Embed Size (px)
Citation preview
O VALUE STREAM MAPPING E SUA
RELAÇÃO COM OS PRINCÍPIOS DA
ABORDAGEM ENXUTA: PROPOSIÇÃO
DE UMA SISTEMÁTICA EXPANDIDA
PARA A GESTÃO DO LEAD TIME.
RAFAELLA DIAS DE ALMEIDA MAIA (UFCG)
RICARDO ROMUALDO SOUTO (UFCG)
Julia Alexandre Meira (UFCG)
Victor Serrano Paulino Lima (UFCG)
Josenildo Brito de Oliveira (UFCG)
A análise dos processos sob uma perspectiva sistêmica pressupõe o uso
de ferramentas que possam dimensionar o valor agregado nas etapas
produtivas responsáveis pela manufatura de um bem e/ou prestação de
um serviço. Nesse sentido, o método Value Stream Mapping ou
Mapeamento do fluxo de valor tem por base subsidiar o processo de
melhoria contínua no fluxo de produção a partir da eliminação dos
desperdícios. O objetivo deste artigo é propor uma sistemática
expandida para a gestão do lead time a partir da aplicação dos mapas
do fluxo de valor com base nos princípios da abordagem enxuta. Assim
sendo, os procedimentos metodológicos deste trabalho se
fundamentaram em uma pesquisa bibliográfica, que apoiou o
desenvolvimento do questionário e uma revisão de literatura, utilizada
para elaboração da sistemática proposta. Os dados foram coletados
por meio de entrevistas diretas e pessoais e observações no ambiente
de pesquisa. A sistemática proposta foi aplicada em um estudo de caso
realizado em uma indústria moveleira. A natureza desta pesquisa é
qualitativa. Portanto, os resultados do trabalho promoveram a
elaboração de uma sistemática expandida baseada na ferramenta
Value Stream Mapping, a qual foi testada no estudo de caso proposto,
verificando-se a redução do lead time e do tempo de processamento na
empresa pesquisada.
Palavras-chaves: Value Stream Mapping; abordagem enxuta;
sistemática expandida; lead time.
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.

2
1. Introdução
Os desdobramentos dos princípios da administração científica desenvolvidos por Taylor e
estendidos às contribuições de Ford no início do século XIX, evoluíram para um sistema de
produção particular que é tido na atualidade como referência em qualidade, flexibilidade e
produtividade. Esse sistema se apresenta com várias nomenclaturas, tais como: manufatura
enxuta; abordagem enxuta; Sistema Toyota de Produção (STP); produção lean; produção mais
limpa, Just-in-Time (JIT) entre outros. A adequada transformação dos sistemas de produção
tradicionais para a produção enxuta tem trazido uma série de benefícios relevantes para as
empresas, entre eles aumento no grau competitividade relacionado às variáveis custos de
produção e qualidade no ambiente de produção e no produto final acabado. Isso se explica
pela priorização no ataque e redução aos desperdícios nas operações produtivas (GIANESI e
CORRÊA, 1994). O STP surgiu após a segunda guerra mundial no Japão na fábrica da Toyota
Motor Company. Ao longo dos anos este sistema vem sendo aperfeiçoado contantemente, na
busca da melhoria contínua e na eliminação dos desperdícios no chão-de-fábrica. A produção
enxuta é um sistema de operações projetado para maximizar o valor agregado para cada uma
das atividades de uma empresa através da eliminação de recursos desnecessários e demoras
excessivas (KRAJEWSKI, RITZMAN E MALHOTRA, 2009).
A produção enxuta em sua filosofia defende eliminação dos desperdícios, reduzindo o excesso
da capacidade ou estoque e removendo atividades que não agregam valor. Um sistema JIT
organiza os recursos, fluxos de informação e regras de decisão que permitem a uma empresa
concretizar os benefícios dos princípios JIT (KRAJEWSKI, RITZMAN E MALHOTRA,
2009). Para Chase, Jacobs e Aquilano (2006) a filosofia aborda a seguinte tríade: combate aos
desperdícios, definição dos gargalos e alcance da produção otimizada. Ainda segundo esses
autores, a filosofia tem como pré-requisitos a particitpação dos colaboradores (funcionários);
o uso dos fundamentos da Engenharia de Produção; a melhoria contínua e dimensionamento
de lotes pequenos na produção. Tais requisitos pressupõe um ambiente estável que não possa
ser influenciado por variáveis mercadológicas (e.g demanda dos clientes) e técnicas (e.g
adaptação dos recursos de produção para atendimento de necessidades específicas).
A filosofia da produção enxuta é suportada por princípios que fornecem sustentação para as
necessidades e recursos deste tipo específico de sistema produtivo. Dentre esses princípios se
destacam: takt time, fluxo contínuo, estoque amortecedor, processo puxador, Heijunka, cargas
uniformes na produção, gestão do setup, gestão do lead time, automação dos processos, força
de trabalho flexível, entre outros. Para operacionalizar os princípios da abordagem enxuta,
existem técnicas, ferramentas e métodos adequados, quais sejam: sistema kanban, troca rápida
de ferramenta, poka-yoke, manufatura célular, mapeamento do fluxo de valor, entre outros.
Uma importante ferramenta pouco conhecida e aplicada nas empresas é o mapeamento do
fluxo de valor ou Value Stream Mapping (VSM). Para Krajewski, Ritzman e Malhotra, 2009,
VSM é uma ferramenta qualitativa de produção enxuta amplamente usada com o objetivo de
eliminar desperdício. Rother e Shook (2003) desenvolveram essa ferramenta utilizada no
mapeamento dos materiais e de informações nos processos de manufatura. Apesar de ter sua
aplicação inicial voltada à manufatura, pode adaptar-se a outros segmentos. De acordo com
Ferro (2007), o VSM é “uma ferramenta capaz de olhar para os processos de agregação de
valor horizontalmente”. Este instrumento tem o propósito de localizar fluxos de materiais e
informações dentro do processo produtivo, bem como oferece subsídios para a análise desses
fluxos em uma perspectiva presente/futura na busca da eliminação de desperdícios.
3
Portanto, este trabalho tem como objetivo principal propor uma sistemática expandida para a
gestão do lead time a partir da aplicação dos mapas do fluxo de valor com base nos princípios
da abordagem enxuta.
2. Revisão de literatura
Esta seção relata sucintamente o arcabouço teórico usado como base para a construção do
instrumento de pesquisa, versando sobre o Sistema Toyota de Produção; as ferramentas da
gestão por processos e o mapeamento do fluxo de valor.
2.1 O Sistema Toyota de Produção (STP)
A produção enxuta conhecida também como Just-in-time ou STP nasceu no Japão na planta
da Toyota Motor Company. Todavia, é relevante mencionar as contribuições de Frederick
Taylor com o desenvolvimento dos estudos sobre tempos e métodos no processo produtivo,
bem como Henry Ford, acerca dos conceitos de estações de trabalho; linhas de montagem;
padronização dos produtos, entre outras contribuições (CORRÊA e CORRÊA, 2006; SLACK,
CHAMBERS e JOHNSTON, 2009). Estas contribuições se deram aproximadamente entre
1900 e 1930. Os avanços na área de gestão da produção foram direcionados para a fabricação
de materiais e equipamentos bélicos durante a segunda grande guerra mundial, entre 1935 e
1942. Após a guerra, vários pesquisadores e consultores norte-americanos foram ajudar o
Japão no esforço de reconstrução do país, já que tinha sido derrotado na guerra. Dessa forma,
especialistas na área de qualidade (Joseph Juran e William Edwards Deming) foram ministrar
palestras e capacitar empresários japoneses. Com os princípios de gestão e ferramentas da
qualidade absorvidos pelos japoneses no chão-de-fábrica e devidamente convertidos a cultura
do Japão, um Engenheiro funcionário da Toyota Motor desenvolveu uma abordagem própria
para gerenciar os recursos de produção e coordenar as várias etapas do processo produtivo.
O objetivo da Toyota Motor Co, segundo seu presidente (Toyoda Kiichiro), era de alcançar os
americanos em três anos, considerando os índices de produtividade (CORRÊA e CORRÊA,
2006). Mas havia uma diferença brusca no desempenho produtivo dos dois países, o que
sugeria intervenções no método de trabalho e projeto de processos. Todavia, os engenheiros
japoneses observaram que havia um índice elevado de desperdícios. Assim, o ataque intenso
aos desperdícios motivou a criação e manutenção do STP. Mais do que um sistema inovador
de fabricação, a produção enxuta desenvolvida e divulgada mundialmente a partir dos anos
70, representa uma filosofia de produção, um conjunto de métodos de trabalho e um elenco de
ferramentas específicas que suportam as políticas e diretrizes da abordagem enxuta. Hoje, a
produção enxuta já se estende de maneira relevante no segmento de serviços. Portanto, o STP
segundo Chase, Jacobs e Aquilano (2006) é “conjunto integrado de atividades desenvolvidas
para alcançar uma produção de alto volume usando estoques mínimos de matérias-primas,
materiais em processo e de produtos acabados”. O STP foi criado pelo Engenheiro Taiichi
Ohno, considerado um dos responsáveis pelo grande crescimento do Japão na época (OHNO,
1997; CORRÊA e CORRÊA, 2006).
A lógica da abordagem enxuta na produção de bens e serviços se fundamenta no momento em
que são necessários – não antes para que não formem estoques, e não depois para que seus
clientes não tenham que esperar (SLACK, CHAMBERS e JOHNSTON, 2009). O fluxo de
produção é puxado pelo pedido do cliente da operação. Dessa forma a gestão dos processos é
chave para a sincronização das etapas produtivas. A otimização dos processos com base na
filosofia JIT está baseada em um conjunto de ferramentas e metodologias, as quais fornecem
um tratamento adequado para que seja possível aplicar os princípios enxutos.

4
2.2 Ferramentas dos processos enxutos
O desenvolvimento de novas abordagens (e.g. Gestão da Cadeia de Suprimentos) baseadas na
melhoria contínua da estrutura e dos processos organizacionais gerou um campo de atuação
chamado de GP (Gerenciamento Baseado em Processos). A análise sistemática dos processos
de produção deve ser priorizada, permitindo se identificar atividades que não agregam valor.
Para Porter (1989) o foco de esforço da gestão baseada em processos é assegurar sua operação
buscando continuamente maximizar a eficiência e produzir valor agregado ao produto,
eliminando processos e atividades que não geram valor. Busca-se separar as atividades que
agregam valor das que não agregam em cada processo de produção, para que se possa avaliar
racionalmente a relação dos processos com os objetivos da empresa e com as expectativas dos
clientes. Nesse sentido, existem diversas ferramentas, métodos e técnicas que podem auxiliar
na implantação da produção enxuta, como: dimensionamento de máquinas e equipamentos,
tecnologia de grupo, manutenção produtiva total, programação de estoques, controle Kanban,
métodos de custeio (Activity Based Costs – ABC e UEP – Unidade do Esforço de Produção),
presoucing, Controle Estatísico do Processo (CEP), Círculos de Controle da Qualidade, as
ferramentas de Ishikawa, painel de procedimentos, mapeamento do fluxo de valor, CCO
(Curva Característica de Operação), simplificação de processos, entre outros. Esses métodos
devem ser utilizados com base nos princípios da produção enxuta, como mostra o quadro 1 na
sequência.
Princípio Conceito
Processo Puxador
Executa a programação do cliente para apenas um processo de produção. Através da
utilização do sistema puxado com supermercado (estoque amortecedor), geralmente será
necessário programar somente um ponto no fluxo de valor porta-a-porta, sendo esse ponto
chamado de processo puxador, pois a maneira como se controla a produção nesse processo
define o ritmo para todos os processos anteriores. Transferências dos materiais do processo
puxador até os produtos devem ocorrer em fluxo contínuo.
Takt Time
É usado para sincronizar o ritmo da produção com a demanda dos clientes, em particular no
processo puxador. Trata-se de um número de referência que dá a noção do ritmo em que
cada processo deve estar produzindo para atender à demanda do cliente sem que gere um
excesso de produção.
Fluxo Contínuo Significa produzir uma peça de cada vez, com cada item sendo passado imediatamente de
um estágio do processo para o seguinte, sem nenhuma parada e, consequentemente, sem
muitos outros desperdícios.
Estoque amortecedor
(Buffer)
São supermercados ou estoques amortecedores (buffer) de modo a se fabricar lotes que
possam minimizar os efeitos quando há pontos no fluxo de valor cujo fluxo contínuo não é
possível. Deve-se instalar um sistema puxado com base em supermercados, no qual o
processo cliente vai ao supermercado e retira somente o que precisa e quando precisa,
cabendo ao processo fornecedor produzir apenas para o reabastecimento.
Gestão do Lead time
O lead time é o tempo decorrido entre o pedido do cliente à entrega do pedido ao cliente,
passando pela manufatura dos bens. A gestão do lead time se baseia no uso de técnicas para
reduzir esse tempo, aumento a produtividade, melhorando os níveis de serviço ao cliente,
melhorando os prazos de entrega, entre outros benefícios.
Heijunka Harmonização do fluxo de produção para refrear ondas de reações que normalmente
ocorrem em decorrência das variações de programação da produção.
Retirada Compassada e
Incremento do trabalho
Pitch
Prática em que o processo puxador libera e retira apenas uma pequena e uniforme
quantidade de trabalho. É calculado multiplicando-se o takt time pela quantidade de
transferência de produtos acabados no processo puxador, o que o torna a unidade básica da
programação da produção para uma família de produtos.
Redução de Setup
Minimização dos tempos de setup com a finalidade de aumentar a capacidade produtiva,
respondendo mais rapidamente às mudanças no ambiente de produção. Com isso, é possível
determinar os tamanhos dos lotes iniciais com base no tempo disponível para a preparação
das máquinas e o tempo necessário para atender aos pedidos da produção.
Qualidade na origem Significa fazer certo da primeira vez e quando algo der errado, interromper o processo ou
linha de montagem mediatamente. Confere às máquinas e aos seus operadores a capacidade
de detectar a ocorrência de qualquer anormalidade.

5
Programação nivelada É aquela que requer que o material seja puxado para a montagem final, em um padrão
uniforme o suficiente para permitir que os diversos elementos da produção respondam aos
sinais pull (programa puxador operacionalizado por meio dos Kanbans).
Cargas Uniformes Distribuição uniforme das cargas diárias nas estações de trabalho individuais. O objetivo é
balancear a capacidade produtiva de modo a melhor programar os lotes nas estações.
Fonte: Corrê e Corrêa; Chase Jacobs e Aquilano (2006); Krajewski, Ritzman e Malhotra; Slack, Chambers e
Johnston (2009).
Quadro 1 – Alguns princípios da produção enxuta
Além dos princípios mencionados no quadro 1 existem outros igualmente importantes, tais
como: organização e limpeza na fábrica; redução da base de fornecedores; compartilhamento
de informações; redução dos custos de aquisição, entre outros. Na próxima subseção estão
descritos as bases de aplicação da ferramenta VSM.
2.3 Value Stream Mapping (VSM)
Dentre as várias ferramentas de apoio à filosofia da produção enxuta, o mapeamento do fluxo
de valor se consitui em um método que contribui para a visualização do fluxo de produção
sob uma perspectiva macro-funcional. Com isso pode-se observar processos que provocam
desperdícios e que não agregam valor à produção. Os princípios que fundamentam a técnica
VSM não são novos, nem tão pouco complexos ou inacessíveis. A grande contribuição desta
ferramenta dirigida à produção enxuta é a redução da complexidade do sistema produtivo,
oferecendo um conjunto de informações capazes de avaliar a situação atual e dar as diretrizes
para o desenvolvimento conceitual da situação futura (ANDRADE, 2001).
O modelo VSM proposto por Rother e Shook (2003), destaca-se por ilustrar o processo sob
uma perspectiva sistêmica, auxiliando a compreensão não apenas dos processos individuais,
mas de todo o fluxo de materiais. Utilizando uma linguagem simples, essa ferramenta ilustra
graficamente o processo de agregação de valor, relacionando fluxo de informações com fluxo
de materiais no sistema de produção.
A ferramenta é uma etapa fundamental para a obtenção de um fluxo contínuo, orientado pelas
necessidades dos clientes, desde o fornecimento da matéria-prima até a entrega do produto
final. Segundo Rother e Shook (2003), a meta é construir uma representação da cadeia de
produção onde os processos individuais estejam ligados aos seus clientes, por meio de um
fluxo contínuo, ou por meio de produção puxada, a fim de produzir apenas o que os clientes
precisam e quando precisam. A figura 1 ilustra a operacionalização da ferramenta.
Fonte: Rother e Schook (2003)
Figura 1 – Etapas do VSM
Escolha uma família
de produtos
Mapeamento da situação atual
Mapeamento da situação futura
Plano de melhorias
a
b
c
d

6
De acordo com a representação gráfica, na etapa (a) a empresa deverá escolher uma família de
produtos de acordo com os critérios preestabelecidos, no sentido de mapear o fluxo objeto de
estudo. Este critério pode ser, por exemplo, o grande índice de desperdícios na manufatura
dessa família de produtos. Outro exemplo pode ser a redução do lead time com vistas a
melhorar o nível de serviço na entrega do produto final ao cliente. Na etapa (b), consta o
mapeamento do fluxo de produção, criando uma representação visual de cada processo com o
fluxo de material e de informação. Nessa etapa, várias questões chave devem ser analisadas,
tendo em vista a definição do estado futuro, que deve ser capaz de mostrar a maneira com a
qual o valor deveria fluir, resultando em um plano de ação para orientar a implementação.
Observa-se que a metodologia é bastante simples, porém muito útil para o mapeamento e
indicação dos desperdícios a serem priorizados. Para que os mapas sejam plenamente
entendidos, foram desenvolvidos ícones padronizados e pré-determinados para representar
detalhes e situações peculiares ao processo, incluindo estoques, transporte fluxos de materiais
e informações entre outros, conforme figura 2.
Caminhão de Transporte
Supermercado
FIFO
First In First Out
Kanban Visual
Estoque
Cliente/Fornecedor
Caixa de dados
C/T =
C/O=
Tempo de uso=
Turnos Caixa de Dados
Processo
Fluxo de Informação
Seta de Empurrar
Informação Eletrônica
Seta de Remessa
Segmento de Cronograma
Fonte: Adaptado de Rentes (2000)
Figura 2 – Alguns ícones usado na ferramenta VSM
Na etapa (c), é importante destacar que muitas pessoas são envolvidas na implementação
enxuta e todas precisam entender o mapeamento do fluxo de valor. No entanto, o mapeamento
em si e a equipe de implementação do estado futuro precisam ser liderados por uma única
pessoa, alguém que enxergue através das fronteiras dos fluxos de valor de uma família de
produtos e que faça as coisas acontecerem.
Não se pode esquecer que o mapeamento do fluxo de valor é somente uma técnica. Assim, a
questão básica de tornar-se enxuto não é apenas mapear. O mais importante é implementar o
fluxo de valor enxuto. Segundo Rother e Shook (2003), o que torna o fluxo de valor enxuto é
fabricar os produtos em um fluxo contínuo completo, com o lead time suficientemente curto
para permitir a produção somente dos pedidos confirmados e com o setup mínimo entre os
diferentes produtos. Para isso, são necessários inúmeros mapas do estado futuro, cada um
mais enxuto e mais próximo do ideal, com o processo fornecedor fazendo apenas o que o
processo cliente necessita e quando necessita.
Para implantar o fluxo de valor enxuto a produção JIT busca, no mapa do estado futuro, ligar
todos os processos, do cliente à matéria-prima, em um fluxo contínuo completo que gere o
menor lead time, a mais alta qualidade e o mais baixo custo. No entanto, para que o mapa do
estado futuro consiga efetivamente atingir o fluxo de valor enxuto da matéria-prima ao
produto acabado é fundamental obedecer algumas regras coerentes com os princípios enxutos,
apresentadas a seguir, conforme mostrado no quadro 1.

7
Já na etapa (d) parte-se para o estabelecimento de um plano de melhorias, constando da
execução de um novo fluxo de valor, o qual deverá conter: metas mensuravéis, nomeação dos
responsáveis e estabelicimento de prazos. Entretanto, o foco deste artigo não abrange a
concepção, desenvolvimento e manutenção deste plano, se limitando à execução das três
etapas iniciais (a, b e c).
3. Procedimentos metodológicos
Esta seção descreve os aspectos metodológicos que foram usados na execução dessa pesquisa,
mencionando o ambiente pesquisado e os procedimentos empregados no alcance do objetivo
geral deste artigo.
3.1 O ambiente pesquisado
Esta pesquisa foi realizada na indústria de móveis AIAM localizada na cidade de Campina
Grande, Paraíba. A empresa tem um volume mensal de produção de 26 (vinte e seis) mil
unidades, sendo 8 (oito) mil roupeiros, 12 (doze) mil colchões e 6 (seis) mil armários. Essa
organização emprega 370 colaboradores no setor de produção. Os produtos da empresa são
comercializados nos depósitos da Loja Maia em João Pessoa, Fortaleza e Salvador. Do ponto
de vista estratégico, a empresa deverá produzir para terceiros, uma vez que suas máquinas e
equipamentos apresentam alta produtividade, já que a entidade produz mais que comercializa.
3.2 Aspectos da pesquisa
Este trabalho trata-se de um estudo de caso realizado na empresa mencionada na seção 3.1.
Para Gil (2006) o estudo de caso é caracterizado pelo estudo profundo e exaustivo de um ou
de poucos objetos, de maneira a permitir conhecimentos amplos e detalhados do mesmo,
tarefa praticamente impossível mediante outros tipos de delineamentos considerados” . O
questionário da pesquisa foi desenvolvido com o auxílio da revisão de literatura mencionada
na seção 2, a qual forneceu os subsídios necessários para a construção do instrumento que foi
usado na coleta dos dados. A natureza dos dados apresentados nessa pesquisa é qualitativa. Os
dados foram levantados junto ao setor de Planejamento e Acompanhamento da Produção
(PLAC). Nesse setor o questionário foi aplicado por meio de entrevistas cedidas pelos sujeitos
da pesquisa, entre estes, o gerente de produção, os supervisores industriais e colaboradores do
chão-de-fábrica. Estes atores da pesquisa forneceram acesso às instalações da empresa, bem
como a base de dados utilizada nesse artigo.
Além dos aspectos mencionados foram utilizadas observações sistemáticas, assistemáticas,
diretas e intensivas. A pesquisa é aplicada, pois objetiva gerar conhecimentos para aplicação
prática dirigidos à solução de problemas específicos (SILVA e MENEZES, 2001). Quanto ao
ponto de vista dos objetivos, essa pesquisa é exploratória, pois tem por fim tornar explícito
aos pesquisadores meios de se reduzir o lead time produtivo de uma empresa através de um
mapa ótimo do seu fluxo de valor. Este trabalho também é descritivo, pois visa mencionar
características particulares a partir da sistematização dos dados em informações pertinentes.
4. Apresentação e discussão dos resultados
A aplicação do método VSM pode transmitir uma falsa impressão de simplicidade quanto à
sua operacionalização. Entretanto, à medida que são diagnosticadas as etapas do processo
produtivo e suas especificidades, observa-se que o nível de complexidade é considerável. O
modelo desenvolvido por Rother e Shook (2003) é limitado e não descreve detalhadamente
como as etapas devem ser encadeadas. Como contribuição ao trabalho desses autores, uma
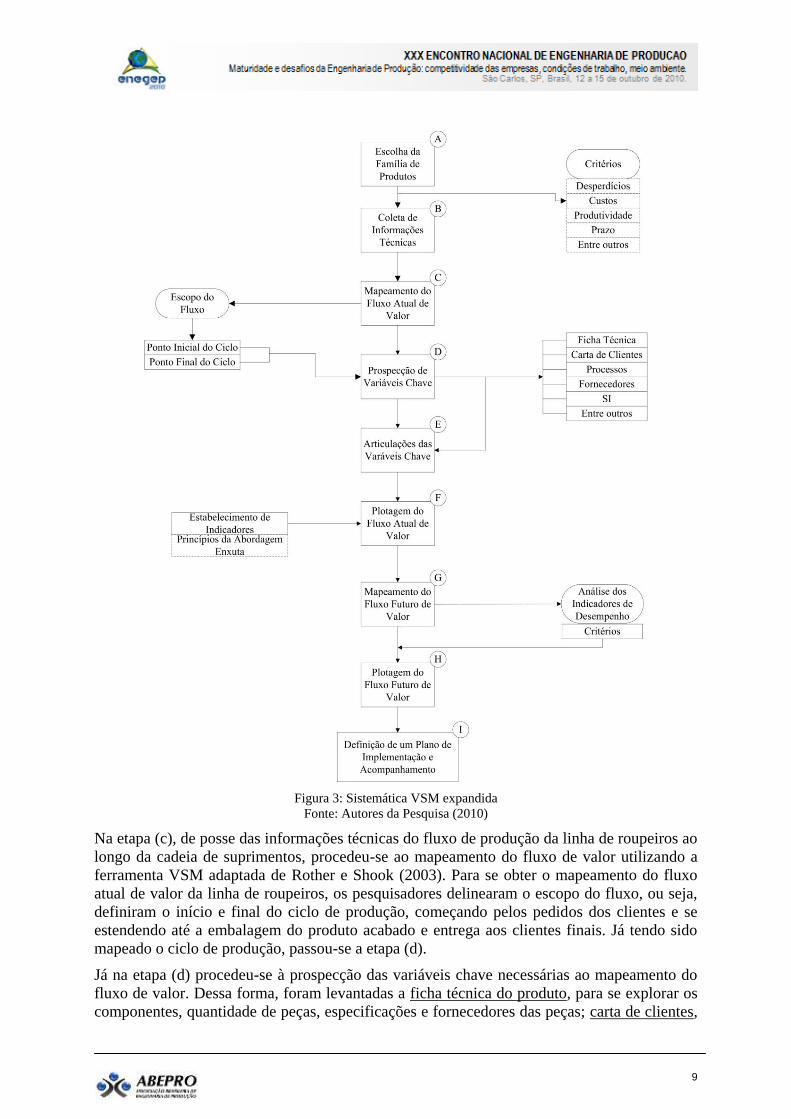
sistemática expandida foi elaborada para facilitar a implantação do método VSM, ilustrada
conforme a figura 3.
8
A Sistemática VSM expandida que foi proposta pelos autores, orientou o alcance do objetivo
do estudo. Assim sendo, cada etapa e seus respectivos resultados são descritos na sequência.
Na etapa (a) foi escolhida a família de produtos com base em critérios identificados pelos
atores da pesquisa. Das famílias de produtos manufaturadas pela empresa, a linha de roupeiros
foi escolhida como foco do estudo em função dos relevantes custos de produção do produto.
Na etapa (b) a linha de roupeiros foi estudada, coletando-se informações técnicas sobre os
fluxos de produção, desde o pedido dos clientes à entrega do produto acabado ao cliente final.
Essas informações foram tomadas com base nas observações e aplicação do questionário com
os representantes da empresa, entrevistados no período de fevereiro de 2009.
A prospecção e análise das informações se deram rastreando a movimentação do fluxo de
produção na cadeia de suprimentos da organização pesquisada. A finalidade foi mensurar e
agrupar dados que fornecessem subsídios relevantes para a análise do valor sob a perspectiva
do fluxo de produção enxuta.
9
Figura 3: Sistemática VSM expandida
Fonte: Autores da Pesquisa (2010)
Na etapa (c), de posse das informações técnicas do fluxo de produção da linha de roupeiros ao
longo da cadeia de suprimentos, procedeu-se ao mapeamento do fluxo de valor utilizando a
ferramenta VSM adaptada de Rother e Shook (2003). Para se obter o mapeamento do fluxo
atual de valor da linha de roupeiros, os pesquisadores delinearam o escopo do fluxo, ou seja,
definiram o início e final do ciclo de produção, começando pelos pedidos dos clientes e se
estendendo até a embalagem do produto acabado e entrega aos clientes finais. Já tendo sido
mapeado o ciclo de produção, passou-se a etapa (d).
Já na etapa (d) procedeu-se à prospecção das variáveis chave necessárias ao mapeamento do
fluxo de valor. Dessa forma, foram levantadas a ficha técnica do produto, para se explorar os
componentes, quantidade de peças, especificações e fornecedores das peças; carta de clientes,
10
para verificar quais os principais, entre outros aspectos correlatos; processos, para se estudar o
fluxo produtivo e a geração de valor em cada macro-processo; sistemas de informação (SI),
para levantar como os processos são integrados, desde os pedidos dos clientes à entrega do
produto acabado.
As variáveis prospectadas na etapa (d) foram articuladas e analisadas, de modo a sistematizá-
las em um fluxo de valor, de modo a possibilitar a plotagem do gráfico do fluxo atual de valor
para a linha de produto foco do estudo. A análise da articulação das variáveis possibilitou o
desenvolvimento de indicadores para se metrificar a aplicação dos princípios da abordagem
ou produção enxuta. Neste caso, em função dos problemas encontrados nas etapas (c) e (d),
escolheu-se mensurar o desempenho do Lead time da produção da linha de roupeiros, ou seja,
o tempo entre o pedido do cliente a entregado do produto acabado ao cliente final. Para cada
macro-processo foi medido o lead time. Nesse sentido, foi possível configurar o mapa do
fluxo de valor constante na etapa (f).
Na etapa (f) o mapa de fluxo atual de valor foi plotado. Em função do lead time mensurado
observou-se a oportunidade de se aplicar técnicas para otimizar o fluxo e minimizar o lead
time de produção. Com isso a empresa poderia racionalizar os recursos de produção, melhor
controlar o fluxo produtivo, minimizar prazos de entregar, incrementar a confiabilidade na
entrega dos produtos acabados, reduzir os tempos de setups e de processamento, balacer a
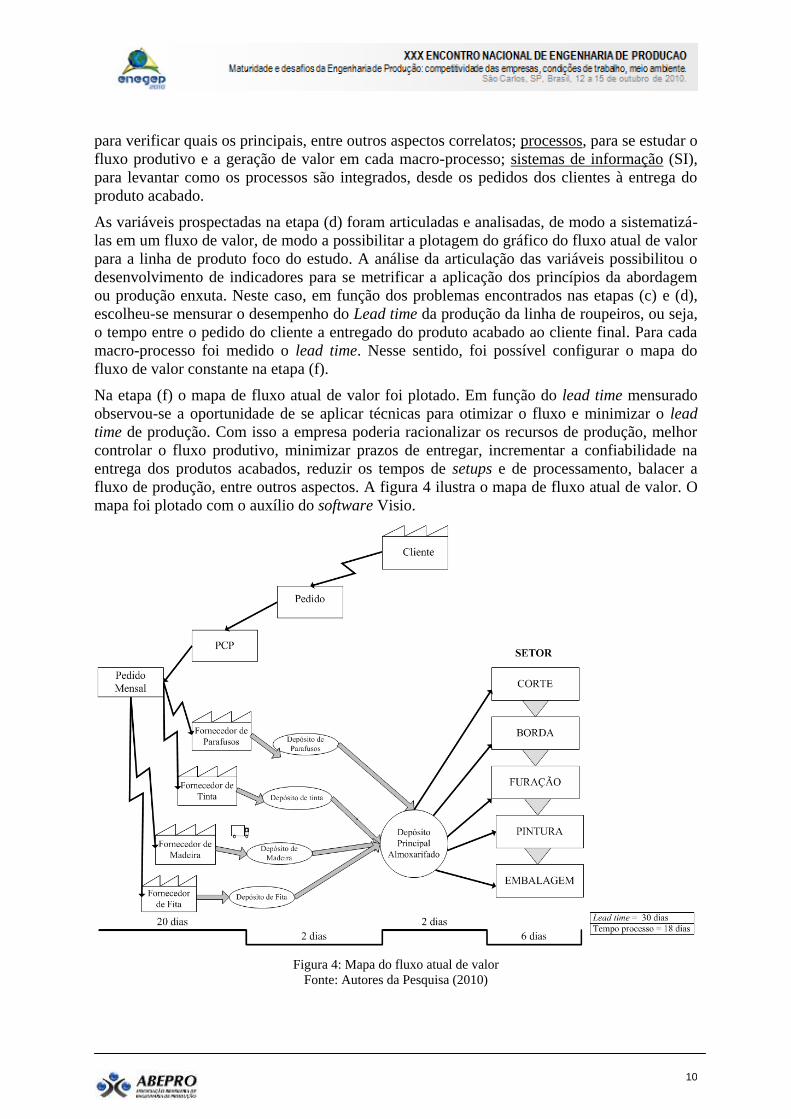
fluxo de produção, entre outros aspectos. A figura 4 ilustra o mapa de fluxo atual de valor. O
mapa foi plotado com o auxílio do software Visio.
Figura 4: Mapa do fluxo atual de valor
Fonte: Autores da Pesquisa (2010)
11
A análise do mapa de fluxo atual de valor mostra que um depósito principal centralizando as
operações de fornecimento de matéria-prima para as seções de fabricação e o recebimento de
matéria-prima, peças e componentes dos fornecedores. Calculou-se um lead time de 30 dias e
um tempo de processamento de 18 dias. Assim, são necessários 30 dias entre o recebimento
entre o pedido e a efetiva entrega do produto ao cliente.
De posse do mapa do fluxo atual de valor, partiu-se para a etapa (g), ou seja, o mapeamento
do fluxo futuro de valor. Nesse sentido, analisou-se o lead time e o tempo de processamento
como indicadores de desempenho. Alguns critérios foram escolhidos para que fosse possível
estabelecer um novo mapa de fluxo com base na melhoria dos indicadores avaliados, são eles:
disposição do layout fabril e seus reflexos para o fluxo de produção; sequenciamento do fluxo
no arranjo físico; distribuição e níveis de estoque intermediários.
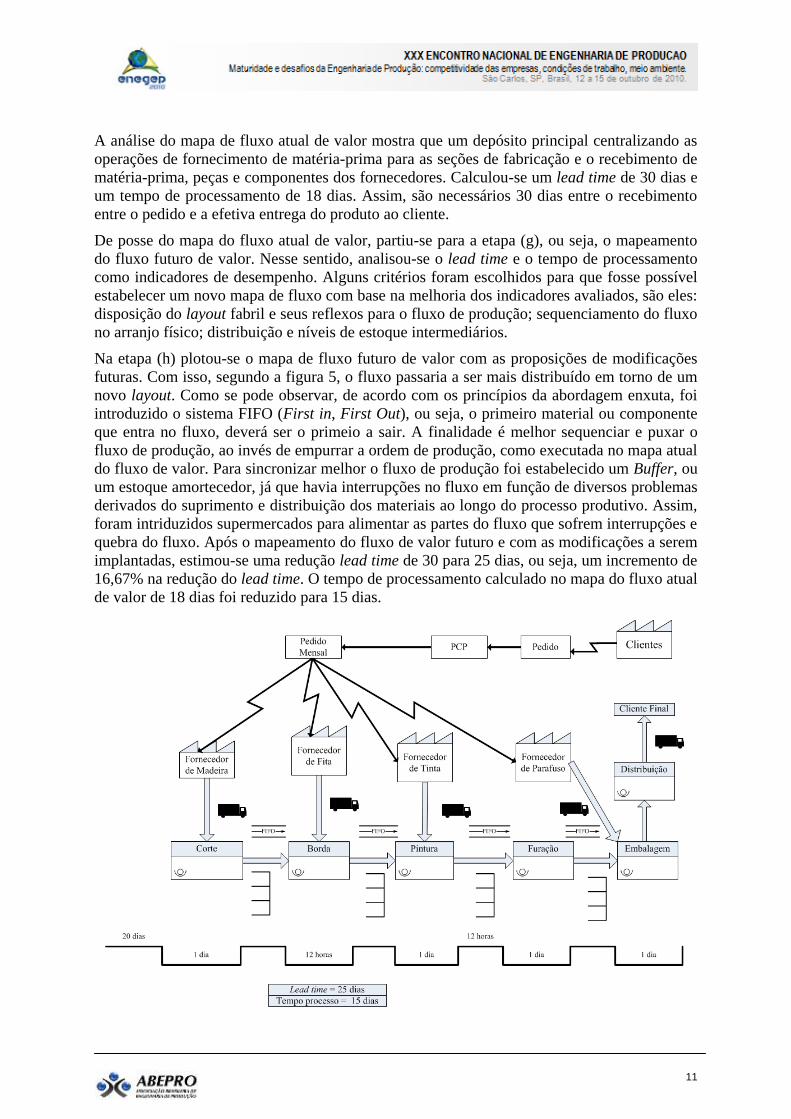
Na etapa (h) plotou-se o mapa de fluxo futuro de valor com as proposições de modificações
futuras. Com isso, segundo a figura 5, o fluxo passaria a ser mais distribuído em torno de um
novo layout. Como se pode observar, de acordo com os princípios da abordagem enxuta, foi
introduzido o sistema FIFO (First in, First Out), ou seja, o primeiro material ou componente
que entra no fluxo, deverá ser o primeio a sair. A finalidade é melhor sequenciar e puxar o
fluxo de produção, ao invés de empurrar a ordem de produção, como executada no mapa atual
do fluxo de valor. Para sincronizar melhor o fluxo de produção foi estabelecido um Buffer, ou
um estoque amortecedor, já que havia interrupções no fluxo em função de diversos problemas
derivados do suprimento e distribuição dos materiais ao longo do processo produtivo. Assim,
foram intriduzidos supermercados para alimentar as partes do fluxo que sofrem interrupções e
quebra do fluxo. Após o mapeamento do fluxo de valor futuro e com as modificações a serem
implantadas, estimou-se uma redução lead time de 30 para 25 dias, ou seja, um incremento de
16,67% na redução do lead time. O tempo de processamento calculado no mapa do fluxo atual
de valor de 18 dias foi reduzido para 15 dias.

12
Figura 5: Mapa do fluxo futuro de valor
Fonte: Autores da Pesquisa (2010)
O mapa do fluxo futuro de valor é resultado de análises e simulações do fluxo ótimo que
possa minimizar o lead time, suavizar o fluxo de produção, tornando-o mais contínuo e sem
interrupções. As proposições sugeridas refletidas no mapa do fluxo futuro de valor se baseiam
principalmente na forma de programação dos processos, eliminação de estoques e também na
diminuição dos tempos que não agregavam valor ao produto, conforme se pode observar na
figura 5.
A etapa (I) não foi delineada, tendo em vista alguns impedimentos e barreiras identificadas na
empresa que restringiam a sua operacionalização. Entretanto, esta sistemática VSM expandida
pode ser utilizada com sucesso em outros casos, a depender de fatores que possam viabilizar o
emprego da ferramenta em empresas que apóiem efetivamento a adoção de práticas voltadas à
produção enxuta e melhoria no seu fluxo de valor.
5. Considerações finais
A busca por ganhos de competitividade e redução dos desperdícios tem sido uma questão de
sobrevivência para as organizações que concorrem no mercado globalizado. É cada vez mais
notória a utilização de conceitos e ferramentas do Sistema de Produção Enxuta, como uma das
formas de se diminuir as perdas em seus processos produtivos. Entre as ferramentas
utilizadas, o Mapeamento do Fluxo de Valor (VSM) tem alcançado destaque no diagnóstico e
eliminação de desperdícios, por simplificar o processo de representação e análise dos sistemas
produtivos, especialmente aqueles que estão na fase de transição entre sistemas tradicionais e
sistemas baseados na produção enxuta.
Este artigo evidenciou as contribuições da ferramenta VSM, uma proposição de Rother e
Shook (2003) que serviu como base para o desenvolvimento e aplicação de uma sistemática
expandida para a gestão (redução) do lead time a partir da identificação de processsos que não
agregam valor e causam desperdícios relevantes que incrementam os custos totais dos
produtos manufaturados. Os resultados obtidos da aplicação da sistemática VSM na Indústria
de Móveis AIAM mostraram que o fluxo de valor atual pode ser modificado no sentido de
eliminar atividades desnecessárias, sicronizando melhor os fluxos de suprimento e demanda
entre os vários processos analisados. Dessa forma ficou evidente, com a proposição de um
mapa de fluxo de valor futuro que o lead time e tempo de processamento podem ser reduzidos
e gerenciados a partir de um novo ordenamento dos processos e inserção de supermercados de
materias entre as seções de produção. Dessa forma, espera-se que a utilização das formas de
mapeamento apresentadas e a sistemática proposta contribua nos ajustes que se fizeram
necessários ao se empregar essa ferramenta em diversas empresas
A base de aplicação da sistemática VSM elaborada pelos autores se fundamenta basicamente
no uso de critérios e princípios enxutos, os quais abordagem principalmente a identificação e
bloqueio das causas dos desperdícios no ambiente produtivo, uma vez que esses interrompem,
retardam ou desviam o fluxo de valor (CHASE, JACOBS e AQUILANO, 2006). O recurso
VSM proporciona ao gerente da produção criar uma ilustração que permita se identificar a
fonte de atividades desperdiçadoras que não agregam valor (KRAJEWSKI, RITZMAN e
MALHOTRA, 2009).
A importância deste artigo para a Engenharia de Produção é a proposição de um modelo que
expande as bases da proposta de Rother e Shook (2003) no sentido de oferecer um maior
detalhamento na aplicação das fases de operacionalização da ferramenta. Nesse sentido, os
stakeholders (empresas interessadas na aplicação) podem aplicar o método VSM com base no
13
desdobramento do modelo original, de tal forma a compreender melhor a implantação e os
critérios de necessários para modificar os padrões convencionais de sistemas de produção
com base na filosofia de produção enxuta e combate aos desperdícios. Portanto, esse artigo
mostrou as potencialidades da sistemática proposta e a aplicação da nova ferramenta.
Referências
ANDRADE, M. O. Representação e análise de cadeias de suprimentos: uma proposta baseada no Mapeamento
do Fluxo de Valor. Dissertação de Mestrado (2001). Escola de Engenharia de São Carlos, Universidade de São
Paulo. São Carlos.
CHASE, Richard B.; JACOBS, F. Robert; AQUILANO, Nicholas J. Administração da Produção e Operações
para vantagens competitivas. São Paulo: McGrawHill, 2006.
CORRÊA, Henrique Luiz; CORRÊA, Carlos A. Administração de produção e operações: uma abordagem
estratégica. 2. Ed. São Paulo: Atlas, 2006.
FERRO, José Roberto. A essência da ferramenta Mapeamento de Fluxo de Valor. Lean Institute Brasil, 2007.
Disponível em www.lean.org.br. Acesso em 02/02/2009.
GIANESI, I.; CORRÊA, Henrique. Just in Time, MRPII e OPT: Um Enfoque Estratégico. São Paulo: Atlas,
1994.
GIL, Antonio Carlos. Como elaborar projetos de pesquisa. São Paulo: Atlas, 2006.
KRAJEWSKI, Lee; RITZMAN, Larry; MALHOTRA, Manoj. Administração de Produção e Operações. São
Paulo: Pearson Education, 2009.
OHNO, Taiichi. O Sistema Toyota de Produção: além da produção em larga escala. Porto Alegre: Bookman,
1997.
PORTER, Michael E. Vantagem competitiva: criando e sustentando um desempenho superior. Rio de Janeiro:
Campus, 1989.
ROTHER, M.; SHOOK, J. Aprendendo a enxergar: mapeando o fluxo de valor para agregar valor e eliminar o
desperdício. São Paulo: Lean Institute Brasil, 2003.
SILVA, Edna Lúcia da; MENEZES, Estera Muszkat. Metodologia da pesquisa e elaboração de dissertação.
Florianopolis: UFSC/PPGEP/LED, 2001, 121p.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração da produção. 3. ed. São Paulo:
Atlas, 2009.













![Trabalho de Formatura - Texto[1] - PRO | Departamento de …pro.poli.usp.br/wp-content/uploads/2012/pubs/value-stream-mapping... · Aprendendo a Enxergar, de Rother e Shook (2003)](https://img.document.onl/doc/110x75/5ae4f5d57f8b9a495c8f3cea/trabalho-de-formatura-texto1-pro-departamento-de-propoliuspbrwp-contentuploads2012pubsvalue-stream-mappingaprendendo.jpg)