Embed Size (px)
Citation preview
MANUAL DE INSTRUÇÕESMANUAL DE INSTRUÇÕES
THMULTI 250

Índice
Precauções de Segurança
Responsabilidade do Proprietário
2. Componetes Inclusos
3. Garantia
4. Sobre os Processos
5. Especificações Técnicas
6. Desenho do Painel
7. Condições de Operação e Ambiente de Trabalho
8. Instalação
8.1 Conexões
9. Montagem dos consumíveis
10. Regulagem e operação
11. Dicas
12. Problemas e soluções
03
03
03
03
04
05
06
08
08
10
11
12
12
13
1 | PRECAUÇÕES DE SEGURANÇA
RESPONSABILIDADE DO PROPRIETÁRIO
O proprietário e/ou operador deve entender as instruções e este aviso antes de utilizar o
produto. É dever do proprietário certificar-se de que os operadores sejam devidamente treinados e habilitados e que utilizem corretamente os equipamentos de proteção individual.
SIGA ATENTAMENTE ESTAS INSTRUÇÕES! O USO INAPROPRIADO DE QUALQUER EQUIPAMENTO DE SOLDA PODE RESULTAR EM DANOS FÍSICOS E ATÉ MORTE!
1. LIGUE O APARELHO SOMENTE NA REDE ELÉTRICA DESIGNADA. A tabela de especificações lista
esta informação. Quando utilizar o equipamento com extensão elétrica, usar somente extensão
especificada para tal uso, ciente de que com excesso de comprimento há perda de corrente;
2. OPERAR SOMENTE EM LOCAIS SECOS, chão de concreto ou em local adequado para o equipa-
mento. Manter a área limpa e desbloqueada;
3. MANTENHA DISTANTE QUALQUER MATERIAL INFLAMÁVEL, (ex. madeira, papel, tintas, solventes,
combustíveis, etc.). Não solde ou corte cilindros, tanques ou tambores que contenham ou con-
tiveram materiais inflamáveis ou gases combustíveis;
4. Evite operações em materiais que foram limpos com solventes, clorados ou próximos de solventes;
5. NÃO USAR ROUPA CONTAMINADA com óleo ou graxa;
6. MATENHA OS CABOS SECOS E LIMPOS DE ÓLEO E GRAXA e nunca enrole a tocha ou cabos em partes
do corpo como braços e ombros;
7. ASSEGURE O TRABALHO, FIXANDO O MATERIAL DE TRABALHO COM GRAMPOS OU ALICATES;
8. DESLIGUE E DESCONECTE DA TOMADA O EQUIPAMENTO QUANDO FOR REPARAR OU AJUSTAR. Inspe-
cione antes do uso. Use somente peças de reposição autorizadas pela TH WELD;
9. SIGA TODAS AS NORMAS DO FABRICANTE na operação de botões e nos ajustes;
10. SEMPRE USE EPI’s (Equipamentos de Proteção Individual) quando estiver soldando. Isto inclui
camisas com mangas longas, calças compridas, botas e sapatos fechados, luvas protetoras,
guarda-pó para solda, toca e máscara de solda. Quando manusear materiais quentes, usar luvas
especiais;
11. QUANDO SOLDAR SOBRE A CABEÇA, CUIDADO COM PEDAÇOS DE METAL QUENTE QUE CAEM. Sem-
pre proteja a cabeça, mãos, pés e o corpo;
12. SEMPRE MATENHA UM EXTINTOR DE INCÊNDIO POR PERTO;
13. NÃO EXCEDA O TEMPO DE TRABALHO DO APARELHO. O ciclo qualificado de uma máquina de solda
é o percentual de um período de 10 minutos em que o aparelho pode operar seguramente sem
interrupção da solda, RESPEITE ESTE CICLO;
14. MANTENHA CRIANÇAS LONGE DA ÁREA DE TRABALHO. Quando guardar o equipamento, tenha
certeza de que está fora do alcance de crianças;
15. PROTEJA-SE CONTRA CHOQUES ELÉTRICOS. Nunca trabalhe na chuva. Não deixe nenhuma parte
do corpo entrar em contato com as superfícies energizadas. Realize o aterramento adequado;
16. Procurar soldar em locais arejados e evitar ambientes fechados, pois haverá acúmulo de gases
provenientes da solda e nocivos à saúde;
17. Mantenha o cilindro do gás longe de fontes de calor, incluindo a luz solar direta. Nunca solde
sobre o cilindro de gás, pois há risco de explosão;
18. Para facilidade e aumento da segurança use máscaras de solda automáticas TH WELD.

Soldagem TIG (Tungsten Inert Gas) ou GTAW (Gas-Shielded Tungsten Arc Welding) é um processo que utiliza um eletrodo sólido de tungstênio não consumível. O eletrodo, o arco e a área em volta da poça de fusão da solda são protegidos por uma atmosfera protetora de gás inerte. Se um metal de enchimento é necessário, ele é adicionado no limite da poça de fusão. A soldagem TIG produz uma solda limpa e de alta qualidade. Como não é gerada escória, a chance de inclusão da mesma no metal de solda é eliminada, e a solda não necessita de limpeza no final do processo.
4 | SOBRE Os PROCESSOs
MIG Processo altamente produtivo e limpo, onde um arco elétrico obtido por meio de uma corrente contínua é estabelecido entre a peça e o arame, de forma que a alimentação do mesmo é constante sobre a peça de trabalho. Para que não haja oxidação e formação de borra, o arco e a poça de solda são protegidos pelo gás inerte ou ativo. Utilizado para vários tipos de materiais, os arames de solda geralmente possuem a mesma composição do metal a ser soldado.A diferenciação do processo MIG e MAG está na composição do gás, sendo que os processos de trabalho nas duas situações são semelhantes. É possível ainda no processo MAG a troca da polaridade. Em comparação com eletrodo revestido onde há perda da produtividade devido a substitu-ição do eletrodo e da remoção da escória, com o processo MIG/MAG há um ganho de 35% no peso do material aplicado e na eficiência, pois a solda é de melhor aspecto e de fácil aplicação.
MMA (eletrodo)
A soldagem com eletrodo revestido denominada MMA (Manual Metal Arc) é o mais versátil dos processos de soldagem, pois sua aplicação é variada, muito conhecida e de baixo custo, para utilização em pequenas escalas. Vários tipos de eletrodos são produzidos contendo ligas para diferentes situações e materiais. É possível soldar desde aço carbono comum, ferro fundido, aços inoxidáveis, ligas especiais, revestimen-tos duros, revestimento de acabamento e até alumínio. Apesar da sua versatilidade, seu acabamento é um pouco prejudicado pela escória que fica depositada, comprometendo também a integridade da solda em processos mais rigorosos. Através de um transformador ou inversor, um eletrodo com revestimento especial entra em contato com a peça, formando um curto-circuito controlado, elevando a temperatura a ponto de fundirem-se no local de contato, tanto da peça quanto do eletrodo. O revestimento do eletrodo que também sofre essa alteração de temperatura se desprende soltando gases, transformando-se em escória, que expulsa o oxigênio do local, protegendo assim a poça de soldagem. A escória flutua sobre a poça até sua solidificação, devendo ser removida a cada passo da solda. Esse revestimento também adiciona metais de liga e ajuda a estabilizar o arco. É o mais diversificado dos processos, sendo amplamente utilizado nas Indústrias naval, fer-roviária e rodoviária, de manutenção e fundições.
TIG (Lift ARC)

5|especificações técnicas
MODELO THMULTI 250
Tensão (V) Monofásica 220V
Frequência (HZ) 60
Corrente máxima de consumo (A) 35,9
Potência máxima de consumo (KVA) 7,9
Tensão a vazio (U0) 50vcc
Ciclo de trabalho (%)
MIG60% @ 250A100% @ 155A
MMA60% @ 180A100% @ 139A
Faixas de tensão e correnteMIG: 30A/15.5V ~ 250A/24V
MMA: 20A/20.8 ~ 180A/27.2V
Faixas de corrente 60A a 250A
Transformador de potência Toroidal-Primário: cobre
Secundário: cobre
Proteção térmica Por termostato
Ventilação Forçada
Grau de proteção IP21S
Grau de isolação F - 155º
Suporte do arame externo: 5kg a 17 kg
Diâmetros de arame (MM) 0,8mm a 1mm
Dimensões 60 x 33 x 61cm
Peso 30 Kg

1. Indicação da corrente de solda:
Exibe a corrente que está saindo na tocha assim que iniciado
o processo;
;
2. Luz de Aviso de Aquecimento:
Quando essa luz estiver acesa indica que a máquina está excedendo
o seu ciclo de trabalho;3. Indicação de tensão de solda:
Exibe a tensão que está saindo na tocha assim que iniciado o
processo;
4. Seletor de processo de solda: Seleciona o processo de soldagem MMA/TIG ou MIG.
6. Ajuste de corrente MMA: Seleciona a corrente (Amperagem) em que se deseja trabalhar;
7. Ajuste de tensão: Seleciona a tensão (Voltagem) em que se deseja trabalhar, tendo em mente o equilíbrio
entre tensão e corrente;
8. Velocidade do arame: botão de ajuste da velocidade do arame.
9. Saída de arame: Este botão realiza o deslocamento do arame até a saída da tocha sem que seja
acionado o gás;
10. Saída Para Tocha Euroconector: Nesta saída é conectada a tocha da máquina, a qual é no padrão Euro-Conector,
padrão este adotado pela maioria dos fabricantes de tochas e máquinas MIG;
11. Conector Positivo: Conecte nesta entrada o porta eletrodo;
12. Conector Negativo: Conecte nesta entrada a garra negativa;
13. Chave Liga/Desliga: Liga a máquina e desliga a mesma;
14. Suporte do Rolo de Arame: Armazena rolos de arame de até 17Kg para a alimentação da tocha;15. Cabo de Alimentação: Conecte este cabo somente à rede correspondente ao seu equipamento;16. Ventilador: Este ventilador realiza a refrigeração forçada da máquina no momento em que a chave
é acionada. 17. Tabela Informativa: Lista de informações técnicas da máquina, onde o operador na falta do manual
de instruções pode tirar dúvidas quanto ao ciclo de trabalho da máquina, a sua frequência, a tensão de entrada e o consumo de acordo com a corrente utilizada;
18. Parafuso Terra: Através deste parafuso pode-se fazer o aterramento da máquina;19. Entrada de Gás: Conecte a mangueira de gás que sai do regulador que está conectado ao cilindro de
gás de proteção ou que sai de uma rede de gás previamente regulada, pois é nesta conexão que entra o gás que será enviado para a tocha.
13
14
17
19
1816
15
12 34
8
6
7
10
11
12
Tomada 36vpara reguladorelétrico

7 | CONDIÇÕES DE operação e ambiente de trabalho
1. Tensão: Respeitar a tensão da máquina indicada na tabela de especificações técnicas (capítulo 5 deste manual)
2. Frequência: 50Hz/60Hz3. Umidade relativa do ar de no máximo 90%;4. Temperatura ambiente variando entre -10°C e 40°C;5. Nunca toque na saída da tocha durante a criação do arco elétrico;
8 | instalação
1. Inicialmente deve-se observar a distância máxima dos cabos de energia entre o quadro de dis-
tribuição até o equipamento, pois extensões longas e finas reduzem a performance da máquina.
2. Antes de energizar a máquina, verifique se a tensão do aparelho é compatível com a tensão da
sua rede. Caso seja incompatível, entre em contato com o fabricante para maiores informações;
3. Quanto à coloração dos cabos: marrom e azul são fases, e o cabo amarelo com listras verde é o
terra, MAS ATENÇÃO: não o instale o terra junto com o cabo neutro de seu painel;
4. Atenção: Esses equipamentos não são bivolt, ou seja, não possuem as duas opções de tensão.
Confira a tensão de seu equipamento na tabela de especificações no painel traseiro da máquina;
5. Extensões: Para cada equipamento se faz necessário o uso de extensão com a bitola (diâmetro)
adequada para o comprimento (metros) adequado. O comprimento do cabo deve ser contado
desde a saída do quadro de distribuição (relógio) até a tomada onde o equipamento está ligado.
Dessa forma, evita-se perdas por queda de energia, que afetam o desempenho e podem levar o
aparelho à queima por aquecimento excessivo. Esta medida é válida para utilização do equipa-
mento em sua potência máxima. Confira a tabela com comprimento e diâmetro de cabos para
seus respectivos aparelhos:
Modelo MONOfásico (v) Consumo da máquina (A) Seção em (MM) Comprimento (M)
THMULTI 250 220 35.9 10 15
Tabela de comprimento ideal de cabos afim de não ocasionar perdas por aquecimento, lembrando que se faz necessário contabilizar da distância entre o painel de distribuição (relógio) e a tomada da máquina. Caso seja necessário aumentar o comprimento além dos 15 metros recomendados, aconselha-se sempre aumentar a seção do cabo a ser utilizado.
migArames de solda: Faça a escolha do arame de acordo com a sua necessidade de trabalho e corrente média que você irá trabalhar. Confira a tabela a seguir:
Arames de soldagem
Arame (mm)
Corrente de solda (A)
Espessura da chapa (mm)
Tipo do gásTransferência
do arco
0,8 50 ~ 150 1,0 - 3,075% ARGONIO/25% CO2
(mistura #c25) ou CO2 puro Curto-circuito
1,0 80 ~ 210 3,0 - 7,075% ARGONIO/25% CO2
(mistura #c25) ou CO2 puro Curto-circuito
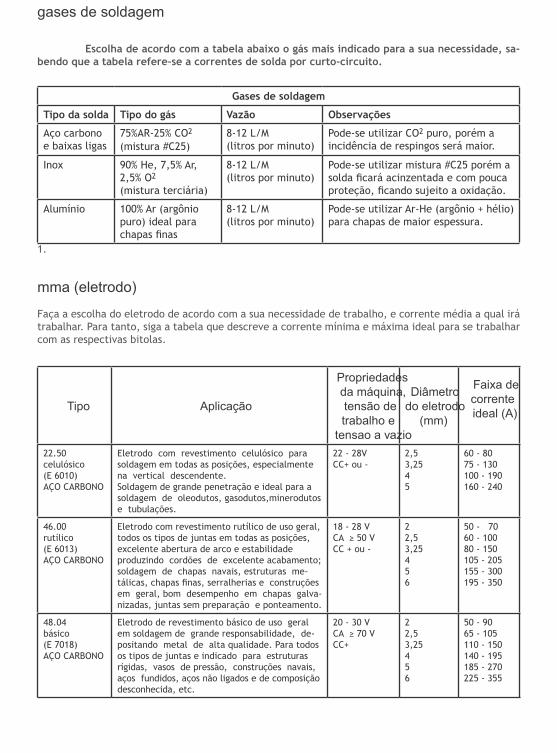
gases de soldagem
Escolha de acordo com a tabela abaixo o gás mais indicado para a sua necessidade, sa-bendo que a tabela refere-se a correntes de solda por curto-circuito.
Gases de soldagem
Tipo da solda Tipo do gás Vazão Observações
Aço carbono e baixas ligas
75%AR-25% CO2
(mistura #C25)
8-12 L/M (litros por minuto)
Pode-se utilizar CO2 puro, porém a incidência de respingos será maior.
Inox 90% He, 7,5% Ar, 2,5% O2 (mistura terciária)
8-12 L/M (litros por minuto)
Pode-se utilizar mistura #C25 porém a solda ficará acinzentada e com pouca proteção, ficando sujeito a oxidação.
Alumínio 100% Ar (argônio puro) ideal para chapas finas
8-12 L/M (litros por minuto)
Pode-se utilizar Ar-He (argônio + hélio) para chapas de maior espessura.
1.
mma (eletrodo)
Faça a escolha do eletrodo de acordo com a sua necessidade de trabalho, e corrente média a qual irá trabalhar. Para tanto, siga a tabela que descreve a corrente mínima e máxima ideal para se trabalhar com as respectivas bitolas.
Tipo Aplicação
Propriedades da máquina,tensão de trabalho e
tensao a vazio
Diâmetro do eletrodo
(mm)
Faixa de corrente ideal (A)
22.50celulósico(E 6010)AÇO CARBONO
Eletrodo com revestimento celulósico para soldagem em todas as posições, especialmente na vertical descendente. Soldagem de grande penetração e ideal para a soldagem de oleodutos, gasodutos,minerodutos e tubulações.
22 - 28VCC+ ou -
2,53,2545
60 - 8075 - 130100 - 190160 - 240
46.00rutílico(E 6013)AÇO CARBONO
Eletrodo com revestimento rutílico de uso geral, todos os tipos de juntas em todas as posições, excelente abertura de arco e estabilidade produzindo cordões de excelente acabamento; soldagem de chapas navais, estruturas me-tálicas, chapas finas, serralherias e construções em geral, bom desempenho em chapas galva-nizadas, juntas sem preparação e ponteamento.
18 - 28 VCA ≥ 50 VCC + ou -
22,53,25456
50 - 7060 - 10080 - 150105 - 205155 - 300195 - 350
48.04básico(E 7018)AÇO CARBONO
Eletrodo de revestimento básico de uso geral em soldagem de grande responsabilidade, de-positando metal de alta qualidade. Para todos os tipos de juntas e indicado para estruturas rígidas, vasos de pressão, construções navais, aços fundidos, aços não ligados e de composição desconhecida, etc.
20 - 30 VCA ≥ 70 VCC+
22,53,25456
50 - 9065 - 105110 - 150140 - 195185 - 270225 - 355

MMA (Eletrodo)umíveis1. Conecte o plug da garra negativa no conector (11) da máquina, pois a peça tem que ser aterrada
negativamente. 2. Encaixe e gire no sentido horário, fixando bem o plug.3. Conecte o plug do porta eletrodo no polo positivo (12).
10|regulagem e operação
Com o equipamento já instalado, faça os ajustes da seguinte forma:
Pode-se utilizar uma peça para fazer o ajuste inicial. Deve-se aterrá-la adequadamente
afim de evitar mau contato, pois eles danificam os cabos e plugs, afetam a vida útil dos componentes
internos, e reduzem o ciclo de trabalho da máquina, podendo vir a queimar a mesma.
Solda: deixe todos os botões em zero;
Vamos tomar como exemplo uma solda de 80 amperes.
1. Aproxime o bocal da peça, mantendo uma distância aproximada de 10 mm; pressione o gatilho -
neste momento o arco iniciará instável e estourando muito.
2. Ajuste o potenciômetro de voltagem entre a marcação 4-5. Suba lentamente a velocidade do
arame até perceber um som contínuo (similar a uma fritura) - este será o ponto ideal .
3. A partir deste parâmetro, pode-se ajustar a corrente em uma faixa de 60-200A (NBC 200) e
60-250A(NBC 250).
10|montagem dos consumíveis11|dicas
1. Extensões: Nunca utilize extensões enroladas, pois elas formam campo magnético, causando
perda de rendimento do equipamento;
2. Tochas: Nunca utilize as tochas enroladas ou dobradas, pois além de formarem campo magné-
tico, dificultam a passagem do arame, causando instabilidade na velocidade do arame;
3. Arame: Não utilize arames amassados, enferrujados, empoeirados, rebobinados, pois eles tran-
cam os conduítes, prejudicam o motor e roldanas e causam instabilidade na solda, pipocamento
e porosidade;
4. Bocal: Mantenha-o sempre limpo, pois a sujeira causa atrapalha na saída do gás, causando po-
rosidade e pipocamento;
5. Bico: Não utilize bicos com diâmetros maiores, menores ou gastos - eles afetam a qualidade da
solda, geram pipocamento e colam o arame em sua parede, devido ao mau contato;
6. Vazamentos: O vazamento em mangueiras podem ser verificados com o auxílio de sabão líquido,
pois ele cria bolhas nos pontos onde há vazamento, ficando fácil identificá-los;
7. Mau contato: Sempre fixe bem os cabos e conectores, pois mau contato gera aquecimento
excessivo, causando derretimento do cabos, destruição de plugs e aquecimento demasiado do
equipamento.
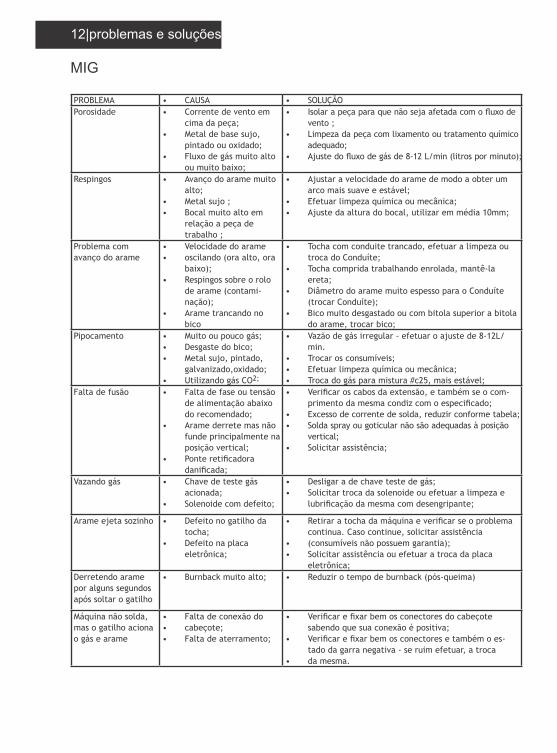
PROBLEMA • CAUSA • SOLUÇÃO
Porosidade • Corrente de vento em
cima da peça;
• Metal de base sujo,
pintado ou oxidado;
• Fluxo de gás muito alto
ou muito baixo;
• Isolar a peça para que não seja afetada com o fluxo de
vento ;
• Limpeza da peça com lixamento ou tratamento químico
adequado;
• Ajuste do fluxo de gás de 8-12 L/min (litros por minuto);
Respingos • Avanço do arame muito
alto;
• Metal sujo ;
• Bocal muito alto em
relação a peça de
trabalho ;
• Ajustar a velocidade do arame de modo a obter um
arco mais suave e estável;
• Efetuar limpeza química ou mecânica;
• Ajuste da altura do bocal, utilizar em média 10mm;
Problema com
avanço do arame
• Velocidade do arame
• oscilando (ora alto, ora
baixo);
• Respingos sobre o rolo
de arame (contami-
nação);
• Arame trancando no
bico
• Tocha com conduite trancado, efetuar a limpeza ou
troca do Conduíte;
• Tocha comprida trabalhando enrolada, mantê-la
ereta;
• Diâmetro do arame muito espesso para o Conduíte
(trocar Conduíte);
• Bico muito desgastado ou com bitola superior a bitola
do arame, trocar bico;
Pipocamento • Muito ou pouco gás;
• Desgaste do bico;
• Metal sujo, pintado,
galvanizado,oxidado;
• Utilizando gás CO2;
• Vazão de gás irregular - efetuar o ajuste de 8-12L/
min.
• Trocar os consumíveis;
• Efetuar limpeza química ou mecânica;
• Troca do gás para mistura #c25, mais estável;
Falta de fusão • Falta de fase ou tensão
de alimentação abaixo
do recomendado;
• Arame derrete mas não
funde principalmente na
posição vertical;
• Ponte retificadora
danificada;
• Verificar os cabos da extensão, e também se o com-
primento da mesma condiz com o especificado;
• Excesso de corrente de solda, reduzir conforme tabela;
• Solda spray ou goticular não são adequadas à posição
vertical;
• Solicitar assistência;
Vazando gás • Chave de teste gás
acionada;
• Solenoide com defeito;
• Desligar a de chave teste de gás;
• Solicitar troca da solenoide ou efetuar a limpeza e
lubrificação da mesma com desengripante;
Arame ejeta sozinho • Defeito no gatilho da
tocha;
• Defeito na placa
eletrônica;
• Retirar a tocha da máquina e verificar se o problema
continua. Caso continue, solicitar assistência
• (consumíveis não possuem garantia);
• Solicitar assistência ou efetuar a troca da placa
eletrônica;
Derretendo arame
por alguns segundos
após soltar o gatilho
• Burnback muito alto; • Reduzir o tempo de burnback (pós-queima)
Máquina não solda,
mas o gatilho aciona
o gás e arame
• Falta de conexão do
• cabeçote;
• Falta de aterramento;
• Verificar e fixar bem os conectores do cabeçote
sabendo que sua conexão é positiva;
• Verificar e fixar bem os conectores e também o es-
tado da garra negativa - se ruim efetuar, a troca
• da mesma.
12|problemas e soluções
MIG

MMA (Eletrodo)
Problema Causa Solução
Excesso de respingos
• Eletrodo úmido• Metal sujo • Metal pintado ou galva-
nizado• Corrente muito alta• Má ligação da garra
negativa
• Armazenar os eletrodos em estufa • Limpeza do metal, mecânica ou
quimicamente.• Adequar a corrente conforme
tabela do eletrodo• Colocar a garra negativa em
sentido oposto ao da soldagem, problema comum em soldagem em corrente contínua.
Máquina parece não ter força
• Extensão muito com-prida
• Tensão de rede baixa • Mau contato no
porta eletrodo ou garra negativa
• Extensões do porta eletrodo ou garra negativa muito finas
• Queima dos capacitores internos
• Reduzir a extensão ou aumentar a bitola do cabo
• Revisar as instalações da rede, aumentando as bitolas de cabo, ou eliminando emendas mal feitas.
• Nunca aumente o tamanho das extensões utilizando cabos mais finos, sempre que houver necessi-dade de aumento do comprimento dos cabos deve-se aumentar a bitola dos cabos, em 1mm por metro.
• Solicitar assistência técnica através do telefone 0800 645 5002
Máquina não liga• Tomada com defeito• Queima do aparelho
• Verificar a tomada, ligando outro aparelho na mesma. Verificar se não há pontos derretidos nos plugs da máquina. Se houver deve-se substituí-lo
• Solicitar assistência técnica através do telefone 0800 645 5002
• Sobretensão ou sub-tensão na ordem de 15-20%, tensões acima de 240 volts podem queimar os ca-pacitores internos, tensões abaixo de 200 volts podem queimar os IGBTs por excesso de aquecimento
Perda de arco • Tensão a vazio
• Verificar se a tensão a vazio da máquina está de acordo com a tensão a vazio requisitada pelo eletrodo conforme sua tabela. Caso não esteja, substituir o eletrodo por outro modelo que se adeque ao equipamento
Aquecimento excessivo do eletrodo
• Corrente muito alta • Arco muito longo
• Reduzir a corrente conforme tabela
• Encurtar a abertura do arco

Termo de Garantia
Prezado Cliente, Este termo foi projetado procurando atender plenamente às suas necessidades. Para tanto, é I M P O R T A N T E que este termo de garantia seja lido atentamente, fica expresso que esta garantia contratual é conferida mediante as seguintes condições abaixo:
Apoio e serviço de garantiaA garantia da TH SOLDAS IMPORT. E EXPORTADORA DE FERRAMENTAS LTDA é valida somente aos equipamentos, excluindo-se se for constatado mau uso da mesma. O atendimento será realizado pelo nosso suporte técnico, que irá avaliar o produto, em sendo constato o defeito de fabrica o conserto fica a cargo da Th Soldas, senão o serviço técnico será cobrado. Fica estabelecido que o serviço de assistência técnica se dá mediante ao envio da maquina a nossa área técnica, em nossa fábrica em Nova Santa Rita, com frete pago, se constatado mau uso fica a cargo do cliente o transporte do aparelho. Todo assunto ou suporte técnico que se fizer necessário, pode ser feito através de nosso e-mail: [email protected] ou pelo telefone (0xx51) 3472-0924
Devolução para consertoAntes de devolver qualquer produto entre em contato com a TH Soldas, para que possamos orientá-lo a como proceder para envio do mesmo pra conserto.
Considerações LegaisA TH SOLDAS garante todos os produtos contidos na Nota Fiscal a partir da data de emissão da mesma, pelo período de 1 ANO, desde que o mesmo tenha sido instalado e/ou usado conforme orientações descritas NESTE termo.
A GARANTIA de 1 (um) ano fornecida pela TH SOLDAS, se aplica somente ao período estipulado, a garantia cobre peças e mão-de-obra que apresentarem defeito de fabricação. Somente o técnico por nós autorizado, poderá reparar os defeitos cobertos pela garantia, mediante apresentação da Nota Fiscal de compra.
Observação.
· O Presente termo exclui despesas de transporte, caso seja constato defeito de fabricação. Caso o aparelho apresente problema por mau uso, o frete de ida e volta fica a cargo do cliente.
· Todo produto devolvido dentro do prazo de garantia seja por motivo de defeito de fabricação ou incompatibilidade, será avaliado e analisado criteriosamente por nosso departamento técnico, para verificar a existência da necessidade de conserto e a possibilidade de substituição do produto.
· A substituição do produto será feita somente pelo mesmo aparelho e modelo, caso não seja mais produzido vai ser substituído por um equivalente.
Não será aceito o produto nas condições abaixo:
· Se não estiver acondicionado de maneira correta conforme orientação.
· (*) Sem a caixa original
· Sem os cabos ou acessórios.

· Queimado, seja de natureza acidental como voltagem errada, queda ou instalação errada ou inadequada, quebrado ou danificado por algum tipo de reação física ou química ou causa natural como raios, tempestades, inundação ou fogo seja ele decorrido por acidente ou sinistro.
· Danificado por má instalação ou realizado por pessoa não qualificada para o serviço de instalação do mesmo.
· Manuseio inadequado, indevido aos fins a que se destina, em desacordo com as recomendações dos fabricantes.
(*) Para remeter-nos o produto para conserto ou troca, seguir orientação abaixo:
· Acondicione-o em caixa de papelão para melhor proteção.
· Proteja-o internamente utilizando-se de plástico bolha ou espuma não deixando solto dentro da caixa.
· É obrigatório o acompanhamento de um relatório detalhado do problema encontrado.
· As despesas com fretes serão pagas pela TH SOLDAS, EM SENDO CONSTATADO MAU USO DO APARELHO, os fretes ficam por conta do cliente.
Obs.: Sua compra na TH SOLDAS, caracteriza que você concorda com as condições aqui expostas. Dúvidas? nosso e-mail [email protected]
Perda de Garantia
A garantia da TH SOLDAS, cobre apenas defeitos de fabricação, ou seja, não haverá garantia referente A QUEIMA DO APARELHO POR ERRO DE VOLTAGEM OU MANUSEIO, SE ABERTO A CAPA PROTETORA DO APARELHO, SE HOUVE DANO POR RAIOS ENCHENTES OU MARESIA, DESCARGA ELETRICA. Logo, haverá perda total de garantia em qualquer das hipóteses abaixo:
· Violação, modificação, troca de componentes, ajustes ou conserto feito por pessoal não-capacitado.
· Transporte inadequado.
· Problemas causados por instalações elétricas inadequadas, flutuação excessiva de tensão, produto ligado em rede elétrica fora dos padrões especificados pelos fabricantes ou sobrecarga do equipamento.
· Peças que se desgastam naturalmente com o uso regular, tais como: cabos em geral, consumíveis, capa do aparelho, filtro não estão cobertos por garantia.
· Qualquer outro defeito que não seja classificado como defeito de fabricação.
Verifique sempre a tensão dos aparelhos ou equipamentos se estão de acordo com a utilizada em sua empresa/residência, antes de ligá-lo à rede elétrica.
De preferência procure um técnico especializado ou pessoa apta para realizar a instalação.
O fabricante não aceita devoluções por este e outros motivos descritos neste adendo e os que estão descritos no termo de garantia, não aceitaremos em hipótese alguma devolução de produtos que tenham qualquer tipo de dano físico ao aparelho, sempre aos chegar por transportadora verifique se o aparelho está completo e sem danos, se estiver favor fazer uma boletim de ocorrência junto ao transportador no ato da entrega, e passar por email para TH Soldas que irá agir conforme a lei.

Tecnologia à serviço da Solda
Nova Santa Rita, Rio Grande do Sul, Brasil.+55 51 3472-0924www.thweld.com