Embed Size (px)
Citation preview

SUMÁRIO
METALURGIA GERAL
1. SISTEMAS CRISTALINOS 1.1- Sistema Cristalino Cúbico de Corpo Centrado (CCC) 1.2- Sistema Cristalino Cúbico de Face Centrada (CFC) 1.3- Sistema Cristalino Hexagonal Compacto (HC)
01 01 02 02
2. LIGAS METÁLICAS 03 3. DIFUSÃO 03 4. NUCLEAÇÃO E CRESCIMENTO DE GRÃOS 04 5. DIAGRAMA DE FASE Ferro-Fe3C 05 6. CURVAS TEMPERATURA – TRANSFORMAÇÃO – TEMPO (TTT)
6.1- Apresentação das Curvas TTT 6.2- Fatores que Influenciam a Posição das Curvas TTT
07 07 09
7. CURVAS DE RESFRIAMENTO CONTÍNUO CCT 09 7.1 - Curvas CCT 09 7.2 - Fatores que Influenciam a Posição das Curvas CCT 10
METALURGIA DA SOLDAGEM
8. ASPECTOS TÉRMICOS DA SOLDAGEM 10 8.1 - Energia de Soldagem 10 8.2 - Ciclo Térmico e Repartição Térmica 11 8.3 - Fatores do Ciclo Térmico 13 9. ZONA FUNDIDA, TRANSFORMAÇÕES ASSOCIADAS À FUSÃO 15 9.1 - Volatilização 15 9.2 - Reações Químicas 15 9.3 - Absorção de Gases 16 9.4 - Diluição 16 10. SOLIDIFICAÇÃO DA ZONA FUNDIDA 17 10.1 - Epitaxia 17 10.2 - Crescimento Competitivo de Grãos 18 10.3 - Segregação 20 10.4 - Separação de Substâncias Insolúveis 20 11. PREAQUECIMENTO 21 12. PÓS-AQUECIMENTO 22 13. FISSURAÇÃO PELO HIDROGÊNIO OU FISSURAÇÃO A FRIO 22 13.1 - Mecanismo 22 13.2 - Carbono Equivalente 25 14. FISSURAÇÃO LAMELAR 26

1
15. FISSURAÇÃO A QUENTE 15.1- Fase Pré-fusível 15.2- Esforço de Contração
27 28 28
16. TENSÕES RESIDUAIS E DEFORMAÇÕES NA SOLDAGEM 29 16.1 - Analogia da Barra Aquecida 29 16.2 - Repartição Térmica e Plastificação 30
17. TRATAMENTOS TÉRMICOS 17.1- Tratamento Térmico de Alívio de Tensões 17.2- Normalização 17.3- Recozimento 17.4- Têmpera e Revenimento
32 32 32 33 33
18. PARTICULARIDADES INERENTES AOS AÇOS CARBONO
18.1- Classificação dos Aços Carbono 18.2- Soldagem de Aços Carbono
34 34 36
19. PARTICULARIDADES INERENTES AOS AÇOS DE BAIXA LIGA E MÉDIA LIGA
19.1- Classificação dos Aços-Liga 19.2- Aços de baixa e Média Liga 19.3- Soldagem dos Aços Cr-Mo
36 37 37 38
20. PARTICULARIDADES INERENTES AOS AÇOS DE ALTA LIGA 38 20.1- Classificação dos Aço Inoxidáveis 39 20.2- Diagrama de Schaeffler 40 20.3- Número de Ferrita 44

OBJETIVOS Através do estudo deste módulo o leitor deve tornar-se apto a: 1. Descrever os sistemas de formação de ligas metálicas e a influência dos elementos de liga; 2. Explicar em que consiste a difusão e como a difusão varia com a temperatura; 3. Descrever o fenômeno de crescimento de grãos na solidificação de ligas metálicas, e suas
influências; 4. Explicar detalhadamente cada fase do diagrama Fe-Fe3C; 5. Interpretar os diagramas TTT e CCT, identificando as microestruturas formadas, suas
características e os fatores que podem influenciá-los; 6. Explicar o conceito de energia de soldagem e os fatores que influenciam em seu cálculo; 7. Conhecer o ciclo térmico e a repartição térmica em uma junta soldada; 8. Indicar os fatores que influenciam as temperaturas máximas atingidas e a velocidade de
resfriamento na soldagem e suas influências; 9. Explicar as transformações associadas à fusão e à solidificação na soldagem e suas
conseqüências (Diluição); 10. Explicar em que consiste, quais as vantagens e desvantagens e o objetivo do pré e pós
aquecimento; 11. Explicar o mecanismo da fissuração pelo hidrogênio, indicando os fatores que a
influenciam e as formas de evitá-la; 12. Descrever o conceito de Carbono Equivalente; 13. Explicar o mecanismo da fissuração a quente, indicando os fatores que a influenciam
e as formas de se evitá-la; 14. Explicar em que consiste e como são originadas as deformações e as tensões residuais; 15. Explicar em que consiste e o objetivo do tratamento térmico de alívio de tensões,
normalização, recozimento, têmpera e revenimento; 16. Indicar como são classificados os aços carbonos, suas características de soldagem e suas
utilizações; 17. Indicar como são classificados os aços-liga e suas utilizações; 18. Descrever as características de soldagem dos aços Cr-Mo; 19. Descrever o diagrama de Schaeffler, descrevendo as limitações de suas regiões; 20. Explicar em que consiste e qual o objetivo do número de ferrita.
NOTAS IMPORTANTES: 1) Os objetivos assinalados em negrito e itálico NÃO são exigências para o inspetor de soldagem Nível 1 e, portanto, NÃO serão cobrados nas provas do curso e provas do exame de qualificação. 2) As partes do texto da apostila assinaladas com barras verticais NÃO são exigências para o inspetor de soldagem Nível 1 e, portanto, NÃO serão cobrados nas provas do curso e provas do exame de qualificação.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
1
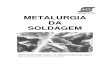
1. SISTEMAS CRISTALINOS Os metais no estado sólido apresentam estrutura cristalina, isto é, os átomos que o constituem são dispostos de uma maneira organizada e periódica. Existe, assim, uma disposição típica dos átomos que, se reproduzindo, constitui a estrutura cristalina de um dado metal. Esta disposição típica chama-se célula unitária. Nos modelos de estudo da estrutura cristalina dos metais, considerando-se os átomos como esferas, os átomos vibram em torno de suas posições de equilíbrio, definidas pela célula unitária. A vibração dos átomos é função da temperatura e será tanto maior quanto maior for a temperatura do metal. Existem três modelos principais pelos quais os átomos de um metal se ordenam: 1.1 - SISTEMA CRISTALINO CÚBICO DE CORPO CENTRADO (CCC) O sistema Cristalino Cúbico de Corpo Centrado está representado na figura 6.1.
Figura 6.1 - Célula Unitária do Sistema Cristalino Cúbico do Corpo Centrado (CCC) O cubo tem oito átomos dispostos nos vértices e um no centro. Como exemplo de metais que apresentam o sistema cristalino CCC, pode-se citar o ferro à temperatura ambiente, o titânio a alta temperatura e o cromo em qualquer temperatura.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
2
1.2 - SISTEMA CRISTALINO CÚBICO DE FACE CENTRADA (CFC) O Sistema Cristalino Cúbico de Face Centrada está representado na figura 6.2.
Figura 6.2 - Célula Unitária do Sistema Cristalino Cúbico de Face Centrada (CFC) O cubo tem oito átomos dispostos nos vértices e seis átomos dispostos no centro das faces. Como exemplo de metais que apresentam sistema cristalino CFC, pode-se citar o níquel, o alumínio e o cobre. As células unitárias dos metais deste sistema cristalino (CFC) possuem maior número de planos de maior densidade atômica que os metais CCC. Pelo fato das deformações plásticas se darem preferencialmente nos planos de maior densidade atômica, os metais do sistema cristalino CFC possuem maior tenacidade que os metais do sistema CCC. 1.3 - SISTEMA CRISTALINO HEXAGONAL COMPACTO (HC) O Sistema Cristalino Hexagonal Compacto está representado na figura 6.3.
Figura 6.3 - Célula Unitária do Reticulado Hexagonal Compacto (HC)

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
3
Como exemplo de metais que apresentam sistema cristalino HC pode-se citar o cobalto, o magnésio e o zinco. 2. LIGAS METÁLICAS A estrutura cristalina (rede) de um metal puro é, teoricamente, uniforme em todas as direções. À medida que existam impurezas ou átomos de natureza diferente do metal puro, como por exemplo, carbono, hidrogênio e oxigênio com relação aos átomos de ferro, estes se dispõem na região intersticial dos átomos de ferro, constituindo o que se chama solução sólida intersticial. Se, entretanto, os átomos de natureza diferente forem de dimensões semelhantes aos átomos do metal puro, estes vão deslocar os átomos de metal puro de seus lugares originais, constituindo o que se chama solução sólida substitucional (ver figura 6.4).
Figura 6.4 - Solução sólida intersticial e substitucional Em algumas ligas metálicas encontram-se átomos tanto em solução sólida intersticial como em solução sólida substitucional. A conseqüência da introdução de átomos de natureza diferente na estrutura cristalina do metal puro é a distorção da estrutura cristalina. Se a distorção da rede tornar mais difícil o deslizamento dos planos, pode-se dizer que o metal está mais resistente. Este é o principal mecanismo responsável pelo aumento da resistência do aço pela adição de elementos de liga. 3. DIFUSÃO O aumento na temperatura de um metal ou liga metálica no estado sólido, implica em uma maior vibração dos átomos em torno da sua posição de equilíbrio. Esta vibração proporciona a possibilidade de uma movimentação atômica no estado sólido, a que se chama de difusão e esta será tanto maior quanto maior for a temperatura. Cada átomo, portanto, pode se deslocar de sua posição inicial de equilíbrio por meio de vários mecanismos como, por exemplo, a troca de posição com outro átomo. A difusão tem particular importância quando átomos de elementos de liga são segregados em uma certa região de um material que foi submetido, por exemplo, a resfriamento rápido. Aquecendo-se o material a temperaturas adequadas haverá a movimentação dos átomos segregados de forma a se espalharem mais uniformemente ao longo da liga, permitindo assim propriedades mais homogêneas. Um exemplo em que isto ocorre é na soldagem de certos aços inoxidáveis austeníticos. A temperatura alcançada na zona afetada termicamente, por ocasião da soldagem, induz a formação de um composto de carbono e cromo (Cr23C6). Isto impede que os átomos de Cr fiquem em solução sólida na matriz de Fe, deixando a zona

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
4
afetada termicamente vulnerável à corrosão. A difusão pode ser usada para compensar este problema. No caso da junta soldada ser convenientemente aquecida, os átomos de Cr se movimentarão de forma a ocupar posições no interior dos grãos. Isto restaura a capacidade da zona afetada termicamente de resistir à corrosão. 4. NUCLEAÇÃO E CRESCIMENTO DE GRÃOS No estado líquido os átomos que constituem os metais não se dispõem de forma ordenada, isto é, não possuem estrutura cristalina que, como já foi visto, é uma característica dos metais no estado sólido. Quando um metal no estado líquido, em um processo de resfriamento lento e contínuo, atinge a temperatura de solidificação, algumas partículas sólidas, chamadas de núcleos, começam a se formar. Como a temperatura continua a ser diminuída, os núcleos formados crescem e novos núcleos são formados. O crescimento de cada núcleo individualmente gera partículas sólidas chamadas de grãos (ver figura 6.5).
Figura 6.5 - Nucleação e crescimento de grãos Todos os grãos têm a mesma estrutura cristalina e o mesmo espaçamento atômico. Entretanto, como cada grão cresce de forma independente, a orientação dos planos de cada sistema cristalino, isto é, de cada grão, é diferente. Portanto, os contornos de grão são regiões onde a ordenação dos átomos é abruptamente desfeita. Como conseqüência da desordem dos átomos, os metais se comportam freqüentemente de modo diferente nos contornos de grão. O arranjo e o tamanho dos grãos e as fases presentes em uma liga constituem o que se chama de microestrutura que é responsável pelas propriedades físicas e mecânicas da liga. A microestrutura é afetada pela composição química e pelo ciclo térmico imposto à liga. Muitas das propriedades das ligas metálicas em alta e baixa temperatura são regidas pelos contornos de grão. Nestas regiões os átomos não estão ordenados, existindo vazios que permitem mais facilmente a movimentação atômica. Devido a isto, a difusão ocorre, em geral, mais rapidamente nos contornos que no centro dos grãos. Em decorrência, as impurezas segregam nos contornos de grão, podendo formar fases que alterarão desfavoravelmente as

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
5
propriedades do material como, por exemplo, a redução de dutilidade ou aumento à susceptibilidade à trinca durante a soldagem ou tratamento térmico. Um dos efeitos do tamanho de grão é influenciar na resistência dos materiais. Na temperatura ambiente, quanto menor o tamanho de grão maior a resistência dos materiais, e, em altas temperaturas quanto menor o tamanho de grão, menor a resistência. Disto resulta que materiais de granulação fina comportam-se melhor em baixa temperatura e materiais de granulação grosseira em altas temperaturas. Por esse motivo, as estruturas dos metais e ligas são freqüentemente classificadas de acordo com o tamanho do grão. 5. DIAGRAMA DE FASE FERRO - Fe3C O ferro puro solidifica-se a 1535ºC em um sistema cristalino CCC, chamado de ferro delta. A 1390ºC o sistema CCC transforma-se em CFC sendo conhecido como ferro gama. A estrutura CFC permanece até a temperatura de 910ºC quando volta a ser CCC, sendo então denominada de ferro alfa. Chama-se de aço, fundamentalmente, uma liga de ferro-carbono com menos que 2% de C. Nos aços, a solução sólida de carbono em ferro delta chama-se de ferrita delta, a solução sólida de carbono em ferro gama chama-se de austenita e a solução sólida de carbono em ferro alfa chama-se ferrita alfa ou simplesmente, ferrita. A presença de carbono, assim como de outros elementos de liga, altera as temperaturas de mudança de fase, que são modificadas a cada composição química. Os diagramas de fase utilizados em Metalurgia apresentam as fases em equilíbrio a uma dada temperatura e à pressão atmosférica normal. O equilíbrio quase sempre é o estável, isto é, a fase apresentada é a mais estável. O diagrama Fe-Fe3C será estudado entre 0%C a 6,7%C. A composição de 6,7%C corresponde ao composto Fe3C chamado de cementita. Deve-se observar que a cementita não representa a fase mais estável. A fase mais estável seria a grafita. Como, porém, a decomposição da cementita em grafita é muito lenta o diagrama Fe-Fe3C é para efeitos práticos mais úteis e precisos. Supondo-se um processo de resfriamento lento e contínuo, os aspectos mais importantes de transformação de fase no aço carbono são abordados a seguir (ver figura 6.6).

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
6
CARBONO, PORCENTAGEM EM PESO
Figura 6.6 - Diagrama de equilíbrio Fe-Fe3C • Transformação de ferrita delta em austenita
Esta transformação do sistema cristalino, que no ferro puro ocorre a 1390º C, pode ocorrer nos aços a uma temperatura máxima de 1492º C, com o aumento de teor de carbono.
• Transformação de austenita em ferrita
No ferro puro, esta transformação de sistema cristalino (CFC para CCC) ocorre a 910º C. Entretanto, no aço, devido ao elemento de liga carbono, a transformação ocorre na faixa de temperatura entre A3 e A1 (ver figura 6.6). O limite superior, que corresponde a A3, varia de 910º C a 723º C. Por exemplo, o limite superior para um aço carbono com 0,10% de carbono é 870º C enquanto para um aço carbono com 0,50% de carbono é 775º C.
• Transformação de austenita em ferrita e cementita
A transformação de austenita em ferrita e cementita ocorre à temperatura de 723º C, que corresponde à linha A1, independente do teor de C. Esta temperatura é conhecida como temperatura eutetóide. A liga com 0,8% de carbono é chamada eutetóide, composta essencialmente de perlita (ferrita + cementita). Abaixo de 0,8% de carbono chamam-se hipoeutetóide e entre 0,8% e 2% de carbono chama-se hipereutetóide.
(0,8)

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
7
• Transformação de austenita em cementita Esta transformação ocorre no aço na faixa de temperatura entre Acm e A1, variando com o teor de carbono. O limite superior que corresponde a Acm varia de 1147º C a 723º C. Por exemplo, o limite superior para um aço carbono com 2%C é 1147º C, enquanto para um aço carbono com 0,8%C é 723º C. Deve-se observar que a austenita pode dissolver até 2% de carbono em solução sólida. Entretanto, a ferrita pode dissolver no máximo 0,025%C. Como abaixo de A1, toda a austenita se transforma, o carbono precipitado, isto é, que não ficou dissolvido na ferrita, se combina com o ferro formando um composto intermetálico denominado de cementita (Fe3C). A cementita contém cerca de 6,67%C e se precipita em lamelas nos grãos de ferrita. Estes grãos são chamados de perlita.
É preciso observar que as transformações mostradas no diagrama Fe-Fe3C se processam quando a velocidade de resfriamento é muito baixa, isto é, as transformações se processam lentamente. Quando ocorre um resfriamento rápido de material com microestrutura austenítica pode-se obter uma fase super saturada em carbono chamada de martensita. A martensita é uma fase meta-estável formada durante o resfriamento rápido a partir da austenita. Chama-se de têmpera ao resfriamento rápido que permite a formação da martensita. A martensita cristaliza-se no sistema tetragonal de corpo centrado, possuindo uma microestrutura acicular. A martensita é muito frágil e apresenta dureza muito elevada. 6. CURVAS TEMPERATURA-TRANSFORMAÇÃO-TEMPO (TTT) 6.1 - APRESENTAÇÃO DAS CURVAS TTT O diagrama de fase Fe-Fe3C, embora seja de grande utilidade, não fornece informações acerca da transformação da austenita em condições diferentes das condições de equilíbrio. Por exemplo, com o diagrama Fe-Fe3C não se tem informações acerca das velocidades de resfriamento necessárias para temperar o material ou a que temperatura se dá esta transformação. Uma maneira de se obter estes dados é através da utilização de um diagrama de transformação isotérmica ou diagrama TTT (ver figura 6.7), que é obtido pelo resfriamento da austenita a temperaturas constantes e sua transformação determinada ao longo do tempo.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
8
Figura 6.7 - Diagrama TTT - Aço Carbono 0,8%C O exame desta curva para o aço com 0,8% de C revela o seguinte: • a linha horizontal, na parte superior do diagrama, representa a temperatura eutetóide, isto
é, a linha A1 à temperatura de 723º C; • a linha I indica o tempo necessário, em função da temperatura, para que a transformação
da austenita em perlita se inicie; • a linha F indica o tempo necessário, em função da temperatura, para que a transformação
da austenita em perlita se complete; • a transformação demora para se iniciar e se completar, à temperatura logo abaixo da
crítica; em outras palavras, a velocidade de transformação é baixa inicialmente; • o tempo para a transformação se iniciar e se completar é cada vez menor à medida que
decresce a temperatura, até que, no ponto P, tem-se o mais rápido início de transformação; • abaixo do ponto P, aumenta novamente o tempo para que a transformação se inicie, ao
mesmo tempo que a velocidade de transformação decresce;

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
9
• finalmente, à temperatura aproximadamente de 200º C, a linha Mi e mais abaixo a linha Mf, indicam o aparecimento de martensita, a qual tem lugar instantaneamente, independente, portanto, do tempo. Assim, a cerca de 200º C, a martensita aparece, em percentagens crescentes a partir de Mi, até constituir, à temperatura correspondente a Mf, a totalidade do produto de transformação.
Os constituintes resultantes da transformação da austenita nas diferentes faixas de temperatura aparecem na seguinte seqüência: (a) logo abaixo de A1, zona em que a velocidade de transformação é muito baixa, forma-se a
perlita grossa, que possui lamelas largas e baixa dureza; (b) a medida em que a temperatura cai, na proximidade do ponto P, a perlita que se forma
adquire lamelas cada vez mais finas e é chamada de perlita fina; (c) entre o ponto P e o início de formação da martensita, novamente há necessidade de um
tempo mais longo para a transformação da austenita. Nesta faixa de temperatura o produto de transformação resultante varia de aspecto, desde um agregado de ferrita em forma de pena e carboneto de ferro muito fino, até um constituinte em forma de agulhas. Todas essas estruturas são designadas por bainita. A bainita tem maior dureza que a perlita fina.
Deve-se observar que para cada aço, isto é, para aços de diferentes composições, existem curvas TTT diferentes. Outra limitação é que o diagrama é levantado a partir de transformações isotérmicas. 6.2 - FATORES QUE INFLUENCIAM A POSIÇÃO DAS CURVAS TTT A posição da curva TTT é influenciada pelos seguintes fatores: • Teor de carbono - quanto maior o teor de C, até a percentagem de 0,8%, mais para a
direita ficará deslocada a curva TTT. • Teor de elementos de liga - quanto maior os teores de elementos de liga, com exceção do
Co, mais para a direita ficará deslocada a curva TTT. • Tamanho de grão e homogeneização da austenita - quanto maior o tamanho de grão da
austenita e quanto mais homogêneo for o grão mais deslocada para a direita ficará a curva TTT.
A conseqüência mais importante do deslocamento da curva TTT para a direita, consiste na maior facilidade de se obter a estrutura martensítica. Diz-se que um aço A é mais temperável que um aço B, quando a curva TTT de A está deslocada para a direita em relação a curva TTT de B, isto é, com menores velocidades de resfriamento se atinge a estrutura martensítica em A. 7. CURVAS DE RESFRIAMENTO CONTÍNUO - CCT (CONTINUOS COOLING TRANSFORMATION) 7.1 - CURVAS CCT As informações dadas pelos diagramas TTT não se aplicam integralmente às condições de soldagem, devido as suas condições particulares de distribuição de energia e temperaturas elevadas no processo. A figura 6.8 mostra o diagrama CCT para o aço SAE 1050, sua análise é feita da mesma forma que no item 6.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
10
Figura 6.8 - Diagrama CCT para o aço SAE 1050, austenitizado a 850ºC por 30 min. 7.2 - Fatores que influenciam a posição das curvas CCT A posição da curva CCT é influenciada pelos mesmos fatores e maneiras expostos em 6.2., e além do mais, processos de soldagem com maior aporte de calor e extensão da curva de repartição térmica aumentam o tamanho de grão, com conseqüente deslocamento das curvas para a direita. 8. ASPECTO TÉRMICO DA SOLDAGEM 8.1 - Energia de Soldagem O conceito de energia de soldagem é muito importante no estudo do aspecto térmico da soldagem. Define-se a energia de soldagem como a razão entre a quantidade de energia dispendida na soldagem e a velocidade de avanço da poça de fusão. A velocidade de avanço exprime o comprimento de solda executado em cada passe na unidade de tempo.
E fV I
v= ×
× (Soldagem a arco elétrico)
Onde: E - energia de soldagem (joule/milímetro) f - eficiência de transmissão de calor (%) V - tensão (volt) I - corrente (ampère) V - velocidade de avanço (milímetro/segundo)
E fPV
= × (Soldagem a gás)
Onde: E - energia de soldagem (joule/milímetro) f - eficiência de transmissão de calor (%) P - potência dispendida pela fonte de calor na soldagem (watt) V - velocidade de avanço (milímetro/segundo)

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
11
A energia de soldagem é característica do processo de soldagem empregado. O processo Eletroescória, por exemplo, possui elevada energia de soldagem, visto que a velocidade de deslocamento da poça de fusão é muito lenta. 8.2 - CICLO TÉRMICO E REPARTIÇÃO TÉRMICA Considere um ponto da junta soldada, definido pela sua distância ao centro da solda e pela sua posição em relação a espessura. O calor da operação de soldagem provoca, neste ponto, variações de temperatura como indica a figura 6.9. TEMPERATURA (θ)
Figura 6.9 - Ciclo térmico no ponto A A variação de temperatura em função do tempo, θ = f(t) num determinado ponto da junta soldada é o ciclo térmico no ponto considerado. A curva permite a determinação de: θm - temperatura máxima atingida tp - tempo de permanência acima de uma certa temperatura, por exemplo: θc Vθ - velocidade de resfriamento à temperatura θ tr - tempo de resfriamento entre as temperaturas θ1 e θ2 Analisando todos os pontos, é possível se obter as temperaturas máximas atingidas em função da distância ao centro da solda θm = f(x) (figura 6.10). Esta função é a repartição térmica para a reta considerada (no centro da solda). Estabelecido o regime de soldagem, a repartição térmica mantém a sua forma ao longo do cordão de solda.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
12
Figura 6.10 - Repartição térmica Com as duas funções, torna-se viável o estudo das transformações metalúrgicas no estado sólido ocorrente numa junta soldada. O ciclo térmico possibilita a interpretação ou previsão das transformações, enquanto que a repartição térmica permite determinar a extensão das zonas onde se passam tais fenômenos. As curvas temperatura-tempo levantadas em diversos pontos ao longo de uma perpendicular à solda têm a forma da figura 6.11. À medida que o ponto considerado se afasta da solda, as temperaturas máximas são decrescentes e atingidas com um certo atraso. O tempo de permanência acima de uma certa temperatura decresce no mesmo sentido.
Figura 6.11 - Ciclos térmicos em diversas distâncias da solda Teoricamente as velocidades de resfriamento decrescem à medida que a distância x aumenta. Entretanto do ponto de vista prático e para a faixa de temperatura onde ocorrem os fenômenos de têmpera, pode-se considerar a velocidade de resfriamento - ou o tempo de resfriamento - como constante em toda extensão da zona afetada termicamente.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
13
8.3 - FATORES DO CICLO TÉRMICO A temperatura máxima e a velocidade de resfriamento, calculadas pelas fórmulas abaixo, são os parâmetros principais do ciclo térmico.
θm = ××
−
22
12
παλe x
EC E
xE
;
Vθ =−2 2πλ θ θ( )o
E , para peças espessas (t > 40 mm);
Vθ ( )
=−2 0
3 2
2
πλ θ θC tE
. , para peças finas.
Onde: θm - temperatura máxima atingida α - coeficiente de troca térmica superficial Vθ - velocidade de resfriamento λ - condutibilidade térmica C - capacidade térmica volumétrica x - distância ao centro da solda e - base dos logaritmos neperianos θ - temperatura na qual se calcula a E - energia de soldagem velocidade de resfriamento t - espessura θo - temperatura inicial da peça Da análise dessas fórmulas, pode-se concluir que: • a temperatura máxima atingida e a velocidade de resfriamento dependem das propriedades
físicas do material que está sendo soldado; • a temperatura máxima atingida varia diretamente com a energia de soldagem, isto é,
quanto maior a energia de soldagem maior será a temperatura máxima atingida. É importante observar que o aumento da temperatura inicial da peça equivale, simplificadamente, a um aumento da energia de soldagem;
• a temperatura máxima atingida varia inversamente com a distância ao centro da solda, isto
é, quanto mais afastado da solda estiver o ponto considerado, menor será a temperatura máxima atingida.
• a velocidade de resfriamento varia inversamente com a temperatura inicial da peça que
está sendo soldada, isto é, quanto maior a temperatura inicial da peça, menor a velocidade de resfriamento. A influência da temperatura inicial é mais significativa em peças de pequena espessura;
• a velocidade de resfriamento varia diretamente com a espessura da peça que está sendo
soldada, isto é, quanto maior a espessura maior a velocidade de resfriamento. Entretanto, a variação tem um limite. A partir de uma determinada velocidade de resfriamento, por mais que se aumente a espessura, a velocidade de resfriamento não se altera. A velocidade de resfriamento limite varia com a energia de soldagem (ver figura 6.12).

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
14
Figura 6.12 - Influência da energia de soldagem e da espessura no tempo de resfriamento
• a velocidade de resfriamento varia inversamente com a energia de soldagem, isto é, quanto
menor a energia de soldagem maior a velocidade de resfriamento. A influência da energia de soldagem na velocidade de resfriamento é maior em espessuras finas.
• a velocidade de resfriamento varia com a forma geométrica das peças. A figura 6.13 mostra
os coeficientes de correção para a energia de soldagem e a espessura da peça a serem empregados no cálculo da velocidade de resfriamento, em função da geometria das juntas.
Figura 6.13 - Coeficiente de correção para a energia de soldagem e espessura da peça em função das
geometrias das juntas.
1/2 2/3 3/2 1
1 3/2

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
15
• O processo de soldagem define a energia de soldagem e, portanto, influencia tanto a temperatura máxima como a velocidade de resfriamento.
Deve-se observar que quanto maior é a temperatura máxima atingida, maior é a extensão da zona afetada termicamente e que quanto menor é a velocidade de resfriamento, menor é a possibilidade de têmpera.
9. ZONA FUNDIDA. TRANSFORMAÇÕES ASSOCIADAS À FUSÃO Chama-se de fusão para um determinado metal, a sua passagem do estado sólido para o estado líquido. Essa transformação se dá com aumento de calor ou energia térmica. Durante a fusão, o metal passa por um processo de aquecimento. Durante a breve permanência no estado líquido, a solda sofre alterações em sua composição química que podem ser atribuídas às seguintes causas: 9.1 - VOLATILIZAÇÃO A perda de metal fundido é considerável, quando a pressão de vapor do metal é elevada na temperatura de soldagem. Se a temperatura de soldagem é próxima do ponto de fusão, as perdas são desprezíveis, como é o caso da soldagem a gás ou TIG de metais considerados voláteis como o chumbo e o magnésio. Na soldagem com eletrodo revestido ou MIG, onde a temperatura é elevada, as perdas por volatilização podem ser apreciáveis. Estas perdas, além de acarretarem problemas de higiene, alteram a composição química da solda. Um bom exemplo é a volatilização do titânio, que impede o seu uso como elemento estabilizante de soldas de aço inoxidável austenítico. O manganês, o ferro, o cromo e o alumínio, se comportam semelhantemente, porém, em menor intensidade. Além da temperatura, a volatilização depende também do tempo de permanência em alta temperatura. Assim, a transferência rápida de metal por pulverização (MIG) é menos favorável à perda do que a transferência por gotas da soldagem com eletrodo revestido. 9.2 - REAÇÕES QUÍMICAS As reações químicas no metal líquido são prejudiciais quando provocam o desprendimento de gases. A reação entre o óxido de ferro e o carbono do aço (FeO + C Fe + CO) tem grande influência na qualidade das soldas. O óxido de ferro pode se formar em virtude do contato do metal líquido com a atmosfera (por exemplo: na raiz de soldas não protegidas) ou do contato com gases ativos (por exemplo: processo MAG). Os aços efervescentes têm a tendência de reiniciar a reação mostrada acima por ocasião da soldagem, a menos que atuem agentes desoxidantes. Os agentes desoxidantes, possuindo alta afinidade com o oxigênio, têm a função de reagir com o oxigênio, preferencialmente ao carbono, com o produto da reação sendo escorificado. Têm essa função os elementos de adição (manganês, silício, alumínio, etc...) presentes no revestimento ou na alma dos eletrodos na soldagem a arco. Na ausência de elementos desoxidantes e com a solidificação rápida da solda o monóxido de carbono formado pela reação entre o óxido de ferro e o carbono fica retido provocando a porosidade. Os valores elevados dos limites de escoamento e resistência da zona fundida na soldagem com eletrodo revestido, MIG e arco submerso, são conseqüência da adição de elementos desoxidantes. Quando a adição é exagerada, como pode acontecer na soldagem a arco submerso, os teores elevados de Mn e Si aumentam a resistência (dureza) das soldas predispondo-as à corrosão sob tensão pelo H2S + H2O.
→ ←

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
16
Merecem destaque as reações entre escória e metal líquido que possibilitam a adição de elementos de ligas a partir de ferro-ligas presentes nos revestimentos e fluxos. É o caso dos eletrodos revestidos de aço carbono e aços liga, que são todos produzidos com alma de aço carbono efervescente. 9.3 - ABSORÇÃO DE GASES O metal líquido da solda pode dissolver gases, notadamente o hidrogênio, resultante da decomposição do vapor d'água no arco elétrico. O vapor d'água provém da umidade absorvida pelos fluxos e eletrodos, da água de cristalização de alguns componentes e dos produtos da combustão de substâncias orgânicas constitutivas dos revestimentos. A variação de solubilidade, como indica a figura 6.14, e a rapidez da solidificação, na soldagem a arco, provocam a super saturação da solda em hidrogênio. Nessa condição, pode ocorrer a fissuração a frio (ou sob cordão) como será visto no item 13.1. Após o resfriamento, o hidrogênio tende a se liberar espontaneamente. Isto se dá lentamente à temperatura ambiente e bem mais rápido à temperatura elevada.
Figura 6.14 - Curvas de Sieverts. Variação da solubilidade de hidrogênio com a temperatura.
9.4 - DILUIÇÃO A composição química de uma solda não é a mesma que a composição química especificada para o metal de adição depositado, devido a participação do metal de base na constituição da zona fundida. O coeficiente de diluição ou simplesmente diluição indica a participação do metal de base na constituição da zona fundida (ver figura 6.15). A - área da seção transversal da zona fundida. B - área de participação do metal de base na seção transversal da zona fundida. d - diluição.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
17
Figura 6.15 - Diluição A diluição é função do processo e do procedimento de soldagem. Por exemplo, com eletrodo revestido a diluição é da ordem de 10 a 30%, enquanto que na soldagem a arco submerso pode atingir 80%. A extrapolação das propriedades dos metais de adição é geralmente comprometida pela diferença de diluição entre a preparação dos corpos de prova de avaliação de propriedades do metal de adição, e as soldas propriamente ditas. Daí a necessidade de simulação e teste do procedimento de soldagem antes da fabricação de equipamentos. Na soldagem de metais dissimilares, a diluição é um dado indispensável para a previsão dos constituintes e propriedades da solda. Um exemplo clássico é o emprego do diagrama de Schaeffler na soldagem dos aços inoxidáveis, que será discutido adiante. 10. SOLIDIFICAÇÃO DA ZONA FUNDIDA Chama-se de solidificação para um determinado metal, a sua passagem do estado líquido para o sólido. Essa transformação se dá com a perda de calor. Durante a solidificação o metal passa por um processo de resfriamento. 10.1 - EPITAXIA Durante a solidificação de uma peça fundida, o molde tem a função de resfriador não influenciando a formação da granulação do material, que vai depender principalmente da velocidade de resfriamento e do número de núcleos (ver figura 6.5). Em soldagem, porém, a estrutura de solidificação se desenvolve como um prolongamento dos grãos da zona de ligação. Os grãos se solidificam adotando a mesma orientação cristalina e o tamanho dos grãos parcialmente fundidos ou não fundidos. Os contornos de grão ultrapassam a zona de ligação, assegurando a continuidade metálica ao nível da estrutura cristalina (ver figura 6.16).

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
18
Figura 6.16 - Influência da orientação dos grãos do metal de base sobre a estrutura de
solidificação da zona fundida. Este comportamento, conhecido como epitaxia, mostra que o tamanho de grão da zona fundida depende diretamente da granulação da zona afetada termicamente, que por sua vez é grosseira em virtude do superaquecimento a que é submetida. 10.2 - CRESCIMENTO COMPETITIVO DE GRÃOS A partir da orientação, pré-determinada pelo metal de base, os grãos obedecem a um crescimento competitivo. Os grãos que dispõem da orientação principal perpendicular às isotermas (curvas traçadas por pontos à mesma temperatura) crescem com maior facilidade que os demais (figura 6.17).

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
19
Figura 6.17 - Crescimento competitivo dos grãos Assim, a zona fundida, além da granulação grosseira, tem uma estrutura orientada conforme a curvatura das isotermas e a velocidade da fonte de calor ou, com maior precisão, da relação entre a velocidade de soldagem e a velocidade de solidificação (figura 6.18).
Figura 6.18 - Orientação da estrutura da zona fundida em função da velocidade de soldagem
A granulação grosseira e a orientação da estrutura exercem uma influência marcante sobre as propriedades mecânicas da zona fundida. Torna-se mais fácil a propagação da fratura frágil (transgranular), que se constata pela diminuição da tenacidade. A segregação da zona fundida pode ocupar uma posição desfavorável em relação às tensões de contração da solda. Também, descontinuidades do metal de base - por exemplo, a dupla laminação -podem se propagar pelo metal fundido em direção à superfície da peça. É óbvio que essas considerações se referem à soldagem em um só passe. A regeneração estrutural, conseguida com a soldagem em vários passes, atenua estes inconvenientes.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
20
10.3 - SEGREGAÇÃO O diagrama de equilíbrio mostra que à medida que a solidificação progride, o líquido se enriquece em impurezas ou elementos de liga (ver figura 6.19). Figura 6.19 - Segregação da zona fundida: A - Segregação; B - Propagação de uma
segregação (ou defeito) pré-existente. A segregação de fases de ponto de fusão (ou resistência) mais baixo que a solda é, geralmente, a causa da fissuração a quente, como será visto adiante. A zona fundida, com grãos envolvidos por um filme líquido, não tem resistência mecânica suficiente para suportar as tensões de contração da solda. É caso, por exemplo, das soldas de aço carbono com teor de enxofre elevado e do aço inoxidável tipo AISI-347, onde a fase pré-fusível é constituída de Nb, C e N. Observe que a estrutura de uma solda de deposição lenta (figura 6.18), para uma mesma geometria de junta é mais favorável à segregação e à fissuração a quente. Porém, em uma solda de deposição rápida (figura 6.18), a segregação e a fissuração a quente podem ocorrer no eixo do cordão, atingindo um grande comprimento. 10.4 - SEPARAÇÃO DE SUBSTÂNCIAS INSOLÚVEIS O metal fundido pode conter substâncias dissolvidas que se separam durante a solidificação. É o caso, por exemplo, do hidrogênio ou mesmo do monóxido de carbono produzido pela reação do carbono com óxido de ferro. Esses gases podem ser eliminados ou produzir inclusões de aspecto particular, dependendo da relação entre a velocidade de solidificação e taxa de separação líquido-gás (figura 6.20).

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
21
Figura 6.20 - Mecanismo de formação da porosidade A porosidade vermicular evidencia a orientação de solidificação da solda. Ela ocorre, por exemplo, na soldagem dos aços efervescentes (não desoxidados) ou quando da utilização dos eletrodos de baixo hidrogênio por soldadores não qualificados. Quando a substância insolúvel é um sólido ou líquido, a composição química varia periodicamente resultando na formação de camadas destas segregaçães na zona fundida. 11. PREAQUECIMENTO O preaquecimento consiste no aquecimento da junta numa etapa anterior à soldagem. Tem como principal efeito reduzir a velocidade de resfriamento da junta soldada, permitindo desta forma: • evitar a têmpera, isto é, a formação de martensita; e • aumentar a velocidade de difusão do hidrogênio na junta soldada. O preaquecimento faz com que a junta soldada atinja temperaturas ligeiramente mais elevadas e que permaneça nestas temperaturas por mais tempo. Isto permite que o hidrogênio dissolvido, em sua maior parte na austenita, tenha possibilidade de se difundir. Intensiona-se com o preaquecimento evitar a formação de martensita, assim como reduzir a possibilidade à fissuração pelo hidrogênio. O preaquecimento influencia também as tensões de contração da junta soldada. As tensões de contração normalmente diminuem com o preaquecimento. Entretanto, se a junta possui um alto

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
22
grau de restrição, as tensões de contração podem ser aumentadas, por preaquecimento localizado, aumentando a possibilidade da fissuração. O preaquecimento tem como desvantagem aumentar a extensão da zona afetada termicamente. Em alguns materiais, caso não se controle convenientemente a temperatura, o preaquecimento pode ter um efeito bastante prejudicial. Um exemplo é a soldagem de aços com 16% de cromo, nos quais um preaquecimento excessivo pode propiciar a formação de fases de baixa tenacidade. Em materiais de alta temperabilidade como, por exemplo, os aços-liga é bastante usual a utilização de preaquecimento. 12. PÓS-AQUECIMENTO O pós-aquecimento consiste na manutenção da junta soldada a uma temperatura acima da temperatura ambiente por um determinado tempo, por exemplo, duas horas a 250°C, com o objetivo principal de aumentar a difusão do hidrogênio na solda. O pós-aquecimento deve ser executado tão logo a soldagem termine, de forma a não permitir o resfriamento da junta soldada. A eficiência do pós-aquecimento depende deste fato, pois o resfriamento da junta soldada permitiria a formação de fissuração pelo hidrogênio. É conveniente salientar que o pós-aquecimento, por ser executado em temperatura relativamente baixa, não deve ser considerado como um tratamento térmico de alívio de tensões, pois, para tanto, seria necessário um tempo de permanência nesta temperatura extremamente longo. 13. FISSURAÇÃO PELO HIDROGÊNIO OU FISSURAÇÃO A FRIO 13.1 - MECANISMO A fissuração pelo hidrogênio é conseqüência da ação simultânea de quatro fatores: o hidrogênio dissolvido no metal fundido, as tensões associadas à soldagem, a uma microestrutura frágil e à baixa temperatura (abaixo de 150°C). Nenhum desses fatores, isoladamente, provoca a fissuração a frio. O mecanismo da fissuração pode ser estabelecido em função dos seguintes pontos: • Compostos que contêm hidrogênio, como por exemplo o vapor d'água, se decompõem na
atmosfera do arco liberando hidrogênio atômico ou iônico (H+). As principais fontes de hidrogênio são:
- revestimento orgânico dos eletrodos; - umidade absorvida ou adsorvida pelo revestimento dos eletrodos, particularmente
os de baixo hidrogênio; - compostos hidratados existentes na peça, como por exemplo a ferrugem; - umidade do fluxo, na soldagem a arco submerso; - umidade do ar.
• A solda, no estado líquido, dissolve quantidades apreciáveis de hidrogênio. A solubilidade
decresce com a temperatura e de forma descontínua na solidificação e nas modificações alotrópicas, conforme mostra a figura 6.14. Conseqüentemente, na fase final do resfriamento, a solda poderá estar super saturada em hidrogênio.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
23
• A figura 6.21, chave para a explicação do fenômeno, indica que durante o resfriamento a ZF já finalizou a transformação γ → α, enquanto a ZAT permanece por um determinado período de tempo ∆T na fase γ (por causa de sua maior temperabilidade). Conforme observado na figura 6.14, a solubilidade do hidrogênio na fase α é inferior à da fase γ, e ele se torna concomitantemente bem mais difusível na primeira fase. O hidrogênio(H+) tende então a atravessar a zona de ligação, através da “janela” que se abre, correspondente ao segmento AB. Até o ponto B, a ZAT encontra-se ainda totalmente austenítica (γ), podendo então dissolver grande quantidade de H+. Como porém o seu coeficiente de difusão na γ é baixo, o H+ irá se concentrar na região da ZAT logo subjacente ao cordão. Quando esta região carregada em H+ se transformar em martensita (M), ocorrerá fragilização e fissuração.
Figura 6.21 - Mecanismo da migração de hidrogênio para a zona afetada termicamente. • A microestrutura de baixa tenacidade como, por exemplo, a martensita, quando saturada
em hidrogênio é consideravelmente frágil. A solda, em virtude de sua composição química e das condições térmicas da soldagem, pode gerar tais microestruturas. Nessas condições e na fase final do resfriamento apresentará regiões frágeis a baixa temperatura saturadas em hidrogênio submetidas a um sistema de tensões residuais, cuja intensidade é próxima do limite de escoamento do metal de solda.
A ação simultânea desses quatro fatores é responsável pelo aparecimento de trincas que se manifestam segundo os tipos apresentados na figura 6.22. A têmpera poderá ser inevitável como no caso dos aços liga ou por descuido, como por exemplo, em peças preaquecidas incorretamente.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
24
Figura 6.22 - Tipos de trincas provocadas pelo hidrogênio • Os entalhes, como por exemplo, mordeduras, falta de penetração e inclusões, promovem,
através da concentração de tensões, deformações plásticas locais que põem em movimento as discordâncias (imperfeições da estrutura cristalina). O hidrogênio, conduzido pelas discordâncias aumenta sua concentração local, favorecendo a fissuração junto aos entalhes. As trincas dos tipos 2 e 3 da figura 6.22, resultam desse fato.
• A maior parte do hidrogênio em super saturação se difunde e abandona a solda, após um
tempo que, como em todo mecanismo de difusão, depende da temperatura. Os dados da tabela a seguir ilustram a difusão do hidrogênio à temperatura ambiente. A 2500 C o hidrogênio difusível é eliminado em poucas horas.
Evolução do hidrogênio das soldas
Concentração de hidrogênio em ml/100g Liberado Liberado Processo Solda Líquida nas primeiras
24 horas nos 20 dias
subseqüentes Residual
Eletrodo revestido E 6010
28
10
3
15
Eletrodo revestido E 6012
15
6
2
7
Eletrodo revestido E 6015
8
2
1
5
TIG (argônio)
4
1
0
3

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
25
Por intermédio destes dados, vê-se que o risco de fissuração é temporário, existindo enquanto o hidrogênio estiver se desprendendo da solda. É evidente a vantagem do pós-aquecimento de soldas sensíveis à fissuração a frio, pois, nessas condições - por exemplo, a 250°C durante duas horas -, o hidrogênio é eliminado enquanto a temperatura da solda é bem superior à temperatura de transição. • É útil destacar que o exame radiográfico não permite detectar certos tipos de trincas,
especialmente as sob cordão, sendo necessário o exame ultra-sônico para detectá-las. Além disso, as trincas podem aparecer ou se propagar várias horas após a conclusão da soldagem, tornando recomendável a aplicação dos exames não-destrutivos com uma defasagem de 48 horas. Esta recomendação se aplica, é claro, às soldas sem pós-aquecimento.
• As medidas preventivas da fissuração pelo hidrogênio são agrupadas em torno de seus
quatro fatores, a saber:
- Teor em hidrogênio: A atmosfera do arco deve ter o menor teor possível em hidrogênio. Os eletrodos de baixo hidrogênio foram desenvolvidos com este propósito. Entretanto, tais revestimentos são altamente higroscópicos. Em conseqüência, a secagem e o manuseio desses eletrodos são de importância fundamental na prevenção do problema. As exigências nesse sentido são tanto mais necessárias quanto maior é a umidade relativa no ambiente e mais críticos são os outros três fatores. A secagem do fluxo, na soldagem a arco submerso, embora menos necessária face à maior energia de soldagem, é uma medida a ser considerada no caso dos fluxos básicos.
- Microestrutura frágil: Quando pode ser evitada ou diminuída é um dos recursos
preventivos. O preaquecimento, o aumento da energia de soldagem, a escolha do metal de adição de menor resistência possível, contribuem para a redução do risco de fissuração. A alta severidade térmica das soldas provisórias - fixação de dispositivos de montagem - é, freqüentemente, a origem de trincas.
- Tensões: A soldagem com o menor grau de restrição possível é uma medida útil. O
tensionamento das juntas soldadas contribui para a fissuração, especialmente se for levado em conta que a deformação plástica - através da movimentação das discordâncias - eleva a concentração de hidrogênio na extremidade dos entalhes. Assim, deve-se considerar a ação de esforço como exemplo: peso próprio, contração de outras soldas, testes de pressão, dispositivos para correção de deformações, etc.
- Temperatura: Manter a solda a uma temperatura suficiente que permita a difusão
do hidrogênio, é uma medida que pode ser empregada. Isto pode ser feito por meio de preaquecimento, do controle da temperatura inter-passe e de pós-aquecimento.
13.2 - CARBONO EQUIVALENTE (CE) A adição de elementos de liga no aço é geralmente utilizada para melhorar as propriedades mecânicas e as propriedades de resistência a corrosão dos aços. Entretanto, isto é acompanhado pelo deslocamento das curvas TTT dos aços para a direita, isto é, com menores velocidades de resfriamento pode-se atingir a estrutura martensítica. Os elementos que afetam de modo mais significativo o deslocamento das curvas TTT são: C, Mn, Ni, Cr, Cu, Mo e V. O efeito destes elementos é assim muito importante na tendência de formação da estrutura martensítica na zona afetada termicamente e, portanto, na tendência à fissuração pelo hidrogênio. Essa tendência é chamada de carbono equivalente (CE) e pode ser expressa da seguinte forma:

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
26
CE IIW = % C + % % % % % %Mn Cr Mo V Cu Ni
6 5 15+
+ ++
+
É importante observar que existem inúmeras expressões para o CE. A citada acima é uma das mais comuns (International Institute of Welding – IIW). O CE é utilizado para a avaliação da soldabilidade relativa dos aços temperáveis quanto a fissuração pelo hidrogênio. Por exemplo, aços com CE > 0,40 necessitam de cuidados especiais para evitar a fissuração pelo hidrogênio. 14. FISSURAÇÃO LAMELAR Ocorre na forma de degraus paralelos à direção de laminação do metal de base e a linha de fusão, normalmente, em junta de ângulo. Localiza-se no metal de base e é paralela e próxima a zona afetada termicamente (Figura 6.23). Não resulta de um processo essencialmente metalúrgico; ocorre por um efeito termomecânico. Sua ocorrência está associada à presença simultânea de inclusões não metálicas alinhadas na direção de laminação no metal de base e tensões trativas de soldagem perpendiculares ao eixo dessas inclusões.
Figura 6.23 - Tipo de trinca ocasionada por Fissuração Lamelar Para se prevenir deste defeito, deve ser avaliada a qualidade do metal de base, a geometria da junta e a seqüência de soldagem. As impurezas no metal de base são formadas basicamente de sulfetos de manganês. Elementos como o enxofre devem ser evitados e elementos desoxidantes como o Mn e Si, além de aumentar a tensão de escoamento e a resistência à tração nos aços, diminui a possibilidade de ocorrência de trincas ou fissuração lamelar. De outro modo, deve ser realizada numa seqüência que admita, tanto quanto possível, uma distribuição uniforme de calor. Uma maneira de se evitar que ocorra fisuração lamelar, na soldagem de cordão multipasse de metal, onde se suspeita ou é comprovada a presença de inclusões não metálicas, é empregando-se a técnica de amanteigamento, ver a figura 6.24. No amanteigamento deposita-se sobre as partes à soldar uma camada de material mais dútil do que está se soldando. Esta medida faz com que as tensões de origem térmica geradas na soldagem sejam absorvidas por essa camada de metal depositado, evitando assim, que haja deformação no metal de base capaz de ocasionar a decoesão das inclusões alinhadas.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
27
15. FISSURAÇÃO A QUENTE A fissuração a quente resulta da segregação de fases de ponto de fusão mais baixo que o metal da zona fundida ou da zona afetada termicamente. O mecanismo da fissuração a quente é, hoje em dia, controvertido. O mecanismo descrito a seguir é um dos possíveis e o classicamente indicado como o formador da fissuração a quente. Como já foi comentado, a fissuração a quente resulta da segregação de fases de ponto de fusão mais baixo que o metal da zona fundida ou da zona afetada termicamente. Os grãos envolvidos por um filme líquido não dispõem de resistência mecânica e dutilidade suficientes para suportar os esforços devidos a contração da solda. As trincas são do tipo intergranular e se manifestam macroscopicamente, como indica a figura 6.25.
Figura 6.25 - Tipos de trincas a quente
Figura 6.24 - Amanteigamento para se evitar Fissuração Lamelar

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
28
As medidas preventivas estão relacionadas aos dois fatores principais da fissuração, isto é, a existência de uma pequena quantidade de fase pré-fusível e os esforços de contração. 15.1 - FASE PRÉ-FUSÍVEL O fósforo e o enxofre, em teores superiores a 0,04%, são os principais causadores da fissuração a quente dos aços carbono e de baixa liga. O fósforo, associado ao ferro, manganês, níquel e cromo, forma eutéticos de baixo ponto de fusão. O baixo ponto de fusão do sulfeto de ferro (FeS) é o responsável pela ação nefasta do enxofre. No caso do fósforo a solução consiste em limitar o seu teor. Atualmente, a maioria das soldas tem teores de fósforo situados entre 0,02 e 0,03%, atingindo, em alguns aços de alta resistência, valores inferiores a 0,01%. Além da limitação do seu teor, a influência do enxofre pode ser anulada pela adição de manganês. O sulfeto de manganês solidifica-se em forma de inclusões evitando a formação do filme líquido que conduz à fissuração a quente. A quantidade de manganês deve ser 1,75 vez maior que a de enxofre. A soldagem de chapas com carepa ou óxidos pode resultar na oxidação de parte do manganês não permitindo a fixação de todo o enxofre. Nessas condições, a solda pode apresentar fissuras a quente. O silício também aumenta a susceptibilidade à fissuração. Os teores limites dependem do tipo de aço; alguns aços são afetados com teores da ordem de 0,75%, outros toleram até 1,5%. Em soldas de alta resistência, o teor de silício é limitado em 0,35% pela sua ação prejudicial sobre a tenacidade como, por exemplo, nos eletrodos da série E 100. A fissuração a quente assume uma importância fundamental na soldagem do níquel e suas ligas. A contaminação da solda com compostos sulfetados - como lubrificantes, produtos de corrosão, lápis indicador de temperatura - resulta na formação de sulfeto de níquel que se segrega no contorno dos grãos e nos espaços interdendríticos. Decorrem desse fato as exigências de limpeza na soldagem das ligas de níquel. Estruturas totalmente austeníticas predispõem os aços inoxidáveis a fissuração quente. É o caso dos aços 25%Cr-20%Ni e 18%Cr-38%Ni. Constata-se também que pequenas quantidades de ferrita tornam o aço imune à fissuração. O teor adequado de ferrita depende do grau de restrição da solda e da quantidade e natureza dos elementos de liga ou impurezas presentes. Para os aços 18%Cr-10%Ni e 25%Cr-12%Ni o teor recomendável situa-se entre 3% a 8%. Esse teor é obtido pela seleção do metal de adição, com o auxílio do diagrama de Schaeffler, como será visto adiante. Admite-se que a ação benéfica da ferrita está relacionada à sua posição nos contornos de grão e a maior solubilidade quanto aos elementos causadores da fase pré-fusível: fósforo, enxofre, nióbio, silício, oxigênio, entre os de pior reputação. Os aços inoxidáveis austeníticos estabilizados com nióbio são também sensíveis à fissuração a quente. 15.2 - ESFORÇOS DE CONTRAÇÃO A fissuração a quente é, em resumo, a incapacidade do metal de solda de se deformar sob a ação dos esforços inerentes à soldagem. Algumas medidas preventivas podem ser tomadas para reduzir os esforços atuantes sobre a zona fundida na fase inicial do resfriamento. A diminuição da energia de soldagem, usando-se eletrodos de pequeno diâmetro é um exemplo. A soldagem com o mínimo de restrição à contração ou a transferência dos esforços da zona fundida para dispositivos de montagem são providências úteis.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
29
O final da solda - a cratera - é uma região suscetível à fissuração devido aos elevados esforços de contração resultantes da solidificação rápida (figura 6.25). A extinção gradativa do arco elétrico por meio de dispositivo especial (crater filler) é a melhor solução. O esmerilhamento da cratera é outra solução. Mesmo que as medidas preventivas sejam adotadas, é aconselhável a inspeção com líquido penetrante de cada camada das soldas sensíveis à fissuração a quente. 16. TENSÕES RESIDUAIS E DEFORMAÇÕES EM SOLDAGEM A soldagem, devido ao aquecimento localizado, provoca tensões residuais e deformações que devem ser levadas em conta no projeto e fabricação das peças. 16.1 - ANALOGIA DA BARRA AQUECIDA Considere um dispositivo constituído de três barras engastadas a suportes fixos, inicialmente à temperatura ambiente (figura 6.26). Admita, agora, que a barra B seja aquecida independentemente das outras duas. • A dilatação térmica restringida provoca tensões de compressão na barra B e de tração -
para que o equilíbrio seja mantido - nas barras A e C. • À medida que a temperatura se eleva, as tensões nas barras aumentam, atingindo o limite
de escoamento na barra B (ponto 1). A partir desse ponto a dilatação térmica é absorvida com a deformação plástica da barra B.
• As curvas indicam a variação do limite de escoamento com a temperatura. Continuando o
aquecimento, a tensão na barra B evolui ao longo de 1, 2, onde a plastificação impede o estabelecimento de tensões superiores ao limite de escoamento. O ponto 2 corresponde à temperatura máxima atingida (θ2).
• Durante o resfriamento, a barra B se contrai tendendo para um comprimento livre menor do
que L, em virtude da deformação plástica a que foi submetida. A tensão diminui, muda de sinal e atinge o limite de escoamento - à tração - no ponto 3.
• A partir do ponto 3 a contração térmica é absorvida por deformação plástica, não permitindo
que a tensão na barra ultrapasse o limite de escoamento. Ao longo de 3, 4, o valor da tensão acompanha a variação do limite de escoamento com a temperatura.
• Concluindo o resfriamento, as 3 barras ficam submetidas a um sistema de tensões
residuais. Na barra B a tensão é de tração e da ordem de grandeza do limite de escoamento do material.
Esse raciocínio é evidentemente simplificado. Não foi considerada a variação do módulo de elasticidade e do coeficiente de dilatação térmica, com a temperatura. A fluência do material ("creep") foi também desprezada.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
30
Figura 6.26 – Variação da tensão na barra B 16.2 - REPARTIÇÃO TÉRMICA E PLASTIFICAÇÃO Uma peça soldada se assemelha ao sistema de três barras. A repartição térmica mostra que a zona aquecida acima de θ1 sofre deformações plásticas, analogamente à barra B, determinando o aparecimento de tensões residuais (figura 6.27). O nível de tensões depende do grau de restrição da estrutura, na direção considerada. Na maioria dos casos, a restrição é total na direção longitudinal do cordão de solda. Verificações experimentais confirmam que nessa direção as tensões são muito próximas do limite de escoamento. Não dispondo de rigidez suficiente, as peças se deformam tendendo a aliviar as tensões residuais. As deformações são proporcionais à extensão da zona plastificada. As tensões e deformações resultantes da soldagem aparecem em condições muito mais complexas que no modelo da barra aquecida. O movimento da fonte de calor, a variação do grau de restrição à medida que a solda é depositada e a soldagem em vários passes são os

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
31
principais fatores eliminados pela simplificação. Entretanto, apesar de sua relativa simplicidade, a analogia permite conclusões úteis, tais como:
• O preaquecimento em temperaturas inferiores a θ1 - aproximadamente 150°C, para os aços
carbono - praticamente não reduz o nível de tensões residuais. O preaquecimento total da peça em temperaturas nas quais o limite de escoamento se anula, previne o aparecimento das tensões residuais. Entretanto, nesta condição, a peça pode se deformar sob ação de seu peso. O preaquecimento local - qualquer que seja a temperatura - não reduz o nível de tensões, embora apresente várias outras ações benéficas.
• Repartições térmicas mais estreitas - soldagem com baixa energia ("low heat input") -
reduzem a zona plastificada, diminuindo as deformações. A soldagem a gás, por exemplo,
Figura 6.27 - Distribuição de tensões residuais de uma solda

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
32
provoca maiores deformações que a soldagem a arco. Pela mesma razão, o preaquecimento tende a aumentar as deformações.
• A contração de solidificação não tensiona a peça soldada. A falta de continuidade do meio sólido não possibilita a ação de forças. Em vista disso, ao se avaliar as deformações, deve-se reportar às dimensões da zona plastificada e não da zona fundida da solda.
• As deformações podem ser evitadas, com a utilização de dispositivos de montagem,
entretanto, deve-se considerar que, quanto maior o grau de restrição, mais elevadas são as tensões residuais de soldagem.
• Se as tensões atuam em duas ou três direções, dependendo da forma e dimensões da
peça, as possibilidades de plastificação diminuem e as tensões residuais podem atingir valores superiores ao limite de escoamento, determinado pelo ensaio convencional - uniaxial - de tração.
17. TRATAMENTOS TÉRMICOS Para se obter o controle metalúrgico de uma junta soldada e, por conseqüência, o controle das propriedades mecânicas, é necessário que se conheça os ciclos térmicos a que a junta soldada é submetida. Os tratamentos térmicos têm o objetivo de alterar ou conferir características determinadas à junta soldada. 17.1 - TRATAMENTO TÉRMICO DE ALÍVIO DE TENSÕES O tratamento térmico de alívio de tensões consiste, de modo simplificado, em aquecer uniformemente a peça, de maneira que o limite de escoamento do material fique reduzido a valores inferiores às tensões residuais. Nesta condição, as tensões residuais provocam deformações plásticas locais diminuindo de intensidade. O tratamento térmico de alívio de tensões é executado através do aquecimento da peça à temperatura apropriada e pela manutenção nesta temperatura por um determinado tempo, seguida de um resfriamento uniforme de modo a impedir a introdução de novas tensões. Para impedir mudanças na microestrutura ou dimensões da peça, a temperatura é mantida abaixo da temperatura crítica. Para os aços carbono, somente os tratamentos realizados em temperaturas superiores a 5000 C são realmente eficazes. Para cada tipo de aço temperaturas específicas de tratamento são recomendadas. O tratamento térmico de alívio de tensões pode reduzir a tenacidade do metal de base. Isto se torna bastante relevante em ocasiões em que se faz necessário a execução do tratamento por mais de uma vez. 17.2 - NORMALIZAÇÃO A normalização consiste no aquecimento da peça a uma temperatura acima da zona crítica (temperatura A3 ou temperatura Acm), seguido de resfriamento ao ar. É necessário que toda a estrutura se austenitize antes do resfriamento. O objetivo da normalização é a obtenção de uma microestrutura mais fina e uniforme. Os constituintes que se obtém da normalização do aço carbono são ferrita e perlita fina (aços hipoeutetóides) ou cementita e perlita fina (aços hipereutetóides).Dependendo do tipo de aço pode-se, eventualmente, obter bainita (ver figura 6.28).

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
33
Figura 6.28 – Normalização de um aço hipoeutetóide
17.3 - RECOZIMENTO O recozimento consiste no aquecimento da peça acima da zona crítica (A3) durante o tempo necessário para que toda a microestrutura se austenitize, seguido de um resfriamento muito lento, mediante o controle da velocidade de resfriamento do forno. A microestrutura obtida nos aços carbono é a perlita grossa e ferrita (ver figura 6.29).
Figura 6.29 - Recozimento

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
34
17.4 - TÊMPERA E REVENIMENTO A têmpera consiste no aquecimento da peça acima da zona crítica seguido de um resfriamento rápido. O objetivo da têmpera é a obtenção da estrutura martensítica resultando, por este motivo, no aumento da dureza e na redução da tenacidade da peça. O revenimento é o tratamento térmico que normalmente acompanha a têmpera, pois atenua os incoveniente produzidos por esta. O revenimento consiste em aquecer o material a temperaturas bastante inferiores à temperatura crítica, permitindo uma certa acomodação do sistema cristalino e, como conseqüência, a diminuição da dureza e o aumento da tenacidade da peça. A estrutura resultante chama-se de martensita revenida. (ver figura 6.30)
Figura 6.30 - Têmpera e revenimento 18. PARTICULARIDADES INERENTES AOS AÇOS CARBONO Os aços carbono são ligas de ferro e carbono, com a quantidade de carbono usualmente inferior a 0,5% e contendo em quantidades pequenas e variáveis manganês, fósforo, enxofre e silício. As propriedades e a soldabilidade destes aços dependem fundamentalmente da percentagem de carbono contida, embora sofram influência dos demais elementos assim como dos ciclos térmicos envolvidos. 18.1 - CLASSIFICAÇÃO DOS AÇOS CARBONO Os aços carbono podem ser classificados em cinco tipos gerais, como especificado a seguir. As propriedades indicadas para cada um desses tipos de aço são todas valores médios, que podem variar ligeiramente conforme a especificação, forma de apresentação e espessura do material. • Aços de baixo carbono - Composição química: C ≤ 0,18%

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
35
Mn ≤ 0,90% Si < 0,1% (em alguns aços)
- Limite de resistência (σr): 32 ≤ σr ≤ 38 kgf/mm2
- Limite de escoamento (σe): 15 ≤ σe ≤ 22 kgf/mm2
- Características de fabricação: aços não acalmados (não desoxidados) ou semi-acalmados
- Aplicação: Os aços de baixo carbono são materiais fáceis de serem trabalhados a frio e muito fáceis de serem soldados.
• Aços de médio carbono (para temperaturas elevadas) - Composição química: 0,18% < C ≤ 0,28%
Mn ≤ 1,00% Si < 0,1% (em alguns aços)
- Limite de resistência (σr): 42 ≤ σr ≤ 49 kgf/mm
2
- Limite de escoamento (σe): 23 ≤ σe ≤ 27 kgf/mm2
- Características de fabricação: aços acalmados ou semi-acalmados, de grão grosso - Aplicação: Os aços de médio carbono são fáceis de serem soldados,
mas não tão fáceis de serem trabalhados a frio. Esses aços são os materiais usados na grande maioria dos vasos de pressão e tubos de grande diâmetro, sendo preferidos sobre os aços de baixo carbono pelo fato de terem maior resistência mecânica.
• Aços para baixa temperatura - Composição química: C ≤ 0,23% (geralmente)
Mn ≤ 1,10% - Limite de resistência e escoamento: semelhantes aos dos aços de médio carbono - Características de fabricação: aços acalmados ao Si e algumas vezes acalmados ao Al. - Aplicação: Serviços em baixa temperatura. A quantidade de Mn mais
elevada é utilizada para compensar o decréscimo de C, mantendo os limites de resistência e escoamento do aço de médio carbono, mas melhorando a tenacidade. Para melhorar o comportamento a baixas temperaturas neste aço é usual a execução de tratamento térmico de normalização (grão fino).
• Aços de qualidade estrutural - Composição química: Não há definição quanto à composição química. - Aplicação: Construção de estruturas metálicas, em geral. Os aços de
qualidade estrutural, às vezes, têm alto carbono sendo por este motivo difíceis de serem soldados.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
36
• Aços carbono de alta resistência - Composição química: Semelhante à dos aços de baixo carbono, com quantidade
de manganês mais alta. - Limite de resistência: Valores bastante elevados de limite de resistência
podendo chegar a 65 kgf/mm2. - Características de fabricação: Os aços carbono de alta resistência são materiais
submetidos a tratamentos térmicos de têmpera e revenido, depois da laminação, sendo esta a razão dos elevados valores de limite de resistência.
- Aplicação: Como a percentagem de carbono é baixa, a solda é muito fácil de ser executada. Entretanto, é bastante difícil manter as propriedades de alta resistência na região afetada termicamente, o que exige cuidados e tratamentos especiais. Os aços de alta resistência têm sido empregados para vasos de alta pressão ou de grandes dimensões.
18.2 - SOLDAGEM DE AÇOS CARBONO A grande maioria de aços carbono empregados como elementos soldados tem percentagem de carbono inferior a 0,29%. Esses aços podem ser soldados pelos processos usuais de soldagem. Geralmente aços carbono contendo teores de C ≤ 0,19% e de Mn ≤ 1,0% podem ser soldados satisfatoriamente sem preaquecimento ou pós-aquecimento em espessuras inferiores a 25 mm. Entretanto, em aços carbono com teores de C > 0,20% e de Mn > 1,00%, deve-se especificar procedimentos de soldagem que resultem em baixos teores de hidrogênio dissolvido na solda. Quando a espessura da peça a ser soldada é maior que 25 mm, podem ser necessárias precauções adicionais na soldagem como, por exemplo, preaquecimento, controle da temperatura interpasse e tratamento térmico de alívio de tensões. Tais precauções visam evitar a fissuração que pode ocorrer na zona fundida ou na zona afetada termicamente e a redução das propriedades mecânicas da junta soldada. Quando, além de grandes espessuras, o material possui teores elevados de C e Mn as precauções com a soldagem devem ser mais rigorosas. Deve-se incluir nos procedimentos de soldagem cuidados que resultem em baixos teores de hidrogênio. Nesses casos é desejável a utilização de processos com alta energia de soldagem e/ou preaquecimento. É sempre necessária a limpeza da junta na etapa anterior a soldagem. O projeto da junta é especialmente importante na soldagem de grandes espessuras, já que afetam de modo relevante a qualidade, as deformações e o custo da soldagem. 19. PARTICULARIDADES INERENTES AOS AÇOS DE BAIXA E MÉDIA LIGA Recebem a denominação geral de aços-liga todos os aços que possuam qualquer quantidade de outros elementos além dos que entram na composição do aço-carbono (Fe,C, Mn, Si, P e

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
37
S). Esses elementos adicionais são denominados de "elementos de liga". Exemplos de elementos de liga são: Cr, Ni, Mo, V, Nb, etc. 19.1 - CLASSIFICAÇÃO DOS AÇOS-LIGA Conforme a percentagem total de elementos de liga presentes, distinguem-se três classes de aços-liga. - Aços de baixa liga - até 5% de elementos de liga; - Aços de média liga - de 5% a 10% de elementos de liga; e - Aços de alta liga - mais de 10% de elementos de liga. 19.2 - AÇOS DE BAIXA E MÉDIA LIGA Estão apresentados a seguir os aços de baixa e média liga mais utilizados nas construções soldadas. • Aços-liga Molibdênio e Cromo-Molibdênio Os aços-liga molibdênio e cromo-molibdênio são aços contendo até 1% de Mo e até 9% de Cr como elementos de liga. São todos materiais magnéticos de estrutura ferrítica. Os aços liga mais utilizados são os seguintes:
Elementos de liga % Nominal
1/2Mo
1 1/4Cr, 1/2Mo 2 1/4Cr, 1Mo 5Cr, 1/2Mo 7Cr, 1/2Mo 9Cr, 1Mo
Do ponto de vista dos casos de emprego, pode-se subdividir esses materiais em dois grupos: os aços contendo até 2 1/2% de Cr, e os contendo mais de 2 1/2% de Cr. - Aços contendo até 2 1/2% de Cr Esses aços foram desenvolvidos especificamente para serviços em altas temperaturas, onde os esforços mecânicos forem elevados e a corrosividade do meio moderada. A principal aplicação desses aços-liga é para tubulações de vapor, cuja temperatura esteja acima do limite de temperatura admitida para o aço carbono. - Aços contendo mais de 2 1/2% de Cr Esses aços são específicos para serviços em temperaturas elevadas com esforços mecânicos moderados e alta corrosividade do meio. O principal caso de emprego desses materiais são as tubulações, tubos de permutadores de calor, e equipamentos de pequeno e médio porte em serviços com hidrocarbonetos em temperaturas acima de 250°C.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
38
• Aços Níquel Os aços níquel mais usuais são os seguintes:
Elementos de liga % Nominal
2 1/2% 3 1/2% 9 %
Os aços contendo níquel como elemento de liga são os materiais específicos para serviços em baixas temperaturas. Quanto maior a percentagem de níquel, mais baixo também pode ser a temperatura de utilização do aço. • Aços-liga de alta resistência Existe uma grande variedade de aços-liga desenvolvidos especialmente para apresentarem altos valores do limite de resistência, que pode atingir até 100 kgf/mm2. Os elementos de liga são variáveis, podendo conter Mn, Cr, Mo, V entre outros, em uma quantidade total de até 5%. Esses aços são submetidos a tratamento térmicos de têmpera e revenido. 19.3 - SOLDAGEM DOS AÇOS Cr-Mo Os aços liga Cr-Mo são soldáveis pelos processos usuais de soldagem. A característica dos aços Cr-Mo de serem temperáveis ao ar requer que os procedimentos de soldagem sejam desenvolvidos com a precaução de evitar a fissuração pelo hidrogênio. No desenvolvimento destes procedimentos, devem ser considerados o controle do preaquecimento, o pós-aquecimento, a composição do metal de adição e os tratamentos térmicos após a soldagem. Recomenda-se que o metal de adição tenha a mesma composição química nominal que o metal de base, exceto no teor de carbono que deve ser menor no metal de adição. Quando aços Cr-Mo de diferentes composições têm que ser soldados, pode-se utilizar a composição que contenha mais elementos de liga, ou metal de adição cuja composição seja igual ou superior à média dos teores de cromo dos metais de base. Por exemplo, na soldagem de um aço com 1 1/4%Cr - 1/2%Mo com um aço contendo 1/2%Cr - 1/2% Mo, pode-se utilizar o metal de adição com 1 1/4%Cr - 1/2%Mo. Nesses casos, costuma-se freqüentemente utilizar metais de adição de aço inoxidável austenítico, principalmente em casos de reparo em que a solda não pode sofrer tratamento térmico após soldagem. O metal de adição de aço inoxidável austenítico tem uma excelente ductilidade e absorve as tensões de contração, além de reduzir a possibilidade de fissuração pelo hidrogênio, pois retém o hidrogênio, que tem alta solubilidade na austenita. Entretanto, no caso das condições de trabalho cíclico ou em temperaturas que permitam a difusão do hidrogênio para o metal de base, não se recomenda a utilização de metal de adição de aço inoxidável austenítico, pois as diferenças entre os coeficientes de expansão térmica e as composições químicas entre o aço inoxidável austenítico e os aços-liga Cr-Mo são muito elevadas.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
39
20. PARTICULARIDADES INERENTES AOS AÇOS DE ALTA LIGA Os aços de alta liga que serão estudados são os aços inoxidáveis. Os aços inoxidáveis não se oxidam à atmosfera ambiente normal. Esta propriedade é conseguida pelo fato de contarem no mínimo 12% de cromo. 20.1 - CLASSIFICAÇÃO DOS AÇOS INOXIDÁVEIS Os aços inoxidáveis são classificados em três grupos, de acordo com a estrutura cristalina predominante na liga à temperatura ambiente: – aços inoxidáveis austeníticos; – aços inoxidáveis ferríticos; e – aços inoxidáveis martensíticos. • Aços inoxidáveis austeníticos Os aços inoxidáveis austeníticos contêm 16 a 26% de Cr, 6% a 22% de Ni, além de eventualmente outros elementos de liga; esse grupo de aços abrange cerca de 20 tipos diferentes, entre os quais, os mais importantes estão mostrados abaixo:
DESIGNAÇÃO AISI COMPOSIÇÃO NOMINAL (%)
304 C ≤ 0,08; Mn ≤ 2,0; Si ≤ 1,0; 18,0 ≤ Cr ≤ 20,0; 8,0 ≤ Ni ≤ 10,5
309 C ≤ 0,20; Mn ≤ 2,0; Si ≤ 1,0; 22,0 ≤ Cr ≤ 24,0; 12,0 ≤ Ni ≤ 15,0
310 C ≤ 0,08; Mn ≤ 2,0; Si ≤ 1,0; 24,0 ≤ Cr ≤ 26,0; 19,0 ≤ Ni ≤ 22,0
316 C ≤ 0,08; Mn ≤ 2,0; Si ≤ 1,0; 16,0 ≤ Cr ≤ 20,0; 10,0 ≤ Ni ≤ 14,0; 2,0 ≤ Mo ≤ 3,0
321 C ≤ 0,08; Mn ≤ 2,0; Si ≤ 1,0; 17,0 ≤ Cr ≤ 19,0; 9,0 ≤ Ni ≤ 12,0; Ti ≤ 0,7
347 C ≤ 0,08; Mn ≤ 2,0; Si ≤ 1,0; 17,0 ≤ Cr ≤ 19,0; 9,0 ≤ Ni ≤ 13,0; Cb + Ta ≤ 1,1
Deve-se observar que, devido à sua estrutura cristalina os aços inoxidáveis austeníticos não são magnéticos. Outra característica importante é que os aços inoxidáveis austeníticos têm grande dutilidade e elevado coeficiente de dilatação térmica, se comparado com os aços de estrutura ferrítica. • Aços Inoxidáveis Ferríticos e Martensíticos Esses aços inoxidáveis têm, dependendo do tipo, de 12 a 30% de Cr; a maioria não contém Ni, porém alguns deles contêm pequenas percentagens desse metal. São todos ligas magnéticas. Abaixo estão mostrados os principais tipos de aços deste grupo.

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
40
DESIGNAÇÃO AISI COMPOSIÇÃO NOMINAL (%)
405 C ≤ 0,08; Mn ≤ 1,0; Si ≤ 1,0; 11,5 ≤ Cr ≤ 14,5; Ni ≤ 0,6; 0,1 ≤ Al ≤ 0,3
410 C ≤ 0,15; Mn < 1,0; Si <1,0; 11,5 ≤ Cr ≤ 13,5; Ni ≤ 0,75
410 S C ≤ 0,08; Mn< 1,0; Si < 1,0; 11,5 ≤ Cr ≤ 13,5; Ni < 0,6
430 C < 0,12; Mn < 1,0; Si <1,0; 16,0 ≤ Cr ≤ 18,0; Ni < 0,75
446 C < 0,20; Mn < 1,5; Si < 1,0; 23,0 ≤ Cr ≤ 30,0
Os aços inoxidáveis ferríticos e martensíticos apresentam, em relação aos austeníticos, bem menor resistência à corrosão em geral. 20.2 - DIAGRAMA DE SCHAEFFLER Em soldagem é importante a avaliação da estrutura e o conseqüente conhecimento das propriedades de um depósito de solda de aços inoxidáveis. Esse conhecimento influi na escolha do processo adequado para a execução da soldagem, bem como na previsão e prevenção dos problemas que podem ocorrer, determinando também, em conseqüência, os tratamentos térmicos necessários, anteriores ou posteriores à soldagem. O diagrama de Schaeffler é o principal instrumento para a avaliação do depósito de solda. Ele permite prever com antecedência a microestrutura de uma solda de liga Cr - Ni. Permite também escolher os eletrodos apropriados para cada soldagem, mesmo heterogênea, de aço liga, aço carbono, aço inoxidável ferrítico, austenítico, etc. Chega-se a comparar a importância do diagrama de Schaeffler para os aços inoxidáveis à importância do diagrama Fe – Fe3C para os aços-carbono. Para a utilização do diagrama de Schaeffler é necessário calcular os seguintes parâmetros: • Cromo Equivalente É definido igualmente como a soma ponderada dos elementos alfágenos e expressa sua influência de vários elementos químicos relativamente ao Cromo. Schaeffler o definiu como:
Creq = % Cr + % Mo + 1,5 x % Si + 0,5 x % Nb • Níquel Equivalente É definido igualmente como a soma do teor de níquel e dos elementos gamágenos, multiplicados pelo fator que expressa sua influência relativamente ao níquel. Assim, Schaeffler definiu o teor de níquel equivalente como:
Nieq = % Ni + 30 x % C + 0,5 x % Mn

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
41
A parte mais importante do diagrama é a região austeno-ferrítica, onde se encontram várias curvas que expressam o teor de ferrita na estrutura. Essas linhas são de grande utilidade, ver diagrama na figura 6.31.
Cromo Equivalente = % Cr + % Mo + 1,5 x % Si + 0,5 x % Nb
Figura 6.31 - Diagrama de Schaeffler Região 1 Abrange a região dos aços inoxidáveis ferríticos ao cromo, com baixo teor de carbono. Nesta região, o problema é o crescimento irreversível dos grãos, quando permanecem por muito tempo a temperaturas maiores que 11500C. Região 2 Esta região abrange as estruturas martensíticas e parte das estruturas mistas martensítica-austenítica e martensítica- ferrítica. Nesta região, o problema é a fissuração pelo hidrogênio. Região 3 Esta região engloba todas as composições de ligas que tem possibilidade de dar, após longo tempo de permanência em temperaturas na faixa de 500 - 9000 C, aparecimento a uma fase chamada fase sigma, basicamente Fe - Cr, que tem como principal característica uma grande

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
42
fragilidade à temperatura ambiente. A fase sigma, sendo formada basicamente por ferro e cromo, tem mais facilidade de se formar a partir da ferrita. Entretanto, ligas austeníticas também podem gerar fase-sigma. Região 4 Essa região engloba basicamente as composições austeníticas. O problema que pode ocorrer nas soldagens de ligas cuja composição esteja neste campo, é fissuração a quente. Região Central Ao centro do diagrama existe uma região que não pertence a nenhum dos quatro campos. As composições químicas que pertencem a essa região indicam que a liga está praticamente livre dos quatro problemas citados. O objetivo então é tentar fazer com que a composição química da zona fundida caia dentro dessa região, embora esse procedimento não resolva a situação para a zona afetada termicamente, cuja composição química é do metal de base. Os parâmetros a controlar para a consecução desse objetivo são basicamente a escolha do metal de adição (eletrodo, fluxo, etc.) e o controle da diluição (participação do metal de base), possível pela seleção apropriada dos parâmetros do processo de soldagem utilizado. Ainda que esse objetivo não seja atingido, o diagrama de Schaeffler fornece a indicação do problema principal a encontrar na soldagem, possibilitando-nos a prevenção (ou correção) necessária. - Exemplo de aplicação do Diagrama de Schaeffler: Verificar a composição da solda executada em uma tubulação de aço-liga ASTM A 335 Gr P5 no processo manual com eletrodo revestido austenítico AWS E 309-16. Composição química do aço A 335 Gr P5
% C ≤ 0,15 % Si ≤ 0,50 0,30 ≤ % Mn ≤ 0,60 4% ≤ % Cr ≤ 6% P ≤ 0,030 0,45 ≤ % Mo ≤ 0,65 S ≤ 0,030
Composição do eletrodo E 309-16
% C ≤ 0,15 % Mn ≤ 2,5 22 ≤ % Cr ≤ 25 % Si ≤ 0,9 12 ≤ % Ni ≤ 14 % P ≤ 0,04 % S ≤ 0,03
Cálculo dos teores de Cr e Ni equivalentes

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
43
- Metal de Base
Creq máx. = 6 + 0,65 + 1,5 x 0,5 = 7,4% Creq mín. = 4 + 0,45 + 1,5 x 0,5 = 5,2% Nieq máx. = 0 + 30 x 0,15 + 0,5 x 0,6 = 4,8% Nieq mín. = 0 + 30 x 0,15 + 0,5 x 0,3 = 4,65%
- Metal de Adição
Creq máx. = 25 + 1,5 x 0,90 = 26,35 Creq mín. = 22 + 1,5 x 0,90 = 23,35 Nieq max. = 14 + 30 x 0,15 + 0,5 x 2,5 = 19,75 Nieq mín. = 12 + 30 x 0,15 + 0,5 x 2,5 = 17,75
Figura 6.32 - Diagrama de Schaeffler Pelo diagrama vê-se que há uma linha reta que liga os centros de gravidade dos retângulos correspondentes às composições químicas do metal de base e do metal de adição. A composição química da zona fundida não será a do metal de adição, devido à diluição (participação do metal de base). Mas estará em algum ponto dessa linha reta, entre o metal de base e o eletrodo, dependendo do grau de diluição, que por sua vez depende dos parâmetros de soldagem, do processo e do passe de solda executado. Espera-se a diluição máxima para o passe de raiz, justamente onde há a maior probabilidade de defeitos. Com uma diluição de até cerca de 45% vemos no diagrama que a estrutura da zona fundida será totalmente austenítica. Como a diluição normal obtida em uma soldagem a arco com eletrodo revestido é da ordem de 10 a 30%, portanto menor que 45%, não deve ser

Curso de Inspetor de Soldagem - Metalurgia da Soldagem
44
considerado o problema de têmpera e fissuração pelo hidrogênio, embora deva ocorrer têmpera em uma faixa da zona afetada termicamente. O problema que pode ocorrer é a fissuração a quente (região 4 do diagrama). No passe de raiz, a estrutura já será totalmente austenítica, qualquer que seja a diluição, por exemplo, 30%. Para o 2º passe o metal de base já não será o da tubulação, mas uma mistura entre ele e o metal da zona fundida do 1º passe, prevalecendo este em proporção. 20.3 - NÚMERO DE FERRITA Em aços inoxidáveis Cr - Ni austeníticos, soldas totalmente austeníticas, sem fase ferrítica, são propensas à fissuração a quente. Soldas contendo de 4 a 10% de ferrita são resistentes à fissuração. Para se determinar a percentagem de ferrita em uma solda foi introduzido o conceito de Número de Ferrita (NF). O estabelecimento deste conceito veio a facilitar a determinação da percentagem de ferrita uma vez que o número de ferrita de uma solda é medido por leituras magnéticas, com aparelhos calibrados em corpos de prova padrão. O número de ferrita é essencialmente equivalente à percentagem de ferrita sendo que, quando NF < 6, a percentagem de ferrita é igual ao número de ferrita, e quando NF > 6, passa a existir uma pequena discrepância entre o número e a percentagem de ferrita. Para se prever a percentagem de ferrita na composição de uma solda utiliza-se o Diagrama de Schaeffler, que permite a escolha do metal de adição mais adequado.