Embed Size (px)
Citation preview

VII Congresso de Sistemas LEAN
"Contribuições do Lean à gestão em tempos de crise"
333
Estudo de Tempo Padrão do Processo de Recebimento e Armazenagem
de Materiais de um Centro de Distribuição de Cosméticos
Dominique Souza Sant’Anna (CEFET/RJ) – [email protected]
Aluísio Monteiro (CEFET/RJ) – [email protected]
Denise Loyola Silva Monteiro (IFRJ) – [email protected]
Pedro Senna (CEFET/RJ) – [email protected]
Resumo: Dentro do centro de distribuição (CD), na empresa de cosméticos estudada, frequentemente alguns
caminhões não conseguem ter as suas cargas armazenadas, com isso são deixadas do lado exterior do CD
aumentando os riscos de avarias e/ou roubos de produtos, além de causar problemas entre as áreas de inbound,
recebimento e no fluxo logístico nas fábricas da empresa. O objetivo dessa pesquisa foi estimar a capacidade de
recebimento e armazenagem de materiais do CD, de modo que a demanda de mercadorias enviadas da fábrica
pudesse ser suportada pela capacidade da área de recebimento. A metodologia utilizada para calcular a capacidade
da área envolveu: (i) cronoanálise, (ii) identificação das características da carga, (iii) cálculo do tempo padrão das
atividades e (iv) estimativa da capacidade máxima e mínima de recebimento e armazenagem de materiais. Os
resultados obtidos mostraram que a atividade de armazenagem de materiais é o gargalo do processo, onde a
capacidade máxima de recebimento do CD é 752 pallets/mês e a capacidade mínima de 406 pallets/mês,
considerando que todos os pallets recebidos apresentassem o perfil misto.
Objetivo(s): O objetivo dessa pesquisa foi estimar a capacidade de recebimento e armazenagem de materiais do
CD, de modo que a demanda de mercadorias enviadas da fábrica pudesse ser suportada pela capacidade da área
de recebimento.
Metodologia/abordagem: A metodologia utilizada para calcular a capacidade da área envolveu: (i)
cronoanálise, (ii) identificação das características da carga, (iii) cálculo do tempo padrão das atividades e (iv)
estimativa da capacidade máxima e mínima de recebimento e armazenagem de materiais.
Resultados: Os resultados obtidos mostraram que a atividade de armazenagem de materiais é o gargalo do
processo, onde a capacidade máxima de recebimento do CD é 752 pallets/mês e a capacidade mínima de 406
pallets/mês, considerando que todos os pallets recebidos apresentassem o perfil misto. Com foi evidenciado que
o gargalo do processo não está na etapa de conferência e sim na etapa de armazenagem.

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
334
Implicações práticas: Baseado nos resultados é possível que o CD estudado possa programar o envio de
caminhões, de modo que a escala de trabalho seja respeitada e não haja necessidade de horas extras, ou retenção
de carros devido ao estouro da capacidade de recebimento do CD.
Palavras-chave: centro de distribuição, armazenagem de materiais, capacidade, recebimento, tempo padrão.
Abstract: The main objective of this research was to establish the capacity of receiving and storing materials
from the cosmetics company's distribution center, so that the schedules for sending cars with merchandise from
the factory to the CD were in accordance with the capacity of the area of receipt. The methodology used to
calculate the capacity of the area involved is the following: chronoanalysis of the activities of the sector,
calculation of the standard time of execution of the activities, identification of the characteristics of the load that
affected the most in the time of completion of activities, calculation of the maximum and minimum capacity of
receiving and Storage of materials. The results obtained showed that the material storage activity is the
bottleneck of the process, however, the processing time of loading Increases in the conferencing step, and
consequently the process capacity is reduced. Thus, if all the pallets had the full profile, the maximum capacity
of receiving the CD would be 752 pallets in the month and the minimum capacity of receiving 406 pallets in the
month for pallets with mixed profile.
Aims(s): The main objective of this research was to establish the capacity of receiving and storing materials
from the cosmetics company's distribution center, so that the schedules for sending cars with merchandise from
the factory to the CD were in accordance with the capacity of the area of receipt.
Methodology: The methodology used to calculate the capacity of the area involved: chronoanalysis of the
activities of the sector, calculation of the standard time of execution of the activities, identification of the
characteristics of the load that affected the most in the time of completion of activities, calculation of the
maximum and minimum capacity of receiving and Storage of materials.
Results: The results obtained showed that the material storage activity is the bottleneck of the process, however,
as the load arriving at the CD is processed per step, not in line, when the pallet has the mixed profile, the
processing time of the load Increases in the conferencing step, and consequently the process capacity is reduced.
Thus, if all the pallets had the full profile the maximum capacity of receiving the CD would be 752 pallets in the
month and the minimum capacity of receiving 406 pallets in the month for pallets with mixed profile.
Practical Implications: Based on the results, it is possible that the studied CD can program the sending of
trucks, so that the work scale is respected and there is no need for overtime, or retention of cars due to the
overflow of the capacity to receive the CD.
Keywords: Distribution, storage, receiving, capacity, and standard time.

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
335
1. Introdução
A globalização e o consequente aumento da competitividade entre empresas exigem
esforços das organizações, como a contenção de custos e o aperfeiçoamento de serviços e/ou
produtos para seus consumidores. Nesse contexto, o Gerenciamento das Cadeias de
Suprimento ganha destaque, pois busca o controle e a cooperação dos elos que compõem a
rede, na execução de atividades importantes para a cadeia (BALLOU, 2006).
A logística é responsável pelo planejamento, implementação e controle do fluxo de
materiais direto e/ou reverso, e da informação vinculada a essas atividades, desde a extração
da matéria prima, passando pela transformação desses insumos em um produto final pronto
para comercialização, até a chegada desses produtos no consumidor final (CSCMP, 2008). A
logística possui o difícil desafio de entregar o produto requisitado pelo cliente, no endereço
registrado na hora da compra, no prazo acordado e com a qualidade que o consumidor espera.
Porém, as empresas precisam encontrar um ponto de equilíbrio, para que o nível de serviço
prometido não comprometa o fluxo de caixa das organizações.
Os custos operacionais do transporte e da armazenagem são os principais responsáveis
por elevar o custo final do produto (VIVAN, 2011). A armazenagem dos produtos começa
com o recebimento de materiais nos armazéns, depósitos e centros de distribuições das
empresas. A falta de controle e estudos sobre a capacidade de recebimento pode colocar em
risco os produtos e acarretar em prejuízos para as empresas.
Devido ao grande impacto das atividades logísticas, não somente no nível de serviço
ofertado ao cliente, mas também no custo atribuído ao produto final, o desenvolvimento de
projetos que atuem no controle e planejamento de operações logísticas, particularmente em
Centro de Distribuição (CD), pode aumentar a competitividade da empresa, diante de seus
concorrentes ou estreitar relações com os demais elos do canal de suprimentos. Com o
objetivo de enfrentar estes desafios, este trabalho está estruturado da seguinte forma, a seção 1
é introdutória e fornece um panorama geral do trabalho. A seção 2 apresenta a revisão de
literatura que serve como o arcabouço conceitual que embasa as técnicas aplicadas. A seção 3
apresenta a metodologia de pesquisa. A seção 4 apresenta o estudo de caso e a seção 5 encerra
o trabalho com as principais conclusões e possibilidades de estudos futuros.

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
336
2. Revisão bibliográfica
2.1. Logística de distribuição
A logística de distribuição física vem ganhando maior destaque com a globalização da
economia. A necessidade das empresas em produzir em um local e maximizar os pontos de
comercialização de suas mercadorias, independente da proximidade com os canais de
processamento, aumentou a demanda por operações logísticas que garantissem a pulverização
de bens. A distribuição física, em uma de suas definições, configura o intervalo de prazos e
deslocamentos entre os locais de processamentos de pedidos da organização e seus clientes e
engloba as atividades de transporte, armazenagem e movimentação (BALLOU, 2006).
2.2. Armazenagem e manuseio de materiais
A armazenagem de materias é uma atividade que requer bastante atenção dentro das
operações logísticas, já que os custos com estoque são bastante altos. Quando uma empresa
opta por ter parte dos seus valores em produtos estocados, é necessária a boa gestão destes
materiais para evitar perdas com avarias e obsolescência dos bens armazenados. O processo
de armazenagem tem início com o recebimento de produtos no local da sua armazenagem,
processo que requer bastante atenção para evitar a perda de produtos dentro do espaço físico
destinado à sua armazenagem. O estoque é responsável pela administração de materiais
enquanto armazenados e inclui as atividades de: armazenamento, distribuição, pedido,
inventário de materiais e produtos acabados (GAITHER, 2006). Neste sentido, a definição de
tempos padrões nas atividades ligadas à distribuição física, como por exemplo, a atividade de
recebimento e armazenagem de materiais, auxilia no aumento de produtividade no trabalho,
através da eliminação de retrabalhos dentro dos armazéns e centros de distribuições e redução
de custos operacionais, além de permitir o planejamento da capacidade dos setores, através do
reconhecimento e tratamento de gargalos.
2.3. Medição do trabalho em centros de distribuição
Um dos métodos de medição do trabalho em CD´s é a cronoanálise, que deve envolver a
determinação do tempo médio, fator de ritmo, tempo normal e tolerâncias para fadiga ou
necessidades particulares do operador. A qualidade dos dados obtidos poderá ser aferida
através de gráficos de controle (MARTINS e LAUGENI, 2006). No CD há uma grande

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
337
variaedade de atividades operacionais de curta duração que definem o lead time dos serviços
prestados a cliente e o desempenho desse tipo de operação logística.
A acurácia das medições temporais referentes aos métodos de trabalho será maior se
houver a divisão da operação total em etapas. Os instrumentos utilizados, o conjunto de
movimentos estudados, ferramentas, calibração de equipamentos e demais variáveis que
influenciam na análise, devem ser definidos com nitidez (PEINADO e GRAEML, 2007). Os
principais conceitos utilizados nesta pesquisa são:
a) Número de ciclos ( ): A equação abaixo é proveniente da expressão do intervalo de
confiança da distribuição por amostragem da média de uma variável distribuída
normalmente. Para estipular o número de ciclos deverão ser realizadas cronometragens
preliminares. Segundo Martins (2006), Peinaldo (2007) e Picanco (2011) o número de
ciclos pode ser calculado através de;
(1)
Onde:
= Número de ciclos;
= Nível de confiança da distribuição normal (usualmente definido entre 90% e 95%);
= Amplitude da amostra (diferença entre a amostra maior e menor);
= Erro relativo (admissível quando entre 5% e 10%);
= coeficiente tabelado em função do tamanho da amostra preliminar;
= média da amostra
A Tabela 1 representa o coeficiente de probabilidade que deve ser adotado ao utilizar a
Equação (1), anteriormente descrita.

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
338
Tabela 1: Coeficientes de probabilidade.
Probabilidade 90% 91% 92% 93% 94% 95% 96% 97% 98% 99%
Z 1,65 1,70 1,75 1,81 1,88 1,96 2,05 2,17 2,33 2,58
Probabilidade 90% 91% 92% 93% 94% 95% 96% 97% 98% 99%
Z 1,65 1,70 1,75 1,81 1,88 1,96 2,05 2,17 2,33 2,58
Fonte: tabela Z
A Tabela 2 representa o coeficiente em relação ao número de amostras inicialmente
tomado para realizar as cronometragens iniciais.
Tabela 2: Coeficiente em função ao número de cronometragens preliminares.
N 2 3 4 5 6 7 8 9 10
1,128 1,693 2,059 2,326 2,534 2,704 2,847 2,970 3,078
Fonte: tabela coeficientes de shewhart
b) Tempo real (TR): O tempo real é aquele proveniente diretamente das cronometragens
realizadas;
c) Tempo normal (TN): Representa o tempo real acrescido pela eficiência do trabalhador.
A velocidade do trabalhador é sujeita à análise do responsável pelo estudo de tempos,
que julga a velocidade do funcionário segundo sua própria ideia de ritmo normal. O
cálculo do tempo normal é obtido através da fórmula (SANTOS, 2015);
(2)
Tempo normal;
Média do tempo cronometrado;
velocidade do trabalhador (eficiência do trabalhador).
d) Tolerâncias: Segundo Peinaldo (2007), as indústrias consideram como tempo médio de
paradas entre 5% e 10% da jornada de trabalho de seus funcionários para atividades

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
339
com turno de oito horas sem paradas para descanso (somente o almoço). Já Martins
(2006) indica que as empresas consideram 5% da jornada como paradas para
necessidades pessoais e 10% devido à fadiga. Figueiredo (2011) indica que o ideal
seria uma tolerância de 5% do um turno de trabalho de oito horas, com necessidades
pessoais. Porém, o mesmo autor evidencia que em trabalhos sob condições normais,
com ambiente iluminado, ventilado e temperatura ideal, o fator de tolerância adotado
pelas empresas costuma variar entre 15% e 20%;
e) Tempo padrão (TP): O tempo padrão é obtido pelo acréscimo das tolerâncias ao tempo
normal. Esta tolerância se dá devido à demora durante o processo, fadiga ou questões
não controladas pelo operador e que interferem no processo (SANTOS, 2015);
(3)
Onde:
Tempo padrão;
Tempo normal;
Fator de tolerância.
Todas as equações e premissas anteriormente expostas têm o intuito de definir tempos
de operação ideais, levando em consideração o ritmo de trabalho e condições fisiológicas
dos trabalhadores.
3. Método proposto
Esta pesquisa foi estruturada com base no conhecimento proveniente de trabalhos
relevantes dentro dos assuntos abordados, e pela prática de tais conhecimentos em um estudo
de caso. A vertente teórica auxilia na identificação de pontos chaves para o projeto, que
através da relevância e contribuição para o ambiente da pesquisa dão suporte aos cálculos e
procedimentos de obtenção de dados da maneira mais correta e eficiente possível. São
abordados autores clássicos e autores mais atualizados que mostram exemplos de aplicação
das técnicas utilizadas na pesquisa. Os eixos temáticos trabalhados durante este estudo são:
estudo de tempos, análise estatística e atividades logísticas internas.

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
340
A vertente empírica contempla um estudo de caso, com o principal objetivo de
caracterizar o ambiente de análise e informar os fatores de maior relevância dentro do setor
estudado. O estudo de caso norteia a pesquisa, através do levantamento das principais
características e particularidades que influenciam nos tempos de conclusão dos processos sob
escopo da área de recebimento e armazenagem de materiais, conforme figura abaixo. A
Figura 1 ilustra a estrutura metodológica que foi utilizada no projeto.
Figura 1 – Estrutura metodológica
Monografia
Vertente
empírica
Vertente
teórica
Estudo de
tempos
Análise
estatística
Atividades
logísticas
internas
Estudo de
caso
Base teóricaAnálise de
dados
coletados
Definição da
capacidade
de
recebimento
Considerações
Finais
Fonte: os autores (2017)
4. Resultados
Durante a tomada de tempos as informações registradas foram anotadas em folhas de
cronoanálise e posteriormente armazenadas em um banco de dados em planilhas do MS
Excel. Cada setor teve os tempos armazenados em planilhas distintas. Para cada uma das
áreas observadas os campos de preenchimento nas planilhas de registro foram:

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
341
a) Nº da observação;
b) Data;
c) Nome do operador;
d) Nome do observador;
e) Tempo obtido;
f) Anotações;
O instrumento utilizado para aferir os tempos foi o cronômetro digital. Além do
cronômetro, outros equipamentos utilizados na cronoanálise foram: pranchetas de apoio para
as folhas onde eram registrados os tempos, lápis e borracha.
A determinação do número de ciclos foi realizada através da Equação 01, já
anteriormente utilizada por Martins (2006), Peinaldo (2007) e Picanco (2011).
Para todos os setores estudados, o coeficiente de distribuição normal remete a uma
probabilidade de 95% e erro relativo de medida no valor de 5%. O número inicial de
amostras, para todos os setores, foi de dois ciclos, resultando em um coeficiente em função do
número de cronometragens realizadas anteriormente de 1,128, conforme a Tabela 1. Os
tempos cronometrados foram registrados na unidade de minutos e cada ciclo refere-se à um
pallet distinto. A tabela abaixo mostra os parâmetros e valores utilizados para cada setor:
Tabela 3 - Estimativa de ciclo necessários para a cronoanálise
Descarga
Conferên
cia pallet
fraciona
do
Conferência
pallet misto
Conferência
pallet full Bipagem Armazenagem
Ciclo 1 1,183 0,533 3,217 0,333 2,633 10,100
Ciclo 2 1,017 0,467 3,567 0,283 2,233 8,333
1,10 0,500 3,392 0,308 2,433 9,217
R 0,167 0,067 0,350 0,050 0,400 1,767
-5% 0,050 0,050 0,050 0,050 0,050 0,050
1,128 1,128 1,128 1,128 1,128 1,128
Z (95%) 1,96 1,96 1,96 1,96 1,96 1,96
N 27 21 12 31 32 44
Fonte: os autores (2017)

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
342
Assim, foi necessário realizar 27 ciclos para o setor de descarga, 21 ciclos para
conferência de pallet fracionado, 12 ciclos para conferência de pallet misto, 31 ciclos para
conferência de pallet full, 32 ciclos para bipagem e 44 ciclos para a armazenagem.
Após a tomada dos tempos, segundo os ciclos calculados, estipulou-se o tempo médio
de ciclo de cada um destes setores. A Tabela 2 a seguir, mostra a média temporal obtida
através das cronometragens em minutos.
Tabela 4: Média do tempo de ciclo do processo de recebimento e armazenagem
Descarga
Conferência
Pallet
Fracionado
Conferência
Pallet Misto
Conferência
Pallet Full Bipagem Armazenagem
Média de
tempo
(minutos)
0,798 0,801 3,798 0,173 0,683 4,797
Fonte: os autores
Após estimar o tempo de ciclo de cada fase do processo estudado, calculou-se o tempo
normal. Para aplicação da Equação (2), foi necessário avaliar o ritmo de trabalho do
funcionário. No estudo de caso realizado, considerou-se que o operador trabalhou em
velocidade normal. Nestes casos, Peinado (2007) e Graeml (2011) sugerem utilizar uma taxa
de velocidade de 100%. Logo, aplicando a Equação 02 para calcular o tempo normal nos
setores de descarga, conferência, bipagem e armazenagem, obteve-se tempos normais iguais
aos tempos médios de ciclo.
Em seguida, calculou-se o tempo padrão de cada etapa do processo. Segundo Martins
(2006), devem ser acrescentadas tolerâncias ao tempo normal, devido a fatores fisiológicos e
comportamentais dos operadores que impossibilitarão que os mesmos trabalhem 100% dos
turnos. Este acréscimo representa o tempo ocioso que a empresa permite aos seus
funcionários.
Para estimar este fator, foi realizada uma reunião de alinhamento com os supervisores e
coordenador da operação no CD. Nesta reunião acordou-se de que seria permitido 15% de
tolerância sobre o tempo normal calculado. Sendo assim, foi calculado o tempo padrão através
da Equação 03, onde o fator de tolerância definido foi de 115%, já que a empresa permitiu o
acréscimo de 15% sobre o tempo normal.

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
343
Tabela 5: Estimativa do Tempo normal e padrão do processo estudado
Descarga
Conferência
Pallet
Fracionado
Conferência
Pallet Misto
Conferência
Pallet Full Bipagem Armazenagem
Tempo de
ciclo
(minutos)
0,798 0,801 3,798 0,173 0,683 4,797
Velocidade
do
operador
(V)
100% 100% 100% 100% 100% 100%
Tempo
normal
(TN)
0,798 0,801 3,798 0,173 0,683 4,797
Fator de
tolerância
(FT)
115% 115% 115% 115% 115% 115%
Tempo
padrão 0,918 0,921 4,368 0,199 0,786 5,517
Fonte: os autores
Para calcular a capacidade de recebimento e expedição, baseado no tempo padrão de
execução de cada uma das etapas do processo, foram adotadas algumas premissas observadas
durante o estudo de caso:
a) O CD estudado trabalha em um regime de escala de trabalho variável, onde na primeira
semana do mês são trabalhadas 4 horas (de segunda à sexta feira), na segunda semana
são trabalhadas 5 horas (de segunda à sexta feira), na terceira semana 8 horas (de
segunda ao sábado) e na última semana do mês os recursos humanos do setor de
recebimento são realocados em outros processos do CD, pois não há recebimento e
armazenagem de cargas nesse período.
b) Durante o processamento das cargas apenas 1 recurso humano realiza as etapas do
processo.
c) Toda a carga é processada por etapa, ou seja, só se inicia a conferência dos pallets após
a descarga de todo o carro, a bipagem dos pallets só é iniciada após a conferência de
toda a carga, e consequentemente, a armazenagem tem início apenas após a bipagem do
último pallet.
d) As empilhadeiras e coletores utilizados não falham durante o período de trabalho, ou
seja, possuem confiabilidade de 100% (R(t) = 100%).

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
344
e) Cada caminhão enviado pela equipe de inbound ao CD contém 20 pallets.
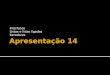
Calculando a capacidade de processamento de cada etapa, individualmente, desde a
descarga do pallet até o seu armazenamento, é possível identificar o gargalo do processo. A
Figura 2 mostra o diagrama com a capacidade de processamento de pallets/hora de cada setor.
Foram desenhados três modelos, visto que existem três perfis distintos de organização dos
pallets que são enviados ao CD e cada um deles impacta de maneira diferente na conclusão da
etapa de conferência da carga.
Figura 2: Análise de capacidade de recebimento e armazenagem do CD.
Capacidade de Recebimento e Armazenagem de Materiais
Descarga Conferência de Pallets fracionados Bipagem Armazenagem
Figu
ra 5
65 pallets/hora 13 pallets/hora 76 pallets/hora 10 pallets/hora
Início
Fim
301 pallets/hora
65 pallets/hora
Pallet fracionado
Pallet misto
Pallet Full
Fonte: os autores
A Tabela 4 mostra a capacidade de processamento das etapas que envolvem o
recebimento e armazenagem de materiais. A capacidade foi obtida dividindo 60 minutos pelo
tempo padrão de processamento (em minutos) das etapas de: descarga, conferência de pallet
fracionado, conferência de pallet misto, conferência de pallet full, bipagem e armazenagem.

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
345
Tabela 6: Cálculo da capacidade de processamento das etapas que envolvem o recebimento e
armazenagem de materiais.
Descarga
Pallet
fracionado
Pallet
Misto
Pallet
Full Bipagem Armazenagem
Tempo de
processamento
de 1 pallet
0,918 0,921 4,368 0,199 0,786 5,517
Capacidade
(pallets/hora) 65,36 65,15 13,74 301,51 76,34 10,88
Fonte: os autores
Os modelos anteriormente expostos mostram que a etapa de descarga tem capacidade
para processar 65 pallets por hora, enquanto a atividade de bipagem dos pallets tem
capacidade de 76 pallets por hora. A etapa de armazenagem apresentou a disponibilidade de
processar 10 pallets por hora. Já a etapa de conferência dos pallets possuirá três capacidades
distintas, que variam de acordo com o perfil do pallet recebido, sendo assim:
a) Pallets fracionados: Capacidade de 65 pallets/hora;
b) Pallets full: Capacidade de 301 pallets/hora;
c) Pallets mistos: Capacidade de 13 pallets/hora;
O menor tempo de processamento individual é o fator que influencia o ritmo de trabalho
do processo global. Logo, a capacidade de recebimento e armazenagem do centro de
distribuição estudado seria de 10 pallets/hora, visto que a atividade de armazenagem do SKU
apresentou-se como a mais lenta no fluxo de recebimento e armazenagem de materiais, e por
isso, dita o ritmo do processo. Porém, esta capacidade de 10 pallets/hora ditaria o ritmo do
processo, caso as cargas fossem processadas em linha, ou seja, se cada pallet seguir para a
próxima etapa do processo imediatamente após sair da etapa anterior.
Como toda a carga do CD é processada por etapa, o primeiro pallet a ser processado em
uma etapa, precisará esperar até que o último pallet seja processado nesta mesma etapa para
só então seguir para a próxima atividade.
O CD estudado não controla a chegada do tipo de pallet, por isso não pode-se estimar
precisamente a capacidade do processo. Porém, pode-se estimar pela teoria das restrições a
melhor e a pior hipótese de chegada de pallets para conferência. Sendo assim, calculou-se o
tempo de processamento de 20 pallets em cada uma das etapas, distinguindo apenas a etapa
de conferência, onde o tempo de finalização de cada etapa dependerá do perfil do pallet (full,

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
346
misto ou fracionado). Segue a Tabela 5 com a comparação do tempo total de processamento
de 20 pallets.
Tabela 7: Capacidade de Recebimento e armazenagem da carga segundo perfil do pallet e considerando o
processamento de toda a carga por etapa.
Tempo de
processamento
Pallet fracionado
(minutos)
Tempo de
processamento
Pallet misto
(minutos)
Tempo de
processamento
Pallet full
(minutos)
Descarga 18,36 18,36 18,36
Pallet fracionado 18,42 0 0
Pallet Misto 0 87,36 0
Pallet Full 0 0 3,98
Bipagem 15,72 15,72 15,72
Armazenagem 110,34 110,34 110,34
Tempo total (minutos) 162,84 231,78 148,4
Tempo total (horas) 2,71 3,86 2,47
Pallets/hora 7,37 5,18 8,09
Fonte: os autores
A partir da estimativa do tempo de processamento das cargas de um veículo (com 20
pallets), foi possível calcular a capacidade máxima e mínima de recebimento do CD de
acordo com as horas trabalhadas da escala de trabalho adotada. Segue Tabela 6 com os
resultados alcançados:
Tabela 8: Capacidade Máxima e Mínima de recebimento de pallets no mês
Horas trabalhadas Recurso humano Pallet fracionado Pallet misto Pallet full
1ª semana 20 1 147 104 162
2ª semana 25 1 184 129 202
3ª semana 48 1 354 249 388
Capacidade de Recebimento no mês 685 481 752
Perfil do pallet
Fonte: os autores
Sendo assim, a capacidade máxima de recebimento do CD é de 752 pallets no mês
(considerando que os pallets tenham o perfil full) e a capacidade mínima de recebimento de
481 pallets no mês (considerando que os pallets tenham perfil misto). Para pallets com perfil

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
347
fracionado, a capacidade é de 685 pallets no mês. Com essa informação é possível que o CD
estudado tenha o envio de caminhões programados, de modo que a escala de trabalho seja
respeitada e não haja necessidade de horas extras, ou retenção de carros devido ao estouro da
capacidade de recebimento do CD.
5. Conclusões
Com o objetivo de definir a capacidade de recebimento de cargas do CD estudado e
após aplicação da metodologia de cronoanálise indicada na pesquisa, a capacidade de
recebimento de cargas da empresa de cosméticos foi estimada. O CD possui a capacidade de
receber por hora de trabalho: 7 pallets fracionados, 8 pallets full ou 5 pallets mistos. O tempo
médio de conclusão de cada processo para uma unidade de pallet recebida é de 0,918 minuto
por pallet descarregado, 0,921 minuto por pallet fracionado conferido, 4,368 minutos por
pallet misto conferido, 0,199 minuto por pallet full conferido, 0,786 minuto por pallet bipado
e 5,517 minutos por pallet armazenado.
A variável que influencia na conclusão dos tempos do processo é o modo como os
pallets são arranjados. Quando só há um SKU no pallet completo, a conferência é muito
rápida, pois os operadores só precisam contar quantas caixas o pallet possui e multiplicar pela
quantidade de unidades dentro de cada caixa. Quando existem caixas fracionadas, o operador
precisa contar quantas unidades existem dentro das caixas fracionadas. Já no pallet misto, o
operador necessita identificar quantos SKUs diferentes existem no pallet e só então contá-los,
fato que torna o processo de conferência mais demorado.
Foi observado que a características da carga (pallets full, fracionados ou misto) está
relacionada diretamente com a capacidade de recebimento do CD, contudo, foi evidenciado
que o gargalo do processo não está na etapa de conferência e sim na etapa de armazenagem.
Caso o processamento dos pallets fosse em linha, ou seja, cada pallet saísse da etapa anterior
e seguisse imediatamente para a próxima etapa, a capacidade de recebimento das cargas não
seria afetada por características da carga que estivesse sendo recebida, já que o gargalo do
processo é a armazenagem e não a conferência. Como a armazenagem é realizada da mesma
maneira, para qualquer tipo de carga recebida, não haveria influência do perfil de carga na
determinação da capacidade global do processo.

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
348
No entanto, como a carga total de um veículo é processada por etapa, quando os pallets
recebidos são mistos, a etapa de conferência é mais demorada do que quando os pallets são
full, logo, há variação da capacidade de recebimento e armazenagem, de acordo com a
configuração da carga recebida.
Os métodos científicos aplicados (Engenharia de Métodos e de Logística) se
demonstraram eficazes para o objetivo da pesquisa, pois apresentaram resultados satisfatórios
e aceitos pela empresa estudada. Para próximos trabalhos, recomenda-se que seja analisada a
possibilidade de implantar o sistema just in time no CD, onde os pallets seguiriam para as
próximas etapas de processamento em linha através de Kanbans de movimentação para um
processo make to order. Além disso, recomenda-se também mapear com mais detalhes a etapa
de armazenagem, calcular o tempo de procura e o tempo de trajeto e realizar um estudo 5S na
empresa para limpeza e organização do ambiete de trabalho no CD.
REFERÊNCIAS
BALLOU, R. H. Gerenciamento da cadeia de suprimentos. São Paulo: Bookman, 2006.
COUNCIL OF SUPPLY CHAIN MANAGEMENT PROFESSIONALS. Supply Chain
Logistics Definition. Council of Supply Chain Management, 6 Agosto 2010. Disponivel em:
<https://webcache.googleusercontent.com/search?q=cache:mG9R7vT1DC4J:https://cscmp.or
g/supply-chain-management-definitions+&cd=1&hl=pt-BR&ct=clnk&gl=br>. Acesso em:
Setembro 2016.
EUROMONITOR. Beleza e cuidado pessoal. São Paulo, 2016. Disponível em:
<http://www.euromonitor.com/beauty-and-personal
care?CountryCode=null&IndustryCode=90109&ContentType=null&ReportType=null&Sort
By=1&PageNumber=2&PageSize=20&PageType=1>. Acesso em: Maio 2017.
FIGUEIREDO, F. J. S. D.; OLIVEIRA, T. R. C. D.; SANTOS, A. P. B. M. Estudo de
tempos em uma indústria e comércio de calçados e injetados LTDA. Belo Horizonte:
Enegep, 2011.
GAITHER, N.; FRAZIER, G. Administração da produção e operações. São Paulo:
Thomson, 2006.
MARTINS, P. G.; LAUGENI, F. P. Administração da produção. São Paulo: Saraiva, 2006.

VII Congresso de Sistemas Lean, 10 e 11 de novembro de 2017 – Niterói, RJ.
349
MEDEIROS, C. P. et al. Siistemas e Técnicas de movimentação e armazenagem de
materiais: Um enfoque no arranjo de layout de estoque aplicado a uma montadora de
computadores. Enegep, 2011.
PEINADO, J.; GRAEML, A. R. Administração da produção: operações industriais e de
serviços. Curitiba: Unicenp, 2007.
PICANCO, A. R. S. et al. Estudo de Padronização e definição da capacidade produtiva de
uma indústria de bebidas visando um controle mais eficiente do processo produtivo.
Enegep, 2011.
SANTOS, A. C. D. S. G. D. et al. Estudo de tempos e movimentos no processo de
confecção de jalecos. Enegep, 2015.
VIVAN, P.; SILVA, J.; VIEIRA, J. Análise de viabilidade de inclusão de um ponto de
cross docking na cadeia de distribuição de aves. Enegep, 2011.