Embed Size (px)
Citation preview

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 1 de 43Patrocínio
Pintura
SumárioPintura.................................................................................................................................31. Histórico – origem da pintura..........................................................................................32. Usos e aplicações...........................................................................................................33. Conceitos........................................................................................................................3
3.1. Terminologia..................................................................................................................33.2. Classificação das cores.................................................................................................43.3. Veículo (resinas)............................................................................................................43.4. Solventes.......................................................................................................................53.5. Pigmentos......................................................................................................................5
3.5.1. Pigmentos tintoriais.................................................................................................63.5.2. Pigmentos anticorrosivos........................................................................................63.5.3. Pigmentos de proteção por barreira........................................................................83.5.4. Cargas.....................................................................................................................83.5.5. Aditivos....................................................................................................................8
4. Classificação das tintas..................................................................................................94.1. Tintas monocomponentes..............................................................................................9
4.1.1. Tintas a óleo............................................................................................................94.1.2. Tintas alquídicas.....................................................................................................94.1.3. Tintas fenólicas.....................................................................................................104.1.4. Acrílicas, borrachas cloradas e vinílicas (lacas)....................................................10
4.1.4.1. Resinas acrílicas.............................................................................................114.1.4.2. Borrachas cloradas.........................................................................................114.1.4.3. Tintas vinílicas................................................................................................11
4.2. Tintas bicomponentes..................................................................................................114.2.1. Tintas epóxi...........................................................................................................124.2.2. Tintas de poliuretana.............................................................................................12
4.3. Tintas ecológicas.........................................................................................................124.3.1. Tintas de alta espessura.......................................................................................134.3.2. Tintas de altos sólidos...........................................................................................144.3.3. Tintas em pó..........................................................................................................154.3.4. Tintas à base de água...........................................................................................15
5. Preparação de superfície..............................................................................................165.1. Limpeza manual...........................................................................................................165.2. Limpeza mecânica.......................................................................................................165.3. Jateamento abrasivo a seco........................................................................................17
5.3.1. Tipos de carepas...................................................................................................175.3.2. Padrões de limpeza de superfícies.......................................................................175.3.3. Inspeção antes do jateamento..............................................................................185.3.4. Jateamento úmido.................................................................................................18
5.4. Rugosidade superficial.................................................................................................185.5. Fosfatização.................................................................................................................195.6. Casos especiais...........................................................................................................20
5.6.1. Aço carbono zincado.............................................................................................205.6.2. Alumínio................................................................................................................215.6.3. Aço inoxidável.......................................................................................................21
6. Métodos de aplicação...................................................................................................216.1. Preparação..................................................................................................................216.2. Execução da pintura....................................................................................................226.3. Pincel ou trincha..........................................................................................................22
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 2 de 43Patrocínio
Pintura
6.4. Rolo..............................................................................................................................226.5. Pistola convencional....................................................................................................236.6. Pistola airless...............................................................................................................236.7. Pintura eletrostática.....................................................................................................236.8. Pintura eletroforética....................................................................................................24
7. Defeitos de pintura........................................................................................................257.1. Cratera.........................................................................................................................257.2. Enrugamento...............................................................................................................257.3. Pin hole........................................................................................................................267.4. Empolamento...............................................................................................................267.5. Marcas de trincha........................................................................................................267.6. Couro de jacaré – alligatoring......................................................................................277.7. Escorrimento................................................................................................................277.8. Trincamento.................................................................................................................287.9. Corrosão......................................................................................................................287.10. Descoramento............................................................................................................297.11. Descascamento - esfoliação – flaking........................................................................297.12. Calcinação – empoamento – chalking.......................................................................297.13. “Olho de peixe”..........................................................................................................307.14. Casca de laranja – orange peel.................................................................................307.15. Ataque por solvente – lifiting......................................................................................307.16. Pontos duros..............................................................................................................317.17. Dispersão de pigmentos............................................................................................31
8. Inspeção e ensaios.......................................................................................................328.1. Recebimento e armazenagem.....................................................................................328.2. Caracterização.............................................................................................................32
8.2.1. Identificação da resina..........................................................................................328.2.2. Aderência..............................................................................................................338.2.3. Flexibilidade..........................................................................................................348.2.4. Impacto..................................................................................................................358.2.5. Determinação da espessura..................................................................................35
8.3. Ensaios de avaliação de desempenho........................................................................368.3.1. Névoa salina neutra – Salt Spray – Fog test.........................................................368.3.2. Ensaio cíclico prohesion........................................................................................378.3.3. Intemperismo artificial...........................................................................................378.3.4. Intemperismo natural.............................................................................................38
9. Normas de referência...................................................................................................3910. Anexo 1 – resumo das principais tintas......................................................................4011. Anexo 2 – ordem de aplicação, denominação, função e faixas de espessura seca de
algumas tintas e revestimentos não metálicos............................................................4112. Anexo 3 – compatibilidade entre algumas tintas.........................................................4113. Anexo 4 – alguns esquemas de pintura protetiva contra a corrosão em aços carbono42
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 3 de 43Patrocínio
Pintura
PINTURA
1. Histórico – origem da pinturaA pintura é uma atividade humana muito antiga. Foram encontradas pinturas datadas de 100.000 anos atrás, feitas com argila do tipo vermelho-ocre e negro-de-fumo. Os egípcios descobriram a preparação de pigmentos sintéticos e os alquimistas abriram novo capítulo da química com seus métodos experimentais; já utilizavam como elementos ligantes clara de ovo, óleos vegetais, resinas naturais como breu e betume etc..
2. Usos e aplicaçõesA pintura industrial é o meio de controle da corrosão mais empregado intensa e extensivamente. Alguns esquemas de pintura anti-corrosivas são mostrados no Anexo 4 – item 13. Além disso, esse filme tem a função de embelezar superfícies. Outras vantagens são a facilidade de aplicação, manutenção e uma boa relação custo/benefício. Além dessas, podem ser citadas as seguintes características e aplicações:
Visual agradável; Ambiente motivador; Auxílio à segurança industrial; Impermeabilização contra as infiltrações; Redução de atritos; controle bio-sanitário (tintas anti-mofo e anti-incrustantes); Reflexão luminosa; Redução de perdas por evaporação; Captação de energia solar; Isolamento elétrico; Redução acústica; Tintas especiais para indústria nuclear, tintas luminescentes e indicadoras de
temperatura; Valorização de revenda de bens; Sinalização de vias de trânsito e aeroportos.
3. ConceitosTinta é uma composição líquida, geralmente viscosa, constituída de um ou mais pigmentos dispersos em um aglomerante líquido que, ao sofrer um processo de cura quando estendida em película fina, forma um filme opaco e aderente ao substrato.A tinta é normalmente composta pelos seguintes tipos de produtos:
Solventes; Resinas; Pigmentos; Cargas; Aditivos.
Se a tinta não tiver pigmento, ela é denominada de verniz.
3.1. Terminologia Pintura é a habilidade técnica de se aplicar a tinta; Esquema de tintas ou de pinturas; refere-se ao conjunto de tintas específicas para um
determinado fim;
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 4 de 43Patrocínio
Pintura
Sistema de pintura ou especificação de pintura; é a metodologia de preparo, aplicação e seus parâmetros etc.;
Classificação das tintas industriais: tintas de fundo (primer), intermediárias e de acabamento.
3.2. Classificação das coresA Tabela 1 mostra algumas tintas, conforme a classificação da Notação “Munsell”.
Tabela 1 – algumas cores pela classificação “Munsell”NOTAÇÃO MUNSELL NOME DA COR
7.5 PB 3/8 Azul2.5 PB 8/4 Azul – pastel
2.5 PB 4/10 Azul – segurança5G 8/4 Verde – pastel
2.5 G 4/8 Verde10 GY 6/6 Verde – segurança5 Y 8/16 Amarelo – segurança2.5Y 9/4 Creme – claro
10YR 8/14 Amarelo – ouro10YR 7/6 Creme – canalização
7.5 YR 7/14 Amarelo2.5 YR 6/14 Alaranjado – segurança2.5 YR 2/4 Marrom – canalização10 R 3/6 Óxido de ferro5R 4/14 Vermelho – segurança
N 9.5 BrancoN8 Cinza – gelo
N6.5 Cinza – claroN3.5 Cinza – escuroN1 Preto
3.3. Veículo (resinas)O veículo é, normalmente, uma resina. Sua função é agregar as partículas formadoras de película; é a responsável pela aderência ao substrato e caracteriza uma tinta. Um esquema dessa função pode ser visto na Fig. 1.
Fig. 1 – função do veículo
As resinas podem ser apresentadas nos seguintes formatos:
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 5 de 43Patrocínio
Pintura
Resina sólida em pedaços; Resina sólida em pó; Resina líquida.
Os principais veículos, na sua maioria resinas, são: Óleo secativos; Resinas alquídicas; Resinas fenólicas; Resinas acrílicas; Resinas vinílicas; Borrachas cloradas; Poliésteres; Estireno-acrilato; Resina epóxi; Resina poliuretana; Silicone; Materiais betuminosos; Etil silicato; Polisiloxano.
3.4. SolventesSão líquidos voláteis claros como a água normalmente voláteis, cuja função é diluir a resina das tintas para abaixar a viscosidade e facilitar a aplicação.Alguns exemplos de solventes estão listados na Tabela 2.
Tabela 2 – alguns solventes utilizados para tintas
Origem Natureza química Tipo
Refinação de petróleo Hidrocarbonetos alifáticos Aguarrás
Indústria petroquímica Hidrocarbonetos aromáticos Xilol, toluol
Indústria química CetonasMetil etil cetona
Metil isobutil cetona
3.5. PigmentosSão substâncias, em geral na forma de pó de baixa granulometria, que são adicionadas às tintas para acrescentar algumas características. Algumas delas:
Determinar a cor; Dar opacidade à tinta; Encorpar a tinta; Proteger contra a corrosão; Proteger contra o desgaste.
Os pigmentos verdadeiros podem ser: Tintoriais;
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 6 de 43Patrocínio
Pintura
Anticorrosivos; De proteção por barreira.
3.5.1. Pigmentos tintoriaisOs pigmentos tintoriais são obtidos a partir da algumas substâncias químicas inorgânicas, como o dióxido de titânio, o cromato/molibdato/sulfato de chumbo e o negro-de-fumo. O dióxido de titânio tem ótima resistência à luz, a solventes e a álcalis; porém, tem baixa resistência a ácidos. O negro de fumo confere dureza, resistência química, à umidade e promove uma estabilidade às radiações ultra-violetas (UV). Alguns dos pigmentos tintoriais podem ser vistos na Fig. 2.
3.5.2. Pigmentos anticorrosivosOs pigmentos anticorrosivos mais utilizados são:
Cromato de zinco; Zarcão; Fosfato de zinco; Zinco metálico.
Fig. 2 – pigmentos tintoriais
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 7 de 43Patrocínio
Pintura
Fig. 3 – exemplos de aplicação de tintas com pigmento de cromato de zinco
(1) (2)Fig. 4 – exemplos de aplicação de tintas com pigmento de: zarcão (1) e fosfato de zinco (2)
O cromato de zinco é um pigmento amarelo, parcialmente solúvel em água. Dissolve-se formando uma camada de íons cromato que isola o metal do meio corrosivo. Deve-se tomar um especial cuidado com a manipulação deste pigmento, pela alta toxicidade do cromo. O zarcão é constituído de óxido de chumbo e é um dos mais antigos pigmentos usados na proteção do aço. Só funciona se a resina for à base de óleos vegetais secativos ou alquídicas modificadas com óleos. Como o cromato de zinco, o zarcão tem alta toxicidade.O fosfato de zinco é um pigmento branco de baixa toxicidade. Por ter baixa cobertura é usado em conjunto com outros pigmentos como, por exemplo, o óxido de ferro, para facilitar a visualização da uniformidade e o controle de espessura da camada.O pigmento de zinco é constituído de zinco metálico com alta pureza. As resinas que funcionam bem com os pigmentos de zinco são as epoxídicas e as de etilsilicato de zinco. O zinco está sempre associado à proteção catódica
Fig. 5 – utilização de tinta com pigmento de zinco metálico
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 8 de 43Patrocínio
Pintura
3.5.3. Pigmentos de proteção por barreiraSão pigmentos que formam folhas microscópicas superpostas e que atuam como uma barreira que dificulta a permeação dos agentes agressivos. Um esquema do mecanismo de ação desse tipo de pigmento, comparado ao convencional, pode ser visto na Fig. 6.Os mais utilizados são: mica, talco, óxido de ferro micáceo. O óxido de ferro tem por características:
É um pigmento vermelho; É uma tradição que a tinta de fundo (primer) seja vermelha; Tem baixa toxicidade e boa cobertura.
Fig. 6 – esquema da diferença entre o pigmento convencional e o lamelar; à esquerda, pigmento convencional e à direita, lamelar
3.5.4. CargasTêm a finalidade de aumentar o teor de sólidos da tinta, diminuir a viscosidade e encorpar a tinta. Normalmente são utilizados para essa finalidade:
Carbonato de cálcio (calcita); Carbonato de cálcio e magnésio (dolomita); Sulfato de bário (barita).
3.5.5. AditivosSão substâncias adicionadas às tintas para acrescentar características especiais ou melhorar algumas das suas propriedades. Os principais são:
Secantes; Anti-sedimentantes; Niveladores; Antipeles; Antiespumantes; Plastificantes; Tixotrópicos.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 9 de 43Patrocínio
Pintura
4. Classificação das tintasTradicionalmente, as tintas são classificadas em monocomponentes e bicomponentes. Essa era uma classificação para as tintas à base de solvente; atualmente existem as tintas em pó que não se enquadram nessa classificação e formam, juntamente com outras, um grupo que pode ser denominado de “tintas ecológicas”.O Anexo 1 (item 10) relaciona as principais tintas por tipos e espessura por demão e o Anexo 3 (item 12) mostra a compatibilidade entre alguns tipos de tintas.
4.1. Tintas monocomponentesA composição básica de uma tinta monocomponente pode ser vista na Fig. 7.
Fig. 7 – composição básica de uma tinta monocomponente
As tintas monocomponentes são: Tintas a óleo; Tintas alquídicas; Tintas fenólicas; Tintas acrílicas; Borrachas cloradas; Tintas vinílicas.
4.1.1. Tintas a óleoAs tintas a óleo são modificações das tintas alquídicas e fenólicas (ver subitens 4.1.2 e 4.1.3).
4.1.2. Tintas alquídicasTintas alquídicas são aquelas cuja resina é um poliéster, polímero formado pela reação entre o álcool e um ácido orgânico Como o poliéster é muito duro, pode-se substituir parcialmente radical ácido do poliéster por um óleo (Fig. 8).
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 10 de 43Patrocínio
Pintura
4.1.3. Tintas fenólicasAs resinas fenólicas são obtidas pela reação entre o fenol e um aldeído, formando um polímero. A reação de polimerização das resinas fenólicas necessita de temperatura elevada; por isto, é adicionado óleo para que a secagem ocorra à temperatura ambiente. Com essa modificação, as resinas fenólicas passaram a ser denominadas de tintas fenólicas modificadas com óleo. As tintas fenólicas têm as seguintes características:
Maior resistência a produtos químicos e umidade do que as alquídicas; Menor resistência à radiação ultravioleta; Pode ser usada em temperatura de até 120°C.
O mecanismo de atuação das tintas fenólicas é o mesmo das tintas alquílicas; isto é, evaporação do solvente e oxidação do óleo.
Fig. 8 – formação da resina alquídica
O mecanismo de atuação da tinta alquídica (Fig. 9) é a formação de um filme pela evaporação do solvente e a oxidação do óleo.
Fig. 9 – tinta alquídica
4.1.4. Acrílicas, borrachas cloradas e vinílicas (lacas)São denominadas lacas, as tintas que secam unicamente por evaporação do solvente. Podem ser:
Acrílicas; Borracha clorada;
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 11 de 43Patrocínio
Pintura
Vinílicas.
4.1.4.1. Resinas acrílicas
As resinas acrílicas são obtidas a partir dos ácidos acrílicos e metacrílicos, por meio de esterificação. Não contêm óleos e não saponificam. Suas características são:
Excelente resistência à radiação UV; Ótima retenção de brilho e de cor; Razoável resistência a ácidos e álcalis.
4.1.4.2. Borrachas cloradas
As borrachas cloradas são obtidas a partir da cloração da borracha. Têm baixa toxicidade e são resistentes a ácidos e álcalis. Podem ser utilizadas em contato com água potável. Não contêm óleos e não saponificam. Suas características são:
Degradar pelo calor; Liberar ácido clorídrico; Ter ocorrência de poros; Ter ocorrência de fissuração devido à plastificação; Ter ocorrência de empoamento.
4.1.4.3. Tintas vinílicas
As tintas vinílicas são obtidas a partir do cloreto e acetato de vinila, que se polimerizam em cloreto e acetato de polivinila. Podem ser utilizadas em atmosferas medianamente agressivas. Não contêm óleos e não saponificam. Suas características são:
Boa resistência a ácidos e álcalis; Excelente resistência à abrasão.
4.2. Tintas bicomponentesAs tintas bicomponentes são formadas pela mistura de dois conjuntos de componentes, como pode ser visto na Fig. 10.Atuam pelo mecanismo de polimerização e oxidação da resina. Podem ser:
Tintas Epóxi; Tintas Poliuretanas.
Fig. 10 – esquema básico de tintas bicomponentes
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 12 de 43Patrocínio
Pintura
4.2.1. Tintas epóxiAs resinas epóxi são polímeros caracterizados pela presença de grupos glicidila em sua molécula (também chamados de grupo epóxi).Essas tintas são de alto desempenho e de custo médio. Elas são fornecidas em dois componentes, um contendo o pré-polímero epóxi e o outro, o agente de cura. Esse é, em geral, uma amina ou amida. A cura é uma reação de calcinação.As tintas curadas com amina são resistentes a ácidos, álcalis e solventes; são menos resistentes à umidade, comparadas com as tintas curadas com amidas.As tintas curadas com amida são mais resistentes à umidade e possuem maior flexibilidade. São menos resistentes a ácidos, álcalis e solventes, comparadas ás tintas curadas com aminas.A tinta epóxi mastique é produzidas com aminas aromáticas e isocianatos. Toleram camadas leves de oxidação; possuem pigmentos lamelares e podem ser aplicadas em uma única demão. Pode ser utilizada em atmosferas altamente agressivas e ficar em imersão. É uma alternativa para locais onde não é possível fazer jateamento abrasivo e pode ser aplicada como fundo e acabamento.
4.2.2. Tintas de poliuretanaAs resinas poliuretânicas são obtidas pela reação de um isocianato com o hidrogênio de um álcool, de uma amina ou de um ácido carboxílico. A reação com um álcool é a mais importante sob o ponto de vista de seu uso na preparação de resinas para tintas. Têm como característica boas resistências à:
Ácidos; Álcalis; Solventes; Abrasão; Radiação UV.
As resinas alifáticas são mais resistentes do que as aromáticas; no entanto, estas amarelecem quando expostas à radiação UV.
4.3. Tintas ecológicasÉ um grupo de tintas que, ao longo de suas vidas úteis e mesmo após suas degradações, têm características que minimizam a agressão ao homem e ao meio ambiente. São divididas em:
Tintas em pó; Tintas hidrossolúveis; Tintas de altos sólidos; Tintas sem solventes – 100% sólidos.
Os maiores problemas ao ser humano e ao meio ambiente são os solventes e os pigmentos (Fig. 11). São prejudiciais à saúde e são inflamáveis; reagem com os compostos nitrogenados e com o oxigênio, em presença de radiação ultravioleta, produzindo ozônio. O ozônio à baixa altitude é prejudicial ao meio ambiente e à saúde do ser humano.Os novos produtos seguindo leis e regulamentações dos países desenvolvidos ou a filosofia das normas ISO 14000 apresentam cada vez menos solventes (Fig. 12) ou substituição dos solventes por água.As novas tecnologias com a abordagem ecológica produziram tintas sem metais pesados; estes novos produtos têm as seguintes denominações:
Low VOC (Low Volatile Organic Compounds, Baixo teor de Compostos Orgânicos Voláteis);
No VOC (sem Compostos Orgânicos Voláteis);Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 13 de 43Patrocínio
Pintura
Tintas de alta espessura; Tintas de altos sólidos; Tintas em pó; Tintas com base água.
Fig. 11 – perigo dos solventes orgânicos
4.3.1. Tintas de alta espessuraSão tintas que substituem as diversas camadas exigidas pelas convencionais, por uma única camada mais espessa. Com isso, diminuem a quantidade de solventes que cada camada iria demandar, pelo uso de solvente em apenas uma demão (Fig. 13).
Fig. 12 – componente da tinta prejudicial à saúde e ao meio ambiente
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 14 de 43Patrocínio
Pintura
Fig. 13 – comparação entre tintas convencionais e tintas de camada única
4.3.2. Tintas de altos sólidosSão tintas que alteram as proporções relativas entre solvente, pigmento e resina, aumentando os teores de pigmento e resina e diminuindo o teor de solvente.
Fig. 14 – esquema mostrando a diminuição dos teores relativos de resina, pigmento e solvente, para as tintas de altos sólidos
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 15 de 43Patrocínio
Pintura
4.3.3. Tintas em póSão tintas que não utilizam solvente; é usado um agente de cura para o tipo de resina empregada (Fig. 15).
Fig. 15 – esquema da elaboração e do emprego de tintas em pó
As tintas em pó estão tendo um grande avanço no seu emprego, pelas seguintes vantagens: Não liberam solventes; Não dependem do petróleo; Aplicação simples e automatizada; Não tem risco de incêndio; Perdas desprezíveis; Podem ser utilizadas como tinta de fundo.
Têm um largo espectro de empregos, tais como: Móveis; Eletrodomésticos; Edificações; Tubulações enterradas ou submersas; Chapas de aço zincado.
4.3.4. Tintas à base de águaSão emulsionadas em água e necessitam um pequeno teor de solvente (menos do que 5% – Fig. 16).
Fig. 16 – esquema de composição das tintas à base de água
As principais vantagens são:
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 16 de 43Patrocínio
Pintura
Ausência de odores; Baixa contaminação do meio ambiente; Baixíssima toxicidade.
Podem ser alquídicas, acrílicas e epoxídicas e utilizadas tanto para fundo quanto para acabamento. As tintas para aplicação eletroforética, principalmente as cataforéticas, são de grande importância na pintura automobilística.
5. Preparação de superfícieA preparação da superfície depende de uma avaliação de seu grau de intemperismo, que pode ser:
Grau A – Praticamente sem oxidação ou corrosão; Grau B – Princípio de oxidação da laminação começando a desagregar; Grau C – Oxidação existente, porem sem pitting e pequenos alvéolos visíveis que
podem ser retirados por raspagem; Grau D – Corrosão severa com marcas de pitting e alvéolos visíveis de severa
intensidade.A preparação da superfície para receber a pintura envolve os seguintes possíveis processos e controles, dependendo do grau de intemperismo avaliado:
Limpeza manual; Limpeza mecânica; Jateamento abrasivo a seco e jateamento úmido; Controle da rugosidade superficial; Fosfatização.
5.1. Limpeza manualAs ferramentas manuais como escovas, raspadores, martelos, lixas ou palhas de aço (Fig.17) retiram boa parte das ferrugens, mas não retiram as carepas.
Fig. 17 – ferramentas manuais para limpeza de superfícies a serem pintadas: 1 – martelo; 2 – talhadeira; 3 – raspador; 4 – picador; 5 – escova com cerdas de aço; 6 – espátula
5.2. Limpeza mecânicaAs ferramentas mecânicas como escovas rotativas elétricas ou a ar comprimido (Fig. 18) também retiram ferrugens (são mais efetivas) mas não conseguem retirar carepas
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 17 de 43Patrocínio
Pintura
Fig. 18 – ferramentas mecânicas: 1 – escovas rotativas; 2 – pistola de agulha
5.3. Jateamento abrasivo a secoÉ capaz de arrancar ferrugem, tintas velhas e carepas. Além da limpeza, o jato cria uma rugosidade na superfície que favorece a aderência das tintas. Tipos de abrasivos:
Areia; Granalha de aço, ferro fundido ou cobre; Óxido de alumínio (sinterball); Microesfera de vidro.
5.3.1. Tipos de carepasOs tipos de carepas têm uma classificação segundo a norma SIS 05 59 00 (Fig. 19):
A – Carepa de laminação intacta; B – Carepa de laminação destacando-se e ferrugem; C – Corrosão generalizada e sem carepa; D – Corrosão generalizada e crateras.
5.3.2. Padrões de limpeza de superfíciesA norma SIS 05 59 00 estabelece alguns padrões de limpeza, conforme ilustra a Fig. 20:
C Sa 2 1/2 – Jato ao metal quase branco - 95% de carepas e ferrugens removidas. A coloração da superfície é cinza clara, sendo toleradas pequenas manchas;
B Sa 3 – Jato ao metal branco - 100% das carepas e ferrugens removidas. É o grau máximo de limpeza. A coloração da superfície é cinza clara e uniforme;
D Sa 2 1/2 – Jato ao metal quase branco - 95% de carepas e ferrugens removidas. A coloração da superfície é cinza clara, sendo toleradas pequenas manchas.
Fig. 19 – classificação de tipos de carepas (ilustrativo)
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 18 de 43Patrocínio
Pintura
C Sa 2 1/2 B Sa 3 D Sa 2 1/2
Fig. 20 – alguns padrões de limpeza conforme SIS 05 59 00
5.3.3. Inspeção antes do jateamentoAntes do início do jateamento, algumas verificações devem ser executadas, para não comprometer o resultado esperado:
Registro de imperfeições; Registro de todas as não conformidades; Registro do grau de intemperismo da superfície; Registro da umidade relativa, que não pode ser superior a 85 %; Registro da temperatura da superfície: não menor do que 5 oC ou superior a 50 oC; Secagem e inspeção da areia ou do abrasivo especificado; deve estar isento de sais
e sua granulometria deve estar de acordo com o especificado; Drenagem do compressor de ar (deve-se evitar água e óleo na linha de ar
comprimido); As superfícies usinadas devem estar protegidas.
5.3.4. Jateamento úmidoEm vários lugares, especialmente nas zonas urbanas, o jateamento com areia seca não é mais permitido. Nesses casos, uma das alternativas é a utilização do jato úmido.
5.4. Rugosidade superficialA rugosidade provocada pelo abrasivo pode ser medida e, ao se realizar esta medida, obtém-se o perfil de rugosidade ou perfil de ancoragem. O controle da rugosidade é importante para se garantir a ancoragem da tinta, minimizando os defeitos de pintura e aumentando a durabilidade deste revestimento.
Fig. 21 – rugosidades de uma superfície de aço: excessiva (1); insuficiente (2) e ideal (3)
A rugosidade da superfície deve ser proporcional à espessura de camada recomendada. Deve variar entre 4/1 e 3/1 da espessura total. No caso de primer aplicado na oficina, a rugosidade recomendada é 2/3 da espessura do primer.O perfil de rugosidade pode ser determinado com um rugosímetro (Fig. 22).
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 19 de 43Patrocínio
Pintura
Fig. 22 – determinação do perfil de rugosidade
O controle da rugosidade é feito por meio do jateamento, com a seleção do tipo e tamanho do abrasivo que será utilizado, no caso da superfície não apresentar uma rugosidade adequada. No caso de areia, a umidade não pode exceder 85%; de uma maneira geral, o meio abrasivo tem que ser isento de contaminantes. A Tabela 3 exemplifica a seleção de um abrasivo (areia) em função da rugosidade que se quer obter.
Tabela 3 – qualidade da areia em função do perfil máximo de rugosidadeQUALIDADE DA
AREIA (TIPO)ABERTURA
DA PENEIRAGRAU ASTM (NO)
PERFIL MÁX. (m)
Muito Fina 0,2 80 30-40Fina 0,4 40 50-65
Média 1,0 18 70-90Grossa 1,7 12 100-200
Superfícies de aço inoxidável não devem ser jateadas com granalha de aço ou de ferro fundido.
5.5. FosfatizaçãoÉ um revestimento de conversão aplicado sobre o aço e o zinco com várias finalidades, entre elas está o uso como base para pintura.O aço carbono usa fosfato de ferro, fosfato de zinco e fosfatização orgânica. O aço carbono zincado utiliza fosfato tricátions. Os fosfatos de ferro, de zinco e tricátions formam cristais na superfície do metal (Fig. 23); estes cristais dão origem a um reticulado que melhora a aderência da camada de tinta.No caso da fosfatização orgânica (Fig. 24) não há formação de cristais na superfície do metal. A explicação para a boa aderência da camada de tinta é a existência de espécies químicas livres que se ligam à camada de tinta.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 20 de 43Patrocínio
Pintura
Fig. 23 – superfície fosfatizada
Fig. 24 – esquema da fosfatização orgânica
5.6. Casos especiaisPara alguns substratos metálicos foram desenvolvidos processos de preparação de superfícies para pintura. Serão abordados os seguintes:
Aço carbono zincado; Alumínio; Aço inoxidável.
5.6.1. Aço carbono zincadoO zinco apresenta dois tipos de problemas: superfície muito lisa; não pode ser jateada e a presença de fluxo de zincagem sobre a superfície. A operação é:
Preparo de superfície zincada por imersão; Lavagem rigorosa para eliminar o resíduo de cloro; Lixamento leve da superfície para criar rugosidade, visando à aderência da tinta.
O zinco se presta ao tratamento de fosfatização.A norma ASTM D 2092 descreve seis métodos para preparação de superfícies zincadas de aços, para pintura.
5.6.2. AlumínioO alumínio é muito utilizado com pintura, embora não sofra corrosão em meio atmosférico comum. A pintura é motivada por necessidade de embelezamento das superfícies,
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 21 de 43Patrocínio
Pintura
embalagens de alimentos e de bebidas feitas com esse metal. Porém, a aplicação mais nobre do alumínio é na indústria aeronáutica.O alumínio pode sofrer tratamento de conversão, que implica em fosfatização e cromatização da superfície.
5.6.3. Aço inoxidávelO aço inoxidável raramente é usado com proteção por meio de pintura; normalmente é escovado ou sofre tratamento de conversão. Nesse caso, o processo utilizado é a oxalatação. Para pintura líquida, deve ser usado epóxi e isocianato como primer.
6. Métodos de aplicaçãoAntes da aplicação, há a etapa de preparação e mistura da tinta.Para a aplicação, os principais métodos são:
Pincel ou trincha; Rolo; Pistola convencional; Pistola airless; Pintura eletrostática; Pintura eletroforética.
Algumas observações prévias sobre critérios e cuidados em relação a esses métodos: Trincha – uso em soldas, superfícies irregulares, cantos vivos e cavidades; Rolo – uso em áreas externas, planas ou com curvas de raio longo; Pistola convencional – uso em grandes áreas e necessidade de alta produtividade; Pistola sem ar (airless) – deve ser mantida perpendicular à superfície, a uma distância
constante; A bomba deve estar com pressão ajustada e deve ser utilizado o bico recomendado
pelo fabricante; Nenhuma tinta deve ser aplicada se a temperatura da superfície for menor do que o
ponto de orvalho + 3 oC. Exemplo: temperatura ambiente = 20 oC, Umidade Relativa do Ar (UR) = 65%; portanto, o ponto de orvalho – P.O., é 13 oC. Nessas condições, a menor temperatura da superfície a ser pintada é (13 + 3) = 16 oC.
O Anexo 2 (item 11) mostra a ordem de aplicação de algumas tintas e revestimentos não metálicos, com a denominação, função e espessura da camada seca.
6.1. PreparaçãoNa fase de preparação e mistura da tinta, alguns procedimentos básicos devem ser seguidos:
A tinta deve ser diluída corretamente e homogeneizada; Deve ser freqüentemente agitada em seu recipiente; Se houver dificuldade na dispersão do pigmento, a tinta não deve ser utilizada; A homogeneização deverá ser mecânica; A tinta composta de pigmentos a base de alumínio deverá ser homogeneizada
manualmente; Tinta de dois componentes deverá ser homogeneizada separadamente e depois
misturada. Não pode ser reutilizada. Deve-se observar o tempo de indução e de vida útil;
Não é permitido o uso de secante para tintas.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 22 de 43Patrocínio
Pintura
6.2. Execução da pinturaDevem-se ter alguns cuidados na execução da pintura:
Tempo: entre preparação e a pintura de fundo não pode exceder a 6 horas; Visual: a tinta deve ser verificada, assim como o método de homogeneização; Armazenamento e manuseio: equipamentos pintados e armazenados deverão ser
estocados a pelo menos 30 cm do solo e protegidos das intempéries.
6.3. Espessura e diluiçãoA diluição da tinta está relacionada com a espessura da demão. Pode-se calcular a espessura da demão pela relação mostrada na Equação 1.
Equação 1 – cálculo da espessura por demão
Onde:
e espessura da película seca por demão [m].Vt volume de tinta.Vd volume de diluente.Ft Fator do tipo de tinta: Ft = 6 para tintas a base de epóxi e F t = 4 para outros tipos de tintas.
A qualidade depende da proporção como os componentes são diluídos.
6.4. Pincel ou trinchaO pincel é utilizado para aplicação da primeira demão de tintas em cordões de solda e cantos vivos (Fig. 25). Apresenta as seguintes vantagens:
Espessura elevada; Cobertura em locais de difícil acesso.
Por outro lado, apresenta as seguintes desvantagens: Baixo rendimento; Acabamento ruim.
6.5. RoloÉ um meio de aplicação para superfícies planas ou com grande raio de curvatura e em locais com grande incidência de ventos. A Fig. 26 esquematiza os tipos de rolos.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 23 de 43Patrocínio
Pintura
Fig. 25 – uso do pincel
Fig. 26 – tipos de rolos
6.6. Pistola convencionalA pistola convencional (Fig. 27) promove uma grande produtividade e a obtenção de espessura de película praticamente constante. Requer maior diluição da tinta; isto traz as seguintes conseqüências:
Redução da espessura da película seca; A baixa espessura dá origem a poros devido a evaporação do solvente; Há uma perda excessiva de tinta, que pode chegar a 25%; É necessário um controle da posição da pistola; se estiver muito próxima da
superfície, a pintura pode apresentar escorrimento e se estiver muito longe, há a formação de névoa.
6.7. Pistola airlessA pistola airless (Fig. 28) apresenta melhor qualidade de pintura e desempenho do esquema de pintura, pois tem as seguintes características:
Utiliza uma bomba pneumática para pressurizar a tinta; Permite a aplicação de elevadas espessuras de tinta; Apresenta menores perdas, comparada à pistola convencional; são da ordem de
15%.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 24 de 43Patrocínio
Pintura
Fig. 27 – pistola convencional Fig. 28 – pistola airless
6.8. Pintura eletrostáticaA pintura eletrostática (Fig. 29) consiste na aplicação de cargas elétricas na tinta e na superfície que se quer proteger, criando uma diferença de potencial da ordem de 100.000 Volts. As espessuras obtidas por esse processo são uniformes e as bordas são bem protegidas.As tintas aplicadas a pó são curadas pela ação do calor e a ausência de solventes dá origem a películas de baixíssima porosidade.
6.9. Pintura eletroforéticaA pintura eletroforética (Fig. 31) tem semelhança com a pintura eletrostática; é um processo utilizado em pintura de fábrica, tendo na indústria automobilística sua maior aplicação. Nesse tipo de aplicação, as espessuras são uniformes e as bordas são bem protegidas devido ao efeito de bordas.
Fig. 29 – cabine para aplicação de pintura eletrostática
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 25 de 43Patrocínio
Pintura
Fig. 30 – aplicações de pintura eletrostática
Fig. 31 – aplicação de pintura eletroforética
7. Defeitos de pinturaOs principais defeitos de pintura são:
Cratera; Enrugamento; Pin hole; Empolamento; Marcas de trincha; Couro de jacaré – alligatoring; Escorrimento; Trincamento; Corrosão; Descoramento; Descascamento - esfoliação – flaking; Calcinação - empoamento – chalking; Olho de peixe; Casca de laranja - orange peel; Ataque por solvente – lifiting; Pontos duros.
7.1. CrateraÉ uma pequena depressão arredondada (Fig. 32) com gotículas no centro. Surge devido a sujeira, fibras, resíduo de material, silicones e óleos das linhas de ar comprimido.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 26 de 43Patrocínio
Pintura
Fig. 32 – crateras
7.2. EnrugamentoÉ a presença de microrrugas (Fig. 33) causadas por camada elevada ou secagem superficial muito rápida.
Fig. 33 – enrugamento
7.3. Pin holeSão pequenos poros no revestimento com dimensões de cabeça de alfinete (Fig. 34). São causados por óleos, silicones, umidade, pintura sobre superfície fria, solvente muito volátil ou muito pouco volátil.
Fig. 34 – pin holes
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 27 de 43Patrocínio
Pintura
7.4. EmpolamentoSão bolhas na superfície pintada (Fig. 35). Aparecem devido a uma superfície mal preparada ou oleosa, excesso de umidade no substrato, solvente retido no substrato ou excesso de umidade no ambiente.
7.5. Marcas de trinchaÉ a falta de nivelamento; a pintura fica estriada no sentido da aplicação (Fig. 25). É causada por:
Tinta com desbalanceamento tixotrópico; Solvente de evaporação rápida; Inabilidade do pintor; Pincel de cerdas duras.
Fig. 35 – bolhas ou empolamentos
7.6. Couro de jacaré – alligatoringÉ caracterizado pela superfície apresentar-se com textura igual ao couro de jacaré (Fig. 36). Suas causas podem ser:
Tintas de alta dureza sobre fundo de menor dureza; Secagem superficial rápida enquanto a película continua pastosa por retenção de
solvente; Tinta de fundo mais flexível do que o acabamento; Camadas espessas.
Fig. 36 – couro de jacaré ou alligatoring
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 28 de 43Patrocínio
Pintura
7.7. EscorrimentoÉ o deslocamento da tinta por gravidade formando ondas ou gotas (Fig. 37). Suas causas podem ser:
Viscosidade muito baixa da tinta; Camada muito espessa; Falta de tixotropia; Desbalanceamento de solvente.
Fig. 37 - escorrimento
7.8. TrincamentoÉ a presença de minúsculas trincas (Fig. 38) devido a um Intervalo entre demãos menor que o estipulado ou a utilização de solvente em teor elevado
Fig. 38 – trincamento
7.9. CorrosãoSão manchas e produtos de corrosão de coloração branca (Fig. 39). São causadas por tinta de etil silicato de zinco que não foi adequadamente preparada na oficina.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 29 de 43Patrocínio
Pintura
Fig. 39 – corrosão
7.10. DescoramentoÉ a perda de cor por degradação dos pigmentos ou da resina (Fig. 40). É devido ao uso de pigmentos ou resinas inadequadas.
Fig. 40 – descoramento
7.11. Descascamento - esfoliação – flakingÉ a perda de aderência entre a tinta e o substrato (Fig. 41). É devido a uma superfície contaminada com óleos, graxas, umidade (também no substrato) ou pintura sobre superfície aquecida.
Fig. 41 – descascamento
7.12. Calcinação – empoamento – chalkingÉ o envelhecimento superficial da pintura, causado por degradação por raios ultravioleta (Fig. 42); em tintas brancas e pastéis, é a utilização inadequada de dióxido de titânio.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 30 de 43Patrocínio
Pintura
Fig. 42 – empoamento
7.13. “Olho de peixe”É um tipo particular de cratera caracterizado por uma região plana e circular no centro (Fig.43). É causado por silicone fluído, antiespumantes mal incorporados e gotículas do ar de pulverização.
Fig. 43 – “olho de peixe”
7.14. Casca de laranja – orange peelÉ caracterizado por uma camada com ondulação superficial parecida com casca de laranja (Fig. 44). É devido a uma viscosidade muito alta da tinta, solvente muito leve, camada muito baixa, tinta de secagem rápida ou pressão de ar inadequada.
Fig. 44 – casca de laranja
7.15. Ataque por solvente – lifitingA tinta fica enrugada e com grumos, destacando-se do substrato (Fig. 45). É causado por contato da tinta curada com o solvente da própria tinta.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 31 de 43Patrocínio
Pintura
Fig. 45 – ataque por solvente
7.16. Pontos durosOcorrência de pequenas regiões endurecidas, como se fossem grãos rígidos (Fig. 46). Isto é causado por deficiência na dissolução do(s) pigmento(s) que não ficam com uma boa dispersão.
Fig. 46 – pontos duros
7.17. Dispersão de pigmentosOcorre quando os pigmentos não são homogeneamente dispersos, resultando em nuances de intensidade da cor (Fig. 47).
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 32 de 43Patrocínio
Pintura
Fig. 47 – dispersão de pigmentos
8. Inspeção e ensaiosA inspeção de pintura pode exigir uma grande quantidade de ensaios. Existem normas que são utilizadas como um guia de inspeção, como a ASTM D 3276. As tintas devem sofrer uma inspeção visual e documental no recebimento e armazenagem, além dos ensaios que, de uma maneira geral, podem ser de dois tipos:
Caracterização; Desempenho.
8.1. Recebimento e armazenagemDevem ser verificadas as seguintes informações e características:
Especificação comercial da tinta; Data de fabricação; Validade de vida útil; Identificação do lote; Identificação do fabricante; Identificação da cor.
Alguns cuidados devem ser observados: Embalagens de lotes diferentes não se misturam; Os recipientes devem estar fechados e empilhados verticalmente em local coberto e
ventilado; Deve-se exigir certificado de análise da tinta.
8.2. CaracterizaçãoOs ensaios de caracterização são os seguintes:
Identificação da resina; Sólidos por volume; Sólidos por massa; Viscosidade; Tempo de secagem; Massa específica; Rendimento teórico; Rendimento prático;
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 33 de 43Patrocínio
Pintura
Poder de cobertura; Determinação da espessura; Brilho especular; Aderência ao substrato; Dureza do filme; Flexibilidade; Impacto.
A seguir, serão descritos os ensaios mais utilizados.
8.2.1. Identificação da resinaÉ feita por espectroscopia na região do infravermelho (IV), uma vez que cada resina possui um espectro característico (Fig. 48).
Fig. 48 – espectro IV de uma resina
Às vezes o infravermelho não é suficiente para identificar adequadamente uma tinta, pois tintas alquídicas, acrílicas e poliuretanas são derivadas de poliésteres e, portanto, fornecem o mesmo espectro IV.
8.2.2. AderênciaA aderência da camada de tinta é avaliada através de três ensaios: corte em grade, corte em X e resistência à tração.Os ensaios de corte em X e corte em grade são realizados fazendo-se incisões na camada de tinta e em seguida colando-se uma fita adesiva. Retira-se a fita e compara-se o aspecto da camada com padrões fotográficos ou figurativos, como os da norma ASTM D 3359. A Fig.49 mostra um exemplo, com a classificação prevista por essa norma ASTM.O padrão usual para aceitação é a aderência boa (n° 3); no caso de aderência sofrível (n° 2) outro 2 pontos adicionais devem ser verificados; se estiverem dentro do especificado este requisito é considerado aprovado.Para espessuras acima de 100 m é utilizado o corte em X, com o mesmo critério de aceitação do método do quadriculado. O quadro da Fig. 50 mostra os tipos de aderência para o método do corte em X.O método da tração consiste na utilização de um dispositivo (Fig. 51), que traciona um adesivo padronizado que é colado sobre o revestimento. O método é padronizado pela ASTM D 4541.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 34 de 43Patrocínio
Pintura
Fig. 49 – exemplo de ensaio de aderência, conforme ASTM D 3359 (figuras ilustrativas)
Fig. 50 – quadro de referência para o teste de aderência em X
Fig. 51 – dispositivo sugerido pela norma ASTM para teste de aderência por tração
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 35 de 43Patrocínio
Pintura
8.2.3. FlexibilidadeOs substratos sofrem deformações aplicadas ou provenientes de variações de temperatura. Se a camada de tinta aplicada sobre esse substrato, não acompanhar essas deformações, poderá haver fissuramento desta camada.O ensaio consiste na aplicação de um mandril cônico sobre uma peça previamente pintada e a verificação do comportamento da tinta nesse substrato (Fig. 52).
Fig. 52 – exemplo de ensaio de flexibilidade
8.2.4. ImpactoConsiste no impacto de elementos esféricos contra o lado oposto da pintura e na verificação do comportamento da camada, como mostra a Fig. 53.
Fig. 53 – dispositivo para teste de impacto e exemplo de resultado
8.2.5. Determinação da espessuraA inspeção da espessura da tinta deve seguir os seguintes critérios, em geral:
Pelo menos 3 medições (seca); Medidas em pontos estratégicos ou a cada metro de comprimento; Espessuras rejeitadas:
Menor que especificadas; Maior do que 30% da mínima; Tintas a base de silicato de zinco: é aceitável até 10% acima do limite superior.
As técnicas de medida da espessura pode ser por micrômetro, como prevê a ASTM D 1005. Outro método é o gravimétrico, onde é determinada a massa da peça com e sem o revestimento. A espessura é calculada pela relação mostrada na Equação 2.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 36 de 43Patrocínio
Pintura
Equação 2
Onde:erevest. espessura do revestimento (pode ser tinta, metal etc.) [m].m1 massa do componente com o revestimento, em gramas.m2 massa do componente sem o revestimento, em gramas.d densidade do revestimento em g/cm3, após cura ou secagem.A área revestida do componente, em metros quadrados.
A norma ASTM D 1475 prevê método para medição de densidade de tintas, vernizes, lacas e produtos relacionados.Espessuras de filmes também podem ser realizadas por métodos magnéticos (Fig. 54) ou eletromagnéticos (Eddy Current) conforme prevê a norma ASTM E 376.
Fig. 54 – medição de camada de revestimento por método magnético
8.3. Ensaios de avaliação de desempenho Os ensaios de avaliação de desempenho podem ser: Resistência à névoa salina; Resistência à umidade; Resistência ao dióxido de enxofre; Prohesion; Intemperismo artificial; Intemperismo natural; Imersão; Exposição atmosférica; Scab Test.
Nestes ensaios, são avaliados: Grau de enferrujamento; Grau de empolamento; Variações no brilho e na cor; Nos casos de corpos-de-prova com incisão, alterações nas vizinhanças da incisão.
Alguns desses ensaios estão descritos a seguir.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 37 de 43Patrocínio
Pintura
8.3.1. Névoa salina neutra – Salt Spray – Fog test
Este ensaio (Fig. 55) tem por objetivo simular as condições de uma atmosfera marinha, mas não deve ser usado como um indicativo da vida útil neste meio.O padrão de névoa salina convencional utiliza uma concentração de 5% de NaCl a uma temperatura de T ≈ 37 °C. Esse teste está padronizado pela norma ASTM B 117.
Fig. 55 – equipamento para teste salt spray e esquema básico de seu funcionamento
O fog test utiliza uma câmara (Fig. 56) com atmosfera de umidade saturada a 40 °C; como variante, esta atmosfera pode ser acrescida de SO2.
Fig. 56 – equipamento para fog test
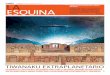
8.3.2. Ensaio cíclico prohesionEnsaio que utiliza um equipamento (Fig. 57) para simular um meio constituído de sulfato de amônia e cloreto de sódio, com aplicação de temperatura.
8.3.3. Intemperismo artificialPeças pintadas, quando expostas à atmosfera, sofrem a ação do sol e da chuva, além do envelhecimento natural devido aos raios ultravioleta e infravermelho.Existem três tipos de radiação ultravioleta; são denominadas UV-A, UV-B e UV-C, em função do comprimento de onda (l) da radiação.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 38 de 43Patrocínio
Pintura
Estas condições podem ser simuladas em laboratório, utilizando-se aparelhos denominados Weather o meter e câmara de ultravioleta com umidade (Fig. 58 e Fig. 59).
Fig. 57 – equipamento para ensaio cíclico prohesion
Fig. 58 – Weather o meter e câmara de ultravioleta com umidade
Fig. 59 – câmara de UV e esquema básico do ensaio
8.3.4. Intemperismo naturalOs ensaios não-acelerados de corrosão (Fig. 60) são os que de fato mostram o verdadeiro comportamento de um determinado material exposto à atmosfera. Porém, existe um sério inconveniente que é o tempo de duração. Normalmente, a duração desses ensaios nunca é inferior a dois anos.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 39 de 43Patrocínio
Pintura
Fig. 60 – estação de corrosão atmosférica da Flórida
9. Normas de referênciaASTM B 177 – Method of Salt Spray (Fog) Testing.ASTM D 1005 – Test Methods for Measuring of Dry Film Thickness of Organic Coatings
Using Micrometers.ASTM D 2092 – Practices for Preparation of Zinc-Coated (Galvanized) Steel Surfaces for
Painting.ASTM D 3276 – Standard Guide for Painting Inspectors (Metal Substrates).ASTM D 3359 – Test Methods for Density of Paint, Varnish, Lacquer, and Related Products;ASTM D 3359 – Test Methods for Measuring Adhesion by Tape Test.ASTM D 4541 – Test Method for Pull-Off Strength of Coatings Using Portable Adhesion
Testers.ASTM E 376 – Practice for Measuring Coating Thickness by Magnetic-Field or Eddy-Current
(Electromagnetic) Test Methods.Código Munsell – Padronização de cores.SIS 05.59.00 – Pictorial surface Preparation Standards for Painting Steel Surfaces.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 40 de 43Patrocínio
Pintura
10. Anexo 1 – resumo das principais tintas
DescriçãoNúmero de
componentesTipo*
Espessura por demão
(m)Tinta de silicato inorgânico de zinco 2 F 50
Tinta epóxi de alta espessura 2 A ou I 110 – 130Tinta epóxi sem solvente curada com poliamina 2 A 180 – 220Tinta acrílica a base de solventes inorgânicos 1 A 25
Tinta epóxi para acabamento 2 A 30Tinta antiincrestantes (óxido cuproso) 1 A 45 – 55
Tinta epóxi – óxido de ferro 2 F ou I 35 – 45Tinta epóxi – zarcão – óxido de ferro para alta
espessura2 F ou I 120
Tinta de zarcão 1 F 30Esmalte sintético semibrilhante 1 A 25
Tinta de alumínio fenólica 2 A 25Tinta de aderência de cromato básico de zinco e
polivinil butinal2 F 8 – 12
Tinta de alcatrão de hulha – epóxi- poliamida 2 A 125 – 175Tinta de fundo epóxi – pó de zinco, amida curada 2 F 60 – 70
Tinta de acabamento de poliuretano de dois componentes
2 A 30 – 40
Tinta de borracha clorada não saponificada 1 A 35Tinta de fundo epóxi – pó de zinco – amida curada 2 F 60 – 70Tinta de fundo epóxi zarcão óxido de ferro, amida
curada2 F 35 – 45
Tinta de alumínio silicone para alta temperatura 1 F ou A 20 – 30Tinta indicadora de alta temperatura 1 A 25
Shop-primer epóxi óxido de ferro 2 F 20 – 25Tinta de fundo epóxi zarcão óxido de ferro, amida
curada2 F 35 – 45
Tinta estireno acrilato 1 A 30Tinta de zinco etil silicato 2 F 75
Tinta retro-refletiva para marcação de pisos 1 A 380 (úmida)Tinta de alcatrão de hulha – epóxi – poliamida 2 A 180- 220
Tinta de fundo de borracha clorada cinza de alta espessura, não saponificada
1 F ou I 65 – 75
Tinta de fundo de borracha clorada óxido de ferro de alta espessura, não saponificada
1 F ou I 65 – 75
Shop-primer de zinco etil silicato 2 F 20-30Tinta epóxi fosfato de zinco 2 F 35 – 45
Tinta epóxi para revestimento de gasodutos 2 A 60Tinta de aderência epóxi- isocianato – óxido de ferro 2 F 15 – 20
*Tipo: F = Fundo; I = Intermediária; A = Acabamento.
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 41 de 43Patrocínio
Pintura
11. Anexo 2 – ordem de aplicação, denominação, função e faixas de espessura seca de algumas tintas e revestimentos não metálicos
Ordem Denominação FunçãoEspessura
seca (faixa em m)
1o Tinta de fundo
a) Temporárias (shopprimer/holdpri-mer)
Proteger temporariamente o preparo da superfície de aço;
otimizar as operações de pintura
15-20
b) Condicionadora de aderência (wash-primer e primer epóxi-isocianato
Promover a aderência sobre metais não ferrosos
10-15
c) Primária (primer, base ou imprima-ção)
Promover proteção anticorrosiva. Podem ser
aplicadas sobre shopprimer, condicionadoras e seladoras
25-120
2o Intermediária
a) intermediaria (undercoat)
Espessar a barreira anticorrosiva
50-130
b) Uniformizador (surfacer)
Espessar a barreira com o fim de acabamento estético
na repintura automotiva30-50
c) selador (tie-coat)Pode ser aplicada sobre
superfície porosa10-20
3o Aparelhosa) Massasb) Mastiquesc) Vedantes
Nivelar irregularidade tais como tapar buracos, massas
frestas e fendas1 a 10 mm
4o Acabamentoa) Esmaltes
Demão estética colorida em todo o sistema
30-150
b) Vernizes Acabamento transparente 20-30
5o ComplementoPasta ou cêras de polir
(polish)
Restauradora de brilho original do acabamento
sendo aplicadas por fricção
Camadas finas de 0,5 mm e
removidas por fricção
12. Anexo 3 – compatibilidade entre algumas tintas
Tinta de fundo e intermediária
Tinta de acabamento
AlquídicaBorracha clorada
Acrílica Epóxi PoliuretanoEpóxi-
alcatrão de hulha
Alquídica C NR NR NR NR NRBorracha clorada C C * NR NR NR
Epóxi C** C** C** C C CEpóxi-Alcatrão de
hulhaNR NR NR * NR C
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 42 de 43Patrocínio
Pintura
C – Compatível.NR – Não Recomendado.* – Não é prática normal.C** – Compatível, desde que o intervalo entre re-pinturas não seja excedido.
13. Anexo 4 – alguns esquemas de pintura protetiva contra a corrosão em aços carbono
Nos esquemas que seguem são recomendadas algumas pinturas anti-corrosivas para aços carbono e aços galvanizados (aço carbono ou baixa liga, com revestimento de zinco). As camadas seguem a ordem estabelecida na Fig. 61. Abaixo do substrato, pode estar mencionado o grau de preparação de superfície necessário para a aplicação do primer.A menção “produto químico” é genérica e estas recomendações devem ser confirmadas para cada meio específico.
Fig. 61 – esquema básico de revestimentos anti-corrosivos por pintura
Fig. 62 – ambiente interno úmido
Fig. 63 – ambiente interno e produto químico
Fig. 64 – imersão em água Fig. 65 – ambiente externo
Rev. 0

TREINAMENTO ESPECIALIZADO
WWW.ISQI.COM.BR
Treinamento para Inspetores de Fabricação
Pág. 43 de 43Patrocínio
Pintura
Fig. 66 – ambiente interno úmido Fig. 67 – ambiente interno + produto químico
Fig. 68 – ambiente externo
Rev. 0