Embed Size (px)
Citation preview
ENFORMABILIDADE EM ESTAMPAGEM INCREMENTAL
João Miguel de Carvalho Soeiro
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientadores: Doutora Maria Beatriz Cipriano de Jesus Silva
Doutor Paulo António Firme Martins
Júri
Presidente: Doutor Rui Manuel dos Santos Oliveira Baptista
Orientador: Doutora Maria Beatriz Cipriano de Jesus Silva
Vogal: Doutor Carlos Manuel Alves da Silva
Novembro de 2014


i
Resumo
A estampagem incremental de chapa é um processo flexível e de fácil implementação que se destina
à produção de protótipos e pequenos lotes de peças simples ou complexas. Este processo utiliza
ferramentas e equipamentos universais em detrimento dos dedicados a cada geometria, permitindo
reduzir os custos de produção e os prazos de entrega, o que tem levado ao seu crescente
desenvolvimento e investigação.
Em estampagem incremental de chapa, as fissuras podem surgir sem manifestação prévia de
estricção. Neste caso, a fractura é governada pela curva limite de fractura (CLF), cuja fractura
associada resulta de tensões de tracção (modo I da mecânica da fractura), e pela curva limite de
fractura ao corte (CLFC), cuja fractura associada é causada por tensões de corte no plano da chapa
(modo II da mecânica da fractura).
O presente trabalho mostra que uma peça de geometria cónica com quatro lóbulos elípticos,
produzida por estampagem incremental na liga de alumínio AA1050-H111, permite caracterizar a
CLFC e demonstra experimentalmente, pela primeira vez, a abertura de fissuras segundo o modo II
neste processo de fabrico.
Nesta tese produziram-se também dois tipos de flanges por estampagem incremental na liga de
alumínio AA1050-H111: as circulares e as complexas (combinação da flange quadrada com a
circular). O objectivo destes ensaios foi estudar a influência do diâmetro da ferramenta na produção
de flanges circulares e investigar de que forma o raio de canto da geometria do furo inicial influencia o
fabrico de flanges complexas, nomeadamente a mecânica da deformação e da fractura.
Palavras-chave: Enformabilidade, Estampagem incremental, Fractura, Curva limite de fractura ao
corte (CLFC), Flanges, Alumínio.

ii
Abstract
Single point incremental forming (SPIF) is a flexible incremental sheet metal forming technology with
high capability to produce small batch-production and prototypes of simple and complex parts. This
process can be done with universal tools which is useful to reduce tooling costs and, as consequence,
to reduce the total cost of the part. SPIF also allows shorter lead times than traditional technologies,
like conventional press-working, to manufacture small batch of parts. These two facts lately induced
an increase on development and research of SPIF.
In SPIF, crack propagation can occur with suppression of necking. In this case, failure by fracture is
governed by the fracture forming limit line (FFL), which is associated to failure by tension (mode I of
fracture mechanics), and by the in-plane shear fracture forming limit line (SFFL), which is related to
failure caused by in-plane shear (mode II of fracture mechanics).
This work shows, experimentally, that a truncated four-lobe conical shape produced by SPIF in
aluminium AA1050-H111 is capable of providing fracture strain pairs in crack opening by in-plane
shear and can be successfully employed to characterize the SFFL.
In this thesis also were produced cylindrical and complex hole-flanges (mix of square and cylindrical
hole-flanges) by SPIF in aluminium AA1050-H111. The objective of these experiments was to study
the influence of the tool diameter on the production of cylindrical hole-flanges and investigate how the
corner radius of the pre-cut hole geometry influences the fabrication of complex hole-flanges, namely
the plastic flow and failure.
Keywords: Formability, Single point incremental forming (SPIF), Fracture, In-plane shear fracture
forming limit line (SFFL), Hole-flanging, Aluminium.
iii
Agradecimentos
Desejo apresentar os meus agradecimentos a todos os que de alguma forma contribuíram para a
realização da presente dissertação.
À Professora Beatriz Silva, um agradecimento especial pela investigação, oportunidades, constante
motivação e conhecimentos transmitidos, bem como pela inesgotável, permanente e preciosa ajuda e
orientação que tornaram possível a realização desta dissertação.
Ao Professor Paulo Martins, por todo o conhecimento, apoio, disponibilidade e colaboração no
decurso desta tese.
Ao Doutor Carlos Silva, por todo o apoio prestado, motivação transmitida, disponibilidade e amizade.
Ao Senhor Carlos Farinha, pela ajuda e disponibilidade.
À Área Científica de Tecnologia Mecânica e Gestão Industrial do Instituto Superior Técnico pelas
facilidades e meios concedidos que tornaram possível a realização desta tese.
À Tânia Madeira, João Ricardo, Nuno Chaveiro, Miguel Batista, Hugo Fontes, Pedro Pardal,
João Ruivo, Pedro Coelho e Ricardo Videira, pela amizade, disponibilidade, ajuda e encorajamento.
Ao Redolfo Pereira, pela ajuda, disponibilidade, conselhos e amizade.
Aos meus amigos e colegas, por toda a sua amizade, companheirismo, solidariedade e espírito de
entreajuda.
Aos meus avós, pela compreensão, carinho e apoio concedidos.
Aos meus pais, João e Rosalina, por tudo o que fizeram e fazem por mim, em particular pelo apoio e
amor incondicional em todos os momentos.
iv
Índice
RESUMO ...................................................................................................................................................i
ABSTRACT .............................................................................................................................................. ii
AGRADECIMENTOS .............................................................................................................................. iii
LISTA DE TABELAS ...............................................................................................................................v
LISTA DE FIGURAS ............................................................................................................................... vi
ABREVIATURAS .................................................................................................................................... ix
NOMENCLATURA ...................................................................................................................................x
1. INTRODUÇÃO ................................................................................................................................. 1
2. ESTADO DA ARTE ......................................................................................................................... 4
2.1. Estampagem incremental de chapa ........................................................................................ 4
2.2. Enformabilidade ....................................................................................................................... 7
2.3. Fabrico de flanges por estampagem incremental ................................................................. 17
3. TRABALHO EXPERIMENTAL ...................................................................................................... 27
3.1. Propriedades do material ...................................................................................................... 27
3.1.1. Caracterização mecânica .............................................................................................. 27
3.1.2. Caracterização da enformabilidade ............................................................................... 28
3.2. Equipamentos ........................................................................................................................ 30
3.3. Preparação da chapa ............................................................................................................ 32
3.4. Equipamentos e técnicas de medição ................................................................................... 34
3.5. Metodologia de ensaio .......................................................................................................... 35
3.6. Plano de ensaios ................................................................................................................... 37
3.6.1. Geometrias cónicas truncadas com lóbulos .................................................................. 37
3.6.2. Flanges .......................................................................................................................... 39
3.6.2.1. Flanges circulares .................................................................................................. 39
3.6.2.2. Flanges complexas ................................................................................................ 40
3.7. Projecto de uma estrutura de suporte para estampagem incremental ................................. 41
4. RESULTADOS E DISCUSSÃO ..................................................................................................... 48
4.1. Geometrias cónicas truncadas com lóbulos .......................................................................... 48
4.2. Flanges .................................................................................................................................. 55
4.2.1. Flanges circulares.......................................................................................................... 55
4.2.2. Flanges complexas ........................................................................................................ 58
5. CONCLUSÕES E PERSPECTIVAS DE TRABALHO FUTURO .................................................. 65
6. REFERÊNCIAS .............................................................................................................................. 67
v
Lista de Tabelas
Tabela 2.1 - Principais parâmetros da estampagem incremental que influenciam a enformabilidade. 13
Tabela 3.1 - Propriedades mecânicas da liga de alumínio AA1050-H111 (Isik et al., 2014). ............... 28
Tabela 3.2 - Parâmetros utilizados na operação de abertura do furo complexo. ................................. 34
Tabela 3.3 - Parâmetros constantes em todos os ensaios ................................................................... 36
Tabela 3.4 - Plano de ensaios para o fabrico de geometrias cónicas truncadas com lóbulos por
estampagem incremental. A terminologia encontra-se de acordo com a Figura 3.11. ........................ 38
Tabela 3.5 - Plano de ensaios para o fabrico de flanges circulares por estampagem incremental. .... 40
Tabela 3.6 - Plano de ensaios para o fabrico de flanges complexas por estampagem incremental.... 41
Tabela 3.7 - Propriedades do aço AISI 1045 CD. ................................................................................. 44
Tabela 3.8 - Resultados obtidos do estudo estrutural para as duas configurações testadas sujeitas a
N e N. .................................................................................................................. 47
Tabela 4.1 - Resultados obtidos no fabrico de flanges circulares por estampagem incremental na liga
de alumínio AA1050-H111, utilizando-se ferramentas de diferentes diâmetros. .................................. 55
Tabela 4.2 - Resultados obtidos no fabrico de flanges complexas por estampagem incremental na liga
de alumínio AA1050-H111, utilizando uma ferramenta de diâmetro igual a 8 mm............................... 58
vi
Lista de Figuras
Figura 2.1 – Variantes da estampagem incremental de chapa ............................................................... 5
Figura 2.2 - Trabalho realizado por Duflou et al. (2007): (a) peça elaborada (cone) e sistema de eixos
definido e (b) evolução das forças na estampagem incremental. .......................................................... 7
Figura 2.3 - Esquema dos limites de enformabilidade sugeridos por: (a) Marciniak (1984) e
(b) Isik et al. (2014). ................................................................................................................................. 8
Figura 2.4 - Equipamentos utilizados para medir as deformações a partir da grelha de círculos:
(a) câmara digital e (b) réguas graduadas flexíveis (Câmara, 2009). ................................................... 10
Figura 2.5 - Medição da (a) espessura final e da (b) largura final no provete do ensaio de tracção para
posterior cálculo das extensões principais (Montanari et al., 2013). .................................................... 10
Figura 2.6 - Resultados obtidos por Isik et al. (2014). .......................................................................... 12
Figura 2.7 – Loci da fractura proposto por Li et al. (2010). ................................................................... 12
Figura 2.8 - Geometrias truncadas propostas por Jeswiet e Young (2005). ........................................ 14
Figura 2.9 – Extensões principais obtidas a partir do cone truncado com 5 lóbulos por
Jeswiet e Young (2005). ........................................................................................................................ 15
Figura 2.10 - Modos de fractura: (a) modo I, (b) modo II e (c) modo III (Martins et al., 2014). ............ 16
Figura 2.11 - Tipos de flanges: (a) côncava, (b) convexa, (c) recta, (d) simétrica e (e) assimétrica. .. 18
Figura 2.12 - Estratégias testadas para a trajectória da ferramenta (Cui e Gao, 2010). ...................... 18
Figura 2.13 – Representação esquemática do processo estudado por Petek et al. (2011). ................ 19
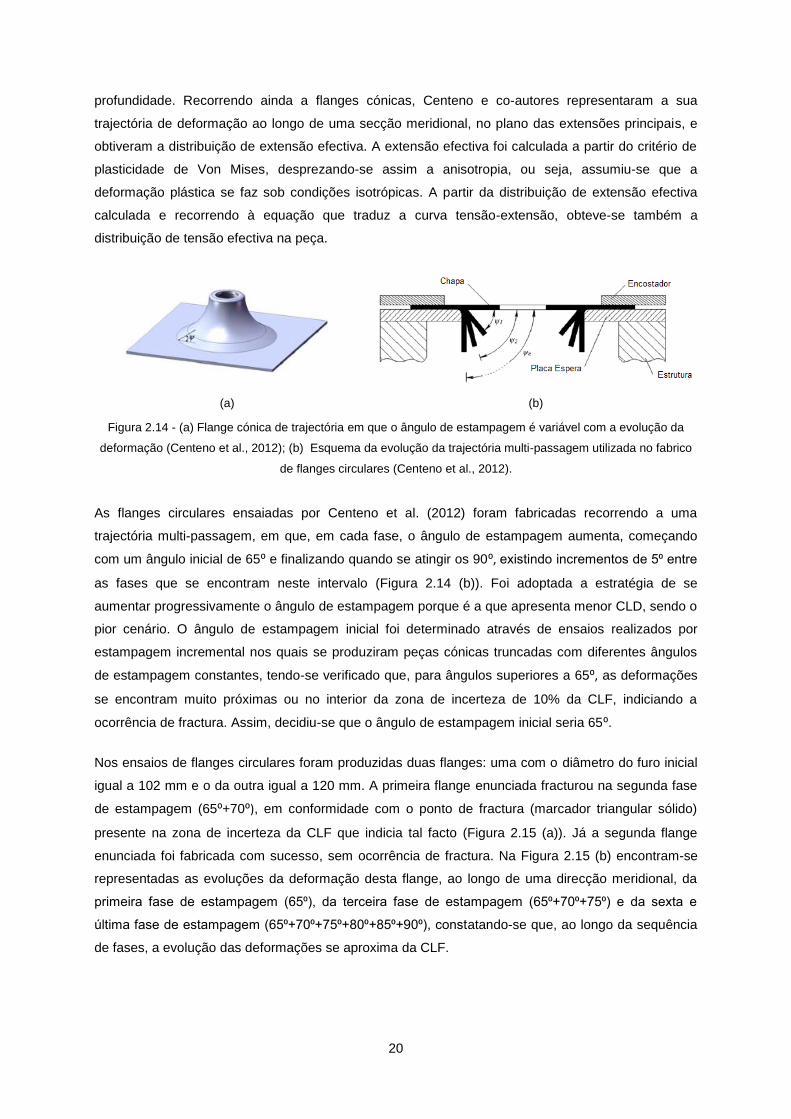
Figura 2.14 - (a) Flange cónica de trajectória em que o ângulo de estampagem é variável com a
evolução da deformação (Centeno et al., 2012); (b) Esquema da evolução da trajectória multi-
passagem utilizada no fabrico de flanges circulares (Centeno et al., 2012). ........................................ 20
Figura 2.15 - (a) Extensões principais obtidas das flanges circulares com diâmetros do furo inicial
iguais a 102 e 120 mm após a segunda fase de estampagem (65⁰+70⁰) (Centeno et al., 2012);
(b) Trajectórias de deformação da flange circular de diâmetro do furo inicial igual a 120 mm após três
fases de estampagem diferentes (Centeno et al., 2012). ..................................................................... 21
Figura 2.16 - Trajectórias de deformação resultantes do fabrico de flanges circulares pelos processos
de estampagem convencional e incremental: (a) Resultados para a chapa da liga de alumínio
AA1050-H111 com um furo inicial de diâmetro igual a 111 mm. Os marcadores sólidos a cinzento
correspondem à estricção e a preto à fractura; (b) Resultados para chapa de titânio (grau 2) com um
diâmetro do furo inicial de 127 mm. Os marcadores sólidos correspondem à fractura
(Silva et al., 2013). ................................................................................................................................. 21
Figura 2.17 - Resultados obtidos a partir da flange circular de diâmetro inicial do furo igual a 102 mm:
(a) Linhas de extensão efectiva e envelope de deformação (Montanari et al., 2013); (b) Envelope de
tensão (Montanari et al., 2013). ............................................................................................................ 23
vii
Figura 2.18 - Trajectórias de deformação dos pontos da grelha A a J, definidos ao longo de uma
secção meridional, para os ângulos de estampagem º a 90º da flange com um furo de
diâmetro inicial ....................................................................................................................................... 24
Figura 2.19 –Nomenclatura e definição das variáveis do furo inicial da chapa utilizada para fabricar
flanges quadradas (Silva et al., 2014). .................................................................................................. 25
Figura 2.20 - (a) Envelopes de deformação das diferentes zonas da flange quadrada de raio de canto
igual a 5 mm; (b) Fissura presente na flange de raio de canto igual a 5 mm; (c) Zonas da flange
quadrada e ilustração das respectivas deformações dos círculos da grelha (Cristino et al., 2014). .... 26
Figura 3.1 - Limites de enformabilidade à estricção e à fractura da liga de alumínio AA1050-H111
obtidos a partir dos ensaios de Isik et al. (2014) e Madeira et al. (2014). ............................................ 29
Figura 3.2 - (a) Centro de maquinagem CNC DECKEL MAHO, Modelo DMC 63V (Pardal, 2013);
(b) Características técnicas principais do centro de maquinagem. ..................................................... 30
Figura 3.3 - Estruturas de fixação utilizadas no fabrico de (a) flanges circulares e geometrias cónicas
truncadas com lóbulos e (b) flanges complexas. .................................................................................. 31
Figura 3.4 - Dimensões das placas espera utilizadas no fabrico de (a) flanges circulares e geometrias
cónicas truncadas com lóbulos e (b) flanges complexas. ..................................................................... 31
Figura 3.5 - Ferramenta de ponta hemisférica de 8 mm de diâmetro (Pardal, 2013). .......................... 32
Figura 3.6 - (a) Equipamento utilizado na marcação electroquímica das chapas (Robalo, 2011);
(b) Grelha de círculos utilizada para medir as deformações. ................................................................ 32
Figura 3.7 - Montagem elaborada para se efectuar o furo da chapa a ser utilizada nos ensaios de
flanges complexas (à esquerda) e estrutura de fixação utilizada nos mesmos testes (à direita). ........ 33
Figura 3.8 - (a) Equipamento 3Com® HomeConnect™ utilizado na medição das deformações
(Teodora, 2013); (b) Ilustração do processo de medição das deformações utilizando uma câmara
digital. .................................................................................................................................................... 35
Figura 3.9 – Metodologia utilizada nos ensaios de estampagem incremental. .................................... 35
Figura 3.10 - (a) CAD da peça a produzir por estampagem incremental; (b) Trajectórias de
deformação elaboradas no programa CAM. ......................................................................................... 36
Figura 3.11 - Terminologia utilizada para caracterizar as geometrias cónicas truncadas com lóbulos
realizadas no presente trabalho (a” e “b” referem-se ao comprimento do semi-eixo maior e menor do
lóbulo, respectivamente). ...................................................................................................................... 37
Figura 3.12 - Estratégia para elaborar as geometrias cónicas truncadas com lóbulos no desenho
CAD: (a) lóbulos circulares, (b) lóbulos elípticos e (c) trajectória em que o ângulo de estampagem é
variável com a evolução da deformação. .............................................................................................. 39
Figura 3.13 – Estrutura de suporte projectada e elementos constituintes. ........................................... 42
Figura 3.14 - Principais configurações para colocação de possíveis placas espera e respectivas
dimensões (ou dimensões mínimas das placas espera). ..................................................................... 43
viii
Figura 3.15 – (a) Meia estrutura montada; (b) Utilização da placa consumível. ................................... 43
Figura 3.16 – Configurações analisadas: (a) placa espera de 300 mm x 300 mm e (b) placa espera de
772 mm x 490 mm. ................................................................................................................................ 45
Figura 3.17 – Resultados obtidos da análise estrutural efectuada à estrutura com placa espera de
300 mm x 300 mm sujeita a yF -2000 N: (a) distribuição de tensões e (b) deslocamento total. ..... 46
Figura 3.18 - Resultados obtidos da análise estrutural efectuada à estrutura com placa espera de
772 mm x 490 mm sujeita a yF -2000 N: (a) distribuição de tensões e (b) deslocamento total. ..... 46
Figura 4.1 - Trajectórias de deformação associadas às secções AA’ e BB’ da geometria 1 da
Tabela 3.4 com 5.2vr mm e ao cone e pirâmide truncados de trajectória em que o ângulo de
estampagem varia com a evolução da deformação. ............................................................................ 49
Figura 4.2 - Trajectórias de deformação associadas às secções AA’ e BB’ da geometria 1 da
Tabela 3.4 para (a) 5.2vr mm, (b) 5.1vr mm, (c) 5.0vr mm e (d) 1.0vr mm. .......................... 50
Figura 4.3 - Trajectórias de deformação associadas às secções AA’ e BB’ da geometria 2 da
Tabela 3.4. ............................................................................................................................................. 51
Figura 4.4 - Trajectórias de deformação associadas às secções AA’ e BB’ da geometria 3 da
Tabela 3.4. ............................................................................................................................................. 52
Figura 4.5 - Trajectórias de deformação associadas às secções AA’ e BB’ da geometria 4 da
Tabela 3.4. ............................................................................................................................................. 53
Figura 4.6 - Fotografias e ilustração esquemática da fractura em estampagem incremental: à
esquerda, aparecimento da fissura por tensões de tracção numa região convexa e, à direita,
aparecimento da fissura por tensões de corte no plano numa região côncava. ................................... 54
Figura 4.7 - Envelopes de deformação das flanges circulares produzidas a partir de chapas com um
furo inicial de diâmetro 1200 D mm e diversos diâmetros das ferramentas. .................................... 57
Figura 4.8 - (a) Secções definidas na flange complexa para posterior análise das deformações;
(b) Pontos da grelha de círculos da secção aa’ que seriam analisados. .............................................. 59
Figura 4.9 - Fissuras presentes na flange complexa com um raio de curvatura (a) 0R 15 mm e
(b) 0R 15 mm. .................................................................................................................................... 59
Figura 4.10 - Envelopes de deformação associados às secções meridionais (a) aa’, (b) bb’, (c) cc’ e
(d) dd’ da flange complexa cujo raio de canto do furo inicial é de 10 mm. ........................................... 61
Figura 4.11 - Envelopes de deformação e maiores extensões efectivas associados às secções
meridionais (a) aa’, (b) bb’, (c) cc’ e (d) dd’ da flange complexa cujo raio de canto do furo inicial é de
10 mm. ................................................................................................................................................... 63
Figura 4.12 - Envelope de deformação de um secção meridional que passa na zona de fractura da
flange complexa de raio de canto do furo inicial igual a 30 mm. .......................................................... 64

ix
Abreviaturas
CAD Computer-aided Design
CAM Computer-aided Manufacturing
CD Cold Drawn
CLD Coeficiente Limite de Deformação
CLE Curva Limite de Estampagem
CLF Curva Limite de Fractura
CLFC Curva Limite de Fractura ao Corte
CNC Comando Numérico Computadorizado
FFL Fracture Forming Limit Line
FLC Forming Limit Curve
HR Hot Rolled
IST Instituto Superior Técnico
SFFL In-plane Shear Fracture Forming Limit Line
SPIF Single Point Incremental Forming
x
Nomenclatura
Símbolos latinos Definição
a Comprimento do semi-eixo maior do lóbulo
A Alongamento após fractura
b Comprimento do semi-eixo menor do lóbulo
Diâmetro inicial do círculo da grelha
Diâmetro inicial do furo da chapa
Diâmetro máximo interior da flange produzida
E Módulo de elasticidade
Força aplicada segundo o eixo x
Força aplicada segundo o eixo y
Força aplicada segundo o eixo z
Comprimento do eixo maior da elipse
Comprimento do eixo menor da elipse
Dimensão do lado do furo
Coeficiente de anisotropia
Raio de concordância do vale
Coeficiente de anisotropia normal
Raio de canto do furo
Espessura da chapa
Máxima redução de espessura para cada secção meridional
w Largura do provete de chapa
Símbolos gregos Definição
Anisotropia planar
Extensão verdadeira
Extensão efectiva
Extensão efectiva na fractura
Extensão efectiva máxima
Extensão principal máxima no plano da chapa
Extensão principal mínima no plano da chapa
Extensão principal na direcção da espessura
Extensão verdadeira segundo a espessura do provete
Extensão verdadeira segundo a largura do provete
Incremento de extensão efectiva
Coeficiente de Poisson
Densidade
Tensão verdadeira
xi
Tensão de rotura
Tensão de cedência
Ângulo de estampagem
Ângulo inicial de estampagem
Ângulo máximo de estampagem
1
1. Introdução
Os elevados custos e tempos associados à produção de protótipos e de pequenos lotes de peças de
geometria simples ou complexa colocam constrangimentos a nível financeiro e a nível de prazos de
entrega no mercado actual, levando a que o desenvolvimento e investigação dos processos de
deformação plástica incremental, e em particular a estampagem incremental de chapa metálica, se
tenham acentuado bastante nos últimos tempos. A estampagem incremental de chapa é um processo
de fabrico no qual uma ferramenta, constituinte de uma máquina-ferramenta CNC como, por exemplo,
um centro de maquinagem, deforma plasticamente e de forma progressiva uma chapa através de
trajectórias de deformação previamente programadas. A natureza da deformação resultante da
estampagem incremental de chapa (deformação localizada) permite atingir deformações maiores do
que as atingidas em processos de deformação de chapa convencionais. Tal facto revela uma
melhoria ao nível da enformabilidade do material (Silva et al., (2011)).
O termo enformabilidade é utilizado para caracterizar o nível máximo de deformação que um material
pode atingir num processo tecnológico de deformação plástica, sem que ocorra estricção ou fractura
(Rodrigues e Martins, 2010). Desta forma, existem limites de enformabilidade à estricção e à fractura.
O limite de enformabilidade à estricção é caracterizado pela curva limite de estampagem (CLE)
enquanto que o limite de enformabilidade à fractura é definido pela curva limite de fractura (CLF) e
pela curva limite de fractura ao corte (CLFC). A CLE é obtida a partir da medição, na grelha de
círculos, das extensões na fractura dos provetes provenientes dos ensaios de enformabilidade
convencionais (ensaios de tracção, de expansão hemisférico, Nakazima e Bulge) e a CLF a partir da
medição da espessura e da largura, inicial e após fractura, dos mesmos provetes. Contudo,
Isik et al. (2014) propuseram uma geometria simples, fabricada por estampagem incremental, que
permite caracterizar a CLF de forma mais adequada do que com os ensaios de enformabilidade
convencionais em que não é necessário medir as espessuras e larguras do provete devido à
ausência de estricção na peça antes da sua rotura. Assim, neste caso, podem ser utilizados os
mesmos métodos e procedimentos que são empregues na determinação da CLE. Quanto à CLFC,
esta é obtida a partir da medição das extensões na fractura de provetes de chapa testados à torção e
ao corte, nos quais se verifica o fenómeno de localização antes da sua fractura. Por este motivo,
nestes ensaios, a metodologia usada para medição das extensões na fractura é semelhante à
utilizada na determinação da CLF a partir de provetes provenientes de ensaios de enformabilidade
convencionais.
Nesta dissertação será projectada e optimizada uma geometria, produzida por estampagem
incremental, que permita caracterizar a CLFC por um procedimento semelhante ao que
Isik et al. (2014) apresentaram para caracterizar a CLF, evitando, assim, a necessidade de se utilizar
o ensaio de corte e de torção, nos quais se verificou a ocorrência do fenómeno de localização antes
da fractura. Hoje em dia, estes ensaios são os únicos usados para determinar esta curva. Ao conjunto
de geometrias testadas para este fim deu-se o nome de geometrias cónicas truncadas com lóbulos.
2
Para além da geometria referida, estudar-se-á o fabrico de flanges circulares e complexas na liga de
alumínio AA1050-H111 por estampagem incremental, usando chapas previamente furadas. A
produção de flanges por estampagem incremental evita a necessidade de se utilizarem punções e
matrizes como na estampagem convencional, sendo assim uma técnica mais flexível e de menor
custo, e permite obter maiores deformações devido à deformação plástica localizada que se verifica
junto à ferramenta de deformação, como foi anteriormente referido. O fabrico de flanges circulares por
estampagem incremental nesta dissertação tem como objectivo estudar como é que esta operação é
influenciada pelo diâmetro da ferramenta de deformação, dando continuidade ao trabalho realizado
por Montanari et al. (2013). Em relação às flanges complexas, estas possuem uma geometria que
resulta da combinação de flanges previamente estudadas em estampagem incremental: as circulares,
estudadas por Montanari et al. (2013), e as quadradas, investigadas por Cristino et al. (2014b).
Ambas as flanges referidas foram investigadas individualmente, surgindo, agora, a necessidade de
rever os fundamentos do fabrico de flanges por estampagem incremental, partindo dos resultados
existentes na área das flanges circulares e quadradas para obter novos dados com flanges
complexas. Nesta dissertação, o fabrico de flanges complexas por estampagem incremental tem
como principal objectivo estudar a influência da geometria do furo inicial no processo, nomeadamente
do raio de canto, ao nível da mecânica da deformação e da fractura.
Neste trabalho será também projectada uma estrutura de suporte mais flexível para realizar ensaios
de estampagem incremental. Este projecto é acompanhado por um estudo estrutural da estrutura.
A tese encontra-se organizada em 5 capítulos, sendo a presente introdução o primeiro.
O Capítulo 2 – Estado da Arte tem início com a apresentação do processo de estampagem
incremental de chapa e suas variantes. De seguida surge uma secção sobre enformabilidade, na qual
se abordam os seus limites e como são determinados, a mecânica da fractura e da deformação
plástica em estampagem incremental e os principais parâmetros da estampagem incremental que
influenciam a enformabilidade. Finalmente, é apresentada uma revisão bibliográfica sobre o fabrico
de flanges através de estampagem incremental.
O Capítulo 3 – Trabalho Experimental inicia-se com a caracterização das propriedades do material,
seguindo-se a apresentação dos equipamentos utilizados nos ensaios de estampagem incremental e
o modo de preparação da chapa. Posteriormente, são abordados os equipamentos e técnicas para
medição dos resultados obtidos e a metodologia de ensaio. De seguida, são apresentados os planos
de ensaios para o fabrico de geometrias cónicas truncadas com lóbulos, de flanges circulares e de
flanges complexas. Este capítulo termina com o projecto de um estrutura de suporte e respectivo
estudo estrutural.
No Capítulo 4 – Resultados e Discussão são apresentados e analisados os resultados obtidos a partir
dos ensaios onde se produziram, por estampagem incremental na liga de alumínio AA1050-H111,
geometrias cónicas truncadas com lóbulos, flanges circulares e flanges complexas.

3
Finalmente, no Capítulo 5 – Conclusões e Perspectivas de Trabalho Futuro são identificadas as
principais conclusões do trabalho realizado e apontadas algumas investigações que podem ser
efectuadas em trabalhos no futuro.

4
2. Estado da Arte
Este capítulo iniciar-se-á com a apresentação e descrição do processo de estampagem incremental
de chapa e das suas variantes. De seguida será abordada a temática da enformabilidade, mais
concretamente os limites de enformabilidade e sua determinação, a mecânica da fractura e da
deformação plástica em estampagem incremental e os principais parâmetros da estampagem
incremental que influenciam a enformabilidade. Finalmente, apresentar-se-á uma revisão bibliográfica
sobre o fabrico de flanges através de estampagem incremental, sendo descritas investigações
realizadas nesta área.
2.1. Estampagem incremental de chapa
Os elevados custos e tempos associados à produção de protótipos e de pequenos lotes de peças de
geometria complexa colocam constrangimentos a nível financeiro e a nível de prazos de entrega no
mercado actual. Contudo, as tecnologias de deformação incremental têm mostrado que é possível
produzir os componentes referidos numa fracção de tempo e custo menores do que os fabricados
pelas tecnologias de deformação convencionais, levando a que o desenvolvimento e investigação dos
processos de deformação plástica incremental se tenham acentuado bastante nos últimos tempos. A
estampagem incremental de chapa é um destes processos, devendo-se tal facto às suas vantagens
face a outros e que são apresentadas de seguida:
- é um processo rápido e mais barato para produzir protótipos e pequenos lotes de peças desde o
seu projecto até à sua produção final;
- não são necessários equipamentos ou ferramentas especializados para o efeito, sendo utilizados
equipamentos que permitem efectuar diversos processos de fabrico como, por exemplo, centros de
maquinagem ou braços robóticos, e ferramentas universais.
- o processo é muito flexível: as peças são feitas a partir do seu desenho CAD e cada alteração pode
ser feita de forma rápida e efectiva, permitindo produzir tanto peças simples como muito complexas;
- o tamanho da peça é apenas limitado pela máquina-ferramenta utilizada;
- conseguem-se obter maiores deformações devido à natureza incremental e deformação localizada
do processo.
Como qualquer processo também apresenta desvantagens em relação a outros:
- aplica-se apenas a pequenos lotes de peças e protótipos;
- para se produzirem formas com ângulos rectos tem que se aplicar uma estratégia multi-passagem
(a deformação é efectuada progressivamente através de várias passagens e diferentes trajectórias da
ferramenta de deformação);
- o tempo de estampagem é muito maior quando comparado com a estampagem convencional;
5
- apresenta menor precisão geométrica face a outros processos de deformação incremental de chapa
como o fluo-torneamento (Rodrigues e Martins, 2010).
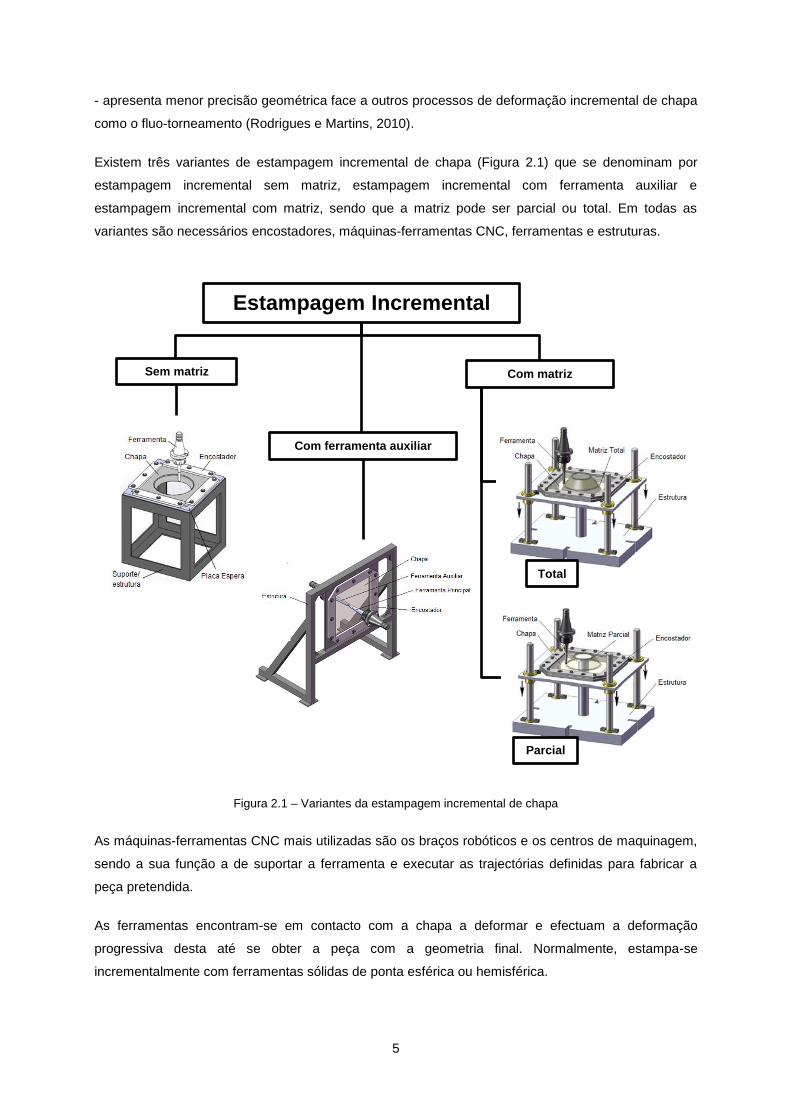
Existem três variantes de estampagem incremental de chapa (Figura 2.1) que se denominam por
estampagem incremental sem matriz, estampagem incremental com ferramenta auxiliar e
estampagem incremental com matriz, sendo que a matriz pode ser parcial ou total. Em todas as
variantes são necessários encostadores, máquinas-ferramentas CNC, ferramentas e estruturas.
Figura 2.1 – Variantes da estampagem incremental de chapa
As máquinas-ferramentas CNC mais utilizadas são os braços robóticos e os centros de maquinagem,
sendo a sua função a de suportar a ferramenta e executar as trajectórias definidas para fabricar a
peça pretendida.
As ferramentas encontram-se em contacto com a chapa a deformar e efectuam a deformação
progressiva desta até se obter a peça com a geometria final. Normalmente, estampa-se
incrementalmente com ferramentas sólidas de ponta esférica ou hemisférica.
Estampagem Incremental
Com matriz Sem matriz
Com ferramenta auxiliar
Total
Parcial
6
As estruturas suportam a chapa e podem ser do tipo fixa (não tem componentes móveis) ou do tipo
móvel (alguns componentes podem ter movimento).
Os encostadores fixam a chapa a deformar. Na estampagem incremental sem matriz, para além da
máquina-ferramenta CNC, da estrutura, da ferramenta e dos encostadores, pode ser utilizada uma
placa espera. O seu uso permite definir melhor o contorno da peça na fase inicial da deformação. A
placa espera é conectada à estrutura, e ambas suportam a chapa a ser deformada. Para além disso,
o furo da placa espera delimita a zona de trabalho da ferramenta que deforma plasticamente a chapa
com as trajectórias efectuadas pela máquina-ferramenta. Na estampagem incremental sem matriz, a
estrutura é do tipo fixa e os encostadores são ligados à placa espera (caso haja) ou à estrutura,
fixando a chapa. Neste processo a ferramenta desloca-se na parte interior da peça a produzir
(Silva e Martins, 2014).
O processo de estampagem incremental com ferramenta auxiliar é semelhante ao de estampagem
incremental sem matriz, residindo a diferença entre ambos no facto de se utilizar, no primeiro
processo enunciado, uma ferramenta auxiliar no lado oposto da ferramenta principal. A ferramenta
auxiliar pode ou não ter a mesma trajectória da ferramenta principal. Caso tenha trajectória diferente,
a ferramenta auxiliar tem que ser controlada de forma independente recorrendo a uma máquina-
ferramenta diferente da que controla a ferramenta principal ou a um mecanismo de accionamento
auxiliar (Silva e Martins, 2014; Meier et al., 2011).
Na variante de estampagem incremental com matriz é utilizada uma estrutura móvel. A chapa é
suportada pela parte móvel superior da estrutura e fixa a esta por intermédio de um encostador.
Durante a estampagem incremental, a parte superior da estrutura movimenta-se verticalmente no
sentido descendente, acompanhando o movimento da ferramenta que se desloca na parte exterior da
peça a produzir, desde o topo da peça até à base, ao contrário do que acontece nas outras variantes
do processo. Na parte interior da peça encontra-se a matriz que é fixa à estrutura. A matriz pode ser
parcial ou total. A matriz total tem a forma do negativo da peça a produzir, servindo como molde,
enquanto que a parcial se encontra em contacto com a chapa em apenas algumas zonas
(Jadhav, 2005; Jeswiet et al., 2005; Robalo, 2011; Silva e Martins, 2014).
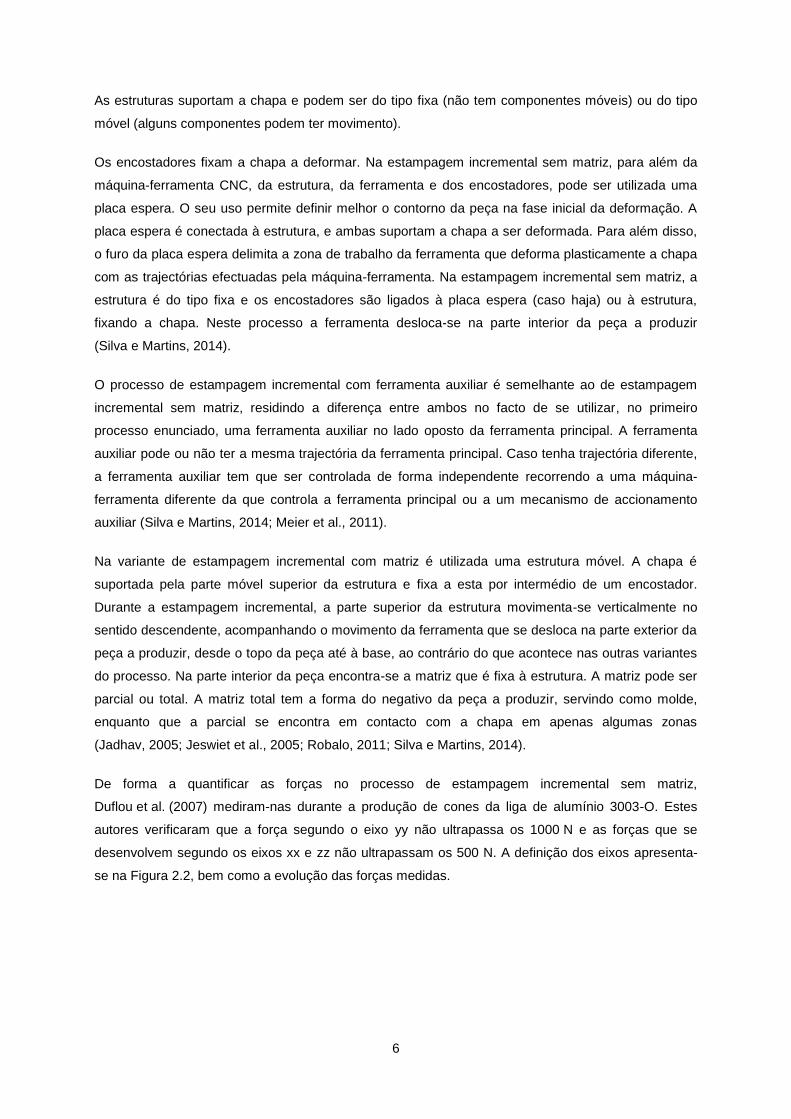
De forma a quantificar as forças no processo de estampagem incremental sem matriz,
Duflou et al. (2007) mediram-nas durante a produção de cones da liga de alumínio 3003-O. Estes
autores verificaram que a força segundo o eixo yy não ultrapassa os 1000 N e as forças que se
desenvolvem segundo os eixos xx e zz não ultrapassam os 500 N. A definição dos eixos apresenta-
se na Figura 2.2, bem como a evolução das forças medidas.
7
(a) (b)
Figura 2.2 - Trabalho realizado por Duflou et al. (2007): (a) peça elaborada (cone) e sistema de eixos definido e
(b) evolução das forças na estampagem incremental.
2.2. Enformabilidade
A enformabilidade de um material caracteriza o seu nível máximo de deformação, durante um
processo tecnológico, sem que ocorra estricção ou fractura (Rodrigues e Martins, 2010). Este
parâmetro pode ser quantificado, em estampagem incremental de chapa, através do ângulo máximo
de estampagem e dos limites de enformabilidade.
O ângulo máximo de estampagem, , é o maior ângulo que é possível atingir sem que ocorra
estricção ou fractura na peça a ser fabricada.
Os limites de enformabilidade podem ser determinados e traçados à estricção e à fractura, e
permitem quantificar a enformabilidade em chapa. A representação destes limites no plano das
extensões principais tem o nome de diagrama limite de enformabilidade. Neste diagrama encontra-se
a curva limite de estampagem (CLE), que define a deformação admissível a partir da qual surge o
fenómeno de estricção, a curva limite de fractura (CLF) e a curva limite de fractura ao corte (CLFC),
que definem a deformação plástica a partir da qual surge fractura na chapa.
Keeler (1965) publicou a sua investigação na análise de instabilidade plástica e rotura em provetes
deformados por expansão a partir de um punção, analisando a distribuição de extensões, e tentou
identificar a ocorrência de rotura, sem sinais exteriores de esta estar a acontecer, em estampagens
industriais. Este trabalho consistiu na primeira publicação sobre a CLE, mas apenas no domínio da
deformação por expansão. Keeler (1968) continuou a sua investigação anterior e Goodwin (1968)
aplicou o conceito do autor referido anteriormente à análise de deformações por retracção com o fim
de prever a ocorrência de fractura na parede cilíndrica ou na região do canto do cunho dos provetes
por si ensaiados, permitindo o aparecimento da CLE completa, ou seja, juntou os domínios da
expansão e da retracção.

8
No final da década de 70 foi apresentado o conceito de curva limite de fractura.
Embury e Duncan (1981) mostraram através de ensaios de tracção biaxial que a CLE e a CLF
podem interagir, de tal forma que a fractura pode ocorrer sem a existência de estricção.
Marciniak (1984) apresentou uma visão integrada para avaliar a enformabilidade de chapa metálica,
representando no plano das extensões principais três limites (Figura 2.3 (a)):
- o limite de enformabilidade ao engelhamento, ilustrado pela curva na parte inferior do segundo
quadrante, que ocorre quando as tensões de corte que se desenvolvem no plano da chapa são de
compressão;
- o limite de enformabilidade à estricção (CLE), representado pela curva em forma de “V”;
- o limite de enformabilidade à fractura, definido por duas curvas que se cruzam na parte superior
direita do segundo quadrante.
A visão de Marciniak (1984) considera que as fissuras resultam de tensões de corte no plano da
chapa e fora do plano desta (na direcção da espessura). Contudo, não há conhecimento de que estas
considerações tenham sido acompanhadas por evidências experimentais ou fenomenológicas.
(a) (b)
Figura 2.3 - Esquema dos limites de enformabilidade sugeridos por: (a) Marciniak (1984) e (b) Isik et al. (2014).
Atkins (1996) mostrou que a CLF pode ser associada ao facto de se atingir a redução de espessura
crítica numa peça e ao critério de fractura dúctil de McClintock (1968), propondo a representação
gráfica deste limite de enformabilidade como sendo uma linha recta de declive “-1”.
Muscat-Fenech et al. (1996) correlacionaram a CLF com a tenacidade à fractura em modo I,
mostrando que a fractura a que está associada a CLF resulta de tensões de tracção e não de tensões
de corte na direcção da espessura da chapa como tinha sido proposto por Marciniak (1984).
9
Desde 1996 muitas alternativas para os limites de enformabilidade à fractura têm sido propostas, mas
o desenvolvimento dos processos de deformação plástica incremental de chapa metálica nos últimos
anos foi fulcral para a obtenção de novos resultados. Com base neste desenvolvimento,
Silva et al. (2011) mostraram que a fractura em estampagem incremental pode ocorrer sem o
aparecimento prévio de estricção, tendo identificado as condições para que tal aconteça. Assim, em
estampagem incremental podem atingir-se limites de enformabilidade superiores àqueles que são
obtidos nos processos convencionais de deformação plástica de chapa. Tal facto levou Silva e co-
autores a concluírem que a CLF é essencial na análise e controlo da enformabilidade dos processos
de deformação plástica incremental de chapa e comprovaram-se os resultados de Silva et al. (2008),
que propuseram que a fractura com supressão de estricção é governada pela curva limite de fractura.
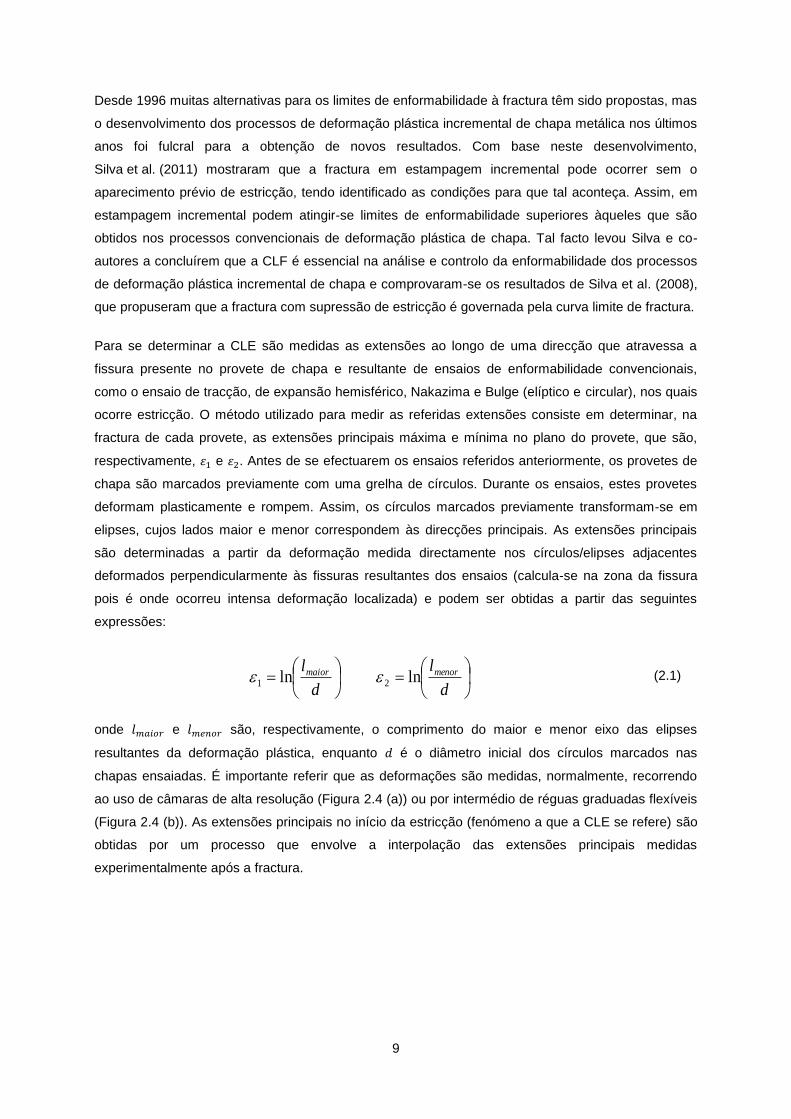
Para se determinar a CLE são medidas as extensões ao longo de uma direcção que atravessa a
fissura presente no provete de chapa e resultante de ensaios de enformabilidade convencionais,
como o ensaio de tracção, de expansão hemisférico, Nakazima e Bulge (elíptico e circular), nos quais
ocorre estricção. O método utilizado para medir as referidas extensões consiste em determinar, na
fractura de cada provete, as extensões principais máxima e mínima no plano do provete, que são,
respectivamente, e . Antes de se efectuarem os ensaios referidos anteriormente, os provetes de
chapa são marcados previamente com uma grelha de círculos. Durante os ensaios, estes provetes
deformam plasticamente e rompem. Assim, os círculos marcados previamente transformam-se em
elipses, cujos lados maior e menor correspondem às direcções principais. As extensões principais
são determinadas a partir da deformação medida directamente nos círculos/elipses adjacentes
deformados perpendicularmente às fissuras resultantes dos ensaios (calcula-se na zona da fissura
pois é onde ocorreu intensa deformação localizada) e podem ser obtidas a partir das seguintes
expressões:
d
lmaiorln1
d
lmenorln2
(2.1)
onde e são, respectivamente, o comprimento do maior e menor eixo das elipses
resultantes da deformação plástica, enquanto é o diâmetro inicial dos círculos marcados nas
chapas ensaiadas. É importante referir que as deformações são medidas, normalmente, recorrendo
ao uso de câmaras de alta resolução (Figura 2.4 (a)) ou por intermédio de réguas graduadas flexíveis
(Figura 2.4 (b)). As extensões principais no início da estricção (fenómeno a que a CLE se refere) são
obtidas por um processo que envolve a interpolação das extensões principais medidas
experimentalmente após a fractura.
10
(a) (b)
Figura 2.4 - Equipamentos utilizados para medir as deformações a partir da grelha de círculos: (a) câmara digital
e (b) réguas graduadas flexíveis (Câmara, 2009).
Contudo, não é possível ter grelhas de círculos tão pequenas quanto a zona de estricção, tornando
impossível obter a CLF a partir da medição experimental directa das extensões principais no plano do
provete de chapa.
Assim sendo, para se determinar a CLF a partir dos ensaios de enformabilidade convencionais
anteriormente referidos é necessário medir a espessura antes e depois de ocorrer a fractura do
provete em vários locais ao longo da fissura (Figura 2.5 (a)), a fim de se obter a extensão na direcção
da espessura (extensão principal ), e medir também a extensão na direcção da largura do provete
(extensão principal ) a partir da largura inicial e final do provete na zona da fractura (Figura 2.5 (b)).
A extensão principal , e que corresponde à deformação ao longo da direcção longitudinal, obtém-se
pela condição de incompressibilidade.
(a) (b)
Figura 2.5 - Medição da (a) espessura final e da (b) largura final no provete do ensaio de tracção para posterior
cálculo das extensões principais (Montanari et al., 2013).
Recentemente, Isik et al. (2014) propuseram uma nova metodologia para determinar a curva limite de
fractura no plano das extensões principais baseada em ensaios de estampagem incremental, nos
quais se produziram geometrias cónicas e piramidais truncadas com o ângulo de estampagem
variável usando a liga de alumínio AA1050-H111. Nestes ensaios não se verificou estricção antes da
fractura. Em estampagem incremental, e tal como foi referido anteriormente, a fractura pode ocorrer
sem aparecer estricção, levando a que a evolução das extensões seja linear ao longo da peça. Tal
11
facto permite obter a CLF a partir das extensões máximas e mínimas na fractura, e , resultantes
da medição experimental feita directamente na peça, através da grelha de círculos deformada. Assim,
não há a necessidade de se medirem espessuras e larguras, antes e após a fractura, que é um
processo complexo e de introdução de grandes erros experimentais. Com esta metodologia é
possível obter a CLF de forma fácil e eficiente, utilizando procedimentos e equipamentos que são
também usados para obtenção da CLE.
Isik et al. (2014) propuseram também no seu trabalho uma nova visão dos limites de enformabilidade
à fractura em chapa metálica, apresentando a curva limite de fractura ao corte (CLFC)
(Figura 2.3 (b)) e complementando o trabalho de Atkins (1996) sobre a CLF. A CLFC define a
deformação plástica a partir da qual surge fractura provocada pela distorção crítica resultante de
tensões de corte no plano. Esta nova visão é suportada por um trabalho experimental com a liga de
alumínio AA1050-H111, focado na determinação das extensões na fractura, e por um trabalho
analítico que visa permitir a compreensão das circunstâncias em que a rotura ocorre. O trabalho
experimental consistiu em realizar ensaios de corte e de torção com provetes de chapa e posterior
medição das extensões na fractura de modo a traçar a CLFC, constatando-se também que a fractura
que caracteriza a CLFC se deve a tensões de corte no plano (modo II da mecânica da fractura). O
trabalho analítico propõe que a CLFC seja definida por uma recta de declive igual a “+1”, ou seja, é
uma linha perpendicular à CLF. Demonstrou-se também que os valores de dano crítico devido a
tensões de corte no plano se encontram localizados numa linha recta de declive “+1”, o que está de
acordo com a condição de distorção crítica no início da fractura. Em termos teóricos, a CLFC apenas
necessita de um tipo de ensaio experimental para ser caracterizada devido à sua perpendicularidade
com a CLF.
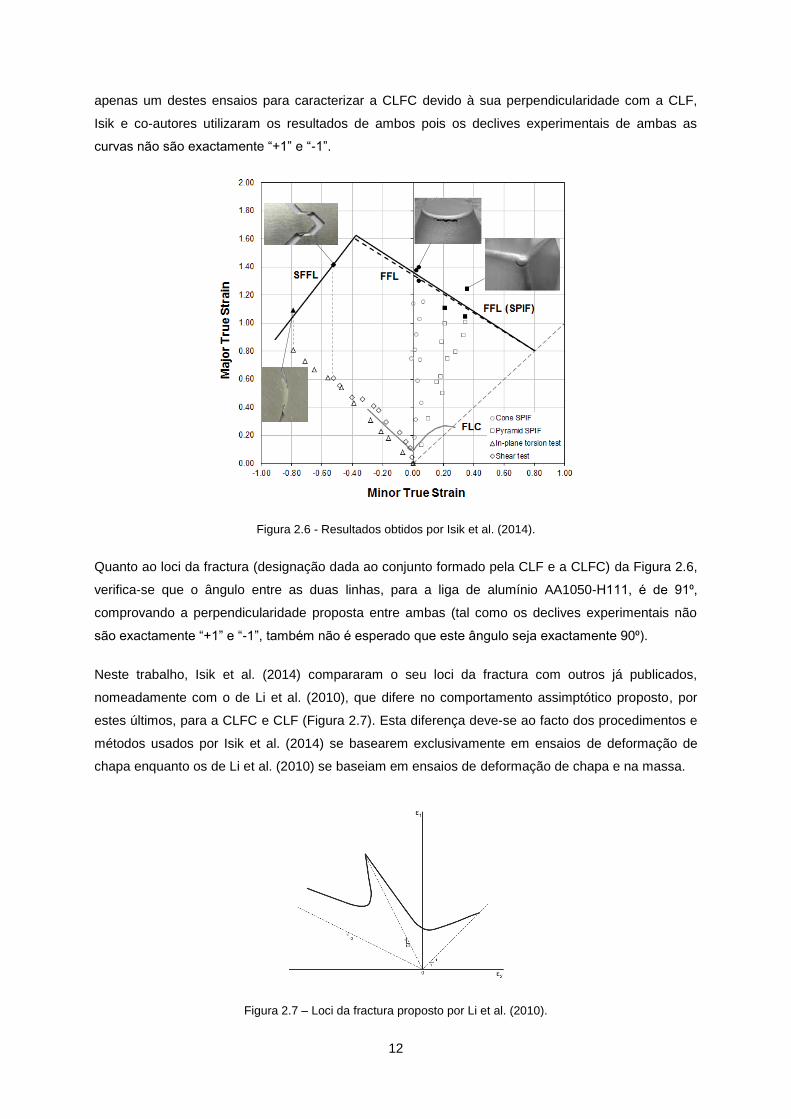
Na Figura 2.6 encontram-se representados os resultados provenientes dos trabalhos de
Isik et al. (2014). É possível constatar que a CLF obtida a partir de ensaios de estampagem
incremental (linha preta contínua na Figura 2.6)) é semelhante à obtida a partir dos ensaios de
enformabilidade convencionais (linha preta a tracejado na Figura 2.6)), tendo as equações que as
definem declives iguais a “-0.70” e “-0.68”, respectivamente. Verifica-se que as extensões principais
da geometria cónica truncada evoluem sob condições de deformação plana enquanto que na
geometria piramidal truncada evoluem sob condições de deformação plana (no lados) e expansão
biaxial (no cantos). Os marcadores com preenchimento representam os pontos de fractura. Em
relação aos ensaios realizados para se obter e caracterizar a CLFC constata-se que as extensões
principais do provete sujeito ao ensaio de corte evoluem sob condições próximas de corte puro
enquanto que no provete utilizado no ensaio de torção evoluem sob condições de corte puro.
Contudo, nestes ensaios ocorre o fenómeno de localização que leva a uma redução significativa da
espessura na rotura, sendo, neste caso, a extensão na fractura obtida a partir de uma metodologia
semelhante à utilizada na determinação da CLF quando se recorre a provetes provenientes de
ensaios de enformabilidade convencionais (medindo as espessuras e as larguras dos provetes). A
CLFC resultante é definida por uma equação com declive igual a 1.39, estando de acordo com a
fundamentação teórica que acompanha esta investigação. Apesar de teoricamente ser necessário
12
apenas um destes ensaios para caracterizar a CLFC devido à sua perpendicularidade com a CLF,
Isik e co-autores utilizaram os resultados de ambos pois os declives experimentais de ambas as
curvas não são exactamente “+1” e “-1”.
Figura 2.6 - Resultados obtidos por Isik et al. (2014).
Quanto ao loci da fractura (designação dada ao conjunto formado pela CLF e a CLFC) da Figura 2.6,
verifica-se que o ângulo entre as duas linhas, para a liga de alumínio AA1050-H111, é de 91⁰,
comprovando a perpendicularidade proposta entre ambas (tal como os declives experimentais não
são exactamente “+1” e “-1”, também não é esperado que este ângulo seja exactamente 90⁰).
Neste trabalho, Isik et al. (2014) compararam o seu loci da fractura com outros já publicados,
nomeadamente com o de Li et al. (2010), que difere no comportamento assimptótico proposto, por
estes últimos, para a CLFC e CLF (Figura 2.7). Esta diferença deve-se ao facto dos procedimentos e
métodos usados por Isik et al. (2014) se basearem exclusivamente em ensaios de deformação de
chapa enquanto os de Li et al. (2010) se baseiam em ensaios de deformação de chapa e na massa.
Figura 2.7 – Loci da fractura proposto por Li et al. (2010).

13
A enformabilidade pode ser influenciada por parâmetros do processo de estampagem incremental.
Os principais parâmetros da estampagem incremental que influenciam a enformabilidade encontram-
se descritos na Tabela 2.1 e serão analisados de seguida.
Tabela 2.1 - Principais parâmetros da estampagem incremental que influenciam a enformabilidade.
Principais parâmetros da estampagem incremental que influenciam a enformabilidade
- Diâmetro da ferramenta
- Velocidade de rotação da ferramenta
- Velocidade de avanço da ferramenta
- Geometria da peça
- Incremento de deslocamento na direcção vertical
- Lubrificação
Ao se aumentar o diâmetro da ferramenta obtém-se uma distribuição de tensões numa área maior da
peça produzida, uma vez que a superfície de contacto entre a ferramenta e a chapa a ser deformada
é também maior. Hirt et al. (2002) mostraram que a enformabilidade aumenta com a diminuição do
diâmetro da ferramenta, visualizando no plano das extensões principais que as extensões
provenientes de ensaios realizados por ferramentas de menor diâmetro são de maior valor, para a
mesma geometria. Silva et al. (2011) também verificaram que o aumento do diâmetro da ferramenta
resulta numa diminuição da enformabilidade do material com base em ensaios de estampagem
incremental onde se produziram geometrias cónicas e piramidais truncadas. Estes autores
concluíram que o aumento do diâmetro da ferramenta leva a que o ângulo de estampagem máximo
diminua e o rácio de triaxilidade de tensões (
) aumente.
A velocidade de rotação da ferramenta é um parâmetro que não gera acordo na comunidade
científica acerca da sua influência na enformabilidade do material. Ham e Jeswiet (2006) concluíram
que o aumento da velocidade de rotação da ferramenta leva ao aumento da enformabilidade, pois
velocidades de rotação maiores geram maior aquecimento localizado derivado do atrito entre a peça
e a ferramenta. Neste trabalho, os autores também referem um estudo realizado anteriormente na
Queen’s University em que as conclusões foram contrárias, isto é, a diminuição da velocidade de
rotação levaria a um aumento da enformabilidade. Ambrogio et al. (2004) obtiveram conclusões
idênticas a Ham e Jeswiet (2006), uma vez que os seus resultados indicaram que o aumento da
velocidade de rotação implica um aumento da enformabilidade do material e do desgaste da
ferramenta. Finalmente, Silva et al. (2009) mostraram em ensaios com a ferramenta livre (esta pode
rodar consoante a sua necessidade e trajectória) que, pelo facto do atrito circunferencial resultante do

14
contacto entre a ferramenta e a chapa ser desprezável, a rotação da ferramenta não influencia
significativamente os resultados de enformabilidade obtidos nos ensaios de estampagem incremental.
Em relação à velocidade de avanço da ferramenta, Ham e Jeswiet (2006) concluíram que a
diminuição desta velocidade leva a um aumento da enformabilidade. Tal facto é explicado da seguinte
forma: a diminuição da velocidade de avanço leva a um aumento do aquecimento localizado, devido
ao atrito resultante do contacto pontual entre a ferramenta e a peça a ser deformada, resultando num
aumento da enformabilidade. Anteriormente, Kim e Park (2002) e Jeswiet et al. (2005) também
constataram tal situação nos seus trabalhos de investigação.
A geometria da peça é um parâmetro de significativa importância porque cada uma tem um tipo de
deformação diferente, obtendo-se assim pontos em diferentes zonas do plano das extensões
principais. Isto permite caracterizar os limites de enformabilidade e o ângulo máximo de estampagem.
Muitas geometrias têm sido propostas para se proceder a tal acção e para demonstrar as
potencialidades da estampagem incremental: por exemplo, Jeswiet e Young (2005) utilizaram
geometrias cónicas, piramidais, em forma de cúpula, hipérboles (cone em que o ângulo de
estampagem varia com a evolução da deformação) e cónicas com 5 lóbulos, todas truncadas
(Figura 2.8). Contudo, actualmente, as mais utilizadas são as geometrias cónicas e as piramidais. É
importante referir que para se determinar o ângulo máximo de estampagem deve-se utilizar uma
trajectória em que o ângulo de estampagem seja variável, como no caso da hipérbole, porque
verifica-se que o ângulo máximo obtido a partir da trajectória enunciada é superior ao obtido a partir
de geometrias com declives constantes (Hussein et al. (2007)).
Cone Pirâmide Cúpula Hipérbole Cone com 5 lóbulos
Figura 2.8 - Geometrias truncadas propostas por Jeswiet e Young (2005).
Jeswiet e Young (2005) verificaram que a geometria cónica truncada com 5 lóbulos permite obter
pontos de extensão principal no segundo quadrante do plano das extensões principais (Figura 2.9).
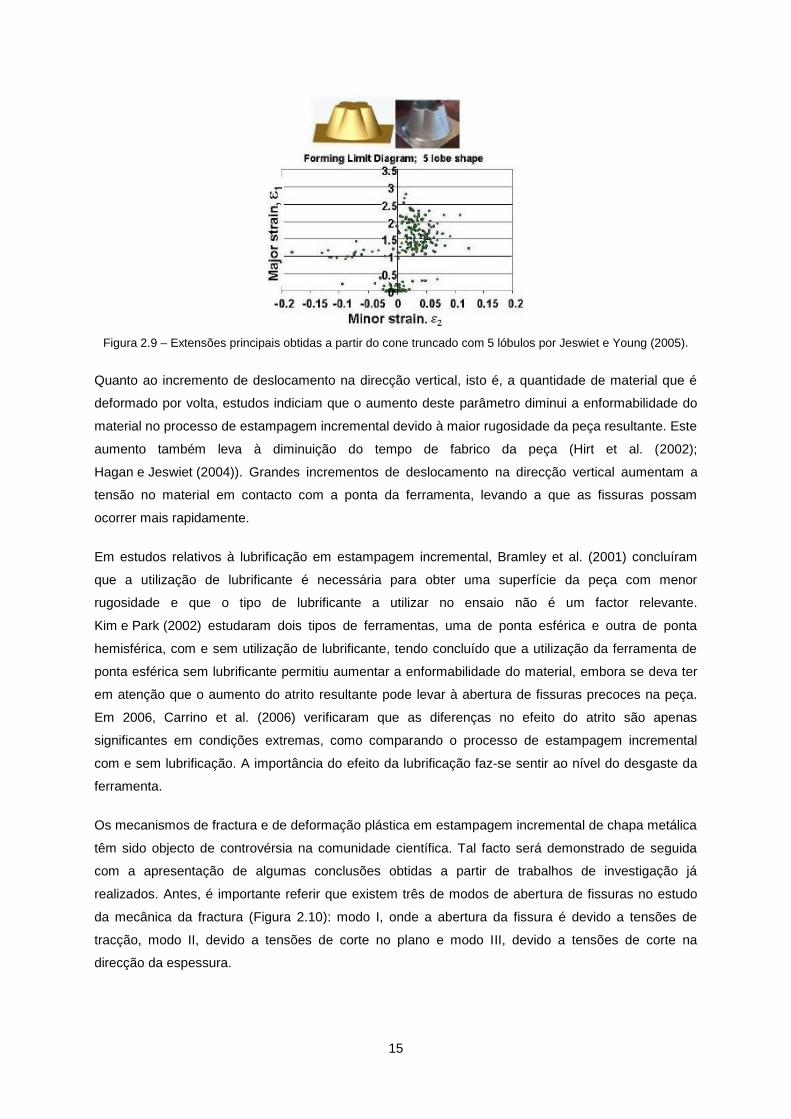
15
Figura 2.9 – Extensões principais obtidas a partir do cone truncado com 5 lóbulos por Jeswiet e Young (2005).
Quanto ao incremento de deslocamento na direcção vertical, isto é, a quantidade de material que é
deformado por volta, estudos indiciam que o aumento deste parâmetro diminui a enformabilidade do
material no processo de estampagem incremental devido à maior rugosidade da peça resultante. Este
aumento também leva à diminuição do tempo de fabrico da peça (Hirt et al. (2002);
Hagan e Jeswiet (2004)). Grandes incrementos de deslocamento na direcção vertical aumentam a
tensão no material em contacto com a ponta da ferramenta, levando a que as fissuras possam
ocorrer mais rapidamente.
Em estudos relativos à lubrificação em estampagem incremental, Bramley et al. (2001) concluíram
que a utilização de lubrificante é necessária para obter uma superfície da peça com menor
rugosidade e que o tipo de lubrificante a utilizar no ensaio não é um factor relevante.
Kim e Park (2002) estudaram dois tipos de ferramentas, uma de ponta esférica e outra de ponta
hemisférica, com e sem utilização de lubrificante, tendo concluído que a utilização da ferramenta de
ponta esférica sem lubrificante permitiu aumentar a enformabilidade do material, embora se deva ter
em atenção que o aumento do atrito resultante pode levar à abertura de fissuras precoces na peça.
Em 2006, Carrino et al. (2006) verificaram que as diferenças no efeito do atrito são apenas
significantes em condições extremas, como comparando o processo de estampagem incremental
com e sem lubrificação. A importância do efeito da lubrificação faz-se sentir ao nível do desgaste da
ferramenta.
Os mecanismos de fractura e de deformação plástica em estampagem incremental de chapa metálica
têm sido objecto de controvérsia na comunidade científica. Tal facto será demonstrado de seguida
com a apresentação de algumas conclusões obtidas a partir de trabalhos de investigação já
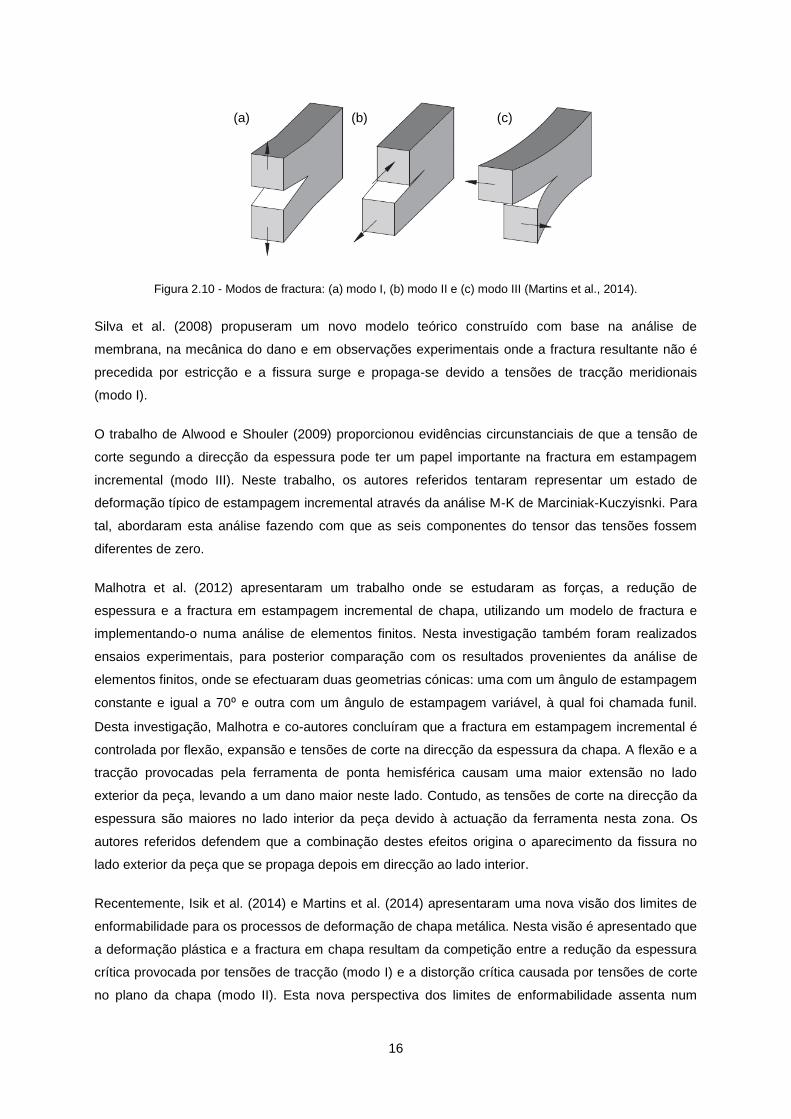
realizados. Antes, é importante referir que existem três de modos de abertura de fissuras no estudo
da mecânica da fractura (Figura 2.10): modo I, onde a abertura da fissura é devido a tensões de
tracção, modo II, devido a tensões de corte no plano e modo III, devido a tensões de corte na
direcção da espessura.
16
Figura 2.10 - Modos de fractura: (a) modo I, (b) modo II e (c) modo III (Martins et al., 2014).
Silva et al. (2008) propuseram um novo modelo teórico construído com base na análise de
membrana, na mecânica do dano e em observações experimentais onde a fractura resultante não é
precedida por estricção e a fissura surge e propaga-se devido a tensões de tracção meridionais
(modo I).
O trabalho de Alwood e Shouler (2009) proporcionou evidências circunstanciais de que a tensão de
corte segundo a direcção da espessura pode ter um papel importante na fractura em estampagem
incremental (modo III). Neste trabalho, os autores referidos tentaram representar um estado de
deformação típico de estampagem incremental através da análise M-K de Marciniak-Kuczyisnki. Para
tal, abordaram esta análise fazendo com que as seis componentes do tensor das tensões fossem
diferentes de zero.
Malhotra et al. (2012) apresentaram um trabalho onde se estudaram as forças, a redução de
espessura e a fractura em estampagem incremental de chapa, utilizando um modelo de fractura e
implementando-o numa análise de elementos finitos. Nesta investigação também foram realizados
ensaios experimentais, para posterior comparação com os resultados provenientes da análise de
elementos finitos, onde se efectuaram duas geometrias cónicas: uma com um ângulo de estampagem
constante e igual a 70⁰ e outra com um ângulo de estampagem variável, à qual foi chamada funil.
Desta investigação, Malhotra e co-autores concluíram que a fractura em estampagem incremental é
controlada por flexão, expansão e tensões de corte na direcção da espessura da chapa. A flexão e a
tracção provocadas pela ferramenta de ponta hemisférica causam uma maior extensão no lado
exterior da peça, levando a um dano maior neste lado. Contudo, as tensões de corte na direcção da
espessura são maiores no lado interior da peça devido à actuação da ferramenta nesta zona. Os
autores referidos defendem que a combinação destes efeitos origina o aparecimento da fissura no
lado exterior da peça que se propaga depois em direcção ao lado interior.
Recentemente, Isik et al. (2014) e Martins et al. (2014) apresentaram uma nova visão dos limites de
enformabilidade para os processos de deformação de chapa metálica. Nesta visão é apresentado que
a deformação plástica e a fractura em chapa resultam da competição entre a redução da espessura
crítica provocada por tensões de tracção (modo I) e a distorção crítica causada por tensões de corte
no plano da chapa (modo II). Esta nova perspectiva dos limites de enformabilidade assenta num
(a) (b) (c)
17
trabalho analítico e num trabalho experimental. No trabalho experimental foram realizados ensaios de
estampagem incremental, dos quais se obtiveram fissuras devido a tensões de tracção, e ensaios de
torção e de corte, dos quais surgiram fracturas devido a tensões de corte no plano. Além disto,
Martins et al. (2014) defendem que a tensão de corte na direcção da espessura não é um modo de
fractura que ocorra na deformação plástica da chapa metálica. É importante referir que, para
conhecimento do autor, nas mais recentes publicações sobre a mecânica da fractura e da
deformação plástica em estampagem incremental nunca foi abordada a ocorrência de fissuras
resultantes pelo modo II.
Finalmente, Madeira et al. (2014) tentaram provar, por meio de ensaios independentes, que a fractura
em estampagem incremental ocorre devido a tensões de tracção (modo I). Assim, determinou-se a
tenacidade à fractura directamente de peças cónicas truncadas produzidas por estampagem
incremental e comparou-se este valor com o obtido em provetes de duplo entalhe sujeitos a tracção
uniaxial. Os resultados dos ensaios permitiram verificar que os valores de tenacidade à fractura
obtidos para ambos são semelhantes. Além disto, constatou-se que as extensões na fractura das
peças cónicas truncadas, que apresentam fissuras circunferenciais devido a tensões meridionais, se
encontram localizadas, no plano das extensões principais, junto das extensões na fractura
determinadas a partir dos provetes de duplo entalhe que fracturaram devido a uma fissura que abre
segundo o modo I da mecânica da fractura. Ao se juntar a estes resultados o trabalho de
Muscat-Fenech et al. (1996) que permitiu correlacionar a CLF com a tenacidade à fractura em modo I,
pode-se concluir que a fractura em estampagem incremental ocorre por modo I devido a tensões
meridionais que são aplicadas ao longo da região deformada plasticamente e são resultado do
contacto entre a ferramenta e a chapa a ser deformada.
2.3. Fabrico de flanges por estampagem incremental
Uma flange é um elemento que permite unir dois componentes, sendo muito utilizado em sistemas de
tubos, por exemplo. Para sua produção pode ser utilizado o processo de estampagem incremental
sem matriz. Nesta situação, adoptando-se uma trajectória multi-passagem (isto é, a peça é produzida
realizando diversas fases intermédias de deformação até à fase final), a chapa previamente furada
deforma por flexão e expansão provocadas por uma ferramenta de deformação. O furo da chapa terá
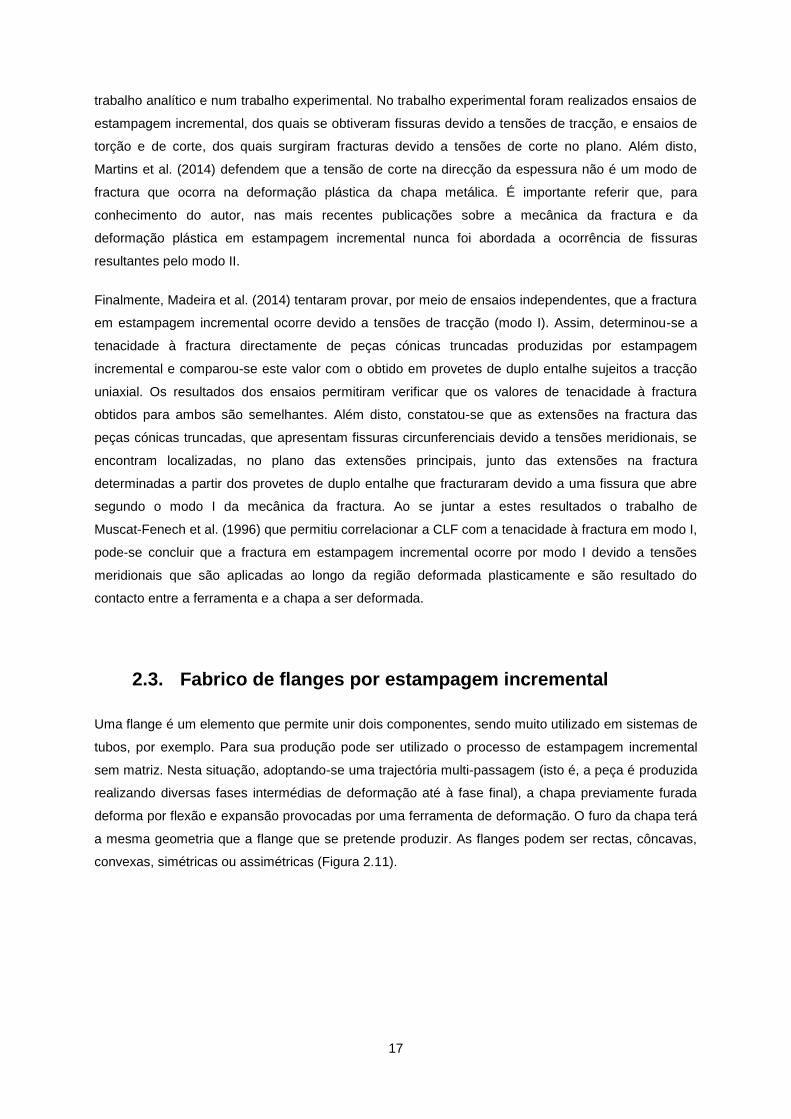
a mesma geometria que a flange que se pretende produzir. As flanges podem ser rectas, côncavas,
convexas, simétricas ou assimétricas (Figura 2.11).
18
(a) (b) (c) (d) (e)
Figura 2.11 - Tipos de flanges: (a) côncava, (b) convexa, (c) recta, (d) simétrica e (e) assimétrica.
No fabrico de flanges é comum ouvir-se falar no Coeficiente Limite de Deformação (CLD). Este
parâmetro pode ser considerado um limite de enformabilidade no fabrico de flanges circulares (para
um valor acima do CLD, a flange falha por fractura), definindo-se como o quociente entre o diâmetro
máximo interior da flange, ,e o diâmetro inicial do furo, :
(2.2)
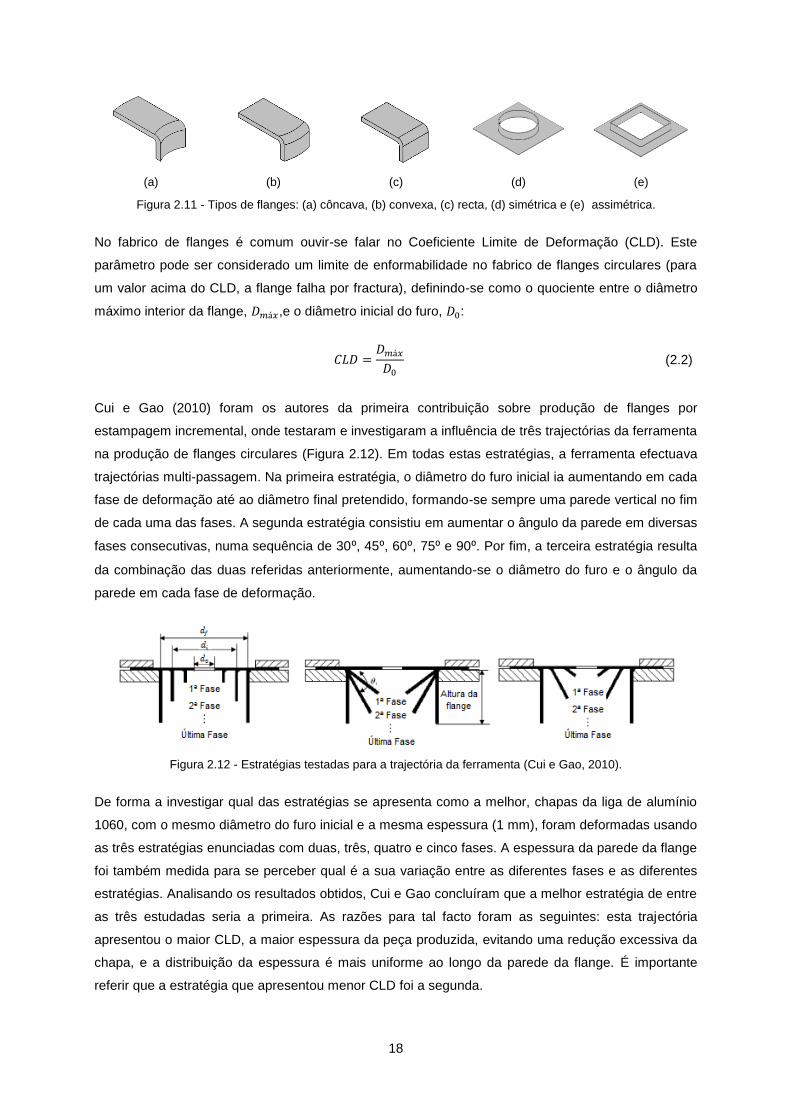
Cui e Gao (2010) foram os autores da primeira contribuição sobre produção de flanges por
estampagem incremental, onde testaram e investigaram a influência de três trajectórias da ferramenta
na produção de flanges circulares (Figura 2.12). Em todas estas estratégias, a ferramenta efectuava
trajectórias multi-passagem. Na primeira estratégia, o diâmetro do furo inicial ia aumentando em cada
fase de deformação até ao diâmetro final pretendido, formando-se sempre uma parede vertical no fim
de cada uma das fases. A segunda estratégia consistiu em aumentar o ângulo da parede em diversas
fases consecutivas, numa sequência de 30⁰, 45⁰, 60⁰, 75⁰ e 90⁰. Por fim, a terceira estratégia resulta
da combinação das duas referidas anteriormente, aumentando-se o diâmetro do furo e o ângulo da
parede em cada fase de deformação.
Figura 2.12 - Estratégias testadas para a trajectória da ferramenta (Cui e Gao, 2010).
De forma a investigar qual das estratégias se apresenta como a melhor, chapas da liga de alumínio
1060, com o mesmo diâmetro do furo inicial e a mesma espessura (1 mm), foram deformadas usando
as três estratégias enunciadas com duas, três, quatro e cinco fases. A espessura da parede da flange
foi também medida para se perceber qual é a sua variação entre as diferentes fases e as diferentes
estratégias. Analisando os resultados obtidos, Cui e Gao concluíram que a melhor estratégia de entre
as três estudadas seria a primeira. As razões para tal facto foram as seguintes: esta trajectória
apresentou o maior CLD, a maior espessura da peça produzida, evitando uma redução excessiva da
chapa, e a distribuição da espessura é mais uniforme ao longo da parede da flange. É importante
referir que a estratégia que apresentou menor CLD foi a segunda.
19
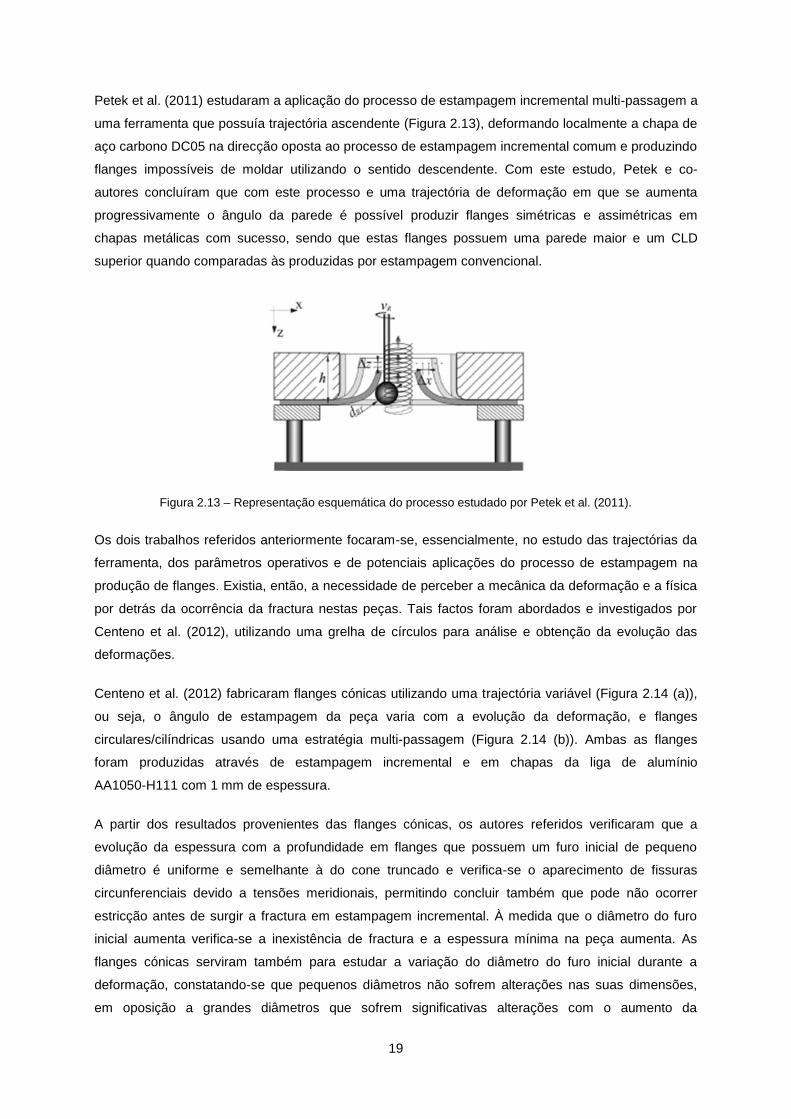
Petek et al. (2011) estudaram a aplicação do processo de estampagem incremental multi-passagem a
uma ferramenta que possuía trajectória ascendente (Figura 2.13), deformando localmente a chapa de
aço carbono DC05 na direcção oposta ao processo de estampagem incremental comum e produzindo
flanges impossíveis de moldar utilizando o sentido descendente. Com este estudo, Petek e co-
autores concluíram que com este processo e uma trajectória de deformação em que se aumenta
progressivamente o ângulo da parede é possível produzir flanges simétricas e assimétricas em
chapas metálicas com sucesso, sendo que estas flanges possuem uma parede maior e um CLD
superior quando comparadas às produzidas por estampagem convencional.
Figura 2.13 – Representação esquemática do processo estudado por Petek et al. (2011).
Os dois trabalhos referidos anteriormente focaram-se, essencialmente, no estudo das trajectórias da
ferramenta, dos parâmetros operativos e de potenciais aplicações do processo de estampagem na
produção de flanges. Existia, então, a necessidade de perceber a mecânica da deformação e a física
por detrás da ocorrência da fractura nestas peças. Tais factos foram abordados e investigados por
Centeno et al. (2012), utilizando uma grelha de círculos para análise e obtenção da evolução das
deformações.
Centeno et al. (2012) fabricaram flanges cónicas utilizando uma trajectória variável (Figura 2.14 (a)),
ou seja, o ângulo de estampagem da peça varia com a evolução da deformação, e flanges
circulares/cilíndricas usando uma estratégia multi-passagem (Figura 2.14 (b)). Ambas as flanges
foram produzidas através de estampagem incremental e em chapas da liga de alumínio
AA1050-H111 com 1 mm de espessura.
A partir dos resultados provenientes das flanges cónicas, os autores referidos verificaram que a
evolução da espessura com a profundidade em flanges que possuem um furo inicial de pequeno
diâmetro é uniforme e semelhante à do cone truncado e verifica-se o aparecimento de fissuras
circunferenciais devido a tensões meridionais, permitindo concluir também que pode não ocorrer
estricção antes de surgir a fractura em estampagem incremental. À medida que o diâmetro do furo
inicial aumenta verifica-se a inexistência de fractura e a espessura mínima na peça aumenta. As
flanges cónicas serviram também para estudar a variação do diâmetro do furo inicial durante a
deformação, constatando-se que pequenos diâmetros não sofrem alterações nas suas dimensões,
em oposição a grandes diâmetros que sofrem significativas alterações com o aumento da
20
profundidade. Recorrendo ainda a flanges cónicas, Centeno e co-autores representaram a sua
trajectória de deformação ao longo de uma secção meridional, no plano das extensões principais, e
obtiveram a distribuição de extensão efectiva. A extensão efectiva foi calculada a partir do critério de
plasticidade de Von Mises, desprezando-se assim a anisotropia, ou seja, assumiu-se que a
deformação plástica se faz sob condições isotrópicas. A partir da distribuição de extensão efectiva
calculada e recorrendo à equação que traduz a curva tensão-extensão, obteve-se também a
distribuição de tensão efectiva na peça.
(a) (b)
Figura 2.14 - (a) Flange cónica de trajectória em que o ângulo de estampagem é variável com a evolução da
deformação (Centeno et al., 2012); (b) Esquema da evolução da trajectória multi-passagem utilizada no fabrico
de flanges circulares (Centeno et al., 2012).
As flanges circulares ensaiadas por Centeno et al. (2012) foram fabricadas recorrendo a uma
trajectória multi-passagem, em que, em cada fase, o ângulo de estampagem aumenta, começando
com um ângulo inicial de 65⁰ e finalizando quando se atingir os 90⁰, existindo incrementos de 5⁰ entre
as fases que se encontram neste intervalo (Figura 2.14 (b)). Foi adoptada a estratégia de se
aumentar progressivamente o ângulo de estampagem porque é a que apresenta menor CLD, sendo o
pior cenário. O ângulo de estampagem inicial foi determinado através de ensaios realizados por
estampagem incremental nos quais se produziram peças cónicas truncadas com diferentes ângulos
de estampagem constantes, tendo-se verificado que, para ângulos superiores a 65⁰, as deformações
se encontram muito próximas ou no interior da zona de incerteza de 10% da CLF, indiciando a
ocorrência de fractura. Assim, decidiu-se que o ângulo de estampagem inicial seria 65⁰.
Nos ensaios de flanges circulares foram produzidas duas flanges: uma com o diâmetro do furo inicial
igual a 102 mm e o da outra igual a 120 mm. A primeira flange enunciada fracturou na segunda fase
de estampagem (65⁰+70⁰), em conformidade com o ponto de fractura (marcador triangular sólido)
presente na zona de incerteza da CLF que indicia tal facto (Figura 2.15 (a)). Já a segunda flange
enunciada foi fabricada com sucesso, sem ocorrência de fractura. Na Figura 2.15 (b) encontram-se
representadas as evoluções da deformação desta flange, ao longo de uma direcção meridional, da
primeira fase de estampagem (65⁰), da terceira fase de estampagem (65⁰+70⁰+75⁰) e da sexta e
última fase de estampagem (65⁰+70⁰+75⁰+80⁰+85⁰+90⁰), constatando-se que, ao longo da sequência
de fases, a evolução das deformações se aproxima da CLF.

21
(a) (b)
Figura 2.15 - (a) Extensões principais obtidas das flanges circulares com diâmetros do furo inicial iguais a 102 e
120 mm após a segunda fase de estampagem (65⁰+70⁰) (Centeno et al., 2012); (b) Trajectórias de deformação
da flange circular de diâmetro do furo inicial igual a 120 mm após três fases de estampagem diferentes
(Centeno et al., 2012).
Posteriormente, Silva et al. (2013) fabricaram flanges circulares por estampagem incremental e
convencional em dois materiais diferentes, a liga de alumínio AA1050-H111 e o titânio (grau 2), de
forma a comparar ambos os processos. Os resultados obtidos para cada material encontram-se na
Figura 2.16.
(a) (b)
Figura 2.16 - Trajectórias de deformação resultantes do fabrico de flanges circulares pelos processos de
estampagem convencional e incremental: (a) Resultados para a chapa da liga de alumínio AA1050-H111 com
um furo inicial de diâmetro igual a 111 mm. Os marcadores sólidos a cinzento correspondem à estricção e a
preto à fractura; (b) Resultados para chapa de titânio (grau 2) com um diâmetro do furo inicial de 127 mm. Os
marcadores sólidos correspondem à fractura (Silva et al., 2013).
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
-0.60 -0.40 -0.20 0.00 0.20 0.40 0.60 0.80 1.00 1.20 1.40
Hole Diameter 102 mm (65º+70º)
Hole Diameter 120 mm (65º+70º)
FFL
Majo
rT
rue S
train
Minor True Strain
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
-0.30 -0.20 -0.10 0.00 0.10 0.20 0.30
65º
65º+70º+75º
65º+70º+75º+80º+85º+90º
FFL
Majo
rT
rue S
train
Minor True Strain
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
-0.30 -0.20 -0.10 0.00 0.10 0.20 0.30
Multi-stage SPIF
Conventional press-working
FFL
FLC
Minor True Strain
Ma
jor
Tru
e S
tra
in
0.00
0.20
0.40
0.60
0.80
1.00
1.20
-0.30 -0.20 -0.10 0.00 0.10 0.20 0.30
Multi-stage SPIF
Conventional press-working
FFL
FLC
Minor True Strain
Ma
jor
Tru
e S
tra
in
22
Visualizando a Figura 2.16, verifica-se que a evolução da deformação nas peças obtidas por
estampagem incremental é caracterizada por pontos que se encontram, inicialmente, em deformação
plana e à medida que nos deslocamos ao longo da parede da flange, em direcção à aresta do furo, a
deformação dos pontos desvia ligeiramente e reverte para condições de expansão biaxial. A evolução
da deformação das peças obtidas a partir de estampagem convencional é caracteriza por pontos que
se encontram, inicialmente, junto à origem do plano das extensões principais e à medida que nos
deslocamos ao longo da aba da flange, em direcção à aresta do furo, a deformação dos pontos
aproxima-se de condições de tracção uniaxial. Analisando as trajectórias de deformação juntamente
com os limites de enformabilidade, conclui-se que quando a CLE e a CLF se encontram muito
próximas uma da outra, especialmente na zona de expansão biaxial, é provável que a flange obtida
pelo processo incremental fracture antes de ocorrer a estricção na flange obtida por estampagem
convencional, tal como acontece no caso do titânio (grau 2). Este facto, leva a concluir que o CLD de
flanges obtidas por estampagem incremental é superior e mais favorável ao das flanges obtidas por
estampagem convencional apenas no caso em que a CLF se encontra bem acima da CLE no plano
das extensões principais, tal como acontece com a liga de alumínio AA1050-H111. A situação inversa
verifica-se no titânio (grau 2).
Voswinckel et al. (2013) estudaram o processo de estampagem incremental com matriz no fabrico de
flanges rectas, côncavas e convexas. Este estudo incidiu na influência da trajectória da ferramenta e
do comprimento e raio da flange no fabrico destas peças. Os autores obtiveram rácios entre o
comprimento e o raio da flange maiores nos ensaios de estampagem incremental efectuados para
produzir flanges côncavas e convexas do que os encontrados na literatura em relação aos ensaios de
estampagem convencional efectuados para fabricar as mesmas peças. Assim, concluiu-se que o
fabrico de flanges côncavas e convexas por estampagem convencional apresenta mais limitações
que o fabrico das mesmas por estampagem incremental.
Em 2013, Montanari et al. (2013) ampliaram o trabalho realizado por Centeno et al. (2012). Como foi
anteriormente referido, o trabalho de Centeno et al. (2012) focou-se no estudo da mecânica da
deformação e da física da fractura em flanges circulares produzidas por estampagem incremental.
Contudo, neste estudo, as tensões correspondentes às extensões principais calculadas não foram
abordadas. Apenas a tensão efectiva foi obtida a partir da combinação da extensão efectiva
calculada, desprezando-se o efeito da anisotropia, e da curva tensão-extensão do material. Assim,
Montanari e co-autores fabricaram duas flanges circulares por estampagem incremental com a liga de
alumínio AA1050-H111. Os diâmetros dos furos iniciais das flanges utilizados foram 102 e 121 mm,
obtendo-se os mesmo resultados que Centeno et al. (2012), tanto a nível da evolução da trajectória
de deformação como ao nível da ocorrência ou não de fracturas, tal como era esperado. Na flange de
diâmetro do furo inicial igual a 102 mm ocorreu fractura enquanto na outra não. A novidade
introduzida por Montanari et al. (2013) foi o cálculo das tensões principais, da extensão efectiva e da
tensão efectiva a partir da medição experimental das extensões principais e não desprezando o efeito
da anisotropia no processo de estampagem incremental de chapa. Este efeito foi contabilizado a
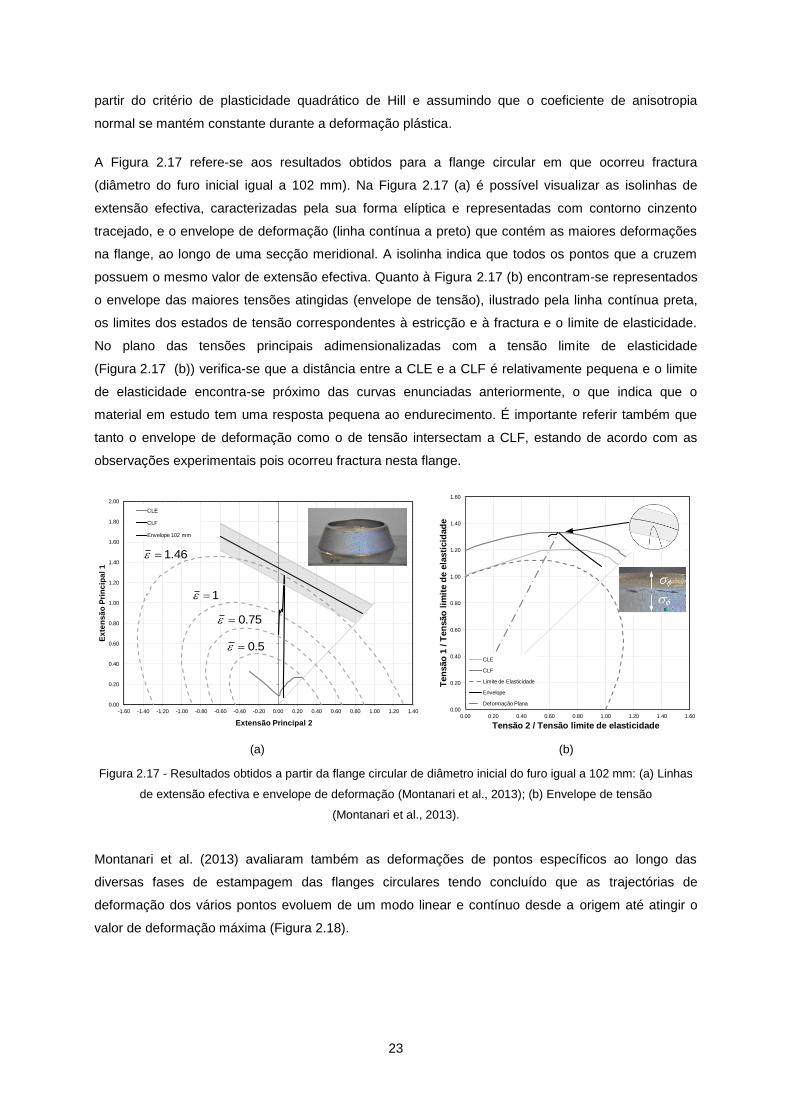
23
partir do critério de plasticidade quadrático de Hill e assumindo que o coeficiente de anisotropia
normal se mantém constante durante a deformação plástica.
A Figura 2.17 refere-se aos resultados obtidos para a flange circular em que ocorreu fractura
(diâmetro do furo inicial igual a 102 mm). Na Figura 2.17 (a) é possível visualizar as isolinhas de
extensão efectiva, caracterizadas pela sua forma elíptica e representadas com contorno cinzento
tracejado, e o envelope de deformação (linha contínua a preto) que contém as maiores deformações
na flange, ao longo de uma secção meridional. A isolinha indica que todos os pontos que a cruzem
possuem o mesmo valor de extensão efectiva. Quanto à Figura 2.17 (b) encontram-se representados
o envelope das maiores tensões atingidas (envelope de tensão), ilustrado pela linha contínua preta,
os limites dos estados de tensão correspondentes à estricção e à fractura e o limite de elasticidade.
No plano das tensões principais adimensionalizadas com a tensão limite de elasticidade
(Figura 2.17 (b)) verifica-se que a distância entre a CLE e a CLF é relativamente pequena e o limite
de elasticidade encontra-se próximo das curvas enunciadas anteriormente, o que indica que o
material em estudo tem uma resposta pequena ao endurecimento. É importante referir também que
tanto o envelope de deformação como o de tensão intersectam a CLF, estando de acordo com as
observações experimentais pois ocorreu fractura nesta flange.
(a) (b)
Figura 2.17 - Resultados obtidos a partir da flange circular de diâmetro inicial do furo igual a 102 mm: (a) Linhas
de extensão efectiva e envelope de deformação (Montanari et al., 2013); (b) Envelope de tensão
(Montanari et al., 2013).
Montanari et al. (2013) avaliaram também as deformações de pontos específicos ao longo das
diversas fases de estampagem das flanges circulares tendo concluído que as trajectórias de
deformação dos vários pontos evoluem de um modo linear e contínuo desde a origem até atingir o
valor de deformação máxima (Figura 2.18).
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
-1.60 -1.40 -1.20 -1.00 -0.80 -0.60 -0.40 -0.20 0.00 0.20 0.40 0.60 0.80 1.00 1.20 1.40
CLE
CLF
Envelope 102 mm
Ex
ten
sã
o P
rin
cip
al
1
Extensão Principal 2
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
0.00 0.20 0.40 0.60 0.80 1.00 1.20 1.40 1.60
CLE
CLF
Limite de Elasticidade
Envelope
Deformação Plana
Tensão 2 / Tensão limite de elasticidade
Ten
são
1 /
Ten
são
lim
ite d
e e
lasti
cid
ad
e
46.1
1
75.0
5.0
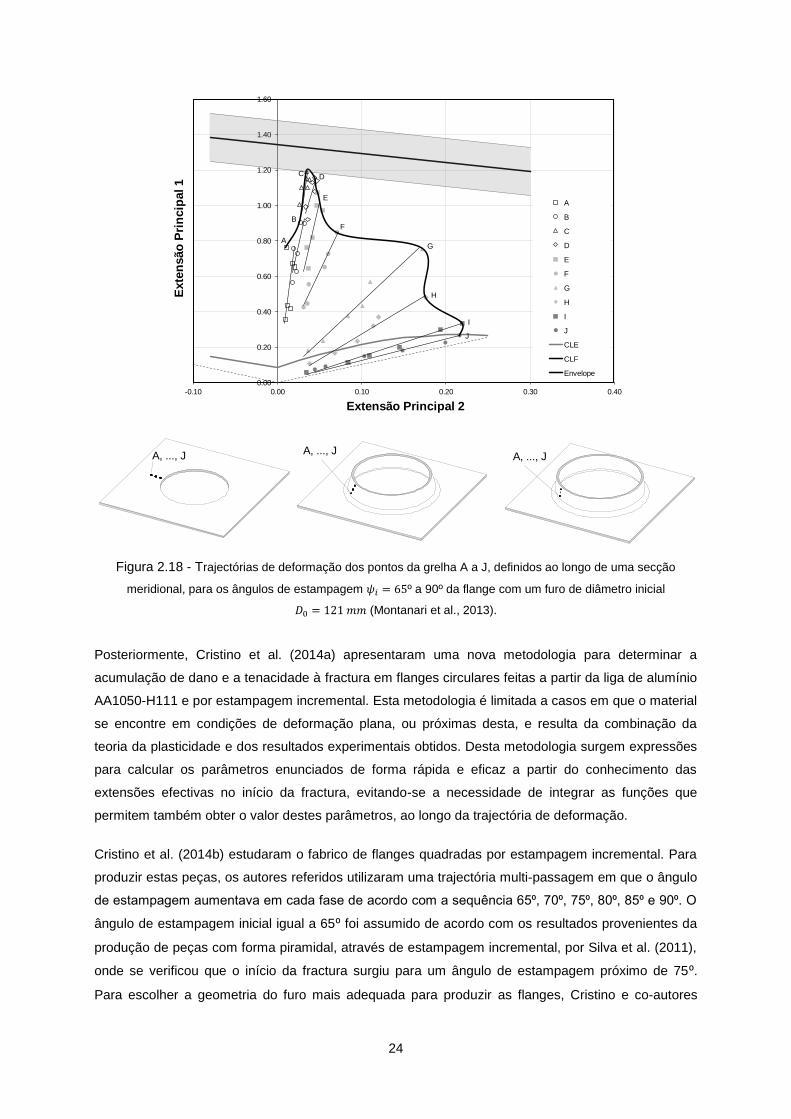
24
A, ..., J A, ..., JA, ..., J
Figura 2.18 - Trajectórias de deformação dos pontos da grelha A a J, definidos ao longo de uma secção
meridional, para os ângulos de estampagem º a 90º da flange com um furo de diâmetro inicial
(Montanari et al., 2013).
Posteriormente, Cristino et al. (2014a) apresentaram uma nova metodologia para determinar a
acumulação de dano e a tenacidade à fractura em flanges circulares feitas a partir da liga de alumínio
AA1050-H111 e por estampagem incremental. Esta metodologia é limitada a casos em que o material
se encontre em condições de deformação plana, ou próximas desta, e resulta da combinação da
teoria da plasticidade e dos resultados experimentais obtidos. Desta metodologia surgem expressões
para calcular os parâmetros enunciados de forma rápida e eficaz a partir do conhecimento das
extensões efectivas no início da fractura, evitando-se a necessidade de integrar as funções que
permitem também obter o valor destes parâmetros, ao longo da trajectória de deformação.
Cristino et al. (2014b) estudaram o fabrico de flanges quadradas por estampagem incremental. Para
produzir estas peças, os autores referidos utilizaram uma trajectória multi-passagem em que o ângulo
de estampagem aumentava em cada fase de acordo com a sequência 65⁰, 70⁰, 75⁰, 80⁰, 85⁰ e 90⁰. O
ângulo de estampagem inicial igual a 65⁰ foi assumido de acordo com os resultados provenientes da
produção de peças com forma piramidal, através de estampagem incremental, por Silva et al. (2011),
onde se verificou que o início da fractura surgiu para um ângulo de estampagem próximo de 75⁰.
Para escolher a geometria do furo mais adequada para produzir as flanges, Cristino e co-autores
A
B
C D
E
F
G
H
I
J
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
-0.10 0.00 0.10 0.20 0.30 0.40
A
B
C
D
E
F
G
H
I
J
CLE
CLF
Envelope
Exte
nsão
Pri
ncip
al 1
Extensão Principal 2

25
basearam-se nos ensaios preliminares de Pardal (2013) que concluiu que a melhor geometria seria
uma em que os furos possuíssem raios constantes e concordantes. Esta geometria bem como a
representação das suas variáveis encontram-se representadas na Figura 2.19.
Figura 2.19 –Nomenclatura e definição das variáveis do furo inicial da chapa utilizada para fabricar flanges
quadradas (Silva et al., 2014).
Dos resultados obtidos por Cristino et al. (2014b) concluiu-se o seguinte: quanto maior a dimensão
do furo inicial e mantendo o raio de canto constante, maior é a enformabilidade; o aumento do
raio de canto do furo inicial leva a que a sua dimensão diminua para que a flange seja
produzida com sucesso; quer o aumento da dimensão inicial do furo , quer o aumento do seu raio
de canto permitem o fabrico das flanges com parede vertical. Nesta investigação são comparadas
duas flanges com dimensão inicial do furo igual a 140 e 147 mm e raios de canto cujo valor são
22.5 mm e 5 mm, respectivamente. Para a flange de raio de canto maior não se verificou fractura
enquanto que para a de menor raio ocorreu uma fissura no meio do canto. Para analisar as flanges
quadradas, os autores referidos identificaram quatro zonas (Figura 2.20 (c)): a zona aa’ que se se
situa a meio da parede lateral, a zona bb’ que se localiza na zona de transição entre a parede lateral
e o canto, a zona cc’ que está numa região intermédia entre a zona bb’ e o meio do canto e a zona
dd’ que corresponde ao meio do canto da flange. Na Figura 2.20 (a) encontram-se os envelopes de
deformação correspondentes às zonas referidas da flange quadrada em que ocorreu fractura. Tal
facto é visível nesta figura pois o envelope da zona dd’ intersecta a CLF. Por fim, na Figura 2.20 (b) é
possível visualizar a fissura resultante. A sua morfologia e modo de propagação (começa na aresta
do furo e desloca-se ao longo da direcção meridional) permitem afirmar que a fractura se deve a
tensões circunferenciais e resulta de uma redução de espessura, sem sinais prévios de estricção. Os
autores concluíram também que a fractura nas flanges quadradas pode ser evitada através do
aumento da dimensão do furo inicial, do aumento do raio de canto do furo inicial ou do aumento de
ambos em simultâneo.
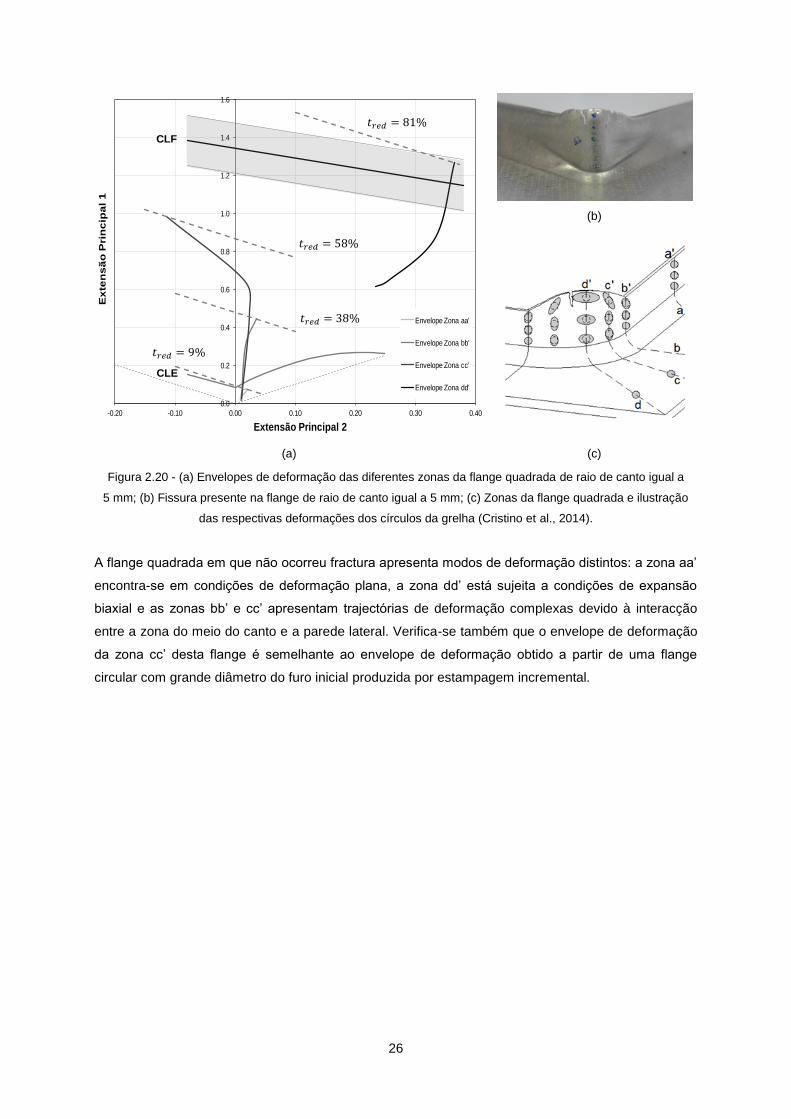
26
(b)
(a) (c)
Figura 2.20 - (a) Envelopes de deformação das diferentes zonas da flange quadrada de raio de canto igual a
5 mm; (b) Fissura presente na flange de raio de canto igual a 5 mm; (c) Zonas da flange quadrada e ilustração
das respectivas deformações dos círculos da grelha (Cristino et al., 2014).
A flange quadrada em que não ocorreu fractura apresenta modos de deformação distintos: a zona aa’
encontra-se em condições de deformação plana, a zona dd’ está sujeita a condições de expansão
biaxial e as zonas bb’ e cc’ apresentam trajectórias de deformação complexas devido à interacção
entre a zona do meio do canto e a parede lateral. Verifica-se também que o envelope de deformação
da zona cc’ desta flange é semelhante ao envelope de deformação obtido a partir de uma flange
circular com grande diâmetro do furo inicial produzida por estampagem incremental.
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
-0.20 -0.10 0.00 0.10 0.20 0.30 0.40
Envelope Zona aa'
Envelope Zona bb'
Envelope Zona cc'
Envelope Zona dd'
Ex
ten
sã
o P
rin
cip
al
1
Extensão Principal 2
CLF
CLE
27
3. Trabalho Experimental
Este capítulo iniciar-se-á com a caracterização das propriedades do material, seguindo-se a
apresentação dos equipamentos utilizados nos ensaios de estampagem incremental bem como a
explicação acerca do modo de preparação das chapas. Posteriormente, serão abordados os
equipamentos e técnicas utilizados na medição dos resultados obtidos e a metodologia usada para se
efectuarem os ensaios. Depois serão apresentados os planos de ensaios para o fabrico de
geometrias cónicas truncadas com lóbulos, de flanges circulares e de flanges complexas. Este
capítulo terminará com o projecto de um estrutura de suporte e respectivo estudo estrutural.
3.1. Propriedades do material
O material utilizado em todos os ensaios, cujos resultados são apresentados neste trabalho, foi a liga
de alumínio AA1050-H111. Este material tem um teor em alumínio superior a 99.0% e uma pureza de
99.50%, tendo sido endurecido por encruamento sem sofrer algum outro tratamento suplementar. De
seguida, serão apresentadas as propriedades mecânicas (caracterização mecânica) e as curvas
limite de estampagem (CLE), limite de fractura (CLF) e limite de fractura ao corte (CLFC) deste
material (caracterização da enformabilidade).
3.1.1. Caracterização mecânica
De forma a analisar o comportamento deste material quando sujeito a deformação plástica a partir do
processo de estampagem incremental, torna-se necessário conhecer as suas propriedades
mecânicas. Estas propriedades são obtidas a partir do ensaio de tracção e definem a resposta de um
material a uma determinada solicitação imposta, sob condições térmicas ou ambientais bem
definidas. Isik et al. (2014), num trabalho anterior, determinaram as principais propriedades
mecânicas do material que se encontra aqui a ser caracterizado. Deste trabalho, ficou a saber-se que
a curva tensão-extensão da liga de alumínio AA1050-H111 pode ser aproximada pela seguinte
equação de Ludwik-Hollomon:
(3.1)
Isik et al. (2014) determinaram ainda o módulo de elasticidades (E), a tensão de cedência ( ), a
tensão de rotura ( ), os coeficientes de anisotropia normal ( ) e planar ( ) e o alongamento após
fractura (A). Os valores destas propriedades encontram-se na Tabela 3.1 para um ângulo de 0⁰, 45⁰ e
90⁰ em relação à direcção de laminagem.
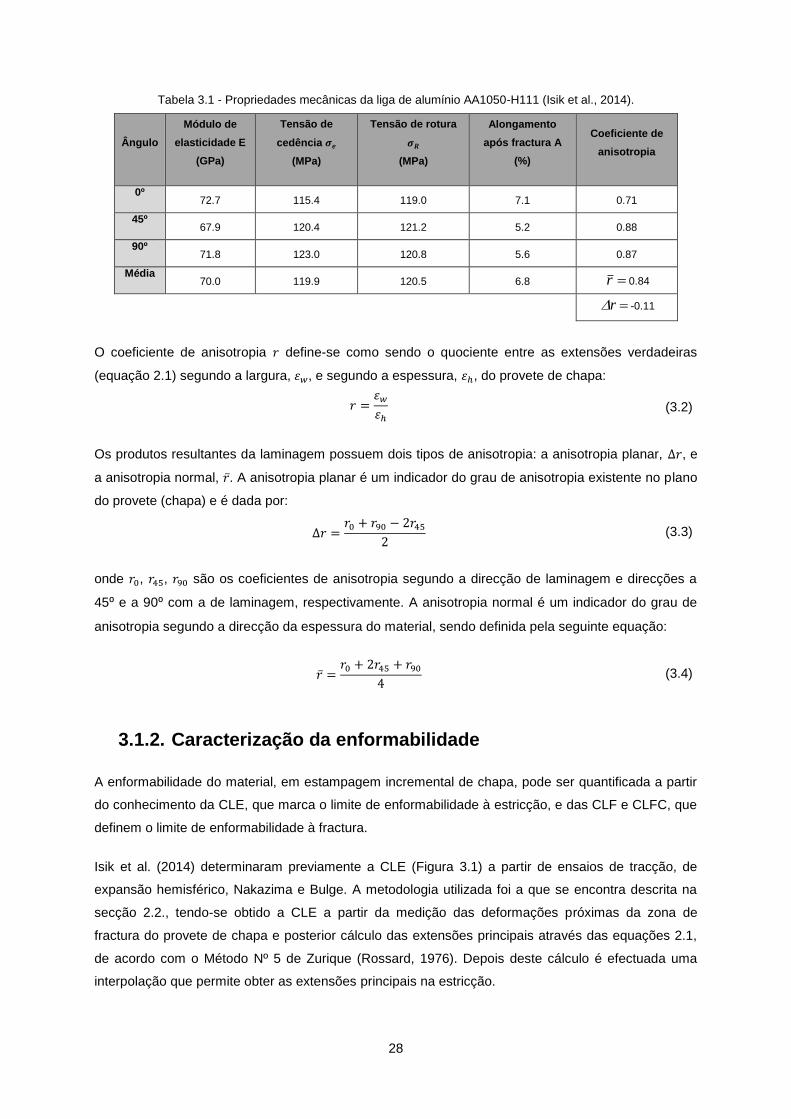
28
Tabela 3.1 - Propriedades mecânicas da liga de alumínio AA1050-H111 (Isik et al., 2014).
Ângulo
Módulo de
elasticidade E
(GPa)
Tensão de
cedência
(MPa)
Tensão de rotura
(MPa)
Alongamento
após fractura A
(%)
Coeficiente de
anisotropia
0º 72.7 115.4 119.0 7.1 0.71
45º 67.9 120.4 121.2 5.2 0.88
90º 71.8 123.0 120.8 5.6 0.87
Média 70.0 119.9 120.5 6.8 r 0.84
r -0.11
O coeficiente de anisotropia define-se como sendo o quociente entre as extensões verdadeiras
(equação 2.1) segundo a largura, , e segundo a espessura, , do provete de chapa:
(3.2)
Os produtos resultantes da laminagem possuem dois tipos de anisotropia: a anisotropia planar, , e
a anisotropia normal, . A anisotropia planar é um indicador do grau de anisotropia existente no plano
do provete (chapa) e é dada por:
(3.3)
onde , , são os coeficientes de anisotropia segundo a direcção de laminagem e direcções a
45⁰ e a 90⁰ com a de laminagem, respectivamente. A anisotropia normal é um indicador do grau de
anisotropia segundo a direcção da espessura do material, sendo definida pela seguinte equação:
(3.4)
3.1.2. Caracterização da enformabilidade
A enformabilidade do material, em estampagem incremental de chapa, pode ser quantificada a partir
do conhecimento da CLE, que marca o limite de enformabilidade à estricção, e das CLF e CLFC, que
definem o limite de enformabilidade à fractura.
Isik et al. (2014) determinaram previamente a CLE (Figura 3.1) a partir de ensaios de tracção, de
expansão hemisférico, Nakazima e Bulge. A metodologia utilizada foi a que se encontra descrita na
secção 2.2., tendo-se obtido a CLE a partir da medição das deformações próximas da zona de
fractura do provete de chapa e posterior cálculo das extensões principais através das equações 2.1,
de acordo com o Método Nº 5 de Zurique (Rossard, 1976). Depois deste cálculo é efectuada uma
interpolação que permite obter as extensões principais na estricção.

29
A CLF foi obtida a partir da combinação das extensões na fractura de cones e pirâmides truncados
produzidos em ensaios de estampagem incremental por Isik et al. (2014) com as extensões na
fractura obtidas por Madeira et al. (2014) a partir de provetes de chapa com duplo entalhe sujeitos a
cargas de tracção. Ambos os autores utilizaram chapas de 1 mm de espessura para realizarem os
ensaios. Na Figura 3.1, os marcadores com preenchimento a preto são as extensões
correspondentes à fractura resultantes dos trabalhos dos autores referidos anteriormente e a CLF é a
linha recta de cor preta, inclinada da esquerda para a direita em conformidade com a condição teórica
de redução da espessura crítica na fractura, cuja equação é:
(3.5)
Por fim, a CLFC foi obtida por Isik et al. (2014) através da combinação das extensões na fractura de
provetes sujeitos aos ensaios de torção e de corte. Na Figura 3.1, a CLFC é a linha recta de cor
cinzenta, inclinada da esquerda para a direita em conformidade com a condição teórica de distorção
crítica na fractura, e os pontos sólidos cinzentos são as extensões correspondentes à fractura obtidas
nos testes de torção e de corte enunciados anteriormente. A CLFC é definida pela seguinte equação:
(3.6)
É importante salientar ainda que as áreas a cinzento claro que envolvem a CLF e a CLFC na
Figura 3.1 correspondem a um intervalo de incerteza de na sua determinação por métodos
experimentais.
Figura 3.1 - Limites de enformabilidade à estricção e à fractura da liga de alumínio AA1050-H111 obtidos a partir
dos ensaios de Isik et al. (2014) e Madeira et al. (2014).

30
Da Figura 3.11 é possível concluir que a liga de alumínio AA1050-H111 pode suportar uma extensão
considerável entre o aparecimento da estricção e da fractura, uma vez que a distância entre a CLE e
a CLF ou a CLFC também é considerável, indicando que este material é dúctil.
3.2. Equipamentos
Os ensaios de estampagem incremental descritos na presente tese foram realizados no centro de
maquinagem CNC DECKEL MAHO, Modelo DMC 63V que se encontra no Laboratório de Tecnologia
Mecânica do IST. Esta máquina-ferramenta pode ser visualizada na Figura 3.2, bem como as suas
características técnicas principais. As chapas utilizadas para fabricar flanges complexas também
foram maquinadas neste centro de maquinagem durante a sua preparação, onde foi necessário
proceder à abertura de um furo por fresagem.
Principais características técnicas
Controlo numérico Siemens
Número de eixos
controlados 3 (X, Y e Z)
Curso dos eixos
(X, Y e Z) [mm] 850 x 630 x 500
Armazém de ferramentas 24 posições
Diâmetro máximo da
ferramenta [mm] 125
Comprimento máximo
da ferramenta [mm] 250
Cone ISO 40
Potência [kW] 9.5
Velocidade de rotação
máxima [rpm] 8000
Avanço máximo
[mm/min] 10 000
(a) (b)
Figura 3.2 - (a) Centro de maquinagem CNC DECKEL MAHO, Modelo DMC 63V (Pardal, 2013);
(b) Características técnicas principais do centro de maquinagem.
Para se proceder à realização dos ensaios de estampagem incremental, foi introduzida uma estrutura
para fixar a chapa a ser deformada (estrutura de fixação) no interior do centro de maquinagem. A
estrutura é constituída por uma placa espera, um suporte e quatro encostadores e possuí duas
configurações possíveis, consoante a placa espera utilizada no ensaio. Para ambas as configurações,
que se encontram representadas esquematicamente na Figura 3.3, são comuns o suporte e os
encostadores, sendo diferente a placa espera que é aparafusada ao suporte. Os encostadores são
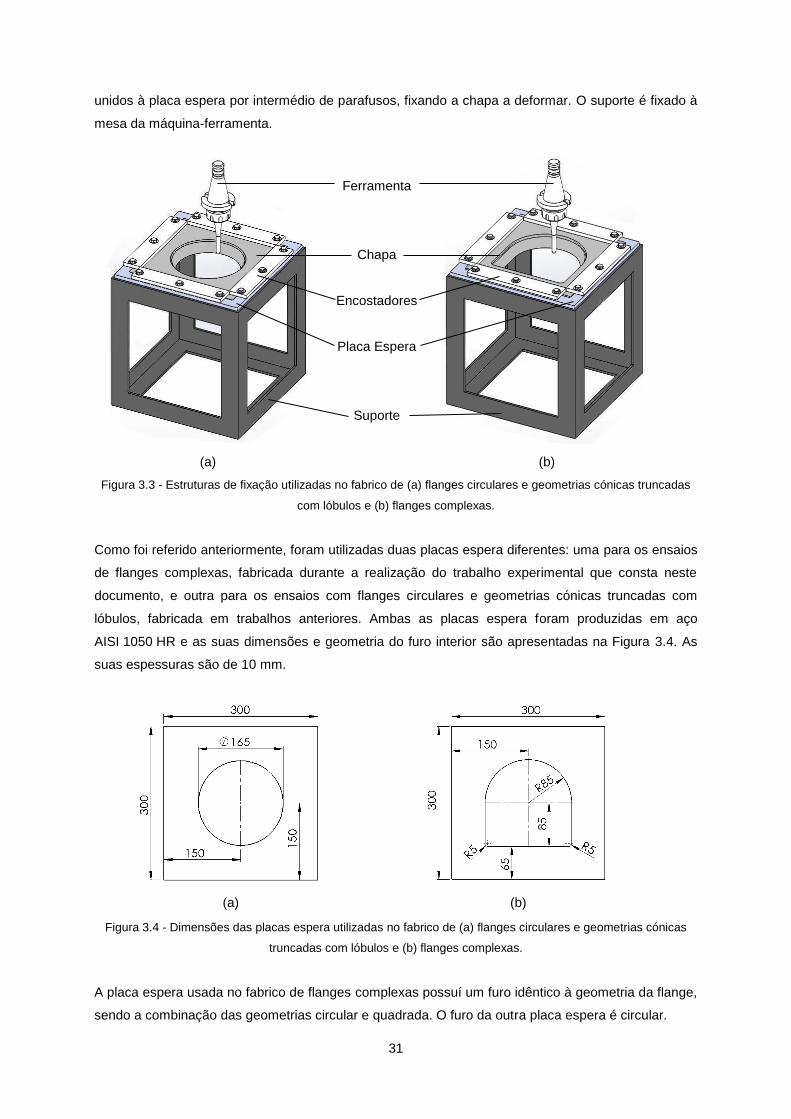
31
unidos à placa espera por intermédio de parafusos, fixando a chapa a deformar. O suporte é fixado à
mesa da máquina-ferramenta.
Ferramenta
Chapa
Encostadores
Placa Espera
Suporte
(a) (b)
Figura 3.3 - Estruturas de fixação utilizadas no fabrico de (a) flanges circulares e geometrias cónicas truncadas
com lóbulos e (b) flanges complexas.
Como foi referido anteriormente, foram utilizadas duas placas espera diferentes: uma para os ensaios
de flanges complexas, fabricada durante a realização do trabalho experimental que consta neste
documento, e outra para os ensaios com flanges circulares e geometrias cónicas truncadas com
lóbulos, fabricada em trabalhos anteriores. Ambas as placas espera foram produzidas em aço
AISI 1050 HR e as suas dimensões e geometria do furo interior são apresentadas na Figura 3.4. As
suas espessuras são de 10 mm.
(a) (b)
Figura 3.4 - Dimensões das placas espera utilizadas no fabrico de (a) flanges circulares e geometrias cónicas
truncadas com lóbulos e (b) flanges complexas.
A placa espera usada no fabrico de flanges complexas possuí um furo idêntico à geometria da flange,
sendo a combinação das geometrias circular e quadrada. O furo da outra placa espera é circular.
32
Neste trabalho foram utilizadas ferramentas de ponta hemisférica (Figura 3.5), fabricadas em aço
inoxidável AISI 316 e de diâmetros iguais a 8, 12 e 25 mm.
Figura 3.5 - Ferramenta de ponta hemisférica de 8 mm de diâmetro (Pardal, 2013).
3.3. Preparação da chapa
Os ensaios de estampagem incremental realizados neste trabalho foram feitos em chapas da liga de
alumínio AA1050-H111. As dimensões das chapas utilizadas foram 250 mm x 250 mm x 1 mm, tendo
sido obtidas a partir do corte de chapas de maiores dimensões por intermédio de uma guilhotina.
Após o corte, as chapas foram limpas e marcadas electroquimicamente com grelhas de círculos,
utilizando-se o equipamento presente na Figura 3.6 (a). Os círculos marcados permitirão quantificar a
deformação da chapa em cada um dos ensaios, sendo assim possível determinar também as
correspondentes extensões para posterior análise dos resultados.
(a) (b)
Figura 3.6 - (a) Equipamento utilizado na marcação electroquímica das chapas (Robalo, 2011); (b) Grelha de
círculos utilizada para medir as deformações.
Na Figura 3.6 (b) é possível visualizar também a grelha de círculos marcada nas chapas. É uma
grelha circular grande, cujo diâmetro inicial dos círculos é de 2.553 mm. Este diâmetro foi obtido a
partir de diversas medições efectuadas num projector de perfis.
Para se realizarem os ensaios com flanges complexas é necessário, ainda, efectuar um furo com a
geometria da flange a produzir. Assim, e como neste caso o furo também é complexo, optou-se por
efectuá-lo no centro de maquinagem por fresagem. Para tal, realizou-se uma montagem em metade
da mesa da máquina-ferramenta, tendo sido utilizada a outra metade para colocar a estrutura de
fixação (Figura 3.7). Esta montagem era constituída por um bloco maciço de alumínio, cortado à
esquadria, que se encontra fixo à mesa por meio de 4 grampos. Sobre o bloco de alumínio foi
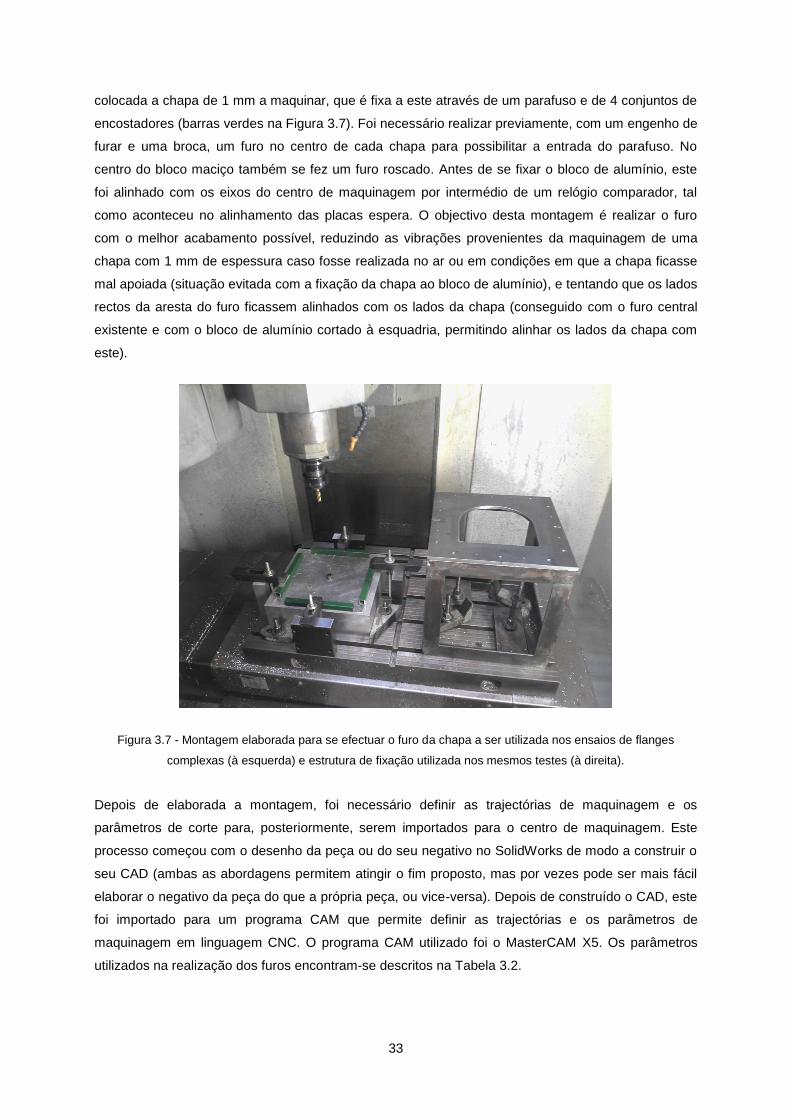
33
colocada a chapa de 1 mm a maquinar, que é fixa a este através de um parafuso e de 4 conjuntos de
encostadores (barras verdes na Figura 3.7). Foi necessário realizar previamente, com um engenho de
furar e uma broca, um furo no centro de cada chapa para possibilitar a entrada do parafuso. No
centro do bloco maciço também se fez um furo roscado. Antes de se fixar o bloco de alumínio, este
foi alinhado com os eixos do centro de maquinagem por intermédio de um relógio comparador, tal
como aconteceu no alinhamento das placas espera. O objectivo desta montagem é realizar o furo
com o melhor acabamento possível, reduzindo as vibrações provenientes da maquinagem de uma
chapa com 1 mm de espessura caso fosse realizada no ar ou em condições em que a chapa ficasse
mal apoiada (situação evitada com a fixação da chapa ao bloco de alumínio), e tentando que os lados
rectos da aresta do furo ficassem alinhados com os lados da chapa (conseguido com o furo central
existente e com o bloco de alumínio cortado à esquadria, permitindo alinhar os lados da chapa com
este).
Figura 3.7 - Montagem elaborada para se efectuar o furo da chapa a ser utilizada nos ensaios de flanges
complexas (à esquerda) e estrutura de fixação utilizada nos mesmos testes (à direita).
Depois de elaborada a montagem, foi necessário definir as trajectórias de maquinagem e os
parâmetros de corte para, posteriormente, serem importados para o centro de maquinagem. Este
processo começou com o desenho da peça ou do seu negativo no SolidWorks de modo a construir o
seu CAD (ambas as abordagens permitem atingir o fim proposto, mas por vezes pode ser mais fácil
elaborar o negativo da peça do que a própria peça, ou vice-versa). Depois de construído o CAD, este
foi importado para um programa CAM que permite definir as trajectórias e os parâmetros de
maquinagem em linguagem CNC. O programa CAM utilizado foi o MasterCAM X5. Os parâmetros
utilizados na realização dos furos encontram-se descritos na Tabela 3.2.
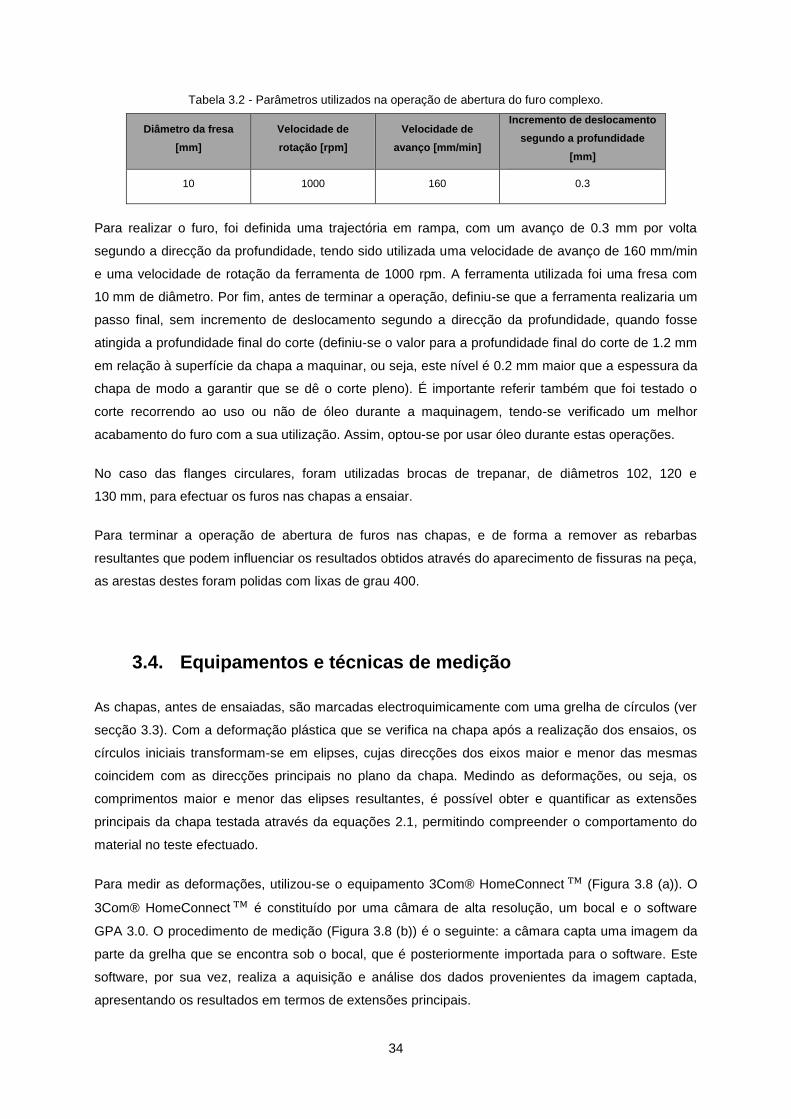
34
Tabela 3.2 - Parâmetros utilizados na operação de abertura do furo complexo.
Diâmetro da fresa
[mm]
Velocidade de
rotação [rpm]
Velocidade de
avanço [mm/min]
Incremento de deslocamento
segundo a profundidade
[mm]
10 1000 160 0.3
Para realizar o furo, foi definida uma trajectória em rampa, com um avanço de 0.3 mm por volta
segundo a direcção da profundidade, tendo sido utilizada uma velocidade de avanço de 160 mm/min
e uma velocidade de rotação da ferramenta de 1000 rpm. A ferramenta utilizada foi uma fresa com
10 mm de diâmetro. Por fim, antes de terminar a operação, definiu-se que a ferramenta realizaria um
passo final, sem incremento de deslocamento segundo a direcção da profundidade, quando fosse
atingida a profundidade final do corte (definiu-se o valor para a profundidade final do corte de 1.2 mm
em relação à superfície da chapa a maquinar, ou seja, este nível é 0.2 mm maior que a espessura da
chapa de modo a garantir que se dê o corte pleno). É importante referir também que foi testado o
corte recorrendo ao uso ou não de óleo durante a maquinagem, tendo-se verificado um melhor
acabamento do furo com a sua utilização. Assim, optou-se por usar óleo durante estas operações.
No caso das flanges circulares, foram utilizadas brocas de trepanar, de diâmetros 102, 120 e
130 mm, para efectuar os furos nas chapas a ensaiar.
Para terminar a operação de abertura de furos nas chapas, e de forma a remover as rebarbas
resultantes que podem influenciar os resultados obtidos através do aparecimento de fissuras na peça,
as arestas destes foram polidas com lixas de grau 400.
3.4. Equipamentos e técnicas de medição
As chapas, antes de ensaiadas, são marcadas electroquimicamente com uma grelha de círculos (ver
secção 3.3). Com a deformação plástica que se verifica na chapa após a realização dos ensaios, os
círculos iniciais transformam-se em elipses, cujas direcções dos eixos maior e menor das mesmas
coincidem com as direcções principais no plano da chapa. Medindo as deformações, ou seja, os
comprimentos maior e menor das elipses resultantes, é possível obter e quantificar as extensões
principais da chapa testada através da equações 2.1, permitindo compreender o comportamento do
material no teste efectuado.
Para medir as deformações, utilizou-se o equipamento 3Com® HomeConnect (Figura 3.8 (a)). O
3Com® HomeConnect é constituído por uma câmara de alta resolução, um bocal e o software
GPA 3.0. O procedimento de medição (Figura 3.8 (b)) é o seguinte: a câmara capta uma imagem da
parte da grelha que se encontra sob o bocal, que é posteriormente importada para o software. Este
software, por sua vez, realiza a aquisição e análise dos dados provenientes da imagem captada,
apresentando os resultados em termos de extensões principais.
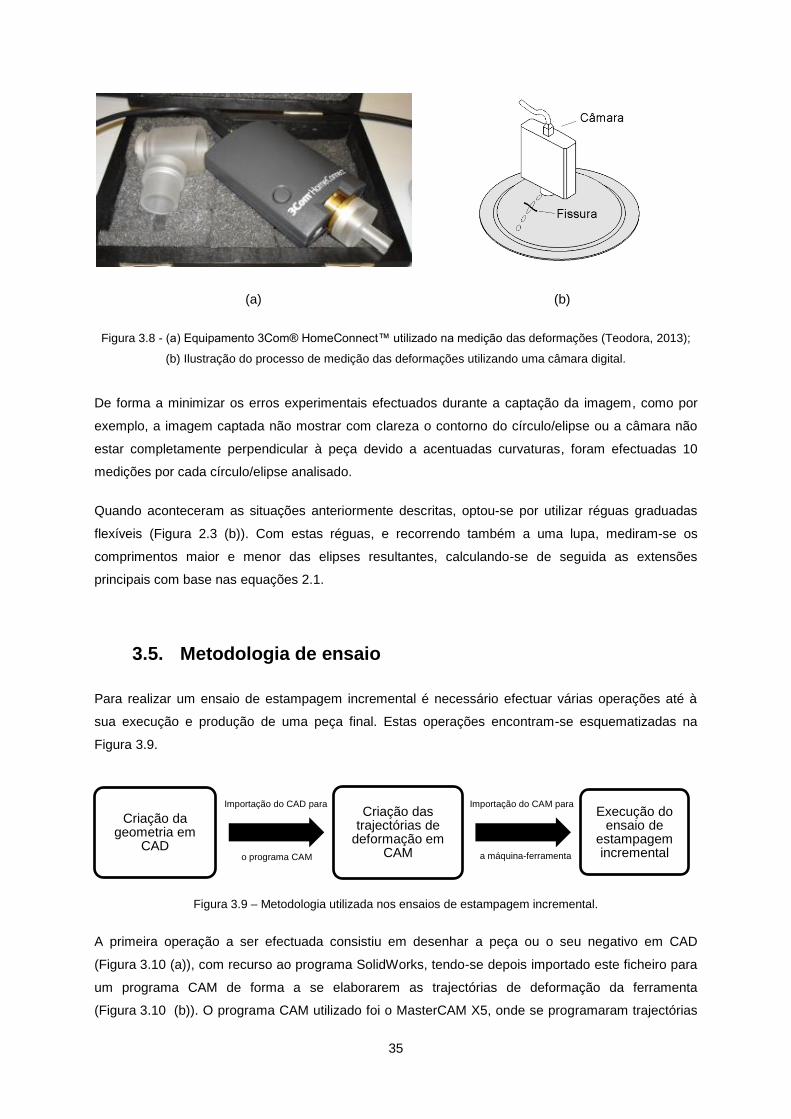
35
(a) (b)
Figura 3.8 - (a) Equipamento 3Com® HomeConnect™ utilizado na medição das deformações (Teodora, 2013);
(b) Ilustração do processo de medição das deformações utilizando uma câmara digital.
De forma a minimizar os erros experimentais efectuados durante a captação da imagem, como por
exemplo, a imagem captada não mostrar com clareza o contorno do círculo/elipse ou a câmara não
estar completamente perpendicular à peça devido a acentuadas curvaturas, foram efectuadas 10
medições por cada círculo/elipse analisado.
Quando aconteceram as situações anteriormente descritas, optou-se por utilizar réguas graduadas
flexíveis (Figura 2.3 (b)). Com estas réguas, e recorrendo também a uma lupa, mediram-se os
comprimentos maior e menor das elipses resultantes, calculando-se de seguida as extensões
principais com base nas equações 2.1.
3.5. Metodologia de ensaio
Para realizar um ensaio de estampagem incremental é necessário efectuar várias operações até à
sua execução e produção de uma peça final. Estas operações encontram-se esquematizadas na
Figura 3.9.
Figura 3.9 – Metodologia utilizada nos ensaios de estampagem incremental.
A primeira operação a ser efectuada consistiu em desenhar a peça ou o seu negativo em CAD
(Figura 3.10 (a)), com recurso ao programa SolidWorks, tendo-se depois importado este ficheiro para
um programa CAM de forma a se elaborarem as trajectórias de deformação da ferramenta
(Figura 3.10 (b)). O programa CAM utilizado foi o MasterCAM X5, onde se programaram trajectórias
Criação da geometria em
CAD
Criação das trajectórias de
deformação em CAM
Execução do ensaio de
estampagem incremental
Importação do CAD para
o programa CAM
Importação do CAM para
a máquina-ferramenta
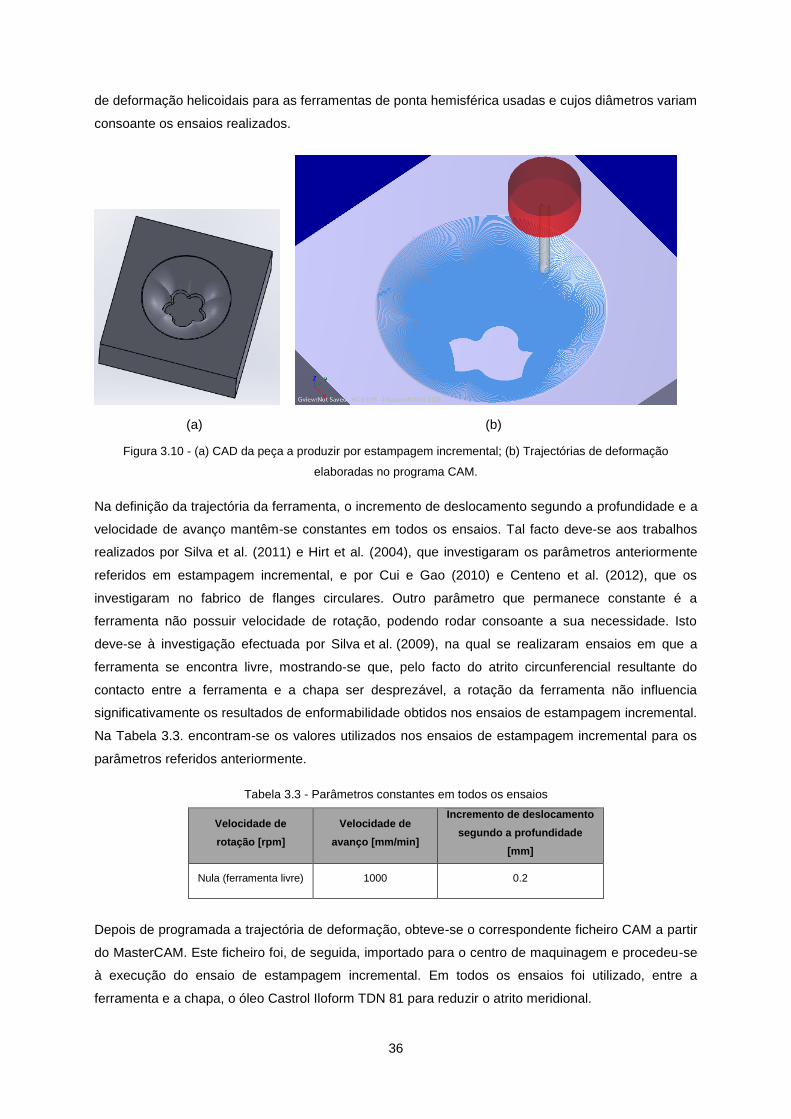
36
de deformação helicoidais para as ferramentas de ponta hemisférica usadas e cujos diâmetros variam
consoante os ensaios realizados.
(a) (b)
Figura 3.10 - (a) CAD da peça a produzir por estampagem incremental; (b) Trajectórias de deformação
elaboradas no programa CAM.
Na definição da trajectória da ferramenta, o incremento de deslocamento segundo a profundidade e a
velocidade de avanço mantêm-se constantes em todos os ensaios. Tal facto deve-se aos trabalhos
realizados por Silva et al. (2011) e Hirt et al. (2004), que investigaram os parâmetros anteriormente
referidos em estampagem incremental, e por Cui e Gao (2010) e Centeno et al. (2012), que os
investigaram no fabrico de flanges circulares. Outro parâmetro que permanece constante é a
ferramenta não possuir velocidade de rotação, podendo rodar consoante a sua necessidade. Isto
deve-se à investigação efectuada por Silva et al. (2009), na qual se realizaram ensaios em que a
ferramenta se encontra livre, mostrando-se que, pelo facto do atrito circunferencial resultante do
contacto entre a ferramenta e a chapa ser desprezável, a rotação da ferramenta não influencia
significativamente os resultados de enformabilidade obtidos nos ensaios de estampagem incremental.
Na Tabela 3.3. encontram-se os valores utilizados nos ensaios de estampagem incremental para os
parâmetros referidos anteriormente.
Tabela 3.3 - Parâmetros constantes em todos os ensaios
Velocidade de
rotação [rpm]
Velocidade de
avanço [mm/min]
Incremento de deslocamento
segundo a profundidade
[mm]
Nula (ferramenta livre) 1000 0.2
Depois de programada a trajectória de deformação, obteve-se o correspondente ficheiro CAM a partir
do MasterCAM. Este ficheiro foi, de seguida, importado para o centro de maquinagem e procedeu-se
à execução do ensaio de estampagem incremental. Em todos os ensaios foi utilizado, entre a
ferramenta e a chapa, o óleo Castrol Iloform TDN 81 para reduzir o atrito meridional.
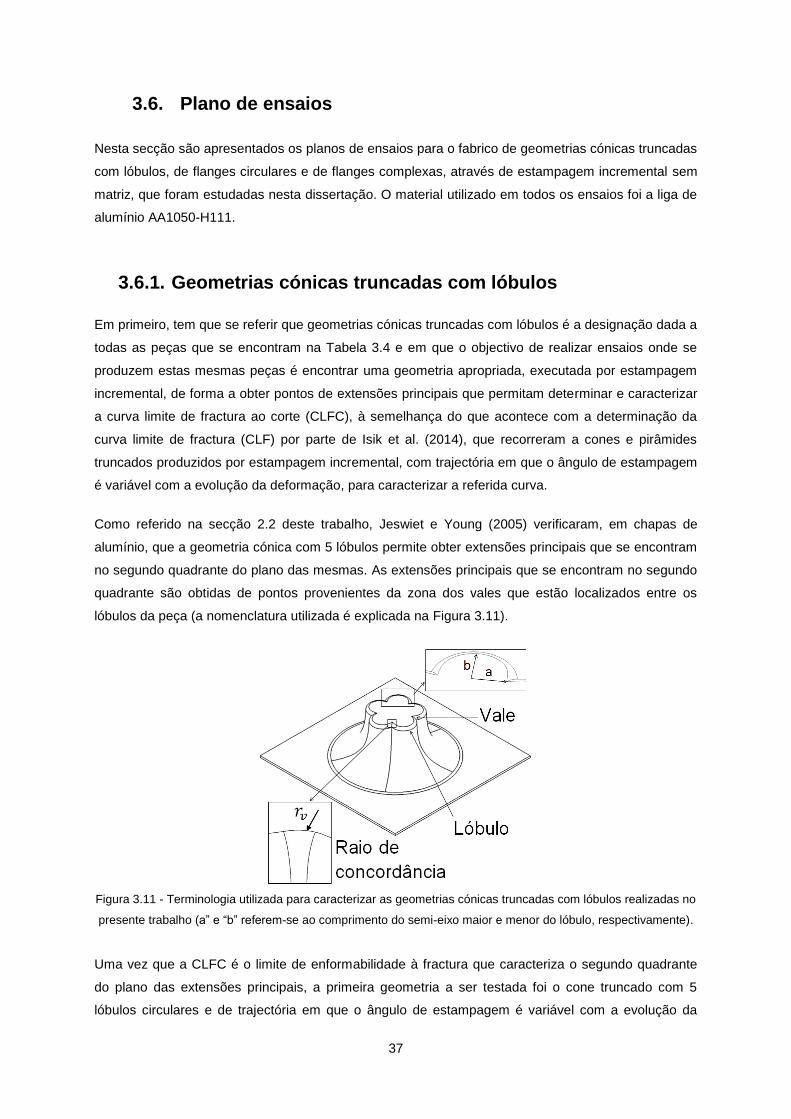
37
3.6. Plano de ensaios
Nesta secção são apresentados os planos de ensaios para o fabrico de geometrias cónicas truncadas
com lóbulos, de flanges circulares e de flanges complexas, através de estampagem incremental sem
matriz, que foram estudadas nesta dissertação. O material utilizado em todos os ensaios foi a liga de
alumínio AA1050-H111.
3.6.1. Geometrias cónicas truncadas com lóbulos
Em primeiro, tem que se referir que geometrias cónicas truncadas com lóbulos é a designação dada a
todas as peças que se encontram na Tabela 3.4 e em que o objectivo de realizar ensaios onde se
produzem estas mesmas peças é encontrar uma geometria apropriada, executada por estampagem
incremental, de forma a obter pontos de extensões principais que permitam determinar e caracterizar
a curva limite de fractura ao corte (CLFC), à semelhança do que acontece com a determinação da
curva limite de fractura (CLF) por parte de Isik et al. (2014), que recorreram a cones e pirâmides
truncados produzidos por estampagem incremental, com trajectória em que o ângulo de estampagem
é variável com a evolução da deformação, para caracterizar a referida curva.
Como referido na secção 2.2 deste trabalho, Jeswiet e Young (2005) verificaram, em chapas de
alumínio, que a geometria cónica com 5 lóbulos permite obter extensões principais que se encontram
no segundo quadrante do plano das mesmas. As extensões principais que se encontram no segundo
quadrante são obtidas de pontos provenientes da zona dos vales que estão localizados entre os
lóbulos da peça (a nomenclatura utilizada é explicada na Figura 3.11).
Figura 3.11 - Terminologia utilizada para caracterizar as geometrias cónicas truncadas com lóbulos realizadas no
presente trabalho (a” e “b” referem-se ao comprimento do semi-eixo maior e menor do lóbulo, respectivamente).
Uma vez que a CLFC é o limite de enformabilidade à fractura que caracteriza o segundo quadrante
do plano das extensões principais, a primeira geometria a ser testada foi o cone truncado com 5
lóbulos circulares e de trajectória em que o ângulo de estampagem é variável com a evolução da
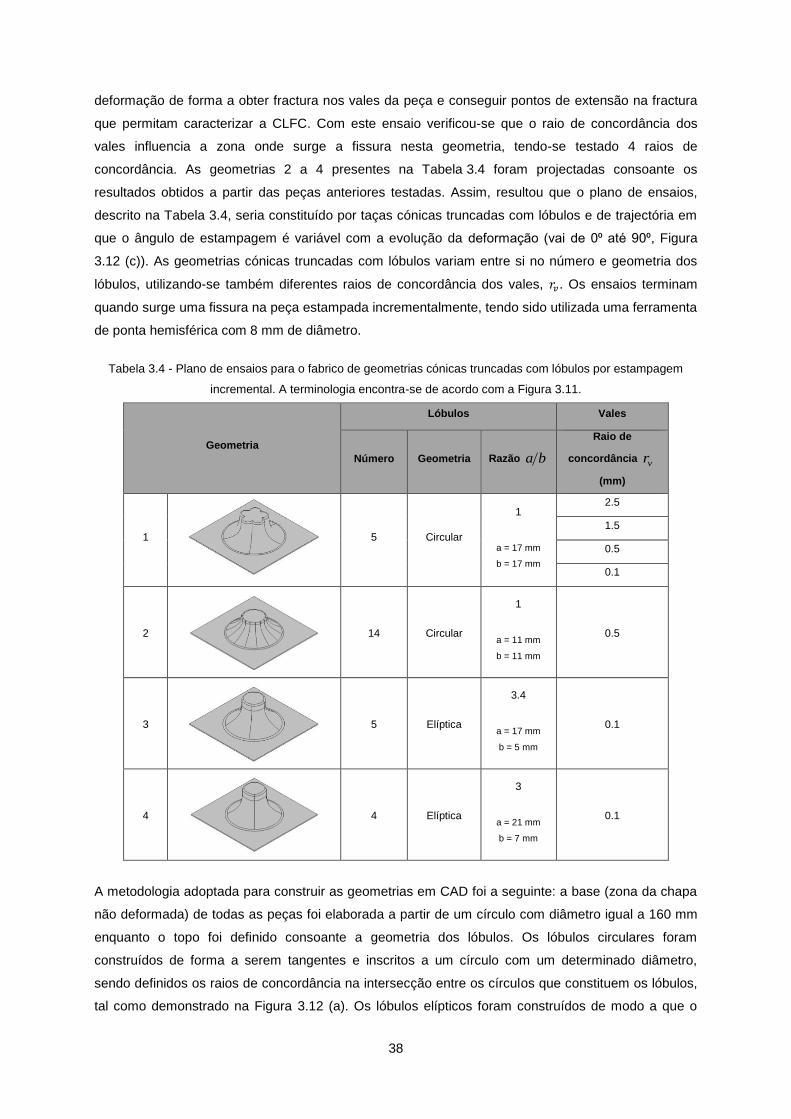
38
deformação de forma a obter fractura nos vales da peça e conseguir pontos de extensão na fractura
que permitam caracterizar a CLFC. Com este ensaio verificou-se que o raio de concordância dos
vales influencia a zona onde surge a fissura nesta geometria, tendo-se testado 4 raios de
concordância. As geometrias 2 a 4 presentes na Tabela 3.4 foram projectadas consoante os
resultados obtidos a partir das peças anteriores testadas. Assim, resultou que o plano de ensaios,
descrito na Tabela 3.4, seria constituído por taças cónicas truncadas com lóbulos e de trajectória em
que o ângulo de estampagem é variável com a evolução da deformação (vai de 0⁰ até 90⁰, Figura
3.12 (c)). As geometrias cónicas truncadas com lóbulos variam entre si no número e geometria dos
lóbulos, utilizando-se também diferentes raios de concordância dos vales, . Os ensaios terminam
quando surge uma fissura na peça estampada incrementalmente, tendo sido utilizada uma ferramenta
de ponta hemisférica com 8 mm de diâmetro.
Tabela 3.4 - Plano de ensaios para o fabrico de geometrias cónicas truncadas com lóbulos por estampagem
incremental. A terminologia encontra-se de acordo com a Figura 3.11.
Geometria
Lóbulos Vales
Número Geometria Razão ba
Raio de
concordância vr
(mm)
1
5 Circular
1
a = 17 mm
b = 17 mm
2.5
1.5
0.5
0.1
2
14 Circular
1
a = 11 mm
b = 11 mm
0.5
3
5 Elíptica
3.4
a = 17 mm
b = 5 mm
0.1
4
4 Elíptica
3
a = 21 mm
b = 7 mm
0.1
A metodologia adoptada para construir as geometrias em CAD foi a seguinte: a base (zona da chapa
não deformada) de todas as peças foi elaborada a partir de um círculo com diâmetro igual a 160 mm
enquanto o topo foi definido consoante a geometria dos lóbulos. Os lóbulos circulares foram
construídos de forma a serem tangentes e inscritos a um círculo com um determinado diâmetro,
sendo definidos os raios de concordância na intersecção entre os círculos que constituem os lóbulos,
tal como demonstrado na Figura 3.12 (a). Os lóbulos elípticos foram construídos de modo a que o
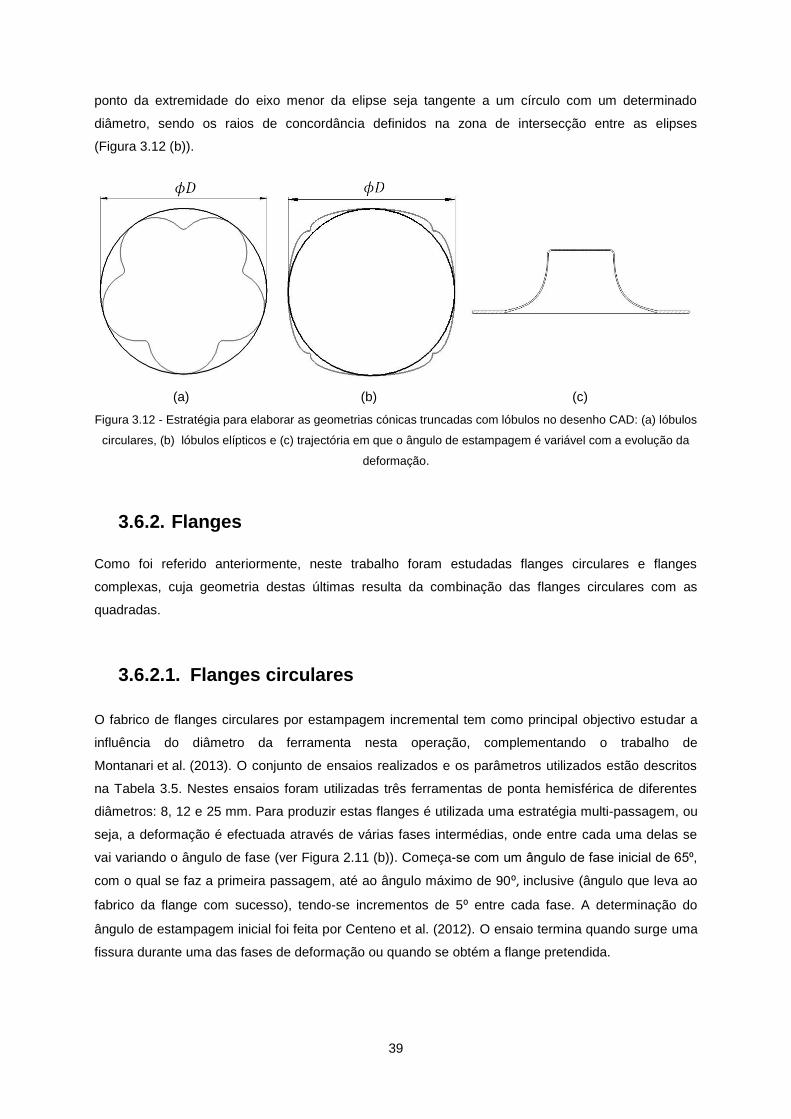
39
ponto da extremidade do eixo menor da elipse seja tangente a um círculo com um determinado
diâmetro, sendo os raios de concordância definidos na zona de intersecção entre as elipses
(Figura 3.12 (b)).
(a) (b) (c)
Figura 3.12 - Estratégia para elaborar as geometrias cónicas truncadas com lóbulos no desenho CAD: (a) lóbulos
circulares, (b) lóbulos elípticos e (c) trajectória em que o ângulo de estampagem é variável com a evolução da
deformação.
3.6.2. Flanges
Como foi referido anteriormente, neste trabalho foram estudadas flanges circulares e flanges
complexas, cuja geometria destas últimas resulta da combinação das flanges circulares com as
quadradas.
3.6.2.1. Flanges circulares
O fabrico de flanges circulares por estampagem incremental tem como principal objectivo estudar a
influência do diâmetro da ferramenta nesta operação, complementando o trabalho de
Montanari et al. (2013). O conjunto de ensaios realizados e os parâmetros utilizados estão descritos
na Tabela 3.5. Nestes ensaios foram utilizadas três ferramentas de ponta hemisférica de diferentes
diâmetros: 8, 12 e 25 mm. Para produzir estas flanges é utilizada uma estratégia multi-passagem, ou
seja, a deformação é efectuada através de várias fases intermédias, onde entre cada uma delas se
vai variando o ângulo de fase (ver Figura 2.11 (b)). Começa-se com um ângulo de fase inicial de 65⁰,
com o qual se faz a primeira passagem, até ao ângulo máximo de 90⁰, inclusive (ângulo que leva ao
fabrico da flange com sucesso), tendo-se incrementos de 5⁰ entre cada fase. A determinação do
ângulo de estampagem inicial foi feita por Centeno et al. (2012). O ensaio termina quando surge uma
fissura durante uma das fases de deformação ou quando se obtém a flange pretendida.

40
Tabela 3.5 - Plano de ensaios para o fabrico de flanges circulares por estampagem incremental.
Diâmetro do
furo [mm]
Diâmetro da
ferramenta
[mm]
Ângulos das fases
intermédias [⁰]
Diâmetro da
placa espera
[mm]
1ª 2ª 3ª 4ª 5ª 6ª
102 8
65 70 75 80 85 90 165
120
120 12
130
120 25
130
3.6.2.2. Flanges complexas
Os trabalhos realizados por Montanari et al. (2013) e Cristino et al. (2014b) estudaram,
respectivamente, o fabrico de flanges circulares e quadradas por estampagem incremental, com a
liga de alumínio AA1050-H111. Surge, agora, a necessidade de rever os fundamentos do fabrico de
flanges por estampagem incremental, partindo dos resultados existentes na área das flanges
circulares e quadradas para obter novos resultados com flanges complexas, neste caso, flanges que
combinam a forma circular com a quadrada. Os ensaios realizados neste documento com as peças
referidas nesta secção têm como principal objectivo estudar a influência do raio de canto do furo
inicial na produção destas flanges complexas. Nestes ensaios também se seguiu a estratégia multi-
passagem descrita na secção 3.6.2.1, utilizando-se agora apenas uma ferramenta com ponta
hemisférica de 8 mm de diâmetro. O ensaio termina quando surge uma fissura durante uma das fases
de deformação ou quando se obtém a flange pretendida. O plano de ensaios encontra-se na
Tabela 3.6. A determinação do ângulo de estampagem inicial para estes ensaios tem por base os
resultados obtidos por Centeno et al. (2012), que sugeriu um ângulo de estampagem inicial de 65⁰
para o fabrico de flanges circulares, e por Cristino et al. (2014b), que em ensaios com flanges
quadradas utilizou um ângulo de estampagem inicial igual ao das flanges circulares, baseando-se,
para tal, nos resultados provenientes da produção de peças com forma piramidal através de
estampagem incremental obtidos por Silva et al. (2011), onde se verificou que o início da fractura
surgiu para um ângulo de estampagem próximo dos 75⁰. Deste modo, para as flanges complexas
utilizar-se-á um ângulo de estampagem inicial de 65⁰ também.
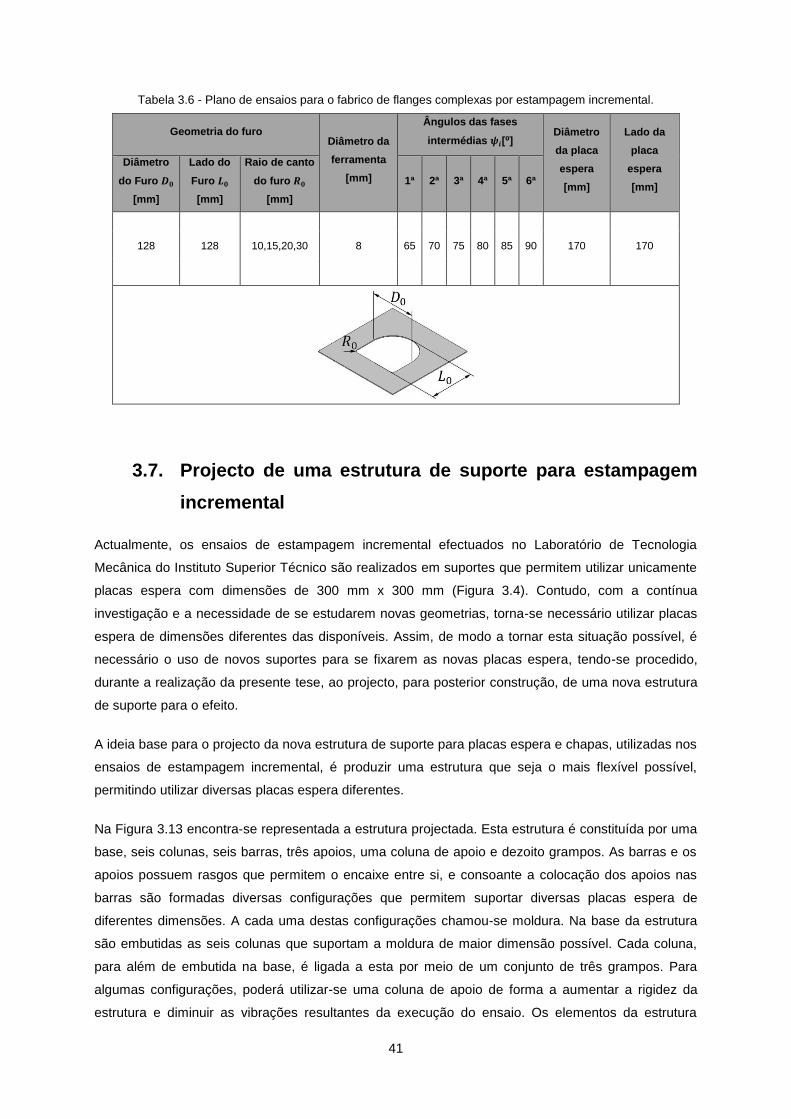
41
Tabela 3.6 - Plano de ensaios para o fabrico de flanges complexas por estampagem incremental.
Geometria do furo Diâmetro da
ferramenta
[mm]
Ângulos das fases
intermédias [⁰] Diâmetro
da placa
espera
[mm]
Lado da
placa
espera
[mm]
Diâmetro
do Furo
[mm]
Lado do
Furo
[mm]
Raio de canto
do furo
[mm]
1ª 2ª 3ª 4ª 5ª 6ª
128
128 10,15,20,30 8 65 70 75 80 85 90 170 170
3.7. Projecto de uma estrutura de suporte para estampagem
incremental
Actualmente, os ensaios de estampagem incremental efectuados no Laboratório de Tecnologia
Mecânica do Instituto Superior Técnico são realizados em suportes que permitem utilizar unicamente
placas espera com dimensões de 300 mm x 300 mm (Figura 3.4). Contudo, com a contínua
investigação e a necessidade de se estudarem novas geometrias, torna-se necessário utilizar placas
espera de dimensões diferentes das disponíveis. Assim, de modo a tornar esta situação possível, é
necessário o uso de novos suportes para se fixarem as novas placas espera, tendo-se procedido,
durante a realização da presente tese, ao projecto, para posterior construção, de uma nova estrutura
de suporte para o efeito.
A ideia base para o projecto da nova estrutura de suporte para placas espera e chapas, utilizadas nos
ensaios de estampagem incremental, é produzir uma estrutura que seja o mais flexível possível,
permitindo utilizar diversas placas espera diferentes.
Na Figura 3.13 encontra-se representada a estrutura projectada. Esta estrutura é constituída por uma
base, seis colunas, seis barras, três apoios, uma coluna de apoio e dezoito grampos. As barras e os
apoios possuem rasgos que permitem o encaixe entre si, e consoante a colocação dos apoios nas
barras são formadas diversas configurações que permitem suportar diversas placas espera de
diferentes dimensões. A cada uma destas configurações chamou-se moldura. Na base da estrutura
são embutidas as seis colunas que suportam a moldura de maior dimensão possível. Cada coluna,
para além de embutida na base, é ligada a esta por meio de um conjunto de três grampos. Para
algumas configurações, poderá utilizar-se uma coluna de apoio de forma a aumentar a rigidez da
estrutura e diminuir as vibrações resultantes da execução do ensaio. Os elementos da estrutura
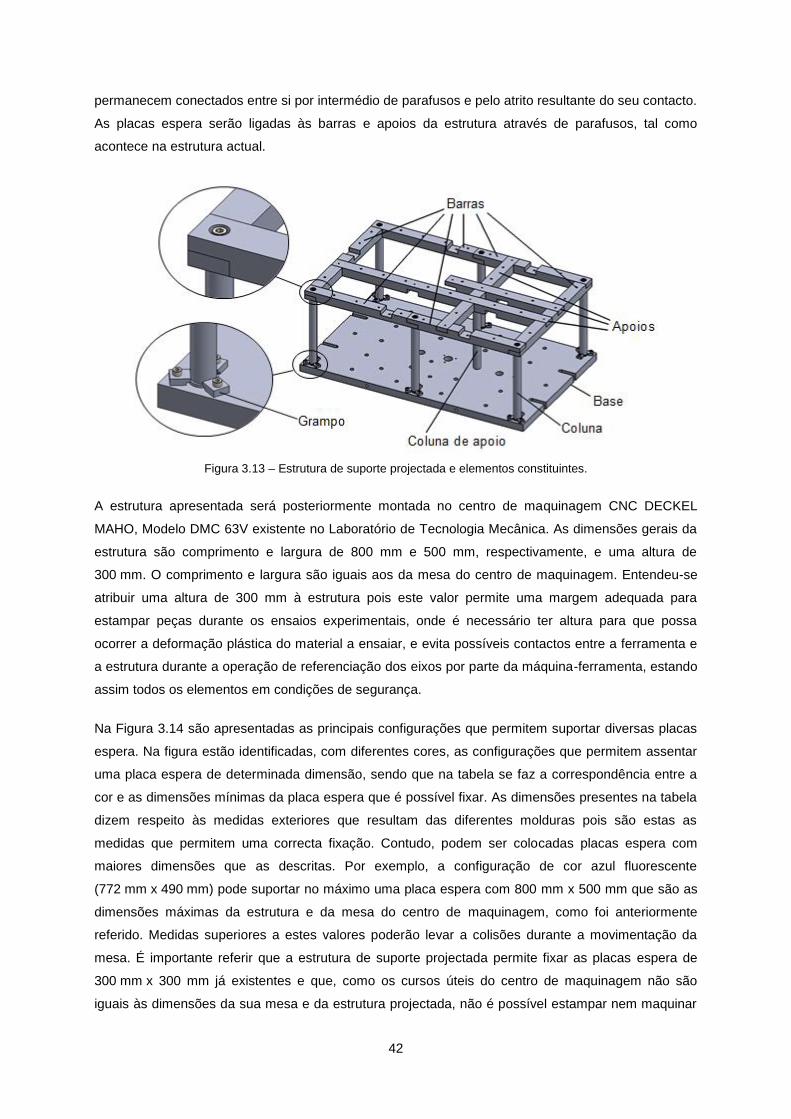
42
permanecem conectados entre si por intermédio de parafusos e pelo atrito resultante do seu contacto.
As placas espera serão ligadas às barras e apoios da estrutura através de parafusos, tal como
acontece na estrutura actual.
Figura 3.13 – Estrutura de suporte projectada e elementos constituintes.
A estrutura apresentada será posteriormente montada no centro de maquinagem CNC DECKEL
MAHO, Modelo DMC 63V existente no Laboratório de Tecnologia Mecânica. As dimensões gerais da
estrutura são comprimento e largura de 800 mm e 500 mm, respectivamente, e uma altura de
300 mm. O comprimento e largura são iguais aos da mesa do centro de maquinagem. Entendeu-se
atribuir uma altura de 300 mm à estrutura pois este valor permite uma margem adequada para
estampar peças durante os ensaios experimentais, onde é necessário ter altura para que possa
ocorrer a deformação plástica do material a ensaiar, e evita possíveis contactos entre a ferramenta e
a estrutura durante a operação de referenciação dos eixos por parte da máquina-ferramenta, estando
assim todos os elementos em condições de segurança.
Na Figura 3.14 são apresentadas as principais configurações que permitem suportar diversas placas
espera. Na figura estão identificadas, com diferentes cores, as configurações que permitem assentar
uma placa espera de determinada dimensão, sendo que na tabela se faz a correspondência entre a
cor e as dimensões mínimas da placa espera que é possível fixar. As dimensões presentes na tabela
dizem respeito às medidas exteriores que resultam das diferentes molduras pois são estas as
medidas que permitem uma correcta fixação. Contudo, podem ser colocadas placas espera com
maiores dimensões que as descritas. Por exemplo, a configuração de cor azul fluorescente
(772 mm x 490 mm) pode suportar no máximo uma placa espera com 800 mm x 500 mm que são as
dimensões máximas da estrutura e da mesa do centro de maquinagem, como foi anteriormente
referido. Medidas superiores a estes valores poderão levar a colisões durante a movimentação da
mesa. É importante referir que a estrutura de suporte projectada permite fixar as placas espera de
300 mm x 300 mm já existentes e que, como os cursos úteis do centro de maquinagem não são
iguais às dimensões da sua mesa e da estrutura projectada, não é possível estampar nem maquinar
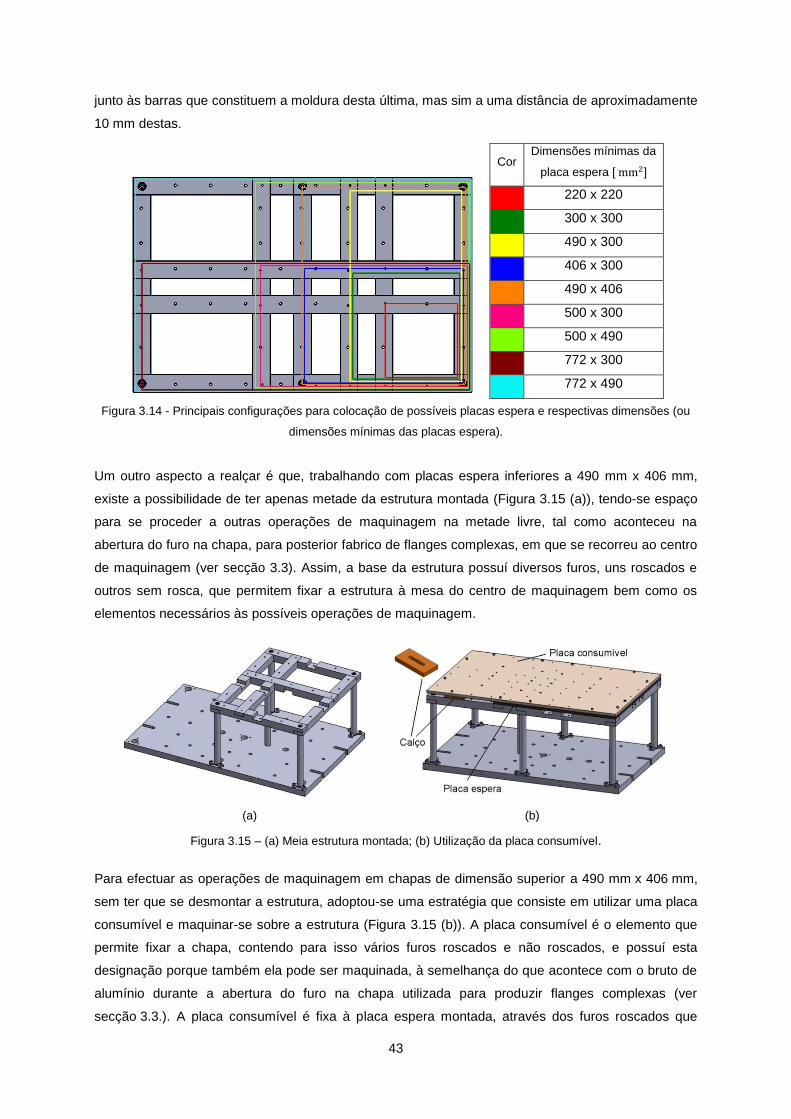
43
junto às barras que constituem a moldura desta última, mas sim a uma distância de aproximadamente
10 mm destas.
Cor Dimensões mínimas da
placa espera [ ]
220 x 220
300 x 300
490 x 300
406 x 300
490 x 406
500 x 300
500 x 490
772 x 300
772 x 490
Figura 3.14 - Principais configurações para colocação de possíveis placas espera e respectivas dimensões (ou
dimensões mínimas das placas espera).
Um outro aspecto a realçar é que, trabalhando com placas espera inferiores a 490 mm x 406 mm,
existe a possibilidade de ter apenas metade da estrutura montada (Figura 3.15 (a)), tendo-se espaço
para se proceder a outras operações de maquinagem na metade livre, tal como aconteceu na
abertura do furo na chapa, para posterior fabrico de flanges complexas, em que se recorreu ao centro
de maquinagem (ver secção 3.3). Assim, a base da estrutura possuí diversos furos, uns roscados e
outros sem rosca, que permitem fixar a estrutura à mesa do centro de maquinagem bem como os
elementos necessários às possíveis operações de maquinagem.
(a) (b)
Figura 3.15 – (a) Meia estrutura montada; (b) Utilização da placa consumível.
Para efectuar as operações de maquinagem em chapas de dimensão superior a 490 mm x 406 mm,
sem ter que se desmontar a estrutura, adoptou-se uma estratégia que consiste em utilizar uma placa
consumível e maquinar-se sobre a estrutura (Figura 3.15 (b)). A placa consumível é o elemento que
permite fixar a chapa, contendo para isso vários furos roscados e não roscados, e possuí esta
designação porque também ela pode ser maquinada, à semelhança do que acontece com o bruto de
alumínio durante a abertura do furo na chapa utilizada para produzir flanges complexas (ver
secção 3.3.). A placa consumível é fixa à placa espera montada, através dos furos roscados que
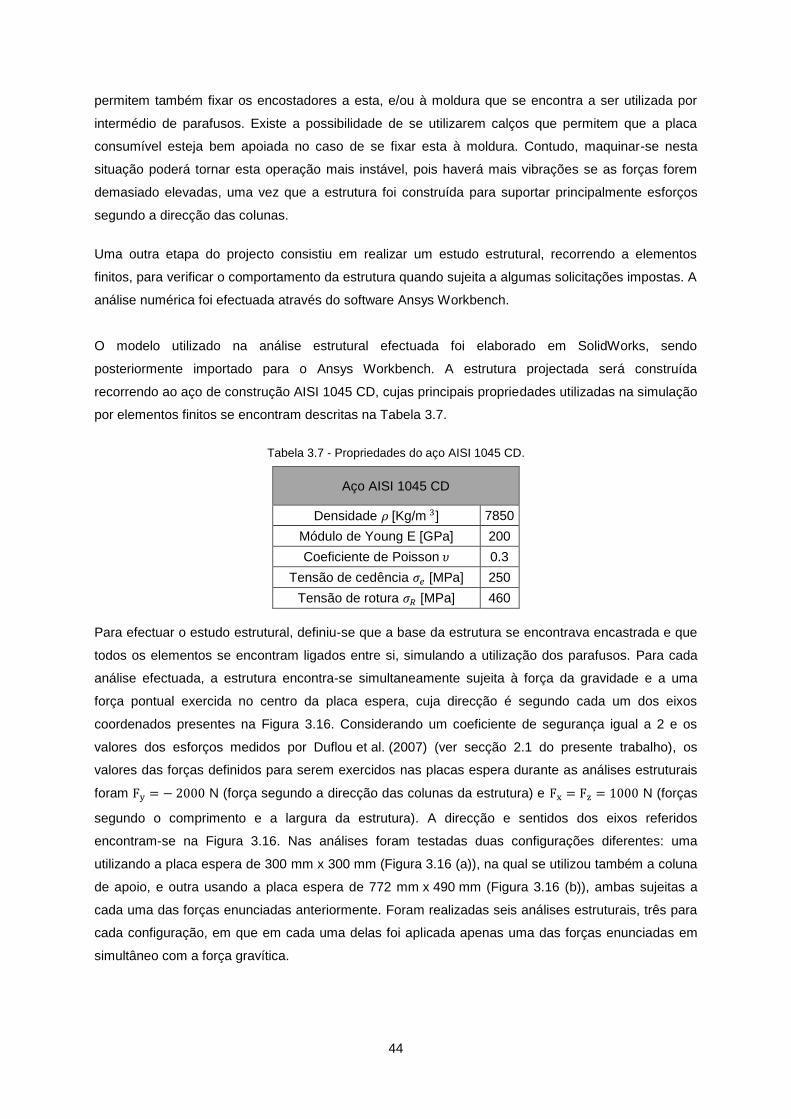
44
permitem também fixar os encostadores a esta, e/ou à moldura que se encontra a ser utilizada por
intermédio de parafusos. Existe a possibilidade de se utilizarem calços que permitem que a placa
consumível esteja bem apoiada no caso de se fixar esta à moldura. Contudo, maquinar-se nesta
situação poderá tornar esta operação mais instável, pois haverá mais vibrações se as forças forem
demasiado elevadas, uma vez que a estrutura foi construída para suportar principalmente esforços
segundo a direcção das colunas.
Uma outra etapa do projecto consistiu em realizar um estudo estrutural, recorrendo a elementos
finitos, para verificar o comportamento da estrutura quando sujeita a algumas solicitações impostas. A
análise numérica foi efectuada através do software Ansys Workbench.
O modelo utilizado na análise estrutural efectuada foi elaborado em SolidWorks, sendo
posteriormente importado para o Ansys Workbench. A estrutura projectada será construída
recorrendo ao aço de construção AISI 1045 CD, cujas principais propriedades utilizadas na simulação
por elementos finitos se encontram descritas na Tabela 3.7.
Tabela 3.7 - Propriedades do aço AISI 1045 CD.
Aço AISI 1045 CD
Densidade [Kg/m ] 7850
Módulo de Young E [GPa] 200
Coeficiente de Poisson 0.3
Tensão de cedência [MPa] 250
Tensão de rotura [MPa] 460
Para efectuar o estudo estrutural, definiu-se que a base da estrutura se encontrava encastrada e que
todos os elementos se encontram ligados entre si, simulando a utilização dos parafusos. Para cada
análise efectuada, a estrutura encontra-se simultaneamente sujeita à força da gravidade e a uma
força pontual exercida no centro da placa espera, cuja direcção é segundo cada um dos eixos
coordenados presentes na Figura 3.16. Considerando um coeficiente de segurança igual a 2 e os
valores dos esforços medidos por Duflou et al. (2007) (ver secção 2.1 do presente trabalho), os
valores das forças definidos para serem exercidos nas placas espera durante as análises estruturais
foram N (força segundo a direcção das colunas da estrutura) e N (forças
segundo o comprimento e a largura da estrutura). A direcção e sentidos dos eixos referidos
encontram-se na Figura 3.16. Nas análises foram testadas duas configurações diferentes: uma
utilizando a placa espera de 300 mm x 300 mm (Figura 3.16 (a)), na qual se utilizou também a coluna
de apoio, e outra usando a placa espera de 772 mm x 490 mm (Figura 3.16 (b)), ambas sujeitas a
cada uma das forças enunciadas anteriormente. Foram realizadas seis análises estruturais, três para
cada configuração, em que em cada uma delas foi aplicada apenas uma das forças enunciadas em
simultâneo com a força gravítica.
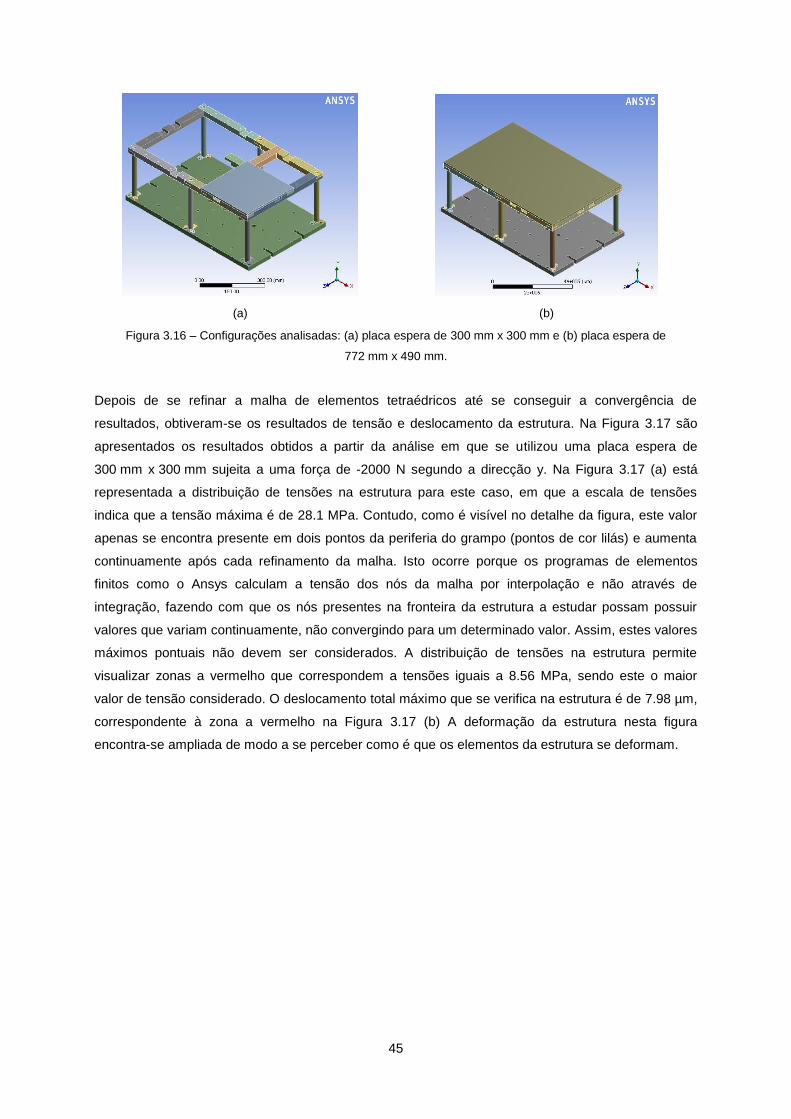
45
(a) (b)
Figura 3.16 – Configurações analisadas: (a) placa espera de 300 mm x 300 mm e (b) placa espera de
772 mm x 490 mm.
Depois de se refinar a malha de elementos tetraédricos até se conseguir a convergência de
resultados, obtiveram-se os resultados de tensão e deslocamento da estrutura. Na Figura 3.17 são
apresentados os resultados obtidos a partir da análise em que se utilizou uma placa espera de
300 mm x 300 mm sujeita a uma força de -2000 N segundo a direcção y. Na Figura 3.17 (a) está
representada a distribuição de tensões na estrutura para este caso, em que a escala de tensões
indica que a tensão máxima é de 28.1 MPa. Contudo, como é visível no detalhe da figura, este valor
apenas se encontra presente em dois pontos da periferia do grampo (pontos de cor lilás) e aumenta
continuamente após cada refinamento da malha. Isto ocorre porque os programas de elementos
finitos como o Ansys calculam a tensão dos nós da malha por interpolação e não através de
integração, fazendo com que os nós presentes na fronteira da estrutura a estudar possam possuir
valores que variam continuamente, não convergindo para um determinado valor. Assim, estes valores
máximos pontuais não devem ser considerados. A distribuição de tensões na estrutura permite
visualizar zonas a vermelho que correspondem a tensões iguais a 8.56 MPa, sendo este o maior
valor de tensão considerado. O deslocamento total máximo que se verifica na estrutura é de 7.98 µm,
correspondente à zona a vermelho na Figura 3.17 (b) A deformação da estrutura nesta figura
encontra-se ampliada de modo a se perceber como é que os elementos da estrutura se deformam.
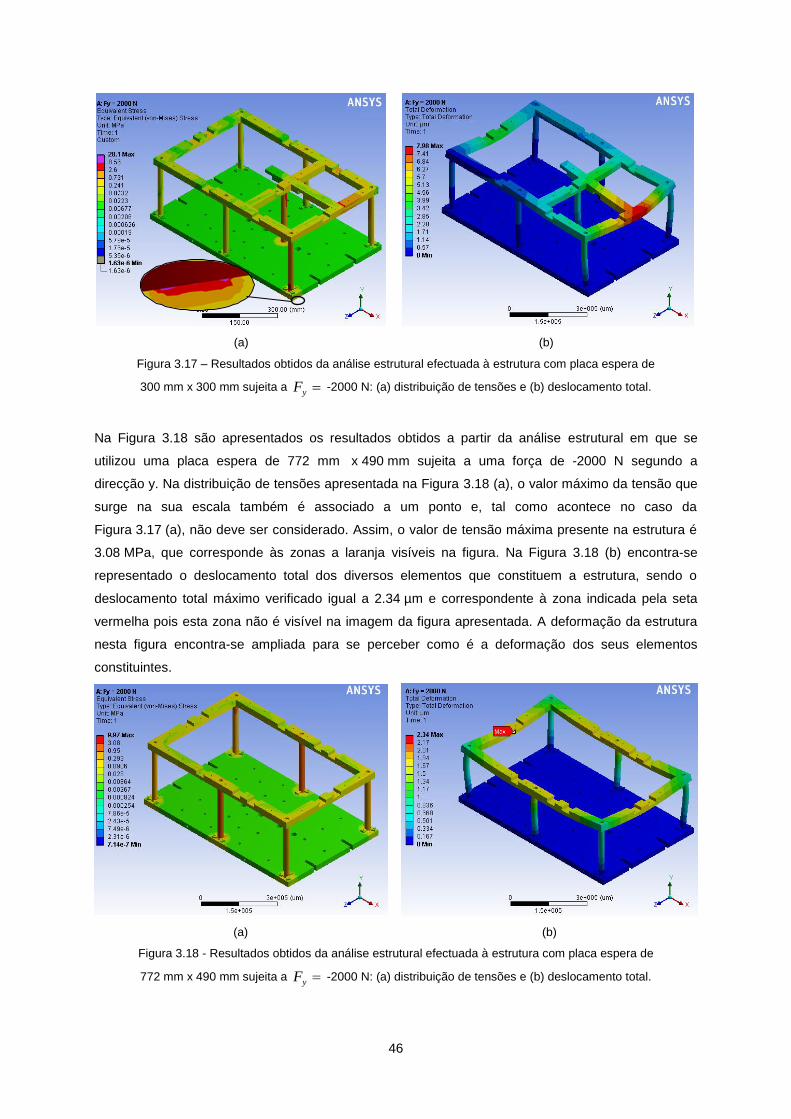
46
(a) (b)
Figura 3.17 – Resultados obtidos da análise estrutural efectuada à estrutura com placa espera de
300 mm x 300 mm sujeita a yF -2000 N: (a) distribuição de tensões e (b) deslocamento total.
Na Figura 3.18 são apresentados os resultados obtidos a partir da análise estrutural em que se
utilizou uma placa espera de 772 mm x 490 mm sujeita a uma força de -2000 N segundo a
direcção y. Na distribuição de tensões apresentada na Figura 3.18 (a), o valor máximo da tensão que
surge na sua escala também é associado a um ponto e, tal como acontece no caso da
Figura 3.17 (a), não deve ser considerado. Assim, o valor de tensão máxima presente na estrutura é
3.08 MPa, que corresponde às zonas a laranja visíveis na figura. Na Figura 3.18 (b) encontra-se
representado o deslocamento total dos diversos elementos que constituem a estrutura, sendo o
deslocamento total máximo verificado igual a 2.34 µm e correspondente à zona indicada pela seta
vermelha pois esta zona não é visível na imagem da figura apresentada. A deformação da estrutura
nesta figura encontra-se ampliada para se perceber como é a deformação dos seus elementos
constituintes.
(a) (b)
Figura 3.18 - Resultados obtidos da análise estrutural efectuada à estrutura com placa espera de
772 mm x 490 mm sujeita a yF -2000 N: (a) distribuição de tensões e (b) deslocamento total.
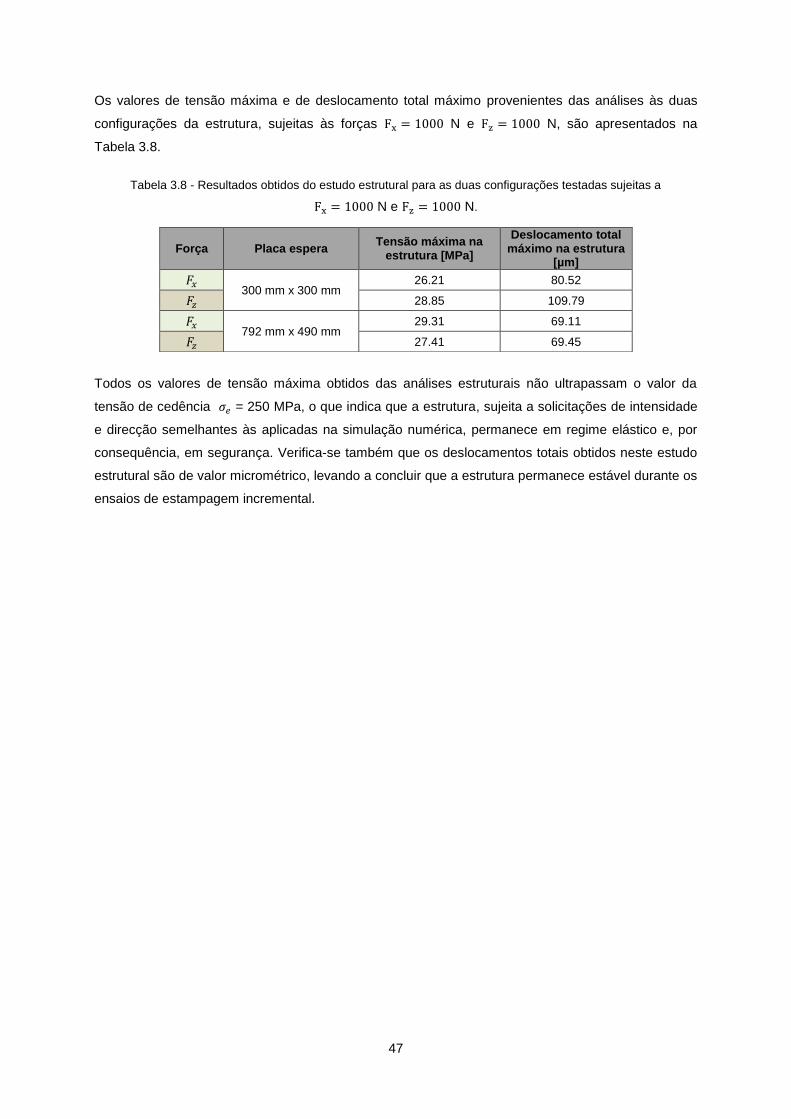
47
Os valores de tensão máxima e de deslocamento total máximo provenientes das análises às duas
configurações da estrutura, sujeitas às forças N e N, são apresentados na
Tabela 3.8.
Tabela 3.8 - Resultados obtidos do estudo estrutural para as duas configurações testadas sujeitas a
N e N.
Todos os valores de tensão máxima obtidos das análises estruturais não ultrapassam o valor da
tensão de cedência = 250 MPa, o que indica que a estrutura, sujeita a solicitações de intensidade
e direcção semelhantes às aplicadas na simulação numérica, permanece em regime elástico e, por
consequência, em segurança. Verifica-se também que os deslocamentos totais obtidos neste estudo
estrutural são de valor micrométrico, levando a concluir que a estrutura permanece estável durante os
ensaios de estampagem incremental.
Força Placa espera Tensão máxima na
estrutura [MPa]
Deslocamento total máximo na estrutura
[µm]
300 mm x 300 mm
26.21 80.52
28.85 109.79
792 mm x 490 mm
29.31 69.11
27.41 69.45
48
4. Resultados e Discussão
Neste capítulo serão apresentados e analisados os resultados provenientes dos ensaios de
estampagem incremental sem matriz efectuados nesta tese com a liga de alumínio AA1050-H111.
Primeiramente, analisar-se-ão os resultados obtidos no fabrico de geometrias cónicas truncadas com
lóbulos. De seguida, serão estudados os ensaios onde se procedeu à produção de flanges circulares
e, finalmente, discutir-se-ão os resultados obtidos no fabrico de flanges complexas.
4.1. Geometrias cónicas truncadas com lóbulos
O objectivo de realizar testes com as geometrias cónicas truncadas com lóbulos é encontrar uma
geometria que permita caracterizar a curva limite de fractura ao corte (CLFC) por estampagem
incremental.
O primeiro ensaio consistiu em estampar incrementalmente um cone truncado com 5 lóbulos cujo raio
de concordância dos vales tem valor = 2.5 mm e de trajectória em que o ângulo de estampagem
varia ao longo da peça com a evolução da deformação desde 0⁰ até 90⁰ (geometria 1 da Tabela 3.4).
A terminologia utilizada nesta secção encontra-se explicada na Figura 3.11.
Na Figura 4.1 encontram-se representadas quatro trajectórias de deformação descritas a partir de
pontos seleccionados da grelha ao longo da direcção meridional. Estas trajectórias pertencem à
geometria 1 e a um cone e a uma pirâmide truncados e estão representadas na figura com o
objectivo de comparar a mecânica da deformação entre estas geometrias. O cone e a pirâmide
truncados foram estudados e estampados incrementalmente com o ângulo de estampagem a variar
continuamente (de 30⁰ até 90⁰) por Silva et al. (2008). Os marcadores pretos com forma de losango e
triângulo, referem-se às extensões principais medidas experimentalmente, ao longo da direcção
meridional, das secções AA’ e BB’ da geometria 1, respectivamente. A secção AA’ prolonga-se ao
longo da raiz do vale enquanto a secção BB’ se desenvolve ao longo do pico/topo do lóbulo. Estas
secções encontram-se representadas na Figura 4.1. O marcador sólido preto com forma de losango é
o ponto de fractura da geometria 1, representando o par de extensões principais para as quais
ocorreu a fractura da peça. Os marcadores circulares e quadrados correspondem, respectivamente,
às extensões principais do cone e da pirâmide referidos anteriormente. Os marcadores sólidos
representam os seus pontos de fractura.
Observando ainda a Figura 4.1, verifica-se que a deformação plástica ao longo da secção meridional
AA’ da geometria 1 evolui sob condições de deformação plana à semelhança com o que acontece na
trajectória de deformação do cone truncado. Nota-se, particularmente, que as extensões principais na
fractura se encontram junto à curva limite de fractura (CLF), concluindo-se que esta fissura ocorre
devido a tensões de tracção. Por outro lado, a trajectória de deformação da secção meridional BB’
(secção ao longo da raiz do vale) evoluí no segundo quadrante do plano das extensões principais.

49
Figura 4.1 - Trajectórias de deformação associadas às secções AA’ e BB’ da geometria 1 da Tabela 3.4 com
5.2vr mm e ao cone e pirâmide truncados de trajectória em que o ângulo de estampagem varia com a
evolução da deformação.
No ensaio com a geometria cónica truncada com 5 lóbulos circulares (geometria 1) verificou-se que o
raio de concordância influencia o aparecimento das fissuras. Assim, testou-se esta geometria com 4
raios de concordância diferentes, encontrando-se representadas as trajectórias de deformação das
secções AA’ e BB’ para cada um dos 4 casos estudados na Figura 4.2. Nesta figura também são
visíveis as zonas do início da fractura nas peças ensaiadas. No primeiro ensaio com a geometria 1
usou-se um raio de concordância igual a 2.5 mm (Figura 4.2 (a)), tendo-se verificado que a fractura
ocorre no topo do lóbulo. Utilizando-se um raio de concordância de 1.5 mm (Figura 4.2 (b)) constatou-
se que a fractura surge numa zona intermédia entre o topo do lóbulo e a raiz do vale. Em ambos os
casos, o ponto de fractura encontra-se junto à CLF. Para um raio de concordância igual a 0.5 mm
(Figura 4.2 (c)), a fractura ocorre primeiro na raiz do vale devido à elevada distorção gerada nesta
zona da geometria, encontrando-se o ponto de fractura deste caso no interior da zona de incerteza de
10% da CLFC. Realizou-se ainda um ensaio com um raio de concordância menor que os anteriores
( 0.1 mm) mas nesta situação a fissura voltou a aparecer numa zona intermédia entre as secções
AA’ e BB’ e o seu ponto de fractura encontra-se junto à CLF (ver Figura 4.2 (d)).
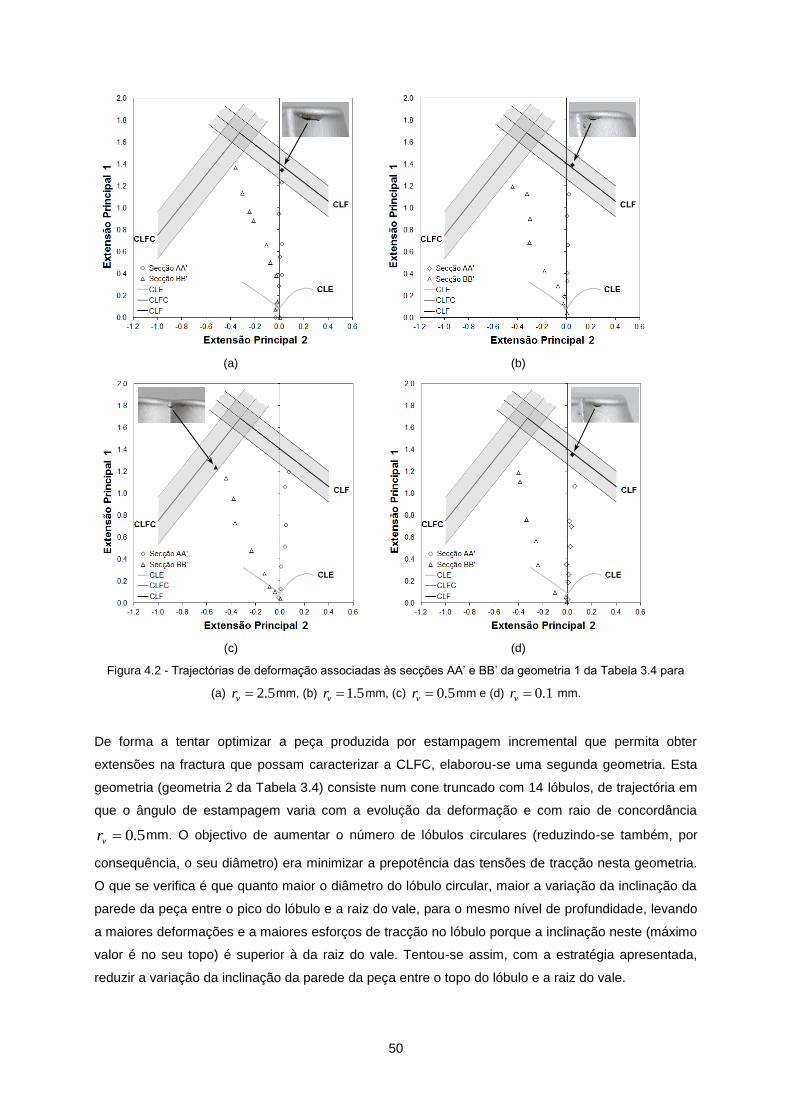
50
(a) (b)
(c) (d)
Figura 4.2 - Trajectórias de deformação associadas às secções AA’ e BB’ da geometria 1 da Tabela 3.4 para
(a) 5.2vr mm, (b) 5.1vr mm, (c) 5.0vr mm e (d) 1.0vr mm.
De forma a tentar optimizar a peça produzida por estampagem incremental que permita obter
extensões na fractura que possam caracterizar a CLFC, elaborou-se uma segunda geometria. Esta
geometria (geometria 2 da Tabela 3.4) consiste num cone truncado com 14 lóbulos, de trajectória em
que o ângulo de estampagem varia com a evolução da deformação e com raio de concordância
5.0vr mm. O objectivo de aumentar o número de lóbulos circulares (reduzindo-se também, por
consequência, o seu diâmetro) era minimizar a prepotência das tensões de tracção nesta geometria.
O que se verifica é que quanto maior o diâmetro do lóbulo circular, maior a variação da inclinação da
parede da peça entre o pico do lóbulo e a raiz do vale, para o mesmo nível de profundidade, levando
a maiores deformações e a maiores esforços de tracção no lóbulo porque a inclinação neste (máximo
valor é no seu topo) é superior à da raiz do vale. Tentou-se assim, com a estratégia apresentada,
reduzir a variação da inclinação da parede da peça entre o topo do lóbulo e a raiz do vale.
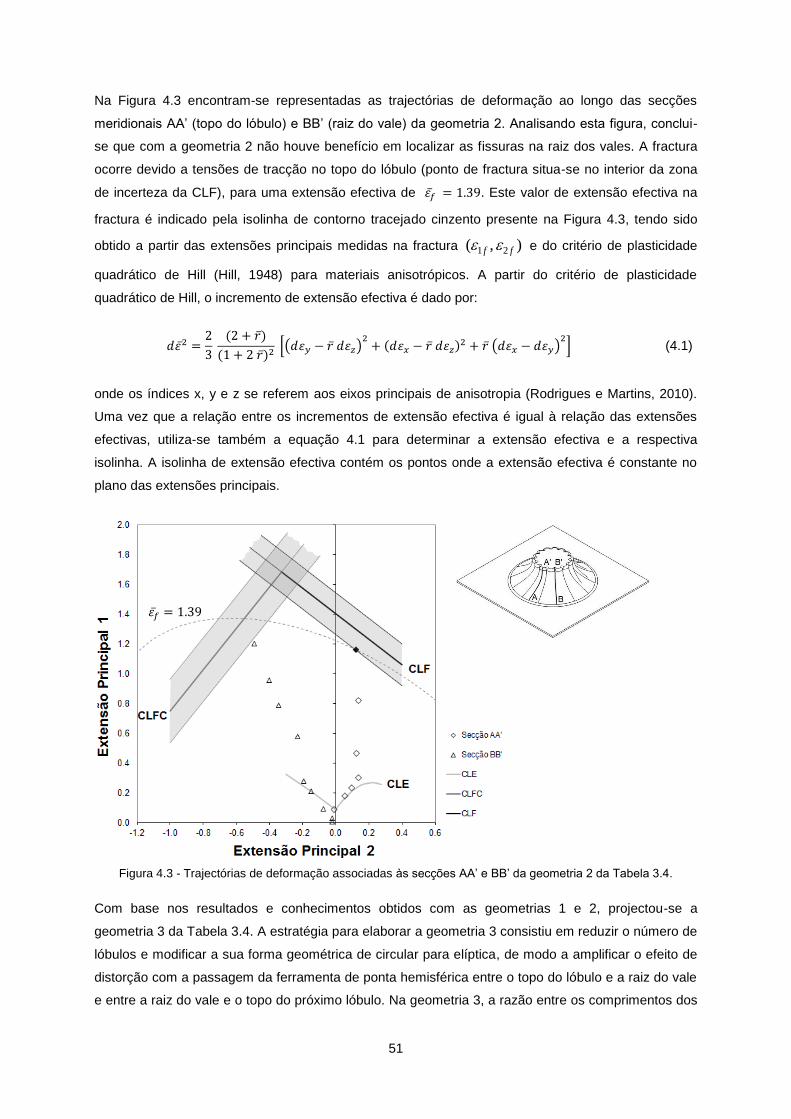
51
Na Figura 4.3 encontram-se representadas as trajectórias de deformação ao longo das secções
meridionais AA’ (topo do lóbulo) e BB’ (raiz do vale) da geometria 2. Analisando esta figura, conclui-
se que com a geometria 2 não houve benefício em localizar as fissuras na raiz dos vales. A fractura
ocorre devido a tensões de tracção no topo do lóbulo (ponto de fractura situa-se no interior da zona
de incerteza da CLF), para uma extensão efectiva de . Este valor de extensão efectiva na
fractura é indicado pela isolinha de contorno tracejado cinzento presente na Figura 4.3, tendo sido
obtido a partir das extensões principais medidas na fractura ),( 21 ff e do critério de plasticidade
quadrático de Hill (Hill, 1948) para materiais anisotrópicos. A partir do critério de plasticidade
quadrático de Hill, o incremento de extensão efectiva é dado por:
[( )
( ) ] (4.1)
onde os índices x, y e z se referem aos eixos principais de anisotropia (Rodrigues e Martins, 2010).
Uma vez que a relação entre os incrementos de extensão efectiva é igual à relação das extensões
efectivas, utiliza-se também a equação 4.1 para determinar a extensão efectiva e a respectiva
isolinha. A isolinha de extensão efectiva contém os pontos onde a extensão efectiva é constante no
plano das extensões principais.
Figura 4.3 - Trajectórias de deformação associadas às secções AA’ e BB’ da geometria 2 da Tabela 3.4.
Com base nos resultados e conhecimentos obtidos com as geometrias 1 e 2, projectou-se a
geometria 3 da Tabela 3.4. A estratégia para elaborar a geometria 3 consistiu em reduzir o número de
lóbulos e modificar a sua forma geométrica de circular para elíptica, de modo a amplificar o efeito de
distorção com a passagem da ferramenta de ponta hemisférica entre o topo do lóbulo e a raiz do vale
e entre a raiz do vale e o topo do próximo lóbulo. Na geometria 3, a razão entre os comprimentos dos
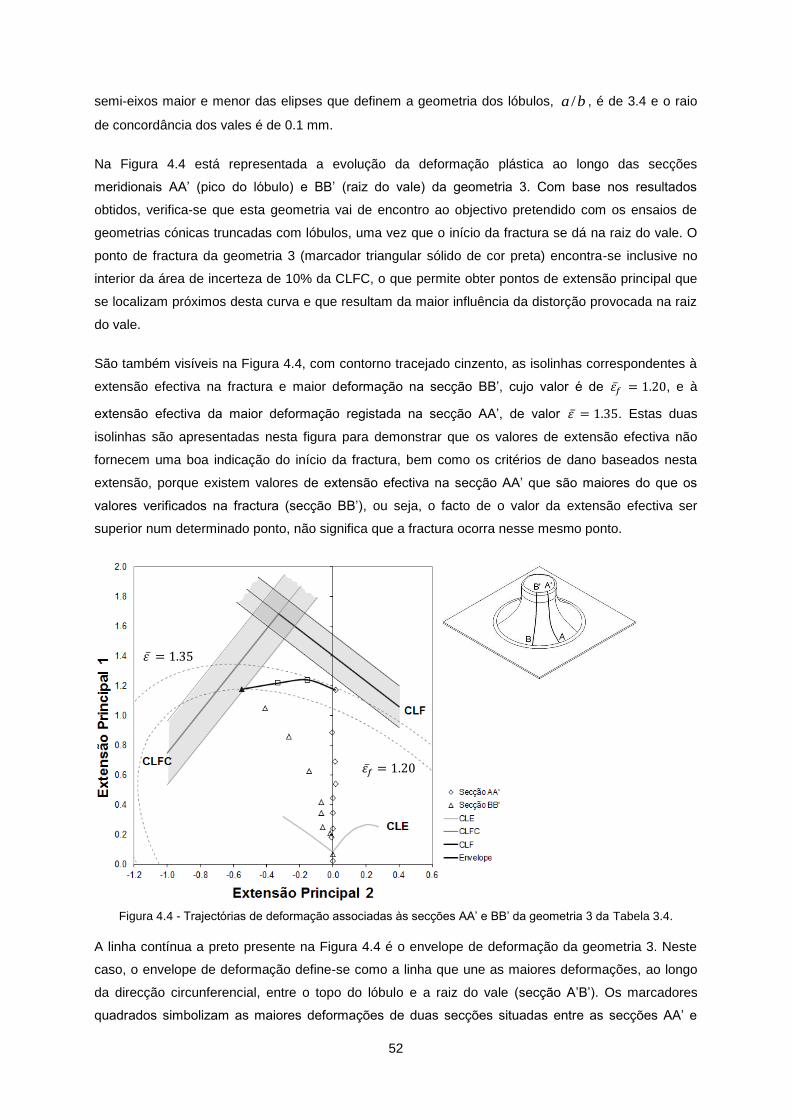
52
semi-eixos maior e menor das elipses que definem a geometria dos lóbulos, ba / , é de 3.4 e o raio
de concordância dos vales é de 0.1 mm.
Na Figura 4.4 está representada a evolução da deformação plástica ao longo das secções
meridionais AA’ (pico do lóbulo) e BB’ (raiz do vale) da geometria 3. Com base nos resultados
obtidos, verifica-se que esta geometria vai de encontro ao objectivo pretendido com os ensaios de
geometrias cónicas truncadas com lóbulos, uma vez que o início da fractura se dá na raiz do vale. O
ponto de fractura da geometria 3 (marcador triangular sólido de cor preta) encontra-se inclusive no
interior da área de incerteza de 10% da CLFC, o que permite obter pontos de extensão principal que
se localizam próximos desta curva e que resultam da maior influência da distorção provocada na raiz
do vale.
São também visíveis na Figura 4.4, com contorno tracejado cinzento, as isolinhas correspondentes à
extensão efectiva na fractura e maior deformação na secção BB’, cujo valor é de , e à
extensão efectiva da maior deformação registada na secção AA’, de valor . Estas duas
isolinhas são apresentadas nesta figura para demonstrar que os valores de extensão efectiva não
fornecem uma boa indicação do início da fractura, bem como os critérios de dano baseados nesta
extensão, porque existem valores de extensão efectiva na secção AA’ que são maiores do que os
valores verificados na fractura (secção BB’), ou seja, o facto de o valor da extensão efectiva ser
superior num determinado ponto, não significa que a fractura ocorra nesse mesmo ponto.
Figura 4.4 - Trajectórias de deformação associadas às secções AA’ e BB’ da geometria 3 da Tabela 3.4.
A linha contínua a preto presente na Figura 4.4 é o envelope de deformação da geometria 3. Neste
caso, o envelope de deformação define-se como a linha que une as maiores deformações, ao longo
da direcção circunferencial, entre o topo do lóbulo e a raiz do vale (secção A’B’). Os marcadores
quadrados simbolizam as maiores deformações de duas secções situadas entre as secções AA’ e
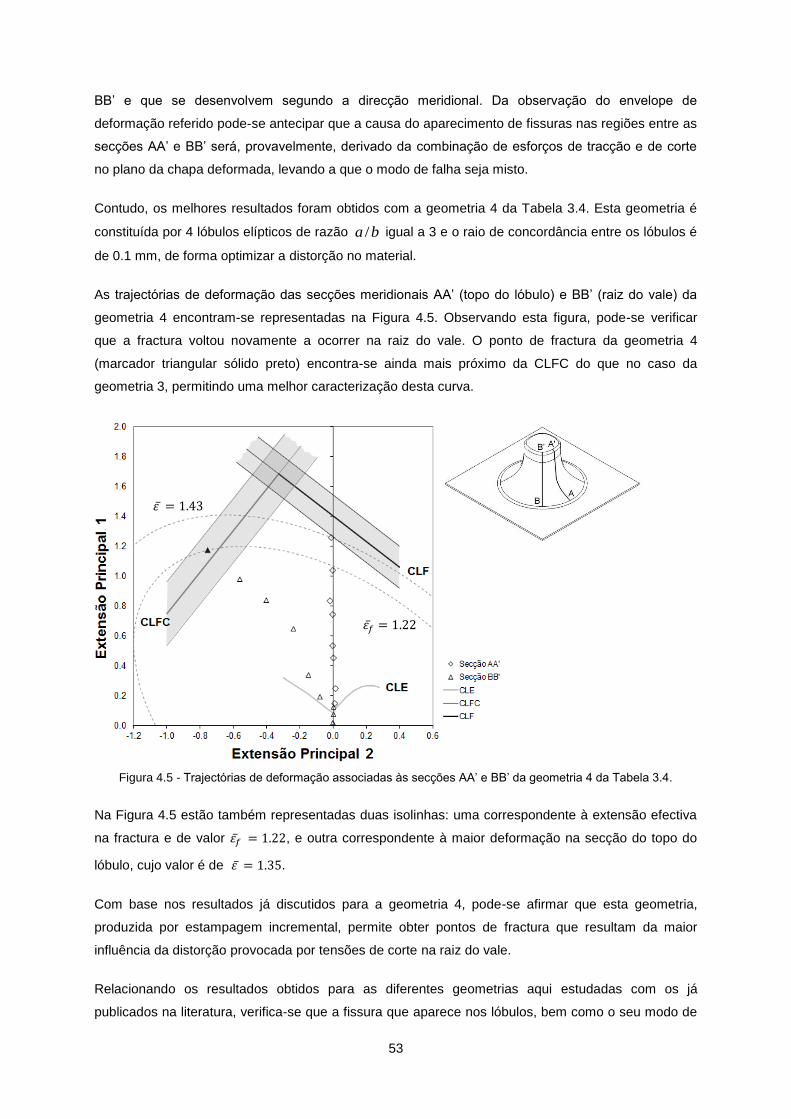
53
BB’ e que se desenvolvem segundo a direcção meridional. Da observação do envelope de
deformação referido pode-se antecipar que a causa do aparecimento de fissuras nas regiões entre as
secções AA’ e BB’ será, provavelmente, derivado da combinação de esforços de tracção e de corte
no plano da chapa deformada, levando a que o modo de falha seja misto.
Contudo, os melhores resultados foram obtidos com a geometria 4 da Tabela 3.4. Esta geometria é
constituída por 4 lóbulos elípticos de razão ba / igual a 3 e o raio de concordância entre os lóbulos é
de 0.1 mm, de forma optimizar a distorção no material.
As trajectórias de deformação das secções meridionais AA’ (topo do lóbulo) e BB’ (raiz do vale) da
geometria 4 encontram-se representadas na Figura 4.5. Observando esta figura, pode-se verificar
que a fractura voltou novamente a ocorrer na raiz do vale. O ponto de fractura da geometria 4
(marcador triangular sólido preto) encontra-se ainda mais próximo da CLFC do que no caso da
geometria 3, permitindo uma melhor caracterização desta curva.
Figura 4.5 - Trajectórias de deformação associadas às secções AA’ e BB’ da geometria 4 da Tabela 3.4.
Na Figura 4.5 estão também representadas duas isolinhas: uma correspondente à extensão efectiva
na fractura e de valor , e outra correspondente à maior deformação na secção do topo do
lóbulo, cujo valor é de .
Com base nos resultados já discutidos para a geometria 4, pode-se afirmar que esta geometria,
produzida por estampagem incremental, permite obter pontos de fractura que resultam da maior
influência da distorção provocada por tensões de corte na raiz do vale.
Relacionando os resultados obtidos para as diferentes geometrias aqui estudadas com os já
publicados na literatura, verifica-se que a fissura que aparece nos lóbulos, bem como o seu modo de

54
abertura devido a esforços de tracção (modo I da mecânica da fractura), são semelhantes aos
resultados obtidos no trabalho de Silva et al. (2008) onde foram produzidas peças cónicas e
piramidais, ambas truncadas, por estampagem incremental. Contudo, as fissuras presentes nas
raízes dos vales devido às tensões de corte no plano levam a um novo mecanismo de deformação
plástica e a um novo modo de fractura (modo II da mecânica da fractura) em estampagem
incremental, nunca antes abordados na literatura para conhecimento do autor, que se desenvolvem
em cantos côncavos afiados de raio muito pequeno. As tensões de corte no plano da chapa a ser
deformada são induzidas no momento em que a ferramenta passa nestes cantos. De facto, a
abertura de fissuras por tensões de corte no plano é induzida no material pelo avanço da ferramenta
ao longo dos raios de concordância côncavos afiados em combinação com a resistência artificial do
material que não se deforma ao longo dos vales por causa das nervuras existentes entre os lóbulos.
O esquema da Figura 4.6 tenta ilustrar os mecanismos que originam as fissuras nas geometrias
estudadas.
Figura 4.6 - Fotografias e ilustração esquemática da fractura em estampagem incremental: à esquerda,
aparecimento da fissura por tensões de tracção numa região convexa e, à direita, aparecimento da fissura por
tensões de corte no plano numa região côncava.
A CLF e a CLFC são limites de enformabilidade à fractura. O primeiro indicia a existência de fractura
devido à redução de espessura crítica provocada por tensões de tracção (modo I da mecânica da
fractura). O segundo sugere a existência de fissuras resultantes da distorção crítica provocada por
tensões de corte no plano que se fazem sentir na peça produzida (modo II da mecânica da fractura).
De acordo com os resultados discutidos nesta secção, é legítimo concluir-se que a deformação
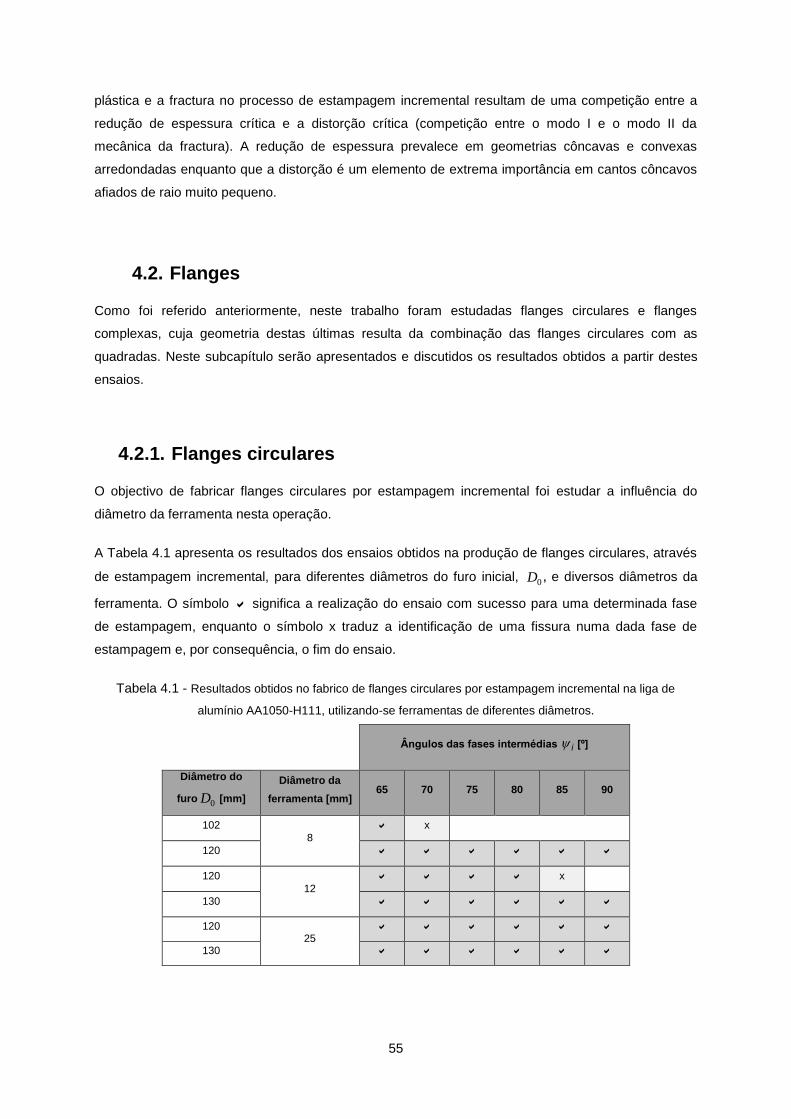
55
plástica e a fractura no processo de estampagem incremental resultam de uma competição entre a
redução de espessura crítica e a distorção crítica (competição entre o modo I e o modo II da
mecânica da fractura). A redução de espessura prevalece em geometrias côncavas e convexas
arredondadas enquanto que a distorção é um elemento de extrema importância em cantos côncavos
afiados de raio muito pequeno.
4.2. Flanges
Como foi referido anteriormente, neste trabalho foram estudadas flanges circulares e flanges
complexas, cuja geometria destas últimas resulta da combinação das flanges circulares com as
quadradas. Neste subcapítulo serão apresentados e discutidos os resultados obtidos a partir destes
ensaios.
4.2.1. Flanges circulares
O objectivo de fabricar flanges circulares por estampagem incremental foi estudar a influência do
diâmetro da ferramenta nesta operação.
A Tabela 4.1 apresenta os resultados dos ensaios obtidos na produção de flanges circulares, através
de estampagem incremental, para diferentes diâmetros do furo inicial, 0D , e diversos diâmetros da
ferramenta. O símbolo significa a realização do ensaio com sucesso para uma determinada fase
de estampagem, enquanto o símbolo x traduz a identificação de uma fissura numa dada fase de
estampagem e, por consequência, o fim do ensaio.
Tabela 4.1 - Resultados obtidos no fabrico de flanges circulares por estampagem incremental na liga de
alumínio AA1050-H111, utilizando-se ferramentas de diferentes diâmetros.
Ângulos das fases intermédias i [º]
Diâmetro do
furo 0D [mm]
Diâmetro da
ferramenta [mm] 65 70 75 80 85 90
102
8
x
120
120
12
x
130
120 25
130
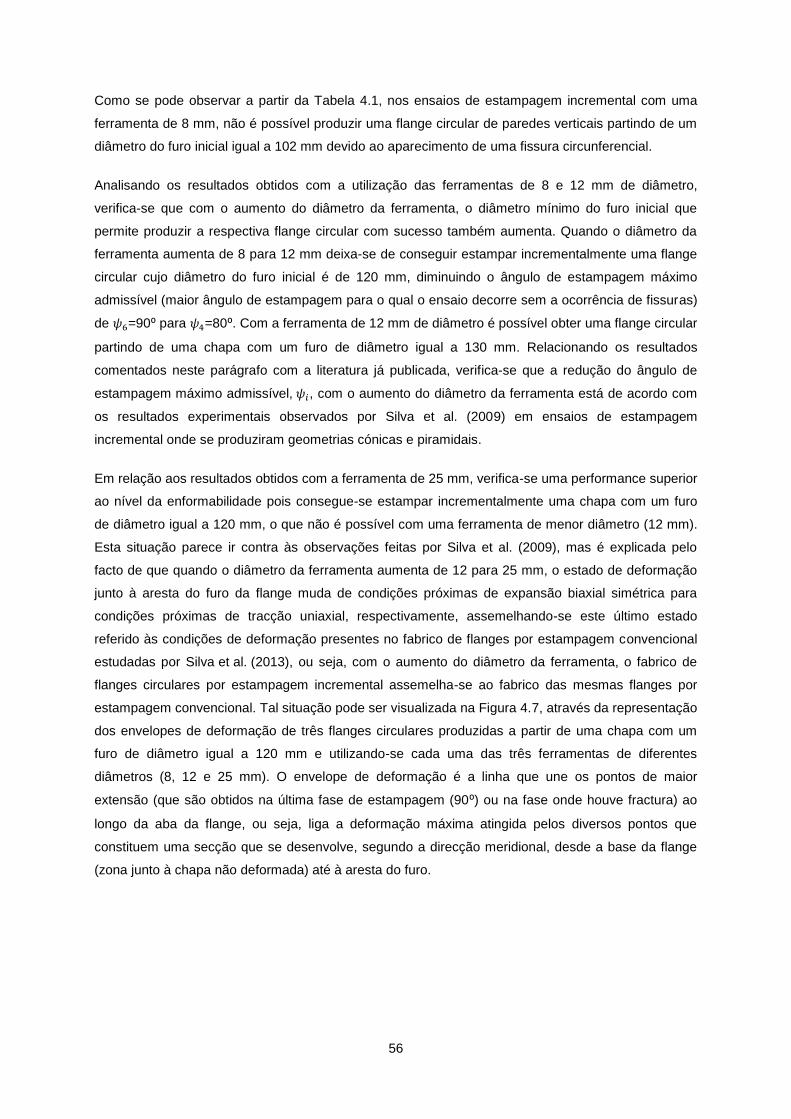
56
Como se pode observar a partir da Tabela 4.1, nos ensaios de estampagem incremental com uma
ferramenta de 8 mm, não é possível produzir uma flange circular de paredes verticais partindo de um
diâmetro do furo inicial igual a 102 mm devido ao aparecimento de uma fissura circunferencial.
Analisando os resultados obtidos com a utilização das ferramentas de 8 e 12 mm de diâmetro,
verifica-se que com o aumento do diâmetro da ferramenta, o diâmetro mínimo do furo inicial que
permite produzir a respectiva flange circular com sucesso também aumenta. Quando o diâmetro da
ferramenta aumenta de 8 para 12 mm deixa-se de conseguir estampar incrementalmente uma flange
circular cujo diâmetro do furo inicial é de 120 mm, diminuindo o ângulo de estampagem máximo
admissível (maior ângulo de estampagem para o qual o ensaio decorre sem a ocorrência de fissuras)
de =90⁰ para =80⁰. Com a ferramenta de 12 mm de diâmetro é possível obter uma flange circular
partindo de uma chapa com um furo de diâmetro igual a 130 mm. Relacionando os resultados
comentados neste parágrafo com a literatura já publicada, verifica-se que a redução do ângulo de
estampagem máximo admissível, , com o aumento do diâmetro da ferramenta está de acordo com
os resultados experimentais observados por Silva et al. (2009) em ensaios de estampagem
incremental onde se produziram geometrias cónicas e piramidais.
Em relação aos resultados obtidos com a ferramenta de 25 mm, verifica-se uma performance superior
ao nível da enformabilidade pois consegue-se estampar incrementalmente uma chapa com um furo
de diâmetro igual a 120 mm, o que não é possível com uma ferramenta de menor diâmetro (12 mm).
Esta situação parece ir contra às observações feitas por Silva et al. (2009), mas é explicada pelo
facto de que quando o diâmetro da ferramenta aumenta de 12 para 25 mm, o estado de deformação
junto à aresta do furo da flange muda de condições próximas de expansão biaxial simétrica para
condições próximas de tracção uniaxial, respectivamente, assemelhando-se este último estado
referido às condições de deformação presentes no fabrico de flanges por estampagem convencional
estudadas por Silva et al. (2013), ou seja, com o aumento do diâmetro da ferramenta, o fabrico de
flanges circulares por estampagem incremental assemelha-se ao fabrico das mesmas flanges por
estampagem convencional. Tal situação pode ser visualizada na Figura 4.7, através da representação
dos envelopes de deformação de três flanges circulares produzidas a partir de uma chapa com um
furo de diâmetro igual a 120 mm e utilizando-se cada uma das três ferramentas de diferentes
diâmetros (8, 12 e 25 mm). O envelope de deformação é a linha que une os pontos de maior
extensão (que são obtidos na última fase de estampagem (90⁰) ou na fase onde houve fractura) ao
longo da aba da flange, ou seja, liga a deformação máxima atingida pelos diversos pontos que
constituem uma secção que se desenvolve, segundo a direcção meridional, desde a base da flange
(zona junto à chapa não deformada) até à aresta do furo.
57
Figura 4.7 - Envelopes de deformação das flanges circulares produzidas a partir de chapas com um furo inicial
de diâmetro 1200 D mm e diversos diâmetros das ferramentas.
Ao analisar os envelopes de deformação presentes na Figura 4.7, verifica-se também que a evolução
das deformações máximas das flanges produzidas com ferramentas de 8 e 12 mm de diâmetro é
semelhante à observada por Montanari et al. (2013), estando os pontos junto à base da flange em
condições próximas de deformação plana, os pontos intermédios em expansão biaxial e os pontos
junto à aresta do furo estão em condições próximas de expansão biaxial simétrica. A flange circular
obtida a partir da ferramenta de diâmetro igual a 25 mm tem uma evolução diferente: os pontos junto
à base encontram-se em condições próximas de expansão biaxial simétrica, numa altura intermédia
da parede da flange existem pontos em deformação plana e os pontos junto à aresta do furo
encontram-se em condições próximas de tracção uniaxial, como foi referido anteriormente.
A observação dos diferentes envelopes de deformação da Figura 4.7 permite explicar a razão pela
qual a chapa é enformada com sucesso numa flange circular de paredes verticais a partir das
ferramentas de diâmetros iguais a 8 e a 25 mm enquanto que a flange produzida pela ferramenta com
12 mm de diâmetro apresenta fissuras circunferenciais. Isto deve-se ao facto de os envelopes de
deformação resultantes dos ensaios com as ferramentas de 8 e 25 mm de diâmetro se encontrarem
abaixo da CLF enquanto que no caso da ferramenta de 12 mm de diâmetro, o envelope resultante
intersecta a zona de incerteza de 10% da CLF, indiciando o aparecimento de fissuras na peça. Os
marcadores circulares sólidos de cor preta representam os pontos de fractura.
Finalmente, também é importante referir que com o aumento do diâmetro da ferramenta a altura da
flange diminui.
D8
D12
D25

58
4.2.2. Flanges complexas
O objectivo dos ensaios de estampagem incremental com flanges complexas é fazer uma pesquisa
preliminar de modo a perceber os fundamentos do fabrico de flanges complexas, cuja geometria
resulta da combinação de duas mais simples e já estudadas em trabalhos anteriores (a circular e a
quadrada). Pretende-se, nomeadamente, estudar a influência do raio de canto do furo inicial da chapa
na produção destas peças.
A Tabela 4.2 apresenta os resultados obtidos no fabrico de flanges complexas por estampagem
incremental para diversas dimensões do furo inicial em que o seu diâmetro, , e lado, , são
constantes e há variação dos raios de canto . O símbolo significa a realização do ensaio com
sucesso para uma determinada fase de estampagem, enquanto o símbolo x traduz a identificação de
uma fissura numa dada fase de estampagem e, por consequência, o fim do ensaio. A nomenclatura
utilizada encontra-se apresentada e representada na Tabela 3.6.
Tabela 4.2 - Resultados obtidos no fabrico de flanges complexas por estampagem incremental na liga de
alumínio AA1050-H111, utilizando uma ferramenta de diâmetro igual a 8 mm.
Geometria do furo Ângulos das fases intermédias [⁰]
Diâmetro
do Furo
[mm]
Lado do
Furo
[mm]
Raio de canto
do furo
[mm]
65⁰ 70⁰ 75⁰ 80⁰ 85⁰ 90⁰
128 128
10 x
15 x
20 x
30 x
Analisando os resultados presentes na Tabela 4.2, verifica-se que não é possível produzir flanges
complexas de paredes verticais, com as dimensões do furo inicial testadas, devido à ocorrência de
fracturas. Entre as quatro flanges complexas produzidas, o ângulo de estampagem máximo
admissível (maior ângulo de estampagem para o qual o ensaio decorre sem a ocorrência de fractura)
é de =70⁰.
Tendo em conta a geometria das flanges complexas, foram identificadas quatro secções diferentes
em cada peça de forma a avaliar os resultados obtidos. Estas secções, que se desenvolvem segundo
a direcção meridional e que podem ser observadas na Figura 4.8 (a), são as seguintes: a zona aa’,
localizada no meio do lado circular, a zona bb’, presente na parede recta entre o canto e a zona de
transição de geometrias (quadrada para a circular), a zona cc’ que se situa no meio do canto e a zona
dd’ que se encontra a meio da parede recta entre os cantos. Ao se estudarem as flanges complexas
pretendia-se também analisar a evolução das deformações, ao longo das diversas fases de
estampagem, em pontos da grelha específicos como os representados esquematicamente na
Figura 4.8 (b) para a secção aa’. Contudo, isto não foi possível de executar porque não se conseguiu

59
estampar incrementalmente uma flange complexa com paredes verticais, tendo-se procedido à
medição das extensões ao longo das secções meridionais descritas anteriormente na fase de
estampagem em que ocorreu fractura e traçado os seus envelopes de deformação.
(a)
(b)
Figura 4.8 - (a) Secções definidas na flange complexa para posterior análise das deformações; (b) Pontos da
grelha de círculos da secção aa’ que seriam analisados.
Nestes ensaios, a fractura ocorreu em duas zonas distintas das flanges complexas consoante
o raio de canto utilizado: para mm, as fissuras surgiram nos cantos (Figura 4.9 (a)), e para
mm ocorreu fractura na transição entre os cantos e as paredes rectas da flange
(Figura 4.9 (b)).
(a) (b)
Figura 4.9 - Fissuras presentes na flange complexa com um raio de curvatura (a) 0R 15 mm e
(b) 0R 15 mm.
Quando mm, a flange falha devido ao aparecimento de uma fissura que surge no meio do
canto à semelhança do que acontece com as flanges quadradas com raios de canto pequenos
60
estudadas por Cristino et al. (2014b). Para compreender a mecânica da deformação ao longo da
direcção meridional e o aparecimento da fractura nas flanges complexas, foram traçados os
envelopes de deformação para cada uma das quatro secções enunciadas anteriormente para o caso
da flange complexa de raio de canto do furo inicial igual a 10 mm (Figura 4.10). O envelope de
deformação é a linha que une a deformação máxima atingida pelos diversos pontos que constituem
uma secção que se desenvolve segundo a direcção meridional, desde a base da flange (zona da
chapa não deformada) até ao seu topo/aresta do furo. Por exemplo, para a secção aa’, unir-se-á as
maiores deformações dos pontos A até H (ver Figura 4.8 (b)), formando-se o envelope aa’.
Observando-se a Figura 4.10 (a), onde se encontra representado o envelope de deformação da
secção aa’, pode-se constatar que os pontos A a G se encontram em condições de deformação
plana, sendo que o ponto D, que se encontra a meia altura da parede da flange, é o que verifica a
maior deformação desta secção. Neste ponto, a redução de espessura é de 69%. É visível
também que os pontos que se situam entre a meia altura da aba da flange e a aresta do furo evoluem
de condições de deformação plana para condições de expansão biaxial, estando o ponto junto à
aresta do furo (ponto H) em condições próximas de expansão biaxial simétrica. Comparando este
envelope de deformação com o obtido no estudo de Montanari et al. (2013) sobre flanges circulares,
verifica-se que a evolução de ambos os envelopes de deformação é semelhante.
Na Figura 4.10 encontram-se também as isolinhas de redução de espessura máxima, (%),
representadas com contorno tracejado cinzento. Estas isolinhas foram determinadas segundo a
condição de extensão de espessura constante na fractura (Atkins,1996):
(
) (4.2)
Quanto à secção bb’, verifica-se que todos os pontos que a constituem se encontram em condições
próximas de deformação plana, sendo o ponto de maior deformação o J (Figura 4.10 (b)). Este ponto
encontra-se a meio da parede da flange e a redução de espessura correspondente é de 42%.
Relacionando estes resultados com os obtidos nos lados rectos das flanges quadradas com raio de
canto pequeno por Cristino et al. (2014b), verifica-se que a evolução dos envelopes de deformação é
semelhante em ambos os casos.
Na Figura 4.10 (c) visualiza-se o envelope de deformação da secção cc’, verificando-se
imediatamente que este intersecta a zona de incerteza de 10% da CLF, passando muito próximo
desta curva. Tal facto está de acordo com a observação experimental efectuada, uma vez que
ocorreu fractura na secção em estudo neste parágrafo. De acordo com a morfologia e o modo de
propagação da fractura segundo a direcção meridional, conclui-se que o aparecimento desta fissura
deve-se a tensões circunferenciais que actuam no canto da flange e que levam a uma redução de
espessura de 76%. Em relação ainda ao envelope de deformação da secção cc’, observa-se
que os pontos entre a base e o ponto de fractura (ponto R) evoluem, primeiro, em condições
próximas de expansão biaxial simétrica passando, depois, para condições de expansão biaxial. Os
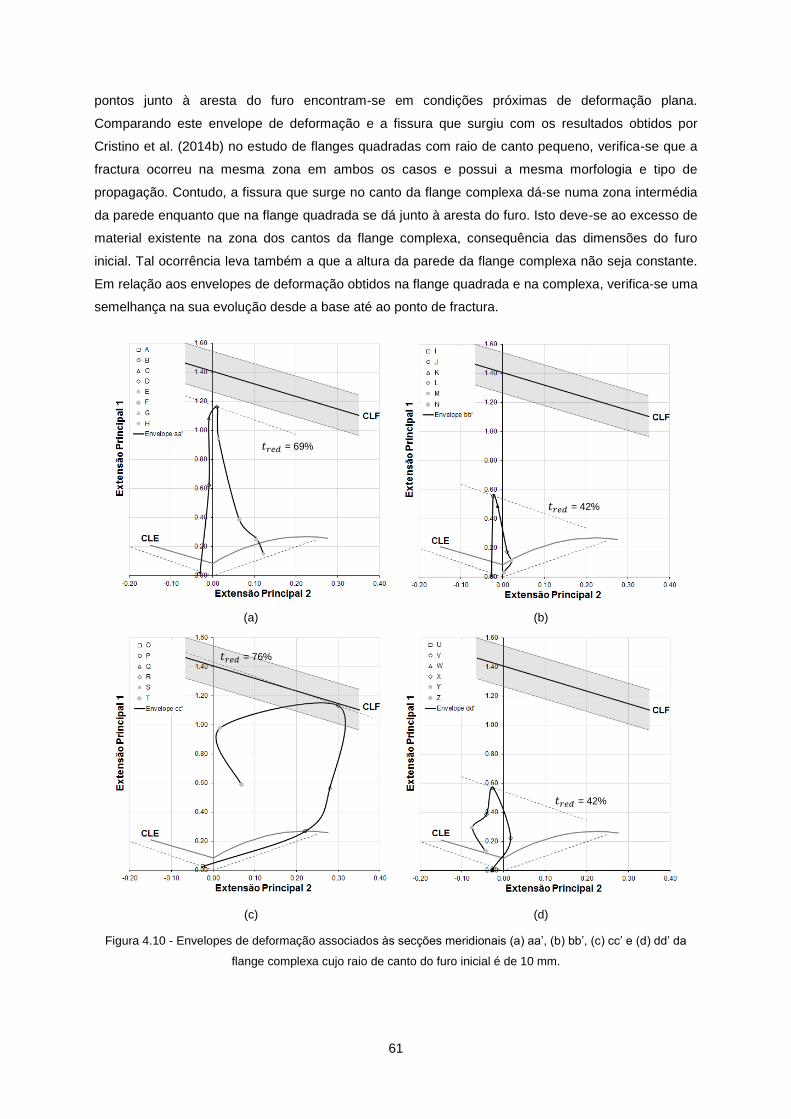
61
pontos junto à aresta do furo encontram-se em condições próximas de deformação plana.
Comparando este envelope de deformação e a fissura que surgiu com os resultados obtidos por
Cristino et al. (2014b) no estudo de flanges quadradas com raio de canto pequeno, verifica-se que a
fractura ocorreu na mesma zona em ambos os casos e possui a mesma morfologia e tipo de
propagação. Contudo, a fissura que surge no canto da flange complexa dá-se numa zona intermédia
da parede enquanto que na flange quadrada se dá junto à aresta do furo. Isto deve-se ao excesso de
material existente na zona dos cantos da flange complexa, consequência das dimensões do furo
inicial. Tal ocorrência leva também a que a altura da parede da flange complexa não seja constante.
Em relação aos envelopes de deformação obtidos na flange quadrada e na complexa, verifica-se uma
semelhança na sua evolução desde a base até ao ponto de fractura.
(a) (b)
(c) (d)
Figura 4.10 - Envelopes de deformação associados às secções meridionais (a) aa’, (b) bb’, (c) cc’ e (d) dd’ da
flange complexa cujo raio de canto do furo inicial é de 10 mm.
= 69%
= 42%
= 76%
= 42%
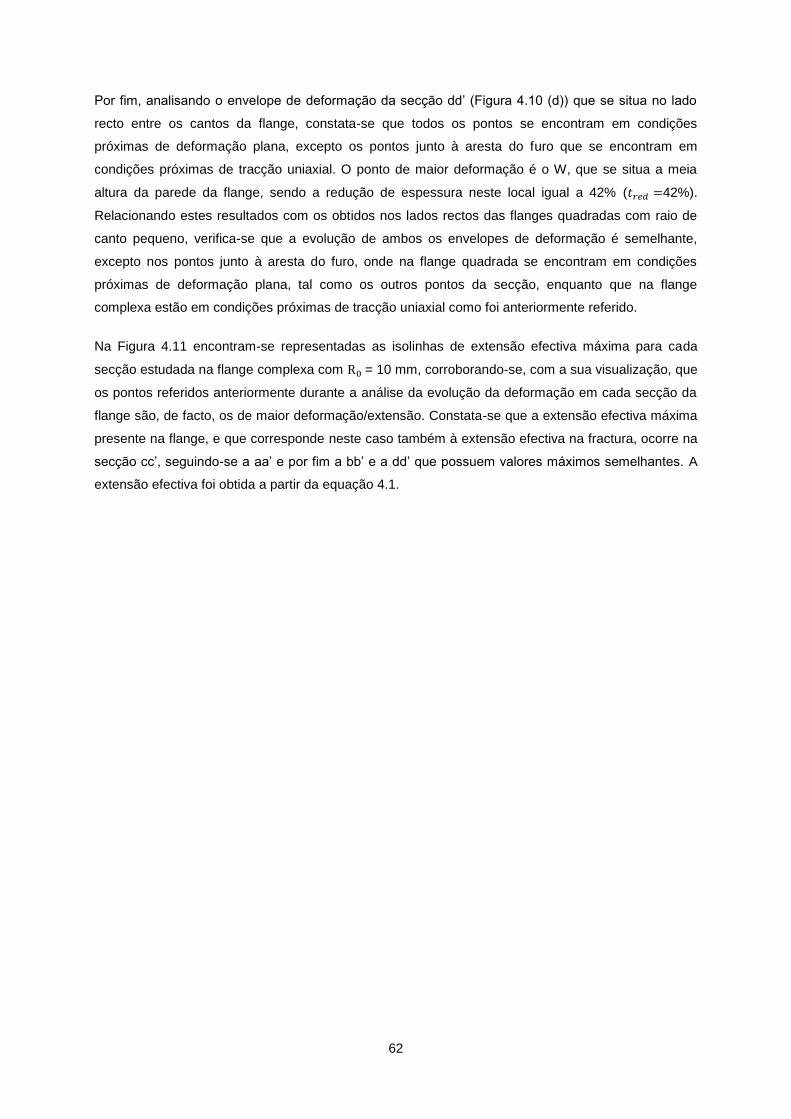
62
Por fim, analisando o envelope de deformação da secção dd’ (Figura 4.10 (d)) que se situa no lado
recto entre os cantos da flange, constata-se que todos os pontos se encontram em condições
próximas de deformação plana, excepto os pontos junto à aresta do furo que se encontram em
condições próximas de tracção uniaxial. O ponto de maior deformação é o W, que se situa a meia
altura da parede da flange, sendo a redução de espessura neste local igual a 42% ( 42%).
Relacionando estes resultados com os obtidos nos lados rectos das flanges quadradas com raio de
canto pequeno, verifica-se que a evolução de ambos os envelopes de deformação é semelhante,
excepto nos pontos junto à aresta do furo, onde na flange quadrada se encontram em condições
próximas de deformação plana, tal como os outros pontos da secção, enquanto que na flange
complexa estão em condições próximas de tracção uniaxial como foi anteriormente referido.
Na Figura 4.11 encontram-se representadas as isolinhas de extensão efectiva máxima para cada
secção estudada na flange complexa com = 10 mm, corroborando-se, com a sua visualização, que
os pontos referidos anteriormente durante a análise da evolução da deformação em cada secção da
flange são, de facto, os de maior deformação/extensão. Constata-se que a extensão efectiva máxima
presente na flange, e que corresponde neste caso também à extensão efectiva na fractura, ocorre na
secção cc’, seguindo-se a aa’ e por fim a bb’ e a dd’ que possuem valores máximos semelhantes. A
extensão efectiva foi obtida a partir da equação 4.1.
63
(a) (b)
(c) (d)
Figura 4.11 - Envelopes de deformação e maiores extensões efectivas associados às secções meridionais
(a) aa’, (b) bb’, (c) cc’ e (d) dd’ da flange complexa cujo raio de canto do furo inicial é de 10 mm.
Para o caso em que mm, a fissura surge na zona de transição entre o canto e a parede recta,
junto à aresta do furo, e propaga-se no sentido descendente segundo a direcção meridional. Contudo,
esta fissura não se deve a uma questão de enformabilidade do material, mas poderá ocorrer devido
às dimensões e acabamento superficial do furo inicial ou ao facto do canto, devido à sua geometria,
parecer funcionar como um corpo rígido provocando esforços de fadiga que levam à propagação das
fissuras. A Figura 4.12 permite visualizar o envelope de deformação de uma secção meridional que
passa na zona de fractura da flange complexa cujo raio de canto do furo inicial é de 30 mm,
verificando-se que este envelope não intersecta a zona de incerteza da CLF, o que indica e comprova
que o aparecimento da fissura não se deve ao facto de se ter atingido o limite de enformabilidade.
= 1.33
= 0.63
= 0.64
1.48

64
Figura 4.12 - Envelope de deformação de um secção meridional que passa na zona de fractura da
flange complexa de raio de canto do furo inicial igual a 30 mm.
É importante referir também que, na zona de transição entre o canto e a parede recta da flange, o
material sofre uma deformação combinada devido à interacção dos cantos com os lados rectos e
vice-versa. Como a zona do canto se assemelha a um quarto de uma flange circular de raio pequeno
e os lados rectos a uma flange recta fabricada por flexão incremental, resulta na criação de duas
zonas que diferem no seu tipo de deformação, levando à combinação das mesmas na zona de
transição entre ambas (Cristino et al., 2014b).
Sumarizando esta discussão sobre a influência do raio de canto da geometria do furo inicial na
produção de flanges complexas, verifica-se que a geometria dos furos iniciais favorece lados rectos e
redondos de raio grande em detrimento de cantos com raios muito pequenos. Os raios de canto
pequenos levam a fracturas que se propagam segundo a direcção meridional devido a tensões
circunferenciais, tal como acontece no caso das flanges quadradas. Para raios de canto grandes
ocorrem fracturas entre os cantos e os lados rectos da flange, embora tenham sido testadas
dimensões do furo inicial abaixo das necessárias para produzir uma flange com sucesso.
= 54%
65
5. Conclusões e Perspectivas de Trabalho Futuro
Neste capítulo são apresentadas as principais conclusões do trabalho efectuado, bem como
perspectivas de trabalho que possa ser desenvolvido no futuro.
Este documento propõe que um cone truncado com 4 lóbulos de geometria elíptica e em que o
ângulo de estampagem varia com a evolução da deformação (geometria 4 da Tabela 3.4), produzido
por estampagem incremental, pode ajudar a caracterizar a curva limite de estampagem ao
corte (CLFC), uma vez que permite obter extensões na fractura que se localizam próximas desta
curva. Estas extensões são medidas directamente na peça por se verificar a ausência de estricção
antes de ocorrer a fractura em componentes obtidos através de estampagem incremental
(Silva et al., (2011)). Tal facto torna a estampagem incremental da geometria 4 mais adequada para
determinar e caracterizar a CLFC do que os ensaios de corte e torção convencionais, nos quais
Isik et al. (2014) verificaram a ocorrência do fenómeno de localização antes da rotura. Com a
adopção deste novo método de caracterização é possível utilizar apenas os procedimentos e
equipamentos usados para determinar a curva limite de estampagem (CLE), em detrimento da
necessidade de se terem que medir espessuras, para posterior cálculo da extensão na sua direcção,
como é efectuado actualmente com os provetes provenientes de muitos ensaios de enformabilidade
convencionais e, nomeadamente, os ensaios de corte e de torção.
A investigação realizada em torno das geometrias cónicas truncadas com lóbulos vem também
fornecer novos dados em torno da deformação plástica e da mecânica da fractura em estampagem
incremental. A fissura que surge na geometria 4 deve-se à distorção crítica resultante de tensões de
corte no plano da chapa que se encontra a ser deformada. Noutras geometrias testadas, como por
exemplo o cone e a pirâmide truncados e a geometria 2 da Tabela 3.4 presente nesta dissertação,
verifica-se a abertura de fissuras devido à redução de espessura crítica provocada por tensões de
tracção. Estes resultados vêm comprovar que a fractura e a deformação plástica em estampagem
incremental resultam de uma competição entre a redução de espessura (modo I) e a
distorção (modo II), algo que não é referido nem defendido nas recentes publicações editadas sobre
este assunto. Do conhecimento do autor, este é o primeiro resultado em que se observa
experimentalmente o modo II da mecânica da fractura em estampagem incremental, reforçando o
trabalho analítico de Martins et al. (2014) que propõe que a fractura e a deformação plástica em
processos de deformação incremental de chapa metálica resultam da referida competição entre o
modo I e o modo II da mecânica da fractura.
Quanto ao fabrico de flanges circulares com ferramentas de diferentes diâmetros é possível identificar
duas situações. Para diâmetros de ferramenta pequenos, à medida que estes aumentam, o diâmetro
mínimo do furo inicial que permite produzir uma flange com sucesso também aumenta. Para
ferramentas de grandes diâmetros, a produção de flanges circulares pelo processo de estampagem
incremental assemelha-se ao fabrico das mesmas flanges por estampagem convencional,
verificando-se também que com o aumento do diâmetro da ferramenta a altura da flange diminui.
66
Relativamente à discussão sobre a influência do raio de canto da geometria do furo inicial no fabrico
de flanges complexas, pode-se verificar que esta geometria favorece lados rectos e redondos de raio
grande em detrimento de cantos com raios muito pequenos. Raios de canto pequenos levam a
fissuras nos cantos, que se propagam segundo a direcção meridional devido a tensões
circunferenciais, tal como acontece no caso das flanges quadradas. Para raios de canto grandes
ocorrem fracturas entre os cantos e os lados rectos da flange, embora tenham sido testadas
dimensões do furo inicial abaixo das necessárias para produzir uma flange com sucesso.
Por fim, constata-se que a estrutura de suporte projectada é bastante flexível, uma vez que permite
fixar inúmeras placas espera de diferentes dimensões. Segundo o estudo estrutural realizado,
verifica-se que a estrutura se encontra em segurança e permanece estável, durante os ensaios de
estampagem incremental de chapa, para solicitações típicas deste processo.
No futuro, ao nível da caracterização da enformabilidade da chapa metálica, poder-se-á alargar a
caracterização da CLFC a outros materiais e investigar outros ensaios experimentais que permitam
obter pontos de extensão para caracterizar este limite de enformabilidade. Para além disto, deverá
apostar-se na verificação numérica por elementos finitos dos resultados obtidos neste trabalho.
Quanto ao fabrico de flanges, um possível trabalho futuro é analisar e verificar os resultados obtidos
neste trabalho por análise de elementos finitos, bem como alargar este trabalho a outras geometrias
diferentes. Particularmente, em relação às flanges complexas, deverá ser expandido o seu estudo
com a realização de ensaios com raios de canto maiores que os testados nesta dissertação, bem
como investigar a influência dos outros parâmetros da geometria do furo inicial, como o seu diâmetro
e o seu lado, no processo de fabrico destas flanges por estampagem incremental.
67
6. Referências
Allwood, J.M., Shouler, D.R., Tekkaya, A.E. (2007), The increased forming limits of incremental sheet
forming processes, Key Engineering Materials, 344, 621–628.
Allwood, J.M., Shouler, D.R. (2009), Generalised forming limit diagrams showing increased forming
limits with non-planar stress states, International Journal of Plasticity, 25, 1207–1230.
ASTM Standard E8/E8M, 2011, Standard Test Methods for Tension Testing of Metallic Materials,
ASTM International, West Conshohocken, PA.
Atkins, A.G. (1996), Fracture in forming, Journal of Materials Processing Technology, 56, 609-618.
Ambrogio G., Filice L., Fratini L., Micari F. (2004)., Process Mechanics Analysis in Single Point
Incremental Forming, Numiform 2004 – Proceedings of the 8th International Conference on Numerical
Methods in Industrial Forming Processes, Columbus, Ohio.
Ambrogio G., de Napoli L., Filice L., Gagliardi F., Muzzupappa M. (2005), Application of Incremental
Forming process for high customised medical product manufacturing, Journal of Materials Processing
Technology, 162-163, 156-162.
Bramley A. N., Vollersten F., Kleiner M. (2001), Incremental Sheet Forming Process for small batch
and prototype parts, Verlag Meisenbach Bamberg, 95-102.
Câmara J. (2009), Single Point Incremental Forming, Tese de Mestrado, IST.
Cao J., Huang Y., Reddy N.V., Malhotra R., Wang Y. (2008), Incremental sheet metal forming:
advances and challenges. In: ICTP 2008 International Conference on Technology of Plasticity. The
Korean Society for Technology of Plasticity, Gyeongju. South Korea, 751–752.
Carrino L., Di Meo N., Sorrentino L., Strano M. (2006), The influence of friction in negative dieless
incremental forming, 9th ESAFORM International Conference on Materials Forming, Glasgow, UK,
203-206.
Centeno G., Silva M. B., Cristino V. A. M., Vallellano C., Martins P. A. F. (2012), Hole-Flanging by
Incremental Sheet Forming, International Journal of Machine Tools and Manufacture, 59, 46-54.
Cristino V. A. M., Montanari L., Silva M. B., Atkins A. G., Martins P. A. F. (2014a), Fracture in hole-
flanging produced by single point incremental forming, International Journal of Mechanical Sciences,
83, 146–154.
Cristino V. A. M., Montanari L., Silva M. B., Martins P. A. F. (2014b), Towards square hole-flanging
produced by single point incremental forming, Journal of Materials: Design and Applications, 0(0), 1-9.
68
Cui Z., Gao L., Lu Q.J. (2008), Application of CNC incremental forming in hole-flanging process,
Chinese Journal of Materials for Mechanical, 32, 5-8.
Cui Z., Gao L. (2010), Studies on hole-flanging process using multistage incremental forming, CIRP
Journal of Manufacturing Science and Technology, 2, 124–128.
Cunha A. (2012), Fabrico de flanges por estampagem incremental, Tese de Mestrado, IST.
Duflou J. R., Lauwers B., Verbert J., Gelaude F., Tunckol Y. (2005), Medical application of single point
incremental forming: cranial plate manufacturing, Virtual Modelling and Rapid Manufacturing, Taylor &
Francis, London, 161-166.
Duflou J., Tunçkol Y., Szekeres A., Vanherck P. (2007), Experimental Study on Force Measurements
for Single Point Incremental Forming, Journal of Materials Processing Technology, 189, 65-72.
Duflou J. R., Verbert J., Belkassem B., Henrard C., Habraken A. M., Gu J., Sol H., Lauwers B. (2008),
Multi-step toolpath approach to overcome forming limitations in single point incremental forming,
International Journal of Material Forming, 1, 1203-1206.
Embury J.D., Duncan J.L (1981), Formability maps, Annual Review of Materials Science, 11, 505-521.
Eyckens, P., He, S., van Bael, A., van Houtte, P., Duflou, J. (2007), Forming limit predictions for the
serrated strain paths in single point incremental sheet forming, 9th NUMIFORM International
Conference on Numerical Methods in Industrial Forming Processes, American Institute of Physics,
Porto, Portugal, 141-146.
Filice L., Fratini L., Micari F. (2002), Analysis of material formability in incremental forming, Annals of
CIRP, 199-202.
Fratini L., Ambrogio G., Di Lorenzo R., Filice L., Micari F. (2004), Influence of mechanical properties of
the sheet material on formability in single point incremental forming, Annals of CIRP, 53, 207-210.
Glover G., Duncan J. L., Embury J. D. (1977), Failure maps for sheet metal, Metals Technology, 4,
153-159.
Goodwin G. (1968), Application of strain analysis to sheet metal forming problems in the press shop.
SAE Technical Paper 680093.
Hagan E., Jeswiet J. (2004), Analysis of surface roughness for parts formed by CNC incremental
forming, Journal of Engineering Manufacture – IMechE, 218, 1307-1312.
Ham M., Jeswiet J. (2006), Single Point Incremental Forming and the Forming Criteria for AA3003,
Annals of CIRP, 55/1, 241-244.
69
Ham M., Jeswiet J. (2007), Single Point Incremental Forming Limits Using A Box-Behnken Design of
Experiment, Key Engineering Materials, 344, 629–636.
Hill R. (1948), A theory of yielding and plastic flow of anisotropic metals, Proceedings of the Royal
Society of London (Series A), 193, 281-297.
Hirt G., Junk S., Witulski N. (2002), Incremental Sheet Forming: Quality Evaluation and Process
Simulation, Proceedings of the 7th ICTP - International Conference on Technology of Plasticity,
Yokohama, Japan, 925-930.
Hirt G, Ames J, Bambach M., Kopp R (2004), Forming strategies and process modelling for CNC
incremental sheet forming, CIRP Annals-Manufacturing Technology, 53, 203-206.
Hirt G., Ames J., Bambach M. (2006), Basic Investigation into the Characteristics of dies and support
tools used in CNC-Incremental Sheet Forming, Proceedings of the International Deep Drawing
Research Group Conference, IDDRG, Porto, Portugal, 341-348.
Huang Y, Cao J., Smith K.S., Woody B. Ziegert J., Li M. (2008), Experimental and numerical
investigation of forming limits in incremental forming of a conical cup, Transactions of the North
American Manufacturing Research Institution of SME, 36, 389-396.
Hussain G., Gao L. (2007), A novel method to test the thinning limits of sheet metals in negative
incremental forming, International Journal of Machine Tools and Manufacture, 47, 419-435.
Isik K., Silva M. B., Tekkaya A. E., Martins P. A. F. (2014), Formability limits by fracture in sheet metal
forming, Journal of Materials Processing Technology, 214, 1557-65.
Jadhav S. (2004), Basic investigations of the incremental sheet metal forming process on a CNC
milling machine, Dortmunder Umformtechnik.
Jeswiet J., Hagan E., Szekeres A. (2002), Forming Parameters for Incremental Forming of Aluminum
Sheet Metal, Journal of Engineering Manufacture – IMechE, .216, 1367-1371.
Jeswiet, J., Micari, F., Hirt, G., Bramley, A., Duflou, J., Allwood, J. (2005), Asymmetric single point
incremental forming of sheet metals, Annals of CIRP, 54, 623–650.
Jeswiet, J., Young, D. (2005), Forming limit diagrams for single-point incremental forming of
aluminium sheet, Journal of Engineering Manufacture, 219, 359-364.
Keeler S. P. (1961), Plastic Instability and fracture in sheets stretched over rigid punches, Sc. D.
Thesis, MIT.
Keeler S. P., Backofen W. A. (1964), Plastic Instability and fracture in sheets stretched over rigid
punches, ASM Transactions Quartely, 56, 25-48.

70
Keeler S. P. (1965), Determination of forming limits in automotive stampings, SAE paper Nº650535.
Keeler S. P. (1968), Circular Grid System – A valuable aid for evaluating sheet metal formability, SAE
paper Nº680092.
Kim Y.H., Park J.J. (2002), Effect of process parameters on formability in incremental forming of sheet
metal, Journal of Materials Processing Technology, 130-131, 42-46.
Kitazawa K., Nakajima A. (1999), Cylindrical incremental drawing of sheet metals by CNC incremental
forming process, Shinshu University, Japan.
Li Y., Luo M.,Gerlach J, Wierzbicki T. (2010), Prediction of shear-induced fracture in sheet metal
forming, Journal of Materiasl Processing Technology, 210,1858 – 1869.
Madeira, T., Silva, C.M.A., Silva, M.B., Martins, P.A.F. (2014), Failure in single point incremental
forming, International Journal of Advanced Manufacturing Technology, (submetido).
Malhotra, R., Xue, L., Belytschko, T., Cao, J. (2012), Mechanics of fracture in single point incremental
forming, Journal of Materials Processing Technology, 212, 1573-1590.
Marciniak, Z. (1984), Assessment of material formability. Advanced Technology of Plasticity, 1,
685-694.
Marques T. (2010), Estampagem Incremental de Polímeros, Tese de Mestrado, IST.
Martinho T. (2011), Estampagem Incremental Sobre Matriz de Polímeros, Tese de Mestrado, IST.
Martins, P.A.F., Bay, N., Tekkaya, A.E., Atkins, A.G. (2014), Characterization of fracture loci in metal
forming, International Journal of Mechanical Sciences, 83, 112-123.
Matsubara S. (2001), A computer numerically controlled dieless incremental forming of a sheet metal,
Proceedings Institution of Mechanical Engineers, 215-B, 959-966.
McClintock, F.A. (1968), A criterion for ductile fracture by the growth of holes, Journal of Applied
Mechanics - Transactions ASME, 35, 363-371.
Meier M., Magnus C., Smukala V. (2011), Impact of superimposed pressure on dieless incremental
sheet metal forming with two moving tools, Annals of CIRP, 60, 327-330.
Micari F. (2005), Some remarks on material formability in single point incremental forming of sheet
metal, Proceedings of the 8th ICTP - International Conference on Technology of Plasticity, Verona,
Italy, 537-552.
Micari F., Ambrogio G., Filice L. (2007), Shape and dimensional accuracy in Single Point Incremental
Forming: State of the art and future trends, Journal of Materials Processing Technology, 191, 390-395.

71
Montanari L., Cristino V. A. M., Silva M. B., Martins P. A. F. (2013), A new approach for deformation
history of material elements in hole-flanging produced by single point incremental forming,
International Journal of Advanced Manufacturing Technology, 69, 1175-1183.
Muscat-Fenech C. M., Arndt S., Atkins A. G. (1996), The determination of fracture forming limit
diagrams from fracture toughness, 4th International Sheet Metal Conference, University of Twente,
The Netherlands, 1, 249-260.
Nimbalkar D. H., Nandedkar V. M. (2013), Review of incremental forming of sheet metal components,
International Journal of Engineering Research and Application, 3, 39-51.
Pardal P. (2013), Fabrico de flanges simétricas e assimétricas em materiais metálicos, Tese de
Mestrado, IST.
Petek A., Jurisevic B., Kuzman K., Junkar M. (2009), Comparison of alternative approaches of single
point incremental forming processes, Journal of Materials Processing Technology, 209, assunto 4,
1810–1815.
Petek A., Kuzman K., Fijavž R. (2011), Backward drawing of necks using incremental approach, Key
Engineering Materials, 473, 105-112.
Robalo V. (2011)., Estampagem Incremental Sobre Matriz, Tese de Mestrado, IST.
Rodrigues J. M. C., Martins P.A.F. (2010), Tecnologia Mecânica, Escolar Editora.
Rossard C. (1976), Mise en forme des metaux et alliages, Centre National de la Recherche
Scientifique – CNRS, Paris.
Silva M. B. (2008), Single Point Incremental Forming, Tese de Doutoramento, IST.
Silva M. B., Skjoedt M., Atkins A. G., Bay N., Martins P. A. F. (2008), Single point incremental forming
and formability/failure diagrams, Journal Strain Analysis in Engineering Design, 43, 15–36.
Silva M. B., Skjoedt M., Bay N., Martins P. A. F. (2009), Revisiting single-point incremental forming
and formability/failure diagrams by means of finite elements and experimentation, Journal of Strain
Analysis, 44, 221-234.
Silva M. B., Nielsen P. S., Bay N., Martins P. A. F. (2011), Failure mechanisms in single point
incremental forming of metals, International Journal of Advanced Manufacturing Technology, 56,
893-903.
Silva M. B., Teixeira P., Reis A., Martins P. A. F. (2013), On the formability of hole-flanging by
incremental sheet forming, Journal of Materials Design and Applications, 227, 91-99.
72
Silva M. B., Martins P. A. F. (2014), Incremental Sheet Forming, in Comprehensive Materials
Processing, Button, S. T., Ed.; Elsevier Ltd., 3, 7–26.
Silva, M. B., Bay, N., Martins, P.A.F. (2014), Hole-flanging by Single Point Incremental Forming, in
FORMING MATERIALS AND MACHINING: Research & Development, WoodHead/Elsevier,
Cambridge (UK), (aceite para publicação).
Skjoedt M., Bay N., Endelt B., Ingarao G. (2008), Multi Stage Strategies for Single Point Incremental
Forming of a Cup, 11th ESAFORM 2008 Conference on Material Forming, Lyon, France.
Skjoedt M., Silva M.B., Martins P.A.F., Bay, N. (2010), Strategies and limits in multi-stage single-point
incremental forming, Journal of Strain Analysis for Engineering Design, 45, 33-44.
Smith W. F. (1998), Princípios de Ciência e Engenharia dos materiais, McGraw-Hill.
Soeiro J.M.C., Silva C.M., Silva M.B., Martins P.A.F. (2014), Revisiting the formability limits by fracture
in sheet metal forming, Journal of Materials Processing Technology, (em revisão).
Teodora, A. (2013), Determinação dos limites de enformabilidade de chapa metálica, Tese de
Mestrado, IST.
Voswinckel H., Bambach M., Hirt G. (2013), Process limits of stretch and shrink flanging by
incremental sheet metal forming, Key Engineering Materials, 549, 45-52.
Wong C. C., Dean T. A., Lin J. (2003), A review of spinning, shear forming and flow forming
processes, International Journal of Machine Tools and Manufacture, 43, 1419 – 1435.
Yamada Y., Koide M. (1968), Analysis of the bore-expanding test by the incremental theory of
plasticity, International Journal of Mechanical Sciences, 10, 1-14.
Young D., Jeswiet J. (2004), Wall Thickness Variations in single Point Incremental Forming, Journal of
Engineering Manufacture, 217 B11, 1571-1581.



















![[qCon Rio 2015] Arquitetura Incremental](https://img.document.onl/doc/110x75/5876fe0a1a28abf3398b6bd7/qcon-rio-2015-arquitetura-incremental.jpg)