Embed Size (px)
Citation preview
MINISTÉRIO DA EDUCAÇÃO
INSTITUTO FEDERAL SUL-RIO-GRANDENSE
CAMPUS SAPUCAIA DO SUL
CURSO SUPERIOR DE ENGENHARIA MECÂNICA
KRISTIAN ALBERT AZEVEDO VARGAS
PROJETO DE UM DISPOSITIVO PARA RECICLAGEM QUÍMICA DE
POLÍMEROS, OBTENDO-SE COMO PRODUTOS ÓLEOS COMBUSTÍVEIS
Sapucaia do Sul
2015

II
MINISTÉRIO DA EDUCAÇÃO
INSTITUTO FEDERAL SUL-RIO-GRANDENSE
CAMPUS SAPUCAIA DO SUL
CURSO SUPERIOR DE ENGENHARIA MECÂNICA
KRISTIAN ALBERT AZEVEDO VARGAS
PROJETO DE UM DISPOSITIVO PARA RECICLAGEM QUÍMICA DE
POLÍMEROS, OBTENDO-SE COMO PRODUTOS ÓLEOS COMBUSTÍVEIS
Trabalho de Conclusão de Curso apresentado ao
Instituto Federal Sul-Rio-Grandense/IFSUL -
Campus Sapucaia do Sul - como requisito parcial
para a obtenção do título de Bacharel em Engenharia
Mecânica.
Orientador: Prof. M.E. Vinícius Martins
Co-orientador: Prof. M.E. André Carvalho Tavares
Sapucaia do Sul
2015

III
KRISTIAN ALBERT AZEVEDO VARGAS
PROJETO DE UM DISPOSITIVO PARA RECICLAGEM QUÍMICA DE
POLÍMEROS, OBTENDO-SE COMO PRODUTOS ÓLEOS COMBUSTÍVEIS
Trabalho de Conclusão de Curso apresentado ao
Instituto Federal Sul-Rio-Grandense/IFSUL -
Campus Sapucaia do Sul - como requisito parcial
para a obtenção do título de Bacharel em
Engenharia Mecânica.
Orientador: Prof. M.E. Vinícius Martins
Co-orientador: Prof. M.E. André Carvalho Tavares

IV
À minha esposa Solange e ao meu filho Lukas.

V
AGRADECIMENTOS
Agradeço à minha família pelo apoio e pela paciência demonstrados durante o curso
e, principalmente, durante a execução deste trabalho.
Agradeço ainda a todos os professores e técnicos desta Instituição de Ensino, que de
uma maneira ou de outra tiveram papel importante na realização da presente pesquisa.

VI
A tarefa não é tanto ver aquilo que ninguém viu, mas pensar o que ninguém ainda pensou
sobre aquilo que todo mundo vê.
(Arthur Schopenhauer)

VII
SUMÁRIO
LISTA DE FIGURAS ............................................................................................................ IX
LISTA DE TABELAS ........................................................................................................... XI
LISTA DE ABREVIATURAS E SIGLAS ......................................................................... XII
LISTA DE SÍMBOLOS ..................................................................................................... XIII
RESUMO .............................................................................................................................. XIV
1 INTRODUÇÃO ................................................................................................................... 1
2 OBJETIVOS ........................................................................................................................ 2
2.1 Objetivo geral .................................................................................................................... 2
2.2 Objetivos específicos ......................................................................................................... 2
3 FUNDAMENTAÇÃO TEÓRICA...................................................................................... 3
3.1 Polímeros ........................................................................................................................... 3
3.2 Formas de reciclagem de polímeros .................................................................................. 4
3.3 Reciclagem química de polímeros por degradação térmica .............................................. 6
3.4 Análises térmicas ............................................................................................................... 9
3.5 Propriedades térmicas dos polímeros PP, PE e PS ............................................................ 9
3.6 Métodos de identificação de polímeros ........................................................................... 13
4 METODOLOGIA ............................................................................................................. 16
4.1 Análise do funcionamento do protótipo desenvolvido anteriormente ............................. 16
4.2 Aplicação de melhorias ao protótipo ............................................................................... 18
4.3 Execução de testes de funcionamento com PP e PEAD.................................................. 18
4.4 Execução do projeto em CAD 3D ................................................................................... 19
5 RESULTADOS E DISCUSSÃO ...................................................................................... 20
5.1 Diagnóstico e aplicação de melhorias no protótipo ......................................................... 20
5.2 Execução dos testes de funcionamento com PP e PE...................................................... 33
6 CONSIDERAÇÕES FINAIS............................................................................................ 36
7 LIMITAÇÕES E DIFICULDADES DO TRABALHO ................................................. 37
REFERÊNCIAS...................................................................................................................... 38
APÊNDICE A – DIAGRAMA ELÉTRICO DO APARELHO .......................................... 42

VIII
APÊNDICE B – DESENHO EM CAD DA ESTRUTURA DO APARELHO .................. 43
APÊNDICE C – DESENHO EM CAD DAS CHAPAS AUXILIARES ............................ 44
APÊNDICE D – DESENHO EM CAD DA CÂMARA DE REAÇÃO .............................. 45
APÊNDICE E – DESENHO EM CAD DA TAMPA DA CÂMARA DE REAÇÃO ........ 46
APÊNDICE F – DESENHO EM CAD DO FORNO ........................................................... 47
APÊNDICE G – DESENHO EM CAD DA TAMPA BIPARTIDA ................................... 48
APÊNDICE H – DESENHO EM CAD DO SUPORTE DO TERMOPAR ...................... 49
APÊNDICE I – DESENHO EM CAD DA TAMPA DO COLETOR ................................ 50
ANEXO A – FORMAS DE CLASSIFICAÇÃO DE POLÍMEROS .................................. 51
ANEXO B – CARACTERÍSTICAS E APLICAÇÕES DO HDPE ................................... 52
ANEXO C – CARACTERÍSTICAS E APLICAÇÕES DO LDPE .................................... 53
ANEXO D – CARACTERÍSTICAS E APLICAÇÕES DO PP ......................................... 54
ANEXO E – CARACTERÍSTICAS E APLICAÇÕES DO PS .......................................... 55
ANEXO F - QUADRO INDICATIVO DE USOS DE POLÍMEROS PARA
IDENTIFICAÇÃO DE MATERIAIS RECICLÁVEIS ...................................................... 56

IX
LISTA DE FIGURAS
Figura 1: Mecanismos de iniciação em poliadição por de calor e por radiação ultravioleta
(MANO; MENDES, 1999). ......................................................................................... 4
Figura 2: Variação do volume específico com o aumento da temperatura de um sólido no
estado amorfo, cristalino e de um polímero semi-cristalino (CANEVAROLO Jr.,
2013). ......................................................................................................................... 10
Figura 3: Curvas de TGA do PVDC, PVC, PP, PE, e PS (BHASKAR et al., 2006). .............. 12
Figura 4: Identificação de embalagens recicláveis (modificada a partir de ABNT
NBR13230)................................................................................................................ 13
Figura 5: Detalhe de uma embalagem com alguns símbolos de reciclagem ............................ 14
Figura 6: Exemplo de quadro indicativo de usos para polímeros (modificada a partir de
ABIQUIM, 2012). ..................................................................................................... 14
Figura 7: Esquema da separação de polímeros por densidade (SPINACÉ; DE PAOLI,
2005). ......................................................................................................................... 15
Figura 8: Diagrama de blocos da metodologia ......................................................................... 16
Figura 9: Esquema simplificado do protótipo (TAVARES, 2011). ......................................... 17
Figura 10: Forno e câmara de reação montados ....................................................................... 18
Figura 11: Dimensões do forno ................................................................................................ 20
Figura 12: Vista do projeto em CAD da estrutura do aparelho ................................................ 21
Figura 13: Rodízio utilizado (modificada a partir de NOVEX, 2014). .................................... 23
Figura 14: Estrutura com as chapas removíveis. ...................................................................... 23
Figura 15: Diagrama de blocos do controle de aquecimento. .................................................. 24
Figura 16: Características do termopar tipo J (BEGA, 2011). ................................................. 24
Figura 17: Controles principais do aparelho............................................................................. 25
Figura 18: Alteração da ligação das resistências do forno ....................................................... 26
Figura 19: Câmara de reação com a instalação de suportes para posicionamento do sensor
de temperatura. .......................................................................................................... 27

X
Figura 20: Montagem com silicone de vedação ....................................................................... 28
Figura 21: Tampa de isolação térmica bipartida ...................................................................... 29
Figura 22: Tampa do coletor e válvula de isolação .................................................................. 30
Figura 23: Vista geral do aparelho montado. ........................................................................... 31
Figura 24: Foto do aparelho montado....................................................................................... 32
Figura 25: Produto obtido a partir do PP .................................................................................. 34
Figura 26: Produtos obtidos a partir do PE............................................................................... 35

XI
LISTA DE TABELAS
Tabela 1: Tg e Tm de alguns polímeros (modificada a partir de CANEVAROLO Jr., 2013). 11
Tabela 2: Características mecânicas de perfil cantoneira de abas iguais. (modificada a
partir de GERDAU: 2015)......................................................................................... 22

XII
LISTA DE ABREVIATURAS E SIGLAS
ABNT Associação Brasileira de Normas Técnicas
ABIQUIM Associação Brasileira da Indústria Química
AISI American Iron and Steel Institute
ASTM American Society for Testing and Materials
CAD desenho auxiliado por computador (do inglês: Computer Aided Design)
EPI equipamento de proteção individual
H2 Hidrogênio (gás)
IFSul Instituto Federal Sul-Rio-Grandense - Campus Sapucaia do Sul
NBR borracha de acrilonitrilo butadieno
O2 Oxigênio (gás)
PE polietileno
PEAD polietileno de alta densidade
PEBD polietileno de baixa densidade
PET poli (tereftalato de etileno)
PP polipropileno
PS poliestireno
PVC poli (cloreto de vinila)
P.T. potência termoelétrica
Tc temperatura de cristalização
Tg temperatura de transição vítrea
Tm temperatura de fusão cristalina
XIII
LISTA DE SÍMBOLOS
°C graus Celsius
g/cm³ grama por centímetro cúbico
mL mililitro
Ω unidade de resistência elétrica (ohm)
W unidade de potência elétrica (watt)
V unidade de tensão elétrica (volt)

XIV
RESUMO
O presente trabalho tem como objetivo projetar e construir um aparelho que
possibilite a obtenção de óleos combustíveis a partir da degradação térmica de resíduos de
material plástico, cuja reciclagem convencional é difícil ou até mesmo impossível tanto
devido a falta de separação prévia quanto a presença de contaminantes em excesso. Todo o
desenvolvimento do projeto foi baseado em um protótipo desenvolvido em um estudo
anteriormente realizado no IFSul, sendo que um dos objetivos específicos do trabalho é
justamente dar continuidade a uma pesquisa iniciada nesta Instituição de Ensino. Foi realizada
uma série de melhorias no protótipo original, obtendo-se um aparelho que se mostrou eficaz
para a reciclagem química de polietileno e polipropileno. Para o levantamento dos parâmetros
de funcionamento do processo foram realizados testes com resina de polipropileno (PP) H-
107 e resina de polietileno de alta densidade (PEAD) BF-4810, ambas produzidas pela
Braskem, submetidas à pirólise a temperaturas entre 400°C e 420°C, durante o tempo médio
de 1h30min, obtendo-se como resultado alguns produtos de base petroquímica, conforme
previsto na literatura consultada. O protótipo desenvolvido durante o trabalho está disponível
para futuros estudos nesta área, contribuindo com a pesquisa de processos alternativos para a
reciclagem de polímeros.
PALAVRAS-CHAVE: Pirólise. Polietileno. Polipropileno. Reciclagem química de
polímeros.

1
1 INTRODUÇÃO
O presente trabalho propõe-se a desenvolver o projeto e a construção de um
dispositivo para reciclagem química de polímeros. Esse tema já foi objeto de estudo com uma
abordagem inicial ocorrida nesta Instituição de Ensino. O resultado deste primeiro estudo
mostrou que é possível obter-se uma proporcionalidade de 1:1, isto é, a cada grama de
plástico se conseguiu 1mL de óleo, utilizando-se o processo de degradação estudado
(TAVARES, 2011). Nessa ocasião, foram sugeridas algumas possibilidades de pesquisas
futuras, nas quais o presente trabalho se insere, principalmente na reprodução dos resultados
anteriores e na especificação de um novo aparelho.
Como justificativa para o presente trabalho destaca-se a possibilidade de se reciclar
polímeros termoplásticos com pouca ou nenhuma preparação anterior (AL-SALEM et. al,
2009). Tal possibilidade pode sinalizar para um fator que encoraja o uso desta tecnologia já
conhecida e pesquisada há algum tempo, sendo normalmente aplicada àqueles resíduos já
contaminados, como uma alternativa à incineração ou, pior, ao descarte.
Esta pesquisa procura suprir uma demanda atual da sociedade, visto que o descarte
inadequado de plásticos apresenta-se como um problema crescente e que tem várias causas.
Uma das principais está relacionada aos métodos de reciclagem convencionais (reciclagem
mecânica) que exigem uma série de procedimentos, principalmente no que se refere à
identificação, separação e limpeza do material a ser reciclado. Isto dificulta ou até inviabiliza
a aplicação deste tipo de reciclagem a materiais contaminados com resíduos diversos, pois
estes, mesmo em concentrações muito baixas, causam alterações nas características dos
materiais reciclados (SPINACÉ; DE PAOLI, 2005).
Soma-se à justificativa deste trabalho o perfil generalista do profissional de
Engenharia Mecânica, cujas competências incluem a capacidade de elaborar não só projetos
de máquinas e equipamentos, mas também de ser capaz de desenvolver projetos de pesquisa
com foco tecnológico, sempre levando em consideração os princípios da sustentabilidade.

2
2 OBJETIVOS
2.1 Objetivo geral
O presente trabalho tem por objetivo geral desenvolver o projeto e a construção de
um dispositivo destinado a realizar a reciclagem química de polímeros termoplásticos, além
da realização de testes de funcionamento utilizando polipropileno (PP) e polietileno (PE),
tomando como ponto de partida um estudo já desenvolvido nesta Instituição de Ensino.
2.2 Objetivos específicos
- Levantar os parâmetros de funcionamento do processo;
- Dar continuidade a uma pesquisa iniciada nesta instituição;
- Pesquisar processos alternativos para a reciclagem química de polímeros.

3
3 FUNDAMENTAÇÃO TEÓRICA
3.1 Polímeros
Polímeros são macromoléculas nas quais uma unidade que se repete é denominada
mero. O nome vem do grego: poli (muitos) + meros (iguais), ou seja, são moléculas formadas
por muitas unidades químicas iguais (DE PAOLI, 2008).
Existem várias formas de classificar um polímero, seja, por exemplo, quanto à forma
de obtenção (reação de adição, reação de condensação ou modificação de outro polímero),
quanto ao comportamento térmico (termorrígido ou termoplástico), ou ainda se é composto
por um ou mais de um mero (homopolímero ou copolímero). No Anexo A encontra-se
disponível um quadro que resume as diversas formas de classificação de polímeros (MANO;
MENDES, 1999).
O conhecimento das características básicas de um material polimérico é importante,
pois o método mais apropriado para a degradação de um dado polímero está intimamente
relacionado com as suas propriedades térmicas e ao seu mecanismo de polimerização
(AGUADO; SERRANO, 1999). A degradação térmica é o método mais indicado para
polímeros obtidos pelo processo de poliadição, enquanto que para polímeros obtidos por
policondensação são indicados outros métodos como a solvólise (SPINACÉ; DE PAOLI,
2005).
O polietileno (PE) e o polipropileno (PP), ambos utilizados no presente trabalho, são
homopolímeros termoplásticos, cuja principal origem é petroquímica. São obtidos por reações
de poliadição, que consistem basicamente da quebra da ligação dupla existente nas moléculas
dos monômeros de origem para a formação de longas cadeias de carbono. Existem várias
técnicas diferentes para obtenção e controle destas reações, sob condições tais (temperatura,
pressão, catalisador, técnica aplicada) que favorecem o crescimento da cadeia polimérica
(CANEVAROLO Jr., 2013)
As reações de poliadição normalmente ocorrem em três etapas distintas: iniciação,
propagação da reação e terminação (MANO; MENDES, 1999). A Figura 1 exemplifica o
mecanismo de iniciação a partir do eteno.

4
Figura 1: Mecanismos de iniciação em poliadição por de calor e por radiação ultravioleta
(MANO; MENDES, 1999).
O mecanismo de iniciação apresentado na Figura 1 consiste na quebra das ligações
duplas do monômero e pode ser de origem térmica, química, eletromagnética, entre outras. A
propagação ocorre logo após a iniciação, com o crescimento rápido da cadeia polimérica a
partir dos birradicais livres formados. A terminação é a fase final de crescimento da cadeia
polimérica, sendo originada a partir de reações com espécies químicas ativas ou inertes e pode
ser controlada de várias maneiras (MANO; MENDES, 1999).
O monômero de origem define e dá nome ao polímero que será formado. O
Polietileno é obtido a partir do gás eteno (H2C=CH2), comumente denominado etileno. As
condições de reação tornam possível a obtenção de diferentes tipos de PE, sendo as principais
variações o PEAD – Polietileno de alta densidade e o PEBD – Polietileno de baixa densidade.
O Polipropileno, por sua vez, é obtido a partir do gás propeno (H2C=CHCH3), comumente
denominado propileno (MANO; MENDES, 1999). Maiores informações a respeito destes
materiais podem ser obtidas nos Anexos deste trabalho.
3.2 Formas de reciclagem de polímeros
O uso do plástico trouxe inúmeros avanços em termos de engenharia de produtos e
representa uma das maiores características do mundo atual. Quase tudo é feito de plástico, isto
é, pode-se construir praticamente qualquer coisa usando materiais poliméricos, resultando em
objetos e utensílios mais leves e mais baratos, com características e propriedades que
justificam seu uso (ZANIN, 2004).
Mas essa escala maciça de utilização traz consigo um problema relevante e crescente,
que é a grande quantidade de objetos plásticos presente nos resíduos sólidos urbanos. O mais
adequado, ambientalmente falando, após todas as tentativas de redução do uso ou da aplicação
das várias formas de reutilização, seria reciclar a totalidade destes resíduos. Para tanto, são
5
conhecidas algumas técnicas, classificadas conforme a metodologia utilizada em quatro
categorias, a saber: (SPINACÉ; DE PAOLI, 2005).
Reciclagem primária - Conversão de resíduos poliméricos pré-consumo
(normalmente de aparas presentes na linha de produção) em produtos com características
semelhantes às dos produtos originais.
Reciclagem secundária - Conversão dos resíduos poliméricos pós-consumo em
produtos com requisitos de qualidade inferiores aos dos produtos originais.
Reciclagem terciária ou reciclagem química – Processo tecnológico de produção de
insumos químicos ou combustíveis a partir de polímeros.
Reciclagem quaternária ou reciclagem energética - Obtenção de energia usando a
incineração controlada de resíduos poliméricos.
A reciclagem primária e a secundária são também conhecidas como reciclagem
mecânica, sendo esta a mais conhecida e utilizada, caracterizada pelo reprocessamento por
extrusão, injeção, moldagem por compressão, etc. Um pré-requisito para a reciclagem
mecânica de materiais pós-consumo provenientes do resíduo urbano é a separação e
descontaminação, o que exige algumas etapas: identificação e separação, moagem, lavagem,
secagem, reprocessamento. Após todas estas etapas pode-se obter um novo produto, reciclado
(SPINACÉ; DE PAOLI, 2005).
As características dos produtos obtidos por reciclagem mecânica dependem
fortemente das variações químicas e físicas do material a ser reciclado. Também afetam os
resultados a presença de tintas e rótulos e outros contaminantes. Dependem ainda da
eficiência da separação e de todas as outras etapas prévias ao processamento (ZANIN, 2004).
Outra característica relevante é que a quantidade de vezes que um polímero pode ser
reprocessado mecanicamente não é infinita, devido à perda progressiva das suas propriedades
mecânicas (SPINACÉ; DE PAOLI, 2005).
Alternativamente à reciclagem mecânica, encontram-se as modalidades de
reciclagem energética e química. A primeira consiste na incineração dos resíduos, que

6
reaproveita o potencial energético presente nos plásticos, além de reduzir consideravelmente o
volume dos resíduos urbanos. Esta prática traz consigo o problema dos efluentes gasosos
gerados no processo, que exigem processos industriais com alta complexidade para
minimização da poluição associada (COSTA, 2006).
A reciclagem química, por sua vez, é realizada usando-se processos de
despolimerização por solvólise (hidrólise, alcoólise, amilose), ou métodos térmicos (pirólise à
baixa e alta temperaturas, gaseificação, hidrogenação) ou ainda métodos térmicos/catalíticos
(pirólise na presença de catalisadores seletivos) (SPINACÉ; DE PAOLI, 2005).
Ainda conforme Spinacé; De Paoli (2005), nos processos de despolimerização por
solvólise as reações químicas são realizadas na presença de um solvente, adequado ao
polímero que se deseja reciclar. De modo geral, a solvólise é utilizada para polímeros de
condensação, como os poliésteres, as poliamidas e as poliuretanas.
Para a reciclagem de poliolefinas costumam ser aplicados os métodos térmicos e/ou
catalíticos. O estudo dos processos térmicos é particularmente interessante, pois estes
permitem a reciclagem de alguns dos plásticos mais utilizados e mais descartados atualmente,
com destaque para o PP, o PE e o PS (PANDA et al, 2010).
3.3 Reciclagem química de polímeros por degradação térmica
A reciclagem por degradação térmica é uma aplicação da pirólise, uma reação
química que ocorre na ausência de oxigênio. É um processo endotérmico que pode ocorrer a
temperaturas relativamente baixas. No caso do polipropileno e do polietileno, na presença de
diferentes catalisadores, são esperadas temperaturas na faixa de 290°C a 500°C
(GONÇALVES, 2007).
A literatura consultada indica que, além da temperatura, outros parâmetros
influenciam no processo, dentre eles o tempo de reação e a proporção da mistura dos
polímeros (COSTA, 2006).
O uso deste processo, ao contrário da reciclagem mecânica, dispensa a separação
prévia dos materiais e também admite a presença de contaminantes, sendo essa uma de suas
maiores vantagens (CARNEIRO; MARQUES, 2011).
7
De forma geral, os produtos finais da pirólise são sólidos, líquidos e gases, sendo que
a proporção entre estes depende da temperatura e da pressão de trabalho, além do tipo de
plástico utilizado no processo. As reações envolvidas na pirólise são bastante complexas, o
que dificulta o seu estudo. Quando aplicada aos polímeros mais comuns nos resíduos urbanos,
apresenta alguns resultados possíveis como, por exemplo, a decomposição em monômeros
(polietileno-tereftalato - PET), ou a fragmentação em cadeias poliméricas menores (no caso
do PP e do PE). (EHRIG, 1992).
Outro resultado possível é a ocorrência simultânea de decomposição e fragmentação
(poliestireno - PS), ou ainda a eliminação de componentes como o cloro, no caso do
policloreto de vinila (PVC). Todas essas reações podem ser modificadas pela adição de
pequenas quantidades de Hidrogênio (H2), Oxigênio (O2) ou catalisadores. (EHRIG, 1992).
Ainda com relação aos parâmetros que alteram os resultados da pirólise, pode-se
destacar o tipo de material ou proporção de mistura presente na reação, uso de catalisador,
valores de pressão, temperatura, tempo de residência no reator. Analisando, por exemplo,
apenas o tipo de plástico presente na reação, sabe-se que a pirólise de PP e PE resulta em altas
quantidades de alcanos, enquanto que o PS resulta em altas quantidades do seu monômero -
estireno. Também já foi observado que o PS atua como acelerador das reações do PP e do PE,
além de favorecer a formação de cadeias aromáticas, fato explicado pela formação de radicais
típicos da decomposição do poliestireno. (PANDA et al, 2010).
Dentre as variáveis que influenciam a reação de pirólise, a temperatura é a mais
importante porque além de proporcionar a conversão do polímero, altera a distribuição dos
produtos obtidos. Em termos globais, a pirólise de poliolefinas pode originar gases, óleos,
ceras e sólidos, sendo que à medida em que a temperatura da reação é elevada, percebe-se
uma maior concentração da fração gasosa. A quantidade de resíduos sólidos também aumenta,
devido ao favorecimento das reações de produção de coque (AGUADO; SERRANO, 1999).
Portanto, uma variedade de produtos e aplicações pode ser prevista a partir da
decomposição térmica de materiais poliméricos: gases combustíveis, gases olefínicos, nafta e
destilados médios, frações oleosas, parafinas de cadeia longa, olefinas e coque. Estes produtos
podem ser utilizados diretamente como combustíveis ou podem ser processados em refinarias
para produzir combustíveis de melhor qualidade (AGUADO; SERRANO, 1999).

8
Os mecanismos envolvidos na pirólise de materiais poliméricos em geral são
bastante complexos, existindo vários estudos que propõem alguns modelos possíveis. No caso
específico do PE, alguns trabalhos sugerem que o principal mecanismo de degradação seja a
quebra aleatória da cadeia polimérica em cadeias menores, formando espécies intermediárias,
como ceras pesadas e alcatrões, que são quebrados em sequência para obtenção dos produtos
finais, mais leves (gases, parafinas de cadeia longa e olefinas). Também é assumido que
simultaneamente a esse mecanismo ocorra a separação de produtos leves a partir do fim das
cadeias poliméricas. (AGUADO; SERRANO, 1999).
Dentre os métodos possíveis de se realizar a reciclagem química de plásticos comuns
em resíduos urbanos, alguns são particularmente interessantes na medida em que utilizam a
pirólise como etapa auxiliar de outros métodos de reciclagem, ou pesquisam a degradação
térmica de plásticos associada a outros produtos com baixo valor agregado, como por
exemplo, xisto e gasóleo pesado (KHALOW, 2007).
Carneiro & Marques, (2011), descreveram a co-pirólise de polietileno de alta
densidade (PEAD) com gasóleo pesado da Bacia de Campos, obtendo como resultado um
rendimento maior na obtenção de óleo diesel quando são combinados estes dois materiais do
que aqueles obtidos quando se pirolisa apenas o gasóleo ou apenas o PEAD.
Gonçalves, (2007), estudou a pirólise de PE e PS como método auxiliar da
combustão, demonstrando suas vantagens em relação à combustão direta destes plásticos,
como uma redução significativa na emissão dos contaminantes atmosféricos comumente
associados à combustão incompleta, típicos da queima direta de resíduos plásticos.
Khalow, (2007), descreveu a pirólise catalítica de PP, na presença e ausência de xisto
betuminoso, obtendo rendimento em líquidos combustíveis (com composições químicas
próximas da gasolina) na faixa de 68 a 85%. Em tal estudo foi avaliado o potencial de
aproveitamento dos resíduos como adsorventes, para uso em tratamento de efluentes.
Walendziewski & Steininger, (2001), descreveram a pirólise de PP, PE e PS
utilizando vários catalisadores (zeólitas) e níveis de pressão, obtendo rendimentos acima de
95% em massa na maioria dos experimentos, também com composições químicas próximas
da gasolina.

9
Bhaskar et al, (2006), descreveram a pirólise de uma mistura de PP, PE, PS e PVC
efetuada em duas etapas – primeiro a 330°C para remoção de compostos clorados associados
ao PVC, e uma segunda etapa, a 430°C para total degradação da amostra.
3.4 Análises térmicas
Análise térmica é um conjunto de técnicas que permite medir mudanças em uma
propriedade física ou química de uma substância ou material em função do tempo ou
temperatura, de acordo com a característica que se deseja explorar. No campo dos plásticos e
compósitos de base polimérica, pode-se determinar a composição de blendas, as temperaturas
de transição (Tg, Tm, Tc), caracterização de materiais desconhecidos, estabilidade térmica,
entre várias outras aplicações (MOTHE, 2009).
Dentre as várias técnicas existentes, o conhecimento dos resultados da análise
termogravimétrica (TGA) dos polímeros que se pretende reciclar é particularmente útil, pois
fornece pistas para o comportamento desses polímeros durante a degradação. A TGA consiste
basicamente em aquecer uma amostra de material sob uma programação controlada de
temperatura, com monitoração constante da massa, de modo a detectar variações que indicam
mudanças de composição química ou física, como desidratação, oxidação e decomposição
(CANEVAROLO Jr., 2004).
Outra técnica particularmente útil é a calorimetria exploratória diferencial (DSC), na
qual são comparados os valores diferenciais de temperatura ou de energia entre a amostra e
um material de referência aquecidos também conforme uma programação controlada de
temperatura. Uma curva de DSC de um polímero, a velocidades de aquecimento e
resfriamento constantes, mostra os seus principais eventos térmicos. A calorimetria
diferencial de varredura (DSC) é usada extensivamente em laboratórios de polímeros,
industriais e de pesquisa, para caracterização de materiais, monitoramento e controle de
qualidade dos produtos (CANEVAROLO Jr., 2004).
3.5 Propriedades térmicas dos polímeros PP, PE e PS
Os polímeros termoplásticos apresentam transições características que ocorrem a
certos níveis de temperatura: a Tg (temperatura de transição vítrea), a Tm (temperatura de

10
fusão cristalina) e a Tc (temperatura de cristalização). O conhecimento destas temperaturas
assegura que seja possível a conformação de termoplásticos (tipicamente injeção e extrusão)
sem ocorrer a degradação dos mesmos e a subsequente utilização dos mesmos em
temperaturas mais baixas, de acordo com a aplicação desejada. (CANEVAROLO Jr., 2013).
Em uma curva de aquecimento, a primeira temperatura de interesse é a Tg, na qual
ocorre a transição vítrea, que é o início da possibilidade de movimentação das cadeias do
polímero. A próxima temperatura de interesse é a Tm, onde ocorre a fusão do polímero. É
importante ressaltar que durante a curva de aquecimento ocorre o aumento do volume
específico do polímero, fato que deve ser levado em conta quando se trabalha com
aquecimento. A Tc, temperatura de cristalização ocorre em uma faixa de temperaturas entre a
Tm e Tg, durante a curva de resfriamento do polímero. A Figura 2 apresenta graficamente
estas mudanças. (CANEVAROLO Jr., 2013).
Figura 2: Variação do volume específico com o aumento da temperatura de um sólido no
estado amorfo, cristalino e de um polímero semi-cristalino (CANEVAROLO Jr., 2013).
As temperaturas características indicadas na Figura 2 sofrem a influência de alguns
fatores, como por exemplo: estrutura química, simetria e tamanho da cadeia lateral. A Tabela
1 apresenta a estrutura dos meros e as Tg e Tm dos polímeros em estudo e do PVC e PS como
comparação:

11
Tabela 1: Tg e Tm de alguns polímeros (modificada a partir de CANEVAROLO Jr., 2013).
Observa-se na Tabela 1 que a temperatura de fusão (Tm) aumenta com a presença e
com o tamanho do grupo lateral do mero, considerando-se que a cadeia principal é a mesma
para estes polímeros. (CANEVAROLO Jr., 2013).
O objetivo do presente trabalho é explorar justamente a região onde ocorre a
degradação térmica, bem acima da Tm. Para tanto foram consultadas curvas de análise
térmica TGA obtidas em trabalhos semelhantes, de forma a definir-se qual temperatura seria
necessária para realizar a despolimerização. A Figura 3 mostra as curvas de TGA de alguns
polímeros, entre eles PP, PE e PS.

12
Figura 3: Curvas de TGA do PVDC, PVC, PP, PE, e PS (BHASKAR et al., 2006).
Analisando as curvas da Figura 3, verifica-se que as curvas do PP e do PS são
semelhantes, apresentando uma temperatura inicial de perda de massa em torno de 400°C,
enquanto que o PE apresenta degradação inicial em torno de 450°C. A degradação total das
amostras ocorre em: 460°C (PS), 500°C (PP) e 530°C (PE). Estes valores ajudaram a
determinar qual deveria ser a faixa de trabalho do aparelho, possibilitando o ajuste do ponto
ideal de trabalho de acordo com o material, de forma a não empregar energia em excesso.
Cabe observar que a escala de temperaturas de degradação é inversa da escala de temperaturas
de fusão para os polímeros considerados; por exemplo, o PS apresenta a maior Tm (240°C),
entretanto apresenta a menor faixa de degradação (inicia a uma temperatura próxima de
400°C).
Vale observar ainda que as curvas TGA não indicam quando exatamente inicia a
decomposição da amostra. Embora estas curvas indiquem início de perda de massa a
temperaturas próximas de 450°C para, por exemplo, o PE, as poliolefinas começam a se
degradar antes deste valor, sem apresentar variação de massa detectável pela TGA. Também é
de se notar que a quantidade de amostra utilizada nestas análises é muito menor que a
quantidade utilizada no aparelho, de forma que os resultados são influenciados pela
ocorrência de reações secundárias (AGUADO; SERRANO, 1999).

13
3.6 Métodos de identificação de polímeros
O tipo de material e a proporção da mistura a ser reciclada é um parâmetro
importante do processo, na medida em que altera as características do produto obtido, além do
fato de que o aparelho é indicado apenas para os polímeros de poliadição. Desta forma, para a
realização dos testes de funcionamento, é importante que se conheça o tipo de polímero ou a
mistura que se está degradando (PANDA et al, 2010).
Existem vários métodos de identificação e classificação de polímeros, desde as
análises térmicas citadas anteriormente até técnicas mais avançadas como espectroscopia no
infravermelho, ressonância magnética, difração de raios-X, microscopia eletrônica, cada uma
com suas peculiaridades (CANEVAROLO Jr., 2004).
Porém, tais técnicas são de aplicação laboratorial, apresentando custo relativamente
elevado e apresentam precisão muito mais elevada que a requerida para o presente estudo.
Segue então a descrição de alguns métodos básicos de identificação e separação dos
polímeros, assim como a simbologia definida pela Associação Brasileira de Normas Técnicas
(ABNT). A Figura 4 apresenta a simbologia padronizada para uso em embalagens recicláveis.
Figura 4: Identificação de embalagens recicláveis (modificada a partir de ABNT NBR13230).
A Figura 4 sugere o primeiro procedimento de identificação e separação a ser
aplicado, mediante a indicação do material que compõe a embalagem, quando esta indicação é
fornecida pelo fabricante da embalagem. (SPINACÉ; DE PAOLI, 2005).
A Figura 5 exemplifica a identificação, no rótulo do produto, de todos os materiais
recicláveis presentes em cada parte da embalagem (tampa, rótulo, frasco).

14
Figura 5: Detalhe de uma embalagem com alguns símbolos de reciclagem
A indicação no rótulo do produto, conforme a Figura 5, facilita o processo de
identificação e separação de embalagens após o uso. Embora normalizada, esta simbologia
não é extensamente utilizada, sendo necessária a utilização de outras formas de identificação.
Podem-se citar como exemplo alguns quadros que relacionam os usos frequentes de cada tipo
de material comumente encontrado no mercado. (SPINACÉ; DE PAOLI, 2005).
A Figura 6 mostra parte de um desses quadros, com os possíveis usos do PS. O
quadro completo pode ser consultado nos anexos deste trabalho.
Figura 6: Exemplo de quadro indicativo de usos para polímeros (modificada a partir de
ABIQUIM, 2012).
Pode-se observar na Figura 6, além do símbolo padronizado de reciclagem, uma série
de possíveis usos e características que auxiliam na identificação de objetos descartados, por
exemplo, quando se tem em mãos um copo descartável, pode-se classificá-lo inicialmente
como sendo feito de PS, mesmo que o símbolo de reciclagem contendo o número 6 não esteja
gravado no fundo do copo (SPINACÉ; DE PAOLI, 2005).
Um terceiro modo de se caracterizar um plástico é a partir de testes simples,
facilmente realizados em laboratório, como a identificação da cor e odor da chama, ou da

15
verificação da solubilidade em determinados solventes, ou ainda pela separação utilizando-se
a densidade do produto, fazendo o mesmo passar por tanques com água e/ou soluções
alcoólicas ou salinas (SPINACÉ; DE PAOLI, 2005), conforme Figura 7.
Figura 7: Esquema da separação de polímeros por densidade (SPINACÉ; DE PAOLI, 2005).
O esquema de separação, exemplificado na Figura 7, consiste em colocar uma
amostra de material plástico desconhecido em um recipiente com água, cuja densidade é
1,0g/cm³ em que uma primeira separação ocorre quando o PEBD, PEAD e o PP flutuam
enquanto o PET e o PS afundam. Cada um desses dois grupos é colocado em um recipiente
com densidade diferente, a fim de se obter nova separação. Para identificar o grupo que
contém PS e PET, usa-se solução de água e sal com densidade de 1,2g/cm³ e o que for PS
flutua, enquanto que o que for de PET afunda. O mesmo vale para o grupo que contém PEBD,
PEAD e o PP, sendo que são necessárias duas etapas de separação. Este processo pode ser
executado de forma totalmente automática (SPINACÉ; DE PAOLI, 2005).

16
4 METODOLOGIA
A Figura 8 apresenta um diagrama de blocos da metodologia utilizada no presente
trabalho:
Figura 8: Diagrama de blocos da metodologia
A principal parte da metodologia, apresentada no diagrama de blocos da Figura 8,
está baseada nos testes de funcionamento e melhorias aplicadas ao protótipo. Os tópicos a
seguir detalham um pouco mais cada uma destas etapas.
Ressalta-se, ainda, que o embasamento teórico, embora localizado na etapa de
preparativos, foi fundamental e esteve presente em todo o projeto.
4.1 Análise do funcionamento do protótipo desenvolvido anteriormente
Este primeiro tópico da metodologia busca alcançar um dos objetivos específicos
listados: dar continuidade a uma pesquisa iniciada nesta instituição. Para tanto, foi necessário
um estudo do trabalho realizado anteriormente (TAVARES, 2011), com a completa
compreensão do funcionamento do protótipo desenvolvido.
De forma geral, o aparato funciona da seguinte forma: o material polimérico é
aquecido em um forno tipo mufla, dentro de uma câmara, até uma temperatura próxima de
400°C, onde é degradado, decompondo-se em gases condensáveis. Estes gases sobem ao topo

17
do aparelho, sendo conduzidos a um recipiente preenchido até a metade com água a
temperatura ambiente. Neste coletor os gases borbulham sob a água, onde sofrem
condensação e flutuam, podendo ser recolhidos posteriormente sob a forma de diversos
produtos diferentes. A Figura 9 ilustra um esquema simplificado do protótipo existente.
Figura 9: Esquema simplificado do protótipo (TAVARES, 2011).
Os componentes indicados na Figura 9 são essencialmente os mesmos existentes na
montagem realizada no presente trabalho, com algumas modificações descritas nos próximos
tópicos.
A câmara de reação e a tubulação de saída de gases foram confeccionadas em aço
inox AISI 304, com volume interno de 1200 cm³, capaz de acomodar em média 800g de
material a ser reciclado. Essa quantidade, contudo, varia bastante, não só com a massa
específica, mas também com a forma do material, de modo que para aproveitar quantidades
maiores de material já processado (copos, embalagens) é necessário recorrer à moagem destes
materiais.
O forno utilizado como fonte térmica, já disponível na instituição, foi montado com a
sua abertura voltada para cima, de forma a acomodar a câmara de reação em seu interior. A
Figura 10 apresenta a câmara, juntamente com a tampa de saída de material, montada dentro
do forno.

18
Figura 10: Forno e câmara de reação montados
A Figura 10 apresenta ainda a tampa original do forno, que foi substituída no
decorrer do projeto.
4.2 Aplicação de melhorias ao protótipo
A montagem do protótipo e os testes de funcionamento foram realizados nos
laboratórios do IFSul, em especial no Laboratório de Usinagem. Foi necessária a confecção de
algumas peças, como uma nova tampa para o recipiente de vidro e suportes para fixação dos
sensores de temperatura. Outras peças foram confeccionadas fora desta instituição, com
recursos próprios como, por exemplo, uma estrutura metálica que pudesse suportar e
acomodar todos os componentes do aparelho, de maneira permanente, de modo a facilitar a
montagem e a execução dos testes.
4.3 Execução de testes de funcionamento com PP e PEAD
Partindo do princípio de que a temperatura é o principal fator que altera o tipo de
material obtido com o processo, procurou-se determinar qual o melhor ajuste do aparelho,
variando a temperatura dos testes, em torno do valor em que ocorre a degradação das
amostras.
Os testes foram realizados com resina de polipropileno (PP) H-107 e resina de
polietileno de alta densidade (PEAD) BF-4810, ambas produzidas pela Braskem, submetidas
à pirólise a temperaturas entre 400°C e 420°C, durante o tempo médio de 1h30min, obtendo-
se como resultado alguns produtos de base petroquímica, conforme previsto na literatura

19
consultada. O tempo de operação foi anotado a partir da observação do funcionamento do
aparelho, controlando visualmente a quantidade de produto obtido para detectar o fim da
reação.
A caracterização e indicação de possíveis usos dos produtos e resíduos exige a
realização de análises químicas, tais como densidade, viscosidade, ponto de fulgor, ponto de
fluidez, pressão de vapor ou análises mais complexas como faixa de destilação. Porém, para o
presente trabalho, a caracterização dos produtos e resíduos foi realizada somente pelo aspecto
visual, além da medição de volume e densidade.
4.4 Execução do projeto em CAD 3D
Todo o projeto foi realizado usando as ferramentas de CAD disponíveis nos
laboratórios de informática do IFSul, com a geração de modelo 3D, montagem, detalhamento,
e demais componentes julgados necessários para uma futura execução do referido dispositivo.
Os desenhos de todas as peças, confeccionadas durante este trabalho ou pré-existentes,
encontram-se como apêndice no final deste trabalho.
Todo o dimensionamento dos componentes levou em conta os níveis de temperatura
exigidos, assim como foram considerados aspectos de resistência química aos produtos que
serão produzidos, além dos requisitos de segurança necessários.

20
5 RESULTADOS E DISCUSSÃO
5.1 Diagnóstico e aplicação de melhorias no protótipo
- Estrutura com rodízios
O primeiro componente que precisou ser dimensionado e confeccionado foi uma
estrutura metálica que pudesse acomodar todos os componentes do aparelho. Os parâmetros
básicos do projeto desta estrutura foram o tamanho e a massa do forno, que tem
aproximadamente 37kg. A Figura 11 apresenta as dimensões do forno, em milímetros.
Figura 11: Dimensões do forno
A partir das dimensões presentes na Figura 11 foram determinadas as medidas da
parte superior da estrutura e, a partir daí, foi dimensionado todo o restante da mesma. O lado
frontal da estrutura foi estipulado em 700mm, de forma que o forno ocupasse no máximo
metade desta porção. A largura lateral foi estipulada em 500mm, de forma que o aparelho
pudesse passar por portas convencionais, além de acomodar o forno com folga mínima de
40mm para a frente e 170mm para trás. A Figura 12 apresenta este posicionamento.

21
Figura 12: Vista do projeto em CAD da estrutura do aparelho
Pode ser vista na Figura 12 a altura da estrutura em relação ao solo, de 710mm, já
com os rodízios para transporte, de forma a proporcionar um posicionamento ergonômico
para o operador, principalmente durante a colocação e retirada da câmara de dentro do forno.
Além do topo, destinado à locação do forno e da base, foi prevista uma divisão central
auxiliar, para apoio do coletor de condensado.
A estrutura foi modelada quase que em sua totalidade com cantoneiras laminadas de
aço ASTM A36 por ser um material de baixo custo e facilmente encontrável, além de
apresentar excelente soldabilidade e boa resistência mecânica. Algumas partes (apoios
centrais de cada patamar e nas laterais da divisão central) foram confeccionadas usando barras
laminadas do mesmo material.
A Tabela 2 apresenta as principais características da cantoneira escolhida para uso no
protótipo.

22
Tabela 2: Características mecânicas de perfil cantoneira de abas iguais. (modificada a partir
de GERDAU: 2015).
A cantoneira utilizada foi a 1.1/2" x 1/8" que, conforme a Tabela 2, apresenta peso
nominal de 1,83 kg/m e é facilmente identificável pela cor azul aplicada pelo fabricante nas
extremidades de cada perfil. A barra utilizada foi a de 1.1/2” x 3/16”. A estrutura foi toda
montada utilizando solda a arco elétrico e sua massa total após montagem ficou em 20kg.
A massa da estrutura, somada à massa do forno serviram para dimensionar os
rodízios de transporte. Considerando que cada um precisaria suportar apenas 1/4 do total,
aproximadamente 57kg, seria suficiente a utilização de um componente capaz de suportar
14,25kg. Devido à disponibilidade de modelos comerciais com capacidades de carga muito
superiores a este valor, apresentando variação dimensional e variação de custo muito baixa,
foi utilizado o valor de 125kg, mais que o dobro da carga total, dispensando a necessidade de
execução de análises de tensão. A Figura 13 apresenta informações do catálogo do rodízio
escolhido para o projeto.

23
Figura 13: Rodízio utilizado (modificada a partir de NOVEX, 2014).
Na Figura 13 também se observam algumas características extras, como: material,
dimensões e faixa de temperatura de utilização.
Durante o projeto da estrutura foi detectada a necessidade de certa flexibilidade na
configuração da mesma, para possibilitar a variação na altura do recipiente coletor de
condensado. Dessa forma, as superfícies de apoio foram confeccionadas em chapa
galvanizada n°26, que corresponde a uma espessura de 0,46mm, visíveis na Figura 14.
Figura 14: Estrutura com as chapas removíveis.

24
A única chapa vista na Figura 14 que foi deixada fixa durante o projeto foi a da base
inferior, sendo que o topo da estrutura não recebeu nenhuma chapa, ficando o forno apoiado
apenas sobre as travessas de apoio.
- Ligação do forno
Originalmente, o forno possuía um controle de aquecimento baseado em um
termostato que, conforme testes realizados, não apresentava funcionamento satisfatório. Por
este motivo, optou-se pela elaboração e montagem de um circuito baseado em um controlador
eletrônico de temperatura. O diagrama de blocos do controle de aquecimento desenvolvido
pode ser visto na Figura 15.
Figura 15: Diagrama de blocos do controle de aquecimento.
Na Figura 15 estão representados o controlador, o sensor e a resistência do forno,
além de um disjuntor que possibilita realizar a leitura da temperatura sem energizar-se as
resistências. O termopar utilizado foi o tipo J, adequado para a faixa de trabalho do aparelho
(0°C até 750°C). A Figura 16 apresenta algumas características deste termopar.
Figura 16: Características do termopar tipo J (BEGA, 2011).

25
A Figura 16 apresenta: faixa de trabalho, material de construção do par
termoelétrico, forma de identificação do termopar utilizando um ímã e a potência
termoelétrica (P.T. média). Esta informação permite, usando-se um milivoltímetro, saber qual
o tipo de termopar que se tem em mãos. A Figura 16 traz também a informação de que este é
considerado um termopar de baixo custo, sendo bastante encontrado em aplicações
semelhantes.
A identificação do tipo de termopar é importante para poder-se parametrizar
corretamente o controlador de temperatura utilizado e, assim, realizar medições corretas. Nos
apêndices deste trabalho pode ser consultado o diagrama elétrico completo do aparelho, com
todas as ligações necessárias para o seu correto funcionamento.
A Figura 17 apresenta o local de instalação do controlador de temperatura, junto à
lateral do forno, de forma a facilitar visualização e alteração do set-point de controle.
Figura 17: Controles principais do aparelho
A Figura 17 exibe o posicionamento dos principais controles do aparelho, de cima
para baixo, conforme ordem de importância: chave geral, controlador de temperatura do forno
e indicador de temperatura auxiliar.
26
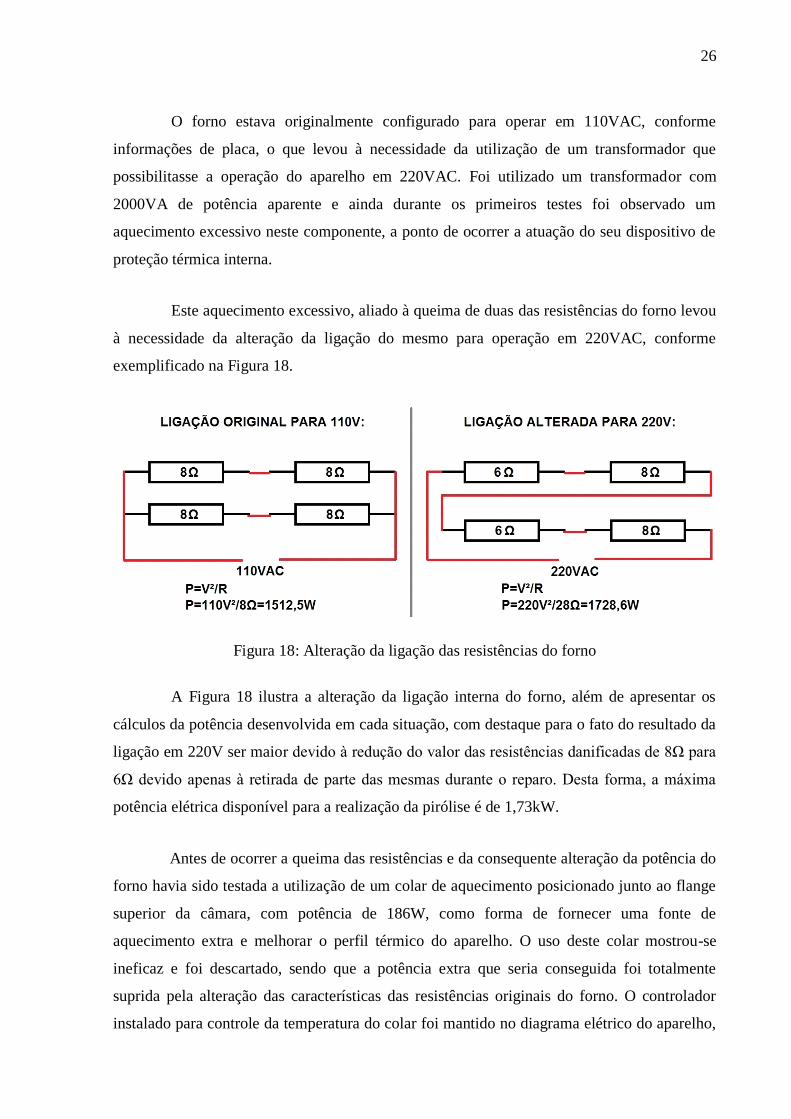
O forno estava originalmente configurado para operar em 110VAC, conforme
informações de placa, o que levou à necessidade da utilização de um transformador que
possibilitasse a operação do aparelho em 220VAC. Foi utilizado um transformador com
2000VA de potência aparente e ainda durante os primeiros testes foi observado um
aquecimento excessivo neste componente, a ponto de ocorrer a atuação do seu dispositivo de
proteção térmica interna.
Este aquecimento excessivo, aliado à queima de duas das resistências do forno levou
à necessidade da alteração da ligação do mesmo para operação em 220VAC, conforme
exemplificado na Figura 18.
Figura 18: Alteração da ligação das resistências do forno
A Figura 18 ilustra a alteração da ligação interna do forno, além de apresentar os
cálculos da potência desenvolvida em cada situação, com destaque para o fato do resultado da
ligação em 220V ser maior devido à redução do valor das resistências danificadas de 8Ω para
6Ω devido apenas à retirada de parte das mesmas durante o reparo. Desta forma, a máxima
potência elétrica disponível para a realização da pirólise é de 1,73kW.
Antes de ocorrer a queima das resistências e da consequente alteração da potência do
forno havia sido testada a utilização de um colar de aquecimento posicionado junto ao flange
superior da câmara, com potência de 186W, como forma de fornecer uma fonte de
aquecimento extra e melhorar o perfil térmico do aparelho. O uso deste colar mostrou-se
ineficaz e foi descartado, sendo que a potência extra que seria conseguida foi totalmente
suprida pela alteração das características das resistências originais do forno. O controlador
instalado para controle da temperatura do colar foi mantido no diagrama elétrico do aparelho,

27
sendo usado apenas para leitura da temperatura de pontos específicos, sob o nome de leitura
auxiliar.
- Posicionamento do termopar
Outra alteração, implementada juntamente com o novo circuito de controle de
temperatura, foi a instalação de um suporte para o posicionamento do sensor junto à câmara
de reação. Isso foi necessário porque, ao utilizarmos o forno com sua abertura voltada para
cima, passamos a ter uma leitura da parte inferior da câmara e, utilizando o sensor de leitura
auxiliar, foi possível verificar que havia uma diferença de pelo menos 30°C entre a parede
lateral da câmara e a leitura normal do forno. Após esta alteração, foi possível medir a
temperatura da massa polimérica fundente com uma margem de erro menor. Esse
posicionamento, assim como o posicionamento relativo das resistências de aquecimento, pode
ser visto na Figura 19.
Figura 19: Câmara de reação com a instalação de suportes para posicionamento do sensor de
temperatura.
Na Figura 19 pode ser visto o local de instalação do sensor do controlador de
temperatura a 2/3 da altura da câmara. Este posicionamento foi encontrado empiricamente,
sendo o local onde a leitura de temperatura é a mais alta ao longo desta altura. Também pode
ser visto na Figura 19 outro suporte para termopar, junto ao flange de fechamento, utilizado

28
apenas para avaliar-se qual seria a temperatura de trabalho do flange e determinar qual seria o
material adequado para confeccionar-se a junta de vedação da mesma.
- Junta de vedação
Outro detalhe importante a ser observado durante a utilização do aparelho é a correta
vedação do flange da câmara de reação, na qual foi usada junta confeccionada com papelão
hidráulico composto de fibra de aramida e borracha de acrilonitrilo butadieno (NBR), capaz
de suportar até 400°C, colada com silicone de alta temperatura, capaz de suportar 315°C,
valores que se encontram dentro da faixa de temperaturas presente nesta região do aparelho. A
Figura 20 apresenta foto da preparação do flange para fechamento da câmara antes da
colocação da mesma no forno.
Figura 20: Montagem com silicone de vedação
Na Figura 20-A podem ser vistos os flanges já com o silicone aplicado e a amostra
depositada dentro da mesma. A Figura 20-B apresenta a junta utilizada no fechamento do
flange, antes do corte no tamanho final. Caso a junta não apresente vedação completa, a fase
gasosa proveniente da reação de pirólise poderá escapar pela mesma ao invés de ser
conduzida até o coletor que tem a função de realizar a condensação e recuperação do produto
reciclado. Isto, além de baixar drasticamente o rendimento da reciclagem, cria o potencial
risco de combustão dos gases ou de inalação dos mesmos pelo operador.
Por esta razão, e pelo fato do aparelho trabalhar com temperaturas elevadas, é
recomendável realizar os testes em local que não apresente possibilidade de concentração de

29
gases, que tenha ventilação adequada e que estejam disponíveis os equipamentos de proteção
individual (EPI) adequados (luvas, máscara, calçado de segurança, etc.).
- Tampa bipartida
Durante a montagem e primeiros testes de funcionamento do protótipo foi detectada
uma grande perda de calor na parte superior da montagem, logo acima do forno, gerando a
necessidade da utilização de isolamento térmico nesta região, como forma de conservar
energia e garantir o correto funcionamento do aparelho. Para corrigir este problema foi
dimensionada uma tampa que pudesse acomodar material refratário de isolação, além de
poder ser facilmente removida.
Como este é um componente que deve ser montado e desmontado em cada
experimento, foi adotado um modelo bipartido, confeccionado com a mesma chapa
galvanizada n°26 utilizada para as chapas de apoio, capaz de acomodar a montagem de placas
refratárias leves ou lã de vidro, conforme visto na Figura 21.
Figura 21: Tampa de isolação térmica bipartida
A Figura 21 ilustra a abertura para a passagem do tubo de saída de produto e as
presilhas de fixação que possibilitam a abertura e o fechamento rápido da tampa.

30
- Coletor e válvula
Outro item que precisou de reformulação foi o sistema de coleta de condensado, no
qual a principal mudança foi a confecção de uma nova tampa para o recipiente, em material
polimérico para proporcionar maior leveza e facilidade de manuseio à montagem, conforme
ilustra a Figura 22.
Figura 22: Tampa do coletor e válvula de isolação
A Figura 22 também ilustra a válvula instalada no tubo de coleta, que tem a função
única de evitar o retorno de produto para a câmara de reação ao fim do processo. Não é
recomendada a atuação nesta válvula durante o processo de pirólise, pois o produto conduzido
até o coletor, em fase gasosa, ficaria retido na câmara, reduzindo o rendimento do processo.
Deve-se fechar a válvula apenas quando não se detectar mais nenhuma bolha do coletor e com
o forno desligado. Abaixo da válvula foi montada uma conexão móvel que possibilita a fácil
instalação do recipiente de coleta, além de possibilitar a regulagem de altura do tubo que
conduz o produto.
31
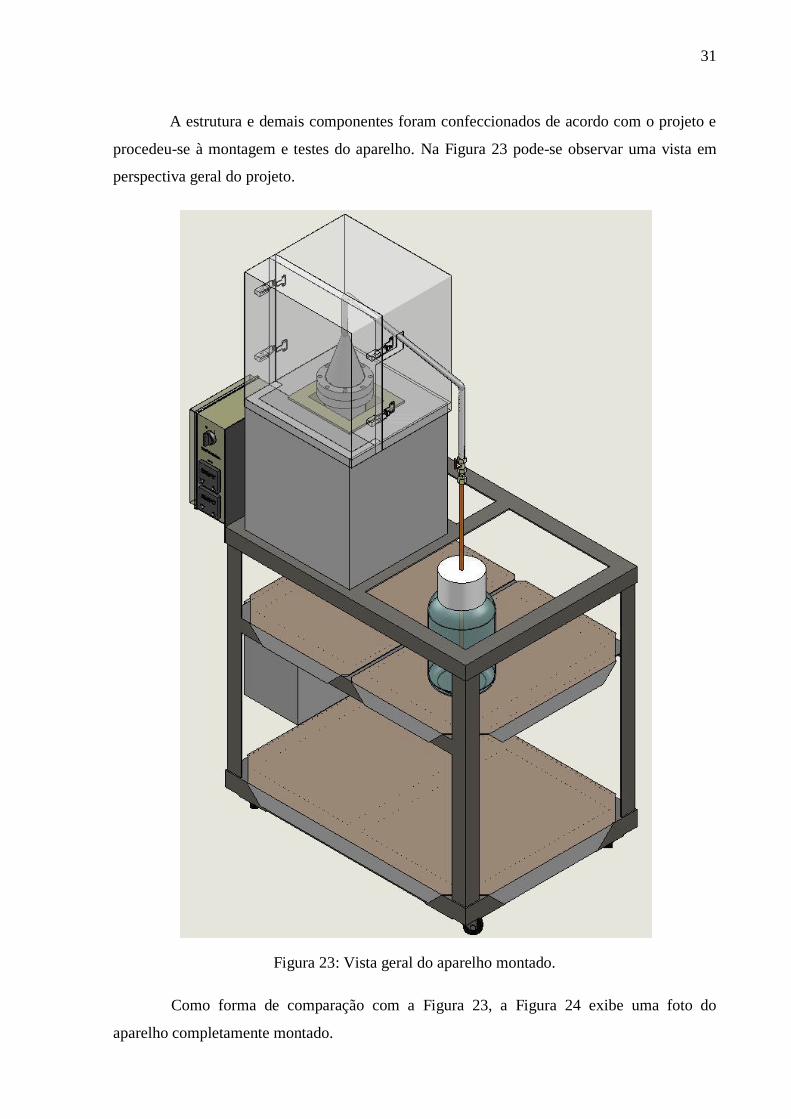
A estrutura e demais componentes foram confeccionados de acordo com o projeto e
procedeu-se à montagem e testes do aparelho. Na Figura 23 pode-se observar uma vista em
perspectiva geral do projeto.
Figura 23: Vista geral do aparelho montado.
Como forma de comparação com a Figura 23, a Figura 24 exibe uma foto do
aparelho completamente montado.

32
Figura 24: Foto do aparelho montado.
De posse do aparelho montado, conforme Figura 24, passou-se à fase de execução
dos testes de reciclagem de material polimérico.

33
5.2 Execução dos testes de funcionamento com PP e PE
Conforme descrito na metodologia, os testes foram realizados com resina de
polipropileno (PP) H-107 e resina de polietileno de alta densidade (PEAD) BF-4810. O
objetivo dos testes foi submeter quantidades iguais de amostra, 500g de cada resina,
separadamente a temperaturas entre 400°C e 420°C dentro da câmara de reação.
O tempo médio de duração de cada teste, a partir da temperatura ambiente, foi de
1h30min, com inspeção visual constante para constatar-se o fim da ocorrência de bolhas no
coletor. Após a execução dos testes verificou-se que, conforme descrito na literatura, um dos
principais resultados da degradação de polímeros via pirólise é um produto oleoso. Conforme
Aguado & Serrano, (1999), os produtos da pirólise aplicada a poliolefinas são
hidrocarbonetos com composição influenciada por vários fatores, dentre eles a temperatura do
reator, responsável não só pela degradação da amostra, mas também pelas características do
produto. Walendziewski, (2002) descreve ainda que com esse processo é possível a obtenção
de hidrocarbonetos com composições próximas do óleo diesel, sendo possível inclusive a
obtenção de formulações semelhantes à da gasolina com o uso de catalisadores.
Conforme Bhaskar et al, (2006) para o PE é esperada uma temperatura de
degradação maior que a do PP, o que foi confirmado na prática, pois nos testes realizados com
PP o primeiro indício da formação de óleo ocorreu a 300°C, em uma quantidade razoável,
enquanto que com o PE apenas se detectou óleo a 320°C e em muito pouca quantidade.
Pirólise do polipropileno (PP)
O teste realizado com 500g de PP H-107, resultou em 550mL de produto oleoso no
coletor com densidade de 0,77g/cm³, e apenas 1,0g de resíduo carbonizado dentro da câmara
de reação. O tempo total de degradação foi de 1h30min, alcançando temperatura de 400°C
após 1h de funcionamento. O aspecto do produto permaneceu praticamente inalterado desde o
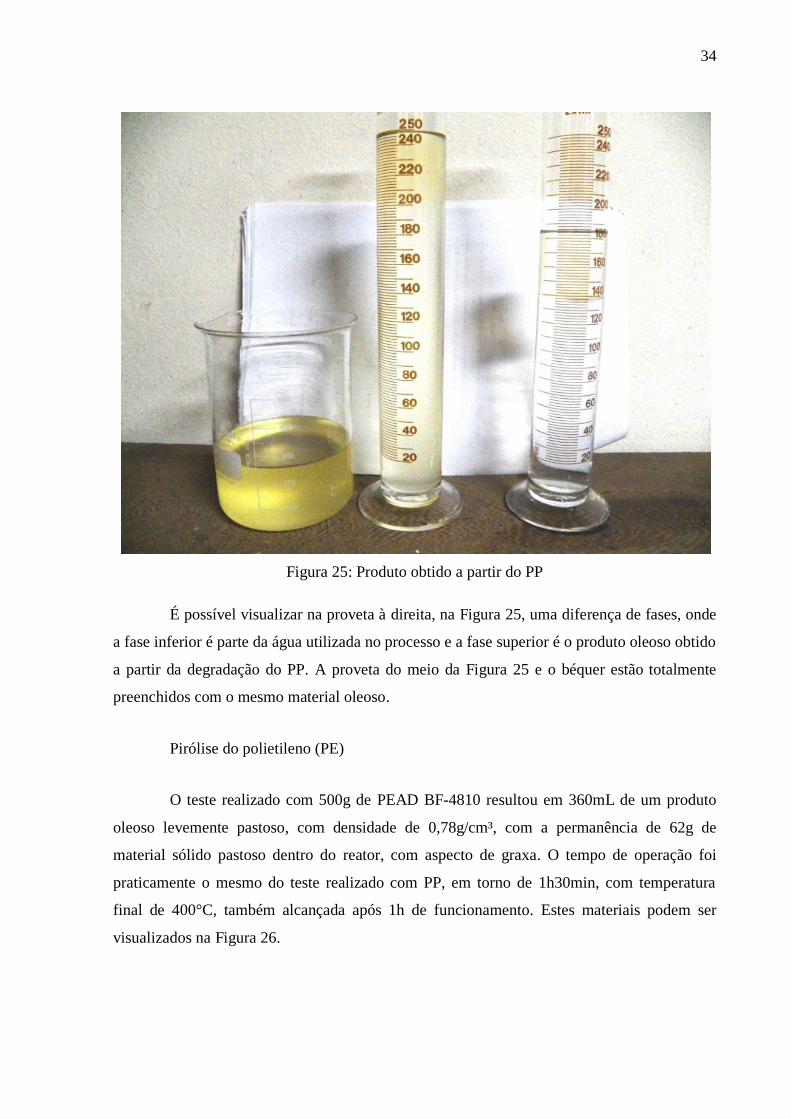
primeiro indício de presença de óleo (34min; 300°C) até o fim da reação. A Figura 25
apresenta foto de todo o produto retirado do coletor de condensado (550mL).
34
Figura 25: Produto obtido a partir do PP
É possível visualizar na proveta à direita, na Figura 25, uma diferença de fases, onde
a fase inferior é parte da água utilizada no processo e a fase superior é o produto oleoso obtido
a partir da degradação do PP. A proveta do meio da Figura 25 e o béquer estão totalmente
preenchidos com o mesmo material oleoso.
Pirólise do polietileno (PE)
O teste realizado com 500g de PEAD BF-4810 resultou em 360mL de um produto
oleoso levemente pastoso, com densidade de 0,78g/cm³, com a permanência de 62g de
material sólido pastoso dentro do reator, com aspecto de graxa. O tempo de operação foi
praticamente o mesmo do teste realizado com PP, em torno de 1h30min, com temperatura
final de 400°C, também alcançada após 1h de funcionamento. Estes materiais podem ser
visualizados na Figura 26.

35
Figura 26: Produtos obtidos a partir do PE
Observa-se na Figura 26-A o produto oleoso recolhido no coletor e na Figura 26-B o
produto retirado de dentro da câmara de reação.
A temperatura de degradação não pôde ser elevada a valores muito superiores a
420°C, pois acima deste valor ocorre a formação de uma fase gasosa sobre a água presente no
coletor de condensado, além da excessiva elevação da temperatura da água. Este fato foi
contornado pela redução do set-point de funcionamento do forno para no máximo 400°C,
durante a operação, o que eliminou a presença desta fase gasosa.

36
6 CONSIDERAÇÕES FINAIS
Durante o desenvolvimento do projeto foi levado em conta não apenas o
funcionamento, mas também aspectos de sustentabilidade. O caráter ambiental está
fortemente presente no trabalho por se tratar de um aparelho destinado à reciclagem, com o
cuidado de não se chegar a uma solução que gere um nível de poluição maior que o do
problema inicial, por exemplo, evitando a emissão de poluentes na sua construção, montagem
e utilização.
O aspecto financeiro da sustentabilidade exige, por outro lado, que o processo seja
relativamente rentável. Em se tratando de um protótipo para uso acadêmico, espera-se que um
projeto deste tipo possibilite um produto futuro energeticamente eficiente, capaz de obter os
produtos desejados por um valor o mais baixo possível, a ponto de viabilizar o projeto como
um todo. Isso se conseguiu a partir do objetivo específico de levantar os parâmetros do
processo e se refletiu na minimização das perdas térmicas e no dimensionamento correto das
resistências de aquecimento, o que reduz o tempo de operação e o consumo de energia
elétrica.
Por último, o aspecto social pode ser encarado pelo envolvimento da sociedade com
o problema da reciclagem como um todo. O objetivo específico de pesquisar processos
alternativos para a reciclagem de polímeros foi alcançado, deixando evidente que a eficiência
de qualquer tipo de reciclagem depende da seleção e separação inicial na casa do consumidor
dos resíduos por ele gerados, mesmo se tratando da reciclagem química proposta.
O objetivo de dar continuidade a uma pesquisa iniciada nesta instituição foi
alcançado, juntamente com o objetivo geral do trabalho, na medida em que se dispõe de um
protótipo funcional de um aparelho para reciclagem química de polímeros, com os principais
parâmetros de funcionamento já estabelecidos na prática, possibilitando e facilitando a
continuidade de futuros trabalhos nesta área.

37
7 LIMITAÇÕES E DIFICULDADES DO TRABALHO
A principal dificuldade encontrada ao longo da montagem do protótipo para a
realização do trabalho foi a escassez de material, no que diz respeito aos componentes eletro-
eletrônicos de controle do aparelho, do qual a maioria foi fruto de reutilização de material
descartado de máquinas da própria instituição, cujo correto funcionamento precisou ser
avaliado cuidadosamente.
Também foi preciso conciliar as atividades deste trabalho (projeto em CAD,
montagem e testes do protótipo) com as atividades normalmente exercidas nos laboratórios da
instituição, o que nem sempre foi possível devido à programação normal de uso destes
laboratórios.
Outra limitação que precisou ser contornada foi a dificuldade da realização das
análises químicas do óleo obtido pelo processo, pois apesar de se saber de antemão que nesta
unidade de ensino não seria possível a realização de todas as análises necessárias, não houve
tempo hábil para a realização externa das mesmas.
SUGESTÕES PARA TRABALHOS FUTUROS:
Viabilizar e testar a degradação de outros materiais, como PVC e PET;
Automatizar a programação dos parâmetros tempo e temperatura;
Construir um forno e uma câmara de reação com maiores dimensões para
degradação de maior quantidade de material;
Alterar a forma de vedação do flange da câmara de reação para facilitar a
abertura e o fechamento da mesma;
Caracterizar os óleos obtidos, determinando densidade, viscosidade, ponto de
fulgor, faixa de destilação, ponto de fluidez e outras análises usuais para
combustíveis, estabelecendo relações entre os produtos e os parâmetros do
processo.

38
REFERÊNCIAS
ABIQUIM - Associação Brasileira da Indústria Química. Resinas Termoplásticas - Coplast.
2012. Disponível em: <http://www.abiquim.org.br/comissao/setorial/resinas-termoplasticas-
coplast/especificidade/sobre-o-produto>. Acesso em 12 out. 2014.
AGUADO. J; SERRANO, D. Feedstock Recycling of Plastic Wastes. The Royal Society of
Chemistry, Cambridge: 1999.
AL-SALEM. S.M.; LETTIERI, P.; BAEYENS, J. Recycling and recovery routes of plastic
solid waste (PSW): A review, Waste Management, Volume 29, Issue 10, Oct. 2009.
Disponível em : <http://www.sciencedirect.com/science/article/pii/S0956053X09002190>.
Acesso em 15 out. 2014.
BEGA, Egídio Alberto (organizador). Instrumentação industrial. 3ªed. Rio de Janeiro:
Interciência, 2011.
BHASKAR, T.; NEGORO, R.; MUTO, A.; SAKATA, Y. Prevention of chlorinated
hydrocarbons formation during pyrolysis of PVC or PVDC mixed plastics. London:
Green Chemistry - Royal Society of Chemistry, 2006. Disponível em: <
http://pubs.rsc.org/en/Content/ArticleLanding/2006/GC/b603037h#!divAbstract>. Acesso em:
12 mai. 2015.
BIRLEY, Arthur W. Physics of plastics: processing, properties and materials engineering.
Munich: Hanser, 1991.
CALLISTER JR, Willian D. Ciência e engenharia de materiais: uma introdução. 7.ed. Rio
de Janeiro: LTC, 2008.
CANEVAROLO JR., Sebastião V. Ciência dos polímeros: um texto básico para
tecnólogos e engenheiros. 3.ed. São Paulo: Artliber, 2013.
CANEVAROLO JR., Sebastião V. (Edt.). Técnicas de caracterização de polímeros 3.ed.
São Paulo: Artliber, 2004.
CARNEIRO, Débora da S.; MARQUES, Mônica R. da C.. Co-pirólise de resíduos de
polietileno com gasóleo pesado da Bacia de Campos. Polímeros, São Carlos, v. 21, n. 5,
2011. Disponível em: <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0104-
14282011000500003&lng=en&nrm=iso>. Acesso em 17 out. 2014.
COSTA, Paula Alexandra da Conceição. Produção de hidrocarbonetos líquidos e gasosos
por pirólise de resíduos plásticos. Tese. 424f. (Doutor em Engenharia Química) -
Especialidade de Engenharia da Reacção Química pela Universidade Nova de Lisboa,
Faculdade de Ciências e Tecnologia. Lisboa: UNL/FCT, 2006. Disponível em:
<http://repositorio.lneg.pt/bitstream/10400.9/415/1/Tese%20Doutoramento%20Paula%20Cos
ta.pdf>. Acesso em 26 set. 2014.
DE PAOLI, Marco Aurélio. Degradação e estabilização de polímeros. 2ª Edição On-line,
2008. Disponível em:

39
<http://www.chemkeys.com/blog/wp-content/uploads/2008/09/polimeros.pdf>. Acesso em:
26 set. 2014.
EHRIG, R. J. Plastics recycling: products and processes. Munich: Hanser, 1992.
FARAH, Marco Antônio. Petróleo e seus derivados: definição, constituição, aplicação,
especificações, características de qualidade. Rio de Janeiro: LTC, 2013.
GARCIA, Roberto. Combustíveis e combustão industrial. 2.ed. Rio de Janeiro:
Interciência, 2013.
GERDAU - Catálogo de barras e perfis. 2015. Disponível em:
<https://www.comercialgerdau.com.br/produtos/download/catalogos/catalogo_barras_e_perfi
s.pdf>. Acesso em 30 mar. 2015.
GONÇALVES, Cecília Korber. Pirólise e combustão de resíduos plásticos. 74f. Dissertação
(Mestre em Engenharia de Materiais) - Escola Politécnica, Universidade de São Paulo, São
Paulo, 2007. Disponível em: <http://www.teses.usp.br/teses/disponiveis/3/3133/tde-
09012008-122306/>. Acesso em: 17 out. 2014.
KHALOW, Samuel. Pirólise de polipropileno pós-consumo visando a obtenção de novos
produtos. 128f. Dissertação (Mestre em Engenharia Mecânica) - Programa de Pós-Graduação
em Engenharia Mecânica e de Materiais, UTFPR, Curitiba, 2007. Disponível em:
<http://www.dominiopublico.gov.br/pesquisa/DetalheObraForm.do?select_action=&co_obra
=104474> . Acesso em 15 out. 2014.
MAHAN, B. H.; Myers, R. J. Química: um curso universitário, São Paulo: Ed. Edgard
Blucher Ltda, 1995.
MANO, Eloisa B.; MENDES, Luís C. Introdução a polímeros. 2ª edição revista e ampliada.
São Paulo: Blucher, 1999.
MANRICH, S. Processamento de termoplásticos: rosca única, extrusão e matrizes,
injeção e moldes. Sao Paulo: Artliber, 2005.
MATHOT, Vicent B. F. Calorimetry and thermal analysis of polymers. Munich: Hanser,
1994.
MOTHE, Cheila Gonçalves. Análise térmica de materiais. São Paulo: Artliber, 2009.
NEVES, Liliana R dos Santos. Avaliação da eficiência da separação de plásticos de
resíduos sólidos urbanos por métodos de dissolução selectiva. 151f. Dissertação (Mestre
em Processamento e Caracterização de Materiais) - Universidade do Minho, Guimarães,
2009. Disponível em: <http://repositorium.sdum.uminho.pt/handle/1822/10739>, acesso em
12 mai. 2015.
NBR13230:2008 - Embalagens e acondicionamento plásticos recicláveis - Identificação e
simbologia.

40
NOVEX - Catálogo de produtos. 2014. Disponível em:
<http://www.novex.com.br/catalogo/rodizios/>. Acesso em 05 abr. 2015.
PANDA, A.K., SINGH, R.K., MISHRA, D.K. Thermolysis of waste plastics to liquid fuel:
A suitable method for plastic waste management and manufacture of value added
products—A world prospective. Renewable and Sustainable Energy Reviews, Volume 14,
Issue 1, 2010. Disponível em:
<http://www.sciencedirect.com/science/article/pii/S1364032109001439>. Acesso em: 15 out.
2014.
PIGATTO, Caroline. Polipropileno e blendas PP/EPDM reforçadas com fibras curtas de
sisal. 99f. Dissertação (Mestre em Engenharia) - Programa de Pós-Graduação em Engenharia
Mecânica e de Materiais, UFRGS, Porto Alegre, 2009. Disponível em:
<https://www.lume.ufrgs.br/bitstream/handle/10183/18590/000730304.pdf?sequence=1>,
acesso em 12 mai. 2015.
SAIOTE, Ricardo M. L. Estudo da pirólise catalítica de resíduos plásticos. 175f.
Dissertação (Mestre em Engenharia da Energia e do Ambiente). Faculdade de Ciências –
Universidade de Lisboa, Lisboa, 2012. Disponível em:
<http://repositorio.ul.pt/handle/10451/9062>, acesso em 12 mai. 2015.
SCHNABEL, W. Polymer degradation: principles and practical applications. Munich:
Hanser, 1992.
SPINACE, Márcia Aparecida da Silva; DE PAOLI, Marco Aurélio. A tecnologia da
reciclagem de polímeros. Quím. Nova, São Paulo , v. 28, n. 1, Feb. 2005. Disponível em:
< http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-
40422005000100014&lng=en&nrm=iso>. Acesso em 17 out. 2014.
TAVARES, André Carvalho. Desenvolvimento de um dispositivo para reciclagem
química de polipropileno e poliestireno obtendo-se como produtos óleos combustíveis. 63f. Trabalho de Conclusão de Curso (Tecnólogo em Fabricação Mecânica) - IFSUL,
Sapucaia do Sul, 2011.
TORRES, Amélia A. U. Envelhecimento físico químico de tubulações de polietileno de
alta densidade empregadas em redes de distribuição de derivados de petróleo. 180f.
Dissertação (Mestre em Ciência dos Materiais e Metalurgia) – Pontifícia Universidade
Católica do Rio de Janeiro, Rio de Janeiro, 2006. Disponível em:
<http://www.maxwell.vrac.puc-rio.br/11035/11035_1.PDF>. Acesso em 27 out.2014.
WALENDZIEWSKI, J. Engine fuel derived from plastics by thermal treatment. Fuel,
v.81, P.473 -481, 2002. Disponível em:
<http://www.sciencedirect.com/science/article/pii/s0016236101001181>. Acesso em: 17 out.
2014.
WALENDZIEWSKI, J.; STEININGER, M. Thermal and catalytic conversion of
polyolefines. Catalysis Today, v.65, p. 323-330, 2001. Disponível em:
<http://www.sciencedirect.com/science/article/pii/S092058610000568X>. Acesso em: 20 out.
2014.

41
ZANIN, Maria; MANCINI, Sandro Donnini. Resíduos plásticos e reciclagem: aspectos
gerais e tecnologia. São Carlos: Edufscar, 2004.
OBRAS CONSULTADAS
ASHBY, Michael F.; MARQUES, Arlete Simille (Trad.); BUTTON, Sérgio Tonini
(Revisão). Seleção de materiais no projeto mecânico. Rio de Janeiro: Elsevier, 2012.
BRASKEM – Catálogo de produtos. 2015. Disponível em:
<www.braskem.com.br/site.aspx/Consultar-Produtos>, Acesso em 12 mai. 2015.
FRANCHI, Claiton Moro. Controle de processos industriais: princípios e aplicações. São
Paulo: Érica, 2011.
SIGHIERI, Luciano; NISHINARI, Akiyoshi. Controle automático de processos
industriais: instrumentação. 2. ed. São Paulo: Edgard Blucher, 1990.

42
APÊNDICE A – DIAGRAMA ELÉTRICO DO APARELHO

43
APÊNDICE B – DESENHO EM CAD DA ESTRUTURA DO APARELHO

44
APÊNDICE C – DESENHO EM CAD DAS CHAPAS AUXILIARES

45
APÊNDICE D – DESENHO EM CAD DA CÂMARA DE REAÇÃO

46
APÊNDICE E – DESENHO EM CAD DA TAMPA DA CÂMARA DE REAÇÃO

47
APÊNDICE F – DESENHO EM CAD DO FORNO

48
APÊNDICE G – DESENHO EM CAD DA TAMPA BIPARTIDA

49
APÊNDICE H – DESENHO EM CAD DO SUPORTE DO TERMOPAR

50
APÊNDICE I – DESENHO EM CAD DA TAMPA DO COLETOR

51
ANEXO A – FORMAS DE CLASSIFICAÇÃO DE POLÍMEROS
FONTE: (MANO; MENDES, 1999).

52
ANEXO B – CARACTERÍSTICAS E APLICAÇÕES DO HDPE
FONTE: (MANO; MENDES, 1999).

53
ANEXO C – CARACTERÍSTICAS E APLICAÇÕES DO LDPE
FONTE: (MANO; MENDES, 1999).

54
ANEXO D – CARACTERÍSTICAS E APLICAÇÕES DO PP
FONTE: (MANO; MENDES, 1999).

55
ANEXO E – CARACTERÍSTICAS E APLICAÇÕES DO PS
FONTE: (MANO; MENDES, 1999).
56
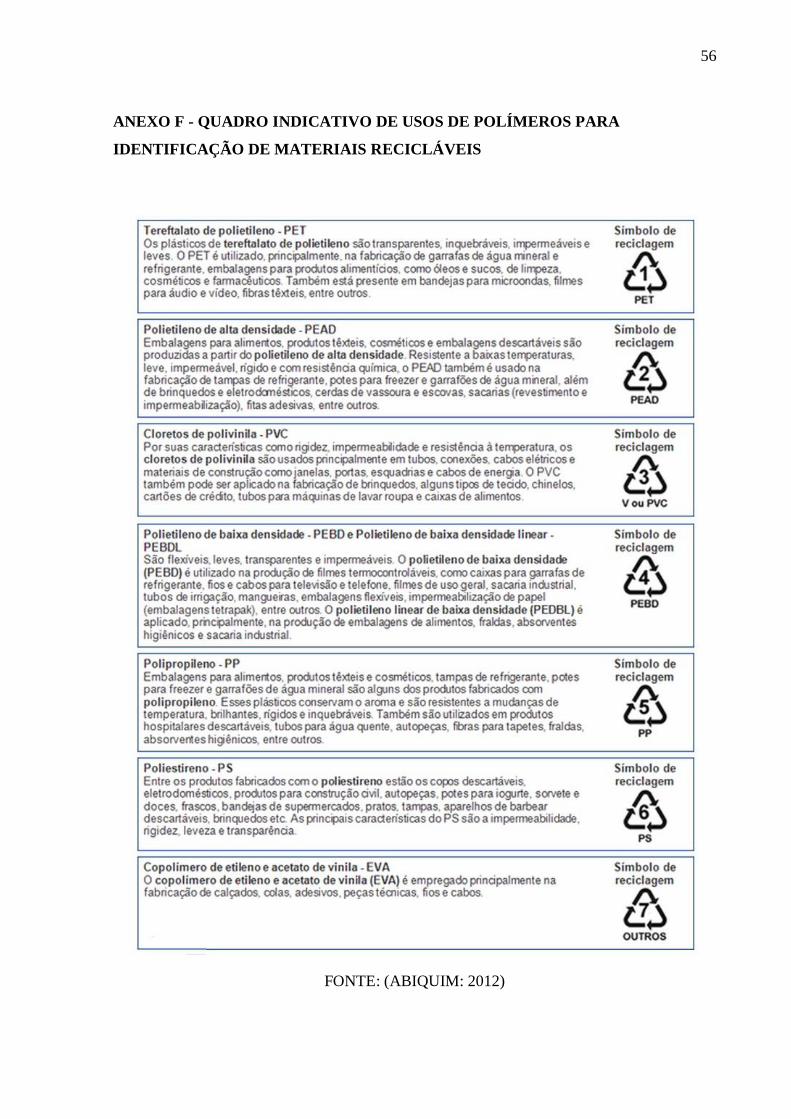
ANEXO F - QUADRO INDICATIVO DE USOS DE POLÍMEROS PARA
IDENTIFICAÇÃO DE MATERIAIS RECICLÁVEIS
FONTE: (ABIQUIM: 2012)





























