Embed Size (px)
Citation preview
MANUAL DE INSTRUÇÕES
TORNO MECANICO MONOFASICO 330MM 220V 60HZ 1500W
NTM330B

1. REGRAS GERAIS DE SEGURANÇA PARA FERRAMENTAS
ELÉTRICAS
NÃO TENTE OPERAR ATÉ TER LIDO COMPLETAMENTE E ENTENDER COMPLETAMENTETODAS AS INSTRUÇÕES, REGRAS, ETC. CONTIDAS NESTE MANUAL, O NÃO
CUMPRIMENTO PODE RESULTAR EM ACIDENTES ENVOLVENDO INCÊNDIO, CHOQUEELÉTRICO OU LESÕES PESSOAIS GRAVES. MANTENHA O MANUAL DO PROPRIETÁRIO
E REVISE FREQUENTEMENTE PARA CONTINUAR A OPERAÇÃO SEGURA E INSTRUIR
POSSÍVEIS USUÁRIOS TERCEIRIZADOS.
LEIA TODAS AS INSTRUÇÕES 1.1 CONHECENDO SUA FERRAMENTA ELÉTRICA
Para sua própria segurança, leia atentamente o manual do proprietário. Aprenda sua aplicação e limitações, bem como os riscos potenciais específicos peculiares a essa ferramenta. 1.2 PROTEJA-SE CONTRA CHOQUE ELÉTRICO EVITANDO O CONTATO DO CORPO COM SUPERFÍCIES ATERRADAS.
Por exemplo: Tubulações, radiadores, fogões, gabinetes de geladeira. 1.2.1 MANTENHA PROTEÇÕES NO LUGAR E EM CONDIÇÕES DE
FUNCIONAMENTO. 1.2.2 REMOVA AS CHAVES DE FENDA E CHAVES DE AJUSTE
Crie o hábito de verificar se as chaves de fenda e as chaves de ajuste foram retiradas da ferramenta antes de ligar a ferramenta. 1.2.3 MANTENHA A ÁREA DE TRABALHO LIMPA.
Áreas e bancos desordenados convidam a acidentes. 1.2.4 NÃO UTILIZE EM AMBIENTE PERIGOSO.
Não use ferramentas elétricas em locais úmidos ou molhados ou exponha-as à chuva. Mantenha a área de trabalho bem iluminada. 1.2.5 MANTENHA FORA DO ALCANCE DE CRIANÇAS.
Todos os visitantes devem manter uma distância segura da área de trabalho.
1.2.6 EVITE CRIANÇAS DENTRO DA OFICINA Com cadeados, chave mestra ou removendo chaves de partida.
1.2.7 NÃO FORCE A FERRAMENTA. Ela fará o trabalho melhor e será mais seguro na taxa para a qual foi projetada.
1.2.8 USE A FERRAMENTA CERTA Não force a ferramenta ou o acessório para fazer um trabalho para o qual não
foi projetada. 1.2.9 USE UM VESTUÁRIO ADEQUADO
Nenhuma roupa larga. Luvas, gravatas, pulseiras ou joias para ficarem presas em peças móveis. Recomenda-se calçado antiderrapante. Use cobertura protetora de cabelo para prender o cabelo de acordo com as especificações de EPI1.2.10 USE SEMPRE ÓCULOS DE SEGURANÇA Use também máscara facial ou de poeira se a operação de corte estiver empoeirada. Os óculos diários só têm lentes resistentes a impacto. Eles não são óculos de segurança. 1.2.11 TRABALHO SEGURO
Use grampos ou uma prensa para segurar o trabalho quando for prático. É mais seguro do que usar sua mão e libera as duas mãos para operar a ferramenta. 1.2.12 NÃO ULTRAPASSE
Mantenha seu equilíbrio e posição adequados em todos os momentos. 1.2.13 MANTENHA AS FERRAMENTAS EM BOAS CONDIÇÕES
Mantenha as ferramentas afiadas e limpas para um desempenho melhor e mais seguro. Siga as instruções para lubrificar e trocar acessórios. 1.2.14 DESCONECTE FERRAMENTAS DA FONTE DE ENERGIA
Antes de fazer a manutenção e ao trocar acessórios, como lâminas, cortadores de bits ou ao montar e remontar o motor. 1.2.15 EVITE O INÍCIO ACIDENTAL
Certifique-se de que o interruptor esteja na posição "DESLIGADO" antes de ligar o cabo. 1.2.16 USE OS ACESSÓRIOS RECOMENDADOS
Consulte o manual do proprietário para os acessórios recomendados. O uso de acessórios inadequados pode ser perigoso.
1.2.17 NUNCA APOIE NA FERRAMENTA Podem ocorrer ferimentos graves se a ferramenta estiver inclinada ou se a
ferramenta de corte for contatada acidentalmente. 1.2.18 VERIFIQUE PEÇAS DANIFICADAS
Antes de continuar a usar a ferramenta, uma proteção ou outra peça que esteja danificada deve ser cuidadosamente verificada para garantir que ela funcionará corretamente e desempenhará a função pretendida. Verifique o alinhamento das peças móveis, a união das peças móveis, a quebra das peças, a montagem e quaisquer outras condições que possam afetar sua operação. Uma proteção ou outra peça que esteja danificada deve ser reparada ou substituída. 1.2.19 DIREÇÃO DA ALIMENTAÇÃO
Trabalhe em uma lâmina ou cortador somente contra a direção de rotação da lâmina ou do cortador. 1.2.20 NUNCA DEIXE A FERRAMENTA FUNCIONANDO SEM SUPERVISÃO. DESLIGUE A ENERGIA.
Não deixe a ferramenta até que ela pare completamente. A operação de qualquer ferramenta elétrica pode resultar em objetos estranhos
sendo jogados nos olhos, o que pode resultar em graves danos aos olhos. Use sempre óculos de segurança ou viseiras antes de usar o seu Torno. Recomendamos uma máscara de segurança de visão ampla para uso em óculos ou óculos de segurança padrão.

2. REGRAS DE SEGURANÇA PARA OS TORNOS
A segurança é uma combinação de bom senso e alerta o operador em todos os momentos em que o Torno está sendo usado. Estude estas regras de segurança e regras gerais de segurança antes de operar e guarde para uso futuro. 2.1 Use proteção para os olhos. 2.2 Nunca tente qualquer operação ou ajuste se o procedimento não for entendido. 2.3 Mantenha os dedos longe de peças rotativas e ferramentas de corte durante a operação. 2.4 Nunca force uma ação de corte. 2.5 Nunca realize uma operação anormal ou pouco usada sem estudo e uso de blocos adequados, paradas de gabaritos, fixações etc. 2.6 Recomenda-se o uso de manuais de oficina, como o "Manual do maquinário"
ou semelhante, para o corte de velocidades de alimentação e detalhes de operação.
2.7 Não remova a tampa da unidade enquanto a máquina estiver em operação. Certifique-se de que esteja sempre fechada.
2.8 Sempre retire a chave do mandril, mesmo quando a máquina não está em operação.
2.9 Não tente ajustar ou remover ferramentas quando estiver em operação. 2.10 Sempre mantenha os cortadores afiados. 2.11 Nunca use em uma atmosfera explosiva ou onde uma faísca possa inflamar
um incêndio. 2.12 Sempre use peças de reposição idênticas durante a manutenção.
FAÇA COM QUE A FAMILIARIAMENTE (OBTIDO ATRAVÉS DO USO FREQUENTE DO TORNO)
SEJA ALGO FREQUENTE. UMA FRACÇÃO DE DESCUIDO DE UM SEGUNDO PODE
PERMITIR LESÕES GRAVES.
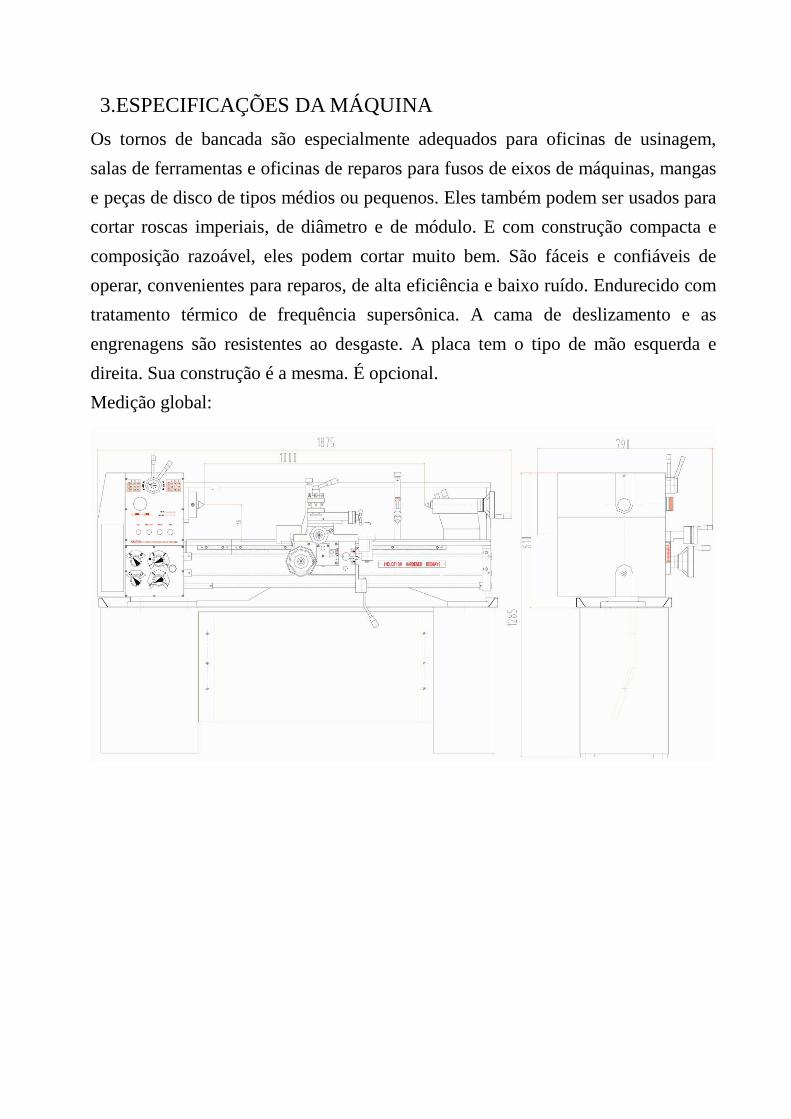
3.ESPECIFICAÇÕES DA MÁQUINAOs tornos de bancada são especialmente adequados para oficinas de usinagem, salas de ferramentas e oficinas de reparos para fusos de eixos de máquinas, mangas e peças de disco de tipos médios ou pequenos. Eles também podem ser usados para cortar roscas imperiais, de diâmetro e de módulo. E com construção compacta e composição razoável, eles podem cortar muito bem. São fáceis e confiáveis de operar, convenientes para reparos, de alta eficiência e baixo ruído. Endurecido com tratamento térmico de frequência supersônica. A cama de deslizamento e as engrenagens são resistentes ao desgaste. A placa tem o tipo de mão esquerda e direita. Sua construção é a mesma. É opcional. Medição global:
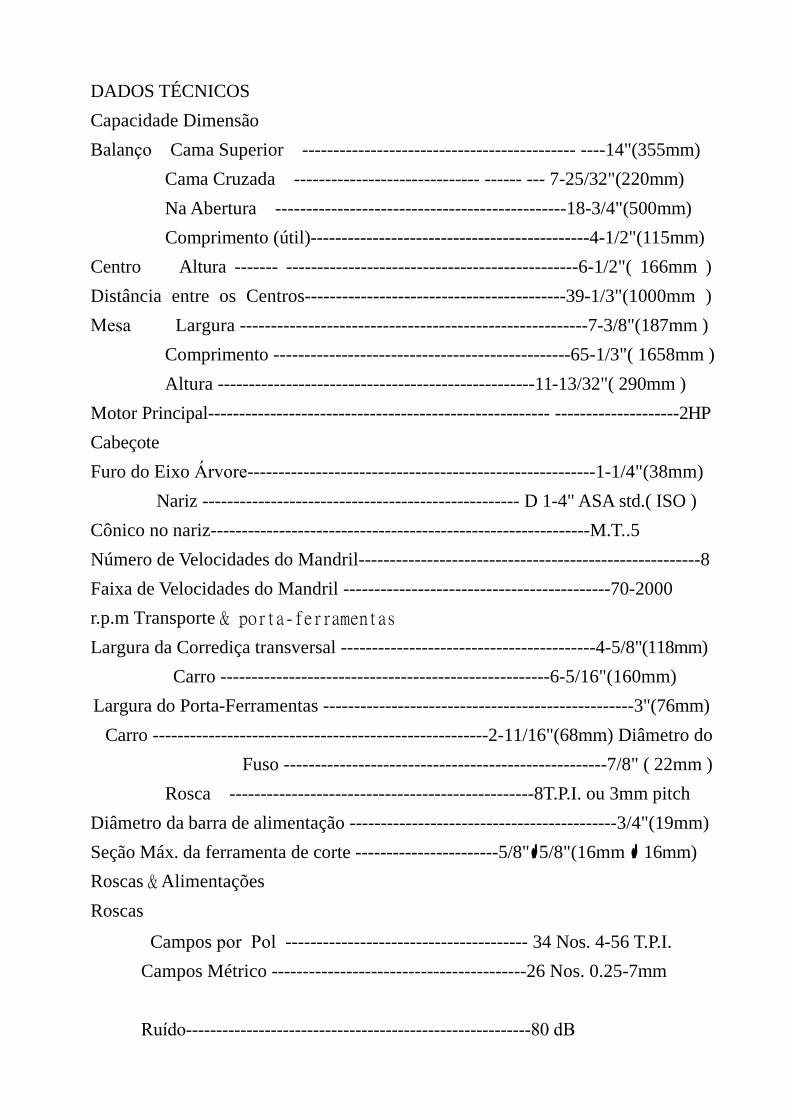
DADOS TÉCNICOS Capacidade Dimensão Balanço Cama Superior -------------------------------------------- ----14"(355mm)
Cama Cruzada ------------------------------ ------ --- 7-25/32"(220mm) Na Abertura -----------------------------------------------18-3/4"(500mm)
Comprimento (útil)---------------------------------------------4-1/2"(115mm) Centro Altura ------- -----------------------------------------------6-1/2"( 166mm ) Distância entre os Centros------------------------------------------39-1/3"(1000mm ) Mesa Largura --------------------------------------------------------7-3/8"(187mm )
Comprimento ------------------------------------------------65-1/3"( 1658mm ) Altura ---------------------------------------------------11-13/32"( 290mm )
Motor Principal------------------------------------------------------- --------------------2HP Cabeçote Furo do Eixo Árvore--------------------------------------------------------1-1/4"(38mm)
Nariz --------------------------------------------------- D 1-4" ASA std.( ISO ) Cônico no nariz-------------------------------------------------------------M.T..5 Número de Velocidades do Mandril-------------------------------------------------------8 Faixa de Velocidades do Mandril -------------------------------------------70-2000 r.p.m Transporte & porta-ferramentasLargura da Corrediça transversal -----------------------------------------4-5/8"(118mm)
Carro -----------------------------------------------------6-5/16"(160mm) Largura do Porta-Ferramentas --------------------------------------------------3"(76mm)
Carro ------------------------------------------------------2-11/16"(68mm) Diâmetro do Fuso ----------------------------------------------------7/8" ( 22mm )
Rosca -------------------------------------------------8T.P.I. ou 3mm pitch Diâmetro da barra de alimentação -------------------------------------------3/4"(19mm) Seção Máx. da ferramenta de corte -----------------------5/8"5/8"(16mm 16mm) Roscas & Alimentações Roscas
Campos por Pol --------------------------------------- 34 Nos. 4-56 T.P.I. Campos Métrico -----------------------------------------26 Nos. 0.25-7mm
Ruído---------------------------------------------------------80 dB

Alimentações Longitudinais Imperial -----------------32Nos. 0,0020-0,0548"/rev Métrica --------------------------32Nos. 0,051-1,392mm/rev
Alimentações cruzadas Imperial -----------------------32Nos. 0,0007 -0,0187"/rev Métrica --------------------------------- 32Nos. 0,018-0,475 mm/rev
Cabeçote móvel Diâmetro da Pena ---------------------------------1-1/4" (32mm) Carro -------------------------------------------------3-3/4"(95mm) Cavilha -----------------------------------------------------------M.T.3
Pesos (NW/GW) -------------------------------------------------------395kg/495kg (Com a máquina montada) -------------------------------------------------------GW595kg Peso de embalagem (LxDxA)----------------------------- 1920mmx760mmx760mm
4.DESCARREGAMENTODesembale a caixa de madeira primeiro e use as placas de fixação da cama e
olhais para pendurar o torno. Posicione o selim e o cabeçote móvel junto com a cama para mantenha o equilíbrio. Certifique-se de não bater no fuso, mandril ou outras hastes longas e volante, quando a máquina estiver descarregada. 4.1Limpeza
Antes da operação e controles. Remova o revestimento anticorrosivo de todas as peças da máquina descobertas. Use álcool branco ou querosene (parafina). Não use diluente de laca ou outros solventes cáusticos. Lubrifique imediatamente todas as superfícies maquinadas com óleo lubrificante após a limpeza. Use óleo pesado ou graxa nas engrenagens de troca. 4.2 Configuração da máquina
Coloque a máquina em uma base sólida (um piso de concreto é o melhor para a máquina), permitindo uma área suficiente para facilitar o trabalho e a manutenção. A máquina pode ser usada quando está montada livre, mas para desempenho máximo ela deve ser parafusada com quatro parafusos de fundação M12. Use o nível de precisão de um engenheiro nas mesas para fazer ajustes adicionais nas condições de nível. 4.3 Fornecimento elétrico A energia deve ser fornecida através de um isolador separado, os fios de entrada são conectados aos terminais principais na parte de trás do cabeçote. Verifique se a voltagem e a frequência de operação indicadas na placa de características correspondem à voltagem e frequência locais da rede elétrica. Conecte o fusível entre a fonte de alimentação e o interruptor, aterre com a máquina. A rotação do motor principal deve ser no sentido horário, vista da extremidade da polia (o fuso deve estar no sentido anti-horário olhando pela extremidade do contraponto). Caso o motor esteja girando em uma direção errada, troque quaisquer duas das três linhas de fase.
5.SISTEMA DE LUBRIFICAÇÃO(A) Cabeçote
Certifique-se de que o cabeçote esteja cheio ao nível do visor de óleo hidráulico ISO 32.
Para trocar o óleo no cabeçote, remova todo o óleo retirando o bujão de drenagem, que é colocado na extremidade inferior esquerda do cabeçote, acessível após a remoção da tampa da extremidade e as engrenagens de troca com a estrutura giratória. Abra a tampa do cabeçote para encher o óleo, verifique o nível do óleo semanalmente e troque o óleo 3 meses após o primeiro uso, depois troque-o uma vez por ano. (B)Caixa de câmbio de troca rápida
Os rolamentos e engrenagens devem ser lubrificados diariamente a partir dotopo. Remova a tampa para expor os bicos de enchimento. (C)Placa
Certifique-se de que a placa está cheia até o nível correto do visor de óleo comTellus 32 de óleo Shell.
Verifique o nível de óleo semanalmente e a primeira troca de óleo após 3 meses de uso, depois troque-o uma vez por ano.
Para trocar o óleo na placa, drene todo o óleo retirando o bujão de drenagem, que é colocado no fundo da placa.
Encha o óleo retirando a tampa de entrada, que é colocada no topo do lado direito da placa. (D) Engrenagens de Troca
Lubrifique as engrenagens de troca com óleo de máquina grossa ou graxa umavez por mês.

(E) Outras partes Existem entradas de óleo no suporte do veio de entrada das caixas de
velocidades, suporte da manivela do volante, suporte da barra de alimentação do carro, selim, corrediça transversal, ferramenta, indicador do disco de rosca, cabeçote móvel e suporte que segura o fuso e a haste de alimentação. A entrega de óleo é necessária ao longo do tempo. Lubrifique a placa e a engrenagem sem-fim, a meia porca e o fuso duas vezes por mês. Aplique uma película de óleo leve nas formas da base e em todas as outras peças em branco, como, talão de apoio, haste de alimentação, etc. uma vez por dia. Diagrama de lubrificação
Tabela de lubrificação
No. Peças de lubrificação
Número de Peças de lubrificação
Óleo
Data do preenchimento do óleo
Data da troca de óleo
1 Eixo de entrada da caixa de câmbio
1 No. 32
Uma vez ao dia
2 Caixa de câmbio
1 No. 32
Primeira troca após 3 meses, depois, uma vez ao ano
3 Cabeçote 1 No. 32
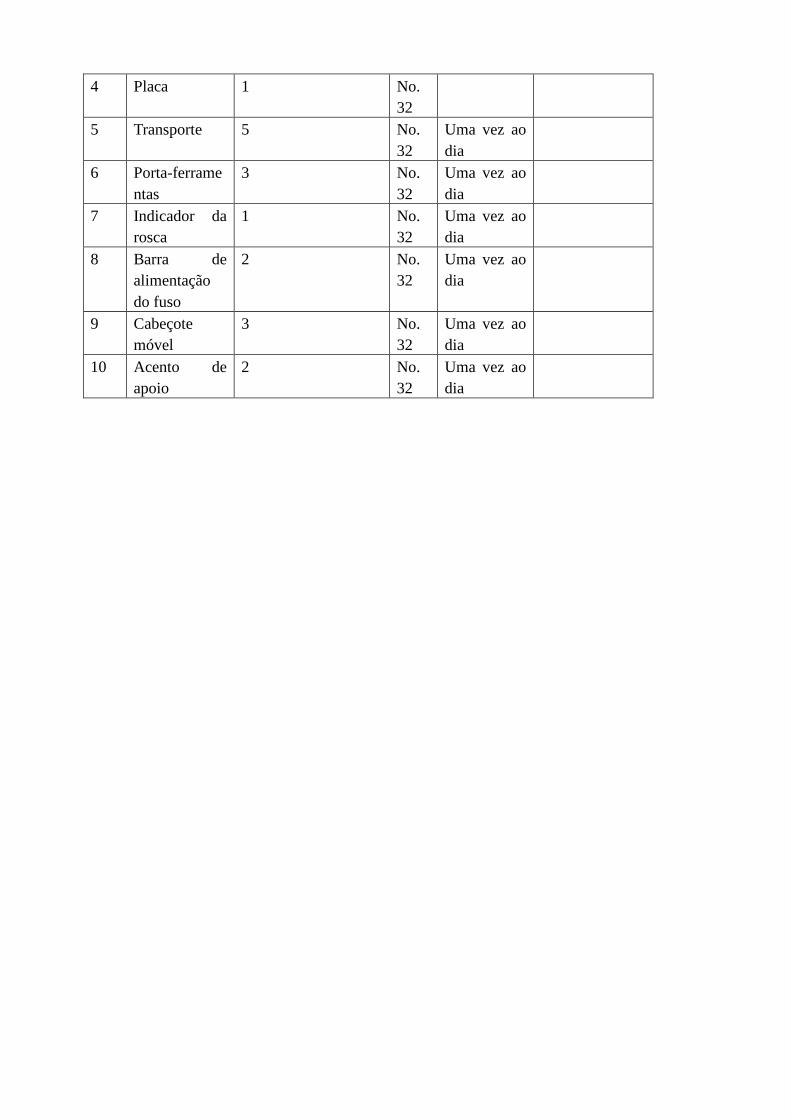
4 Placa 1 No. 32
5 Transporte 5 No. 32
Uma vez ao dia
6 Porta-ferramentas
3 No. 32
Uma vez ao dia
7 Indicador da rosca
1 No. 32
Uma vez ao dia
8 Barra de alimentação do fuso
2 No. 32
Uma vez ao dia
9 Cabeçote móvel
3 No. 32
Uma vez ao dia
10 Acento de apoio
2 No. 32
Uma vez ao dia
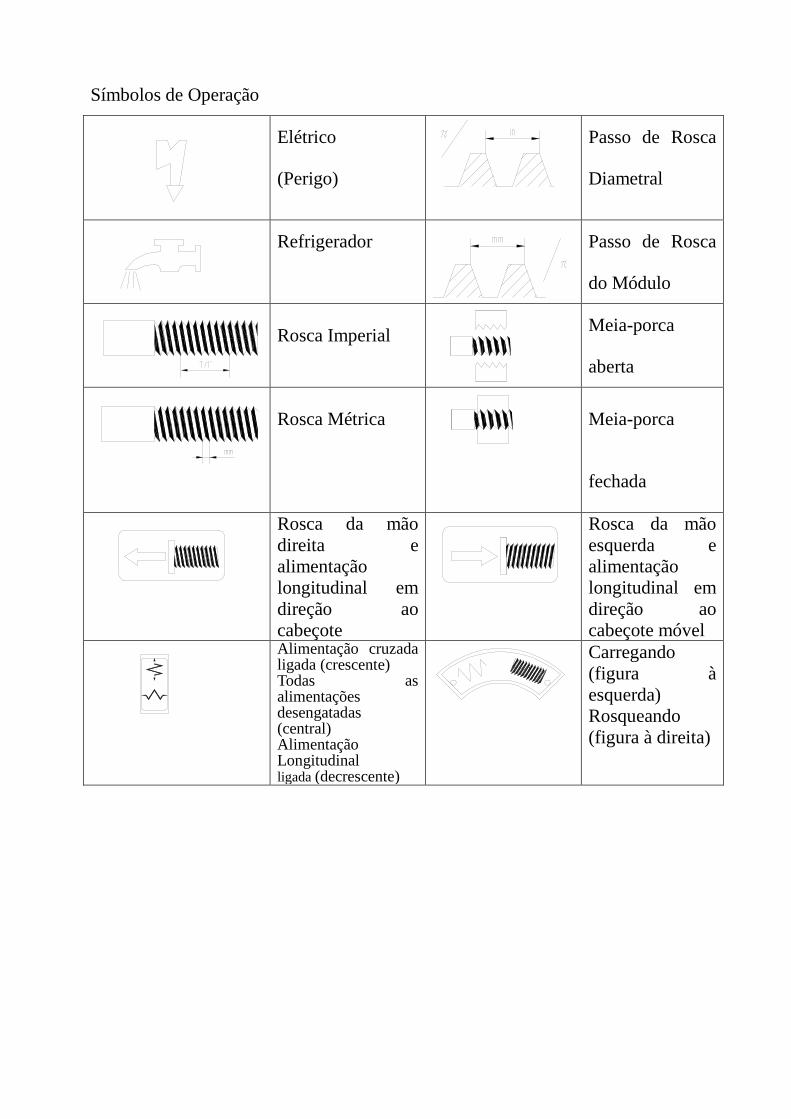
Símbolos de Operação
Elétrico
(Perigo)
Passo de Rosca
Diametral
Refrigerador Passo de Rosca
do Módulo
Rosca Imperial Meia-porca
aberta
Rosca Métrica Meia-porca
fechada
Rosca da mão direita e alimentação longitudinal em direção ao cabeçote
Rosca da mão esquerda e alimentação longitudinal em direção ao cabeçote móvel
Alimentação cruzada ligada (crescente) Todas as alimentações desengatadas (central) Alimentação Longitudinal ligada (decrescente)
Carregando (figura à esquerda) Rosqueando (figura à direita)

6.TRABALHANDO COM A MÁQUINA
Diagrama de Operação * Algumas peças ou informações podem divergir com o modelo adquirido.
1. Interruptor de avanço / inversão2.Cabo 3. 3.Seletor de Direção de alimentação 4.Seletor de velocidade de quatro etapas5.Seletor de velocidade Baixa/ Alta6.Componente do botão7.Luneta de apoio - Obs.: Não acompanha a máquina (Vendido Separadamente)8.Volante transversal longitudinal9. Volante transversal cruzado
10.Apoio de acompanhamento11.Alavanca do porta ferramentas12. Alavanca transversal do porta ferramentas13.Alavanca de fixação da pena do cabeçote14.Volante transversal da pena do cabeçote15.Parafuso de fixação do cabeçote16.Indicador da rosca17.Alavanca de controle18.Suporte da máquina19.Alavanca de corte da rosca 20.Seletor do eixo de alimentação21.Haste de controle22.Haste de alimentação23.Parafuso

6.1CONTROLE DE VELOCIDADE DO FUSO (veja o diagrama de operação) A. Identificação antes da operação
(1) Certifique-se de que a lubrificação foi realizada de acordo com as tabelas delubrificação.
(2) Ao girar o fuso, ele é mecanizado para a caixa de câmbio e a placa.Verifique se a chave de avanço/ reversão (nº 1) ou o componente do botão(nº 6) (quando montado por opção) está na posição de parada; o seletor doeixo de alimentação (No. 20) e a alavanca de engate do corte de rosca (Nº 19)estão na posição de desalinhamento. Nestas circunstâncias, tanto o volantelongitudinal (Nº8) como o volante transversal (Nº9) podem ser facilmenteoperados manualmente.
B. Rotação do fusoA rotação do fuso é selecionada pelo interruptor de avanço/ reversão (No.1) .
C. Velocidade da troca de fusoAs velocidades do fuso são alteradas por meio do seletor de velocidade ALTO/BAIXO (No.5) e do seletor de velocidade de quatro etapas (Nº 4). O gráfico develocidade do fuso mostra quatro etapas de velocidade na posição de alta e baixavelocidade. Podemos escolher uma revolução adequada ao operar o seletor develocidade de acordo com a tabela de velocidade do fuso. Quando o seletor develocidade (No.5) estiver na posição alta, podemos obter quatro velocidadesreferentes à parte de alta velocidade do gráfico.A transferência das velocidades do fuso deve ser feita após a rotação do fuso estarcompletamente parada.(O engrenamento das engrenagens da transmissão pode ser assistido pela rotaçãomanual da bucha)D. RodízioComo alternativa, um procedimento de rodízio deve ser adotado conforme segue;Faça uma seleção de taxa de alimentação baixa e acione a luz da máquina
Por 3 horas a 460 r .p .m Então, por 2 horas a 755 r .p .m Então, por 1 hora a 1250 r .p .m
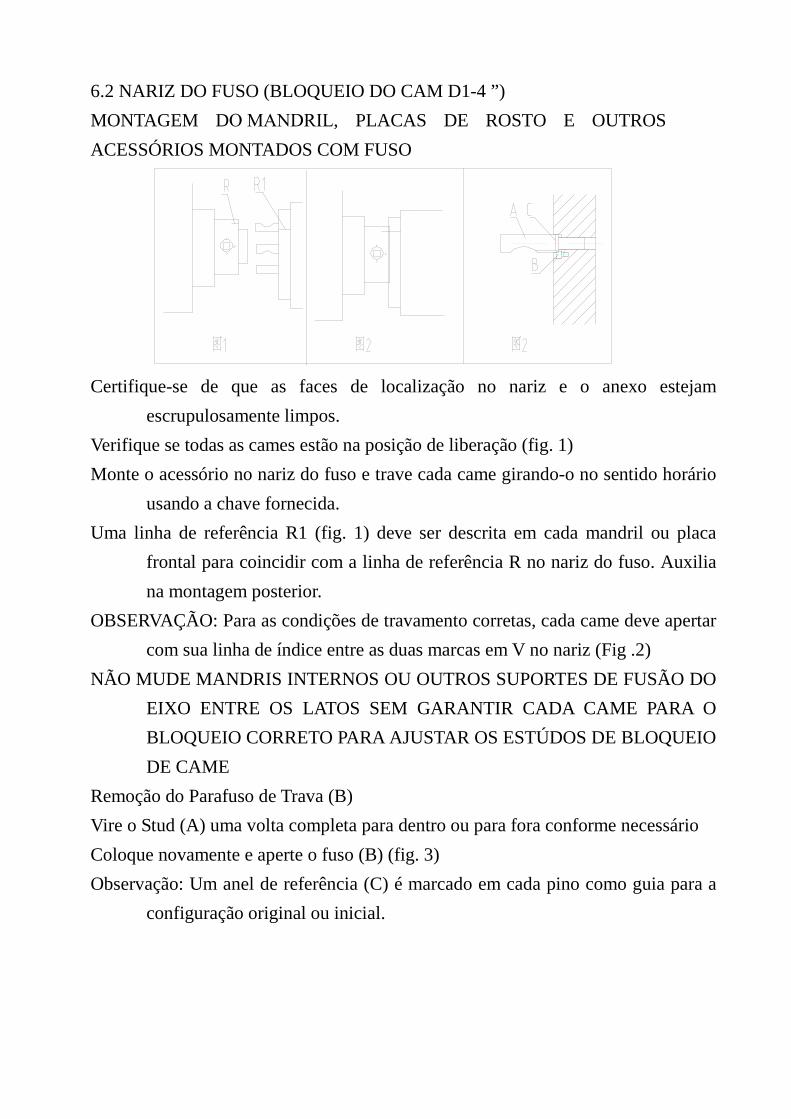
6.2 NARIZ DO FUSO (BLOQUEIO DO CAM D1-4 ”) MONTAGEM DO MANDRIL, PLACAS DE ROSTO E OUTROS ACESSÓRIOS MONTADOS COM FUSO
Certifique-se de que as faces de localização no nariz e o anexo estejam escrupulosamente limpos.
Verifique se todas as cames estão na posição de liberação (fig. 1) Monte o acessório no nariz do fuso e trave cada came girando-o no sentido horário
usando a chave fornecida. Uma linha de referência R1 (fig. 1) deve ser descrita em cada mandril ou placa
frontal para coincidir com a linha de referência R no nariz do fuso. Auxilia na montagem posterior.
OBSERVAÇÃO: Para as condições de travamento corretas, cada came deve apertar com sua linha de índice entre as duas marcas em V no nariz (Fig .2)
NÃO MUDE MANDRIS INTERNOS OU OUTROS SUPORTES DE FUSÃO DO EIXO ENTRE OS LATOS SEM GARANTIR CADA CAME PARA O BLOQUEIO CORRETO PARA AJUSTAR OS ESTÚDOS DE BLOQUEIO DE CAME
Remoção do Parafuso de Trava (B) Vire o Stud (A) uma volta completa para dentro ou para fora conforme necessário Coloque novamente e aperte o fuso (B) (fig. 3) Observação: Um anel de referência (C) é marcado em cada pino como guia para a
configuração original ou inicial.
6.3 SELEÇÃO DA ROSCA E ALIMENTAÇÃO (veja o diagrama de operação) Todas as roscas e alimentação são fornecidas nas tabelas de alimentação e de
roscas, instaladas na parte frontal da tampa da extremidade, configurando a alavanca do seletor de alimentação. (A) Operação de alimentação manual
O movimento do carro é feito pelo volante de avanço longitudinal (nº8),deslizante transversal pelo volante de avanço transversal (nº9) e porta-ferramenta pela alavanca de alimentação do porta-ferramenta (nº12). O carro é ancorado por girando a trava do carro no sentido horário. (B) Substituição de engrenagens de mudança.
Abra a tampa da extremidade primeiro e, em seguida, solte a porca sextavadado parafuso de aperto e o parafuso de fixação da estrutura oscilante para trocar a engrenagem do eixo da transmissão por outra. E a mudança da engrenagem acionada é feita soltando a porca de fixação do eixo da engrenagem 120T e 127T. é necessário que a folga adequada para intermediar as engrenagens em ambos os casos. (C) Operação de alimentação automática e troca de alimentação.
Em primeiro lugar, opere o seletor de direção de alimentação (No.3) nocabeçote. Em seguida, selecione um valor de alimentação, defina as posições de 4 alças de acordo com o gráfico de alimentação. Então, o seletor do eixo de alimentação (No. 20) é empurrado para fora e operado para cima, uma alimentação longitudinal pode ser obtida. Pelo contrário, se o seletor (No. 20) for empurrado para dentro e operado para baixo, através do avanço será obtido.
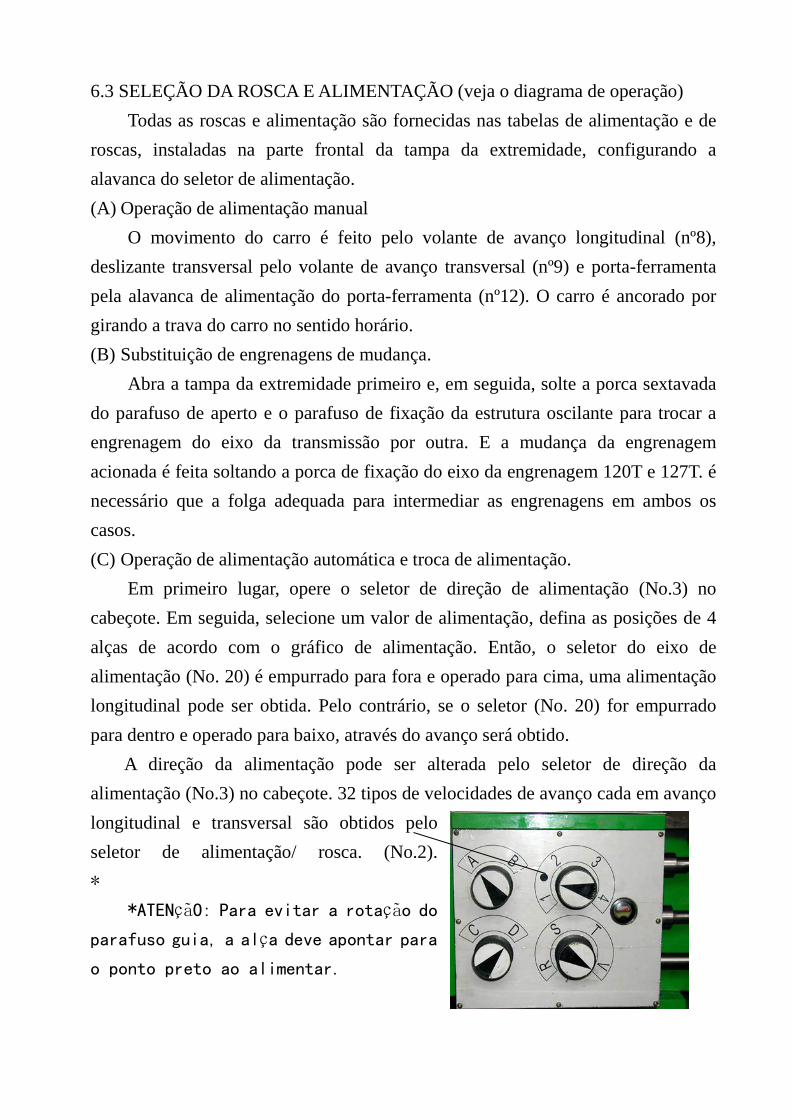
A direção da alimentação pode ser alterada pelo seletor de direção da alimentação (No.3) no cabeçote. 32 tipos de velocidades de avanço cada em avanço longitudinal e transversal são obtidos pelo seletor de alimentação/ rosca. (No.2).*
*ATENçãO: Para evitar a rotação do
parafuso guia, a alça deve apontar para
o ponto preto ao alimentar.
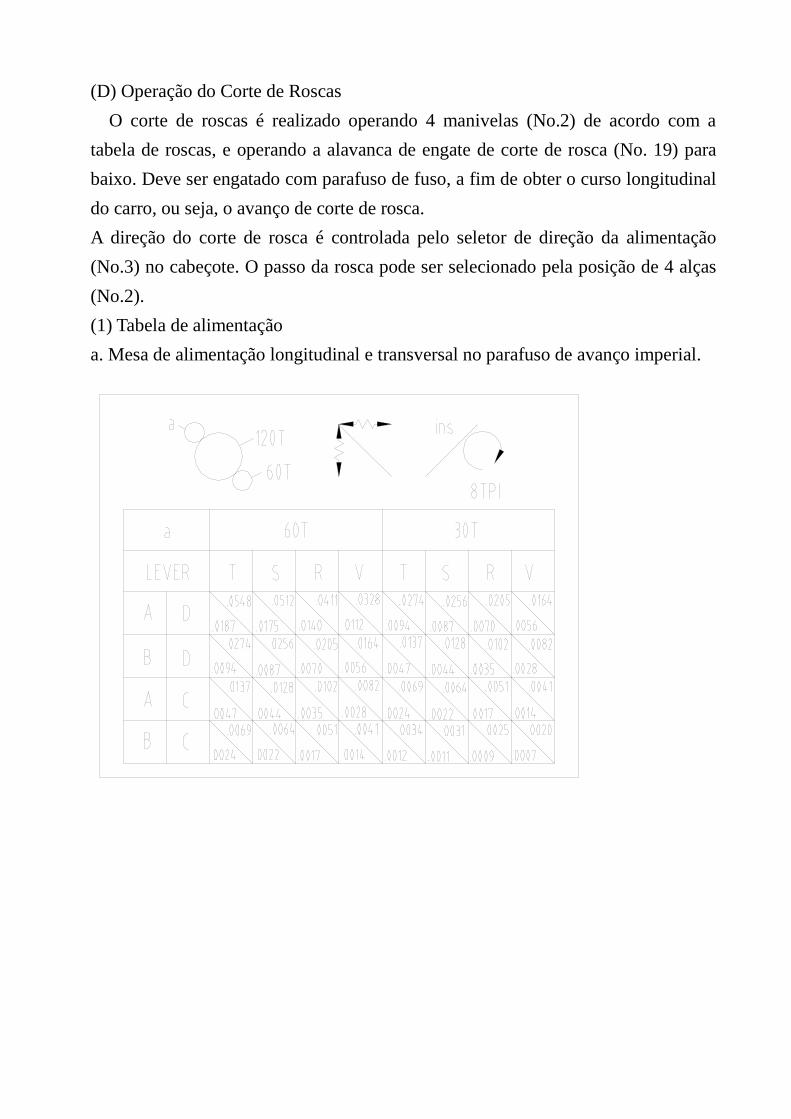
(D) Operação do Corte de RoscasO corte de roscas é realizado operando 4 manivelas (No.2) de acordo com a
tabela de roscas, e operando a alavanca de engate de corte de rosca (No. 19) para baixo. Deve ser engatado com parafuso de fuso, a fim de obter o curso longitudinal do carro, ou seja, o avanço de corte de rosca. A direção do corte de rosca é controlada pelo seletor de direção da alimentação (No.3) no cabeçote. O passo da rosca pode ser selecionado pela posição de 4 alças (No.2). (1) Tabela de alimentaçãoa. Mesa de alimentação longitudinal e transversal no parafuso de avanço imperial.

b. Mesa de alimentação longitudinal e transversal em parafuso de avanço métrico.
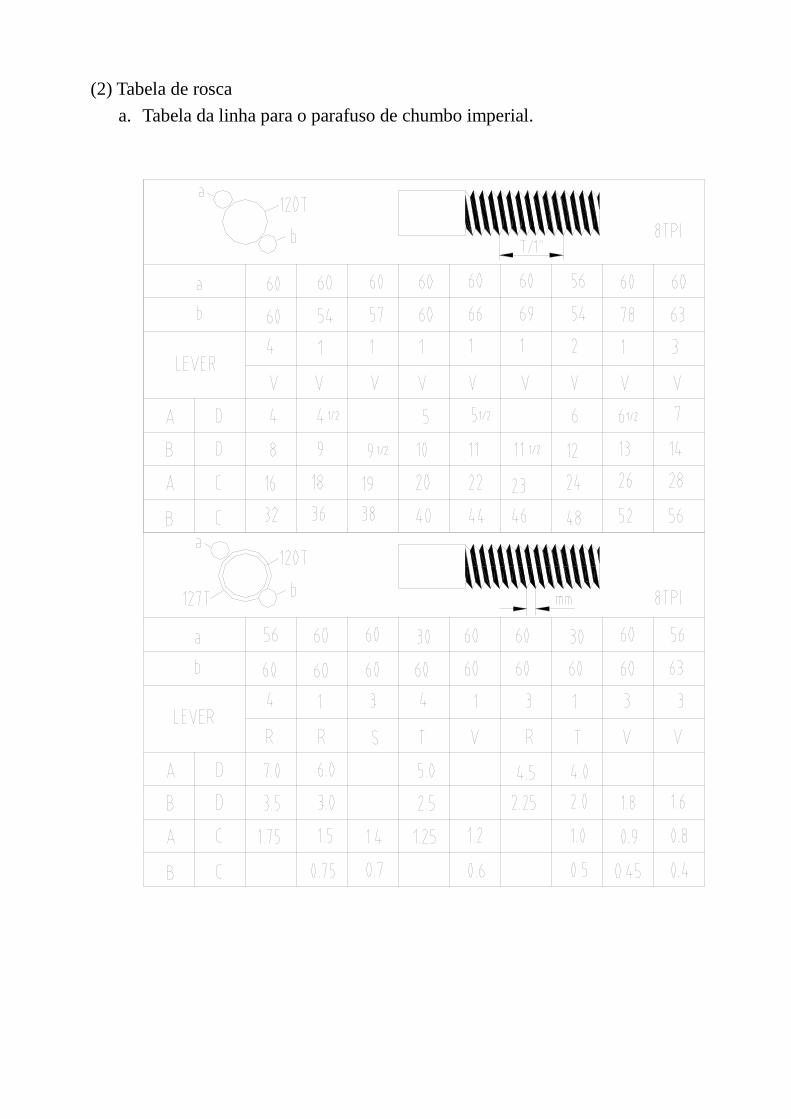
(2) Tabela de roscaa. Tabela da linha para o parafuso de chumbo imperial.

b. Tabela de rosca para parafuso de avanço métrico.

(E) Indicador de RosqueamentoO indicador do relógio de rosqueamento (nº 16) é instalado no lado direito da
placa. O indicador é usado para o corte de roscas para engatar com o parafuso de avanço. Para cortar linhas no gráfico, feche a porca do parafuso guia na linha indicada no mostrador, de acordo com a tabela indicadora. Certifique-se de que a linha de discagem apropriada coincide exatamente com o ponto fixo em cada passagem.
Para desgaste mínimo, o indicador do disco de rosca deve ser desengatado, girando a engrenagem da malha com o parafuso de avanço firmemente quando estiver em uso. a. LINHAS IMPERIAIS EM MÁQUINAS DE GUIA DO PAINEL IMPERIAL
OU LINHAS MÉTRICAS EM MÁQUINAS DE GUIA DO METEICOPara estas roscas recomenda-se que o indicador do anel de rosca seja usado,
isto permite que a meia porca do parafuso de avanço seja encaixada no final de cada passagem de rosca, desde que sejam reengajados de acordo com a tabela indicadora montada no lado esquerdo de a placa.
b. LINHAS IMPERIAIS EM MÁQUINAS DE GUIA DE LÍDER MÉTRICASOU FIOS MÉTRICOS EM MÁQUINAS DE GUIA DE CHUVEIROIMPERIAIS E PASSO DIAMÉTRICO, ROSCAS DE MÓDULO DEMÓDULO EM MÁQUINAS DE GUIA DE LÍDER IMPERIAIS OUMÉTRICAS
Para essas roscas, a meia porca é mantida engatada durante o corte de qualquer rosca. Isso envolve reverter todo o acionamento por meio da chave de avanço/ reversão do eixo-árvore (nº 3) em cada extremidade da passagem de rosqueamento, ao mesmo tempo em que alivia ou aumenta o corte conforme necessário.
7.ALINHAMENTO DO TORNO Quando o torno está instalado e pronto para uso, é recomendável verificar o
alinhamento da máquina antes de iniciar o trabalho. Alinhamento e nivelamento devem ser verificados regularmente para garantir
a precisão contínua. (A) Cabeçote
Se o cabeçote parecer que o alinhamento não está mais correto, faça o seguinte:
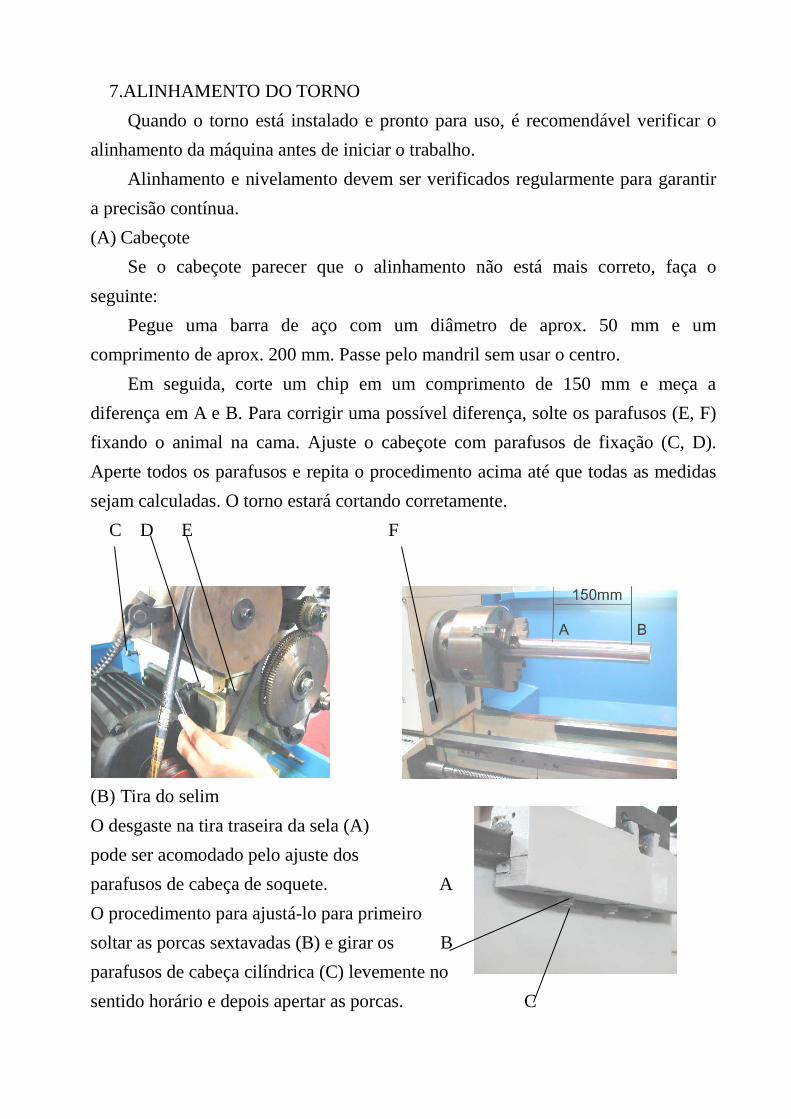
Pegue uma barra de aço com um diâmetro de aprox. 50 mm e um comprimento de aprox. 200 mm. Passe pelo mandril sem usar o centro.
Em seguida, corte um chip em um comprimento de 150 mm e meça a diferença em A e B. Para corrigir uma possível diferença, solte os parafusos (E, F) fixando o animal na cama. Ajuste o cabeçote com parafusos de fixação (C, D). Aperte todos os parafusos e repita o procedimento acima até que todas as medidas sejam calculadas. O torno estará cortando corretamente.
C D E F
(B) Tira do selim O desgaste na tira traseira da sela (A) pode ser acomodado pelo ajuste dos parafusos de cabeça de soquete. A O procedimento para ajustá-lo para primeiro soltar as porcas sextavadas (B) e girar os B parafusos de cabeça cilíndrica (C) levemente no sentido horário e depois apertar as porcas. C
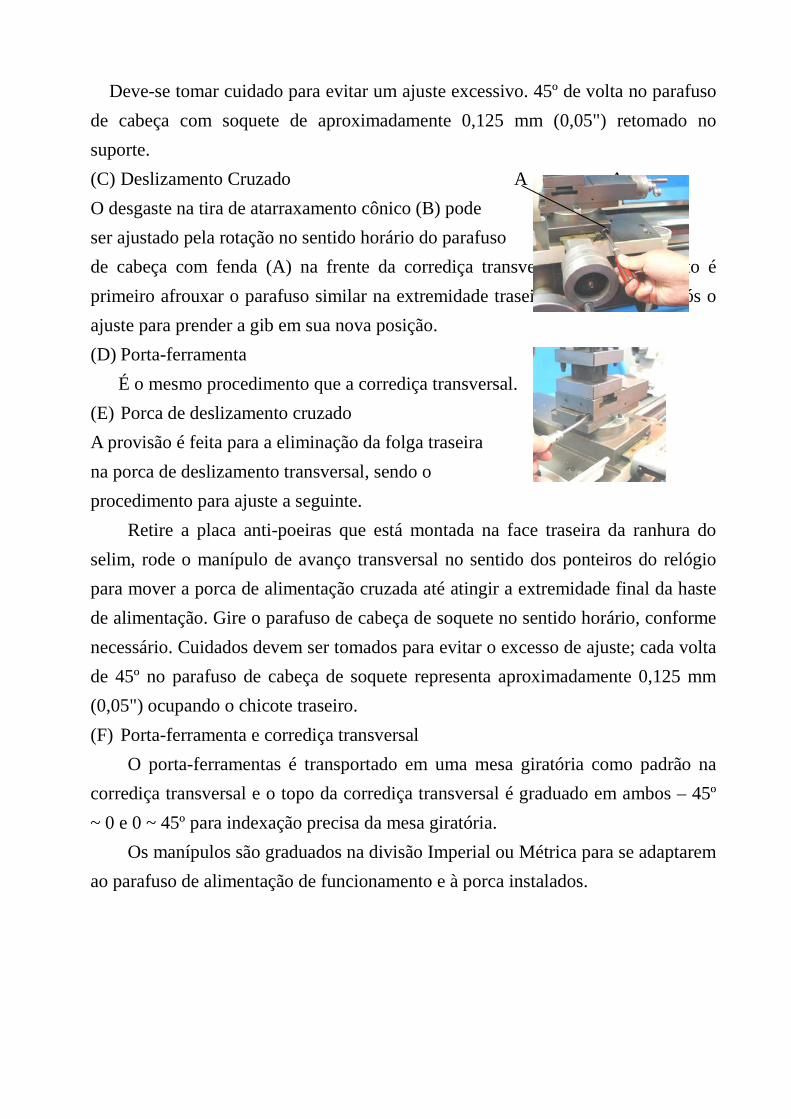
Deve-se tomar cuidado para evitar um ajuste excessivo. 45º de volta no parafuso de cabeça com soquete de aproximadamente 0,125 mm (0,05") retomado no suporte. (C) Deslizamento Cruzado A A O desgaste na tira de atarraxamento cônico (B) pode ser ajustado pela rotação no sentido horário do parafuso de cabeça com fenda (A) na frente da corrediça transversal. O procedimento é primeiro afrouxar o parafuso similar na extremidade traseira, reapertar este após o ajuste para prender a gib em sua nova posição. (D) Porta-ferramenta É o mesmo procedimento que a corrediça transversal. (E) Porca de deslizamento cruzado A provisão é feita para a eliminação da folga traseira na porca de deslizamento transversal, sendo o procedimento para ajuste a seguinte.
Retire a placa anti-poeiras que está montada na face traseira da ranhura do selim, rode o manípulo de avanço transversal no sentido dos ponteiros do relógio para mover a porca de alimentação cruzada até atingir a extremidade final da haste de alimentação. Gire o parafuso de cabeça de soquete no sentido horário, conforme necessário. Cuidados devem ser tomados para evitar o excesso de ajuste; cada volta de 45º no parafuso de cabeça de soquete representa aproximadamente 0,125 mm (0,05") ocupando o chicote traseiro. (F) Porta-ferramenta e corrediça transversal
O porta-ferramentas é transportado em uma mesa giratória como padrão na corrediça transversal e o topo da corrediça transversal é graduado em ambos – 45º ~ 0 e 0 ~ 45º para indexação precisa da mesa giratória.
Os manípulos são graduados na divisão Imperial ou Métrica para se adaptarem ao parafuso de alimentação de funcionamento e à porca instalados.
(G) Cabeçote móvel O cabeçote móvel pode ser ajustado para a produção de cones rasos ou para
realinhamento por meio do parafuso de fixação do cabeçote móvel que são montados em
cada lâmina do corpo do contraponto, um parafuso de localização similar é montado na
face traseira do corpo.
O ajuste de set-over é feito da seguinte forma: Solte o cabeçote móvel operando
a alavanca de fixação para baixo. Solte o parafuso de localização traseira.
Então, alternativamente, afrouxe um parafuso e aperte o outro até que a configuração desejada seja alcançada.
Aperte o parafuso de localização traseiro e o parafuso de fixação que está afrouxado antes e volte a colocar o cabeçote móvel.
A pena do cabeçote móvel é travada operando a alavanca de fixação da pena.

8.MANUTENÇÃO PREVENTIVA 8.1 INSPEÇÃO DIÁRIA Em princípio, o diário. A inspeção do torno é levada a cabo em base de cada turno. O trabalho de inspeção de acordo com o item 1.1 a seguir 1.1 Verifique antes de ligar o motor.
1) Limpeza da máquina: poeira, cavacos e outros artigos devem ser removidos da superfície de deslizamento da máquina para facilitar e suavizar as peças giratórias ou deslizantes. Todas as outras peças estáticas também devem ser limpas para evitar a corrosão.
2) Lubrificação e lubrificação: lubrificação regular deve ser feita todos os dias (consulte a folha do plano de lubrificação) para manter a máquina devidamente lubrificada.
3) Verifique todas as partes em execução não muito apertadas ou soltas. Rolamento de cabeçote, avanço longitudinal e cruzado, porta-ferramentas etc. seriam eximidos e ajustados com a mão ou adequação adequada.
4) Verifique a sensibilidade e confiabilidade de todas as alavancas de controle manual: Para testar a função de taxa de mudança de velocidade de alimentação do cabeçote e placa na caixa de velocidades e inspecionar sua partida, parada e frente e verso se eles são sensíveis e confiáveis ou não.
5) Fixação e figo do cabeçote, cabeçote móvel e porta-ferramentas, fixação justa entre o cabeçote móvel e a superfície do leito, ajuste de funcionamento próximo do fuso no contraponto, parafusos de fixação do porta-ferramentas e figos no cabeçote.
8.2 Verifique antes de ligar a máquina. 1) Para verificar o sistema de controle elétrico: Tente apertar o botão "ligado"
e "desligado" e examine cuidadosamente a sensibilidade de partida, parada e luz do piloto.
2) A sensibilidade e confiabilidade do dispositivo de controle mecânico: alavancas de controle para o fuso principal para frente e para trás, alimentação automática e troca de roscas devem ser sensíveis e confiáveis.
Dispositivos de controle automático para alimentação longitudinal e transversal, mudança de engrenagem, troca de roscas, transporte e mudança de direção do fuso também devem ser precisos.
3) Limitação de ruído e vibração: ao iniciar a velocidade máx. do fuso docabeçote em nenhuma base de carga, verifique o ruído e vibração se elesestão acima do limite especificado ou não.
4) Sistema de refrigerante: verifique a quantidade de óleo refrigerante e iniciea bomba de óleo para inspecionar sua função e vazamento.
5) Sistema de lubrificação.Examine todo o sistema de lubrificação com cuidado e assegure-se de quetoda a linha fluindo sem obstáculos.
8.3 Cuidado durante a operação:1) Temperatura do rolamento.
Aperte o rolamento principal com a mão e veja se a temperatura é normalou não.
2) Temperatura do motor:Para sentir a temperatura do rolamento do motor no caso de carga total.
3) ruído e vibração:Se você achar que o ruído e a vibração da máquina são anormais ouirregulares. Pare a máquina imediatamente para inspeção e ajuste.
4) Qualidade dos produtos:Se você descobrir que a qualidade dos produtos está fora do limite, pare amáquina imediatamente para encontrar as causas dos defeitos.
5) Assuntos de segurança:a. Deve parar a operação quando você deixar a máquina.b. Ao alterar a velocidade do fuso principal ou a velocidade de
alimentação, pare de funcionar primeiro.c. Todas as ferramentas e produtos são estritamente proibidos de serem
deixados na superfície deslizante da cama.

8.4 Verifique antes da operação1) Limpeza e junção de todas as ferramentas:Todas as ferramentas devem ser mantidas limpas primeiro e depoiscolocadas de volta na posição original.2) Posição apropriada do cabeçote móvel, transporte e
porta-ferramentas:Cabeçote móvel, transporte e porta-ferramentas devem estar posicionados na posição correta: 3) Limpeza da máquina:Todas as matérias oleosas, lascas, etc, na máquina devem ser removidascompletamente e colocar um óleo lubrificante fino na superfíciedeslizante da máquina para evitar a corrosão.
8.4.1 INSPEÇÃO SEMANAL 1) Sistema de lubrificação:Limpar todo o sistema de lubrificação e reabastecer com óleo lubrificantefresco.2) Sistema de arrefecimento:Limpar todo o sistema de arrefecimento e reabastecer com novo fluido dearrefecimento.3) Sistema de transmissão:Verifique o dano da correia de borracha e reajuste a resistência à traçãoda correia em V.
8.4.2 INSPEÇÃO MENSAL: 1) Desmonte e limpe toda a poeira, lascas e materiais estranhos das
peças móveis.2) Sistema elétrico: examine cuidadosamente a conexão de todos os fios
elétricos, terminais e interruptores, que ocasionalmente foramdanificados por chips ou outros.
8.4.3INSPEÇÃO SEMI-ANUAL: 1) Troque o óleo na caixa de câmbio:Remova o óleo usado da caixa de engrenagens do cabeçote, alimente ereabasteça com óleo fresco.2) Verifique o desgaste de todas as engrenagens nas engrenagens e na
embalagem:Inspecione o dano de todas as engrenagens em várias caixas. Eixo e
rolamentos e embalagem. Repare ou substitua se necessário. 3) Verifique o ajuste de folga do mecanismo de alimentação complicado:
Verifique o ajuste da folga entre a alavanca do parafuso dealimentação e a porca e o fuso do parafuso principal e a porca, estejameles corretos ou não.
4) A estabilidade do corpo da máquina:Aperte os parafusos da fundação do corpo da máquina no chão e deixe ocorpo estável.
8.4.5 INSPEÇÃO ANUAL: 1) Posicionamento e nivelamento:De acordo com o regulamento de inspeção, verifique novamente oposicionamento e o nivelamento após um ano de serviço.2) Inspeção quanto à precisão:De acordo com o regulamento, o trabalho de inspeção para precisão deve serverificado novamente, se a precisão estiver acima do limite especificado, oajuste ou alinhamento será feito de acordo.3) Inspeção dos rolamentos:Reexamine os materiais de isolamento e ajuste de folga a lubrificação de todosos rolamentos.4) Inspeção da aparência:
a. Se a tinta for descascada, repintar com a mesma cor.b. Verifique se as peças expostas foram danificadas, corroídas ou
deformadas, conserte-as ou substitua-as se necessário.

9.SOLUÇÃO DE PROBLEMASPROBLEMA CAUSAS PROVÁVEIS REMEDIAÇÃO
Superaquecimento do rolamento de cabeçote
1. O nível de óleo no cabeçote está muito baixoou muito alto.
Verifique o nível de óleo e reabasteça ou retire o óleo até o nível adequado.
2. Qualidade e viscosidadedo óleo estão erradas.
Substitua o óleo por um recomendado.
3. O óleo está muito sujo Substitua o óleo. 4. Orifício de óleo no mancal obstruído pelasujeira.
Remova a sujeira do orifício de óleo.
5. Rolamento obstruído porsujeira
Limpe o rolamento e renove-o.
6.Rolamento sem-fim inadequado.
Substitua o rolamento.
7. Carregador em posiçãoinapropriada.
Desmonte e remonte.
8. Fuso principal curvadoou suspenso.
Substitua o fusoprincipal.
9. Muita força naextremidade.
Ajuste a porca de impulso.
Vazamento de óleo da caixa de câmbio.
10. Plugue de dreno não apertado.
Remova, cimente a porca novamente; substitua e aperte.
11. Quebra de cabeçote. Soldagem especial reparada.
12. Vazamento da tampa docabeçote de extravasamento.
Aperte o parafuso da tampa ou substitua a junta.

13. Vazamento doalojamento do mancal dofuso de transbordamento.
Substitua o anel de óleo.
Excesso de ruído de vibração da máquina
14. Rolamento sem-fiminadequado.
Substitua o rolamento.
15. Rolamento sem-fiminadequado.
Substitua a engrenagem.
16. Eixo dobrado ou suspenso.
Substituir o eixo.
17. Perda dos parafusos defundação.
Aperte os parafusos de fundação.
Ruído 18. Grampo da peça detrabalho está frouxo.
Aperte o grampo.
19. Rolamento do fuso muito solto.
Ajuste o impulso do rolamento.
20. Cabeçote não estáapertado com bedway.
Aperte o parafuso do cabeçote.
21. Folga excessiva entre otransporte
Ajuste a braçadeira traseira do carro.
22. Folga excessiva emcorrediça cruzada oucomposta.
Ajuste a braçadeira traseira do carro.
23. O ângulo de corte daferramenta de corte não estácorreto.
Ferramentas de nova trituração para cortar ângulos.
24. Borda da ferramenta decorte está desgastada.
Ferramenta de corte de nova trituração.
25. Fraqueza da haste daferramenta e muito longapara extensão.
Substitua por ferramentas rígidas ou reinicie as ferramentas.

26. Ferramenta fixa aosuporte não apertada osuficiente.
Aperte a ferramenta novamente.
27. Desequilíbrios da peçade trabalho ou mandrilquando a em rotação de altavelocidade.
Equilibre ou reduza a rotação da velocidade do fuso.
28. Ponto frontal daferramenta de corte não naposição correta.
Reinicie a ferramenta de corte.
Ponto frontal da ferramenta de corte não na posição correta
29. Valor de alimentaçãomuito grande.
Reduza o tamanho do valor de alimentação.
30. Peça muito fina ou muito longa.
Use o descanso e ajuste a posição da ferramenta.
Precisão do produto falha. 31. Precisão falha nausinagem.
Verifique a precisão da correlação entreprodutos e máquinas.
Inquieto para segurar alavanca de mudança de marcha.
32. Mola do conjuntoquebrada ou muito fraca.
Ajuste o parafuso de ajuste ou substitua a mola.
Desvio de mandril com fuso principal.
33. Posição incorreta docame.
Ajuste o came e trave na posição correta.
Inquieto para cortar o fio 34. Folga excessiva do parafuso de avanço na direção axial.
Ajuste a porca de impulso do suporte do parafuso guia.
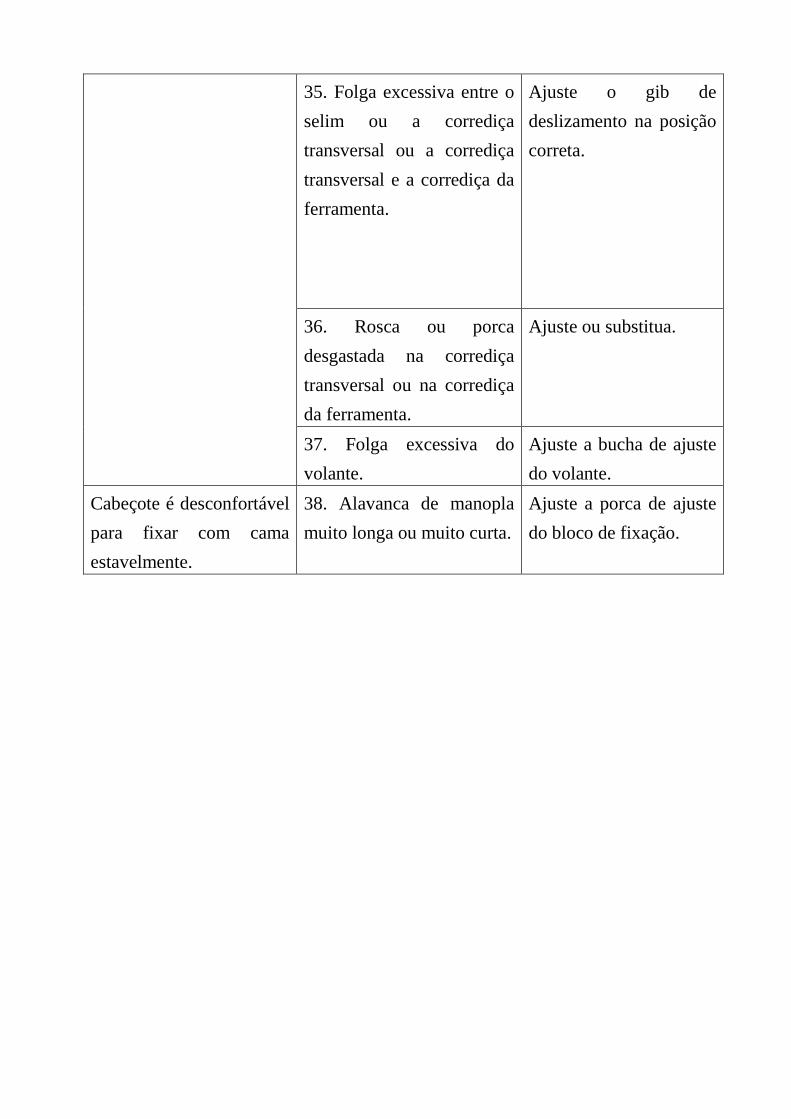
35. Folga excessiva entre o selim ou a corrediça transversal ou a corrediça transversal e a corrediça da ferramenta.
Ajuste o gib de deslizamento na posição correta.
36. Rosca ou porca desgastada na corrediça transversal ou na corrediça da ferramenta.
Ajuste ou substitua.
37. Folga excessiva do volante.
Ajuste a bucha de ajuste do volante.
Cabeçote é desconfortável para fixar com cama estavelmente.
38. Alavanca de manopla muito longa ou muito curta.
Ajuste a porca de ajuste do bloco de fixação.

CERTIFICADO DE GARANTIAA NTS DO BRASIL COMÉRCIO E SERVIÇOS DE MÁQUINAS E FERRAMENTAS LTDA. garante este produto nas condições expressas no Termo de Garantia abaixo.
No caso de garantia, este certificado deve ser entregue junto com a nota fiscal e seu produto na assistência técnica.
Declaro que recebi este produto completo e que efetuei a leitura do manual de instruções antes de operá-lo.
RECIBO DE ENTREGA TÉCNICA
PRODUTO
Nº DE SERIE Nº DA NOTA FISCAL DE COMPRA
VENDEDOR
CLIENTE/USUÁRIO
TELEFONE DE CONTATO
ENDEREÇO
CEP
DATA
REVENDEDOR
CIDADE UF
ASSINATURA DO CLIENTE

TERMO DE GARANTIA
A NTS do Brasil concede garantia contra qualquer defeito de fabricação aplicável nas
seguintes condições:
1. O início da vigência da garantia ocorre na data de emissão da nota fiscal de
venda do produto em questão.
2. O prazo de vigência da garantia é de 3 meses
3. A garantia não se aplica caso o produto seja utilizado em escala industrial e se
restringe exclusivamente à substituição e conserto gratuito das peças
defeituosas do produto.
Garanta sua garantia!
Preencha corretamente o Certificado de Garantia do produto, pois sem este a
garantia não será concedida.
Regras gerais de garantia
Qualquer anormalidade deverá ser reportada imediatamente à assistência
técnica autorizada, pois a negligencia de uma imperfeição, por falta de aviso e
revisão, certamente acarretará em outros danos, os quais não poderemos
assistir e, também, nos obrigará a extinguir a garantia. É de responsabilidade do
agente da assistência técnica a substituição de peças e a execução de reparos em
sua oficina. O agente também será responsável por definir se os reparos e
substituições necessários estão cobertos ou não pela garantia.

Itens não cobertos pela garantia:
1. Óleo lubrificante, bateria, graxa, combustíveis bem como consumíveis do equipamento e etc.;
2. Deslocamento de pessoal ou despesas de deslocamento do produto até o posto de assistência técnica .
3. Danos causados por fenômenos da natureza;
4. Danos pessoais ou materiais do comprador ou terceiros;
5. Manutenções rotineiras, como: 5.1 Limpeza do carburador, lavagem, lubrificação, verificações, ajustes, regulagens,
etc.; 5.2 Peças que requerem manutenção corriqueira, como: elemento de filtro de ar, vela de ignição, lonas e
pastilhas de freio, juntas, lâmpadas, disjuntores, cabos e baterias;
6. Peças de desgaste alto, como: rodas, câmaras de ar, amortecedores, discos de fricção, corrente, cora, rolamento,
entre outros.
7. Defeitos de pintura ocasionados pelas intempéries, alteração de cor em cromados, aplicação de produtos químicos
(combustíveis ou produtos não recomendados pela NTS do Brasil), efeitos de maresia ou corrosão;
8. Defeitos oriundos de acidentes, casos fortuitos ou de desuso prolongado.
9. Substituição do equipamento, motor ou conjuntos.
10. Arranhões, trincas, fissuras ou por má instalação e/ou qualquer outro tipo de dano causado ao equipamento
em razão da movimentação, transporte ou estocagem.
11. Defeitos e danos no sistema elétrico, eletrônico ou mecânico do equipamento oriundo da instalação de
componentes ou acessórios não recomendados pela NTS do Brasil.
12. Danos causados pela oscilação da rede elétrica.
13. Avaria decorrente do uso de tensão diferente da qual o produto foi criado. Atenção: Entende-se por
manutenções rotineiras, as substituições de peças e componentes em razão do desgaste natural. Estão cobertas pela
garantia, no entanto, as peças que comprovadamente apresentarem defeito de fabricação ou fadiga anormal de
material.
Extinção da garantia: A garantia será automaticamente extinta se:
1. Revisões e manutenções periódicas não forem realizadas;
2. O equipamento não for usado adequadamente (sobrecargas, acidentes, intempéries etc.)
3. O equipamento for utilizado para outros fins ou instalado de modo não apresentado no manual de instruções.
4. O equipamento for reparado por oficinas não autorizadas pela NTS do Brasil.
5. O tipo de combustível ou lubrificante especificados não forem utilizados, misturado incorretamente (motores de 2
tempos).
6. As peças originais forem substituídas/modificadas por outras não fornecidas pela NTS.
7. A estrutura técnica ou mecânica for modificada sem previa autorização da NTS do Brasil.
8. O prazo de validade estiver expirado.
9. O equipamento for usado para fins industriais, comerciais, de aluguel ou de uso intensivo.

www.NAGANOPRODUTOS.com.brImportado e distribuído por:
NTS DO BRASIL COMÉRCIO E SERVIÇOS DE MÁQUINAS E FERRAMENTAS LTDATEL. (11) 5089-2590
CNPJ: 05.984.457/0001-00