/2016.
MEGUID, S. A.; SUN, Y. On the tensile and shear strength of nano-reinforced composite interfaces. Materials and Design . Vol.25, p.289-296, 2004.
MINITAB. Suporte ao Minitab 17. Disponível em: <http://support.minitab.com/pt-br/minitab/17>. Acessado em: 11/04/2016.
MONTGOMERY, D.C. Design and Analysis of Experiments . 6 ed. Hoboken: John Wiley e Sons, 2005. 643p.
OWENS CORNING. Compósitos. Disponível em: <http://www.owenscorning.com.br/pt-br/compositos-produtos-home>. Acessado em: 29/03/2016.
PANZERA, T. H.; SABARIZ, A. L. R.; STRECKER, K., WASCONCELOS, D. C. L.; VASCONCELOS, W. L. Propriedades mecânicas de materiais compósitos à base de cimento Portland e resina epóxi. Cerâmica. Vol.56, p.77-82, 2010.
RATNA, D. Handbook of thermoset resins . Shropshire: Smithers Rapra, 2009. 422p.
RIDER, A. N.; NA, Q.; BRACK, N.; THOSTENSON, E. T. Polymer nanocomposite - fiber model interphases: Influence of processing and interface chemistry on mechanical performance. Chemical Engineering Journal . Vol.269, p.121-134, 2015.
RUTZ, B. H.; BERG, J. C. Eletrostatic Deposition of Silica Nanoparticles between E-Glass Fibers and Epoxy Resin. Journal of Applied Polymer Science . Vol.132, p., 2015.
SANTOS, J. C. Compósitos laminados têxteis de vidro e carbono em matriz epóxi reforçada com micro e nano sílica . 2013. 99 p. Dissertação (Mestrado em Materiais e Processos de Fabricação) - Programa de Pós-Graduação em Engenharia Mecânica. Universidade Federal de São João del-Rei. São João del-Rei/MG.

65
SANTOS, J. C.; VIEIRA, L. M. G.; PANZERA, T. H.; SCHIAVON, M. A.; CHISTOFORO, A. L.; SCARPA, F. Hybrid glass fibre reinforced composite with micro and poly-diallyldimethylammonium chloride (PDDA) functionalized nano silica inclusions. Materials and Design . Vol.65, p.543-549, 2015.
SATHISHKUMAR, T. P.; SATHEESHKUMAR, S.; NAVEEN, J. Glass-fiber-reinforced polymer composites - a review. Journal of Reinforced Plastics and Composites . Vol.33, p.1258-1275, 2014.
SELMY, A. I.; ELSESI, A. R.; AZAB, N. A.; ABD EL-BAKY, M. A. In-plane shear properties of unidirectional glass fiber (U)/random glass fiber (R)/epoxy hybrid and non-hybrid composites. Composites: Part B . Vol.43, p.431-438, 2012b.
SELMY, A. I.; ELSESI, A. R.; AZAB, N. A.; ABD EL-BAKY, M. A. Interlaminar shear behavior of unidirectional glass fiber (U)/random glass fiber (R)/epoxy hybrid and non-hybrid composite laminates. Composites: Part B . Vol.43, p.1714-1719, 2012a.
SILVA, A. S.; MARTUSCELLI, C. C.; PANZERA, T. H.; BORGES, P. H. R.; CRISTOPHORO, A. L. Investigations on Wood-Plastic Composites Reinforced With Silica Particles Using Design of Experiment. Journal of Testing and Evaluation . Vol.42, p.1-8, 2014.
SILVA, L. J. Estudo experimental e numérico da s propriedades mecânicas de compósitos poliméricos laminados com fibras vegetai s. 2011. 178 p. Dissertação (Mestrado em Materiais e Processos de Fabricação) - Programa de Pós-Graduação em Engenharia Mecânica. Universidade Federal de São João del-Rei. São João del-Rei/MG.
SILVA, L. J.; CAMPOS RUBIO, J. C.; PANZERA, T. H.; BORGES, P. H. R . The effect of silica microparticles and maleic anhydride on the physic-mechanical properties of epoxy matrix phase. Science and Engineering of Composite Materials . Vol.20, p.203-208, 2012b.
SILVA, L. J.; PANZERA, T. H.; CHRISTOFORO, A. L.; CAMPOS RUBIO, J. C.; SCARPA, F. Micromechanical Analysis of Hybrid Composites Reinforced with Unidirectional Natural Fibres, Silica Microparticles and Maleic Anhydride. Materials Research . Vol.15, p.1003-1012, 2012a.
SILVA, L. J.; PANZERA, T. H.; VELLOSO, V. R.; CHRISTOFORO, A. L.; SCARPA, F. Hybrid polymeric composites reinforced with sisal and silica microparticles. Composites: Part B . Vol.43, p.3436-3444, 2012c.
SOUZA, C. M. Estudo do efeito das variações ambientais sobre o c imento Portland com adições . 2007. 88 p. Dissertação (Mestrado em Engenharia Civil) - Programa de Pós-Graduação em Engenharia Civil. Universidade Federal Fluminense. Niterói/RJ.
TORABIZADEH, M. A. Tensile, compressive and shear properties of unidirectional glass/epoxy composites subjected to mechanical loading and low temperature

66
services. Indian Journal of Engineering and Materials Sciences . Vol.20, p.299-309, 2013.
TORRES, R. B. Desenvolvimento de copós ito híbrido de fibra de vidro e micropartículas de sílica e cimento para uso em can eleiras . 2013. 70 p. Dissertação (Mestrado em Materiais e Processos de Fabricação) - Programa de Pós-Graduação em Engenharia Mecânica. Universidade Federal de São João del-Rei. São João del-Rei/MG.
TSAI, J.; HUNG, H.; CHENG, Y. Investigating Mechanical Behaviors of Silica Nanoparticles Reinforced Composites. Journal of Composites Materials . Vol.44, p.505-524, 2010.
VIEIRA, S. Análise de Variância: Anova . 1 ed. São Paulo: Atlas, 2006. 216p.
WEKEMA, M. C. C.; AGUIAR, S. Planejamento e Análise de Experimentos: Como identificar as principais variávies influentes em u m processo . Belo Horizonte: Fundação Christiano Ottoni, 1996.
YANG, B.; KOZEY, V.; ADANUR, S.; KUMAR, S. Bending, compression, and shear behavior of woven glass fiber-epoxy composites. Composites: Part B . Vol.31, p.715-721, 2000.
YETER, E.; ERKLIG, A; BULUT, M. Hybridization Effects on Lateral Buckling Behavior of Laminated Composite Beams. Polymer Composites , 2015. Published online in Wiley Online Library (wileyonlinelibrary.com).

![Apresentação do PowerPoint - maxxcryl.commaxxcryl.com/downloads/apresentacao.pdf · PINTURA EPÓXI PINTURA EPÓXI PINTURA EPÓXI PINTURA ... [Consumo aproximado de 1,5 a 2,0Kg/m2]](https://img.document.onl/doc/110x75/5bfec5e509d3f2be278b9053/apresentacao-do-powerpoint-pintura-epoxi-pintura-epoxi-pintura-epoxi.jpg)